Embed Size (px)
Citation preview

General rights Copyright and moral rights for the publications made accessible in the public portal are retained by the authors and/or other copyright owners and it is a condition of accessing publications that users recognise and abide by the legal requirements associated with these rights.
Users may download and print one copy of any publication from the public portal for the purpose of private study or research.
You may not further distribute the material or use it for any profit-making activity or commercial gain
You may freely distribute the URL identifying the publication in the public portal If you believe that this document breaches copyright please contact us providing details, and we will remove access to the work immediately and investigate your claim.
Downloaded from orbit.dtu.dk on: Dec 13, 2021
Mechanical properties of additively manufactured die with numerical analysis inextrusion process
Davoudinejad, A.; Bayat, M.; Larsen, A.; Pedersen, D. B.; Hattel, J. H. ; Tosello, G.
Published in:A I P Conference Proceedings Series
Link to article, DOI:10.1063/1.5142921
Publication date:2020
Document VersionPeer reviewed version
Link back to DTU Orbit
Citation (APA):Davoudinejad, A., Bayat, M., Larsen, A., Pedersen, D. B., Hattel, J. H., & Tosello, G. (2020). Mechanicalproperties of additively manufactured die with numerical analysis in extrusion process. A I P ConferenceProceedings Series, 2205(1), [020006 ]. https://doi.org/10.1063/1.5142921

Mechanical properties of additively manufactured die with
numerical analysis in extrusion process A. Davoudinejada*, M. Bayata, A. Larsenb, D. B. Pedersena, J. H. Hattela, G. Toselloa
aDepartment of Mechanical Engineering, Technical University of Denmark, Kgs. Lyngby, Denmark bInter Primo, Højbro Plads 6, Copenhagen K, Denmark
*[email protected] Keywords: Extrusion; Additive manufacturing; soft tooling;; Finite element modelling.
Abstract
Extrusion process has been used for many decades as a transformation and shaping technology in the plastic processing industry. In
this study the die deformation, critical for the extrudate product quality, was investigated in the plastic extrusion process by numerical
modelling and compared with the experimental results. Dies with various thickness were fabricated by stereolithography (SLA) additive
manufacturing (AM). COMSOL Multiphysics was applied as a modelling tool to simulate the experiments. Hence in this work a Fluid-
Structure Interaction (FSI) numerical model based on the finite element method has been developed. The FSI model solves full Navier-
Stokes (N-S) equation for the insert flow, while its output serves as an applied distributed load, e.g. as a boundary condition, for the
structural analysis of the extruder. Eventually, this model can enable to identify the potential areas in the extrusion die where structural
failure might occur.
Keywords: Additive manufacturing; extrusion; polymer; soft tooling.
INTRODUCTION
Extrusion represents one of the most established transformation and shaping processes. Different methods are applied to
process materials, yielding production of finished or semi-finished products, commonly known as extrudates [1]. Various
materials are formed through an extrusion process such as metals, polymer, clays, ceramics, foodstuffs, etc. However,
polymer extrusion in particular is a process which covers a very large portion of the plastics processing industry to produce
profiles with different cross-section geometry profiles. In the extrusion process die design and the corresponding extrudate
are dependent on numerous issues such as how to make the flow distribution more uniform and how to anticipate post-
extrusion effects [2]. The single screw extruders have been extensively used for thermoplastic materials since the thirties
of the past century until today, and there have been numerus studies focusing on the plasticising process since that time
such as Starve feeding and flood feeding [1] and a screw pulling-out technique to study polymer behaviour along the
screw [3]. In terms of extrusion, dies manufacturing by conventional processes are time and cost consuming in
comparison to additive manufacturing processes which have the capability of producing complex geometries, both
external and internal to the component (such as conformal cooling channels without additional post-processing steps),
and to fabricate a monolithic die design [4]. Die manufacturing was investigated recently by fabricating metal dies by
AM processes for profile extrusion with Selective Laser Melting (SLM) method. One of the main objective is to reach a
specific surface quality of the extruded plastics profiles due to the high roughness of the directly manufactured die [5]. A
promising approach to minimise the necessary amount of design and manufacture iterations consists in the usage of
numerical flow simulations in the design process before the die is manufactured [6]. In this study different experimental
tests were carried out with the additively manufactured dies made of photopolymer material. The failure of the die was
investigated in several processing conditions, and numerical analysis were applied in order to predict the weak point of
the die for further consideration during the die design phase. The model will help the improvement of the AM design for
optimized die manufacturing.
PRINCIPLE OF THE STEREOLITHOGRAPHY (SLA)
The AM technology used for fabrication of the die is the stereolithography (SLA) technology. In a Vat
Photopolymerization method, an ultraviolet (UV) light cures, i.e. hardens, the liquid photopolymer resin placed in a vat,
and the features are produced by slices one on top of another by tracing 2D contours of a CAD model using UV light. In
this specific case, the SLA technology uses a laser beam to radiate the UV light, solidifying the resin in the vat in a point-
by-point fashion [7]. The Somos® PerFORM material was used for this study, which is a suitable material for the current
application due to its high stiffness and high temperature resistance. The platform based on SLA technology, is able to
provide a relatively cost-effective method of rapidly creating 3D parts. Figure 1 and Figure 2 show the drawing and the
part fabricated with SLA method for a U form profile respectively. The die was fabricated in two different thicknesses of
12 and 15 mm.

FIGURE 1. The detail drawing of AM fabricated die.
EXTRUSION PROCEDURE
Experimental tests were carried out with a single screw extrusion machine. The extruder used for all the test runs was a
Cincinnati Proton 60 equipped with a 60 mm screw diameter characterized by a ratio L/D (Length/Diameter) equal to 25.
The extrusion process material was selected as TPE Thermolast ® K TP6AFA. Table 1 presents the plastic material
properties used during the extrusion experiments.
Prior to the die setup on the extrusion machine the die plate was pre-heated at 90 °C for 35 minutes warm up phase and
20 minutes on the extruder to reach to the proper temperature range. The initial screw speed was 1 rpm, the initial
temperature of the tool was 125 °C. As the melt reached the tool and the pressure started to increase, a pressure of 5 bar
was recorded when the first melt came out of the die. Table 2 shows the selected extrusion process parameters for the
experiments.
TABLE 1. TP6AFA Mechanical properties.
Hardness Density Tensile strength Elongation at Break Tear Resistance
54 ShoreA 1,162 g/cm3 4,5 MPa 650 % 20 N/mm
DIN ISO 7619-1
DIN EN ISO 1183-1
DIN 53504/ISO 37
DIN 53504/ISO 37
ISO 34–1
TABLE 2. Test run process parameters details.
Temperature
Die Melt
Temperature
Melt
Pressure
Screw
Speed
Inlet Next to die
138 °C 149 °C 125 °C 142 °C 5 bar 1 rpm
(A) (B)
FIGURE 2. (A) Additively manufactured die and (B) Experimental setup.
NUMERICAL CALCULATION PROCEDURE
To investigate the flow pattern during the extrusion process of the melt material and to analyze its impact on the extruder’s
mechanical response, a finite element model (FEM) is developed in COMSOL Multiphysics 5.3a software package. The
model implements fluid-solid interaction (FSI) where first the fluid flow equations for a non-Newtonian fluid are solved
for the melt and then the Hooke’s linear elasticity along with force equilibrium are solved for the extruder die to find the
resultant stress-strain field. In this study, the model consists of a computational solid mechanics (CSM) sub-model for

extruder’s mechanical analysis. According to Figure 3(A), the CFD model only holds for the domain in which the melt
flows, while the CSM model applies to the die(see Figure 3(B)), which is the complement of the CFD model shown on
the left. The melt starts flowing from the circular region on the left with an inlet pressure of 5 bar. The outlet region on
the right side has a fixed atmospheric pressure. The internal domain belonging to the CFD model is densely meshed with
quadratic tetrahedral elements to have high resolution of the fluid flow to capture the velocity gradients of the melt
properly.
FIGURE 3. Model domain for: (A) CFD (melt) and (B) CSM (extruder) models.
COMPUTATIONAL SOLID MECHANICS
To find the corresponding stress/strain field induced by the fluid motion, it is necessary to solve the equilibrium partial
differential equation in three dimensions.
𝜎𝑖𝑗,𝑗 + 𝐹𝑉𝑖 = 0 (1)
where FVi (N/m3) is the volumetric force field which is absent in the current model. The extruder material is assumed to
follow Hooke’s general linear elasticity.
𝜎𝑖𝑗 = 𝐸𝑖𝑗𝑘𝑙휀𝑘𝑙𝑒𝑙 (2)
𝐸𝑖𝑗𝑘𝑙 =𝐸
1 + 𝑣[1
2(𝛿𝑖𝑘𝛿𝑗𝑙 + 𝛿𝑖𝑙𝛿𝑗𝑘) +
𝑣
1 − 2𝑣𝛿𝑖𝑗𝛿𝑘𝑙] 휀𝑘𝑙
𝑒𝑙 (3)
Where E (Pa) and υ (-) are Young modulus and Poisson’s ratio in equation (3), respectively. The finite element
representation of equation (4) in a matrix form and derived from virtual work principle (VWP) can be expressed as
follows.
[𝐾]𝑛𝑒𝑞𝑛×𝑛𝑒𝑞𝑛{𝐷}𝑛𝑒𝑞𝑛×1 = {𝑃}𝑛𝑒𝑞𝑛×1 (4)
where {D} and {P} stand for nodal displacements and nodal external forces of all degrees of freedom (d.o.f) respectively.
[K] is the global stiffness matrix of the domain which is calculated as follows [8].
[𝐾] = ∑ (∭[𝐵]𝑇[𝐶][𝐵] ∙ 𝑑𝑉
𝑉𝑒
)
𝑛𝑒
𝑒=1
(5)
where [C] and [B] are element stiffness and their corresponding differentiated shape function matrixes.
RESULTS AND DISCUSSION
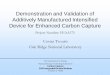
After proper tool setup and machine warm up for stable process condition, the extrusion started with low screw speed that
was then progressively increased. The failure of the die occurred after a short run of approximately 5 minutes when the
die pressure reached a peak of 6 bar with the process parameters listed in Table 2. The extrudate product obtained was
acceptable only for a small production since the die failed shortly after running. Figure 4 illustrates the extrudate by AM
die and the failure, with the critical regions of the die where the cracks happened. Figure 4(A) shows the cracks occurred
by elevating the die temperature in both top corners of the U shape. The cracks and the failure of the die affect the
extrudate mainly in terms of the thickness of the profile, which was not uniform after the defect appeared. The numerical
analysis carried out in the die with 12 mm thickness performed better in the experiments than 15 mm thickness.
(A) (B)
FIGURE 4. (A) Cracks area on the dies and (B) extrusion process with AM die. Scale bars indicate 1 mm.
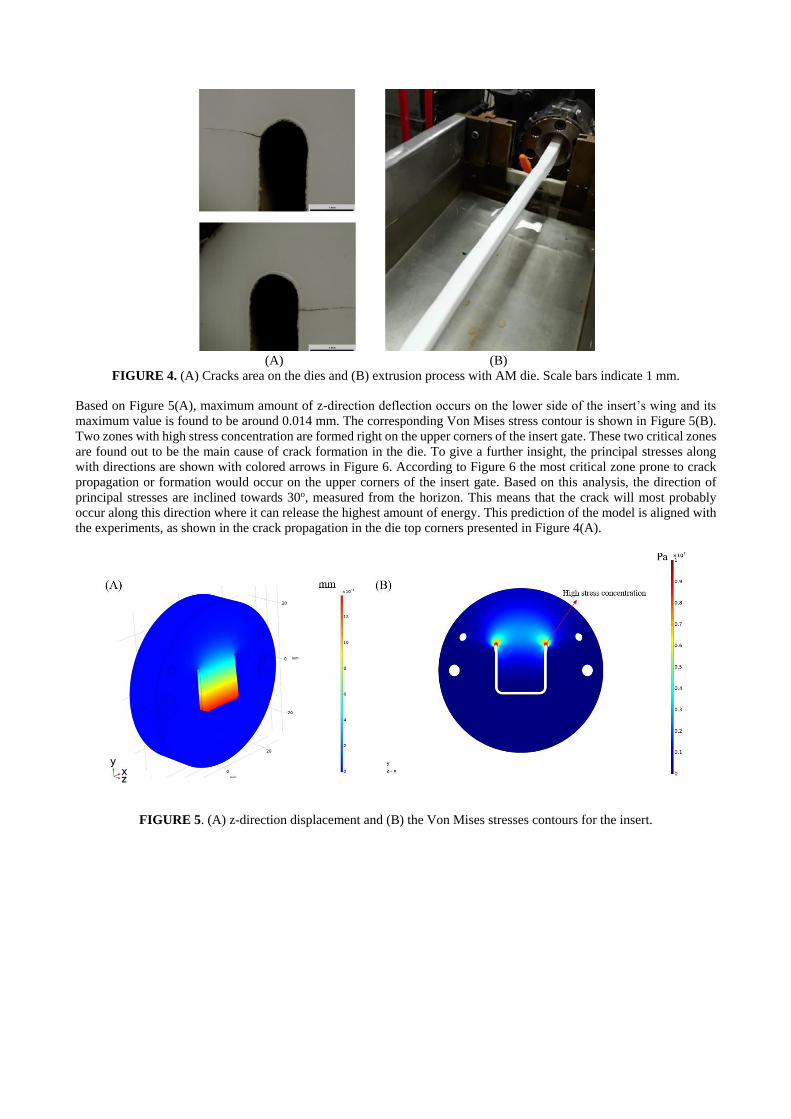
Based on Figure 5(A), maximum amount of z-direction deflection occurs on the lower side of the insert’s wing and its
maximum value is found to be around 0.014 mm. The corresponding Von Mises stress contour is shown in Figure 5(B).
Two zones with high stress concentration are formed right on the upper corners of the insert gate. These two critical zones
are found out to be the main cause of crack formation in the die. To give a further insight, the principal stresses along
with directions are shown with colored arrows in Figure 6. According to Figure 6 the most critical zone prone to crack
propagation or formation would occur on the upper corners of the insert gate. Based on this analysis, the direction of
principal stresses are inclined towards 30o, measured from the horizon. This means that the crack will most probably
occur along this direction where it can release the highest amount of energy. This prediction of the model is aligned with
the experiments, as shown in the crack propagation in the die top corners presented in Figure 4(A).
FIGURE 5. (A) z-direction displacement and (B) the Von Mises stresses contours for the insert.

FIGURE 6. Vectors of first principal stresses. The colors show the magnitude of the principal stresses.
CONCLUSIONS
In this work the SLA AM process was used for fabrication of the die with photopolymer material in a plastic extrusion
process. The failure of the die was investigated in different experiments and with a numerical model applied in order to
investigate the thermos-mechanical properties of the die during processing conditions. An acceptable shape of the
extrudate profile was achieved with AM die however, after a short production time, cracks defects occurred and breakage
of the U shape geometry compromised the reliability of the extrusion process. The model accurately predicted the cracks
area and the stress distribution on the die region of interest.
ACKNOWLEDGMENTS
The research leading to these results has received funding from the People Programme (Marie Curie Actions) of the
European Union’s Seventh Framework Programme (FP7/2007-2013) under REA grant agreement no. 609405
(COFUNDPostdocDTU).
REFERENCES
[1] C. Rauwendaal, Polymer extrusion. Carl Hanser Verlag GmbH Co KG, 2014. [2] J. M. Nóbrega, O. S. Carneiro, P. J. Oliveira, and F. T. Pinho, “Flow Balancing in Extrusion Dies for Thermoplastic Profiles,”
Int. Polym. Process., 2003. [3] K. Wilczyński, A. Lewandowski, and K. J. Wilczyński, “Experimental study for starve-fed single screw extrusion of
thermoplastics,” Polym. Eng. Sci., 2012. [4] C. Hopmann and W. Michaeli, “Extrusion Dies for Plastics and Rubber,” in Extrusion Dies for Plastics and Rubber (Fourth
Edition), Fourth Edi., C. Hopmann and W. Michaeli, Eds. Hanser, 2016, pp. I–XVIII. [5] N. Yesildag, C. Hopmann, C. Windeck, S. Bremen, K. Wissenbach, and S. Merkt, “Opportunities and challenges of profile
extrusion dies produced by additive manufacturing processes,” AIP Conf. Proc., vol. 1914, no. 1, p. 40002, 2017. [6] C. Brecher et al., “Integrative production technology for high-wage countries,” in Integrative production technology for
high-wage countries, Springer, 2012, pp. 17–76. [7] A. Davoudinejad et al., “Geometrical and feature of size design effect on direct stereolithography micro additively
manufactured components,” Procedia Struct. Integr., vol. 13, pp. 1250–1255, Jan. 2018. [8] R. D. Cook, Concepts and applications of finite element analysis. John Wiley & Sons, 2007.
![EVALUATION OF AN ADDITIVELY MANUFACTURED TOOLING …...fiber reinforced materials for industrial autoclave processes [2]. Further additively manufactured sacrificial cores that are](https://img.pdfslide.net/doc/110x75/61109e35380ac776af22c6b6/evaluation-of-an-additively-manufactured-tooling-fiber-reinforced-materials.jpg)