Embed Size (px)
Citation preview

C A R B O N 4 8 ( 2 0 1 0 ) 2 3 9 – 2 4 4
. sc iencedi rec t . com
ava i lab le a t wwwjournal homepage: www.elsevier .com/ locate /carbon
Mechanical properties of vapor grown carbon nanofibers
Tanil Ozkan a, Mohammad Naraghi b, Ioannis Chasiotis b,*
a Mechanical Science and Engineering, University of Illinois at Urbana, Champaign, Urbana, IL 61801, USAb Aerospace Engineering, University of Illinois at Urbana, Champaign, Urbana, IL 61801, USA
A R T I C L E I N F O
Article history:
Received 14 December 2008
Accepted 3 September 2009
Available online 11 September 2009
0008-6223/$ - see front matter � 2009 Elsevidoi:10.1016/j.carbon.2009.09.011
* Corresponding author: Fax: +1 217 244 0720E-mail address: [email protected] (I. C
A B S T R A C T
Individual as-fabricated, high temperature heat-treated and graphitized/surface oxidized
vapor grown carbon nanofibers (VGCNFs), with average diameter of 150 nm were tested
for their elastic modulus and their tensile strength by a MEMS-based mechanical testing
platform. The elastic modulus increased from 180 GPa for as-fabricated, to 245 GPa for high
temperature heat-treated nanofibers. The nominal fiber strengths followed Weibull distri-
butions with characteristic strengths between 2.74 and 3.34 GPa, which correlated well with
the expected effects of heat treatment and oxidative post-processing. As-fabricated
VGCNFs had small Weibull modulus indicating a broad flaw population, which was con-
densed upon heat treatment. For all VGCNF grades, the nanofiber fracture surface included
the stacked truncated cup structure of the oblique graphene layers comprising its backbone
and cleavage of the outer turbostratic or thermally graphitized layer.
� 2009 Elsevier Ltd. All rights reserved.
1. Introduction
In the last two decades [1], significant research has been de-
voted to vapor grown carbon nanofibers (VGCNFs). They are
produced by catalytic exposure of gaseous hydrocarbons to
high temperatures often resulting in highly ordered oblique
graphene layers arranged as stacked truncated cones sur-
rounded by turbostratic carbon, which is less ordered and,
therefore, more defect prone compared to the graphitic inner
phase [2]. Although the fabrication and structural aspects of
this class of nanofibers have received sufficient attention,
very few studies have directly and indirectly addressed their
mechanical behavior [3,4] as unequivocal mechanical prop-
erty measurement methods are still lacking at this scale. In
this paper, the effects of heat treatment and surface function-
alization on the mechanical strength of three grades of
VGCNFs were investigated by nanoscale tension experiments
on individual nanofibers with the aid of Microelectromechan-
ical Systems (MEMS) tools. These first direct tensile strength
measurements from single nanofibers at the scale of 150–
200 nm are compared to previous experiments with submi-
er Ltd. All rights reserved
.hasiotis).
cron and micron sized fibers [5,6] since no strength data exist
for this class of nanofibers. The measured mechanical proper-
ties are discussed in the context of material post-processing,
the resulting nanofiber structure and the mode of failure as
observed in SEM images.
2. Materials and experimental methods
Three grades of highly graphitic, Pyrograf-III, carbon nanofi-
bers were obtained from Applied Sciences Inc. (Dayton, OH).
The first grade, PR-24-XT-PS, was fabricated from as-grown
VGCNFs through pyrolytic stripping (PS) to remove polyaro-
matic hydrocarbon residues of the synthesis process from
the nanofiber surface. This surface stripping takes place at
around 600 �C without altering the existing carbon nanofiber
microstructure. The second grade, PR-24-XT-HHT-LD, was
the high temperature heat-treated (2800 �C) form of low den-
sity VGCNFs with significantly different structure than the PR-
24-XT-PS fibers. The heat-treated VGCNFs have improved
electrical and thermal conductivities by reducing the struc-
tural disorder of the turbostratic layer and by increasing the
.

240 C A R B O N 4 8 ( 2 0 1 0 ) 2 3 9 – 2 4 4
graphitic content of the fiber [2]. The last grade, PR-24-XT-
HHT-LD-OX, was the surface functionalized derivative of PR-
24-XT-HHT-LD produced by oxidative surface treatment of
the PR-24-XT-HHT-LD VGCNFs to improve their bonded inter-
actions with organic materials. The VGCNFs were received in
a highly entangled form, from which, individual nanofibers
were isolated.
Subsequently, individual VGCNFs were attached to the
grips of a MEMS-based experimental setup with a 2-lm thick
Pt layer deposited with the aid of a Focused Ion Beam (FIB) to
achieve perfect bonding of the nanofibers to the grips. The
mechanical strength experiments were conducted according
to the works by Naraghi et al. [7,8] with the MEMS devices fab-
ricated at the Sandia National Laboratories using the SUM-
MITTM process. They incorporated a double column
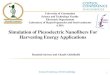
polycrystalline silicon loadcell, as shown in Fig. 1a. The load-
cell deflection and the opening of the grips in each experiment
were recorded by a CCD camera at 500· optical magnification.
A Digital Image Correlation (DIC) calculation of the loadcell
deflection and the nanofiber extension was performed with
displacement resolution of �25 nm [7,8]. This method elimi-
nates the need for high resolution Scanning Electron Micros-
copy (SEM). In order to calculate the axial force on the fiber,
the spring constants of the loadcells were determined experi-
mentally by a new traceable force calibration method de-
scribed in [9]. After each experiment, both ends of the
ruptured carbon nanofibers were imaged by an SEM at
·200 K magnification to measure the outer fiber diameter as
well as to identify the mode of failure. Although the outer ra-
Fiber ends attached with Pt blocks
Fiber gage section
60 µm
Loadcell(a)
Fig. 1 – (a) A VGCNF tested by the MEMS-based mechanical prop
VGCNF starting with a loose fiber. The slope of the linear fit of
gradual change in the fiber stiffness is due to the fiber wavines
Table 1 – Weibull parameters, elastic moduli and mean strength
Nanofiber grade Weibullmodulus, m
Characteristrength, r
PR-24-XT PS 2.4 3.35PR-24-XT-HHT-LD 7.3 2.85PR-24-XT-HHT-LD-OX 4.4 2.75
dius was determined accurately, the inner radius was not al-
ways possible to measure. Thus, the analysis in this paper
employs the nominal nanofiber strength using solely the outer
fiber diameter.
The stress–strain curves were similar to that shown in
Fig. 1b. The elastic modulus was obtained after significant
force was applied to the fibers to straighten them completely
as they were wavy in their unloaded state. Therefore, mea-
surements taken at small applied forces do not provide a reli-
able value for the nanofiber modulus. The tensile strength
was calculated by a probabilistic analysis using a two param-
eter Weibull cumulative probability density function [10]:
Pf ðrÞ ¼ 1� exp � rr0
� �m� �; ð1Þ
where r, is the applied stress resulting in a probability of fail-
ure, Pf(r), m is the Weibull modulus, which provides a mea-
sure of the scatter in the strength data, and r0 is the
material stress parameter. The Weibull parameters were com-
puted by the maximum likelihood method where a system of
coupled nonlinear equations was solved numerically accord-
ing to [11].
3. Results and discussion
Table 1 lists the Weibull cumulative probability density func-
tion parameters computed for the three data sets in Fig. 2a–c
by using the maximum likelihood method. The maximum
likelihood analysis provided marginally better fitting than
E = 302.5 GPa
0
0.5
1
1.5
2
2.5
3
3.5
4
0 0.01 0.02 0.03 0.04Strain
Stre
ss (G
Pa)
(b)
erty measurement platform. (b) Stress–strain curve of a
the data in filled circles is the elastic modulus. The initial
s in its natural state.
for three VGCNF grades.
stic
C (GPa)Elastic modulus,E (GPa)
Average strength(GPa)
180 ± 60 2.90 ± 1.4245 ± 52 2.35 ± 0.4– 2.40 ± 0.6

Fig. 2 – Probability of failure vs. tensile strength for (a) pyrolytically stripped, (b) high temperature heat-treated, and (c)
oxidatively processed high temperature heat-treated carbon nanofibers. The maximum likelihood function provided in
general better fitting to the experimental data compared to the linear regression analysis due to the limitations in the
probability estimators that can be used in the latter to describe small sets of experimental data.
C A R B O N 4 8 ( 2 0 1 0 ) 2 3 9 – 2 4 4 241
linear regression, due to the relatively small number of data
points that could not be described as precisely by a probability
estimator [11]. However, linear regression provided virtually
the same values for the Weibull parameters. For two of the
three fiber grades, the calculated Weibull moduli were rela-
tively small indicating the presence of a broad spectrum of
flaws [12]. The characteristic strength of pyrolytically stripped
(PS) nanofibers was 3.34 GPa compared to 2.84 GPa for the high
temperature heat-treated carbon nanofibers (HHT), see Table
1. The effect of further oxidative surface treatment on the
average fiber strength was less significant than that of the high
temperature heat treatment, as the characteristic strength de-
creased slightly to 2.74 GPa. The positive effect of post-fabrica-
tion heat treatment on the spread of the tensile strength data
was reflected in the higher Weibull moduli of HHT and HHT-
OX grades compared to that of the PS grade, as shown in Table
1. A comparison between the characteristic strength of the
HHT and the HHT-OX fibers implies a slight or no increase in
the average size of the catastrophic flaws. On the other hand,
it appears that the oxidative surface treatment process in-
creases flaw size randomness as evidenced by the increase
of the standard deviation of the strength data and the associ-
ated decrease in the Weibull modulus listed in Table 1.
Our strength analysis considered only the nanofiber outer
diameter. Although this analysis does not provide the true
strength of the nanofibers, it results in nominal strengths
which can be directly used in nanocomposite materials prop-
erty calculations, as it is highly unlikely that the nanofiber in-
ner hollow core interacts with polymer matrix. For a few
carbon nanofibers we obtained both their outer and inner
diameters via post-mortem imaging by TEM or SEM as shown
in Figs. 3 and 4. In general, the diameter of the hollow core
was about ½ that of the outer fiber diameter. Consequently,
the true fiber strength is �33% higher than the nominal,
which is similar to that of high strength microscale carbon fi-
bers [13,14].
The tensile strength results in Table 1 are in agreement
with existing literature, where reductions in the fiber strength
were observed with increasing graphitization temperature.
According to [2], this is due to the reduction of the turbostratic
layer and the increase of the order in the graphene planes.
These structural transformations occur at the expense of
the vapor deposited turbostratic carbon layer, as also shown
in the high resolution TEM pictures of Fig. 3a and b. Similarly
to microscale carbon fibers, the outermost turbostratic carbon
layer in pyrolytically stripped carbon nanofibers resists crack

Fig. 3 – TEM images of (a) pyrolytically stripped, and (b, c and d) high temperature heat-treated VGCNFs. The turbostratic
carbon layer is significantly reduced after heat treatment as shown in (b) with two collinear side arrows. (c) The originally
turbostratic layer is graphitized after high temperature heat treatment, and connectivity loops form between this
transformed annular layer and the oblique graphene planes of the inner layer, while wedge discontinuities arise at the
interface of the two layers, as pointed by the single sided arrows in (b) and (c). (d) Loops also form at the interior end of the
stacked graphene inner layers during heat treatment. Notice the significantly larger surface roughness of the pyrolytically
stripped nanofiber compared to the high temperature heat-treated nanofiber.
Fig. 4 – Rupture surfaces of (a) PS and (b) HHT-LD VGCNFs. The fractured fiber profiles show cleavage fracture of the outer
turbostratic and sliding of the inner graphene planes of the stacked truncated cone structure of the nanofibers as shown by
the remnant protruding cones.
242 C A R B O N 4 8 ( 2 0 1 0 ) 2 3 9 – 2 4 4
initiation, while the inner oblique graphene layer structure is
more prone to sliding. The mechanical benefit of the turbost-
ratic carbon layer is owed to its co-axial orientation with re-
spect to the nanofiber, although the catalytically grown
inner graphene layers are oriented obliquely with respect to
the nanofiber axis, see Fig. 3a and c.

C A R B O N 4 8 ( 2 0 1 0 ) 2 3 9 – 2 4 4 243
SEM fractography showed the fracture of the outer tur-
bostratic layer in the as-fabricated nanofibers, Fig. 4a, and
of the graphitized turbostratic (co-axial) layer in high temper-
ature treated nanofibers, Fig. 4b, and protruding inner graph-
ene layers originating in the original stacked truncated cone
structure of VGCNFs. The cone angle in the protruding seg-
ment of the fracture cross-sections in Fig. 4a and b is close
to that shown in the TEM images in Fig. 3b–d pointing out
to mutual sliding of the graphene planes of the stacked cup
inner fiber structure.
The high temperature heat treatment reduced the average
and the characteristic strengths of as-fabricated VGCNFs by
15–20%, but also reduced the outer surface roughness of the
VGCNFs, as shown in a comparison of Fig. 3a and c, which,
in turn, significantly reduced the scatter in the catastrophic
flaw population, as evidenced by the increase in the Weibull
modulus and the reduction in the standard deviation of the
strength values of the high temperature heat-treated VGCNFs.
Finally, the marginal additional reduction in the fiber strength
after surface oxidation implies that while the average detri-
mental flaw size remains the same, the variability in the flaw
size did increase as pointed out by the clear reduction in the
Weibull modulus.
In comparison to the few literature data, the VGCNF
strengths measured here were obtained from the thinnest fi-
bers tested to date; their diameter was on average 50% smaller
than that of the smallest fibers tested in [5]. The majority of fi-
ber strength values reported in [5] were in the 500–1000 MPa
range for nanofiber diameters between 300 and 1000 nm.
The authors showed a significant diameter size effect on the
mechanical strength of their nanofibers and a rapidly increas-
ing strength for diameters �300 nm. If extrapolated to smaller
diameters, their reported trends could predict the consider-
ably higher nanofiber strengths reported here. The only other
literature report on vapor grown carbon fiber strength [6] pro-
vided a strength value of 2.92 GPa, which is very similar to the
nanofiber strengths measured in this paper.
It is of interest to put the experimental strength and the
elastic modulus measurements in perspective of the struc-
ture of the three VGCNF grades. In microscale carbon fibers,
high temperature heat treatment above 1600–1800 �C does de-
crease the carbon fiber strength and increases its Young’s
modulus [13,14]. This increase in the Young’s modulus is
due to the graphitization of the turbostratic layer. These
trends are also reflected in the experimentally measured val-
ues reported in Table 1. High temperature heat treatment in-
creased the nanofiber elastic modulus by 35% compared to
the modulus of as-fabricated nanofibers. The elastic moduli
that were obtained in this work (180 ± 60 GPa for pyrolytically
stripped and 245 ± 52 GPa for high temperature heat-treated)
are higher than those obtained by AFM-based simple bending
experiments [3]. The much lower values and the large scatter
in the moduli reported in [3] could be explained by the small
slope of the initial segment of the stress–strain curve in
Fig. 1b where until the fiber is completely stretched, which re-
quires several tens of lN of force, the effective fiber stiffness
is significantly smaller than the fiber elastic modulus. This
implies that, even when fully aligned, unless significant stress
is applied to VGCNFs to remove their initial tortuosity, these
fibers do not contribute to the composite stiffness with their
true stiffness. The experiments reported in [3] were con-
ducted via bending of VGCNFs with AFM probes that provide
limited force capacity which is not enough to perfectly
straighten the nanofibers.
4. Conclusions
The mechanical strength and the elastic modulus of individ-
ual nanofibers of pyrolytically stripped, high temperature
heat-treated and oxidized VGCNF were measured by a
MEMS-based nanomechanical property characterization
method. Heat-treatment increased the nanofiber elastic mod-
ulus from 180 to 245 GPa while the mechanical nanofiber
strength was reduced by 15–20%. Therefore, an improvement
in the thermal and electrical properties is achieved at the ex-
pense of the mechanical strength of VGCNFs. On the other
hand, the strength of heat-treated nanofibers exhibited re-
duced standard deviation compared to the pyrolytically
stripped grade, implying a broad flaw distribution in the tur-
bostratic layer, which is annealed with heat treatment. These
experimental trends agree with the randomness and the size
of the surface flaws in pyrolytically stripped and high temper-
ature heat-treated VGCNFs. The narrow flaw distribution in
the graphitized VGCNFs was slightly broadened by the oxida-
tive treatment that affects only the fiber surface. Post-mortem
SEM/TEM imaging showed a cleaved turbostratic and graphite
converted turbostratic layer for the as-fabricated and the
heat-treated nanofibers, respectively, and a protruding cone
at the center of the fracture surface of all grades of nanofibers
that originated in the stacked truncated graphene cones in
the nanofiber interior.
Acknowledgements
The authors acknowledge the support by the Air Force Office
of Scientific Research (AFOSR) through Grant FA9550-06-1-
0140 with Dr. B.L. Lee as the program manager. The authors
also thank Drs. M. Marshall and W. Swiech at the Frederick
Seitz Materials Research Laboratory of UIUC for their help
with SEM and TEM imaging.
R E F E R E N C E S
[1] Endo M. Grow carbon fibers in the vapor phase. Chem Tech1988;18:568–76.
[2] Endo M, Kim YA, Hayashi T, Yanagisawa T, Muramatsu H,Ezaka M, et al. Microstructural changes induced in ‘‘stackedcup’’ carbon nanofibers by heat treatment. Carbon2003;41(10):1941–7.
[3] Lawrence JG, Berhan LM, Nadarajah A. Elastic properties andmorphology of individual carbon nanofibers. ACS Nano2008;2(6):1230–6.
[4] Uchida T, Anderson DP, Minus ML, Kumar S. Morphology andmodulus of vapor grown carbon nano fibers. J Mater Sci2006;41:5851–6.
[5] Endo M, Kim YA, Hayashi T, Nishimura K, Matusita T,Miyashita K, et al. Vapor-grown carbon fibers (VGCFs): basicproperties and their battery applications. Carbon2001;39(9):1287–97.

244 C A R B O N 4 8 ( 2 0 1 0 ) 2 3 9 – 2 4 4
[6] Tibbetts GG, McHugh JJ. Mechanical properties of vapor-grown carbon fiber composites with thermoplastic matrices. JMater Res 1999;14(7):2871–80.
[7] Naraghi M, Chasiotis I, Kahn H, Wen Y, Dzenis Y. Novelmethod for mechanical characterization of polymericnanofibers. Rev Scientific Instrum 2007;78(8):085108-1–7.
[8] Naraghi M, Chasiotis I, Kahn H, Wen Y, Dzenis Y. Mechanicaldeformation and failure of electrospun polyacrylonitrilenanofibers as a function of strain rate. Appl Phys Lett2007;91(15):151901.
[9] Naraghi M, Chasiotis I. Optimization of comb-driven devicesfor mechanical testing of polymeric nanofibers subjected tolarge deformations. J Microelectromech System 2009.doi:10.1109/JMEMS.2009.2026944.
[10] Hallinan AJ. A review of the Weibull distribution. J QualityTechnol 1993;25(2):85–93.
[11] McCarty A, Chasiotis I. Description of brittle failure of non-uniform MEMS geometries. Thin Solid Films2007;515(6):3267–76.
[12] Mangonon PL. The principles of materials selection forengineering design. 1st ed. Upper Saddle River, NJ: Prentice-Hall; 1999. p. 621–7.
[13] Morgan P. Carbon fibers and their composites. Boca Raton,FL: CRC Press; 2005. p. 70.
[14] Lavin JG. Fracture of carbon fibers. In: Elices M, Llorca J,editors. Fiber fracture. Oxford: Elsevier Science; 2002. p.157–79.