Embed Size (px)
DESCRIPTION
mechanical seals failure , causes and its remedies
Citation preview

MECHANICAL SEALS FAILURE,CAUSES AND ITS REMEDIES
Presented by:YUMKHAIBAM FARUQUE KHAN
07109056Mechanical Engineering

Mechanical seals
Semi-dynamic secondary seal
RotorStator
Wear Nose
Anti-Rotation Pin
Springs

Mechanical seal leakage points
Gland to pump face - sealed with a gasketOver the top of the seal - O-ringUnder the seal - O-ringBetween the faces
1
2
342

On-Site Failure AnalysisConduct Physical Equipment Inspection
• Inspect equipment for excessive shaft movement– Axial deflection– Radial deflection– Run-out
• Inspect seal gland mounting surface to shaft Perpendicularity• Confirm shaft to box bore Concentricity
Axial Shaft Movement• Axial shaft movement ( end play ) is usually held within 0.001” to 0.004” T.I.R.
Exceptions: Machines with tilting pad type bearings can have axial thrust bearing clearance of up 0.020”, machines with tapered roller bearings can have axial thrust clearance of up to 0.008”
• Measurement usually requires the removal of the seal chamber. Install the dial indicator support onto the power end portion of the pump, with the dial indicator pointer against shaft shoulder, adjust to 0. Gently tap the shaft in the axial axis from the coupled end, then readjust the dial indicator to 0, then repeat the opposite direction, to obtain total axial end play. Warning: excessive axial loading on most type of bearings can result in surface deformation of the bearing races, and possible failure

Excessive axial shaft movement can cause:
•Pitting, fretting, or damage to the shaft / seal / internal pump parts, at the point of contact between various axial surfaces. Mechanical seals can be damaged by:
• Excessive spring overload / change in total face loading• Axial contacting, rotating vs. stationary component parts• Chipping of seal faces, from contacting seal component parts, silicon carbide and
carbon seal rings are relatively delicate and most susceptible•Pump damage can include:
• Bearing failure• Impeller contact with wear-rings / close internal fits
•Safety issues:
Radial shaft defection: Shaft lift
•Radial shaft defection, located at the face of the seal chamber must not exceed 0.002” T.I.R. ( 0.05 mm )•Measure: Install dial indicator base to seal chamber power end, place indicator pointer onto the shaft O.D. at the 12 o’clock position, adjust to 0. Gently lift the shaft at the impeller end•If movement is excessive: Examine bearing cap / pre-load / shims/ bearing and internal bearing clearances

Excessive radial shaft defection can cause:•Fretting of the shaft / packing & seal sleeve / internal pump parts, at the point of contact between various radial surfaces. Mechanical seals can be damaged by:
• Close clearance between I.D. rotating / stationary components vs. sleeve O.D. can contact
• Large amounts of mating face leakage• Close clearance between O.D. rotating / stationary components vs. seal chamber /
gland I.D. can contact• Disaster bushing contact
•Pump damage can include:• Wear ring, throttle bushing and balance drum contact
•Safety issues:
Shaft run-out•Shaft run-out must not exceed 0.002” T.I.R. ( 0.05 mm )•Measure: Use two dial indicators. Install dial indicator base onto a convenient area of the power end of the pump case. Place each pointer onto the shaft O.D. at coupling and impeller ends then mark radial points, every 90º, adjust to 0. •If run-out movement is excessive: Repair / re-balance / replace shaft

Excessive shaft run-out can cause:•Excessive dynamic mechanical seal leakage / vibration of pump shaft / bearing failure. Mechanical seal can be damaged by:
• Broken / warn anti-rotation pins / drive pin wear• Excessive mating face leakage from face tracking / vibration• Springs may exhibit radial wear• Dynamic balance shoulder fretting / wear
•Pump damage can include:• Unscheduled shut down / loss of production• Out-of-balance shaft will produce radial / axial vibration. Results range from limited to
total rotor/seal/ pump damage.• Bearings usually sustain the most damage
•Safety issues:Perpendicularity between seal chamber face and shaft
•Perpendicularity should not exceed 0.001” per inch of seal diameter, up to 0.005” ( 0.025 to 0.130 mm )•Measure: Pre reading requirement: Install seal chamber / support rotor assembly in bearings / install thrust bearing. Install dial indicator base to the O.D. of the shaft, the pointer is placed onto the seal chamber face. For double ended machines use two, small dial indicators, mounted at each end. Also need an inspection mirror. Mark the seal chamber face, 12, 3, 6 & 9 o’clock, adjust to 0, begin sweep at the top. Repeat several times, dial indicator should end at 0.•If Perpendicularity is excessive: Repair to within acceptable specifications

Poor perpendicularity can cause:
•Excessive dynamic / static mechanical seal leakage / loss of barrier fluids / damaged seal parts. Seals can be damaged by:
• Fretting of the sleeve O.D. at the dynamic balance shoulder• Damage / stress breaks to bellows convolution • Damage to the mating seal faces due to uneven fluid film maintenance• Damage to the dynamic balance shoulder o-ring• Disaster bushing contact
•Pump damage can include:• Unscheduled down time / process loss time• Out of perpendicular condition must be corrected to within acceptable limits
Concentricity between seal chamber bore & shaft
•Concentricity should not exceed 0.005” T.I.R ( 0.13 mm )•Measure: Pre reading requirement: Install seal chamber and support rotor assembly in bearings. Install the dial indicator base onto a convenient location on the shaft O.D., place the pointer onto the bore (diameter) of the seal chamber, where the seal gland pilot seats. For double ended machines, use two small dial indicators, installed at each end, also will need an inspection mirror. Mark seal chamber face, 12, 3, 6 & 9 o’clock positions, adjust to 0, record at marked locations, repeat several times.•If concentricity is excessive: Repair to within acceptable limits

Poor concentricity can cause:•Excessive seal damage / pump wear ring clearances / pump throttle bushing contact. Mechanical seals can be damaged by:
• Contact between shaft/sleeve vs. stationary/rotating face I.D.• Contact between shaft/sleeve O.D. vs.. disaster bushing I.D.• Contact between close clearance parts, pumping ring,
•Pump damage can include:• Rotor assembly damage due to contact at wear ring areas• Rotor assembly damage due to contact at throat bushing areas• Poor concentricity condition must be corrected to within acceptable limits

On-Site Failure AnalysisConduct Physical Seal Inspection
• Loading members– Springs– Bellows
• Metal Components • O-rings and gaskets • Rotating and Stationary Faces
Conduct Physical Seal Inspection Loading Members (springs)• Correct Free Length• Correct Load at working length• Expected materials• Required Quantity Loading members(bellows)• Correct Free Length• Correct Load at working length• Expected materials• Leak free core Metals component• Corrosion or Erosion• Fretting• Vibration• Expected materials

Corrosion or Erosion: Description:
•Corrosion, leaching & pitting: Surfaces appear matted, dull, honeycombed, flaky, loss of hardness.•Erosion: Surfaces appear matted, dull.
Symptoms: •Excessive seal static / dynamic leakage
Causes:•Improper material of construction•Fluid contamination•Excessive temperature increases
Corrective actions:Laboratory study:
Chemical analysis of product, physical properties ( temp. press. & speed )Material identification
Review application and seal selection:Material selectionIncrease seal chamber coolingNeutralize corrosive environmentRemove contaminates
Review service conditions. Look at:Upset conditionsStart / shut down conditions

Fretting corrosion: Description:
•Damage to dynamic o-ring and seal sleeve, dynamic balance shoulder. Area appears pitted / dull or bright / shiny
Symptoms:•Excessive static / dynamic seal leakage
Causes:
•Results from constant back & fourth motion of secondary seal(s) in contact with part in motion. Can occur with packing, lip seal, dynamic balance shoulder, secondary seal ( o-ring )•Removes passive oxide metal surface coating that normally protects sleeve.
Corrective actions:Examine / reduce / eliminate causes of excessive vibration:
• Review mechanical soundness: Shaft run out, whip, axial end play & deflection• Apply protective coatings of hard facing alloys, aluminum oxide & chrome oxide to
areas directly under secondary seal• Upgrade base material of shaft / sleeve to a material that does not depend upon
passive or protective coatings for corrosion resistance• Elastomer o-ring used for secondary seals are less susceptible to fretting corrosion
because they can absorb minor internal axial shaft movement. Examine the possible changing of PTFE, non elastomer gaskets or other geometric shapes
• Replace spring pusher type seal with a non pusher type seal: bellows with static secondary seal

Conduct Physical Seal InspectionO-rings and Gaskets
Description: • Swollen o-rings, o-rings that have taken a permanent set or melted / eaten
away appearance. Other appearances include: bubbled broken hardened blistered
Can cause axial “lock-up” of stationary face assembly of pusher sealssymptoms
Excessive static / dynamic seal leakage Causes:• Incorrect material selection• loss or contamination of seal barrier / buffer fluid• Improper lubricant used on installation
Chemical attack of O-rings
Corrective actions:Review seal selection and application:
Check material compatibility Check product concentrationCheck product temperatureUse alternative gasket materialCheck external source of flush mediaCheck installation procedure:
O-ring lubricant type
Laboratory study:Check material identificationPhysical properties of product

O-ring compression set:Description:
• Elastomer exhibits permanent, cross-section deformation, usually forms to the shape of the groove / cavity, usually caused by temperature, excessive squeeze, etc…
Symptom:• Excessive dynamic / static pump & seal leakage
Causes:• Excessive temperature• Excessive % of elastomer squeeze • Chemical attack• Improper material selection
Corrective actions:Review application and seal selection:
• Check / examine % elastomer squeeze • Check / examine axial stack-up of parts• Check / examine actual o-ring groove dimensions / finish• Obtain current / complete physical properties breakdown• Check / examine elastomer material compatibility vs. product constituents• Verify damaged o-ring material• Check for other thermal / chemical damage• Review / examine cooling water system• Examine pump /seal cooling jacket condition• Examine operating history for upsets• Examine suction/ discharge valve operation / sequence

O-ring Extrusion:Description:
• Elastomer Exhibits a cut, peeled or nibbled appearanceSymptoms:
• Can exhibit static and/or dynamic seal leakageCauses:
• Excessive pressure / water hammer effect• Excessive elastomer clearances ( too large or too small )• Incorrect elastomer application / shore hardness• Excessive temperature • Chemical attack
Corrective actions:Review seal application and operating conditions:
• Check / examine elastomer % squeeze • Check / examine surface finish / size• Check anti-extrusion ring dimensions / clearance • Check elastomer Shore hardness / material identification• Check chemical analysis of product• Check / examine mating seal faces for thermal damage• Check / examine cooling to seal chamber• Check / examine cooling water system / circuit

O-ring: Thermal damage:Description:
• Elastomer exhibits radial cracks, increase in hardness, brittle, charred or flaky appearance. Teflon exhibits hardness and discolored black / blue
Symptoms:• Static / dynamic seal leakage
Causes:• Localized overheating of the elastomer• Misapplication above elastomer temperature limit• System upsets / temperature• Cooling water upsets / temperature• Suction / discharge valve operation / sequence
Corrective actions:Review application and seal selection:
• Examine / increase cooling to seal chamber• Confirm elastomer selection• Replace elastomer with suitable alternative • Check / examine for blocked / obstructed flush piping• Check / examine heat exchanger / cooling water• Check for signs of seal face localized heat build-up: dry running / flashing

O-ring cuts, tears, nicks & explosive decompressionDescription:
• Elastomer exhibits any physical damage marks or physical manufacturing defects, i.e. twisted, cuts, nicks, tears, splits, caused by handling, manufacturing, damage from misapplication or explosive decompression
Symptom:• Static / dynamic seal leakage
Causes:• Manufacturing defects
Handlingo General carelessnesso Cleanliness, identification, inspection
• Installation / equipment damage• Explosive decompression
Corrective actions:Review application and seal selection:
• Examine actual groove dimension vs. o-ring size / assembly drawing part number• Check type & amount of o-ring lubricant• Check / examine shaft o.d. / seal chamber bore / face / horizontal split pump gasket areas for:
o Surface finish and areas that could cause potential o-ring damageo Shaft features: Steps, keyways, threads, grooves, etc...
• Proper lead-in chamfer / blend & condition of any contacting areas that could cause damage
• Utilize elastomer material better suited for use in explosive decompression applicationso Maintain static / dynamic seal pressure to help eliminate explosive decompression

Conduct Physical Seal Inspection Rotating and Stationary Faces
•Correct Materials•Face Distortion and Flatness •Erosion or Radial Grooving•Carbon Blistering •Heat Checking and Dry Running•Product Vaporization
Face DistortionDescription:
• Rotating / stationary face distortion can appear as:• Non-uniform but concentric wear patterns• Light lapping of the mating face will produce clearer high spots, located at two or
more placesSymptoms:
• static / dynamic mating face leakageCauses:
• Improper cooling may induce thermal stresses and distortions• Improper finishing of the seal faces• Debris / deposits underneath seal faces• Improper seal design / assembly, clamped face & gland fasteners • Poor surface supporting surface finish ( corrosion / mechanical ) can produce face
distortion

Corrective actions: Recondition ( lapping ) seal face to remove all distortion.
• Check for conformity to print Consider using flexibly mounted stationary face seals to compensate for any gland
distortion, plus...• Check the gland fastener / stud tightening: use cross tightening method• Check the stationary face support for debris / product build-up• Check the stationary face support for surface finish / flatness • Check the stationary face support for perpendicularity vs. shaft
Check the clamping areas ( sleeve ) of a rotating face, plus…• Check the front to back dimension / I.D. of the rotating face
Face Erosion:Description: • Seal face or part exhibits a “washed-out” or “Jetting” appearance, usually in one radial
area. Softer materials and bellows most susceptible.Symptoms:
• Increased static / dynamic seal leakage. Possible severe wear to the pump / sealCauses:
• Excessive flush flow rate, plan 11• Orifice location distance from seal gland• Orifice size
• Seal flush contains abrasive particles• Gland flush port impinges directly on the mating seal faces

Corrective actions: Review application / material selection
• Check product for abrasive particles• Check suction / discharge / seal chamber pressure vs. orifice size• Check orifice location, should not be located closer that 12” from gland• Decide if application will show improved operation by applying “hard” mating face
materials• Consider multi port design to dissipate flush flow• Relocate seal flush point• Install particle filters and/or magnetic separators
Carbon blisteringDescription:
• Characterized by small circular sections that appear raised and highly polished, located on the mating seal face. The raised areas promote mating seal face leakage by separation. Primary stage: small raised areas appear on the mating faces. Intermittent stage: cracks appear in the raised areas, and Advanced stage: pieces of the carbon face break and create three body erosion, type wear and leave voids / pits.
Symptoms:• May be leak free during static conditions• Dynamic leakage can increase with time, until excessive leakage begins
Causes:• Occurs mainly in vaporizing products• More common with equipment that has high number of starts & stops

Corrective actions: Operating conditions:
• Review vapor pressure at pumping temperature:• Increase box pressure• Reduce pumpage temperature
• Reduce frequent starts & stops Review seal selection:
• Blister resistant materials• Review mating seal face cooling / circulation• Lower total unit loading at mating seal faces
Heating CheckingDescription:
A pattern of parallel, fine to large, surface cracks, that appear to have a common “center of the seal face” origin.
Symptoms: The cracks are the result of excessive heat build-up, due to loss of fluid film. Cracks have a grinding effect on hard/soft, carbon most susceptible. Static / dynamic seal leakageHigh in / out cooling temperatures
Causes:Rapid heating / cooling of local mating seal face surface(s) produce stresses that exceed the yield strength of the materialLack of adequate coolingLack of adequate mating seal face lubricationVaporization / flashing at the mating seal facesExcessive pressure excursions or excessive speed excursions

Corrective actions: Check / examine, in & out, barrier cooling temperatures for plans, 11,23, 52, 53, & 54.
• Check cooling water / venting / flow / in & out temperatures Review operating conditions and seal selection
• Obtain accurate operating conditions: suction / discharge pressures, temperature, product, speed, vapor pressure, viscosity, specific gravity & any other data
• Increase cooling at the mating seal faces• Utilize lube groove or wave type seal faces• Check face material combination and PV
Check / examine:• Pump shaft / seal axial movement to produce high face loads• Upset conditions that could produce temporary high face loads
VaporizationDescription:
• Seal exhibits dynamic puffing, popping or blowing of product vapors at the seal faces. Occurs when generated heat is not adequately removed resulting in the product boiling / flashing.
Symptoms:• Shortens seal life, but may not cause instant catastrophic seal failure• Creates possible safety related problem (steam burns)
Causes:• Operating seal near or at vapor pressure of pumpage• Excessive pressure acting on mating seal faces• Excessive mating seal face deflection• Inadequate cooling and lubrication of mating seal faces

Corrective actions:Eliminate mechanical contact between pump / seal rotating / stationary components
• Check shaft vs. seal chamber alignment • Pump close clearance areas: wear rings / throttle bushings
Check for blocked / obstructed seal flushCheck for inadequate flush rate:Increase rate if necessaryPumpage operating close to vapor pressure:
• Increase pressure by installing close clearance bushing in seal chamber to restrict seal flush liquid from flowing back into the pump
Reduce seal chamber temperature:• Cooling jacket, Seal cooler (heat exchanger)
Check seal design:• Consider using high hydraulic balance faces• Consider using lube groove / hydro pads / wavy type faces
Recommendation for improvement Document and issue a report addressing:
• Modifications to seal materials• Changes in Seal Design• Corrections to seal support system or piping plans• Repairs to Rotating Equipment• Refinement to installation techniques• Adjustment to start-up and/or operation
Monitor / track performance of changes

SUMMARY
• Understand the “Root Cause” Failure Mode• Look at the Condition of the Equipment• Review Operating Procedures• Review Seal Support System• Inspect the Mechanical Seal Components• Make Changes Based on Application
Requirements• Document all Changes

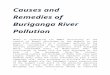
Root Cause of Seal Failure
Equipment
24%
System
Design
19%
Seal Parts
9%
Other
8%
Operating
Environment
40%

Thank you