Embed Size (px)
Citation preview

ARTICLE IN PRESS
Contents lists available at ScienceDirect
Mechanical Systems and Signal Processing
Mechanical Systems and Signal Processing 23 (2009) 1554–1572
0888-32
doi:10.1
� Cor
E-m
journal homepage: www.elsevier.com/locate/jnlabr/ymssp
Use of autocorrelation of wavelet coefficients for fault diagnosis
J. Rafiee a,�, P.W. Tse b
a Department of Mechanical, Aerospace and Nuclear Engineering, Jonsson Engineering Center, 110 8th Street, Rensselaer Polytechnic Institute, Troy,
NY 12180-3590, USAb Smart Engineering Asset Management Laboratory (SEAM), Department of Manufacturing Engineering and Engineering Management (MEEM),
City University of Hong Kong, Kowloon, Hong Kong
a r t i c l e i n f o
Article history:
Received 19 January 2008
Received in revised form
11 February 2009
Accepted 17 February 2009Available online 26 February 2009
Keywords:
Condition monitoring
Fault detection and diagnosis
Pattern recognition
Wavelet
Autocorrelation
Sinusoidal approximation
Mother wavelet
Daubechies
Gearbox
db44
70/$ - see front matter & 2009 Elsevier Ltd. A
016/j.ymssp.2009.02.008
responding author. Tel.: +1518 276 6351; fax:
ail addresses: [email protected], krafiee81@gmai
a b s t r a c t
This paper presents a novel time–frequency-based feature recognition system for gear
fault diagnosis using autocorrelation of continuous wavelet coefficients (CWC).
Furthermore, it introduces an original mathematical approximation of gearbox vibration
signals which approximates sinusoidal components of noisy vibration signals generated
from gearboxes, including incipient and serious gear failures using autocorrelation of
CWC. First, the drawbacks of the continuous wavelet transform (CWT) have been
eliminated using autocorrelation function. Secondly, the autocorrelation of CWC is
introduced as an original pattern for fault identification in machine condition
monitoring. Thirdly, a sinusoidal summation function consisting of eight terms was
used to approximate the periodic waveforms generated by autocorrelation of CWC for
normal gearboxes (NGs) as well as occurrences of incipient and severe gear fault (e.g.
slight-worn, medium-worn, and broken-tooth gears). In other words, the size of
vibration signals can be reduced with minimal loss of significant frequency content by
means of the sinusoidal approximation of generated autocorrelation waveforms of CWC
as reported in this paper.
& 2009 Elsevier Ltd. All rights reserved.
1. Introduction
Fault detection and diagnosis of gearboxes [1,2] is one of the most common and intricate challenges in industries as aresult of frequent gear defects in machines [3,4]. Vibration signal processing of gears [5] is categorized as a reliable methodin condition monitoring. To analyze vibration signals, various techniques such as time (e.g. [6,7]), frequency (e.g. [8]), andtime–frequency domain (e.g. [9]) have been extensively studied. Among these, wavelet transform [10–13] has progressed inthe last two decades, and outweighs the other time–frequency methods, although it is lacking in a few aspects as well.
The prime concern in machine fault diagnosis is to find a proper pattern with the characteristics of small-sizedconfiguration and convincing classification ability. One of the influential approaches is based upon continuous wavelettransform (CWT) because of its minimal loss of information and maximal resolution of the signals. However, CWTgenerating continuous wavelet coefficients (CWC) suffers from a deficiency. The CWC encompasses too much data in eachscale. When resampling for fault identification systems, the results may produce a loss of information.
On the other hand, the obvious issue in rotating machines is that vibration signals contain a wide range of natural anddefect frequencies because of periodic behaviors of the machine, and extracting significant frequencies within a small-sizedpattern for fault diagnosis is still a challenge in signal processing. Moreover, finding a suitable feature applicable to avariety of datasets can be complicated. Since most of the vibration signals generated from machines are non-stationary
ll rights reserved.
+1518 276 6025.
l.com (J. Rafiee).

ARTICLE IN PRESS
Nomenclature
a scaling parameterARS adjusted R-Squareb shifting parameter/bearingB number of bearingsDbi number of inner race defectsDbb number of rolling element defectsE[] expected valuef summation sinusoidal functionG number of gearslbd vibrations of inner race defectsMSE mean squared errorm number of fitted coefficientsn number of response valuesN number of sinusoidal termsObd vibrations of outer race defectsp interpolatorPp piecewise cubic Hermite interpolationP0p first derivative of piecewise cubic Hermite
interpolationP00p second derivative of piecewise cubic Hermite
interpolation
Ps piecewise cubic spline interpolationP00s second derivative of piecewise cubic spline
interpolationRMSE root mean squared errorRxx autocorrelation functionR number of epicyclic gear trainsS number of fixed-axis shaftsSSE sum of the squares of the errorSSR sum of squares of the regressionSST total sum of squares of the total errort timev degrees of freedomvs vibrations of shaftvsg vibrations of gearvr vibrations of epicyclic gear trainsx signalx0 mean value of populationrbd vibrations of rolling element defectst time delays standard deviations2 variancerxx population autocorrelation coefficientsrxx population autocorrelation coefficients
J. Rafiee, P.W. Tse / Mechanical Systems and Signal Processing 23 (2009) 1554–1572 1555
[14,15], it is critical to have a proper feature which adapts for different datasets. In previous research, several papers (e.g.[16–26]) have been documented in this area, particularly based on wavelet transform [27]. The improvement on time-domain analysis of wavelet transform is contributed by Halim et al. [28], who implemented time synchronous average andwavelet transform to extract the periodic waveforms of gear vibration signals at different scales.
To minimize the above-mentioned deficiencies, an original technique based on time-series analysis of CWT wasdesigned and tested in this research. Vital features were obtained from the autocorrelation of CWC of gearbox vibrationsignals. The autocorrelation of CWC is able to reduce the size of data without information loss in significant frequencycontent. The down-sampling improved upon the work done by Halim et al. A sinusoidal summation function is presentedapproximating the periodic trends of autocorrelation of CWC with satisfactory preciseness. The simple sinusoidalsummation function could approximate the behaviors of vibration signals for different incipient and serious faults.
In wavelet analysis, signal decomposition (scale) is another issue which needs to be considered. In experiments, thehigh-noise vibration signals were divided into 24 sub-signals (24 scales) in fourth level of decomposition by CWT. In such away, the complex signals are converted into simplified signals with more resolution in time and frequency domains. Then,autocorrelation is applied to reduce the length of the sub-signals (series of wavelet coefficients) containing significantfrequencies. These frequencies were found to be different from one condition of the gearbox to another. For example,different classes of faulty signals produced different amplitudes in their dominant frequencies and harmonics as well asrelated sidebands.
1.1. Nature of gearbox vibrations
In machine construction, there is a frequent need to change the rotational speed between the motor and the workingmachine. Hence, geared systems are extensively used. Gearboxes are essential sources of vibrations because of discretetransfer of load by the successive meshing teeth. Simulated models of gearbox vibrations use the sum of vibratingcomponents (e.g. gear, bearings, shafts) modified by the transmission path effects. These include the sum of the vibrationfor fixed-axis shafts, meshing points of their mounted gears, epicyclic gear trains and bearing defects. In general, thegearbox vibration is defined as follows [29]:
vðtÞ ¼XR
r¼1
vrðtÞ þXS
s¼1
vsðtÞ þXGs
g¼1
vsgðtÞ
!þXB
b¼1
XDbi
d¼1
lbdðtÞ þXDbo
d¼1
ObdðtÞ þXDbb
d¼1
rbdðtÞ
!
where R is the number of epicyclic gear trains, S is the number of fixed-axis shafts, Gs is the number of gears on the shaft s, B
is the number of bearings, Dbi is the number of inner race defects on bearing b, Dbo is the number of outer race defects onbearing b, Dbb is the number of rolling element defects on bearing b, vs(t) is the vibration of shaft s, vsg(t) is the vibration ofgear g on shaft s, vr(t) is the vibration of epicyclic gear train r, lbd(t), Obd(t), and rbd(t) are the vibrations of inner race, outerrace, and rolling element defects d on bearing b, respectively.

ARTICLE IN PRESS
J. Rafiee, P.W. Tse / Mechanical Systems and Signal Processing 23 (2009) 1554–15721556
Periodically variable numbers of gear teeth in the unit cases is one of the important causes of the parametric vibrationswith characteristics modulating effects. The structure of gear vibrations is complex because it includes vibrational effectscaused by manufacturing errors and assembly faults. A typical spectrum of gearboxes includes shaft rotational frequency,gear natural and mesh frequencies as well as sidebands.
2. A novel methodology for feature extraction
The development of our algorithm is outlined in the following steps:
1.
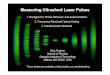
Raw vibration signals were recorded from a motorcycle gearbox system. Three types of gear defects were selected andtested. The conditions of the gearbox consisted of slight-worn gear (SW), medium-worn gear (MW), broken-tooth gear(BT), and normal gearbox (NG).2.
Piecewise cubic spline interpolation (PCSI) [30] was used to synchronize the vibration signals. Note that a ‘‘samplesignal’’ is defined as a segmented signal with the length of one complete revolution of the input shaft as shown in Fig. 1.3.
Continuous wavelet coefficients of synchronized vibration signals (CWC-SVS) were calculated at the fourth level ofdecomposition (24 scales for each sample). These were calculated with 324 selected mother wavelet functions fromdiverse families.4.
At the fourth level of decomposition, variance of CWC-SVS was calculated for 324 mother wavelets. Among them, themost similar one to gear vibration signals, the Daubechies 44 (db44) [31], was selected. The db44 has the highest valuesfor wavelet coefficients compared to the other 323 mother functions, and subsequently provided the proper similarity tothe gear vibration signals.5.
Autocorrelation of CWC-SVS was determined. Then, the power spectrum density (PSD) of CWC-SVS and autocorrelatedCWC-SVS were compared to observe the advantage of applying autocorrelation to CWC-SVS.6.
Frequency attributes of autocorrelated CWC-SVS were calculated using the PSD to identify proper features for classifyinggearboxes operating under normal and faulty conditions.7.
The sinusoidal summation function was used to approximate the autocorrelated CWC-SVS to verify the preciseness ofreconstructing the original signal patterns to both normal and faulty gear patterns.1000
100Normal
100
0
100
Slight-worn
100
0
100
Medium-worn
0 200 400 600 800 1000 1200 1400 1600 1800 2000400
300
200
100
0
100
200
300
400
Broken-tooth
Fig. 1. Raw vibration signals of four gearbox conditions.

ARTICLE IN PRESS
J. Rafiee, P.W. Tse / Mechanical Systems and Signal Processing 23 (2009) 1554–1572 1557
2.1. Experimental set-up
To record vibration signals, a gearbox of a four-speed motor-driven system was running during data recording. Thesystem consists of a driving motor with a constant nominal rotation speed of 1420 rpm, a load mechanism including afriction wheel to make inconsistent rotations, four shock absorbers under the bases of the test-bed, and the gearboxincluding 24 teeth for the pair driving gear and 29 teeth (tested gear) for the driven gear. A schematic diagram of the gearedsystem in the neutral state is shown in Fig. 2 [25]. In this figure, gears A4 and B4 are a pair of driving and driven gears.Gears A2 and A4 mounted on the output shaft and B1 and B3 mounted on the input shaft were fixed in the gearbox. The restof the gears move axially across the shafts depending on the specific speed. As the rotation speed of the motor (input shaft)is 24.05 Hz (fr); according to Fig. 2, the rotation speed of the output shaft is 29.06 Hz and the meshing frequency is 697.5 Hz.
For collecting vibration data, a multi-channel ‘Pulse’ analyzer system, a triaxial accelerometer and a tachometer wereused. The vibration signals were recorded by mounting the accelerometer on the outer surface of the gearbox’s case nearthe input shaft of the gearbox. Three different fault conditions were selected as slight-worn, medium-worn, and broken-tooth of a spur gear. To evaluate the precision of the technique, two very similar models of worn gear were taken intoaccount with partial difference. Also, a serious failure of a broken-tooth gear was considered to show the reliability of thetechnique for different faulty signals. The real rotational speed of the motor was measured by the tachometer. The samplingrate was set at 16,384 Hz as well. More detail is addressed to Rafiee et al. [32].
2.2. Synchronization of raw vibration signals
The number of data-points per each shaft revolution change in our gearbox because the shaft speed fluctuates (e.g. seeFig. 3). To overcome this flaw, the PCSI was exploited to resample the data to a regular time base before signal analysis.
For interpolation purpose, on each sub-interval x(t), kptpk+1, suppose P(x) be the interpolant of the given valueshaving certain slopes at the two end points. Between each two adjacent data sites x(k) and x(k+1), x(t) is a polynomial. Forpiecewise cubic Hermite interpolation (PCHI), Pp(x) indicates the interpolator. The first derivative, P0p(x), is continuous, butP00p(x) is not necessarily continuous, which is a drawback of PCHI. The function Ps(x) supplied by the PCSI is constructed sothat the slopes at the x(k) are chosen to make P00s(x) continuous. Therefore, this process makes Ps(x) smoother and moreaccurate. Thus, PCSI was considered to synchronize the vibration signals. The length of sample signals which were notequal in gear dataset was synchronized by PCSI with minimal loss of information.
2.3. Continuous wavelet transform
Basic theory of CWT as well as potential applications in machine condition monitoring can be found in several papers(e.g. [27]). The result of the CWT, wavelet coefficients, shows how well a mother wavelet function correlates with aparticular signal. If the signal has a major frequency component corresponding to a particular scale, then the motherwavelet at that scale (daughter wavelet) is similar or close to the signal at a particular location where the frequencycomponent occurs. As a result, the CWC have a large value at that location and scale.
CWT may process the gearbox vibration signals better than discrete wavelet transform (DWT) because down-samplingof the signals using DWT would lead to the loss of significant information. Wavelet decomposition is divided into two mainbranches: pyramid and packet decompositions. In both methods, signals are divided into approximation (low frequency)and detail (high frequency) in the first level. In pyramid decomposition, after the first level only approximations are
Fig. 2. Schematic of the gearbox in neutral state [25].

ARTICLE IN PRESS
5 10 15 20 25 30 35 40 45 50677678679680681682683684685
No.
of d
atap
oint
s in
sa
mpl
e si
gnal
No. of revolution of the driven shaft
Fig. 3. Number of data-points vs. the revolution of the input shaft for 50 segmented signals.
J. Rafiee, P.W. Tse / Mechanical Systems and Signal Processing 23 (2009) 1554–15721558
decomposed into higher levels. However, in packet decomposition both approximation and detail are decomposed intofurther levels. Therefore, packet decomposition offers richer contents of the signals. However, what is commonly known aswavelet packet transform (WPT) is the discrete transform with packet decomposition. That means down-sampling of thewavelet coefficients while increasing the decomposition level and consequently the loss of information. CWT, which meanscontinuous shifting through the time, was used with packet decomposition through the scales in this research. Based onthis idea, better resolution on frequency domain is achieved by means of packet decomposition as well as no loss ofinformation throughout the time-domain signals.
Therefore, after synchronizing the raw vibration signals, the CWT and autocorrelation function were applied to thesynchronized signals and generated continuous wavelet coefficients of synchronized vibration signals as mentioned above.To find the most suitable mother wavelet, 324 candidate mother wavelet functions were studied form various familiesincluding Haar, Daubechies (db), Symlet, Coiflet, Gaussian, Morlet, complex Morlet, Mexican hat, bio-orthogonal, reversebio-orthogonal, Meyer, discrete approximation of Meyer, complex Gaussian, Shannon, and frequency B-spline. The mostsimilar mother wavelet for analyzing the gear vibration signal was selected based on the following steps:
1.
Raw vibration signals were recorded and synchronized. The feature vector is: the variance of CWC for each of the 24scales calculated by each of the 50 segmented signals in each gearbox condition. The average of the feature vector in the50 segmented signals was computed for each gearbox condition.
2.
Variances of the mentioned average of the four gearbox conditions were determined for each scale (24 elements). Thefive highest values of the calculated vector were selected as the feature because the more variance we have, the greaterthe ability to properly classify failures.3.
The summation of the five elements, called ‘‘SUMVAR’’ for simplicity, was compared with those obtained from the other323 candidate mother wavelets (a total of 324 mother wavelets). The one that had the highest SUMVAR was selected asthe most similar function to our vibration signals.Fig. 4a shows the decision-making flow chart for selecting the most similar mother wavelet. Among the 324 motherwavelets, the SUMVAR of Daubechies 44 was the highest. The db44 is the most similar function to gear vibration signals inthis research. As illustrated in Fig. 4b, the shape of db44 has a near-symmetric characteristic that the shapes of other highorder db do not have.
2.4. Autocorrelation
The autocorrelation function is an important diagnostic tool for analyzing time series in the time domain.Autocorrelation plots, called correlograms, present a better understanding of the evolution of a process through timeusing the probability of the relationship between data values separated by a specific number of time steps (lags). Thecorrelogram plots autocorrelation coefficients on the vertical axis, and lag values on the horizontal axis.
For a signal x(t), the autocorrelation function [33] is the average value of the product xðtÞxðt þ tÞ, where t is time delay.Formally, the autocorrelation function, Rx(t), is defined as
RxðtÞ � E½xðtÞxðt þ tÞ� ¼ LimT!1
Z T
0xðtÞxðt þ tÞdt (1)
Mean and variance of this function are independent of time. Therefore,
E½xðtÞ� ¼ E½xðt þ tÞ� ¼ x0 (2)

ARTICLE IN PRESS
Raw vibration signals
50 segmented & synchronized signals
by PCSI (SW)
50 Segmented & synchronized signals
by PCSI (BT)
50 segmented & synchronized signals
by PCSI (MW )
50 segmented & synchronized signals
by PCSI (NG)
Segmentation of signals into sample signals
A= Variance of CWC-SVS in each scale for each 50 segmented signals (for 4 gearbox conditions)
324 mother
F = Variance of the calculated average in gearbox conditions in each scale
Selecting one mother wavelet, one scale, and one sample signal in a gearbox condition
16 scales (in 4th level )
Calculated A
Average of A in 50 samples (SW)
Average of A in 50 samples (BT)
Average of A in 50 samples (MW)
Average of A in 50 samples (NG)
SUMVAR = Sum of five F elements with higher values (out of 16)
Max SUMVAR
wavelet functions
Fig. 4. (a) Algorithm of the most similar mother wavelet function and (b) Daubechies 44.
J. Rafiee, P.W. Tse / Mechanical Systems and Signal Processing 23 (2009) 1554–1572 1559
and
s2xðtÞ ¼ s2
xðtþtÞ ¼ s2x ¼ E½x2ðtÞ� � x02 (3)
The autocorrelation coefficients can be defined as
rxxðtÞ �Ef½xðtÞ � x0�½xðt þ tÞ � x0�g
s2x
(4)

ARTICLE IN PRESS
J. Rafiee, P.W. Tse / Mechanical Systems and Signal Processing 23 (2009) 1554–15721560
which can be expanded as follows:
rxxðtÞ �Ef½xðtÞxðt þ tÞ� � x0E½xðt þ tÞ� � x0E½xðtÞ� þ x02g
s2x
(5)
Substitution of Eqs. (1) and (2) into Eq. (5) leads to an expression that relates the autocorrelation function to itscoefficient:
rxxðtÞ �RxðtÞ � x02
s2x
(6)
or
RxðtÞ ¼ rxxðtÞs2x þ x02 (7)
Some limits can be placed on the value of Rx(t). Because �1rxxðtÞ1; RxðtÞ is bounded as
�s2x þ x02RxðtÞs2
x þ x02 (8)
The variance of x can be expressed in terms of the expectation of x2, E[x2], and the square of the mean of x, x02:
s2 ¼ E½x2� � x02 (9)
Based upon Eq. (1), in Eq. (8) with regard to Eq. (9) we have
Rxð0Þ ¼ E½x2� ¼ s2 þ x02 (10)
Therefore, the maximum value that Rx(t) can have is E[x2]. That is, the maximum value of Rx(t) occurs at t ¼ 0. UsingEq. (9) and the definition of the autocorrelation coefficients as in Eq. (6),
rxxð0Þ ¼ 1 (11)
Further, as t-N there is a lesser correlation between x(t) and x(t+t) because x(t) is the signal of a random variable. Thatis,
rxxðt!1Þ ¼ 0 (12)
which indicates that
Rxðt!1Þ ¼ x02 (13)
a value equal to the limiting value which signifies that there is no correlation.Autocorrelated CWC-SVS will help us to classify different types of gear health conditions in a small-size structure with
acceptable performance. Loss of information in preprocessing of non-stationary signals is a challenging problem andautocorrelated CWC-SVS allows for reduction of size with minimum information loss. This point distinguishes this researchfrom prior proposed techniques.
2.5. Sinusoidal approximation
For approximation purposes, we used a summation sinusoidal function defined as follows:
f ðxÞ �XN
i¼1
ai sinðbixþ ciÞ (14)
where ai, bi, and ci are constant coefficients. In this paper, we used trial and error to determine an N value of 8. Fittedcoefficients were obtained based on the nonlinear least-square method. It is important to note that the main purpose invibration machine monitoring is to present a small-structure pattern for different conditions. It is obvious that the higherthe N value, the better the approximation will be. However, f(x) consisting of eight terms approximates all gearboxconditions with high accuracy and, with consideration to three constant coefficients this function can compress the sub-signals (series of wavelet coefficients for each scale) to a meaningful and reliable approximation with 3�8 elements. Thiswould reduce the data to 16�3�8 coefficients for each gearbox condition.
To verify approximation accuracy, the following common statistical criteria were used in this research:SSE: The sum of the squares of the error measures the total deviation of the response values from the fit to the response
values:
SSE �XN
i¼1
ðxi � xciÞ2 (15)
A value closer to 0 indicates that the approximation has a smaller random error component.

ARTICLE IN PRESS
20 40 60 80 100 120-1
-0.5
0
0.5
1
Lags
Autocorrelation of SVS (Normal-Gearbox)
20 40 60 80 100 120-1
-0.5
0
0.5
1
Lags
Autocorrelation of SVS (Slight-Worn)
20 40 60 80 100 120-1
-0.5
0
0.5
1
Lags
Autocorrelation of SVS (Medium-Worn)
20 40 60 80 100 120-1
-0.5
0
0.5
1
Lags
Autocorrelation of SVS (Broken-Tooth)
Fig. 5. (a) Autocorrelation plot of a synchronized vibration signal for normal gearbox, (b) autocorrelation plot of a synchronized vibration signal for slight-
worn gear, (c) autocorrelation plot of a synchronized vibration signal for medium-worn gear and (d) autocorrelation plot of a synchronized vibration
signal for broken-tooth gear.
0v0 Synchronized segmented signal
4,1 4,2 4,3 4,4 4,5 4,13 4,7 4,8 4,9 4,10 4,11 4,12 4,6 4,14 4,15 4,0
3,1 3,2 3,3 3,4 3,5 3,7 3,6 3,0
2,1 2,2 2,3 2,0
1,1 1,0 Level 1
Level 2
Level 3
Level 4
Fig. 6. Decomposition tree of the wavelet transform.
J. Rafiee, P.W. Tse / Mechanical Systems and Signal Processing 23 (2009) 1554–1572 1561

ARTICLE IN PRESS
(4,1)
(4,2) (4,3)
(4,4) (4,5)
(4,6) (4,7)
(4,8) (4,9)
(4,10) (4,11)
(4,12) (4,13)
(4,14) (4,15)
(4,0)
(4,0)
(4,1)
(4,2) (4,3)
(4,4) (4,5)
(4,6) (4,7)
(4,8) (4,9)
(4,10) (4,11)
(4,12) (4,13)
(4,14) (4,15)
Fig. 7. (a) Autocorrelation of a CWC-SVS for normal gearbox condition (X-axis: lags ¼ 125, Y-axis: �1 to 1, scale in title), (b) autocorrelation of a CWC-SVS
for slight-worn gear (X-axis: lags ¼ 125, Y-axis: �1 to 1, scale in title), (c) autocorrelation of a CWC-SVS for medium-worn gear (X-axis: lags ¼ 125, Y-axis:
�1 to 1, scale in title) and (d) autocorrelation of CWC-SVS for broken-tooth gear (X-axis: lags ¼ 125, Y-axis: �1 to 1, scale in title).
J. Rafiee, P.W. Tse / Mechanical Systems and Signal Processing 23 (2009) 1554–15721562

ARTICLE IN PRESS
(4,0) (4,1)
(4,2) (4,3)
(4,4) (4,5)
(4,6) (4,7)
(4,8) (4,9)
(4,10) (4,11)
(4,12) (4,13)
(4,14) (4,15)
(4,8) (4,9)
(4,10) (4,11)
(4,12) (4,13)
(4,14) (4,15)
(4,0) (4,1)
(4,2) (4,3)
(4,4) (4,5)
(4,6) (4,7)
Fig. 7. (Continued)
J. Rafiee, P.W. Tse / Mechanical Systems and Signal Processing 23 (2009) 1554–1572 1563

ARTICLE IN PRESS
J. Rafiee, P.W. Tse / Mechanical Systems and Signal Processing 23 (2009) 1554–15721564
RS: R-square is defined as the ratio of the sum of squares of the regression (SSR) and the total sum of squares (SST):
SSR �XN
i¼1
wiðyi � yÞ2 (16)
SST is also called the sum of squares about the mean, and is defined as
SST �XN
i¼1
wiðyi � yÞ2 (17)
where SST ¼ SSR+SSE. Given these definitions, R-square is expressed as
RS ¼SSR
SST¼ 1�
SSE
SST(18)
R-square can take on any value between 0 and 1, with a value closer to 1 indicating that a greater proportion of varianceis accounted for by the approximation.
ARS: Degrees of freedom adjusted R-square uses the R-square and adjusts it based on the residual degrees of freedom.The residual degree of freedom is determined as
v ¼ n�m (19)
where n is the number of response values and m is the number of fitted coefficients. The residual degree of freedomindicates the number of independent pieces of information including the n data-points that are required to determine thesum of squares. The degrees of freedom are increased by the number of such parameters
ARS ¼ 1�SSEðn� 1Þ
SSTðvÞ(20)
ARS can take on any value less than or equal to 1, with a value closer to 1 indicating a better fit. Negative values can occurwhen the model contains terms that do not help to predict the response.
0 1000 2000 3000 4000 5000 6000 7000 80000
200
400
600
800
1000
1200
Frequency (Hz)
Power spectral density (Normal-Gearbox)
f 2f 3f
4f
5f 6f
10f9f
7f
8f
650 700 750 8000
20
40
60
80
100
120
Frequency (Hz)
SidebandsSidebands
fPSD of NG
Fig. 8. (a) The PSD of raw vibration signal with f as tooth meshing frequency and 2f, 3f, etc., as its harmonics (normal gearbox) and (b) the zoomed PSD at
the tooth meshing frequency, f, and its sidebands (normal gearbox).

ARTICLE IN PRESS
J. Rafiee, P.W. Tse / Mechanical Systems and Signal Processing 23 (2009) 1554–1572 1565
RMSE: Root mean squared error is also known as the fit standard error, which can estimate the standard deviation of therandom components in the data:
RMSE ¼ffiffiffiffiffiffiffiffiffiffiMSEp
(21)
where MSE is the mean square error.By using the above statistical evaluation methods, one can determine whether the employed approximation function is
suitable for estimating a particular signal.
0 1000 2000 3000 4000 5000 6000 7000 80000
200
400
600
800
1000
1200
1400
Frequency (Hz)
Power spectral density (Slight-Worn)
4f
7f
2f
5f
f
3f6f 8f
0 1000 2000 3000 4000 5000 6000 7000 80000
200
400
600
800
1000
1200
Frequency (Hz)
Power spectral density (Medium-Worn)
f 2f
3f
4f
6f
9f 10f5f 8f
7f
0 1000 2000 3000 4000 5000 6000 7000 80000
200
400
600
800
1000
Frequency (Hz)
Power spectral density (Broken-Tooth)
2f
8f
3f
9f
4f
10f
7f
6f
Fig. 9. (a) The PSD of raw vibration signals (slight-worn), (b) the PSD of raw vibration signals (medium-worn) and (c) the PSD of raw vibration signals
(broken-tooth).

ARTICLE IN PRESS
J. Rafiee, P.W. Tse / Mechanical Systems and Signal Processing 23 (2009) 1554–15721566
3. Results and discussion
3.1. Use of autocorrelated CWC-SVS for gear fault classification
In autocorrelation function of the signal, which literally correlates the signal with itself, essential information can begathered by examining how the amplitude of the signal’s time history record at one point compares to its amplitude at
0 2000 4000 6000 80000
1000
2000
3000
(4,0)PSD of CWC-SVS
0 2000 4000 6000 80000
0.5
1
1.5
(4,0)PSD of Autocorrelation
8f6f9f5f
7f
4f4f
5f
6f
7f
8f
9f10f
0 2000 4000 6000 80000
2000
4000
6000
(4,4)PSD of CWC-SVS
0 2000 4000 6000 80000
0.5
1
1.5
2
2.5
(4,4)PSD of Autocorrelation
3f
4f
3f 5f
5f
4f
0 2000 4000 6000 80000
500
1000
1500
2000
2500
(4,8)PSD of CWC-SVS
0 2000 4000 6000 80000
0.5
1
1.5
2
2.5
(4,8)PSD of Autocorrelation
2f
othernormal
frequencycomponents
othernormal
frequencycomponents
2f
0 2000 4000 6000 80000
500
1000
1500
2000
(4,12)PSD of CWC-SVS
0 2000 4000 6000 80000
0.5
1
1.5
(4,12)PSD of Autocorrelation
f
f'-3fr
f
2f
f'-3fr
3000 4000 5000 6000 7000 80000
1000
2000
3000
(4,0)PSD of CWC-SVS
3000 4000 5000 6000 7000 80000
0.2
0.4
0.6
0.8
1
(4,0)PSD of Autocorrelation
7(f-fr)8f-9fr
9f-10fr
10f-11fr
7(f-fr)
8f-9fr 9f-10fr
10f-11fr
6(f-fr)4(f-fr)
5(f-fr)
5(f-fr)
4(f-fr)6(f-fr)
3000 4000 5000 6000 7000 80000
2000
4000
6000
8000
10000
(4,2)PSD of CWC-SVS
3000 4000 5000 6000 7000 80000
0.2
0.4
0.6
0.8
(4,2)PSD of Autocorrelation
5(f-fr)6(f-fr)
6(f-fr)7(f-fr)
5(f-fr)
7(f-fr)
8f-9fr8f-9fr
2500 3000 3500 4000 4500 50000
5000
10000
(4,3)PSD of CWC-SVS
2500 3000 3500 4000 4500 50000
0.5
1
(4,3)PSD of Autocorrelation
5(f-fr)
4(f-fr)
6(f-fr)6(f-fr)
5(f-fr)
4(f-fr)
0 1000 2000 3000 40000
500
1000
1500
(4,6)PSD of CWC-SVS
0 1000 2000 3000 40000
0.2
0.4
0.6
0.8
(4,6)PSD of Autocorrelation
8f-9fr
2(f-fr) 2(f-fr)
3(f-fr)
3(f-fr)
4(f-fr)4(f-fr)
Fig. 10. (a) A comparison of the PSDs generated by autocorrelated CWC-SVS and those generated by CWC-SVS for normal gearbox and (b) a comparison of
the PSDs generated by autocorrelated CWC-SVS and those generated by CWC-SVS for broken-tooth gear.
Fig. 11. Autocorrelated CWC-SVS in 50 revolutions of the shaft [slight-worn gear/scale (4,0)].

ARTICLE IN PRESS
J. Rafiee, P.W. Tse / Mechanical Systems and Signal Processing 23 (2009) 1554–1572 1567
another point in time. Hence, the periodic behaviors of the signals can be revealed by autocorrelation. The autocorrelationplots of synchronized vibration signals show that the periodic trends exist in all gearbox conditions (see Figs. 5a–d). If theautocorrelation dies out quickly the series is considered stationary. If the autocorrelation dies out slowly this indicates thatthe process is non-stationary, as with the worn gears shown in Figs. 5b and c.
From the viewpoint of time-domain signals, it is difficult to spot the periodic impacts of the defect gears, particularlyworn ones. Recognizing any meaningful features from the autocorrelation of raw signals in all conditions seems to be ademanding effort. Hence, the signals needed to be divided into aforementioned sub-signals using CWC-SVS.
Afterward, the autocorrelations of each scale of CWC-SVS were determined for all four gearbox conditions, includingnormal, slight-worn, medium-worn and broken-tooth. The calculation of autocorrelation was extended to the fourth levelof decomposition as illustrated in the decomposition tree of Fig. 6. In the fourth level, the 16 decomposition plotsrepresenting the 16 scales from (4,0) to (4,15) of the calculated autocorrelation of CWC-SVS under the gear normalcondition are displayed in Fig. 7a. Similarly, the 16 decomposition plots of the gears in the slight-worn, medium-worn, andbroken-tooth conditions are shown in Figs. 7b–d, respectively. From these decomposition plots, one can clearly recognizethe variation in the decomposed components of the signals under different gear health conditions. Hence, the differencebetween each condition is easily obvious in these sub-signals and can be used for the classification of different gear healthconditions.
In applying vibration-based gear fault diagnosis, traditional frequency domain methods, such as determination of toothmeshing frequency, its harmonics, and sidebands are usually used to identify the gear faults. The PSD of raw signalsrecorded from the gearbox operating under normal condition is depicted in Fig. 8a with f as tooth meshing frequency and2f, 3f, etc., as its harmonics. Fig. 8b shows the zoomed PSD at the tooth meshing frequency and its sidebands. The PSDs ofslight-worn, medium-worn and broken-tooth gears are shown in Figs. 9a–c, respectively. To verify that there is no
Fig. 12. Automatic frequency extraction of vibration signals using PSD of autocorrelated CWC-SVS distributed on 125 lags (X-axis) for 10 segmented
signals of each condition (Y-axis).

ARTICLE IN PRESS
J. Rafiee, P.W. Tse / Mechanical Systems and Signal Processing 23 (2009) 1554–15721568
significant loss of information after applying autocorrelation to the CWC-SVS, the PSDs generated at every quarterly scale ofthe fourth level are shown in Figs. 10a and b to compare to those generated by CWC-SVS in normal and broken-toothconditions.
In machine fault diagnosis, one of the central questions is: ‘‘Is the pattern used for recognition applicable to differentsignals extracted at various times from the machine given that the signals are embedded with non-stationary attributes?’’The autocorrelation of CWC-SVS is a powerful tool for pattern recognition because the results generated have minimalfluctuations from one sample signal to another even though the raw signals are non-stationary. Fig. 11 shows the resultsobtained from 50 revolutions of rotating when the gearbox was under slight-worn condition. Note that the variation issmall. Hence, the proposed method is robust even when applied to non-stationary signals.
Autocorrelation function has proven its reliability for checking the randomness of data. For the gearbox vibration data,the number of lags can be limited to less than 30. Usually, such a lag value is sufficient to verify the randomness containedin the data. In our experiments, we set the number of lags to 125. This number was obtained by trial and error. We selectedsuch a large value so that it is capable of not only checking the randomness of the data, but also reducing the size of CWC-SVS by almost one-sixth. The observation is that the larger the number of lags, the better the accuracy. Nevertheless, asmentioned above, our goal is to maintain a small-size feature pattern for machine fault diagnosis. The large value of lagswill lead to large-size feature.
Fig. 12 shows the 16 PSD plots generated by the 16 scales of the fourth level of decomposition of the autocorrelatedCWC-SVS’s results. Note that the X-axis is the number of lags (125). It is mandatory to further explain that autocorrelationof CWC-SVS will present 125-element vector for each scale. Therefore, it is more logical that each PSD plot is presented for
0 20 40 60 80 100 120-1
-0.5
0
0.5
1(4,0)
0 20 40 60 80 100 120-1
-0.5
0
0.5
1(4,2)
0 20 40 60 80 100 120-1
-0.5
0
0.5
1(4,5)
0 20 40 60 80 100 120-1
-0.5
0
0.5
1(4,15)
Fig. 13. The approximation of autocorrelated CWC-SVS for medium-worn gearbox (original values of the autocorrelation of CWC-SVS—data points; the
approximated values-continuous curves).

ARTICLE IN PRESS
J. Rafiee, P.W. Tse / Mechanical Systems and Signal Processing 23 (2009) 1554–1572 1569
125 frequency points rather than up to 8 kHz. Instead of distributing the frequency from 0 to 8000 Hz as in Figs. 8a and9a–d, the X-axis has been distributed evenly from 1 to 125 (the number of lags) units. In other words, the X-axis isindirectly proportional to time. The Y-axis represents different health conditions of the gearbox including 10 sample signalsfor each of the four conditions. The Z-axis is the magnitude of autocorrelations of CWC-SVS shown as different color scales.As observed in Fig. 12, at high scale values (low frequency) from (4,8) to (4,15), the dominant frequency as well as its
Table 1Statistical criteria to determine the appropriateness of approximation for normal gearbox.
(a)
Statistical criteria (4,0) (4,1) (4,2) (4,3) (4,4) (4,5) (4,6) (4,7)
SSE 0.75737 0.39793 0.20623 0.24983 0.6297 0.2323 0.05468 0.2731
RS 0.91681 0.97938 0.98217 0.97771 0.9307 0.9696 0.9977 0.9857
ARS 0.89787 0.97469 0.97811 0.97263 0.9149 0.9626 0.9971 0.9825
RMSE 0.086595 0.062769 0.045187 0.049735 0.07896 0.04796 0.02327 0.052
(b)
Statistical criteria (4,8) (4,9) (4,10) (4,11) (4,12) (4,13) (4,14) (4,15)
SSE 0.09919 0.2591 0.01034 0.09233 0.000782 0.00223 0.01933 0.2017
RS 0.9931 0.9771 0.999 0.9923 0.9999 0.9998 0.9986 0.9835
ARS 0.9915 0.9719 0.9987 0.9906 0.9999 0.9998 0.9983 0.9798
RMSE 0.03134 0.05065 0.01012 0.03023 0.002783 0.004699 0.01384 0.04469
Table 2Statistical criteria to determine the appropriateness of approximation for slight-worn gearbox.
(a)
Statistical criteria (4,0) (4,1) (4,2) (4,3) (4,4) (4,5) (4,6) (4,7)
SSE 0.39302 0.08932 0.17174 0.30342 0.16068 0.25093 0.40206 0.02817
RS 0.97085 0.99685 0.98564 0.99206 0.99465 0.98542 0.95741 0.9974
ARS 0.96421 0.99613 0.98236 0.99025 0.99343 0.9821 0.94771 0.9968
RMSE 0.06238 0.02974 0.04124 0.054811 0.03989 0.04984 0.063093 0.0167
(b)
Statistical criteria (4,8) (4,9) (4,10) (4,11) (4,12) (4,13) (4,14) (4,15)
SSE 0.000307 0.02128 0.01507 0.0178 0.00018 0.00568 0.000429 0.007449
RS 0.99997 0.9976 0.9979 0.9973 0.99998 0.9996 0.99998 0.9997
ARS 0.99996 0.997 0.9975 0.9966 0.99998 0.9996 0.99998 0.9996
RMSE 0.001746 0.01451 0.01221 0.01328 0.00133 0.00749 0.00206 0.008588
Table 3Statistical criteria to determine the appropriateness of approximation for medium-worn gearbox.
(a)
Statistical criteria (4,0) (4,1) (4,2) (4,3) (4,4) (4,5) (4,6) (4,7)
SSE 0.33929 0.14011 0.11539 0.064327 0.086767 0.23801 0.24163 0.0072315
RS 0.97226 0.99478 0.98812 0.99779 0.99466 0.98076 0.98411 0.99921
ARS 0.96594 0.99359 0.98542 0.99729 0.99345 0.97638 0.98049 0.99904
RMSE 0.05796 0.037246 0.0338 0.025237 0.02931 0.048544 0.048912 0.0084616
(b)
Statistical criteria (4,8) (4,9) (4,10) (4,11) (4,12) (4,13) (4,14) (4,15)
SSE 0.020759 0.025864 0.10668 0.000609 0.004405 0.009086 0.000855 0.021126
RS 0.99752 0.99637 0.98815 0.99995 0.99965 0.99935 0.99995 0.99865
ARS 0.99696 0.99555 0.98545 0.99994 0.99956 0.99921 0.99993 0.99834
RMSE 0.014336 0.016002 0.0325 0.002456 0.006604 0.009485 0.002909 0.014463

ARTICLE IN PRESS
Table 4Statistical criteria to determine the appropriateness of approximation for broken-tooth gearbox.
(a)
Statistical criteria (4,0) (4,1) (4,2) (4,3) (4,4) (4,5) (4,6) (4,7)
SSE 0.63214 1.0327 0.38321 0.3347 0.11525 0.36788 0.47478 0.041554
RS 0.84039 0.827 0.91235 0.94801 0.98529 0.95184 0.89918 0.9942
ARS 0.80404 0.7876 0.89239 0.93617 0.98194 0.94088 0.87622 0.99288
RMSE 0.079113 0.10112 0.061596 0.057566 0.03378 0.060352 0.068562 0.020284
(b)
Statistical criteria (4,8) (4,9) (4,10) (4,11) (4,12) (4,13) (4,14) (4,15)
SSE 0.036982 0.23491 0.30835 0.00147 0.007434 0.005850 0.001333 0.037677
RS 0.99498 0.96459 0.95444 0.99982 0.99923 0.99946 0.99988 0.99612
ARS 0.99384 0.95652 0.94407 0.99978 0.99906 0.99933 0.99985 0.99524
RMSE 0.019135 0.04823 0.05525 0.00380 0.008579 0.007611 0.003633 0.019314
J. Rafiee, P.W. Tse / Mechanical Systems and Signal Processing 23 (2009) 1554–15721570
sidebands of each health condition can be revealed. However, classifying the four health conditions using these scales,particularly the scales (4,11) to (4,15), are difficult as their features are located adjacently. Although, in low scales (highfrequency) such as (4,2), the features of each of the four health conditions are easily distinguished. The ability to identifythe characteristic frequencies will be useful in the future for making an automatic feature extraction algorithm so that theprocess of fault detection and classification can be automated.
3.2. The sinusoidal approximation for reconstructing the gearbox vibration signals
Using the aforementioned statistical evaluation methods, the preciseness of the sinusoidal approximation was verifiedby all four conditions of the gearbox. The original values of the autocorrelation of CWC-SVS (displayed as continuouscurves) as compared to the approximated values (displayed as data points) for some arbitrary selected scales under themedium-worn health condition are shown in Fig. 13. Note that the approximation can follow the waveforms ofautocorrelated CWC-SVS closely, particularly at higher scales. The results of the statistical evaluation are tabulated inTables 1–4. From the results shown in Fig. 13 and Tables 1–4, the sinusoidal summation function with eight termsapproximates the waveforms generated by autocorrelation of CWC-SVS for all the four health conditions.
By observing the results in the tables, the statistical methods show much better fitness in comparison with low scales.The reason is that autocorrelation of CWC-SVS in high scales possesses a greater variety of frequency contents compared tothose in low scales (see Figs. 7a–d). In these figures, the frequency components of autocorrelation of CWC-SVS in highscales are higher than those in low scales. Therefore, the assessment of preciseness of sinusoidal approximation in lowscales is better observed as stated in Tables 1–4. Although the fit is satisfactory when using a sinusoidal summationfunction with eight terms, the number of sinusoidal terms (N) in Eq. (14) can be increased for more complex waveforms.The proposed approximation function can also be applicable to other defects, such as bearing defects, because the bearingfaulty signals are impulsive in nature, similarly to gear faulty signals.
4. Conclusion
Based on our proposed algorithms and the experimental results used in evaluating the effectiveness of the algorithms,we can summarize our findings as follows:
1.
Autocorrelation of CWC-SVS has been introduced as a suitable feature for non-stationary signals in machine conditionmonitoring.2.
A simple sinusoidal summation function can approximate the waveforms generated by autocorrelation of CWC-SVS fornormal gearboxes as well as other defective gears with satisfactory performance. The function achieved properapproximation even though the waveforms are different from one condition to another as they possess differentfrequency contents of vibration signals. The proposed simple algorithm can be the base of feature extraction in machinecondition monitoring such that the meaningful approximation coefficients with the small-size attribute can be realized.3.
The authors believe that the proposed techniques can be applied to other faulty vibration signals, even bearing faultysignals. Further research could be conducted to confirm the effectiveness of the proposed techniques using a variety ofsignals collected from industrial machines. Further research on the mother wavelet function could be conducted tooptimize db44 for specific purposes.
ARTICLE IN PRESS
J. Rafiee, P.W. Tse / Mechanical Systems and Signal Processing 23 (2009) 1554–1572 1571
Acknowledgements
The research was supported by the Research Grants Council of Hong Kong SAR, China (project no. CityU 120506), theVibration and Modal Analysis Lab at University of Tabriz, Iran, and the Department of Mechanical, Aerospace & NuclearEngineering at Rensselaer Polytechnic Institute, USA.
The authors would like to write in memoriam of a dedicated mentor, Professor James Li at RPI, whodevoted his life to enlightening a myriad of students as well as making noteworthy contributions toseveral aspects of machine condition monitoring. The authors appreciate the very constructivecomments of the anonymous reviewers and would also like to offer special thanks to them forspending their valuable time to review the current research. They also extend their appreciation toDiane V. Michaelsen, for assistance in editing and preparing this paper.
References
[1] D. Boulahbal, M.F. Golnaraghi, F. Ismail, Amplitude and phase wavelet maps for the detection of cracks in geared systems, Mechanical Systems andSignal Processing 13 (1999) 423–436.
[2] Y. Zhan, V. Makis, A.K.S. Jardine, Adaptive state detection of gearboxes under varying load conditions based on parametric modeling, MechanicalSystems and Signal Processing 20 (2006) 188–221.
[3] N. Baydar, A. Ball, Detection of gear failures via vibration and acoustic signals using wavelet transform, Mechanical Systems and Signal Processing 17(4) (2003) 787–804.
[4] W.Q. Wang, M. Farid Golnaraghi, F. Ismail, Prognosis of machine health condition using neuro-fuzzy systems, Mechanical Systems and SignalProcessing 18 (2004) 813–831.
[5] W. Bartelmus, R. Zimroz, Vibration condition monitoring of planetary gearbox under varying external load, Mechanical Systems and SignalProcessing 23 (1) (2009) 246–257.
[6] P.D. McFadden, A revised model for the extraction of periodic waveforms by time domain averaging, Mechanical Systems and Signal Processing 7(1993) 193–203.
[7] F. Combet, L. Gelman, An automated methodology for performing time synchronous averaging of a gearbox signal without speed sensor, MechanicalSystems and Signal Processing 21 (2007) 2590–2606.
[8] H. Minamihara, M. Nishimura, Y. Takakuwa, M. Ohta, A method of detection of the correlation function and frequency power spectrum for randomnoise or vibration with amplitude limitation, Journal of Sound and Vibration 141 (3) (1990) 425–434.
[9] W.J. Wang, P.D. McFadden, Early detection of gear failure by vibration analysis I. Calculation of the time–frequency distribution, Mechanical Systemsand Signal Processing 3 (7) (1993) 193–203.
[10] W.J. Staszewski, G.R. Tomlinson, Application of the wavelet transform to fault detection in a spur gear, Mechanical System and Signal Processing 8(1994) 289–307.
[11] B.A. Paya, I.I. Esat, Artificial neural network based fault diagnostics of rotating machinery using wavelet transforms as a preprocessor, MechanicalSystems and Signal Processing 11 (5) (1997) 751–765.
[12] P.W. Tse, W.X. Yang, H.Y. Tam, Machine fault diagnosis through an effective exact wavelet analysis, Journal of Sound and Vibration 277 (2004)1005–1024.
[13] J.-D. Wu, C.-H. Liu, An expert system for fault diagnosis in internal combustion engines using wavelet packet transform and neural network, ExpertSystems with Applications 36 (3 Part 1) (2009) 4278–4286.
[14] F. Bonnardot, M. El Badaoui, R.B. Randall, J. Daniere, F. Guillet, Use of the acceleration signal of a gearbox in order to perform angular resampling(with limited speed fluctuation), Mechanical Systems and Signal Processing 19 (2005) 766–785.
[15] G. Meltzer, Y.Y. Ivanov, Fault diagnosis at gear drives with non-stationary rotational speed, Part I: the time frequency approach, Mechanical Systemand Signal Processing 17 (5) (2003) 1033–1047.
[16] P.W. Tse, D. Atherton, Prediction of machine deterioration using vibration based fault trends and recurrent neural networks, ASME Journal ofVibration and Acoustics 121 (3) (1999) 355–362.
[17] Z.K. Peng, P.W. Tse, F.L. Chu, A comparison study of improved Hilbert–Huang transform and wavelet transform: application to fault diagnosis forrolling bearing, Mechanical Systems and Signal Processing 19 (2005) 974–988.
[18] Rafiee, J., Arvani, F., Harifi, A., Sadeghi, M.H., 2005. A GA-Based optimized fault identification system using neural networks, in: Tehran InternationalCongress on Manufacturing Engineering, December 13–15, Tehran, Iran.
[19] C. Kar, A.R. Mohanty, Monitoring gear vibrations through motor current signature analysis and wavelet transform, Mechanical Systems and SignalProcessing 20 (2006) 158–187.
[20] P.W. Tse, J. Zhang, X.J. Wang, Blind-source-separation and blind equalization algorithms for mechanical signal separation and identification, Journalof Vibration and Control 12 (2006) 395–423.
[21] Z. YanPing, H. ShuHong, H. JingHong, S. Tao, L. Wei, Continuous wavelet grey moment approach for vibration analysis of rotating machinery,Mechanical Systems and Signal Processing 20 (2006) 1202–1220.
[22] X. Fan, M.J. Zuo, Gearbox fault detection using Hilbert and wavelet packet transform, Mechanical Systems and Signal Processing 20 (2006) 966–982.[23] Y. Zhan, C.K. Mechefske, Robust detection of gearbox deterioration using compromised autoregressive modeling and Kolmogorov–Smirnov test
statistic. Part II: experiment and application, Mechanical Systems and Signal Processing 21 (2007) 1983–2011.[24] J. Rafiee, F. Arvani, A. Harifi, M.H. Sadeghi, Intelligent condition monitoring of a gearbox using artificial neural network, Mechanical Systems and
Signal Processing 21 (2007) 1746–1754.[25] M.A. Jafarizadeh, R. Hassannejad, M.M. Ettefagh, S. Chitsaz, Asynchronous input gear damage diagnosis using time averaging and wavelet filtering,
Mechanical Systems and Signal Processing 22 (1) (2008) 172–201.[26] J.-D. Wu, C.-C. Hsu, Fault gear identification using vibration signal with discrete wavelet transform technique and fuzzy-logic inference, Expert
Systems with Applications 36 (2 Part 2) (2009) 3785–3794.[27] Z.K. Peng, F.L. Chu, Application of the wavelet transform in machine condition monitoring and fault diagnostics: a review with bibliography,
Mechanical Systems and Signal Processing 18 (2004) 199–221.

ARTICLE IN PRESS
J. Rafiee, P.W. Tse / Mechanical Systems and Signal Processing 23 (2009) 1554–15721572
[28] E.B. Halim, M.A.A. Shoukat Choudhury, S.L. Shah, M.J. Zuo, Time domain averaging across all scales: a novel method for detection of gearbox faults,Mechanical Systems and Signal Processing 22 (2008) 261–278.
[29] B. David Forrester, Advanced vibration analysis techniques for fault detection and diagnosis in geared transmission systems, Ph.D. Thesis, SwinburneUniversity of Technology, 1996.
[30] A. Linderhed, Adaptive image compression with wavelet packets and empirical mode decomposition, Ph.D. Thesis, Department of ElectricalEngineering, Likoping University, Sweden, no. 844, 2004.
[31] I. Daubechies, Ten Lectures on Wavelets, CBMS-NSF Series in Applied Mathematics, SIAM, Philadelphia, PA, USA, 1991.[32] J. Rafiee, P.W. Tse, A. Harifi, M.H. Sadeghi, A novel technique for selecting mother wavelet function using an intelligent fault diagnosis system, Expert
Systems with Applications 6 (2009) 4862–4875.[33] P.F. Dunn, Measurement and Data Analysis for Engineering and Science, McGraw-Hill, New York, 2005.