Embed Size (px)
Citation preview

Loughborough UniversityInstitutional Repository
Melt compounding of rigidPVC formulations with
hydrotalcites
This item was submitted to Loughborough Universitys Institutional Repositoryby thean author
Citation HITT DJ et al 2008 Melt compounding of rigid PVC for-mulations with hydrotalcites Plastics Rubber and Composites 37 (9-10) pp445-452
Additional Information
bull This article was published in the journal Plastics Rubberand Composites [ ccopy Maney Publishing] and is available athttpwwwmaneycouksearchfwaction=showampfwid=199
Metadata Record httpsdspacelboroacuk21344230
Version Published
Publisher ccopy Maney
Please cite the published version
This item was submitted to Loughboroughrsquos Institutional Repository (httpsdspacelboroacuk) by the author and is made available under the
following Creative Commons Licence conditions
For the full text of this licence please go to httpcreativecommonsorglicensesby-nc-nd25
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Melt compounding of rigid PVC formulationswith hydrotalcites
D J Hitt B Haworth N L Thomas and M A Algahtani
Hydrotalcites compounds of magnesiumndashaluminiumndashhydroxycarbonate are promoted as
environmentally safe materials for costabilisation of PVC products Commercial grades of
hydrotalcites have been added to rigid PVC formulations containing a range of different stabiliser
types to evaluate their contribution to heat stability and their effect on mechanical properties
Hydrotalcites are confirmed to be effective costabilisers for rigid PVC static thermal stability
(through oven testing) and dynamic thermal stability (via torque rheometry) of PVC compounds
are modified by their presence The extent of change is determined by the primary stabiliser type
and the grade of the hydrotalcite Detailed analysis of mechanical properties has been carried out
on compression moulded samples and on extruded compounds With the former no significant
change in tensile or impact performance was observed for hydrotalcite levels up to 5 phr Charpy
impact data on extruded PVC have shown significant increase in performance of compounds
containing an acrylate modifier when hydrotalcites are used
Keywords PVC Hydrotalcite Processing Thermal stability Mechanical properties
Introduction and objectivesOver recent years attention has been paid to the use ofsynthetic hydrotalcites as stabilisers for PVCHydrotalcites are forms of hydrated magnesiumndashaluminiumndashhydroxycarbonates a typical formula isMg6Al2(OH)16CO34H2O The structure consists oflayers of magnesium hydroxide and aluminium hydro-xide with anionic interlayers comprising the carbonatesand the bound water The carbonate can be substitutedwith other anions such as sulphates and nitrates toform other hydrotalcite like layered double hydroxides(LDHs) It is the capacity of hydrotalcites for anionicexchange that makes the materials highly suited to thetask of stabilising PVC Papers on the use of hydro-talcites alone and in combination with CaZn lead andtin stabilisers are now reviewed
van der Ven et al1 evaluated the stability of PVC witha range of hydrotalcite like materials of the generalformula of Mg3ZnAl2(OH)12AnH2O with differentanions (A) They concluded that the stabilisation offeredby hydrotalcites relates to the capacity of the materialsto react with HCl formed during the degradation ofPVC through a two step process first the interlayeranions react with HCl and second the hydroxide layersare lost as these react with HCl to form metal chlorides
Lin et al2 drew the same conclusion as van der Venet al1 regarding the mechanism of stabilisation ofPVC after testing compression moulded compositesof calcium stearatezinc stearate stabilised PVCndashP with
nanoparticles of hydrotalcite like MgndashAlndashCO3 LDHsThey also reported that materials with a MgAl ratio of2 gave maximum enhancement of thermal stability andthe optimum addition level appeared to be 2 phr In asubsequent paper by Lin et al3 modification of a MgndashZnndashAlndashCO3 hydrotalcite by reaction with maleic acidproduced a MgndashZnndashAlndashmaleate LDH with increasedspacing between the hydroxide layers PVCndashP compo-sites containing this intercalated structure also hadgreatly improved stability but to a much lesser extentthan the MgndashAlndashCO3 LDH
The stabilisation of PVC by lead stearate in combina-tion with hydrotalcite (Alcamizer 1) has been studied byKalouskova et al4 A range of PVC foils produced at180uC were assessed by colour change at 180uC (oventest) As expected increasing the lead stearate content to3 phr progressively improved the thermal stability of thePVC while a stabiliser combination of 075 phr of thestearate plus 2 phr of the Alcamizer (ie a costabilisersystem) performed even better However perhaps themost interesting result was the colour change compar-ison of the PVC without any stabiliser (initially red) andthe PVC with 2 phr of the hydrotalcite (initially clearpink) The former darkened to reddishblack over65 min while the latter did the same over 70 min viaa pink to orange to red sequence This evidence showedthe hydrotalcite only acts as a HCl acceptor and doesnot prevent (dis)colouration of the polymer
Stabilisation of PVC by untreated and surface treatedhydrotalcites in combination with organotin and leadstabilisers has also been reported Evidence gatheredfrom thermogravimetric analysis and ultraviolet spectrabut primarily from Congo red tests56 showed thestability of PVC was substantially improved by a
IPTME Loughborough University Loughborough LE11 3TU UK
Corresponding author email djhittlboroacuk
2008 Institute of Materials Minerals and MiningPublished by Maney on behalf of the InstituteReceived 14 March 2008 accepted 28 May 2008DOI 101179174328908X362890 Plastics Rubber and Composites 2008 VOL 37 NO 910 445
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
combination of titanate treated hydrotalcite and tinstabiliser It appeared that the optimum addition levelfor the hydrotalcite was 5 by weight Injectionmoulding was used to produce notched Izod and tensiletest pieces from compounds of PVC plus hydrotalcite6
Izod impact strength tensile strength and elongation atbreak all declined as the hydrotalcite content wasincreased to 10
In some cases in the literature researchers have usedhydrotalcites synthesised in their own laboratoriesHowever for the work presented here two commercialgrades of hydrotalcites have been obtained AlcamizerP93 from Kisuma Chemicals7 and Sorbacid 911 fromSud-Chemie8 The materials are promoted as environ-mentally safe costabilisers for PVC which contribute toexcellent thermal stability have excellent dispersabilityand are well suited to transparent applications
In this study hydrotalcites have been processed viatwo routes after dry blending of rigid PVC formulationsmill mixing followed by compression moulding and byextrusion In both cases processing conditions have beenemployed with the objective of generating products withlevels of gelation associated with good mechanicalstrength (Rather than minimise thermal history thatmight exaggerate thermal stability) As the commercialgrades are considered to be ultrafine majority ofparticles smaller than 1 mm effective dispersion of theparticles ought to produce good mechanical strength intandem with the anticipated enhancement of bothdynamic and thermal stability
Experimental
Materials and processing conditionsHydrotalcites
Table 1 gives details of the two grades of hydrotalciteused in this work
Sample preparation by compressing moulding
The hydrotalcites were added to PVC formulationscontaining tin and CaZn stabilisers and an organicbased stabiliser (OBS) The formulations (Table 2) wereblended at 3500 rev min21 (to a discharge temperatureof 120uC) using a Henschel FML 10 laboratory scalehigh speed mixer Dry blends were mixed further on atwo roll mill at 155uC for tin stabilised and hydrotalcite
only formulations and at 165uC for CaZn and OBSformulations Compression moulded sheets of nomin-ally 1 or 15 mm thickness were produced from themilled sheets at 195uC
Preparation of extrudates
The core content of all formulations comprised PVC(INEOS ChlorVinyls K68) stabiliser (ChemsonPWX15840) processing aid (Rohm and Haas ParaloidK120N) and titanium dioxide (Kronos 2220) An impactmodifier (Rohm and Haas KM 355) and the hydro-talcites were added to the lsquocorersquo formulation as listed inTable 3 where each formulation has been assigned anidentifier All formulations were dry blended as statedearlier Blends were processed using a Krauss MaffeiKMD 2ndash25KK laboratory twin screw extruder fittedwith a slot die (dimensions of the slot were 3065 mm)The screw speed and screw temperature were respec-tively 20 rev min21 and 165uC and the followingtemperature profile was employed
Thermal stability and characterisationDry blends
The dynamic stability of dry blends was evaluated usinga Haake Rheocord 90 The chamber was set at 190uCthe rotor speed was 60 rev min21 and the batch weight60 g After loading the chamber the torque versus timecurve initially shows two peaks the first for compactionof the blend and the second when the blend has gelledAfter this the torque falls and levels out to a steadyvalue The subsequent increase in torque arises due todegradation of the melt In this study three values werederived from the torquendashtime curves the time to thegelation peak the equilibrium torque and the lsquostabilitytimersquo the interval between the time to the gelation peakand the onset of degradation
Products
Thermal stability of products was assessed quantita-tively from colour changes arising from oven heating ofproducts at 190uC over a range of regular time intervalsGelation was determined using a TA Instruments 2010
Table 1 Properties of hydrotalcites7ndash10
Grade Alcamizer P93 Sorbacid 911Supplier Kisuma Chemicals Sud-ChemieAppearance White powder White powderChemical nature Hydrated magnesium zinc
aluminium hydroxycarbonateHydrated magnesiumaluminium hydroxycarbonate
Particles 5 mm None NoneParticles 1 mm 82 50Average particle size mm 07 Not specified
Table 2 PVC formulations for compression moulding
Component Suppliergrade phr phr phr phr
PVC resin INEOS ChlorVinyls EVIPOL SH6830 1000 1000 1000 1000Hydrotalcites As Table 1 5 0ndash10 0ndash5 0ndash5CaZn stabiliser Chemson PWX15840 (one pack) 45OBS Chemson PWX15861 4Tin stabiliser Akcros BTS71 2
Barrel zone 1 Barrel zone 2 Adaptor Die180uC 190uC 190uC 200uC
Hitt et al Melt compounding of rigid PVC formulations with hydrotalcites
446 Plastics Rubber and Composites 2008 VOL 37 NO 910
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
differential scanning calorimeter where samples of15 mg were heated from ambient temperature to 240uCunder a controlled rate of 20uC min21 Reflectancemode X-ray diffraction patterns over the range of 2h55to 50u were obtained using a Bruker D8 X-raydiffractometer with a Cu Ka source Images of sectionsthrough samples were taken with a JEOL 2000FX TEMat 200 kV
Mechanical propertiesTensile testing
For both compression moulded and extruded products atemplate was used to cut dumbbell shaped tensiletestpieces with overall dimensions of 1006125 mmwith a waisted section of 30 mm gauge length by 44 mmwidth Tests were carried out at 10 mm min21 on aHounsfield tensometer fitted with 1 kN load cell formoulded samples and 10 kN for extruded products Fora given product at least six samples were tested
Impact testing of mouldings
A Rosand instrumented falling weight impact tester wasused to test the compression mouldings A 10 mmdiameter hemispherical tipped striker attached to a10 kg mass was dropped from a height of 1 m giving animpact velocity of 44 m s21 and impact energy of 98 JFrom the load deflection curve three properties werederived peak force peak energy and failure energy(peak energy plus energy required for striker tocompletely penetrate the sample) Six samples of a givenproduct were tested
Impact testing of extrudates
For extruded products Charpy samples (type A withnotch tip radius of 025 mm) were prepared inaccordance with BS ENO 179-12001 These were testedusing a RAY-RAN universal pendulum impact testerfitted with a standard hammer that struck samples at
38 m s21 with an energy of 75 J For each extrudatebatches of 10 or 15 samples were prepared
Results and discussionIn the data tables of mechanical properties presented inthis section calculated average values are given withstandard deviations in brackets Also the results onOBS formulations in Tables 4ndash6 and in Fig 1 weredrawn from work by Algahtani11 Measurementsobtained by differential scanning calorimetry (DSC)will not be included in the results here However anumber of comments on the data are includedDifferential scanning calorimetry showed that the levelof gelation in compression moulded samples was goodwith the enthalpy of the melt endotherm beingconsistent across the range of stabiliser types typically4ndash5 J g21 It also confirmed that the actual compressionmoulding temperature was close to 195uC Differentialscanning calorimetry analysis of the extrudates was alsoreasonably consistent (melt enthalpies of 35ndash45 J g21)and showed the processing temperature to be 194ndash196uC The derivation of enthalpy associated with meltendotherm and processing temperature from DSCcurves is well established12ndash14
At this point it is appropriate to make someobservations upon the two formulations of PVC plus5 phr of each hydrotalcite When the hydrotalcite onlyblends were milled the banded sheet initially appeared tobe clear However as milling continued the sheet turnedpink which darkened to red by the end of the millmixing regime Compression moulding of the milledproducts generated sheets that were very dark red incolour This sequence of colour changes can be seen tosome extent and almost identically in the respectivethermal stability charts of Lin et al3 and ofKalouskova4 Colour change is one of the most
Table 3 Formulations for extrusion
phr phr phr phr phr phr phr phr phr phr
PVC resin 1000 1000 1000 1000 1000 1000 1000 1000 1000 1000CaZn stabiliser 45 45 45 45 45 45 45 45 45 45Processing aid 10 10 10 10 10 10 10 10 10 10Titanium dioxide 40 40 40 40 40 40 40 40 40 40Impact modifier 70 70 70 70 40 70 70 70Alcamizer P93 20 50 100 50 50Sorbacid 911 20 50 100IDENTIFIER CORE REF 2A7M 5A7M 10A7M 5A0M 5A4M 2S7M 5S7M 10S7M
Table 4 Torque rheometry data for lsquocompression mouldingrsquo formulations
Hydrotalcitephr
Time to gelationpeak min
EquilibriumtorqueNm
Stability timemin
Time togelationpeak min
Equilibriumtorque Nm
Stabilitytime min
Alcamizer P93 Sorbacid 9115 22 185 37 22 187 36
TinzAlcamizer P93 TinzSorbacid 9110 10 137 66 10 137 665 16 165 38 12 155 73
CaZnzAlcamizer P93 CaZnzSorbacid 9110 28 151 46 28 151 462 28 142 105 22 144 1265 18 141 130 16 141 132
OBSzAlcamizer P93 OBSzSorbacid 9110 18 154 81 18 154 812 20 149 112 15 151 1075 18 152 115 20 155 112
Hitt et al Melt compounding of rigid PVC formulations with hydrotalcites
Plastics Rubber and Composites 2008 VOL 37 NO 910 447
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
apparent indicators of degradation of PVC and thesequence is often seen as yellow to reddish brown andultimately to black In some studies this progression incolour has been attributed to the formation of stronglycoloured carbonium salts15 However it is morecommonly attributed to the conjugated double bondsthat arise from dehydrochlorination where polyene
sequences of just seven conjugated double bonds cancause PVC to change colour and sequences of up to 30have been found in the course of the process15 Thus itappears in the presence of hydrotalcites only particularpolyene sequences are generated during degradation thatgive rise to the observed colour changes It should alsobe noted that the extent of degradation to cause colour
Table 6 Instrumented falling weight impact tester data for compression moulded samples
Hydrotalcitephr
Peak forceN mm21
Peak energyJ mm21
Failure energyJ mm21
Peak forceNm m21
Peak energyJ mm21
Failure energyJ mm21
TinzAlcamizer P93 TinzSorbacid 9110 D 1363 (39) 719 (053) 1180 (049) D 1363 (39) 719 (053) 1180 (049)5 D 1363 (27) 728 (032) 1203 (040) D 1366 (16) 740 (015) 1214 (013)
CaZnzAlcamizer P93 CaZnzSorbacid 9110 D 1363 (32) 698 (030) 1130 (032) D 1363 (32) 698 (030) 1130 (032)5 M 1321 (24) 670 (072) 1041 (093) M 1318 (21) 698 (053) 1073 (083)10 B 1254 (183) 620 (172) 931 (220) B 1292 (33) 657 (096) 982 (100)
OBSzAlcamizer P93 OBSzSorbacid 9110 D 1430 (25) 740 (017) 1150 (021) D 1430 (25) 740 (017) 1150 (021)2 D 1446 (44) 730 (081) 1100 (061) D 1432 (18) 740 (028) 1110 (028)5 D 1403 (33) 740 (018) 1070 (018) M 1428 (37) 730 (059) 1060 (052)
Letters in peak force boxes denote mode of failure D ndash all failures were ductile (sample punctured) B ndash all failures were brittle (sampleshattered) and M ndash mixture of D and B
Table 5 Tensile properties of compression mouldings
Hydrotalcitephr
Yield strengthMPa
Strengthat break MPa
Elongationat break
Yield strengthMPa
Strengthat break MPa
Elongationat break
Alcamizer P93 Sorbacid 9115 516 (02) 520 (15) 1540 (140) 518 (05) 510 (17) 1493 (101)
TinzAlcamizer P93 TinzSorbacid 9110 581 (19) 533 (50) 1630 (155) 581 (19) 533 (50) 1630 (155)5 565 (17) 548 (49) 1787 (199) 566 (20) 532 (35) 1658 (218)
CaZnzAlcamizer P93 CaZnzSorbacid 9110 525 (10) 519 (30) 1526 (136) 525 (10) 519 (30) 1526 (136)2 525 (10) 537 (49) 1538 (273) 501 (11) 500 (25) 1430 (90)5 491 (13) 501 (34) 1549 (163) 487 (17) 503 (34) 1548 (149)10 470 (08) 511 (12) 1750 (56) 465 (08) 487 (30) 1564 (212)
OBSzAlcamizer P93 OBSzSorbacid 9110 511 (32) 530 (53) 1700 (197) 511 (32) 530 (53) 1700 (197)2 505 (13) 557 (21) 1810 (107) 510 (10) 533 (30) 1647 (130)5 488 (04) 546 (24) 1833 (113) 488 (06) 464 (74) 1240 (533)
1 Effect on dynamic stability of adding 2 phr of hydrotalcite
Hitt et al Melt compounding of rigid PVC formulations with hydrotalcites
448 Plastics Rubber and Composites 2008 VOL 37 NO 910
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
change is very low a loss of mass of just 01 fromPVC by dehydrochlorination is enough16
Torque rheometry and dynamic stabilityIn Table 4 hydrotalcites in combination with the tinstabiliser appear to have a mixed effect stability time issignificantly reduced with Alcamizer but improved withSorbacid In fact the stability time for tin withAlcamizer is little different from the Alcamizer onlyformulation This might be related to the increasedtorque on adding the Alcamizer to the tin stabilisedformulation however adding Sorbacid to the tinstabilised formulation also increases torque but stillimproved stability time For the CaZn stabiliser adding2 phr of hydrotalcite greatly increases stability timewhich is further increased at 5 phr of the additiveSimilar trends but less pronounced are found onadding hydrotalcite to the OBS formulation
Figure 1 shows the effect of adding 2 phr of hydro-talcite to CaZn and OBS formulations The curvesillustrate how hydrotalcites do not significantly affectequilibrium torque or change the temperature reachedby the mix
Thermal (oven) stabilityAn oven stability chart is shown in Fig 2 for sets ofsamples cut from compression mouldings of threeformulations tin stabilised and similar tin stabilisedplus 5 phr Alcamizer or Sorbacid The chart shows thatin terms of stability the formulations can be rankedtinzSorbacid tin only tinzAlcamizer This is in
complete agreement with the torque rheometer dataAnother significant feature is the sequence of coloursobserved For tin only the sequence is clear to yellow toblack With the hydrotalcites this sequence is punctuatedby the appearance of orange and dark red colouredsamples at 30 and 40 min respectively with theAlcamizer and by orange coloured samples at 50 minwith the Sorbacid
Oven stability tests for hydrotalcites in combinationwith the CaZn stabiliser and the OBS also agreed withthe dynamic stability results In both cases the time atwhich the samples ultimately went black was substan-tially delayed by adding hydrotalcites In terms of timeto initial colour change the OBS only formulationchanged well before the formulations of OBS withhydrotalcites However with CaZn the first formula-tions to show colour change were those with 5 phrhydrotalcite while the three formulations of CaZnalone and of CaZn with 2 phr of the hydrotalcites allseemingly began to discolour at about the same timeFigure 2 illustrates this for 2 and 5 phr additions ofAlcamizer Thus 2 phr of hydrotalcite in combinationwith CaZn offers both greatly improved dynamicstability and oven stability but increasing the additivelevel to 5 phr has additional benefit in terms of dynamicstability but seemingly reduces oven stabilityEvaluation of the oven aged samples of CaZn and ofCaZn plus 5 phr hydrotalcite by Raman spectroscopyconfirmed that unsaturation of PVC chains increased inthe presence of hydrotalcite17
2 Oven stability chart for PVC formulations
Hitt et al Melt compounding of rigid PVC formulations with hydrotalcites
Plastics Rubber and Composites 2008 VOL 37 NO 910 449
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Mechanical properties of compression mouldedsamplesTensile properties
Table 5 shows that very good tensile properties areobtained for all formulations tested even the highlydiscoloured red compression mouldings of PVC plushydrotalcite alone From the table it is clear that addinghydrotalcites reduces yield strength but not greatly at5 phr it is down by 26 with tin by 7 with CaZnand by 45 with OBS Also Alcamizer appears to haveno detrimental effect upon properties at break while5 phr of Sorbacid does significantly lower the breakvalues when combined with OBS A slight reduction ofyield strength if accompanied by increased elongationor ductility is a desirable response that may havepotential for impact modification andor toughnessenhancement
Impact properties
These are presented in Table 6 for various formulationsThe results correlate with the tensile properties in thatvery good impact properties (especially those of peakforce and peak energy) are seen across the table Itappears that adding 5 phr of hydrotalcite has little effecton values of peak force and peak energy but does reducefailure energy where sample batches displayed a mix ofductile and brittle failures (denoted by lsquoMrsquo in Table 6)For OBS in particular with 5 phr Alcamizer impactproperties are very good as all samples failed in aductile manner whereas with 5 phr Sorbacid a mix ofductile and brittle failures occurred which resulted in a
reduction in failure energy which correlates with therelative low tensile properties at break seen in Table 5
Overall adding hydrotalcites up to 5 phr does notappear to have any detrimental effect on the mechanicalperformance of compression moulded PVC The evi-dence for CaZn plus 10 phr of hydrotalcite is that thislevel of addition is too high as some significant loss ofboth tensile strength and impact strength occurs
Mechanical properties of extrudatesProperties of the extrudates are given in Table 7 Forease of comparison the data have been divided intothree sets and the results for two formulations lsquoREFrsquo(no hydrotalcite and 7 phr impact modifier) and lsquo5A7Mrsquo (5 phr Alcamizer and 7 phr impact modifier)appear twice Table 7 shows that tensile properties areconsistently good for all formulations while notchedCharpy impact strengths show substantial variations
Tensile properties
Sets 1 and 3 show that adding hydrotalcite up to 10 phrhas little influence on yield strength while properties atbreak show some slight variations but with no realpattern In Set 2 it is very apparent that an initialaddition of Alcamizer at 5 phr followed by increasingthe impact modifier content reduces yield strength andit is only with the lsquo5A7Mrsquo formulation that strength atbreak is affected
Notched Charpy impact strength
Figure 3 illustrates the appearance of samples afterimpact testing and in Table 7 the number of breaks and
Table 7 Tensile properties and notched Charpy impact strength of extrudates
Identifier
Tensile Notched Charpy impact
Yield strengthMPa
Strengthat breakMPa
Elongationat break
No ofbreaks
Noofnon-breaks
lsquoEnergy absorbedrsquokJ m22
Set 1REF 438 (05) 423 (40) 1123 (321) 13 1 387 (278)2A7M 440 (14) 486 (29) 1593 (197) 2 12 1242 (274)5A7M 439 (06) 430 (41) 1395 (262) 0 15 1392 (97)10A7M 441 (21) 451 (33) 1378 (109) 0 15 1257 (160)Set 2CORE 513 (07) 528 (36) 1295 (181) 10 0 77 (27)5A0M 499 (04) 519 (34) 1391 (211) 10 0 137 (42)5A4M 464 (06) 530 (32) 1658 (139) 10 0 426 (250)5A7M 439 (06) 430 (41) 1395 (262) 0 15 1392 (97)Set 3REF 438 (05) 423 (40) 1123 (321) 13 1 387 (278)2S7M 440 (06) 413 (48) 863 (359) 3 7 633 (484)5S7M 431 (08) 452 (56) 1305 (426) 0 10 1465 (100)10S7M 412 (07) 403 (36) 1045 (316) 0 10 1220 (131)
3 Notched Charpy sample with two examples of breaks and lsquonon-breaksrsquo
Hitt et al Melt compounding of rigid PVC formulations with hydrotalcites
450 Plastics Rubber and Composites 2008 VOL 37 NO 910
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
non-breaks is shown for each formulation To compareimpact strength average values of lsquoenergy absorbedrsquohave been calculated for each formulation whether theformulation gave 100 breaks 100 non-breaks or amixture of the two types of failure mode Sets 1 and 3show substantial increases in impact strength on adding2 and 5 phr of hydrotalcite A further increase to 10 phrof hydrotalcite reduces the enhancement in impactperformance In Set 2 adding 5 phr of Alcamizer onlyto the core formulation does improve impact strengthhowever only to a level that can be consideredinsignificant when compared to the reference formula-tion (Set 1) The introduction of impact modifier in Set 2at 4 phr gives an impact strength comparable to thereference formulation and at 7 phr a substantial increasein impact strength is found
Overall very good tensile properties are found withall extrudates In terms of impact performance addinghydrotalcites in combination with an impact modifiercan greatly improve notched impact strength It wouldappear that this benefit can be accrued with 2 phr ofAlcamizer and maybe 3 phr of Sorbacid
Characterisation of extrudatesX-ray diffraction patterns are shown in Fig 4 The toppattern5 is that of Alcamizer alone with its intensity
scaled down considerably to enable this pattern to becompared with those from extrudates1ndash4 In the figureit is very evident that as the Alcamizer contentof extrudate is increased the main reflections of thehydrotalcite at 2h51165 and 2342u increase accord-ingly There are two other points to note First thelowest pattern1 the reference formulation with no addedhydrotalcite has a small peak at 2h51165ushowing thatsome form of hydrotalcite is one of the components ofthe CaZn stabiliser one pack Second the reflection closeto 2h5275u arises from the titanium dioxide
Transmission electron microscopy images obtainedfrom sections through the same set of extrudatesdisplayed in Fig 4 are shown in Fig 5 (where thehydrotalcite particles have an elongated shape andtitanium dioxide particles appear more circular as inthe REF image in Fig 5) The images confirm that thehydrotalcite especially the fine particles are welldispersed It is this feature that produces the significantenhancement in impact strength
ConclusionHydrotalcites are very effective costabilisers for PVCThe evidence presented here on compression mouldedsamples suggest that in combination with CaZn and
4 X-ray diffraction patterns for extrudates with different additions of Alcamizer
5 Transmission electron microscopy images of extrudates with different additions of Alcamizer white bars equal 100 nm
(from left to right REF 2A7M 5A7M and 10A7M)
Hitt et al Melt compounding of rigid PVC formulations with hydrotalcites
Plastics Rubber and Composites 2008 VOL 37 NO 910 451
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
OBS as primary stabilisers additive levels y2 phrwould be optimal This level of addition has nodetrimental effect upon mechanical performance It isclear that in CaZn stabilised extrusion formulationshydrotalcites (at 2ndash3 phr) act as reinforcing particles aslong as an impact modifier is present
To follow on from these findings research objectivesare to
(i) reevaluate the tin stabiliser but with hydrotalcitesat 1 and 2 phr
(ii) assess the performance of extrudates costabilisedwith OBS and hydrotalcites (1 2 and 5 phr)
(iii) further investigate the early stages of degrada-tion of PVC formulations containing hydrotal-cite by Raman spectroscopy
It is also recognised that potential exists to furtherexploit the enhanced stability and mechanical propertiesoffered by hydrotalcites by reducing particle size Workon the synthesis of such hydrotalcites is currently inprogress at IPTME
Acknowledgements
The authors acknowledge the support from EPSRC(grant no EPD0253541) and greatly appreciate theconstructive contributions from members of boththe VinylSUM Research Group (at IPTME) and theVinylSUM Network Particular thanks go to the namedcompanies that supplied polymers and additives
This paper is based on a contribution to PVC2008the tenth International PVC Conference organised by
the Polymer Society of the Institute of MaterialsMineral and Mining in Brighton UK on 22ndash24 April2008
References1 L van der Ven M L M van Gemert L F Batenburg J J Keern
L H Gielgens T P M Koster and H R Fischer Appl Clay Sci
2000 17 25ndash34
2 Y Lin D Li D G Evans and X Duan Polym Degrad Stab
2005 88 286ndash293
3 Y Lin J Wang D G Evans and D Li J Phys Chem Solids
2006 67 998ndash1001
4 R Kalouskova M Novotna and Z Vymazal Polym Degrad
Stab 2004 85 903ndash909
5 X Wang Polym Mater Sci Eng 2004 91 738ndash739
6 X Wang and Q Zhang Polym Int 2004 53 698ndash707
7 Available at httpwwwkisumacom
8 Available at httpwwwsud-chemiecom
9 Alcamizer P93 lsquoMaterial Safety Data Sheetrsquo 2004
10 Sorbacid 911 lsquoMaterial Safety Data Sheetrsquo 2004
11 M A Algahtani lsquoThe effect of hydrotalcite mineral filler on
properties and stability of rigid PVCrsquo MSc Project Report
Loughborough University Leicestershire UK 2007
12 M Gilbert and J C Vyvoda Polymer 1981 22 1134ndash1136
13 M Gilbert Plast Rubber Int 1985 10 16ndash19
14 L-A Fillot C Gauthier and P Hajji Proc 9th IOM Int PVC
Conf Brighton UK April 2005 IOM 425ndash437
15 W V Titow lsquoPVC technologyrsquo 4th edn Chap 9 1984 London
Elsevier Applied Science Publishers
16 H I Gokcel D Balkose and U Kokturk Eur Polym J 1999 35
1501ndash1508
17 A Al-Dossary lsquoUse of UV and Raman spectroscopies to evaluate
degradation in PVCrsquo MSc Project Report Loughborough
University Leicestershire UK 2007
Hitt et al Melt compounding of rigid PVC formulations with hydrotalcites
452 Plastics Rubber and Composites 2008 VOL 37 NO 910

This item was submitted to Loughboroughrsquos Institutional Repository (httpsdspacelboroacuk) by the author and is made available under the
following Creative Commons Licence conditions
For the full text of this licence please go to httpcreativecommonsorglicensesby-nc-nd25
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Melt compounding of rigid PVC formulationswith hydrotalcites
D J Hitt B Haworth N L Thomas and M A Algahtani
Hydrotalcites compounds of magnesiumndashaluminiumndashhydroxycarbonate are promoted as
environmentally safe materials for costabilisation of PVC products Commercial grades of
hydrotalcites have been added to rigid PVC formulations containing a range of different stabiliser
types to evaluate their contribution to heat stability and their effect on mechanical properties
Hydrotalcites are confirmed to be effective costabilisers for rigid PVC static thermal stability
(through oven testing) and dynamic thermal stability (via torque rheometry) of PVC compounds
are modified by their presence The extent of change is determined by the primary stabiliser type
and the grade of the hydrotalcite Detailed analysis of mechanical properties has been carried out
on compression moulded samples and on extruded compounds With the former no significant
change in tensile or impact performance was observed for hydrotalcite levels up to 5 phr Charpy
impact data on extruded PVC have shown significant increase in performance of compounds
containing an acrylate modifier when hydrotalcites are used
Keywords PVC Hydrotalcite Processing Thermal stability Mechanical properties
Introduction and objectivesOver recent years attention has been paid to the use ofsynthetic hydrotalcites as stabilisers for PVCHydrotalcites are forms of hydrated magnesiumndashaluminiumndashhydroxycarbonates a typical formula isMg6Al2(OH)16CO34H2O The structure consists oflayers of magnesium hydroxide and aluminium hydro-xide with anionic interlayers comprising the carbonatesand the bound water The carbonate can be substitutedwith other anions such as sulphates and nitrates toform other hydrotalcite like layered double hydroxides(LDHs) It is the capacity of hydrotalcites for anionicexchange that makes the materials highly suited to thetask of stabilising PVC Papers on the use of hydro-talcites alone and in combination with CaZn lead andtin stabilisers are now reviewed
van der Ven et al1 evaluated the stability of PVC witha range of hydrotalcite like materials of the generalformula of Mg3ZnAl2(OH)12AnH2O with differentanions (A) They concluded that the stabilisation offeredby hydrotalcites relates to the capacity of the materialsto react with HCl formed during the degradation ofPVC through a two step process first the interlayeranions react with HCl and second the hydroxide layersare lost as these react with HCl to form metal chlorides
Lin et al2 drew the same conclusion as van der Venet al1 regarding the mechanism of stabilisation ofPVC after testing compression moulded compositesof calcium stearatezinc stearate stabilised PVCndashP with
nanoparticles of hydrotalcite like MgndashAlndashCO3 LDHsThey also reported that materials with a MgAl ratio of2 gave maximum enhancement of thermal stability andthe optimum addition level appeared to be 2 phr In asubsequent paper by Lin et al3 modification of a MgndashZnndashAlndashCO3 hydrotalcite by reaction with maleic acidproduced a MgndashZnndashAlndashmaleate LDH with increasedspacing between the hydroxide layers PVCndashP compo-sites containing this intercalated structure also hadgreatly improved stability but to a much lesser extentthan the MgndashAlndashCO3 LDH
The stabilisation of PVC by lead stearate in combina-tion with hydrotalcite (Alcamizer 1) has been studied byKalouskova et al4 A range of PVC foils produced at180uC were assessed by colour change at 180uC (oventest) As expected increasing the lead stearate content to3 phr progressively improved the thermal stability of thePVC while a stabiliser combination of 075 phr of thestearate plus 2 phr of the Alcamizer (ie a costabilisersystem) performed even better However perhaps themost interesting result was the colour change compar-ison of the PVC without any stabiliser (initially red) andthe PVC with 2 phr of the hydrotalcite (initially clearpink) The former darkened to reddishblack over65 min while the latter did the same over 70 min viaa pink to orange to red sequence This evidence showedthe hydrotalcite only acts as a HCl acceptor and doesnot prevent (dis)colouration of the polymer
Stabilisation of PVC by untreated and surface treatedhydrotalcites in combination with organotin and leadstabilisers has also been reported Evidence gatheredfrom thermogravimetric analysis and ultraviolet spectrabut primarily from Congo red tests56 showed thestability of PVC was substantially improved by a
IPTME Loughborough University Loughborough LE11 3TU UK
Corresponding author email djhittlboroacuk
2008 Institute of Materials Minerals and MiningPublished by Maney on behalf of the InstituteReceived 14 March 2008 accepted 28 May 2008DOI 101179174328908X362890 Plastics Rubber and Composites 2008 VOL 37 NO 910 445
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
combination of titanate treated hydrotalcite and tinstabiliser It appeared that the optimum addition levelfor the hydrotalcite was 5 by weight Injectionmoulding was used to produce notched Izod and tensiletest pieces from compounds of PVC plus hydrotalcite6
Izod impact strength tensile strength and elongation atbreak all declined as the hydrotalcite content wasincreased to 10
In some cases in the literature researchers have usedhydrotalcites synthesised in their own laboratoriesHowever for the work presented here two commercialgrades of hydrotalcites have been obtained AlcamizerP93 from Kisuma Chemicals7 and Sorbacid 911 fromSud-Chemie8 The materials are promoted as environ-mentally safe costabilisers for PVC which contribute toexcellent thermal stability have excellent dispersabilityand are well suited to transparent applications
In this study hydrotalcites have been processed viatwo routes after dry blending of rigid PVC formulationsmill mixing followed by compression moulding and byextrusion In both cases processing conditions have beenemployed with the objective of generating products withlevels of gelation associated with good mechanicalstrength (Rather than minimise thermal history thatmight exaggerate thermal stability) As the commercialgrades are considered to be ultrafine majority ofparticles smaller than 1 mm effective dispersion of theparticles ought to produce good mechanical strength intandem with the anticipated enhancement of bothdynamic and thermal stability
Experimental
Materials and processing conditionsHydrotalcites
Table 1 gives details of the two grades of hydrotalciteused in this work
Sample preparation by compressing moulding
The hydrotalcites were added to PVC formulationscontaining tin and CaZn stabilisers and an organicbased stabiliser (OBS) The formulations (Table 2) wereblended at 3500 rev min21 (to a discharge temperatureof 120uC) using a Henschel FML 10 laboratory scalehigh speed mixer Dry blends were mixed further on atwo roll mill at 155uC for tin stabilised and hydrotalcite
only formulations and at 165uC for CaZn and OBSformulations Compression moulded sheets of nomin-ally 1 or 15 mm thickness were produced from themilled sheets at 195uC
Preparation of extrudates
The core content of all formulations comprised PVC(INEOS ChlorVinyls K68) stabiliser (ChemsonPWX15840) processing aid (Rohm and Haas ParaloidK120N) and titanium dioxide (Kronos 2220) An impactmodifier (Rohm and Haas KM 355) and the hydro-talcites were added to the lsquocorersquo formulation as listed inTable 3 where each formulation has been assigned anidentifier All formulations were dry blended as statedearlier Blends were processed using a Krauss MaffeiKMD 2ndash25KK laboratory twin screw extruder fittedwith a slot die (dimensions of the slot were 3065 mm)The screw speed and screw temperature were respec-tively 20 rev min21 and 165uC and the followingtemperature profile was employed
Thermal stability and characterisationDry blends
The dynamic stability of dry blends was evaluated usinga Haake Rheocord 90 The chamber was set at 190uCthe rotor speed was 60 rev min21 and the batch weight60 g After loading the chamber the torque versus timecurve initially shows two peaks the first for compactionof the blend and the second when the blend has gelledAfter this the torque falls and levels out to a steadyvalue The subsequent increase in torque arises due todegradation of the melt In this study three values werederived from the torquendashtime curves the time to thegelation peak the equilibrium torque and the lsquostabilitytimersquo the interval between the time to the gelation peakand the onset of degradation
Products
Thermal stability of products was assessed quantita-tively from colour changes arising from oven heating ofproducts at 190uC over a range of regular time intervalsGelation was determined using a TA Instruments 2010
Table 1 Properties of hydrotalcites7ndash10
Grade Alcamizer P93 Sorbacid 911Supplier Kisuma Chemicals Sud-ChemieAppearance White powder White powderChemical nature Hydrated magnesium zinc
aluminium hydroxycarbonateHydrated magnesiumaluminium hydroxycarbonate
Particles 5 mm None NoneParticles 1 mm 82 50Average particle size mm 07 Not specified
Table 2 PVC formulations for compression moulding
Component Suppliergrade phr phr phr phr
PVC resin INEOS ChlorVinyls EVIPOL SH6830 1000 1000 1000 1000Hydrotalcites As Table 1 5 0ndash10 0ndash5 0ndash5CaZn stabiliser Chemson PWX15840 (one pack) 45OBS Chemson PWX15861 4Tin stabiliser Akcros BTS71 2
Barrel zone 1 Barrel zone 2 Adaptor Die180uC 190uC 190uC 200uC
Hitt et al Melt compounding of rigid PVC formulations with hydrotalcites
446 Plastics Rubber and Composites 2008 VOL 37 NO 910
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
differential scanning calorimeter where samples of15 mg were heated from ambient temperature to 240uCunder a controlled rate of 20uC min21 Reflectancemode X-ray diffraction patterns over the range of 2h55to 50u were obtained using a Bruker D8 X-raydiffractometer with a Cu Ka source Images of sectionsthrough samples were taken with a JEOL 2000FX TEMat 200 kV
Mechanical propertiesTensile testing
For both compression moulded and extruded products atemplate was used to cut dumbbell shaped tensiletestpieces with overall dimensions of 1006125 mmwith a waisted section of 30 mm gauge length by 44 mmwidth Tests were carried out at 10 mm min21 on aHounsfield tensometer fitted with 1 kN load cell formoulded samples and 10 kN for extruded products Fora given product at least six samples were tested
Impact testing of mouldings
A Rosand instrumented falling weight impact tester wasused to test the compression mouldings A 10 mmdiameter hemispherical tipped striker attached to a10 kg mass was dropped from a height of 1 m giving animpact velocity of 44 m s21 and impact energy of 98 JFrom the load deflection curve three properties werederived peak force peak energy and failure energy(peak energy plus energy required for striker tocompletely penetrate the sample) Six samples of a givenproduct were tested
Impact testing of extrudates
For extruded products Charpy samples (type A withnotch tip radius of 025 mm) were prepared inaccordance with BS ENO 179-12001 These were testedusing a RAY-RAN universal pendulum impact testerfitted with a standard hammer that struck samples at
38 m s21 with an energy of 75 J For each extrudatebatches of 10 or 15 samples were prepared
Results and discussionIn the data tables of mechanical properties presented inthis section calculated average values are given withstandard deviations in brackets Also the results onOBS formulations in Tables 4ndash6 and in Fig 1 weredrawn from work by Algahtani11 Measurementsobtained by differential scanning calorimetry (DSC)will not be included in the results here However anumber of comments on the data are includedDifferential scanning calorimetry showed that the levelof gelation in compression moulded samples was goodwith the enthalpy of the melt endotherm beingconsistent across the range of stabiliser types typically4ndash5 J g21 It also confirmed that the actual compressionmoulding temperature was close to 195uC Differentialscanning calorimetry analysis of the extrudates was alsoreasonably consistent (melt enthalpies of 35ndash45 J g21)and showed the processing temperature to be 194ndash196uC The derivation of enthalpy associated with meltendotherm and processing temperature from DSCcurves is well established12ndash14
At this point it is appropriate to make someobservations upon the two formulations of PVC plus5 phr of each hydrotalcite When the hydrotalcite onlyblends were milled the banded sheet initially appeared tobe clear However as milling continued the sheet turnedpink which darkened to red by the end of the millmixing regime Compression moulding of the milledproducts generated sheets that were very dark red incolour This sequence of colour changes can be seen tosome extent and almost identically in the respectivethermal stability charts of Lin et al3 and ofKalouskova4 Colour change is one of the most
Table 3 Formulations for extrusion
phr phr phr phr phr phr phr phr phr phr
PVC resin 1000 1000 1000 1000 1000 1000 1000 1000 1000 1000CaZn stabiliser 45 45 45 45 45 45 45 45 45 45Processing aid 10 10 10 10 10 10 10 10 10 10Titanium dioxide 40 40 40 40 40 40 40 40 40 40Impact modifier 70 70 70 70 40 70 70 70Alcamizer P93 20 50 100 50 50Sorbacid 911 20 50 100IDENTIFIER CORE REF 2A7M 5A7M 10A7M 5A0M 5A4M 2S7M 5S7M 10S7M
Table 4 Torque rheometry data for lsquocompression mouldingrsquo formulations
Hydrotalcitephr
Time to gelationpeak min
EquilibriumtorqueNm
Stability timemin
Time togelationpeak min
Equilibriumtorque Nm
Stabilitytime min
Alcamizer P93 Sorbacid 9115 22 185 37 22 187 36
TinzAlcamizer P93 TinzSorbacid 9110 10 137 66 10 137 665 16 165 38 12 155 73
CaZnzAlcamizer P93 CaZnzSorbacid 9110 28 151 46 28 151 462 28 142 105 22 144 1265 18 141 130 16 141 132
OBSzAlcamizer P93 OBSzSorbacid 9110 18 154 81 18 154 812 20 149 112 15 151 1075 18 152 115 20 155 112
Hitt et al Melt compounding of rigid PVC formulations with hydrotalcites
Plastics Rubber and Composites 2008 VOL 37 NO 910 447
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
apparent indicators of degradation of PVC and thesequence is often seen as yellow to reddish brown andultimately to black In some studies this progression incolour has been attributed to the formation of stronglycoloured carbonium salts15 However it is morecommonly attributed to the conjugated double bondsthat arise from dehydrochlorination where polyene
sequences of just seven conjugated double bonds cancause PVC to change colour and sequences of up to 30have been found in the course of the process15 Thus itappears in the presence of hydrotalcites only particularpolyene sequences are generated during degradation thatgive rise to the observed colour changes It should alsobe noted that the extent of degradation to cause colour
Table 6 Instrumented falling weight impact tester data for compression moulded samples
Hydrotalcitephr
Peak forceN mm21
Peak energyJ mm21
Failure energyJ mm21
Peak forceNm m21
Peak energyJ mm21
Failure energyJ mm21
TinzAlcamizer P93 TinzSorbacid 9110 D 1363 (39) 719 (053) 1180 (049) D 1363 (39) 719 (053) 1180 (049)5 D 1363 (27) 728 (032) 1203 (040) D 1366 (16) 740 (015) 1214 (013)
CaZnzAlcamizer P93 CaZnzSorbacid 9110 D 1363 (32) 698 (030) 1130 (032) D 1363 (32) 698 (030) 1130 (032)5 M 1321 (24) 670 (072) 1041 (093) M 1318 (21) 698 (053) 1073 (083)10 B 1254 (183) 620 (172) 931 (220) B 1292 (33) 657 (096) 982 (100)
OBSzAlcamizer P93 OBSzSorbacid 9110 D 1430 (25) 740 (017) 1150 (021) D 1430 (25) 740 (017) 1150 (021)2 D 1446 (44) 730 (081) 1100 (061) D 1432 (18) 740 (028) 1110 (028)5 D 1403 (33) 740 (018) 1070 (018) M 1428 (37) 730 (059) 1060 (052)
Letters in peak force boxes denote mode of failure D ndash all failures were ductile (sample punctured) B ndash all failures were brittle (sampleshattered) and M ndash mixture of D and B
Table 5 Tensile properties of compression mouldings
Hydrotalcitephr
Yield strengthMPa
Strengthat break MPa
Elongationat break
Yield strengthMPa
Strengthat break MPa
Elongationat break
Alcamizer P93 Sorbacid 9115 516 (02) 520 (15) 1540 (140) 518 (05) 510 (17) 1493 (101)
TinzAlcamizer P93 TinzSorbacid 9110 581 (19) 533 (50) 1630 (155) 581 (19) 533 (50) 1630 (155)5 565 (17) 548 (49) 1787 (199) 566 (20) 532 (35) 1658 (218)
CaZnzAlcamizer P93 CaZnzSorbacid 9110 525 (10) 519 (30) 1526 (136) 525 (10) 519 (30) 1526 (136)2 525 (10) 537 (49) 1538 (273) 501 (11) 500 (25) 1430 (90)5 491 (13) 501 (34) 1549 (163) 487 (17) 503 (34) 1548 (149)10 470 (08) 511 (12) 1750 (56) 465 (08) 487 (30) 1564 (212)
OBSzAlcamizer P93 OBSzSorbacid 9110 511 (32) 530 (53) 1700 (197) 511 (32) 530 (53) 1700 (197)2 505 (13) 557 (21) 1810 (107) 510 (10) 533 (30) 1647 (130)5 488 (04) 546 (24) 1833 (113) 488 (06) 464 (74) 1240 (533)
1 Effect on dynamic stability of adding 2 phr of hydrotalcite
Hitt et al Melt compounding of rigid PVC formulations with hydrotalcites
448 Plastics Rubber and Composites 2008 VOL 37 NO 910
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
change is very low a loss of mass of just 01 fromPVC by dehydrochlorination is enough16
Torque rheometry and dynamic stabilityIn Table 4 hydrotalcites in combination with the tinstabiliser appear to have a mixed effect stability time issignificantly reduced with Alcamizer but improved withSorbacid In fact the stability time for tin withAlcamizer is little different from the Alcamizer onlyformulation This might be related to the increasedtorque on adding the Alcamizer to the tin stabilisedformulation however adding Sorbacid to the tinstabilised formulation also increases torque but stillimproved stability time For the CaZn stabiliser adding2 phr of hydrotalcite greatly increases stability timewhich is further increased at 5 phr of the additiveSimilar trends but less pronounced are found onadding hydrotalcite to the OBS formulation
Figure 1 shows the effect of adding 2 phr of hydro-talcite to CaZn and OBS formulations The curvesillustrate how hydrotalcites do not significantly affectequilibrium torque or change the temperature reachedby the mix
Thermal (oven) stabilityAn oven stability chart is shown in Fig 2 for sets ofsamples cut from compression mouldings of threeformulations tin stabilised and similar tin stabilisedplus 5 phr Alcamizer or Sorbacid The chart shows thatin terms of stability the formulations can be rankedtinzSorbacid tin only tinzAlcamizer This is in
complete agreement with the torque rheometer dataAnother significant feature is the sequence of coloursobserved For tin only the sequence is clear to yellow toblack With the hydrotalcites this sequence is punctuatedby the appearance of orange and dark red colouredsamples at 30 and 40 min respectively with theAlcamizer and by orange coloured samples at 50 minwith the Sorbacid
Oven stability tests for hydrotalcites in combinationwith the CaZn stabiliser and the OBS also agreed withthe dynamic stability results In both cases the time atwhich the samples ultimately went black was substan-tially delayed by adding hydrotalcites In terms of timeto initial colour change the OBS only formulationchanged well before the formulations of OBS withhydrotalcites However with CaZn the first formula-tions to show colour change were those with 5 phrhydrotalcite while the three formulations of CaZnalone and of CaZn with 2 phr of the hydrotalcites allseemingly began to discolour at about the same timeFigure 2 illustrates this for 2 and 5 phr additions ofAlcamizer Thus 2 phr of hydrotalcite in combinationwith CaZn offers both greatly improved dynamicstability and oven stability but increasing the additivelevel to 5 phr has additional benefit in terms of dynamicstability but seemingly reduces oven stabilityEvaluation of the oven aged samples of CaZn and ofCaZn plus 5 phr hydrotalcite by Raman spectroscopyconfirmed that unsaturation of PVC chains increased inthe presence of hydrotalcite17
2 Oven stability chart for PVC formulations
Hitt et al Melt compounding of rigid PVC formulations with hydrotalcites
Plastics Rubber and Composites 2008 VOL 37 NO 910 449
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Mechanical properties of compression mouldedsamplesTensile properties
Table 5 shows that very good tensile properties areobtained for all formulations tested even the highlydiscoloured red compression mouldings of PVC plushydrotalcite alone From the table it is clear that addinghydrotalcites reduces yield strength but not greatly at5 phr it is down by 26 with tin by 7 with CaZnand by 45 with OBS Also Alcamizer appears to haveno detrimental effect upon properties at break while5 phr of Sorbacid does significantly lower the breakvalues when combined with OBS A slight reduction ofyield strength if accompanied by increased elongationor ductility is a desirable response that may havepotential for impact modification andor toughnessenhancement
Impact properties
These are presented in Table 6 for various formulationsThe results correlate with the tensile properties in thatvery good impact properties (especially those of peakforce and peak energy) are seen across the table Itappears that adding 5 phr of hydrotalcite has little effecton values of peak force and peak energy but does reducefailure energy where sample batches displayed a mix ofductile and brittle failures (denoted by lsquoMrsquo in Table 6)For OBS in particular with 5 phr Alcamizer impactproperties are very good as all samples failed in aductile manner whereas with 5 phr Sorbacid a mix ofductile and brittle failures occurred which resulted in a
reduction in failure energy which correlates with therelative low tensile properties at break seen in Table 5
Overall adding hydrotalcites up to 5 phr does notappear to have any detrimental effect on the mechanicalperformance of compression moulded PVC The evi-dence for CaZn plus 10 phr of hydrotalcite is that thislevel of addition is too high as some significant loss ofboth tensile strength and impact strength occurs
Mechanical properties of extrudatesProperties of the extrudates are given in Table 7 Forease of comparison the data have been divided intothree sets and the results for two formulations lsquoREFrsquo(no hydrotalcite and 7 phr impact modifier) and lsquo5A7Mrsquo (5 phr Alcamizer and 7 phr impact modifier)appear twice Table 7 shows that tensile properties areconsistently good for all formulations while notchedCharpy impact strengths show substantial variations
Tensile properties
Sets 1 and 3 show that adding hydrotalcite up to 10 phrhas little influence on yield strength while properties atbreak show some slight variations but with no realpattern In Set 2 it is very apparent that an initialaddition of Alcamizer at 5 phr followed by increasingthe impact modifier content reduces yield strength andit is only with the lsquo5A7Mrsquo formulation that strength atbreak is affected
Notched Charpy impact strength
Figure 3 illustrates the appearance of samples afterimpact testing and in Table 7 the number of breaks and
Table 7 Tensile properties and notched Charpy impact strength of extrudates
Identifier
Tensile Notched Charpy impact
Yield strengthMPa
Strengthat breakMPa
Elongationat break
No ofbreaks
Noofnon-breaks
lsquoEnergy absorbedrsquokJ m22
Set 1REF 438 (05) 423 (40) 1123 (321) 13 1 387 (278)2A7M 440 (14) 486 (29) 1593 (197) 2 12 1242 (274)5A7M 439 (06) 430 (41) 1395 (262) 0 15 1392 (97)10A7M 441 (21) 451 (33) 1378 (109) 0 15 1257 (160)Set 2CORE 513 (07) 528 (36) 1295 (181) 10 0 77 (27)5A0M 499 (04) 519 (34) 1391 (211) 10 0 137 (42)5A4M 464 (06) 530 (32) 1658 (139) 10 0 426 (250)5A7M 439 (06) 430 (41) 1395 (262) 0 15 1392 (97)Set 3REF 438 (05) 423 (40) 1123 (321) 13 1 387 (278)2S7M 440 (06) 413 (48) 863 (359) 3 7 633 (484)5S7M 431 (08) 452 (56) 1305 (426) 0 10 1465 (100)10S7M 412 (07) 403 (36) 1045 (316) 0 10 1220 (131)
3 Notched Charpy sample with two examples of breaks and lsquonon-breaksrsquo
Hitt et al Melt compounding of rigid PVC formulations with hydrotalcites
450 Plastics Rubber and Composites 2008 VOL 37 NO 910
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
non-breaks is shown for each formulation To compareimpact strength average values of lsquoenergy absorbedrsquohave been calculated for each formulation whether theformulation gave 100 breaks 100 non-breaks or amixture of the two types of failure mode Sets 1 and 3show substantial increases in impact strength on adding2 and 5 phr of hydrotalcite A further increase to 10 phrof hydrotalcite reduces the enhancement in impactperformance In Set 2 adding 5 phr of Alcamizer onlyto the core formulation does improve impact strengthhowever only to a level that can be consideredinsignificant when compared to the reference formula-tion (Set 1) The introduction of impact modifier in Set 2at 4 phr gives an impact strength comparable to thereference formulation and at 7 phr a substantial increasein impact strength is found
Overall very good tensile properties are found withall extrudates In terms of impact performance addinghydrotalcites in combination with an impact modifiercan greatly improve notched impact strength It wouldappear that this benefit can be accrued with 2 phr ofAlcamizer and maybe 3 phr of Sorbacid
Characterisation of extrudatesX-ray diffraction patterns are shown in Fig 4 The toppattern5 is that of Alcamizer alone with its intensity
scaled down considerably to enable this pattern to becompared with those from extrudates1ndash4 In the figureit is very evident that as the Alcamizer contentof extrudate is increased the main reflections of thehydrotalcite at 2h51165 and 2342u increase accord-ingly There are two other points to note First thelowest pattern1 the reference formulation with no addedhydrotalcite has a small peak at 2h51165ushowing thatsome form of hydrotalcite is one of the components ofthe CaZn stabiliser one pack Second the reflection closeto 2h5275u arises from the titanium dioxide
Transmission electron microscopy images obtainedfrom sections through the same set of extrudatesdisplayed in Fig 4 are shown in Fig 5 (where thehydrotalcite particles have an elongated shape andtitanium dioxide particles appear more circular as inthe REF image in Fig 5) The images confirm that thehydrotalcite especially the fine particles are welldispersed It is this feature that produces the significantenhancement in impact strength
ConclusionHydrotalcites are very effective costabilisers for PVCThe evidence presented here on compression mouldedsamples suggest that in combination with CaZn and
4 X-ray diffraction patterns for extrudates with different additions of Alcamizer
5 Transmission electron microscopy images of extrudates with different additions of Alcamizer white bars equal 100 nm
(from left to right REF 2A7M 5A7M and 10A7M)
Hitt et al Melt compounding of rigid PVC formulations with hydrotalcites
Plastics Rubber and Composites 2008 VOL 37 NO 910 451
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
OBS as primary stabilisers additive levels y2 phrwould be optimal This level of addition has nodetrimental effect upon mechanical performance It isclear that in CaZn stabilised extrusion formulationshydrotalcites (at 2ndash3 phr) act as reinforcing particles aslong as an impact modifier is present
To follow on from these findings research objectivesare to
(i) reevaluate the tin stabiliser but with hydrotalcitesat 1 and 2 phr
(ii) assess the performance of extrudates costabilisedwith OBS and hydrotalcites (1 2 and 5 phr)
(iii) further investigate the early stages of degrada-tion of PVC formulations containing hydrotal-cite by Raman spectroscopy
It is also recognised that potential exists to furtherexploit the enhanced stability and mechanical propertiesoffered by hydrotalcites by reducing particle size Workon the synthesis of such hydrotalcites is currently inprogress at IPTME
Acknowledgements
The authors acknowledge the support from EPSRC(grant no EPD0253541) and greatly appreciate theconstructive contributions from members of boththe VinylSUM Research Group (at IPTME) and theVinylSUM Network Particular thanks go to the namedcompanies that supplied polymers and additives
This paper is based on a contribution to PVC2008the tenth International PVC Conference organised by
the Polymer Society of the Institute of MaterialsMineral and Mining in Brighton UK on 22ndash24 April2008
References1 L van der Ven M L M van Gemert L F Batenburg J J Keern
L H Gielgens T P M Koster and H R Fischer Appl Clay Sci
2000 17 25ndash34
2 Y Lin D Li D G Evans and X Duan Polym Degrad Stab
2005 88 286ndash293
3 Y Lin J Wang D G Evans and D Li J Phys Chem Solids
2006 67 998ndash1001
4 R Kalouskova M Novotna and Z Vymazal Polym Degrad
Stab 2004 85 903ndash909
5 X Wang Polym Mater Sci Eng 2004 91 738ndash739
6 X Wang and Q Zhang Polym Int 2004 53 698ndash707
7 Available at httpwwwkisumacom
8 Available at httpwwwsud-chemiecom
9 Alcamizer P93 lsquoMaterial Safety Data Sheetrsquo 2004
10 Sorbacid 911 lsquoMaterial Safety Data Sheetrsquo 2004
11 M A Algahtani lsquoThe effect of hydrotalcite mineral filler on
properties and stability of rigid PVCrsquo MSc Project Report
Loughborough University Leicestershire UK 2007
12 M Gilbert and J C Vyvoda Polymer 1981 22 1134ndash1136
13 M Gilbert Plast Rubber Int 1985 10 16ndash19
14 L-A Fillot C Gauthier and P Hajji Proc 9th IOM Int PVC
Conf Brighton UK April 2005 IOM 425ndash437
15 W V Titow lsquoPVC technologyrsquo 4th edn Chap 9 1984 London
Elsevier Applied Science Publishers
16 H I Gokcel D Balkose and U Kokturk Eur Polym J 1999 35
1501ndash1508
17 A Al-Dossary lsquoUse of UV and Raman spectroscopies to evaluate
degradation in PVCrsquo MSc Project Report Loughborough
University Leicestershire UK 2007
Hitt et al Melt compounding of rigid PVC formulations with hydrotalcites
452 Plastics Rubber and Composites 2008 VOL 37 NO 910

Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Melt compounding of rigid PVC formulationswith hydrotalcites
D J Hitt B Haworth N L Thomas and M A Algahtani
Hydrotalcites compounds of magnesiumndashaluminiumndashhydroxycarbonate are promoted as
environmentally safe materials for costabilisation of PVC products Commercial grades of
hydrotalcites have been added to rigid PVC formulations containing a range of different stabiliser
types to evaluate their contribution to heat stability and their effect on mechanical properties
Hydrotalcites are confirmed to be effective costabilisers for rigid PVC static thermal stability
(through oven testing) and dynamic thermal stability (via torque rheometry) of PVC compounds
are modified by their presence The extent of change is determined by the primary stabiliser type
and the grade of the hydrotalcite Detailed analysis of mechanical properties has been carried out
on compression moulded samples and on extruded compounds With the former no significant
change in tensile or impact performance was observed for hydrotalcite levels up to 5 phr Charpy
impact data on extruded PVC have shown significant increase in performance of compounds
containing an acrylate modifier when hydrotalcites are used
Keywords PVC Hydrotalcite Processing Thermal stability Mechanical properties
Introduction and objectivesOver recent years attention has been paid to the use ofsynthetic hydrotalcites as stabilisers for PVCHydrotalcites are forms of hydrated magnesiumndashaluminiumndashhydroxycarbonates a typical formula isMg6Al2(OH)16CO34H2O The structure consists oflayers of magnesium hydroxide and aluminium hydro-xide with anionic interlayers comprising the carbonatesand the bound water The carbonate can be substitutedwith other anions such as sulphates and nitrates toform other hydrotalcite like layered double hydroxides(LDHs) It is the capacity of hydrotalcites for anionicexchange that makes the materials highly suited to thetask of stabilising PVC Papers on the use of hydro-talcites alone and in combination with CaZn lead andtin stabilisers are now reviewed
van der Ven et al1 evaluated the stability of PVC witha range of hydrotalcite like materials of the generalformula of Mg3ZnAl2(OH)12AnH2O with differentanions (A) They concluded that the stabilisation offeredby hydrotalcites relates to the capacity of the materialsto react with HCl formed during the degradation ofPVC through a two step process first the interlayeranions react with HCl and second the hydroxide layersare lost as these react with HCl to form metal chlorides
Lin et al2 drew the same conclusion as van der Venet al1 regarding the mechanism of stabilisation ofPVC after testing compression moulded compositesof calcium stearatezinc stearate stabilised PVCndashP with
nanoparticles of hydrotalcite like MgndashAlndashCO3 LDHsThey also reported that materials with a MgAl ratio of2 gave maximum enhancement of thermal stability andthe optimum addition level appeared to be 2 phr In asubsequent paper by Lin et al3 modification of a MgndashZnndashAlndashCO3 hydrotalcite by reaction with maleic acidproduced a MgndashZnndashAlndashmaleate LDH with increasedspacing between the hydroxide layers PVCndashP compo-sites containing this intercalated structure also hadgreatly improved stability but to a much lesser extentthan the MgndashAlndashCO3 LDH
The stabilisation of PVC by lead stearate in combina-tion with hydrotalcite (Alcamizer 1) has been studied byKalouskova et al4 A range of PVC foils produced at180uC were assessed by colour change at 180uC (oventest) As expected increasing the lead stearate content to3 phr progressively improved the thermal stability of thePVC while a stabiliser combination of 075 phr of thestearate plus 2 phr of the Alcamizer (ie a costabilisersystem) performed even better However perhaps themost interesting result was the colour change compar-ison of the PVC without any stabiliser (initially red) andthe PVC with 2 phr of the hydrotalcite (initially clearpink) The former darkened to reddishblack over65 min while the latter did the same over 70 min viaa pink to orange to red sequence This evidence showedthe hydrotalcite only acts as a HCl acceptor and doesnot prevent (dis)colouration of the polymer
Stabilisation of PVC by untreated and surface treatedhydrotalcites in combination with organotin and leadstabilisers has also been reported Evidence gatheredfrom thermogravimetric analysis and ultraviolet spectrabut primarily from Congo red tests56 showed thestability of PVC was substantially improved by a
IPTME Loughborough University Loughborough LE11 3TU UK
Corresponding author email djhittlboroacuk
2008 Institute of Materials Minerals and MiningPublished by Maney on behalf of the InstituteReceived 14 March 2008 accepted 28 May 2008DOI 101179174328908X362890 Plastics Rubber and Composites 2008 VOL 37 NO 910 445
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
combination of titanate treated hydrotalcite and tinstabiliser It appeared that the optimum addition levelfor the hydrotalcite was 5 by weight Injectionmoulding was used to produce notched Izod and tensiletest pieces from compounds of PVC plus hydrotalcite6
Izod impact strength tensile strength and elongation atbreak all declined as the hydrotalcite content wasincreased to 10
In some cases in the literature researchers have usedhydrotalcites synthesised in their own laboratoriesHowever for the work presented here two commercialgrades of hydrotalcites have been obtained AlcamizerP93 from Kisuma Chemicals7 and Sorbacid 911 fromSud-Chemie8 The materials are promoted as environ-mentally safe costabilisers for PVC which contribute toexcellent thermal stability have excellent dispersabilityand are well suited to transparent applications
In this study hydrotalcites have been processed viatwo routes after dry blending of rigid PVC formulationsmill mixing followed by compression moulding and byextrusion In both cases processing conditions have beenemployed with the objective of generating products withlevels of gelation associated with good mechanicalstrength (Rather than minimise thermal history thatmight exaggerate thermal stability) As the commercialgrades are considered to be ultrafine majority ofparticles smaller than 1 mm effective dispersion of theparticles ought to produce good mechanical strength intandem with the anticipated enhancement of bothdynamic and thermal stability
Experimental
Materials and processing conditionsHydrotalcites
Table 1 gives details of the two grades of hydrotalciteused in this work
Sample preparation by compressing moulding
The hydrotalcites were added to PVC formulationscontaining tin and CaZn stabilisers and an organicbased stabiliser (OBS) The formulations (Table 2) wereblended at 3500 rev min21 (to a discharge temperatureof 120uC) using a Henschel FML 10 laboratory scalehigh speed mixer Dry blends were mixed further on atwo roll mill at 155uC for tin stabilised and hydrotalcite
only formulations and at 165uC for CaZn and OBSformulations Compression moulded sheets of nomin-ally 1 or 15 mm thickness were produced from themilled sheets at 195uC
Preparation of extrudates
The core content of all formulations comprised PVC(INEOS ChlorVinyls K68) stabiliser (ChemsonPWX15840) processing aid (Rohm and Haas ParaloidK120N) and titanium dioxide (Kronos 2220) An impactmodifier (Rohm and Haas KM 355) and the hydro-talcites were added to the lsquocorersquo formulation as listed inTable 3 where each formulation has been assigned anidentifier All formulations were dry blended as statedearlier Blends were processed using a Krauss MaffeiKMD 2ndash25KK laboratory twin screw extruder fittedwith a slot die (dimensions of the slot were 3065 mm)The screw speed and screw temperature were respec-tively 20 rev min21 and 165uC and the followingtemperature profile was employed
Thermal stability and characterisationDry blends
The dynamic stability of dry blends was evaluated usinga Haake Rheocord 90 The chamber was set at 190uCthe rotor speed was 60 rev min21 and the batch weight60 g After loading the chamber the torque versus timecurve initially shows two peaks the first for compactionof the blend and the second when the blend has gelledAfter this the torque falls and levels out to a steadyvalue The subsequent increase in torque arises due todegradation of the melt In this study three values werederived from the torquendashtime curves the time to thegelation peak the equilibrium torque and the lsquostabilitytimersquo the interval between the time to the gelation peakand the onset of degradation
Products
Thermal stability of products was assessed quantita-tively from colour changes arising from oven heating ofproducts at 190uC over a range of regular time intervalsGelation was determined using a TA Instruments 2010
Table 1 Properties of hydrotalcites7ndash10
Grade Alcamizer P93 Sorbacid 911Supplier Kisuma Chemicals Sud-ChemieAppearance White powder White powderChemical nature Hydrated magnesium zinc
aluminium hydroxycarbonateHydrated magnesiumaluminium hydroxycarbonate
Particles 5 mm None NoneParticles 1 mm 82 50Average particle size mm 07 Not specified
Table 2 PVC formulations for compression moulding
Component Suppliergrade phr phr phr phr
PVC resin INEOS ChlorVinyls EVIPOL SH6830 1000 1000 1000 1000Hydrotalcites As Table 1 5 0ndash10 0ndash5 0ndash5CaZn stabiliser Chemson PWX15840 (one pack) 45OBS Chemson PWX15861 4Tin stabiliser Akcros BTS71 2
Barrel zone 1 Barrel zone 2 Adaptor Die180uC 190uC 190uC 200uC
Hitt et al Melt compounding of rigid PVC formulations with hydrotalcites
446 Plastics Rubber and Composites 2008 VOL 37 NO 910
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
differential scanning calorimeter where samples of15 mg were heated from ambient temperature to 240uCunder a controlled rate of 20uC min21 Reflectancemode X-ray diffraction patterns over the range of 2h55to 50u were obtained using a Bruker D8 X-raydiffractometer with a Cu Ka source Images of sectionsthrough samples were taken with a JEOL 2000FX TEMat 200 kV
Mechanical propertiesTensile testing
For both compression moulded and extruded products atemplate was used to cut dumbbell shaped tensiletestpieces with overall dimensions of 1006125 mmwith a waisted section of 30 mm gauge length by 44 mmwidth Tests were carried out at 10 mm min21 on aHounsfield tensometer fitted with 1 kN load cell formoulded samples and 10 kN for extruded products Fora given product at least six samples were tested
Impact testing of mouldings
A Rosand instrumented falling weight impact tester wasused to test the compression mouldings A 10 mmdiameter hemispherical tipped striker attached to a10 kg mass was dropped from a height of 1 m giving animpact velocity of 44 m s21 and impact energy of 98 JFrom the load deflection curve three properties werederived peak force peak energy and failure energy(peak energy plus energy required for striker tocompletely penetrate the sample) Six samples of a givenproduct were tested
Impact testing of extrudates
For extruded products Charpy samples (type A withnotch tip radius of 025 mm) were prepared inaccordance with BS ENO 179-12001 These were testedusing a RAY-RAN universal pendulum impact testerfitted with a standard hammer that struck samples at
38 m s21 with an energy of 75 J For each extrudatebatches of 10 or 15 samples were prepared
Results and discussionIn the data tables of mechanical properties presented inthis section calculated average values are given withstandard deviations in brackets Also the results onOBS formulations in Tables 4ndash6 and in Fig 1 weredrawn from work by Algahtani11 Measurementsobtained by differential scanning calorimetry (DSC)will not be included in the results here However anumber of comments on the data are includedDifferential scanning calorimetry showed that the levelof gelation in compression moulded samples was goodwith the enthalpy of the melt endotherm beingconsistent across the range of stabiliser types typically4ndash5 J g21 It also confirmed that the actual compressionmoulding temperature was close to 195uC Differentialscanning calorimetry analysis of the extrudates was alsoreasonably consistent (melt enthalpies of 35ndash45 J g21)and showed the processing temperature to be 194ndash196uC The derivation of enthalpy associated with meltendotherm and processing temperature from DSCcurves is well established12ndash14
At this point it is appropriate to make someobservations upon the two formulations of PVC plus5 phr of each hydrotalcite When the hydrotalcite onlyblends were milled the banded sheet initially appeared tobe clear However as milling continued the sheet turnedpink which darkened to red by the end of the millmixing regime Compression moulding of the milledproducts generated sheets that were very dark red incolour This sequence of colour changes can be seen tosome extent and almost identically in the respectivethermal stability charts of Lin et al3 and ofKalouskova4 Colour change is one of the most
Table 3 Formulations for extrusion
phr phr phr phr phr phr phr phr phr phr
PVC resin 1000 1000 1000 1000 1000 1000 1000 1000 1000 1000CaZn stabiliser 45 45 45 45 45 45 45 45 45 45Processing aid 10 10 10 10 10 10 10 10 10 10Titanium dioxide 40 40 40 40 40 40 40 40 40 40Impact modifier 70 70 70 70 40 70 70 70Alcamizer P93 20 50 100 50 50Sorbacid 911 20 50 100IDENTIFIER CORE REF 2A7M 5A7M 10A7M 5A0M 5A4M 2S7M 5S7M 10S7M
Table 4 Torque rheometry data for lsquocompression mouldingrsquo formulations
Hydrotalcitephr
Time to gelationpeak min
EquilibriumtorqueNm
Stability timemin
Time togelationpeak min
Equilibriumtorque Nm
Stabilitytime min
Alcamizer P93 Sorbacid 9115 22 185 37 22 187 36
TinzAlcamizer P93 TinzSorbacid 9110 10 137 66 10 137 665 16 165 38 12 155 73
CaZnzAlcamizer P93 CaZnzSorbacid 9110 28 151 46 28 151 462 28 142 105 22 144 1265 18 141 130 16 141 132
OBSzAlcamizer P93 OBSzSorbacid 9110 18 154 81 18 154 812 20 149 112 15 151 1075 18 152 115 20 155 112
Hitt et al Melt compounding of rigid PVC formulations with hydrotalcites
Plastics Rubber and Composites 2008 VOL 37 NO 910 447
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
apparent indicators of degradation of PVC and thesequence is often seen as yellow to reddish brown andultimately to black In some studies this progression incolour has been attributed to the formation of stronglycoloured carbonium salts15 However it is morecommonly attributed to the conjugated double bondsthat arise from dehydrochlorination where polyene
sequences of just seven conjugated double bonds cancause PVC to change colour and sequences of up to 30have been found in the course of the process15 Thus itappears in the presence of hydrotalcites only particularpolyene sequences are generated during degradation thatgive rise to the observed colour changes It should alsobe noted that the extent of degradation to cause colour
Table 6 Instrumented falling weight impact tester data for compression moulded samples
Hydrotalcitephr
Peak forceN mm21
Peak energyJ mm21
Failure energyJ mm21
Peak forceNm m21
Peak energyJ mm21
Failure energyJ mm21
TinzAlcamizer P93 TinzSorbacid 9110 D 1363 (39) 719 (053) 1180 (049) D 1363 (39) 719 (053) 1180 (049)5 D 1363 (27) 728 (032) 1203 (040) D 1366 (16) 740 (015) 1214 (013)
CaZnzAlcamizer P93 CaZnzSorbacid 9110 D 1363 (32) 698 (030) 1130 (032) D 1363 (32) 698 (030) 1130 (032)5 M 1321 (24) 670 (072) 1041 (093) M 1318 (21) 698 (053) 1073 (083)10 B 1254 (183) 620 (172) 931 (220) B 1292 (33) 657 (096) 982 (100)
OBSzAlcamizer P93 OBSzSorbacid 9110 D 1430 (25) 740 (017) 1150 (021) D 1430 (25) 740 (017) 1150 (021)2 D 1446 (44) 730 (081) 1100 (061) D 1432 (18) 740 (028) 1110 (028)5 D 1403 (33) 740 (018) 1070 (018) M 1428 (37) 730 (059) 1060 (052)
Letters in peak force boxes denote mode of failure D ndash all failures were ductile (sample punctured) B ndash all failures were brittle (sampleshattered) and M ndash mixture of D and B
Table 5 Tensile properties of compression mouldings
Hydrotalcitephr
Yield strengthMPa
Strengthat break MPa
Elongationat break
Yield strengthMPa
Strengthat break MPa
Elongationat break
Alcamizer P93 Sorbacid 9115 516 (02) 520 (15) 1540 (140) 518 (05) 510 (17) 1493 (101)
TinzAlcamizer P93 TinzSorbacid 9110 581 (19) 533 (50) 1630 (155) 581 (19) 533 (50) 1630 (155)5 565 (17) 548 (49) 1787 (199) 566 (20) 532 (35) 1658 (218)
CaZnzAlcamizer P93 CaZnzSorbacid 9110 525 (10) 519 (30) 1526 (136) 525 (10) 519 (30) 1526 (136)2 525 (10) 537 (49) 1538 (273) 501 (11) 500 (25) 1430 (90)5 491 (13) 501 (34) 1549 (163) 487 (17) 503 (34) 1548 (149)10 470 (08) 511 (12) 1750 (56) 465 (08) 487 (30) 1564 (212)
OBSzAlcamizer P93 OBSzSorbacid 9110 511 (32) 530 (53) 1700 (197) 511 (32) 530 (53) 1700 (197)2 505 (13) 557 (21) 1810 (107) 510 (10) 533 (30) 1647 (130)5 488 (04) 546 (24) 1833 (113) 488 (06) 464 (74) 1240 (533)
1 Effect on dynamic stability of adding 2 phr of hydrotalcite
Hitt et al Melt compounding of rigid PVC formulations with hydrotalcites
448 Plastics Rubber and Composites 2008 VOL 37 NO 910
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
change is very low a loss of mass of just 01 fromPVC by dehydrochlorination is enough16
Torque rheometry and dynamic stabilityIn Table 4 hydrotalcites in combination with the tinstabiliser appear to have a mixed effect stability time issignificantly reduced with Alcamizer but improved withSorbacid In fact the stability time for tin withAlcamizer is little different from the Alcamizer onlyformulation This might be related to the increasedtorque on adding the Alcamizer to the tin stabilisedformulation however adding Sorbacid to the tinstabilised formulation also increases torque but stillimproved stability time For the CaZn stabiliser adding2 phr of hydrotalcite greatly increases stability timewhich is further increased at 5 phr of the additiveSimilar trends but less pronounced are found onadding hydrotalcite to the OBS formulation
Figure 1 shows the effect of adding 2 phr of hydro-talcite to CaZn and OBS formulations The curvesillustrate how hydrotalcites do not significantly affectequilibrium torque or change the temperature reachedby the mix
Thermal (oven) stabilityAn oven stability chart is shown in Fig 2 for sets ofsamples cut from compression mouldings of threeformulations tin stabilised and similar tin stabilisedplus 5 phr Alcamizer or Sorbacid The chart shows thatin terms of stability the formulations can be rankedtinzSorbacid tin only tinzAlcamizer This is in
complete agreement with the torque rheometer dataAnother significant feature is the sequence of coloursobserved For tin only the sequence is clear to yellow toblack With the hydrotalcites this sequence is punctuatedby the appearance of orange and dark red colouredsamples at 30 and 40 min respectively with theAlcamizer and by orange coloured samples at 50 minwith the Sorbacid
Oven stability tests for hydrotalcites in combinationwith the CaZn stabiliser and the OBS also agreed withthe dynamic stability results In both cases the time atwhich the samples ultimately went black was substan-tially delayed by adding hydrotalcites In terms of timeto initial colour change the OBS only formulationchanged well before the formulations of OBS withhydrotalcites However with CaZn the first formula-tions to show colour change were those with 5 phrhydrotalcite while the three formulations of CaZnalone and of CaZn with 2 phr of the hydrotalcites allseemingly began to discolour at about the same timeFigure 2 illustrates this for 2 and 5 phr additions ofAlcamizer Thus 2 phr of hydrotalcite in combinationwith CaZn offers both greatly improved dynamicstability and oven stability but increasing the additivelevel to 5 phr has additional benefit in terms of dynamicstability but seemingly reduces oven stabilityEvaluation of the oven aged samples of CaZn and ofCaZn plus 5 phr hydrotalcite by Raman spectroscopyconfirmed that unsaturation of PVC chains increased inthe presence of hydrotalcite17
2 Oven stability chart for PVC formulations
Hitt et al Melt compounding of rigid PVC formulations with hydrotalcites
Plastics Rubber and Composites 2008 VOL 37 NO 910 449
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Mechanical properties of compression mouldedsamplesTensile properties
Table 5 shows that very good tensile properties areobtained for all formulations tested even the highlydiscoloured red compression mouldings of PVC plushydrotalcite alone From the table it is clear that addinghydrotalcites reduces yield strength but not greatly at5 phr it is down by 26 with tin by 7 with CaZnand by 45 with OBS Also Alcamizer appears to haveno detrimental effect upon properties at break while5 phr of Sorbacid does significantly lower the breakvalues when combined with OBS A slight reduction ofyield strength if accompanied by increased elongationor ductility is a desirable response that may havepotential for impact modification andor toughnessenhancement
Impact properties
These are presented in Table 6 for various formulationsThe results correlate with the tensile properties in thatvery good impact properties (especially those of peakforce and peak energy) are seen across the table Itappears that adding 5 phr of hydrotalcite has little effecton values of peak force and peak energy but does reducefailure energy where sample batches displayed a mix ofductile and brittle failures (denoted by lsquoMrsquo in Table 6)For OBS in particular with 5 phr Alcamizer impactproperties are very good as all samples failed in aductile manner whereas with 5 phr Sorbacid a mix ofductile and brittle failures occurred which resulted in a
reduction in failure energy which correlates with therelative low tensile properties at break seen in Table 5
Overall adding hydrotalcites up to 5 phr does notappear to have any detrimental effect on the mechanicalperformance of compression moulded PVC The evi-dence for CaZn plus 10 phr of hydrotalcite is that thislevel of addition is too high as some significant loss ofboth tensile strength and impact strength occurs
Mechanical properties of extrudatesProperties of the extrudates are given in Table 7 Forease of comparison the data have been divided intothree sets and the results for two formulations lsquoREFrsquo(no hydrotalcite and 7 phr impact modifier) and lsquo5A7Mrsquo (5 phr Alcamizer and 7 phr impact modifier)appear twice Table 7 shows that tensile properties areconsistently good for all formulations while notchedCharpy impact strengths show substantial variations
Tensile properties
Sets 1 and 3 show that adding hydrotalcite up to 10 phrhas little influence on yield strength while properties atbreak show some slight variations but with no realpattern In Set 2 it is very apparent that an initialaddition of Alcamizer at 5 phr followed by increasingthe impact modifier content reduces yield strength andit is only with the lsquo5A7Mrsquo formulation that strength atbreak is affected
Notched Charpy impact strength
Figure 3 illustrates the appearance of samples afterimpact testing and in Table 7 the number of breaks and
Table 7 Tensile properties and notched Charpy impact strength of extrudates
Identifier
Tensile Notched Charpy impact
Yield strengthMPa
Strengthat breakMPa
Elongationat break
No ofbreaks
Noofnon-breaks
lsquoEnergy absorbedrsquokJ m22
Set 1REF 438 (05) 423 (40) 1123 (321) 13 1 387 (278)2A7M 440 (14) 486 (29) 1593 (197) 2 12 1242 (274)5A7M 439 (06) 430 (41) 1395 (262) 0 15 1392 (97)10A7M 441 (21) 451 (33) 1378 (109) 0 15 1257 (160)Set 2CORE 513 (07) 528 (36) 1295 (181) 10 0 77 (27)5A0M 499 (04) 519 (34) 1391 (211) 10 0 137 (42)5A4M 464 (06) 530 (32) 1658 (139) 10 0 426 (250)5A7M 439 (06) 430 (41) 1395 (262) 0 15 1392 (97)Set 3REF 438 (05) 423 (40) 1123 (321) 13 1 387 (278)2S7M 440 (06) 413 (48) 863 (359) 3 7 633 (484)5S7M 431 (08) 452 (56) 1305 (426) 0 10 1465 (100)10S7M 412 (07) 403 (36) 1045 (316) 0 10 1220 (131)
3 Notched Charpy sample with two examples of breaks and lsquonon-breaksrsquo
Hitt et al Melt compounding of rigid PVC formulations with hydrotalcites
450 Plastics Rubber and Composites 2008 VOL 37 NO 910
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
non-breaks is shown for each formulation To compareimpact strength average values of lsquoenergy absorbedrsquohave been calculated for each formulation whether theformulation gave 100 breaks 100 non-breaks or amixture of the two types of failure mode Sets 1 and 3show substantial increases in impact strength on adding2 and 5 phr of hydrotalcite A further increase to 10 phrof hydrotalcite reduces the enhancement in impactperformance In Set 2 adding 5 phr of Alcamizer onlyto the core formulation does improve impact strengthhowever only to a level that can be consideredinsignificant when compared to the reference formula-tion (Set 1) The introduction of impact modifier in Set 2at 4 phr gives an impact strength comparable to thereference formulation and at 7 phr a substantial increasein impact strength is found
Overall very good tensile properties are found withall extrudates In terms of impact performance addinghydrotalcites in combination with an impact modifiercan greatly improve notched impact strength It wouldappear that this benefit can be accrued with 2 phr ofAlcamizer and maybe 3 phr of Sorbacid
Characterisation of extrudatesX-ray diffraction patterns are shown in Fig 4 The toppattern5 is that of Alcamizer alone with its intensity
scaled down considerably to enable this pattern to becompared with those from extrudates1ndash4 In the figureit is very evident that as the Alcamizer contentof extrudate is increased the main reflections of thehydrotalcite at 2h51165 and 2342u increase accord-ingly There are two other points to note First thelowest pattern1 the reference formulation with no addedhydrotalcite has a small peak at 2h51165ushowing thatsome form of hydrotalcite is one of the components ofthe CaZn stabiliser one pack Second the reflection closeto 2h5275u arises from the titanium dioxide
Transmission electron microscopy images obtainedfrom sections through the same set of extrudatesdisplayed in Fig 4 are shown in Fig 5 (where thehydrotalcite particles have an elongated shape andtitanium dioxide particles appear more circular as inthe REF image in Fig 5) The images confirm that thehydrotalcite especially the fine particles are welldispersed It is this feature that produces the significantenhancement in impact strength
ConclusionHydrotalcites are very effective costabilisers for PVCThe evidence presented here on compression mouldedsamples suggest that in combination with CaZn and
4 X-ray diffraction patterns for extrudates with different additions of Alcamizer
5 Transmission electron microscopy images of extrudates with different additions of Alcamizer white bars equal 100 nm
(from left to right REF 2A7M 5A7M and 10A7M)
Hitt et al Melt compounding of rigid PVC formulations with hydrotalcites
Plastics Rubber and Composites 2008 VOL 37 NO 910 451
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
OBS as primary stabilisers additive levels y2 phrwould be optimal This level of addition has nodetrimental effect upon mechanical performance It isclear that in CaZn stabilised extrusion formulationshydrotalcites (at 2ndash3 phr) act as reinforcing particles aslong as an impact modifier is present
To follow on from these findings research objectivesare to
(i) reevaluate the tin stabiliser but with hydrotalcitesat 1 and 2 phr
(ii) assess the performance of extrudates costabilisedwith OBS and hydrotalcites (1 2 and 5 phr)
(iii) further investigate the early stages of degrada-tion of PVC formulations containing hydrotal-cite by Raman spectroscopy
It is also recognised that potential exists to furtherexploit the enhanced stability and mechanical propertiesoffered by hydrotalcites by reducing particle size Workon the synthesis of such hydrotalcites is currently inprogress at IPTME
Acknowledgements
The authors acknowledge the support from EPSRC(grant no EPD0253541) and greatly appreciate theconstructive contributions from members of boththe VinylSUM Research Group (at IPTME) and theVinylSUM Network Particular thanks go to the namedcompanies that supplied polymers and additives
This paper is based on a contribution to PVC2008the tenth International PVC Conference organised by
the Polymer Society of the Institute of MaterialsMineral and Mining in Brighton UK on 22ndash24 April2008
References1 L van der Ven M L M van Gemert L F Batenburg J J Keern
L H Gielgens T P M Koster and H R Fischer Appl Clay Sci
2000 17 25ndash34
2 Y Lin D Li D G Evans and X Duan Polym Degrad Stab
2005 88 286ndash293
3 Y Lin J Wang D G Evans and D Li J Phys Chem Solids
2006 67 998ndash1001
4 R Kalouskova M Novotna and Z Vymazal Polym Degrad
Stab 2004 85 903ndash909
5 X Wang Polym Mater Sci Eng 2004 91 738ndash739
6 X Wang and Q Zhang Polym Int 2004 53 698ndash707
7 Available at httpwwwkisumacom
8 Available at httpwwwsud-chemiecom
9 Alcamizer P93 lsquoMaterial Safety Data Sheetrsquo 2004
10 Sorbacid 911 lsquoMaterial Safety Data Sheetrsquo 2004
11 M A Algahtani lsquoThe effect of hydrotalcite mineral filler on
properties and stability of rigid PVCrsquo MSc Project Report
Loughborough University Leicestershire UK 2007
12 M Gilbert and J C Vyvoda Polymer 1981 22 1134ndash1136
13 M Gilbert Plast Rubber Int 1985 10 16ndash19
14 L-A Fillot C Gauthier and P Hajji Proc 9th IOM Int PVC
Conf Brighton UK April 2005 IOM 425ndash437
15 W V Titow lsquoPVC technologyrsquo 4th edn Chap 9 1984 London
Elsevier Applied Science Publishers
16 H I Gokcel D Balkose and U Kokturk Eur Polym J 1999 35
1501ndash1508
17 A Al-Dossary lsquoUse of UV and Raman spectroscopies to evaluate
degradation in PVCrsquo MSc Project Report Loughborough
University Leicestershire UK 2007
Hitt et al Melt compounding of rigid PVC formulations with hydrotalcites
452 Plastics Rubber and Composites 2008 VOL 37 NO 910

Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
combination of titanate treated hydrotalcite and tinstabiliser It appeared that the optimum addition levelfor the hydrotalcite was 5 by weight Injectionmoulding was used to produce notched Izod and tensiletest pieces from compounds of PVC plus hydrotalcite6
Izod impact strength tensile strength and elongation atbreak all declined as the hydrotalcite content wasincreased to 10
In some cases in the literature researchers have usedhydrotalcites synthesised in their own laboratoriesHowever for the work presented here two commercialgrades of hydrotalcites have been obtained AlcamizerP93 from Kisuma Chemicals7 and Sorbacid 911 fromSud-Chemie8 The materials are promoted as environ-mentally safe costabilisers for PVC which contribute toexcellent thermal stability have excellent dispersabilityand are well suited to transparent applications
In this study hydrotalcites have been processed viatwo routes after dry blending of rigid PVC formulationsmill mixing followed by compression moulding and byextrusion In both cases processing conditions have beenemployed with the objective of generating products withlevels of gelation associated with good mechanicalstrength (Rather than minimise thermal history thatmight exaggerate thermal stability) As the commercialgrades are considered to be ultrafine majority ofparticles smaller than 1 mm effective dispersion of theparticles ought to produce good mechanical strength intandem with the anticipated enhancement of bothdynamic and thermal stability
Experimental
Materials and processing conditionsHydrotalcites
Table 1 gives details of the two grades of hydrotalciteused in this work
Sample preparation by compressing moulding
The hydrotalcites were added to PVC formulationscontaining tin and CaZn stabilisers and an organicbased stabiliser (OBS) The formulations (Table 2) wereblended at 3500 rev min21 (to a discharge temperatureof 120uC) using a Henschel FML 10 laboratory scalehigh speed mixer Dry blends were mixed further on atwo roll mill at 155uC for tin stabilised and hydrotalcite
only formulations and at 165uC for CaZn and OBSformulations Compression moulded sheets of nomin-ally 1 or 15 mm thickness were produced from themilled sheets at 195uC
Preparation of extrudates
The core content of all formulations comprised PVC(INEOS ChlorVinyls K68) stabiliser (ChemsonPWX15840) processing aid (Rohm and Haas ParaloidK120N) and titanium dioxide (Kronos 2220) An impactmodifier (Rohm and Haas KM 355) and the hydro-talcites were added to the lsquocorersquo formulation as listed inTable 3 where each formulation has been assigned anidentifier All formulations were dry blended as statedearlier Blends were processed using a Krauss MaffeiKMD 2ndash25KK laboratory twin screw extruder fittedwith a slot die (dimensions of the slot were 3065 mm)The screw speed and screw temperature were respec-tively 20 rev min21 and 165uC and the followingtemperature profile was employed
Thermal stability and characterisationDry blends
The dynamic stability of dry blends was evaluated usinga Haake Rheocord 90 The chamber was set at 190uCthe rotor speed was 60 rev min21 and the batch weight60 g After loading the chamber the torque versus timecurve initially shows two peaks the first for compactionof the blend and the second when the blend has gelledAfter this the torque falls and levels out to a steadyvalue The subsequent increase in torque arises due todegradation of the melt In this study three values werederived from the torquendashtime curves the time to thegelation peak the equilibrium torque and the lsquostabilitytimersquo the interval between the time to the gelation peakand the onset of degradation
Products
Thermal stability of products was assessed quantita-tively from colour changes arising from oven heating ofproducts at 190uC over a range of regular time intervalsGelation was determined using a TA Instruments 2010
Table 1 Properties of hydrotalcites7ndash10
Grade Alcamizer P93 Sorbacid 911Supplier Kisuma Chemicals Sud-ChemieAppearance White powder White powderChemical nature Hydrated magnesium zinc
aluminium hydroxycarbonateHydrated magnesiumaluminium hydroxycarbonate
Particles 5 mm None NoneParticles 1 mm 82 50Average particle size mm 07 Not specified
Table 2 PVC formulations for compression moulding
Component Suppliergrade phr phr phr phr
PVC resin INEOS ChlorVinyls EVIPOL SH6830 1000 1000 1000 1000Hydrotalcites As Table 1 5 0ndash10 0ndash5 0ndash5CaZn stabiliser Chemson PWX15840 (one pack) 45OBS Chemson PWX15861 4Tin stabiliser Akcros BTS71 2
Barrel zone 1 Barrel zone 2 Adaptor Die180uC 190uC 190uC 200uC
Hitt et al Melt compounding of rigid PVC formulations with hydrotalcites
446 Plastics Rubber and Composites 2008 VOL 37 NO 910
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
differential scanning calorimeter where samples of15 mg were heated from ambient temperature to 240uCunder a controlled rate of 20uC min21 Reflectancemode X-ray diffraction patterns over the range of 2h55to 50u were obtained using a Bruker D8 X-raydiffractometer with a Cu Ka source Images of sectionsthrough samples were taken with a JEOL 2000FX TEMat 200 kV
Mechanical propertiesTensile testing
For both compression moulded and extruded products atemplate was used to cut dumbbell shaped tensiletestpieces with overall dimensions of 1006125 mmwith a waisted section of 30 mm gauge length by 44 mmwidth Tests were carried out at 10 mm min21 on aHounsfield tensometer fitted with 1 kN load cell formoulded samples and 10 kN for extruded products Fora given product at least six samples were tested
Impact testing of mouldings
A Rosand instrumented falling weight impact tester wasused to test the compression mouldings A 10 mmdiameter hemispherical tipped striker attached to a10 kg mass was dropped from a height of 1 m giving animpact velocity of 44 m s21 and impact energy of 98 JFrom the load deflection curve three properties werederived peak force peak energy and failure energy(peak energy plus energy required for striker tocompletely penetrate the sample) Six samples of a givenproduct were tested
Impact testing of extrudates
For extruded products Charpy samples (type A withnotch tip radius of 025 mm) were prepared inaccordance with BS ENO 179-12001 These were testedusing a RAY-RAN universal pendulum impact testerfitted with a standard hammer that struck samples at
38 m s21 with an energy of 75 J For each extrudatebatches of 10 or 15 samples were prepared
Results and discussionIn the data tables of mechanical properties presented inthis section calculated average values are given withstandard deviations in brackets Also the results onOBS formulations in Tables 4ndash6 and in Fig 1 weredrawn from work by Algahtani11 Measurementsobtained by differential scanning calorimetry (DSC)will not be included in the results here However anumber of comments on the data are includedDifferential scanning calorimetry showed that the levelof gelation in compression moulded samples was goodwith the enthalpy of the melt endotherm beingconsistent across the range of stabiliser types typically4ndash5 J g21 It also confirmed that the actual compressionmoulding temperature was close to 195uC Differentialscanning calorimetry analysis of the extrudates was alsoreasonably consistent (melt enthalpies of 35ndash45 J g21)and showed the processing temperature to be 194ndash196uC The derivation of enthalpy associated with meltendotherm and processing temperature from DSCcurves is well established12ndash14
At this point it is appropriate to make someobservations upon the two formulations of PVC plus5 phr of each hydrotalcite When the hydrotalcite onlyblends were milled the banded sheet initially appeared tobe clear However as milling continued the sheet turnedpink which darkened to red by the end of the millmixing regime Compression moulding of the milledproducts generated sheets that were very dark red incolour This sequence of colour changes can be seen tosome extent and almost identically in the respectivethermal stability charts of Lin et al3 and ofKalouskova4 Colour change is one of the most
Table 3 Formulations for extrusion
phr phr phr phr phr phr phr phr phr phr
PVC resin 1000 1000 1000 1000 1000 1000 1000 1000 1000 1000CaZn stabiliser 45 45 45 45 45 45 45 45 45 45Processing aid 10 10 10 10 10 10 10 10 10 10Titanium dioxide 40 40 40 40 40 40 40 40 40 40Impact modifier 70 70 70 70 40 70 70 70Alcamizer P93 20 50 100 50 50Sorbacid 911 20 50 100IDENTIFIER CORE REF 2A7M 5A7M 10A7M 5A0M 5A4M 2S7M 5S7M 10S7M
Table 4 Torque rheometry data for lsquocompression mouldingrsquo formulations
Hydrotalcitephr
Time to gelationpeak min
EquilibriumtorqueNm
Stability timemin
Time togelationpeak min
Equilibriumtorque Nm
Stabilitytime min
Alcamizer P93 Sorbacid 9115 22 185 37 22 187 36
TinzAlcamizer P93 TinzSorbacid 9110 10 137 66 10 137 665 16 165 38 12 155 73
CaZnzAlcamizer P93 CaZnzSorbacid 9110 28 151 46 28 151 462 28 142 105 22 144 1265 18 141 130 16 141 132
OBSzAlcamizer P93 OBSzSorbacid 9110 18 154 81 18 154 812 20 149 112 15 151 1075 18 152 115 20 155 112
Hitt et al Melt compounding of rigid PVC formulations with hydrotalcites
Plastics Rubber and Composites 2008 VOL 37 NO 910 447
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
apparent indicators of degradation of PVC and thesequence is often seen as yellow to reddish brown andultimately to black In some studies this progression incolour has been attributed to the formation of stronglycoloured carbonium salts15 However it is morecommonly attributed to the conjugated double bondsthat arise from dehydrochlorination where polyene
sequences of just seven conjugated double bonds cancause PVC to change colour and sequences of up to 30have been found in the course of the process15 Thus itappears in the presence of hydrotalcites only particularpolyene sequences are generated during degradation thatgive rise to the observed colour changes It should alsobe noted that the extent of degradation to cause colour
Table 6 Instrumented falling weight impact tester data for compression moulded samples
Hydrotalcitephr
Peak forceN mm21
Peak energyJ mm21
Failure energyJ mm21
Peak forceNm m21
Peak energyJ mm21
Failure energyJ mm21
TinzAlcamizer P93 TinzSorbacid 9110 D 1363 (39) 719 (053) 1180 (049) D 1363 (39) 719 (053) 1180 (049)5 D 1363 (27) 728 (032) 1203 (040) D 1366 (16) 740 (015) 1214 (013)
CaZnzAlcamizer P93 CaZnzSorbacid 9110 D 1363 (32) 698 (030) 1130 (032) D 1363 (32) 698 (030) 1130 (032)5 M 1321 (24) 670 (072) 1041 (093) M 1318 (21) 698 (053) 1073 (083)10 B 1254 (183) 620 (172) 931 (220) B 1292 (33) 657 (096) 982 (100)
OBSzAlcamizer P93 OBSzSorbacid 9110 D 1430 (25) 740 (017) 1150 (021) D 1430 (25) 740 (017) 1150 (021)2 D 1446 (44) 730 (081) 1100 (061) D 1432 (18) 740 (028) 1110 (028)5 D 1403 (33) 740 (018) 1070 (018) M 1428 (37) 730 (059) 1060 (052)
Letters in peak force boxes denote mode of failure D ndash all failures were ductile (sample punctured) B ndash all failures were brittle (sampleshattered) and M ndash mixture of D and B
Table 5 Tensile properties of compression mouldings
Hydrotalcitephr
Yield strengthMPa
Strengthat break MPa
Elongationat break
Yield strengthMPa
Strengthat break MPa
Elongationat break
Alcamizer P93 Sorbacid 9115 516 (02) 520 (15) 1540 (140) 518 (05) 510 (17) 1493 (101)
TinzAlcamizer P93 TinzSorbacid 9110 581 (19) 533 (50) 1630 (155) 581 (19) 533 (50) 1630 (155)5 565 (17) 548 (49) 1787 (199) 566 (20) 532 (35) 1658 (218)
CaZnzAlcamizer P93 CaZnzSorbacid 9110 525 (10) 519 (30) 1526 (136) 525 (10) 519 (30) 1526 (136)2 525 (10) 537 (49) 1538 (273) 501 (11) 500 (25) 1430 (90)5 491 (13) 501 (34) 1549 (163) 487 (17) 503 (34) 1548 (149)10 470 (08) 511 (12) 1750 (56) 465 (08) 487 (30) 1564 (212)
OBSzAlcamizer P93 OBSzSorbacid 9110 511 (32) 530 (53) 1700 (197) 511 (32) 530 (53) 1700 (197)2 505 (13) 557 (21) 1810 (107) 510 (10) 533 (30) 1647 (130)5 488 (04) 546 (24) 1833 (113) 488 (06) 464 (74) 1240 (533)
1 Effect on dynamic stability of adding 2 phr of hydrotalcite
Hitt et al Melt compounding of rigid PVC formulations with hydrotalcites
448 Plastics Rubber and Composites 2008 VOL 37 NO 910
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
change is very low a loss of mass of just 01 fromPVC by dehydrochlorination is enough16
Torque rheometry and dynamic stabilityIn Table 4 hydrotalcites in combination with the tinstabiliser appear to have a mixed effect stability time issignificantly reduced with Alcamizer but improved withSorbacid In fact the stability time for tin withAlcamizer is little different from the Alcamizer onlyformulation This might be related to the increasedtorque on adding the Alcamizer to the tin stabilisedformulation however adding Sorbacid to the tinstabilised formulation also increases torque but stillimproved stability time For the CaZn stabiliser adding2 phr of hydrotalcite greatly increases stability timewhich is further increased at 5 phr of the additiveSimilar trends but less pronounced are found onadding hydrotalcite to the OBS formulation
Figure 1 shows the effect of adding 2 phr of hydro-talcite to CaZn and OBS formulations The curvesillustrate how hydrotalcites do not significantly affectequilibrium torque or change the temperature reachedby the mix
Thermal (oven) stabilityAn oven stability chart is shown in Fig 2 for sets ofsamples cut from compression mouldings of threeformulations tin stabilised and similar tin stabilisedplus 5 phr Alcamizer or Sorbacid The chart shows thatin terms of stability the formulations can be rankedtinzSorbacid tin only tinzAlcamizer This is in
complete agreement with the torque rheometer dataAnother significant feature is the sequence of coloursobserved For tin only the sequence is clear to yellow toblack With the hydrotalcites this sequence is punctuatedby the appearance of orange and dark red colouredsamples at 30 and 40 min respectively with theAlcamizer and by orange coloured samples at 50 minwith the Sorbacid
Oven stability tests for hydrotalcites in combinationwith the CaZn stabiliser and the OBS also agreed withthe dynamic stability results In both cases the time atwhich the samples ultimately went black was substan-tially delayed by adding hydrotalcites In terms of timeto initial colour change the OBS only formulationchanged well before the formulations of OBS withhydrotalcites However with CaZn the first formula-tions to show colour change were those with 5 phrhydrotalcite while the three formulations of CaZnalone and of CaZn with 2 phr of the hydrotalcites allseemingly began to discolour at about the same timeFigure 2 illustrates this for 2 and 5 phr additions ofAlcamizer Thus 2 phr of hydrotalcite in combinationwith CaZn offers both greatly improved dynamicstability and oven stability but increasing the additivelevel to 5 phr has additional benefit in terms of dynamicstability but seemingly reduces oven stabilityEvaluation of the oven aged samples of CaZn and ofCaZn plus 5 phr hydrotalcite by Raman spectroscopyconfirmed that unsaturation of PVC chains increased inthe presence of hydrotalcite17
2 Oven stability chart for PVC formulations
Hitt et al Melt compounding of rigid PVC formulations with hydrotalcites
Plastics Rubber and Composites 2008 VOL 37 NO 910 449
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Mechanical properties of compression mouldedsamplesTensile properties
Table 5 shows that very good tensile properties areobtained for all formulations tested even the highlydiscoloured red compression mouldings of PVC plushydrotalcite alone From the table it is clear that addinghydrotalcites reduces yield strength but not greatly at5 phr it is down by 26 with tin by 7 with CaZnand by 45 with OBS Also Alcamizer appears to haveno detrimental effect upon properties at break while5 phr of Sorbacid does significantly lower the breakvalues when combined with OBS A slight reduction ofyield strength if accompanied by increased elongationor ductility is a desirable response that may havepotential for impact modification andor toughnessenhancement
Impact properties
These are presented in Table 6 for various formulationsThe results correlate with the tensile properties in thatvery good impact properties (especially those of peakforce and peak energy) are seen across the table Itappears that adding 5 phr of hydrotalcite has little effecton values of peak force and peak energy but does reducefailure energy where sample batches displayed a mix ofductile and brittle failures (denoted by lsquoMrsquo in Table 6)For OBS in particular with 5 phr Alcamizer impactproperties are very good as all samples failed in aductile manner whereas with 5 phr Sorbacid a mix ofductile and brittle failures occurred which resulted in a
reduction in failure energy which correlates with therelative low tensile properties at break seen in Table 5
Overall adding hydrotalcites up to 5 phr does notappear to have any detrimental effect on the mechanicalperformance of compression moulded PVC The evi-dence for CaZn plus 10 phr of hydrotalcite is that thislevel of addition is too high as some significant loss ofboth tensile strength and impact strength occurs
Mechanical properties of extrudatesProperties of the extrudates are given in Table 7 Forease of comparison the data have been divided intothree sets and the results for two formulations lsquoREFrsquo(no hydrotalcite and 7 phr impact modifier) and lsquo5A7Mrsquo (5 phr Alcamizer and 7 phr impact modifier)appear twice Table 7 shows that tensile properties areconsistently good for all formulations while notchedCharpy impact strengths show substantial variations
Tensile properties
Sets 1 and 3 show that adding hydrotalcite up to 10 phrhas little influence on yield strength while properties atbreak show some slight variations but with no realpattern In Set 2 it is very apparent that an initialaddition of Alcamizer at 5 phr followed by increasingthe impact modifier content reduces yield strength andit is only with the lsquo5A7Mrsquo formulation that strength atbreak is affected
Notched Charpy impact strength
Figure 3 illustrates the appearance of samples afterimpact testing and in Table 7 the number of breaks and
Table 7 Tensile properties and notched Charpy impact strength of extrudates
Identifier
Tensile Notched Charpy impact
Yield strengthMPa
Strengthat breakMPa
Elongationat break
No ofbreaks
Noofnon-breaks
lsquoEnergy absorbedrsquokJ m22
Set 1REF 438 (05) 423 (40) 1123 (321) 13 1 387 (278)2A7M 440 (14) 486 (29) 1593 (197) 2 12 1242 (274)5A7M 439 (06) 430 (41) 1395 (262) 0 15 1392 (97)10A7M 441 (21) 451 (33) 1378 (109) 0 15 1257 (160)Set 2CORE 513 (07) 528 (36) 1295 (181) 10 0 77 (27)5A0M 499 (04) 519 (34) 1391 (211) 10 0 137 (42)5A4M 464 (06) 530 (32) 1658 (139) 10 0 426 (250)5A7M 439 (06) 430 (41) 1395 (262) 0 15 1392 (97)Set 3REF 438 (05) 423 (40) 1123 (321) 13 1 387 (278)2S7M 440 (06) 413 (48) 863 (359) 3 7 633 (484)5S7M 431 (08) 452 (56) 1305 (426) 0 10 1465 (100)10S7M 412 (07) 403 (36) 1045 (316) 0 10 1220 (131)
3 Notched Charpy sample with two examples of breaks and lsquonon-breaksrsquo
Hitt et al Melt compounding of rigid PVC formulations with hydrotalcites
450 Plastics Rubber and Composites 2008 VOL 37 NO 910
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
non-breaks is shown for each formulation To compareimpact strength average values of lsquoenergy absorbedrsquohave been calculated for each formulation whether theformulation gave 100 breaks 100 non-breaks or amixture of the two types of failure mode Sets 1 and 3show substantial increases in impact strength on adding2 and 5 phr of hydrotalcite A further increase to 10 phrof hydrotalcite reduces the enhancement in impactperformance In Set 2 adding 5 phr of Alcamizer onlyto the core formulation does improve impact strengthhowever only to a level that can be consideredinsignificant when compared to the reference formula-tion (Set 1) The introduction of impact modifier in Set 2at 4 phr gives an impact strength comparable to thereference formulation and at 7 phr a substantial increasein impact strength is found
Overall very good tensile properties are found withall extrudates In terms of impact performance addinghydrotalcites in combination with an impact modifiercan greatly improve notched impact strength It wouldappear that this benefit can be accrued with 2 phr ofAlcamizer and maybe 3 phr of Sorbacid
Characterisation of extrudatesX-ray diffraction patterns are shown in Fig 4 The toppattern5 is that of Alcamizer alone with its intensity
scaled down considerably to enable this pattern to becompared with those from extrudates1ndash4 In the figureit is very evident that as the Alcamizer contentof extrudate is increased the main reflections of thehydrotalcite at 2h51165 and 2342u increase accord-ingly There are two other points to note First thelowest pattern1 the reference formulation with no addedhydrotalcite has a small peak at 2h51165ushowing thatsome form of hydrotalcite is one of the components ofthe CaZn stabiliser one pack Second the reflection closeto 2h5275u arises from the titanium dioxide
Transmission electron microscopy images obtainedfrom sections through the same set of extrudatesdisplayed in Fig 4 are shown in Fig 5 (where thehydrotalcite particles have an elongated shape andtitanium dioxide particles appear more circular as inthe REF image in Fig 5) The images confirm that thehydrotalcite especially the fine particles are welldispersed It is this feature that produces the significantenhancement in impact strength
ConclusionHydrotalcites are very effective costabilisers for PVCThe evidence presented here on compression mouldedsamples suggest that in combination with CaZn and
4 X-ray diffraction patterns for extrudates with different additions of Alcamizer
5 Transmission electron microscopy images of extrudates with different additions of Alcamizer white bars equal 100 nm
(from left to right REF 2A7M 5A7M and 10A7M)
Hitt et al Melt compounding of rigid PVC formulations with hydrotalcites
Plastics Rubber and Composites 2008 VOL 37 NO 910 451
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
OBS as primary stabilisers additive levels y2 phrwould be optimal This level of addition has nodetrimental effect upon mechanical performance It isclear that in CaZn stabilised extrusion formulationshydrotalcites (at 2ndash3 phr) act as reinforcing particles aslong as an impact modifier is present
To follow on from these findings research objectivesare to
(i) reevaluate the tin stabiliser but with hydrotalcitesat 1 and 2 phr
(ii) assess the performance of extrudates costabilisedwith OBS and hydrotalcites (1 2 and 5 phr)
(iii) further investigate the early stages of degrada-tion of PVC formulations containing hydrotal-cite by Raman spectroscopy
It is also recognised that potential exists to furtherexploit the enhanced stability and mechanical propertiesoffered by hydrotalcites by reducing particle size Workon the synthesis of such hydrotalcites is currently inprogress at IPTME
Acknowledgements
The authors acknowledge the support from EPSRC(grant no EPD0253541) and greatly appreciate theconstructive contributions from members of boththe VinylSUM Research Group (at IPTME) and theVinylSUM Network Particular thanks go to the namedcompanies that supplied polymers and additives
This paper is based on a contribution to PVC2008the tenth International PVC Conference organised by
the Polymer Society of the Institute of MaterialsMineral and Mining in Brighton UK on 22ndash24 April2008
References1 L van der Ven M L M van Gemert L F Batenburg J J Keern
L H Gielgens T P M Koster and H R Fischer Appl Clay Sci
2000 17 25ndash34
2 Y Lin D Li D G Evans and X Duan Polym Degrad Stab
2005 88 286ndash293
3 Y Lin J Wang D G Evans and D Li J Phys Chem Solids
2006 67 998ndash1001
4 R Kalouskova M Novotna and Z Vymazal Polym Degrad
Stab 2004 85 903ndash909
5 X Wang Polym Mater Sci Eng 2004 91 738ndash739
6 X Wang and Q Zhang Polym Int 2004 53 698ndash707
7 Available at httpwwwkisumacom
8 Available at httpwwwsud-chemiecom
9 Alcamizer P93 lsquoMaterial Safety Data Sheetrsquo 2004
10 Sorbacid 911 lsquoMaterial Safety Data Sheetrsquo 2004
11 M A Algahtani lsquoThe effect of hydrotalcite mineral filler on
properties and stability of rigid PVCrsquo MSc Project Report
Loughborough University Leicestershire UK 2007
12 M Gilbert and J C Vyvoda Polymer 1981 22 1134ndash1136
13 M Gilbert Plast Rubber Int 1985 10 16ndash19
14 L-A Fillot C Gauthier and P Hajji Proc 9th IOM Int PVC
Conf Brighton UK April 2005 IOM 425ndash437
15 W V Titow lsquoPVC technologyrsquo 4th edn Chap 9 1984 London
Elsevier Applied Science Publishers
16 H I Gokcel D Balkose and U Kokturk Eur Polym J 1999 35
1501ndash1508
17 A Al-Dossary lsquoUse of UV and Raman spectroscopies to evaluate
degradation in PVCrsquo MSc Project Report Loughborough
University Leicestershire UK 2007
Hitt et al Melt compounding of rigid PVC formulations with hydrotalcites
452 Plastics Rubber and Composites 2008 VOL 37 NO 910

Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
differential scanning calorimeter where samples of15 mg were heated from ambient temperature to 240uCunder a controlled rate of 20uC min21 Reflectancemode X-ray diffraction patterns over the range of 2h55to 50u were obtained using a Bruker D8 X-raydiffractometer with a Cu Ka source Images of sectionsthrough samples were taken with a JEOL 2000FX TEMat 200 kV
Mechanical propertiesTensile testing
For both compression moulded and extruded products atemplate was used to cut dumbbell shaped tensiletestpieces with overall dimensions of 1006125 mmwith a waisted section of 30 mm gauge length by 44 mmwidth Tests were carried out at 10 mm min21 on aHounsfield tensometer fitted with 1 kN load cell formoulded samples and 10 kN for extruded products Fora given product at least six samples were tested
Impact testing of mouldings
A Rosand instrumented falling weight impact tester wasused to test the compression mouldings A 10 mmdiameter hemispherical tipped striker attached to a10 kg mass was dropped from a height of 1 m giving animpact velocity of 44 m s21 and impact energy of 98 JFrom the load deflection curve three properties werederived peak force peak energy and failure energy(peak energy plus energy required for striker tocompletely penetrate the sample) Six samples of a givenproduct were tested
Impact testing of extrudates
For extruded products Charpy samples (type A withnotch tip radius of 025 mm) were prepared inaccordance with BS ENO 179-12001 These were testedusing a RAY-RAN universal pendulum impact testerfitted with a standard hammer that struck samples at
38 m s21 with an energy of 75 J For each extrudatebatches of 10 or 15 samples were prepared
Results and discussionIn the data tables of mechanical properties presented inthis section calculated average values are given withstandard deviations in brackets Also the results onOBS formulations in Tables 4ndash6 and in Fig 1 weredrawn from work by Algahtani11 Measurementsobtained by differential scanning calorimetry (DSC)will not be included in the results here However anumber of comments on the data are includedDifferential scanning calorimetry showed that the levelof gelation in compression moulded samples was goodwith the enthalpy of the melt endotherm beingconsistent across the range of stabiliser types typically4ndash5 J g21 It also confirmed that the actual compressionmoulding temperature was close to 195uC Differentialscanning calorimetry analysis of the extrudates was alsoreasonably consistent (melt enthalpies of 35ndash45 J g21)and showed the processing temperature to be 194ndash196uC The derivation of enthalpy associated with meltendotherm and processing temperature from DSCcurves is well established12ndash14
At this point it is appropriate to make someobservations upon the two formulations of PVC plus5 phr of each hydrotalcite When the hydrotalcite onlyblends were milled the banded sheet initially appeared tobe clear However as milling continued the sheet turnedpink which darkened to red by the end of the millmixing regime Compression moulding of the milledproducts generated sheets that were very dark red incolour This sequence of colour changes can be seen tosome extent and almost identically in the respectivethermal stability charts of Lin et al3 and ofKalouskova4 Colour change is one of the most
Table 3 Formulations for extrusion
phr phr phr phr phr phr phr phr phr phr
PVC resin 1000 1000 1000 1000 1000 1000 1000 1000 1000 1000CaZn stabiliser 45 45 45 45 45 45 45 45 45 45Processing aid 10 10 10 10 10 10 10 10 10 10Titanium dioxide 40 40 40 40 40 40 40 40 40 40Impact modifier 70 70 70 70 40 70 70 70Alcamizer P93 20 50 100 50 50Sorbacid 911 20 50 100IDENTIFIER CORE REF 2A7M 5A7M 10A7M 5A0M 5A4M 2S7M 5S7M 10S7M
Table 4 Torque rheometry data for lsquocompression mouldingrsquo formulations
Hydrotalcitephr
Time to gelationpeak min
EquilibriumtorqueNm
Stability timemin
Time togelationpeak min
Equilibriumtorque Nm
Stabilitytime min
Alcamizer P93 Sorbacid 9115 22 185 37 22 187 36
TinzAlcamizer P93 TinzSorbacid 9110 10 137 66 10 137 665 16 165 38 12 155 73
CaZnzAlcamizer P93 CaZnzSorbacid 9110 28 151 46 28 151 462 28 142 105 22 144 1265 18 141 130 16 141 132
OBSzAlcamizer P93 OBSzSorbacid 9110 18 154 81 18 154 812 20 149 112 15 151 1075 18 152 115 20 155 112
Hitt et al Melt compounding of rigid PVC formulations with hydrotalcites
Plastics Rubber and Composites 2008 VOL 37 NO 910 447
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
apparent indicators of degradation of PVC and thesequence is often seen as yellow to reddish brown andultimately to black In some studies this progression incolour has been attributed to the formation of stronglycoloured carbonium salts15 However it is morecommonly attributed to the conjugated double bondsthat arise from dehydrochlorination where polyene
sequences of just seven conjugated double bonds cancause PVC to change colour and sequences of up to 30have been found in the course of the process15 Thus itappears in the presence of hydrotalcites only particularpolyene sequences are generated during degradation thatgive rise to the observed colour changes It should alsobe noted that the extent of degradation to cause colour
Table 6 Instrumented falling weight impact tester data for compression moulded samples
Hydrotalcitephr
Peak forceN mm21
Peak energyJ mm21
Failure energyJ mm21
Peak forceNm m21
Peak energyJ mm21
Failure energyJ mm21
TinzAlcamizer P93 TinzSorbacid 9110 D 1363 (39) 719 (053) 1180 (049) D 1363 (39) 719 (053) 1180 (049)5 D 1363 (27) 728 (032) 1203 (040) D 1366 (16) 740 (015) 1214 (013)
CaZnzAlcamizer P93 CaZnzSorbacid 9110 D 1363 (32) 698 (030) 1130 (032) D 1363 (32) 698 (030) 1130 (032)5 M 1321 (24) 670 (072) 1041 (093) M 1318 (21) 698 (053) 1073 (083)10 B 1254 (183) 620 (172) 931 (220) B 1292 (33) 657 (096) 982 (100)
OBSzAlcamizer P93 OBSzSorbacid 9110 D 1430 (25) 740 (017) 1150 (021) D 1430 (25) 740 (017) 1150 (021)2 D 1446 (44) 730 (081) 1100 (061) D 1432 (18) 740 (028) 1110 (028)5 D 1403 (33) 740 (018) 1070 (018) M 1428 (37) 730 (059) 1060 (052)
Letters in peak force boxes denote mode of failure D ndash all failures were ductile (sample punctured) B ndash all failures were brittle (sampleshattered) and M ndash mixture of D and B
Table 5 Tensile properties of compression mouldings
Hydrotalcitephr
Yield strengthMPa
Strengthat break MPa
Elongationat break
Yield strengthMPa
Strengthat break MPa
Elongationat break
Alcamizer P93 Sorbacid 9115 516 (02) 520 (15) 1540 (140) 518 (05) 510 (17) 1493 (101)
TinzAlcamizer P93 TinzSorbacid 9110 581 (19) 533 (50) 1630 (155) 581 (19) 533 (50) 1630 (155)5 565 (17) 548 (49) 1787 (199) 566 (20) 532 (35) 1658 (218)
CaZnzAlcamizer P93 CaZnzSorbacid 9110 525 (10) 519 (30) 1526 (136) 525 (10) 519 (30) 1526 (136)2 525 (10) 537 (49) 1538 (273) 501 (11) 500 (25) 1430 (90)5 491 (13) 501 (34) 1549 (163) 487 (17) 503 (34) 1548 (149)10 470 (08) 511 (12) 1750 (56) 465 (08) 487 (30) 1564 (212)
OBSzAlcamizer P93 OBSzSorbacid 9110 511 (32) 530 (53) 1700 (197) 511 (32) 530 (53) 1700 (197)2 505 (13) 557 (21) 1810 (107) 510 (10) 533 (30) 1647 (130)5 488 (04) 546 (24) 1833 (113) 488 (06) 464 (74) 1240 (533)
1 Effect on dynamic stability of adding 2 phr of hydrotalcite
Hitt et al Melt compounding of rigid PVC formulations with hydrotalcites
448 Plastics Rubber and Composites 2008 VOL 37 NO 910
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
change is very low a loss of mass of just 01 fromPVC by dehydrochlorination is enough16
Torque rheometry and dynamic stabilityIn Table 4 hydrotalcites in combination with the tinstabiliser appear to have a mixed effect stability time issignificantly reduced with Alcamizer but improved withSorbacid In fact the stability time for tin withAlcamizer is little different from the Alcamizer onlyformulation This might be related to the increasedtorque on adding the Alcamizer to the tin stabilisedformulation however adding Sorbacid to the tinstabilised formulation also increases torque but stillimproved stability time For the CaZn stabiliser adding2 phr of hydrotalcite greatly increases stability timewhich is further increased at 5 phr of the additiveSimilar trends but less pronounced are found onadding hydrotalcite to the OBS formulation
Figure 1 shows the effect of adding 2 phr of hydro-talcite to CaZn and OBS formulations The curvesillustrate how hydrotalcites do not significantly affectequilibrium torque or change the temperature reachedby the mix
Thermal (oven) stabilityAn oven stability chart is shown in Fig 2 for sets ofsamples cut from compression mouldings of threeformulations tin stabilised and similar tin stabilisedplus 5 phr Alcamizer or Sorbacid The chart shows thatin terms of stability the formulations can be rankedtinzSorbacid tin only tinzAlcamizer This is in
complete agreement with the torque rheometer dataAnother significant feature is the sequence of coloursobserved For tin only the sequence is clear to yellow toblack With the hydrotalcites this sequence is punctuatedby the appearance of orange and dark red colouredsamples at 30 and 40 min respectively with theAlcamizer and by orange coloured samples at 50 minwith the Sorbacid
Oven stability tests for hydrotalcites in combinationwith the CaZn stabiliser and the OBS also agreed withthe dynamic stability results In both cases the time atwhich the samples ultimately went black was substan-tially delayed by adding hydrotalcites In terms of timeto initial colour change the OBS only formulationchanged well before the formulations of OBS withhydrotalcites However with CaZn the first formula-tions to show colour change were those with 5 phrhydrotalcite while the three formulations of CaZnalone and of CaZn with 2 phr of the hydrotalcites allseemingly began to discolour at about the same timeFigure 2 illustrates this for 2 and 5 phr additions ofAlcamizer Thus 2 phr of hydrotalcite in combinationwith CaZn offers both greatly improved dynamicstability and oven stability but increasing the additivelevel to 5 phr has additional benefit in terms of dynamicstability but seemingly reduces oven stabilityEvaluation of the oven aged samples of CaZn and ofCaZn plus 5 phr hydrotalcite by Raman spectroscopyconfirmed that unsaturation of PVC chains increased inthe presence of hydrotalcite17
2 Oven stability chart for PVC formulations
Hitt et al Melt compounding of rigid PVC formulations with hydrotalcites
Plastics Rubber and Composites 2008 VOL 37 NO 910 449
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Mechanical properties of compression mouldedsamplesTensile properties
Table 5 shows that very good tensile properties areobtained for all formulations tested even the highlydiscoloured red compression mouldings of PVC plushydrotalcite alone From the table it is clear that addinghydrotalcites reduces yield strength but not greatly at5 phr it is down by 26 with tin by 7 with CaZnand by 45 with OBS Also Alcamizer appears to haveno detrimental effect upon properties at break while5 phr of Sorbacid does significantly lower the breakvalues when combined with OBS A slight reduction ofyield strength if accompanied by increased elongationor ductility is a desirable response that may havepotential for impact modification andor toughnessenhancement
Impact properties
These are presented in Table 6 for various formulationsThe results correlate with the tensile properties in thatvery good impact properties (especially those of peakforce and peak energy) are seen across the table Itappears that adding 5 phr of hydrotalcite has little effecton values of peak force and peak energy but does reducefailure energy where sample batches displayed a mix ofductile and brittle failures (denoted by lsquoMrsquo in Table 6)For OBS in particular with 5 phr Alcamizer impactproperties are very good as all samples failed in aductile manner whereas with 5 phr Sorbacid a mix ofductile and brittle failures occurred which resulted in a
reduction in failure energy which correlates with therelative low tensile properties at break seen in Table 5
Overall adding hydrotalcites up to 5 phr does notappear to have any detrimental effect on the mechanicalperformance of compression moulded PVC The evi-dence for CaZn plus 10 phr of hydrotalcite is that thislevel of addition is too high as some significant loss ofboth tensile strength and impact strength occurs
Mechanical properties of extrudatesProperties of the extrudates are given in Table 7 Forease of comparison the data have been divided intothree sets and the results for two formulations lsquoREFrsquo(no hydrotalcite and 7 phr impact modifier) and lsquo5A7Mrsquo (5 phr Alcamizer and 7 phr impact modifier)appear twice Table 7 shows that tensile properties areconsistently good for all formulations while notchedCharpy impact strengths show substantial variations
Tensile properties
Sets 1 and 3 show that adding hydrotalcite up to 10 phrhas little influence on yield strength while properties atbreak show some slight variations but with no realpattern In Set 2 it is very apparent that an initialaddition of Alcamizer at 5 phr followed by increasingthe impact modifier content reduces yield strength andit is only with the lsquo5A7Mrsquo formulation that strength atbreak is affected
Notched Charpy impact strength
Figure 3 illustrates the appearance of samples afterimpact testing and in Table 7 the number of breaks and
Table 7 Tensile properties and notched Charpy impact strength of extrudates
Identifier
Tensile Notched Charpy impact
Yield strengthMPa
Strengthat breakMPa
Elongationat break
No ofbreaks
Noofnon-breaks
lsquoEnergy absorbedrsquokJ m22
Set 1REF 438 (05) 423 (40) 1123 (321) 13 1 387 (278)2A7M 440 (14) 486 (29) 1593 (197) 2 12 1242 (274)5A7M 439 (06) 430 (41) 1395 (262) 0 15 1392 (97)10A7M 441 (21) 451 (33) 1378 (109) 0 15 1257 (160)Set 2CORE 513 (07) 528 (36) 1295 (181) 10 0 77 (27)5A0M 499 (04) 519 (34) 1391 (211) 10 0 137 (42)5A4M 464 (06) 530 (32) 1658 (139) 10 0 426 (250)5A7M 439 (06) 430 (41) 1395 (262) 0 15 1392 (97)Set 3REF 438 (05) 423 (40) 1123 (321) 13 1 387 (278)2S7M 440 (06) 413 (48) 863 (359) 3 7 633 (484)5S7M 431 (08) 452 (56) 1305 (426) 0 10 1465 (100)10S7M 412 (07) 403 (36) 1045 (316) 0 10 1220 (131)
3 Notched Charpy sample with two examples of breaks and lsquonon-breaksrsquo
Hitt et al Melt compounding of rigid PVC formulations with hydrotalcites
450 Plastics Rubber and Composites 2008 VOL 37 NO 910
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
non-breaks is shown for each formulation To compareimpact strength average values of lsquoenergy absorbedrsquohave been calculated for each formulation whether theformulation gave 100 breaks 100 non-breaks or amixture of the two types of failure mode Sets 1 and 3show substantial increases in impact strength on adding2 and 5 phr of hydrotalcite A further increase to 10 phrof hydrotalcite reduces the enhancement in impactperformance In Set 2 adding 5 phr of Alcamizer onlyto the core formulation does improve impact strengthhowever only to a level that can be consideredinsignificant when compared to the reference formula-tion (Set 1) The introduction of impact modifier in Set 2at 4 phr gives an impact strength comparable to thereference formulation and at 7 phr a substantial increasein impact strength is found
Overall very good tensile properties are found withall extrudates In terms of impact performance addinghydrotalcites in combination with an impact modifiercan greatly improve notched impact strength It wouldappear that this benefit can be accrued with 2 phr ofAlcamizer and maybe 3 phr of Sorbacid
Characterisation of extrudatesX-ray diffraction patterns are shown in Fig 4 The toppattern5 is that of Alcamizer alone with its intensity
scaled down considerably to enable this pattern to becompared with those from extrudates1ndash4 In the figureit is very evident that as the Alcamizer contentof extrudate is increased the main reflections of thehydrotalcite at 2h51165 and 2342u increase accord-ingly There are two other points to note First thelowest pattern1 the reference formulation with no addedhydrotalcite has a small peak at 2h51165ushowing thatsome form of hydrotalcite is one of the components ofthe CaZn stabiliser one pack Second the reflection closeto 2h5275u arises from the titanium dioxide
Transmission electron microscopy images obtainedfrom sections through the same set of extrudatesdisplayed in Fig 4 are shown in Fig 5 (where thehydrotalcite particles have an elongated shape andtitanium dioxide particles appear more circular as inthe REF image in Fig 5) The images confirm that thehydrotalcite especially the fine particles are welldispersed It is this feature that produces the significantenhancement in impact strength
ConclusionHydrotalcites are very effective costabilisers for PVCThe evidence presented here on compression mouldedsamples suggest that in combination with CaZn and
4 X-ray diffraction patterns for extrudates with different additions of Alcamizer
5 Transmission electron microscopy images of extrudates with different additions of Alcamizer white bars equal 100 nm
(from left to right REF 2A7M 5A7M and 10A7M)
Hitt et al Melt compounding of rigid PVC formulations with hydrotalcites
Plastics Rubber and Composites 2008 VOL 37 NO 910 451
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
OBS as primary stabilisers additive levels y2 phrwould be optimal This level of addition has nodetrimental effect upon mechanical performance It isclear that in CaZn stabilised extrusion formulationshydrotalcites (at 2ndash3 phr) act as reinforcing particles aslong as an impact modifier is present
To follow on from these findings research objectivesare to
(i) reevaluate the tin stabiliser but with hydrotalcitesat 1 and 2 phr
(ii) assess the performance of extrudates costabilisedwith OBS and hydrotalcites (1 2 and 5 phr)
(iii) further investigate the early stages of degrada-tion of PVC formulations containing hydrotal-cite by Raman spectroscopy
It is also recognised that potential exists to furtherexploit the enhanced stability and mechanical propertiesoffered by hydrotalcites by reducing particle size Workon the synthesis of such hydrotalcites is currently inprogress at IPTME
Acknowledgements
The authors acknowledge the support from EPSRC(grant no EPD0253541) and greatly appreciate theconstructive contributions from members of boththe VinylSUM Research Group (at IPTME) and theVinylSUM Network Particular thanks go to the namedcompanies that supplied polymers and additives
This paper is based on a contribution to PVC2008the tenth International PVC Conference organised by
the Polymer Society of the Institute of MaterialsMineral and Mining in Brighton UK on 22ndash24 April2008
References1 L van der Ven M L M van Gemert L F Batenburg J J Keern
L H Gielgens T P M Koster and H R Fischer Appl Clay Sci
2000 17 25ndash34
2 Y Lin D Li D G Evans and X Duan Polym Degrad Stab
2005 88 286ndash293
3 Y Lin J Wang D G Evans and D Li J Phys Chem Solids
2006 67 998ndash1001
4 R Kalouskova M Novotna and Z Vymazal Polym Degrad
Stab 2004 85 903ndash909
5 X Wang Polym Mater Sci Eng 2004 91 738ndash739
6 X Wang and Q Zhang Polym Int 2004 53 698ndash707
7 Available at httpwwwkisumacom
8 Available at httpwwwsud-chemiecom
9 Alcamizer P93 lsquoMaterial Safety Data Sheetrsquo 2004
10 Sorbacid 911 lsquoMaterial Safety Data Sheetrsquo 2004
11 M A Algahtani lsquoThe effect of hydrotalcite mineral filler on
properties and stability of rigid PVCrsquo MSc Project Report
Loughborough University Leicestershire UK 2007
12 M Gilbert and J C Vyvoda Polymer 1981 22 1134ndash1136
13 M Gilbert Plast Rubber Int 1985 10 16ndash19
14 L-A Fillot C Gauthier and P Hajji Proc 9th IOM Int PVC
Conf Brighton UK April 2005 IOM 425ndash437
15 W V Titow lsquoPVC technologyrsquo 4th edn Chap 9 1984 London
Elsevier Applied Science Publishers
16 H I Gokcel D Balkose and U Kokturk Eur Polym J 1999 35
1501ndash1508
17 A Al-Dossary lsquoUse of UV and Raman spectroscopies to evaluate
degradation in PVCrsquo MSc Project Report Loughborough
University Leicestershire UK 2007
Hitt et al Melt compounding of rigid PVC formulations with hydrotalcites
452 Plastics Rubber and Composites 2008 VOL 37 NO 910

Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
apparent indicators of degradation of PVC and thesequence is often seen as yellow to reddish brown andultimately to black In some studies this progression incolour has been attributed to the formation of stronglycoloured carbonium salts15 However it is morecommonly attributed to the conjugated double bondsthat arise from dehydrochlorination where polyene
sequences of just seven conjugated double bonds cancause PVC to change colour and sequences of up to 30have been found in the course of the process15 Thus itappears in the presence of hydrotalcites only particularpolyene sequences are generated during degradation thatgive rise to the observed colour changes It should alsobe noted that the extent of degradation to cause colour
Table 6 Instrumented falling weight impact tester data for compression moulded samples
Hydrotalcitephr
Peak forceN mm21
Peak energyJ mm21
Failure energyJ mm21
Peak forceNm m21
Peak energyJ mm21
Failure energyJ mm21
TinzAlcamizer P93 TinzSorbacid 9110 D 1363 (39) 719 (053) 1180 (049) D 1363 (39) 719 (053) 1180 (049)5 D 1363 (27) 728 (032) 1203 (040) D 1366 (16) 740 (015) 1214 (013)
CaZnzAlcamizer P93 CaZnzSorbacid 9110 D 1363 (32) 698 (030) 1130 (032) D 1363 (32) 698 (030) 1130 (032)5 M 1321 (24) 670 (072) 1041 (093) M 1318 (21) 698 (053) 1073 (083)10 B 1254 (183) 620 (172) 931 (220) B 1292 (33) 657 (096) 982 (100)
OBSzAlcamizer P93 OBSzSorbacid 9110 D 1430 (25) 740 (017) 1150 (021) D 1430 (25) 740 (017) 1150 (021)2 D 1446 (44) 730 (081) 1100 (061) D 1432 (18) 740 (028) 1110 (028)5 D 1403 (33) 740 (018) 1070 (018) M 1428 (37) 730 (059) 1060 (052)
Letters in peak force boxes denote mode of failure D ndash all failures were ductile (sample punctured) B ndash all failures were brittle (sampleshattered) and M ndash mixture of D and B
Table 5 Tensile properties of compression mouldings
Hydrotalcitephr
Yield strengthMPa
Strengthat break MPa
Elongationat break
Yield strengthMPa
Strengthat break MPa
Elongationat break
Alcamizer P93 Sorbacid 9115 516 (02) 520 (15) 1540 (140) 518 (05) 510 (17) 1493 (101)
TinzAlcamizer P93 TinzSorbacid 9110 581 (19) 533 (50) 1630 (155) 581 (19) 533 (50) 1630 (155)5 565 (17) 548 (49) 1787 (199) 566 (20) 532 (35) 1658 (218)
CaZnzAlcamizer P93 CaZnzSorbacid 9110 525 (10) 519 (30) 1526 (136) 525 (10) 519 (30) 1526 (136)2 525 (10) 537 (49) 1538 (273) 501 (11) 500 (25) 1430 (90)5 491 (13) 501 (34) 1549 (163) 487 (17) 503 (34) 1548 (149)10 470 (08) 511 (12) 1750 (56) 465 (08) 487 (30) 1564 (212)
OBSzAlcamizer P93 OBSzSorbacid 9110 511 (32) 530 (53) 1700 (197) 511 (32) 530 (53) 1700 (197)2 505 (13) 557 (21) 1810 (107) 510 (10) 533 (30) 1647 (130)5 488 (04) 546 (24) 1833 (113) 488 (06) 464 (74) 1240 (533)
1 Effect on dynamic stability of adding 2 phr of hydrotalcite
Hitt et al Melt compounding of rigid PVC formulations with hydrotalcites
448 Plastics Rubber and Composites 2008 VOL 37 NO 910
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
change is very low a loss of mass of just 01 fromPVC by dehydrochlorination is enough16
Torque rheometry and dynamic stabilityIn Table 4 hydrotalcites in combination with the tinstabiliser appear to have a mixed effect stability time issignificantly reduced with Alcamizer but improved withSorbacid In fact the stability time for tin withAlcamizer is little different from the Alcamizer onlyformulation This might be related to the increasedtorque on adding the Alcamizer to the tin stabilisedformulation however adding Sorbacid to the tinstabilised formulation also increases torque but stillimproved stability time For the CaZn stabiliser adding2 phr of hydrotalcite greatly increases stability timewhich is further increased at 5 phr of the additiveSimilar trends but less pronounced are found onadding hydrotalcite to the OBS formulation
Figure 1 shows the effect of adding 2 phr of hydro-talcite to CaZn and OBS formulations The curvesillustrate how hydrotalcites do not significantly affectequilibrium torque or change the temperature reachedby the mix
Thermal (oven) stabilityAn oven stability chart is shown in Fig 2 for sets ofsamples cut from compression mouldings of threeformulations tin stabilised and similar tin stabilisedplus 5 phr Alcamizer or Sorbacid The chart shows thatin terms of stability the formulations can be rankedtinzSorbacid tin only tinzAlcamizer This is in
complete agreement with the torque rheometer dataAnother significant feature is the sequence of coloursobserved For tin only the sequence is clear to yellow toblack With the hydrotalcites this sequence is punctuatedby the appearance of orange and dark red colouredsamples at 30 and 40 min respectively with theAlcamizer and by orange coloured samples at 50 minwith the Sorbacid
Oven stability tests for hydrotalcites in combinationwith the CaZn stabiliser and the OBS also agreed withthe dynamic stability results In both cases the time atwhich the samples ultimately went black was substan-tially delayed by adding hydrotalcites In terms of timeto initial colour change the OBS only formulationchanged well before the formulations of OBS withhydrotalcites However with CaZn the first formula-tions to show colour change were those with 5 phrhydrotalcite while the three formulations of CaZnalone and of CaZn with 2 phr of the hydrotalcites allseemingly began to discolour at about the same timeFigure 2 illustrates this for 2 and 5 phr additions ofAlcamizer Thus 2 phr of hydrotalcite in combinationwith CaZn offers both greatly improved dynamicstability and oven stability but increasing the additivelevel to 5 phr has additional benefit in terms of dynamicstability but seemingly reduces oven stabilityEvaluation of the oven aged samples of CaZn and ofCaZn plus 5 phr hydrotalcite by Raman spectroscopyconfirmed that unsaturation of PVC chains increased inthe presence of hydrotalcite17
2 Oven stability chart for PVC formulations
Hitt et al Melt compounding of rigid PVC formulations with hydrotalcites
Plastics Rubber and Composites 2008 VOL 37 NO 910 449
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Mechanical properties of compression mouldedsamplesTensile properties
Table 5 shows that very good tensile properties areobtained for all formulations tested even the highlydiscoloured red compression mouldings of PVC plushydrotalcite alone From the table it is clear that addinghydrotalcites reduces yield strength but not greatly at5 phr it is down by 26 with tin by 7 with CaZnand by 45 with OBS Also Alcamizer appears to haveno detrimental effect upon properties at break while5 phr of Sorbacid does significantly lower the breakvalues when combined with OBS A slight reduction ofyield strength if accompanied by increased elongationor ductility is a desirable response that may havepotential for impact modification andor toughnessenhancement
Impact properties
These are presented in Table 6 for various formulationsThe results correlate with the tensile properties in thatvery good impact properties (especially those of peakforce and peak energy) are seen across the table Itappears that adding 5 phr of hydrotalcite has little effecton values of peak force and peak energy but does reducefailure energy where sample batches displayed a mix ofductile and brittle failures (denoted by lsquoMrsquo in Table 6)For OBS in particular with 5 phr Alcamizer impactproperties are very good as all samples failed in aductile manner whereas with 5 phr Sorbacid a mix ofductile and brittle failures occurred which resulted in a
reduction in failure energy which correlates with therelative low tensile properties at break seen in Table 5
Overall adding hydrotalcites up to 5 phr does notappear to have any detrimental effect on the mechanicalperformance of compression moulded PVC The evi-dence for CaZn plus 10 phr of hydrotalcite is that thislevel of addition is too high as some significant loss ofboth tensile strength and impact strength occurs
Mechanical properties of extrudatesProperties of the extrudates are given in Table 7 Forease of comparison the data have been divided intothree sets and the results for two formulations lsquoREFrsquo(no hydrotalcite and 7 phr impact modifier) and lsquo5A7Mrsquo (5 phr Alcamizer and 7 phr impact modifier)appear twice Table 7 shows that tensile properties areconsistently good for all formulations while notchedCharpy impact strengths show substantial variations
Tensile properties
Sets 1 and 3 show that adding hydrotalcite up to 10 phrhas little influence on yield strength while properties atbreak show some slight variations but with no realpattern In Set 2 it is very apparent that an initialaddition of Alcamizer at 5 phr followed by increasingthe impact modifier content reduces yield strength andit is only with the lsquo5A7Mrsquo formulation that strength atbreak is affected
Notched Charpy impact strength
Figure 3 illustrates the appearance of samples afterimpact testing and in Table 7 the number of breaks and
Table 7 Tensile properties and notched Charpy impact strength of extrudates
Identifier
Tensile Notched Charpy impact
Yield strengthMPa
Strengthat breakMPa
Elongationat break
No ofbreaks
Noofnon-breaks
lsquoEnergy absorbedrsquokJ m22
Set 1REF 438 (05) 423 (40) 1123 (321) 13 1 387 (278)2A7M 440 (14) 486 (29) 1593 (197) 2 12 1242 (274)5A7M 439 (06) 430 (41) 1395 (262) 0 15 1392 (97)10A7M 441 (21) 451 (33) 1378 (109) 0 15 1257 (160)Set 2CORE 513 (07) 528 (36) 1295 (181) 10 0 77 (27)5A0M 499 (04) 519 (34) 1391 (211) 10 0 137 (42)5A4M 464 (06) 530 (32) 1658 (139) 10 0 426 (250)5A7M 439 (06) 430 (41) 1395 (262) 0 15 1392 (97)Set 3REF 438 (05) 423 (40) 1123 (321) 13 1 387 (278)2S7M 440 (06) 413 (48) 863 (359) 3 7 633 (484)5S7M 431 (08) 452 (56) 1305 (426) 0 10 1465 (100)10S7M 412 (07) 403 (36) 1045 (316) 0 10 1220 (131)
3 Notched Charpy sample with two examples of breaks and lsquonon-breaksrsquo
Hitt et al Melt compounding of rigid PVC formulations with hydrotalcites
450 Plastics Rubber and Composites 2008 VOL 37 NO 910
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
non-breaks is shown for each formulation To compareimpact strength average values of lsquoenergy absorbedrsquohave been calculated for each formulation whether theformulation gave 100 breaks 100 non-breaks or amixture of the two types of failure mode Sets 1 and 3show substantial increases in impact strength on adding2 and 5 phr of hydrotalcite A further increase to 10 phrof hydrotalcite reduces the enhancement in impactperformance In Set 2 adding 5 phr of Alcamizer onlyto the core formulation does improve impact strengthhowever only to a level that can be consideredinsignificant when compared to the reference formula-tion (Set 1) The introduction of impact modifier in Set 2at 4 phr gives an impact strength comparable to thereference formulation and at 7 phr a substantial increasein impact strength is found
Overall very good tensile properties are found withall extrudates In terms of impact performance addinghydrotalcites in combination with an impact modifiercan greatly improve notched impact strength It wouldappear that this benefit can be accrued with 2 phr ofAlcamizer and maybe 3 phr of Sorbacid
Characterisation of extrudatesX-ray diffraction patterns are shown in Fig 4 The toppattern5 is that of Alcamizer alone with its intensity
scaled down considerably to enable this pattern to becompared with those from extrudates1ndash4 In the figureit is very evident that as the Alcamizer contentof extrudate is increased the main reflections of thehydrotalcite at 2h51165 and 2342u increase accord-ingly There are two other points to note First thelowest pattern1 the reference formulation with no addedhydrotalcite has a small peak at 2h51165ushowing thatsome form of hydrotalcite is one of the components ofthe CaZn stabiliser one pack Second the reflection closeto 2h5275u arises from the titanium dioxide
Transmission electron microscopy images obtainedfrom sections through the same set of extrudatesdisplayed in Fig 4 are shown in Fig 5 (where thehydrotalcite particles have an elongated shape andtitanium dioxide particles appear more circular as inthe REF image in Fig 5) The images confirm that thehydrotalcite especially the fine particles are welldispersed It is this feature that produces the significantenhancement in impact strength
ConclusionHydrotalcites are very effective costabilisers for PVCThe evidence presented here on compression mouldedsamples suggest that in combination with CaZn and
4 X-ray diffraction patterns for extrudates with different additions of Alcamizer
5 Transmission electron microscopy images of extrudates with different additions of Alcamizer white bars equal 100 nm
(from left to right REF 2A7M 5A7M and 10A7M)
Hitt et al Melt compounding of rigid PVC formulations with hydrotalcites
Plastics Rubber and Composites 2008 VOL 37 NO 910 451
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
OBS as primary stabilisers additive levels y2 phrwould be optimal This level of addition has nodetrimental effect upon mechanical performance It isclear that in CaZn stabilised extrusion formulationshydrotalcites (at 2ndash3 phr) act as reinforcing particles aslong as an impact modifier is present
To follow on from these findings research objectivesare to
(i) reevaluate the tin stabiliser but with hydrotalcitesat 1 and 2 phr
(ii) assess the performance of extrudates costabilisedwith OBS and hydrotalcites (1 2 and 5 phr)
(iii) further investigate the early stages of degrada-tion of PVC formulations containing hydrotal-cite by Raman spectroscopy
It is also recognised that potential exists to furtherexploit the enhanced stability and mechanical propertiesoffered by hydrotalcites by reducing particle size Workon the synthesis of such hydrotalcites is currently inprogress at IPTME
Acknowledgements
The authors acknowledge the support from EPSRC(grant no EPD0253541) and greatly appreciate theconstructive contributions from members of boththe VinylSUM Research Group (at IPTME) and theVinylSUM Network Particular thanks go to the namedcompanies that supplied polymers and additives
This paper is based on a contribution to PVC2008the tenth International PVC Conference organised by
the Polymer Society of the Institute of MaterialsMineral and Mining in Brighton UK on 22ndash24 April2008
References1 L van der Ven M L M van Gemert L F Batenburg J J Keern
L H Gielgens T P M Koster and H R Fischer Appl Clay Sci
2000 17 25ndash34
2 Y Lin D Li D G Evans and X Duan Polym Degrad Stab
2005 88 286ndash293
3 Y Lin J Wang D G Evans and D Li J Phys Chem Solids
2006 67 998ndash1001
4 R Kalouskova M Novotna and Z Vymazal Polym Degrad
Stab 2004 85 903ndash909
5 X Wang Polym Mater Sci Eng 2004 91 738ndash739
6 X Wang and Q Zhang Polym Int 2004 53 698ndash707
7 Available at httpwwwkisumacom
8 Available at httpwwwsud-chemiecom
9 Alcamizer P93 lsquoMaterial Safety Data Sheetrsquo 2004
10 Sorbacid 911 lsquoMaterial Safety Data Sheetrsquo 2004
11 M A Algahtani lsquoThe effect of hydrotalcite mineral filler on
properties and stability of rigid PVCrsquo MSc Project Report
Loughborough University Leicestershire UK 2007
12 M Gilbert and J C Vyvoda Polymer 1981 22 1134ndash1136
13 M Gilbert Plast Rubber Int 1985 10 16ndash19
14 L-A Fillot C Gauthier and P Hajji Proc 9th IOM Int PVC
Conf Brighton UK April 2005 IOM 425ndash437
15 W V Titow lsquoPVC technologyrsquo 4th edn Chap 9 1984 London
Elsevier Applied Science Publishers
16 H I Gokcel D Balkose and U Kokturk Eur Polym J 1999 35
1501ndash1508
17 A Al-Dossary lsquoUse of UV and Raman spectroscopies to evaluate
degradation in PVCrsquo MSc Project Report Loughborough
University Leicestershire UK 2007
Hitt et al Melt compounding of rigid PVC formulations with hydrotalcites
452 Plastics Rubber and Composites 2008 VOL 37 NO 910

Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
change is very low a loss of mass of just 01 fromPVC by dehydrochlorination is enough16
Torque rheometry and dynamic stabilityIn Table 4 hydrotalcites in combination with the tinstabiliser appear to have a mixed effect stability time issignificantly reduced with Alcamizer but improved withSorbacid In fact the stability time for tin withAlcamizer is little different from the Alcamizer onlyformulation This might be related to the increasedtorque on adding the Alcamizer to the tin stabilisedformulation however adding Sorbacid to the tinstabilised formulation also increases torque but stillimproved stability time For the CaZn stabiliser adding2 phr of hydrotalcite greatly increases stability timewhich is further increased at 5 phr of the additiveSimilar trends but less pronounced are found onadding hydrotalcite to the OBS formulation
Figure 1 shows the effect of adding 2 phr of hydro-talcite to CaZn and OBS formulations The curvesillustrate how hydrotalcites do not significantly affectequilibrium torque or change the temperature reachedby the mix
Thermal (oven) stabilityAn oven stability chart is shown in Fig 2 for sets ofsamples cut from compression mouldings of threeformulations tin stabilised and similar tin stabilisedplus 5 phr Alcamizer or Sorbacid The chart shows thatin terms of stability the formulations can be rankedtinzSorbacid tin only tinzAlcamizer This is in
complete agreement with the torque rheometer dataAnother significant feature is the sequence of coloursobserved For tin only the sequence is clear to yellow toblack With the hydrotalcites this sequence is punctuatedby the appearance of orange and dark red colouredsamples at 30 and 40 min respectively with theAlcamizer and by orange coloured samples at 50 minwith the Sorbacid
Oven stability tests for hydrotalcites in combinationwith the CaZn stabiliser and the OBS also agreed withthe dynamic stability results In both cases the time atwhich the samples ultimately went black was substan-tially delayed by adding hydrotalcites In terms of timeto initial colour change the OBS only formulationchanged well before the formulations of OBS withhydrotalcites However with CaZn the first formula-tions to show colour change were those with 5 phrhydrotalcite while the three formulations of CaZnalone and of CaZn with 2 phr of the hydrotalcites allseemingly began to discolour at about the same timeFigure 2 illustrates this for 2 and 5 phr additions ofAlcamizer Thus 2 phr of hydrotalcite in combinationwith CaZn offers both greatly improved dynamicstability and oven stability but increasing the additivelevel to 5 phr has additional benefit in terms of dynamicstability but seemingly reduces oven stabilityEvaluation of the oven aged samples of CaZn and ofCaZn plus 5 phr hydrotalcite by Raman spectroscopyconfirmed that unsaturation of PVC chains increased inthe presence of hydrotalcite17
2 Oven stability chart for PVC formulations
Hitt et al Melt compounding of rigid PVC formulations with hydrotalcites
Plastics Rubber and Composites 2008 VOL 37 NO 910 449
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Mechanical properties of compression mouldedsamplesTensile properties
Table 5 shows that very good tensile properties areobtained for all formulations tested even the highlydiscoloured red compression mouldings of PVC plushydrotalcite alone From the table it is clear that addinghydrotalcites reduces yield strength but not greatly at5 phr it is down by 26 with tin by 7 with CaZnand by 45 with OBS Also Alcamizer appears to haveno detrimental effect upon properties at break while5 phr of Sorbacid does significantly lower the breakvalues when combined with OBS A slight reduction ofyield strength if accompanied by increased elongationor ductility is a desirable response that may havepotential for impact modification andor toughnessenhancement
Impact properties
These are presented in Table 6 for various formulationsThe results correlate with the tensile properties in thatvery good impact properties (especially those of peakforce and peak energy) are seen across the table Itappears that adding 5 phr of hydrotalcite has little effecton values of peak force and peak energy but does reducefailure energy where sample batches displayed a mix ofductile and brittle failures (denoted by lsquoMrsquo in Table 6)For OBS in particular with 5 phr Alcamizer impactproperties are very good as all samples failed in aductile manner whereas with 5 phr Sorbacid a mix ofductile and brittle failures occurred which resulted in a
reduction in failure energy which correlates with therelative low tensile properties at break seen in Table 5
Overall adding hydrotalcites up to 5 phr does notappear to have any detrimental effect on the mechanicalperformance of compression moulded PVC The evi-dence for CaZn plus 10 phr of hydrotalcite is that thislevel of addition is too high as some significant loss ofboth tensile strength and impact strength occurs
Mechanical properties of extrudatesProperties of the extrudates are given in Table 7 Forease of comparison the data have been divided intothree sets and the results for two formulations lsquoREFrsquo(no hydrotalcite and 7 phr impact modifier) and lsquo5A7Mrsquo (5 phr Alcamizer and 7 phr impact modifier)appear twice Table 7 shows that tensile properties areconsistently good for all formulations while notchedCharpy impact strengths show substantial variations
Tensile properties
Sets 1 and 3 show that adding hydrotalcite up to 10 phrhas little influence on yield strength while properties atbreak show some slight variations but with no realpattern In Set 2 it is very apparent that an initialaddition of Alcamizer at 5 phr followed by increasingthe impact modifier content reduces yield strength andit is only with the lsquo5A7Mrsquo formulation that strength atbreak is affected
Notched Charpy impact strength
Figure 3 illustrates the appearance of samples afterimpact testing and in Table 7 the number of breaks and
Table 7 Tensile properties and notched Charpy impact strength of extrudates
Identifier
Tensile Notched Charpy impact
Yield strengthMPa
Strengthat breakMPa
Elongationat break
No ofbreaks
Noofnon-breaks
lsquoEnergy absorbedrsquokJ m22
Set 1REF 438 (05) 423 (40) 1123 (321) 13 1 387 (278)2A7M 440 (14) 486 (29) 1593 (197) 2 12 1242 (274)5A7M 439 (06) 430 (41) 1395 (262) 0 15 1392 (97)10A7M 441 (21) 451 (33) 1378 (109) 0 15 1257 (160)Set 2CORE 513 (07) 528 (36) 1295 (181) 10 0 77 (27)5A0M 499 (04) 519 (34) 1391 (211) 10 0 137 (42)5A4M 464 (06) 530 (32) 1658 (139) 10 0 426 (250)5A7M 439 (06) 430 (41) 1395 (262) 0 15 1392 (97)Set 3REF 438 (05) 423 (40) 1123 (321) 13 1 387 (278)2S7M 440 (06) 413 (48) 863 (359) 3 7 633 (484)5S7M 431 (08) 452 (56) 1305 (426) 0 10 1465 (100)10S7M 412 (07) 403 (36) 1045 (316) 0 10 1220 (131)
3 Notched Charpy sample with two examples of breaks and lsquonon-breaksrsquo
Hitt et al Melt compounding of rigid PVC formulations with hydrotalcites
450 Plastics Rubber and Composites 2008 VOL 37 NO 910
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
non-breaks is shown for each formulation To compareimpact strength average values of lsquoenergy absorbedrsquohave been calculated for each formulation whether theformulation gave 100 breaks 100 non-breaks or amixture of the two types of failure mode Sets 1 and 3show substantial increases in impact strength on adding2 and 5 phr of hydrotalcite A further increase to 10 phrof hydrotalcite reduces the enhancement in impactperformance In Set 2 adding 5 phr of Alcamizer onlyto the core formulation does improve impact strengthhowever only to a level that can be consideredinsignificant when compared to the reference formula-tion (Set 1) The introduction of impact modifier in Set 2at 4 phr gives an impact strength comparable to thereference formulation and at 7 phr a substantial increasein impact strength is found
Overall very good tensile properties are found withall extrudates In terms of impact performance addinghydrotalcites in combination with an impact modifiercan greatly improve notched impact strength It wouldappear that this benefit can be accrued with 2 phr ofAlcamizer and maybe 3 phr of Sorbacid
Characterisation of extrudatesX-ray diffraction patterns are shown in Fig 4 The toppattern5 is that of Alcamizer alone with its intensity
scaled down considerably to enable this pattern to becompared with those from extrudates1ndash4 In the figureit is very evident that as the Alcamizer contentof extrudate is increased the main reflections of thehydrotalcite at 2h51165 and 2342u increase accord-ingly There are two other points to note First thelowest pattern1 the reference formulation with no addedhydrotalcite has a small peak at 2h51165ushowing thatsome form of hydrotalcite is one of the components ofthe CaZn stabiliser one pack Second the reflection closeto 2h5275u arises from the titanium dioxide
Transmission electron microscopy images obtainedfrom sections through the same set of extrudatesdisplayed in Fig 4 are shown in Fig 5 (where thehydrotalcite particles have an elongated shape andtitanium dioxide particles appear more circular as inthe REF image in Fig 5) The images confirm that thehydrotalcite especially the fine particles are welldispersed It is this feature that produces the significantenhancement in impact strength
ConclusionHydrotalcites are very effective costabilisers for PVCThe evidence presented here on compression mouldedsamples suggest that in combination with CaZn and
4 X-ray diffraction patterns for extrudates with different additions of Alcamizer
5 Transmission electron microscopy images of extrudates with different additions of Alcamizer white bars equal 100 nm
(from left to right REF 2A7M 5A7M and 10A7M)
Hitt et al Melt compounding of rigid PVC formulations with hydrotalcites
Plastics Rubber and Composites 2008 VOL 37 NO 910 451
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
OBS as primary stabilisers additive levels y2 phrwould be optimal This level of addition has nodetrimental effect upon mechanical performance It isclear that in CaZn stabilised extrusion formulationshydrotalcites (at 2ndash3 phr) act as reinforcing particles aslong as an impact modifier is present
To follow on from these findings research objectivesare to
(i) reevaluate the tin stabiliser but with hydrotalcitesat 1 and 2 phr
(ii) assess the performance of extrudates costabilisedwith OBS and hydrotalcites (1 2 and 5 phr)
(iii) further investigate the early stages of degrada-tion of PVC formulations containing hydrotal-cite by Raman spectroscopy
It is also recognised that potential exists to furtherexploit the enhanced stability and mechanical propertiesoffered by hydrotalcites by reducing particle size Workon the synthesis of such hydrotalcites is currently inprogress at IPTME
Acknowledgements
The authors acknowledge the support from EPSRC(grant no EPD0253541) and greatly appreciate theconstructive contributions from members of boththe VinylSUM Research Group (at IPTME) and theVinylSUM Network Particular thanks go to the namedcompanies that supplied polymers and additives
This paper is based on a contribution to PVC2008the tenth International PVC Conference organised by
the Polymer Society of the Institute of MaterialsMineral and Mining in Brighton UK on 22ndash24 April2008
References1 L van der Ven M L M van Gemert L F Batenburg J J Keern
L H Gielgens T P M Koster and H R Fischer Appl Clay Sci
2000 17 25ndash34
2 Y Lin D Li D G Evans and X Duan Polym Degrad Stab
2005 88 286ndash293
3 Y Lin J Wang D G Evans and D Li J Phys Chem Solids
2006 67 998ndash1001
4 R Kalouskova M Novotna and Z Vymazal Polym Degrad
Stab 2004 85 903ndash909
5 X Wang Polym Mater Sci Eng 2004 91 738ndash739
6 X Wang and Q Zhang Polym Int 2004 53 698ndash707
7 Available at httpwwwkisumacom
8 Available at httpwwwsud-chemiecom
9 Alcamizer P93 lsquoMaterial Safety Data Sheetrsquo 2004
10 Sorbacid 911 lsquoMaterial Safety Data Sheetrsquo 2004
11 M A Algahtani lsquoThe effect of hydrotalcite mineral filler on
properties and stability of rigid PVCrsquo MSc Project Report
Loughborough University Leicestershire UK 2007
12 M Gilbert and J C Vyvoda Polymer 1981 22 1134ndash1136
13 M Gilbert Plast Rubber Int 1985 10 16ndash19
14 L-A Fillot C Gauthier and P Hajji Proc 9th IOM Int PVC
Conf Brighton UK April 2005 IOM 425ndash437
15 W V Titow lsquoPVC technologyrsquo 4th edn Chap 9 1984 London
Elsevier Applied Science Publishers
16 H I Gokcel D Balkose and U Kokturk Eur Polym J 1999 35
1501ndash1508
17 A Al-Dossary lsquoUse of UV and Raman spectroscopies to evaluate
degradation in PVCrsquo MSc Project Report Loughborough
University Leicestershire UK 2007
Hitt et al Melt compounding of rigid PVC formulations with hydrotalcites
452 Plastics Rubber and Composites 2008 VOL 37 NO 910

Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Mechanical properties of compression mouldedsamplesTensile properties
Table 5 shows that very good tensile properties areobtained for all formulations tested even the highlydiscoloured red compression mouldings of PVC plushydrotalcite alone From the table it is clear that addinghydrotalcites reduces yield strength but not greatly at5 phr it is down by 26 with tin by 7 with CaZnand by 45 with OBS Also Alcamizer appears to haveno detrimental effect upon properties at break while5 phr of Sorbacid does significantly lower the breakvalues when combined with OBS A slight reduction ofyield strength if accompanied by increased elongationor ductility is a desirable response that may havepotential for impact modification andor toughnessenhancement
Impact properties
These are presented in Table 6 for various formulationsThe results correlate with the tensile properties in thatvery good impact properties (especially those of peakforce and peak energy) are seen across the table Itappears that adding 5 phr of hydrotalcite has little effecton values of peak force and peak energy but does reducefailure energy where sample batches displayed a mix ofductile and brittle failures (denoted by lsquoMrsquo in Table 6)For OBS in particular with 5 phr Alcamizer impactproperties are very good as all samples failed in aductile manner whereas with 5 phr Sorbacid a mix ofductile and brittle failures occurred which resulted in a
reduction in failure energy which correlates with therelative low tensile properties at break seen in Table 5
Overall adding hydrotalcites up to 5 phr does notappear to have any detrimental effect on the mechanicalperformance of compression moulded PVC The evi-dence for CaZn plus 10 phr of hydrotalcite is that thislevel of addition is too high as some significant loss ofboth tensile strength and impact strength occurs
Mechanical properties of extrudatesProperties of the extrudates are given in Table 7 Forease of comparison the data have been divided intothree sets and the results for two formulations lsquoREFrsquo(no hydrotalcite and 7 phr impact modifier) and lsquo5A7Mrsquo (5 phr Alcamizer and 7 phr impact modifier)appear twice Table 7 shows that tensile properties areconsistently good for all formulations while notchedCharpy impact strengths show substantial variations
Tensile properties
Sets 1 and 3 show that adding hydrotalcite up to 10 phrhas little influence on yield strength while properties atbreak show some slight variations but with no realpattern In Set 2 it is very apparent that an initialaddition of Alcamizer at 5 phr followed by increasingthe impact modifier content reduces yield strength andit is only with the lsquo5A7Mrsquo formulation that strength atbreak is affected
Notched Charpy impact strength
Figure 3 illustrates the appearance of samples afterimpact testing and in Table 7 the number of breaks and
Table 7 Tensile properties and notched Charpy impact strength of extrudates
Identifier
Tensile Notched Charpy impact
Yield strengthMPa
Strengthat breakMPa
Elongationat break
No ofbreaks
Noofnon-breaks
lsquoEnergy absorbedrsquokJ m22
Set 1REF 438 (05) 423 (40) 1123 (321) 13 1 387 (278)2A7M 440 (14) 486 (29) 1593 (197) 2 12 1242 (274)5A7M 439 (06) 430 (41) 1395 (262) 0 15 1392 (97)10A7M 441 (21) 451 (33) 1378 (109) 0 15 1257 (160)Set 2CORE 513 (07) 528 (36) 1295 (181) 10 0 77 (27)5A0M 499 (04) 519 (34) 1391 (211) 10 0 137 (42)5A4M 464 (06) 530 (32) 1658 (139) 10 0 426 (250)5A7M 439 (06) 430 (41) 1395 (262) 0 15 1392 (97)Set 3REF 438 (05) 423 (40) 1123 (321) 13 1 387 (278)2S7M 440 (06) 413 (48) 863 (359) 3 7 633 (484)5S7M 431 (08) 452 (56) 1305 (426) 0 10 1465 (100)10S7M 412 (07) 403 (36) 1045 (316) 0 10 1220 (131)
3 Notched Charpy sample with two examples of breaks and lsquonon-breaksrsquo
Hitt et al Melt compounding of rigid PVC formulations with hydrotalcites
450 Plastics Rubber and Composites 2008 VOL 37 NO 910
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
non-breaks is shown for each formulation To compareimpact strength average values of lsquoenergy absorbedrsquohave been calculated for each formulation whether theformulation gave 100 breaks 100 non-breaks or amixture of the two types of failure mode Sets 1 and 3show substantial increases in impact strength on adding2 and 5 phr of hydrotalcite A further increase to 10 phrof hydrotalcite reduces the enhancement in impactperformance In Set 2 adding 5 phr of Alcamizer onlyto the core formulation does improve impact strengthhowever only to a level that can be consideredinsignificant when compared to the reference formula-tion (Set 1) The introduction of impact modifier in Set 2at 4 phr gives an impact strength comparable to thereference formulation and at 7 phr a substantial increasein impact strength is found
Overall very good tensile properties are found withall extrudates In terms of impact performance addinghydrotalcites in combination with an impact modifiercan greatly improve notched impact strength It wouldappear that this benefit can be accrued with 2 phr ofAlcamizer and maybe 3 phr of Sorbacid
Characterisation of extrudatesX-ray diffraction patterns are shown in Fig 4 The toppattern5 is that of Alcamizer alone with its intensity
scaled down considerably to enable this pattern to becompared with those from extrudates1ndash4 In the figureit is very evident that as the Alcamizer contentof extrudate is increased the main reflections of thehydrotalcite at 2h51165 and 2342u increase accord-ingly There are two other points to note First thelowest pattern1 the reference formulation with no addedhydrotalcite has a small peak at 2h51165ushowing thatsome form of hydrotalcite is one of the components ofthe CaZn stabiliser one pack Second the reflection closeto 2h5275u arises from the titanium dioxide
Transmission electron microscopy images obtainedfrom sections through the same set of extrudatesdisplayed in Fig 4 are shown in Fig 5 (where thehydrotalcite particles have an elongated shape andtitanium dioxide particles appear more circular as inthe REF image in Fig 5) The images confirm that thehydrotalcite especially the fine particles are welldispersed It is this feature that produces the significantenhancement in impact strength
ConclusionHydrotalcites are very effective costabilisers for PVCThe evidence presented here on compression mouldedsamples suggest that in combination with CaZn and
4 X-ray diffraction patterns for extrudates with different additions of Alcamizer
5 Transmission electron microscopy images of extrudates with different additions of Alcamizer white bars equal 100 nm
(from left to right REF 2A7M 5A7M and 10A7M)
Hitt et al Melt compounding of rigid PVC formulations with hydrotalcites
Plastics Rubber and Composites 2008 VOL 37 NO 910 451
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
OBS as primary stabilisers additive levels y2 phrwould be optimal This level of addition has nodetrimental effect upon mechanical performance It isclear that in CaZn stabilised extrusion formulationshydrotalcites (at 2ndash3 phr) act as reinforcing particles aslong as an impact modifier is present
To follow on from these findings research objectivesare to
(i) reevaluate the tin stabiliser but with hydrotalcitesat 1 and 2 phr
(ii) assess the performance of extrudates costabilisedwith OBS and hydrotalcites (1 2 and 5 phr)
(iii) further investigate the early stages of degrada-tion of PVC formulations containing hydrotal-cite by Raman spectroscopy
It is also recognised that potential exists to furtherexploit the enhanced stability and mechanical propertiesoffered by hydrotalcites by reducing particle size Workon the synthesis of such hydrotalcites is currently inprogress at IPTME
Acknowledgements
The authors acknowledge the support from EPSRC(grant no EPD0253541) and greatly appreciate theconstructive contributions from members of boththe VinylSUM Research Group (at IPTME) and theVinylSUM Network Particular thanks go to the namedcompanies that supplied polymers and additives
This paper is based on a contribution to PVC2008the tenth International PVC Conference organised by
the Polymer Society of the Institute of MaterialsMineral and Mining in Brighton UK on 22ndash24 April2008
References1 L van der Ven M L M van Gemert L F Batenburg J J Keern
L H Gielgens T P M Koster and H R Fischer Appl Clay Sci
2000 17 25ndash34
2 Y Lin D Li D G Evans and X Duan Polym Degrad Stab
2005 88 286ndash293
3 Y Lin J Wang D G Evans and D Li J Phys Chem Solids
2006 67 998ndash1001
4 R Kalouskova M Novotna and Z Vymazal Polym Degrad
Stab 2004 85 903ndash909
5 X Wang Polym Mater Sci Eng 2004 91 738ndash739
6 X Wang and Q Zhang Polym Int 2004 53 698ndash707
7 Available at httpwwwkisumacom
8 Available at httpwwwsud-chemiecom
9 Alcamizer P93 lsquoMaterial Safety Data Sheetrsquo 2004
10 Sorbacid 911 lsquoMaterial Safety Data Sheetrsquo 2004
11 M A Algahtani lsquoThe effect of hydrotalcite mineral filler on
properties and stability of rigid PVCrsquo MSc Project Report
Loughborough University Leicestershire UK 2007
12 M Gilbert and J C Vyvoda Polymer 1981 22 1134ndash1136
13 M Gilbert Plast Rubber Int 1985 10 16ndash19
14 L-A Fillot C Gauthier and P Hajji Proc 9th IOM Int PVC
Conf Brighton UK April 2005 IOM 425ndash437
15 W V Titow lsquoPVC technologyrsquo 4th edn Chap 9 1984 London
Elsevier Applied Science Publishers
16 H I Gokcel D Balkose and U Kokturk Eur Polym J 1999 35
1501ndash1508
17 A Al-Dossary lsquoUse of UV and Raman spectroscopies to evaluate
degradation in PVCrsquo MSc Project Report Loughborough
University Leicestershire UK 2007
Hitt et al Melt compounding of rigid PVC formulations with hydrotalcites
452 Plastics Rubber and Composites 2008 VOL 37 NO 910

Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
non-breaks is shown for each formulation To compareimpact strength average values of lsquoenergy absorbedrsquohave been calculated for each formulation whether theformulation gave 100 breaks 100 non-breaks or amixture of the two types of failure mode Sets 1 and 3show substantial increases in impact strength on adding2 and 5 phr of hydrotalcite A further increase to 10 phrof hydrotalcite reduces the enhancement in impactperformance In Set 2 adding 5 phr of Alcamizer onlyto the core formulation does improve impact strengthhowever only to a level that can be consideredinsignificant when compared to the reference formula-tion (Set 1) The introduction of impact modifier in Set 2at 4 phr gives an impact strength comparable to thereference formulation and at 7 phr a substantial increasein impact strength is found
Overall very good tensile properties are found withall extrudates In terms of impact performance addinghydrotalcites in combination with an impact modifiercan greatly improve notched impact strength It wouldappear that this benefit can be accrued with 2 phr ofAlcamizer and maybe 3 phr of Sorbacid
Characterisation of extrudatesX-ray diffraction patterns are shown in Fig 4 The toppattern5 is that of Alcamizer alone with its intensity
scaled down considerably to enable this pattern to becompared with those from extrudates1ndash4 In the figureit is very evident that as the Alcamizer contentof extrudate is increased the main reflections of thehydrotalcite at 2h51165 and 2342u increase accord-ingly There are two other points to note First thelowest pattern1 the reference formulation with no addedhydrotalcite has a small peak at 2h51165ushowing thatsome form of hydrotalcite is one of the components ofthe CaZn stabiliser one pack Second the reflection closeto 2h5275u arises from the titanium dioxide
Transmission electron microscopy images obtainedfrom sections through the same set of extrudatesdisplayed in Fig 4 are shown in Fig 5 (where thehydrotalcite particles have an elongated shape andtitanium dioxide particles appear more circular as inthe REF image in Fig 5) The images confirm that thehydrotalcite especially the fine particles are welldispersed It is this feature that produces the significantenhancement in impact strength
ConclusionHydrotalcites are very effective costabilisers for PVCThe evidence presented here on compression mouldedsamples suggest that in combination with CaZn and
4 X-ray diffraction patterns for extrudates with different additions of Alcamizer
5 Transmission electron microscopy images of extrudates with different additions of Alcamizer white bars equal 100 nm
(from left to right REF 2A7M 5A7M and 10A7M)
Hitt et al Melt compounding of rigid PVC formulations with hydrotalcites
Plastics Rubber and Composites 2008 VOL 37 NO 910 451
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
OBS as primary stabilisers additive levels y2 phrwould be optimal This level of addition has nodetrimental effect upon mechanical performance It isclear that in CaZn stabilised extrusion formulationshydrotalcites (at 2ndash3 phr) act as reinforcing particles aslong as an impact modifier is present
To follow on from these findings research objectivesare to
(i) reevaluate the tin stabiliser but with hydrotalcitesat 1 and 2 phr
(ii) assess the performance of extrudates costabilisedwith OBS and hydrotalcites (1 2 and 5 phr)
(iii) further investigate the early stages of degrada-tion of PVC formulations containing hydrotal-cite by Raman spectroscopy
It is also recognised that potential exists to furtherexploit the enhanced stability and mechanical propertiesoffered by hydrotalcites by reducing particle size Workon the synthesis of such hydrotalcites is currently inprogress at IPTME
Acknowledgements
The authors acknowledge the support from EPSRC(grant no EPD0253541) and greatly appreciate theconstructive contributions from members of boththe VinylSUM Research Group (at IPTME) and theVinylSUM Network Particular thanks go to the namedcompanies that supplied polymers and additives
This paper is based on a contribution to PVC2008the tenth International PVC Conference organised by
the Polymer Society of the Institute of MaterialsMineral and Mining in Brighton UK on 22ndash24 April2008
References1 L van der Ven M L M van Gemert L F Batenburg J J Keern
L H Gielgens T P M Koster and H R Fischer Appl Clay Sci
2000 17 25ndash34
2 Y Lin D Li D G Evans and X Duan Polym Degrad Stab
2005 88 286ndash293
3 Y Lin J Wang D G Evans and D Li J Phys Chem Solids
2006 67 998ndash1001
4 R Kalouskova M Novotna and Z Vymazal Polym Degrad
Stab 2004 85 903ndash909
5 X Wang Polym Mater Sci Eng 2004 91 738ndash739
6 X Wang and Q Zhang Polym Int 2004 53 698ndash707
7 Available at httpwwwkisumacom
8 Available at httpwwwsud-chemiecom
9 Alcamizer P93 lsquoMaterial Safety Data Sheetrsquo 2004
10 Sorbacid 911 lsquoMaterial Safety Data Sheetrsquo 2004
11 M A Algahtani lsquoThe effect of hydrotalcite mineral filler on
properties and stability of rigid PVCrsquo MSc Project Report
Loughborough University Leicestershire UK 2007
12 M Gilbert and J C Vyvoda Polymer 1981 22 1134ndash1136
13 M Gilbert Plast Rubber Int 1985 10 16ndash19
14 L-A Fillot C Gauthier and P Hajji Proc 9th IOM Int PVC
Conf Brighton UK April 2005 IOM 425ndash437
15 W V Titow lsquoPVC technologyrsquo 4th edn Chap 9 1984 London
Elsevier Applied Science Publishers
16 H I Gokcel D Balkose and U Kokturk Eur Polym J 1999 35
1501ndash1508
17 A Al-Dossary lsquoUse of UV and Raman spectroscopies to evaluate
degradation in PVCrsquo MSc Project Report Loughborough
University Leicestershire UK 2007
Hitt et al Melt compounding of rigid PVC formulations with hydrotalcites
452 Plastics Rubber and Composites 2008 VOL 37 NO 910

Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
OBS as primary stabilisers additive levels y2 phrwould be optimal This level of addition has nodetrimental effect upon mechanical performance It isclear that in CaZn stabilised extrusion formulationshydrotalcites (at 2ndash3 phr) act as reinforcing particles aslong as an impact modifier is present
To follow on from these findings research objectivesare to
(i) reevaluate the tin stabiliser but with hydrotalcitesat 1 and 2 phr
(ii) assess the performance of extrudates costabilisedwith OBS and hydrotalcites (1 2 and 5 phr)
(iii) further investigate the early stages of degrada-tion of PVC formulations containing hydrotal-cite by Raman spectroscopy
It is also recognised that potential exists to furtherexploit the enhanced stability and mechanical propertiesoffered by hydrotalcites by reducing particle size Workon the synthesis of such hydrotalcites is currently inprogress at IPTME
Acknowledgements
The authors acknowledge the support from EPSRC(grant no EPD0253541) and greatly appreciate theconstructive contributions from members of boththe VinylSUM Research Group (at IPTME) and theVinylSUM Network Particular thanks go to the namedcompanies that supplied polymers and additives
This paper is based on a contribution to PVC2008the tenth International PVC Conference organised by
the Polymer Society of the Institute of MaterialsMineral and Mining in Brighton UK on 22ndash24 April2008
References1 L van der Ven M L M van Gemert L F Batenburg J J Keern
L H Gielgens T P M Koster and H R Fischer Appl Clay Sci
2000 17 25ndash34
2 Y Lin D Li D G Evans and X Duan Polym Degrad Stab
2005 88 286ndash293
3 Y Lin J Wang D G Evans and D Li J Phys Chem Solids
2006 67 998ndash1001
4 R Kalouskova M Novotna and Z Vymazal Polym Degrad
Stab 2004 85 903ndash909
5 X Wang Polym Mater Sci Eng 2004 91 738ndash739
6 X Wang and Q Zhang Polym Int 2004 53 698ndash707
7 Available at httpwwwkisumacom
8 Available at httpwwwsud-chemiecom
9 Alcamizer P93 lsquoMaterial Safety Data Sheetrsquo 2004
10 Sorbacid 911 lsquoMaterial Safety Data Sheetrsquo 2004
11 M A Algahtani lsquoThe effect of hydrotalcite mineral filler on
properties and stability of rigid PVCrsquo MSc Project Report
Loughborough University Leicestershire UK 2007
12 M Gilbert and J C Vyvoda Polymer 1981 22 1134ndash1136
13 M Gilbert Plast Rubber Int 1985 10 16ndash19
14 L-A Fillot C Gauthier and P Hajji Proc 9th IOM Int PVC
Conf Brighton UK April 2005 IOM 425ndash437
15 W V Titow lsquoPVC technologyrsquo 4th edn Chap 9 1984 London
Elsevier Applied Science Publishers
16 H I Gokcel D Balkose and U Kokturk Eur Polym J 1999 35
1501ndash1508
17 A Al-Dossary lsquoUse of UV and Raman spectroscopies to evaluate
degradation in PVCrsquo MSc Project Report Loughborough
University Leicestershire UK 2007
Hitt et al Melt compounding of rigid PVC formulations with hydrotalcites
452 Plastics Rubber and Composites 2008 VOL 37 NO 910
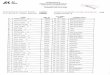












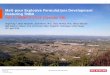















![Studies on NTO-, FOX-7- and DNAN-based Melt Cast Formulations€¦ · alternative to TNT [4], ... The materials used for the preparation of the formulations are given in ... The general](https://img.pdfslide.net/doc/110x75/5af8a0f57f8b9ad2208cc8bc/studies-on-nto-fox-7-and-dnan-based-melt-cast-alternative-to-tnt-4-the.jpg)