Embed Size (px)
Citation preview

Membrane Separations for Greener Operations in the
Chemical Process Industries
C. Stewart Slater and Mariano J. SavelskiDepartment of Chemical Engineering
Rowan UniversityGlassboro, NJ
Session: Green Synthesis I13th Green Chemistry & Engineering Conference
College Park, MD June 23-25, 2009

Challenges and Opportunities
Process Challenge• Rising energy costs• Awareness of environmental footprint• Cost of capital investment (ROI)• Why change existing technology?Green Opportunities• Newer – energy efficient processes• Reduce waste• Waste/byproduct/material recovery

Membrane Processes
• Green alternative to process stream separations in the chemical process industries
• Product concentration, purification, waste minimization, chemical and solvent reuse and recovery
• Sustainable process - ability to recover water and valuable products from waste streams and save energy

Membrane Process

Reverse Osmosis Membrane ProcessesApplicability of membrane processes for green engineering
design in chemical manufacturing
• Applications:- Water purification for
synthesis/formulation- Water recovery in process
• Advantages:- Energy savings over
thermal processing (evaporation & distillation)
- Water reuse; water savings- Salt / reagent recovery
Water = blueSalt = red

Nanofiltration Membrane ProcessesApplicability of membrane processes for green engineering
design in pharmaceutical manufacturing
• Applications:– Solvent/API separations
• Advantages:– Energy savings over distillation– Solvent savings – no additional
recrystallization step– Solvent reuse; solvent savings– API recovery; increased yield– Avoid solvent disposal / solvent
thermal oxidation
Solvent = yellowyellowAPI = greenSalt = red

Microfiltration Membrane ProcessesApplicability of membrane processes for green engineering
design in beverage processing
• Applications:– Concentration / dewatering– “Cold” sterilization– Clarification / removal of
particulates• Advantages:
– Energy savings over evaporation
– Flavor retention– Energy savings over
Pasteurization– Capital cost savings
Beverage = blue Particles = red
www.tetrapak.com

Pervaporation Membrane ProcessesApplicability of membrane processes for green engineering design in fine chemical and pharmaceutical manufacturing
• Applications:- Selective solvent-water
separations / Dehydration- Azeotrope separations
• Advantages:- Energy savings over distillation- No entrainer (e.g., benzene)
needed for azeotropicseparations
- Solvent reuse; solvent savings- Avoid solvent disposal / solvent
thermal oxidation
Water = blueSolvent = green
www.sulzerchemtech.com

PV Process Integration
Solvent-water waste stream
Pervaporation
Dehydrated solvent for reuse
Solvent-water azeotropic mixture
Low flow rate stream: water with
some solvent
Typical Solvents• Isopropanol (az)• Ethanol (az)• Methanol• Ethyl acetate • Butyl acetate• Acetone• Acetronitrile (az)• Tetrahydrofuran (az)• n-Butanol• Methylethylketone (az)

Pharma IndustryCase Study 1 – Bristol-Myers Squibb
• Integration of PV technology with a Constant Volume Distillation (CVD) operation
• One step in synthesis of new oncology drug• Current process: Decrease water content in THF
solvent phase to 0.5%– Requires 13.9 kg THF/kg API
7.85 kg THF entrainer/kg API– Generates 9.2 kg Waste/kg API
• LCI / LCA analysis indicates emissions are significant based on solvent life cycle

Proposed CVD – PV Hybrid Process
Basis: 68 kg API / batch
6.1 kg THF/kg API0.65 kg Waste/kg API0 kg THF Entrainer/kg API
Savelski, Slater, Carole, 8th Inter. Conf. EcoBalance, Tokyo, Japan, December 2008.

Life Cycle Inventory Comparison
Waste Disposal23%
THF Manufacture77%
Steam<0.1%
Waste Disposal40%
Steam54%
Electricity6.0%
Total CVD Emissions: 89 kg waste/kg API
Total CVD‐PV Emissions: 3.8 kg waste/kg API
Savelski, Slater, Carole, 8th Inter. Conf. EcoBalance, Tokyo, Japan, December 2008.

• Integration of PV unit to current CVD process produces a greener process– Elimination of THF entrainer– Process waste reduced by 8.55 kg waste / kg API– Total life cycle emissions reduced by 85.2 kg waste / kg API
(96% reduction)
• Process capital acquisition not cost efficient at pilot scale– Need to produce 12,000 kg API /yr to be economically feasible
for capital investment
Pharma IndustryCase Study 1 – Bristol-Myers Squibb
Savelski, Slater, Carole, 8th Inter. Conf. EcoBalance, Tokyo, Japan, December 2008.

Pharma IndustryCase Study 2 - Pfizer
• Investigation of solvent recovery alternatives to reduce solvent waste in celecoxib process
• IPA solvent recovery from final purification steps
• Integration of pervaporation with distillation using existing equipment inventory
Slater, Savelski, Hounsell, Pilipauskas, Urbanski, Proc 2008 Mtg Amer Instit Chem Eng, Philadelphia, PA, November 2008,
Centrifuge
IPA / Water Washes50% IPA
50% Water IPA / Water Washes
49.2% IPA49.6% H2O0.71% MeOH and EtOH0.5% TDS
Mother Liquor
34.5% IPA45.2% H2O8.45% MeOH2.71% EtOH9.10% TDS
Dryer
Wet Product Solids
Dryer Distillates
50.7% IPA48.8% H2O0.47% MeOH and EtOH0% TDS
Celecoxib
Conc. & Sell ML
Recovery
SolventsWaterAPI
Other

Proposed Distill-PV-Distill Process
• Purification for only part of waste stream– Centrifuge wash and Dyer distillates for recovery– Mother liquor for (sale) use as generic solvent
• Overall 57% IPA recovered @ 99.1 wt% for reuse in process• Utilities:10,000 kg/batch of steam, 59 kWh/batch of electricity, and 91,200
gal/batch of cooling water
Slater, Savelski, Hounsell, Pilipauskas, Urbanski, Proc 2008 Mtg Amer Instit Chem Eng, Philadelphia, PA, November 2008,
A design basis of 1000 kg waste/hr is used for illustrative purposes

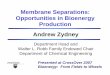
Life Cycle Inventory Comparison
IPA Manufacture40%
Incineration60%
ML Distillation
19%
IPA Manufacture
59%
Dist‐PV‐Dist22%
Total Base Case Emissions: 29.5 kg waste/kg API
Total Dist‐PV‐Dist Emissions:2.4 kg waste/kg API
Slater, Savelski, Hounsell, Pilipauskas, Urbanski, Proc 2008 Mtg Amer Instit Chem Eng, Philadelphia, PA, November 2008,
~92% decrease in total emissions

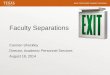
Annual Operating Costs
-1,000,000
0
1,000,000
2,000,000
3,000,000
4,000,000
5,000,000
6,000,000
Base Case Distil-PV-Distil-Sell ML
Design Case
Annu
al C
ost
ML Concentrate saleMembrane ModulesOperating LaborMaintenanceCooling WaterElectricitySteamWaste DisposalFresh IPA
72% Annual Cost Savings
Recovers 57% of IPA from waste for potential reuse
$5.28 MM
$1.46 MM
Slater, Savelski, Hounsell, Pilipauskas, Urbanski, Proc 2008 Mtg Amer Instit Chem Eng, Philadelphia, PA, November 2008,

Vibratory Field Membrane ProcessesApplicability of membrane processes for green engineering
design in food processing
• Applications:– Fluid-particle separations
• Advantages:– Efficient fluid clarification– Low fouling, enables continuous
operation– Waste disposal reduction– Operating cost reduction
Water = blueParticulates = red
www.vsep.com

Food IndustryCase Study 3 - Pillsbury / General Mills
• Water change required in bagel "cooker"–Protein waste and particulates
• Objective:–Reduce wastewater–Save water–Extend “cooker” life

ProductionLine
Feed
Concentrate for “Animal Feed”
Purified water recycled to cooker
V-Sep Membrane

Comparison of V-Sep to conventional technologies
• Capital costs less than for evaporators and rotary drum filter/concentrators
• Energy is less than evaporators, centrifuges, filter presses
• Accommodates wider range of feed flow and particulate size distributions
• Flux and selectivity maintained –elimination of cleaning chemicals
www.komline.com

Food IndustryCase Study 3 - Pillsbury / General Mills
• Cooker life doubled• Energy used to heat water saved = 1.28x108 Btu/yr• Water utilization saved = 110,000 gal/yr• Wastewater disposal saved = 110,000 gal/yr• Operating cost saved (Cooker cleaning, production
loss, waste disposal, etc) = $246,300/yr• Savings multiplied when applied to all production
lines• Potential to triple cooker life with combined V-Sep
and Centrifugation process

Summary
• Membrane processes are a viable alternative in process stream separation
Green advantage• Cost effective
–Operating–Capital
• Solvent / by-product recovery• Waste minimization• Easily integrated into process

Acknowledgements
• Bristol-Myers Squibb
• General Mills / Pillsbury
• Pfizer
• U.S. Environmental Protection
Agency P2 grant #NP97257006-0