Embed Size (px)
Citation preview

1
2
ÍNDICE
Resumen…………………………………………………………………………………………………… i
Introducción……………………………………………………………………………………………….. ii
Capítulo I Antecedentes de la empresa……………………………………………………………… 1
1.1 Organigrama de la empresa………………………………………………………………………… 2
1.1.1 Funciones de los niveles estratégicos……………………………………………………… 3
1.2 Organigrama del área de producción……..……………….……………………………………… 4
1.2.1 Funciones de los niveles tácticos……..……………………………………………………… 5
Capítulo II Antecedentes de Proyecto de mejora………………………………………………….. 6
2.1 Implementación del Sistema de Desempeño de Sonoco (SPS)………………………………... 6
2.1.1 Determinación y medición de pérdidas de la planta………………………………………. 9
2.2.2 Implementación de Pilar de mejora continua………………………………………………. 9
Capítulo III Fase de Definición del proyecto…….………………………………………………….. 13
3.1 Determinación de equipo para el proyecto………………………………………………………... 13
3.1.1 Determinación de reglas de convivencia del equipo……………………………………… 13
3.2 Elaboración de gantt de implementación………………………………………………………..... 14
3.3 Actividades programadas para Fase de Definir………………………………………………….. 16
3.3.1 Diagrama de flujo de primer nivel SIPOC…………………………………………………. 16
3.3.2 Diagrama de afinidad con la Voz del Cliente………………………………………………. 17
3.3.3 Elaboración de Project Charter_ Estimación beneficio económico…………………….. 21
Capítulo IV Fase de Medición del proyecto…….………………………………………………….. 25
4.1 Determinación de métricas del proyecto…………………………………………………………... 25
4.2 Actividades programadas para Fase de Medir………………………………………..………….. 25
4.2.1 Diagrama de flujo de tercer nivel del proceso………………………………………………. 27
4.2.2 Estratificación del defecto a evaluar……………………………………………………...…. 29
4.2.3 Determinación de la capacidad actual de proceso……………………………………...…. 31
4.2.4 Gage R&R de sistema de medición_ Prueba Freeness………………………………...…. 32
4.2.5 Determinación de la ecuación del proyecto……….. …………………………………...…. 34
4.2.6 Resultados de las métricas al cerrar la fase de medir…………………………………...…. 35
Capítulo V Fase de Análisis del proyecto…….…………………………………………………….. 36
5.1 Actividades programadas para Fase de Análisis……………………………………..………….. 36
5.1.1 Diagrama de causa efecto……….…………..………………………………………………. 37
5.1.2 Prueba de hipótesis de Desgaste de platinas de refinación.………………………………. 41
5.1.3 Prueba de hipótesis de Modelo de platinas de refinador.…………………………….……. 43
5.1.4 Análisis estadístico Formulación de fibras en papel Pac 38…..………………………..…. 45
5.1.5 Segunda validación de confiabilidad de prueba de Freeness (R&R).)………………...... 48
3
5.1.6 Definición de las causas raíces del defecto.......………………………………………...…. 49
5.1.7 Resultados de las métricas al cerrar la fase de analizar……………………………...…. 49
Capítulo VI Fase de Mejora y Control del proyecto……………………………………………….. 50
6.1 Actividades programadas para Fase de Mejora y Control…………………………..………….. 50
6.1.1 Plan de acción Desgaste de platinas de refinador…..……………………………………. 51
6.1.2 Plan de acción Modelo de platina de refinador…..…………………………………………. 57
6.1.3 Plan de acción Protocolo de cambio de fabricación………………………………………. 62
6.1.4 Resultados de las métricas al cerrar la fase de mejora y control……………………...…. 72
Conclusiones……………………………………………………………………………………… …… 73
4
Resumen
El proyecto que se presenta a continuación muestra la metodología que se utilizó para eliminar una
fuente de perdida que se tenía en la planta y que significó un beneficio económico a la misma.
Para llegar al objetivo, el primer paso fue seleccionar un equipo de trabajo multidisciplinario y de
distinto nivel de experiencia, con lo cual el aporte de cada uno de ellos sería distinto y se tendría una
visión más completa del caso.
Seguida de esto, se elaboró un gantt de implementación en el cual se establecieron las actividades
a desarrollar por fase y las fechas objetivo en las que se debían cerrar. Este gantt es estándar para
cualquier proyecto de mejora, por lo que podrá utilizarse en otros proyectos similares que se realicen
en la planta. Durante cada fase, la primera sesión se destinó a dar un entrenamiento al equipo de
las principales herramientas que se emplearían y de los objetivos que se deberían cumplir al final de
las etapas. Se elaboraron materiales de capacitación, y se entregaron carpetas a cada miembro para
consultas futuras durante la implementación.
Un tema crítico para el éxito del proyecto fue el establecimiento de cinco métricas de seguimiento.
Dos de ellas estaban enfocadas al comportamiento de la perdida a eliminar (incluyendo el beneficio
económico obtenido), dos más se enfocaron al desempeño y participación del equipo, mientras que
la última se enfocó a la calificación del cliente sobre las mejoras establecidas.
Como ejercicio de validación y seguimiento, el gerente de planta fue el soporte principal para evaluar
los avances del equipo al final de cada fase. Se realizaron sesiones en las cuales el equipo
presentaba los resultados obtenidos, así como las métricas del proyecto y se recibía la
retroalimentación del gerente sobre aspectos que debíamos considerar.
El tiempo de implementación de la metodología y establecimiento de las mejoras tomó alrededor de
siete meses, aunque en la métrica del comportamiento de la perdida se comenzaron a observar
mejoras desde el cuarto mes de implementación, debido a controles que se desarrollaron y se
comenzaron a ejecutar en la operación.
Al concluir la implementación de las fases de la metodología, el equipo se realizó la presentación del
proyecto al Director de manufactura, al Gerente de planta y al Superintendente de producción
mostrando un resumen del camino recorrido y de los hallazgos principales identificados en cada fase.
También se presentaron las mejoras y controles establecidos, así como las imperativas requeridas
para el mantenimiento de las mismas. Al final se presentó el beneficio económico obtenido y el
impacto en las métricas de la perdida.
i
5
Introducción
Desde el momento que egrese de mi querida UPIICSA, mi experiencia profesional se limita
solamente a una compañía, Manufacturas Sonoco, en la cual se me ha dado la oportunidad de
laborar en tres áreas, Control de Calidad, Seguridad Industrial y Mejora de Procesos, todo esto un
período de 6 años. Todas estas posiciones dentro de la división de Recycling (Reciclaje), cuyo
producto terminado es papel tipo kraft.
Entrando al tema de mi desarrollo personal, un punto importante que debo resaltar es que en cada
una de las posiciones que he tenido oportunidad de desempeñar ha existido entrenamiento y
capacitación, lo cual posteriormente me permitió desarrollar proyectos y mejoras. Estas mejoras se
han mantenido hasta el día de hoy y me permitieron, en poco tiempo, crecer dentro de la compañía
hasta llegar a ser responsable del área de mejora de procesos.
En el área de Control de Calidad, logré desarrollar, en conjunto con el área de producción, un sistema
para monitorear y controlar las variables críticas de las entradas del proceso, así como de los
atributos de producto terminado. Se realizó un mapeo completo de proceso y se priorizaron las
variables de acuerdo al impacto con el producto terminado. Adicional a esto, documente
procedimientos como la recepción y verificación de materia prima, cuyo objetivo era estandarizar y
mantener las buenas prácticas en el área a través del tiempo. En el área de seguridad industrial,
logré coordinar la auditoría global de seguridad (integrada por estándares corporativos de la
compañía) en la planta, obteniendo un cumplimiento del 82% de los requerimientos establecidos.
También desarrolle, en conjunto con el área de logística, los pictogramas para establecer los
estándares de almacenaje, estiba y transporte de materiales en la planta. Estos materiales fueron
estandarizados y empleados en otras plantas de México.
El paso al área de mejora de procesos significó un crecimiento importante para mí. Como primer
punto, la compañía me facilitó estudiar un diplomado de seis sigma nivel black belt en la facultad de
ingeniería de la UNAM, cuyos conocimientos me han funcionado para gestionar proyectos de este
nivel y contribuir a la compañía con la estabilización de procesos y reducción de pérdidas.
Actualmente continúo laborando en esta área, adquiriendo recientemente la responsabilidad de
coordinar la implementación de Sistema de Desempeño de Sonoco (Sonoco Performance System)
en la planta, estando cerca de certificarnos en el nivel Bases de Manufactura (1a fase del Sistema).
Sin duda siempre estaré agradecido con esta empresa, ha sido mi mentora en muchos sentidos y
me ha permitido crecer tanto personal como profesionalmente, por lo que el buscar mejoras e
implementar proyectos que incrementen la utilidad, siempre apegado a los valores institucionales,
será la forma de retribuirle todo lo que me ha dado a mí y a mi familia.
ii
1
Capítulo I Antecedentes de la empresa
Sonoco ha sido una empresa estable y en crecimiento por más de 115 años. Las raíces de Sonoco
se remontan a la Southern Novelty Company, fundada en Hartsville, Carolina del Sur, el 10 de mayo
de 1899. Hoy en día, la compañía cuenta con 16 divisiones, en su gran mayoría, dedicadas a
actividades de reciclaje, diseño y desarrollo de materiales de empaque.
La división de Sonoco Recycling recicla casi 3 millones de toneladas de papel, plástico, metal y
otros materiales anualmente. Hoy en día, opera en más de 40 instalaciones de reciclaje a nivel
mundial y ayuda a más de 15.000 minoristas, fabricantes y comunidades a ahorrar dinero, ahorrar
recursos y crear energía limpia y renovable.
Hoy en día se recolectan más de 3 millones de toneladas de materiales reciclables
(principalmente cartón y plástico) en más de 100 ciudades y pueblos de América cada año.
Con 20 instalaciones en todo México, incluyendo el enorme crecimiento en el mercado automotriz,
numerosas oportunidades abundan y auguran un futuro prometedor. También recientemente se ha
ampliado el sistema de renovación de fibra en México, sólo una demostración del compromiso con
el reciclaje, los bosques sanos y el manejo responsable de los recursos.
La planta de Santa Clara tiene una vida de 58 años y se ha mantenido como una de las empresas
fabricantes de papel kraft de alta resistencia con mayor prestigio en el país.
Un dato y logro importante de esta planta, es que en los últimos diez años en la evaluación anual
que realiza el corporativo en Estados Unidos, comparando el nivel de utilidad y la productividad de
sus plantas de todo el mundo, se ha logrado obtener el primer lugar en ocho ocasiones, con lo cual
queda demostrado el nivel de esta compañía.
2
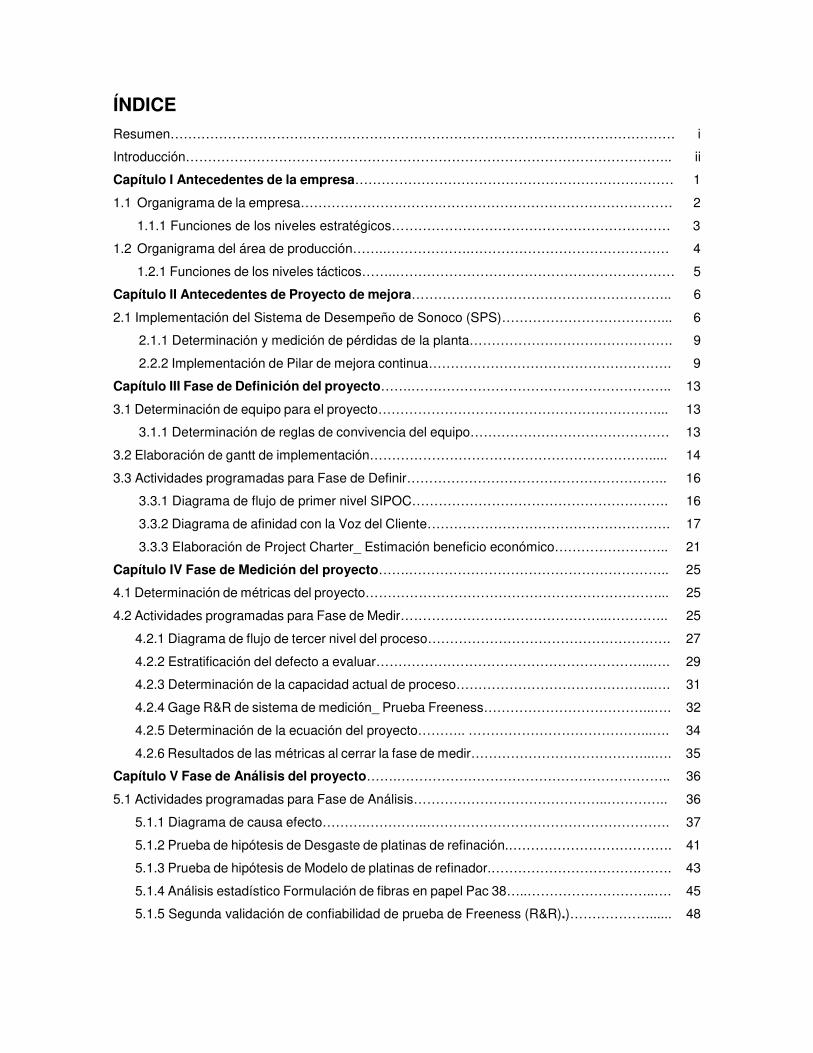
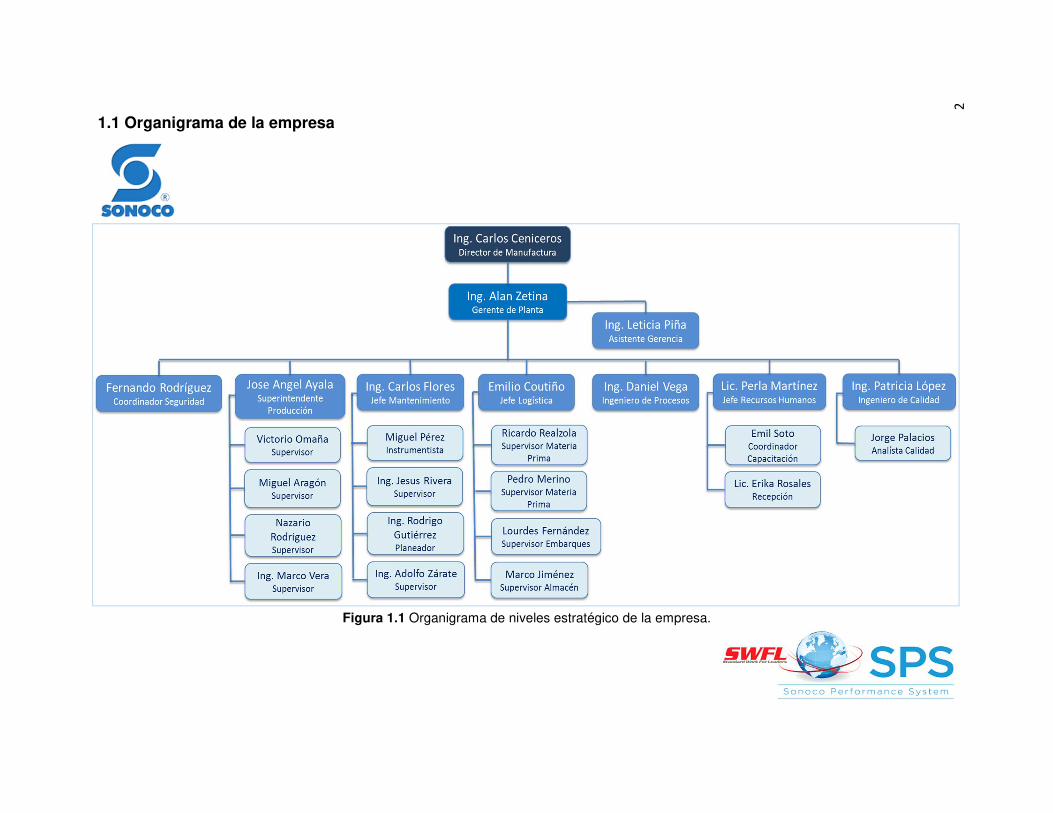
Figura 1.1 Organigrama de niveles estratégico de la empresa.
1.1 Organigrama de la empresa
2
1.1.1 Funciones de los niveles estratégicos.
Director de manufactura. Su función es dar seguimiento a los resultados de Utilidad y Productividad
de la planta, así como la aprobación de proyectos de inversión y establecimiento de objetivos y
presupuestos de la planta al inicio de año.
Gerente de planta. Su función es gestionar los recursos de la planta con el objetivo de alcanzar los
objetivos establecidos y llegar a los niveles de utilidad requeridos. Dar seguimiento al desempeño
de las jefaturas de la planta y establecer los objetivos de segundo nivel a inicios de año.
Superintendente de producción. Su función es coordinar y gestionar los recursos con el objetivo
de llegar a los volúmenes de producción, cumpliendo con las especificaciones de calidad solicitadas
por el cliente y en tiempo requerido por el área de logística.
Jefe de mantenimiento. Su función es gestionar los recursos con el objetivo de mantener los
equipos en óptimas condiciones y reducir el número de falla o paros imprevistos.
Jefe de logística. Su función es gestionar los recursos con el objetivo cumplir con los compromisos
de entrega de producto terminado con los clientes, además de mantener un control de los inventarios
de materia prima y refacciones de la planta.
Ingeniero de procesos. Su función es gestionar los recursos con el objetivo de optimizar el consumo
de materiales y energías requeridas en el proceso, así como dirigir los proyectos de mejora
enfocados a la mejora de eficiencias y reducción de pérdidas.
Jefe de recursos humanos. Su función es gestionar los recursos con el objetivo de mantener una
plantilla talentosa y apropiada para cada posición, así como establecer un programa de
entrenamiento continuo para el desarrollo del personal.
Ingeniero de calidad. Su función es gestionar los recursos con el objetivo de asegurar el
cumplimiento de los requerimientos del cliente, implementando sistemas preventivos que soporten
al área de producción.
Coordinador de Seguridad. Su función es gestionar los recursos con el objetivo de asegurar el
cumplimiento de las normas y estándares de seguridad establecidas por la compañía, así como
establecer programas y entrenamientos que soporten a las áreas operativas.
3
4
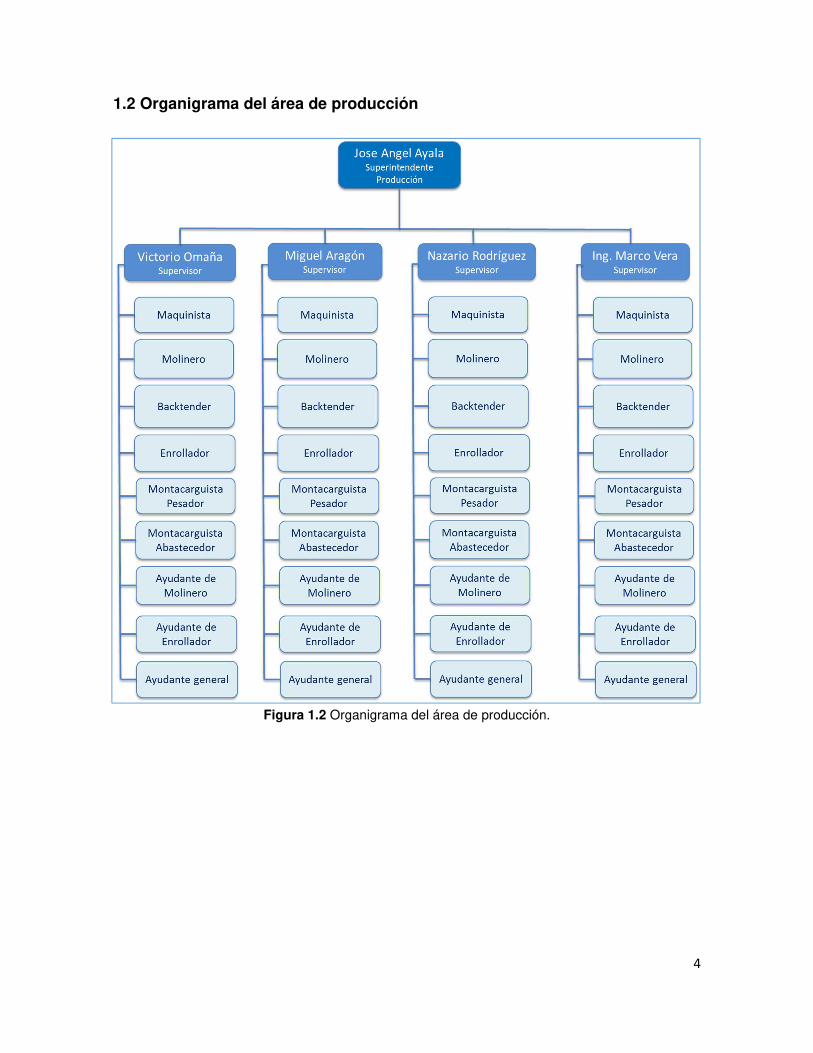
Figura 1.2 Organigrama del área de producción.
1.2 Organigrama del área de producción
5
1.2.1 Funciones de los niveles tácticos.
Supervisor de producción. Su función es coordinar al equipo de colaboradores a cargo con el
objetivo de llegar a los volúmenes de producción, cumpliendo con las especificaciones de calidad
solicitadas por el cliente y en tiempo requerido por el área de logística, además de asegurar el
cumplimiento de las reglas de seguridad en todo momento.
Maquinista. Su función es operar los equipos de la sección de extremo húmedo de la máquina
(formación), con el objetivo de asegurar la formación de la hoja de papel cumpliendo las
características de apariencia y humedad a la salida de la sección, con apego en todo momento a las
reglas de seguridad.
Molinero. Su función es operar los equipos del área de molinos con el objetivo de acondicionar la
pasta y entregarla al área de formación cumpliendo las características de consistencia y limpieza,
con apego en todo momento a las reglas de seguridad.
Backtender. Su función es operar los equipos del extremo seco con el objetivo de acondicionar la
hoja de papel formada y dar el porcentaje de humedad requerido por el cliente. Además, se encarga
de realizar las pruebas de calidad en el laboratorio para validar las características del papel, con
apego en todo momento a las reglas de seguridad.
Enrollador. Su función es enrollar el papel en la Bobinadora, así como cortarlo a la medida requerida
por el cliente, con apego en todo momento a las reglas de seguridad.
Montacarguista pesador. Su función es realizar el acomodo de las rollos y bobinas de papel, así
como pesarlos y empacarlos, con apego en todo momento a las reglas de seguridad.
Montacarguista abastecedor. Su función es operar el manipulador John Deere y alimentar el molino
con las fibras requeridas para el producto que se fabricará, con apego en todo momento a las reglas
de seguridad.
Ayudante de molinero. Su función es soportar al molinero en el monitoreo de los equipos de la
sección de pastas, además de verificar las condiciones de la Planta de Tratamiento de aguas, con
apego en todo momento a las reglas de seguridad.
Ayudante de enrollador. Su función es soportar al enrollador en la operación de corte y bobinado
de papel, con apego en todo momento a las reglas de seguridad.
Ayudante general. Su función es mantener limpios los pasillos peatonales de la planta, así como
apoyar en actividades varias de limpieza, con apego en todo momento a las reglas de seguridad.
6
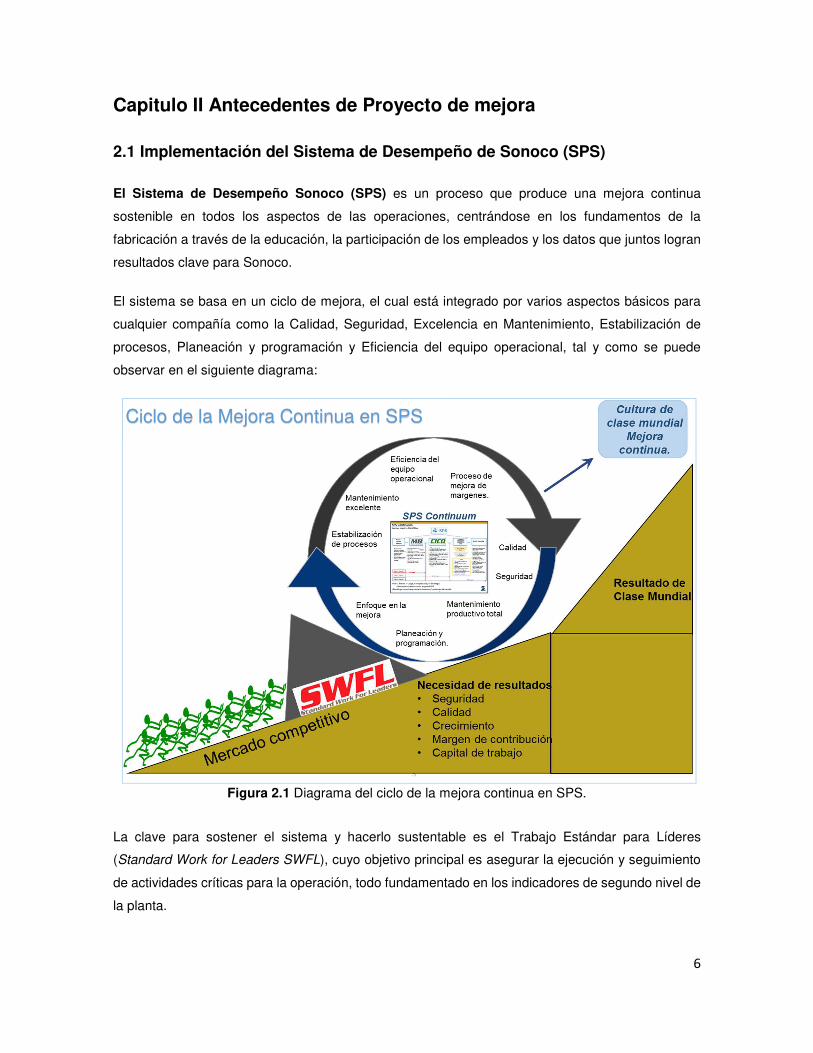
Figura 2.1 Diagrama del ciclo de la mejora continua en SPS.
Capitulo II Antecedentes de Proyecto de mejora
2.1 Implementación del Sistema de Desempeño de Sonoco (SPS)
El Sistema de Desempeño Sonoco (SPS) es un proceso que produce una mejora continua
sostenible en todos los aspectos de las operaciones, centrándose en los fundamentos de la
fabricación a través de la educación, la participación de los empleados y los datos que juntos logran
resultados clave para Sonoco.
El sistema se basa en un ciclo de mejora, el cual está integrado por varios aspectos básicos para
cualquier compañía como la Calidad, Seguridad, Excelencia en Mantenimiento, Estabilización de
procesos, Planeación y programación y Eficiencia del equipo operacional, tal y como se puede
observar en el siguiente diagrama:
La clave para sostener el sistema y hacerlo sustentable es el Trabajo Estándar para Líderes
(Standard Work for Leaders SWFL), cuyo objetivo principal es asegurar la ejecución y seguimiento
de actividades críticas para la operación, todo fundamentado en los indicadores de segundo nivel de
la planta.
Ciclo de la Mejora Continua en SPS
7
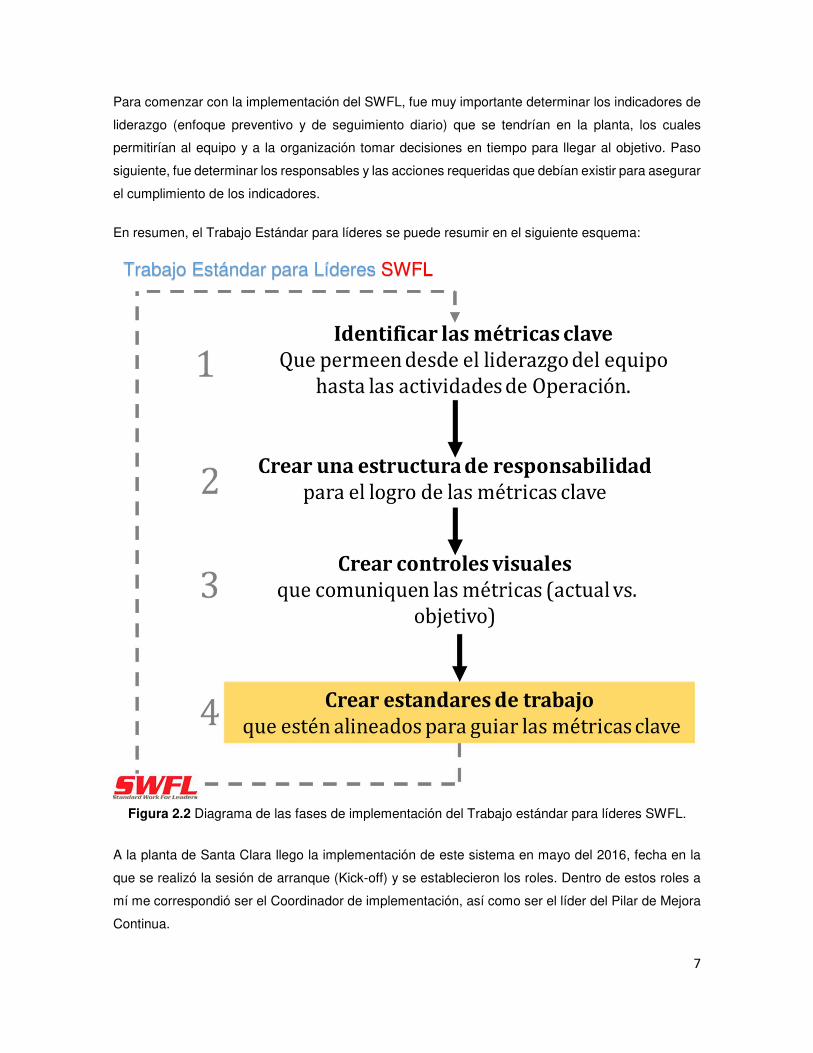
Figura 2.2 Diagrama de las fases de implementación del Trabajo estándar para líderes SWFL.
Para comenzar con la implementación del SWFL, fue muy importante determinar los indicadores de
liderazgo (enfoque preventivo y de seguimiento diario) que se tendrían en la planta, los cuales
permitirían al equipo y a la organización tomar decisiones en tiempo para llegar al objetivo. Paso
siguiente, fue determinar los responsables y las acciones requeridas que debían existir para asegurar
el cumplimiento de los indicadores.
En resumen, el Trabajo Estándar para líderes se puede resumir en el siguiente esquema:
A la planta de Santa Clara llego la implementación de este sistema en mayo del 2016, fecha en la
que se realizó la sesión de arranque (Kick-off) y se establecieron los roles. Dentro de estos roles a
mí me correspondió ser el Coordinador de implementación, así como ser el líder del Pilar de Mejora
Continua.
Trabajo Estándar para Líderes SWFL
8
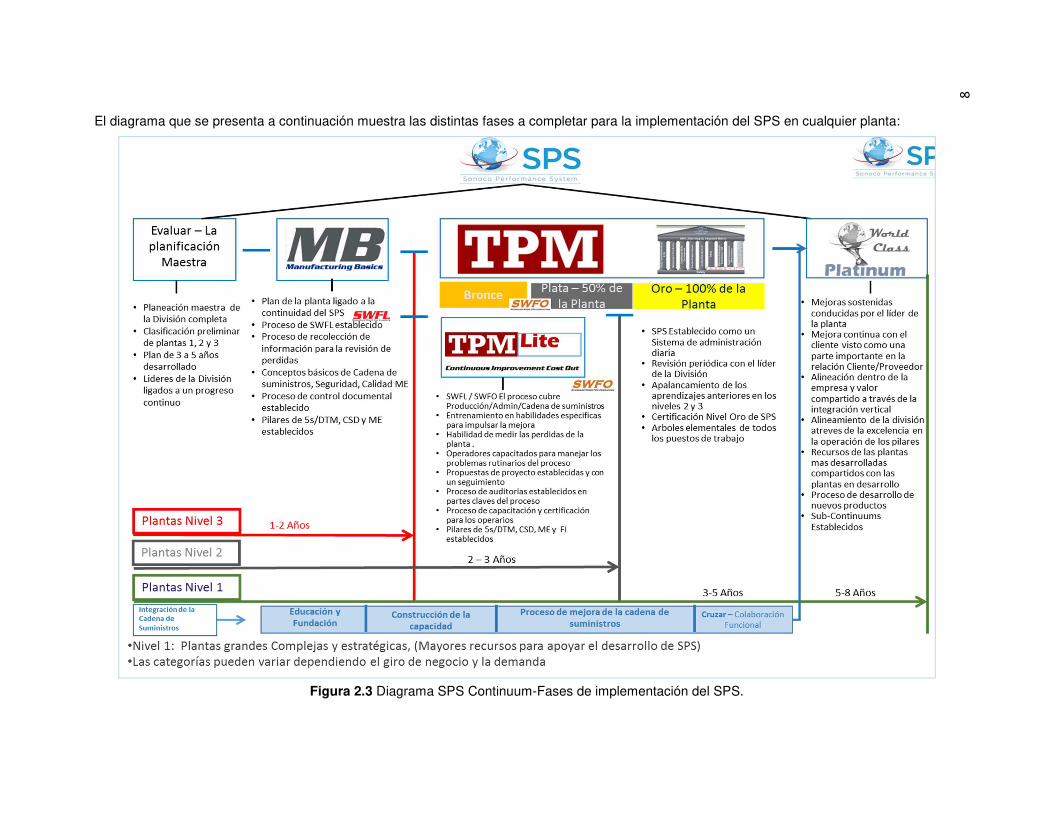
Figura 2.3 Diagrama SPS Continuum-Fases de implementación del SPS.
El diagrama que se presenta a continuación muestra las distintas fases a completar para la implementación del SPS en cualquier planta:
8
9
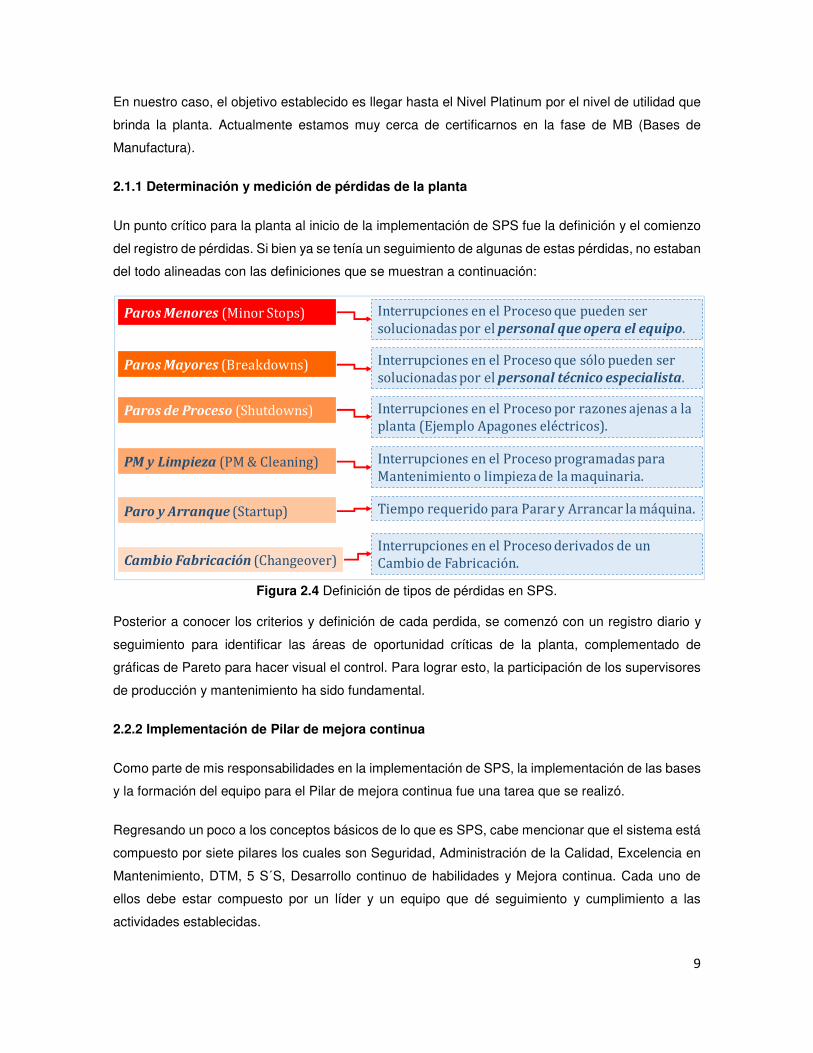
Figura 2.4 Definición de tipos de pérdidas en SPS.
En nuestro caso, el objetivo establecido es llegar hasta el Nivel Platinum por el nivel de utilidad que
brinda la planta. Actualmente estamos muy cerca de certificarnos en la fase de MB (Bases de
Manufactura).
2.1.1 Determinación y medición de pérdidas de la planta
Un punto crítico para la planta al inicio de la implementación de SPS fue la definición y el comienzo
del registro de pérdidas. Si bien ya se tenía un seguimiento de algunas de estas pérdidas, no estaban
del todo alineadas con las definiciones que se muestran a continuación:
Posterior a conocer los criterios y definición de cada perdida, se comenzó con un registro diario y
seguimiento para identificar las áreas de oportunidad críticas de la planta, complementado de
gráficas de Pareto para hacer visual el control. Para lograr esto, la participación de los supervisores
de producción y mantenimiento ha sido fundamental.
2.2.2 Implementación de Pilar de mejora continua
Como parte de mis responsabilidades en la implementación de SPS, la implementación de las bases
y la formación del equipo para el Pilar de mejora continua fue una tarea que se realizó.
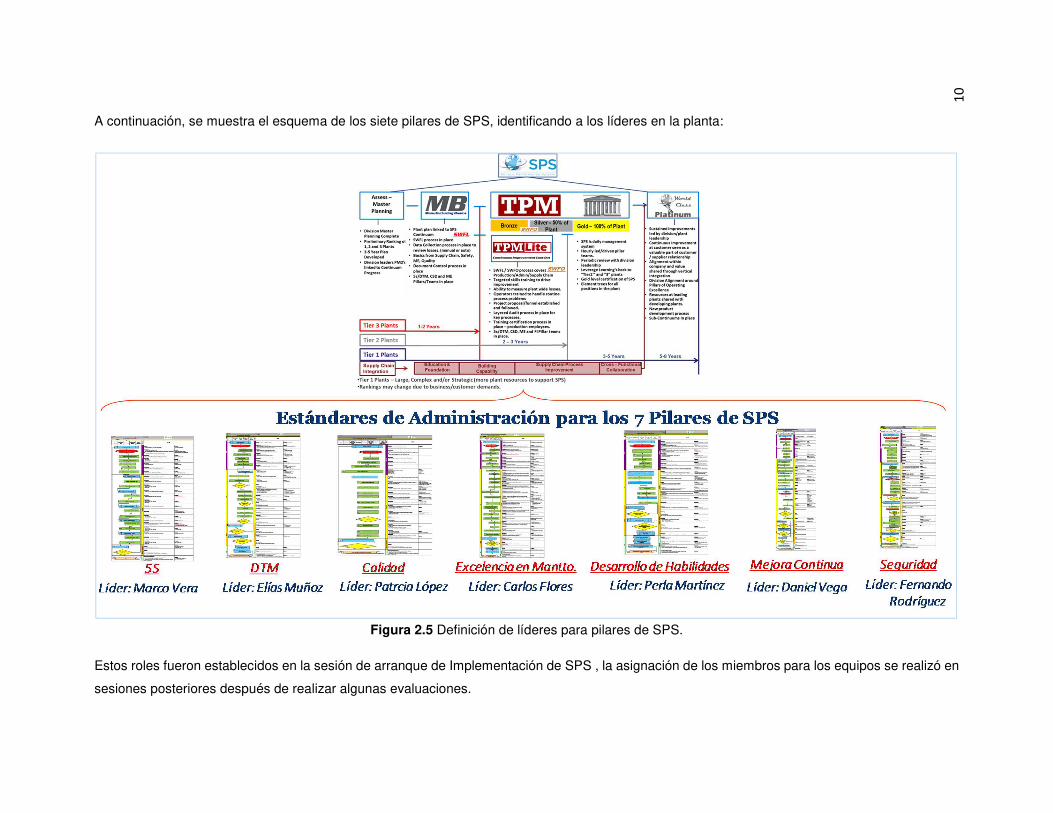
Regresando un poco a los conceptos básicos de lo que es SPS, cabe mencionar que el sistema está
compuesto por siete pilares los cuales son Seguridad, Administración de la Calidad, Excelencia en
Mantenimiento, DTM, 5 S´S, Desarrollo continuo de habilidades y Mejora continua. Cada uno de
ellos debe estar compuesto por un líder y un equipo que dé seguimiento y cumplimiento a las
actividades establecidas.
Paros Menores (Minor Stops) Interrupciones en el Proceso que pueden ser
solucionadas por el personal que opera el equipo.
Paros Mayores (Breakdowns)
Paros de Proceso (Shutdowns)
PM y Limpieza (PM & Cleaning)
Paro y Arranque (Startup)
Cambio Fabricación (Changeover)
Interrupciones en el Proceso que sólo pueden ser
solucionadas por el personal técnico especialista.
Interrupciones en el Proceso por razones ajenas a la
planta (Ejemplo Apagones eléctricos).
Interrupciones en el Proceso programadas para
Mantenimiento o limpieza de la maquinaria.
Tiempo requerido para Parar y Arrancar la máquina.
Interrupciones en el Proceso derivados de un
Cambio de Fabricación.
10
Figura 2.5 Definición de líderes para pilares de SPS.
A continuación, se muestra el esquema de los siete pilares de SPS, identificando a los líderes en la planta:
Estos roles fueron establecidos en la sesión de arranque de Implementación de SPS , la asignación de los miembros para los equipos se realizó en
sesiones posteriores después de realizar algunas evaluaciones.
1
0
11
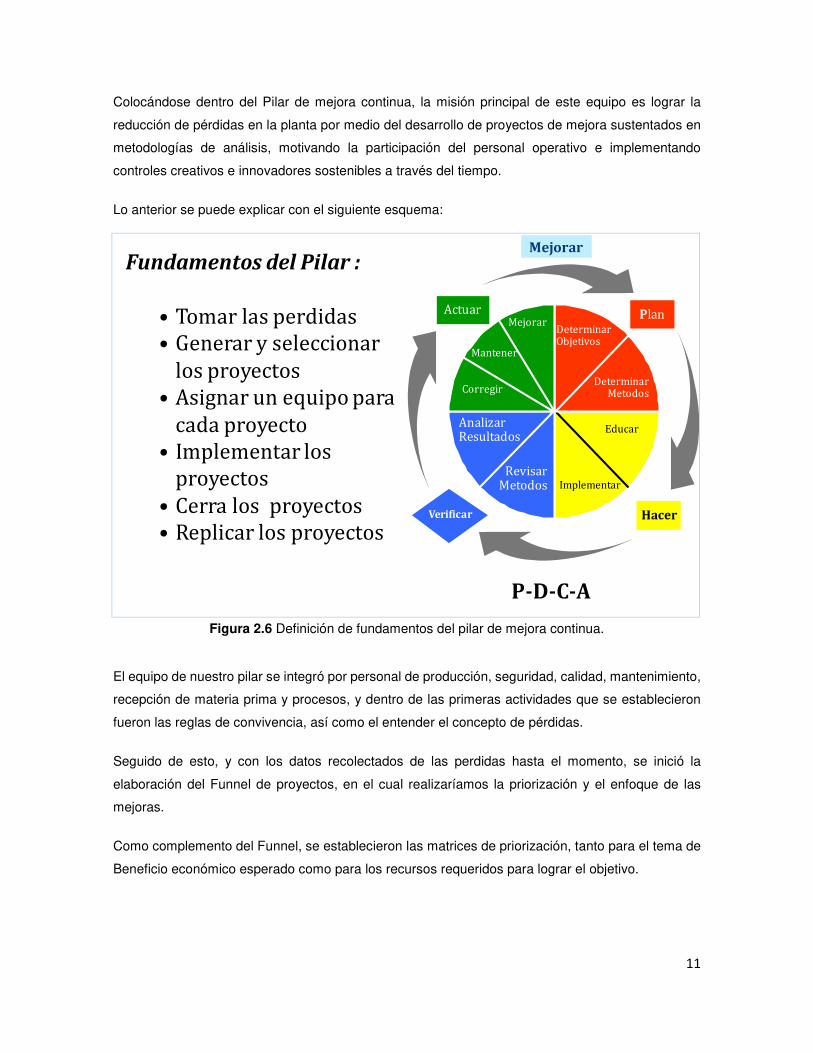
Figura 2.6 Definición de fundamentos del pilar de mejora continua.
Colocándose dentro del Pilar de mejora continua, la misión principal de este equipo es lograr la
reducción de pérdidas en la planta por medio del desarrollo de proyectos de mejora sustentados en
metodologías de análisis, motivando la participación del personal operativo e implementando
controles creativos e innovadores sostenibles a través del tiempo.
Lo anterior se puede explicar con el siguiente esquema:
El equipo de nuestro pilar se integró por personal de producción, seguridad, calidad, mantenimiento,
recepción de materia prima y procesos, y dentro de las primeras actividades que se establecieron
fueron las reglas de convivencia, así como el entender el concepto de pérdidas.
Seguido de esto, y con los datos recolectados de las perdidas hasta el momento, se inició la
elaboración del Funnel de proyectos, en el cual realizaríamos la priorización y el enfoque de las
mejoras.
Como complemento del Funnel, se establecieron las matrices de priorización, tanto para el tema de
Beneficio económico esperado como para los recursos requeridos para lograr el objetivo.
Fundamentos del Pilar :
• Tomar las perdidas
• Generar y seleccionar
los proyectos
• Asignar un equipo para
cada proyecto
• Implementar los
proyectos
• Cerra los proyectos
• Replicar los proyectosHacer
Educar
Implementar
Verificar
RevisarMetodos
AnalizarResultados
Improve
Mejorar
P-D-C-A
DetermineGoals
Plan
DeterminarMetodos
DeterminarObjetivos
Actuar
Corregir
Mantener
Mejorar
12
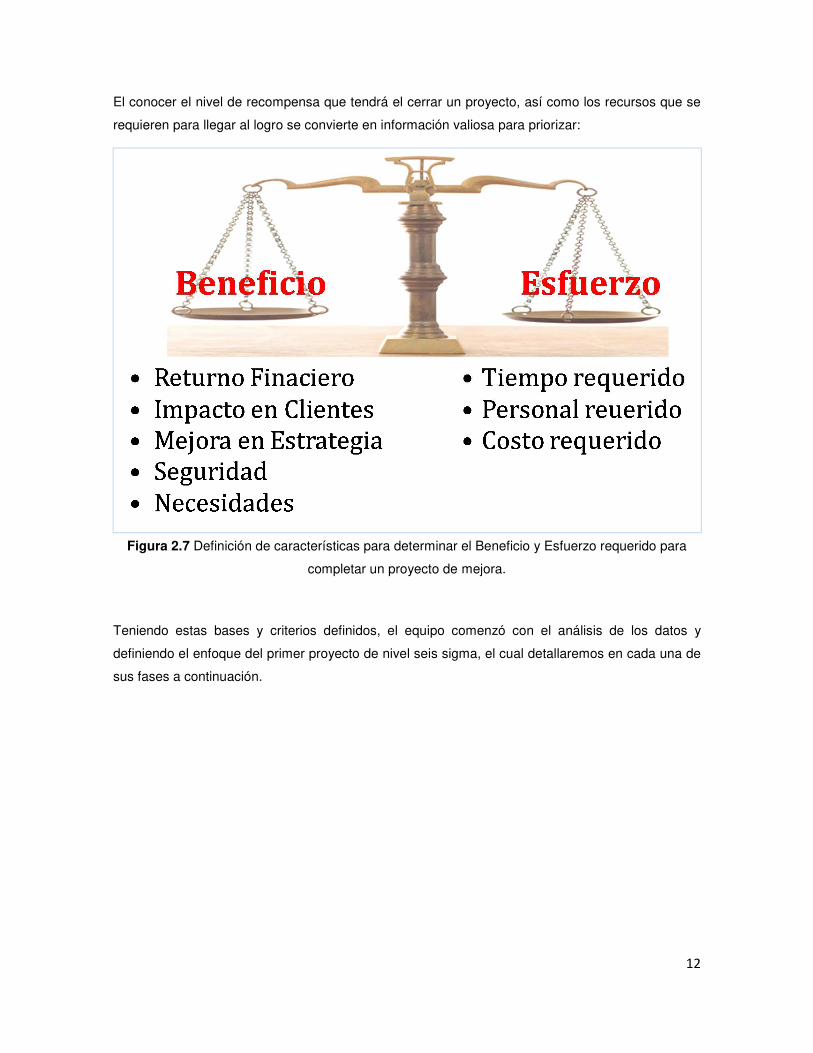
Figura 2.7 Definición de características para determinar el Beneficio y Esfuerzo requerido para
completar un proyecto de mejora.
El conocer el nivel de recompensa que tendrá el cerrar un proyecto, así como los recursos que se
requieren para llegar al logro se convierte en información valiosa para priorizar:
Teniendo estas bases y criterios definidos, el equipo comenzó con el análisis de los datos y
definiendo el enfoque del primer proyecto de nivel seis sigma, el cual detallaremos en cada una de
sus fases a continuación.
13
Capitulo III Fase de Definición del proyecto
3.1 Determinación de equipo para el proyecto
Para comenzar con el desarrollo del proyecto, se definieron los siguientes integrantes para dar su
implementación:
� Noemí Verdugo_ Seguridad Industrial DP
� Jesús Rivera_ Mantenimiento DP
� Ricardo Realzola_ Fibras DP
� Marco Orduña_ Producción DP
� Jorge Palacios_ Calidad DP
� Erik Isaí Martínez_ Procesos DP
� Supervisores de Producción_ Producción DP
� Daniel Vega_ Procesos DP (líder de proyecto)
3.1.1 Determinación de reglas de convivencia del equipo
En común acuerdo con el equipo de trabajo, se establecieron las siguientes reglas de convivencia:
� Horario definido de sesiones: viernes de 08:00 a 09:00 hrs.
� Criterio de retardo: Después de las 08:05 hrs se considerará retardo.
� No. Máximo de retardos: 2 retardos por mes, en caso de excederse se aplicará una
amonestación_ pago de desayuno (sanción definida por el equipo). 3 retardos acumulados se
considerará una falta.
� Criterio de faltas: En caso de tener un compromiso o vacaciones, se deberá dar aviso, máximo,
un día antes de la sesión para ser justificada. En caso de no dar aviso, se considerará Falta.
� No. Máximo de faltas: Con 3 faltas se procederá a dar de baja al colaborador del equipo.
� Nota: En caso de surgir una eventualidad o suceso inesperado antes del comienzo de la sesión,
se deberá avisar para ser considerado en la asistencia.
También se determinaron los siguientes acuerdos para mantener una convivencia sana en el equipo:
� Valores_ Compromiso, Respeto, Confianza (Vegas Rules).
� Títulos en las puertas_ Todos tenemos el mismo valor y nuestras ideas valen exactamente lo
mismo independientemente nuestra posición, experiencia o grado de escolaridad.
� Enfoque en procesos, no en personas_ Nuestro enfoque serán en determinar causas y
mejoras en los procesos, no en culpar o juzgar a nuestros compañeros.
14
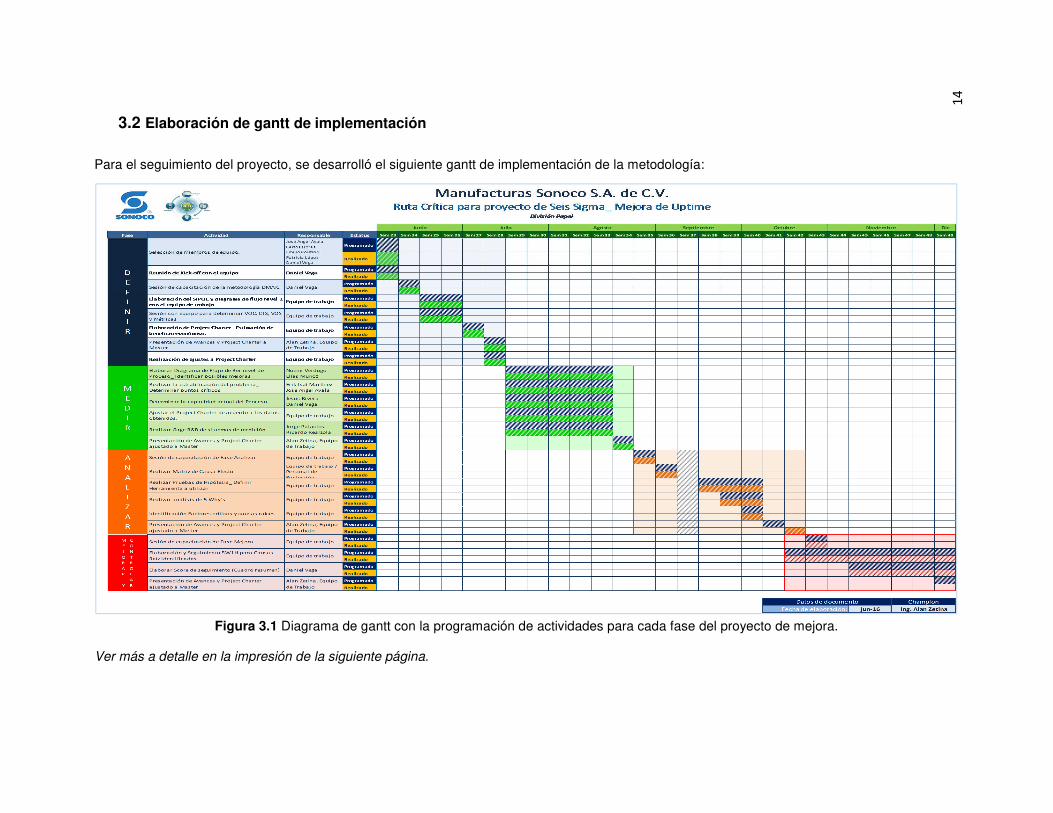
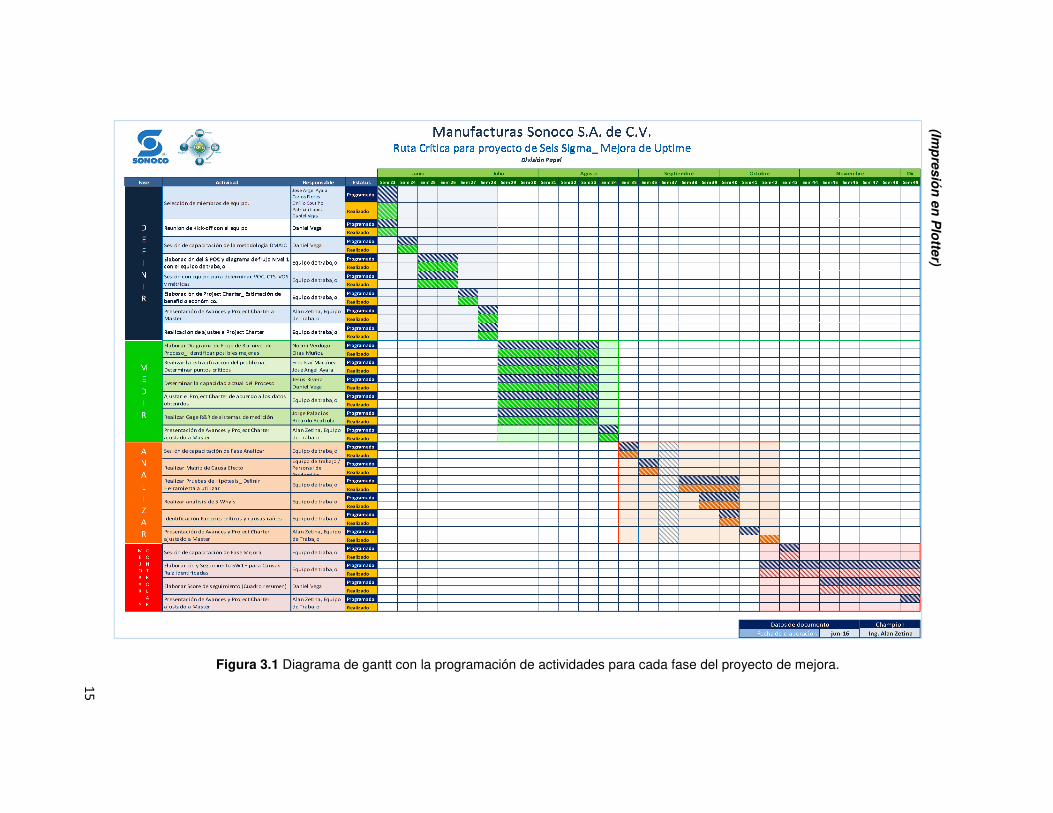
Figura 3.1 Diagrama de gantt con la programación de actividades para cada fase del proyecto de mejora.
3.2 Elaboración de gantt de implementación
Para el seguimiento del proyecto, se desarrolló el siguiente gantt de implementación de la metodología:
Ver más a detalle en la impresión de la siguiente página.
1
4
15
Figura 3.1 Diagrama de gantt con la programación de actividades para cada fase del proyecto de mejora.
(Imp
resió
n e
n P
lotte
r)
16
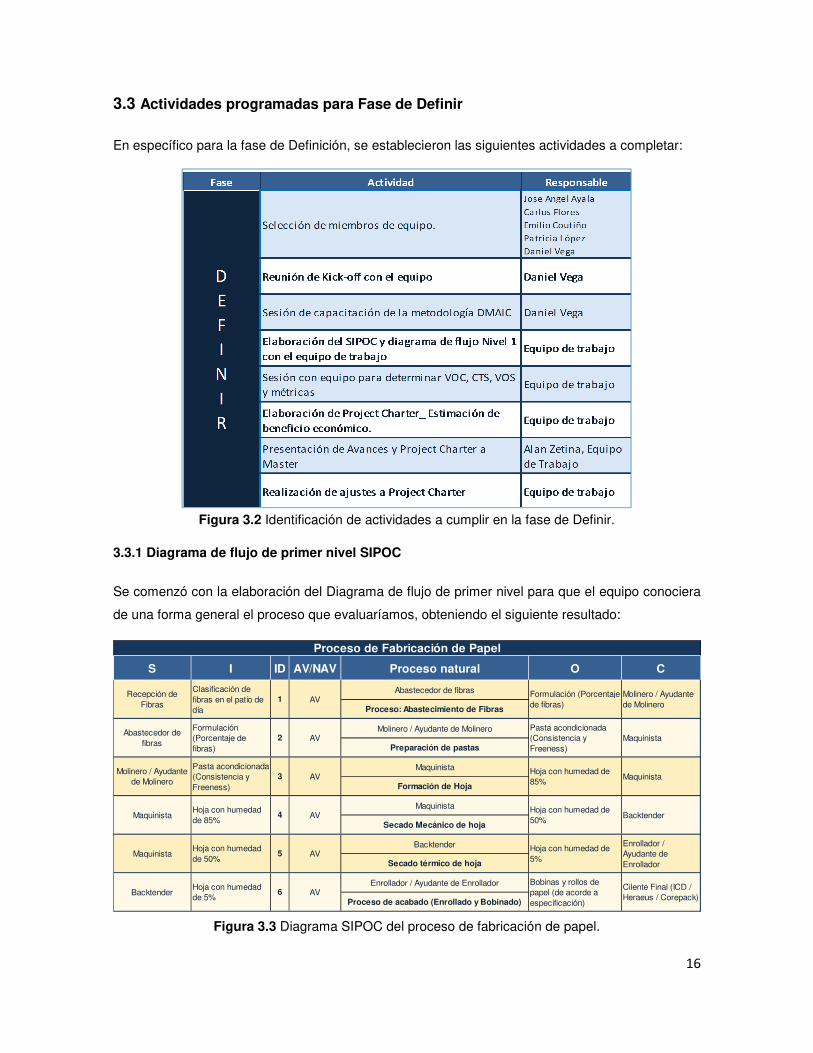
Figura 3.2 Identificación de actividades a cumplir en la fase de Definir.
Figura 3.3 Diagrama SIPOC del proceso de fabricación de papel.
3.3 Actividades programadas para Fase de Definir
En específico para la fase de Definición, se establecieron las siguientes actividades a completar:
3.3.1 Diagrama de flujo de primer nivel SIPOC
Se comenzó con la elaboración del Diagrama de flujo de primer nivel para que el equipo conociera
de una forma general el proceso que evaluaríamos, obteniendo el siguiente resultado:
S I ID AV/NAV Proceso natural O C
Abastecedor de fibras
Proceso: Abastecimiento de Fibras
Molinero / Ayudante de Molinero
Preparación de pastas
Maquinista
Formación de Hoja
Maquinista
Secado Mecánico de hoja
Backtender
Secado térmico de hoja
Enrollador / Ayudante de Enrollador
Proceso de acabado (Enrollado y Bobinado)
Abastecedor de
fibras
Formulación
(Porcentaje de
fibras)
2
Molinero / Ayudante
de Molinero
Pasta acondicionada
(Consistencia y
Freeness)
3
Pasta acondicionada
(Consistencia y
Freeness)
Maquinista
Hoja con humedad de
85%Maquinista
AV
AV
AV
Proceso de Fabricación de Papel
1Clasificación de
fibras en el patío de
día
Recepción de
Fibras
Formulación (Porcentaje
de fibras)
Molinero / Ayudante
de Molinero
Enrollador /
Ayudante de
Enrollador
MaquinistaHoja con humedad
de 85%4 AV
Hoja con humedad de
50%
Cilente Final (ICD /
Heraeus / Corepack)Backtender
Hoja con humedad
de 5%6 AV
Bobinas y rollos de
papel (de acorde a
especificación)
Backtender
MaquinistaHoja con humedad
de 50%5 AV
Hoja con humedad de
5%
17
Figura 3.4 Diagrama de afinidad para categorizar la voz del cliente_ personal operativo de producción.
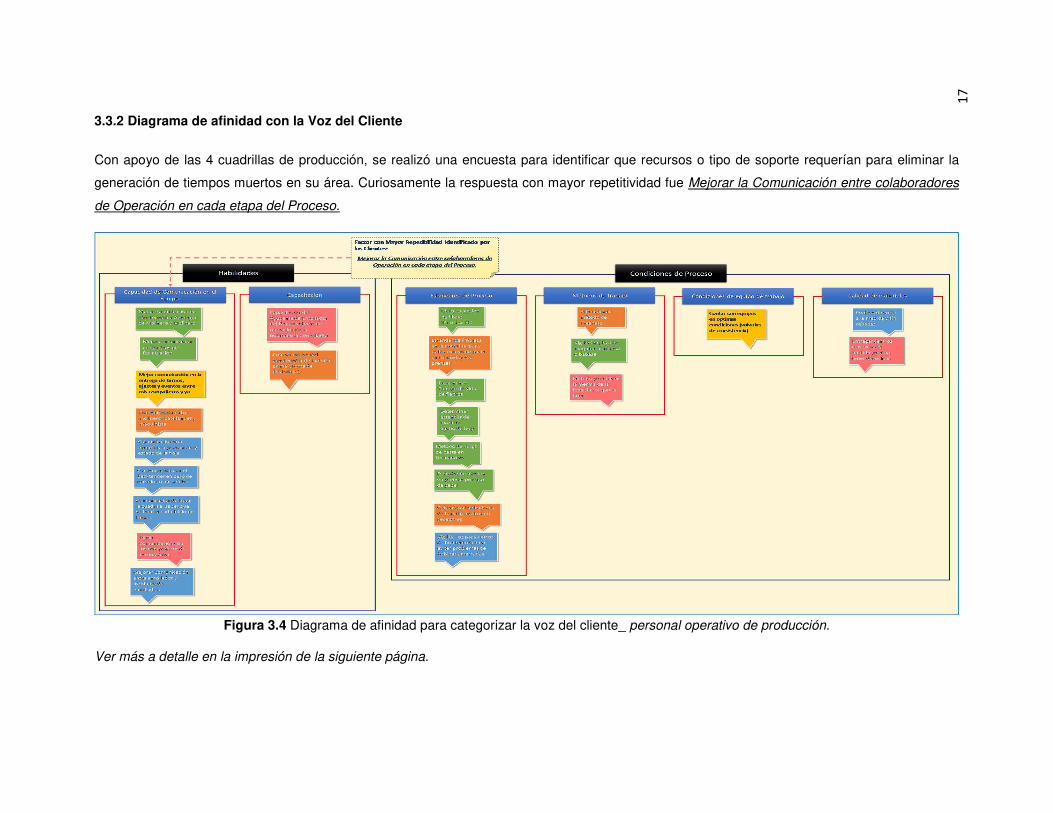
3.3.2 Diagrama de afinidad con la Voz del Cliente
Con apoyo de las 4 cuadrillas de producción, se realizó una encuesta para identificar que recursos o tipo de soporte requerían para eliminar la
generación de tiempos muertos en su área. Curiosamente la respuesta con mayor repetitividad fue Mejorar la Comunicación entre colaboradores
de Operación en cada etapa del Proceso.
Ver más a detalle en la impresión de la siguiente página.
1
7
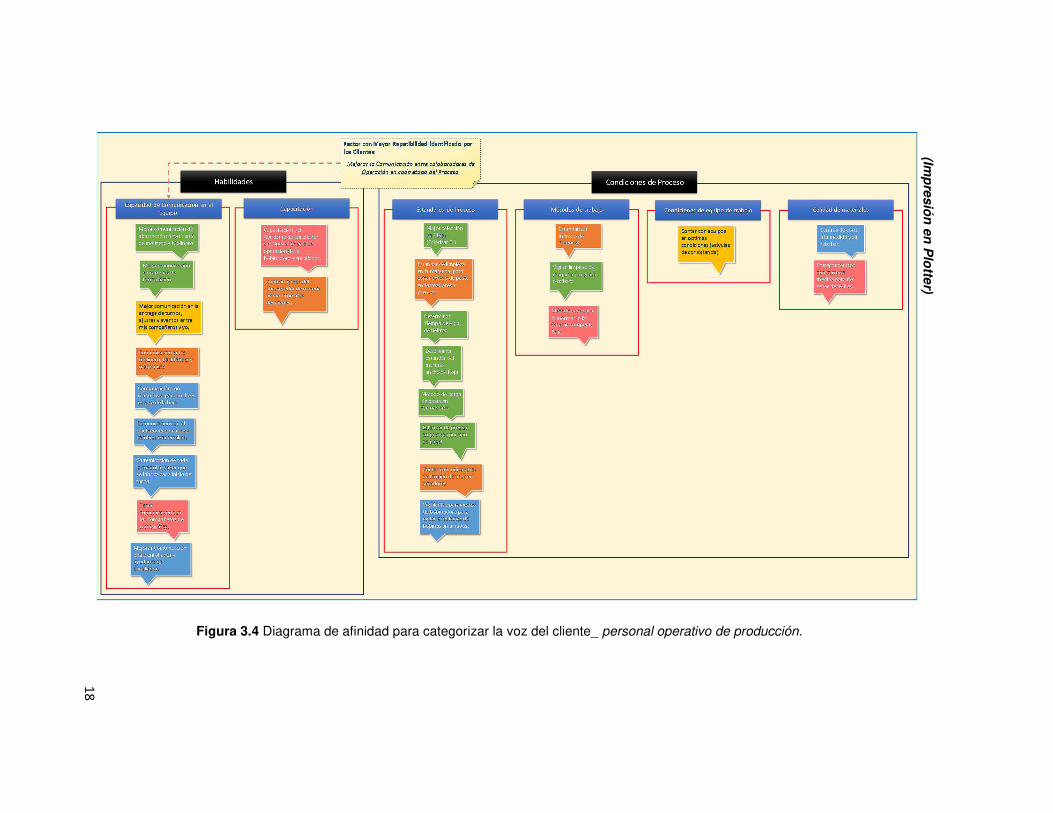
18
Figura 3.4 Diagrama de afinidad para categorizar la voz del cliente_ personal operativo de producción.
(Imp
resió
n e
n P
lotte
r)
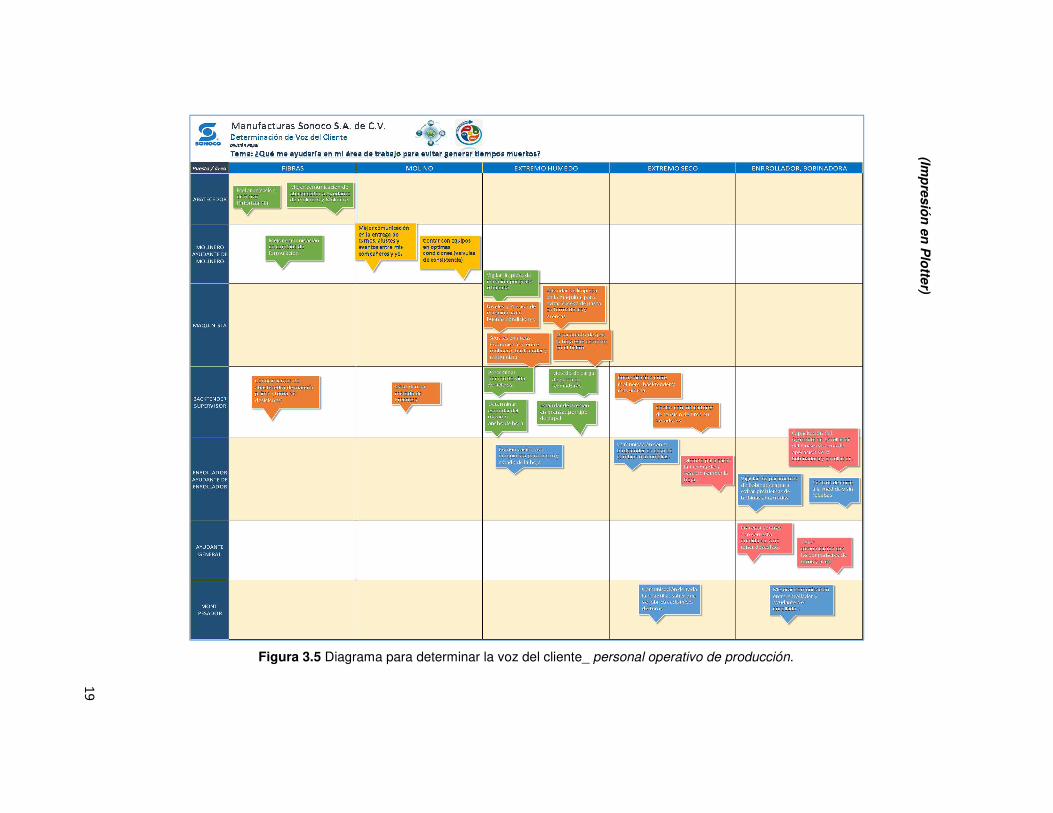
19
Figura 3.5 Diagrama para determinar la voz del cliente_ personal operativo de producción.
(Imp
resió
n e
n P
lotte
r)
20
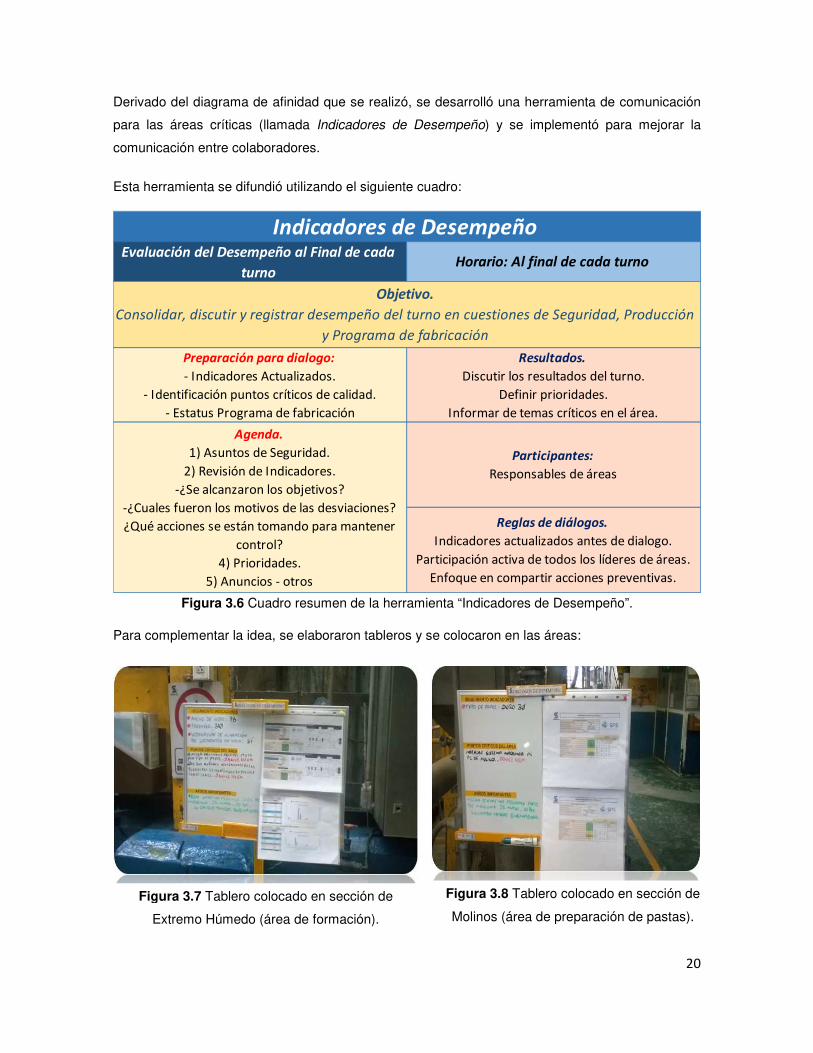
Figura 3.6 Cuadro resumen de la herramienta “Indicadores de Desempeño”.
Derivado del diagrama de afinidad que se realizó, se desarrolló una herramienta de comunicación
para las áreas críticas (llamada Indicadores de Desempeño) y se implementó para mejorar la
comunicación entre colaboradores.
Esta herramienta se difundió utilizando el siguiente cuadro:
Para complementar la idea, se elaboraron tableros y se colocaron en las áreas:
Agenda.
1) Asuntos de Seguridad.
2) Revisión de Indicadores.
-¿Se alcanzaron los objetivos?
-¿Cuales fueron los motivos de las desviaciones?
¿Qué acciones se están tomando para mantener
control?
4) Prioridades.
5) Anuncios - otros
Participantes:
Responsables de áreas
Reglas de diálogos.
Indicadores actualizados antes de dialogo.
Participación activa de todos los líderes de áreas.
Enfoque en compartir acciones preventivas.
Indicadores de DesempeñoEvaluación del Desempeño al Final de cada
turnoHorario: Al final de cada turno
Objetivo.
Consolidar, discutir y registrar desempeño del turno en cuestiones de Seguridad, Producción
y Programa de fabricación
Preparación para dialogo:
- Indicadores Actualizados.
- Identificación puntos críticos de calidad.
- Estatus Programa de fabricación
Resultados.
Discutir los resultados del turno.
Definir prioridades.
Informar de temas críticos en el área.
Figura 3.7 Tablero colocado en sección de
Extremo Húmedo (área de formación).
Figura 3.8 Tablero colocado en sección de
Molinos (área de preparación de pastas).
21
Figura 3.9 Gráfica de Pareto de los paros menores registrados de enero a junio del 2016.
Figura 3.10 Cuadro estándar para estimación del beneficio económico mensual del proyecto.
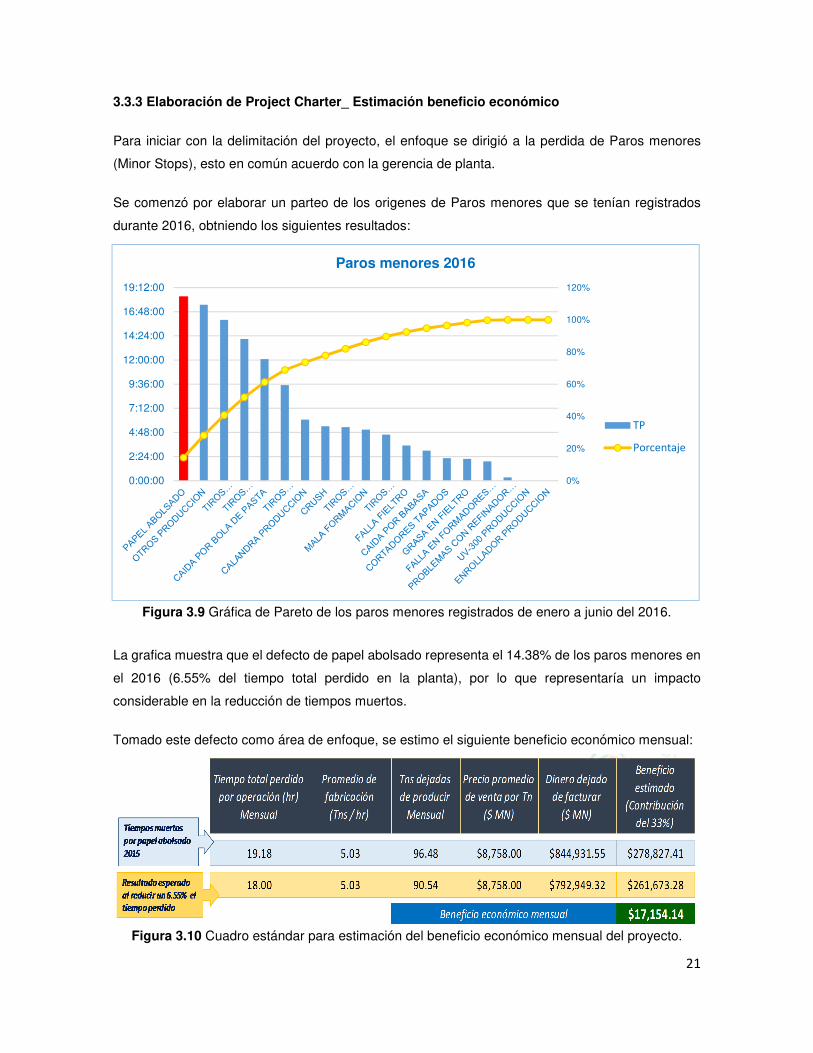
3.3.3 Elaboración de Project Charter_ Estimación beneficio económico
Para iniciar con la delimitación del proyecto, el enfoque se dirigió a la perdida de Paros menores
(Minor Stops), esto en común acuerdo con la gerencia de planta.
Se comenzó por elaborar un parteo de los origenes de Paros menores que se tenían registrados
durante 2016, obtniendo los siguientes resultados:
La grafica muestra que el defecto de papel abolsado representa el 14.38% de los paros menores en
el 2016 (6.55% del tiempo total perdido en la planta), por lo que representaría un impacto
considerable en la reducción de tiempos muertos.
Tomado este defecto como área de enfoque, se estimo el siguiente beneficio económico mensual:
0%
20%
40%
60%
80%
100%
120%
0:00:00
2:24:00
4:48:00
7:12:00
9:36:00
12:00:00
14:24:00
16:48:00
19:12:00
Paros menores 2016
TP
Porcentaje
22
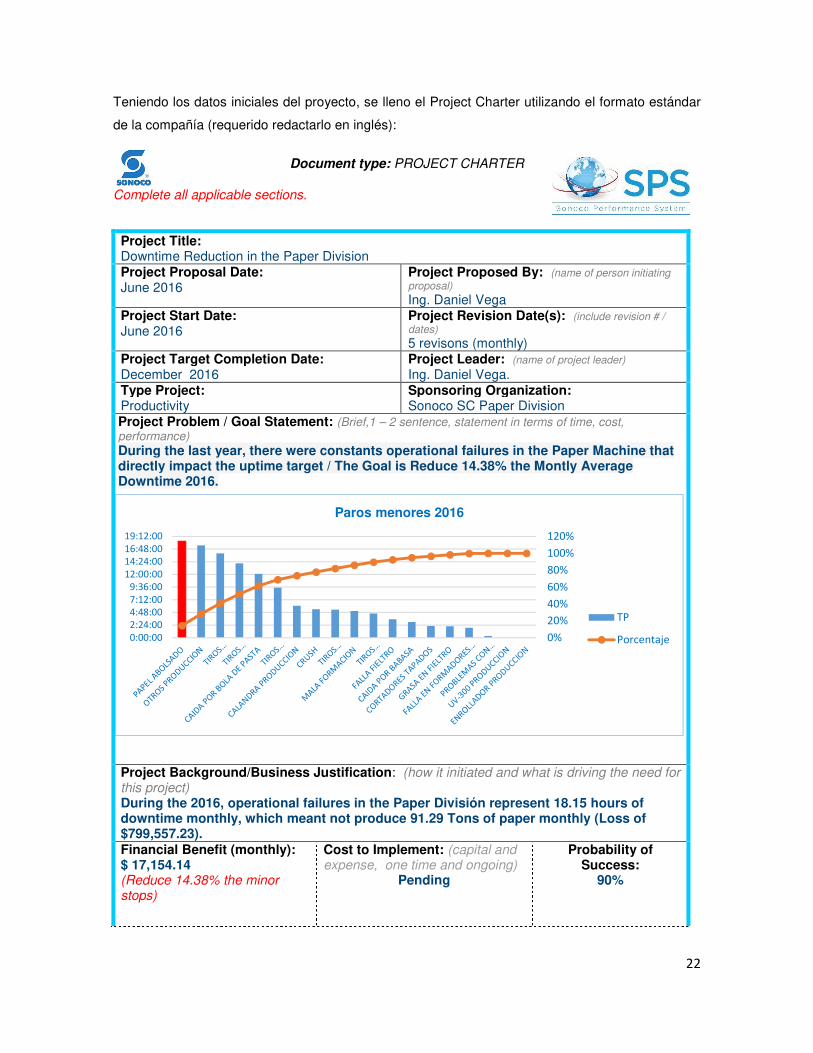
Teniendo los datos iniciales del proyecto, se lleno el Project Charter utilizando el formato estándar
de la compañía (requerido redactarlo en inglés):
Document type: PROJECT CHARTER
Complete all applicable sections.
Project Title: Downtime Reduction in the Paper Division Project Proposal Date: June 2016
Project Proposed By: (name of person initiating
proposal)
Ing. Daniel Vega Project Start Date: June 2016
Project Revision Date(s): (include revision # /
dates)
5 revisons (monthly) Project Target Completion Date: December 2016
Project Leader: (name of project leader) Ing. Daniel Vega.
Type Project: Productivity
Sponsoring Organization: Sonoco SC Paper Division
Project Problem / Goal Statement: (Brief,1 – 2 sentence, statement in terms of time, cost, performance)
During the last year, there were constants operational failures in the Paper Machine that directly impact the uptime target / The Goal is Reduce 14.38% the Montly Average Downtime 2016.
Project Background/Business Justification: (how it initiated and what is driving the need for this project) During the 2016, operational failures in the Paper División represent 18.15 hours of downtime monthly, which meant not produce 91.29 Tons of paper monthly (Loss of $799,557.23). Financial Benefit (monthly): $ 17,154.14 (Reduce 14.38% the minor stops)
Cost to Implement: (capital and expense, one time and ongoing)
Pending
Probability of Success:
90%
0%
20%
40%
60%
80%
100%
120%
0:00:00
2:24:00
4:48:00
7:12:00
9:36:00
12:00:00
14:24:00
16:48:00
19:12:00
Paros menores 2016
TP
Porcentaje
23
Project Boundaries: (Maximum inputs: time, budget, people, process start, process end, etc.)
Project Constraints (internal) & Limitations (external): (equipment, materials, IP, regulatory, performance specifications, etc.) Without contrains and limitations identified. Project Leader & Team: (Key individuals that will be part of the project planning and implementation.) Name Primary Role % Commitment
(FTE) 1 Noemi Monroy Safety Supervisor 100 2 Jorge Palacios Quality Analyst 100 3 Marco Orduña Production Supervisor 100 4 Jesus Rivera. Maintenance Supervisor 100 5 Ricardo Realzola. Raw Material Supervisor 100 6 Erik Isai Martinez Process Supervisor 100 7 Daniel Vega Process Engineer (Leader) 100 8 9 10 Project Sponsorship (Box) Team: (Key individuals providing leadership, resources, budget, defining success and constraints.)
Box Team Role / Member
Name Signature Date
Project Sponsor: Ing. Alan Zetina M. Regional Operations Manager Junio 2016
Project Champions: Ing. Alan Zetina M. Regional Operations Manager Junio 2016
Regional Mfg. Mgr. Ing. Alan Zetina M. Regional Operations Manager Junio 2016
Division Mfg. Mgr. Sr. Jose Angel Ayala. Production Superintendent Junio 2016
Project Financial Leader:
Ing. Carlos Ceniceros M.
Regional Operations Director Junio 2016
SPS Specialists Ing. Enrique Portillo Maintenance Superintendent Junio 2016
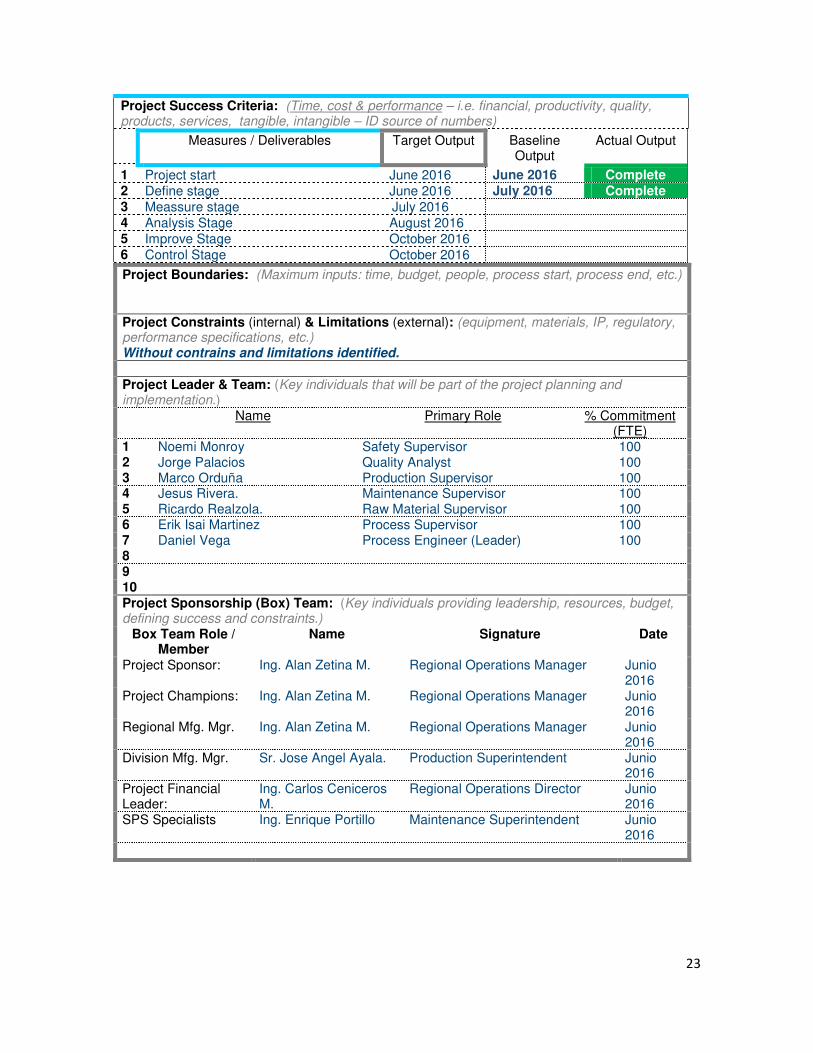
Project Success Criteria: (Time, cost & performance – i.e. financial, productivity, quality, products, services, tangible, intangible – ID source of numbers)
Measures / Deliverables Target Output Baseline Output
Actual Output
1 Project start June 2016 June 2016 Complete 2 Define stage June 2016 July 2016 Complete 3 Meassure stage July 2016 4 Analysis Stage August 2016 5 Improve Stage October 2016 6 Control Stage October 2016
24
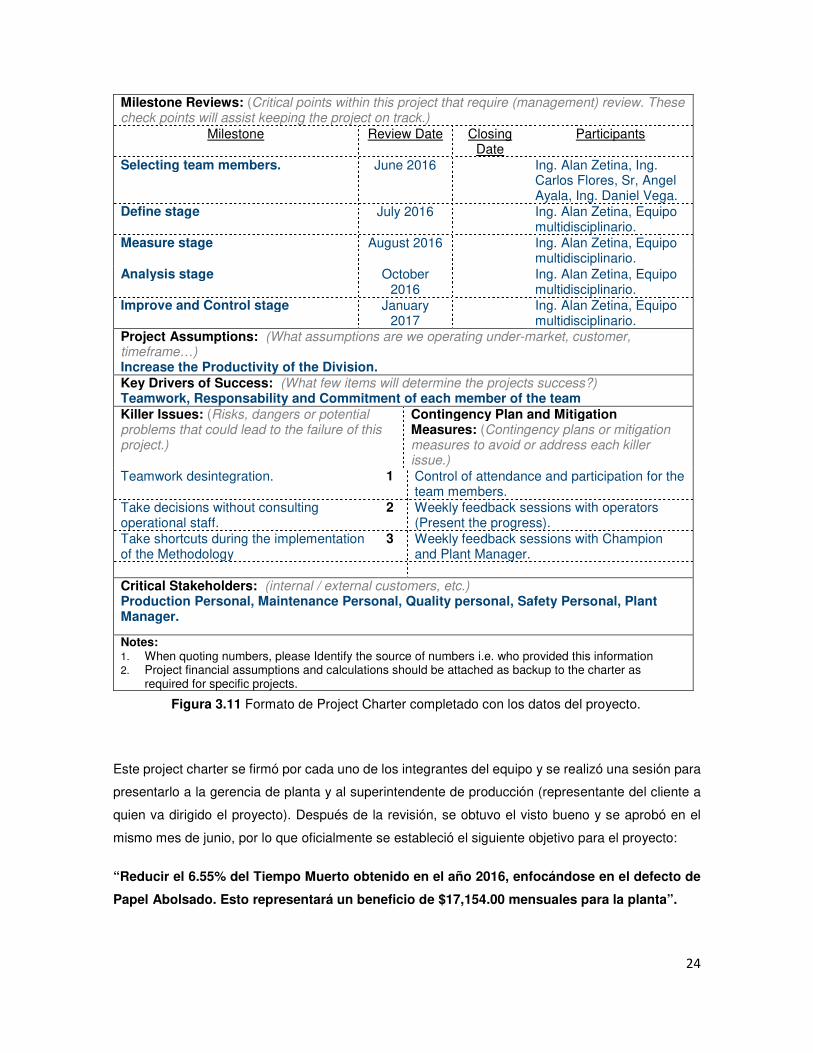
Figura 3.11 Formato de Project Charter completado con los datos del proyecto.
Milestone Reviews: (Critical points within this project that require (management) review. These check points will assist keeping the project on track.)
Milestone Review Date Closing Date
Participants
Selecting team members. June 2016 Ing. Alan Zetina, Ing. Carlos Flores, Sr, Angel Ayala, Ing. Daniel Vega.
Define stage July 2016 Ing. Alan Zetina, Equipo multidisciplinario.
Measure stage August 2016 Ing. Alan Zetina, Equipo multidisciplinario.
Analysis stage October 2016
Ing. Alan Zetina, Equipo multidisciplinario.
Improve and Control stage January 2017
Ing. Alan Zetina, Equipo multidisciplinario.
Project Assumptions: (What assumptions are we operating under-market, customer, timeframe…) Increase the Productivity of the Division. Key Drivers of Success: (What few items will determine the projects success?) Teamwork, Responsability and Commitment of each member of the team Killer Issues: (Risks, dangers or potential problems that could lead to the failure of this project.)
Contingency Plan and Mitigation Measures: (Contingency plans or mitigation measures to avoid or address each killer issue.)
Teamwork desintegration. 1 Control of attendance and participation for the team members.
Take decisions without consulting operational staff.
2 Weekly feedback sessions with operators (Present the progress).
Take shortcuts during the implementation of the Methodology
3 Weekly feedback sessions with Champion and Plant Manager.
Critical Stakeholders: (internal / external customers, etc.) Production Personal, Maintenance Personal, Quality personal, Safety Personal, Plant Manager.
Notes: 1. When quoting numbers, please Identify the source of numbers i.e. who provided this information 2. Project financial assumptions and calculations should be attached as backup to the charter as
required for specific projects.
Este project charter se firmó por cada uno de los integrantes del equipo y se realizó una sesión para
presentarlo a la gerencia de planta y al superintendente de producción (representante del cliente a
quien va dirigido el proyecto). Después de la revisión, se obtuvo el visto bueno y se aprobó en el
mismo mes de junio, por lo que oficialmente se estableció el siguiente objetivo para el proyecto:
“Reducir el 6.55% del Tiempo Muerto obtenido en el año 2016, enfocándose en el defecto de
Papel Abolsado. Esto representará un beneficio de $17,154.00 mensuales para la planta”.
25
Figura 4.1 Cuadro de métricas de seguimiento mensual del proyecto.
Figura 4.2 Identificación de actividades a cumplir en la fase de Medir.
Capitulo IV Fase de Medición del proyecto
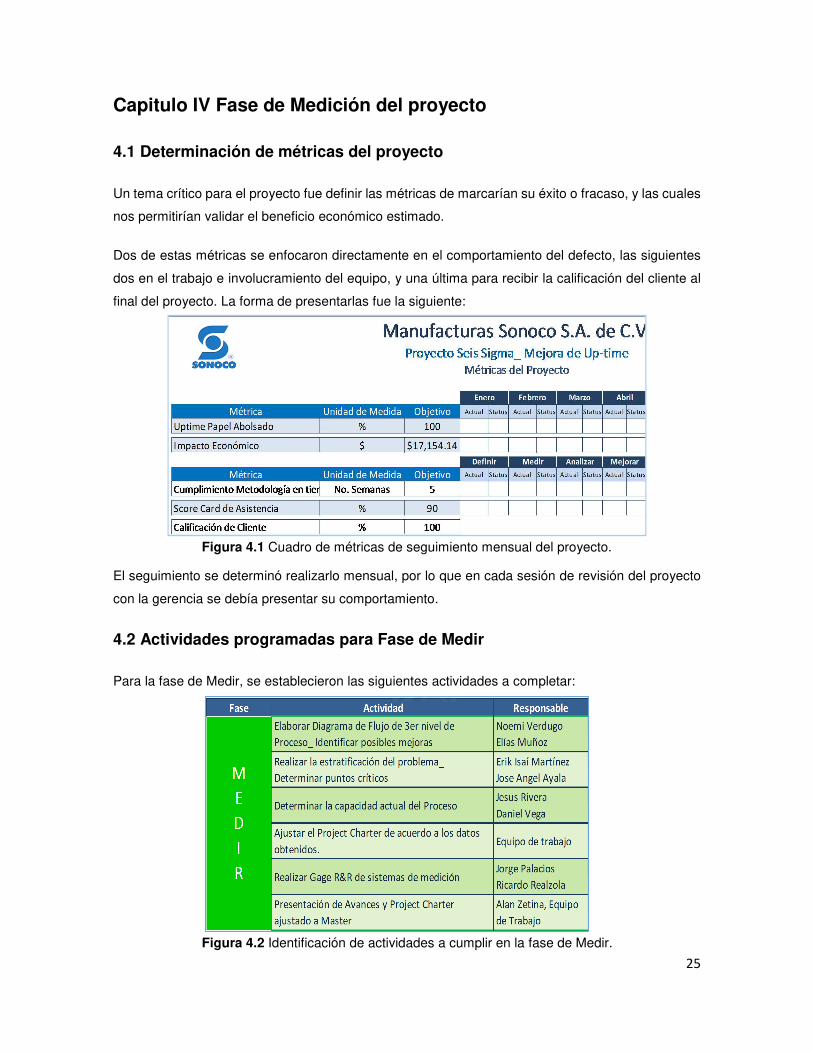
4.1 Determinación de métricas del proyecto
Un tema crítico para el proyecto fue definir las métricas de marcarían su éxito o fracaso, y las cuales
nos permitirían validar el beneficio económico estimado.
Dos de estas métricas se enfocaron directamente en el comportamiento del defecto, las siguientes
dos en el trabajo e involucramiento del equipo, y una última para recibir la calificación del cliente al
final del proyecto. La forma de presentarlas fue la siguiente:
El seguimiento se determinó realizarlo mensual, por lo que en cada sesión de revisión del proyecto
con la gerencia se debía presentar su comportamiento.
4.2 Actividades programadas para Fase de Medir
Para la fase de Medir, se establecieron las siguientes actividades a completar:
26
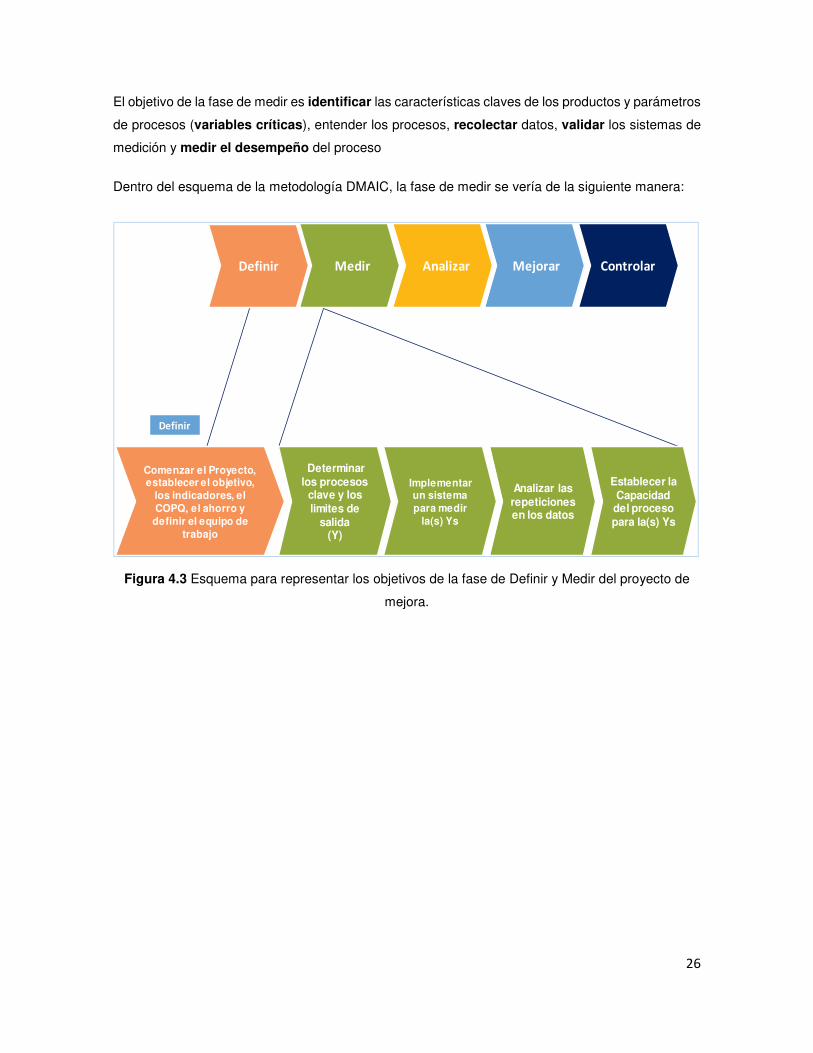
Figura 4.3 Esquema para representar los objetivos de la fase de Definir y Medir del proyecto de
mejora.
El objetivo de la fase de medir es identificar las características claves de los productos y parámetros
de procesos (variables críticas), entender los procesos, recolectar datos, validar los sistemas de
medición y medir el desempeño del proceso
Dentro del esquema de la metodología DMAIC, la fase de medir se vería de la siguiente manera:
Medir Mejorar ControlarAnalizar
Comenzar el Proyecto, establecer el objetivo,
los indicadores, el COPQ, el ahorro y
definir el equipo de trabajo
Determinar los procesos
clave y los limites de
salida (Y)
Implementar un sistema para medir
la(s) Ys
Analizar las repeticiones en los datos
Establecer la Capacidad del proceso para la(s) Ys
Definir
Definir
27
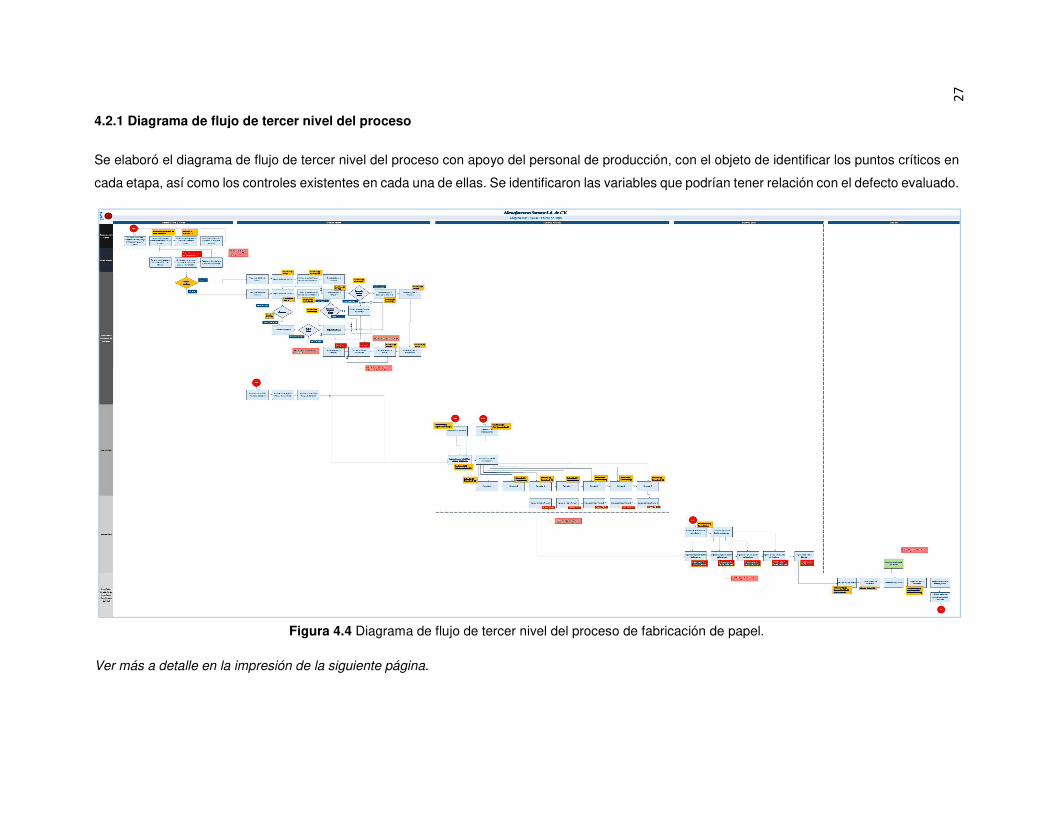
Figura 4.4 Diagrama de flujo de tercer nivel del proceso de fabricación de papel.
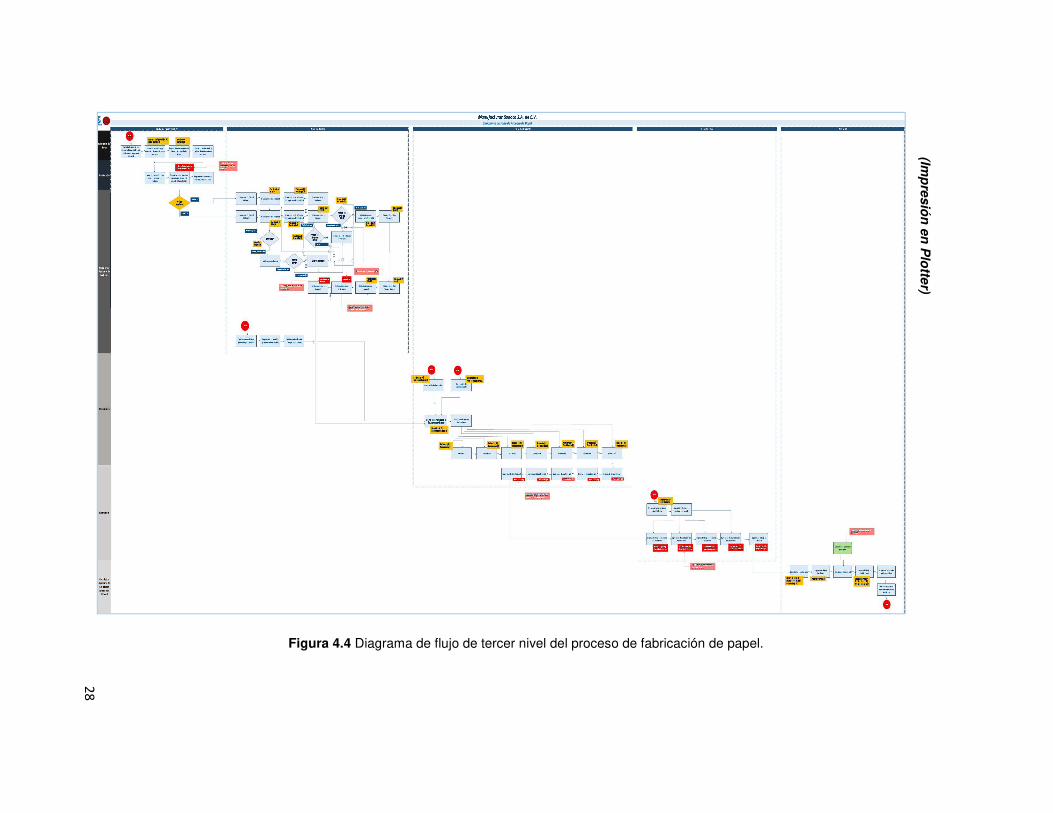
4.2.1 Diagrama de flujo de tercer nivel del proceso
Se elaboró el diagrama de flujo de tercer nivel del proceso con apoyo del personal de producción, con el objeto de identificar los puntos críticos en
cada etapa, así como los controles existentes en cada una de ellas. Se identificaron las variables que podrían tener relación con el defecto evaluado.
Ver más a detalle en la impresión de la siguiente página.
2
7
28
Figura 4.4 Diagrama de flujo de tercer nivel del proceso de fabricación de papel.
(Imp
resió
n e
n P
lotte
r)
29
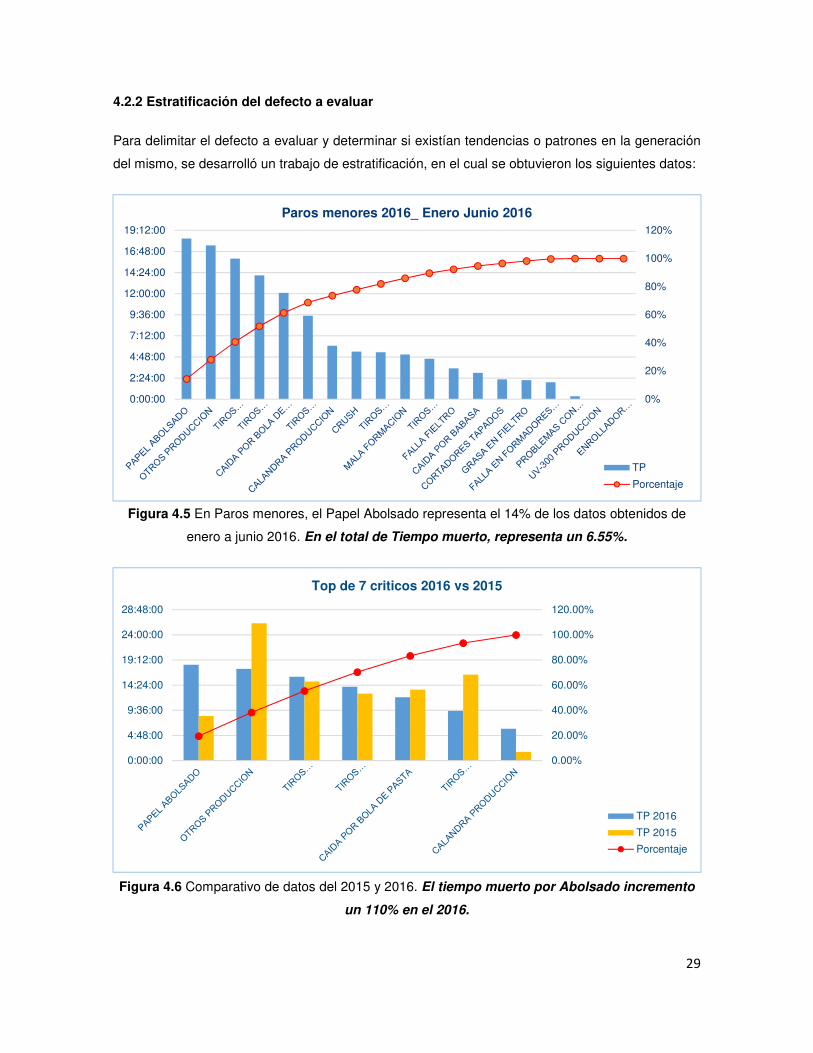
4.2.2 Estratificación del defecto a evaluar
Para delimitar el defecto a evaluar y determinar si existían tendencias o patrones en la generación
del mismo, se desarrolló un trabajo de estratificación, en el cual se obtuvieron los siguientes datos:
Figura 4.5 En Paros menores, el Papel Abolsado representa el 14% de los datos obtenidos de
enero a junio 2016. En el total de Tiempo muerto, representa un 6.55%.
Figura 4.6 Comparativo de datos del 2015 y 2016. El tiempo muerto por Abolsado incremento
un 110% en el 2016.
0%
20%
40%
60%
80%
100%
120%
0:00:00
2:24:00
4:48:00
7:12:00
9:36:00
12:00:00
14:24:00
16:48:00
19:12:00
Paros menores 2016_ Enero Junio 2016
TP
Porcentaje
0.00%
20.00%
40.00%
60.00%
80.00%
100.00%
120.00%
0:00:00
4:48:00
9:36:00
14:24:00
19:12:00
24:00:00
28:48:00
Top de 7 criticos 2016 vs 2015
TP 2016
TP 2015
Porcentaje
30
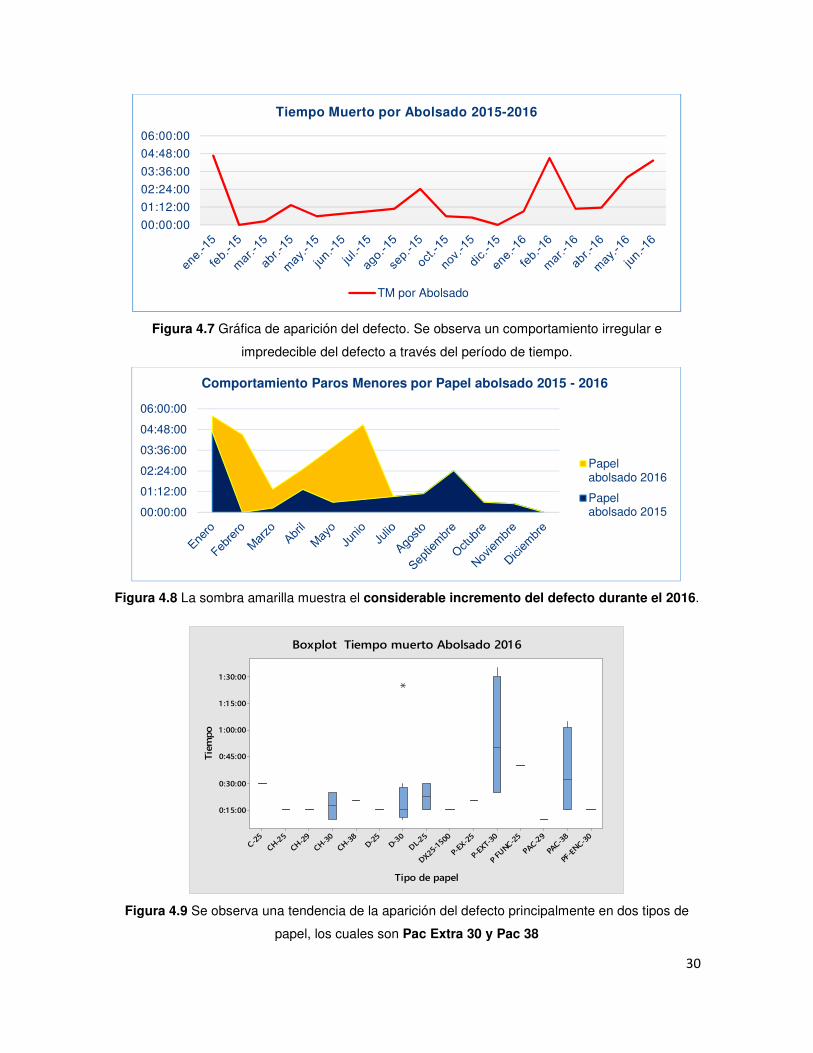
Figura 4.9 Se observa una tendencia de la aparición del defecto principalmente en dos tipos de
papel, los cuales son Pac Extra 30 y Pac 38
Figura 4.7 Gráfica de aparición del defecto. Se observa un comportamiento irregular e
impredecible del defecto a través del período de tiempo.
Figura 4.8 La sombra amarilla muestra el considerable incremento del defecto durante el 2016.
00:00:00
01:12:00
02:24:00
03:36:00
04:48:00
06:00:00
Tiempo Muerto por Abolsado 2015-2016
TM por Abolsado
00:00:00
01:12:00
02:24:00
03:36:00
04:48:00
06:00:00
Comportamiento Paros Menores por Papel abolsado 2015 - 2016
Papelabolsado 2016
Papelabolsado 2015
PF-E
NC-30
PAC-3
8
PAC-29
P FU
NC-25
P-EX
T-30
P-EX
-25
DX25-1
500
DL-25
D-30
D-25
CH-38
CH-30
CH-29
CH-25
C-25
1 :30:00
1 :15:00
1 :00:00
0:45:00
0:30:00
0:15:00
Tipo de papel
Tie
mpo
Boxplot Tiempo muerto Abolsado 2016
31
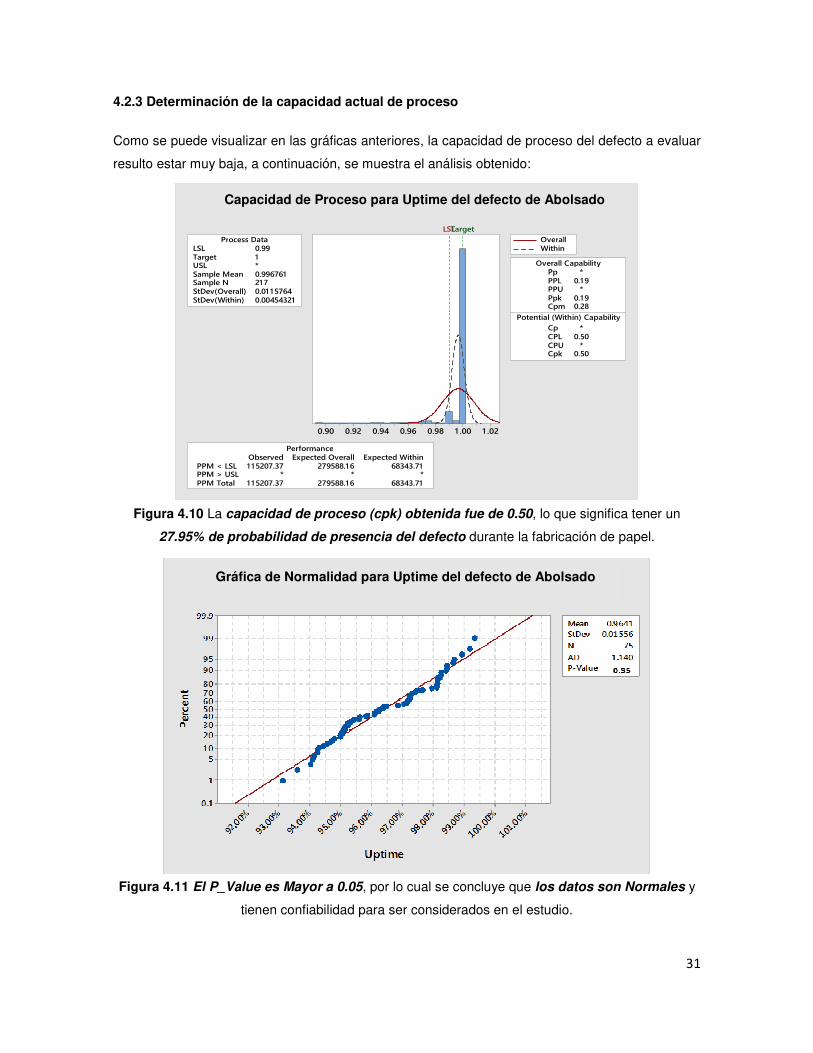
4.2.3 Determinación de la capacidad actual de proceso
Como se puede visualizar en las gráficas anteriores, la capacidad de proceso del defecto a evaluar
resulto estar muy baja, a continuación, se muestra el análisis obtenido:
Figura 4.10 La capacidad de proceso (cpk) obtenida fue de 0.50, lo que significa tener un
27.95% de probabilidad de presencia del defecto durante la fabricación de papel.
Figura 4.11 El P_Value es Mayor a 0.05, por lo cual se concluye que los datos son Normales y
tienen confiabilidad para ser considerados en el estudio.
1 .021 .000.980.960.940.920.90
LSL 0.99Target 1USL *Sample Mean 0.996761Sample N 217StDev(Overall) 0.01 15764StDev(Within) 0.00454321
Process Data
Pp *PPL 0.19PPU *Ppk 0.19Cpm 0.28
Cp *CPL 0.50CPU *Cpk 0.50
Potential (Within) Capability
Overall Capability
PPM < LSL 115207.37 279588.16 68343.71PPM > USL * * *PPM Total 1 15207.37 279588.16 68343.71
Observed Expected Overall Expected WithinPerformance
LSLTarget
OverallWithin
Process Capability Report for UptimeCapacidad de Proceso para Uptime del defecto de Abolsado
Gráfica de Normalidad para Uptime del defecto de Abolsado
32
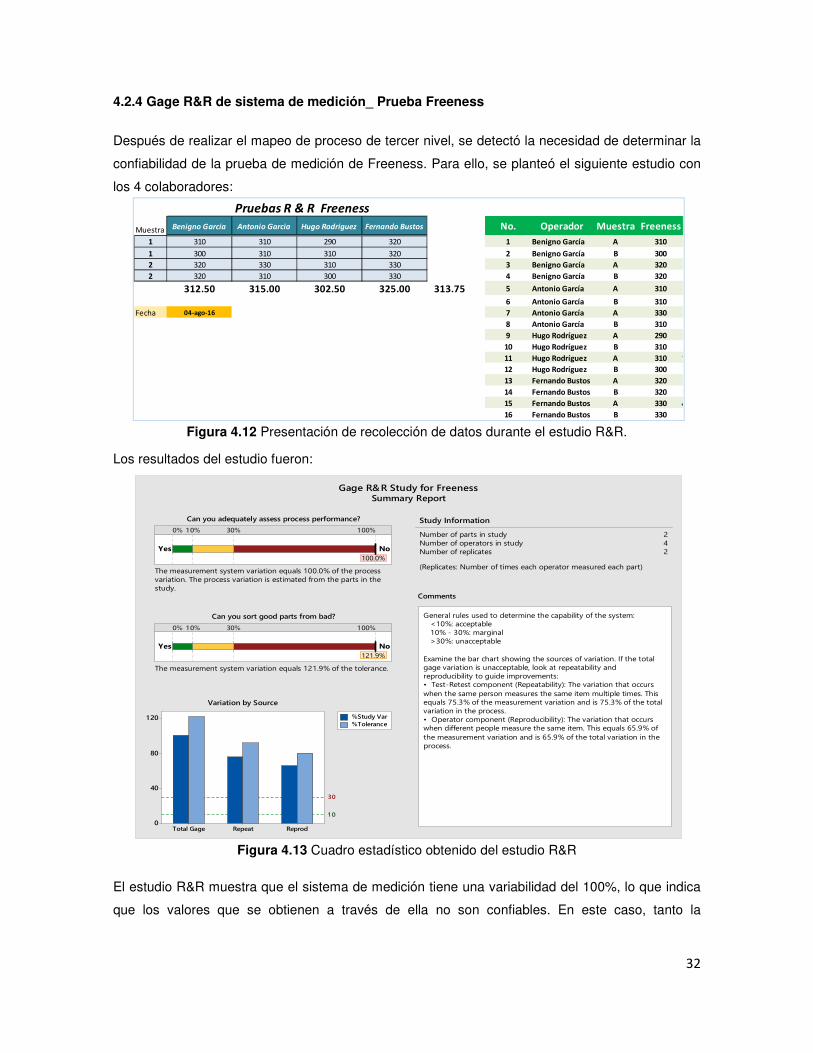
Figura 4.12 Presentación de recolección de datos durante el estudio R&R.
Figura 4.13 Cuadro estadístico obtenido del estudio R&R
4.2.4 Gage R&R de sistema de medición_ Prueba Freeness
Después de realizar el mapeo de proceso de tercer nivel, se detectó la necesidad de determinar la
confiabilidad de la prueba de medición de Freeness. Para ello, se planteó el siguiente estudio con
los 4 colaboradores:
Los resultados del estudio fueron:
El estudio R&R muestra que el sistema de medición tiene una variabilidad del 100%, lo que indica
que los valores que se obtienen a través de ella no son confiables. En este caso, tanto la
Muestra Benigno Garcia Antonio Garcia Hugo Rodriguez Fernando Bustos No. Operador Muestra Freeness
1 310 310 290 320 1 Benigno García A 310
1 300 310 310 320 2 Benigno García B 300
2 320 330 310 330 3 Benigno García A 320
2 320 310 300 330 4 Benigno García B 320
312.50 315.00 302.50 325.00 313.75 5 Antonio García A 310
6 Antonio García B 310
Fecha 04-ago-16 7 Antonio García A 330
8 Antonio García B 310
9 Hugo Rodríguez A 290
10 Hugo Rodríguez B 310
11 Hugo Rodríguez A 310
12 Hugo Rodríguez B 300
13 Fernando Bustos A 320
14 Fernando Bustos B 320
15 Fernando Bustos A 330
16 Fernando Bustos B 330
Pruebas R & R Freeness
Number of parts in study 2Number of operators in study 4Number of replicates 2
Study Information
study.variation. The process variation is estimated from the parts in theThe measurement system variation equals 100.0% of the process
Yes No
0% 10% 30% 100%
100.0%
The measurement system variation equals 121.9% of the tolerance.
Yes No
0% 10% 30% 100%
121.9%
ReprodRepeatTotal Gage
120
80
40
0
30
1 0
%Study Var
%Tolerance
process.the measurement variation and is 65.9% of the total variation in the
when different people measure the same item. This equals 65.9% of• Operator component (Reproducibility): The variation that occursvariation in the process.equals 75.3% of the measurement variation and is 75.3% of the totalwhen the same person measures the same item multiple times. This
• Test-Retest component (Repeatability): The variation that occursreproducibility to guide improvements:gage variation is unacceptable, look at repeatability andExamine the bar chart showing the sources of variation. If the total
>30%: unacceptable 10% - 30%: marginal <10%: acceptableGeneral rules used to determine the capability of the system:
Variation by Source
(Replicates: Number of times each operator measured each part)
Comments
Gage R&R Study for FreenessSummary Report
Can you adequately assess process performance?
Can you sort good parts from bad?

33
Figura 4.14 Desglose estadístico por operador en el estudio R&R.
Figura 4.15 Imagen que muestra fragmento de procedimiento elaborado para prueba Freeness.
Repetibilidad como la Reproductibilidad muestran índices altos, por lo que el método y los equipos
tienen impacto en la variabilidad de la prueba.
Al evaluar el método de los 4 operadores, se evaluó la dispersión de sus valores individuales y se
determinó tomar como modelo el método de Fernando Bustos:
Teniendo estos resultados, se documentó el método de la prueba y se cargó al sistema de Control
de documentos que tiene la planta (Norma Control), en la sección de procedimientos de Producción.
A continuación, se muestra un fragmento del procedimiento redactado:
Total Gage 12.185 100.00 121.85
Repeatability 9.170 75.25 91.70 Reproducibility 8.025 65.85 80.25 Operator 8.025 65.85 80.25
Part-to-Part 0.000 0.00 0.00
Study Variation 12.185 100.00 121.85
removed from the table.The Operator by Part interaction was not statistically significant and was
Tolerance (upper spec - lower spec): 60
Source StDev Variation%Study
%Tolerance
BA
324
31 8
31 2
306
300
Parts
Hugo RodríFernando BBenigno GaAntonio Ga
330
31 5
300
Operators
Hugo
Rodrí
Fern
ando B
Benig
no Ga
Antoni
o Ga
20
1 0
0
Operators
Ran
ge
BA
Parts
Test-Retest Ranges (Repeatability)
Operators and Parts with larger ranges have less consistency.
Reproducibility — Operator by Part InteractionLook for abnormal points or patterns.
Reproducibility — Operator Main EffectsLook for operators with higher or lower averages.
Gage R&R Study for FreenessVariation Report
34
Figura 4.16 Esquema que representa el total de variables o probables causas que impactan en
la generación del defecto.
Como acto seguido, se realizó el entrenamiento al resto de los colaboradores buscando la
estandarización en la ejecución de la prueba.
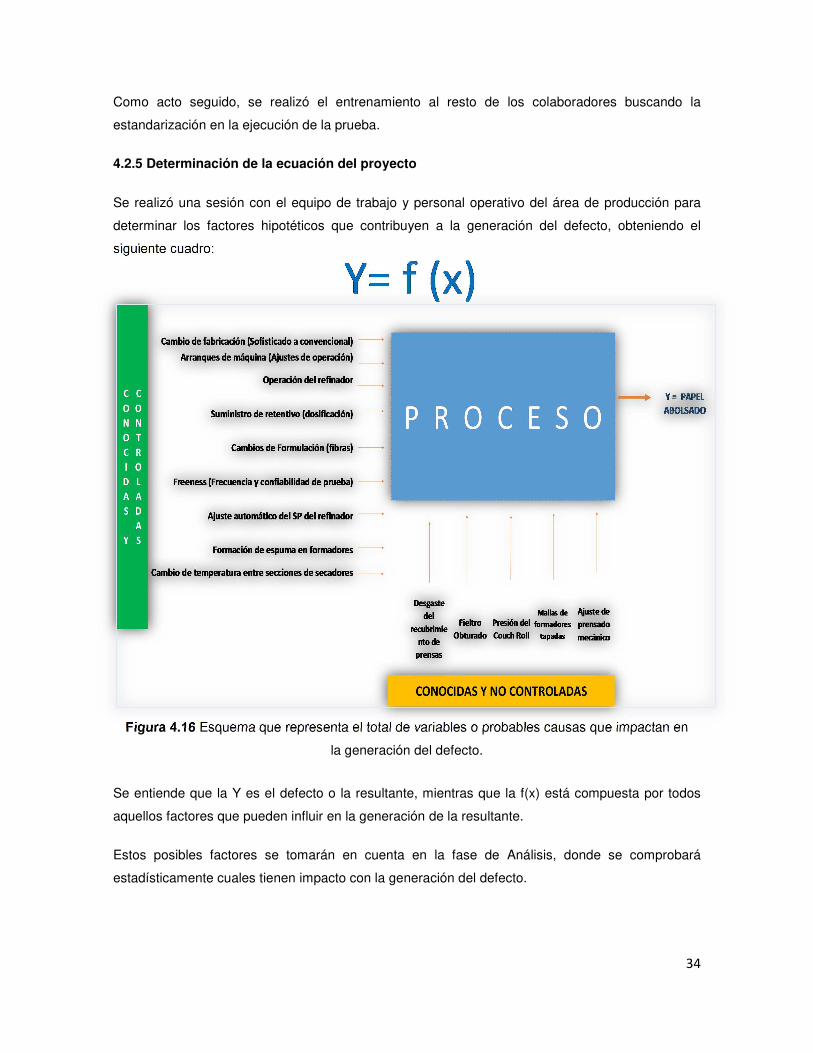
4.2.5 Determinación de la ecuación del proyecto
Se realizó una sesión con el equipo de trabajo y personal operativo del área de producción para
determinar los factores hipotéticos que contribuyen a la generación del defecto, obteniendo el
siguiente cuadro:
Se entiende que la Y es el defecto o la resultante, mientras que la f(x) está compuesta por todos
aquellos factores que pueden influir en la generación de la resultante.
Estos posibles factores se tomarán en cuenta en la fase de Análisis, donde se comprobará
estadísticamente cuales tienen impacto con la generación del defecto.
35
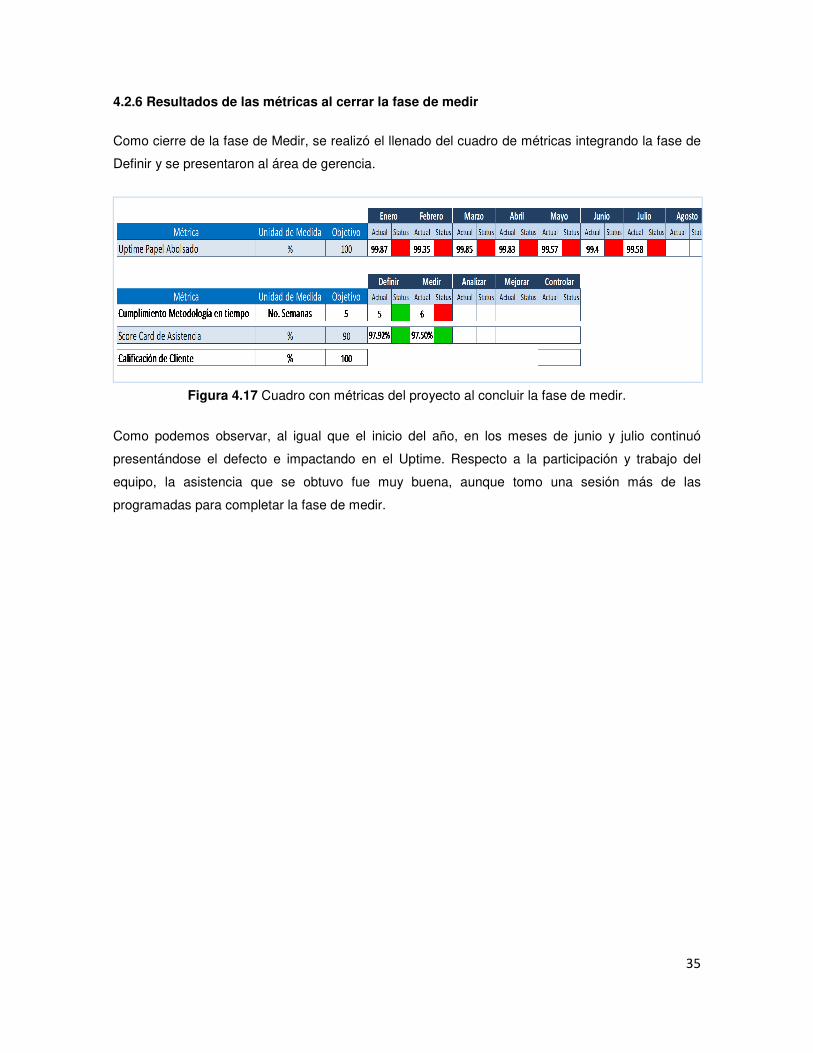
Figura 4.17 Cuadro con métricas del proyecto al concluir la fase de medir.
4.2.6 Resultados de las métricas al cerrar la fase de medir
Como cierre de la fase de Medir, se realizó el llenado del cuadro de métricas integrando la fase de
Definir y se presentaron al área de gerencia.
Como podemos observar, al igual que el inicio del año, en los meses de junio y julio continuó
presentándose el defecto e impactando en el Uptime. Respecto a la participación y trabajo del
equipo, la asistencia que se obtuvo fue muy buena, aunque tomo una sesión más de las
programadas para completar la fase de medir.
36
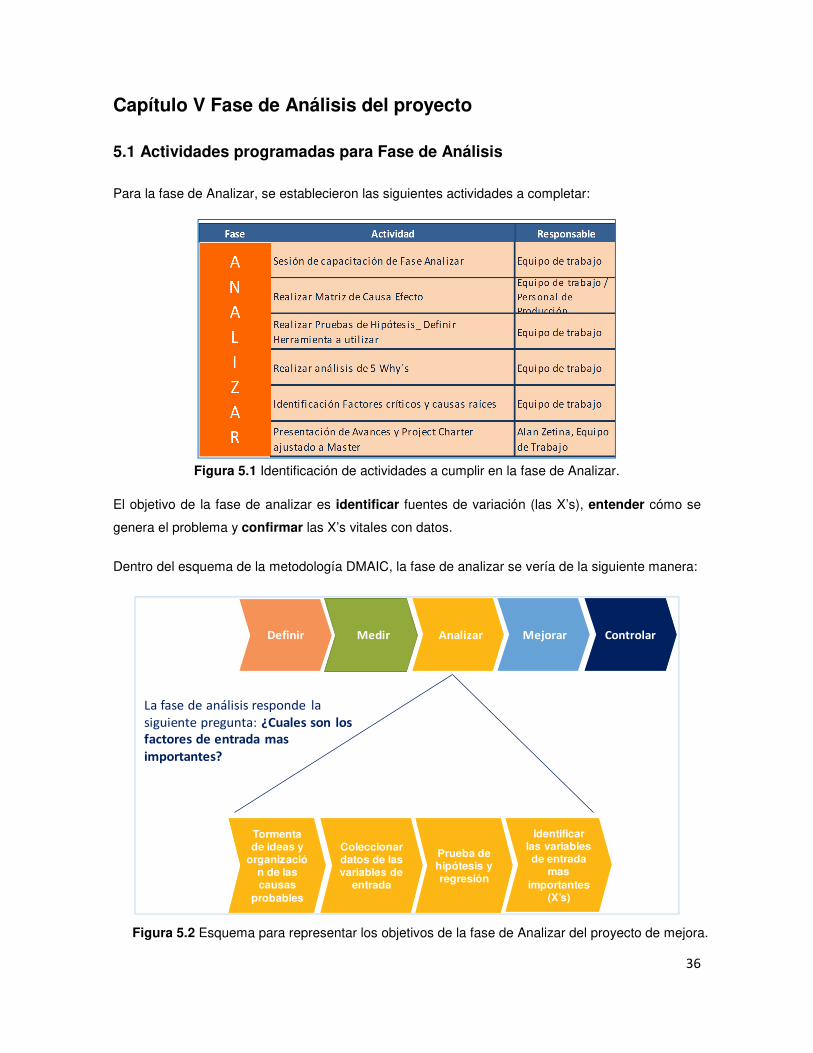
Figura 5.1 Identificación de actividades a cumplir en la fase de Analizar.
Figura 5.2 Esquema para representar los objetivos de la fase de Analizar del proyecto de mejora.
Capítulo V Fase de Análisis del proyecto
5.1 Actividades programadas para Fase de Análisis
Para la fase de Analizar, se establecieron las siguientes actividades a completar:
El objetivo de la fase de analizar es identificar fuentes de variación (las X’s), entender cómo se
genera el problema y confirmar las X’s vitales con datos.
Dentro del esquema de la metodología DMAIC, la fase de analizar se vería de la siguiente manera:
Medir Mejorar ControlarAnalizarDefinir
Tormenta de ideas y
organización de las causas
probables
Coleccionar datos de las variables de
entrada
Prueba de hipótesis y regresión
Identificar las variables de entrada
mas importantes
(X’s)
La fase de análisis responde la
siguiente pregunta: ¿Cuales son los factores de entrada mas importantes?
37
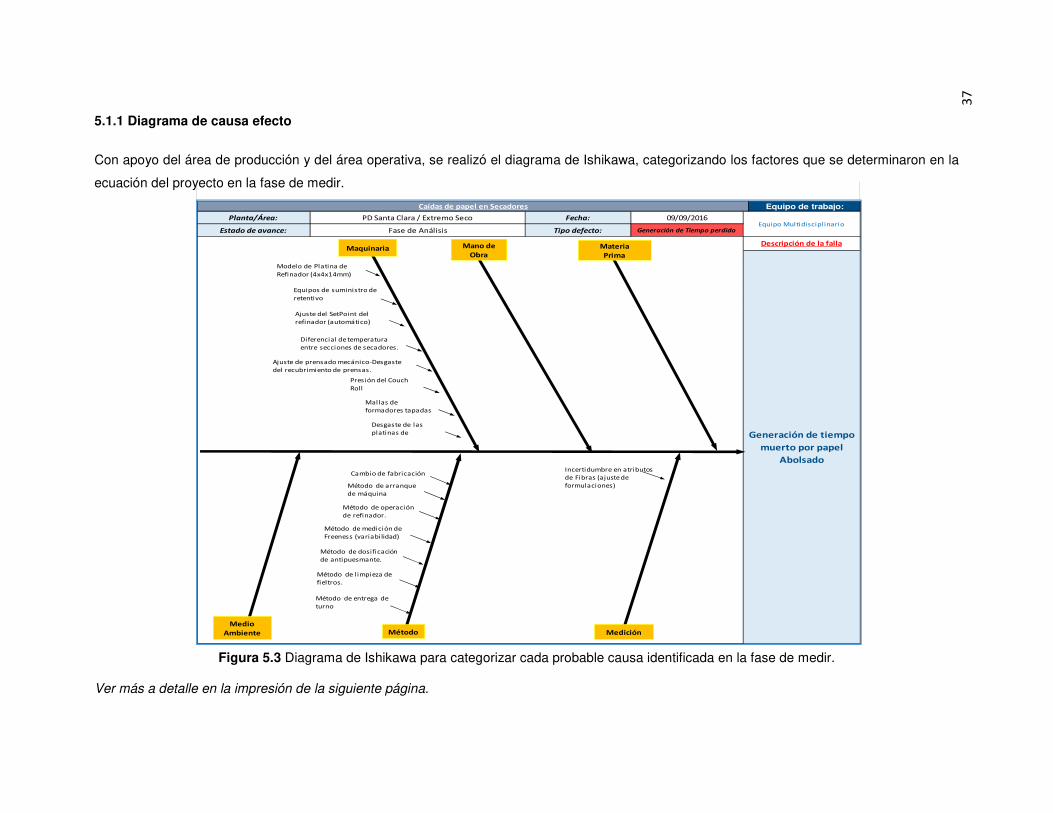
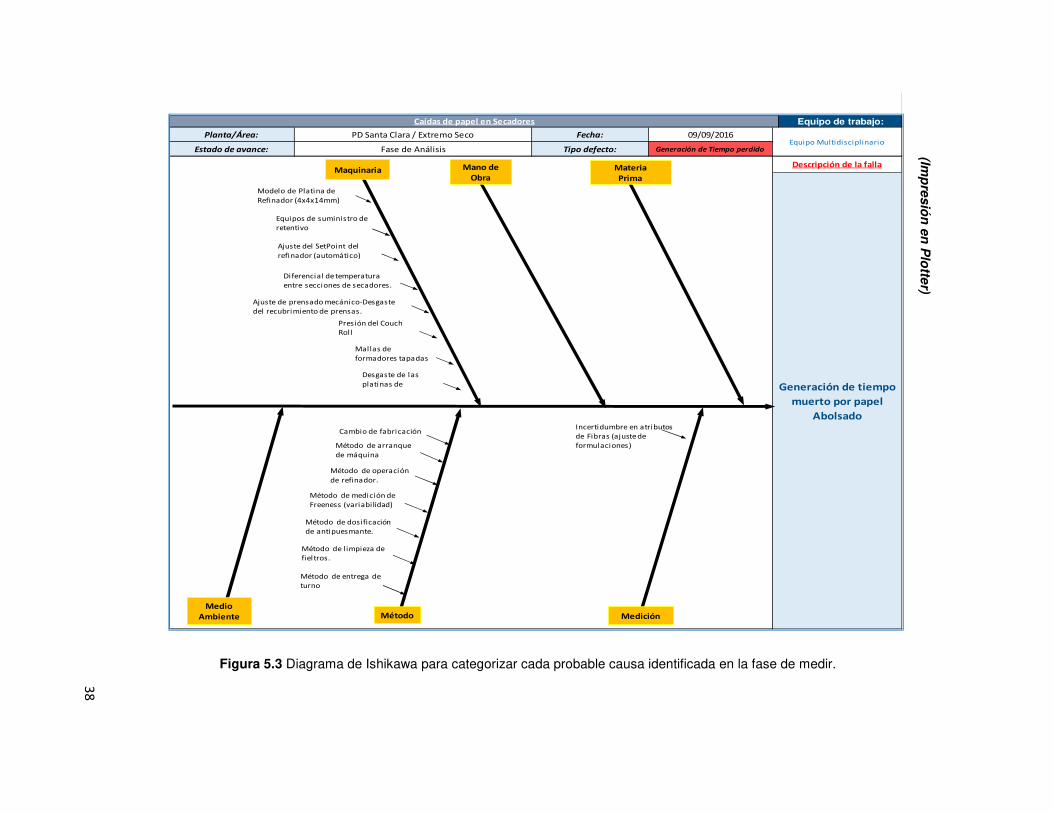
Figura 5.3 Diagrama de Ishikawa para categorizar cada probable causa identificada en la fase de medir.
5.1.1 Diagrama de causa efecto
Con apoyo del área de producción y del área operativa, se realizó el diagrama de Ishikawa, categorizando los factores que se determinaron en la
ecuación del proyecto en la fase de medir.
Ver más a detalle en la impresión de la siguiente página.
Tipo defecto: Generación de Tiempo perdido
Caídas de papel en Secadores Equipo de trabajo: ANÁLISIS DE CAUSA-EFECTO-PLAN DE ACCIÓN
PD Santa Clara / Extremo Seco Fecha: 09/09/2016
Estado de avance: Fase de Análisis
Descripción de la falla
Equipo Multidiscipl inario
Generación de tiempo
muerto por papel
Abolsado
Planta/Área:
MedioAmbiente Método Medición
Maquinaria Mano de Obra
Materia Prima
Modelo de Platina de
Refinador (4x4x14mm)
Cambio de fabricación
Método de arranque
de máquina
Método de operación
de refinador.
Equipos de suministro de
retentivo
Ajuste del SetPoint del
refinador (automático)
Incertidumbre en atributos
de Fibras (ajuste de
formulaciones)
Método de medición de
Freeness (variabilidad)
Método de dosificación
de antipuesmante.
Diferencial de temperatura
entre secciones de secadores.
Ajuste de prensado mecánico-Desgaste
del recubrimiento de prensas.
Método de limpieza de
fieltros.
Presión del Couch
Roll
Mallas de
formadores tapadas
Desgaste de las
platinas de
Método de entrega de
turno
37
38
Figura 5.3 Diagrama de Ishikawa para categorizar cada probable causa identificada en la fase de medir.
(Imp
resió
n e
n P
lotte
r)
Tipo defecto: Generación de Tiempo perdido
Caídas de papel en Secadores Equipo de trabajo: ANÁLISIS DE CAUSA-EFECTO-PLAN DE ACCIÓN
PD Santa Clara / Extremo Seco Fecha: 09/09/2016
Estado de avance: Fase de Análisis
Descripción de la falla
Equipo Multidisciplinario
Generación de tiempo
muerto por papel
Abolsado
Planta/Área:
MedioAmbiente Método Medición
Maquinaria Mano de Obra
Materia Prima
Modelo de Platina de
Refinador (4x4x14mm)
Cambio de fabricación
Método de arranque
de máquina
Método de operación
de refinador.
Equipos de suministro de
retentivo
Ajuste del SetPoint del
refinador (automático)
Incertidumbre en atributos
de Fibras (ajuste de
formulaciones)
Método de medición de
Freeness (variabilidad)
Método de dosificación
de antipuesmante.
Diferencial de temperatura
entre secciones de secadores.
Ajuste de prensado mecánico-Desgaste
del recubrimiento de prensas.
Método de l impieza de
fieltros.
Presión del Couch
Roll
Mallas de
formadores tapadas
Desgaste de las
platinas de
Método de entrega de
turno
39
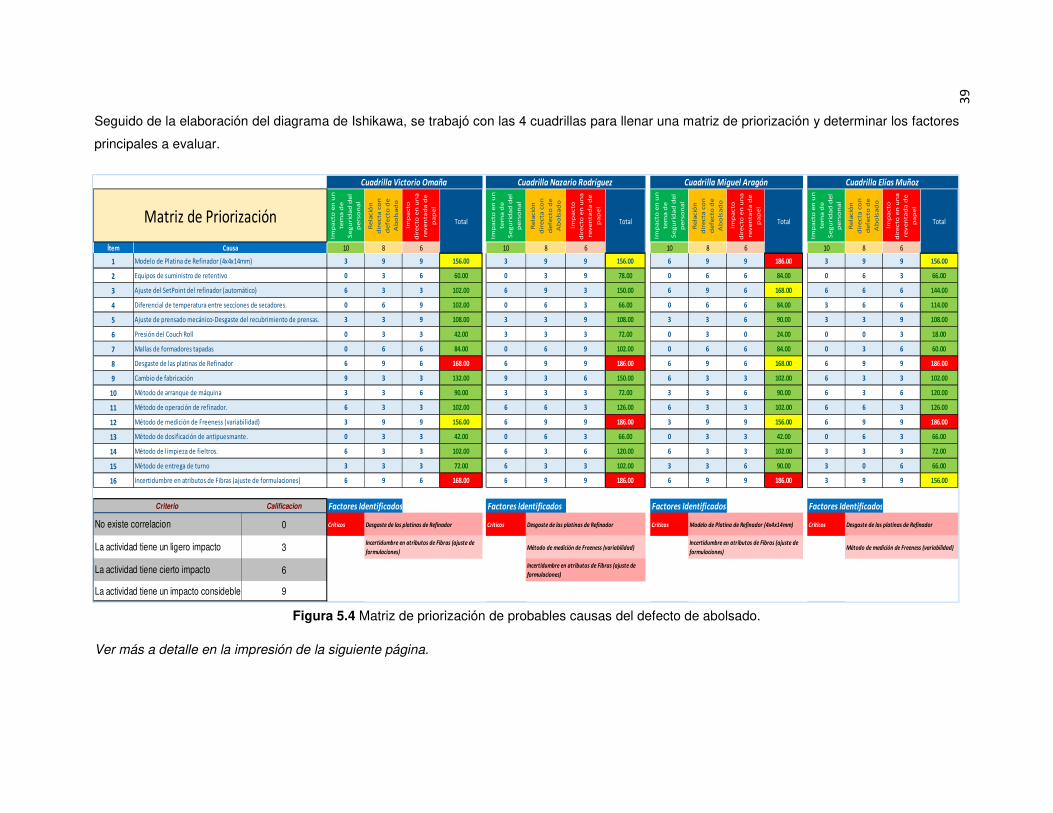
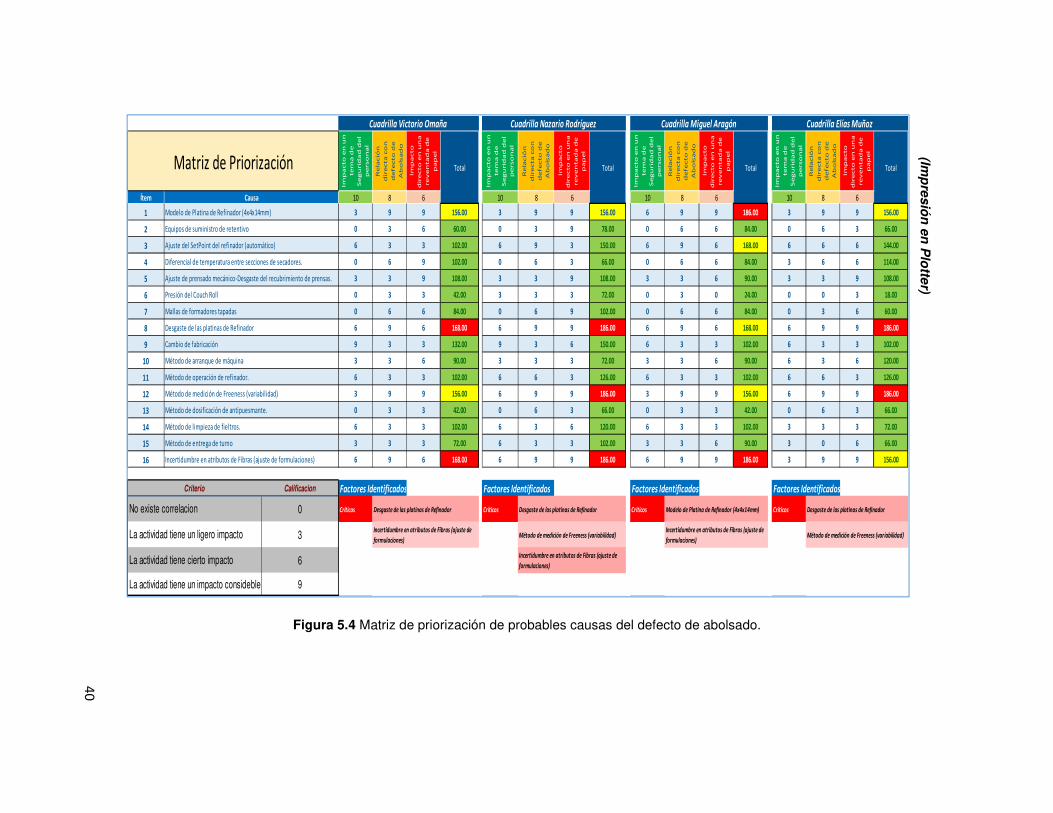
Figura 5.4 Matriz de priorización de probables causas del defecto de abolsado.
Seguido de la elaboración del diagrama de Ishikawa, se trabajó con las 4 cuadrillas para llenar una matriz de priorización y determinar los factores
principales a evaluar.
Ver más a detalle en la impresión de la siguiente página.
Imp
acto
en
un
tem
a d
e
Se
gu
rid
ad
de
l
pe
rso
nal
Re
lació
n
dir
ecta
co
n
de
fecto
de
Ab
ols
ad
o
Imp
acto
dir
ecto
en
un
a
rev
en
tad
a d
e
pa
pe
l
Imp
acto
en
un
tem
a d
e
Se
gu
rid
ad
de
l
pe
rso
nal
Re
lació
n
dir
ecta
co
n
de
fecto
de
Ab
ols
ad
o
Imp
acto
dir
ecto
en
un
a
rev
en
tad
a d
e
pa
pe
l
Imp
acto
en
un
tem
a d
e
Se
gu
rid
ad
de
l
pe
rso
nal
Re
lació
n
dir
ecta
co
n
de
fecto
de
Ab
ols
ad
o
Imp
acto
dir
ecto
en
un
a
rev
en
tad
a d
e
pa
pe
l
Imp
acto
en
un
tem
a d
e
Se
gu
rid
ad
de
l
pe
rso
nal
Re
lació
n
dir
ecta
co
n
de
fecto
de
Ab
ols
ad
o
Imp
acto
dir
ecto
en
un
a
rev
en
tad
a d
e
pa
pe
l
Ítem 10 8 6 10 8 6 10 8 6 10 8 6
1 3 9 9 156.00 3 9 9 156.00 6 9 9 186.00 3 9 9 156.00
2 0 3 6 60.00 0 3 9 78.00 0 6 6 84.00 0 6 3 66.00
3 6 3 3 102.00 6 9 3 150.00 6 9 6 168.00 6 6 6 144.00
4 0 6 9 102.00 0 6 3 66.00 0 6 6 84.00 3 6 6 114.00
5 3 3 9 108.00 3 3 9 108.00 3 3 6 90.00 3 3 9 108.00
6 0 3 3 42.00 3 3 3 72.00 0 3 0 24.00 0 0 3 18.00
7 0 6 6 84.00 0 6 9 102.00 0 6 6 84.00 0 3 6 60.00
8 6 9 6 168.00 6 9 9 186.00 6 9 6 168.00 6 9 9 186.00
9 9 3 3 132.00 9 3 6 150.00 6 3 3 102.00 6 3 3 102.00
10 3 3 6 90.00 3 3 3 72.00 3 3 6 90.00 6 3 6 120.00
11 6 3 3 102.00 6 6 3 126.00 6 3 3 102.00 6 6 3 126.00
12 3 9 9 156.00 6 9 9 186.00 3 9 9 156.00 6 9 9 186.00
13 0 3 3 42.00 0 6 3 66.00 0 3 3 42.00 0 6 3 66.00
14 6 3 3 102.00 6 3 6 120.00 6 3 3 102.00 3 3 3 72.00
15 3 3 3 72.00 6 3 3 102.00 3 3 6 90.00 3 0 6 66.00
16 6 9 6 168.00 6 9 9 186.00 6 9 9 186.00 3 9 9 156.00
Calificacion
0 Críticos Críticos Críticos Críticos
3
6
9
La actividad tiene cierto impacto
La actividad tiene un impacto consideble
Incertidumbre en atributos de Fibras (ajuste de formulaciones)
Método de limpieza de fieltros.
Método de entrega de turno
Criterio
No existe correlacion
La actividad tiene un ligero impacto
Cambio de fabricación
Método de arranque de máquina
Método de operación de refinador.
Método de medición de Freeness (variabilidad)
Método de dosificación de antipuesmante.
TotalMatriz de Priorización
Desgaste de las platinas de Refinador
Equipos de suministro de retentivo
Ajuste del SetPoint del refinador (automático)
Diferencial de temperatura entre secciones de secadores.
Ajuste de prensado mecánico-Desgaste del recubrimiento de prensas.
Presión del Couch Roll
Mallas de formadores tapadas
Cuadrilla Nazario Rodríguez
Total
Método de medición de Freeness (variabilidad)Método de medición de Freeness (variabilidad)
Incertidumbre en atributos de Fibras (ajuste de
formulaciones)
Incertidumbre en atributos de Fibras (ajuste de
formulaciones)
Incertidumbre en atributos de Fibras (ajuste de
formulaciones)
Factores Identificados
Desgaste de las platinas de Refinador
Factores Identificados
Desgaste de las platinas de Refinador
Factores Identificados Factores Identificados
Modelo de Platina de Refinador (4x4x14mm)Desgaste de las platinas de Refinador
Cuadrilla Miguel Aragón
Total
Cuadrilla Elías Muñoz
Total
Causa
Modelo de Platina de Refinador (4x4x14mm)
Cuadrilla Victorio Omaña
3
9
40
Figura 5.4 Matriz de priorización de probables causas del defecto de abolsado.
(Imp
resió
n e
n P
lotte
r)
Im
pa
cto
en
un
te
ma
de
Se
gu
rid
ad
de
l
pe
rso
na
l
Re
lació
n
dir
ecta
co
n
de
fe
cto
de
Ab
ols
ad
o
Imp
acto
dir
ecto
en
un
a
re
ve
nta
da
de
pa
pe
l
Imp
acto
en
un
te
ma
de
Se
gu
rid
ad
de
l
pe
rso
na
l
Re
lació
n
dir
ecta
co
n
de
fe
cto
de
Ab
ols
ad
o
Imp
acto
dir
ecto
en
un
a
re
ve
nta
da
de
pa
pe
l
Imp
acto
en
un
te
ma
de
Se
gu
rid
ad
de
l
pe
rso
na
l
Re
lació
n
dir
ecta
co
n
de
fe
cto
de
Ab
ols
ad
o
Imp
acto
dir
ecto
en
un
a
re
ve
nta
da
de
pa
pe
l
Imp
acto
en
un
te
ma
de
Se
gu
rid
ad
de
l
pe
rso
na
l
Re
lació
n
dir
ecta
co
n
de
fe
cto
de
Ab
ols
ad
o
Imp
acto
dir
ecto
en
un
a
re
ve
nta
da
de
pa
pe
l
Ítem 10 8 6 10 8 6 10 8 6 10 8 6
1 3 9 9 156.00 3 9 9 156.00 6 9 9 186.00 3 9 9 156.00
2 0 3 6 60.00 0 3 9 78.00 0 6 6 84.00 0 6 3 66.00
3 6 3 3 102.00 6 9 3 150.00 6 9 6 168.00 6 6 6 144.00
4 0 6 9 102.00 0 6 3 66.00 0 6 6 84.00 3 6 6 114.00
5 3 3 9 108.00 3 3 9 108.00 3 3 6 90.00 3 3 9 108.00
6 0 3 3 42.00 3 3 3 72.00 0 3 0 24.00 0 0 3 18.00
7 0 6 6 84.00 0 6 9 102.00 0 6 6 84.00 0 3 6 60.00
8 6 9 6 168.00 6 9 9 186.00 6 9 6 168.00 6 9 9 186.00
9 9 3 3 132.00 9 3 6 150.00 6 3 3 102.00 6 3 3 102.00
10 3 3 6 90.00 3 3 3 72.00 3 3 6 90.00 6 3 6 120.00
11 6 3 3 102.00 6 6 3 126.00 6 3 3 102.00 6 6 3 126.00
12 3 9 9 156.00 6 9 9 186.00 3 9 9 156.00 6 9 9 186.00
13 0 3 3 42.00 0 6 3 66.00 0 3 3 42.00 0 6 3 66.00
14 6 3 3 102.00 6 3 6 120.00 6 3 3 102.00 3 3 3 72.00
15 3 3 3 72.00 6 3 3 102.00 3 3 6 90.00 3 0 6 66.00
16 6 9 6 168.00 6 9 9 186.00 6 9 9 186.00 3 9 9 156.00
Calificacion
0 Críticos Críticos Críticos Críticos
3
6
9
La actividad tiene cierto impacto
La actividad tiene un impacto consideble
Incertidumbre en atributos de Fibras (ajuste de formulaciones)
Método de limpieza de fieltros.
Método de entrega de turno
Criterio
No existe correlacion
La actividad tiene un ligero impacto
Cambio de fabricación
Método de arranque de máquina
Método de operación de refinador.
Método de medición de Freeness (variabilidad)
Método de dosificación de antipuesmante.
TotalMatriz de Priorización
Desgaste de las platinas de Refinador
Equipos de suministro de retentivo
Ajuste del SetPoint del refinador (automático)
Diferencial de temperatura entre secciones de secadores.
Ajuste de prensado mecánico-Desgaste del recubrimiento de prensas.
Presión del Couch Roll
Mallas de formadores tapadas
Cuadrilla Nazario Rodríguez
Total
Método de medición de Freeness (variabilidad)Método de medición de Freeness (variabilidad)
Incertidumbre en atributos de Fibras (ajuste de
formulaciones)
Incertidumbre en atributos de Fibras (ajuste de
formulaciones)
Incertidumbre en atributos de Fibras (ajuste de
formulaciones)
Factores Identificados
Desgaste de las platinas de Refinador
Factores Identificados
Desgaste de las platinas de Refinador
Factores Identificados Factores Identificados
Modelo de Platina de Refinador (4x4x14mm)Desgaste de las platinas de Refinador
Cuadrilla Miguel Aragón
Total
Cuadrilla Elías Muñoz
Total
Causa
Modelo de Platina de Refinador (4x4x14mm)
Cuadrilla Victorio Omaña
41
Figura 5.6 Planteamiento de la hipótesis para el desgaste de las platinas de refinadores.
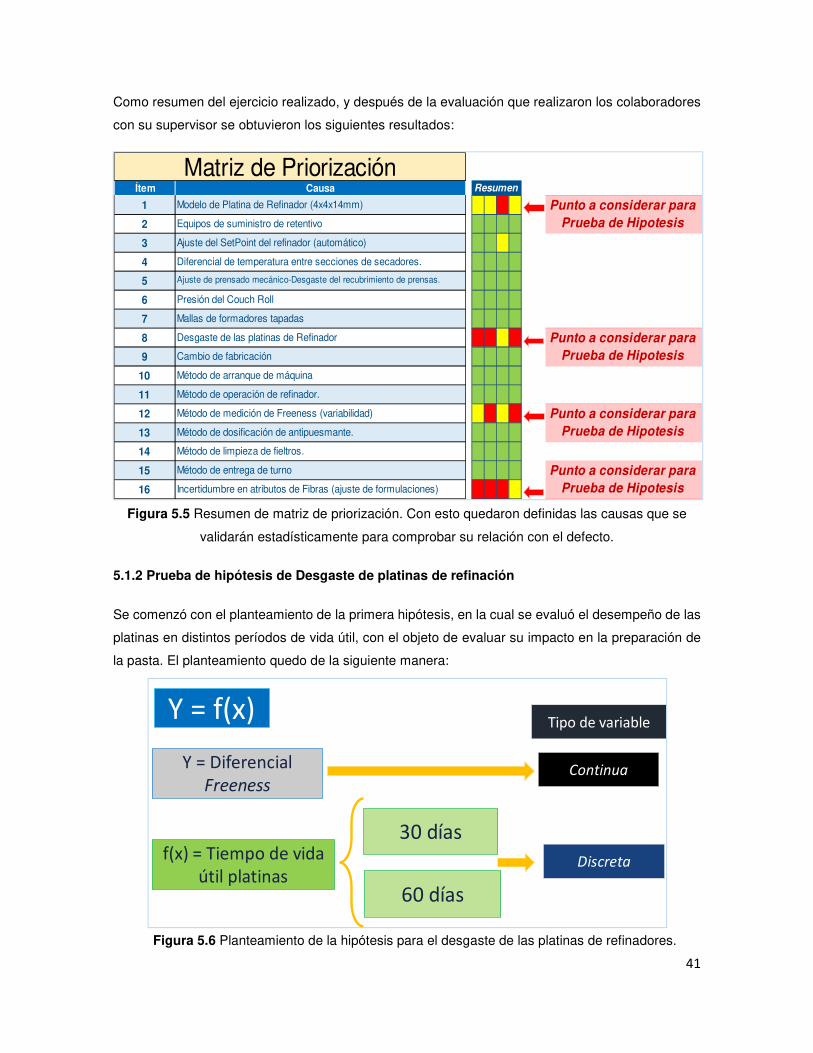
Como resumen del ejercicio realizado, y después de la evaluación que realizaron los colaboradores
con su supervisor se obtuvieron los siguientes resultados:
Figura 5.5 Resumen de matriz de priorización. Con esto quedaron definidas las causas que se
validarán estadísticamente para comprobar su relación con el defecto.
5.1.2 Prueba de hipótesis de Desgaste de platinas de refinación
Se comenzó con el planteamiento de la primera hipótesis, en la cual se evaluó el desempeño de las
platinas en distintos períodos de vida útil, con el objeto de evaluar su impacto en la preparación de
la pasta. El planteamiento quedo de la siguiente manera:
Ítem
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
Punto a considerar para
Prueba de Hipotesis
Punto a considerar para
Prueba de Hipotesis
Punto a considerar para
Prueba de Hipotesis
Punto a considerar para
Prueba de HipotesisIncertidumbre en atributos de Fibras (ajuste de formulaciones)
Método de limpieza de fieltros.
Método de entrega de turno
Cambio de fabricación
Método de arranque de máquina
Método de operación de refinador.
Método de medición de Freeness (variabilidad)
Método de dosificación de antipuesmante.
Matriz de Priorización
Desgaste de las platinas de Refinador
Equipos de suministro de retentivo
Ajuste del SetPoint del refinador (automático)
Diferencial de temperatura entre secciones de secadores.
Ajuste de prensado mecánico-Desgaste del recubrimiento de prensas.
Presión del Couch Roll
Mallas de formadores tapadas
ResumenCausa
Modelo de Platina de Refinador (4x4x14mm)
Y = f(x)
Y = Diferencial
Freeness
f(x) = Tiempo de vida
útil platinas
30 días
60 días
Tipo de variable
Continua
Discreta
42
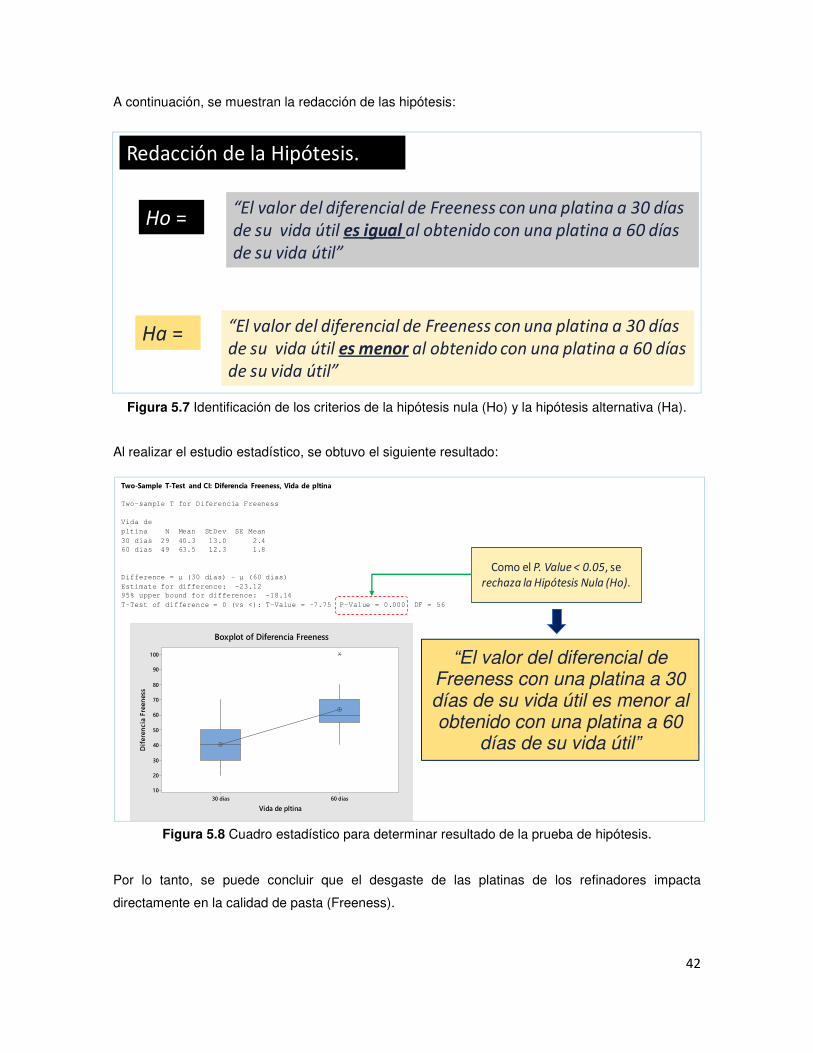
Figura 5.7 Identificación de los criterios de la hipótesis nula (Ho) y la hipótesis alternativa (Ha).
Figura 5.8 Cuadro estadístico para determinar resultado de la prueba de hipótesis.
A continuación, se muestran la redacción de las hipótesis:
Al realizar el estudio estadístico, se obtuvo el siguiente resultado:
Por lo tanto, se puede concluir que el desgaste de las platinas de los refinadores impacta
directamente en la calidad de pasta (Freeness).
Redacción de la Hipótesis.
“El valor del diferencial de Freeness con una platina a 30 días
de su vida útil es igual al obtenido con una platina a 60 días
de su vida útil”
“El valor del diferencial de Freeness con una platina a 30 días
de su vida útil es menor al obtenido con una platina a 60 días
de su vida útil”
Ha =
Ho =
Como el P. Value < 0.05, se
rechaza la Hipótesis Nula (Ho).
Se concluye que el valor del diferencial
de Freeness con una platina a 30 días de
su vida útil es menor al obtenido con una
platina a 60 días de su vida útil
Two-Sample T-Test and CI: Diferencia Freeness, Vida de pltina
Two-sample T for Diferencia Freeness
Vida de
pltina N Mean StDev SE Mean
30 dias 29 40.3 13.0 2.4
60 dias 49 63.5 12.3 1.8
Difference = μ (30 dias) - μ (60 dias)
Estimate for difference: -23.12
95% upper bound for difference: -18.14
T-Test of difference = 0 (vs <): T-Value = -7.75 P-Value = 0.000 DF = 56
60 dias30 dias
100
90
80
70
60
50
40
30
20
10
Vida de pltina
Dif
ere
ncia
Fre
en
ess
Boxplot of Diferencia Freeness
“El valor del diferencial de Freeness con una platina a 30 días de su vida útil es menor al obtenido con una platina a 60
días de su vida útil”
43
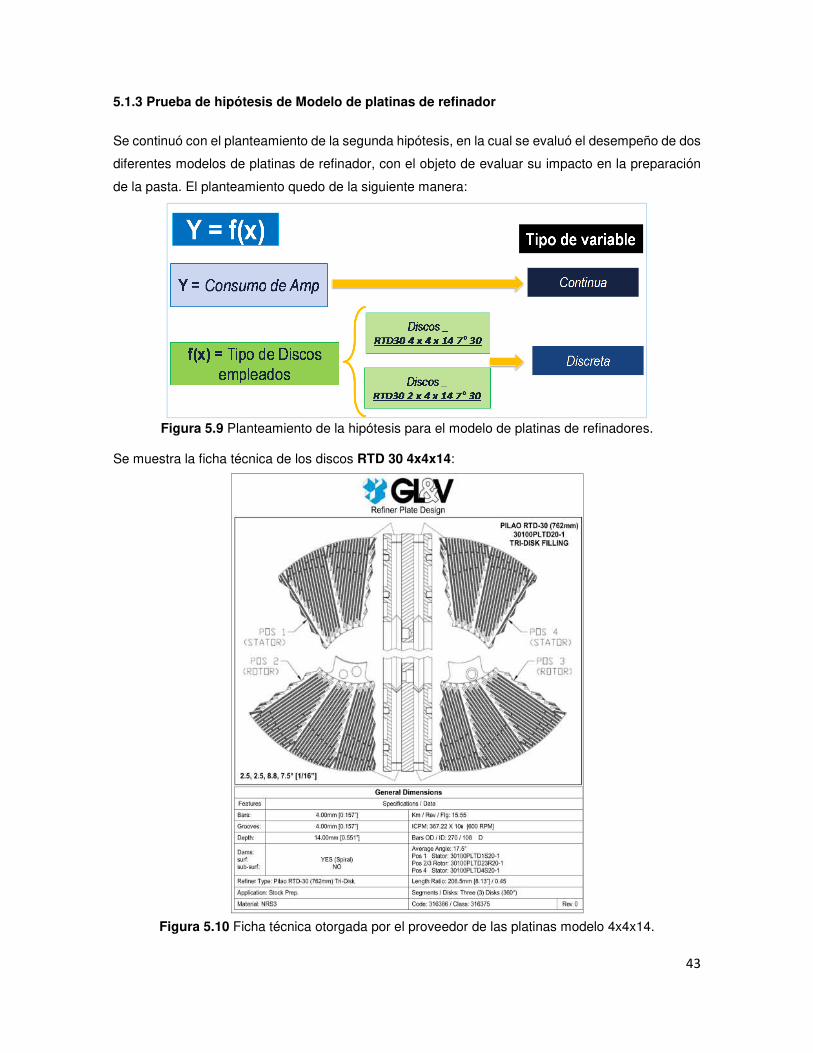
Figura 5.9 Planteamiento de la hipótesis para el modelo de platinas de refinadores.
Figura 5.10 Ficha técnica otorgada por el proveedor de las platinas modelo 4x4x14.
5.1.3 Prueba de hipótesis de Modelo de platinas de refinador
Se continuó con el planteamiento de la segunda hipótesis, en la cual se evaluó el desempeño de dos
diferentes modelos de platinas de refinador, con el objeto de evaluar su impacto en la preparación
de la pasta. El planteamiento quedo de la siguiente manera:
Se muestra la ficha técnica de los discos RTD 30 4x4x14:
44
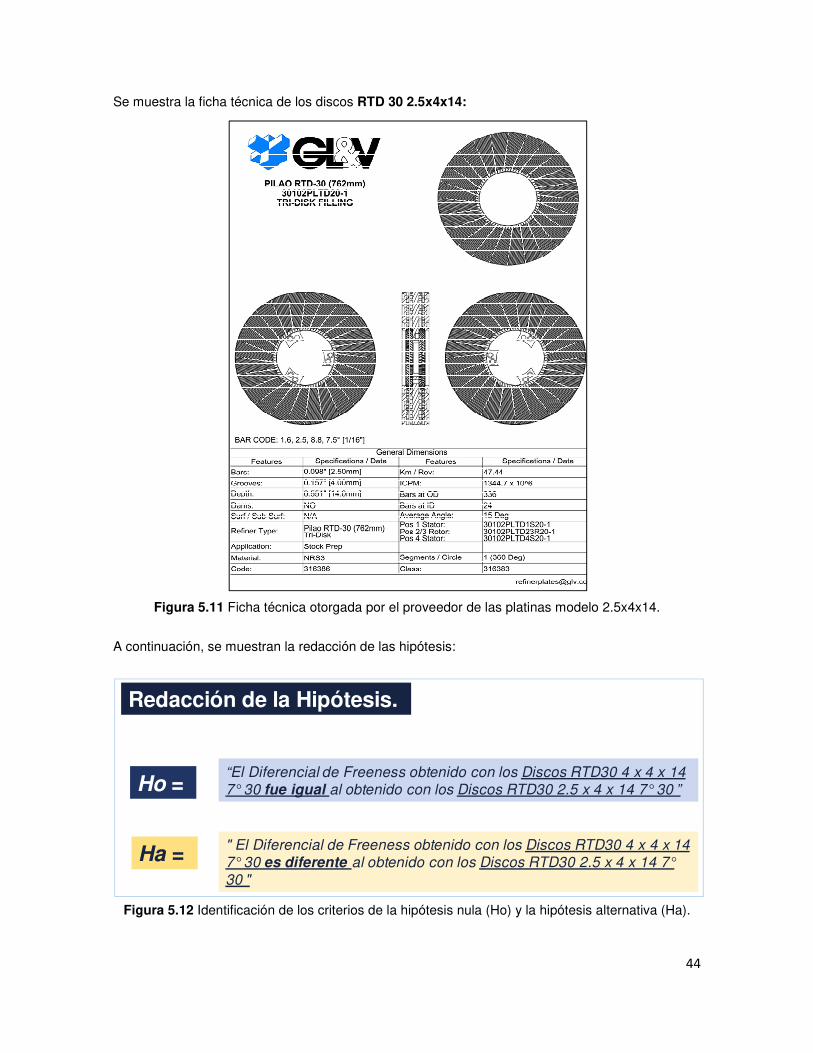
Figura 5.11 Ficha técnica otorgada por el proveedor de las platinas modelo 2.5x4x14.
Figura 5.12 Identificación de los criterios de la hipótesis nula (Ho) y la hipótesis alternativa (Ha).
Se muestra la ficha técnica de los discos RTD 30 2.5x4x14:
A continuación, se muestran la redacción de las hipótesis:
Redacción de la Hipótesis.
“El Diferencial de Freeness obtenido con los Discos RTD30 4 x 4 x 14 7° 30 fue igual al obtenido con los Discos RTD30 2.5 x 4 x 14 7° 30 ”
" El Diferencial de Freeness obtenido con los Discos RTD30 4 x 4 x 14 7° 30 es diferente al obtenido con los Discos RTD30 2.5 x 4 x 14 7°30 "
Ha =
Ho =
45
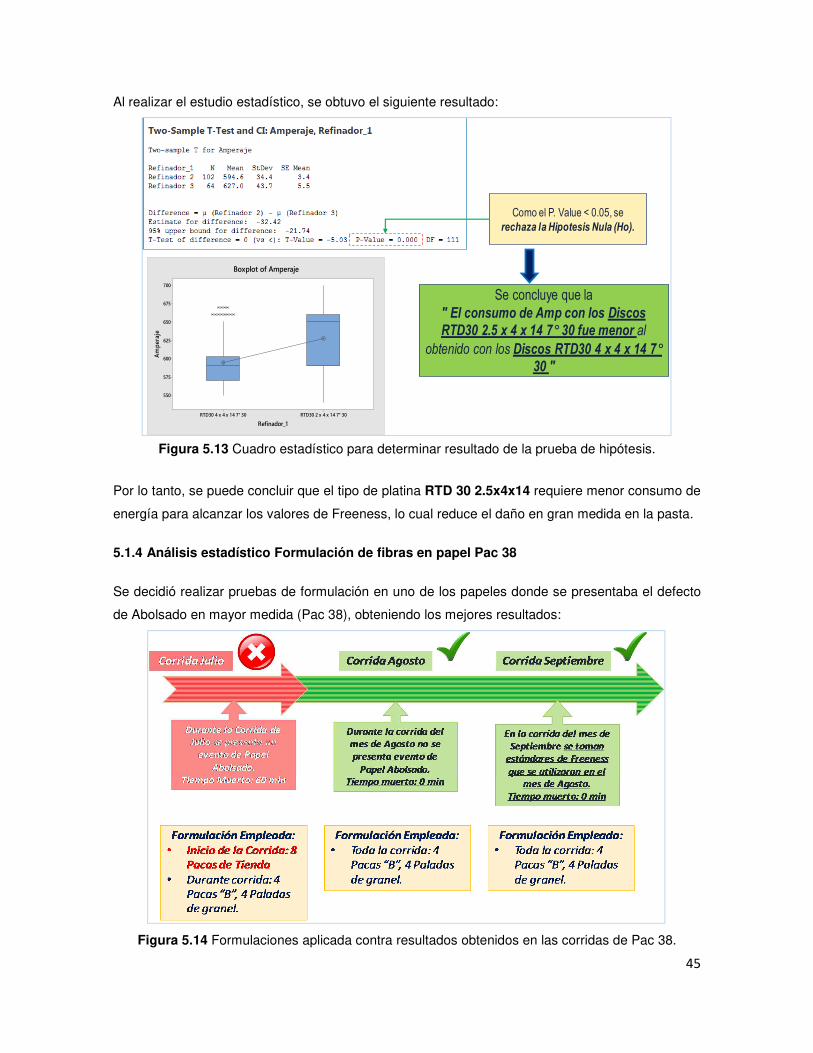
Figura 5.13 Cuadro estadístico para determinar resultado de la prueba de hipótesis.
Figura 5.14 Formulaciones aplicada contra resultados obtenidos en las corridas de Pac 38.
Al realizar el estudio estadístico, se obtuvo el siguiente resultado:
Por lo tanto, se puede concluir que el tipo de platina RTD 30 2.5x4x14 requiere menor consumo de
energía para alcanzar los valores de Freeness, lo cual reduce el daño en gran medida en la pasta.
5.1.4 Análisis estadístico Formulación de fibras en papel Pac 38
Se decidió realizar pruebas de formulación en uno de los papeles donde se presentaba el defecto
de Abolsado en mayor medida (Pac 38), obteniendo los mejores resultados:
RTD30 2 x 4 x 14 7° 30RTD30 4 x 4 x 14 7° 30
700
675
650
625
600
575
550
Refinador_1
Am
per
aje
Boxplot of Amperaje
Como el P. Value < 0.05, se
rechaza la Hipotesis Nula (Ho).
Se concluye que la
" El consumo de Amp con los Discos RTD30 2.5 x 4 x 14 7° 30 fue menor al
obtenido con los Discos RTD30 4 x 4 x 14 7°30 "
46
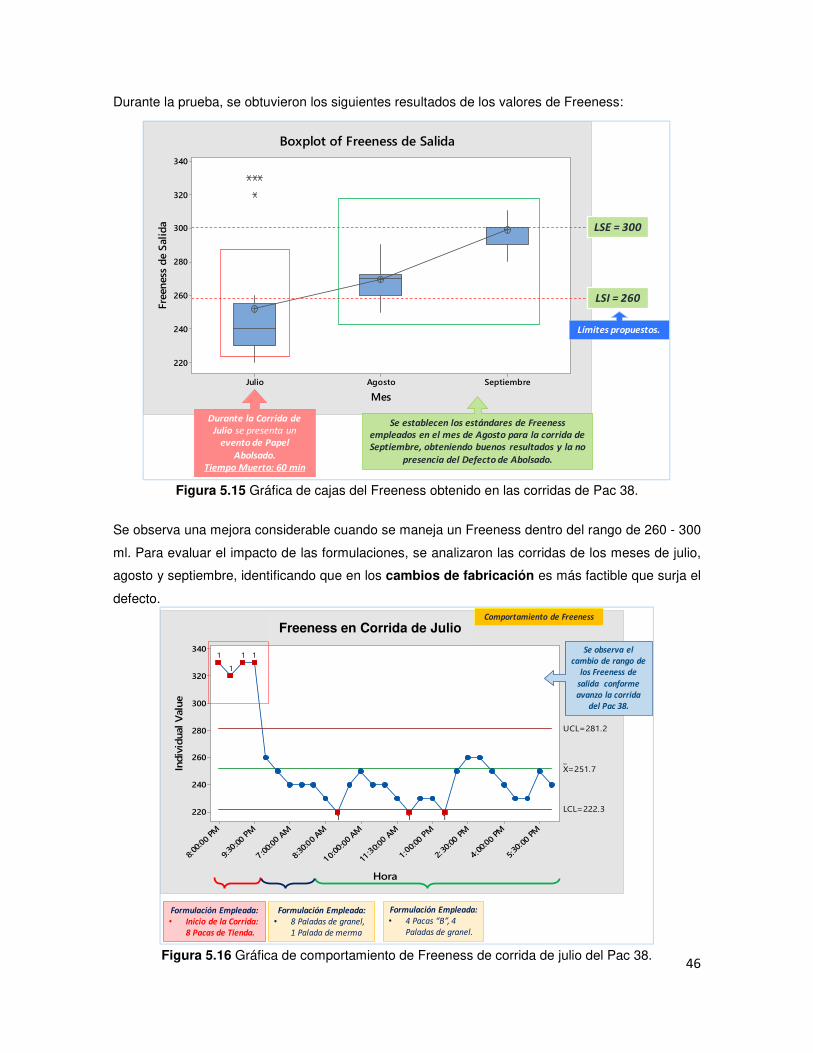
Figura 5.15 Gráfica de cajas del Freeness obtenido en las corridas de Pac 38.
Figura 5.16 Gráfica de comportamiento de Freeness de corrida de julio del Pac 38.
Durante la prueba, se obtuvieron los siguientes resultados de los valores de Freeness:
Se observa una mejora considerable cuando se maneja un Freeness dentro del rango de 260 - 300
ml. Para evaluar el impacto de las formulaciones, se analizaron las corridas de los meses de julio,
agosto y septiembre, identificando que en los cambios de fabricación es más factible que surja el
defecto.
SeptiembreAgostoJulio
340
320
300
280
260
240
220
Mes
Fre
enes
s d
e S
alid
a
Boxplot of Freeness de Salida
LSE = 300
LSI = 260
Se establecen los estándares de Freeness empleados en el mes de Agosto para la corrida de Septiembre, obteniendo buenos resultados y la no
presencia del Defecto de Abolsado.
Durante la Corrida de Julio se presenta un
evento de Papel Abolsado.
Tiempo Muerto: 60 min
Límites propuestos.
5:30
:00
PM
4:00:00
PM
2:30
:00 P
M
1:00:
00 P
M
11:3
0:00
AM
1 0:00
:00
AM
8:30
:00
AM
7:00:00
AM
9:30
:00
PM
8:00
:00
PM
340
320
300
280
260
240
220
Hora
Indiv
idual V
alu
e
_X=251.7
UCL=281.2
LCL=222.3111
11
1
1
I Chart of Freeness Salida
Se observa el cambio de rango de
los Freeness de salida conforme avanzo la corrida
del Pac 38.
Comportamiento de Freeness
Formulación Empleada:• Inicio de la Corrida:
8 Pacas de Tienda.
Formulación Empleada:• 8 Paladas de granel,
1 Palada de merma
Formulación Empleada:• 4 Pacas “B”, 4
Paladas de granel.
Freeness en Corrida de Julio
47
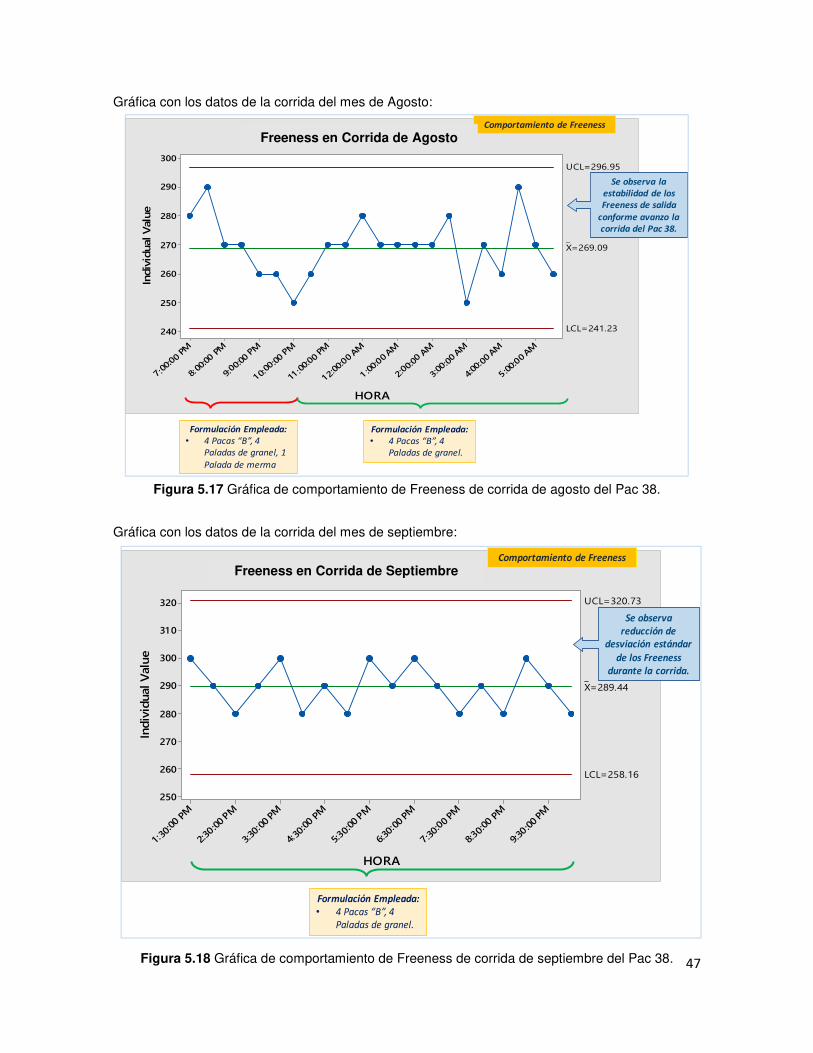
Figura 5.17 Gráfica de comportamiento de Freeness de corrida de agosto del Pac 38.
Figura 5.18 Gráfica de comportamiento de Freeness de corrida de septiembre del Pac 38.
Gráfica con los datos de la corrida del mes de Agosto:
Gráfica con los datos de la corrida del mes de septiembre:
9:30
:00 PM
8:30:
00 P
M
7:30:00
PM
6:30
:00 PM
5:30:
00 P
M
4:30
:00 P
M
3:30
: 00 PM
2:30
:00 PM
1:30
:00 P
M
320
31 0
300
290
280
270
260
250
HORA
Indiv
idual V
alu
e
_X=289.44
UCL=320.73
LCL=258.16
I Chart of Freeness Salida
Se observa reducción de
desviación estándar de los Freeness
durante la corrida.
Comportamiento de Freeness
Formulación Empleada:• 4 Pacas “B”, 4
Paladas de granel.
5:00:
00 AM
4:00
:00 AM
3:00
:00 AM
2:00:
00 A
M
1 :00:
00 AM
1 2:00
:00
AM
11:00:
00 PM
1 0:00
:00
PM
9:00:
00 P
M
8:00
:00 P
M
7:00:00
PM
300
290
280
270
260
250
240
HORA
Indiv
idual V
alue
_X=269.09
UCL=296.95
LCL=241.23
I Chart of Freeness Salida
Se observa la estabilidad de los Freeness de salida
conforme avanzo la corrida del Pac 38.
Comportamiento de Freeness
Formulación Empleada:• 4 Pacas “B”, 4
Paladas de granel, 1
Palada de merma
Formulación Empleada:• 4 Pacas “B”, 4
Paladas de granel.
Freeness en Corrida de Agosto
Freeness en Corrida de Septiembre
48
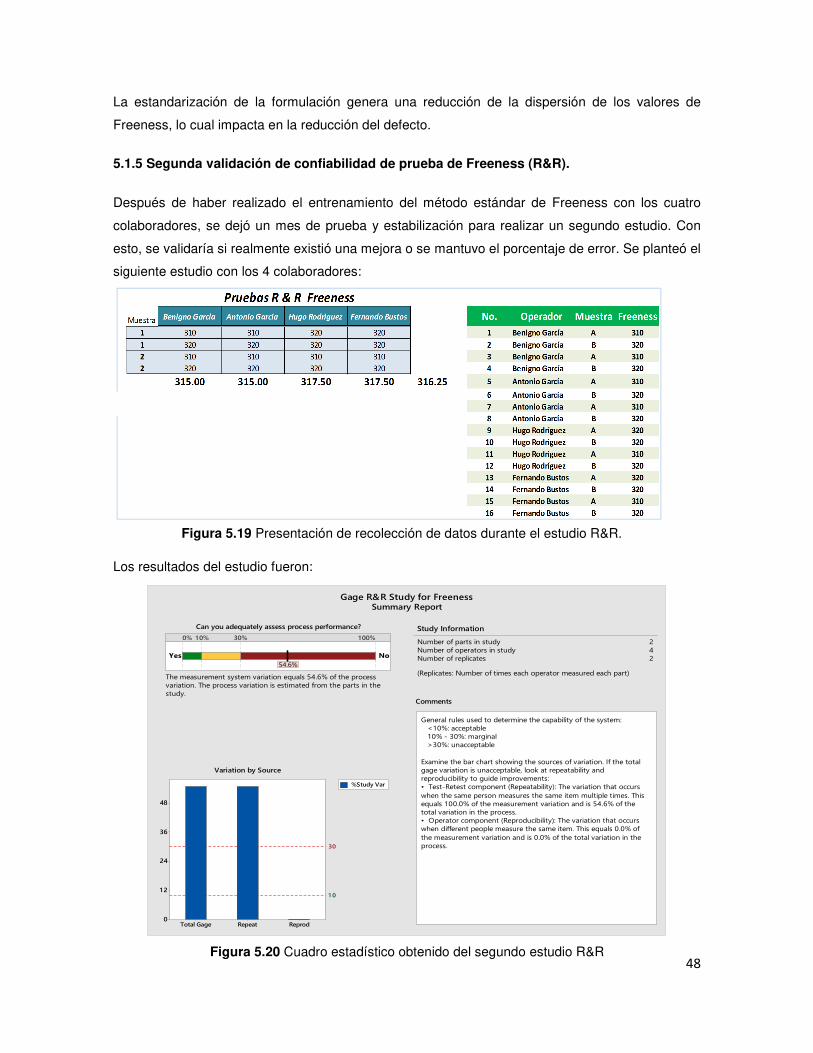
Figura 5.19 Presentación de recolección de datos durante el estudio R&R.
Figura 5.20 Cuadro estadístico obtenido del segundo estudio R&R
La estandarización de la formulación genera una reducción de la dispersión de los valores de
Freeness, lo cual impacta en la reducción del defecto.
5.1.5 Segunda validación de confiabilidad de prueba de Freeness (R&R).
Después de haber realizado el entrenamiento del método estándar de Freeness con los cuatro
colaboradores, se dejó un mes de prueba y estabilización para realizar un segundo estudio. Con
esto, se validaría si realmente existió una mejora o se mantuvo el porcentaje de error. Se planteó el
siguiente estudio con los 4 colaboradores:
Los resultados del estudio fueron:
Number of parts in study 2Number of operators in study 4Number of replicates 2
Study Information
study.variation. The process variation is estimated from the parts in theThe measurement system variation equals 54.6% of the process
Yes No
0% 10% 30% 100%
54.6%
ReprodRepeatTotal Gage
48
36
24
1 2
0
30
1 0
%Study Var
process.the measurement variation and is 0.0% of the total variation in the
when different people measure the same item. This equals 0.0% of• Operator component (Reproducibility): The variation that occurstotal variation in the process.equals 100.0% of the measurement variation and is 54.6% of thewhen the same person measures the same item multiple times. This
• Test-Retest component (Repeatability): The variation that occursreproducibility to guide improvements:gage variation is unacceptable, look at repeatability andExamine the bar chart showing the sources of variation. If the total
>30%: unacceptable 10% - 30%: marginal <10%: acceptableGeneral rules used to determine the capability of the system:
Variation by Source
(Replicates: Number of times each operator measured each part)
Comments
Gage R&R Study for FreenessSummary Report
Can you adequately assess process performance?
49
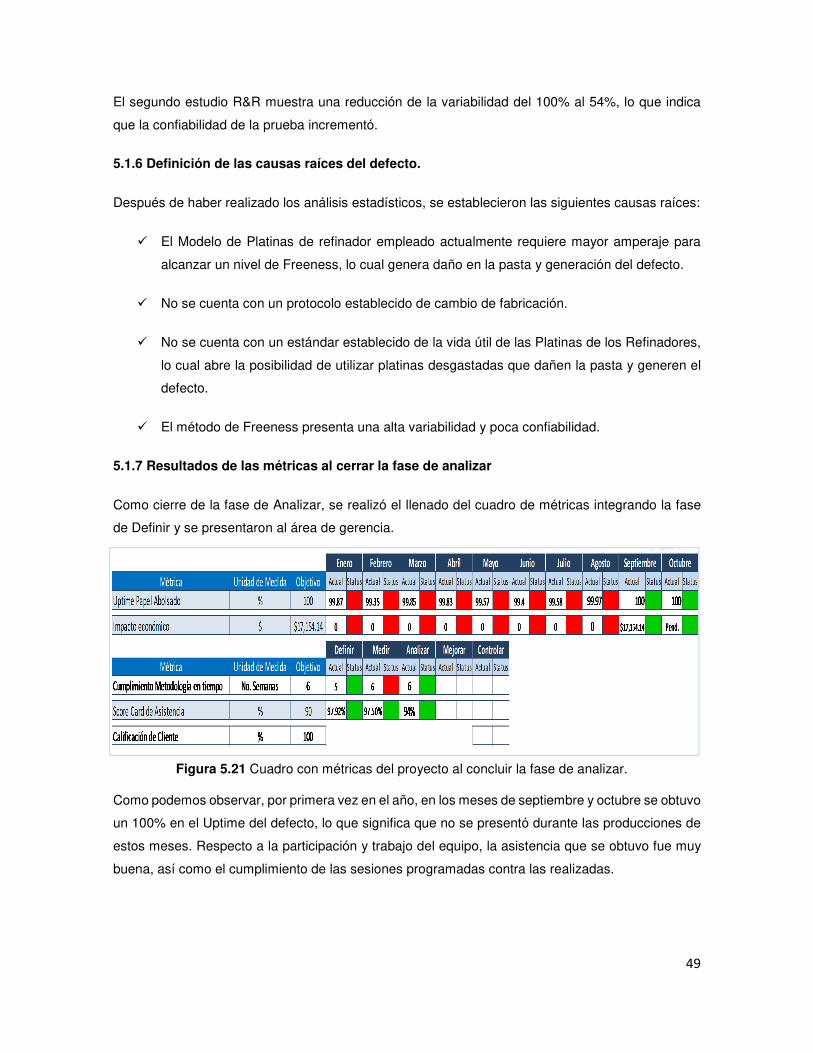
Figura 5.21 Cuadro con métricas del proyecto al concluir la fase de analizar.
El segundo estudio R&R muestra una reducción de la variabilidad del 100% al 54%, lo que indica
que la confiabilidad de la prueba incrementó.
5.1.6 Definición de las causas raíces del defecto.
Después de haber realizado los análisis estadísticos, se establecieron las siguientes causas raíces:
� El Modelo de Platinas de refinador empleado actualmente requiere mayor amperaje para
alcanzar un nivel de Freeness, lo cual genera daño en la pasta y generación del defecto.
� No se cuenta con un protocolo establecido de cambio de fabricación.
� No se cuenta con un estándar establecido de la vida útil de las Platinas de los Refinadores,
lo cual abre la posibilidad de utilizar platinas desgastadas que dañen la pasta y generen el
defecto.
� El método de Freeness presenta una alta variabilidad y poca confiabilidad.
5.1.7 Resultados de las métricas al cerrar la fase de analizar
Como cierre de la fase de Analizar, se realizó el llenado del cuadro de métricas integrando la fase
de Definir y se presentaron al área de gerencia.
Como podemos observar, por primera vez en el año, en los meses de septiembre y octubre se obtuvo
un 100% en el Uptime del defecto, lo que significa que no se presentó durante las producciones de
estos meses. Respecto a la participación y trabajo del equipo, la asistencia que se obtuvo fue muy
buena, así como el cumplimiento de las sesiones programadas contra las realizadas.
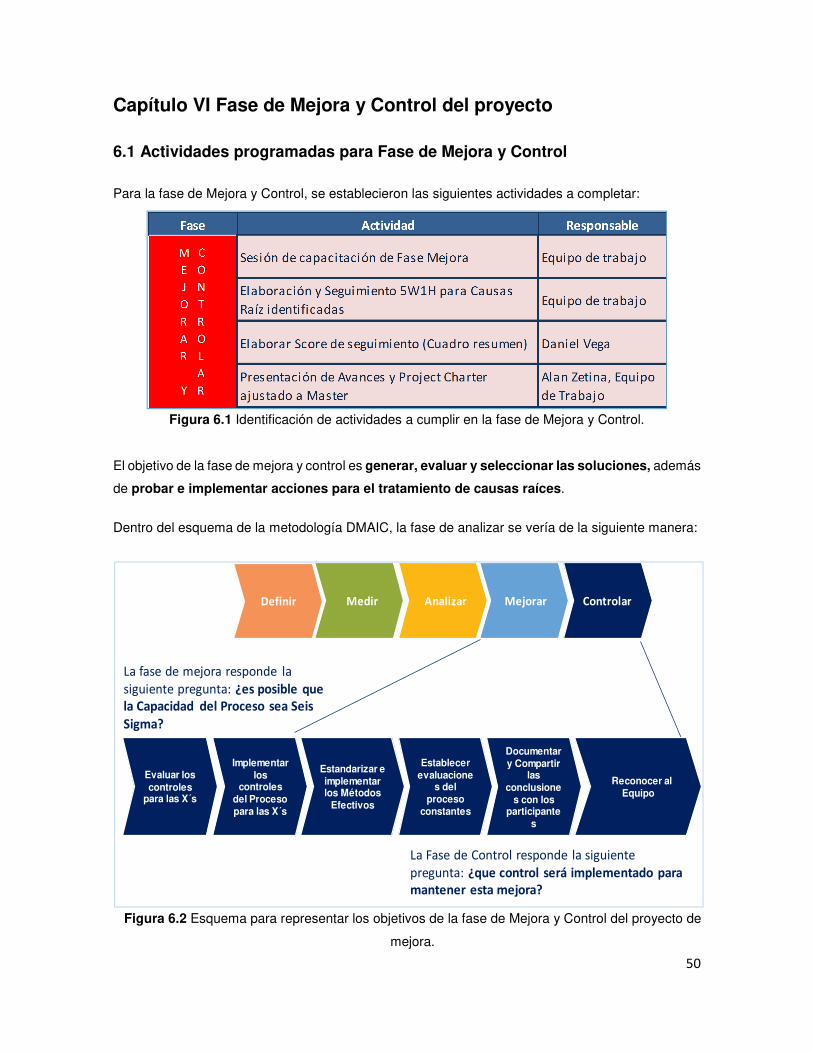
50
Figura 6.1 Identificación de actividades a cumplir en la fase de Mejora y Control.
Figura 6.2 Esquema para representar los objetivos de la fase de Mejora y Control del proyecto de
mejora.
Capítulo VI Fase de Mejora y Control del proyecto
6.1 Actividades programadas para Fase de Mejora y Control
Para la fase de Mejora y Control, se establecieron las siguientes actividades a completar:
El objetivo de la fase de mejora y control es generar, evaluar y seleccionar las soluciones, además
de probar e implementar acciones para el tratamiento de causas raíces.
Dentro del esquema de la metodología DMAIC, la fase de analizar se vería de la siguiente manera:
Medir Mejorar ControlarAnalizarDefinir
Estandarizar e implementar los Métodos
Efectivos
Establecer evaluacione
s del proceso
constantes
Reconocer al Equipo
Documentar y Compartir
las conclusione
s con los participante
s
La Fase de Control responde la siguiente
pregunta: ¿que control será implementado para mantener esta mejora?
Evaluar los controles
para las X´s
Implementar los
controles del Proceso para las X´s
La fase de mejora responde la
siguiente pregunta: ¿es posible que la Capacidad del Proceso sea Seis Sigma?
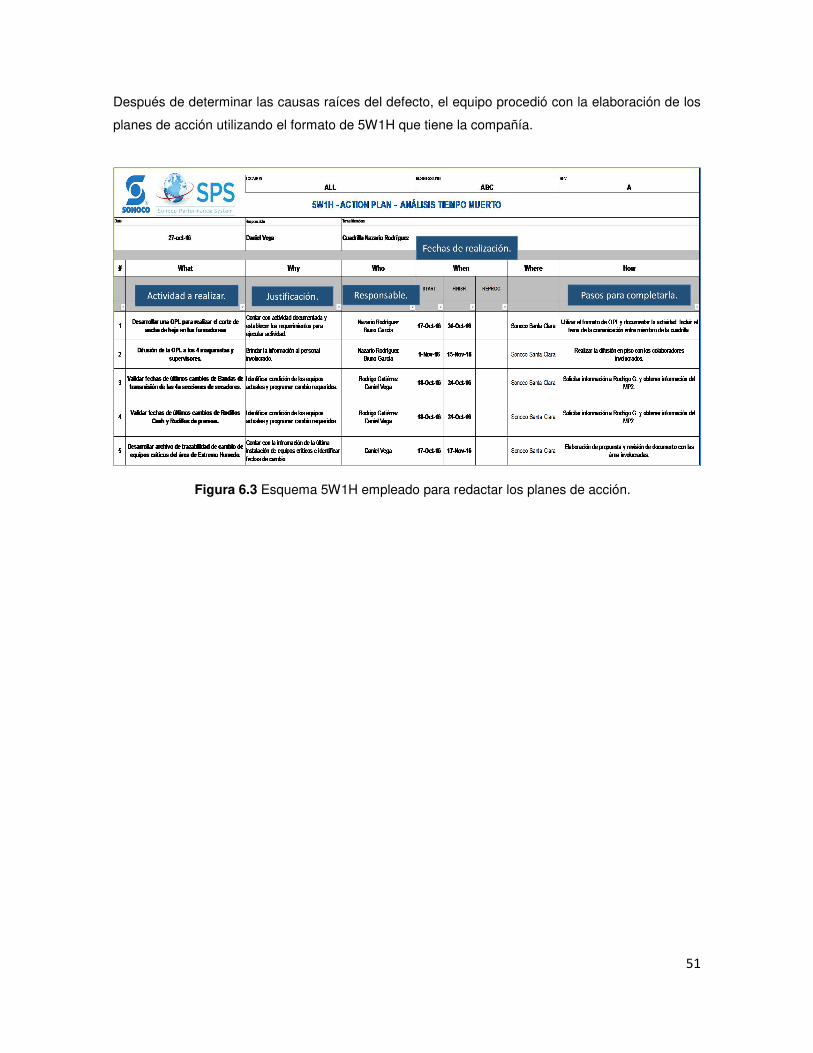
51
Figura 6.3 Esquema 5W1H empleado para redactar los planes de acción.
Después de determinar las causas raíces del defecto, el equipo procedió con la elaboración de los
planes de acción utilizando el formato de 5W1H que tiene la compañía.
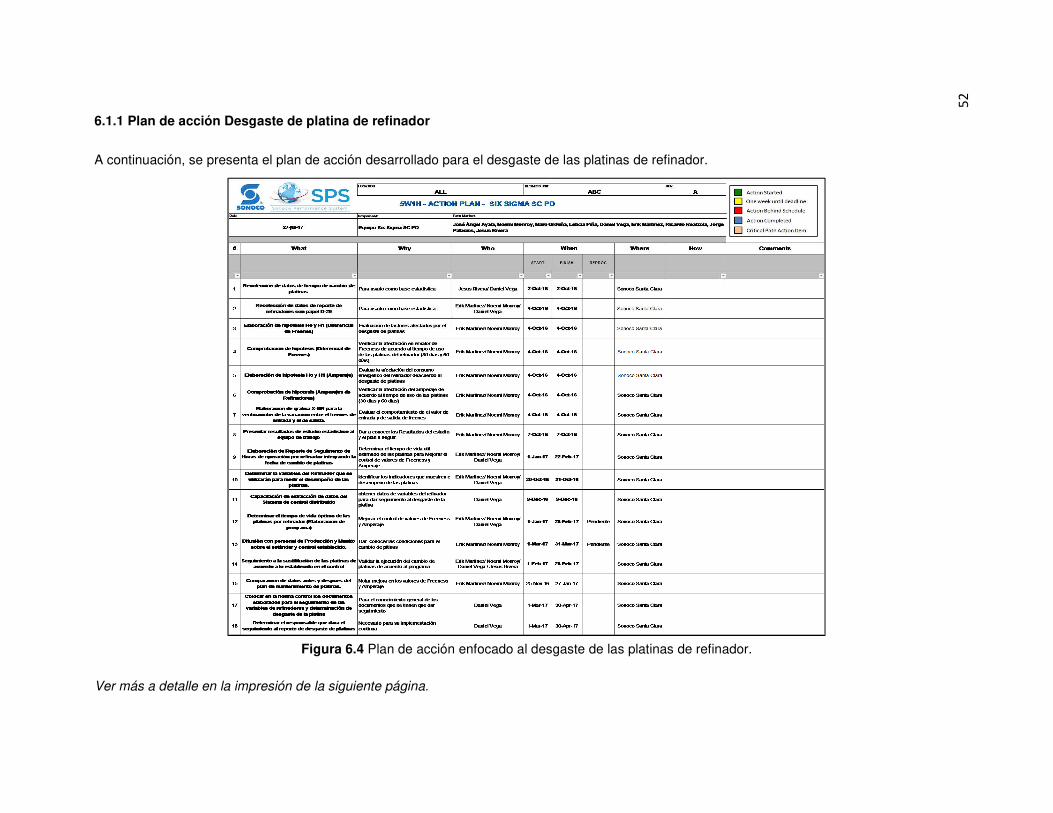
52
Figura 6.4 Plan de acción enfocado al desgaste de las platinas de refinador.
6.1.1 Plan de acción Desgaste de platina de refinador
A continuación, se presenta el plan de acción desarrollado para el desgaste de las platinas de refinador.
Ver más a detalle en la impresión de la siguiente página.
5
2
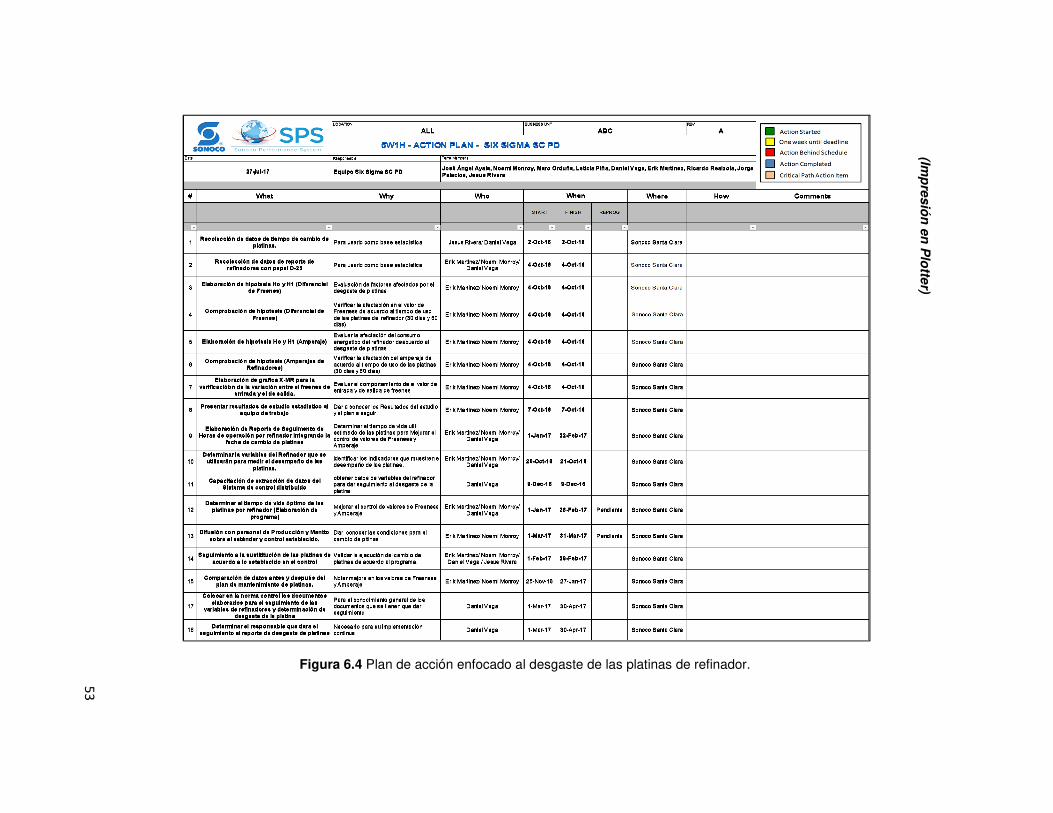
53
Figura 6.4 Plan de acción enfocado al desgaste de las platinas de refinador.
(Imp
resió
n e
n P
lotte
r)
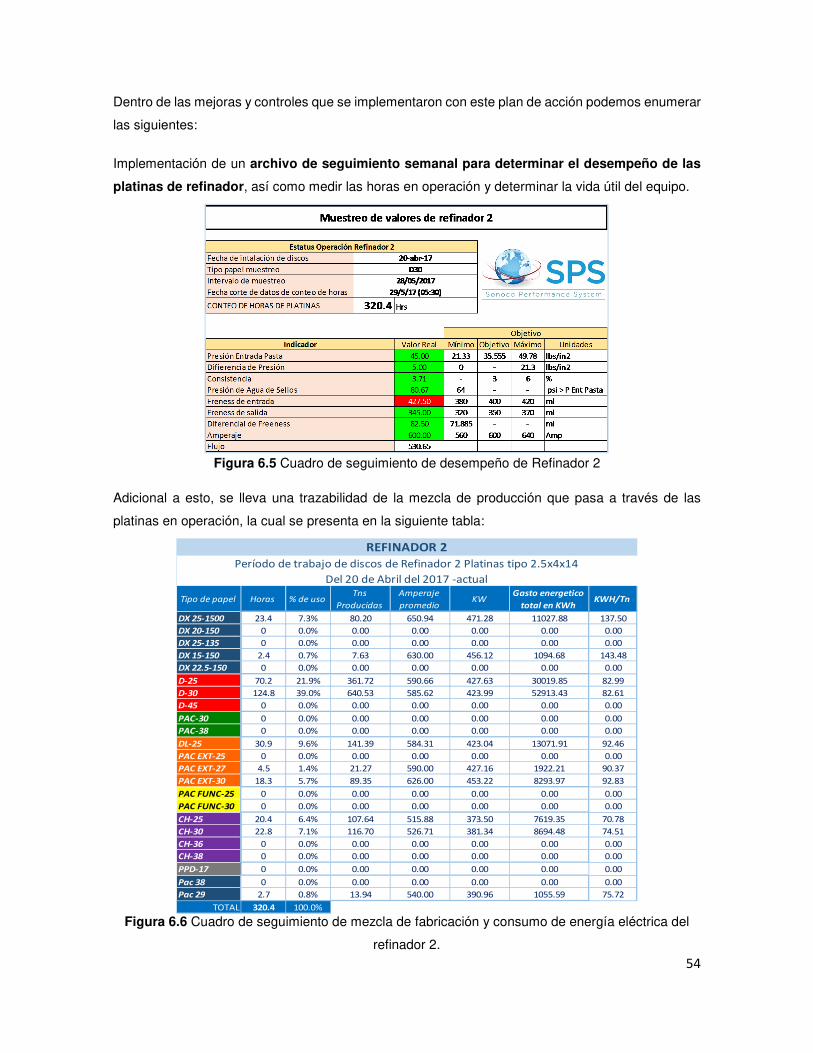
54
Figura 6.5 Cuadro de seguimiento de desempeño de Refinador 2
Figura 6.6 Cuadro de seguimiento de mezcla de fabricación y consumo de energía eléctrica del
refinador 2.
Dentro de las mejoras y controles que se implementaron con este plan de acción podemos enumerar
las siguientes:
Implementación de un archivo de seguimiento semanal para determinar el desempeño de las
platinas de refinador, así como medir las horas en operación y determinar la vida útil del equipo.
Adicional a esto, se lleva una trazabilidad de la mezcla de producción que pasa a través de las
platinas en operación, la cual se presenta en la siguiente tabla:
Tipo de papel Horas % de usoTns
Producidas
Amperaje
promedioKW
Gasto energetico
total en KWhKWH/Tn
DX 25-1500 23.4 7.3% 80.20 650.94 471.28 11027.88 137.50
DX 20-150 0 0.0% 0.00 0.00 0.00 0.00 0.00
DX 25-135 0 0.0% 0.00 0.00 0.00 0.00 0.00
DX 15-150 2.4 0.7% 7.63 630.00 456.12 1094.68 143.48
DX 22.5-150 0 0.0% 0.00 0.00 0.00 0.00 0.00
D-25 70.2 21.9% 361.72 590.66 427.63 30019.85 82.99
D-30 124.8 39.0% 640.53 585.62 423.99 52913.43 82.61
D-45 0 0.0% 0.00 0.00 0.00 0.00 0.00
PAC-30 0 0.0% 0.00 0.00 0.00 0.00 0.00
PAC-38 0 0.0% 0.00 0.00 0.00 0.00 0.00
DL-25 30.9 9.6% 141.39 584.31 423.04 13071.91 92.46
PAC EXT-25 0 0.0% 0.00 0.00 0.00 0.00 0.00
PAC EXT-27 4.5 1.4% 21.27 590.00 427.16 1922.21 90.37
PAC EXT-30 18.3 5.7% 89.35 626.00 453.22 8293.97 92.83
PAC FUNC-25 0 0.0% 0.00 0.00 0.00 0.00 0.00
PAC FUNC-30 0 0.0% 0.00 0.00 0.00 0.00 0.00
CH-25 20.4 6.4% 107.64 515.88 373.50 7619.35 70.78
CH-30 22.8 7.1% 116.70 526.71 381.34 8694.48 74.51
CH-36 0 0.0% 0.00 0.00 0.00 0.00 0.00
CH-38 0 0.0% 0.00 0.00 0.00 0.00 0.00
PPD-17 0 0.0% 0.00 0.00 0.00 0.00 0.00
Pac 38 0 0.0% 0.00 0.00 0.00 0.00 0.00
Pac 29 2.7 0.8% 13.94 540.00 390.96 1055.59 75.72
TOTAL 320.4 100.0%
Período de trabajo de discos de Refinador 2 Platinas tipo 2.5x4x14
Del 20 de Abril del 2017 -actual
REFINADOR 2
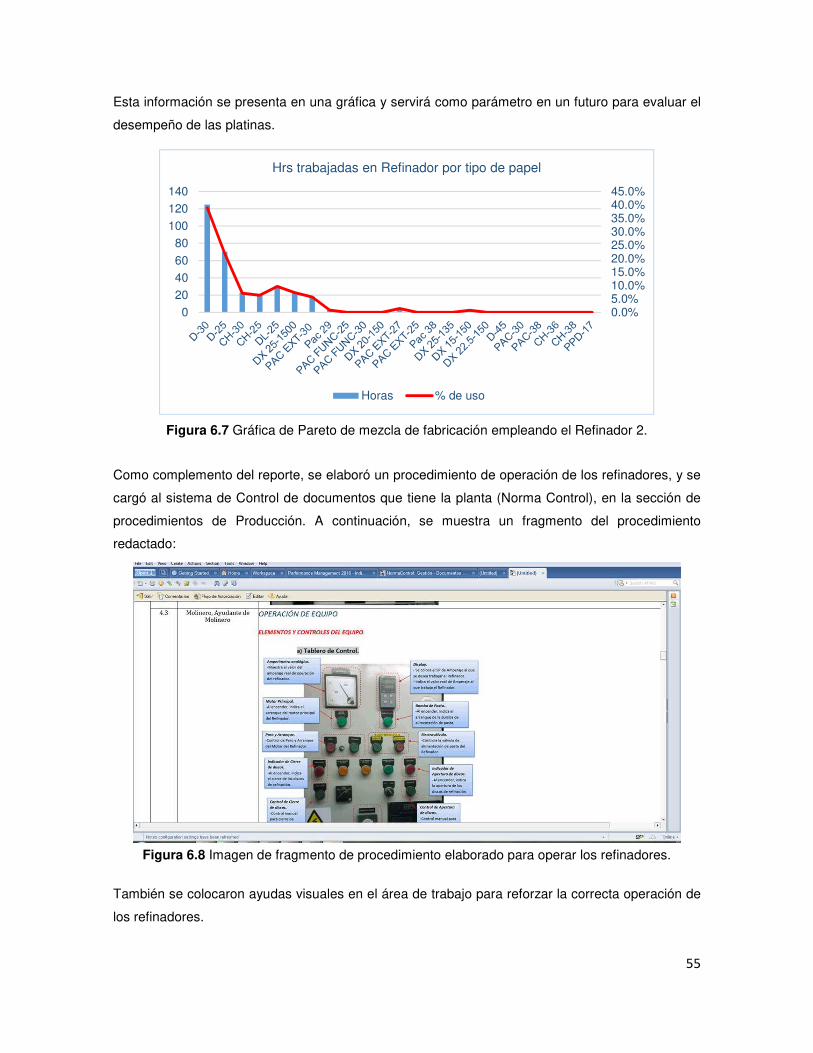
55
Figura 6.7 Gráfica de Pareto de mezcla de fabricación empleando el Refinador 2.
Figura 6.8 Imagen de fragmento de procedimiento elaborado para operar los refinadores.
Esta información se presenta en una gráfica y servirá como parámetro en un futuro para evaluar el
desempeño de las platinas.
Como complemento del reporte, se elaboró un procedimiento de operación de los refinadores, y se
cargó al sistema de Control de documentos que tiene la planta (Norma Control), en la sección de
procedimientos de Producción. A continuación, se muestra un fragmento del procedimiento
redactado:
También se colocaron ayudas visuales en el área de trabajo para reforzar la correcta operación de
los refinadores.
0.0%5.0%10.0%15.0%20.0%25.0%30.0%35.0%40.0%45.0%
0
20
40
60
80
100
120
140
Hrs trabajadas en Refinador por tipo de papel
Horas % de uso
56
Esta ayuda visual se puede observar en la siguiente manera:
Figura 6.9 Cartel colocado en el área de prueba de Freeness.
Figura 6.10 Cartel colocado entre los dos Refinadores.
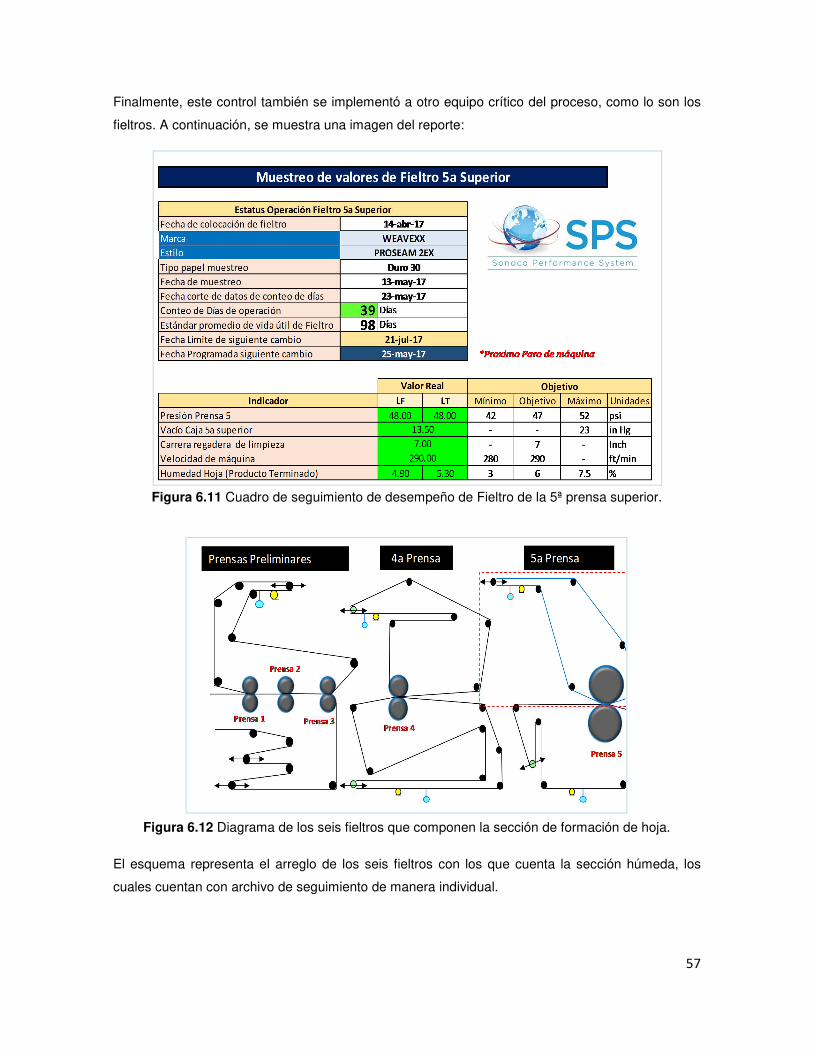
57
Figura 6.11 Cuadro de seguimiento de desempeño de Fieltro de la 5ª prensa superior.
Figura 6.12 Diagrama de los seis fieltros que componen la sección de formación de hoja.
Finalmente, este control también se implementó a otro equipo crítico del proceso, como lo son los
fieltros. A continuación, se muestra una imagen del reporte:
El esquema representa el arreglo de los seis fieltros con los que cuenta la sección húmeda, los
cuales cuentan con archivo de seguimiento de manera individual.
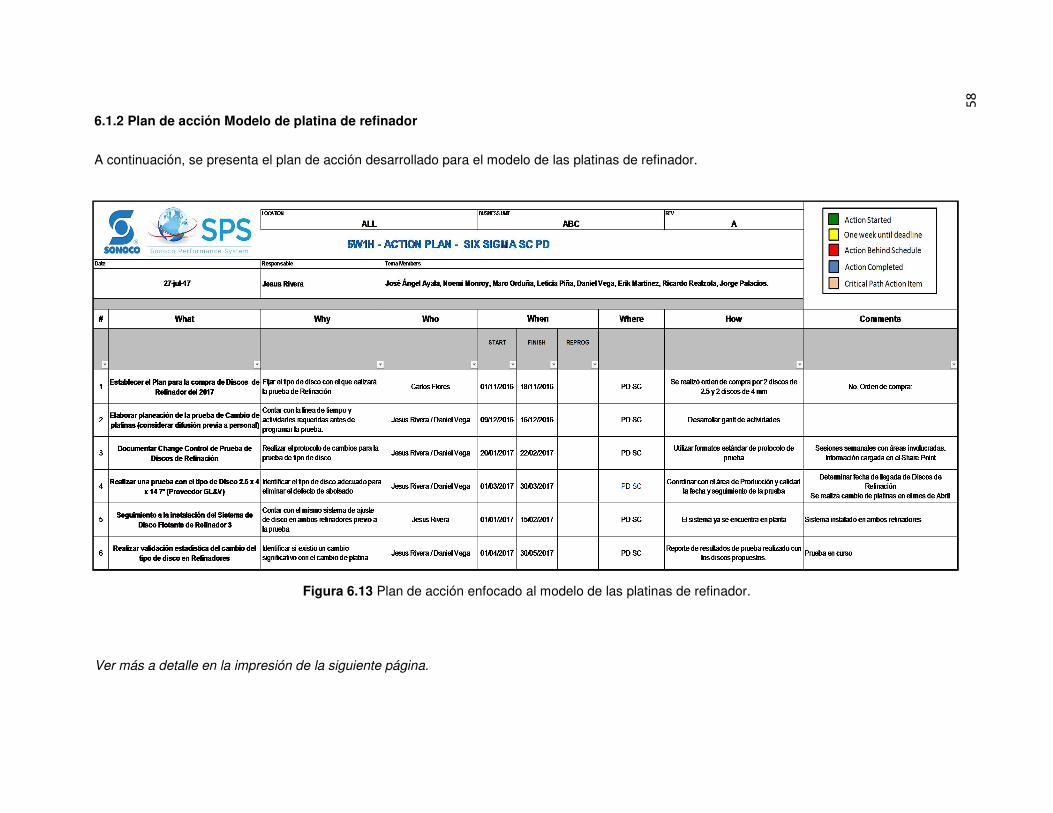
58
Figura 6.13 Plan de acción enfocado al modelo de las platinas de refinador.
6.1.2 Plan de acción Modelo de platina de refinador
A continuación, se presenta el plan de acción desarrollado para el modelo de las platinas de refinador.
Ver más a detalle en la impresión de la siguiente página.
58
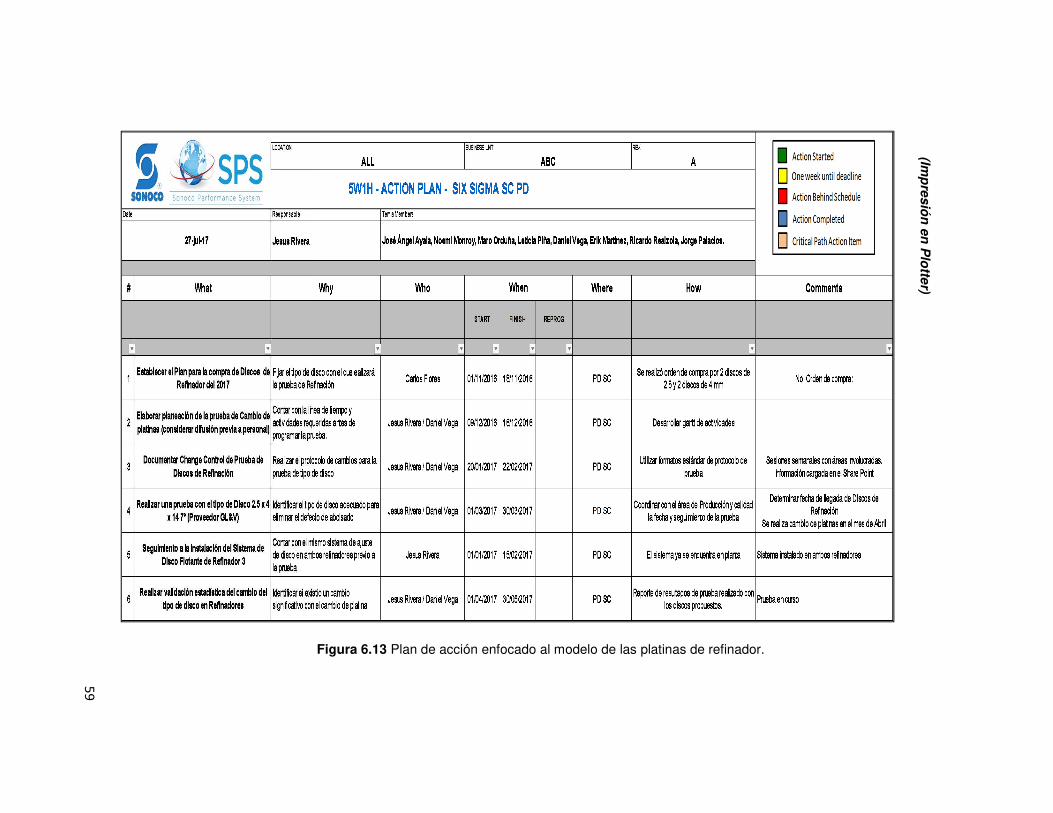
59
Figura 6.13 Plan de acción enfocado al modelo de las platinas de refinador.
(Imp
resió
n e
n P
lotte
r)
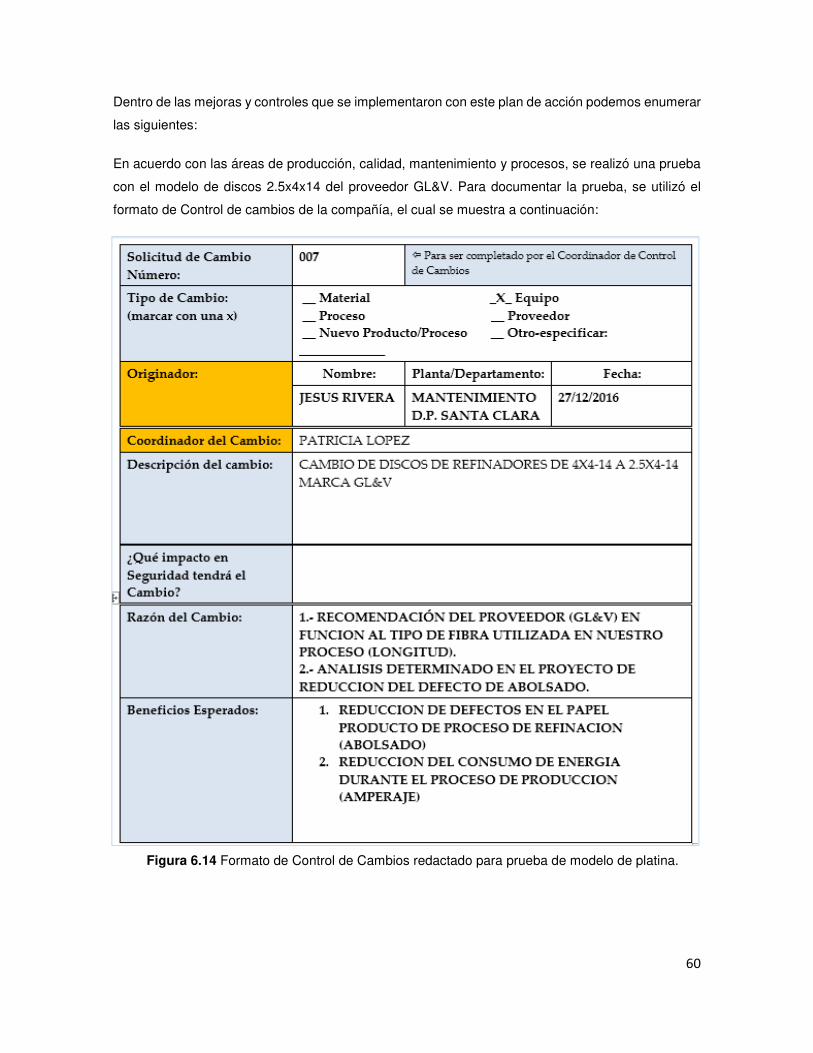
60
Figura 6.14 Formato de Control de Cambios redactado para prueba de modelo de platina.
Dentro de las mejoras y controles que se implementaron con este plan de acción podemos enumerar
las siguientes:
En acuerdo con las áreas de producción, calidad, mantenimiento y procesos, se realizó una prueba
con el modelo de discos 2.5x4x14 del proveedor GL&V. Para documentar la prueba, se utilizó el
formato de Control de cambios de la compañía, el cual se muestra a continuación:
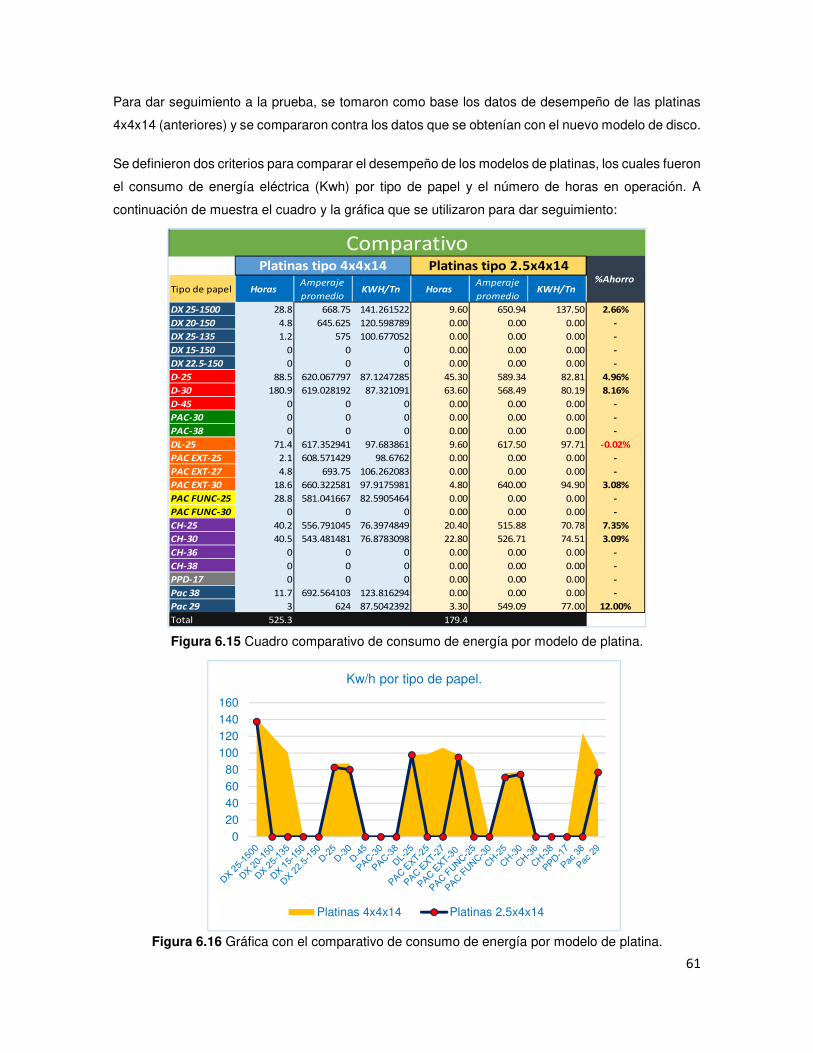
61
Figura 6.15 Cuadro comparativo de consumo de energía por modelo de platina.
Figura 6.16 Gráfica con el comparativo de consumo de energía por modelo de platina.
Para dar seguimiento a la prueba, se tomaron como base los datos de desempeño de las platinas
4x4x14 (anteriores) y se compararon contra los datos que se obtenían con el nuevo modelo de disco.
Se definieron dos criterios para comparar el desempeño de los modelos de platinas, los cuales fueron
el consumo de energía eléctrica (Kwh) por tipo de papel y el número de horas en operación. A
continuación de muestra el cuadro y la gráfica que se utilizaron para dar seguimiento:
Tipo de papel HorasAmperaje
promedioKWH/Tn Horas
Amperaje
promedioKWH/Tn
DX 25-1500 28.8 668.75 141.261522 9.60 650.94 137.50 2.66%
DX 20-150 4.8 645.625 120.598789 0.00 0.00 0.00 -
DX 25-135 1.2 575 100.677052 0.00 0.00 0.00 -
DX 15-150 0 0 0 0.00 0.00 0.00 -
DX 22.5-150 0 0 0 0.00 0.00 0.00 -
D-25 88.5 620.067797 87.1247285 45.30 589.34 82.81 4.96%
D-30 180.9 619.028192 87.321091 63.60 568.49 80.19 8.16%
D-45 0 0 0 0.00 0.00 0.00 -
PAC-30 0 0 0 0.00 0.00 0.00 -
PAC-38 0 0 0 0.00 0.00 0.00 -
DL-25 71.4 617.352941 97.683861 9.60 617.50 97.71 -0.02%
PAC EXT-25 2.1 608.571429 98.6762 0.00 0.00 0.00 -
PAC EXT-27 4.8 693.75 106.262083 0.00 0.00 0.00 -
PAC EXT-30 18.6 660.322581 97.9175981 4.80 640.00 94.90 3.08%
PAC FUNC-25 28.8 581.041667 82.5905464 0.00 0.00 0.00 -
PAC FUNC-30 0 0 0 0.00 0.00 0.00 -
CH-25 40.2 556.791045 76.3974849 20.40 515.88 70.78 7.35%
CH-30 40.5 543.481481 76.8783098 22.80 526.71 74.51 3.09%
CH-36 0 0 0 0.00 0.00 0.00 -
CH-38 0 0 0 0.00 0.00 0.00 -
PPD-17 0 0 0 0.00 0.00 0.00 -
Pac 38 11.7 692.564103 123.816294 0.00 0.00 0.00 -
Pac 29 3 624 87.5042392 3.30 549.09 77.00 12.00%
Total 525.3 179.4
Platinas tipo 4x4x14 Platinas tipo 2.5x4x14
Comparativo
%Ahorro
0
20
40
60
80
100
120
140
160
Kw/h por tipo de papel.
Platinas 4x4x14 Platinas 2.5x4x14

62
Figura 6.17 Cuadro comparativo del desempeño de ambos modelos de platinas.
Una vez concluida la vida útil de las platinas a prueba, se pudieron obtener las siguientes
conclusiones:
Platina Modelo 4x4x14
Platina Modelo 2.5x4x14
Consumo de energía por Tn de papel (Kwh/Tn)
101.25 92.45
Número de Horas en Operación
525.3 768.25
Presencia de defecto de abolsado
SI NO
Después de revisar la información y validarla con las áreas afectadas y el área de gerencia, se aprobó
el cambio de modelo de platina, por lo que a partir del 2017 se comenzaron a emplear.
Un dato muy importante fue el ahorro adicional que se agregó al proyecto con la reducción del
consumo de energía en los refinadores. La reducción de consumo que se alcanzó fue de
aproximadamente un 9%, que de acuerdo a la tarifa de energía eléctrica promedio del 2016
significaría un ahorro de $23,000.00 mensuales.
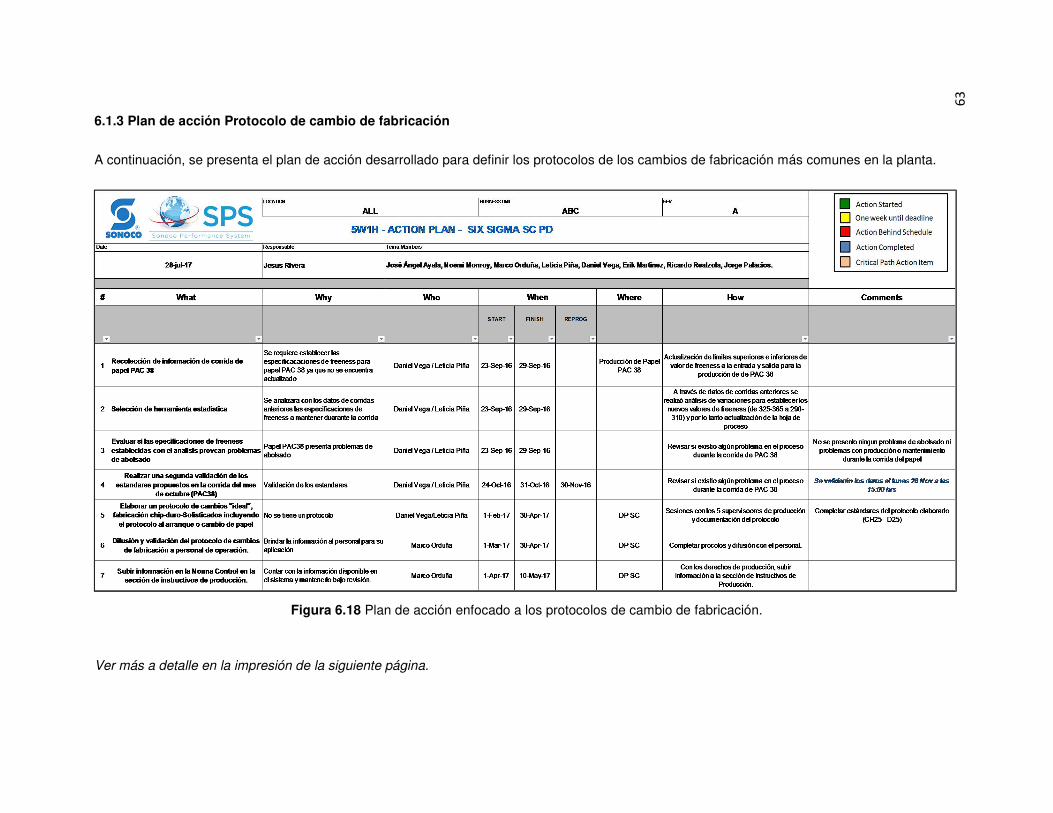
63
Figura 6.18 Plan de acción enfocado a los protocolos de cambio de fabricación.
6.1.3 Plan de acción Protocolo de cambio de fabricación
A continuación, se presenta el plan de acción desarrollado para definir los protocolos de los cambios de fabricación más comunes en la planta.
Ver más a detalle en la impresión de la siguiente página.
6
3
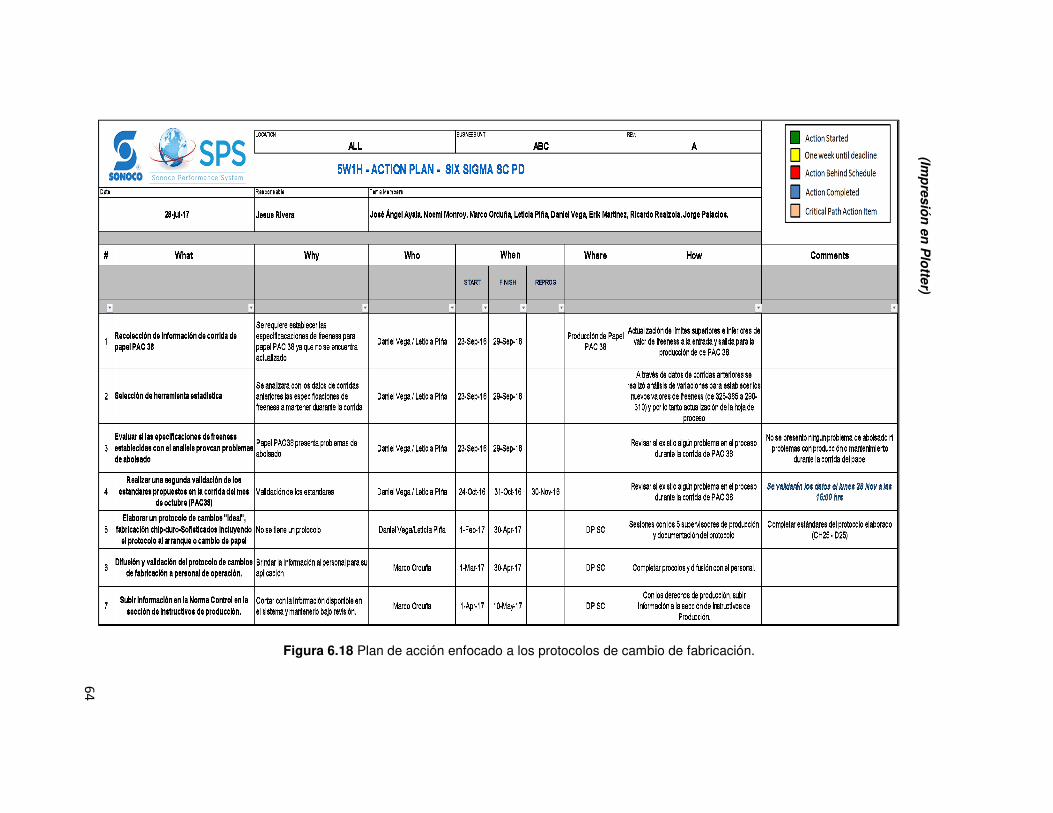
64
Figura 6.18 Plan de acción enfocado a los protocolos de cambio de fabricación.
(Imp
resió
n e
n P
lotte
r)

65
Figura 6.19 Cuadro con los cinco cambios de fabricación a desarrollar
Figura 6.20 Esquema con el resumen de variables críticas a ajustar durante cada cambio de
fabricación.
Dentro de las mejoras y controles que se implementaron con este plan de acción podemos enumerar
las siguientes:
Se realizaron sesiones con las cuatro cuadrillas de producción y los respectivos supervisores, donde
se determinó el documentar el protocolo de cinco cambios de fabricación críticos, incluyendo el del
Pac 38. A continuación se presenta el cuadro de los cambios de fabricación seleccionados:
De A
1 Chip 30 Duro 25
2 Duro 25 Durolene 25
3 Durolene 25 Durox 135
4 Chip 30 Pac 38
5 Durox 135 Durox 1500
Como primer paso, se determinaron las variables críticas que se deben ajustar en cada cambio y se
plasmaron en el siguiente esquema:
Dentro de esta identificación de variables, se documentaron los estándares a los que se debe ajustar
y comenzar a trabajar con el siguiente papel, lo cual reduciría el tiempo del cambio y la probabilidad
de presentarse el defecto de abolsado. Ver más a detalle en la impresión de la siguiente página.
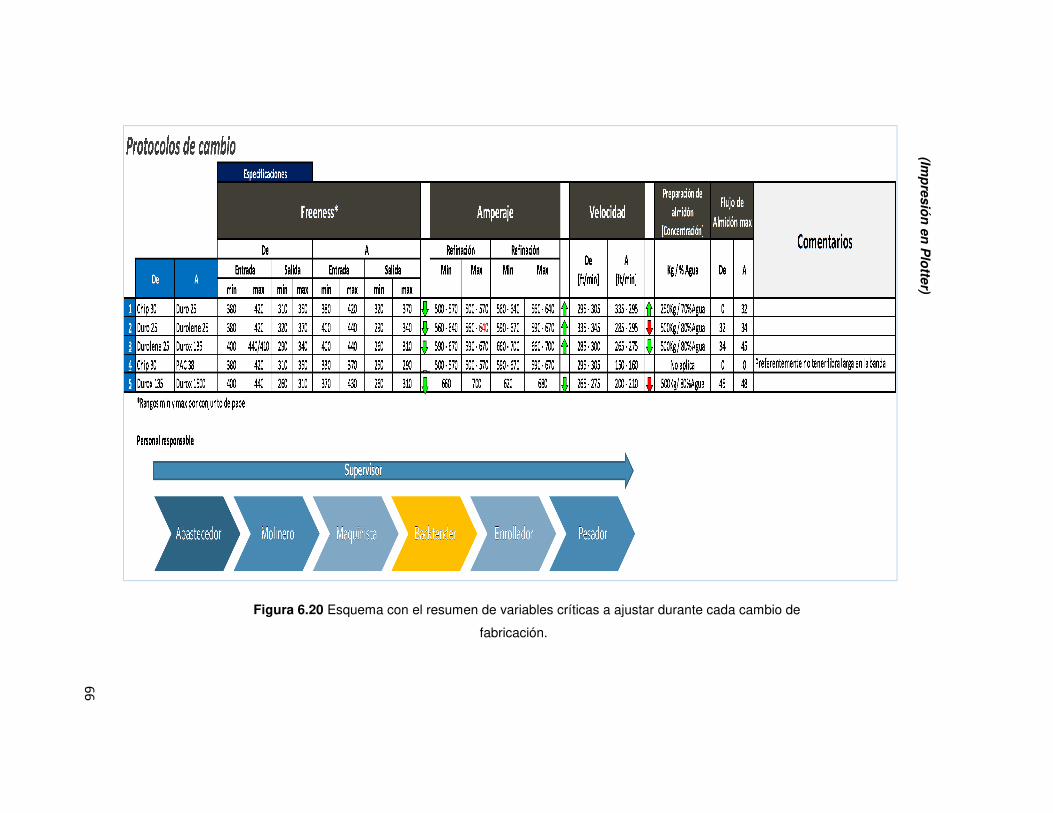
66
Figura 6.20 Esquema con el resumen de variables críticas a ajustar durante cada cambio de
fabricación.
(Imp
resió
n e
n P
lotte
r)
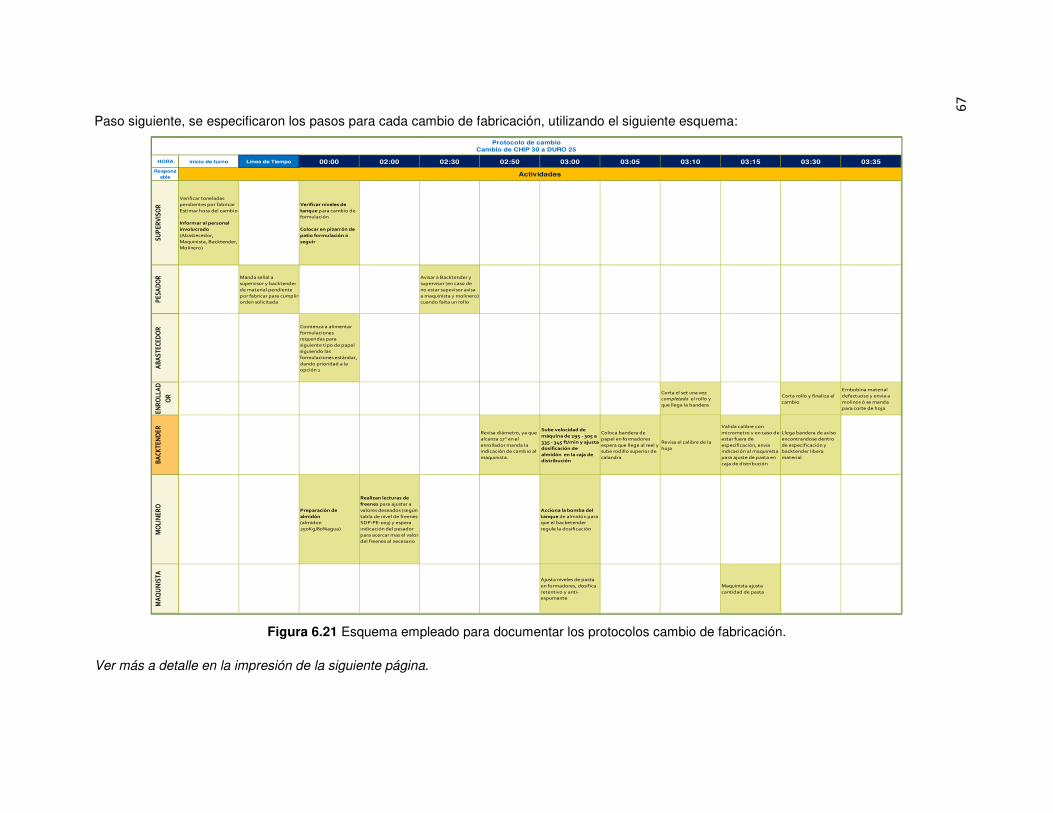
67
Figura 6.21 Esquema empleado para documentar los protocolos cambio de fabricación.
Paso siguiente, se especificaron los pasos para cada cambio de fabricación, utilizando el siguiente esquema:
Ver más a detalle en la impresión de la siguiente página.
HORA inicio de turno Línea de Tiempo 00:00 02:00 02:30 02:50 03:00 03:05 03:10 03:15 03:30 03:35Respons
able
SUP
ERV
ISO
R
Verificar toneladas
pendientes por fabricar
Estimar hora del cambio
Informar al personal
involucrado
(Abastecedor,
Maquinista, Backtender,
Molinero)
Verificar niveles de
tanque para cambio de
formulación
Colocar en pizarrón de
patio formulación a
seguir
PES
AD
OR Manda señal a
supervisor y backtender
de material pendiente
por fabricar para cumplir
orden solicitada
Avisar a Backtender y
supervisor (en caso de
no estar supevisor avisa
a maquinista y molinero)
cuando falta un rollo
AB
AS
TECE
DO
R Comienza a alimentar
formulaciones
requeridas para
siguiente tipo de papel
siguiendo las
formulaciones estándar,
dando prioridad a la
opción 1
ENR
OLL
AD
OR
Corta el set una vez
completado el rollo y
que llega la bandera
Corta rollo y finaliza el
cambio
Embobina material
defectuoso y envia a
molinos ó se manda
para corte de hoja
BA
CKTE
ND
ER
Revisa diámetro, ya que
alcanza 17" en el
enrollador manda la
indicación de cambio al
maquinista.
Sube velocidad de
máquina de 295 - 305 a
335 - 345 ft/min y ajusta
dosificación de
almidón en la caja de
distribución
Coloca bandera de
papel en formadores
espera que llege al reel y
sube rodillo superior de
calandra
Revisa el calibre de la
hoja
Valida calibre con
micrometro y en caso de
estar fuera de
especificación, envia
indicación al maquinista
para ajuste de pasta en
caja de distribución
Llega bandera de aviso
encontrandose dentro
de especificación y
backtender libera
material
MO
LIN
ERO
Preparación de
almidón
(almidon
250Kg/80%agua)
Realizan lecturas de
freenes para ajustar a
valores deseados (según
tabla de nivel de freenes
SDP-PE-003) y espera
indicación del pesador
para acercar mas el valor
del freenes al necesario
Acciona la bomba del
tanque de almidón para
que el backetender
regule la dosificación
MA
QU
NIS
TA
Ajusta niveles de pasta
en formadores, dosifica
retentivo y anti-
espumante
Maquinista ajusta
cantidad de pasta
Protocolo de cambioCambio de CHIP 30 a DURO 25
Actividades
6
7
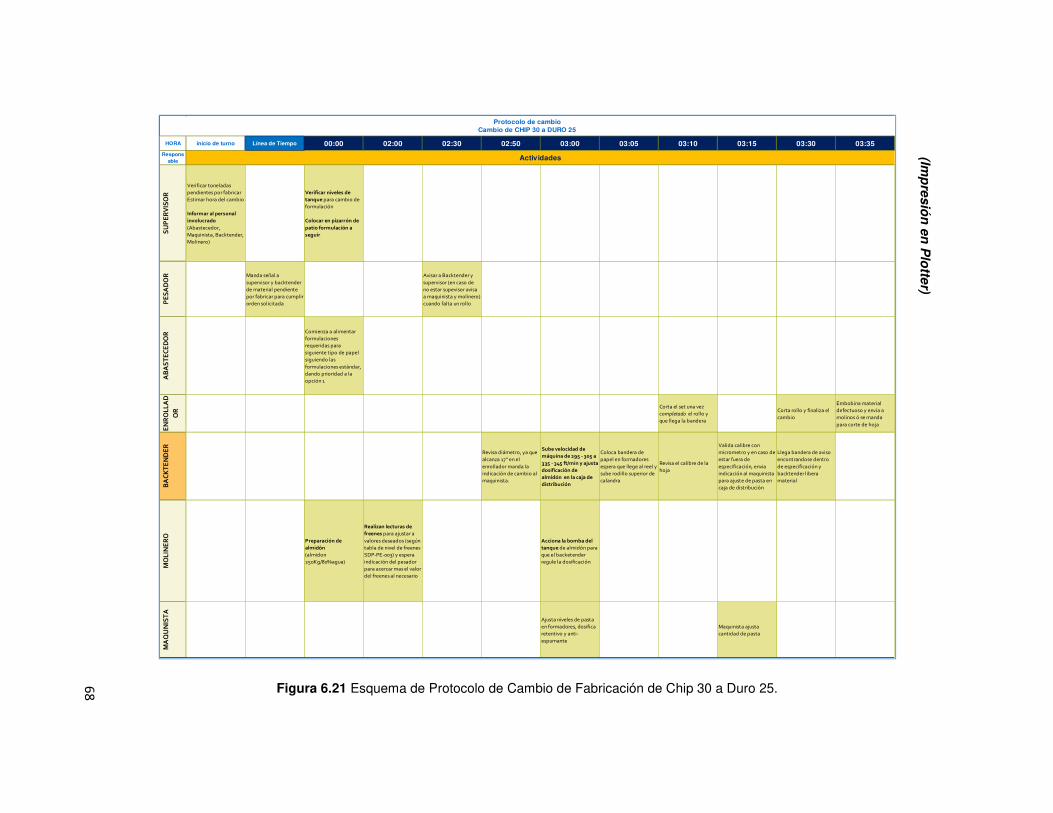
68
Figura 6.21 Esquema de Protocolo de Cambio de Fabricación de Chip 30 a Duro 25.
(Imp
resió
n e
n P
lotte
r)
HORA inicio de turno Línea de Tiempo 00:00 02:00 02:30 02:50 03:00 03:05 03:10 03:15 03:30 03:35Respons
ableS
UP
ER
VIS
OR
Verificar toneladas
pendientes por fabricar
Estimar hora del cambio
Informar al personal
involucrado
(Abastecedor,
Maquinista, Backtender,
Molinero)
Verificar niveles de
tanque para cambio de
formulación
Colocar en pizarrón de
patio formulación a
seguir
PE
SA
DO
R Manda señal a
supervisor y backtender
de material pendiente
por fabricar para cumplir
orden solicitada
Avisar a Backtender y
supervisor (en caso de
no estar supevisor avisa
a maquinista y molinero)
cuando falta un rollo
AB
AS
TE
CE
DO
R Comienza a alimentar
formulaciones
requeridas para
siguiente tipo de papel
siguiendo las
formulaciones estándar,
dando prioridad a la
opción 1
EN
RO
LL
AD
OR
Corta el set una vez
completado el rollo y
que llega la bandera
Corta rollo y finaliza el
cambio
Embobina material
defectuoso y envia a
molinos ó se manda
para corte de hoja
BA
CK
TE
ND
ER
Revisa diámetro, ya que
alcanza 17" en el
enrollador manda la
indicación de cambio al
maquinista.
Sube velocidad de
máquina de 295 - 305 a
335 - 345 ft/min y ajusta
dosificación de
almidón en la caja de
distribución
Coloca bandera de
papel en formadores
espera que llege al reel y
sube rodillo superior de
calandra
Revisa el calibre de la
hoja
Valida calibre con
micrometro y en caso de
estar fuera de
especificación, envia
indicación al maquinista
para ajuste de pasta en
caja de distribución
Llega bandera de aviso
encontrandose dentro
de especificación y
backtender libera
material
MO
LIN
ER
O
Preparación de
almidón
(almidon
250Kg/80%agua)
Realizan lecturas de
freenes para ajustar a
valores deseados (según
tabla de nivel de freenes
SDP-PE-003) y espera
indicación del pesador
para acercar mas el valor
del freenes al necesario
Acciona la bomba del
tanque de almidón para
que el backetender
regule la dosificación
MA
QU
NIS
TA
Ajusta niveles de pasta
en formadores, dosifica
retentivo y anti-
espumante
Maquinista ajusta
cantidad de pasta
Protocolo de cambioCambio de CHIP 30 a DURO 25
Actividades

69
Figura 6.22 Esquema de Protocolo de Cambio de Fabricación de Duro 25 a Durolene 25.
(Imp
resió
n e
n P
lotte
r)
HORA inicio de turno Línea de Tiempo 00:00 02:00 02:30 02:50 03:00 03:05 03:10 03:15 03:30 03:35Respons
able
SU
PE
RV
ISO
RVerificar toneladas
pendientes por fabricar
Estimar hora del cambio
Informar al personal
involucrado
(Abastecedor, Maquinista,
Backtender, Molinero)
Verificar niveles de
tanque para cambio de
formulación
Colocar en pizarrón de
patio formulación a
seguir
PE
SA
DO
R Manda señal a supervisor y
backtender de material
pendiente por fabricar
para cumplir orden
solicitada
Avisa a Backtender y
supervisor (en caso de no
estar supevisor avisa a
maquinista y molinero)
cuando falta un rollo
AB
AS
TE
CE
DO
R Comienza a alimentar
formulaciones requeridas
para siguiente tipo de
papel siguiendo las
formulaciones estándar,
dando prioridad a la
opción 1
EN
RO
LL
AD
OR
Corta el set una vez
completado el rollo y que
llega la bandera
Corta rollo y finaliza el
cambio
Embobina material
defectuoso y envia a
molinos ó se manda para
corte de hoja
BA
CK
TE
ND
ER
Revisa diámetro, ya que
alcanza 17" en el
enrollador manda la
indicación de cambio al
maquinista.
Baja velocidad de
máquina de 335 - 345 a
285-295ft/min y ajusta
dosificación de almidón
en la caja de distribución
Coloca bandera de papel
en formadores espera que
llege al reel y sube rodillo
superior de calandra
Revisa el calibre de la hoja
Valida calibre con
micrometro y en caso de
estar fuera de
especificación, envia
indicación al maquinista
para ajuste de pasta en
caja de distribución
Llega bandera de aviso
encontrandose dentro de
especificación y
backtender libera material
MO
LIN
ER
O
Preparación de almidón
(almidon
500Kg/80%agua)
Realizan lecturas de
freenes para ajustar a
valores deseados (según
tabla de nivel de freenes
SDP-PE-003) y espera
indicación del pesador
para acercar mas el valor
del freenes al necesario
Maquinista ajusta
cantidad de pasta
MA
QU
NIS
TA
Ajusta niveles de pasta en
formadores, dosifica
retentivo y anti-
espumante
Protocolo de cambioCambio de DURO 25 a Durolene 25
Actividades
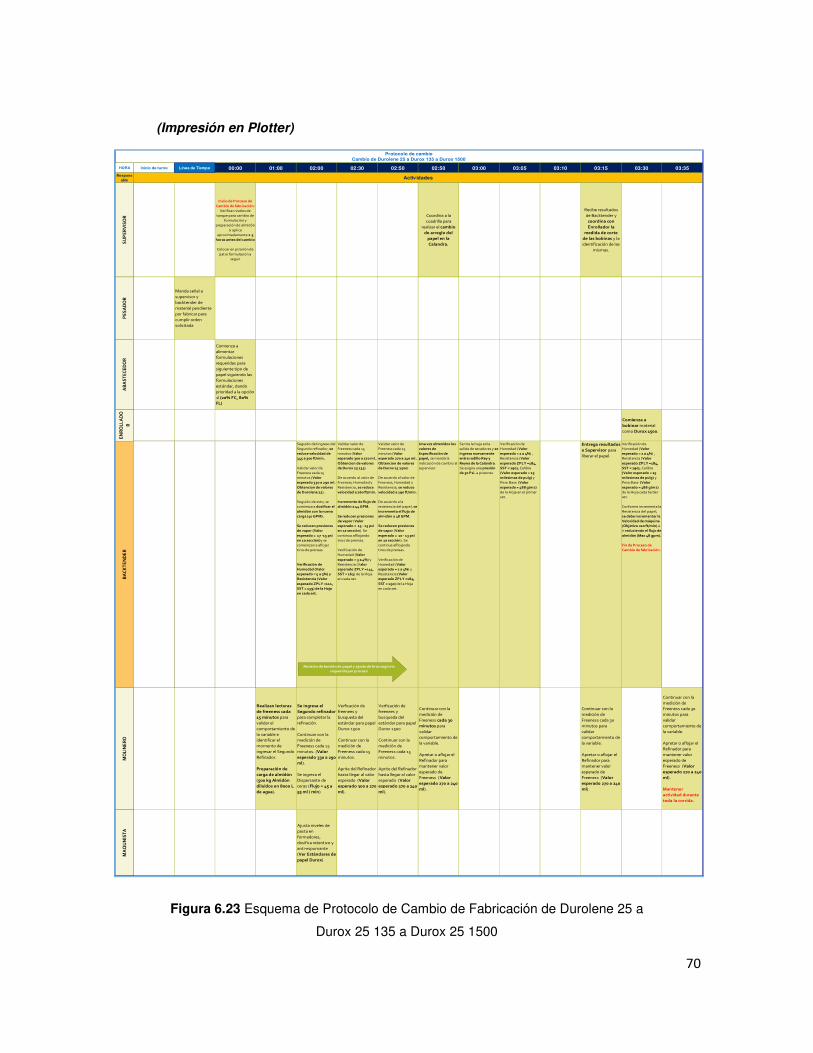
70
Figura 6.23 Esquema de Protocolo de Cambio de Fabricación de Durolene 25 a
Durox 25 135 a Durox 25 1500
(Impresión en Plotter)
HORA inicio de turno Línea de Tiempo 00:00 01:00 02:00 02:30 02:50 02:50 03:00 03:05 03:10 03:15 03:30 03:35Respons
able
SU
PE
RV
ISO
R
Inicio de Porceso de
Cambio de fabricación:
Verificar niveles de
tanque para cambio de
formulación y
preparación de almidón
si aplica
aproximadamente 2.5
horas antes del cambio
Colocar en pizarrón de
patio formulación a
seguir
Coordina a la
cuadrilla para
realizar el cambio
de arreglo del
papel en la
Calandra.
Recibe resultados
de Backtender y
coordina con
Enrollador la
medida de corte
de las bobinas y la
identificación de las
mismas.
PE
SA
DO
R
Manda señal a
supervisor y
backtender de
material pendiente
por fabricar para
cumplir orden
solicitada
AB
AS
TE
CE
DO
R
Comienza a
alimentar
formulaciones
requeridas para
siguiente tipo de
papel siguiendo las
formulaciones
estándar, dando
prioridad a la opción
1l (20% FC, 80%
FL)
EN
RO
LL
AD
O
R
Comienza a
bobinar material
como Durox 1500.
MO
LIN
ER
O
Realizan lecturas
de freeness cada
15 minutos para
validar el
comportamiento de
la variable e
identificar el
momento de
ingresar el Segundo
Refinador.
Preparación de
carga de almidón
(500 kg Almidón
diluidos en 8000 L
de agua).
Se ingresa el
Segundo refinador
para completar la
refinación.
Continuar con la
medición de
Freeness cada 15
minutos. (Valor
esperado 330 a 290
ml).
Se ingresa el
Dispersante de
ceras (Flujo = 45 a
55 ml / min)
Verficación de
freenees y
busqueda del
estándar para papel
Durox 1500
Continuar con la
medición de
Freeness cada 15
minutos.
Aprite del Refinador
hasta llegar al valor
esperado (Valor
esperado 300 a 270
ml).
Verficación de
freenees y
busqueda del
estándar para papel
Durox 1500
Continuar con la
medición de
Freeness cada 15
minutos.
Aprite del Refinador
hasta llegar al valor
esperado (Valor
esperado 270 a 240
ml).
Continuar con la
medición de
Freeness cada 30
minutos para
validar
comportamiento de
la variable.
Apretar o aflojar el
Refinador para
mantener valor
esperado de
Freeness (Valor
esperado 270 a 240
ml).
Continuar con la
medición de
Freeness cada 30
minutos para
validar
comportamiento de
la variable.
Apretar o aflojar el
Refinador para
mantener valor
esperado de
Freeness (Valor
esperado 270 a 240
ml).
Continuar con la
medición de
Freeness cada 30
minutos para
validar
comportamiento de
la variable.
Apretar o aflojar el
Refinador para
mantener valor
esperado de
Freeness (Valor
esperado 270 a 240
ml).
Mantener
actividad durante
toda la corrida.
MA
QU
NIS
TA
Ajusta niveles de
pasta en
formadores,
dosifica retentivo y
anti-espumante
(Ver Estándares de
papel Durox)
Entrega resultados
a Supervisor para
liberar el papel.
Verificación de
Humedad (Valor
esperado = 2 a 4%) ,
Resistencia (Valor
esperado ZPLY =184,
SST = 190), Calibre
(Valor esperado = 25
milesimas de pulg) y
Peso Base (Valor
esperado = 488 g/m2)
de la Hoja cada terder
set.
Conforme incrementa la
Resistencia del papel,
se debe incrementar la
Velocidad de máquina
(Objetivo 210 ft/min) e
ir reduciendo el flujo de
almidón (Max 48 gpm).
Fin de Proceso de
Cambio de fabricación.
Seguido del ingreso del
Segundo refinador, se
reduce velocidad de
345 a 300 ft/min.
Validar valor de
Freeness cada 15
minutos (Valor
esperado 330 a 290 ml_
Obtencion de valores
de Durolene 25).
Seguido de esto, se
comienza a dosificar el
almidón con la nueva
carga (40 GPM).
Se reducen presiones
de vapor (Valor
esperado = 17 -15 psi
en 1a sección)y se
comeinzan a aflojar
tiros de prensas.
Verificación de
Humedad (Valor
esperado = 5 a 3%) y
Resistencia (Valor
esperado ZPLY =111,
SST = 139) de la Hoja
en cada set.
Validar valor de
Freeness cada 15
minutos (Valor
esperado 300 a 270 ml_
Obtencion de valores
de Durox 25 135)
De acuerdo al valor de
Freeness, Humedad y
Resistencia, se reduce
velocidad a 260 ft/min.
Incremento de flujo de
almidón a 44 GPM.
Se reducen presiones
de vapor (Valor
esperado = 15 - 13 psi
en 1a sección). Se
continua afllojando
tiros de prensas.
Verificación de
Humedad (Valor
esperado = 3 a 4%) y
Resistencia (Valor
esperado ZPLY =144,
SST = 163) de la Hoja
en cada set.
Validar valor de
Freeness cada 15
minutos (Valor
esperado 270 a 240 ml_
Obtencion de valores
de Durox 25 1500)
De acuerdo al valor de
Freeness, Humedad y
Resistencia, se reduce
velocidad a 190 ft/min.
De acuerdo a la
resistencia del papel, se
incrementa el flujo de
almidón a 48 GPM.
Se reducen presiones
de vapor (Valor
esperado = 10 - 13 psi
en 1a sección). Se
continua afllojando
tiros de prensas.
Verificación de
Humedad (Valor
esperado = 2 a 4%) y
Resistencia (Valor
esperado ZPLY =184,
SST = 190) de la Hoja
en cada set.
Una vez obtenidos los
valores de
Especificación de
papel, se manda la
indicación de cambio al
supervisor.
Se tira la hoja en la
salida de secadores y se
ingresa nuevamente
entre rodillo Rey y
Reyna de la Calandra.
Se asigna una presión
de 30 Psi. a pistones
Verificación de
Humedad (Valor
esperado = 2 a 4%) ,
Resistencia (Valor
esperado ZPLY =184,
SST = 190), Calibre
(Valor esperado = 25
milesimas de pulg) y
Peso Base (Valor
esperado = 488 g/m2)
de la Hoja en el primer
set.
BA
CK
TE
ND
ER
Protocolo de cambioCambio de Durolene 25 a Durox 135 a Durox 1500
Actividades
Revisión de tensión de papel y ajuste de tiros según lo
requerido por proceso
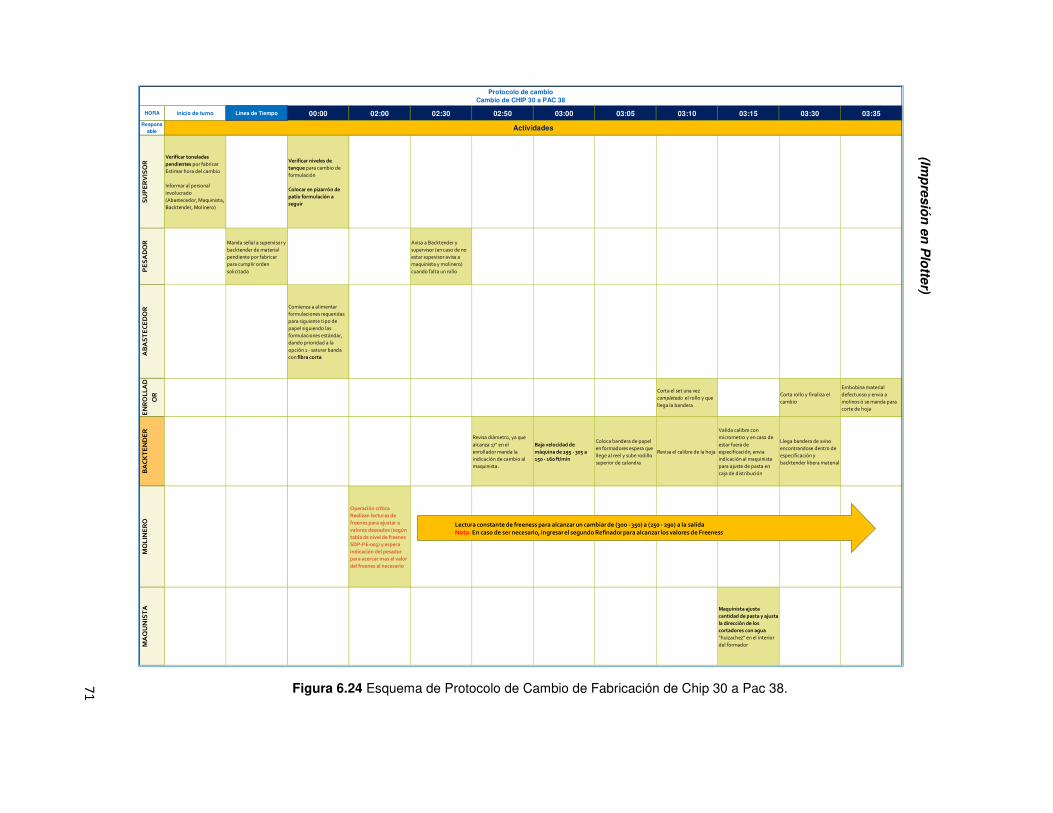
71
Figura 6.24 Esquema de Protocolo de Cambio de Fabricación de Chip 30 a Pac 38.
(Imp
resió
n e
n P
lotte
r)
HORA inicio de turno Línea de Tiempo 00:00 02:00 02:30 02:50 03:00 03:05 03:10 03:15 03:30 03:35Respons
able
SU
PE
RV
ISO
R
Verificar toneladas
pendientes por fabricar
Estimar hora del cambio
Informar al personal
involucrado
(Abastecedor, Maquinista,
Backtender, Molinero)
Verificar niveles de
tanque para cambio de
formulación
Colocar en pizarrón de
patio formulación a
seguir
PE
SA
DO
R Manda señal a supervisor y
backtender de material
pendiente por fabricar
para cumplir orden
solicitada
Avisa a Backtender y
supervisor (en caso de no
estar supevisor avisa a
maquinista y molinero)
cuando falta un rollo
AB
AS
TE
CE
DO
R Comienza a alimentar
formulaciones requeridas
para siguiente tipo de
papel siguiendo las
formulaciones estándar,
dando prioridad a la
opción 1 - saturar banda
con fibra corta
EN
RO
LL
AD
OR
Corta el set una vez
completado el rollo y que
llega la bandera
Corta rollo y finaliza el
cambio
Embobina material
defectuoso y envia a
molinos ó se manda para
corte de hoja
BA
CK
TE
ND
ER
Revisa diámetro, ya que
alcanza 17" en el
enrollador manda la
indicación de cambio al
maquinista.
Baja velocidad de
máquina de 295 - 305 a
150 - 160 ft/min
Coloca bandera de papel
en formadores espera que
llege al reel y sube rodillo
superior de calandra
Revisa el calibre de la hoja
Valida calibre con
micrometro y en caso de
estar fuera de
especificación, envia
indicación al maquinista
para ajuste de pasta en
caja de distribución
Llega bandera de aviso
encontrandose dentro de
especificación y
backtender libera material
MO
LIN
ER
O
Operación crítica
Realizan lecturas de
freenes para ajustar a
valores deseados (según
tabla de nivel de freenes
SDP-PE-003) y espera
indicación del pesador
para acercar mas el valor
del freenes al necesario
MA
QU
NIS
TA Maquinista ajusta
cantidad de pasta y ajusta
la dirección de los
cortadores con agua
"huizachez" en el interior
del formador
Protocolo de cambioCambio de CHIP 30 a PAC 38
Actividades
Lectura constante de freeness para alcanzar un cambiar de (300 - 350) a (250 - 290) a la salida
Nota: En caso de ser necesario, ingresar el segundo Refinador para alcanzar los valores de Freeness
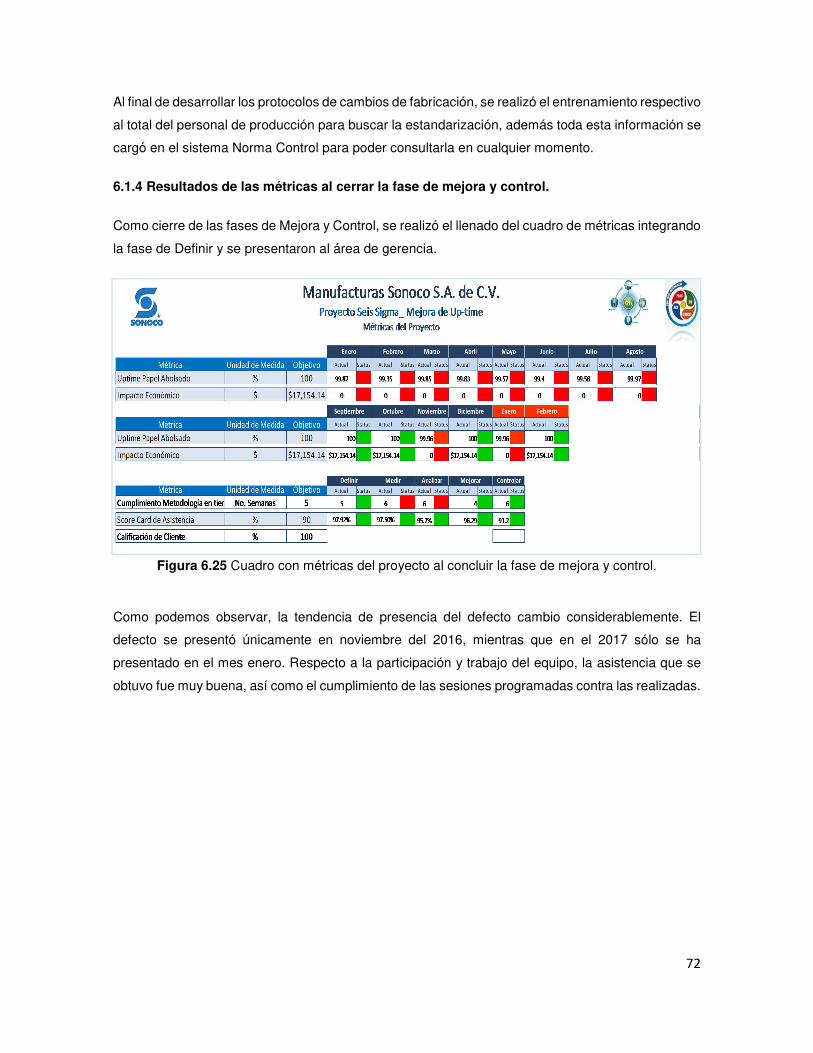
72
Figura 6.25 Cuadro con métricas del proyecto al concluir la fase de mejora y control.
Al final de desarrollar los protocolos de cambios de fabricación, se realizó el entrenamiento respectivo
al total del personal de producción para buscar la estandarización, además toda esta información se
cargó en el sistema Norma Control para poder consultarla en cualquier momento.
6.1.4 Resultados de las métricas al cerrar la fase de mejora y control.
Como cierre de las fases de Mejora y Control, se realizó el llenado del cuadro de métricas integrando
la fase de Definir y se presentaron al área de gerencia.
Como podemos observar, la tendencia de presencia del defecto cambio considerablemente. El
defecto se presentó únicamente en noviembre del 2016, mientras que en el 2017 sólo se ha
presentado en el mes enero. Respecto a la participación y trabajo del equipo, la asistencia que se
obtuvo fue muy buena, así como el cumplimiento de las sesiones programadas contra las realizadas.

73
Figura 7.1 Gráfica de comportamiento defecto de abolsado 2015-2017
Figura 7.2 Gráfica de comportamiento defecto de abolsado 2015-2017
Conclusiones.
Como pudo mostrarse en las páginas anteriores, el seguir la metodología de manera correcta,
involucrar al personal experto en los momentos críticos y aplicar análisis utilizando herramientas
estadísticas adecuadas, se convierten en las claves para llegar a los resultados y crear cambios
dentro de una organización. Si nosotros observamos los datos del comportamiento del defecto
realizando un corte hasta el mes de mayo del presente año, podríamos observar lo siguiente:
Es muy gráfica la mejora y la considerable reducción de la aparición del defecto que representaba
tiempo muerto para la planta.
00:00:00
01:12:00
02:24:00
03:36:00
04:48:00
06:00:00
Comportamiento Paros Menores por Papel abolsado 2015 - 2016 - 2017
Papelabolsado 2016
Papelabolsado 2015
Papelabolsado 2017
00:00:00
01:12:00
02:24:00
03:36:00
04:48:00
06:00:00
Paros menores por Abolsado 2016 - 2017
TM por Abolsado
Inicio de Proyecto
Fase de Definir
74
En mi opinión, el elemento principal que significó el éxito del proyecto sin duda fue el trabajo en
equipo, el complemento que se tuvo entre cada uno de los compañeros, así como el entusiasmo y
la apertura para desarrollar nuevas habilidades y aprender una forma diferente de resolver un
problema facilitó el llegar al objetivo.
Fue una gran experiencia y un gran aprendizaje el liderar y pertenecer a un equipo como este, que
es pionero y punta de lanza dentro de la compañía con esta nueva ola de la mejora continua.
Lo más importante a partir de este momento será el mantener y sostener las mejoras que se han
propuesto, además de institucionalizarlas para que se mantengan por generaciones y no surja
nuevamente el defecto en algunos años.
El reto para el equipo será el replicar esta metodología en nuevos retos, el mantener vivo el enfoque
de la mejora continua y detectar nuevas áreas de oportunidad que le den significativo valor a la
compañía.




























