Embed Size (px)
Citation preview

Mess- und Auswertestrategien zur modellbasierten Bewertung funktionaler Eigenschaften
mikrostrukturierter Oberflächen
Der Technischen Fakultät der Friedrich-Alexander-Universität
Erlangen-Nürnberg zur
Erlangung des Doktorgrades
D O K T O R - I N G E N I E U R
vorgelegt von Wito Daniel Hartmann
aus Berlin

Als Dissertation genehmigt
von der Technischen Fakultät
der Friedrich-Alexander-Universität Erlangen-Nürnberg
Tag der mündlichen Prüfung: 02.12.2014
Vorsitzende des Promotionsorgans: Prof. Dr.-Ing. habil. Marion Merklein
Gutachter: Prof. Dr.-Ing. Prof. h.c. mult. Dr.-Ing. E.h. Dr. h.c. mult. Albert Weckenmann
Prof. Dr. rer. nat. Stephanus Büttgenbach

Zusammenfassung
Funktionale Mikrostrukturen tragen zur Optimierung von Produkten bei, wodurch die-se effizienter, aber auch hinsichtlich der Tolerierung, der Fertigung und der Qualitäts-sicherung komplexer werden. Herkömmliche Toleranzkonzepte für die Spezifikation und Verifikation von geometrischen Merkmalen, wie ISO GPS, stoßen im Mikro- und Nanometerbereich an ihre Grenzen, da Wirkzusammenhänge zwischen geometri-schen und nicht-geometrischen Merkmalen, welche die Funktionsfähigkeit eines Werkstücks signifikant beeinflussen, nicht mehr ausreichend abgebildet werden kön-nen. Im konstruktionsorientierten Verifikationsprozess werden so nur genormte Kenngrößen unabhängig voneinander erfasst und bewertet. Eine ganzheitliche, mehrdimensionale Bewertung erfasster Messdaten hinsichtlich einer funktionsorien-tierten Konformitätsentscheidung fehlt.
Die vorliegende Arbeit zeigt einen Ansatz zur Lösung dieses Defizites mittels einer übertragbaren Methode zur modellbasierten und auf Oberflächenmessdaten beru-henden prädikativen Beurteilung des Grades der zu erwartenden Funktionsfähigkeit strukturierter Werkstückoberflächen. Die Grundlage bildet ein mathematisch-physikalisches Modell der Funktion, das funktionale Zusammenhänge einer Mikro-struktur beschreibt und mit dem die Funktionsfähigkeit basierend auf Oberflächen-messwerten prognostiziert wird. Ferner werden zur effizienten Weiterverarbeitung von Messdaten in Simulationen universelle, segmentierungsbasierte Auswerteverfah-ren für die automatische Merkmalextraktion von Regelgeometrien strukturierter To-pografien bereitgestellt. Am Beispiel der Mikrostruktur einer Druckwalze wird de-monstriert, dass mit diesem modellbasierten Lösungsansatz funktional wichtige Pa-rameter identifiziert werden können und die Funktionsfähigkeit der Topografie fun-dierter beurteilt werden kann.

Abstract
Functional microstructures contribute to the optimization of products, making them more efficient, but also in terms of tolerancing, manufacturing and quality assurance more complex. Conventional tolerance concepts for the specification and verification of geometric features, like ISO GPS, seem to reach to their limits in the micro-and nanometer range, since function-dominating relationships between geometric and non-geometric features cannot be described adequately. Thus, in the design-oriented verification process only standardized parameters are measured and evaluated inde-pendently. A holistic, multidimensional assessment of measurement data in terms of a function-oriented conformity decision is missing.
This work introduces an approach for the elimination of this shortcoming by means of a holistic, model-based evaluation method for the functional ability of microstructured surfaces in the context of the entire manufacturing process chain. The method is based on a mathematical-physical model of the function, which is used to describe functional relationships of the microstructure and is able to predict its functional ability based on surface measurements. For an efficient processing of measurement data in simulations, a universal, segmentation-based evaluation method is provided for the automated extraction and assessment of functional features of structured topogra-phies. Using the example of a printing roll, it was demonstrated that parameters, which are crucial for the function, could be identified with this method and thus the functionality of the topography can be assessed more reliably.

Danksagung
Die vorliegende Arbeit entstand während meiner Tätigkeit als wissenschaftlicher Mit-arbeiter bzw. akademischer Rat am Lehrstuhl Qualitätsmanagement und Ferti-gungsmesstechnik (QFM) der Friedrich-Alexander-Universität Erlangen-Nürnberg.
Meinem Doktorvater Prof. Dr.-Ing. Prof. h.c. mult. Dr.-Ing. E.h. Dr. h.c. mult. Albert Weckenmann, dem Gründer des Lehrstuhls QFM, gilt mein besonderer Dank für das entgegengebrachte Vertrauen und die Übertragung herausfordernder Aufgaben in Forschung und Lehre, die Anregung und die hilfreichen Diskussionen zu der Arbeit sowie die Übernahme des Hauptreferats.
Prof. Dr. rer. nat. Stephanus Büttgenbach, Leiter des Instituts für Mikrotechnik (IMT) der Technischen Universität Braunschweig, danke ich für die Übernahme des Korre-ferates.
Prof. Dr.-Ing. Dietmar Drummer, Inhaber des Lehrstuhls für Kunststofftechnik (LKT) der Friedrich-Alexander-Universität Erlangen-Nürnberg, danke ich für die Übernahme des Prüfungsvorsitzes.
Prof. Dr.-Ing. Reinhard Lerch, Inhaber des Lehrstuhls für Sensorik (LSE) der Fried-rich-Alexander-Universität Erlangen-Nürnberg, danke ich für die Teilnahme als weite-rer Prüfer an der mündlichen Prüfung.
Prof. Dr.-Ing. habil. Tino Hausotte, Inhaber des Lehrstuhls für Fertigungsmesstechnik (FMT) der Friedrich-Alexander-Universität Erlangen-Nürnberg, gilt mein Dank für die gewährte wissenschaftliche Handlungsfreiheit. Ferner danke ich allen derzeitigen und ehemaligen Mitarbeiterinnen und Mitarbeitern des Lehrstuhls QFM und des Lehr-stuhls FMT für die angenehme Arbeitsatmosphäre, die gute Zusammenarbeit bei verschiedenen Projekten und interessante Diskussionen.
Meiner Familie und meinen Freunden danke ich für Ihr Verständnis und die Unter-stützung im privaten Bereich während der gesamten Zeit. Besonderer Dank obliegt den akribischen Korrekturlesern dieser Arbeit, nämlich Silke Wilpert und meinem Bruder, Dr. rer. nat. David Hartmann. Mein besonderer Dank gilt nicht zuletzt meinen Eltern. Sie ermöglichten es mir, diesen Weg zu beschreiten.
Erlangen, im Dezember 2014 Wito Daniel Hartmann

Das Volumen des Festkörpers wurde von Gott geschaffen,
seine Oberfläche aber wurde vom Teufel gemacht.
Wolfgang Ernst Pauli, 25.04.1900 – 15.12.1958

Inhaltsverzeichnis i
Inhaltsverzeichnis
1 Einleitung 1
2 Aktueller Stand der Normung zur geometrischen Tolerierung und
dessen Hintergründe 3
2.1 Historischer Hintergrund ..................................................................................... 3
2.2 Aktueller Stand des Toleranzkonzeptes GPS ..................................................... 7
2.2.1 Grundlegende Annahmen ........................................................................ 8
2.2.2 Grundsätze ............................................................................................... 8
2.2.3 Unsicherheiten ........................................................................................ 11
2.2.4 Unterstützende Methoden und Werkzeuge ............................................ 13
2.3 Defizite .............................................................................................................. 14
3 Stand der Technik zur Charakterisierung und Bewertung von
Oberflächentopografien 18
3.1 Beschreibung der Oberflächengestalt im Mikro- und Nanometerbereich .......... 18
3.1.1 Filterung.................................................................................................. 19
3.1.2 Oberflächenkenngrößen ......................................................................... 21
3.1.3 Weitere Klassifizierungsmöglichkeiten ................................................... 24
3.2 Bewertung der Oberflächengestalt im Mikro- und Nanometerbereich ............... 25
3.2.1 Direkte Funktionsprüfung........................................................................ 25
3.2.2 Indirekte Funktionsprüfung ..................................................................... 27
3.3 Defizite .............................................................................................................. 34
4 Zielsetzung und wissenschaftlicher Ansatz 38
4.1 Ziele dieser Arbeit ............................................................................................. 38
4.2 Wissenschaftlicher Ansatz ................................................................................ 39
4.3 Nutzen der Arbeit .............................................................................................. 43
5 Klassifizierung von Oberflächenfunktionen für technische
Anwendungen 45
5.1 Abstraktion des Begriffs Oberflächenfunktion ................................................... 45
5.2 Elementare Oberflächeneigenschaften ............................................................. 47
5.2.1 Mechanische Oberflächeneigenschaften ................................................ 48
5.2.2 Optische Oberflächeneigenschaften ....................................................... 49
5.2.3 Adhäsive Oberflächeneigenschaften ...................................................... 51
5.3 Klassifizierungsschema für Oberflächenfunktionen als Orientierungshilfe für die Modellierung ........................................................................................... 52

Inhaltsverzeichnis ii
6 Methoden und Werkzeuge zur erweiterten
Oberflächencharakterisierung 57
6.1 Segmentierungsbasierte Auswertestrategie für topografische 3D-Messdaten......................................................................................................... 57
6.1.1 Datenvorverarbeitung ............................................................................. 58
6.1.2 Segmentierung ....................................................................................... 59
6.1.3 Klassifizierung ........................................................................................ 66
6.1.4 Merkmalbasierte Auswertung ................................................................. 67
6.1.5 Validierung der segmentierungsbasierten Auswertungen ...................... 73
6.2 Verfahren zum Auffinden identischer Messpositionen ...................................... 76
6.3 Replikationstechniken ....................................................................................... 77
7 Anwendungsbeispiel: Verifikation der Funktionsfähigkeit
mikrostrukturierter Druckwalzen 79
7.1 Grundlagen zu Rasterwalzen bei Kurzfarbwerken ............................................ 79
7.2 Strategie zur modellgestützten Verifikation der funktionalen Spezifikation ....... 82
7.3 Modellierung der Funktion ................................................................................. 83
7.4 Simulation der Funktion .................................................................................... 88
7.5 Geometrische Charakterisierung der Mikrostruktur von Rasterwalzen ............. 91
7.6 Validierung des Modells .................................................................................... 94
7.7 Verifikation der Funktion ................................................................................... 95
7.8 Ermittlung eines robusten Prozessfensters hinsichtlich Farbdichte- und Fertigungsschwankungen ................................................................................. 98
7.9 Fazit ................................................................................................................ 100
8 Zusammenfassung und Ausblick 102
9 Schrifttum 105
9.1 Normen und Richtlinien ................................................................................... 105
9.2 Literatur ........................................................................................................... 109
10 Anhang 127
10.1 Vergleichsmessungen zur Auswahl eines geeigneten Messgerätes für die Charakterisierung der Mikrostruktur von Rasterwalzen ................................... 127
10.1.1 Vergleich ausgewählter optischer Oberflächenmessgeräte .................. 127
10.1.2 Vergleich mit Tastschnittmessung ........................................................ 129
10.2 Messsystemanalyse zur Bewertung der manuellen und automatisierten Auswertung vom Rasterwalzenmikrostrukturen .............................................. 130

Abkürzungsverzeichnis iii
Abkürzungsverzeichnis
Allgemeine Abkürzungen
Abkürzung Erläuterung
2D Zweidimensional
3D Dreidimensional
ASME American Society of Mechanical Engineers
BEM Randelementmethode (Boundary Element Method)
BIPM Bureau International des Poids et Mesures
BRDF Bidirectional Reflectance Distribution Function
BS Bedruckstoff
CAD Computer-Aided Design
CAM Computer-Aided Manufacturing
CAP Computer-Aided Planing
CAQ Computer-Aided Quality Assurance
CAT Computer-Aided Tolerancing
CCD Charge-Coupled Device
CVD Chemical Vapour Deposition (Chemische Gasphasenabscheidung)
CWL Chromatisch-konfokaler Weißlichtpunktsensor
DF Druckform
DFA Design For Assembly
DFM Design For Manufacturability
DFR Design For Reliability
DFT Design For Testability
DIN Deutsches Institut für Normung e. V.
DIS Technical Specification
EN Europäische Norm
FDM Finite Differenz Methode
FEM Finite Element Methode
fl. flüssig
FV Fokusvariation
FVM Finite Volumen Methode
gasf. gasförmig
GD&T Geometric dimensioning and tolerancing
Gl. Gleichung
GPS Geometrische Produktspezifikation und Verifikation
GUM Guide to the Expression of Uncertainty in Measurement

Abkürzungsverzeichnis iv
immat. immateriell (Energie, Information)
ISO International Organisation for Standardization
JCGM Joint Committee for Guides in Metrology
KG Kenngröße
KMG Koordinatenmessgerät
L Links
M Mitte
MEMS Mikro-elektro-mechanische Systeme
MU Messunsicherheit
OEM Original Equipment Manufacturer
OE Oberflächeneigenschaften
PECM Gepulst-elektrochemisches Mikrofräsen
PTB Physikalisch-Technische Bundesanstalt
PVD Physical Vapour Deposition (Physikal. Gasphasenabscheidung)
QFD Quality Function Deployment
QFM Lehrstuhl Qualitätsmanagement und Fertigungsmesstechnik der Friedrich-Alexander-Universität Erlangen-Nürnberg
R Rechts
REM Rasterelektronenmikroskop
RW Rasterwalze
SPC Statistische Prozesskontrolle
TC Technical Committee
TCAD Technology Computer-Aided Design
TR Technical Report
TS Technical Specification
TS 1 Teststruktur 1
TSG Tastschnittgerät
VDI Verein Deutscher Ingenieure
WLI Weißlichtinterferometer
WS Wasserscheide
Größen mit lateinischen Buchstaben
� Fläche �� Farbfläche � Dichtewert � Kraft �� Adhäsionskraft

Abkürzungsverzeichnis v
�� Farbbreite ���� Kreuzkorrelationsfunktion � Kapillarkraft ���� Normierte Kreuzkorrelationsfunktion �� Flankenwinkel � Gravurtiefe ��� Absolut gemittelte Höhenlage nach [ISO 5436-1:2000, ISO 25178-70:2014] �� Haschurbreite � Messpunkt (als Indizes verwendet) � Konstante � Konstante � Länge ���� Gemessene Größe (als Indizes verwendet) � Messpunktanzahl �� Empirischer Faktor der Katayama-Guggenheim-Gleichung �� Öffnungsbreite � Druck � Remissionswert ��� Quadratisches Mittel (root mean square) � Standardabweichung der Stichprobe �� Stegbreite ��� Simulativ berechnete Größe (als Indizes verwendet) �� Fertigungsprozessstreuung Toleranzbreite � Kritische Temperatur einer Flüssigkeit � Temperatur (Katayama-Guggenheim-Gleichung) � ! Relative gemittelte Tiefe " Volumen "�# Übertragenes Farbvolumen auf Bedruckstoff "$� Übertragenes Farbvolumen auf Druckform "%& Volumen "'( Schöpfvolumen der Rasterwalze � Breite einer Stufe nach [ISO 5436-1:2000, ISO 25178-70:2014]
�,'( Arbeit, die aufgrund der Kapillarwirkung der Rasterwalze geleistet wird. * x-Koordinate eines Messpunktes *̅ Mittelwert einer Stichprobe

Abkürzungsverzeichnis vi
*, Median einer Stichprobe - y-Koordinate eines Messpunktes . z-Koordinate eines Messpunktes ./ Höhe des Messpunktes �
Größen mit griechischen Buchstaben
0 Gewindeprofilwinkel 01! Geschlossener Leerflächenanteil 01!2 Maximum des geschlossenen Leerflächenanteils 023 Materialfläche 045 Offene Leerfläche 6 Benetzungswinkel 7 Oberflächenspannung
78 Flüssigkeitsspezifische Konstante (Katayama-Guggenheim-Gleichung) 79 Oberflächenspannung einer Flüssigkeit (Liquid) 7# Oberflächenenergie eines Festkörpers (Solid)
7#9 Grenzflächenspannung zwischen Flüssigkeit (Liquid) und Festkörper (Solid)
Genannte 2D-Oberflächenkenngrößen am Rauheitsprofil nach [ISO 4287:2010] und [ISO 13565-2:1998]
�: Arithmetisches Mittel der Abweichungen vom Durchschnitt �;< Durchschnittliche quadratische Neigung der Profilpunkte �� Kernrauheitstiefe �=> Spitzenzahl (Anzahl von Spitzen pro Zentimeter) ��� Reduzierte Spitzenhöhe (Rauheitshöhe der Spitzen) �< Arithmetische Quadratur der Abweichungen vom Durchschnitt ��� Durchschnittliche Breite der Profilelemente �? Gesamthöhe des Profils auf der Berechnungslänge �@� Reduzierte Taltiefe (Rauheitstiefe der Mulden) �. Maximale Höhe des Profils, innerhalb einer Einzelmessstrecke
Genannte 3D-Oberflächenkenngrößen nach [ISO 25178-2:2012] und [ISO 13565-2:1998]
�10. Zehn-Punkte-Höhe der Oberfläche

Abkürzungsverzeichnis vii
�5� Fünf-Punkte-Spitzenhöhe der Oberfläche �5@ Fünf-Punkte-Muldenhöhe der Oberfläche �: Arithmetische mittlere Höhe �:& Autokorrelations-Länge der Oberfläche �;:(>) Geschlossener Muldenbereich beim Höhenschnitt c �;< Quadratischer Mittelwert der Neigung der Oberfläche �;F Gestrecktes Aussehensverhältnis der Oberfläche �;@(>) Geschlossenes Muldenvolumen beim Höhenschnitt c �ℎ:(>) Geschlossener Hügelbereich beim Höhenschnitt c �ℎ@(>) Geschlossenes Hügelvolumen beim Höhenschnitt c �� Kernrauheitstiefe ��> Höhe des Materialanteils der Oberfläche ��F Flächenmaterialanteil ��> Arithmetischer Spitzen-Krümmungsmittelwert der Oberfläche ��; Spitzendichte der Oberfläche ��� Reduzierte Spitzenhöhe (Rauheitshöhe der Spitzen) �< Durchschnittliche quadratische Höhe der Oberfläche �?; Texturrichtung �?F Textur-Aussehensverhältnis der Oberfläche �@� Reduzierte Taltiefe (Rauheitstiefe der Mulden) �. Maximale Höhe "� Materialvolumen der Oberfläche "�> Leervolumen des Kerns der begrenzten Oberfläche "�� Materialvolumen der Spitzen der begrenzten Oberfläche "@ Leervolumen der Oberfläche "@@ Hohlvolumen der Mulden der begrenzten Oberfläche

1 Einleitung 1
1 Einleitung
Unternehmenserfolge lassen sich auf Dauer nur durch innovative Produkte mit maßge-schneiderter Funktionalität sichern, die steigenden Qualitäts- und Zuverlässigkeitsanfor-derungen bei unverminderter oder sogar besserer Funktionssicherheit und geringen Produktionskosten gerecht werden [SCHULTZ-WILD 1997, KLOCKE 2008]. Angesichts der gestiegenen Anforderungen an die Funktionsvielfalt und Bauteilleistungsdichte beginnt man im Bereich der Mikrofertigungstechnik vielversprechende im Labor erzielte For-schungsergebnisse, wie z. B. Mikrolinsen-Arrays für 3D-Displays und Solarzellen [YANG
2007, FANG 2008], Mikrozahnräder für Miniaturantriebe oder allgemein mikro-elektro-mechanische Systeme (MEMS) [BÜTTGENBACH 2011] für die Serienfertigung vorzuberei-ten [WECKENMANN 2012B]. Insbesondere mikrostrukturierte Oberflächen nehmen hierbei eine Schlüsselstellung ein, da mit diesen konventionelle Bauteile im Makrobereich z. B. mit reibungsreduzierenden Mikrostrukturen (z. B. Kurbelwellen in [ZIMMERMANN 2012]) optimiert werden können oder sogar mit zusätzlichen Funktionen wie Selbstreinigungs-effekten ausgestattet werden können (z. B. Displays in [PARK 2012]).
Bei Serienprodukten des Maschinenbaus wird die geforderte Funktion eines Werkstücks vom Konstrukteur in geometrische Spezifikationen (Maße, Toleranzen) gemäß des in-ternationalen Toleranzkonzeptes Geometrische Produktspezifikation und Verifikation (GPS) nach [ISO 8015:2011] bzw. in den USA gemäß Geometrical Dimensioning and
Tolerancing (GD&T) nach [ASME Y14.5:2009] übersetzt [KLEIN 2006]. Den gestiegenen Anforderungen und der erhöhten Komplexität von Werkstücken begegnet man mit im-mer geringeren, meist linear herabskalierten, geometrischen Toleranzen, welche nach [NIELSEN 2012A] um den Faktor 10 alle 50 Jahre reduziert werden. Mit diesem „law of
reduction“ kann die Fertigung noch Schritt halten, wie Norio Taniguchi bereits 1983 vor-hergesagt hat [TANIGUCHI 1983]. Diese Annahme gilt allerdings nur für Maßtoleranzen (Abstände, Durchmesser), welche sowohl für die Fertigungsmaschinen als auch für Messgeräte als gut kontrollierbar gelten. Geometrische Merkmale hinsichtlich Form, La-ge, Position sowie Oberflächeneigenschaften im Mikro- und Nanometerbereich gelten hingegen als weniger gut beherrschbar, da diese nicht direkt von den Stellgrößen einer Fertigungsmaschine abhängen [ISO/TC 213 2012].
Aktuell haben Maß-, Form- und Lagetoleranzen im Fertigungsprozess ein Niveau er-reicht, bei dem Abweichungen von wenigen µm – also die Qualität der Oberflächenrau-heit – über Gut- oder Schlechtteil entscheiden [LU 2013]. Ferner sind aktuelle Toleranz-systeme praktisch nur auf die Funktion Paarungsfähigkeit (Austauschbarkeit, Montier-
barkeit) ausgelegt [NIELSEN 2000] – Paarungsfähigkeit ist allerdings nicht mehr die einzi-ge Funktion von Werkstücken. Andere funktionale Anforderungen wie Dichtheit, Gleiten, Selbstreinigung (Hydrophobie), Lichtabsorption oder andere dominieren im Mikro- und Nanometerbereich. Hier ist die Grenze erreicht, an dem herkömmliche, paarungsorien-

1 Einleitung 2
tierte Toleranzkonzepte für die Verifikation der Funktionsfähigkeit eines Bauteils nicht mehr ausreichend sind, da nichtlineare Wechselwirkungen und nicht-geometrische Ein-flüsse nur mit hohen Unsicherheiten berücksichtigt werden können. Die Folge ist, dass im Verifikationsprozess Oberflächenstrukturen basierend auf ungeeigneten, geometri-schen Spezifikationen fehlerhaft bewertet werden. Dies kann zur Verschwendung von Ressourcen (bei negativer Bewertung eines funktionierenden Bauteils) oder sogar zum Imageschaden des Unternehmens (bei positiver Bewertung eines nicht-funktionierenden Bauteils) führen.
Bei Oberflächenstrukturen im Mikro- und Nanometerbereich verschwimmen die klassi-schen Grenzen zwischen den wissenschaftlichen Disziplinen, da mechanische, opti-sche, elektrische, thermische, adhäsive und chemische Oberflächeneigenschaften mit geometrischen Oberflächeneigenschaften interagieren [HELMBRECHT 2007, CZICHOS
2013]. Mit der Verfügbarkeit hochauflösender Oberflächenmessgeräte, wie z. B. Raster-sondenverfahren, ist es möglich, Oberflächeneigenschaften besser zu charakterisieren und eine Beziehung zwischen geometrischen Oberflächeneigenschaften und dem Funk-tionsverhalten herzustellen [BRUZZONE 2008]. Allerdings werden nur von wenigen Unter-nehmen gezielt Wirkzusammenhänge zwischen geometrischen und funktionalen Eigen-schaften bei der Spezifikation und Verifikation der geometrischen Merkmale genutzt und weiterentwickelt [ENGELMANN 2007].
Die fortschreitende Entwicklung zur Miniaturisierung und Funktionalisierung von geo-metrischen Oberflächenmerkmalen erfordert neue Methoden zu deren Bewertung und Verifikation. Gegenstand dieser Arbeit ist es daher, Mess- und Auswertestrategien zur ganzheitlichen, modellbasierten Bewertung funktionaler Eigenschaften mikrostrukturier-ter Oberflächen bereitzustellen. Ziel ist es, nicht nur den Funktionsgrad idealer Mikro-strukturen zu bestimmen, sondern auch die Funktionsfähigkeit von realen, mit Ferti-gungsabweichungen behafteten Mikrostrukturen basierend auf Oberflächenmesswerten mit einem mathematisch-physikalischen Modell der Funktion zu prognostizieren.
Zur Herausarbeitung der Problemstellung und eines übertragbaren Lösungsansatzes (4. Kapitel) werden im 2. Kapitel zunächst die Hintergründe und der aktuelle Stand der Normung zur geometrischen Tolerierung analysiert. Ferner werden im 3. Kapitel aktuelle Verfahren zur Charakterisierung und Bewertung von Topografien sowie deren Defizite hinsichtlich ihrer Anwendbarkeit auf geometrisch bestimmte Mikrostrukturen vorgestellt. Um den Lösungsansatz auf eine konkrete Problemstellung anwenden zu können, sind zum einen die Kenntnis grundlegender Wirkzusammenhänge zwischen geometrischen und nicht-geometrischen Oberflächeneigenschaften und zum anderen erweiterte Aus-werteverfahren zur Merkmalextraktion von Mikrostrukturen erforderlich. Diese Grundla-gen werden in den Kapiteln 5 und 6 gelegt. Im Kapitel 7 wird der Lösungsansatz am Beispiel einer mikrostrukturierten Druckwalze unter Nutzung der vorgestellten, erarbeite-ten Grundlagen angewandt.

2 Aktueller Stand der Normung zur geometrischen Tolerierung und dessen Hintergründe 3
2 Aktueller Stand der Normung zur geometrischen Tolerierung und dessen Hintergründe
2.1 Historischer Hintergrund
Vor der Zeit der Serienfertigung sicherten Handwerker bei der Montage die ord-nungsgemäße Funktion individuell hergestellter Werkstücke durch eine arbeitsinten-sive, manuelle Anpassung der Teile zueinander. Die gefertigten Produkte stellten Einzelstücke dar, für die Ersatzteile im Reparaturfall ebenfalls per Hand einzupassen waren [KÖNIG 2000]. Technische Konstruktionsvorgaben wurden durch ein physikali-
sches Modell (Meisterstück) definiert, welches reproduziert wurde.
Gegen Ende des 18. Jahrhunderts, getrieben durch Rationalisierungsmaßnahmen bei der Produktion von Musketen, machten Honoré Blanc in Frankreich und Eli Whit-
ney in den USA die Idee von austauschbaren Teilen populär [WECKENMANN 2013B]. Zu Beginn brachte dieses System der Austauschbarkeit, welches aus der Kombinati-on spezialisierter Maschinenarbeit und qualifizierter Handarbeit bestand, keine Kos-tenvorteile und wurde daher nur zögerlich eingesetzt [KÖNIG 2000]. Erst im Laufe des 19. Jahrhunderts zeichneten sich Kostenvorteile ab, als es mit der Weiterentwicklung von Fertigungsmaschinen zur präzisen, spanenden Bearbeitung metallischer Werk-stoffe und der Einführung von Grenzlehren zur Prüfung der Maßhaltigkeit von Einzel-teilen es möglich war, Werkstücke zeitlich und örtlich getrennt austauschbar zu ferti-gen und ohne Nacharbeit bei gleichbleibender Funktionsfähigkeit des Endprodukts zu montieren [JAIKUMAR 2005]. Durch die erreichte Austauschbarkeit von Einzelteilen wurde zum einen die Reparatur des Produktes vereinfacht, zum anderen wurde die Arbeitsteilung und Spezialisierung in der Industrie ermöglicht, um Erzeugnisse in größeren Stückzahlen, in kürzeren Zeiten und mit niedrigeren Kosten herzustellen. Indem man bei der Konstruktion und Fertigung den Schwerpunkt auf die Paarungs-
fähigkeit bzw. Austauschbarkeit von Werkstücken legte, verlagerte sich der Fokus der Qualitätssicherung von der Produktfunktionalität zur Produktkonformität.
In diesem Zusammenhang gewann auch die technische Zeichnung an Bedeutung, die zum ersten Mal 1798 von Gaspard Monge in seiner formalen Abhandlung Géométrie descriptive beschrieben wurde [MONGE 1798]. Anstelle ambivalenter, phy-
sikalischer Modelle (Meisterstücke), an denen sich Arbeiter bei der Fertigung orien-tierten, welche aber aufgrund der damaligen Fertigungsgenauigkeiten nie identisch waren, diente nun eine technische Zeichnung als theoretisches geometrisches Mo-
dell und als Grundlage für den Herstellungsprozess [JAIKUMAR 2005]. Die ursprüngli-che vom Ingenieur beabsichtigte Gestalt eines Werkstücks konnte somit in einer Zeichnung mit Angabe von Dimensionen eindeutig für die Fertigung spezifiziert und mithilfe entsprechender Messinstrumente, wie Messschieber, Mikrometerschraube oder Messuhr überprüft werden. Die technische Zeichnung entwickelte sich im Laufe

2 Aktueller Stand der Normung zur geometrischen Tolerierung und dessen Hintergründe 4
des 20. Jahrhunderts zum „Dolmetscher“ zwischen der Konstruktion, der Fertigung und der Produktverifikation (Prüfung) und verstärkte die Arbeitsteilung zwischen die-sen Bereichen im Sinne von Frederick Winslow Taylor (Taylorismus). Da aufgrund fertigungsspezifischer Unvollkommenheiten Abweichungen von der Soll-Form un-vermeidlich sind, wurden Maßangaben mit Toleranzen ergänzt und in der techni-schen Zeichnung dokumentiert. Durch die Spezifikation von geometrischen Toleran-zen beschränkte man die maximalen Abweichungen von der Soll-Form, in denen die Funktion Paarungsfähigkeit bzw. Austauschbarkeit für die Montage noch erfüllt ist.
Damit ebnete man den Weg für eine kostengünstige Massenproduktion, dessen Hauptelement nicht das Fließband war, sondern „vielmehr die vollständige und pass-genaue Austauschbarkeit der Bauteile und die Einfachheit ihres Zusammenbaus“ [WOMACK 1991]. Dennoch gestaltete sich die dezentrale Massenproduktion von kom-plexen Produkten wie z. B. dem Automobil als schwierig, da zu dieser Zeit für Teile-Zulieferer kein einheitliches Maßsystem existierte. Einheitliche Lehren und Vorrich-tungen fehlten zudem, was damals zum unerklärlichen Phänomen der „schleichen-den Maßwanderung“ führte [KLEIN 2006]. Der US-amerikanische Industrielle Henry
Ford erkannte dieses Defizit der bestehenden Fertigung und bestand auf ein einheit-liches Mess- und Lehrensystem im gesamten Produktionsprozess, als er 1903 seine Fabrik konzipierte. Durch das maßgenaue Arbeiten konnten Montagekosten einge-spart werden. Niemand sonst erzielte zu dieser Zeit einen so hohen ökonomischen Nutzen mit dieser erkannten Ursache-Wirkung-Beziehung und deren eingeführte Lö-sung [WOMACK 1991].
Paarungsfähigkeit (bzw. Austauschbarkeit oder Montierbarkeit) war die wichtigste funktionale Anforderung an Werkstücke in dieser Zeit und ist auch heute noch sehr bedeutend für Werkstücke im Makro-Bereich [NIELSEN 2003]. Maßtoleranzen allein sind bei hohen Qualitäts- und Zuverlässigkeitsanforderungen hierfür nicht ausrei-chend, da mit dem Zweipunktmaß1 Formabweichungen nicht erfasst werden können, welche die Funktion Paarungsfähigkeit zweier Werkstücke beeinträchtigen. Die Defi-zite des damaligen Toleranzsystems, welches auf reinen Maßtoleranzen basierte (Plus-Minus-System), verschärften sich während des Zweiten Weltkrieges, als die Waffenproduktion hohe Ausschussraten aufgrund mangelnder Paarungsfähigkeit der Einzelteile hinnehmen musste [KRULIKOWSKI 1998]. Dennoch hielt man in Deutsch-land bis in die 1960er Jahre Maßtoleranzen bzw. Zweipunktmaße für ausreichend, während in den USA bereits die Notwendigkeit erkannt wurde, Abweichungen auch hinsichtlich der Form, der Lage und der Orientierung einzuschränken [KLEIN 2006].
1 Örtliches Längenmaß, definiert in [ISO 14405:2014] als Abstand zwischen zwei einander gegenüber-liegenden Punkten auf einem Maßelement.

2 Aktueller Stand der Normung zur geometrischen Tolerierung und dessen Hintergründe 5
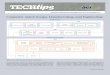
Die Entwicklung standardisierter Toleranzdefinitionen erfolgte im 20. Jahrhundert zweigleisig in den Industrieländern in Europa und Amerika, sodass heute fast welt-weit verbindliche geometrische Vorgaben und Grenzen durch das Toleranzkonzept Geometrische Produktspezifikation und Verifikation (GPS) beschrieben werden, wäh-rend in den USA das Toleranzkonzept Geometrical Dimensioning and Tolerancing (GD&T) als Standard gilt (Bild 2-1). Das Toleranzkonzept GD&T basiert auf dem von dem Taylor’schen Prüfgrundsatz auferlegten Einschränkungen (= Rule #1 von
Bild 2-1: Meilensteine bei der historischen Entwicklung der Standard-Toleranzkonzepte GPS
und GD&T [TRUMPOLD 1997, CONCHERI 2001 KLEIN 2006, KLEIN 2008, FISCHER 2011,
BENNICH 2013, PERINORM 2014]
1900 1920 1940 1960 1980 2000
vor 1917
Nationale Maß- und Passsysteme
1917
ISA-Passungen
1962
Toleranzen und Passungen (ISO/R 286)
1964
Maß- und Winkeltoleranzen (ISO/R 406)
1969
Form- und Lagetolerierung (ISO/R 1101/I)
1974
Maximum-Material-Prinzip(ISO 1101/II, später ISO 2692)
1975
Rauheitsmessung mit Tastschnittgeräten (ISO 3274)
1984
Rauheitsparameter (ISO 4287, ISO 4288)1983
Form- und Lagetolerierung; Form-, Richtungs-, Orts- und Lauftoleranzen (ISO 1101)
1985
Unabhängigkeitsprinzip (ISO 8015)
1995
GPS Masterplan (ISO/TR 14638)
2010
Flächige Rauheits-parameter (ISO 25178)
2011
GPS Prinzipien (ISO 8015, ISO 14405)
1905
Taylor‘scher Prüfgrundsatz (Hüllbedingung)
2009
ASME Y14.5
1938
Kreisförmige Toleranzzone der Positionstoleranz (Stanley Parker)1940
Maximum Material Bedingung (Chevrolet Draftsman’s Handbook)1949
Form- und Lage-Konzepte (MIL-STD-8)1957
American Drafting Standard Manual (ASA-Y14.5)1966
Dimensioning and Tolerancing for Engineering Drawings (USASI Y14.5)
1973
Dimensioning and Tolerancing (ANSI Y14.5)
1994
Dimensioning and Tolerancing(ASME Y14.5M)GD&T
GPS
1982
ANSI Y14.5M (M: metric compatible)
LegendeMIL-STD: Military StandardASA: American Standards Association USASI: United States of America
Standards InstituteANSI: American National Standards
InstituteASME: American Society of Mechanical
EngineersISA: International Federation of the
National Standardizing Associations
ISO: International Organization for Standardization

2 Aktueller Stand der Normung zur geometrischen Tolerierung und dessen Hintergründe 6
GD&T) [SRINIVASAN 2013] und entwickelte sich über militärische Normen zur heutigen gültigen Norm [ASME Y14.5:2009], welche vom Berufsverband der Maschinenbauin-genieure in den USA (American Society of Mechanical Engineers – ASME) verant-wortet wird [KRULIKOWSKI 1998, NIELSEN 2004]. In Deutschland waren hingegen Maß- und Passungssysteme Grundlage für die Entwicklung heutiger DIN-Normen zur Be-schreibung von geometrischen Toleranzen. Um einen internationalen Austausch von Waren sicherzustellen und Fehlinterpretationen in der Messtechnik auszuschließen, wurden nationale DIN-Normen (z. B. Hüllbedingung ohne Zeichnungseintrag nach [DIN 7167:1987]) in den letzten Jahren durch internationale ISO-Normen ersetzt. Grundnorm für das aktuelle Toleranzkonzept GPS ist die [ISO 8015:2011]. Das Kon-zept des vollständigen ISO-GPS-Systems und der ISO-GPS-Masterplan werden in der Norm [ISO 14638:2013] beschrieben, welche vom internationalen technischen Komitee ISO/TC 213 erarbeitet wurde. Wichtige Meilensteine zur Entwicklung von GPS und GD&T sind im Bild 2-1 chronologisch aufgeführt. Unterschiede zwischen diesen werden z. B. in [CONCHERI 2001] verdeutlicht. Elementare GPS-Grundsätze wie das Unabhängigkeitsprinzip werden im Kapitel 2.2.2 erläutert.
Die zunehmend präzisere Definition von Form- und Lagetoleranzen ist auch dem Fortschritt in der Messtechnik anzurechnen, welche sich in der zweiten Hälfte des 20. Jahrhunderts von der Erfassung und Auswertung reiner Zweipunktmaße (1D-Messung) zu Vielpunktmessungen mit Ausgleichsrechnungen (2D-/3D-Messung) weiterentwickelte. In der dimensionellen Messtechnik begann man, immer mehr in Koordinaten zu denken. Mit der Verfügbarkeit leistungsfähiger und kostengünstiger Computer kamen in den 1970er Jahren die ersten Koordinatenmessgeräte auf den Markt [WECKENMANN 2012A]. Gegenüber Handmessmitteln, wie Schiebelehren und Bügelmessschrauben, oder Profilprojektoren, bei denen Messgrößen (z. B. Abstän-de, Durchmesser) unabhängig voneinander gemessen werden, beziehen sich alle mit einem Koordinatenmessgerät bestimmten 3D-Koordinatenwerte der Werkstückober-fläche auf ein gemeinsames Gerätekoordinatensystem. Dies ermöglicht die Anwen-dung komplexer Auswerteverfahren, wie z. B. nicht-lineare Filter oder funktionsorien-tierte Auswertekriterien (Hüllbedingung, Pferchbedingung, Minimumbedingung [WECKENMANN 1995, SRINIVASAN 2010]), und sogar die Berechnung von dreidimen-sionalen Abweichungen nicht-verkörperter Geometrieelemente (z. B. Winkelabwei-chungen einer Bohrungsachse) [WECKENMANN 2013B].

2 Aktueller Stand der Normung zur geometrischen Tolerierung und dessen Hintergründe 7
2.2 Aktueller Stand des Toleranzkonzeptes GPS
Gemäß des Masterplans [ISO 14638:2013] (ehemals [DIN V 32950:1997]) werden aktuelle GPS-Normen in drei2 Arten unterteilt (Zuordnung der Normen nach [GRÖGER
2013A] und [BENNICH 2013], Aktualität geprüft nach [PERINORM 2014]):
1. Fundamentale GPS-Normen: Regeln und Grundsätze ([ISO 8015:2011], [ISO 14638:2013]) sowie globale Begriffe ([ISO 1:2002], [ISO 14253-1:2013], [ISO 14660-1:1999], [ISO 14660-2:1999], [ISO 17450-1:2012], [ISO 17450-2:2013], [ISO 22432:2011], [ISO 25378:2011], [VIM 2012], [GUM 2008])
2. Allgemeine GPS-Normen: geometrische Eigenschaften (z. B. [ISO 1101:2014], [ISO 5459:2013], [ISO 14405-1:2014], [ISO 14405-2:2011], [ISO 4287:2010], [ISO 4288:1998], [ISO 25178-2:2013], [ISO 25178-2:2012], [ISO 25178-3:2012])
3. Komplementäre GPS-Normen: Eigenschaften spezifischer Fertigungsverfahren und Maschinenelemente (z. B. [ISO 2768-1:1991], [ISO 2768-2:1991], [ISO 8062-1:2008])
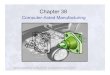
Die allgemeinen GPS-Normen sind gemäß Bild 2-2 in einer GPS-Matrix nach geo-metrischen Eigenschaften (1. Größenmaß, 2. Abstand, 3. Radius, 4. Winkel etc.) und Kettengliedern geordnet. Die Kettenglieder 1 bis 3 (1. Symbole und Angaben, 2. To-leranzzonen und Parameter, 3. Merkmale von Geometrieelementen) sind notwendig für eindeutige Spezifikationen. Die Kettenglieder 5 bis 7 (5. Messung, 6. Messgerät, 7. Kalibrierung) beschreiben die Verifikation. Seit 2013 wurde in [ISO 14638:2013] zusätzlich das Kettenglied 4 „Vergleich und Übereinstimmung“ eingeführt, welches für Normen vorgesehen ist, die Anforderungen an den Vergleich von Spezifikationen und Verifikationsergebnissen festlegen. Somit wird die Einordnung einer Norm zu ei-nem bestimmten Anwendungsgebiet ermöglicht.
Bild 2-2: Einteilung der GPS Normen inkl. GPS-Matrix nach [ISO 14638:2013]
2 Mit [ISO 14638:2013] wurde im Jahr 2013 die Kategorie „globale GPS-Normen“ entfernt, da diese Kategorie nicht eindeutig abgegrenzt werden konnte. Bisher als global kategorisierte GPS-Normen werden fortan als fundamentale oder allgemeine GPS-Normen eingestuft.
Komplementäre GPS-Normen
Funda-mentale GPS-
Normen
Allgemeine GPS-NormenKettengliednummer 1 2 3 4 5 6 71. Größenmaß X X X X X X X2. Abstand X X X X X X3. Radius X X X X X X4. Winkel X X X X X X… X X X X X X
Geometr.
Eigensch. Verifikation
Spezifikation
Vergleich
Spezifikation/
Verifikation

2 Aktueller Stand der Normung zur geometrischen Tolerierung und dessen Hintergründe 8
2.2.1 Grundlegende Annahmen
In der fundamentalen GPS-Norm [ISO 8015:2011] werden folgende grundlegende Annahmen für das Lesen von Spezifikationen aus Zeichnungen definiert:
• Funktionsgrenzen: Funktionsgrenzen beruhen auf einer vollständigen experi-mentellen und/oder theoretischen Untersuchung und sind ohne Unsicherheiten bekannt.
• Toleranzgrenzen: Toleranzgrenzen entsprechen den Funktionsgrenzen
• Funktionsniveau des Werkstücks: Innerhalb der Toleranzgrenzen funktionieren Werkstücke zu 100 %, außerhalb zu 0 % (nicht funktionsfähig).
Spezifikationen stellen konkrete Definitionen dar, welche ein Auftragnehmer einhal-ten muss. Sie werden bei Übergabe überprüft sowie vom Auftraggeber abgenom-men. Die oben genannten Annahmen sind von fundamentaler Bedeutung für die Spezifikation sowie für die nachfolgende Fertigung und Verifikation, allerdings treffen diese in der Praxis in nur sehr wenigen Fällen zu. Beispielsweise werden Toleranz-grenzen im Sinne des Sicherheitsdenkens als Misstrauenstoleranzgrenzen enger ausgelegt als die Funktionsgrenzen. Das Einengen von Toleranzen von Seiten der Konstruktion kann zu erheblichen Schwierigkeiten und hohen Prozesskosten führen, insbesondere wenn Merkmale zusätzlich mit Prozessfähigkeitsanforderungen ver-knüpft werden [EFFENBERGER 2012B].
2.2.2 Grundsätze
In [ISO 8015:2011] werden 13 elementare Grundsätze beschrieben, von denen der „Grundsatz der Unabhängigkeit“, der „Grundsatz der Dualität“ und der „Grundsatz der Funktionsbeherrschung“ im Folgenden näher erläutert werden. Weitere Tolerie-rungsgrundsätze werden beispielsweise in [WECKENMANN 2012A], [EFFENBERGER
2012B] oder [GRÖGER 2013A] kommentiert.
2.2.2.1 Grundsatz der Unabhängigkeit
Das Unabhängigkeitsprinzip, welches sich seit 1985 international als Grundsatz für die Geometrietolerierung etabliert hat, bestand in Deutschland für lange Zeit parallel zur Hüllbedingung nach [DIN 7167:1987]. Bis zur Zurückziehung der [DIN 7167:1987] im Jahr 2011 galt in Deutschland ohne Zeichnungseintrag die Hüllbedin-gung, was auf internationaler Ebene zu Missverständnissen führte [EFFENBERGER
2012A]. Seit November 2011 gilt gemäß Bild 2-3 das Unabhängigkeitsprinzip stan-dardmäßig auch in Deutschland, d. h. Toleranzen sind jeweils unabhängig voneinan-der zu betrachten und somit getrennt zu prüfen, sofern keine besonderen Angaben in der Spezifikation vorhanden sind. Angaben, welche das Unabhängigkeitsprinzip au-ßer Kraft setzen, können z. B. das Modifikationssymbol für die Hüllbedingung E

2 Aktueller Stand der Normung zur geometrischen Tolerierung und dessen Hintergründe 9
nach [ISO 14405-1:2014] oder für das Maximum-Material-Prinzip nach [ISO 2692:2012] oder durch eine gemeinsame Zone nach [ISO 1101:2014] sein (Bild 2-3).
2.2.2.2 Grundsatz der Dualität
Geometrieelemente existieren nach der aktuellen Norm [ISO 22432:2012] in drei unterschiedlichen „Welten“ (Bild 2-4):
• „Die Welt der nominalen Festlegung (Definition), in welcher eine ideale Darstellung des Werkstücks durch den Konstrukeur festgelegt ist;
• die Welt der technischen Beschreibung (Spezifikation), in welcher der Konstrukteur mehrere verschiedene Darstellungen des Werkstücks im Sinn hat;
• die Welt der Prüfung auf Übereinstimmung (Verifikation), in welcher ein (oder mehrere) Darstellung(en) eines gegebenen Werkstücks durch die Anwendung eines Messverfahrens (von Messverfahren) identifiziert werden.“ [ISO
22432:2012]
Das Operatorkonzept sieht im GPS-System den Spezifikationsoperator (eindeutige vollständige Zeichnungsangabe) und den Verifikationsoperator (für die Bauteilprü-fung realisierte Art und Weise der Messung bzw. Prüfung) vor. Das in [ISO 8015:2011] und [ISO 17450-1:2012] eingeführte Dualitätsprinzip besagt, dass Spezi-fikationsoperatoren unabhängig von Verifikationsoperatoren sind. Spezifikationsope-ratoren werden anhand eines nicht-idealen Oberflächenmodells (Hautmodells) fest-gelegt. Bei der Festlegung von Verifikationsoperatoren, welche generell nicht in der Zeichnung festgelegt sind, soll man sich an den Spezifikationsoperatoren orientieren. Stimmen Verifikations- und Spezifikationsoperatoren überein, entspricht die Messung den Anforderungen. Stimmen sie nicht überein, gibt es einen durch die Wahl des
Bild 2-3: Systematik der Tolerierung von Werkstücken (basierend auf [WECKENMANN 2012A])
Freier Zustand F[ISO 10579:2013]
Hüllbedingung E
Geometrische Tolerierung
GrößenmaßelementeForm-, Richtung- und Ortsabweichungen
unabhängige Toleranzen
[ISO 8015:2011]
abhängige Toleranzen
[ISO 14405-1:2014]
unabhängige Toleranzen
[ISO 8015:2011]
abhängige Toleranzen
[ISO 2692:2012]
Maximum-/Minimum-
Material-Bedingung
Reziprozitäts-bedingung R
Zusatz
EM
L
R
Default DefaultModifikation Modifikation
andere Spezifikations-Modifikatoren
FProjizierte
Toleranzzone[ISO 1101:2014]
P
M

2 Aktueller Stand der Normung zur geometrischen Tolerierung und dessen Hintergründe 10
Messverfahrens verursachten Anteil an der Messunsicherheit. Dieser Anteil wird Me-thodenunsicherheit genannt und im Abschnitt 2.2.3 erläutert.
Bild 2-4: Bildliche Darstellung der drei „Welten“, in denen Geometrieelemente existieren (ori-
entiert an [NIELSEN 2010]; Messdaten optisch erfasst).
Zur Spezifikation einzelner Geometrieelemente und zur Prüfung der Konformität mit der Konstruktionsabsicht sind Operationen wie Zerlegung, Erfassung, Filterung, Zu-ordnung, Zusammenfassung, Erzeugung, Rekonstruktion und Auswertung notwendig [ISO 17450-1:2012]. Die parallelen Spezifikations- und Messprozeduren werden in Bild 2-5 dargestellt und unterstreichen noch einmal das Dualitätsprinzip.
2.2.2.3 Grundsatz der Funktionsbeherrschung
Nach [ISO 8015:2011] ist eine Spezifikation eines Werkstückes nur dann vollständig, „wenn alle beabsichtigten Funktionen des Werkstücks beschrieben sind und durch GPS-Spezifikationen kontrolliert werden“. Der Schwerpunkt einer Spezifikation liegt also auf der Funktionalität und nicht auf der Herstellbarkeit und Messbarkeit. Aller-dings wird in [ISO 8015:2011] angemerkt, dass eine vollständige Spezifikation nur in wenigen Fällen erreicht werden kann, da viele Funktionen unvollkommen oder über-haupt nicht mit GPS-Spezifikationen beschrieben oder kontrolliert werden können. Dies stellt einen Widerspruch zu den in Abschnitt 2.2.1 definierten Annahmen dar. Der Mangel einer Korrelation zwischen funktionalen Anforderungen und der GPS-Spezifikation wird in [ISO 17450-2:2013] über eine erweiterte Unsicherheitsbetrach-tung aufgegriffen, welche in Abschnitt 2.2.3 erläutert wird.
Nominale FestlegungNennmodell
Spezifikation Nicht-ideales Oberflächen-modell (Hautmodell)
Verifikation„Wirkliche“ (gemessene)Oberfläche
Abweichungen hinsichtlich Maß, Form und Lage berücksichtigt
Abgetastete Oberfläche, nicht alle Flächen erfassbar
Perfekte Geometrie(keine Abweichungen in Maß, Form und Lage)

2 Aktueller Stand der Normung zur geometrischen Tolerierung und dessen Hintergründe 11
Bild 2-5: Die drei „Welten“ nach [ISO 17450-1:2012]: Nominale Konstruktionsprozeduren,
Spezifikationsprozeduren und Verifikationsprozeduren. Die parallelen Spezifikati-
ons- und Messprozeduren (ohne linkes Ablaufdiagramm) verdeutlichen zudem das
Dualitätsprinzip. Der in [ISO 17450-1:2012] verwendete Begriff „Wirkliche Oberflä-
che“ entspricht dem Begriff „Ist-Oberfläche“ nach [DIN 4760:1982] (siehe Abschnitt
3.1)
2.2.3 Unsicherheiten
Nach [ISO/TC 213 2012] ist die wichtigste Grundlage für die Verbesserung des Tole-ranzkonzeptes GPS die Einführung einer erweiterten Unsicherheitsbetrachtung. Ein Produkt durchläuft von der Idee bis zur Fertigstellung die Schritte Funktionsfestle-gung, Spezifikation, Fertigung und Verifikation. Diesen Schritten lassen sich gemäß Bild 2-6 jeweils Unsicherheiten zuordnen. Gemäß [ISO 17450-2:2013] ist die Unsi-cherheit ein „Parameter, einem angegeben Wert oder einer Beziehung beigeordnet,
der die Streuung der Werte charakterisiert, die vernünftigerweise dem angegebenen
Wert oder der Beziehung zugeschrieben werden können“. Dabei unterscheidet man:
1. Mehrdeutigkeit der Funktionsbeschreibung: (vor 2012 in ISO 17450-2 noch „Kor-relationsunsicherheit“ bzw. „Übereinstimmungsunsicherheit“ genannt): Be-schreibt, wie genau festgelegte Spezifikationen funktionale Anforderungen erfül-

2 Aktueller Stand der Normung zur geometrischen Tolerierung und dessen Hintergründe 12
len bzw. wie gut Spezifikationen mit Funktionsforderungen korrelieren. Diese Un-sicherheit ist abhängig davon, wie gut eine Funktion mit den im GPS-System ver-fügbaren Parametern beschrieben werden kann. Zudem wird die Unsicherheit von den Kenntnissen des Konstrukteurs beeinflusst und liegt in der Verantwor-tung desselben. Beispiel: Ein Hauptlager einer Kurbelwelle soll einen geringen Reibwiderstand besitzen (Reibkoeffizient μ < 0,07 bei einer Drehzahl von 4000 U/min). Im Zeich-nungseintrag wird als Spezifikation der Rauheitswert ��:* 0,2 µm eingetragen. Eine bessere Korrelation wäre allerdings mit den Kennwerten der Materialan-teilskurve (siehe Abschnitt 3.1) gemäß [ISO 13565-2:1998] zu erwarten (z. B. ��� < 0,08 µm, �� < 0,35 µm und �@� 0,08-0,40 µm).
2. Spezifikationsmehrdeutigkeit: (vor 2012 in ISO 17450-2 noch „Spezifikationsun-sicherheit“ genannt): Ein Interpretationsspielraum liegt vor, wenn eine Spezifika-tion nicht eindeutig bzw. unvollständig beschrieben ist und mehrere Möglichkei-ten zum Ergebnis führen. Auch diese Unsicherheit wird ausschließlich durch die Vollständigkeit der im GPS-System definierten Parameter und die Kenntnisse des Konstrukteurs beeinflusst. Beispiele: Spezifizierter Durchmesser ohne Angabe des Auswertekriteriums (Gauß-, Hüll-, Pferch- oder Tschebyscheff-Kriterium); spezifizierte Breite eines abgerundeten Stegen ohne Höhenbezug (siehe Abschnitt 6.1.4.2); spezifizierte Rauheit ohne Angabe der geltenden Norm oder Filterbedingungen.
3 Die im GPS-Umfeld quantifizierten Unsicherheiten sind immer Sinne der erweiterten Unsicherheit nach [ISO/IEC 98-3:2008] zu verstehen (im Maschinenbau übliches Überdeckungsintervall = 95% ≈
Bild 2-6: Zugeordnete neue Unsicherheitsbegriffe nach [NIELSEN 2006, LU 2008, ISO 17450-
1:2012, ISO 17450-2:2013]3
����
����
�������� ���� ��������
����
FunktionsanforderungMehrdeutigkeit der Funktions-beschreibung
Spezifikations-mehrdeutigkeit
Ges
amtu
nsic
herh
eit
Ent
spre
chun
gsun
sich
erhe
it
Methoden-unsicherheit
Implemen-tierungs-
unsicherheitMess-daten
Verifikation
Werk-stück
Fertigung
Produkt-eigensch.
Mes
s-un
sich
erhe
it
Spezifikation
Anfor-derung
Funktion
����
����
���� ����beispielsweise
Untererfüllung Übererfüllung der Funktionsanforderung (z. B. Laufzeit)

2 Aktueller Stand der Normung zur geometrischen Tolerierung und dessen Hintergründe 13
3. Messunsicherheit: Entspricht der im Leitfaden [GUM 2008]4 beschriebenen Messunsicherheit und setzt sich zusammen aus: 3.1 Methodenunsicherheit: Unterschied zwischen tatsächlichem Spezifikations-
operator und tatsächlichem Verifikationsoperator (ohne Berücksichtigung von Abweichungen messtechnischer Ursache). Dies ist z. B. der Fall, wenn ein für die Messaufgabe generell nicht fähiges Messverfahren gewählt wird; er liegt im Verantwortungsbereich des Konstrukteurs sowie des Mess-technikers. Beispiele: Prüfen der Rundheit eines Dreibogengleichdicks mit einem 2-Punkt-Messverfahren5 statt mit einem 3-Punkt-Messverfahren oder Form-prüfgerät; Rauheitsmessung mit optischem versus taktilem Messverfahren6.
3.2 Implementierungsunsicherheit: Messabweichungen aufgrund der Unvoll-kommenheit des Messprozesses (Einflussgrößen: Messtechniker, Umwelt, Messgerät, Messobjekt, Messstrategie). Für diese Unsicherheit trägt der Met-rologe (Messtechniker) die Verantwortung.
Die Gesamtunsicherheit ist die Summe (im Sinne des Wortes gemäß [ISO/IEC 98-3:2008] bzw. pythagoreische Addition) der genannten Unsicherheiten bzw. Mehrdeu-tigkeiten und gibt die Divergenz des tatsächlichen Verifikationsoperators vom Funkti-onsoperator an. Sie beschreibt „die Fähigkeit, die funktionelle Leistungsfähigkeit an Hand der Messung zu bestimmen und ist nicht vorhersehbar und nicht leicht quantifi-zierbar“ [ISO 17450-2:2013].
2.2.4 Unterstützende Methoden und Werkzeuge
Zur Reduzierung von Unsicherheiten in der Entwurfsphase werden Produktentwickler und Konstrukteure durch viele Methoden und Werkzeuge unterstützt. Dazu zählt bei-spielsweise die Methode Quality Function Deployment (QFD), um Kundenanforde-rungen in spezifizierbare Qualitätsmerkmale zu übersetzen [AKAO 1990]. Um wider-sprüchliche Anforderungen bei der Produktentwicklung gleichzeitig zu berücksichti-gen (z. B. fertigungsgerecht, montagegerecht, sicher, umweltgerecht) und einen
2σ). Gemäß dem aktuellen Stand der Normung [ISO 17450-2:2013] ist die Gesamtunsicherheit, die Spezifikationsmehrdeutigkeit und die Mehrdeutigkeit der Funktionsbeschreibung allerdings nicht vor-hersehbar und quantifizierbar. Auf die Angabe von σ-Bereichen in Bild 2-6 wird daher verzichtet. 4 Ebenfalls beschrieben in [ENV 13005:1999], [ISO/IEC 98-3:2008] und [ISO 14253-2:2011] 5 Z. B. Bügelmessschraube; Formabweichungen von ungeradzahligen Bogenvielecken können mit ei-nem 2-Punkt-Messverfahren grundsätzlich nicht erkannt werden. Dies ist kritisch für die Funktion Paa-rungsfähigkeit einer Welle-Nabe-Verbindung oder für die Funktion Rollen eines zentrisch gelagerten Zylinders (Laufruhe). Sind Zylinder allerdings an zwei gegenüberliegenden Punkten gelagert (z. B. als Wälzkörper bei Zylinderrollenlagern), beinträchtigen Formabweichungen von ungeradzahligen Bogen-vielecken nicht die Funktion Rollen nicht. 6 Da abhängig vom Messverfahren (taktil, optisch, elektrisch etc.) ein Messergebnis jeweils aus ande-ren Oberflächeneigenschaften bestimmt wird, sind geringe Unterschiede zu erwarten [LEACH 2014].

2 Aktueller Stand der Normung zur geometrischen Tolerierung und dessen Hintergründe 14
bestmöglichen Kompromiss zwischen ihnen zu finden, wurden spezifische DF-x Techniken entwickelt (DFM – Design For Manufacturability, DFA – Design For As-
sembly, DFR – Design For Reliability, DFT – Design For Testability) [STÖBER 2009]. Ferner werden rechnergestützte Werkzeuge, sogenannte CAx-Technologien (Com-
puter-Aided Technologies) in allen Bereichen der Fertigungsprozesskette eingesetzt – angefangen vom Produktdesign (CAD – Computer-Aided Design) und der Prozess-auslegung (CAP – Computer-Aided Planing) über den Fertigungsprozess (CAM – Computer-Aided Manufacturing) bis hin zur Qualitätssicherung (CAQ – Computer-
Aided Quality Assurance). Wichtigstes Werkzeug für den Entwurf und die Konstrukti-on technischer Lösungen stellen CAD-Anwendungen dar, welche in Kombination mit der CAT-Technologie (Computer-Aided Tolerancing) die Festlegung von Toleranzen unterstützen sollen [FENG 2004, SRINIVASAN 2012].
Neben einer rein geometrischen Tolerierung können mit CAD-Programmen auch sta-tische Lastfälle auf analytischer Basis bei der Spezifizierung berücksichtigt werden (z. B. Kräfte, Dreh- und Biegemomente). Bei komplexeren Aufgabenstellungen greift man auf numerische Berechnungsmethoden nach der Finite-Elemente-Methode (FEM) zurück, um Differenzialgleichungen, die das Funktionsverhalten beschreiben, lösen zu können. Ebenfalls gibt es Ansätze, die eine thermische Ausdehnung bei der Tolerierung zu berücksichtigen, wie die Arbeit von [BENICHOU 2011] zeigt. Zur Ausle-gung mikro-elektro-mechanischer Systeme (MEMS), bei denen die Geometrie elekt-rische Eigenschaften des Systems beeinflusst, haben sich TCAD-Modelle (Techno-
logy CAD) etabliert [TRILTSCH 2008, BÜTTGENBACH 2011]. CAD-Programme sind aller-dings nur für die Produktentwicklung bzw. Spezifikation ausgelegt. Zur Verifikation der gemessenen Geometrie werden Messdaten üblicherweise nicht mit den Pro-grammen ausgewertet, mit denen die funktionalen Eigenschaften spezifiziert wurden, sondern mit autarken Programmen, welche speziell an die Fähigkeiten des Messge-rätes angepasst sind.
2.3 Defizite
Mit dem über Jahrzente aufgebauten GPS-System können geometrische Beziehun-gen als Form- und Lageabweichungen berücksichtigt und somit die Paarungsfähig-
keit (= Montierbarkeit und Austauschbarkeit) von Werkstücken bei geeigneter Defini-tion von Mess- und Auswertestrategie prognostiziert werden. Dies ist mit dem ehe-maligen, auf reinen Maßtoleranzen basierenden Plus-Minus-System nicht möglich. Selbst komplexe Abhängigkeiten in der Toleranzkette können heute mithilfe der arithmetischen Toleranzrechnung (ausgehend vom ungünstigsten anzunehmenden Fall) und der statistischen Toleranzrechnung (realitätsnah z. B. mit einer Monte-Carlo-Simulation) berechnet werden [MANNEWITZ 2004]. Toleranzen, die gemäß den GPS-Prinzipien und Regeln [ISO 8015:2011] festgelegt werden, sollen die Funktions-

2 Aktueller Stand der Normung zur geometrischen Tolerierung und dessen Hintergründe 15
fähigkeit eines Werkstücks sicherstellen. Allerdings ist historisch bedingt Paarungs-
fähigkeit die einzige Funktion, die mit dem GPS-System tatsächlich weitgehend ab-gedeckt ist [NIELSEN 2000, ALTING 2003].
Produkte sind komplizierter hinsichtlich Funktionsanforderungen und der damit ver-bundenen Tolerierung geworden. Das technische Komitee ISO/TC 213 hat darauf reagiert, sodass sich insbesondere GPS-Grundnormen aktuell in einem großen Wandlungsprozess befinden [HENZOLD 2011, NIELSEN 2012B]. Allein zwischen 2010 und 2013 wurden vom Komitee 54 überarbeitete und neue Normen veröffentlicht [ISO/TC 213 2014]. GPS, als „Sprache des Ingenieurs“ [GRÖGER 2012], ist damit hin-sichtlich der Spezifikation der Funktion Paarungsfähigkeit präziser geworden, aller-dings ergeben sich oft „Übersetzungsfehler“, wenn andere Funktionen mit GPS be-schrieben werden sollen. Insbesondere bei Oberflächenstrukturen im Mikro- und Na-nobereich dominieren Funktionen wie z. B. Reibungsteuerung (Reduzierung oder Er-höhung), Abdichten, Lichtabsorption, Haftfestigkeit oder Selbstreinigung (durch Hydrophobie), was die Anwendbarkeit eines Toleranzsystems, das auf dem Konzept der Paarungsfähigkeit basiert, in Frage stellt [WECKENMANN 2000, WECKENMANN
2005].
Anhand der Toleranzgrenzen, welche nach [ISO 8015:2011] den Funktionsgrenzen entsprechen sollen, wird lediglich zwischen einem „Gut-“ und einem „Schlechtteil“ (binäre Bewertung) entschieden. Es wird eine Rechteckverteilung (stetige Gleichver-teilung) für die Funktionsfähigkeit angenommen, d. h. dass ein Werkstück „innerhalb der Toleranzgrenzen zu 100 % funktioniert und außerhalb der Toleranzgrenzen zu 0 %“ [ISO 8015:2011]. Wie nahe man dem Optimum der funktionalen Leistungsfähig-keit ist, wird bei diesem Ansatz nicht berücksichtigt. Setzt man ein nicht-funktionierendes Werkstück einem finanziellen Verlust gleich, widerspricht dies dem anerkannten Ansatz von Taguchi Gen’ichi, bei dem der Verlust als quadratische Funktion (Parabel) modelliert wird [TAGUCHI 2005]. Eine doppelt so große Abwei-chung vom Soll-Wert verursacht nach der Taguchi-Methode somit einen viermal so hohen finanziellen Verlust, was bei der Festlegung geometrischer Toleranzen und bei der Konformitätsprüfung in keiner Weise berücksichtigt wird. Mögliche funktionale Verbesserungen und finanzielle Einsparungen werden damit nicht erkannt.
Für mikro- und nanostrukturierte Oberflächen ist die Funktion Paarungsfähigkeit kaum relevant.
Die geometrische Tolerierung nach GPS ist nur für die Funktion Paarungsfähigkeit ausgelegt.

2 Aktueller Stand der Normung zur geometrischen Tolerierung und dessen Hintergründe 16
Obwohl der Konstrukteur – basierend auf einer Grundvorstellung einer Funktion – Soll-Eigenschaften eines Bauteils definiert, entstehen die wirklichen funktionalen Ei-genschaften eines Bauteils beim Fertigungsprozess. Die dabei entstehenden Abwei-chungen von den Soll-Eigenschaften sind insbesondere bei Mikro- und Nanostruktu-ren von hoher und unvorhersehbarer Komplexität (Ausmaß der Formabweichung, Formabweichungstypen, veränderte Materialeigenschaften etc.). Dennoch bleibt es dem Konstrukteur überlassen, wie das nicht-ideale Oberflächenmodell aussieht, nach dem Spezifikationsoperatoren festgelegt werden. Neue Technologien, moderne Werkstoffe und Informationssysteme sind sehr leistungsfähige Werkzeuge und eröff-nen neue Möglichkeiten. Konstrukteure haben jedoch oft nicht ausreichend Erfah-rung oder Wissen, um sie richtig in der Entwurfsphase anzuwenden [FILIPPI 2007]. Dieses Problem wird durch die Arbeitsteilung bzw. Globalisierung verschärft, da ex-terne Zulieferer oft nicht wissen, für welche Funktion Bauteile hergestellt werden, die sie ordnungsgemäß nach Zeichnung fertigen und die dann in der Endabnahme des OEM Schwierigkeiten bereiten [SCHLENZIG 2013]. Statt funktionaler und wirtschaftli-cher Toleranzen werden daher in vielen Fällen aus Ungewissheit „Angsttoleranzen“ festgelegt, weil Ursache-Wirkung-Zusammenhänge zwischen den geometrischen und den funktionalen Eigenschaften nicht ausreichend erkannt und beschrieben sind.
In der Norm [ISO 17450-2:2013], welche als Entwurf erstmals 2009 erschienen ist, werden – angelehnt an [GUM 2008] – erweiterte Unsicherheitsbegriffe eingefügt. Demnach sind Konstrukteure verantwortlich für die Unsicherheiten „Mehrdeutigkeit der Funktionsbeschreibung“ und „Spezifikationsmehrdeutigkeit“ und beeinflussen zu-dem die „Methodenunsicherheit“, welche wiederum zu einer erhöhten Messunsicher-heit führen kann. Grundlage einer GUM-konformen Messunsicherheitsanalyse ist die Modellierung des Messprozesses, um die Unsicherheit einer Messung quantifizieren zu können. In [ISO 17450-2:2013] wird jedoch dieser modellbasierte Ansatz nicht auf den Spezifikationsprozess übertragen. Ferner wird in der Norm angemerkt, dass die Gesamtunsicherheit nicht „vorhersehbar und quantifizierbar“ sei. Der aktuelle Stand der Technik ist somit ein konstruktionsorientierter Ansatz, bei dem ein Metrologe aus einer funktional unsicheren GPS-Spezifikation Messgrößen und Messverfahren ablei-tet, ohne oftmals die tatsächlichen Funktionsanforderungen zu kennen. Anschließend
Kausale Beziehungen zwischen Geometrie und Funktion von Mikrostruk-
turen werden bei der geometrischen Tolerierung und Verifikation nicht ausreichend berücksichtigt.
Optimierungspotenziale hinsichtlich der Funktionsfähigkeit eines Werkstü-
ckes werden mit dem aktuellen binären Bewertungsverfahren nach GPS nicht erkannt.

2 Aktueller Stand der Normung zur geometrischen Tolerierung und dessen Hintergründe 17
werden gemäß Bild 2-7 unsichere Messwerte mit unsicheren Spezifikationen vergli-chen. Die Bewertung der Funktionsfähigkeit – die fundamentale Forderung an ein Werkstück – erfolgt daher im GPS-System nicht direkt.
Bild 2-7: Übersicht der Unsicherheiten in der Prozesskette (basierend auf [WECKENMANN
2013A])
Insbesondere bei funktionalen Strukturen im Mikro- und Nanobereich bestehen er-höhte Unsicherheiten in allen Bereichen der Prozesskette, beginnend mit der Unge-wissheit über funktionsrelevante Einflussgrößen bei der Spezifikation, den relativ ho-hen Abweichungen bei der Fertigung sowie den vergleichsweise hohen Messabwei-chungen. Aus diesem Grund sollen im folgenden Kapitel Möglichkeiten und Grenzen zur Charakterisierung und Bewertung von Oberflächentopografien verdeutlicht wer-den.
VerifikationFertigungSpezifikationIdee derFunktion
kausale Beziehungen zwischen Geometrie
und Funktion
Material-wissen-schaften
Auflösung
Umgebungs-einflüsse
Bediener-einfluss
nicht-kooperative Oberflächen-eigenschaften
Wissen über...
verfügbare Fertigungs-und Messtechniken
Prozessstreuung (z. B. aufgrund von
Werkzeugverschleiß, Materialschwankungen)
GPS-Tools
Mess-strategie
Umgebungs-einflüsse
Mehrdeutigkeit der Funktions-beschreibung
Spezifikations-mehrdeutigkeit
Messun-sicherheit
Fertigungsbedingte Abweichungen
Spezifikations-mehrdeutigkeit
Konstruktions-orientierte Konformitätsentscheidung
Bediener-einfluss
Unsichere Messdaten
Unsichere Spezifikationen
Werkstückfunktionsfähig?
Die Funktionsfähigkeit eines Bauteils wird indirekt basierend auf unsiche-
ren geometrischen Spezifikationen und unsicheren, rein geometrie-bezogenen Messergebnissen geprüft.

3 Stand der Technik zur Charakterisierung und Bewertung von Oberflächentopografien 18
3 Stand der Technik zur Charakterisierung und Bewertung von Oberflächentopografien
3.1 Beschreibung der Oberflächengestalt im Mikro- und Nanometerbereich
Für die geometrische Beschreibung von Oberflächen ist die Definition nach [DIN 4760:1982] üblich:
• Wirkliche Oberfläche: „Oberfläche, die den Gegenstand von dem ihn umgeben-den Medium trennt.“
• Ist-Oberfläche: „Messtechnisch erfasste Oberfläche, angenähertes Abbild der wirklichen Oberfläche.“ (= Wirkliche Oberfläche nach [ISO 174750-1:2012])
• Geometrische Oberfläche: „Ideale Oberfläche, deren Nennform durch die Zeichnung und/oder anderer technischer Unterlagen definiert wird.“ (= Nenn-
modell nach [ISO 174750-1:2012])
Da bei technisch gefertigten Oberflächen Gestaltabweichungen unvermeidlich sind, ist eine Nomenklatur für die messtechnische Beschreibung dieser Abweichungen in [DIN 4760:1982] entwickelt worden:
• Gestaltabweichungen: „Gestaltabweichungen sind die Gesamtheit aller Abwei-chungen der Ist-Oberfläche von der geometrischen Oberfläche.“ (werden in [ISO 17450-1:2012] durch das nicht-idealen Oberflächenmodell spezifiziert)
Die Gestaltabweichungen werden in [DIN 4760:1982] entsprechend ihrer Entste-hungsursachen und Art der Abweichung in sechs Ordnungen unterteilt. Der Zusam-menhang zwischen Gestaltabweichungen, Art der Abweichungen und der wirklichen Oberfläche, welche als Überlagerung der Ordnungen aufgefasst wird, wird in Bild 3-1 dargestellt. Die Festlegung der Ordnungen der Gestaltabweichungen basiert auf dem
Bild 3-1: Ordnungssystem für Gestaltabweichungen nach [DIN 4760:1982]
Gestaltabweichung
1. Ordnung
2. Ordnung
3. Ordnung
4. Ordnung
5. Ordnung*
6. Ordnung*
Art der Abweichung
Geradheits-, Ebenheits-,Rundheitsabweichung, ...
Wellen
Rillen
Riefen, Schuppen, Kuppen
Gefügestruktur
Gitterbau des Werkstoffes
* nicht mehr in einfacher Weise bildlich darstellbar
Form-abweichung
Welligkeit
Rauheit
Überlagerung der Gestaltabweichung 1. bis 4. Ordnung

3 Stand der Technik zur Charakterisierung und Bewertung von Oberflächentopografien 19
Verhältnis von Wellenabständen zur Wellentiefe, welche z. B. bei der Gestaltabwei-chung 2. Ordnung im Allgemeinen zwischen 1000:1 und 100:1 liegt. Die wirkliche Oberfläche wird als eine Überlagerung harmonischer Wellen mit unterschiedlichen Wellenlängen, Wellentiefen und Phasen verstanden [BODSCHWINNA 1992]. Wie in [WHITEHOUSE 1994], [BODSCHWINNA 2000] oder [JIANG 2007B] beschrieben, entstehen Rauheiten aufgrund von Materialabtragsmechanismen (Spanbildung, Form der Werkzeugschneide, Vorschub), Welligkeiten aufgrund von Unregelmäßigkeiten wäh-rend der Fertigung (außermittige Einspannung, Schwingungen der Maschine oder des Werkzeugs) und Formabweichungen aufgrund systembedingter Unzulänglichkei-ten (falsche Einspannung des Werkstücks, Führungsfehler der Maschine, thermische Ausdehnung, Gravitation).
3.1.1 Filterung
Geometrische Eigenschaften von Oberflächen im Mikro- und Nanometerbereich kön-nen mit taktilen, optischen und elektrischen Messverfahren erfasst werden, welche im Abschnitt 3.2.2 beschrieben werden. Um die überlagerten Gestaltabweichungen der Ist-Oberfläche voneinander differenzieren zu können, sind Filteroperationen not-wendig. Abgeleitet aus der Systemtheorie (Fourier-Transformation) wurden Filterope-rationen für die Rauheitsmessung ursprünglich durch analoge Schaltungen beste-hend aus Widerständen (R) und Kondensatoren (C) realisiert. Der 2RC-Filter galt da-her als Standardfilter, bis 1990 mit der Etablierung der digitalen Signalverarbeitung phasenkorrekte Gauß-Filter in den Normen festgelegt wurden [VOLK 2013]. Das prin-zipielle Vorgehen der Filterung im Bereich der Oberflächenmesstechnik hat sich aber trotz digitaler 3D-Messtechnik und Signalverarbeitung kaum verändert: Datenfre-quenzen (oder Wellenlängen) werden in zwei Gruppen zu unterteilen, wobei eine aus langen Wellenlängen oder tiefen Frequenzen (Welligkeit) besteht, und die andere aus kurzen Wellenlängen oder hohen Frequenzen (Rauheit) besteht. Wie in Bild 3-2 dargestellt, wird nach [ISO 25178-2:2012] bei einer flächenhaft gemessenen Ober-fläche zunächst die Nennform durch Anwenden des F-Operators (F = form) entfernt (z. B. durch Einpassen einer Zylinder- oder Kugelform). Kurzwellige Störgrößen wie Messrauschen werden mit einem S-Filter (S = small) beseitigt. Die resultierende Oberfläche nennt man S-F-Oberfläche, bei der langwellige Anteile der Gestaltabwei-chung der Welligkeit zugeordnet sind, während kurzwellige Anteile der Rauheit ent-sprechen. Welligkeit und Rauheit können auf diese Weise mit dem L-Filter (L = large) mathematisch getrennt werden. Die flächenhafte 3D-Filterung basiert auf der älteren 2D-Profilfilterung, bei der die Grenzwellenlänge I� analog zum S-Filter und die Grenzwellenlänge I> (Cut-off) analog zum L-Filter ist.

3 Stand der Technik zur Charakterisierung und Bewertung von Oberflächentopografien 20
Bild 3-2: Flächenfilterung zur Trennung von Form, Welligkeit und Rauheit [ISO 16610-1:2012,
ISO 25178-2:2012, ISO 25178-3:2012] (Abweichungen überhöht dargestellt)
Das Trennkriterium zur Unterscheidung von Welligkeit und Rauheit einer Oberfläche ist bei linearen Filtern eine Grenzwellenlänge, für die in [ISO 4288:1998] auch die englischen Bezeichnung Cut-off oder in [ISO 25178-2:2012] die allgemeinere Be-zeichnung Verfeinerungsindex (nesting index) verwendet wird. Die allgemeine Be-zeichnung Verfeinerungsindex wurde eingeführt, um dieses Konzept leichter auf nichtlineare Filter (z. B. robuste Spline Filter oder morphologische Filter) übertragen zu können [DIGITAL SURF 2014A]. Die Trennqualität hängt sowohl vom gewählten Fil-tertyp (z. B. Gauß-Filter [ISO 16610-21:2013], Spline-Filter [ISO 16610-22:2012] oder morphologische Filter [ISO 16610-40]) als auch vom manuell festgelegten Wert des Verfeinerungsindexes ab. Der Verfeinerungsindex wird nicht vom Konstrukteur fest-
WelligkeitRauheit
NennformS-F-Oberfläche(Primäroberfläche)
L-Filter
Kurzwellige Störgrößen
F-Operator
S-Filter
Hochpass Tiefpass
Hochpass Tiefpass
S-L-Oberfläche
NennformRauschen
F-OperatorS-Filter
L-Filter
Wellenlängenbereich λ�∞L-VerfeinerungsindexS-Verfeinerungsindex F-Operator
S-F-Oberfläche
S-L-Oberfläche
Gemessene Oberfläche(Halbkugel)

3 Stand der Technik zur Charakterisierung und Bewertung von Oberflächentopografien 21
gelegt, sondern gemäß [ISO 4288:1998] in Abhängigkeit der topologischen Eigen-schaften zusammen mit der Mindest-Einzelmessstrecke und der Auswertelänge defi-niert. Zur Auswertung von 2D-Kenngrößen beträgt der Standardwert für die Grenz-wellenlänge 0,8 mm. Obwohl dieser Wert bereits in den 1940er Jahren von der Firma Taylor Hobson basierend auf mehreren hundert Werkstückoberflächen, die der da-maligen Standardrauheit gedrehter Oberflächen entsprachen, empirisch ermittelt wurde und sich seitdem Fertigungsanforderungen und -techniken stark gewandelt haben, hat dieser Standardwert bis heute seine Gültigkeit bewahrt [WHITEHOUSE
2011].
Bei linearen Filtern wie Gauß-Filtern nach [ISO 16610-21:2013] sind Randeffekte zu berücksichtigen (Vor- und Nachlaufstrecke zum Einschwingen des Filters). In der Regel werden die Ränder (= Vor- und Nachlaufstrecke) des abgetastete Bereich der Oberfläche (= Taststrecke) bei der Auswertung von Oberflächenkenngrößen nicht berücksichtigt, d. h. es wird ein kleinerer Bereich ausgewertet (= Messtrecke) als ur-sprünglich gemessen wurde. Um den Informationsverlust an den Rändern des Mess-bereichs zu minimieren, können alternativ Algorithmen zur Kompensation der Rand-effekte nach [ISO 16610-28:2010] angewendet werden oder Filtertypen verwendet werden, bei denen Randeffekte vermeidbar sind (z. B. kubische Spline-Filter [ISO 16610-22:2012]).
3.1.2 Oberflächenkenngrößen
Basierend auf dem gefilterten Profil bzw. der gefilterten Oberfläche werden 2D-Kennwerte nach [ISO 4287:2010] bzw. 3D-Kennwerte nach [ISO 25178:2012] mithil-fe statistischer Methoden berechnet. In Bild 3-3 ist eine Übersicht ausgewählter Kenngrößenkategorien gegeben. Andere Möglichkeiten der Einteilung werden in [JIANG 2007B] und [BECK 2009] vorgestellt.
Bei Vertikal-Kenngrößen (Amplitudenparameter) beschränkt man sich auf die Aus-wertung der Höhenabweichungen. Im einfachsten Fall werden dafür statistische Standardkenngrößen verwendet, wie der arithmetische Mittelwert (Kenngröße �: bzw. �:), die Standardabweichung (Kenngröße �< bzw. �<) oder die Spannweite (�? bzw. �.). Obwohl die Parameter �: und �. kaum fähig sind, das funktionale Verhal-ten einer Oberfläche ausreichend zu charakterisieren [HERCKE 2013A, THOMAS 2014], wurden diese über 20 Jahre in der mittlerweile zurückgezogenen Norm [DIN 4761:1978] als einzige Parameter mit vorgegebenen Standardwerten zur Bewertung von Funktionsflächen wie Gleit-, Roll-, Dicht- oder Schichtgrundflächen empfohlen [NOPPEN 1985].
Mit horizontalen Kenngrößen (räumliche Parameter) wird die Richtung in der Ebene analysiert. Mithilfe des Parameters �?;, welcher basierend auf der automatischen

3 Stand der Technik zur Charakterisierung und Bewertung von Oberflächentopografien 22
Korrelationsfunktion berechnet wird, kann z. B. die Vorzugsrichtung einer Oberfläche identifiziert werden.
Hybride Kenngrößen berücksichtigen sowohl die Höhenrichtung als auch die Rich-tung in der Ebene. Der Parameter �;< bzw. �;< gibt die durchschnittliche quadrati-sche Neigung der Messpunkte an, was z. B. für die Bewertung von Lichtreflexion-seigenschaften genutzt werden kann.
Parameter, welche den Materialanteil einer Oberfläche beschreiben, basieren auf der Abbott-Firestone-Kurve, auch Materialanteilskurve genannt [ABBOTT 1933, ISO 13565-2:1998, ISO 13565-3:2000]. Üblicherweise werden diese Parameter bei Ober-flächen verwendet, die für eine tribologische Beanspruchung ausgelegt sind. Bei den 3D-Kenngrößen unterscheidet man zusätzlich zwischen flächenhaften Parametern (S-Parameter) und Volumenparametern (V-Parameter), welche ebenfalls die Unter-scheidung von offenen und geschlossenen Leerflächen zulassen. Basierend auf ei-nem mechanisch-rheologischen Modell wurde bereits in [GEIGER 1997] und [PFESTORF 1997] die Kenngröße 01!2 eingeführt, welche das Maximum des ge-schlossenen Leerflächenanteils beschreibt (Bild 3-4). Durch Integration der ge-schlossenen Leerflächenanteile über die Durchdringung lässt sich das geschlossene
Bild 3-3: Übersicht über 2D- und 3D-Oberflächenkenngrößen nach [ISO 4287:2010] und [ISO
225178-2:2012]
3D-Kenngrößen[ISO 25178-2:2012]
KG zur Beur-teilung der frak-talen Dimension(Svfc,Safc…)
Fraktal-Methoden
Technische Oberflächenkenngrößen (KG)
Übertragene KG (aus 2D-KG*)
2D-Kenngrößen (hier am R-Profil)[ISO 4287:2010]
Vertikal-KGRa, Rq, Rt, Rz…Horizontal-KGRSm, RPc…
Hybrid-KGRdqMaterialanteilRk, Rpk, Rvk…
Vertikal-KGSa, Sq, Sz…Horizontal-KGStr, Std, Sal…
Hybrid-KGSdq, SdrMaterialanteilSk, Spk, Svk…
Merkmal-KG
Spitzen-KGSpd, Spc, S5p…Flächen-KGSda(c), Sha(c)Volumen-KGSdv(c), Shv(c)
* Berechnung nicht bei allen übertragenen KG äquivalent

3 Stand der Technik zur Charakterisierung und Bewertung von Oberflächentopografien 23
Leervolumen ">& berechnen, in dem während der Blechumformung hydrostatischer Druck zur Schmierung und Verminderung des Reibwertes aufgebaut werden kann.
Zu beachten ist, dass die Parameter der Normen [ISO 13565-2:1998] und [ISO 13565-3:2000] nur für s-förmige Materialanteilskurven mit einem Wendepunkt ange-wendet werden dürfen, was bei geläppten, geschliffenen oder gehonten Oberflächen der Fall ist. Bei Oberflächen mit zusätzlich eingebrachten Mikrostrukturen (z. B. für die Verbesserung des Schmierstoffrückhaltes) sind Materialanteilskurven mit mehre-ren Wendepunkten möglich, was zu einer fehlerhaften Auswertung genormter Mate-rialanteilsparameter führt.
Bild 3-4: Schematische Darstellung zur Definition des funktionsorientierten Parameters \]^_
(orientiert an [MEILER 2003])
Eine neue Kategorie, welche erstmals mit der [ISO 25178-2:2012] normativ verankert wurde, sind die Merkmalparameter [SCOTT 2009]. Diese werden nach einer Segmen-tierung der Oberfläche basierend auf Ergebnissen von Hügel- bzw. Talregionen be-rechnet. Zur Segmentierung wird der Wasserscheiden-Algorithmus, gekoppelt mit ei-ner Wolf-Beschneidung [WOLF 1991] zur Reduzierung der Übersegmentierung, ver-wendet. Einzelheiten zu diesem Algorithmus werden in [SCOTT 2004] beschrieben. In Abschnitt 6.1 wird das Verfahren wieder aufgegriffen und erweitert.
0 %
100 %0 % 100 %
Dur
chdr
ingu
ng c
Flächenanteil
Material-anteil αma
Offener Leer-flächenanteil αop
GeschlossenerLeerflächenanteil αcl
αclm(Maximum des geschlossenen Leerflächenanteils)
Offene Leerfläche αop
Material-fläche αma
GeschlosseneLeerfläche αcl
Gemessene Oberfläche c = 0 %
c = 10 %
c = 70 %

3 Stand der Technik zur Charakterisierung und Bewertung von Oberflächentopografien 24
Da insbesondere vertikale Rauheitskennwerte, je nach gewählter Messposition, Schwankungen im Bereich von -20 % bis +30 % [MITUTOYO 2014] unterliegen, ist in [ISO 4288:1998] folgende Regelung hinsichtlich einer Tolerierung festgelegt:
• 16 %-Regel: Die Oberfläche wird als annehmbar betrachtet, wenn nicht mehr als 16 % aller gemessenen Werte den spezifizierten Wert überschreiten.
• Höchstwertregel: An keiner Stelle darf der spezifizierte Grenzwert überschritten werden (Standard gemäß [VDA 2006]).
Ein unterer Grenzwert (Mindestrauheit) wird standardmäßig bei der Tolerierung nicht berücksichtigt. Bei funktionalen Oberflächen, welche eine erhöhte Haftfestigkeit (beim Kleben oder Lackieren) oder einen guten Schmierstoffrückhalt (bei tribologischer Beanspruchung) aufweisen müssen, kann die Nicht-Beachtung einer Mindestrauheit die Funktionsfähigkeit des Werkstückes gefährden. In diesem Fall sind zusätzliche Restriktionen festzulegen.
Durch international genormte Oberflächenparameter wird die funktionsrichtige Cha-raktersierung vieler Oberflächenstrukturen nicht abgedeckt. Einige Firmen haben da-her ihre eigenen Charakterisierungstechniken für bestimmte Anwendungsfälle entwi-ckelt und in Rahmen von Werksnormen innerbetrieblich standardisiert. Beispiele hier-für sind:
• Daimler Werksnorm [MBN 31007-7:2002]: Diese Norm beschreibt die Messung und Auswertung von Drallstrukturen rotationssymmetrischer Flächen zur Beurtei-lung des statischen und dynamischen Dichtverhaltens einer Welle [SEEWIG
2009A, SEEWIG 2009B, SEEWIG 2014].
• Daimler Werksnorm [MBN 37800-1:2008]: Hierbei handelt es sich um ein stan-dardisiertes mathematisches Verfahren zur Bewertung von Honstrukturen auf Zy-linderlaufbahnen, indem unerwünschte funktionskritische Oberflächenstrukturen wie Blechmantel, Marmorisierung, Mikroporen und Ausbrüche mittels verschie-dener Signalverarbeitungstechniken wie z. B. der Hough-Transformation und der Spektralanalyse identifiziert werden [SEEWIG 2011, HERCKE 2013B].
• Leitfaden [VDA 2007] vom Verband der Automobilindustrie (VDA): Zur Beurtei-lung von Geräuschen und Schwingungen von Gleitflächen werden in dem VDA-Leitfaden Mess- und Auswertebedingungen zur Charakterisierung der „dominan-ten Welligkeit“ definiert, welche als funktionskritisch angesehen wird [HERCKE
2004, MAHR 2004, HERCKE 2008].
3.1.3 Weitere Klassifizierungsmöglichkeiten
Eine weitere generelle Einteilung der Oberfläche, welche sich an der beabsichtigten Funktion orientiert, wird in [STOUT 1998] und [EVANS 1999] vorgenommen. Hier unter-

3 Stand der Technik zur Charakterisierung und Bewertung von Oberflächentopografien 25
scheidet man zwischen den Begriffen „strukturierte“, „technische“ und „texturierte“ Oberfläche („structured, engineered and textured surface“):
• Strukturierte Oberfläche: Deterministisches Muster mit hohem Aspektverhältnis, welches gezielt für eine bestimmte Funktion konstruiert wurde.
• Technische Oberfläche: Gezielt für eine definierte Funktion mit optimierten Ferti-gungsverfahren eingestellte Variation bezüglich der Oberflächengestalt (Rauheit, Welligkeit) und/oder Grenzflächeneigenschaften (Oberflächenhärtung).
• Texturierte Oberfläche: Zufällig entstandene Oberflächengestalt, welche nach [EVANS 1999] stets mit den Begriffen Rauheit und Welligkeit assoziiert werden sollen.
Während für die geometrische Beschreibung stochastischer Oberflächen technischer oder texturierter Natur genormte Kenngrößen verfügbar sind, sind für die dimensio-nelle Auswertung strukturierter Oberflächen nur wenige Methoden in einer Norm festgelegt (z. B. Stufenhöhe nach [ISO 5436-1:2000, ISO 25178-70:2014]).
3.2 Bewertung der Oberflächengestalt im Mikro- und Nanometerbereich
Grundlage für die Bewertung der Funktionsfähigkeit einer gefertigten Mikrostruktur sind Informationen, die durch Messung geometrischer und nicht-geometrischer Grö-ßen (Temperatur, Druck, Kraft etc.) gewonnen werden. Hierbei kann man zwischen direkten und indirekten Prüfverfahren unterscheiden.
3.2.1 Direkte Funktionsprüfung
Bei einer direkten Funktionsprüfung wird eine Oberfläche unter praxisnahen oder ori-ginalen Betriebsbedingungen getestet. Das Messprinzip entspricht dem Prinzip der beabsichtigten Funktion der gefertigten Mikrostruktur, so dass die gemessene Größe in direktem Zusammenhang mit der Funktionsfähigkeit steht. Eine direkte Funktions-prüfung kann in verschiedenen Abstraktionsebenen durchgeführt werden. Generell lassen sich zwei Untersuchungsmethoden unterscheiden:
• Betriebs- bzw. betriebsähnliche Versuche (Bauteil- und Systemprüfungen)
• Versuche mit Modellsystemen (z. B. Tribometerprüfungen)
Abgeleitet von der tribologischen Prüftechnik kann man gemäß [DIN 50322:1986] und [CZICHOS 2010] sechs Kategorien der Prüftechnik unterscheiden. Diese werden in Tabelle 3-1 am Beispiel einer mikrostrukturierten Kurbelwelle verdeutlicht. Die Mi-krostruktur der Haupt- und Pleuellager soll hier die Reibleistung reduzieren.

3 Stand der Technik zur Charakterisierung und Bewertung von Oberflächentopografien 26
Tabelle 3-1: Kategorien der Prüftechnik (abgeleitet aus [CZICHOS 2010])
Je kleiner die Kategorienummer ist, desto höher ist die Aussagekraft des Versuchs für die Praxis. Zugleich steigen allerdings auch Zeitaufwand und Kosten. Bei praxis-nahen Versuchen wirken zusätzliche unkontrollierbare Einflussfaktoren (z. B. Vibra-tionen, Temperaturschwankungen, Verunreinigungen etc.), was die Bestimmung des Wirkeffektes einer veränderten Mikrostruktur erschwert. Es ist erforderlich, alle wir-kenden Randbedingungen zu kontrollieren oder zumindest zu messen, um die für den Effekt verantwortlichen Einflussgrößen bestimmen zu können. Je nach Anwen-dungsfall und Messgröße ist dies aufgrund der erschwerten messtechnischen Zu-gänglichkeit oft nicht möglich. So kann bei einem Betriebsversuch (Kategorie I) meist nur das Endresultat nach der Demontage des modifizierten Bauteils begutachtet werden, während eine Funktionsveränderung über die Zeit nicht erfasst werden kann. [KIENEL 1993]
Von besserer messtechnischer Zugänglichkeit sind der abstrahierte Probekörper-versuch (Kategorie V) und der Modellversuch (Kategorie VI), bei dem die Funktions-prüfung der Mikrostruktur auf einem kostengünstigen Analogiebauteil durchgeführt wird. Dabei werden geometrisch einfache Prüfkörper eingesetzt, die sich an der Grundform der technischen Kontaktgeometrie und Wirkfläche orientieren. Einfluss-größen wie Belastung, Temperatur, Hilfsmedien (z. B. Schmierstoff) usw. lassen sich kontinuierlich messen und steuern, wodurch sich grundlegende Eigenschaften einer Mikrostruktur vergleichend bewerten lassen. Man erlangt ein besseres Verständnis der Ursache-Wirkung-Zusammenhänge und ist in der Lage, gezielte Verbesserungen an der Topografie vorzunehmen. Nachteile von Prüftechniken höherer Kategorie sind deren sinkende Sicherheit und Übertragbarkeit der Prüfungsergebnisse auf ver-gleichbare Systeme. [CZICHOS 2010]
Kategorie Prüfobjekt Bedingungen u.Beanspruchung
Beispiel: Mikrostruk-
turierte Kurbelwelle
I Betriebs-versuch
KomplettesSystem
Original Testfahrt mit KFZ
II Prüfstand-versuch
Komplettes System
Praxisnah(auf Prüfstand)
KFZ im Prüfstand
III Aggregat-versuch
Einzel-aggregate
Vereinfacht
Befeuerter Motorprüfstand
IV Bauteil-versuch
Originale Einzelbauteile
Schleppmotorprüfstandmit Kurbelwelle
V Probekörper-versuch
Bauteilähnliche Probekörper Beliebige, aber
definierteBeanspruchung
Almen-Wieland-Tribometer mit Prüfwelle
VI Modell-versuch
EinfacheProbekörper
Stift-Scheibe-Tribometermit strukturierter Ronde
Betriebs-b
zw.
betriebsähn-
lich
eVersuche
Versuch
e m
it
Modellsys
temen
Zeitaufwand und Kosten

3 Stand der Technik zur Charakterisierung und Bewertung von Oberflächentopografien 27
Messgeräte, die in Probekörper- und Modellversuchen eingesetzt werden können, sind speziell auf die Funktion abgestimmt. Beispiele aus dem Bereich des Maschi-nenbaus sind hierfür:
• Tribologische Prüfung [DIN 50322:1986, DIN 50323-3:1993, DIN 51834-1:2010] (zerstörendes Prüfverfahren): Tribometer mit unterschiedlichen Kontaktgeome-trien (Stift-Scheibe, Stift-Zylinder, 4-Kugel-System etc.) bei unterschiedlichen Eingangsparametern (Bewegungsart, Belastung, Geschwindigkeit, Temperatur, Prüfdauer) zur Messung von
o Reibungsmessgrößen (Reibungskraft, -moment, -zahl, -arbeit, -leistung und -winkel),
o Verschleißmessgrößen (z. B. Verschleißvolumen), o triboinduzierten thermischen Messgrößen (reibungsbedingte Temperatur-
zunahme), o triboinduzierten akustischen Messgrößen (Geräuschentstehung).
[CZICHOS 2010]
• Dichtheitsprüfung [EN 1779:1999] (zerstörungsfreies Prüfverfahren): Unter Be-rücksichtigung des Druckes, der Viskosität und der Temperatur
o Leckagelokalisierung (z. B. chemische Detektion, Blasennachweis) o Messung der Leckagerate in Pa·m³/s oder mbar·l/s (Druckabfall-/
Druckanstiegsprüfung, Überdruck-/Vakuumverfahren)
• Prüfung der Haftfestigkeit (zerstörendes Prüfverfahren): Abreißversuch nach [ISO 4624:2014] zur Bestimmung einer Abriss-Haftfestigkeit in Megapascal (Kraft/Fläche) oder Gitterschnittprüfung nach [ISO 2409:2013] zur Bestimmung von Gitterschnittkennwerten.
Nachteil einer direkten Funktionsprüfung ist, dass diese meist nur durch zerstörende Prüfverfahren realisiert werden können, weshalb aus Kostengründen nur wenige Bauteile geprüft werden. Ferner müssen zur gezielten Optimierung einer Mikrostruk-tur funktionsrelevante Merkmale bekannt sein. Dies setzt eine vorhergehende geo-metrische Untersuchung voraus, welche im folgenden Abschnitt als „indirekte Funkti-onsprüfung“ bezeichnet wird.
3.2.2 Indirekte Funktionsprüfung
Bei einer indirekten Messung wird die zu messende Größe aus den Messdaten von einer oder mehreren anderen Größen ermittelt [DIN 1319-2:2005]. Voraussetzung ist, dass die gesuchte Größe in einem definierten Zusammenhang mit der Messgröße steht, welcher hinreichend genau und reproduzierbar mathematisch beschrieben werden kann. Nach dieser Definition wird bei einer indirekten Prüfung der Funktions-fähigkeit das Wissen über kausale Beziehungen zwischen Messgröße und Funkti-

3 Stand der Technik zur Charakterisierung und Bewertung von Oberflächentopografien 28
onsverhalten vorausgesetzt. Dennoch werden im Bereich des Maschinenbaus in der Praxis oft nur geometrische Oberflächenkenngrößen bestimmt, ohne dass diese in einem bekannten mathematisch-physikalischen Zusammenhang zur prüfenden Funk-tion stehen. In anderen Bereichen, wie z. B. in der Elektrotechnik beim In-Circuit-Test, beim dem elektronische Baugruppen auf Leiterplatten geprüft werden, ist eine wirkliche indirekte Funktionsprüfung leichter zu realisieren, da stets ein vollständiges beschriebenes Modell (Schaltplan und Schaltungssimulationen) der beabsichtigten Funktion hinterlegt ist.
Sind die Voraussetzungen einer indirekten Funktionsprüfung im Sinne von [DIN 1319:2010] erfüllt, hat die geometrische Charakterisierung der Oberflächengestalt folgende Vorteile:
• weitgehend zerstörungsfrei, • relativ günstig (im Vergleich zur direkten Funktionsprüfung, weshalb diese
meist den Normalfall bei der Prüfung von Serienbauteilen darstellt) und • Korrekturwerte für die Fertigung ableitbar.
Ausgewählte, für diese Arbeit wichtige, flächige optische, taktile und elektrische Topografiemessverfahren werden in den folgenden Abschnitten vorgestellt. Techni-sche Leistungskenngrößen der genutzten Messgeräte werden in Tabelle 3-2 verglei-chend zusammengefasst. Weitere Verfahren werden beispielsweise in [WECKENMANN
2009A], [WECKENMANN 2009B] oder in [ISO 25178-6:2013] beschrieben.
3.2.2.1 Taktile Verfahren
Taktile Messverfahren basieren auf einer mechanischen Wechselwirkung zwischen dem Antastelement des Tastsystems und der Werkstückoberfläche. Generell sind hierbei immer Messabweichungen zu berücksichtigen, welche zum einen durch eine antastkraftbedingte, mechanische Deformation von Oberflächenspitzen verursacht werden (beschreibbar über die Hertz‘sche Pressung [HERTZ 1981]), zum anderen durch die Überlagerung der Tasterform mit der reellen Oberfläche (morphologische Dilatation).
Das in den Normen für die Rauheitsbestimmung am ausführlichsten beschriebene Oberflächenmessverfahren ist die Tastschnittverfahren (Profilometrie). Ein Tast-schnittgerät ist nach [ISO 3274:1998] ein „Messgerät, das Oberflächen mit einer Tastspitze ertastet, Abweichungen in Form des Oberflächenprofils erfasst, Kenngrö-ßen berechnet und Profile aufzeichnen kann“. Bei der Messung wird eine Tastspitze, standardmäßig aus Diamant mit einem Tastspitzenradius von 2 µm und einem Ke-gelwinkel von 60° bei �: < 2 µm [ISO 3274:1998], berührend mithilfe einer Vor-schubeinheit über eine Oberfläche bewegt und die Auslenkung der Spitze aufge-zeichnet. Die Auslenkung kann entweder über die Drehung des Tastarmes mit einem Phasen-Gitter-Interferometer [JIANG 2007A] oder induktiv erfasst werden. Ein Tast-

3 Stand der Technik zur Charakterisierung und Bewertung von Oberflächentopografien 29
schnittgerät für die flächenhafte Messung besitzt zusätzlich ein laterales Scanning-system (z. B. Y-Tisch mit piezoelektrischem Antrieb) [ISO 25178-601:2010].
Weitere taktile Verfahren, welche für die Messung von Oberflächenstrukturen genutzt werden können, sind Nanokoordinatenmessgeräte wie IBS ISARA 400 (Auflösung in X, Y und Z 1,6 nm [IBS 2014]) oder SIOS NMM-1 (Auflösung in X, Y und Z 1,0 nm [SIOS 2013]), welche mit 3D-Mikrotastern [BÜTTGENBACH 2006] auch Hinterschnei-dungen z. B. bei geätzten Strukturen messen können. Rasterkraftmikroskope, welche eine Normalkraft im Kontakt-Modus messen, können ebenfalls als taktile Messverfah-ren angesehen werden. Abhängig von der Spitzengeometrie ist eine vertikale Auflö-sung bis in den Sub-Nanometerbereich möglich, aufgrund der begrenzten Piezo-aktorik allerdings nur bei einem relativ kleinen Messbereich (Scanbereich bis 150 µm x 150 µm). Da je nach Betriebsmodus (Kontakt-Modus, Nicht-Kontakt-Modus, Inter-mittierender Modus) und Messgröße (Normalkraft, Reibungskraft, Magnetkraft, elekt-rostatische Kraft etc.) andere Wechselwirkungen gemessen werden, ist die Raster-kraftmikroskopie nicht ausschließlich den taktilen Messverfahren, sondern generell den Kraftmessverfahren zuzuordnen [DANZEBRINK 2006].
3.2.2.2 Optische Verfahren
Axial messende optische Sensoren (Abstandsensoren) lassen sich im Wesentlichen gemäß Bild 3-5 in die zwei Klassen physikalischer Prinzipien winkelbasierender und laufzeitbasierender Verfahren einteilen [CHRISTOPH 2013]. Bei auf dem letzteren ba-sierenden Sensoren wird der Abstand aus der Laufzeitdifferenz zwischen Referenz- und Messstrahl ermittelt (Interferometrieverfahren) [LEACH 2011]. Die Messverfahren der winkelbasierenden Abstandsensoren lassen sich in Fokus- und Triangulations-verfahren unterteilen. Bei Sensoren basierend auf dem Triangulationsverfahren wird der Abstand zum Objekt aus der Lage des Messflecks und dem Triangulationswinkel bestimmt [HÄUSLER 2004]. Triangulationssensoren haben zum derzeitigen Stand der Technik allerdings nicht die notwendige Auflösung, um Oberflächenrauheiten mit �: < 1 µm mit akzeptabler Messunsicherheit charakterisieren zu können [HARTMANN
2012A]. Bei Sensoren basierend auf dem Fokusverfahren wird der Abstand hingegen aus dem Fokuszustand bestimmt. Die Defokussierung hängt von der numerischen Apertur ab, welche sich als eine Funktion des Öffnungswinkels beschreiben lässt [CHRISTOPH 2013].
Im Rahmen dieser Arbeit wurden vor allem flächig messende Geräte basierend auf Weißlichtinterferometrie (WLI), Fokusvariation (FV) und chromatischer Aberration (CA) verwendet. Entscheidungskriterien für die Auswahl eines optischen Messgerä-tes für die jeweilige Messaufgabe waren Auflösung, Messwinkel und optische Kooperativität mit der Oberfläche, welche in Tabelle 3-2 für die verwendeten Messge-räte zusammengefasst sind. Die Funktionsweise dieser Messgeräte wird im Folgen-

3 Stand der Technik zur Charakterisierung und Bewertung von Oberflächentopografien 30
dem kurz erläutert. Weitere optische Messverfahren werden z. B. in [HOCKEN 2005], [FLEISCHER 2008], [RAHLVES 2009], [LEACH 2011] oder [WECKENMANN 2012A] vorge-stellt.
Bild 3-5: Gliederung optischer Abstandsensoren nach ihrem physikalischen Prinzip (orien-
tiert an [CHRISTOPH 2013] (Anmerkung: Teilweise werden 3D-Sensoren in der Litera-
tur auch als 2,5-D Sensoren bezeichnet, z. B. in [SHAW 2012])
Weißlichtinterferometrie
Ein Weißlichtinterferenzmikroskop besteht im Wesentlichen aus einer Weißlichtquel-le, einem Strahlteiler, einem Objektiv, einer Positioniereinheit und einem Bildsensor. Mit einem Mirau-Objektiv werden Referenz- und Messstrahl direkt vor dem Objektiv durch einen kleinen Spiegel auf der Frontlinse erzeugt. Ist die Laufzeit zwischen Mess- und Referenzstrahl identisch, tritt die maximale Intensität auf (konstruktive In-terferenz), während mit zunehmender Laufzeitdifferenz abgeschwächte Interferenz-muster erzeugt werden. Ist die Weglängendifferenz größer als die Kohärenzlänge der Weißlichtquelle, tritt keine Interferenz mehr auf. Zum Einstellen der Weglängendiffe-renz wird ein piezoelektrischer Stellantrieb verwendet, der das Interferenzobjektiv in axialer Richtung verfährt. Während der Verstellung tastet jeder Pixel des Bildsensors ein typisches Weißlicht-Korrelogramm (Interferenzsignal) ab, welches durch Autokor-relation der spektralen Anteile erzeugt wird. Anhand des Maximums der Einhüllenden des Korrelogramms kann somit die genaue z-Position eines Oberflächenpunktes be-stimmt werden. [WECKENMANN 2012A, ISO 25178-603:2013, ISO 25178-604:2013]
Fokusvariation
Bei der Fokusvariation handelt es sich um ein optisches axiales Messverfahren, be-stehend aus einem Objektiv mit geringer Schärfentiefe, einer Lichtquelle, einer Posi-tioniereinheit und einem Bildsensor (CCD). Durch Veränderung des Abstandes zwi-schen Objektiv und Messobjekt wird die Fokussierung eines Oberflächenpunktes va-
Axial messende optische Sensoren
Winkel Laufzeit
Fokus Triangulation
Konfokaler Punktsensor (1D)
Chromatisch-Konfokaler Sensor (1D)
Konfokaler Flächensensor (3D)
Fokusvariations-Flächensensor (3D)
Streifenprojektions-sensor (3D)
Fotogrammetrie-sensor (3D)
Laserliniensensor (2D)
Laser-Punktsensor (1D)
Weißlicht-interferometer (3D)
InterferometrischerPunktsensor (1D)

3 Stand der Technik zur Charakterisierung und Bewertung von Oberflächentopografien 31
riiert, während in definierten Positionen Bilder erzeugt werden. Der Kontrast eines Punktes erreicht sein Maximum, wenn sich der Oberflächenpunkt in der Fokusebene der Abbildungsoptik befindet. Dieser Effekt, welcher durch die Schärfentiefe eines optischen Abbildungssystems verursacht wird, wird genutzt, um den axialen Abstand der Oberflächenpunkte zum Sensor zu bestimmen. Ursprünglich wurde der Kontrast aller Bildelemente (Pixel) eines Bildes oder im Bereich eines Auswertefensters einer Messobjektoberfläche gemittelt, um die mittlere axiale Position der Oberfläche zu identifizieren (Autofokuspunkt). Heute werden Kontrastkurven, sowie die daraus re-sultierenden axialen Positionen für jedes Pixel der Kamera berechnet (Einzelpixelfo-kus) [LEACH 2011]. Mithilfe verschiedener Algorithmen, wie z. B. einer 3x3-Faltungsmatrix, lässt sich aus den Intensitäten der Pixel der Kontrast berechnen. Der Kontrast ist ein Maß für die Helligkeitsänderung an einem Ort und entspricht somit der ersten Ableitung der Helligkeit nach dem Ort. Für ein Kamerabild kann der Kon-trast näherungsweise aus den Amplitudendifferenzen benachbarter Pixel ermittelt werden. Die Position des Kontrastmaximums entspricht der Position des Messpunk-tes und lässt sich mit verschiedenen Näherungsverfahren aus den Kontrastverläufen bestimmen (z. B. Parabelnäherung, Normalverteilungsnäherung, fotometrische Ver-fahren). [ISO 25178-606:2013]
Chromatisch-konfokale Abstandsmessung
Ein chromatisch-konfokaler Sensor besitzt ein Objektiv mit starken chromatischen Aberrationseigenschaften, durch welche eine weiße Punktlichtquelle (realisiert durch eine Blende) in seine spektralen Anteile zerlegt wird. Durch die Dispersion werden entlang der optischen Achse blaue Lichtanteile näher am Objektiv fokussiert, wäh-rend rote Anteile weiter entfernt sind. Innerhalb des Messbereichs der Optik ist jede Wellenlänge einem axialen Abstand zugeordnet. Das vom Messobjekt remittierte Licht wird durch das Objektiv auf ein Spektrometer geführt. Vor dem Spektrometer befindet sich eine Blende, welche Licht, das nicht von der Objektebene kommt, aus-blendet. Indem das Spektrometer die Wellenlänge mit der maximalen Intensität be-stimmt, kann durch Vergleich der kalibrierten Höhenkoordinaten auf den Abstand zwischen Objektiv und Werkstückoberfläche geschlossen werden [WECKENMANN
2012A]. Da dieses Messprinzip nur eine eindimensionale Abstandsmessung darstellt, ist zur Realisierung einer flächigen Messung ein zusätzliches Positioniersystem für die laterale Richtung erforderlich [ISO 25178-602:2011].
3.2.2.3 Elektrische Verfahren
Zu Topografiemessverfahren, welche auf einer elektrischen Antastung der Oberflä-che basieren, zählt u. a. die Rastertunnelmikroskopie. Dabei wird der quantenme-chanische Tunneleffekt genutzt, der zwischen zwei leitfähigen Körpern bei einem Ab-stand von wenigen Nanometern auftritt. Der Stromfluss, welcher im Bereich von ei-

3 Stand der Technik zur Charakterisierung und Bewertung von Oberflächentopografien 32
nem Nanoampere liegt, hängt exponentiell vom Abstand zwischen Messspitze und Probenoberfläche ab. Basierend auf diesem Zusammenhang kann auf die Geometrie der Oberfläche geschlossen werden, obwohl genau genommen elektrische Zu-standsdichten abgebildet werden [LEACH 2014]. Die Positionierung erfolgt wie bei an-deren Rastersondenverfahren piezoelektrisch. Theoretisch ist damit eine vertikale Auflösung von 0,01 nm und eine laterale Auflösung von 0,1 nm möglich, welche al-lerdings von der Spitzengeometrie abhängt (morphologische Dilatation) [HOFMANN
2009, SCHULER 2013].
Neben elektrisch messenden Verfahren werden ergänzend auch elektrisch prüfende Verfahren, wie die Wirbelstromprüfung zur Lokalisation von Oberflächenfehlern (Ris-se, Strukturfehler), angewandt. Risse oder Lunker führen zu einem erhöhten elektri-schen Widerstand bzw. zur Veränderung der Wirbelstromdichte an der Oberfläche im Vergleich zu einem unbeschädigten Werkstück [CZICHOS 2008]. Oberflächendefekte ab einer Tiefe von 200 µm lassen sich damit bei einfachen Werkstückgeometrien lo-kalisieren [ISO 15549:2011].
3.2.2.4 Vergleich verwendeter Oberflächenmessgeräte
Ein Universalmessgerät für die Charakterisierung technischer Oberflächen gibt es nicht. Bei der Messgeräteauswahl sollte man sich daher stets an den funktionsrele-vanten, zu messenden Merkmalen und den damit verbundenen Anforderungen hin-sichtlich Auflösung, Messbereich und Messwinkel orientieren, um eine geringe Mess-unsicherheit zu erhalten [HARTMANN 2012B]. Zu beachten ist, dass die „Goldene Re-gel der Messtechnik“ nach [BERNDT 1968] für Toleranzen im Mikro- und Nanobereich nur bedingt einzuhalten ist. Sie besagt, dass die Messunsicherheit ein Zehntel, im äußersten Fall ein Fünftel der Toleranz nicht überschreiten darf. Toleranzen im Mik-rometerbereich erfordern Auflösungen im Nanometerbereich, was aktuell nur wenige Messgeräte in lateraler Richtung erreichen. Eine Analyse gemäß Abschnitt 4.2, ob spezifizierte Toleranzen funktional sinnvoll gewählt sind, kann somit nicht nur Ferti-gungskosten, sondern auch den Messaufwand reduzieren.
Im Rahmen dieser Arbeit verwendete und analysierte Messgeräte mit den zugehöri-gen Leistungskennwerten sind in Tabelle 3-2 aufgelistet. Der Messwinkel, welcher die maximale Oberflächenneigung in Bezug zur Antastrichtung beschreibt und bei optischen Verfahren von der Rauheit der Oberfläche abhängt, wurde experimentell mit funkenerodierten Oberflächennormalen ermittelt (isotrope, homogene Oberflä-che). Als Grenzwert des maximalen Messwinkels wird eine Reduktion der Mess-punktanzahl um 25 % nach Entfernen von Ausreißern angenommen.

3 Stand der Technik zur Charakterisierung und Bewertung von Oberflächentopografien 33
Prinzip Taktil Optisch Elektrisch
Profilo-metrie
Weißlicht-interferom.
Fokusvariation Chrom.-Konfokal
Rastertun-nelmikrosk.
Messgerät Taylor Hobson Serie 2 PGI
Taylor Hobson CCI1000
Alicona Infinite Focus G4
FRT CWL
SIOS NMM1
Konfiguration Y-Tisch Mirauobjektiv Hellfeldobjektiv XY-Tisch XYZ-Tisch
R = 2 µm 20x 50x 20x 50x 100x R= 150 µm
Auflö-
sung xy (µm) 0,25-1,0 0,89 0,37 2,9 2,1 1,5 2,5 0,0001
z (nm) 12,8 0,1 0,1 200,0 88,0 16,0 10,0 0,1
Mess-
bereich
x (mm) 120,0 0,91 0,37 0,72 0,28 0,14 350,0 25,0
y (mm) 100,0 0,91 0,36 0,54 0,22 0,11 350,0 25,0
z (mm) 20,0-40,0 0,4 0,4 100,0 100,0 100,0 0,3 5,0
Mess-
winkel glatt (°) 35 20 10 70 45 40 30 35
rau (°) 35 20 15 80 65 60 30 35
Vorzüge Normung, Messbereich
vertikale Auf-lösung (sub-nm)
Messwinkel, raue Oberflächen
optische Koopera-tivität
Auflösung
Defizite Kontaktkraft, Tasterform
Messwinkel bzw. raue Oberflächen
Auflösung, glatte Oberflächen (Ra < 10 nm)
Messrau-schen
langsam, Tasterform
Tabelle 3-2: Verwendete Messgeräte (grün = gut, rot = schlecht; Auflösung nach Herstelleran-
gaben; Grenzwert für Messwinkelbestimmung experimentell überprüft: 25 % weniger
Messpunkte bzw. mehr Ausreißer als bei einer Messung senkrecht zur Oberfläche;
glatt = erodierte metallische Oberfläche mit Ra = 0,1 µm und Rmax = 0,3 µm;
rau = erodierte metallische Oberfläche mit Ra = 2,24 µm und Rmax = 9,0 µm; Mess-
bereich ohne zusätzliche Stichingoperatoren bei WLI und FV)
Neben den technischen Leistungskennwerten sind bei der Messgeräteauswahl auch prinzipbedingte Messabweichungen zu berücksichtigen. Anhand von Vergleichsmes-sungen des Oberflächennormals KNT 2058/3 (Stufe 3, rau) der Halle GmbH werden in Bild 3-6 feine Unterschiede zwischen den taktil, optisch und elektrisch gemesse-nen Oberflächen aufgezeigt. Bei Messungen basierend auf Weißlichtinterferometrie treten z. B. bei kleinen Stufen unterhalb der Kohärenzlänge (hier 900 nm) Über-schwinger (Batwings) auf [HARASAKI 2000]. Bei der Messung basierend auf Fokusva-riation erkennt man mit dem Objektivwechsel den Einfluss der Auflösung, während man bei der Rastertunnelmikroskopie und mit geringerer Ausprägung auch bei der Tastschnittmessung die morphologische Dilatation aufgrund der Tasterform beobach-ten kann [DIETZSCH 2007].

3 Stand der Technik zur Charakterisierung und Bewertung von Oberflächentopografien 34
Bild 3-6: Vergleich eines mit unterschiedlichen Messverfahren gemessenen Oberflächenpro-
fils des Halle-Oberflächennormals KNT 2058/3. Messdaten wurden zunächst flächig
gemessen, dann an signifikanten Merkmalen ausgerichtet (siehe Abschnitt 6.2) und
zur besseren Darstellung als Profilschnitt extrahiert.
3.3 Defizite
Kenngrößen zur Charakterisierung geometrischer Eigenschaften von Oberflächen beziehen sich aus historischen Gründen vorwiegend auf stochastische Oberflächen [JIANG 2012]. Mit präzisen und flexiblen Strukturierungsverfahren z. B. basierend auf thermisch abtragenden Fertigungsverfahren durch Laser (Pico- und Femtosekunden-laser [ANDERSON 2007]), Elektronen (Electrical Discharge Texturing EDT [PAWELSKI
1994] oder Electrical Beam Texturing EBT [DE SOETE 1997]) oder Ionen (Focused Ion
Beam Machining FIBM [XU 2012]) lassen sich allerdings geometrisch definierte, funk-tionale Merkmale im Mikro- und Nanometerbereich gezielt fertigen. Indem man diese Techniken zur Herstellung von Werkzeugen für Replikafertigungsverfahren nutzt, wie z. B. Mikroprägetechniken [PETTERSSON 2005], gepulst elektrochemisches Abtragen (PECM [MOSER 2004]) oder Lithografietechniken [REVERBERI 2006], können definierte Mikro- und Nanostrukturen wirtschaftlich hergestellt werden. Damit halten auch geo-metrisch bestimmte Oberflächen Einzug in die industrielle Massenproduktion [BÜTT-
GENBACH 2000, HESSELBACH 2002, LEE 2006]. Mit Oberflächenkenngrößen, welche
-4
-3
-2
-1
0
1
2
3
4
2,90 2,95 3,00 3,05 3,10
z in
µm
x in mm
0
1
2
3
4
0,65 0,70 0,75
z in
µm
x in mm
-6
-4
-2
0
2
4
0,0 0,5 1,0 1,5 2,0 2,5 3,0 3,5 4,0
z in
µm
x in mm
▬ Tastschnittgerät (2 µm Spitzenradius)▬ Weißlichtinterferometer (20x Objektiv)▬ Rastertunnelmikroskop (STM)
batwings (white light interferometer)
geringe Auflösung(Fokusvariation)
▬ Fokusvariation (20x Objektiv)▬ Fokusvariation (50x Objektiv)▬ Fokusvariation (100x Objektiv)
morpholosiche Dilatation durch Tasterform (STM)
a)
b) c)

3 Stand der Technik zur Charakterisierung und Bewertung von Oberflächentopografien 35
vorwiegend für geometrische unbestimmte, stochastische Oberfläche ausgelegt sind, lässt sich bei strukturierten Oberflächen kaum mehr ein Bezug zwischen ausgewerte-ten Oberflächenparametern und der Funktion herstellen oder Maßnahmen zur Kor-rektur des Fertigungsprozesses ableiten. Da automatisierte Verfahren zur Extraktion und -bestimmung dimensionaler Merkmale strukturierter Topografien fehlen (z. B. bei Näpfchenstrukturen: Näpfchendurchmesser, -tiefe, -abstand etc.), werden in der Pra-xis meist nur wenige Merkmale mit hohem Bedienereinfluss manuell ausgewertet [HARTMANN 2014C]. Bisherige Kennwerte zur Charakterisierung von Oberflächen müssen daher gemäß Bild 3-7 um Verfahren zur Charakterisierung „strukturierter To-pografien“ ergänzt werden.
Bild 3-7: Erweiterte Einteilung von Topografien
Genormte Kenngrößen für geometrische Eigenschaften, welche in Maß, Lage, Form, Welligkeit und Rauheit unterteilt sind, werden über unterschiedliche Bezugssysteme definiert [DIETZSCH 2009]. Einzelne geometrische und nicht-geometrische Eigen-schaften (z. B. Härte, Oberflächenenergie, Temperatur) eines Bauteils werden ge-trennt voneinander erfasst und bewertet. Das funktionale Zusammenwirken der ein-zelnen Eigenschaften kann damit jedoch nur eingeschränkt beschrieben werden, was insbesondere bei solchen Bauteilfunktionen problematisch ist, die von der Mi-krogeometrie und weiteren nicht-geometrischen Eigenschaften abhängen.
Topografie
strukturiertstochastisch
nicht-periodischperiodisch
isotrop
anisotrop Zellenraster
Linienraster
Freiformen
Einfache Geometrien
Polygon Kreisform
Linienraster
Freiform
Eine ganzheitliche Bewertung wirkender Einflussgrößen findet im Verifika-tionsprozess nicht statt.
Universelle Auswertestrategien zur automatisierten Merkmalextraktion für strukturierte Topografien fehlen.

3 Stand der Technik zur Charakterisierung und Bewertung von Oberflächentopografien 36
Die direkten Funktionsprüfungen gemäß Abschnitt 3.2.1 eines Werkstückes sind in der Regel nur auf einen geringen Stichprobenumfang begrenzt, da diese meist zer-störende Prüfverfahren darstellen und für einen höheren Stichprobenumfang unwirt-schaftlich wären oder zu viel Zeit beanspruchen würden (z. B. Dauerlauf-Prüfstand). Da zerstörungsfreie Prüfverfahren wie die Gestaltprüfung relativ preisgünstig sind, werden diese verstärkt eingesetzt, auch wenn ohne Kenntnis der kausalen Zusam-menhänge zwischen Geometrie und Funktion die Funktionsfähigkeit nicht beurteilt werden kann. Stattdessen dient die Geometrieprüfung meist nur der Fertigungsüber-wachung (statistische Prozesskontrolle – SPC), um die Einhaltung einer durch Stich-probenversuche ermittelten funktionsfähigen Parameterkonfiguration sicherzustellen. Da dabei meist nur klassische Oberflächenparameter (z. B. Ra, Rz, Rt) berücksichtigt werden, besteht zudem die Gefahr von Scheinkorrelationen.
Zur Simulation des funktionalen Verhaltens sind zahlreiche Prognosemodelle sowie analytische und numerische Berechnungsmethoden verfügbar. Insbesondere letzte-re, wie die Finite Differenz Methode (FDM), Finite Volumen Methode (FVM), Finite Element Methode (FEM) oder Randelementmethode (REM), etablierten sich in den letzten Jahrzehnten als effektive Werkzeuge, die in den physikalischen Bereichen der Elastostatik, Elastodynamik, Wärmeleitung, Elektrik, Akustik und Strömungsmecha-nik anwendbar sind [DAVID 2005, KLEIN 2012]. Allerdings werden Prognosemodelle und Simulationen meist nur in der frühen Entwicklungsphase eines Produktes unter idealen, virtuellen Bedingungen für Designstudien genutzt, kaum aber im Verifikati-onsprozess mit realen Messwerten. Sofern der Einfluss der Oberflächentopografie simuliert wird, werden in den meisten Modellen nur normalverteilte Oberflächenab-weichungen angenommen, welche durch den Parameter �: oder �< nach [ISO 4287:2010] beschrieben werden (z. B. Optik siehe [BENNETT 1967, KRUJATZ 2002]; Mechanik siehe [GREENWOOD 1966]; Strömungsmechanik siehe [NIKURADSE 1937, YOUNG 2009, ROTTA 2010]). Es besteht somit eine hohe Diskrepanz zwischen den Eingangsparametern der Simulation, den gemessenen Oberflächenparametern und der realen Oberfläche.
Dass Mikrostrukturen Oberflächenfunktionen, wie z. B. Reibungsteuerung, Abdich-ten, Lichtabsorption oder Selbstreinigung, positiv beeinflussen können, ist seit Lan-gem bekannt – neu ist allerdings, dass funktionale Mikrostrukturen mittlerweile Ein-zug in die Serienfertigung gefunden haben [EVANS 1999, BRUZZONE 2008, JIANG 2012,
Simulationen zur Bewertung der Oberflächenfunktion werden im Verifikationsprozess kaum eingesetzt.
Die Oberflächenprüfung in der Serienproduktion dient vorrangig der (statistischen) Prozesskontrolle statt der Überprüfung der Funktion.

3 Stand der Technik zur Charakterisierung und Bewertung von Oberflächentopografien 37
ZHANG 2013]. Dies unterstreicht die Notwendigkeit der Erarbeitung einer systemati-schen Vorgehensweise zur Bewertung funktionaler Eigenschaften mikrostrukturierter Oberflächen bzw. zur Bestimmung des zu erwartenden Grades der Funktionserfül-lung eines Werkstücks im Kontext der gesamten Fertigungsprozesskette.

4 Zielsetzung und wissenschaftlicher Ansatz 38
4 Zielsetzung und wissenschaftlicher Ansatz
4.1 Ziele dieser Arbeit
Ziel der vorliegenden wissenschaftlichen Arbeit ist das Bereitstellen einer übertragba-ren Methode zur modellbasierten und auf Oberflächenmessdaten beruhenden prädi-kativen Beurteilung des Grades der zu erwartenden Funktionsfähigkeit strukturierter Werkstückoberflächen. Dabei wird der Fokus auf funktionsorientierte Mess- und Auswertestrategien für Oberflächenstrukturen im Mikro- und Nanobereich gelegt, de-ren Funktionsfähigkeit, wie die vorhergehende Analyse gezeigt hat, mit vorhandenen implementierten oder genormten Methoden, Oberflächenkenngrößen und Toleranz-konzepten nach GPS in vielen Fällen nicht verifiziert werden kann. Einer der identifi-zierten und beschriebenen Hauptgründe für dieses Defizit ist, dass genormte Mess- und Auswertestrategien für Oberflächentopografien nur eine getrennte Bewertung funktionaler Eigenschaften vorsehen und daher physikalische Wechselwirkungen unberücksichtigt bleiben. Zur Realisierung einer funktionsorientierte Mess- und Aus-wertestrategie ist daher eine ganzheitliche Betrachtung notwendig, bei der das Funk-tionsverhalten bestimmter Oberflächen modelliert wird, funktionsrelevante Messgrö-ßen ableitbar sind und mit rückgeführten Messwerten die Funktionsfähigkeit prognos-tiziert werden kann. Diese Betrachtung stellt die Grundlage für eine zielorientierte Regelung von Fertigungsprozessen und für die Verbesserung konstruktiver Eigen-schaften dar. Diese globale Zielstellung schließt folgende Teilziele ein:
• Erarbeiten gesicherter Kenntnisse hinsichtlich der grundlegenden Ursache-Wirkung-Beziehungen und der Wechselwirkungen zwischen geometrischer, nicht-geometrischer Oberflächeneigenschaften und der geforderten Bauteilfunk-tion für ausgewählte Anwendungsbeispiele;
• Modellieren der fertigungsbedingt gewollt und ungewollt strukturierten geometri-schen Gestalt der Bauteilwirkflächen für ausgewählte Demonstrator-Funktionen und Beschreibung der Werkstückgestalt anhand ausgewählter funktionsbe-schreibender Merkmale;
• Bereitstellen anforderungsgerechter Messstrategien und Erforschen fertigungs- und funktionsorientierter Auswertestrategien zur Charakterisierung mikrostruktu-rierter Bauteile, mit denen funktionsrelevante Eigenschaften erfasst und model-liert werden;
• Erweitern vorhandener bzw. Generieren neuer Prognosemodelle, mit denen ba-sierend auf ausgewerteten Messdaten die Funktionsfähigkeit von mikrostruktu-rierten, mit Fertigungsabweichungen behafteten Werkstücken a priori für ausge-wählte Anwendungsbeispiele bewertet werden;

4 Zielsetzung und wissenschaftlicher Ansatz 39
• Ableiten von Strategien für die fertigungsbedingte Lenkung der Produktfunktiona-lität, die im direkten Ansatz zu robusten Fertigungsprozessen führen und die Ressourceneffizienz optimieren.
4.2 Wissenschaftlicher Ansatz
Eine funktionsorientierte Bewertung gemessener Werkstücke setzt voraus, dass Messgrößen, Messstrategie und Auswertestrategie entsprechend den funktionalen Anforderungen definiert worden sind. Unter diesen idealen Voraussetzungen kann ein Werkstück funktionsorientiert, basierend auf geometrischen Daten bewertet bzw. entschieden werden, ob die funktionalen Eigenschaften des Werkstücks konform mit der geforderten Funktion sind. Gemäß der konventionellen Sichtweise nach [ISO
17450-1:2012] ist der ideale Weg der geometrischen Produktspezifikation, dass in der Konstruktion aus funktionalen Anforderungen funktionale Spezifikationen und da-raus geometrische Spezifikationen abgeleitet werden (Bild 4-1). Im ersten Schritt wird hierzu das „Nennmodell“ festgelegt, d. h. die ideale Gestalt und die Maße, welche er-forderlich sind, um die funktionalen Anforderungen zu erfüllen. In einem zweiten Schritt werden die maximal zulässigen Abweichungen vom Nennmodell definiert, für welche die Funktion zwar verschlechtert, aber immer noch sichergestellt ist. Diese experimentell und/oder theoretisch bestimmten Funktionsgrenzen definieren nach [ISO 8015:2011] die Toleranzgrenzen. Basierend auf der geometrischen Spezifikation werden Fertigungsparameter und parallel dazu Messgrößen sowie Messverfahren abgeleitet, das Werkstück gefertigt und anschließend auf Konformität mit der geo-metrischen Spezifikation überprüft.
Wie man in Bild 4-1 – trotz vereinfachter Darstellung – erkennt, sind bis zur Kon-formitätsentscheidung viele Zwischenschritte erforderlich, welche alle jeweils mit den in Abschnitt 2.2.3 beschriebenen Unsicherheiten behaftet sind. Es ist anzuzweifeln, ob das „ideale Nennmodell“ zu 100 % die Funktion erfüllt bzw. bei Überschreiten der Toleranzgrenze nicht mehr erfüllt, zumal [ISO 17450-1:2012] keine Methodologie zur Beurteilung darüber enthält, wie nahe die geometrischen Spezifikationen den funkti-onalen Spezifikationen kommen. Die Entscheidung, ob ein Werkstück trotz Abwei-chungen seine Funktion erfüllt, obliegt vollständig dem Konstrukteur [WECKENMANN
2012A]. Bei der Überleitung der funktionalen Spezifikation in eine geometrische Spe-zifikation nach [ISO 14638:2013] (oder [ASME Y14.5:2009]) können „Übersetzungfehler“ auftreten, da nichtlineare funktionale Wechselwirkungen nicht beschrieben werden können. Da man bei der geometrischen Produktspezifikation den Verifikationsoperator (messtechnische Vorgaben wie Messprinzipien, Messstra-tegie, Filter- und Auswerteverfahren etc.) offen hält, kommt eine weitere Unsicherheit hinzu, welche zu Fehlentscheidungen führen kann. Aufgrund dieser Unsicherheiten reicht es in komplexeren Fällen nicht aus, die Konformität eines gefertigten Werk-

4 Zielsetzung und wissenschaftlicher Ansatz 40
stücks nur mit der geometrischen Spezifikation zu prüfen. Ein funktionsorientierter Ansatz ist erforderlich, bei dem verstärkt die Perspektive des Verifikationsprozesses eingebunden ist, da vor allem in diesem Prozessschritt die beschriebenen Unsicher-heiten und Abweichungen gemäß Bild 4-1 zum Tragen kommen.
Bild 4-1: Produktentwicklungsprozess von der Spezifikation bis zur Verifikation (Erweiterung
von [ISO 17450-1:2012], basierend auf [HARTMANN 2013A])
Ein ganzheitlicher Lösungsansatz für dieses Problem ist eine funktionsorientierte Ve-rifikation nach Bild 4-1, bei der der Verifikationsprozess um den Schritt „Vorhersage der Funktionsfähigkeit“ erweitert wird und das Ergebnis direkt mit der funktionalen Spezifikation verglichen wird. Zur Prognose der Funktionsfähigkeit sind Simulationen erforderlich, die auf gemessenen Werten und einem mathematisch-physikalischen Modell der Funktion basieren, welches kausale Zusammenhänge zwischen Oberflä-chengeometrie und Oberflächenfunktionalität beschreibt. Mess- und Auswertestrate-gie sind auf dieses grundlegende Modell ausgerichtet. Da jede Oberflächenfunktion andere Einflussgrößen hat, sind dafür individuell auf die jeweiligen Anwendungsfälle angepasste Prognosemodelle substanziell.
Mit diesem modellbasierten Ansatz wird durch Simulation der gemessenen Werkstückoberfläche der Grad der Funktionsfähigkeit ermittelt. Dabei können neben den geometrischen Eigenschaften der Oberfläche auch nicht-geometrische Ober-flächeneigenschaften wie Adhäsion, Härte, Temperatur usw. berücksichtigt werden. Hierbei wird, ähnlich dem Talyor‘schen Prinzip [KEFERSTEIN 2011], das Modell als erweiterte, virtuelle funktionale Lehre (basierend auf Simulationen) verwendet. Während bei einer Grenzlehre allerdings nur zwischen „gut“ und „schlecht“ unter-schieden werden kann, besteht hier die Möglichkeit, den Grad der Funktionserfüllung quantitativ abzuschätzen.
konventionell:konstruktions-orientierteVerifikation
Vorhersage der Funktionsfähigkeit
Auswertung
Messung
FertigungMessgrößen
Fertigungsparameter
geometrische Spezifikation
geometrische Anforderung
funktionale Spezifikation
funktionale Anforderung neuer Ansatz:
funktions-orientierte Verifikation
fertigungs-bedingte
Abweichungen(Form, Lage)
Mess-unsicherheit
Spezifikations-mehrdeutigkeit
Mehrdeutigkeit der Funktions-beschreibung

4 Zielsetzung und wissenschaftlicher Ansatz 41
Da mikrostrukturierte Oberflächen viele, aber regelmäßige Merkmale aufweisen, werden zur Erreichung zuverlässiger Messergebnisse erweiterte Auswertestrategien benötigt. Als geeignete Strategie zur automatisierten Merkmalextraktion und -bestimmung haben sich auf Segmentierungsverfahren basierende Auswertemetho-den herausgestellt. Segmentierungsverfahren erleichtern die Auswertung von ge-messenen Mikrostrukturen und erhöhen die statistische Sicherheit der Analyse durch eine höhere Anzahl an auswertbaren Merkmalen und deren bedienerunabhängigen, automatisierten Auswertung. Ferner ist es mittels einer rechnergestützten Klassifika-tion (z. B. Unterscheidung zwischen Segmenttiefe, -form, -fläche, -volumen oder Ge-schlossenheit) möglich, funktional relevante von irrelevanten Merkmalen zu unter-scheiden. Diese übertragbare Methode und das darauf aufbauende, implementierte Werkzeug, welches für unterschiedliche, strukturierte Oberflächen angewendet wer-den kann, werden in Abschnitt 6.1 vorgestellt.
Bei einem funktionsorientierten Verifikationsprozess (beginnend mit dem Festlegen der Messgröße bis zur Aus- und Bewertung der Messdaten) sollte zudem gemäß Bild 4-2 ein Regelkreis realisiert sein, d. h. es sollten kontinuierlich Messdaten in den Konstruktions- und Fertigungsprozess rückgeführt und gegebenenfalls eingegriffen werden, wenn die eingangs beschriebenen funktionalen Anforderungen nicht erfüllt sind.
Die konkrete Vorgehensweise für den Aufbau einer funktionsorientierten Verifikation besteht aus folgenden Schritten:
1. Modellieren der Funktion (Prognosemodell basierend auf vereinfachten, analy-tisch-physikalische Ansätzen oder numerischen Methoden o.a.)
2. Ableiten funktionsorientierter Messgrößen unter Berücksichtigung messtechni-scher Restriktionen (Zugänglichkeit, Auflösung, Messunsicherheit etc.)
3. Festlegen einer geeigneter Messstrategie (Messgerät inkl. Sensorparameter, Messbereich inkl. Objektausrichtung, Messpunktdichte, Hilfsmittel etc.)
4. Festlegen der funktionsorientierten Auswertestrategien (Kriterien zur Auswer-tung funktionaler Oberflächeneigenschaften)
5. Rückführung der ausgewerteten Parameter in das Prognosemodell (Schritt 1) zur Abschätzung der Funktionsfähigkeit
6. Validierung des Modells der Funktion mit Verfahren der direkten Funktionsprü-fung (siehe Abschnitt 3.2.1)
7. Verifikation der Funktionsfähigkeit (Nutzung des validierten Modells im Verifi-kationsprozess)

4 Zielsetzung und wissenschaftlicher Ansatz 42
Bild 4-2: Ansatz für eine funktionsorientierte Prozesskette (beginnend mit der Definition mik-
rostrukturierter Oberflächen bis zu deren Verifikation; basierend auf [HARTMANN
2014B])
Schritt 1 „Modellieren der Funktion“ und davon abhängige Schritte fallen für jede Problemstellung anders aus und müssen daher individuell gelöst werden. Um in die-ser Arbeit dennoch für die Schritte 1, 2 und 3 eine universelle Hilfestellung bereitzu-stellen, werden im 5. Kapitel grundlegende Wirkzusammenhänge zwischen geomet-rischen und nicht-geometrischen Oberflächeneigenschaften analysiert und eine Klassifizierungsmöglichkeit für Oberflächenfunktionen dargelegt. Im 6. Kapitel wer-den erarbeitete, universelle Hilfsmittel vorgestellt, welche für den 4. Schritt genutzt werden können. Der gesamte Ablauf des vorgestellten Lösungsansatzes wird
basierend auf Wissen, Experimente und Simulationen
Modellierungs-prozess
Messung
Werkstück mit Abweichungen
Fertigung
modell-basierte
Verifikation
Spezifikation
verb
esse
rte
geom
etris
che
Anf
orde
rung
en
verb
esse
rte
Pro
zess
para
met
er
Modell der Funktion
Produkteigensch.mit Toleranzen
Anforderungen mit Grenzen
funktionales Verhalten
Simulation der Funktionsfähigkeit
Messdaten mit Unsicherheiten
Verifikations-prozess
funktionsorientierteKonformitätsentscheidung
Fertigungs-prozess
Mes
sanf
orde
rung
en
mit ergänzenden Modellen zur Bestimmung von Messunsicherheiten
mit ergänzenden, prozessspezifischen Fertigungsmodellen zur Überleitung von Spezifikationen in Fertigungsparameter
funktionale Anforderungen
funktionale Spezifikation
geometrische Spezifikation
(ideale) Nenn-geometrie
Fertigungs-parameter
Werkstückgestalt mit Abweichungen
Mess-größen
Mess-parameter
Mess-werte
kausaleBeziehung
technischeFunktion
Leistungs-grenzen
Spezifikations-prozessBerücksichtigung von fertigungstechnischen und messtechnischen Restriktionen

4 Zielsetzung und wissenschaftlicher Ansatz 43
schließlich im 7. Kapitel am Beispiel einer mikrostrukturierten Druckwalze demons-triert.
4.3 Nutzen der Arbeit
Für den ersten Schritt „Modellierung der Funktion“ ist ein tiefgründiges Verständnis kausaler Zusammenhänge erforderlich. Dieser Ansatz ist daher in erster Linie für Werkstücke effizient, bei denen herkömmliche Toleranzkonzepte versagen, die Funk-tionsfähigkeit nicht direkt zerstörungsfrei getestet werden kann (z. B. aus finanziellen Gründen) oder geometrische Korrekturwerte aus der direkten Funktionsprüfung nicht ableitbar sind. Dies trifft vor allem auf Oberflächenstrukturen im Mikro- und Nanobe-reich zu.
In der Literatur gibt es unzählige Beispiele, welche den Einfluss der Oberflächento-pografie auf bestimmte Oberflächenfunktionen mithilfe von Korrelationen bestimmen wollen. So wird z. B. in [BECK 2005] ein „Kenngrößenschiedsrichter“ vorgeschlagen, der basierend auf einer geometrisch gemessenen Oberfläche zunächst alle genorm-ten Oberflächenkennwerte (über 100 Parameter) berechnet und anschließend nach dem Pareto-Prinzip die Kennwerte mit der höchsten Korrelation auswählt. Ähnliche statistische Verfahren werden auch in [SHERRINGTON 1986], [WHITEHOUSE 1997], [PONSONNETT 2003] oder [GRÖGER 2013B] beschrieben. Die Nachteile dieses Vorge-hens sind, dass
• Wissen über Kausalzusammenhänge nur unzureichend erlangt wird, • aufgrund ungeeigneter Messgrößen und unsicherer Messwerte Scheinkorrela-
tionen bestimmt werden (Messgrößen hängen mit einer dritten nicht bestimmten Größe als Ursache kausal zusammen) und
• bei einer Korrelation mit komplizierten Oberflächenkenngrößen (z. B. Spc, Sal nach [ISO 25178-2012]) ein Korrekturwert für den Fertigungsprozess nur schwer ableitbar ist.
Bei dem vorgeschlagenen Lösungsansatz werden Korrelationen nur zur Bestätigung des aufgestellten Modells der Funktion verwendet (vom Kausalzusammenhang zur
Korrelation statt von der Korrelation zum Kausalzusammenhang). Die Berücksichti-gung theoretischer Hintergründe bzw. die Modellierung der Funktion hilft dabei, fal-sche Korrelationen aufgrund nicht berücksichtigter Messgrößen zu vermeiden.
Der modellbasierte Ansatz zur Funktionsprüfung hat nicht nur Vorteile für den Verifi-kationsprozess, sondern für die gesamte Prozesskette. Mit einem mathematisch-physikalischen Modell der Funktion, welches kausale Zusammenhänge zwischen Oberflächengeometrie und Oberflächenfunktionalität beschreibt, werden erforderliche physikalische und geometrische Eigenschaften für ein optimiertes Design abgeleitet (Bild 4-2). Der modellbasierte Ansatz unterstützt den Konstrukteur, der sich folglich

4 Zielsetzung und wissenschaftlicher Ansatz 44
stärker auf die fertigungsorientierte Überleitung funktionaler Spezifikationen in geometrische Spezifikationen (gemäß [ISO 14638:2013] oder [ASME Y14.5:2009]) konzentrieren kann. Die spezifizierte Soll-Geometrie kann von der erforderlichen funktionalen Geometrie abweichen, weil geometrische Anforderungen geändert werden, um fertigungsbedingte Restriktionen einzuhalten oder um Regeln der Dimensionierung und Tolerierung anwenden zu können. Die Wirkung der veränderten Geometrie des Werkstücks auf die Funktionsfähigkeit kann mit dem Modell der Funktion bestimmt werden, was Übereinstimmungsunsicherheit (Mehrdeutigkeit der Funktionsbeschreibung) berechenbar macht. Ferner wird die Spezifikationsmehrdeu-tigkeit für die Verifikation eliminiert, indem Messdaten direkt mit dem Modell der Funktion abgeglichen werden. Um diese Vorteile nutzen zu können, ist allerdings ei-ne enge Zusammenarbeit von Arbeitsgruppen aus den Bereichen Konstruktion, Fer-tigung und Verifikation erforderlich, was dem gegenwärtigen Bestreben der Arbeits-teilung im Sinne von Frederick Winslow Taylor (Taylorismus) bzw. der Globalisierung widerspricht.

5 Klassifizierung von Oberflächenfunktionen für technische Anwendungen 45
5 Klassifizierung von Oberflächenfunktionen für technische Anwendungen
Mikrostrukturierte Oberflächen erfüllen vielfältige Funktionen – beginnend mit der be-reits von Galileo Galilei erforschten Reibungsreduktion (z. B. bei Kurbelwellen [ZIM-
MERMANN 2012] oder Umformwerkzeugen [MERKLEIN 2012]) bis hin zum topografie-gesteuertem Zellwachstum (z. B. Cochleaimplantate [PAASCHE 2014]). Die Modellie-rung muss für jede Funktion und oft auch für jeden Beanspruchungsfall und Oberflä-chentyp (isotrop/anisotrop stochastische, periodisch/nicht-periodisch strukturierte To-pographie) individuell gelöst werden. In diesem Kapitel werden dafür unterstützende Ansätze vorgestellt, wie man eine Oberflächenfunktion abstrahieren, analysieren und klassifizieren kann. Diese diskursiven Methoden sollen helfen, Verknüpfungen zu be-kannten, physikalischen Modellierungsansätzen zu identifizieren und Basis für eine systematische Lösungsfindung sein.
5.1 Abstraktion des Begriffs Oberflächenfunktion
Im Wörterbuch [EN 1325:2014] ist der Begriff „Funktion“ definiert als die „Wirkung ei-nes Produktes oder eines seiner Bestandteile“. Während der Konzeptphase der De-finition eines Produktes sollte eine Funktion zunächst in abstrakter Form und frei von technischen Lösungen formuliert sein [EN 1325:2014]. Ferner, gemäß der Richtlinien der Konstruktionswissenschaft [VDI 2803-1:1996], ist eine technische Funktion all-gemein als jede einzelne Wirkung eines Objektes definiert, welche mit einem Sub-stantiv und einem Verb beschrieben werden soll (z. B. Flüssigkeit fördern). [MALBURG
2004] kommt zu einem ähnlichen Ergebnis, indem er die Sprache der Funktion als Sprache der Verben beschreibt („The language of function is a language of verbs“). Generell wird in der Konstruktionswissenschaft eine Gesamtfunktion als technisches System angesehen, welches sich auf der abstraktesten Ebene in Form einer „Black Box“ darstellen lässt. Eingangsgrößen, in Form von Energien, Stoffen und/oder In-formationen werden zu Ausgangsgrößen umgesetzt und verändert [PAHL 2007]. „Zu-sammenhänge, die zwischen Eingang und Ausgang eines Systems bestehen, nennt man Funktion“ [DUBBEL 2011].
In dem in [ALBERS 2003] beschriebenen geometrieübergreifenden Contact-, Channel-
und Connector-Ansatz (C&C²) geht man hingegen davon aus, dass für die Darstel-lung von Funktions-Gestaltzusammenhängen die Grundelemente „Wirkfläche“, „Wirk-flächenpaar“ und „Leitstützstruktur“ (Verbindung zwischen Wirkflächenpaaren) not-wendig sind. Die Hypothese gemäß [ALBERS 2010] lautet: „Eine technische Funktion benötigt immer mindestens zwei Wirkflächenpaare und sie verbindende Leitstütz-strukturen. Ein System kann seine Funktion(en) nur in Wechselwirkung mit seiner Umgebung erfüllen. Ein System, das keine Wirkflächenpaare mit seiner Umgebung

5 Klassifizierung von Oberflächenfunktionen für technische Anwendungen 46
bildet, erfüllt keine Funktion.“ Auf dieser Hypothese bzw. dem C&C²-Ansatz aufbau-end werden in [ALBERS 2011] und [BÖRSTIG 2012], in Anlehnung an dem klassischen Konzept eines Konstruktionskataloges [ROTH 1994], ein Funktionskatalog für die Mik-rosystemtechnik am Beispiel einer Mikro-Gasturbine vorgeschlagen. Dieser Katalog ist zwar nur für die Konstruktionsunterstützung (Ideenfindung) und nicht für den Veri-fikationsprozess vorgesehen und geht nicht auf Oberflächenstrukturen ein, unter-streicht aber die Notwendigkeit einer ganzheitlichen, modellbasierten Herangehens-weise zur Optimierung von Bauteilfunktionen im Mikro- und Nanometerbereich.
Grundlage für die differenzierte Optimierung von Bauteilfunktionen ist die Funktions-trennung von Volumen und Oberfläche [SPUR 2013]. Das spezifizierte Volumen eines Bauteils oder Werkzeuges erfüllt meist durch seine Form eine Hauptfunktion (z. B. Drehmoment übertragen bei Zahnrädern) und wird neben seiner Geometrie vor allem durch die Eigenschaften Festigkeit und Gewicht charakterisiert. Die gezielte Beein-flussung der Oberflächen dient hingegen zur Optimierung der Hauptfunktion oder der Realisierung weiterer Oberflächenfunktionen (z. B. Zerspanwerkzeuge aus gut bear-beitbarem Material, aber gehärteter, verschleißresistenter Oberfläche).
Neben dem Überbegriff „Funktion“ wurde der Begriff „Oberflächenfunktion“ in der Li-teratur zunächst als allgemeine Eigenschaft oder technologische Eigenschaft einer Oberfläche aufgefasst [NOPPEN 1985]. Erst in [SHERRINGTON 1986] wird der Begriff Oberflächenfunktion mit der Oberflächenleistungsfähigkeit in Zusammenhang ge-bracht, welche die funktionale Abhängigkeit von physikalischen Phänomenen be-schreibt. [EVANS 1999] ordnet Oberflächen neben mechanischen und optischen Funktionen weitere Funktionen zu, wie die Optimierung hydrodynamischer, tribologischer oder biologischer Eigenschaften. [DE CHIFFRE 2003] erweitert den Be-griff Oberflächenfunktion, indem die Funktion einer Oberfläche als die Gesamtheit von Oberflächeneigenschaften aufgefasst werden, welche durch die Oberflächenge-stalt beeinflusst wird.
Analysiert man Oberflächenfunktionen, wie z. B. Reibung verringern, Farbe übertra-gen oder Licht absorbieren, kommt man zu einem ähnlichen Ergebnis wie [ALBERS
2010], dass eine Funktion stets durch die Interaktion mit mindestens einem weiteren Kontaktpartner (oder einer Wirkfläche) definiert ist; dieser kann fest, flüssig, gasför-mig oder immateriell (Energie, Information) sein. Für eine funktionsorientierte Bewer-tung der Werkstückoberfläche sind daher ebenfalls die physikalischen Eigenschaften (z. B. mechanische, optische, elektrische, oder thermische Eigenschaften) der Wirk-partner zu berücksichtigen, welche in Kombination auftreten können (z. B. in tribologischen Systemen). Ferner wirken äußere statische und/oder dynamische Kräfte (Normalkraft, Tangentialkraft, Druck etc.) auf die Gesamtfunktion. Bild 5-1 stellt diese Einflüsse dar, um Oberflächenfunktionen diesbezüglich einordnen zu können.

5 Klassifizierung von Oberflächenfunktionen für technische Anwendungen 47
Bild 5-1: Beteiligte Wirkpartner bei Oberflächenfunktionen
Ferner wird in [VDI 2221:1993] und [VDI 2803-1:1996] eine Systematik vorgeschla-gen, wie eine Gesamtfunktion in Teil- und Elementarfunktionen unterteilt werden und somit über Einzellösungen das Gesamtproblem bewältigt werden kann. Die Funktio-nenanalyse soll eine „sanfte Modellbildung“ für komplexe Systeme und Vereinfa-chungs- und Verbesserungsmöglichkeiten der Problemstellung aufzeigen. Auf der untersten Stufe sind die Elementarfunktionen einer Oberflächenfunktion gleichzuset-zen mit den grundlegenden chemischen, physikalischen und geometrischen Eigen-schaften einer Oberfläche, auf die im Folgenden eingegangen werden sollen.
5.2 Elementare Oberflächeneigenschaften
Gemäß [VDI/VDE 2601:1991] (Bild 5-2) wird das Oberflächenverhalten von geomet-rischen, physikalischen und chemischen Eigenschaften der Oberfläche beeinflusst. Zu chemischen Oberflächeneigenschaften zählen Eigenschaften, welche chemische Reaktionen hervorrufen oder begünstigen und dadurch chemische Bindungen bzw. Moleküle verändern. Hierunter fallen z. B. anti-oxidative Eigenschaften von Oberflä-chen, welche Korrosion verringern. Chemische Oberflächeneigenschaften werden in dieser Arbeit nicht vertieft, können aber z. B. in [ERBIL 2006] recherchiert werden. Im Folgenden konzentriert man sich auf grundlegende Wechselwirkungen zwischen geometrischen und physikalischen Eigenschaften von Oberflächen, welche für an-wendungsbezogene, technische Funktionen genutzt werden. Physikalische Eigen-schaften lassen sich in mechanische, optische, elektrische, magnetische, thermische
Werkstückoberflächegeometrische, mechanische, optische, elektrische, magnetische,
thermische, adhäsive und chemische Eigenschaften
mechanischerKontakt
flüssiger/gasförmigerKontakt
immaterieller Kontakt
•Paarungsfähigkeit / Austauschbarkeit sicherstellen,
•Reibung reduzieren / erhöhen,
•Verschleiß reduzieren,
•Festkörper abdichten,•Kraft übertragen,• ...
•Strömungswiderstand reduzieren,
•Reibung (mit Schmier-stoff) reduzieren,
•Wasser abstoßen (Hydrophobie),
•Stoffe zusammen-halten (Haftfestigkeit),
•Stoffe übertragen,•Partikel filtern • ...
•Licht brechen,•Licht absorbieren,•Wärme austauschen,•Schall absorbieren,•Ästhetik steigern,• ...
funktions-relevanteOberfläche(Wirkfuge)
Funktion(Zielgröße)
Kombination
statische/ dynam.Kräfte

5 Klassifizierung von Oberflächenfunktionen für technische Anwendungen 48
und adhäsive Eigenschaften unterteilen [PAHL 2007, WHITEHOUSE 2011]. Insbesonde-re sind Charakteristika von mechanischen, optischen und adhäsiven Oberflächenei-genschaften und deren Wechselwirkungen mit geometrischen Oberflächeneigen-schaften für die in dieser Arbeit dargelegten, wissenschaftlichen Untersuchungen wichtig. Aus diesem Grund wird in folgender Kurzübersicht auf deren theoretische Grundlagen und Möglichkeiten der Modellierung eingegangen.
Bild 5-2: Oberflächeneigenschaften und ihre Prüfung nach [VDI/VDE 2601:1991]. Anmerkung:
[VDI/VDE 2601:1991] bezieht sich nur auf Eigenschaften von spanend hergestellten
Flächen (optische, elektrische, magnetische, thermische und adhäsive Eigenschaf-
ten fehlen).
5.2.1 Mechanische Oberflächeneigenschaften
• Allgemeine Beschreibung: Mechanische Eigenschaften kennzeichnen das Ver-halten von Werkstoffen gegenüber äußerer Beanspruchung. Dabei unterscheidet man die Stadien reversible Verformung (linear-elastische Dehnung, nichtlinear-elastische Verformung), irreversible Verformung (plastische Verformung) und Bruch.
• Wichtige Kenngrößen: Nach [CZICHOS 2008] werden mechanische Eigenschaften metallischer Werkstoffe beschrieben durch Elastizität (Elastizitätsmodul, Schub-modul, Kompressionsmodul), Festigkeit (Zugfestigkeit, Wechselfestigkeit,
Oberflächenzustand
geometrische Eigenschaftenphysik.-chem. Eigenschaften
der Grenzschicht
Oberflächenverhalten
physikalisches geometrischeschemisches
chem. Eigensch. physikalische Eigensch.
Härte Eigen-spannung
Gefüge Rauheit
Feingestalt
Welligkeit
Grobgestalt
Formund Lage
Längen-und
Winkel-maße
Riss(Beschädi-
gung)
Form-und
Lage-prüfung
Riss-prüfung
Längen-mess-technik
GestaltprüfungFunktionsprüfung
Bestimmung des Oberflächenzustandes
Werkstoffprüfung
chemische
Analyse
Spektral-
chemische Zusammensetzung
Härte-prüfung
Röntgen-diffrakto-
meter
Spannungs-analyse
Gefüge-analyse
ElektronenMikroskop
Rauheitsprüfung
Tastschnittverfahrenoptische Verfahren
Rastersondenverfahren

5 Klassifizierung von Oberflächenfunktionen für technische Anwendungen 49
Streckgrenzen, Bruchdehnung, Duktilität etc.) und Härte. Für die Oberflächento-pografie ist insbesondere die Härte bei mechanischer Beanspruchung (dichten, gleiten) zur Beurteilung des Verschleißwiderstandes von entscheidender Bedeu-tung.
• Wechselwirkungen: Topografie und Härte einer Oberfläche beeinflussen sich ge-genseitig (bidirektional). So sind Rauheitswerte einer mechanisch beanspruchten Oberfläche mit einer geringen Härte nur bedingt aussagekräftig. Hingegen kann aber auch durch eine optimierte Mikrostruktur der mechanische Widerstand der Oberfläche erhöht werden (z. B. bei statischer Belastung durch Erhöhung des Traganteils).
• Modelle: Grundlage bestehender Modelle der Kontaktmechanik für raue Oberflä-chen sind im Wesentlichen drei Modelle: o Das Modell nach Hertz (Hertz‘sche Pressung), welches allerdings nur rein
elastische Kontakte beschreibt und Reibung und Adhäsion vernachlässigt [HERTZ 1881],
o die Arbeiten von Bowden und Tabor, welche vor allem tribologische Untersu-chungen zur Beschreibung der „wahren Kontaktfläche“ unternahmen [BOWDEN
1964], sowie o der Beitrag von Greenwood und Williamson, welche elastische und plastische
Deformationen der Rauheitsspitzen modellieren, diese aber als normalverteilte Kugelkalotten annehmen [GREENWOOD 1966].
Aktuelle Modelle zur Simulation des Kontaktes rauer Oberflächen nutzen die Me-thode der Finiten Elemente (FEM) oder die Randelementmethode (BEM). Beste-henden Problemen, die durch den Mehrskalencharakter der Reibung (Merkmale im Nanometerbereich wirken sich auf den Makrobereich aus) und der Komplexi-tät (Wechselwirkung vieler unterschiedlicher physikalischer Phänomene und Ein-flussfaktoren wie Adhäsion, Schmierung, Plastifizierung) bedingt sind, begegnet man durch Mehrskalenmodelle [BUCHER 2006, YANG 2008] und einer Dimensi-onsreduktion (Trivialisierung auf eine eindimensionale Abbildung) [POPOV 2013].
5.2.2 Optische Oberflächeneigenschaften
• Allgemeine Beschreibung: Optische bzw. strahlungsphysikalische Eigenschaften von Oberflächen werden durch Reflexions- und Brechungsgesetze beschrieben.
Wichtige Kenngrößen: Optische Eigenschaften einer metallischen Oberfläche werden vor allem durch den Reflexionsgrad b beschrieben. Dieser ist definiert als das Verhältnis der reflektierten zur einfallenden Lichtintensität c und hängt von Materialeigenschaften und Neigung (inkl. Rauheit) der Oberfläche sowie Polari-sation und Einfallswinkel des Lichtstrahls ab. Diese Abhängigkeit kann als Funk-tion des komplexen Brechungsindex d ausgedrückt werden, welcher bei metalli-

5 Klassifizierung von Oberflächenfunktionen für technische Anwendungen 50
schen Oberflächen beschrieben wird mit d = � − � ∙ h (� Brechzahl, h Extinktionskoeffizient). Trifft ein Lichtstrahl senkrecht auf eine glatte metallische Oberfläche � (Umgebung Luft � mit dem Brechungsindex �9 ≈ 1) ergibt sich
[HASS 1982]
b = c� i! jk/ �kc /li3!! lm = ndo − �9do + �9qr ≈ ndo − 1do + 1qr = (�t − 1)r + htr(�t + 1)r + htr . (5.1)
Der Reflexionsgrad b ∈ [0, 1] kann über Glanzmessungen bestimmt werden und nimmt z. B. für das Material Silber den Wert 0,95 (� = 0,18; h = 3,64) oder für Kupfer den Wert 0,70 (� = 0,64; h = 2,62) an (Bedingungen: polierte Oberflächen mit vernachlässigbarer Rauheit, Wellenlänge I = 589 ��, senkrechter Lichtein-fall) [MISHOLI 2014].
• Wechselwirkungen: Reflexions-, Transmissions- und Absorptionseigenschaften werden vom Material und der Topografie der Oberfläche unidirektional beein-flusst. Nach dem Rayleigh Kriterium nimmt man an, dass eine Oberfläche als op-tisch glatt zu bezeichnen ist, wenn der Phasenunterschied der reflektierten Wel-len kleiner ist als 90° ({ 2⁄ F:;). D. h. in Abhängigkeit vom Beleuchtungswinkel ~/ und der Wellenlänge I muss die mikroskopische Höhendifferenz der Oberflä-che bzw. die Standardabweichung der Oberflächenabweichungen �< (in der Lite-ratur auch als rms, root mean square, bezeichnet) nach [ISO 4287:2010] der Be-dingung �< < I (8 ∙ cos (~/)⁄ folgen, damit eine Oberfläche als optisch glatt gilt [MARZAHN 2012].
• Modelle: Mit dem Modell von [BENNETT 1961], bei dem man von normalverteilten Oberflächenabweichungen ausgeht, kann der Einfluss der Oberflächenrauheit auf das Reflexionsvermögen quantitativ beschrieben werden mit bb8 = ����∙�∙'�� �� + �1 − ����∙�∙'�� ��� ∙ �1 − ��r∙��∙'�∙�'m�∙� ���. (5.2)
Dabei sind b8 der Reflexionsgrad einer ideal glatten Oberfläche, I die Wellenlän-ge der Lichtquelle, 0 der halbe Öffnungswinkel (Akzeptanzwinkel) des optischen Sensors, �< die Standardabweichung der Oberflächenabweichungen und �;< die durchschnittliche quadratische Neigung des Rauheitsprofiles nach [ISO 4287:2010]. Für eine flächenhafte Betrachtung, welche der Realität etwas näher kommt, können ebenfalls die übertragenen, flächenhaften Oberflächenkenngrö-ßen �< bzw. �;< nach [ISO 25178:2012] verwendet werden. Der relative Reflexiongrad b/b8 hat die Form einer Gaußkurve, welche sich bei �< = 0,2 ∙ I dem Nullpunkt nähert [KRUJATZ 2002]. Nach dieser Theorie würde von Oberflä-chen mit �< > 0,16 μ� kein sichtbares Licht (380 �� < I < 780 ��) mehr re-flektiert werden. Diese These wurde in [RIESENBERG 1987] experimentell belegt. Zudem kann, um das Reflexionsverhalten einer Oberfläche unter einem beliebi-

5 Klassifizierung von Oberflächenfunktionen für technische Anwendungen 51
gen Einfallswinkel zu beschreiben, eine bidirektionale Reflektanzverteilungs-funktion (Bidirectional Reflectance Distribution Function, BRDF) genutzt werden. Diese Funktion liefert das Verhältnis von reflektierter Leuchtdichte �� unter dem Austrittswinkel (~� , ��) zur einfallenden Beleuchtungsstärke �/ unter dem Ein-fallswinkel (~/ , �/) [NICODEMUS 1977, BLINN 1977, COOK 1981, GEBHARDT 2000, KICKINGEREDER 2006].
5.2.3 Adhäsive Oberflächeneigenschaften
• Allgemeine Beschreibung: Unter Adhäsion versteht man Wechselwirkungen zwi-schen zwei sich berührenden Körpern, die einen Zusammenhalt hervorrufen. Ad-häsive Oberflächeneigenschaften lassen sich unterteilen in mechanische Adhä-sion, welche auf Verklammerung von geometrischen Merkmalen im Mikro- und Nanometerbereich beruht, und spezifische Adhäsion, welche von chemischen, physikalischen und thermodynamischen Eigenschaften der Oberfläche abhängt.
• Wichtige Kenngrößen: Eine wichtige Oberflächenkenngröße zur Beurteilung me-chanischer Adhäsionseigenschaften ist die Spitzenanzahl �=> [ISO 4287:2010] bzw. die flächenhafte Spitzendichte ��; [ISO 25178-2:2012]. So wird z. B. durch gezieltes, gleichmäßiges Aufrauen (Dressieren) von Blechen die Spitzenzahl er-höht, um die Lack-Haftfestigkeit zu steigern, während Welligkeit und Rauheit (�:) aus optischen und umformtechnischen Gründen niedrig gehalten werden [THYS-
SENKRUPP 2013]. Zur Beurteilung spezifischer Adhäsionseigenschaften ist hinge-gen die Oberflächenenergie 7 eine wichtige Kenngröße, welche indirekt über den Benetzungswinkel (bzw. Kontaktwinkel [YOUNG 1805]) bestimmt werden kann [DIN 55660-1:2011, DIN 55660-2:2011, DIN 55660-3:2011, DIN 55660-6:2013].
• Wechselwirkungen: Die Topografie einer Oberfläche beeinflusst unidirektional nicht nur deren mechanische Adhäsion, sondern auch die spezifische Adhäsion. Diese wird zusätzlich durch Temperatur und Polarität der Oberfläche verändert.
• Modelle: Spezifische Adhäsionsmodelle lassen sich unterteilen in molekularphy-sikalische Modelle (Polarisationstheorie, Elektrostatische Theorie, Diffusionstheo-rie), chemische Bindungs-Modelle und thermodynamische Modelle, wobei letzte-re die am weitesten entwickelten Theorien zur Deutung der Adhäsion sind [HEN-
NING 2004]. Hierzu zählen auch Adsorptions- und Benetzungstheorien nach [WENZEL 1936] und [CASSIE 1944], welche die Benetzungstheorie von [YOUNG
1805] um den Einfluss der Oberflächenrauheit erweitern. Nach [WENZEL 1936] werden durch die vergrößerte Oberfläche sehr rauer Oberflächen deren hydro-phile Eigenschaften verstärkt. Stecknadelähnliche Oberflächenrauheiten im Na-nometerbereich können hingegen auch hydrophobe Eigenschaften verstärken, indem nach [CASSIE 1944] Luft zwischen Flüssigkeit und Oberfläche eingeschlos-sen und somit die Kontaktfläche verringert wird [WHYMAN 2008]. Zusammenhän-

5 Klassifizierung von Oberflächenfunktionen für technische Anwendungen 52
ge zwischen der Topologie, den mikroskopischen Kontaktkräften und der makro-skopisch beobachteten Haftung sind noch nicht vollständig quantifizierbar. An-wendungsorientierte Ansätze zur Charakterisierung des Wirkzusammenhangs zwischen dem Benetzungswinkel und der Rauheit stochastischer Oberflächen werden in [FLEMMING 2007] (Glasscheiben) und [TAN 2012] (metallische Oberflä-chen) sowie mit Bezug zu rillenförmigen Mikrostrukturen aus Silizium in [SEE-
MANN 2005] untersucht. Aktuell versprechen Multiskalenmodelle, wie z. B. in [SAUER 2010] oder [PASTEWKA 2014] beschrieben, bestehende Diskrepanzen zwischen den verschiedenen Modellvorstellungen der Adhäsionstheorie univer-sell lösen zu können.
5.3 Klassifizierungsschema für Oberflächenfunktionen als Orientierungshilfe
für die Modellierung
Eine allgemeingültige Klassifizierung bzw. ein Ordnungsschema kann die systemati-sche Untersuchung der physikalischen Zusammenhänge fördern. In [WHITEHOUSE
2001] wird eine Klassifizierung von Oberflächenfunktionen vorgestellt, bei der mithilfe von „function maps“ eine bildliche Beziehung zwischen dem Abstand und der Rela-tivgeschwindigkeit von Mehrkörperkontakten hergestellt wird. Ähnliche Ansätze sind in [DIN 4764:1982] bzw. [WEINGRABER 1989] enthalten, in denen Anforderungen an die Wirkoberfläche eines Bauteils nach Kontakt (kein / zeitweiliger / ruhender / bewe-gender Kontakt) und Beanspruchung (nicht / statisch / dynamisch beansprucht) ge-gliedert sind. Dieses Vorgehen wird durch die in Abschnitt 5.2 beschriebene Eintei-lung in Elementarfunktionen bzw. elementaren Oberflächeneigenschaften erweitert. Exemplarisch wird das erweiterte Ordnungsschema in den Tabellen 5-1 und 5-2 an-hand mehrerer Kurzbeispiele vorgestellt.
Für die Systematisierung vorhandener Informationen sollten somit im ersten Ansatz die Wirkpartner (fest / flüssig / gasförmig / immateriell), die Beanspruchung (keine / statisch / dynamisch) und die zu berücksichtigenden elementaren Oberflächeneigen-schaften beschrieben sein. Die zusätzliche Zuordnung letzterer hilft dabei, Parallelen zu bestehenden Modellen zu erkennen und schneller einen Modellierungsansatz zu finden. Weitere Analyse-Methoden, wie ein Ishikawa-Diagramm oder eine Ursache-Wirkung-Matrix [DREWS 2010], können unterstützend hinzugezogen werden.

5 Klassifizierung von Oberflächenfunktionen für technische Anwendungen 53
Funktion Prinzipskizze Funktionsweise Anwendungen
Kontakt Last Einflussgrößen
fest
fl.
/gas
f. im
mat
.
kein
e st
atis
ch
dyna
m.
geom
. m
ech.
op
tisch
el
ektr
. m
agne
t. th
erm
. ad
häsi
v
Druck-widerstand reduzieren
Vertiefungen (Dimples) verursachen eine turbulente Grenzschichtströ-mung, welche eine Verringerung der Totwasserzone bewirkt. Durch Ab-senken des Druckwiderstandes wird der Strömungswiderstand reduziert.
Golfball [BEARMAN 1976, SMITH 1994]
Strömungs-widerstand reduzieren
Riblets behindern Querbewegungen turbulenter, oberflächennaher Strö-mungen. [KECK 2008]
Schiffsrümpfe, Schwimmanzüge, Flugzeugtragflächen [KLOCKE 2007]
Reibung ver-ringern
Verringerung der Kontaktfläche und Speicherung von Schmierstoff in Ta-schen, Aufbau eines hydrostati-schen/-dynamischen Gegendrucks.
Zylinderlaufflächen, Umformwerkzeug [WECKENMANN 2011B, GEIGER 1997]
Wasser ab-stoßen (Hydropho-bie)
Verringerung der Benetzbarkeit durch Einschließen von Luft (Modell nach [CASSIE 1944]).
Selbstreinigungsef-fekt für Fenster, eis-freie Flugzeugtragflä-chen [FLEMMING 2007, MALSHE 2013]
Stoffe zu-sammen-halten (Haft-festigkeit)
Eine hohe Spitzendichte begünstigt die mechanische Adhäsion (Ver-klammerung), zudem wird durch Ka-pillareffekte Hydrophilie verstärkt.
Lackhaftung bei Fahrzeugkarosserien [THYSSENKRUPP 2013, TOPOCROM 2014]
Tabelle 5-1: Ordnungsschema für exemplarische Oberflächenfunktionen (Kontakt: Beschaffenheit des Kontaktpartners; Last: Belastungsfall bzw. Beanspru-
chung; Einflussgrößen: zu berücksichtigende, elementare Oberflächeneigenschaften; fl.: flüssig; gasf.: gasförmig; immat.: immateriell)
H20

5 Klassifizierung von Oberflächenfunktionen für technische Anwendungen 54
Funktion Prinzipskizze Funktionsweise Anwendungen
Kontakt Last Einflussgrößen
fest
fl.
/gas
f. im
mat
.
kein
e st
atis
ch
dyna
m.
geom
. m
ech.
op
tisch
el
ektr
. m
agne
t. th
erm
. ad
häsi
v
Energie ab-sorbieren
Mehrfaches Reflektieren von Licht-strahlen erhöht die Absorption der Lichtenergie.
Solarzellen [KELZENBERG 2010], antireflektive Displays [PARK 2012]
Licht bre-chen (Ener-gie lenken)
Licht wird an Linsen gebrochen. Durch Lichtbündelung/-streuung werden passive Zwischenräume von Lichtabsorbern/-emittern umgangen.
Linsen-Arrays für Bildsensoren, Solar-zellen, 3D-Displays [YANG 2007, KARP 2010]
Stoff über-tragen
Vergrößerung des Leervolumens für mehr Übertragungsvolumen. Unter-teilung des Leervolumens für eine gleichmäßigere Stoffübertragung.
Mikrostrukturierte Druckwalzen [WECK-ENMANN 2011A]
Wärme oder Gas austau-schen
Vergrößerung der Oberfläche sowie Begünstigung von Kamineffekten.
Niedertemperatur-Brennstoffzelle [EHRICH 2011], Kühl-körper
Festkörper abdichten
Vermeidung von Mikrokanälen, d. h. Vermeidung von Erhöhungen (Parti-keln) auf der Dichtfläche und von tie-fen Riefen senkrecht zur Dichtfläche. Riefen parallel zur Dichtfläche sind hingegen unkritisch.
Einspritzdüse (siehe Bild) [HARTMANN 2013A], Saugnäpfe [STANISLAV 2010]
Tabelle 5-2: Fortsetzung – Ordnungsschema für exemplarische Oberflächenfunktionen (Kontakt: Beschaffenheit des Kontaktpartners; Last: Belastungsfall
bzw. Beanspruchung; Einflussgrößen: zu berücksichtigende, elementare Eigenschaften; fl.: flüssig; gasf.: gasförmig; immat.: immateriell)
DiodeLicht Mikro-linse
Lichtquelle
Spritzloch
p
Dicht-fläche
Riefen

5 Klassifizierung von Oberflächenfunktionen für technische Anwendungen 55
Wie in den Tabellen 5-1 und 5-2 erkennbar sowie in Bild 5-3 dargestellt, nehmen geometrische Oberflächeneigenschaften eine Schlüsselstellung ein, da alle sonsti-gen grundlegenden Oberflächeneigenschaften uni- oder bidirektional von der Geo-metrie abhängen. Ferner bestehen auch zwischen den nicht-geometrischen Oberflä-cheneigenschaften z. T. starke Wechselwirkungen. Aufgrund der hohen Komplexität müssen bei der Modellierung der Funktion daher zunächst Vereinfachungen getrof-fen werden.
Bild 5-3: Wechselwirkungen von Oberflächeneigenschaften (OE)
Zur Reduktion der Komplexität der Modellbildung wird empfohlen, Wechselwirkungen mithilfe von Analogieexperimenten zunächst zu untersucht und zu priorisiert (z. B. Versuchsplan mit Pareto-Analyse). Ferner werden im ersten Schritt zur Vereinfa-chung zunächst ideale Umgebungsbedingungen angegeben und somit Oberflächen-eigenschaften als konstant angenommen werden. Dennoch bestehen Schnittstellen, um nicht erfasste oder verkürzte Attribute nachträglich zu ergänzen und zu verfei-nern. Zur Verifikation des Modells und der abgeleiteten Parameter werden im letzten Schritt funktionale Tests durchgeführt (z. B. auf Prüfständen). Sollten Diskrepanzen zwischen Simulationsergebnissen und Ergebnissen der direkten Funktionsprüfung bestehen, werden diese Erkenntnisse gemäß Bild 5-4 zu Verfeinerung des Modells zurückgeführt. Mit diesem Regelkreis wird das Modell der Funktion immer detaillier-ter, wodurch man in der Lage ist die Funktionsfähigkeit der Oberfläche mit verschie-denen Eingangsparametern zu prognostizieren. Auf Dauer können so aufwändige Funktionstests eingespart werden.
Zur Reduzierung von Messunsicherheiten wird idealerweise ein Messprinzip gewählt, das auf ähnlichen physikalischen Wirkmechanismen beruht wie die zu messende physikalische Eigenschaft. Kann diese Forderung nicht eingehalten werden, besteht die Gefahr, dass ein Messwert durch parasitäre Oberflächeneigenschaften beein-flusst wird, die nicht das eigentliche Funktionsverhalten widerspiegeln. Dies ist bei-
MechanischeOE Optische
OE
Adhäsive OE
Elektrische OE
MagnetischeOE
ThermischeOE
ChemischeOE
GeometrischeOE
beeinflusst Geometrie
Legende
Energieeinbringung(Kraft, Temperatur, Lichtstärke, elektrische Stromstärke…)
Stoffeinbringung(Festkörper, Flüssigkeit)
von Geometrie ausgehende Wirkung
Wechselwirkungen nicht-geometrischer OE

5 Klassifizierung von Oberflächenfunktionen für technische Anwendungen 56
spielsweise der Fall, wenn ungünstige Reflexionseigenschaften einer Oberfläche bei einer optischen Gestaltmessung zu Messabweichungen führen (z. B. Batwings, Un-ter-/Überbelichtung durch hohe Dynamik), die Oberflächenfunktion aber auf mecha-nischem Kontakt beruht (z. B. gleiten, dichten, haften) und somit unabhängig von op-tischen Eigenschaften ist. Derartige Messunsicherheiten (Methodenunsicherheit ge-mäß [ISO 17450-2:2013]) müssen bei der Beurteilung der Funktionsfähigkeit berück-sichtigt werden.
Bild 5-4: Iteratives Vorgehen zur Verfeinerung der Modellierung
Nutzung des Modellsim Verifikationsprozess zur
Prognose der Funktionsfähigkeit
Verfeinern des ModellsModellgleichung, Parameter etc.
Verifikation des ModellsVergleich der Simulationsergebnisse mit Ergebnissen einer direkten Funktionsprüfung
Simulation der FunktionBasierend auf geometrischen und nicht-geometrischen Eingangsdaten
Ableiten von MessgrößenAuswahl von Messverfahren und Auswertestrategien
Ableiten funktionsrelevanter ParameterGewichtung von Merkmalen
Modellierung dertechnischen Funktion Y=f(X1,...,XN)
fX1Y
X2 X3 XN...
Aufbau einer Wissensbasis•Definition der Zielgröße•Ursache-Wirkung-Zusammenhänge•Relevante Eingangsgrößen •Vorwissen (vorherg. Messungen und Studien)
Mod
ellg
leic
hung
Übereinstimmung?
Rüc
kfüh
rung
neu
er E
rken
ntni
sse
Ja
Nein

6 Methoden und Werkzeuge zur erweiterten Oberflächencharakterisierung 57
6 Methoden und Werkzeuge zur erweiterten Oberflächencharakterisierung
Zur Reduzierung der Messunsicherheit und des Zeitaufwandes bei der Erfassung von Oberflächenpunkten mit den in Abschnitt 3.2.2 beschriebenen Messgeräten und der Auswertung der Messdaten wurden universelle Methoden und Werkzeuge erar-beitet und eingesetzt, deren Nutzen nicht auf eine Funktion bzw. einen Anwendungs-fall beschränkt ist. Weitere adaptierte Mess- und Auswertestrategien sowie Methoden zur Modellierung der Funktion und Bewertung der Funktionsfähigkeit von weniger universellem Charakter werden direkt bei der exemplarischen Erläuterung des Lö-sungsansatzes im Kapitel 7 vorgestellt.
6.1 Segmentierungsbasierte Auswertestrategie für topografische 3D-
Messdaten
Funktionale Oberflächen, wie z. B. Näpfchenstrukturen zur Reibungsreduzierung, besitzen mehrere Tausend Merkmale pro mm². Mit konventionellen optischen Ober-flächenmessgeräten (z. B. Weißlichtinterferometer) werden bei einem Messvorgang (Messfläche ca. 1 mm²) bereits bei normaler Auflösung etwa eine Million Messpunkte generiert. Zur effizienten Weiterverarbeitung, wie der Simulation der Funktionsfähig-keit, ist es daher erforderlich, die hohe Datenmenge auf funktionsrelevante Merkmale zu reduzieren und zu verdichten.
Da je nach Funktion die Anforderungen an die Oberflächentopografie unterschiedlich ausfallen, wird bereits in [DE CHIFFRE 2000] empfohlen, keine weiteren funktionsspe-zifischen 2D- und 3D-Oberflächenparameter zu definieren, sondern universelle Aus-werteverfahren zur Merkmalextraktion bereitzustellen. Ferner sind bei geometrisch definierten Mikrostrukturen wie z. B. bei Näpfchenstrukturen, welche dimensionelle Merkmale wie Näpfchendurchmesser, -tiefe, und -abstand aufweisen, Oberflächen-kennwerte, die lediglich Amplitudenwerte mitteln, nur bedingt sinnvoll. Selbst funkti-onsorientierte Oberflächenkennwerte, wie z. B. die Kennwerte der Abbott-Firestone-Kurve nach [ISO 13565-2:1998], haben den Nachteil, dass mit diesen der Ferti-gungsprozess nicht direkt korrigiert werden kann. Zur direkten Korrektur der geomet-rischen Vorgaben ist es besser, dimensionelle Merkmale direkt zu bestimmen. Aller-dings erfolgt dies meist manuell mit hohem Bedienereinfluss, sodass aus Zeitgrün-den nur wenige Merkmale zur Beurteilung der gesamten Oberfläche herangezogen werden, was bei einer hohen Prozessstreuung zu Falschaussagen führen kann.
Eine Lösung dieses Problems stellt eine automatisierte Merkmalextraktion basierend auf Segmentierungsverfahren mit einer anschließenden merkmalbasierten Auswer-tung dar. Obwohl Segmentierungsverfahren für 2D-Bildanalysen entwickelt wurden [JÄHNE 2005], können sie auch in der 3D-Oberflächenmesstechnik angewandt wer-

6 Methoden und Werkzeuge zur erweiterten Oberflächencharakterisierung 58
den. Ähnlich wie bei der 2D-Bildanalyse ist es die Aufgabe der für Oberflächenaus-wertung verwendeten Segmentierungsverfahren, aus einem 3D-Oberflächen-datensatz relevante Bereiche zu extrahieren und voneinander zu trennen. Dabei werden die Koordinaten von Oberflächenmesspunkten analysiert, um diese zu Grup-pen homogener Punkte, also Punkte mit gleichen oder ähnlichen Eigenschaften, zu-sammenzufassen. Das Resultat der Segmentierung ist eine Ergebnismatrix mit binä-ren Werten. Punkte, die einem relevanten Merkmal zugeordnet werden, erhalten den Wert 1, alle anderen Punkte den Wert 0. Mit dieser binären Ergebnismatrix können die Eigenschaften der gefundenen Merkmale näher untersucht werden.
Eine Übersicht der einzelnen Schritte des implementierten segmentbasierten Aus-wertestrategie ist in Bild 6-1 gegeben. Die Vorgehensweise dieses für die Charakteri-sierung von definierten Mikrostrukturen wichtigen Werkzeuges wird im Folgenden zunächst theoretisch und am Ende des Kapitels mit Beispielen praxisnah erläutert.
Bild 6-1: Grundlegende Schritte des implementierten, segmentbasierten Auswertestrategie
6.1.1 Datenvorverarbeitung
Zur Vermeidung einer Übersegmentierung werden die Daten im ersten Schritt vor-verarbeitet. Zur Korrektur von Ausrichtefehlern der Messung werden die Koordinaten der gemessenen Oberfläche in eine Ebene transformiert. Hierbei wird die Methode der kleinsten Fehlerquadrate (Gauß-Kriterium) angewandt, um eine robuste Ausrich-tung sicherzustellen.
Vorver-arbeitung
� Ausrichten der Oberfläche� Ausbessern von Fehlstellen und Ausreißern � Filter-Operatoren zur Reduzierung von Rauschen
Segmen-tierung
� Auswahl von Segmentierungsalgorithmen o Oberflächen mit direkt angrenzenden ähnlichen
Merkmalen (� Wasserscheideverfahren)o Oberflächen mit nicht angrenzenden ähnlichen
Merkmalen (� pixel- oder kantenbasierte Verfahren)
� Durchführen der Segmentierung
Klassi-fikation
� Reduzierung der Übersegmentierung o Unterscheidung zwischen offenen und
geschlossenen Segmenteno Klassifizierung nach Höhe, Fläche, Form etc.
Merkmal-basierte
Aus-wertung
� Anwenden von standardisierten Auswerteverfahren für jedes einzelne Segment (z. B. Bestimmung von Höhe, Durchmesser, Volumen, Flankenwinkel etc.)
� Statistische Auswertung aller Einzelwerte

6 Methoden und Werkzeuge zur erweiterten Oberflächencharakterisierung 59
Anschließend wird die Lage von nicht-gemessenen Punkten (Fehlstellen) rekonstru-iert, da diese Bereiche sonst fälschlicherweise als relevante Merkmale (z. B. als Boh-rungen) segmentiert werden könnten. Jeder nicht-gemessene Punkt wird durch einen Wert ersetzt, der durch Vergleich mit den gültigen benachbarten Punkten bestimmt wird [HARTMANN 2013B].
Zur Reduzierung von Ausreißern werden Matrix-Filter auf die Oberfläche angewandt. Zum Filtern wird eine kleine Filtermatrix (Kernel-Matrix) auf der Oberfläche bewegt. Das einfachste Filterverfahren ist die Berechnung des arithmetischen Durchschnitts, bei dem jeder Punkt mit den 3x3 (oder mehr) benachbarten Punkten gemittelt wird. Daneben wurde ebenfalls ein rauschunterdrückender Median-Filter zur Entfernung von Rauschen und störenden Spitzen implementiert.
6.1.2 Segmentierung
Segmentierungsalgorithmen lassen sich nach [JÄHNE 2012] und [LEHMANN 1997] wie folgt einteilen:
• Punktorientierte Verfahren: Binarisierung nach einem festgelegten Schwellwert (z. B. Grauwert oder z-Wert) für jeden einzelnen Punkt. Man unterschiedet nach [HABERÄCKER 1991] zwischen:
o Globalen Schwellwertverfahren o Lokalen Schwellwertverfahren o Dynamischen Schwellwertverfahren
• Kanten- bzw. konturorientierte Verfahren: Segmentierung nach Kanten- oder Merkmalübergängen. Durch Faltung der Oberfläche ergibt sich eine Gradientenmatrix, welche anschließend mit Kantenverfolgungsalgorithmen ana-lysiert wird. Man unterscheidet:
o Hochpassfilter (Sobel, Prewitt, Laplace) [BÄSSMANN 1989] o Wasserscheiden-Transformation [BEUCHER 1979] o Felzenszwalb-Huttenlocher-Algorithmus [FELZENSZWALB 1998] o Snakes [KASS 1988] o Active Shape Models [COOTES 1992]
• Regionenorientierte Verfahren: Binarisierung unter Berücksichtigung von Punkt-nachbarschaften, mit dem Ziel, zusammenhängende Merkmale zu segmentieren. Bekannte Verfahren sind:
o Region Growing [ZUCKER 1976] o Region Splitting [OHLANDER 1978] o Pyramid Linking [BURT 1984] o Split and Merge [HOROWITZ 1974]

6 Methoden und Werkzeuge zur erweiterten Oberflächencharakterisierung 60
• Texturorientierte Verfahren: Binarisierung nach Regionen mit einheitlicher Textur (statt Grauwerte oder z-Werte). Wichtige texturorientierte Segmentierungsverfah-ren sind:
o Co-ocurrence-Matrizen (Haralick-Matrizen) [HARALICK 1973] o Texture-Energy-Measure [LAWS 1980] o Run-Length-Matrix [GALLOWAY 1974] o Fraktale Dimension und Maße [JONES 1988] o Markow-Random-Fields und Gibbs-Potenziale [KINDERMAN 1980] o Strukturelle Ansätze [JULESZ 1981]
• Modellorientierte Verfahren: Merkmalextraktion durch Vorgabe von geometri-schen Größen und Formen. Bekannte Verfahren sind:
o Hough-Transformation [HART 2009] o Template-Matching [BRUNELLI 2009]
Zur dimensionellen Auswertung von Mikro- und Nanostrukturen ist eine reine Seg-mentierung nicht ausreichend, da – wie in Bild 6-2 verdeutlicht – segmentierte Merk-malsgrenzen je nach verwendetem Algorithmus an unterschiedlichen Postionen lie-gen.
Bild 6-2: Bestimmung der Breite B einer Näpfchenstruktur mit unterschiedlichen Segmentie-
rungsverfahren. B1: Schwellwertverfahren, B2: Gradientenverfahren (Sobel), B3:
Wasserscheiden-Zerlegung.
Gemäß dem Vorgehen in Bild 6-1 ist nach der Segmentierung ein weiterer Auswerte-schritt zur exakten Berechnung der geometrischen Größen notwendig. Die Segmen-tierung dient daher nur dem Zweck, relevante von nicht relevanten Oberflächen-merkmalen zu unterscheiden und die ungefähre Position, Form und Größe einzelner relevanter Oberflächenmerkale für die merkmalsbasierte Auswertung zu ermitteln. Der Vorteil ist, dass für diesen Zweck einfache bzw. schnelle Segmentierungsalgo-rithmen wie Schwellwertverfahren, Gradientenverfahren oder Wasserscheiden-Zerlegung ausreichend sind. Diese drei Verfahren wurden für die Oberflächenaus-wertung angepasst und werden im Folgenden genauer vorgestellt. Für nähere Infor-mationen zu regionen-, textur- und modellorientierten Verfahren sowie zu weiteren kantenorientierten Verfahren sei auf [LEHMANN 1997], [BEYERER 2012] und [JÄHNE
2012] verwiesen.
Mirkostruktur(Querschnitt) B1
B2
Schwellwert(manuell)
B3

6 Methoden und Werkzeuge zur erweiterten Oberflächencharakterisierung 61
6.1.2.1 Punktorientierte Segmentierung
Bei punktorientierten Segmentierungsverfahren wird der z-Wert jedes einzelnen Punktes mit einem Schwellwert verglichen. Ist der Wert des Punktes größer als der Schwellwert, wird der Wert des Punktes in der Ergebnismatrix auf 1 gesetzt, liegt er darunter, ist der Wert 0. Das Ergebnis ist dabei sehr stark vom gewählten Schwell-wert abhängt. Bei der implementierten Methode wird ein optimaler globaler Schwell-wert gemäß dem Verfahren nach [OTSU 1979] vorgeschlagen, welcher nachträglich manuell angepasst werden kann. Bei dem Verfahren nach Otsu wird zu Beginn der Schwellwert in die Mitte des Histogramms gelegt und dieses somit in zwei Klassen aufgeteilt (Annahme: bimodales Histogramm). Anschließend berechnet der Optimie-rungsalgorithmus den Schwellwert mit der Zielfunktion neu, dass die Varianz inner-halb der Klassen minimal und die Varianz zwischen den Klassen maximal ist. Das Ergebnis der nach dem globalen Schwellwertverfahren segmentierten Topografie ist in Bild 6-3 dargestellt.
Bild 6-3: Segmentierung nach dem globalen Schwellwertverfahren am Beispiel einer CD-
Oberfläche
Das globale Schwellwertverfahren stößt bei denjenigen Oberflächen an seine Gren-zen, die keine ausgeprägten oder mehr als zwei Maxima im Tiefenhistogramm auf-weisen (kein bimodales Histogramm). Letzteres ist der Fall, wenn sich Mikrostruktu-ren auf zwei unterschiedlichen Höhenniveaus befinden. Eine Lösung dieser Proble-me ist die Verwendung von lokalen oder dynamischen Schwellwertverfahren. Beim
µm
0,0
0,05
0,10
0,15
0,20
Eingangsdaten
0
5
10
15
20
0,00 0,05 0,10 0,15 0,20
Histogramm
Höhe (z) in µm
Ma
teria
lant
eil in
%
Festgelegter Schwellwert
0 7,750
8
Binarisierte Oberflächey in µm
x in
µm

6 Methoden und Werkzeuge zur erweiterten Oberflächencharakterisierung 62
lokalen Schwellwertverfahren wird der Oberflächendatensatz in einzelne Regionen unterteilt und anschließend für jede dieser Regionen ein eigener Schwellwert defi-niert. Beim dynamischen Verfahren wird der Hintergrund aus dem Oberflächendaten-satz entfernt. Dies wird erreicht, indem eine Glättungsmaske auf den Oberflächenda-tensatz angewandt wird, um Störstellen zu beseitigen. Dies setzt jedoch voraus, dass die Merkmale keinen zu großen Teil des Oberflächendatensatzes einnehmen, und dass zudem die ungefähre Größe der Merkmale bekannt ist. Die durch Glättung er-haltene Hintergrundmatrix wird nun vom Oberflächendatensatz subtrahiert [HABER-
ÄCKER 1991]. Im Tiefenhistogramm der erhaltenen Differenzmatrix lässt sich nun der Schwellwert für die Binarisierung ermitteln.
Zur Identifizierung der Segmentgrenzen wird ein Verfahren auf die Binärmatrix an-gewandt, das auf dem Moore-Neighbor Tracing Algorithm [WEISSTEIN 2014] basiert. Damit erhält man nicht nur die Segmentkanten, sondern Segmente werden ebenfalls indexiert, was den gezielten Zugriff auf einzelne Segmente bei einer späteren erwei-terten Auswertung ermöglicht.
6.1.2.2 Hochpassfilter zur Kantendetektion
Kanten bzw. starke Höhenänderungen können durch Ableiten der Oberflächenmess-daten nach z verdeutlicht werden. Da eine gemessene Topografie keine kontinuierli-che mathematische Funktion darstellt und man Matrizenoperationen nicht direkt an-wenden kann, nutzt man eine diskrete Faltung. Für die Ergebnismatrix wird jeder Oberflächenpunkt mit einer kleinen Faltungsmatrix (z. B. 3x3-Matrix) berechnet, wel-che über die Oberfläche bewegt wird.
Die bekanntesten Kantendetektionsfilter, bei denen die erste Ableitung bzw. der Gra-dient berechnet wird (Gradientenverfahren), sind der Prewitt- und der Sobel-Operator. Maxima der berechneten Gradientenmatrix beschreiben hierbei den Kan-tenort. Da ein Gradient zunächst nur in einer Richtung berechnet werden kann (x- oder y-Richtung), kombiniert man üblicherweise die horizontale und die vertikale Gradientenmatrix in einem zweiten Schritt zu einer richtungsunabhängigen Gesamt-Gradientenmatrix (Bild 6-4). Der Unterschied zwischen dem Prewitt- und dem Sobel-Operator ist lediglich, dass beim Sobel-Operator noch zusätzlich orthogonal zur Ab-leitungsrichtung geglättet wird, was eine Raschunterdrückung begünstigt.
Ein weiterer bekannter Kantendetektionsfilter ist der Laplace-Operator, bei welchem die zweite Ableitung berechnet wird. Jede Kante führt beim Laplace-Operator zu Doppelkonturen (Bild 6-5). Der Kantenort ist nicht das Maximum, sondern der Null-durchgang, welcher in einer Binärmatrix gespeichert wird. Der Vorteil des Laplace-Operators ist, dass dieser bereits im ersten Schritt richtungsunabhängig Kanten de-tektieren kann. Ein wesentlicher Nachteil ist die Zunahme des Rauschens, wie in Bild

6 Methoden und Werkzeuge zur erweiterten Oberflächencharakterisierung 63
6-5 ersichtlich ist, was ohne weitere Rauschunterdrückungsmaßnahmen zur Über-segmentierung führen kann.
Mit den genannten Operatoren lassen sich die Koordinaten bestimmen, die zu einer Kante gehören. Diese nicht zusammenhängenden Punkte werden anschließend mit-hilfe von Konturverfolgungsalgorithmen zu einer vollständigen Kontur verbunden [JÄHNE 2012]. Der Vorteil dieser kantenbasierten Segmentierungsverfahren ist, dass Merkmalgrenzen unabhängig von der absoluten Höhenlage detektiert werden kön-nen und somit auch, wenn diese auf unterschiedlichen Höhenniveaus liegen.
Bild 6-4: Kantendetektion mit dem Sobel-Operator am Beispiel einer CD-Oberfläche (negative
Punkte bei GX und GY verdeckt)
µm
0,00
0,05
0,10
0,15
0,20
µm
-0,20
-0,10
0,00
0,10
µm
-0,30
-0,20
-0,10
0,00
0,10
µm
0,00
0,05
0,10
0,15
0,20
Eingangsdaten
Sobel-Operator in x-Richtung Sobel-Operator in y-Ric htung
Kombination
22YX GGG +=
YGXG

6 Methoden und Werkzeuge zur erweiterten Oberflächencharakterisierung 64
Bild 6-5: Kantendetektion mit dem Laplace-Operator am Beispiel einer CD-Oberfläche (nega-
tive Punkte beim linken Bild verdeckt)
6.1.2.3 Wasserscheiden-Zerlegung
Die Wasserscheiden-Zerlegung ist eine Erweiterung der kantenbasierten Segmentie-rung und wurde erstmals vor zwei Jahren in [ISO 16610-85:2013] als morphologi-sches Filterverfahren aufgenommen. Bei der Wasserscheiden-Zerlegung wird sinn-bildlich auf jeden Punkt ein Regentropfen fallen gelassen. Dieser fließt entlang des stärksten Gefälles bergab, bis er ein Minimum erreicht. Alle Punkte, von denen aus Regentropfen in das gleiche Minimum fließen, können so zu einem Auffangbecken zusammengefasst werden (Bild 6-6). Die Grenzlinien zwischen zwei Auffangbecken nennt man Wasserscheiden. Kehrt man diesen Algorithmus um, werden statt Minima (Täler) Maxima (Spitzen) segmentiert [ROERDINK 2000].
Bild 6-6: Prinzip der Wasserscheiden-Zerlegung
Bei direkter Anwendung des Wasserscheiden-Methode würde jedes lokale Minimum als Tal erkannt werden. Da die meisten Täler durch Messsignalrauschen verursacht werden, würden die Eingangsdaten übersegmentiert werden. Ferner sind bei Ober-flächen mit plateauartigen Bereichen keine ausgeprägten Wasserscheiden vorhan-den, was zu Fehlern bei der einfachen Wasserscheiden-Methode führt. Um dies zu vermeiden, wurde ein Segmentierungsverfahren implementiert, das sich an einer markerbasierten Wasserscheiden-Transformation nach [GAO 2006] und [MATHWORKS
2014] orientiert. Die „Flutung“ erfolgt wie in Bild 6-8 dargestellt, nur von Marker-positionen (interne Marker) ausgehend, welche zuvor mithilfe morphologischer Ope-ratoren wie z. B. der erweiterten H-Minima-Transformation [ROHAN 2014] bestimmt
µm
0,00
0,05
0,10
0,15
0,20
Eingangsdatenµm
-0,40
-0,20
0,00
0,20
0,40
Laplace-gefilterte Oberfläche
Detektierte Wasserscheide
Segment 1(offen)
Segment 2(geschlossen)
Segment 3(offen)
Mikrostruktur (Querschnitt) Minimum Maximum Auffangbecken

6 Methoden und Werkzeuge zur erweiterten Oberflächencharakterisierung 65
wurden. Die Flutung jedes markierten Bereichs stoppt, sobald ein externer Marker, welcher mit der einfachen Wasserscheiden-Transformation bestimmt wurde, erreicht ist. Somit wird eine Übersegmentierung vermieden und der „Hintergrund“ (plateauar-tige Bereiche ohne Merkmale) ausgeblendet.
Bild 6-7: Prinzip der markerbasierten Wasserscheiden-Zerlegung (WS = Wasserscheide)
Der implementierte Ablauf der markerbasierten Wasserscheiden-Transformation ist in Bild 6-8 mit den wesentlichen Schritten dargestellt. Im ersten Schritt wird aus den Eingangsdaten mit dem Sobel-Operator eine Gradienten-Matrix berechnet. Ferner werden aus den Eingangsdaten interne Marker (= regionale Minima) mit einer erwei-terten H-Minima-Transformation bestimmt. Auf die resultierende Minima-Matrix wird parallel dazu eine euklidische Distanztransformation angewandt, welche den Ab-stand für jeden Punkt zum Segmentrand berechnet. Basierend auf dieser Transfor-mation werden die externen Marker mithilfe einer einfachen Wasserscheiden-Transformation bestimmt. Im zweiten Schritt erhält man durch Kombination der Gra-dienten-Matrix sowie interner und externer Marker eine modifizierte Gradienten-Matrix. Der Ablauf endet mit der Anwendung einer weiteren Wasserscheiden-Transformation.
Bild 6-8: Ablauf der implementierten markerbasierten Wasserscheiden-Zerlegung
Segment 1Segment 2
Interne Marker(Minima)
Externe Marker (einfache WS)
Erweiterte Wasserscheide
Wasserscheiden-Transformation
Sobel-Operator(Gradienten-Matrix)
Erweiterte H-Minima-Transformation(Minima-Matrix)
Modifizierte Gradienten-Matrix
Markerbasierte Wasserscheiden-Transformation
Binärmatrix
Euklidische Distanztransformation
Interne Marker
Externe Marker
Eingangsdaten

6 Methoden und Werkzeuge zur erweiterten Oberflächencharakterisierung 66
6.1.2.4 Auswahl eines geeigneten Segmentierungsverfahrens
Fasst man die Vorzüge der vorgestellten Segmentierungsverfahren zusammen, ergibt sich die in Bild 6-9 gegebene Empfehlung zur Auswahl eines geeigneten Seg-mentierungsverfahrens für mikrostrukturierte Oberflächen.
Bild 6-9: Empfehlung von Segmentierungsverfahren je nach vorhandener Struktur
6.1.3 Klassifizierung
Aufgrund der verschiedenen Segmentierungsverfahren ergeben sich unterschiedli-che Binärmatrizen. Beim Hochpassfilter und der Wasserscheiden-Methode werden lediglich die Kanten eines Objektes markiert. Das Schwellwertverfahren hingegen lie-fert meist ausgefüllte Segmente. Damit ist eine Nachbearbeitung und Identifikation
Mikrostruktur
Direkt angrenzende Merkmale
EinfachesWasserscheide-
verfahren
Plateauartige Oberfläche
Merkmale auf gleichem Niveau
Globales Schwellwert-
verfahren
Kanten-detektionsfilter
MarkerbasiertesWasserscheide-
verfahren
Merkmale auf unterschied-
lichem Niveau
Lokales Schwellwert-
verfahren
Dynamisches Schwellwert-
verfahren
Kanten-detektionsfilter
MarkerbasiertesWasserscheide-
verfahren

6 Methoden und Werkzeuge zur erweiterten Oberflächencharakterisierung 67
der Segmente sowie Maßnahmen zur Reduzierung einer Übersegmentierung not-wendig. Folgende Schritte werden dabei durchgeführt:
1. Schließen von Segmentkanten und Ausfüllen geschlossener Segmente. 2. Entfernen von kleinen Segmenten, welche eine festgelegte Mindestfläche un-
terschreiten. 3. Entfernen von unvollständigen Randsegmenten. 4. Aussortieren von Segmenten nach weiteren dimensionellen Kriterien (Fläche,
Formfaktor, Maße etc.). 5. Indexierung der Segmente.
Durch die Ermittlung von Fläche, Formfaktor und weiteren Maßen (Höhe, Breite, Durchmesser, Umfang) können Segmente klassifiziert und somit relevante von nicht relevanten Segmenten unterschieden werden. Wie eingangs erwähnt, sind diese aus der Binärmatrix bestimmten Eigenschaften bei topografischen Oberflächen, welche keine ausgeprägten Kanten aufweisen, zu ungenau. In einem weiteren Auswertesch-ritt werden daher als relevant klassifizierte Segmente mit höherer Genauigkeit aus-gewertet.
6.1.4 Merkmalbasierte Auswertung
Durch die Zerlegung der Oberfläche in ähnliche Segmente wird die dimensionelle Auswertung der Mikrostruktur vereinfacht, da nun Standardauswerteverfahren iterativ auf die einzelnen Segmente angewandt werden können. Eine direkte Einpassung ei-nes dreidimensionalen Ausgleichselements (z. B. Kegel) in ein Segment ist selbst bei Anwendung des Gauß-Kriteriums aufgrund der hohen Anzahl an Segmenten zu re-chenintensiv. Aus diesem Grund beschränkt man sich zunächst auf eine 2D-Auswertung in mehreren Richtungen um den Flächenschwerpunkt des Segments und wendet die dadurch gewonnenen Informationen für eine anschließende 3D-Auswertung an (Bild 6-10).
Charakteristische geometrische Kennwerte von funktionalen Mikrostrukturen sind
• Vertikale Maße: Tiefe bzw. Höhe
• Laterale Maße: Länge und Breite bzw. Durchmesser; Abstand von Mikrostruktu-ren; Fläche (in XY-Ebene)
• Flankenwinkel
• Volumen
Anstatt einzelne Messpunkt als Stützstellen heranzuziehen, werden Merkmale stets basierend auf eingepassten Ausgleichgeraden und -flächen berechnet. Durch diese Interpolation wird subpixelgenau auswertet [HARTMANN 2014C]. Dies trägt insbeson-dere bei steilen Flanken zur Verbesserung der Ergebnisse bei, da an dieser Stelle

6 Methoden und Werkzeuge zur erweiterten Oberflächencharakterisierung 68
aufgrund des festen Auflösungsrasters von optischen Messmikroskopen nur eine re-lativ geringe Messpunktanzahl (mit hohen Messunsicherheiten) vorliegt. Die imple-mentierten Auswerteverfahren für Mikrostrukturen werden im Folgenden näher erläu-tert. Nach der iterativen Auswertung werden abschließend die Ergebnisse der einzel-nen bestimmten Merkmale statistisch zusammengefasst.
Bild 6-10: Iteratives Vorgehen der segmentbasierten Auswertung
6.1.4.1 Tiefe
Die Tiefe bzw. Höhe von stufigen Mikrostrukturen wird basierend auf [ISO 5436-1:2000] bzw. [ISO 25178-70:2014] bestimmt. Gemäß Bild 6-11 bleibt hierbei ein Drit-tel der Strukturbreite W an beiden Seiten unberücksichtigt. Da zu diesem Zeitpunkt der Auswertung die Strukturbreite W noch nicht exakt bestimmt ist, werden die aus der Segmentierung bestimmten Strukturgrenzen als Näherungswert herangezogen. Vom Stufengrund wird lediglich das mittlere Drittel zur Auswertung verwendet. Indem nur die in Bild 6-11 mit A, B und C gekennzeichneten Bereiche ausgewertet werden, wird der Einfluss abgerundeter Kanten auf die Tiefenbestimmung ausgeschlossen. Außerdem wird der Einfluss von Ausreißern wie z. B. Überschwingern (Batwings), welche vorwiegend an Kanten auftreten, verringert [LEACH 2014]. Die absolute gemit-telte Höhenlage ergibt sich entsprechend
��� = 1n� + n� �� .�,/l�
/�� + � .�,/l�
/�� � (6.1)
und die relative gemittelte Tiefe � ! mit
� ! = �H�� − 1n� � .�,/l
/�� � (6.2)
Segmentschwerpunkt
Profilschnitte um den Schwerpunkt
Erweitertes Segment
Extrahiertes SegmentSegmentierte Oberfläche Profilauswertung
hf
d
v

6 Methoden und Werkzeuge zur erweiterten Oberflächencharakterisierung 69
mit der Messpunktanzahl � und dem Höhenwert ./ für jeden Messpunkt � im jewei-ligen Bereich.
Bild 6-11: Bestimmung einer Stufentiefe nach Typ A1 gemäß [ISO 5436-1:2000, ISO 25178-
70:2014]
Das in [ISO 5436-1:2000] bzw. [ISO 25178-70:2014] beschriebene Verfahren geht davon aus, dass angrenzende Stufen mehr als eine Strukturbreite � von der Struk-turkante entfernt sind (Stegbreite > �). Bei Mikrostrukturen mit stark verringertem Traganteil (dünne Stege) ist dies nicht der Fall, sodass das Verfahren der Stufentie-fenberechnung erweitert werden muss. In Bild 6-12 wird dies gelöst, indem man zu-sätzlich die Breiten der Stege bestimmt und von diesen ebenfalls nur das mittlere Drittel zur Auswertung heranzieht. Die Berechnung der Tiefe � ! erfolgt äquivalent zur Gleichung (6.2).
Bild 6-12: Erweitertes Auswerteverfahren zur Tiefenbestimmung von dicht angrenzenden
Mikrostrukturen
6.1.4.2 Laterale Maße
Je nachdem, auf welchem Höhenniveau man laterale Maße wie Länge, Breite, Durchmesser, Stregbreite etc. einer Struktur bestimmt, unterscheiden sich diese. Das Auswerteverfahren sollte daher hinsichtlich der zur prüfenden Funktion mathematisch beschrieben werden. Folgende Auswertungen wurden implementiert:
• Maxima-/Minimabezogenes Maß: Es wird der Abstand zwischen zwei Höhen-Maxima oder zwei Höhen-Minima bestimmt. Dies kann z. B. genutzt werden, um den Abstand von Näpfchen zu bestimmen, wobei für eine funktionsorientierte
3W
W/3
WW/3 W/3
TA B
C
Profilschnitt
Zur Tiefenberechnung verwendete Messpunkte
WC/3
WC
WA/3 WB/3
T
A B
C
WA WB
Profilschnitt
Zur Tiefenberechnung verwendete Messpunkte

6 Methoden und Werkzeuge zur erweiterten Oberflächencharakterisierung 70
Auswertung ebenfalls der Durchmesser der Näpfchen berücksichtigt werden soll-te. Zur robusteren Auswertung werden bei der Maximum- bzw. Minimum-Bestimmung jeweils eine bestimmte Anzahl der höchsten bzw. niedrigsten Punk-te gemittelt. Eine Anzahl von 5 % der betrachteten Punktmenge hat sich bei der Validierung des Verfahrens als zweckdienlicher Standardwert erwiesen.
• Traganteilbezogenes Maß: Die Breite eines Steges wird in diesem Fall anhand eines definierten Höhenschnittes unterhalb des Maximums bestimmt (Bild 6-13 a)). Der Wert des Höhenschnittes stellt die Eindringtiefe des Kontaktpart-ners dar und sollte sich an der reduzierten Spitzenhöhe ��� [13565-2:1998] bzw. ��� [ISO 2517 8-2:2012] des Steges und der Duktilität der Kontaktpartner orien-tieren. Z. B. hat sich bei Mikrostrukturen von Druckwalzen mit gefinishten Stegen ein Höhenschnitt von 0,2 µm als Standardwert als geeignet erwiesen. Das Ver-fahren ist ebenfalls auf Vertiefungen anwendbar.
• Schwerpunktbezogenes Maß: Der geometrische Schwerpunkt einer Punktwolke wird definiert durch das arithmetische Mittel der Koordinaten. Das arithmetische Mittel der z-Koordinate ist äquivalent zum Oberflächenparameter �: [ISO 2517 8-2:2012] und kann in diesem Fall als Wert für den Höhenschnitt verwendet wer-den. Das Vorgehen entspricht im Weiteren dem traganteilsbezogenen Maß.
• Flankenbezogenes Maß: Bei diesem Verfahren wird die mittlere Höhe des Ste-ges aus der vorhergehenden Tiefenbestimmung gemäß Gleichung (6.1) wieder-verwendet und mit Flankengeraden geschnitten (Bild 6-13 b)). Die Flankengera-den werden dabei nach der Methode der kleinsten Abstandsquadrate in einem benutzerdefinierten Bereich berechnet (festgelegt über zwei Höhenangaben in Prozent). Bei Mikrostrukturen, welche in mechanischen Kontakt mit einer zweiten Oberfläche kommen, sind Gestaltabweichungen im unteren Teil der Mikrostruktur von geringer funktionaler Bedeutung. Aus diesem Grund sollte der Höhenbereich zur Flankenbestimmung eher im oberen Bereich des Steges vorgeben werden.
Bild 6-13: a) Traganteilbezogenes laterales Maß (Berührbreite); b) Flankenbezogenes Maß
(Stegbreite)
• Umfangsbezogener und flächenbezogener Durchmesser: Bei rotationsymmetri-schen Mikrogeometrien wie Näpfchen kann der Durchmesser ebenfalls basie-
BerührbreiteMaximum
Höhenschnitt
Stegbreite
W/3
Höhe 1
Höhe 2
Flankengeraden
Profilschnitt
SchnittpunkteBereich zur Höhenbestimmung
a) b)
W

6 Methoden und Werkzeuge zur erweiterten Oberflächencharakterisierung 71
rend auf dem Umfang oder der Fläche gemäß [ISO 14405-1:2014] bestimmt werden. Ausgehend von einem robusten Maximum des extrahierten Segmentes wird ein Höhenschnitt im Bereich von ��� [ISO 2517 8-2:2012] (der gesamten Oberfläche) zur Bestimmung der kreisförmigen Schnittlinie bzw. Schnittebene ge-legt. Der umfangsbezogene Durchmesser ; ergibt sich aus ; = � {⁄ , wobei � die Länge der extrahierten Schnittline ist. Der flächenbezogene Durchmesser ; ergibt sich aus ; = ¡4� {⁄ mit der Schnittfläche �. Alternativ kann diese Berech-
nung auch direkt anhand der mit dem globalen Schwellwertverfahren binarisierten Oberfläche erfolgen, bei dessen Segmentierung man den Schwell-wert auf den oben genannten Höhenschnittwert eingestellt hat. Dienen Vertiefun-gen als Flüssigkeitsreservoir, hat die Leerfläche � eine hohe funktionale Bedeu-tung und kann somit zusätzlich zur Bewertung herangezogen werden.
• Volumenbezogene Durchmesser: Die Durchmesserberechnung zylindrischer Geometrien kann gemäß [ISO 14405-1:2014] auch auf dem Volumen basierend erfolgen. Neben der Bestimmung des Volumens z. B. mithilfe des Parameters "@ nach [ISO 25178-2:2012] wird bei einer zylindrischen Geometrie die vorherige Bestimmung der Zylinderhöhe ℎ gemäß Gleichung (6.2) vorausgesetzt. Der Durchmesser ergibt sich durch ; = ¡(4 ∙ ") ({ ∙ ℎ)⁄ . Zur Anwendung dieses Ver-
fahrens auf weitere rotationsymmetrische Geometrien wie z. B. Kugelsegmente oder Kegelstümpfe werden zusätzliche Durchmesser benötigt, wodurch das Ver-fahren an Effizienz verliert.
Bei nicht kreisförmigen Strukturen sollte die Vorzugsrichtung der Textur vorab mithilfe des auf Autokorrelation basierenden Parameters �?; [ISO 25178-2:2012] bestimmt werden. Der Profilschnitt für die Längen und Breitenbestimmung lässt sich somit exakt ausrichten.
6.1.4.3 Flankenwinkel
Wie beim bereits erläuterten flankenbezogenen Maß (Bild 6-13 b)) werden Flanken-geraden in einem definierten Höhenbereich nach der Methode der kleinsten Ab-standsquadrate eingepasst. Der Höhenbereich kann sich z. B. am arithmetischen Mittel �: und der reduzierten Spitzenhöhe ��� gemäß [ISO 25178:2012] orientieren. Anders als bei Gewinden wird hierbei nicht der Flankenwinkel 0 (Gewindeprofilwin-kel) zwischen den Flankengeraden ausgewertet, sondern jeweils separat für die ab-fallende und steigende Flanke der Winkel zur Bezugsebene7 ��9 bzw. ��' (Bild 6-14). Bei dem im Kapitel 7 beschriebenen Anwendungsbeispiel zur Druckwalze wurde die Erfahrung gemacht, dass diese gezielte Bestimmung von Flankeninforma-tionen zielführendere und sicherere Ergebnisse liefert als eine globale Auswertung
7 Ebene, an der die gesamte Oberfläche nach dem Gauß-Verfahren ausgerichtet wird.

6 Methoden und Werkzeuge zur erweiterten Oberflächencharakterisierung 72
der Gradienten (z. B. mit dem Parameter �;< [ISO 25178-2:2012] oder der Gradientenverteilung in bestimmten Höhenbereichen der Oberfläche).
Bild 6-14: Auswertung der Flankenwinkel (FW)
6.1.4.4 Volumen
Das Volumen des Segmentes "# £ wird direkt basierend auf der segmentierten
3D-Punktewolke mit der Punktanzahl � berechnet mit
"# £ = �(|��� − ./| ∙ �/),l/�� (6.3)
wobei ��� gemäß Gleichung (6.1) bestimmt wird und sich die Fläche �/ aus dem la-teralen Punktabstand ergibt, welcher bei Oberflächenmessgeräten gleichmäßig ist (festes Auflösungsraster).
Alternativ kann das Leervolumen der Oberfläche "@ auch entsprechend [ISO 25178-2:2012] berechnet werden mit
"@(�) = �100 % ¦ [��>(�) − ��>(<)]�88 %5
;<, (6.4)
wobei ��>(�) der inverse flächenhafte Materialanteil der gefilterten Oberfläche bei einem vorgegebenen Materialanteil � (in %) und � eine Konstante zur Umrechnung auf Milliliter pro Quadrameter ist. Aus funktionalen Gründen sollte der Parameter � die reduzierte Spitzenhöhe ausschließen und somit beim Materialanteil ��F1 [ISO 25178-2:2012] festgelegt werden.
6.1.4.5 Rauheit
Neben der an internationalen Normen angelehnten dimensionellen Auswertung ein-zelner Merkmale werden ebenfalls Teilbereiche der Oberfläche extrahiert und an etablierten Standardauswerteprogrammen, wie dem Auswerteprogramm Mountains-Map von [DIGITAL SURF 2014B], zur normgerechten Bestimmung der Oberflächenrau-heit übergeben. Somit ist es z. B. möglich, bei tribologischen Beanspruchungen ge-zielt die Oberflächenrauheit des Steganteils von Mikrostrukturen zu berechnen und zu bewerten. Ohne diesen Schritt würde die Materialanteilskurve beispielsweise
Höhe 1
Höhe 2
ProfilschnittBezugsebeneFlankengerade
FWL FWR
α

6 Methoden und Werkzeuge zur erweiterten Oberflächencharakterisierung 73
durch tiefe Näpfchen verzerrt werden. Die Materialanteilskurve wäre dann nicht mehr s-förmig und hätte mehrere Wendepunkte, was zur fehlerhaften Auswertung der von der Materialanteilskurve abhängigen Parameter führen würde (���, ��, �@� etc.). Durch die implementierte segmentierungsbasierte Auswertung kann dieses Problem umgangen werden (Beispiel im Bild 6-16).
6.1.5 Validierung der segmentierungsbasierten Auswertungen
Im Folgenden wird der vollständige Ablauf einer merkmalbasierten Auswertung ba-sierend auf einem erstellten MATLAB-Tool (Bild 6-15) an zwei unterschiedlichen Oberflächen demonstriert. Im ersten Beispiel sollen die Ergebnisse mit der Auswer-tung des kommerziellen Auswerteprogramms MountainsMap [DIGITAL SURF 2014B] verglichen und validiert werden. Im zweiten Beispiel, einer Oberfläche mit mehreren Hundert Näpfchen, wird die Leistungsfähigkeit des MATLAB-Tools hervorgehoben.
Bild 6-15: Screenshot mit Erläuterungen zur Benutzeroberfläche des erstellen MATLAB-Tools
In Bild 6-16 ist der Ablauf zunächst an einer relativ einfachen strukturierten Oberflä-che mit stark ausgeprägten zylindrischen Regelgeometrien dargestellt, welche mit ei-nem optischen Messgerät basierend auf Fokusvariation (Alicona Infinite Focus G4, 20x Objektiv) gemessen wurde. Der gemessene Teilbereich der Oberfläche besitzt 20 Sacklochbohrungen mit einer Solltiefe von 0,5 mm und einem Solldurchmesser von 0,5 mm. Zur Segmentierung der Oberfläche wurde der Sobel-Operator gewählt, wobei auch das globale Schwellwertverfahren identische Ergebnisse liefert. Die au-tomatisch per MATLAB und manuell per MountainsMap ausgewerteten Ergebnisse
Übersicht Ergebnisse
Schwellwert-überwachung
Ansicht eingelesener und ausgewerteter Messpunkte
Datenexport
Auswahl Segmentierung
Auswahl Auswertung

6 Methoden und Werkzeuge zur erweiterten Oberflächencharakterisierung 74
(siehe in Bild 6-16 blaue Werte) weisen hierbei nur Unterschiede im Bereich der Ge-staltabweichungen auf. Ferner sind Abweichungen plausibel, da bei der manuellen Auswertung nur Profilschnitte in x- und y-Richtung ausgewertet wurden, welche nicht identisch mit der MATLAB-basierten Auswertung sind. Insbesondere bei der Auswer-tung des Durchmessers, der bei der manuellen Messung nur mit zwei Punkten be-stimmt wird, ergeben sich hohe Messunsicherheiten, wenn der Profilschnitt nicht im Mittelpunkt der Kreisform liegt oder Formabweichungen von der idealen Kreisform vorhanden sind. Anhand dieser und weiterer Validierungen8 konnte die Praxistaug-lichkeit des MATLAB-Tools bestätigt werden.
Bild 6-16: Beispiel für eine merkmalbasierte Auswertung einer Oberfläche mit stark ausge-
prägten Regelgeometrien (zylindrische Sacklochbohrungen); (x̅: arithmetischer Mit-
telwert; s: Standardabweichung; auto.: automatische Auswertung; man.: manuelle
Auswertung)
8 Neben weiteren gemessenen Mikrostrukturen wurde das MATLAB-Tool auch an unterschiedlichen virtuellen Oberflächen (per CAD-Programm erstellte Oberflächen) validiert.
2. Segmentierung
3. Klassifikation
1. Vorverarbeitung
0 2,5 mm
mm
0
1
2
3
0 2,5 mm
mm
0
1
2
3
4. Merkmalbasierte Auswertung0 15 30 µm
Zylinderform x ̅ s
Tiefe in µm auto. 486,9 3,8
man. 488,0 4,5
Durchmesser in µm (schwer-punktbezogen)
auto. 480,6 4,8
man. 472,0 11,0
Volumen in mm³
auto. 0,0799 0,0037
man. 0,0784 0,0028
Kontaktfläche Rauheit in µm
Vertikale KG Sa= 4,8; Sq=5,9; (Sz=34,7)
Materialanteil Spk=4,5; Sk=14,1; (Svk=5,7)
Sobel-Operator
Ausrichten der OberflächeFiltern von AusreißernFüllen von Fehlstellen
0
250
500
µm
(nach [ISO 25178-2:2012])

6 Methoden und Werkzeuge zur erweiterten Oberflächencharakterisierung 75
Ferner wird in Bild 6-16 gezeigt, dass genormte Oberflächenparameter von Teilberei-chen, in diesem Fall die Kontaktfläche, separat auswertbar sind. Hinsichtlich der Kenngrößen, welche den Materialanteil beschreiben, sollten allerdings hauptsächlich die Spitzenparameter berücksichtigt werden (aus diesem Grund sind die Parameter �. und �@� in Bild 6-16 eingeklammert).
In Bild 6-17 wird die merkmalbasierte Auswertung einer Näpfchenoberfläche mit mehreren Hundert schwach ausgeprägten Merkmalen dargestellt, welche aufgrund der erforderlichen hohen vertikalen Auflösung mit einem Weißlichtinterferometer ge-messen wurde (Näpfchentiefe unter 2,0 µm). Bei einer manuellen Auswertung würde man in diesem Fall aus Zeitgründen nur wenige Näpfchen zur Beurteilung der ge-samten Oberfläche auswerten, was bei einer hohen Prozessstreuung zu Falschaus-sagen führen kann. Mit der segmentbasierten Auswertung werden in weniger als ei-ner Minute9 fast alle Merkmale der gemessenen Oberfläche nach definierten mathe-matischen Regeln ausgewertet, was die Effizienz und die statistische Sicherheit er-höht. Zudem können nachträgliche einzelne Auswertungen von Segmenten im Detail überprüft werden.
Bild 6-17: Beispiel für eine merkmalbasierte Auswertung einer Näpfchenoberfläche mit
schwach ausgeprägten Merkmalen unter Nutzung einer markerbasierten Wasser-
scheiden-Zerlegung (x̅: arithmetischer Mittelwert; s: Standardabweichung)
9 Auswertezeit ist abhängig von Messpunktanzahl und Rechnerleistung.
0
20
40
60
80
50
60
70
80
90
Häu
figke
it
. Durchmesser in µm
0
20
40
60
80
1,0
1,5
2,0
2,5
Häu
figke
it
Tiefe in µm
x̅ = 1,7 µms = 0,2 µm
x̅ = 70,7 µms = 6,5 µm
405 Merkmale erfasst Segment #371 im Detailgemessen mit Weißlicht-interferometer (20x)
0
20
40
60
80
100
0
200
0
300
0
400
0
500
0
Häu
figke
it
Volumen in µm³
4. Merkmalbasierte Auswertung
1. Vorverarbeitung 2. Segmentierung und 3. Klassifik ation
Flankenbez. Durchmesser in µm
x̅ = 2940,0 µm³s = 654,7 µm³

6 Methoden und Werkzeuge zur erweiterten Oberflächencharakterisierung 76
Dieses Verfahren wird genutzt, um gezielt dimensionelle Parameter nach funktions-orientierten mathematischen Regeln auszuwerten. Ein Vorteil dieses Auswertever-fahrens ist, dass die Bewertung der Streuung des Fertigungsprozesses erleichtert wird (z. B. durch direktes Anwenden der Fähigkeitsindizes gemäß [ISO 21747:2007] und [ISO 3534-2:2013]). Im Rahmen dieser Arbeit wichtiger ist jedoch der Vorteil, dass ausgewertete Parameter (inkl. ihrer statistischen Verteilung) in Simulationen zur Berechnung von Wahrscheinlichkeiten bezüglich der Funktionsfähigkeit der mikro-strukturierten Oberfläche direkt weiterverwendet werden können. Dieser Vorteil soll im Kapitel 7 genutzt werden.
6.2 Verfahren zum Auffinden identischer Messpositionen
Für Vergleichsmessungen und zur Bestimmung eines Verschleißvolumens ist es er-forderlich, die exakte Messposition vorhergehender Messungen wiederzufinden. Zur groben Orientierung werden dazu auffällige Merkmale (z. B. Oberflächendefekte) oder gezielt eingebrachte Nanomarker genutzt. Zur Feinpositionierung wird hingegen ein Verfahren angewandt, welches abgeleitet aus der Signaltheorie auf Autokorrela-tion bzw. Kreuzkorrelation basiert [LERCH 2012].
Mithilfe der Autokorrelationsfunktion kann die Ähnlichkeit eines Signals bzw. einer Oberfläche zu sich selbst berechnet werden. Bezogen auf Oberflächenmessungen können mit diesem Operator ebenfalls isotrope von anisotropen Oberflächen unter-schieden werden. Dies wird als Entscheidungshilfe genutzt, um festzustellen, ob eine 2D-Messung (Profilschnitt) ausreicht, oder eine flächige 3D-Messung notwendig ist. Eine anisotrope Oberfläche muss in jedem Fall flächig gemessen und analysiert wer-den, da ein Profilschnitt je nach Messrichtung verschiedene Ergebnisse liefern wür-de.
Die Kreuzkorrelationsfunktion ist mathematisch gleich der Autokorrelationsfunktion, nur dass zwei unterschiedliche Oberflächenmessungen miteinander verglichen wer-den. Überträgt man die Kreuzkorrelationsfunktion ���� auf zwei Oberflächenmes-sungen mit der Fläche �, der Höhe . bei der (*, -), welche um ?§, ?¨ verschoben sind,
erhält man nach [BRONSTEIN 2001]
����(?§, ?¨) = © .�(*, -) ∙ .r(* + ?§, - + ?¨);*;-�
(6.5)
bzw. da endliche diskrete Werte (Messpunktanzahl in x-Richtung = � und in y-Richtung = �) vorliegen
����ª?§, ?¨« = � � .�(*, -) ∙ .rª* + ?§, - + ?¨«l¨��
2§�� . (6.6)

6 Methoden und Werkzeuge zur erweiterten Oberflächencharakterisierung 77
In der Praxis normiert man das Ergebnis, indem man durch den Effektivwert der ein-zelnen Signale bzw. Oberflächen teilt:
����ª?§, ?¨« = ����(?§, ?¨)¬∑ ∑ .�(*, -)rl̈��2§�� ∙ ¬∑ ∑ .rª* + ?§, - + ?¨«rl̈��2§��
. (6.7)
Das normierte Autokorrelationsbild liefert Werte zwischen 0 und 1, wobei bei isotro-pen Oberflächen eine runde Spitze im Zentrum des Bildes ist. Sind zwei Messungen wie in Bild 6-18 dargestellt, um ?§, ?¨ verschoben, kann dieser Versatz mithilfe der
normierten Kreuzkorrelationsfunktion ���� bestimmt und bei einer anschließenden Messung korrigiert werden.
Bild 6-18: Bestimmung und Korrektur des Versatzes zweier Messungen mithilfe der normierten
Kreuzkorrelationsfunktion
6.3 Replikationstechniken
Oft können mikrostrukturierte Bauteile wegen ihrer Größe, ihres Gewichtes oder we-gen unzugänglicher Messpositionen nicht direkt gemessen werden. Um diese Ein-schränkungen zu umgehen, wurden Untersuchungen mit Abformmassen auf Silikon-basis unternommen. Diese sind aus der Zahnmedizin und der Forensik bekannt [HERAEUS 2014, STRUERS 2014]. Zur Bewertung der Maßgenauigkeit replizierter Oberflächen wurden kalibrierte Stufennormale (8,2 µm und 8,4 µm Höhe) abgeformt und mit der ursprünglichen Geometrie verglichen. Die berührungslosen Vergleichs-messungen wurden sowohl mit einem Weißlichtinterferometer (vertikale Auflösung <
1. Messung z1(x, y) 2. Messung z2(x+tx, y+ty)
Normiertes Kreuzkorrelationsbild von Messung 1 und 2Nach Korrektur von tx und tyVor Korrektur
tx = 4,3 µm
t y=
13,3
µm
x in µm x in µm
y in
µm
y in
µm
z in
µm
z in
µm

6 Methoden und Werkzeuge zur erweiterten Oberflächencharakterisierung 78
0,1 nm) als auch mit einem chromatisch-konfokalen Weißlichtpunktsensor (vertikale Auflösung 3 nm) durchgeführt. Insbesondere mit niedrigviskosen Abformmassen sind überraschend gute Ergebnisse erzielbar. Für die einfache Geometrie einer Stufe be-trug bei dieser Untersuchung die mittlere Abweichung 44 nm (maximale Abweichung 72 nm), womit die Herstellerangabe von unter 100 nm Abformgenauigkeit [STRUERS
2014] bestätigt werden konnte und diese Technik als geeignetes Hilfsmittel zur Mes-sung mikrostrukturierter Bauteile eingestuft wird. Ein weiterer Vorteil dieser Technik ist neben der guten Abbildungsgenauigkeit und der Umgehung messtechnischer Restriktionen, dass eine 3D-Kopie der technischen Oberfläche für Nachuntersuch-ungen zur Verfügung steht, während das Original durch die zweckgemäße Bean-spruchung verändert werden kann.

7 Anwendungsbeispiel: Verifikation der Funktionsfähigkeit mikrostrukturierter Druckwalzen 79
7 Anwendungsbeispiel: Verifikation der Funktionsfähigkeit mikrostrukturierter Druckwalzen
Ein wesentliches Ziel der Druckindustrie ist es, den Makulaturanteil beim Drucken ge-ring zu halten, welcher vor allem im Bereich des Akzidenzdruckes, d. h. bei Druckauf-trägen von geringem Umfang, von herausragender Bedeutung ist. Für Kleinst-auflagen werden im Offsetdruck vermehrt sogenannte Kurzfarbwerke eingesetzt, welche die Anlaufmakulatur um bis zu 90 % verringern können und mit zusätzlich re-duzierten Rüstzeiten die Druckkosten bei Auflagen von weniger als 1.000 Exempla-ren um 30 % senken können [NICOLAY 2007].
7.1 Grundlagen zu Rasterwalzen bei Kurzfarbwerken
Kurzfarbwerke besitzen im Vergleich zu herkömmlichen Offsetfarbwerken weniger Reiber-, Duktor- und Heberwalzen. Da die Druckfarbe über weniger Walzen verteilt wird, steigen die Anforderungen in Bezug auf Genauigkeit und Reproduzierbarkeit der Farbübertragung der verbleibenden Walzen. Insbesondere die mikrostrukturierte Rasterwalze (Bild 7-1) ist hierbei bedeutend. Sie hat die Aufgabe, mit ihrer Oberflä-chenstruktur eine über die Breite sowie über den Umfang konstante Farbmenge aus dem Rakelkasten des Kammerrakel-Systems aufzunehmen und auf die Druckform zu übertragen. Die überschüssige Farbe wird dabei durch ein Rakelmesser, das Be-standteil des Kammerrakel-Systems ist, von den Stegen der Rasterwalze abgestreift. Anschließend wird die Farbe vom Klischee des Druckformzylinders auf den Bedruckstoff übertragen [TILLMANN 2012].
Für die Betrachtungen innerhalb dieser Arbeit werden die Randbedingungen, wie der Einfluss der Papier- und Farbqualität oder Vibrationen ausgeklammert (Bild 7-2). Der Fokus liegt auf dem Druckwerk selbst bzw. auf den mikrostrukturierten einzelnen Komponenten des Farbwerks, bei dem die Rasterwalze, auch Anilox-Walze genannt,
Bild 7-1: Druckprinzip bei Kurzfarbwerken mit Kammerrakel-System
StrukturierteRasterwalze
Druckfarbe
Mikrostruktur (Haschur)
Druckform-zylinder
Bedruckstoff
���
�
��
Kammer-rakel
Farbübertragungsvorgang
655 µm30 µmKlischee
Gegendruck-zylinder

7 Anwendungsbeispiel: Verifikation der Funktionsfähigkeit mikrostrukturierter Druckwalzen 80
eine Schlüsselstellung einnimmt. Die abgegebene Gesamtfarbmenge der Druckma-schine kann bis zu einem gewissen Grad über die Temperatur der Walzen gesteuert werden, in welchen ein Temperiersystem auf Wasserbasis integriert ist. Abhängig von der eingesetzten Farbe ist eine Spanne von 20°C bis 45°C Arbeitstemperatur möglich, wodurch eine feine Abstimmung der Farbmenge realisiert werden kann [WEISSER 2006]. Lokale Farbdichteschwankungen (über Breite und Umfang der Wal-ze) sind allerdings nur über die Mikrostruktur steuerbar bzw. vermeidbar. Ziel der Un-tersuchung ist es daher, durch Analyse der Wechselbeziehung zwischen Mikrostruk-tur und Farbübertragung geometrische Merkmale hinsichtlich ihrer Auswirkung auf die Farbdichteschwankungen zu priorisieren und zu optimieren.
Bild 7-2: Ishikawa-Diagramm zur Darstellung der Einflussparameter auf die Farbdichte
Die Mikrostruktur von Rasterwalzen ist je nach eingesetzter Farbe (Viskosität, Größe der Pigmentpartikel) unterschiedlich und kann als Näpfchenraster (quadratisch, he-xagonal, kalottenförmig) oder als Linienraster (Haschur) vorliegen [VEIL 2007]. Be-sonders für Lacke ist eine Haschurengravur vorteilhaft, da zum einen weniger Stege die Übertragungseigenschaften beeinflussen und somit ein höheres Lackangebot an der Oberfläche vorhanden ist und zum anderen die Haschur verbesserte Entlee-rungs- und Reinigungseigenschaften im Vergleich zur Näpfchengravur aufweist [DORTSCHY 2011]. Das Farbvolumen der Rasterwalze (Schöpfvolumen) muss auf das jeweilige Druckmotiv abgestimmt werden [TESCHNER 2008], was die genaue Kenntnis der mikrogeometrischen Eigenschaften der Struktur voraussetzt.
In dem betrachteten Anwendungsfall kommt ein Linienraster zum Einsatz, welches üblicherweise Gravurtiefen zwischen 25 µm und 35 µm, Stegbreiten zwischen 20 µm und 30 µm sowie eine Haschurbreite (= Periodenlänge) von 110 µm aufweist (Bild 7-3). Die wesentlichen Fertigungsprozessschritte der Mikrostrukturfertigung sind:
Betriebsbedingungen
Makro-Geometrie
Werkstoff
Mikro-Geometrie
Sonstiges
Verun-reinigungen
RauheitVolumen
FlankenwinkelHaschurbreite
StegbreiteGravurtiefe
PorositätFestigkeit
Härte
Balligkeit
Rundheit
Durchmesser
Position/Lage
Farbe
Temperatur
Geschwindigkeit
Anpressdruck
Fokus derUntersuchung
Farbdichte-schwankung
Vibrationen
Bedruckstoff

7 Anwendungsbeispiel: Verifikation der Funktionsfähigkeit mikrostrukturierter Druckwalzen 81
1. Oberflächenvorbehandlung des Walzengrundkörpers (Sandstrahlen, Reinigen)
2. Plasmabeschichtung mit Chromoxid
3. Schleifen der Mantelfläche (Rundheit, Maß)
4. Kurzhubhonen (� Rundheit, Oberflächengüte)
5. Gravieren mit Nanosekundenlaser (� Mikrostruktur)
6. Kurzhubhonen (� Oberflächengüte Stege)
Bild 7-3: Geometrische Merkmale der Rasterwalzenstruktur
Stand der Technik der Rasterwalzenprüfung ist, dass die Geometrie der Mikrostruk-tur von Rasterwalzen stets anhand des theoretisch maximal speicherbaren Farbvo-lumens (Schöpfvolumen) beurteilt und toleriert wird [RÖTTIG 2008]. Unklar ist, inwie-fern sich bei gleichbleibendem Volumen Formabweichungen der Mikrostruktur hin-sichtlich Gravurtiefe, Stegbreite, Flankenwinkel und Abweichungen in der Rauheit auf die Funktion Farbübertragung auswirken. Ferner besteht Handlungsbedarf bei der Entwicklung robuster und genauer Mess- und Auswertestrategien, da Messabwei-chungen beispielsweise bei Tiefenmessungen von bis zu 40 % und bei Volumen-messungen bis zu 140 % abhängig von Messgerät und Auswerteverfahren auftreten können [RÖTTIG 2008]. Eine erste Verbesserung hinsichtlich der Reproduzierbarkeit und Wiederholbarkeit der Messergebnisse erzielte man mit einem Messgerät basie-rend auf Fokusvariation, welches ebenfalls das Messen steiler Flanken (bis 80°) er-möglicht (siehe Abschnitt 3.2.2.2).
Die Funktionsfähigkeit der Rasterwalzenmikrostruktur kann hingegen erst anhand ei-nes Testdruckes nach vollständiger Montage der Druckmaschine überprüft werden. Grundlage für die Beurteilung des Druckes bildet u. a. die optische Messung der Farbdichte (Volltondichte) mit einem Densitometer. Die dadurch bestimmte Farbdich-te � ist eine logarithmische Zahl, welche bei Druckerzeugnissen zwischen 0,001 (= minimale Farbdichte = hell) und 2 (= maximale Farbdichte = dunkel) schwankt. Von einem kalibrierten Densitometer wird das Absorptionsverhalten der gemessenen Farbschicht anhand des fotoelektrisch bestimmten Remissionswertes � quantifiziert (Differenzmessmethode) und nach dem Lambert-Beer‘schen Gesetz in den Dichte-wert � umgerechnet:
Gravurtiefe(Haschurtiefe)
Querschnittfläche � theor. max. Farbvolumen
Flanken-winkel
EbenheitRauheit
HaschurbreiteStegbreite

7 Anwendungsbeispiel: Verifikation der Funktionsfähigkeit mikrostrukturierter Druckwalzen 82
� = &%® n1�q. (7.1)
Mit der logarithmischen Bewertung erreicht man, dass die Volltondichte im üblichen Schichtdickenbereich nahezu linear mit der Farbschichtdicke (Pigmentauftrag pro Fläche) zusammenhängt und auf das menschliche Wahrnehmungsvermögen für Licht angepasst ist [KIPPHAN 2000].
Als funktionale Spezifikationsgrenze wird gemäß [ISO 12647-6:2012] für die Farbe Schwarz eine Schwankung des Farbabstandes ¯� (� = Empfindung) von 5 toleriert. Dies entspricht einer zulässigen Volltondichteschwankung von ± 8 % [FOGRA 2013]. Grundlage für diese standardisierte Spezifikationsgrenze ist die physiologische Wir-kung auf den Menschen, d. h. ob ein Farbdichteunterschied unter günstigen Neben-bedingungen mit dem menschlichen Auge erkannt werden kann [DISCHINGER 2010].
7.2 Strategie zur modellgestützten Verifikation der funktionalen Spezifikation
Um in der Serienproduktion eine Rasterwalzenmikrostruktur hinsichtlich Farbdichte-schwankungen a priori ohne Abdruckversuche bewerten zu können, ist es erforder-lich, das funktionale Verhalten zu analysieren und geometrische Kenngrößen, die maßgeblich das Farbübertragungsverhalten lokal beeinflussen, abzuleiten. Aus den geforderten geometrischen Kenngrößen müssen wiederum Messgrößen bestimmt und geeignete Messgeräte gewählt werden.
Die Funktion der Rasterwalzenstruktur ist es, den Druckformzylinder möglichst genau dosiert und gleichmäßig einzufärben. Aufgrund der vergrößerten Oberfläche kann die Rasterwalze mehr Farbe an sich binden und transportieren als eine ideal glatte Wal-ze. Ferner wird durch die Unterteilung des gespeicherten Farbvolumens in viele klei-ne Farbvolumina eine gegenüber Schwankungen bzgl. der Oberflächenenergie und der Geometrie der Kontaktfläche der Druckform robuste Farbübertragung erreicht (Vermeidung von Koaleszenz). Welchen Einfluss geometrische Parameter (Gravur-tiefe, Stegbreite, Flankenwinkel, Volumen) und nicht geometrische Parameter (Ober-flächenenergie, Kontaktwinkel, Temperatur) auf die Farbübertragung haben, soll da-her zunächst theoretisch untersucht und modelliert werden. Ziel ist es, ein mathema-tisch-physikalisches Modell zu erstellen, welches gemäß Bild 7-4 eine Verifikation der funktionalen Spezifikation basierend auf ausgewerteten Messdaten erlaubt. Als funk-tionale Spezifikationsgrenze wird eine Farbdichteschwankung von ± 8 % angenom-men, was einer erlaubten Dichteschwankung von ± 0,08 bei einem üblichen Dichte-werte � von 1,0 entspricht (Bild 7-4). Das aufgestellte Modell wird anhand mehrerer gefertigter, gemessener und praktisch erprobter Teststrukturen validiert.

7 Anwendungsbeispiel: Verifikation der Funktionsfähigkeit mikrostrukturierter Druckwalzen 83
Bild 7-4: Vorgehen der modellgestützten Verifikation der funktionalen Spezifikation
7.3 Modellierung der Funktion
Zur Definition funktionsorientierter Kenngrößen und zur Bewertung der gemessenen Kennwerte wurde ein parametrisiertes mathematisch-physikalisches Modell der Funktion „Farbübertragung“ entwickelt [HARTMANN 2014A]. Dabei wird gemäß [KIPPHAN 2000] angenommen, dass der Farbdichtewert linear von der Farbschichtdi-cke bzw. mit dem übertragenen Nassauftragsvolumen auf dem Bedruckstoff "�# ab-hängt (� = Proportionalitätskonstante):
� = � ∙ "�#. (7.2)
Das übertragene Farbvolumen von Walzenoberfläche 1 zu Walzenoberfläche 2 wird hingegen immer in einem bestimmten Verhältnis °�,r [0; 1] übertragen, welches von
den geometrischen und nicht-geometrischen Eigenschaften der Oberflächen ab-hängt. Als Modellierungsansatz dient die Grundgleichung
"r = °�,r ∙ "�. (7.3)
Überträgt man diesen Ansatz auf die Oberflächen der Rasterwalze ��, der Druck-form �� und des Bedruckstoffes ��, bedeutet dies
Messung:optische Messung (z. B. Fokusvariation)
Fertigung:Laserstrukturieren und Honen
Fertigungsparameter: Laserprozess (Fokus, Geschwindigkeit,
Pulsfrequenz, Leistung etc.)Honprozess (Werkzeuggeometrie,
Geschwindigkeit, Anpressdruck etc.)
geometrische Spezifikation: min/max V ���� min/max GT, SB, FW
geometrische Anforderung: homogene Mikrostruktur
funktionale Spezifikation: max. Farbdichteschwankung ± 8 %
funktionale Anforderung: keine sichtbare Farbschwankung
V VolumenGT GravurtiefeSB StegbreiteFW Flankenwinkel
Vorhersage der FunktionsfähigkeitFarbdichteschwankung < ± 8 %
konstruktions-orientierte
Verifikation:Vergleich einzelner
geometrischer Merkmale
funktionsorientierte Verifikation:
Simulation der Funktion(Kombination von mehreren geometrischen und nicht-geometrischen Größen)
Messgrößen: V, GT, SB, FW
Auswertung:V, GT, SB, FW (inkl. Standardabweichung)
bestimmt aus der Messpunktwolke

7 Anwendungsbeispiel: Verifikation der Funktionsfähigkeit mikrostrukturierter Druckwalzen 84
"$� = °'(,$� ∙ "'( (7.4)
bzw.
"�# = °$�,�# ∙ "$� = °$�,�# ∙ °'(,$� ∙ "'(. (7.5)
Damit kann man die Problemstellung aufteilen in einen rein geometrischen Teil, be-schrieben durch den Volumenparameter "'(, und einen heterogenen Teil, beschrie-ben durch den Parameter °, bei dem sowohl geometrische als auch nicht geome-trische Eigenschaften der Oberfläche berücksichtigt werden.
Da die Soll-Mikrostruktur der Rasterwalze in einer Richtung gleich bleibt, wird für die weitere Modellierung und zur Vereinfachung der Berechnungen ein gemitteltes 2D-Profil verwendet. Die bestimmte Querschnittfläche �²� einer Haschur wird bei Volu-menangaben mit dem Faktor � (= 1 m · 1 m / HB) auf einen m² hochgerechnet. Die Querschnittsfläche �²� einer Haschur ist mit einem leicht unsymmetrischen Trapez in Bild 7-5 bzw. in Gleichung (7.6) angenähert:
"'( = �²� ∙ � = � ∙ ³�� − �� − �r ∙ � ∙ (cot(��!) + cot (���))´ ∙ �. (7.6)
Bild 7-5: Profilschnitt aus 3D-Oberflächenmessdaten senkrecht zur Vorzugsrichtung der Ras-
terwalzenstruktur (mit Gravurtiefe GT, Stegbreite SB, Haschurbreite HB und Flan-
kenwinkel FW)
Zur Modellierung des Farbübertragungsverhältnisses ° kann auf Schicht- und Farb-spaltungsmodelle zurückgegriffen werden, welche z. B. in [VOSS 2002] oder [GRIES-
HEIMER 2014] beschrieben sind. Dieses Modell beschreibt, wie sich eine Flüssigkeit zwischen zwei Festkörpern verteilt, wenn diese auseinander bewegt werden. Dabei spielen die Oberflächenenergien bzw. Oberflächenspannungen 7 der einzelnen Kon-taktpartner eine wichtige Rolle, welche maßgebend das Benetzungsverhalten einer Oberfläche bestimmen. Da die Oberflächenenergie eines Festkörpers nicht direkt
-30
-20
-10
00 0,1 0,2 0,3
Tiefe in
µm
Profilschnitt
GTSB
HB
FWl FWr
Angenähertes Trapez
Breite in mm

7 Anwendungsbeispiel: Verifikation der Funktionsfähigkeit mikrostrukturierter Druckwalzen 85
gemessen werden kann, wird dieser indirekt über den Kontaktwinkel bzw. Benet-zungswinkel ~ bestimmt. Dieser Parameter charakterisiert die intermolekularen Wechselwirkungen zwischen Flüssigkeit und Festkörper. Entsprechend der Glei-chung nach [YOUNG 1805]
L
LSS
σσσθ −=)cos( (7.7)
stellt sich bei ideal glatten Oberflächen in Abhängigkeit der Oberflächenspannungen 7 jeweils ein anderer Benetzungswinkel ~ ein (Bild 7-6).
Bild 7-6: Benetzungswinkel ϴ einer Flüssigkeit auf einer festen Oberfläche (mit Oberflächen-
spannung der Flüssigkeit ϬL, der freien Oberflächenenergie des Festkörpers ϬS und
der Grenzflächenenergie zwischen Flüssigkeit und Festkörper ϬLS)
Dieser stellt ein Maß für die auftretenden Wechselwirkungen bzw. Kräfte zwischen Festkörper und Flüssigkeit dar. Nach [FOWKES 1964] hängt die Benetzbarkeit im We-sentlichen vom Verhältnis der Oberflächenenergien von Festkörper und Flüssigkeit ab, sodass nach [POPOV 2009] Gleichung (7.7) vereinfacht werden kann zu
.12)cos( −⋅≈L
S
σσθ (7.8)
Aus Gleichung (7.8) ist ableitbar, dass für eine gute Benetzbarkeit die Oberflächen-energien von Flüssigkeit 79 und Festkörper 7# annähernd gleich sein sollten (79 = 7#
� ~ = 0°). Flüssigkeiten zwischen zwei auseinander bewegenden Festkörpern wer-den eher von einer Oberfläche mit höherer Oberflächenenergie angezogen (Bild 7-7). Aus diesem Grund sind die Grenzflächenenergien der verwendeten Materialien bei einer Druckmaschine so abgestimmt, dass immer eine Benetzung zugunsten des Farbflusses zum Bedruckstoff erfolgt (Farbe 28-30 mN/m � Rasterwalze 35 mN/m � Druckform 36-38 mN/m � Bedruckstoff 40-44 mN/m [DÖRSAM 2010]). Für das Übertragungsverhältnis von glatten Oberflächen, wie der Oberfläche der Druckform �� und des Bedruckstoffes ��, kann daher in erster Näherung
°$�,�# = ��,�#��,$� + ��,�# ≈ 7�# ∙ >%�(~�#)7$� ∙ cos(~$�) + 7�# ∙ cos (~�#) (7.9)
angenommen werden, wobei �� die Adhäsionskraft ist. Bei den verwendeten Materia-lien entspricht dies einem Übertragungsverhältnis °$�,�� von ca. 0,5.
Festkörper (S)
Flüssigkeit (L) ϬL
ϬS ϬLSϴ
Oberflächenspannung
freie Oberflächenenergie
Molekül der FlüssigkeitAtom des metallischen Festkörpers

7 Anwendungsbeispiel: Verifikation der Funktionsfähigkeit mikrostrukturierter Druckwalzen 86
Bild 7-7: Vereinfachtes Modell der Punktspaltung (mit Adhäsionskraft FA, Benetzungswinkel
ϴ sowie Oberflächenspannung Ϭ der Farbe L, der Druckform DF und des
Bedruckstoffes BS)
Zu beachten ist, dass die Oberflächenspannung der Farbe temperaturabhängig ist, was technisch durch eine Temperierung der Rasterwalze ausgenutzt wird, um das Farbabgabeverhalten zu steuern. Der Zusammenhang zwischen der Temperatur und der Oberflächenspannung einer Flüssigkeit ist nach der Eötvös‘schen Regel linear [EÖTVÖS 1886]. Zur Beschreibung dieses Phänomens wird die empirische Katayama-Guggenheim-Gleichung [GUGGENHEIM 1945] verwendet:
7 = 78 ∙ n1 − � �qlµ . (7.10)
Hierbei sind 78 eine flüssigkeitsspezifische Konstante, � die Temperatur, � die kriti-sche Temperatur der Flüssigkeit und �� ein empirischer Faktor, der bei organischen Flüssigkeiten 11/9 beträgt [BERTHIER 2008]. Allerdings kann, wie eingangs erwähnt, bei Druckwalzen mit der Temperatur nur die abgegebene Gesamtfarbmenge gesteu-ert und nicht lokale Farbdichteschwankungen ausgeglichen werden. Die Temperatur, welche bei Druckmaschinen genau geregelt werden kann [WEISSER 2006], wird im Folgenden daher als konstant angenommen.
Bei der Rasterwalze ist die Oberfläche nicht ideal glatt. Die Oberfläche besitzt eine definierte Mikrostruktur, was sich sowohl positiv als auch negativ auf das Benet-zungsverhalten auswirken kann [SEEMANN 2005, TAN 2010]. Das in Bild 7-7 und Glei-chung (7.9) beschriebene Modell der Farbspaltung wird daher auf die rillenförmige Oberfläche der Rasterwalze übertragen (Bild 7-8).
Geht man davon aus, dass im Kammerrakel-System die rillenförmige Rasterwalzen-struktur ohne Lufteinschlüsse vollständig gefüllt wird, wirken zusätzlich Kapillarkräfte � dem Entleerungsverhalten entgegen. Die Kapillarkraft wird durch einen Druckun-terschied Δ� in der Flüssigkeit hervorgerufen und ist umgekehrt proportional zur Öff-nungsbreite ��(.) [POPOV 2009, METZ 2009]. Dies bedeutet, dass sich die Kapillar-kraft mit abnehmender Strukturbreite zum Haschurgrund hin hyperbolisch verstärkt.
Druckform, ϬDF
Bedruckstoff, ϬBS
Farbe ϬL
ϬDF < ϬBS
ϴBS
ϴDF
FA,BS
FA,DF

7 Anwendungsbeispiel: Verifikation der Funktionsfähigkeit mikrostrukturierter Druckwalzen 87
Bild 7-8: Erweitertes Modell der Punkt- bzw. Lammelenspaltung (mit Kapillarkraft FK, Adhäsi-
onskraft FA, Benetzungswinkel ϴ sowie Oberflächenspannung Ϭ der Farbe L, der
Druckform DF und des Bedruckstoffes BS)
Die Arbeit, die durch den Druckunterschied Δ� geleistet wird, ergibt sich somit aus
;�,'( = Δ� ∙ ;" = Δ� ∙ ;* ∙ ;- ∙ ;. = 79 ∙ cos(~'()��(.) ∙ �� ∙ � ∙ ;. (7.11)
mit den in Bild 7-8 und Bild 7-9 dargestellten Größen und der Öffnungsbreite
��(.) = �� − |.| ∙ (tan(��!) + tan (���)). (7.12)
Man erhält somit die Kapillarkraft �
�,'( = �,'(� = 79 ∙ cos(~'() ∙ �� ∙ ¦ 1��(.)·¸8
;.. (7.13)
Bild 7-9: Größen zur Modellierung der Kapillarkraft
Unter Berücksichtigung der Kapillarkraft der Rasterwalze �,'( ergibt sich für den
Übertragungsfaktor:
°'(,$� = ��,$���,$� + �,'( + ��,'( . (7.14)
Setzt man die Gleichungen (7.5) bis (7.14) in Gleichung (7.2) ein, lässt sich die Farb-dichte basierend auf geometrischen und nicht-geometrischen Eigenschaften der Mi-krostruktur berechnen.
Farbe, ϬL
ϬRW < ϬDFFA,DF
FA,RW
Rasterwalze, ϬRW
FK,RW
rillen-förmige Struktur
ϴRW
ϴDF
Druckform, ϬDF
FWl FWr
OB(z)
z
x
y L
SB/2SB/2
Rasterwalze, ϬRW
Flüssigkeit, ϬL
HB
FB

7 Anwendungsbeispiel: Verifikation der Funktionsfähigkeit mikrostrukturierter Druckwalzen 88
7.4 Simulation der Funktion
Unter der Annahme, dass Oberflächenenergien und Benetzungswinkel konstant blei-ben, was eine konstante Temperatur voraussetzt, wird im Folgenden das Farbüber-tragungsverhalten, d. h. das Verhältnis von Schöpfvolumen "'( (= gespeicherte Far-be auf Rasterwalze vor Abdruck) zu Nassauftragsvolumen (= übertragene Farbe) auf die Druckform "$� bzw. auf den Bedruckstoff "�# bei sich verändernden geometri-schen Größen simuliert werden.
In Bild 7-10 wird zunächst der Übertragungsfaktor °'(,$� gemäß Gleichung (7.14)
bei unterschiedlichen Gravurtiefen (5 µm ≤ � ≤ 50 µm), Stegbreiten (5 µm ≤ �� ≤ 50 µm) und Flankenwinkeln (30° ≤ �� ≤ 80°) untersucht. In Bild 7-10 a) erkennt man, dass alle Parameter den Übertragungsfaktor beeinflussen. Eine Veränderung der Gravurtiefe beeinflusst den Übertragungsfaktor °'(,$� am stärksten, da mit zu-
nehmender Tiefe Kapillarkräfte der Farbweitergabe entgegenwirken. Zur quantitati-ven Priorisierung dient ergänzend Bild 7-10 b). Hier erkennt man, dass die Gravurtie-fe (mittlere Steigung ;°'(,$�/;� = -0,0036 mit � = [5 µm; 50 µm]) auf den Über-tragungsfaktor °'(,$� einen 4-mal höheren Einfluss aufweist als die Stegbreite (mitt-lere Steigung ;°'(,$�/;�� = -0,0009 mit �� = [5 µm; 50 µm]). Gegenüber dem Flan-kenwinkel (mittlere Steigung ;°'(,$�/;�� = 0,0007 mit �� = [30°; 80°]) ist der Ein-
fluss von � sogar 5-mal höher.
Bild 7-10: Einfluss von Gravurtiefe GT, Stegbreite SB und Flankenwinkel FW auf das Übertra-
gungsverhalten (es wird jeweils nur eine Größe verändert); a) Übertragungsfaktor
URW,DF; b) Steigung dURW,DF/dx (Standardwerte, sofern nicht variiert: GT = 20 µm; SB =
30 µm; FW = 60°; HB = 111 µm; ϬRW = 35 N/mm²; ϬDF = 38 N/mm²; ϴRW = 4°; ϴDF = 5°)
Durch Einsetzen der Gleichungen (7.6) und (7.14) in (7.3) erhält man eine Modell-gleichung, mit der das übertragene Volumen von Rasterwalze "'( auf Druckform "$� unter Berücksichtigung von geometrischen und nicht-geometrischen Eigenschaften (Oberflächenenergien, Benetzungswinkel) analytisch berechnet werden kann. Unter
0 10 20 30 40Gravurtiefe bzw. Stegbreite in µm
-6
-4
-2
0
2
4
Ste
igun
gdU
RW
,DF/d
x*1
0-3
30 40 50 60 70Flankenwinkel in °
0 10 20 30 40 50
0,35
0,40
0,45
0,50
0,55
Gravurtiefe bzw. Stegbreite in µm
Übe
rtra
gung
sfak
tor U
RW
,DF
30 40 50 60 70 80Flankenwinkel in °
0,30
Änderung GTÄnderung SBÄnderung FW
a) b)50
80
Änderung GTÄnderung SBÄnderung FW

7 Anwendungsbeispiel: Verifikation der Funktionsfähigkeit mikrostrukturierter Druckwalzen 89
der Annahme, dass Druckform und Bedruckstoff eine glatte Oberfläche bzw. keine signifikante Mikrostruktur aufweisen, ist mit einem Übertragungsfaktor °$�,�# = 0,5
das übertragene Volumen auf den Bedruckstoff "�# ebenfalls bestimmbar.
Entsprechend diesem Vorgehen sind Simulationsergebnisse in Bild 7-11 bis Bild 7-14 dargestellt. In Bild 7-11 wird die Stegbreite �� von 10 µm auf 50 µm erhöht. Gemäß der Analyse des Übertragungsfaktors (Bild 7-10) ändert sich das Farbübertragungs-verhältnis in diesem Fall kaum, d. h. die alleinige Bestimmung des Schöpfvolumens "'( wäre hier ausreichend, um Farbdichteschwankungen zu identifizieren.
Bild 7-11: Simuliertes Farbübertragungsverhalten bei Veränderung der Stegbreite
Anhand des Simulationsergebnisses in Bild 7-12 wird hingegen klar, dass die alleini-ge Bestimmung des Schöpfvolumens "'( zu fehlerhaften Aussagen hinsichtlich der Abschätzung von Farbdichteschwankungen führt, lässt man Änderungen der Gravur-tiefe unberücksichtigt. Aufgrund des Aspektverhältnisses � : �� haben kleine Verän-derungen bei der Gravurtiefe einen wesentlich höheren Einfluss auf das Schöpfvo-lumen "'( als die Stegbreite. Ab einer bestimmten Strukturtiefe (hier bei 35 µm) wir-ken allerdings Kapillarkräfte der Farbabgabe entgegen, sodass trotz größerem theo-retischen Farbvolumen der Rasterwalzenstruktur nicht mehr Farbe übertragen wird. Der kleiner werdende Übertragungsfaktor (Bild 7-10) wirkt dem größer werdenden Schöpfvolumen "'( entgegen, sodass die Empfindlichkeit der Farbübertragung bei sich ändernden geometrischen Eingangsgrößen abgeschwächt wird. Eine inhomo-gene Farbübertragung ist daher vor allem bei Mikrostrukturen mit einer geringen Gravurtiefe zu erwarten, wenn fertigungsbedingte Abweichungen hinsichtlich des Schöpfvolumens bzw. der Gravurtiefe vorhanden sind.
10 20 30 40 500
5
10
15
20
25
Stegbreite in µm
Farb
volu
men
pro
1 m
² in
ml
VRW
VDF
VBS
Konstanten:UDF-BS = 0,5GT = 20 µmFW = 60°HB = 111 µmϬRW = 35 N/mm²ϬDF = 38 N/mm²ϬBS = 40 N/mm²ϴRW = 5°ϴDF = 4°ϴBS = 4°
Mikrostruktur mit verbleibender Farbe

7 Anwendungsbeispiel: Verifikation der Funktionsfähigkeit mikrostrukturierter Druckwalzen 90
Bild 7-12: Simuliertes Farbübertragungsverhalten bei Veränderung der Gravurtiefe
Eine Änderung des Flankenwinkels im Bereich vom 35° bis 80° wirkt sich bei einer Standardmikrostruktur (� = 20 µm; �� = 30 µm) gemäß Bild 7-13 nur geringfügig auf das Farbübertragungsverhalten aus. Dennoch sollte berücksichtigt werden, dass sich bei tiefen Strukturen mit großen Stegbreiten der Einfluss des Flankenwinkels verstärken kann.
Bild 7-13: Simuliertes Farbübertragungsverhalten bei Veränderung des Flankenwinkels
In Bild 7-14 wird das Farbübertragungsverhalten von Mikrostrukturen simuliert, wel-che das gleiche Schöpfvolumen "'(, aber unterschiedliche Gravurtiefen und Steg-breiten haben. Volumenänderungen von "$� sind in diesem Fall nur vom Übertra-gungsfaktor °'(,$� abhängig (Bild 7-10). Mit dem funktionsorientierten Parameter "$� bzw. "�#, bei dem geometrische und nicht-geometrische entsprechend des ma-thematisch-physikalischen Modells nach Abschnitt 7.3 kombiniert werden, kann eine Farbvolumenänderung bezogen auf den Bedruckstoff von bis zu ¯"�# = 1,0 ml/m²
10 20 30 40 500
5
10
15
20
25
Gravurtiefe in µm
Far
bvol
umen
pro
1 m
² in
ml
VRW
VDF
VBS
Konstanten:UDF-BS = 0,5SB = 30 µmFW = 60°HB = 111 µmϬRW = 35 N/mm²ϬDF = 38 N/mm²ϬBS = 40 N/mm²ϴRW = 5°ϴDF = 4°ϴBS = 4°
Mikrostruktur mit verbleibender Farbe
40 50 60 70 800
5
10
15
20
25
Flankenwinkel in °
Farb
volu
men
pro
1 m
² in
ml
VRW
VDF
VBS
Konstanten:UDF-BS = 0,5GT = 20 µmSB = 30 µmHB = 111 µmϬRW = 35 N/mm²ϬDF = 38 N/mm²ϬBS = 40 N/mm²ϴRW = 5°ϴDF = 4°ϴBS = 4°
Mikrostruktur mit verbleibender Farbe

7 Anwendungsbeispiel: Verifikation der Funktionsfähigkeit mikrostrukturierter Druckwalzen 91
abgeschätzt werden. Diese Änderung würde man mit der herkömmlichen Methode, bei der nur das Schöpfvolumen "'( zur Beurteilung herangezogen wird, nicht regist-rieren.
Bild 7-14: Simuliertes Farbübertragungsverhalten bei gleichbleibenden Schöpfvolumen der
Rasterwalze, aber Veränderung der Gravurtiefe und Stegbreite
7.5 Geometrische Charakterisierung der Mikrostruktur von Rasterwalzen
Um den theoretisch bestimmten funktionsorientierten Kennwert "$� (bzw. "�#) be-rechnen zu können, ist die genaue Kenntnis der geometrischen Eingangsparameter (Gravurtiefe, Haschurbreite, Stegbreite, Flankenwinkel) notwendig. Dazu sind geeig-nete Messverfahren erforderlich, welche hochaufgelöst und mit geringer Mess-unsicherheit die Oberflächenstruktur flächenhaft erfassen. Da die Oberfläche verhält-nismäßig rau ist und Flankenwinkeln bis zu 75° auftreten können, wird ein optisches Messgerät basierend auf Fokusvariation von Alicona Imaging GmbH verwendet. An-dere optische Messgeräte, die auf Weißlichtinterferometrie oder dem chromatischen Prinzip basieren, zeigten an abgeformten Testoberflächen (Replikationstechniken siehe Abschnitt 6.3) deutlich schlechtere Ergebnisse (siehe Anhang Abschnitt 10.1). Das verwendete Messgerät Alicona IFM portable erreicht pro Aufnahme abhängig von der Objektivwahl (50x-5x) einen flächenhaften Messdatensatz von 0,09-9,29 mm² bei einer vertikalen Auflösung von 60-430 nm und einer lateralen Auflö-sung von 0,7-4,4 µm [ALICONA 2014]. Zudem ist das Messgerät portabel, sodass di-rekt auf der Rasterwalze zerstörungsfrei und ohne Abformung der Oberfläche ge-messen werden kann.
10 20 30 40 500
5
10
15
20
25
Gravurtiefe in µm
Farb
volu
men
pro
1 m
² in
ml
Stegbreite in µm1 48 62 67 68 VRW
VDF
VBS
Konstanten:UDF-BS = 0,5VRW = 10 ml/m²FW = 70°HB = 111 µmϬRW = 35 N/mm²ϬDF = 38 N/mm²ϬBS = 40 N/mm²ϴRW = 5°ϴDF = 4°ϴBS = 4°
Mikrostruktur mit verbleibender Farbe

7 Anwendungsbeispiel: Verifikation der Funktionsfähigkeit mikrostrukturierter Druckwalzen 92
Für eine funktionsorientierte Auswertung der Messdaten sind Standardauswertever-fahren nicht immer für alle Merkmale geeignet – insbesondere dann, wenn große Formabweichungen von der Idealgeometrie auftreten. Teilweise können vorhandene 2D- und 3D-Parameter verwendet werden, wie z. B. der 2D-Parameter =�� (Basis-länge der Periode nach [ISO 4287:2010]) zur Bestimmung der Haschurbreite �� an-hand eines Profilschnittes oder der 3D-Funktionsparameter "@ nach [ISO 25178-2:2008] zur Bestimmung des Leervolumens der Oberfläche. Bei großen Abweichun-gen des bestimmten Wertes bleibt die Ursache aber zunächst unklar. Da nicht alle erforderlichen Merkmale mit den bisher vorhandenen Oberflächenparametern ausrei-chend beschrieben werden können und automatisierbare Auswertemethoden in kommerziellen Softwarepaketen nicht immer an die Problemstellung anpassbar sind, sind viele manuelle Prozeduren erforderlich, sodass die Qualität der Auswertung sehr stark vom Bediener abhängt. Ferner ist „manuelles Auswerten“ jeder einzelnen Gra-vurtiefe oder Stegbreite sehr zeitintensiv und folgt meist keiner mathematisch fundier-ten Regel. Die damit verbundenen hohen Messabweichungen werden insbesondere der Stegbreite im Bild 7-15 ersichtlich: Hier wurde ein Steg von mehreren Bedienern anhand eines Profilschnittes ausgewertet und mit einem weiteren semi-automatischen Auswerteverfahren verglichen, bei dem Helligkeitsunterschiede des 2D-Bildes genutzt werden, um parallele Geraden entlang des Steges einzupassen. Der Helligkeitsunterschied wird hierbei durch das nachträgliche Finishen der Stege hervorgerufen. Während bei der Profilmessung Bediener 1 den ebenen Anteil des Steges als Breite definiert, misst Bediener 2 die Stegbreite basierend auf den Flan-
Bild 7-15: Stegbreitenauswertung per 2D-Bildmessung mit automatisch eingepassten paralle-
len Regressionsgeraden (anhand der Helligkeitsverteilung) im Vergleich zur Profil-
formmessung
Länge in µm
Tie
fe in
µm -10
-20
-3014,5 µm
21,3 µm
Vergleich Profilschnitt
12,72 µm
2D-Bildmessung
14,30 µm
12,97 µm
12,12 µm
13,58 µm
13,07 µm(Bediener 1)
10 20 30 40 50 60 70
33,7 µm(Bediener 2)

7 Anwendungsbeispiel: Verifikation der Funktionsfähigkeit mikrostrukturierter Druckwalzen 93
kengeraden. Bestimmt man die Stegbreite anhand der Bildinformation, fällt der Wert kleiner aus, wobei sich dieser bezogen auf den gesamten Steg (Bild 7-15 links: Stegbreite 12,12 µm) erneut ändern kann.
Zur quantitativen und schnellen Bestimmung der beschriebenen funktionsorientierten Parameter wurde daher ein Auswertetool gemäß dem in Abschnitt 6.1 beschriebenen segmentierungsbasierten Auswerteverfahren bereitgestellt. Damit werden aus einem optisch flächig gemessenen Datensatz unabhängig von Bedienereinflüssen die Kenngrößen Gravurtiefe � (nach [ISO 5436-1:2000] bzw. [ISO 25178-70:2014]), Haschurbeite �� (Periodizität), Stegbreite �� (flankenbasiertes Maß), Flankenwinkel �� und Volumen " bestimmt. Einzelkenngrößen werden zu globalen Kenngrößen unter Angabe von Standardabweichung und Spannweite zusammengefasst. Die Auswertung wird dokumentiert und kann anhand der ausgewerteten Profilpfade auf Fehler überprüft werden. Eine Messsystemanalyse nach Verfahren 2 [VDA 5:2010] zur Beurteilung des automatisierten Auswerteverfahrens gegenüber der herkömmli-chen manuellen Auswertung ist im Anhang enthalten (Abschnitt 10.2). Ein Beispiel für ein automatisiert ausgewertetes Ergebnis von 16 unterschiedlichen Teststrukturen ist im Bild 7-16 gegeben. Gleichzeitig werden bei dieser automatischen Auswertung die in den Abschnitten 7.3 und 7.4 übertragenen Farbvolumina "$� und "�# prognos-tiziert.
Bild 7-16: Beispiel einer statistischen Auswertung von 16 unterschiedlichen Teststrukturen
(TS) mit gleichzeitiger Prognose des übertragenen Farbvolumens VDF,Sim (FW-
Berechnung zwischen 40 % und 80 % bezüglich GT)
0
10
20
30
40
50
60
70
80
90
100
110
120
GT HB SB FW_L FW_R V_RW,Mess V_DF,Sim
Bre
ite b
zw. T
iefe
in µ
m; W
inke
l in
°;
Volu
men
in m
l/m²
TS01
TS02
TS03
TS04
TS05
TS06
TS07
TS08
TS09
TS10
TS11
TS12
TS13
TS14
TS15
TS16
(Fehlerbalken = Spannweite)
GT HB SB FWL FWR VRW,Mess VDF,Sim

7 Anwendungsbeispiel: Verifikation der Funktionsfähigkeit mikrostrukturierter Druckwalzen 94
7.6 Validierung des Modells
Zur Validierung des Modells der Funktion wurden Rasterwalzen mit unterschiedlichen Mikrostrukturen hinsichtlich der Strukturtiefe und Stegbreite gefertigt (der Flanken-winkel konnte nur indirekt beeinflusst werden, hat jedoch nach Bild 7-13 nur einen geringen Einfluss). Dabei orientierte man sich an einem mehrstufigen faktoriellen 24-Versuchsplan. Die mit einem Ultrakurzpulslaser hergestellten Mikrostrukturen wurden anschließend gemäß dem Vorgehen, das im vorherigen Abschnitt beschrieben wur-de, mit einem optischen Messgerät basierend auf Fokusvariation gemessenen und ausgewertet. Um Mikrostrukturen mit unterschiedlichen Spezifikationen bei annä-hernd identischen Druckbedingungen testen zu können, wurden sogenannte Bän-derwalzen mit jeweils vier Zonen eingesetzt (Bild 7-17). Ferner konnten durch dieses Vorgehen Kosten eingespart werden.
Bild 7-17: Beispiel einer Bänderwalze mit vier unterschiedlichen Mikrostrukturen
Aufgrund von Ungenauigkeiten des Laserfertigungsprozesses und physikalischer Restriktionen wurden Soll-Werte der Mikrostruktur nicht immer eingehalten (siehe ungleichmäßige Verläufe in Bild 7-18). Durch die beschriebene 3D-Messung können diese Abweichungen vom Versuchsplan allerdings bei der simulativen Prognose-rechnung des Nassauftragsvolumens "$�,#/2 und "�#,#/2 berücksichtigt werden. Zu-nächst wurde das vereinfacht berechnete Volumen "'(,#/2 nach Gleichung (7.6), bei
dem die Querschnittfläche mit einem Trapez angenähert wurde, mit dem tatsächli-chen Schöpfvolumen "'(,t ºº verglichen. Da Abweichungen zwischen "'(,t ºº und "'(,#/2 nur maximal 0,2 ml/m² betragen, kann davon ausgegangen werden, dass die
bestimmten geometrischen Merkmale mit ausreichender Genauigkeit bestimmt wur-den und die vereinfachte Volumenberechnung nach Gleichung (7.6) zulässig ist.
Mithilfe der Modellgleichung und der ausgewerteten Messdaten der optischen Mes-sung wird im zweiten Schritt das auf den Bedruckstoff übertragene Nassauftragsvo-lumen "�#,#/2 bestimmt und mit Farbdichtemessungen eines Densitometers vergli-chen (Bild 7-18: Linie "�#,#/2 und "�#,t ºº). Da Densitometrie auf der Linearität zwi-
schen der Farbmenge und der optischen Dichte beruht, kann der gemessene Farb-dichtewert mit einem konstanten Proportionalitätsfaktor umgerechnet werden (Glei-chung (7.2)). Die Analyse in Bild 7-18 zeigt eine gute Übereinstimmung mit der Prog-nose der Simulation: Bei niedrigen Strukturen (Tiefe < 25 µm; Bild 7-18 b)) reagiert das übertragene Farbvolumen sehr empfindlich auf Abweichung in der Tiefe, wäh-

7 Anwendungsbeispiel: Verifikation der Funktionsfähigkeit mikrostrukturierter Druckwalzen 95
rend Variationen in der Stegbreite einen 4-mal geringeren Einfluss haben (Bild 7-18 a)). Auch der Einfluss der Kapillarwirkung bei tieferen Strukturen (� > 30 µm) ist in Bild 7-18 b) ersichtlich: Obwohl die Rasterwalzenstruktur mit zunehmender Struktur-tiefe ein größeres Schöpfvolumen besitzt, wird nicht mehr Farbe übertragen (Abfla-chung der Kurve). Die Schlussfolgerung ist, dass Mikrostrukturen mit geringer Struk-turtiefe enger toleriert werden müssen, um einen homogenen Farbauftrag sicherzu-stellen.
Bild 7-18: Vergleich geometrisch gemessener Volumina (VRW,Mess), simulativ berechneter Volu-
mina (VRW,Sim, VDF,Sim, VBS,Sim) und mit einem Densitometer bestimmter Volumina
(VBS,Mess)
7.7 Verifikation der Funktion
Vorteil der mathematisch-physikalisch hergeleiteten Kenngröße "�#,#/2 ist, dass nicht
nur ein Merkmal der Mikrostruktur bewertet wird, sondern die Kombination mehrerer geometrischer und nicht-geometrischer Größen unter Berücksichtigung ihrer gegen-seitigen Wechselwirkungen. Damit ist es möglich, a priori Aussagen über die über-tragene Farbmenge einer Mikrostruktur zu treffen, welche im direkten Zusammen-hang mit der gedruckten Farbdichte steht.
Im Folgenden wird dies beispielhaft für vier weitere Standard-Rasterwalzen demons-triert. Die Topografie jeder Walze wurde gemäß Bild 7-19 an sechs verschiedenen Postionen um den Umfang verteilt am linken Rand, in der Mitte und am rechten Rand gemessen (18 Messungen pro Walze).
0
5
10
15
20
0 20 40
Far
bvol
umen
pro
1 m
² in
ml
Gravurtiefe in µm
0
5
10
15
20
20 30 40 50
Far
bvol
umen
pro
1 m
² in
ml
Stegtiefe in µm
Bänderwalze 3SB = 20 µm
Bänderwalze 4SB = 30 µm
b)
Bänderwalze 1GT = 18,5 µm Bänderwalze 2
GT= 23,5 µm
a)
Simulativ berechnete VoluminaGemessene VoluminaRasterwalzeDruckformBedruckstoff
VRW,Sim
VDF,Sim
VBS,Sim
VRW,Mess
VBS,Mess

7 Anwendungsbeispiel: Verifikation der Funktionsfähigkeit mikrostrukturierter Druckwalzen 96
Bild 7-19: Verteilung der Messpositionen auf den gemessen 4 Standardrasterwalzen (18 Mess-
positionen pro Walze)
Basierend auf den bestimmten geometrischen Werten und den bekannten nicht-geometrischen Werten (materialspezifische Oberflächenenergien, Benetzungswinkel, Temperatur) wird jeweils ein Farbdichtewert prognostiziert. Da die bestimmten Farb-dichtewerte nach dem Test von [ANDERSON 1952] nicht normalverteilt sind, werden statt Mittelwerte und Standardabweichungen, Mediane und Interquartilabstände ge-mäß Tabelle 7-1 bzw. Bild 7-20 mit der funktionalen Spezifikation nach [ISO 12647-6:2012] verglichen [HARTUNG 1991]. Die Mikrostrukturen der Rasterwalze 1 und 4 er-füllen in diesem Fall die funktionale Spezifikation von ± 8 % bzw. ± 0,08 Farbdichte-schwankung bei einem Dichtewert von � = 1,0, während die Rasterwalzen 2 und 3 die Spezifikationsgrenzen überschreiten. Diese lokale Ungleichmäßigkeit kann nicht durch Regelung der Temperatur ausgeglichen werden. Interessanterweise weist Rasterwalze 4 größere Abweichungen hinsichtlich der Gravurtiefe � und der Steg-breite �� als Rasterwalze 2 auf (vergleiche „Gesamt“-Werte in Tabelle 7-1: GT-R0,95: Walze 2 = 3,66 µm, Walze 4 = 3,84 µm | SB-R0,95: Walze 2 = 6,64 µm, Walze 4 = 7,44 µm). Dennoch ist die Mikrostruktur von Rasterwalze 4 gemäß der Auswertung in Bild 7-20 funktionsfähig, während bei Rasterwalze 2 Farbdichteschwankungen au-ßerhalb der Spezifikationsgrenzen zu erwarten sind.
Walze Position GT in µm SB in µm Progn. Farbdichte
Median R0,95 Median R0,95 Median R0,95
1 Links 24,47 0,91 22,08 6,29 1,06 0,07
Mitte 22,93 2,01 17,56 5,24 0,99 0,06
Rechts 23,01 1,02 21,58 5,71 1,01 0,05
Gesamt 23,37 2,51 20,73 8,12 1,02 0,11
2 Links 18,00 0,67 28,38 3,28 0,78 0,03
Mitte 18,19 0,99 25,86 3,51 0,82 0,10
Rechts 15,25 1,22 28,54 2,89 0,66 0,03
Gesamt 17,93 3,66 28,07 6,64 0,78 0,22
Messpositionen(6x3=18)
PositionenLinks (L) Mitte (M) Rechts (R)

7 Anwendungsbeispiel: Verifikation der Funktionsfähigkeit mikrostrukturierter Druckwalzen 97
3 Links 22,81 1,77 23,52 7,21 1,01 0,09
Mitte 23,55 2,52 19,95 7,20 1,08 0,15
Rechts 26,93 2,69 11,11 9,07 1,23 0,18
Gesamt 23,75 5,63 19,33 17,79 1,08 0,29
4 Links 28,47 2,70 30,97 7,30 0,92 0,06
Mitte 27,12 2,93 31,13 4,87 0,87 0,07
Rechts 27,89 2,17 28,65 5,45 0,91 0,11
Gesamt 27,90 3,84 30,11 7,44 0,91 0,12
Tabelle 7-1: Bewertung der Funktionsfähigkeit der Mikrostruktur von vier Rasterwalzen durch
Vergleich der prognostizierten Farbdichte mit der funktionalen Spezifikation (insge-
samt 72 Messwerte; Daten nicht normalverteilt, daher Berechnung mit Median und
Quantile; R0,95 = Whiskergrenzen zwischen dem 2,5 %-Quantil und dem 97,5 %-
Quantil; funktionale Spezifikation: ± 0.08 Farbdichteänderung; rot = außerhalb der
Spezifikationsgrenzen; grün = innerhalb der Spezifikationsgrenzen)
Bild 7-20: Gestapelter Boxplot zur Bewertung der Funktionsfähigkeit der Mikrostruktur von
vier Rasterwalzen (rot = außerhalb der Spezifikationsgrenzen; grün = innerhalb der
Spezifikationsgrenzen; L = links; M = Mitte; R = rechts)
Dieses Beispiel zeigt somit nicht nur, dass eine Bewertung der Funktionsfähigkeit mithilfe eines mathematisch-physikalischen Modells a priori möglich ist, sondern auch, dass stets die Kombination von mehreren Parametern mit ihren Wechselwir-kungen im Mikro- und Nanobereich berücksichtigt werden muss. Zusätzlich zu Ab-druckversuchen in Druckmaschinen, welche erst sehr spät im Produktentwicklungs-prozess durchgeführt werden können, hat man hierdurch eine weitere Entschei-dungsgrundlage gewonnen, um eine funktionsorientierte Bewertung treffen bzw. Feh-lerursachen erkennen zu können. Mit dem Modell der Funktion und ihrer Verifikation werden ebenfalls die Eigenschaften der Mikrostruktur verdeutlicht, welche einen gro-
RasterwalzePosition
4321RMLRMLRMLRML
1,3
1,2
1,1
1,0
0,9
0,8
0,7
0,6
Pro
gnos
tizie
rte
Far
bdic
hte
0,16
0,16
0,16
0,16

7 Anwendungsbeispiel: Verifikation der Funktionsfähigkeit mikrostrukturierter Druckwalzen 98
ßen Einfluss auf die Funktion haben. In diesem Fall hat sich gezeigt, dass man bei flachen Mikrostrukturen engere Toleranzen hinsichtlich der Gravurtiefe einhalten soll-te, um einen homogenen Farbauftrag zu gewährleisten.
7.8 Ermittlung eines robusten Prozessfensters hinsichtlich Farbdichte- und
Fertigungsschwankungen
Die geschaffenen Grundlagen zum Prognostizieren von Farbdichteschwankungen können ebenfalls im Konstruktions- und Fertigungsprozess genutzt werden, um ein Optimum bzw. ein robustes Prozessfenster hinsichtlich Farbdichte- und Fertigungs-schwankungen zu bestimmen. Die validierten Simulationsergebnisse des Einflusses der Stegbreite und der Gravurtiefe auf die Farbdichte lassen sich in einem Konturdi-agramm für die Festlegung von funktionsorientierten Soll-Werten zusammenfassen. Aus dem Konturdiagramm in Bild 7-21 kann man ableiten, dass z. B. in dem mit „1“ bezeichneten Bereich eine große Toleranzbreite für die Stegbreite �� möglich ist (15 µm < �� < 32 µm), allerdings die Toleranzbreite für die Gravurtiefe maximal 5 µm betragen darf, um eine Farbdichteschwankung unter 0,16 zu gewährleisteten. Der Bereich 2 erscheint bezüglich Farbdichteschwankungen etwas stabiler. In diesem Bereich sind große Fertigungsabweichungen für � (20 µm < � < 50 µm) und mittle-re Fertigungsabweichungen für �� (34 µm < �� < 44 µm) zulässig. Ganzheitlich be-trachtet beträgt im ungünstigsten Fall die Toleranzbreite für � 5 µm und für �� 8 µm. Um einen fähigen Fertigungsprozess zu gewährleisten, muss nach dem 6σ-Ansatz [ISO 21747:2007] die Standardabweichung des Fertigungsprozesses kleiner /6 sein, was einer Fertigungsstreuung von ��,·¸ ≤ 5/6 µm = 0,83 µm und ��,#� ≤
8/5 µm = 1,33 µm entspricht.
Bild 7-21: Konturdiagramm für die Farbdichte in Abhängigkeit von Stegbreite und Gravurtiefe
Wertet man zusätzlich die im aktuellen Laserfertigungs- und Finishprozess auftreten-den Abweichungen aus, erkennt man in Bild 7-22 a), dass mit zunehmender Gravur-tiefe Fertigungsabweichungen vom Soll-Wert zunehmen. Eine mögliche Erklärung ist,
Gravurtiefe in µm
Ste
gbre
ite in
µm
5040302010
45
40
35
30
25
20
15
> –––––< 0,8
0,8 1,01,0 1,21,2 1,41,4 1,61,6 1,8
1,8
Farbdichte
����
����

7 Anwendungsbeispiel: Verifikation der Funktionsfähigkeit mikrostrukturierter Druckwalzen 99
dass bei der Laserstrukturierung mit zunehmender Tiefe mehrere Überfahrten und höhere Laserleistungen verwendet werden und dadurch ein kumulativer Fehler auf-tritt. Dass in Bild 7-22 a) Fertigungsabweichungen bei einer Soll-Gravurtiefe von 50 µm geringer ausfallen als bei 40 µm, ist als Zufall anzusehen. Insgesamt gesehen sind die Fertigungsabweichungen hinsichtlich der Soll-Tiefe aber relativ gering (max. ± 1 µm). Fertigungsabweichungen bezüglich der Stegbreite fallen hingegen mehr als 5-mal höher aus. Wie man aus Bild 7-22 b) ableiten kann, sind schmale Stege sehr instabil. Ausbrüche bei mechanischer Belastung sind in diesem Fall wahrscheinlicher als bei breiteren Stegen. Prozessfähigkeit (mit #� = 8 µm; ��,#� = 8/6 µm = 1,33 µm)
wird bei dieser Versuchsreihe erst ab einer Stegbreite von 35 µm erreicht.
Bild 7-22: Analyse der Fertigungsprozessstreuung mittels Boxplot für a) Gravurtiefe und b)
Stegbreite
Kombiniert man die Erkenntnisse aus Bild 7-21 und Bild 7-22, lässt sich ein Prozess-fenster gemäß Bild 7-23 bestimmen, welches sowohl die funktionale Spezifikation als auch die systematische Fertigungsprozessstreuung �� berücksichtigt. Innerhalb die-ses Prozessfensters lässt sich eine robuste und homogene Farbübertragung von Rasterwalzenmikrostrukturen bei Druckmaschinen erreichen.
45352515
5,0
2,5
0,0
-2,5
-5,0
-7,5
-10,0
Soll-Stegbreite in µm
Abw
eich
ung
vom
Sol
l in
µm
5040302010
1,0
0,5
0,0
-0,5
-1,0
-1,5
Soll-Gravurtiefe in µm
Abw
eich
ung
vom
Sol
l in
µm
a)
b)

7 Anwendungsbeispiel: Verifikation der Funktionsfähigkeit mikrostrukturierter Druckwalzen 100
Bild 7-23: Bestimmung eines robusten Prozessfensters hinsichtlich Farbdichteschwankungen
und systematischer Fertigungsprozessstreuung sP nach dem 6σ-Ansatz (grüne Linie
nicht sichtbar, da GT in allen Tiefen prozessfähig hergestellt werden kann)
7.9 Fazit
Am Beispiel von Druckwalzen in Kurzfarbwerken für den Offsetdruck wurde die Be-deutung der Mikrostruktur bei Farbspaltungsvorgängen verdeutlicht. Mit einem herge-leiteten und validierten mathematisch-physikalischen Modell für das mikroskopische Farbübertragungsverhalten konnten wichtige geometrische Kenngrößen identifiziert und somit die Funktionsfähigkeit einer Rasterwalzenstruktur basierend auf geometri-schen Messungen und konstant angenommenen nicht geometrischen Größen (Ober-flächenenergie, Kontaktwinkel) bewertet werden. Voraussetzung für eine zuverlässi-ge funktionsorientierte Bewertung von Mikrostrukturen ist die sichere Erfassung der Eingangsgrößen der Modellgleichung. Dies erfordert hochauflösende Mess- und automatisierbare Auswerteverfahren, welche die identifizierten Merkmale mit einer geringen Unsicherheit auswerten. Aufgrund der hohen Anzahl an Merkmalen auf ei-ner Mikrostruktur erwies sich eine segmentierungsbasierte Auswertung gemäß Ab-schnitt 6.1 als hilfreich. Eine hohe Reproduzierbarkeit und Wiederholbarkeit der Mes-sergebnisse wurde damit gewährleistet.
Wie in Bild 7-24 zusammenfassend dargestellt, bringt der funktionsorientierte Ansatz Verbesserungspotenziale für die gesamte Prozesskette mit sich. Im Spezifikations-prozess kann z. B. das validierte Modell der Funktion zur Optimierung der Mikrostruk-tur bei gleichbleibender Funktionalität genutzt werden. Ferner lassen sich durch Be-rücksichtigung der systematischen Fertigungsstreuung Unzulänglichkeiten der La-serstrukturierung vermeiden, indem Soll-Werte in robuste Prozessfenster bei gleich-bleibender Farbdichtequalität verschoben werden. Der Fertigungsprozess wird damit sowohl hinsichtlich der Prozessfähigkeit, als auch hinsichtlich der Funktionsfähigkeit der Mikrostruktur effizient gesteuert. Durch das bessere Verständnis der funktionalen
Gravurtiefe in µm
Ste
gbre
ite in
µm
5040302010
45
40
35
30
25
20
15
0,91,1
Farbdichte
00,83
sP,GT
01,33
sP,SB
Prozessfenster

7 Anwendungsbeispiel: Verifikation der Funktionsfähigkeit mikrostrukturierter Druckwalzen 101
Zusammenhänge können nicht nur die Farbdichte basierend auf Messdaten prog-nostiziert und eine funktionsorientierte Konformitätsentscheidung getroffen werden, sondern auch Auswerteverfahren (z. B. für die Stegbreite) verfeinert werden.
Bild 7-24: Zusammenfassung der erreichten Ziele und Verbesserungen im Kontext der gesam-
ten Prozesskette
Da aufgrund der Komplexität des Gesamtsystems nicht alle Störgrößen (Vibrationen, Balligkeit der Walze etc.) berücksichtigt werden konnten, muss das Modell iterativ verfeinert werden. Ergebnisse bezüglich der Funktionsfähigkeit sind daher nur als Näherung und nicht als exakte Lösung zu verstehen. Dennoch übertrifft die Genauig-keit und Aussagekraft der modellgestützten Prüftechnik die herkömmlicher Oberflä-chenparameter und Auswertemethoden, bei welchen lediglich das Schöpfvolumen der Rasterwalze beurteilt wird [RÖTTIG 2008].
funktionsorientierteKonformitätsentscheidung
Messung
Raster-walze
Fertigung
modell-basiertes
Prüfen
Spezifikation
Modell der Funktion
Produkt-eigensch.
Anfor-derung
funk
tiona
les
Ver
halte
n
Simulation der Funktionsfähigkeit
Mess-daten
GT
SB
Prozess-fenster
FA,DF
FA,RW
Rasterwalze
FK,RW
Druckform
SB
W/3
W
GT bzw. SB bzw. FW
Übe
rtra
gung
s-fa
ktor
PositionRML
1,1
1,0
0,9
Pro
gn. F
arbd
icht
e
0,16
Messanforderungen
Rückführung von Verbesserungen(Beispiele)
Prozessparameter
Geometrische Anforderungen
FB±T2
GT±T
1
SB±T3 ����
����
����
����
����
����

8 Zusammenfassung und Ausblick 102
8 Zusammenfassung und Ausblick
Ziel der vorliegenden Arbeit war die Bereitstellung von funktionsorientierten Mess- und Auswertestrategien zur Bewertung der Funktionsfähigkeit von Mikrostrukturen. Die Darstellung des aktuellen Standes der Normung zur geometrischen Tolerierung verdeutlichte, dass herkömmliche Toleranzkonzepte wie GPS für die geometrische Spezifikation und Verifikation von Strukturen im Mikro- und Nanometerbereich an ihre Grenzen stoßen. Der Grund hierfür besteht darin, dass diese historisch bedingt vor allem für die Funktion Paarungsfähigkeit entwickelt wurden, die im Mikrometerbe-reich von geringer Relevanz ist. Die Analyse des Standes der Technik zur Charakte-risierung und Bewertung von Oberflächentopografien zeigte, dass die meisten ge-normten Oberflächenkenngrößen nur für geometrisch undefinierte (stochastische) Oberflächen geeignet sind. Ferner werden bei einer indirekten, zerstörungsfreien Funktionsprüfung von Serienbauteilen Oberflächeneigenschaften getrennt bewertet und Wechselwirkungen nicht ausreichend berücksichtigt. Automatisierte Auswerte-verfahren für geometrische definierte (strukturierte) Oberflächen sowie deren ganz-heitliche, funktionsorientierte Bewertung fehlen.
Der entwickelte Lösungsansatz zur ganzheitlichen Bewertung der Funktionsfähigkeit von Mikrostrukturen basiert auf einem mathematisch-physikalischen Modell, das die technische Funktion der Oberfläche inkl. Korrelationen beschreibt. Ein Modell der Funktion unterstützt hierbei den Konstruktionsprozess, den Fertigungsprozess und die Qualitätssicherung. Es ist die Basis für die Definition funktionsorientierter Para-meter, Toleranzen und Messgrößen sowie für die Bewertung der Funktionsfähigkeit, indem gemessene geometrische und nicht-geometrische Eigenschaften physikalisch miteinander verknüpft werden. Mit dieser Mess- und Auswertestrategie beruhend auf einem Modell der Funktion, welches als eine „virtuelle funktionale Lehre“ fungiert, werden Unsicherheiten, welche bei der Überleitung der funktionalen Spezifikation in eine geometrische Spezifikation entstehen, sowie unzureichend beschriebene Mess- und Auswerteverfahren vermieden, während die Funktionsfähigkeit quantitativ vorhersagbar wird.
Ein mathematisch-physikalisches Modell der Funktion ist für den vorgeschlagenen Ansatz einerseits substanziell, andererseits existiert aufgrund der Vielfältigkeit an Oberflächenfunktionen kein universeller Modellierungsansatz. Zur Lösung komplexer Zusammenhänge werden daher Methoden zusammenfassend bereitgestellt, mit de-nen man eine Gesamtfunktion abstrahieren und strukturieren kann. Eine Oberflä-chenfunktion wird dabei systematisch auf ihre elementaren Oberflächeneigenschaf-ten (geometrische, mechanische, optische, elektrische, magnetische, thermische und adhäsive Oberflächeneigenschaften) zurückgeführt, für die grundlegende Modelle und Simulationsmöglichkeiten vorgestellt werden. Dabei wird herausgestellt, dass

8 Zusammenfassung und Ausblick 103
insbesondere geometrische Eigenschaften einer Oberfläche eine Schlüsselstellung einnehmen, da alle anderen Eigenschaften mit dieser verknüpft sind.
Zur effizienten Weiterverarbeitung von Messdaten in Simulationen ist es wichtig, geo-metrische 3D-Messdaten auf funktionsrelevante Merkmale zu reduzieren und zu ver-dichten. Als Ergänzung zu den bisherigen Auswerteverfahren, welche vor allem die Rauheit und Welligkeit stochastischer Oberflächen charakterisieren, wurde ein seg-mentierungsbasiertes Auswerteverfahren zur automatischen Merkmalextraktion von Regelgeometrien strukturierter Topografien bereitgestellt. Da zur dimensionellen Auswertung von Mikro- und Nanostrukturen eine reine Segmentierung hinsichtlich der Genauigkeit nicht ausreichend ist, kommt ein erweitertes Verfahren zum Einsatz. Implementierte Segmentierungsalgorithmen (Schwellwert-, Sobel-, Laplace- und Wasserscheiden-Verfahren) werden lediglich zur Positionsbestimmung von funktio-nalen Merkmalen genutzt, während in einem nachfolgenden Schritt detektierte Seg-mente mit Ausgleichsalgorithmen und definierten, mathematischen Regeln subpixel-genau ausgewertet werden (Auswertung von Höhen, Durchmessern, Abständen, Flankenwinkeln, Flächen, Volumen etc.). Mit diesem universellen Verfahren wurde zum einen die Auswerteunsicherheit für mikrostrukturierte Oberflächen reduziert und damit sicherere Eingangsparameter für die Prognose der Funktionsfähigkeit geschaf-fen, zum anderen ist die Prozessstreuung der Mikrostrukturierung besser bewertbar, da ein direkter Vergleich von Soll- und Ist-Werten mit höherer statistischer Sicherheit und Reproduzierbarkeit als mit bisherigen Standardverfahren in sehr kurzer Zeit (< 1 Minute) ausgewertet werden kann.
Die Anwendbarkeit des Lösungsansatzes und der erarbeiteten universellen Grundla-gen und Auswertemethoden wurde am Beispiel der Mikrostruktur einer Druckwalze vorgestellt. Die Abhängigkeit von Farbdichteschwankungen von geometrischen und nicht-geometrischen Parametern einer mikrostrukturierten Rasterwalze wurde model-liert, simuliert und mit praxisnahen Abdruckversuchen validiert. Mit der erarbeiteten modellbasierten Mess- und Auswertestrategie kann basierend auf geometrischen Messungen der Rasterwalzenstruktur und nicht geometrischen Größen (Oberflä-chenenergie, Kontaktwinkel, Temperatur) das übertragende Farbvolumen prognosti-ziert und somit funktionsschädliche Farbdichteschwankungen vor Einbau der Walze in eine Druckmaschine identifiziert werden. Mit dem erlangten höheren Prozessver-ständnis konnten zudem Verbesserungen für die Konstruktion und Fertigung abgelei-tet werden, indem ein robustes Prozessfenster hinsichtlich Farbdichteschwankungen und systematischer Fertigungsprozessstreuung berechnet wurde.
In Zukunft wird die rechnergestützte Analyse von Messdaten nicht auf standardisierte geometrische Parameter beschränkt sein. Auch Prognosemodelle (z. B. Finite-Elemente oder Multiskalenmodelle) werden in Messdatenauswerteprogrammen ge-nutzt werden, um die Funktionsfähigkeit basierend auf der gemessenen Punktewolke

8 Zusammenfassung und Ausblick 104
des Werkstücks und verknüpften, nicht-geometrischen Oberflächeneigenschaften vorherzusagen. Im beginnenden Zeitalter der Informatisierung (Stichworte: Industrie 4.0, Manufacturing 2.0, Cyberphysikalische Systeme, Big Data [BMBF 2013, SPATH
2013]) stehen durch die Vernetzung von diagnosefähigen Maschinen immer mehr In-formationen über den Fertigungsprozess zur Verfügung. Allerdings ist für die Gestalt-prüfung ein Data-Mining-Ansatz, bei dem Ergebnisse oft nicht mehr nachvollziehbar sind, zur Analyse von funktionskritischen Fertigungsabweichungen und Ableiten von Korrekturwerten nicht ratsam. Ein physikalisch begründetes und mit Experimenten validiertes Modell der Funktion muss stets im Mittelpunkt stehen, um die vielfältigen Informationen aus allen Bereichen der Prozesskette sinnvoll verarbeiten zu können. Ein Ausblick auf eine mögliche zukünftige modellbasierte Definition mit Rückblick auf die bisherige evolutionäre Entwicklung des Produktentwicklungsprozesses ist in Bild 8-1 gegeben. Nicht zuletzt erreicht man damit eine Verlagerung der Intelligenz vom Produkt in den Fertigungsprozess, indem man durch die funktionsorientierte Betrach-tung Ausschuss vermeiden kann und somit Ressourcen und Energie bei der Ferti-gung einspart.
Bild 8-1: Evolution des Produktentwicklungsprozesses
1. Generation 2. Generation 3. Generation 4. Generation
Zeichnungs-basierte Definition (geom. 2D-Modell)
•Anfänge der Massenproduktion
•Einfache Geo-metrien
•Einfache Fertigungs-maschinen und Messgeräte
•Maßtoleranzen (1D-und 2D-Mess-größen)
•Rauheitsparameter zur Überwachung von Werkzeug-standzeiten
Zeichnungs-basierte Definition (geom. 3D-Modell)
•Massenproduktion•Hohe Anforderungen an die Funktion Paarungsfähigkeit
•Verbesserungen von Fertigungsmaschi-nen und Mess-geräten
•Simulationen zur Festlegung der Idealgeometrie im Makro-Bereich
•Form- und Lagetoleranzen (3D-Messgrößen)
•Rauheitsparameter (2D und 3D)
Modell-basierte Definition(Modell der Funktion)
•Massenproduktion im Mikrometerbereich
•Hohe Anforderungen an die Funktionalität von Oberflächen
•Weitere Verbesser-ungen von Ferti-gungsmaschinen, Messgeräten und Prognosemodellen
•Vollständige Vernetz-ung der Fertigungs-prozesskette
•Simulation des Funktionsverhaltens zur Festlegung der Idealgeometrie im Mikro-Bereich
•Simulationen zur Bewertung der Funktionsfähigkeit im Verifikationsprozess
Meisterstück-basierte Definition (physisches Modell)
•Geringe Stückzahlen
•Einfache Werkzeuge und Handmessmittel
•Festlegen der Sollgeometrie durch Ausprobieren
•Ungenaue, nicht eindeutige Definition
ZukunftGegenwartVergangenheit
1900 1950

9 Schrifttum 105
9 Schrifttum
9.1 Normen und Richtlinien
[ASME Y14.5:2009] NORM ASME Y14.15:2009: Dimensioning and Tolerancing.
[DIN 1319-1:1995] NORM DIN 1319-1:1995: Grundlagen der Messtechnik – Teil 1: Grundbegriffe.
[DIN 1319-2:2005] NORM DIN 1319-2:2005: Grundlagen der Messtechnik – Teil 2: Begriffe für Messmittel.
[DIN 4760:1982] NORM DIN 4760:1982: Gestaltabweichungen; Begriffe, Ordnungssystem.
[DIN 4761:1978] NORM DIN 4761:1978: Oberflächencharakter; Geometrische Oberflächentextur-Merkmale, Be-griffe, Kurzzeichen (1999 zurückgezogen).
[DIN 4764:1982] NORM DIN 4764:1982: Oberflächen an Teilen für Maschinenbau und Feinwerktechnik; Begriffe nach der Beanspruchung.
[DIN 7167:1987] NORM DIN 7167:1987: Zusammenhang zwischen Maß-, Form- und Parallelitätstoleranzen; Hüll-bedingung ohne Zeichnungseintragung. (2011 zurückgezogen).
[DIN 50322:1986] NORM DIN 50322:1986: Verschleiß; Kategorien der Verschleißprüfung. (1997 zurückgezogen).
[DIN 50323-3:1993] NORM DIN 50323-3:1993: Tribologie; Reibung; Begriffe, Arten, Zustände, Kenngrößen. (1999 zurückgezogen).
[DIN 51834-1:2010] NORM DIN 51834-1:2010: Prüfung von Schmierstoffen – Tribologische Prüfung im translatorischen Oszillations-Prüfgerät – Teil 1: Allgemeine Arbeitsgrundlagen.
[DIN 55660-1:2011] NORM DIN 55660-1:2011: Beschichtungsstoffe – Benetzbarkeit – Teil 1: Begriffe und allgemeine Grundlagen.
[DIN 55660-2:2011] NORM DIN 55660-2:2011: Beschichtungsstoffe – Benetzbarkeit – Teil 2: Bestimmung der freien Oberflächenenergie fester Oberflächen durch Messung des Kontaktwinkels.
[DIN 55660-3:2011] NORM DIN 55660-3:2011: Beschichtungsstoffe – Benetzbarkeit – Teil 3: Bestimmung der Ober-flächenspannung von Flüssigkeiten mit der Methode des hängenden Tropfens.
[DIN 55660-6:2013] NORM DIN 55660-6:2013: Beschichtungsstoffe – Benetzbarkeit – Teil 6: Messung des dynami-schen Kontaktwinkels.
[DIN V 32950:1997] NORM DIN V 32950:1997: Geometrische Produktspezifikation (GPS) – Übersicht.
[EN 1325:2014] NORM DIN EN 1325:2014: Value Management – Wörterbuch – Begriffe.
[EN 1779:1999] NORM DIN EN 1779:1999: Zerstörungsfreie Prüfung – Dichtheitsprüfung – Kriterien zur Auswahl von Prüfmethoden.
[ENV 13005:1999] VORNORM DIN V ENV 13005:1999: Leitfaden zur Angabe der Unsicherheit beim Messen.

9 Schrifttum 106
[GUM 2008] ISO/BIPM-LEITFADEN JCGM 100:2008: Evaluation of measurement data – Guide to the Expres-sion of Uncertainty in Measurement.
[ISO 1:2002] NORM DIN EN ISO 1:2002: Geometrische Produktspezifikation (GPS) – Referenztemperatur für geometrische Produktspezifikation und -prüfung.
[ISO 1101:2014] NORM DIN EN ISO 1101:2014: Geometrische Produktspezifikation (GPS) – Geometrische Tole-rierung – Tolerierung von Form, Richtung, Ort und Lauf.
[ISO 286-1:2010] NORM DIN EN ISO 286-1:2010: Geometrische Produktspezifikation (GPS) – ISO-Toleranzsystem für Längenmaße – Teil 1: Grundlagen für Toleranzen, Abmaße und Passun-gen.
[ISO 2692:2012] NORM DIN EN ISO 2692:2012: Geometrische Produktspezifikation und -prüfung (GPS) – Geo-metrische Tolerierung – Maximum-Material Bedingung (MMR), Minimum-Material Bedingung (LMR) und Wechselwirkungsbedingung (RPR).
[ISO 2768-1:1991] NORM DIN ISO 2768-1:1991: Allgemeintoleranzen; Toleranzen für Längen- und Winkelmaße ohne einzelne Toleranzeintragung.
[ISO 2768-2:1991] NORM DIN EN ISO 2768-2:1991: Allgemeintoleranzen; Toleranzen für Form und Lage ohne ein-zelne Toleranzeintragung.
[ISO 3274:1998] NORM DIN EN ISO 3274:1998: Geometrische Produktspezifikation (GPS) – Oberflächenbeschaf-fenheit: Tastschnittverfahren – Nenneigenschaften von Tastschnittgeräten.
[ISO 3534-2:2013] NORM DIN ISO 3534-2:2013: Statistik – Begriffe und Formelzeichen – Teil 2: Angewandte Statis-tik.
[ISO 4287:2010] NORM DIN EN ISO 4287:2010: Geometrische Produktspezifikation (GPS) – Oberflächenbeschaf-fenheit: Tastschnittverfahren – Benennungen, Definitionen und Kenngrößen der Oberflächen-beschaffenheit.
[ISO 4288:1998] NORM DIN EN ISO 4288:1998: Geometrische Produktspezifikation (GPS) – Oberflächenbeschaf-fenheit: Tastschnittverfahren – Regeln und Verfahren für die Beurteilung der Oberflächenbe-schaffenheit.
[ISO 4624:2014] NORM DIN EN ISO 4624:2014: Beschichtungsstoffe – Abreißversuch zur Beurteilung der Haft-festigkeit.
[ISO 5436-1:2000] NORM DIN EN ISO 5436-1:2000: Geometrische Produktspezifikation (GPS) – Oberflächenbe-schaffenheit: Tastschnittverfahren; Normale – Teil 1: Maßverkörperungen.
[ISO 5459:2013] NORM DIN EN ISO 5459:2013: Geometrische Produktspezifikation (GPS) – Geometrische Tole-rierung – Bezüge und Bezugssysteme.
[ISO 8015:2011] NORM DIN EN ISO 8015:2011: Geometrische Produktspezifikation (GPS) – Grundlagen – Kon-zepte, Prinzipien und Regeln.
[ISO 8062-1:2008] NORM DIN ISO 8062-1:2008: Geometrische Produktspezifikation (GPS) – Maß-, Form- und La-getoleranzen für Formteile – Teil 1: Begriffe.

9 Schrifttum 107
[ISO 12647-6:2012] NORM ISO 17450-2:2004: Graphic technology. Process control for the production of half-tone colour separations, proof and production prints. Part 6: Flexographic printing.
[ISO 13565-2:1998] NORM DIN EN ISO 13565-2:1998: Geometrische Produktspezifikation (GPS) – Oberflächenbe-schaffenheit: Tastschnittverfahren – Oberflächen mit plateauartigen funktionsrelevanten Eigen-schaften – Teil 2: Beschreibung der Höhe mittels linearer Darstellung der Materialanteilkurve.
[ISO 13565-3:2000] NORM DIN EN ISO 13565-3:2000: Geometrische Produktspezifikation (GPS) – Oberflächenbe-schaffenheit: Tastschnittverfahren; Oberflächen mit plateauartigen funktionsrelevanten Eigen-schaften – Teil 3: Beschreibung der Höhe von Oberflächen mit der Wahrscheinlichkeitsdichte-kurve.
[ISO 14253-1:2013] NORM DIN EN ISO 14253-1:2013: Geometrische Produktspezifikation (GPS) – Prüfung von Werkstücken und Messgeräten durch Messen – Teil 1: Entscheidungsregeln für den Nachweis von Konformität oder Nichtkonformität mit Spezifikationen.
[ISO 14253-2:2011] NORM DIN EN ISO 14253-2:2011: Geometrische Produktspezifikation (GPS) – Prüfung von Werkstücken und Messgeräten durch Messen – Teil 2: Anleitung zur Schätzung der Unsicher-heit bei GPS-Messungen, bei der Kalibrierung von Messgeräten und bei der Produktprüfung.
[ISO 14405-1:2014] NORM DIN EN ISO 14405-1:2014: Geometrische Produktspezifikation (GPS) – Dimensionelle Tolerierung – Teil 1: Lineare Größenmaße.
[ISO 14405-2:2011] NORM DIN EN ISO 14405-2:2011: Geometrische Produktspezifikation (GPS) – Dimensionelle Tolerierung – Teil 2: Andere als lineare Maße.
[ISO 14638:2013] NORM-ENTWURF DIN EN ISO 14638:2013: Geometrische Produktspezifikation (GPS) – Übersicht (Masterplan).
[ISO 14660-1:1999] NORM DIN EN ISO 14660-1:1999: Geometrische Produktspezifikation (GPS) – Geometrieele-mente – Teil 1: Grundbegriffe und Definitionen.
[ISO 14660-2:1999] NORM DIN EN ISO 14660-2:1999: Geometrische Produktspezifikation (GPS) – Geometrieele-mente – Teil 2: Erfasste mittlere Linie eines Zylinders und eines Kegels, erfasste mittlere Flä-che, örtliches Maß eines erfassten Geometrieelementes.
[ISO 15549:2011] NORM DIN EN ISO 15549:2011: Zerstörungsfreie Prüfung – Wirbelstromprüfung – Allgemeine Grundlagen.
[ISO 16610-1:2012] NORM DIN EN ISO 16610-1:2012: Geometrische Produktspezifikation (GPS) – Filterung – Teil 1: Überblick und grundlegende Konzepte.
[ISO 16610-21:2013] NORM DIN EN ISO 16610-21:2013: Geometrische Produktspezifikation (GPS) – Filterung – Teil 21: Lineare Profilfilter: Gauß-Filter.
[ISO 16610-22:2012] NORM DIN EN ISO 16610-22:2012: Geometrische Produktspezifikation (GPS) – Filterung – Teil 22: Lineare Profilfilter: Spline-Filter.
[ISO 16610-28:2010] NORM ISO/TS 16610-22:2012: Geometrische Produktspezifikation (GPS) – Filterung – Teil 28: Profilfilter: Endeffekte.

9 Schrifttum 108
[ISO 16610-40:2013] NORM DIN EN ISO 16610-40:2013: Geometrische Produktspezifikation (GPS) – Filterung – Teil 40: Morphologische Profilfilter: Grundlegende Konzepte.
[ISO 16610-85:2013] NORM DIN EN ISO 16610-85:2013: Geometrische Produktspezifikation (GPS) – Filterung – Teil 85: Morphologische Flächenfilterung: Segmentierung.
[ISO 17450-1:2012] NORM DIN EN ISO 17450-1:2012: Geometrische Produktspezifikation (GPS) – Grundlagen – Teil 1: Modell für die geometrische Spezifikation und Prüfung.
[ISO 17450-2:2013] NORM DIN EN ISO 17450-2:2013: Geometrische Produktspezifikation (GPS) – Grundlagen – Teil 2: Grundsätze, Spezifikationen, Operatoren, Unsicherheiten und Mehrdeutigkeiten.
[ISO 21747:2007] NORM DIN ISO 21747:2007: Statistische Verfahren – Prozessleistungs- und Prozessfähigkeits-kenngrößen für kontinuierliche Qualitätsmerkmale.
[ISO 22432:2011] NORM DIN EN ISO 22432:2011: Geometrische Produktspezifikation (GPS) – Zur Spezifikation und Prüfung benutzte Geometrieelemente.
[ISO 2409:2013] NORM DIN EN ISO 2409:2013: Beschichtungsstoffe – Gitterschnittprüfung.
[ISO 25178-1:2013] NORM DIN EN ISO 25178-1:2013: Geometrische Produktspezifikation (GPS) – Oberflächenbe-schaffenheit: Flächenhaft – Teil 1: Eintragung von Oberflächenbeschaffenheit.
[ISO 25178-2:2012] NORM DIN EN ISO 25178-2:2012: Geometrische Produktspezifikation (GPS) – Oberflächenbe-schaffenheit: Flächenhaft – Teil 2: Begriffe und Oberflächen-Kenngrößen.
[ISO 25178-3:2012] NORM DIN EN ISO 25178-3:2012: Geometrische Produktspezifikation (GPS) – Oberflächenbe-schaffenheit: Flächenhaft – Teil 3: Spezifikationsoperatoren.
[ISO 25178-6:2013] NORM DIN EN ISO 25178-6:2013: Geometrische Produktspezifikation (GPS) – Oberflächenbe-schaffenheit: Flächenhaft – Teil 6: Klassifizierung von Methoden zur Messung der Oberflächen-beschaffenheit.
[ISO 25178-601:2010] NORM DIN EN ISO 25178-601:2010: Geometrische Produktspezifikation (GPS) – Oberflächen-beschaffenheit: Flächenhaft – Teil 601: Merkmale von berührend messenden Geräten (mit Tas-ter).
[ISO 25178-602:2011] NORM DIN EN ISO 25178-602:2011: Geometrische Produktspezifikation (GPS) – Oberflächen-beschaffenheit: Flächenhaft – Teil 602: Merkmale von berührungslos messenden Geräten (mit chromatisch konfokaler Sonde).
[ISO 25178-603:2013] NORM DIN EN ISO 25178-603:2013: Geometrische Produktspezifikation (GPS) – Oberflächen-beschaffenheit: Flächenhaft – Teil 603: Merkmale von berührungslos messenden Geräten (pha-senschiebende interferometrische Mikroskopie).
[ISO 25178-604:2013] NORM DIN EN ISO 25178-604:2013: Geometrische Produktspezifikation (GPS) – Oberflächen-beschaffenheit: Flächenhaft – Teil 604: Merkmale von berührungslos messenden Geräten (Weißlichtinterferometrie).
[ISO 25178-606:2013] NORM-ENTWURF DIN EN ISO 25178-606:2013: Geometrische Produktspezifikation (GPS) –

9 Schrifttum 109
Oberflächenbeschaffenheit: Flächenhaft – Teil 606: Merkmale von berührungslos messenden Geräten (Fokusvariation).
[ISO 25178-70:2014] NORM DIN EN ISO 25178-70:2014: Geometrische Produktspezifikation (GPS) – Oberflächenbe-schaffenheit: Flächenhaft – Teil 70: Maßverkörperungen.
[ISO 25378:2011] NORM DIN EN ISO 25378:2011: Geometrische Produktspezifikation (GPS) – Merkmale und Be-dingungen – Begriffe.
[ISO/IEC 98-3:2008] LEITFADEN ISO/IEC 98-3:2008: Uncertainty of measurement – Part 3: Guide to the expression of uncertainty in measurement (GUM:1995).
[MBN 31007-7:2002] DAIMLER WERKSNORM MBN 31007-7:2002: Mess- und Auswerteverfahren zur Bewertung von drallreduzierten dynamischen Dichtflächen.
[VDA 5:2010] LEITFADEN VDA BAND 5:2010: Prüfprozesseignung, Eignung von Messsystemen, Mess- und Prüfprozessen, Erweiterte Messunsicherheit, Konformitätsbewertung.
[VDA 2006:2003] LEITFADEN VDA BAND 2006:2003: Geometrische Produktspezifikation, Oberflächenbeschaffen-heit, Regeln und Verfahren zur Beurteilung der Oberflächenbeschaffenheit.
[VDA 2007:2007] LEITFADEN VDA BAND 2007:2007: Geometrische Produktspezifikation, Oberflächenbeschaffen-heit, Definitionen und Kenngrößen der dominanten Welligkeit.
[VDI 2221:1993] RICHTLINIE VDI 2221:1993: Methodik zum Entwickeln und Konstruieren technischer Systeme und Produkte.
[VDI 2803-1:1996] RICHTLINIE VDI 2803-1:1996: Funktionenanalyse – Grundlagen und Methode.
[VDI/VDE 2601:1991] RICHTLINIE VDI/VDE 2601:1991: Anforderungen an die Oberflächengestalt zur Sicherung der Funktionstauglichkeit spanend hergestellter Flächen; Zusammenstellung der Messgrößen.
9.2 Literatur
[ABBOTT 1933] ABBOTT, E. J.; FIRESTONE, F. A.: Specifying Surface Quantity – A Method on Accurate Measure-ment and Comparision. In: American Society of Mechanical Engineers 55, 1933, S. 569-572.
[AKAO 1990] AKAO, Y.: Quality Function Deployment – Integrating Customer Requirements into Product De-sign. New York: Productivity Press, 1990.
[ALBERS 2003] ALBERS, A.; MATTHIESEN, S.; OHMER, M.: An innovative new basic model in design methodology for analysis and synthesis of technical systems. In: Proceedings of 14th International Confer-ence on Engineering Design ICED (19.-21.08.2003, Stockholm, Schweden), 2003, Artikelnr. DS31.
[ALBERS 2010] ALBERS, A.: Five Hypotheses about Engineering Processes and their Consequences. In: Pro-ceedings of the Eighth International Symposium on Tools and Methods of Competitive Engi-neering TMCE (12.-16.04.2010, Ancona, Italien), 2010, S. 10.
[ALBERS 2011] ALBERS, A., BÖRSTING, P: A Functions Catalogue to Support Distributed and Hybrid Micro Sys-

9 Schrifttum 110
tems Development. In: Proceedings of International Conference on High Aspect Ratio Micro Structure Technologies HARMST (13.-18.06.2011, Hsin Chu, Taiwan), 2011, S. 67-68.
[ALICONA 2014] ALICONA IMAGING GMBH: Infinite Focus Portable – Technische Spezifikationen. Produktbeschrei-bung, www.alicona.com/home/fileadmin/alicona/pdfs/Mobil-Rauheit-und-Form-messen-IF-Portable-Alicona.pdf, aufgerufen am 05.09.2014.
[ALTING 2003] ALTING, L.; KIMURA, F.; HANSEN, H. N.; BISSACCO, G.: Micro Engineering. In: CIRP Annals – Man-ufacturing Technology 52/2, 2003, S. 635-657.
[ANDERSON 1952] ANDERSON, T. W.; DARLING, D. A.: Asymptotic Theory of Certain "Goodness of Fit" Criteria Based on Stochastic Processes. In: Annals of Mathematical Statistics 23/2, 1952, S. 193-212.
[ANDERSON 2007] ANDERSSON, P.; KOSKINEN, J.; VARJUS, S.; GERBIG, Y.; HAEFKE, H.; GEORGIOU, S.; ZHMUD, B.; BUSS, W.: Microlubrication effect by laser-textured steel surfaces. In: Wear 262/3-4, 2007, S. 369-379.
[BÄSSMANN 1989] BÄSSMANN, H.; BESSLICH, P. W.: Konturorientierte Verfahren in der digitalen Bildverarbeitung. Berlin/Heidelberg: Springer, 1989, S. 10-117.
[BEARMAN 1976] BEARMAN, P. W.; HARVEY, J. K.: Golf ball aerodynamics. In: Aeronautical Quarterly 27, 1976, S. 112–122.
[BECK 2005] BECK, C.; PLEUL, R.: Kenngrößenschiedsrichter entscheiden lassen. In: Qualität und Zuverläs-sigkeit QZ 50/4, 2005, S. 99-102.
[BECK 2009] BECK, C.: Quo vadis, Rauheitsmessung?. In: Qualität und Zuverlässigkeit QZ 54/5, 2009, S. 40-46.
[BENICHOU 2011] BENICHOU, S.; ANSELMETTI, B.: Thermal dilatation in functional tolerancing. In: Mechanism and Machine Theory 46/11, 2011, S. 1575-1587.
[BENNETT 1961] BENNETT, H. E.; PORTEUS J. O.: Relation Between Surface Roughness and Specular Reflectance at Normal Incidence. In: Journal of Optical Society of America 51, 1961, S. 123-129.
[BENNICH 2013] BENNICH, P.: GPS Relevant ISO-Standards. 26. Auflage, Birkevej: PB Metrology Consulting, 2013.
[BERNDT 1968] BERNDT, G.; HULTZSCH, E.; WEINHOLD, H.: Funktionstoleranz und Messunsicherheit. In: Wissen-schaftliche Zeitschrift der TU Dresden, 17, 1968, S. 465-471.
[BERTHIER 2008] BERTHIER, J.: Microdrops and Digital Microfluids. Norwich: William Andrew, 2008, S. 7-74.
[BEUCHER 1979] BEUCHER, S.; LANTUEJOUL, C.: Use of Watersheds in Contour Detection. In: International Work-shop on Image Processing: Real-time Edge and Motion Detection/Estimation (17.-21.09.1979, Rennes, Frankreich), 1979, S. 2.1-2.12.
[BEYERER 2012] BEYERER, J.; LEÓN, F. P.; FRESE, C.: Automatische Sichtprüfung: Grundlagen, Methoden und Praxis der Bildgewinnung und Bildauswertung. Berlin/Heidelberg: Springer, 2012, S. 637-698.
[BLINN 1977] BLINN, J. F.: Models of Light Reflection For Computer Synthesized Pictures. In: Proceedings of

9 Schrifttum 111
the 4th annual conference on Computer graphics and interactive techniques – SIGGRAPH (20.-22.07.1977, San Jose, Kalifornien), 1977, S. 192-198.
[BMBF 2013] BUNDESMINISTERIUM FÜR BILDUNG UND FORSCHUNG: Zukunftsbild "Industrie 4.0". www.bmbf.de/pubRD/Zukunftsbild_Industrie_40.pdf, aufgerufen am 05.09.2014.
[BODSCHWINNA 1992] BODSCHWINNA, H.; HILLMANN, W.: Oberflächenmesstechnik mit Tastschnittgeräten in der indust-riellen Praxis. Berlin/Köln: Beuth-Verlag, 1992.
[BODSCHWINNA 2000] BODSCHWINNA, H.: Oberflächenmesstechnik zur Beurteilung und Optimierung technischer Funk-tionsflächen. Hannover: Leibniz Universität Hannover, Habilitationsschrift, 2000.
[BÖRSTIG 2012] BÖRSTIG, P.: Konstruktionsbarrieren in der Mikrosystemtechnik und deren Überwindung durch einen Funktionskatalog. Karlsruhe: Karlsruher Institut für Technologie, Dissertation, 2012.
[BOWDEN 1964] BOWDEN, E. P.; TABOR, D.: The friction and lubrication of solids. Part II. London: Oxford Claren-don Press, 1964.
[BRONSTEIN 2001] BRONSTEIN, I. N.; SEMENDJAJEW, K. A.; MUSIOL, G.; MÜHLIG, H.: Taschenbuch der Mathematik. 5. Auflage, Thun/Frankfurt: Harri Deutsch, 2001, S. 841.
[BRUNELLI 2009] BRUNELLI, R.: Template Matching Techniques in Computer Vision: Theory and Practice. West Sussex: Wiley, 2009, S. 43-72.
[BRUZZONE 2008] BRUZZONE, A. A. G.; COSTA, H. I.; LEONARDO, P. M.; LUCCA, D. A.: Advances in engineering sur-faces for functional performance. In: CIRP Annals – Manufacturing Technology 57/2, 2008, S. 750-769.
[BUCHER 2006] BUCHER, F.; DMITRIEV, A. I.; ERTZ, M.; KNOTHE, K.; POPOV, V. L.; PSAKHIE, S. G.; SHILKO, E. V.: Multiscale simulation of dry friction in wheel/rail contact. In: Wear 261, 2006, S. 874-884.
[BURT 1984] BURT, P. J.: The pyramid as a structure for efficient computation. In: Multiresolution image pro-cessing and analysis 12, 1984, S. 6-35.
[BÜTTGENBACH 2000] BÜTTGENBACH, S.: Mikrosystemtechnik 2000: Überlegungen zur zukünftigen Rolle der Mikrosys-temtechnik in Deutschland. Berlin: VDE Verlag, 2000.
[BÜTTGENBACH 2006] BÜTTGENBACH, S.; BRAND, U.; BUTEFISCH, S.; HERBST, C.; KRAH, T. ; PHATARALAOHA, A.; TUTSCH, R.: Taktile Sensoren für die Mikromesstechnik. In: VDI Berichte 1950, 2006, S. 109-118.
[BÜTTGENBACH 2011] BÜTTGENBACH, S.; BURISCH, A.; HESSELBACH, J.: Design and Manufacturing of Active Microsys-tems. Berlin/Heidelberg: Springer, 2011, S. 1-10.
[CASSIE 1944] CASSIE, A. B. D.; BAXTER, S.: Wettability of porous surface. In: Transactions of the Faraday Soci-ety 40/5, 1944, S. 546-551.
[CHRISTOPH 2013] CHRISTOPH, R.; NEUMANN, H. J.: Multisensor-Koordinatenmesstechnik. München: Süddeutscher Verlag, 2013.
[CONCHERI 2001] CONCHERI, G.; CRISTOFOLINI, I.; MENEGHELLO, R.; WOLF G.: Geometric Dimensioning and

9 Schrifttum 112
Tolerancing (GD&T) versus Geometrical Product Specification (GPS). In: Proceedings of XII ADM International Conference (5.-7.09.2001, Rimini, Italien), 2001, S. D1 37-50.
[COOK 1981] COOK, R.; TORRANCE, K. E.: A Reflectance Model for Computer Graphics. In: Computer Graphics 15/3, 1981, S. 307-316.
[COOTES 1992] COOTES, T. F.; TAYLOR, C. J.: Active Shape Models – Smart Snakes. In: Proceedings of the Brit-ish Machine Vision Conference (22.-24.09.1992, Leeds, UK), 1992, S. 266-275.
[CZICHOS 2008] CZICHOS, H.; HENNECKE, M.: Hütte – Das Ingenieurwissen. 33. Auflage, Berlin/Heidelberg, 2008, S. D58-D77.
[CZICHOS 2010] CZICHOS, H.; HABIG, K.-H.: Tribologie-Handbuch: Tribometrie, Tribomaterialien, Tribotechnik. 3. Auflage, Wiesbaden: Vieweg+Teubner, 2010.
[CZICHOS 2013] CZICHOS, H.: Die Welt ist dreieckig – Die Triade Philosophie-Physik-Technik. Wiesbaden: Springer, 2013, S. 99-138.
[DANZEBRINK 2006] DANZEBRINK, H.-U.; KOENDERS, L.; WILKENING, G.; YACOOT, A.; KUNZMANN, H.: Advances in Scan-ning Force Microscopy for Dimensional Metrology. In: CIRP Annals – Manufacturing Technology 55/2, 2006, S. 841-878.
[DAVID 2005] DAVID, I.: Mathematisch numerische Modellierung technischer Systeme. Göttingen: Cuvillier, 2005, S. 65-127.
[DE CHIFFRE 2000] DE CHIFFRE, L.; LONARDO, P.; TRUMPOLD, H.; LUCCA, D. A.; GOCH, G.; BROWN, C. A.; RAJA, J.; HANSEN, H. N.: Quantitative Characterisation of Surface Texture. In: CIRP Annals – Manufactur-ing Technology 49/2, 2000, S. 635-652.
[DE CHIFFRE 2003] DE CHIFFRE, L.; KUNZMANN, H.; PEGGS, G. N.; LUCCA, D. A.: Surfaces in Precision Engineering, Microengineering and Nanotechnology. In: CIRP Annals – Manufacturing Technology 52/2, 2003, S. 1-17.
[DE SOETE 1997] DE SOETE, D.; PANS, D; STEINHOFF, K.: EBT Technology and its Applications. In: Iron and Steel Engineering 74/9, 1997, S. 36-40.
[DIETZSCH 2007] DIETZSCH, M.; KÖNIG, N.; SCHMIT, R. SEEWIG, J.: Sind Taktile und Optische Rauheitsmessungen Vergleichbar? In: VDI-Berichte 1996, 2007, S. 187-203.
[DIETZSCH 2009] DIETZSCH, M.; GRÖGER, S.; GERLACH, M.: Neuer Ansatz zur Definition von geometrischen Ober-flächeneigenschaften für tribologische Systeme. In: Technisches Messen tm 76/2, 2009, S. 65-72.
[DIGITAL SURF 2014A] DIGITAL SURF SARL: Surface Metrology Guide. Leitfaden für Oberflächenmessungen, www.digitalsurf.fr/en/guide.html, aufgerufen am 05.09.2014.
[DIGITAL SURF 2014B] DIGITAL SURF SARL: Mountains surface imaging & metrology software. Produktbeschreibung, www.digitalsurf.fr/en/mntkey.html, aufgerufen am 05.09.2014.
[DISCHINGER 2010] DISCHINGER, M.: ISO 12647 als Basis für eine globale Druckqualität. In: VDD-Seminar (Dar-mstadt, 17.06.2010), 2010.

9 Schrifttum 113
[DÖRSAM 2010] DÖRSAM, E.: Einführung in die Druck- und Medientechnik, Institut für Druckmaschinen und Druckverfahren. TU Darmstadt, 2010, S. 127.
[DORTSCHY 2011] WEINER, S.; DORTSCHY, R.; STOFFEL, G.; SCHMIEDEL, T.; SONDERGELD, W.: Leitfaden – Raster-walze im Lackwerk. Greven: Bitter & Loose, 2011. www.monlis-design.de/images/Leitfaden_ Rasterwalze.pdf, aufgerufen am 05.09.2014.
[DREWS 2010] DREWS, G.; HILLEBRAND, N.: Lexikon der Projektmanagement-Methoden – Die wichtigsten Me-thoden im Projektmanagement-Life-Cycle. 2. Auflage, Freiburg: Haufe, 2010, S. 148-160.
[DUBBEL 2011] DUBBEL, H.; GROTE, K.-H.: Taschenbuch für den Maschinenbau. Berlin: Springer, 2011, S. F1-F10.
[EFFENBERGER 2012A] EFFENBERGER, G.: Geometrische Produktspezifikation GPS – eine unvollständige Bestandsauf-nahme. In: Fachzeitschrift PIQ – Partner Info Qualität 1, 2012, S. 52-54.
[EFFENBERGER 2012B] EFFENBERGER, G.: Geometrische Produktspezifikation GPS – Die GPS-Grundnorm DIN EN ISO 8015. Fachzeitschrift PIQ – Partner Info Qualität 10, Online Ausgabe 2012, www.q-das.de/ de/news/piq-fachzeitschrift-102012/geometrische-produktspezifikation-gps/, aufgerufen am 05.09.2014.
[EHRICH 2011] EHRICH, H.; JÄHNISCH, K.: Mikrostrukturen für die katalytische Wasserstofferzeugung aus Etha-nol. In: Chemie Ingenieur Technik 83/12, 2011, S. 2229-2236.
[ENGELMANN 2007] ENGELMANN, B.: Entwicklung einer Systematik zur Modellierung oberflächenabhängiger Funkti-onseigenschaften. Aachen: Rheinisch-Westfälische Technische Hochschule Aachen, Disserta-tion, 2007.
[EÖTVÖS 1886] EÖTVÖS, R.: Über den Zusammenhang der Oberflächenspannung der Flüssigkeiten mit ihrem Molecularvolumen. In: Annalen der Physik 263/3, 1886, S. 448-459.
[ERBIL 2006] ERBIL, H. Y.: Surface Chemistry of Solid and Liquid Interfaces. Oxford: Wiley-Blackwell, 2006.
[EVANS 1999] EVANS, C. J.; BRYAN, J. B.: "Structured", "Textured", or "Engineered" Surfaces. In: CIRP Annals – Manufacturing Technology 48/2, 1999, S. 541-556.
[FANG 2008] FANG, F. Z.; ZHANG X. D.; HU X. T.: Cylindrical Coordinate Machining of Optical Freeform Surfac-es. In: Optics Express 16/10, 2008, S. 7323-7329.
[FELZENSZWALB 1998] FELZENSZWALB, H.: Efficiently computing a good segmentation. In: Proceedings DARPA Image Understanding Workshop (20.-23.11.1998, Monterey, Kalifornien), 1998, S. 251-258.
[FENG 2004] FENG, Y.: A CAD based Computer-Aided Tolerancing Model for the Machining Process. Indiana: University South Bend, Dissertation, 2004.
[FILIPPI 2007] FILIPPI, S.; CRISTOFOLINI, I.: The Design Guidelines (DGLs), a knowledge-based system for in-dustrial design developed accordingly to ISO-GPS (Geometrical Product Specifications) con-cepts. In: Research in Engineering Design 18/1, 2007, S. 1-19.
[FISCHER 2011] FISCHER, B. R.: Geometric Dimensioning and Tolerancing: Visual Glossary. Sherwood: Advanced Dimensional Management Press, 2011, S. 1-3.

9 Schrifttum 114
[FLEISCHER 2008] FLEISCHER, J.; BUCHOLZ, I.; PETERS, J.; VIERING, B.; GOCH, G.; PATZELT, S.; TAUSENDFREUND, A.; MEHNER, J.; DÖTZEL, W.; SHAPORIN, A.; NEUSCHAEFER-RUBE, U.; HILPERT, U.; SIMON, S.; TUTSCH, R.; HERBST, C.; WECKENMANN, A.; HOFFMANN, J.; KRAEMER, P.: Erfassung von Standardgeomet-rieelementen im Mikrometerbereich. In: Technisches Messen tm 75/5, 2008, S. 327-338.
[FLEMMING 2007] FLEMMING, M.: Methoden der Simulation und Charakterisierung von nanostrukturierten ultrahyd-rophoben Oberflächen für optische Anwendungen. Ilmenau: Technische Universität Ilmenau, Dissertation, 2007.
[FOGRA 2013] FOGRA FORSCHUNGSGESELLSCHAFT DRUCK E.V.: Ergebnisse zur Untersuchung von Farbab-standsformeln. www.fogra.org/fogra-forschung/medienvorstufe/forschungsthemen-medien-vorstufe/farbabstandsformeln/60054-ergebnisse/, aufgerufen am 05.09.2014.
[FOWKES 1964] FOWKES, F. M.: Dispersion Force Contributions to Surface and Interfacial Tensions, Contact An-gles, and Heats of Immersion. In: Contact Angle, Wettability and Adhesion, American Chemical Society, 1964, S. 99-111.
[GALLOWAY 1974] GALLOWAY, M.: Texture analysis using gray level run length. In: Computer Graphics and Image Processing 4/2, 1974, S. 172-179.
[GAO 2006] GAO, H.; LIN, W.; XUE, P.; SIU, W.-C.: Marker-based image segmentation relying on disjoint set union. In: Signal Processing – Image Communication 21/2, 2006, S. 100-112.
[GEBHARDT 2000] GEBHARDT, N.: Einige BRDF Modelle. www.irrlicht3d.org/papers/BrdfModelle.pdf, aufgerufen am 05.09.2014.
[GEIGER 1997] GEIGER, M.; ENGEL, U.; PFESTORF, M.: New developments for the qualification of technical sur-faces in forming processes. In: CIRP Annals – Manufacturing Technology 46/1, 1997, S. 171-174.
[GREENWOOD 1966] GREENWOOD, J. A.; WILLIAMSON, J. B.: Contact of nominally flat surfaces. In: Proceedings of the Royal Society of London Series A 295/1442, 1966, S. 300-319.
[GRIESHEIMER 2014] GRIESHEIMER, S.: Farbspaltungsphänomene von Druckfarben an strukturierten Oberflächen am Beispiel des Flexodrucks. Darmstadt: Technische Universität Darmstadt, Dissertation, 2014.
[GRÖGER 2013A] GRÖGER, S.: Funktionsgerechte Spezifikation geometrischer Eigenschaften mit dem System der Geometrischen Produktspezifikation und -verifikation. Chemnitz: Technische Universität Chem-nitz, Habilitationsschrift, 2013, S. 3-86.
[GRÖGER 2013B] GRÖGER, S.; GERLACH, M.; SCHIEFER, S.: Function-oriented surface characterization system. In: 11th International Symposium of Measurement Technology and Intelligent Instruments (01.-05.07.2013, Aachen), 2013.
[GUGGENHEIM 1945] GUGGENHEIM, E. A.: The Principle of Corresponding States. In: The Journal of Chemical Physics 13/7, 1945, S. 253-261.
[HABERÄCKER 1991] HABERÄCKER, P.: Digitale Bildverarbeitung – Grundlagen und Anwendungen. 4. Auflage, Mün-chen/Wien: Hanser, 1991, S. 234-376.

9 Schrifttum 115
[HARALICK 1973] HARALICK, R. M.; SHANMUGAM, K.; DINSTEIN, I.: Textural Features for Image Classification. In: IEEE Transactions Systems, Man, and Cybernetics 3/6, 1973, S. 610-621.
[HART 2009] HART, P. E.: How the Hough transform was invented. In: IEEE Signal Processing Magazine 26/6, 2009, S. 18-22.
[HARTMANN 2012A] HARTMANN, W.; HAUSOTTE, T.; KÜHNLEIN, F.; DRUMMER, D.: Incremental In-line Measurement Technique for Additive Manufacturing. In: Proceedings of the Direct Digital Manufacturing Con-ference DDMC 2012 (14.-15.03.2013, Berlin), 2012, Artikelnr. 144.
[HARTMANN 2012B] HARTMANN, W.; HAUSOTTE, T.; DRUMMER, D.; WUDY, K.: Anforderungen und Randbedingungen für den Einsatz optischer Messsysteme zur In-Line-Prüfung additiv gefertigter Bauteile. In: RTejournal – Forum für Rapid Technologie, Ausgabe 9, 2012, Artikelnr. 3327.
[HARTMANN 2013A] HARTMANN, W.; WECKENMANN, A.: Function-oriented, dimensional metrology – more than determining size and shape. In: Proceedings of AMA Conferences 2013 with SENSOR, OPTO, IRS² (14.-16.05.2013, Nürnberg), 2013, S. 285-290.
[HARTMANN 2013B] HARTMANN, W.; LODERER, A.: Measurement Procedures and Evaluations Methods for the Extrac-tion and Assessment of Functional Features of Microstructured Surfaces. In: Proceedings of the 11th International Symposium on Measurement and Quality Control – 11th ISMQC (11.-13.09.2013, Krakau/Kielce, Polen), 2013, Artikelnr. ID130.
[HARTMANN 2014A] HARTMANN, W.; WECKENMANN, A.: Modellbasiertes Prüfen zur Verifikation der Funktionsfähigkeit von mikrostrukturierten Oberflächen. In: Technisches Messen tm 81/5, 2014, S. 228-236.
[HARTMANN 2014B] HARTMANN, W.; WECKENMANN, A.: Verifying the Functional Ability of Microstructured Surfaces by Model-Based Testing. In: Measurement Science and Technology MST 25/9, 2014, S. 094012.
[HARTMANN 2014C] HARTMANN, W.; LODERER, A.: Automated Extraction and Assessment of Functional Features of Areal Measured Microstructures Using a Segmentation-Based Evaluation Method. In: Surface Topography: Metrology and Properties STMP 2/4, 2014.
[HARTUNG 1991] HARTUNG, J.; ELPELT, B.; KLÖSENER, K.-H.: Statistik: Lehr- und Handbuch der angewandten Sta-tistik. 8. Auflage, München: Oldenbourg, 1991, S. 835-838.
[HASS 1982] HASS, G.: Reflectance and preparation of front-surface mirrors for use at various angles of inci-dence from the ultraviolet to the far infrared. In: Journal of Optical Society of America 72/1, 1982, S. 27-39.
[HÄUSLER 2004] HÄUSLER, G.: Über die kluge Auswahl und Anwendung optischer 3D-Sensoren. In: Photonik 5, 2004, S. 2-5.
[HELMBRECHT 2007] HELMBRECHT, U.: Nanotechnologie. Bonn: Bundesamt für Sicherheit in der Informationstechnik, 2007.
[HENNING 2004] HENNING, G.: Zusammenhang zwischen Oberflächenenergie und Adhäsionsvermögen von Polymerwerkstoffen am Beispiel von PP und PBT und deren Beeinflussung durch die Nieder-druck-Plasmatechnologie. Duisburg: Universität Duisburg-Essen, Dissertation, 2004, S. 3-22.

9 Schrifttum 116
[HENZOLD 2011] HENZOLD, G.: Anwendung der Normen über Form- und Lagetoleranzen in der Praxis. 7. Auflage, Berlin: Beuth, 2011, S. 27-57.
[HERAEUS 2014] HERAEUS KULZER GMBH: Provil novo – das hochentwickelte modulare Abformungssystem für al-le Techniken. Produktbeschreibung, http://heraeus-kulzer.de/de/de/zahnarzt/produkte_1/weitere _produkte/provil_novo.aspx, aufgerufen am 05.09.2014.
[HERCKE 2004] HERCKE, T.: Oberflächenmesstechnik: Praxis, Anwendung. Vortrag, www.qm-karlsruhe.de/ programm/files/public/1083003706/DGQ_20050404_Obfl_Praxis_Anwendungen.pdf, aufgeru-fen am 05.09.2014.
[HERCKE 2008] HERCKE, T.: Aspekte der Tolerierung und Messung der dominanten Welligkeit an Funktionsflä-chen. In: Chemnitzer Fachkonferenz Fertigungsmesstechnik und Qualitätsprüfung (18.11.2008, Chemnitz), 2008.
[HERCKE 2013A] HERCKE, T.: Stand und Tendenzen der Oberflächenmesstechnik. In: Fachtagung Produktions-messtechnik (03.-04.09.2013, Buchs, Schweiz), 2013.
[HERCKE 2013B] HERCKE, T.: Tendenzen der Oberflächenmesstechnik. In: VDI-Berichte 2194, 2013, S. 15-20.
[HERTZ 1881] HERTZ, H.: Über die Berührung fester elastischer Körper. In: Journal für die reine und ange-wandte Mathematik 92, 1881, S. 156-171.
[HESSELBACH 2002] HESSELBACH, J.; RAATZ, A.: MikroPRO – Untersuchungen zum internationalen Stand der Mikro-produktionstechnik. Essen: Vulkan-Verlag, 2002.
[HOCKEN 2005] HOCKEN, R. J.; CHAKRABORTY, N.; BROWN, C.: Optical Metrology of Surfaces. In: CIRP Annals – Manufacturing Technology 54/2, 2005, S. 169-183.
[HOROWITZ 1974] HOROWITZ, S.L.; PAVLIDIS, T.: Picture Segmentation by a Directed Split and Merge Procedure. In: Proceedings of the 2nd International Conference on Pattern Recognition (13.-15.08.1974, Kopenhagen, Dänemark), 1974, S. 424-433.
[IBS 2014] IBS PRECISION ENGINEERING BV: ISARA 400 Ultra Precision Coordinate Measuring Machine. Produktbeschreibung, www.ibspe.com/category/isara-400-3d-cmm.htm, aufgerufen am 05.09.2014.
[ISO/TC 213 2012] ISO/TC 213: Business Plan – ISO/TC 213 – Dimensional and geometrical product specifications and verification. http://isotc213.ds.dk/213business%20plan.pdf, aufgerufen am 05.09.2014.
[ISO/TC 213 2014] ISO/TC 213: New Standards of ISO/TC 213. http://isotc213.ds.dk/ newstand.htm, aufgerufen am 05.09.2014.
[JÄHNE 2012] JÄHNE, B.: Digitale Bildverarbeitung und Bildgewinnung. 7. Auflage, Berlin/Heidelberg: Springer, 2005, S. 541-554.
[JAIKUMAR 2005] JAIKUMAR, R.: From Filling and Fitting to Flexible Manufacturing: A Study in the Evolution of Pro-cess Control. In: Foundation and Trends in Technology, Information and Operations Manage-ment, Vol. 1/1, 2005, S. 1-120.
[JIANG 2007A] JIANG, J. X.; SCOTT, P. J.; WHITEHOUSE, D. J.; BLUNT, L.: Paradigm shifts in surface metrology.

9 Schrifttum 117
Part I. Historical philosophy. In: Proceedings of the Royal Society A 463/2085, 2007, S. 2049-2070.
[JIANG 2007B] JIANG, J. X.; SCOTT, P. J.; WHITEHOUSE, D. J.; BLUNT, L.: Paradigm shifts in surface metrology. Part II. The current shift. In: Proceedings of the Royal Society A 463/2085, 2007, S. 2071-2099.
[JIANG 2012] JIANG, J. X.; WHITEHOUSE, D. J.: Technological shifts in surface metrology. In: CIRP Annals – Manufacturing Technology 61/2, 2012, S. 815-836.
[JONES 1988] JONES, A. L.: Image Segmentation Via Fractal Dimension. Ohio: Air Force Institute of Technolo-gy, Dissertation, 1988.
[JULESZ 1981] JULESZ, B.; BERGEN, J. R.: Textons, the Elements of Texture Perception and their Interactions. In: Nature 290, 1981, S. 1619-1645.
[KARP 2010] KARP, J. H.; TREMBLAY, E. J.; FORD, J. E.: Planar micro-optic solar concentrator. In: Optics Ex-press 18/2, 2010, S. 1122-1133.
[KASS 1988] KASS, M.; WITKIN, A.; TERZOPOULOS, D.: Snakes : active contour models. In: International Journal for Computer Vision 1/4, 1988, S. 321-331.
[KECK 2008] KECK, M.: Experimentelle Untersuchungen zur Wirksamkeit von Riblets in verzögerten Grenz-schichten. Dresden: Technische Universität Dresden, Dissertation, 2008.
[KEFERSTEIN 2011] KEFERSTEIN, C. P.: Fertigungsmesstechnik – Praxisorientierte Grundlagen, moderne Messver-fahren. 7. Auflage, Wiesbaden: Vieweg+Teubner, 2011, S. 122-125.
[KELZENBERG 2010] KELZENBERG, M. D.; BOETTCHER, S. W., PETYKIEWICZ, J. A.; TURNER-EVANS, D. B.; PUTNAM, M. C.; WARREN, E. L.; SPURGEON, J. M.; BRIGGS, R. M.; LEWIS, N. S.; ATWATER, A. H.: Enhanced absorp-tion and carrier collection in Si wire arrays for photovoltaic applications. In: Nature Materials 9, 2010, S. 239-244.
[KICKINGEREDER 2006] KICKINGEREDER, R.: Optische Vermessung partiell reflektierender Oberflächen. Passau: Univer-sität Passau, Dissertation, 2007.
[KIENEL 1993] KIENEL, G.: Vakuumbeschichtung Band 5: Anwendungen Teil II. 1. Auflage, Berlin: Springer, 1993.
[KINDERMAN 1980] KINDERMAN, R.; SNELL, J. L.: Markov Random Fields and their Applications. Providence: Ameri-can Mathematical Society, 1980.
[KIPPHAN 2000] KIPPHAN, H.: Handbuch der Printmedien: Technologien und Produktionsverfahren. Ber-lin/Heidelberg: Springer, 2000.
[KLEIN 2006] KLEIN, B.: Toleranzmanagement im Maschinen- und Fahrzeugbau. München/Wien: Oldenbourg, 2006.
[KLEIN 2008] KLEIN, M.: Einführung in die DIN-Normen. 14. Auflage, Wiesbaden: Teubner, 2008, S. 663-713.
[KLEIN 2012] KLEIN, B.: Grundlagen und Anwendungen der Finite-Element-Methode im Maschinen- und Fahr-zeugbau. 9. Auflage, Wiesbaden: Springer/Vieweg, 2012, S. 1-15.

9 Schrifttum 118
[KLOCKE 2007] KLOCKE, F.; FELDHAUS, B.; MADER, S.: Development of an incremental rolling process for the production of defined riblet surface structures. In: Production Engineering 1/3, 2007, S. 233-237.
[KLOCKE 2008] KLOCKE, F.; ZEPPENFELD, C.; PAMPUS, A.; MATTFELD, P.: Fertigungsbedingte Produkteigenschaf-ten – FePro. Aachen: Apprimus, 2008.
[KÖNIG 2000] KÖNIG, W.: Geschichte der Konsumgesellschaft. Franz Steiner Verlag, 2000, S. 47-90.
[KRUJATZ 2002] KRUJATZ, J.: Herstellung von Spiegelschichtsystemen auf der Basis von Aluminium oder Silber für den Einsatz in der Mikrosystemtechnik. Chemnitz: Technische Universität Chemnitz, Disser-tation, 2002.
[KRULIKOWSKI 1998] KRULIKOWSKI, A.: Fundamentals of Geometric Dimensioning and Tolerancing. 2. Auflage, New York: Thomson Learning, 1998.
[LAWS 1980] LAWS, K.: Textured image segmentation. Los Angeles: University of Southern California, Disser-tation, 1980.
[LEACH 2011] LEACH, R.: Optical Measurement of Surface Topography. Berlin/Heidelberg: Springer, 2011.
[LEACH 2014] LEACH, R.; WECKENMANN, A.; COUPLAND, JEREMY; HARTMANN, W.: Interpreting the probe-surface interaction of surface measuring instruments, or what is a surface? In: Surface Topography: Me-trology and Properties STMP 2/3, 2014, S. 035001.
[LEE 2006] LEE, S.-M.; KWON, T. H.: Mass-producible replication of highly hydrophobic surfaces from plant leaves. In: Nanotechnology 17/13, 2006, S. 3189-3196.
[LEHMANN 1997] LEHMANN, T.; OBERSCHELP, W.; PELIKAN, E.; REPGES, R.: Bildverarbeitung für die Medizin. Ber-lin/Heidelberg: Springer, 1997, S. 359-386.
[LERCH 2012] LERCH, R.: Elektrische Messtechnik – Analoge, digitale und computergestützte Verfahren. 6. Auflage, Berlin/Heidelberg: Springer, 2012, S. 449-458.
[LU 2008] LU, W. L.; JIANG, J. X.; LIU, X. J.; XU, Z. G.: Compliance uncertainty of diameter characteristic in the next-generation geometrical product specifications and verification. In: Measurement Sci-ence and Technology 19, 2008, Artikelnr. 105103.
[LU 2013] LU, W.: Modelling the Integration between the Design and Inspection Process of Geometrical Specifications for Digital Manufacturing. Huddersfield: University of Huddersfield, Dissertation, 2013.
[MAHR 2004] MAHR GMBH: Dominante Welligkeit VDA 2007. Informationsblatt, www.mahr.de/index.php?NodeID=10262, aufgerufen am 05.09.2014.
[MALBURG 2004] MALBURG, M. C.: Dimensional Metrology For Functional Control. International Dimensional Workshop (10.-14.05.2004, Nashville, USA), www.digitalmetrology.com/Papers.htm, aufgerufen am 05.09.2014.
[MALSHE 2013] MALSHE, A.; RAJURKAR, K.; SAMANT, A.; HANSEN, H. N.; BAPAT, S.; JIANG, W.: Bio-inspired func-

9 Schrifttum 119
tional surfaces for advanced applications. In: CIRP Annals – Manufacturing Technology 62/2, 2013, S. 607-628.
[MANNEWITZ 2004] MANNEWITZ F.: Komplexe Toleranzanalysen einfach durchführen. In: Konstruktion 7/8, 2004, S. 69-75.
[MARZAHN 2012] MARZAHN, P.: Multi-Dimensional Characterization of Soil Surface Roughness for Microwave Remote Sensing Applications. München: Univerisität München, Dissertation, 2012, S. 6-7.
[MATHWORKS 2014] MATHWORKS INC.: Marker-Controlled Watershed Segmentation. www.mathworks.de/products/ image/examples.html?file=/products/demos/shipping/images/ipexwatershed.html, aufgerufen am 05.09.2014.
[MEILER 2003] MEILER, M.; PFESTORF, M.; GEIGER, M.; MERKLEIN, M.: The use of dry film lubricants in aluminum sheet metal forming. In: Wear 255, 2003, S. 1455-1462.
[MERKLEIN 2012] MERKLEIN, M.; ALLWOOD, J. M.; BEHRENS, B.-A.; BROSIUS, A.; HAGENAH, H.; KUZMAN, K.; MORI, K.; TEKKAYA, A. E.; WECKENMANN, A.: Bulk forming of sheet metal. In: CIRP Annals – Manufacturing Technology 61/2, 2012, S. 725-745.
[METZ 2009] METZ, T.: Passive components for the control of bubbles and droplets in microstructures. Frei-burg: Albert-Ludwigs-Universität Freiburg, Dissertation, 2009, S. 97-114.
[MISHOLI 2014] MISHOLI, A.: Techniklexikon - Metalloptik. www.techniklexikon.net/d/metalloptik/ metalloptik.htm, aufgerufen am 05.09.2014.
[MITUTOYO 2014] MITUTOYO EUROPE GMBH: Oberflächenrauheitsmessung – Praktische Hinweise für Labor und Werkstatt. http://www2.mitutoyo.de/uploads/media/Oberflaechenrauheitsmessung_PR1269.pdf, aufgerufen am 05.09.2014.
[MONGE 1798] MONGE, G.: Géométrie descriptive – Leçons données aux Écoles normales. Paris: Baudouin, 1798.
[MOSER 2004] MOSER, S.: Mikrostrukturierung von Metallen durch elektrochemischen Abtrag mit gepulstem Strom (PECM). Düsseldorf: Universität Düsseldorf, Dissertation, 2004.
[NICODEMUS 1977] NICODEMUS, F. E.; RICHMOND, J. C.; HSIA, J. J.; GINSBERG, I. W.; LIMPERIS, T.: Geometrical Considerations and Nomenclature for Reflectance. Washington D. C.: National Bureau of Standards, 1977.
[NICOLAY 2007] NICOLAY, K.-P.: Anicolor im Testbetrieb. In: Druckmarkt 48, 2007, S. 63.
[NIELSEN 2000] NIELSEN, H. S.: CMMs and GD&T. International Dimensional Workshop (8.-11.05.2000, Knoxvil-le, USA), www.hn-metrology.com/papers.htm, aufgerufen am 05.09.2014.
[NIELSEN 2003] NIELSEN, H. S.: Specifications, operators and uncertainties. In: The 8th CIRP International Semi-nar on Computer Aided Tolerancing (28.-29.04.2003, Charlotte, USA), 2003. S. 1-6.
[NIELSEN 2004] NIELSEN, H. S.: Communicating Functional Requirements with GD&T. International Dimensional Workshop (10.-14.05.2004, Nashville, USA), www.hn-metrology.com/papers.htm, aufgerufen am 05.09.2014.

9 Schrifttum 120
[NIELSEN 2006] NIELSEN, H. S.: New concepts in specifications, operators and uncertainties and their impact on measurement and instrumentation. In: Measurement Science and Technology 17/3, 2006. S. 541-544.
[NIELSEN 2010] NIELSEN, H. S.: The Role of Standardization for Industrial Metrology. Metrology and Industry In-ternational Conference CIMi 2010 (17.-19.03.2010, Porto, Portugal), http://cim2010.com/CIM/comunicac/HNielsen_The%20Role%20of%20Standardization%20for%20Industrial%20Metrology.pdf, aufgerufen am 05.09.2014.
[NIELSEN 2012A] NIELSEN, H. S.: Vison of the International GPS-Standards. In: Tagungsband zum XIII. Internationalen Oberflächenkolloquium (12.-14.03.2012, Chemnitz), 2012, S. 1-14.
[NIELSEN 2012B] NIELSEN, H. S.: Recent developments in ISO-GPS Standards and strategic plans for future work. In: Proceedings of the 12th CIRP Conference on Computer Aided Tolerancing (18.-19.04.2012, Huddersfield, UK), 2012, S. 34-43.
[NIKURADSE 1937] NIKURADSE, J.: Strömungsgesetze in rauen Rohren. In: VDI-Forschungsheft 361, 1933.
[NOPPEN 1985] NOPPEN, G.; SIGALLA, J.; CZICHOS, H.; PETERSOHN, D.; SCHWARZ, W.: Beuth-Kommentare: Tech-nische Oberflächen. Berlin/Köln: Beuth-Verlag, 1985, S. 32-39.
[OHLANDER 1978] OHLANDER, R.; PRICE, K.; REDDY, D. R.: Picture segmentation using a recursive region splitting method. In: Computer Graphics and Image Processing 8/3, 1978, S. 313-333.
[OTSU 1979] OTSU, N.: A threshold selection method from gray-level histograms. In: IEEE Transactions Sys-tems, Man, and Cybernetics 9/1, 1979, S. 62-66.
[PAASCHE 2014] PAASCHE, G.; LINKE, I.; FADEEVA, E.; SCHEPER, V.; ESSER, K.-H.; CHICHKOV, B.; LENARZ, T.: Nano-strukturierung von CI-Elektroden. In: 85. Jahresversammlung der Deutschen Gesellschaft für Hals-Nasen-Ohren-Heilkunde, Kopf- und Hals-Chirurgie (28.05.-01.06.2014, Düsseldorf), 2014, Artikelnr. Doc14hnod446.
[PAHL 2007] PAHL, G.; BEITZ, W.; FELDHUSEN, J.; GROTE, K.-H.: Konstruktionslehre – Grundlagen erfolgreicher Produktentwicklung – Methoden und Anwendung. 7. Auflage, Berlin/Heidelberg: Springer, 2007, S. 39-92.
[PARK 2012] PARK, K.-C.; CHOI, H. J.; CHANG, C.-H.; COHEN, R. E.; MCKINLEY, G. H.: Nanotextured Silica Sur-faces with Robust Superhydrophobicity and Omnidirectional Broadband Supertransmissivity. In: ACS Nano 6/5, 2012, S. 3789-3799.
[PASTEWKA 2014] PASTEWKA, L.; ROBBINS, M. O.: Contact between rough surfaces and criterion for macroscopic adhesion. In: Proceedings of the National Academy of Sciences of the United States of America PNAS 111/9, 2014, S. 3298-3303.
[PAWELSKI 1994] PAWELSKI, O.; RASP, W.; ZWICK, W.; NETTELBECK, H. J.; STEINHOFF, K.: The Influence of Different Work-Roll Texturing Systems on the Development of Surface Structure in the Temper Rolling Process of Steel Sheet used in the Automotive Industry. In: Journal of Materials Processing Technology 45, 1994, S. 215-222.
[PERINORM 2014] PERINORM: Perinorm Online: DIN-Normen, VDI-Richtlinien. www.perinorm.com, aufgerufen am 05.09.2014.

9 Schrifttum 121
[PETTERSSON 2005] PETTERSSON, U.: Surfaces Designed for High and Low Friction. Uppsala: University of Uppsala, Dissertation, 2005.
[PFESTORF 1997] PFESTORF, M.: Funktionale 3D-Oberflächenkenngrößen in der Umformtechnik. Erlangen: Uni-versität Erlangen-Nürnberg, Dissertation, 1997.
[PONSONNETT 2003] PONSONNETA, L.; REYBIERA, K.; JAFFREZICA, N.; COMTEB, V.; LAGNEAUB, C.; LISSACB, M.; MARTELET, C.;: Relationship between surface properties (roughness, wettability) of titanium and titanium alloys and cell behaviour. In: Materials Science and Engineering C 23, 2003, S. 551-560.
[POPOV 2009] POPOV, V. L.: Kontaktmechanik und Reibung. Ein Lehr- und Anwendungsbuch von der Nanotri-bologie bis zur numerischen Simulation. Berlin/Heidelberg: Springer, 2009, S. 41-97.
[POPOV 2013] POPOV, V. L.; HEß, M.: Methode der Dimensionsreduktion in Kontaktmechanik und Reibung. Ber-lin/Heidelberg: Springer Vieweg, 2013, S. 145-188.
[RAHLVES 2009] RAHLVES, M.; SEEWIG, J.: Optisches Messen technischer Oberflächen – Messprinzipien und Be-griffe. Berlin: Beuth, 2009.
[REVERBERI 2006] REVERBERI, A.; DEL BORGHI, A.; BRIANO, C.; BRUZZONE, A.; MASSEI, M. E. A.: Mass Transfer Ef-fects in Copper Surface Chemical Etching Through Masks. In: Summer Computer Simulation Conference SCSC2006 (30.07.-03.08.2006, Calgary, Kanada), 2006, S. 257-259.
[RIESENBERG 1987] RIESENBERG, R.; SCHMIDT, G.: Black aluminium films. In: Vacuum 37/1-2, 1987, S. 183-186.
[ROERDINK 2000] ROERDINK, J.B.T.M.; MEIJSTER, A.: The watershed transform: definitions, algorithms, and paral-lelization strategies. In: Fundamenta Informaticae 41, 2000, S. 178-228.
[ROHAN 2014] ROHAN ACADEMIC COMPUTING: Image Processing Toolbox. www-rohan.sdsu.edu/doc/matlab/ toolbox/images/images.html, aufgerufen am 05.09.2014.
[ROTH 1994] ROTH, K.: Konstruieren mit Konstruktionskatalogen: Band 2: Kataloge. Berlin: Springer, 1994.
[ROTTA 2010] ROTTA, J. C.: Turbulente Strömungen: Eine Einführung in die Theorie und ihre Anwendung. Göt-tingen: Universitätsverlag Göttingen, 2010, S. 158-162.
[RÖTTIG 2008] RÖTTIG, H.: Kennen Sie das Volumen Ihrer Rasterwalzen wirklich?. In: Coating International 4, 2008, S. 18-20.
[SAUER 2010] SAUER, R. A.: A computational model for nanoscale adhesion between deformable solids and its application to gecko adhesion. In: Journal of Adhesion Science and Technology 24, 2010, S. 1807-1818.
[SCHLENZIG 2013] SCHLENZIG, W.: Bericht des VDI-Arbeitskreises Systementwicklung, Qualitäts- und Projektma-nagement. VDI-Bezirksverein Berlin-Brandenburg e. V., 2013, www.vdi-bb.de/ak/sqp/VDI-SQP/AK-Bericht-95_2013-12-03.pdf, aufgerufen am 05.09.2014.
[SCHULER 2013] SCHULER, A.: Erweiterung der Einsatzgrenzen von Sensoren für die Mikro- und Nanomesstech-nik durch dynamische Sensornachführung unter Anwendung nanometeraufgelöster elektrischer Nahfeldwechselwirkung. Erlangen: Universität Erlangen-Nürnberg, Dissertation, 2013.

9 Schrifttum 122
[SCHULTZ-WILD 1997] SCHULTZ-WILD, L.; LUTZ, B.: Industrie vor dem Quantensprung. Berlin-Heidelberg: Springer, 1997, S. 58-68.
[SCOTT 2004] SCOTT, J. P.: Pattern analysis and metrology: the extraction of stable measurements. In: Pro-ceedings of the Royal Society A 460, 2004, S. 2845-2864.
[SCOTT 2009] SCOTT, J. P.: Feature Parameters. In: Wear 266/5-6, 2009, S. 548-551.
[SEEMANN 2005] SEEMANN, R.; BRINKMANN, M.; KRAMER, E. J.; LANGE, F. F.; LIPOWSKY, R.: Wetting Morphologies at Microstructured Surfaces. In: Proceedings of the National Academy of Sciences of the United States of America PNAS 102/6, 2005, S. 1848-1852.
[SEEWIG 2009A] SEEWIG, J.; HERCKE, T.: 2nd Generation Lead Measurement. In: IMEKO XIX world congress – Fundamental and applied metrology (06.-11.09.2009, Lisabon, Portugal), 2009, S. 1957-1961.
[SEEWIG 2009B] SEEWIG, J.; HERCKE, T.: Lead characterisation by an objective evaluation method. In: Wear 266/5-6, 2009, S. 530-533.
[SEEWIG 2011] SEEWIG, J.; WIEHR, C.; GRÖGER, S.: Charakterisierung technischer Bauteiloberflächen – Stand der Oberflächenmesstechnik heute. In: VDI-Berichte 2133, 2011, S. 159-172.
[SEEWIG 2014] SEEWIG, J.: Drall MBN 31007-7. Informationsblatt, www.mv.uni-kl.de/fileadmin/mts/dokumente/ Flyer_MBN_31007-7.pdf, aufgerufen am 05.09.2014.
[SHAW 2012] SHAW, L.: Methode zur automatischen Registrierung und Fusion von Multisensordaten zur Cha-rakterisierung von mehrskaligen Werkstücken. Erlangen: Universität Erlangen-Nürnberg, Dis-sertation, 2012.
[SHERRINGTON 1986] SHERRINGTON, I.; SMITH, E. H.: Significance of surface topography in engineering. In: Precision Engineering 8/2, 1986, S. 79-87.
[SIOS 2013] SIOS MESSTECHNIK GMBH: Nanopositionier- und Nanomessmaschine – NMM-1. Produktbe-schreibung, www.sios.de/DEUTSCH/PRODUKTE/NMM-1_dt_2013.pdf, aufgerufen am 05.09.2014.
[SMITH 1994] SMITS, A. J.; SMITH, D. R.: A new aerodynamics model of a golf ball in flight. In: Science and Golf 2, 1994, S. 340-347.
[SPATH 2013] SPATH, D.; GANSCHAR, O.; GERLACH, S.; HÄMMERLE, M.; KRAUSE, T.; SCHLUND, S.: Produktionsar-beit der Zukunft – Industrie 4.0. Stuttgart: Fraunhofer Verlag, 2013.
[SPUR 2013] SPUR, G.; MICHAELI, W.; BÜHRIG-POLACZEK, A.: Handbuch Urformen. 2. Auflage, München: Hanser, 2013, S. 359-360.
[SRINIVASAN 2005] SRINIVASAN, V.: A mathematical theory of dimensioning and parameterizing product geometry. In: International Journal of Product Lifecycle Management 1, 2005, S. 70-85.
[SRINIVASAN 2010] SRINIVASAN, V.; SHAKARJI, C. M.; MORSE, E. P.: On the Enduring Appeal of Least-Squares Fitting in Computational Coordinate Metrology. In: Journal of Computing and Information Science in Engineering 12/ 1, 2010, S. 011008-011022.

9 Schrifttum 123
[SRINIVASAN 2012] SRINIVASAN, V.: Reflections on the Role of Science in the Evolution of Dimensioning and Tolerancing Standards. In: Proceedings of the 12th CIRP Conference on Computer Aided Tolerancing (18.-19.04.2012, Huddersfield, UK), 2012, S. 19-32.
[SRINIVASAN 2013] SRINIVASAN, V.; MORSE, E. P.: Size tolerancing revisited: A basic notion and its evolution in standards. In: Proceedings of the Institution of Mechanical Engineers Part B-Journal of Engi-neering Manufacture 227/5, 2013, S. 662-671.
[STANISLAV 2010] STANISLAV, G.; VOIGT D.: Funktionale biologische Oberflächen als Vorbilder für die Technik. In: Performance 1, 2010, S. 68-77.
[STÖBER 2009] STÖBER, C.; GRUBER, G.; KREHMER, H.; STUPPY, J.; WESTPHAL, C.: Herausforderung Design for X (DfX). In: Proceedings of the 20th Symposium on Design for X (24.09.2009, Neukirchen/Erlangen), 2009, S. 101-111.
[STOUT 1998] STOUT, K. J.: Engineered surfaces – a philosophy of manufacture. In: Proceedings of the Institu-tion of Mechanical Engineers, Part B: Journal of Engineering Manufacture 212, 1998, S. 169-174.
[STRUERS 2014] STRUERS GMBH: RepliSet – Ein vielseitiges und flexibles Abdrucksystem. Produktbeschreibung, www.struers.com/resources/elements/12/189598/Repliset%20brochure%20German.pdf, aufge-rufen am 05.09.2014.
[TAGUCHI 2005] TAGUCHI, G.; CHOWDHURY, S.; WU, Y.: Taguchi's Quality Engineering Handbook. Hoboken: John Wiley & Sons, 2005, S. 169-220.
[TAN 2010] TAN, Ö.; WECKENMANN, A.: Evaluation of spreading behavior of Liquids on surfaces with function-oriented 3D parameters. In: Proceedings of the 10th International Symposium on Measurement and Quality Control (05.-09.09.2010, Osaka, Japan), 2010, S. B1/011/1-B1/011/4.
[TAN 2012] TAN, Ö.: Characterization of Micro- and Nanometer Resolved Technical Surfaces with Function-oriented Parameters. Erlangen: Universität Erlangen-Nürnberg, Dissertation, 2012.
[TANIGUCHI 1983] TANIGUCHI, N.: Current Status in, and Future Trends of, Ultraprecision Machining and Ultrafine Materials Processing. In: CIRP Annals – Manufacturing Technology 32/2, 1983, S. 573-582.
[TESCHNER 2008] TESCHNER, H.: Druck- und Medientechnik. Informationen, gestalten, produzieren, verarbeiten. 11. Auflage, Fellbach: Fachschriften-Verlag, 2008, S. 10/20-26.
[THOMAS 2014] THOMAS, T. R.: Roughness and function. In: Surface Topography: Metrology and Properties STMP 2, 2014, Artikelnr. 014001.
[THYSSENKRUPP 2013] THYSSENKRUPP AG: Glänzende Perspektiven. Pressetext vom 05.11.2013, www.thyssenkrupp-steel-europe.com/de/presse/pressrelease.jsp?cid=2777682, aufgerufen am 05.09.2014.
[TILLMANN 2012] TILLMANN, A.; WECKENMANN, A.; HARTMANN, W.; SCHMIDT, H.; SCHULZE, V.; STOCKEY, S.; CHLIPA-
LA, M.: Funktionsorientierte Bewertung bei der Druckwalzenherstellung. In: Wiedenhöfer, T.: Merkmalbasiert geregelte Fertigungsprozesse für die beherrschte Herstellung funktionaler Pro-dukteigenschaften von mikrostrukturierten Bauteilen. Aachen: Apprimus, 2012, S. 57-77.

9 Schrifttum 124
[TOPOCROM 2014] TOPOCROM GMBH: Topocrom – Prinzip, Technologie. Produktbeschreibung. www.topocrom.com/sites/prinzip_technologie.php, aufgerufen am 05.09.2014.
[TRILTSCH 2008] TRILTSCH, U.; BÜTTGENBACH, S.: TCAD tool for innovative MEMS and MOEMS: an all-in-one so-lution. In: SPIE Proceedings Vol. 6882, 2008, Artikelnr. 6882 0G.
[TRUMPOLD 1997] TRUMPOLD, H.; BECK, CH.; RICHTER, G.: Toleranzsysteme und Toleranzdesign – Qualität im Aus-tauschbau. München: Carl Hanser Verlag, 1997.
[VEIL 2007] VEIL, J.; KLEEBERG, D.: Rasterwalzen – Eigenschaften, Auswahl, Qualität, Reinigung. In: Pro-cess 4, 2007, S. 28-31.
[VIM 2012] BRINKMANN, B.: Internationales Wörterbuch der Metrologie – Grundlegende und allgemeine Be-griffe und zugeordnete Benennungen (VIM). 4. Auflage, Berlin: Beuth, 2012.
[VOLK 2013] VOLK, R.: Rauheitsmessung: Theorie und Praxis. 2. Auflage, Berlin: Beuth, 2013.
[VOSS 2002] VOSS, C.: Analytische Modellierung, experimentelle Untersuchungen und dreidimensionale Git-ter-Boltzmann Simulation der quasistatischen und instabilen Farbspaltung. Wuppertal: Berg-ische Universität Wuppertal, Dissertation, 2002.
[WECKENMANN 1995] WECKENMANN, A.; WEBER, H.; EITZERT, H.; GARMER, M.: Functionality-oriented Evaluation and Sampling Strategy in Coordinate Metrology. In: Precision Engineering 17/4, 1995, S. 244-252.
[WECKENMANN 2000] WECKENMANN, A.; ERNST, R.; HORNFECK, R.: Studies on new Tolerancing Rules for Micro- and Nanotechnology. In: Proceedings of the 1st International Conference of the European Society for Precision Engineering and nanotechnology EUSPEN (28.-30.05.2000, Kopenhagen, Dänemark), 2000, S. 214-221.
[WECKENMANN 2005] WECKENMANN, A.; WIEDENHÖFER, T.: The use of the GPS-Standard in Nanometrology. In: Pro-ceedings of the 5th International Conference of the European Society for Precision Engineering and nanotechnology EUSPEN (08.-11.05.2005, Montpellier, Frankreich), 2005, S. 169-172.
[WECKENMANN 2009A] WECKENMANN, A.; JIANG, J. X.; SOMMER, K.-D.; NEUSCHAEFER-RUBE, U.; SEEWIG, J.; SHAW, L.; ESTLER, T.: Multisensor data fusion in dimensional Metrology. In: CIRP Annals – Manufacturing Technology 58/2, 2009, S. 701-721.
[WECKENMANN 2009B] WECKENMANN, A.; BÜTTGENBACH, S.; TAN, Ö.; HOFFMANN, J.; SCHULER, A.: Sensors for accurate geometric measurements in manufacturing. In: Proceedings of Sensor+Test Conference 2009 (26.-28.05.2009, Nürnberg), 2009, S. 133-138.
[WECKENMANN 2011A] WECKENMANN, A.; HARTMANN, W.: Funktionsorientierte Bewertung mikrostrukturierter Oberflä-chen. In: VDI-Berichte 2133, 2011, S. 207-216.
[WECKENMANN 2011B] WECKENMANN, A.; SCHMIDT, H.; SCHMITT, R.; KÖNIG, N.; ZHENG, H.: Evaluation of a Function ori-ented optical In-Process Measurement System for cylinder Liners – 100 % Measurement of the honed surface. In: VDI-Berichte 2156, 2011, S. 31-37.
[WECKENMANN 2012A] WECKENMANN, A.: Koordinatenmesstechnik: Flexible Strategien für funktions- und fertigungsge-rechtes Prüfen. 2. Auflage, München: Hanser, 2012.

9 Schrifttum 125
[WECKENMANN 2012B] WECKENMANN, A.; HARTMANN, W.: Funktionsorientierte Oberflächenbewertung zur Regelung von Prozessen der Mikrofertigungstechnik. In: Wiedenhöfer, T.: Merkmalbasiert geregelte Ferti-gungsprozesse für die beherrschte Herstellung funktionaler Produkteigenschaften von mikro-strukturierten Bauteilen. Aachen: Apprimus, 2012, S. 7-15.
[WECKENMANN 2013A] WECKENMANN, A.; HARTMANN, W.: Function-oriented Method for the Definition and Verification of Microstructured Surfaces. In: Precision Engineering 37, 2013, S. 684-693.
[WECKENMANN 2013B] WECKENMANN, A.; HARTMANN, W.: Function-oriented Measurements – the Path from Macro to Micro and Nano Range. Procedia Engineering 63, 2013, S. 861-872.
[WEINGRABER 1989] VON WEINGRABER, H.; ABOU-ALY, MOHAMED: Handbuch Technische Oberflächen. Braunschweig: Vieweg, 1989, S. 15-28, S. 146-428.
[WEISSER 2006] WEISSER, H.: Hintergrundinformation zur Farbwerktechnologie Anicolor. www.heidelberg.com/www/html/de/binaries/files/press_lounge/informations_links/whitepaper_anicolor_de_pdf, aufgerufen am 05.09.2014.
[WEISSTEIN 2014] WEISSTEIN, E.: Moore Neighborhood. www.mathworld.wolfram.com/MooreNeighborhood.html, aufgerufen am 05.09.2014.
[WENZEL 1936] WENZEL, R. N.: Resistance of solid surfaces to wetting by water. In: Industrial and Engineering Chemistry 28/8, 1936, S. 988-994.
[WHITEHOUSE 1994] WHITEHOUSE, D. J.: Handbook of Surface Metrology. London: IOP Publishing Ltd., 1994.
[WHITEHOUSE 1997] WHITEHOUSE, D. J.: Surface Metrology. In: Measurement Science and Technology 8/9, 1997, S. 955-972.
[WHITEHOUSE 2001] WHITEHOUSE, D. J.: Function maps and the role of surfaces. In: International Journal of Machine Tools & Manufacture 41, 2001, S. 1847-1861.
[WHITEHOUSE 2011] WHITEHOUSE, D. J.: Handbook of Surface and Nanometrology. 2. Auflage, Boca Raton: CRC Press, S. 629-836.
[WHYMAN 2008] WHYMAN, G.; BORMASHENKO, E.; STEIN, T.: The rigorous derivation of Young, Cassie-Baxter and Wenzel equations and the analysis of the contact angle hysteresis phenomenon. In: Chemical Physics Letters 450/4-6, 2008, S. 355-359.
[WOLF 1991] WOLF, G. W.: A FORTRAN subroutine for cartographic generalization. Computers & Geoscienc-es 17/10, 1991, S. 1359-1381.
[WOMACK 1991] WOMACK, J. P.; JONES, D. T.; ROOS, D.: Die zweite Revolution in der Automobilindustrie. Frank-furt/New York: Campus, 1991, S. 31-43.
[XU 2012] XU, Z.; FANG, F.; GAO, H.; ZHU, Y.; WU, W.; WECKENMANN, A.: Nano fabrication of star structure for precision metrology developed by focused ion beam direct writing. In: CIRP Annals – Manu-facturing Technology 61/1, 2012, S. 511-514.
[YANG 2007] YANG, J. J.; LIAO, Y. S.; CHEN C. F.: Fabrication of Long Hexagonal Micro-Lens Array by Applying

9 Schrifttum 126
Gray-Scale Lithography in Micro-Replication Process. In: Optics Communications 270/2, 2007, S. 433-440.
[YANG 2008] YANG, C.: Role of Surface Roughness in Tribology: From Atomic to Macroscopic Scale. Berlin: Technische Universität Berlin, Dissertation, 2008.
[YOUNG 1805] YOUNG, T.: An Essay on the Cohesion of Fluids. In: Philosophical Transactions of the Royal So-ciety of London 95, 1805, S. 65-87.
[YOUNG 2009] YOUNG, P. L.; BRACKBILL, T. P.; KANDLIKAR, S. G.: Estimating Roughness Parameters Resulting from Various Machining Techniques for Fluid Flow Applications. In: Heat Transfer Engineering 30/1-2, 2009, S. 78-90.
[ZHANG 2013] ZHANG, X.; WANG, L.; LEVÄNEN, E.: Superhydrophobic surfaces for the reduction of bacterial ad-hesion. In: RSC Advances 3, 2013, S. 12003-12020.
[ZIMMERMANN 2012] ZIMMERMANN, W.; HOLDIK, K.; HAPPEK, B.; SCHREIBER, L.; WEBER, M.; WECKENMANN, A.; HART-
MANN, W.; SCHMIDT, H.; SCHULZE, V.; CHLIPALA, M.; STOCKEY, S.; PABST, R.: Funktionsorientierte Bewertung und deren Nutzung für die Kurbelwellenfertigung. In: Wiedenhöfer, T.: Merkmalba-siert geregelte Fertigungsprozesse für die beherrschte Herstellung funktionaler Produkteigen-schaften von mikrostrukturierten Bauteilen. Aachen: Apprimus, 2012, S. 17-38.
[ZUCKER 1976] ZUCKER, S. W.: Region growing – Childhood and adolescence. In: Computer Graphics and Im-age Processing 5/3, 1976, S. 382-399.

10 Anhang 127
10 Anhang
10.1 Vergleichsmessungen zur Auswahl eines geeigneten Messgerätes für die
Charakterisierung der Mikrostruktur von Rasterwalzen
Für die Auswahl eines geeigneten Messgerätes zur Rasterwalzenstrukturmessung wurden Vergleichsmessungen an einem Rasterwalzenabdruck durchgeführt. Bei dem Vergleich wurden folgende Messgeräte berücksichtigt
• WLI: Weißlichtinterferometer Taylor Hobson Talysurf CCI1000 o verwendetes Mirau-Objektiv: 20x (50x ebenfalls getestet, aber aufgrund der
geringen Messfläche ungeeignet) o verwendete Mindest-Auflösung XYZ bei 20x Objektiv: 1,8 µm x 1,8 µm x
0,001 µm)
• CWL: Chromatisch-konfokaler Weißlichtpunktsensor des Multisensormesssys-tems FRT MicroGlider o verwendete Messrate: 300 Hz o verwendete Auflösung XYZ: 2,0 µm x 2,0 µm x 0,003 µm
• FV: Fokusvariation mit Alicona Infinite Focus G4 o Primär verwendetes Objektiv: 20x (10x, 50x und 100x ebenfalls getestet aber
entweder aufgrund der geringen Auflösung oder Messfläche ungeeignet) o verwendete Mindest-Auflösung XYZ bei 20x Objektiv: 2,9 µm x 2,9 µm x
0,2 µm
• TSG: Tastschnittgerät Taylor Hobson Form Talysurf Serie 2 PGI o 2 µm Spitzenradius o 60° Kegelwinkel
Für jede Messeinstellung (z. B. Objektivwechsel, Beleuchtungseinstellung) wurden drei Wiederholmessungen durchgeführt, welche allerdings keine signifikanten Abwei-chungen aufwiesen.
10.1.1 Vergleich ausgewählter optischer Oberflächenmessgeräte
In Bild 10-1 sind typische Beispiele der jeweils gemessenen Mikrostruktur abgebildet. Bereits ein qualitativer Vergleich der gemessenen Oberfläche zeigt, dass eine Mes-sung von stark geneigten Flächen (Flanken) mit dem verwendeten WLI und CWL problematisch sind. Das WLI hat zwar hinsichtlich der Bestimmung der Gravurtiefe die beste Auflösung, allerdings erhält man keine Informationen von geneigten Flä-chen. Daher sind 50 % der gemessenen Fläche in diesem Fall Fehlstellen. Dem CWL bereiten geneigte Flächen ebenfalls Probleme, was zu Ausreißern an den Flan-ken führt. Die Bestimmung der geometrischen Merkmale Stegbreite, Flankenwinkel und Volumen ist daher bei WLI und CWL mit hohen Unsicherheiten verbunden, was

10 Anhang 128
ebenfalls in Tabelle 10-1 dokumentiert ist. Da aufgrund der unsicheren Messdaten im Bereich der Flanken kein eindeutiger Bezugspunkt bzgl. des Übergangs Haschur-Steg festgelegt werden kann, werden bei WLI und CWL die Haschur schmäler und der Steg breiter ausgewertet, als mit FV, bei dem diese Probleme kaum auftraten.
Obwohl FV mit dem verwendeten Objektiv 20x die geringste Auflösung besitzt, ist FV für die genannten Messaufgaben gegenüber WLI und CWL hinsichtlich der Mess-unsicherheit vorzuziehen. Die mit FV bestimmte Gravurtiefe, welche als einzige Grö-ße mit WLI und CWL sinnvoll verglichen werden konnte, konnte trotz der geringen Auflösung von FV bestätigt werden. Lediglich für die Rauheitsauswertung sollte ein höher auflösendes Objektiv als 20x gewählt werden, oder WLI genutzt werden.
Bild 10-1: Verwendete optische Messgeräte mit Nahaufnahme des Messobjektes (Rasterwal-
zenabdruck verstärkt durch eine Unterlegscheibe) und Beispiel einer gemessene
Punktwolke. a) WLI, b) CWL, c) FV
Tabelle 10-1: Vergleich gemessener Werte
a) b) c)
Abdruck AS125WLI CWL FV
Messwert MU Messwert MU Messwert MUGravurtiefe 22,1-22,6 µm niedrig 21,8-22,3 µm niedrig 21,8-22,8 µm niedrig
Gravurbreite 80-85 µm hoch 75-77 µm hoch 88 µm niedrig
Stegbreite 26-28 µm hoch 30-35 µm hoch 23 µm niedrig
Flankenwinkel 40-50° hoch 50-60° hoch 35-40° niedrig
Ra (λc 0,08) Steg 0,13 µm niedrig 0,47 µm hoch 0,17 µm mittelRz (λc 0,08) Steg 0,70 µm niedrig 2,17 µm hoch 1,07 µm mittel
gut befriedigend schlechtMU = Messunsicherheit

10 Anhang 129
10.1.2 Vergleich mit Tastschnittmessung
Eine Messung mit einem TSG wurde aufgrund der langen Messzeit (Messfläche von 1,5 mm x 2,0 mm: TSG 3 Stunden Messzeit, FV mit 20x 5 Minuten Messzeit) und der Gefahr der seitlichen Ablenkung der Tastspitze einer nicht ausgerichteten Rasterwal-zenstruktur als Standardmessgerät ausgeschlossen. Um dennoch Messpunkte an den steilen Flanken der Mikrostruktur bestätigen zu können (welche mit WLI und CWL nicht messbar sind) wird im Folgenden ein Vergleich der mit FV und TSG er-fassten Messpunkte durchgeführt.
Für den Vergleich wurde zunächst eine größere Fläche mit beiden Messgeräten ge-messen und dann ein gemeinsamer Bereich extrahiert und ausgewertet. Für den di-rekten quantitativen Vergleich der Messpunkte dient eine Differenzauswertung bei der die mit FV gemessene Fläche von der mit TSG gemessenen Fläche subtrahiert wird (Bild 10-2). Der quadratische Mittelwert der Abweichung (RMS-Abweichung) be-trägt in diesem Fall akzeptable 2,36 µm bei einer Bezugsfläche von 0,6 mm x 0,66 mm. Ebenfalls zeigt der Vergleich von einzelnen Profilschnitten (Bild 10-3) und der gemittelten Profilschnitte (Bild 10-4) eine gute Übereinstimmung zwischen FV und TS.
Bild 10-2: a) Optische Messung Alicona IFM, b) Tastschnittgerät, c) Differenzauswertung
(RMS-Abweichung: 2,36 µm)
a) b)
c)

10 Anhang 130
Bild 10-3: Vergleich extrahierter Profilschnitte bei x = 300 µm aus flächenhaften Messungen
gemäß Bild 10-2 (RMS-Abweichung: 2,30 µm)
Bild 10-4: Vergleich der mittleren Profilschnitte (500 Profile gemittelt) aus flächenhaften Mes-
sungen gemäß Bild 10-2 (RMS-Abweichung: 2,14 µm)
10.2 Messsystemanalyse zur Bewertung der manuellen und automatisierten
Auswertung vom Rasterwalzenmikrostrukturen
Zum Nachweis des hohen Bedienereinflusses der manuellen Auswertung von Ras-terwalzenstrukturen und zur Verdeutlichung des Vorteils einer automatisierten Aus-wertung, welche auf festen mathematischen Regeln basiert und in Abschnitt 6.1 be-schrieben wird, wurde eine Messsystemanalyse (MSA) nach Verfahren 2 [VDA 5:2010] durchgeführt.
Im Bild 10-5 und Bild 10-6 wurden drei mit Fokusvariation gemessene Mikrostruktu-ren von zwei Bedienern (User 1, User 2) unabhängig ausgewertet und mit den Er-gebnissen der programmbasierten Auswertung verglichen (QFM-Tool).
-30
-25
-20
-15
-10
-5
00 100 200 300 400 500 600 700
z in
µm
y in µm Tastschnittgerät
Alicona IFM 20x
-30
-25
-20
-15
-10
-5
00 100 200 300 400 500 600 700
z in
µm
y in µmTastschnittgerät
Alicona IFM 20x

10 Anhang 131
Wie zu erwarten war, weist die automatisierte Auswertung eine 100%ige Wiederhol-barkeit auf. Da die Gravurtiefe von beiden Bedienern im Bild 10-5 anhand eines Pro-filschnittes nach [ISO 5436-1:2000] semi-manuell ausgewertet wurde, sind auch die Wiederholbarkeit bei der manuellen Auswertung mit sehr gut zu bewerten und Ab-weichungen bei der Reproduzierbarkeit der Messergebnisse als vernachlässigbar einzustufen (Abweichungen im Bereich der Formabweichungen von 1,0 µm).
Bild 10-5: Auszug aus Messsystemanalyse Verfahren 2 zum Bewerten der manuellen und au-
tomatisierten Auswertung von jeweils drei Gravurtiefen (GT) bei drei unterschiedli-
chen Rasterwalzenstrukturen
Bei der Auswertung der Stegbreite, welche in Bild 10-6 zusammenfassend dargestellt ist, ist die Wiederholbarkeit der manuellen Auswertung hingegen sehr schlecht (Ab-weichungen bei der Wiederholbarkeit z. T. bis zu 5,0 µm). Da die manuelle Auswer-tung der Stegbreite in diesem Fall keiner festgelegten mathematischen Regel folgt, sind insbesondere abgerundete Stege aufgrund der fehlenden Bezugsbildung prob-lematisch (keine eindeutige Kante identifizierbar). Jeder Bediener wertet in diesem
4,80
4,75
4,70
4,65
4,60
4,55
GT1
Prüfer
Gra
vurt
iefe
in µ
m
GT2 GT3
Mittelwert
RW-572-001
29,2
28,8
28,4
GT1
Prüfer
Gra
vu
rtie
fe in
µm
GT2 GT3
Mittelwert
RW-782-003
52,4
52,3
52,2
52,1
52,0
51,9
51,8
GT1
Prüfer
Gra
vurt
iefe
in µ
m
GT2 GT3
Mittelwert
RW-636-004
RW-572-001
RW-636-004
QFM-Tool
User1
User2
Prüfer
RW-782-003
Legende

10 Anhang 132
Fall die Breite der Stege etwas anders aus (schlechte Reproduzierbarkeit). Zudem ist anzunehmen, dass sogar derselbe Bediener bei Wiederholen der Auswertung nach einer Unterbrechung von mehreren Stunden bzw. Tagen zu einem anderen Ergebnis kommen würde (schlechte Wiederholbarkeit). Dieses Beispiel verdeutlicht wie wichtig eindeutig definierte Auswerteregeln sind. Aus diesem Grund wurde die automatisierte Auswertung als Standardauswertung eingeführt, welche neben dem reduzierten Be-dienereinfluss ebenfalls eine Zeitersparnis mit sich bringt. Bestehende systematische Abweichungen zwischen manueller und programmierter Auswertung können durch Anpassen der Einstellparameter (Höhenschnitt, Flankenschnittpunkte etc.) korrigiert werden.
Bild 10-6: Auszug aus Messsystemanalyse Verfahren 2 zum Bewerten der manuellen und au-
tomatisierten Auswertung von jeweils drei Stegbreite (SB) bei drei unterschiedlichen
Rasterwalzenstrukturen
19
18
17
16
15
14
SB1
Prüfer
Ste
gb
reit
e in
µm
SB2 SB3
Mittelwert
RW-572-001
33
32
31
30
29
28
27
SB1
Prüfer
Ste
gb
reit
e in
µm
SB2 SB3
Mittelwert
RW-782-003
23
22
21
20
19
18
17
16
SB1
Prüfer
Ste
gbre
ite in
µm
SB2 SB3
Mittelwert
RW-636-004
RW-572-001
RW-636-004
QFM-Tool
User1
User2
Prüfer
RW-782-003
Legende