Embed Size (px)
Citation preview

TECNICAS PARA LA TECNICAS PARA LA PREPARACION DE PREPARACION DE
PROBETAS PROBETAS METALOGRAFICASMETALOGRAFICAS
LABORATORIO DE MATERIALESLABORATORIO DE MATERIALESIng. Ing. WilmerWilmer Vásquez Díaz Vásquez Díaz –– UNTUNT
[email protected]@[email protected]@hotmail.com
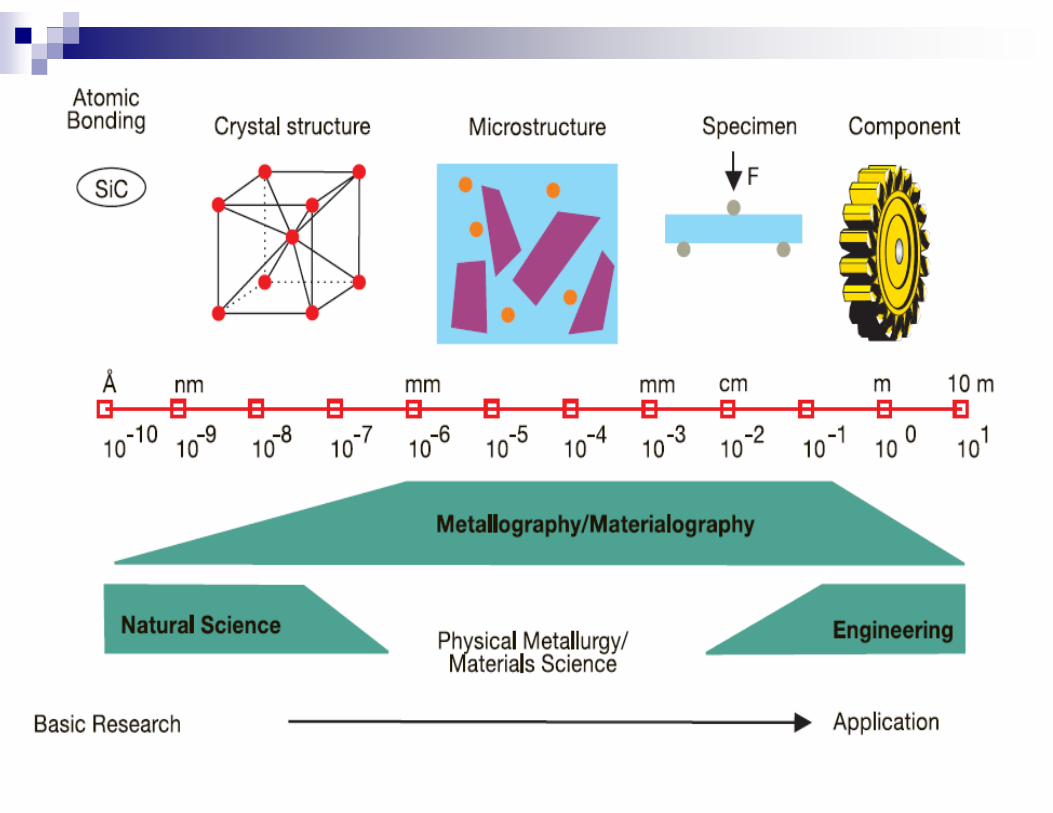
ETAPAS DE PREPARACIÓN
� SECCIONAMIENTO� MONTAJE� DESBASTE� PULIDO� ATAQUE� OBSERVACION MICROSCOPICA
Mismas Discontinuidades Físicas
Mismos Constituyentes
Misma Concentración y Distribución
SECCIONAMIENTO
Obtención de una muestra representativa y de tamaño conveniente a partir de una pieza grande.
(ASM Metals Handbook, Vol. 09)
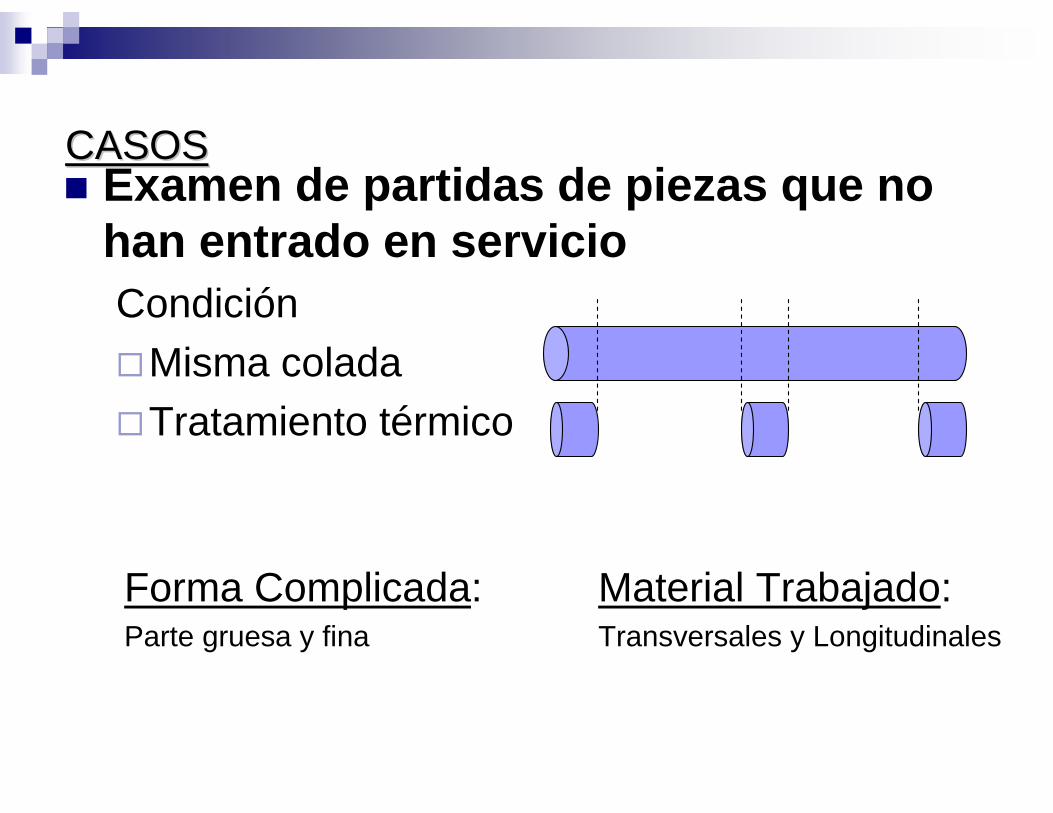
CASOSCASOS� Examen de partidas de piezas que no
han entrado en servicioCondición�Misma colada�Tratamiento térmico
Forma Complicada: Material Trabajado:Parte gruesa y fina Transversales y Longitudinales
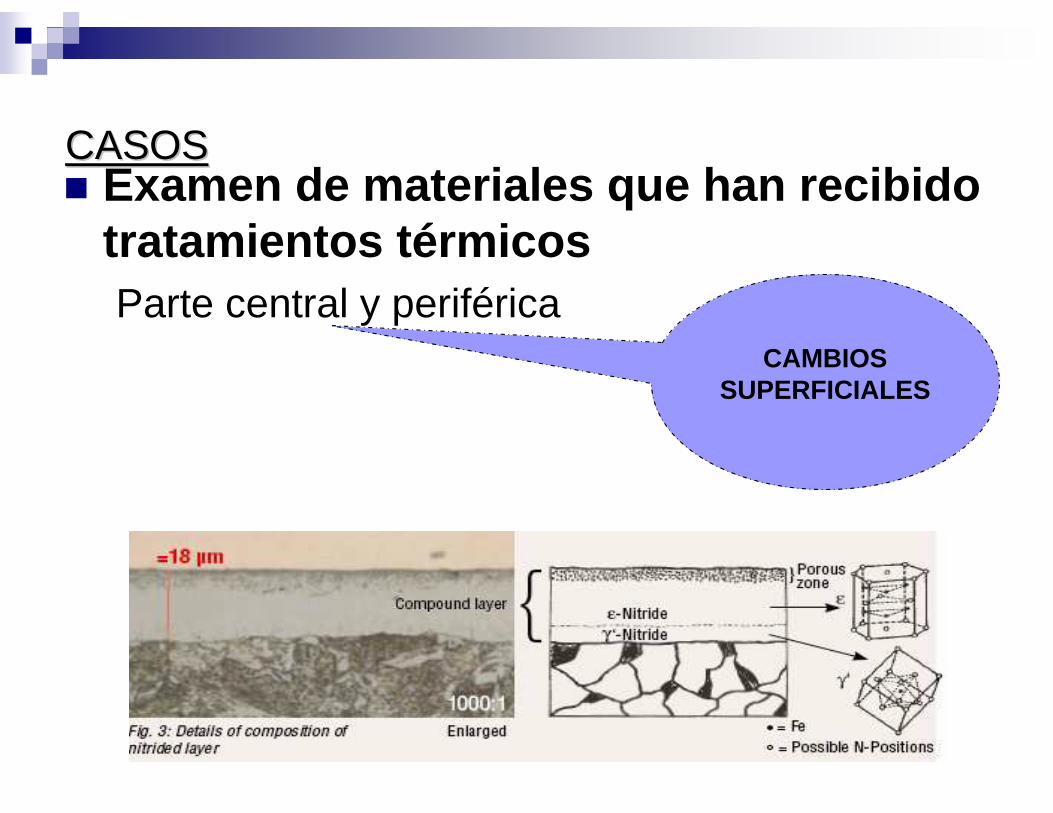
CASOSCASOS� Examen de materiales que han recibido
tratamientos térmicosParte central y periférica
CAMBIOS SUPERFICIALES
CASOSCASOS� Estudios de segregaciones
Probetas de distintas partes de una sección de un corte transversal
NOTA: Algunos elementos son muy segregables (Irregular Distribución de ciertos constituyentes
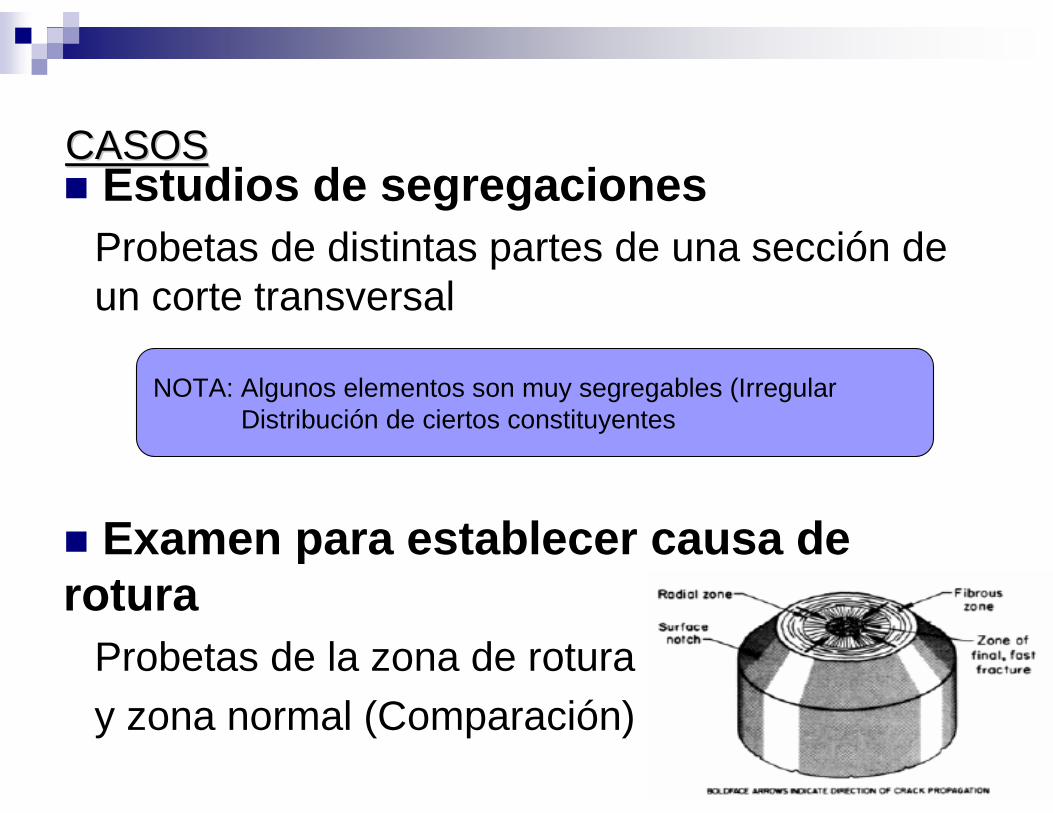
� Examen para establecer causa de rotura
Probetas de la zona de rotura y zona normal (Comparación)
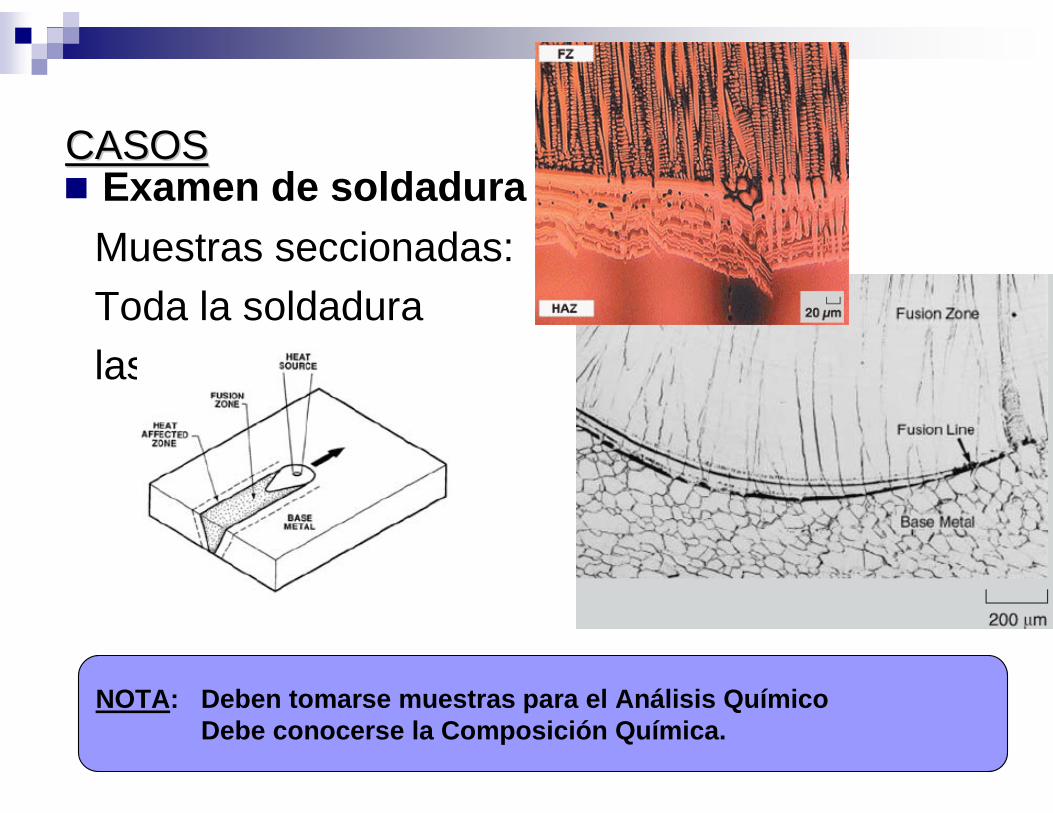
CASOSCASOS� Examen de soldadura
Muestras seccionadas: Toda la soldadura las zonas alejadas.
NOTA: Deben tomarse muestras para el Análisis QuímicoDebe conocerse la Composición Química.
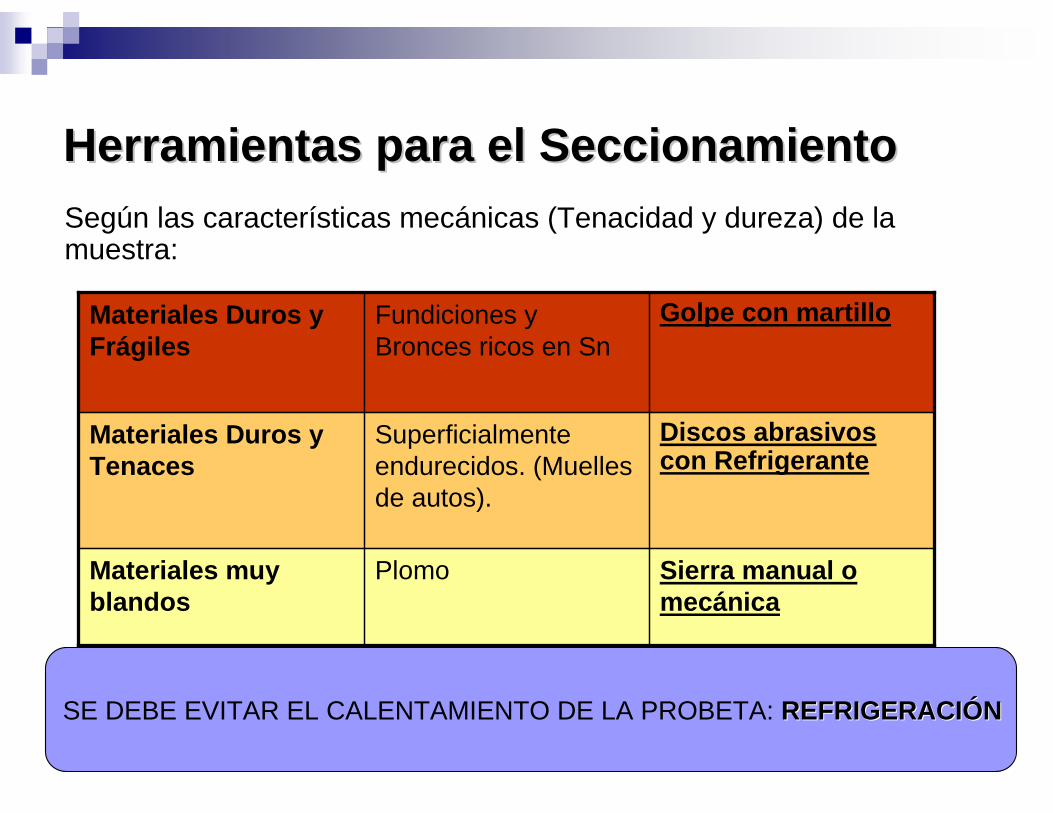
Herramientas para el Herramientas para el SeccionamientoSeccionamientoSegún las características mecánicas (Tenacidad y dureza) de la muestra:
Sierra manual o mecánica
PlomoMateriales muy blandos
Discos abrasivos con Refrigerante
Superficialmente endurecidos. (Muelles de autos).
Materiales Duros y Tenaces
Golpe con martilloFundiciones y Bronces ricos en Sn
Materiales Duros y Frágiles
SE DEBE EVITAR EL CALENTAMIENTO DE LA PROBETA: REFRIGERACIÓNREFRIGERACIÓN
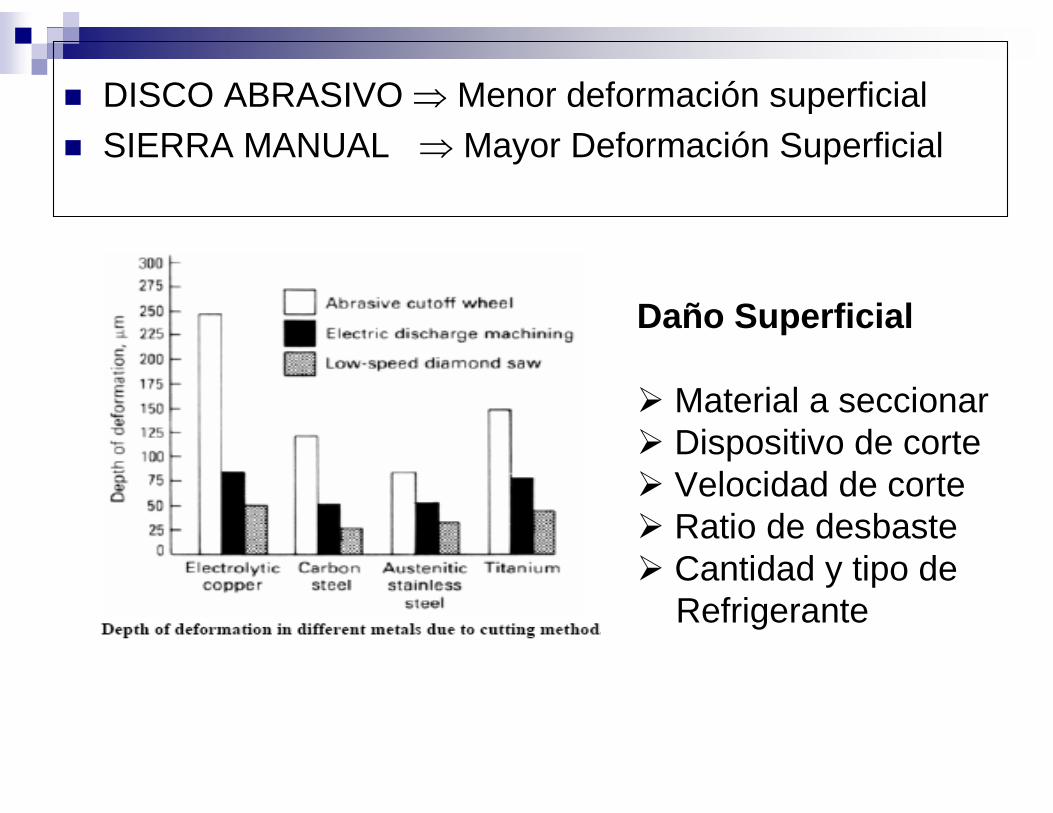
� DISCO ABRASIVO ⇒ Menor deformación superficial� SIERRA MANUAL ⇒ Mayor Deformación Superficial
Daño Superficial
� Material a seccionar� Dispositivo de corte� Velocidad de corte� Ratio de desbaste� Cantidad y tipo de
Refrigerante
MONTAJE
� El montaje de la muestra es a menudo deseable o necesario para un subsiguiente manejo y pulido metalográfico.
� El montaje debe ser hecho por encapsulamientode la muestra en un material polimérico o por sujeción con un dispositivo mecánico.
(ASM Metals Handbook, Vol. 09)
Ventajas
� La retención de borde de probetas montadas es notablemente superior a los de probetas no montadas.
� El manejo más fácil de las muestras que son demasiado pequeñas, frágiles, o torpemente formadas.
� La contención de bordes agudos o esquinas que pueden dañar los papeles abrasivos y paños usados en el equipo de pulido o significar un riesgo durante el manejo.
� Configuración conveniente y uniforme para desbaste manual o automático y máquinas pulidoras.
� La identificación de muestras no montadas es difícil y no permanente. Más detalles pueden ser catalogados al dorso de un montaje, y esta información no es degradada fácilmente con el tiempo.
� Relleno de agujeros y grietas en la muestra con material del montaje para prevenir "filtrado" de agua, alcohol, y soluciones de ataque.
� Tamaño estándar para facilidad de almacenaje en gabinetes desecadores
Técnicas de Montaje
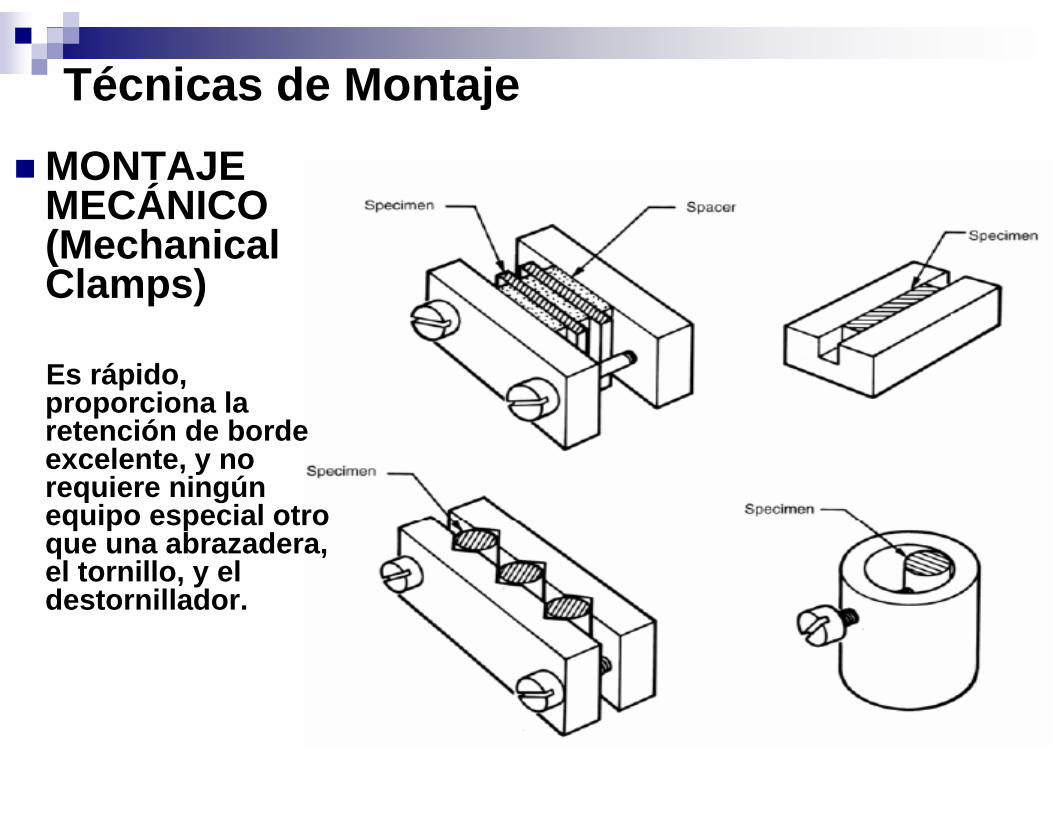
� MONTAJE MECÁNICO (MechanicalClamps)
Es rápido, proporciona la retención de borde excelente, y no requiere ningún equipo especial otro que una abrazadera, el tornillo, y el destornillador.

�� MONTAJE PLÁSTICO (MONTAJE PLÁSTICO ( PlasticPlastic MountsMounts ))
Los dos tipos generales de compuestos de polímero para el montaje de muestras metalográficas son:
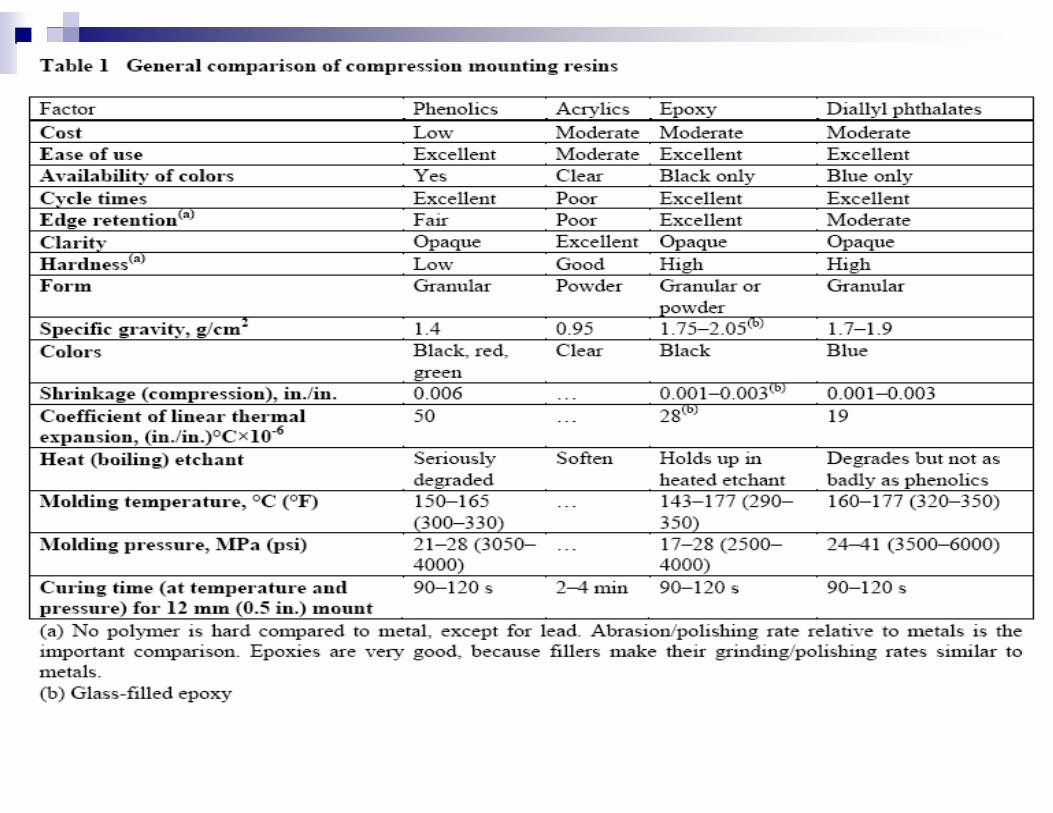
� Resinas de moldeo por compresión (Compressionmolding resins) que requieren el uso de calor y presión para el curado del polímero.
� Resinas de montaje en frío (Castable resins) , donde una mezcla líquida de dos o más polímeros se solidifica en la temperatura ambiente después ser vertido en un molde que contiene la muestra.
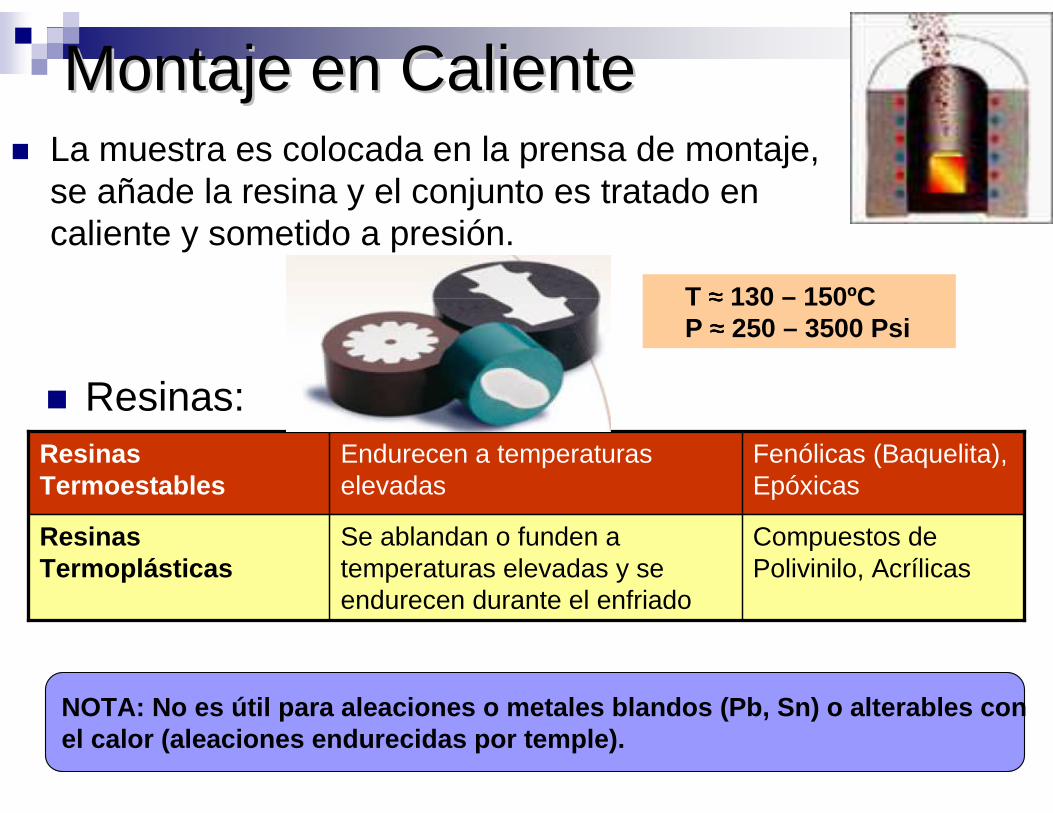
Montaje en CalienteMontaje en Caliente� La muestra es colocada en la prensa de montaje,
se añade la resina y el conjunto es tratado en caliente y sometido a presión.
T ≈≈≈≈ 130 – 150ºCP ≈≈≈≈ 250 – 3500 Psi
� Resinas:
Compuestos de Polivinilo, Acrílicas
Se ablandan o funden a temperaturas elevadas y se endurecen durante el enfriado
Resinas Termoplásticas
Fenólicas (Baquelita), Epóxicas
Endurecen a temperaturas elevadas
Resinas Termoestables
NOTA: No es útil para aleaciones o metales blandos (Pb, Sn) o alterables con el calor (aleaciones endurecidas por temple).
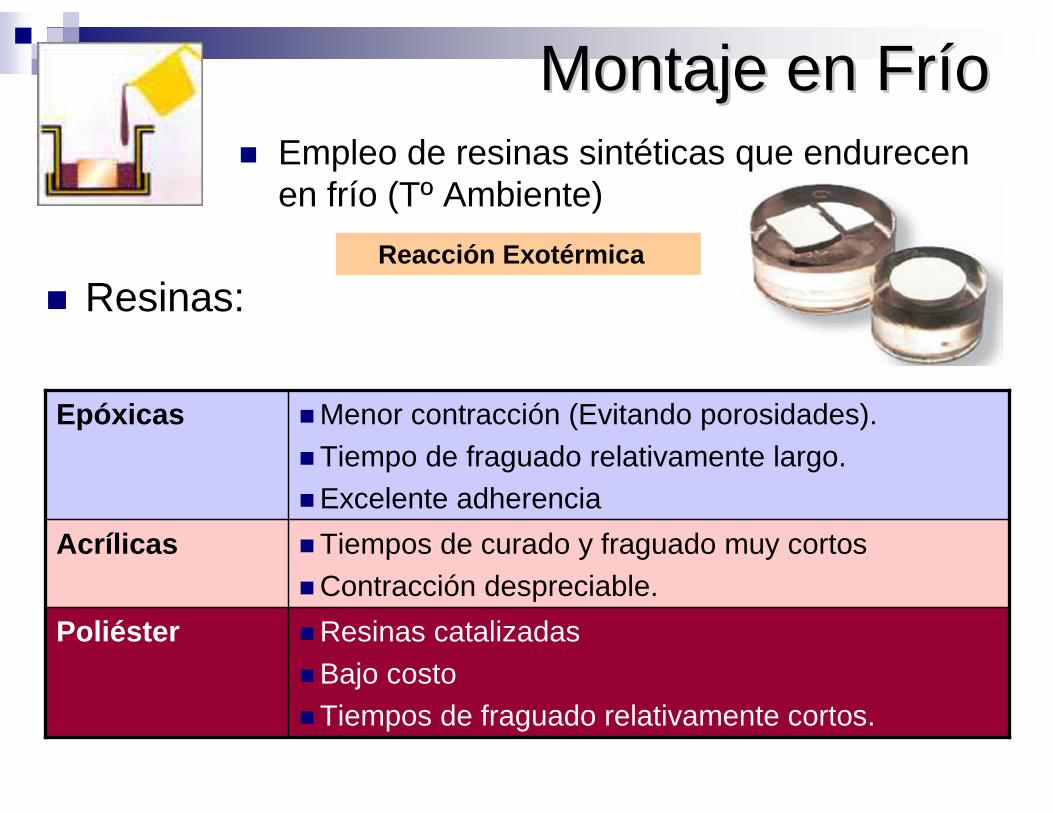
Montaje en FríoMontaje en Frío� Empleo de resinas sintéticas que endurecen
en frío (Tº Ambiente)
Reacción Exotérmica
� Resinas:
�Resinas catalizadas�Bajo costo�Tiempos de fraguado relativamente cortos.
Poliéster
�Tiempos de curado y fraguado muy cortos�Contracción despreciable.
Acrílicas
�Menor contracción (Evitando porosidades).�Tiempo de fraguado relativamente largo.�Excelente adherencia
Epóxicas
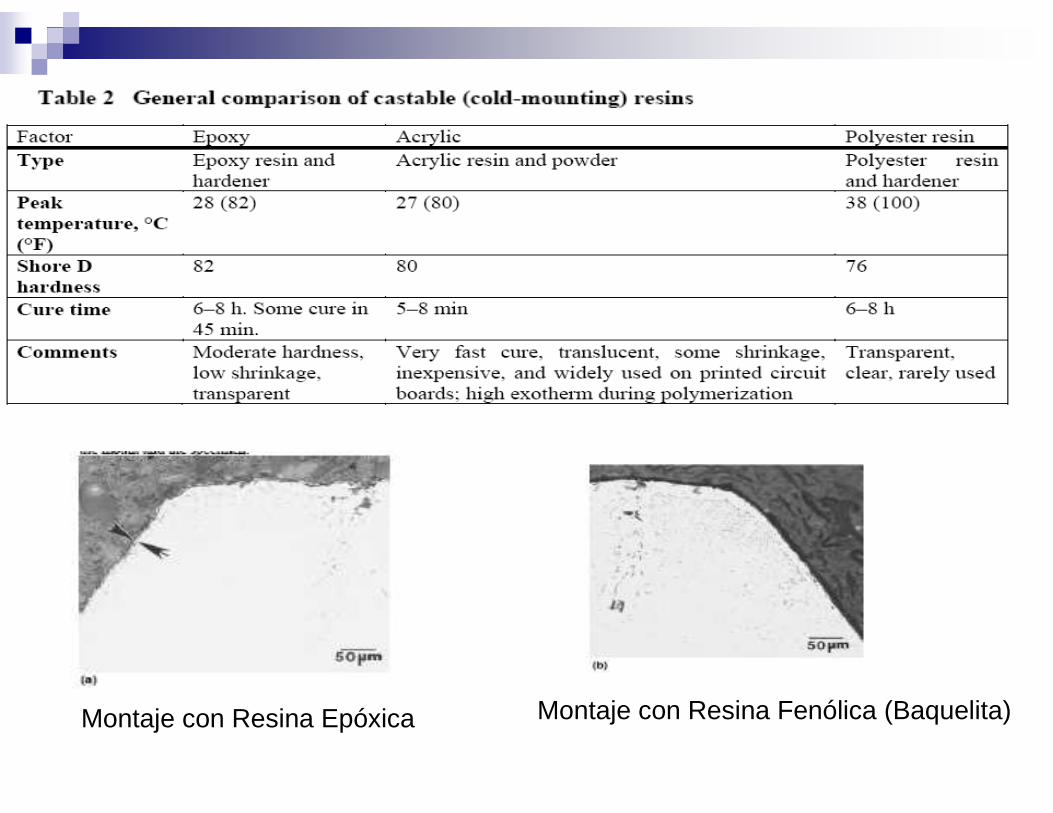
Montaje con Resina Epóxica Montaje con Resina Fenólica (Baquelita)
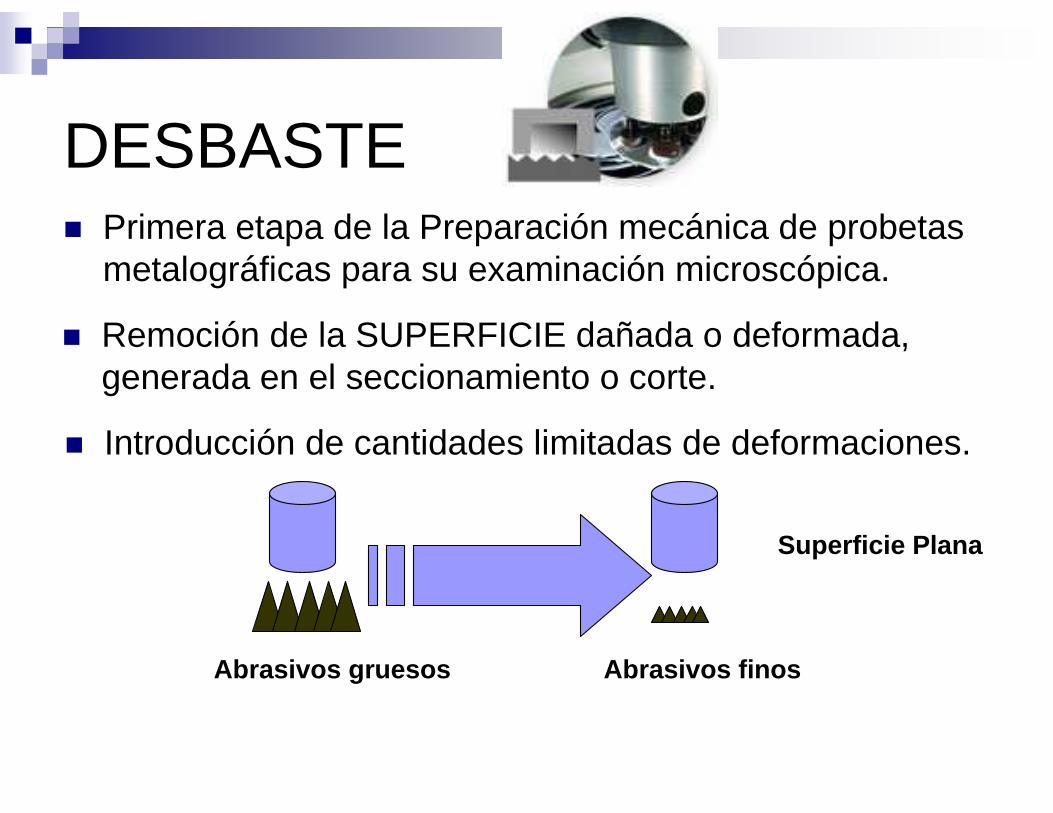
DESBASTE� Primera etapa de la Preparación mecánica de probetas
metalográficas para su examinación microscópica.
� Remoción de la SUPERFICIE dañada o deformada, generada en el seccionamiento o corte.
� Introducción de cantidades limitadas de deformaciones.
Superficie Plana
Abrasivos gruesos Abrasivos finos
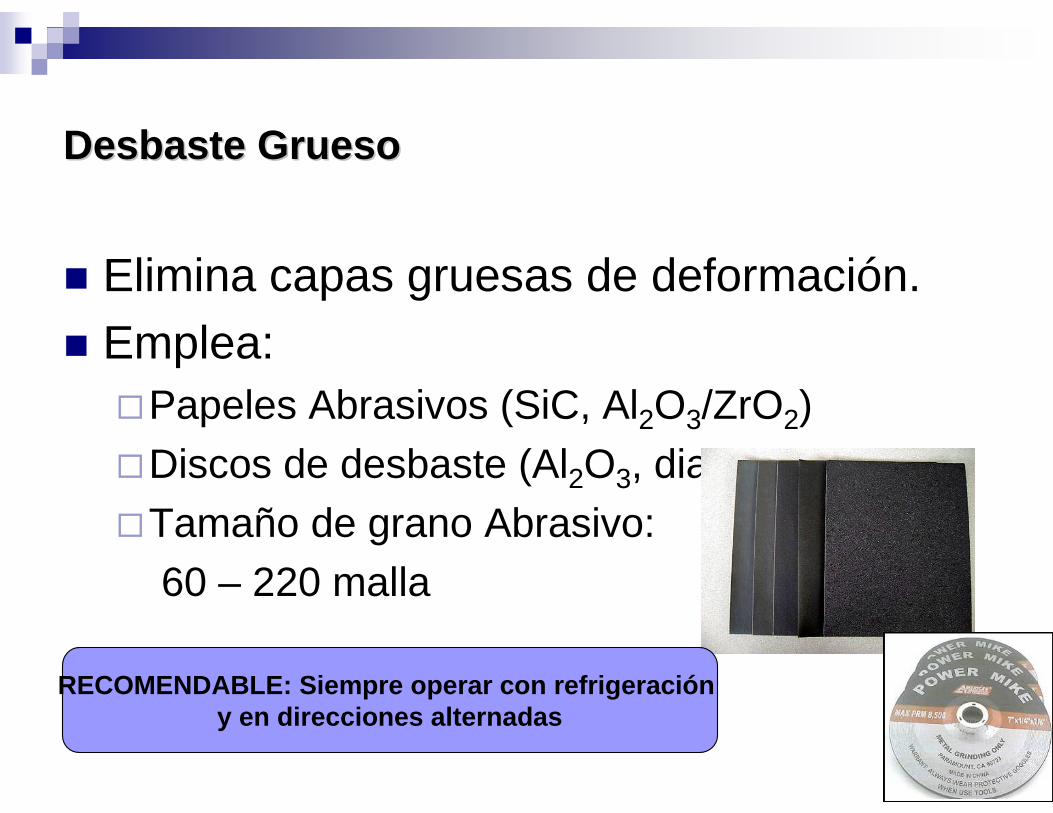
Desbaste GruesoDesbaste Grueso
� Elimina capas gruesas de deformación.� Emplea:
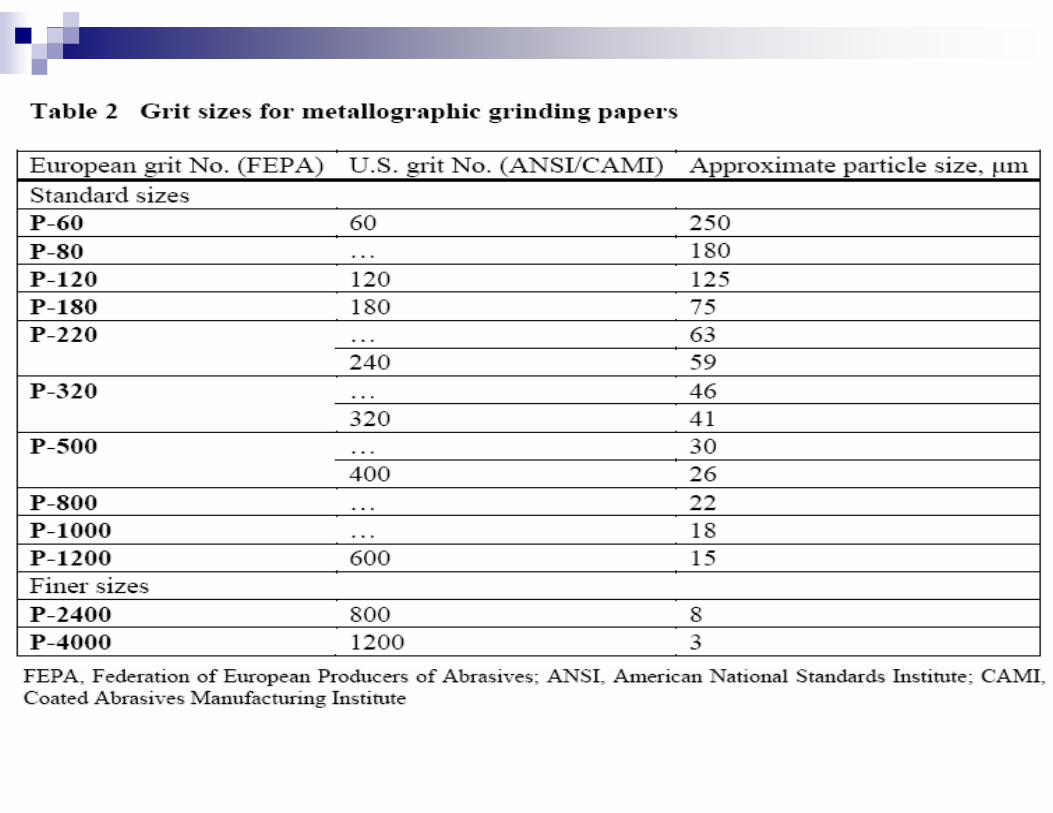
�Papeles Abrasivos (SiC, Al2O3/ZrO2)�Discos de desbaste (Al2O3, diamante)�Tamaño de grano Abrasivo:
60 – 220 malla
RECOMENDABLE: Siempre operar con refrigeración y en direcciones alternadas
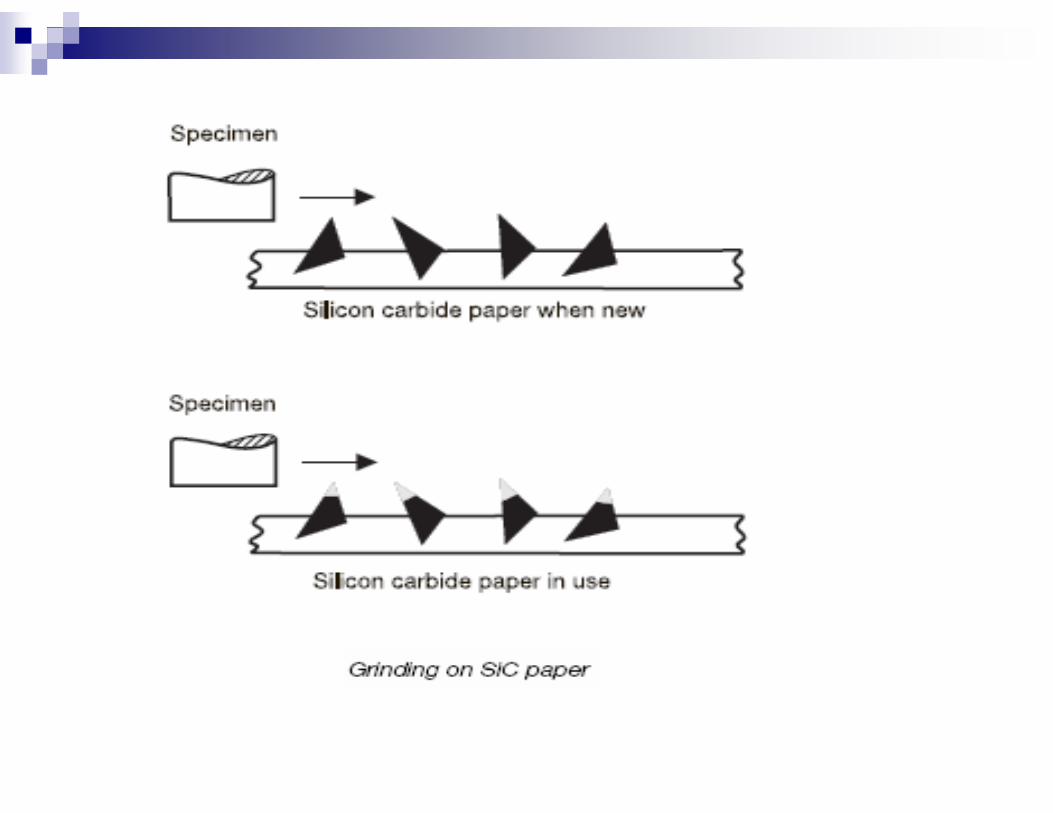
Desbaste FinoDesbaste Fino
� Elimina zona de deformación originada durante el corte y desbaste grueso.
� Genera una nueva capa de menor deformación
RECOMENDABLE:• Siempre operar con refrigeración y en direcciones a lternadas.• Emplear un papel nuevo para cada probeta.
� Emplea:� Papeles Abrasivos (SiC)� Tamaño de grano Abrasivo:
280 – 600 malla
PULIDO� PULIDO MECÁNICO
Elimina zona deformada del desbaste y se consigue una superficie altamente lisa (sin rayas) y pulida.
Abrasivos: Suspensiones o polvos abrasivos
� Dureza relativamente alta� Numerosas aristas y vértices agudos y cortantes.� Autoafilantes� Pasta de Diamante, MgO, Al2O3, SiC, Cr2O3,CeO� Lubricantes: Aceite de Olivo, aceites minerales, agua, etc.
� Paño de Seda� Paño de Lona� Paño de Billar� Paño de Algodón sin pelo� Paño de Algodón de pelo medio� Paño de Nylon� Paño de Rayón Sintético� Paño de Lana Fina y de Pelo corto� Paño de Terciopelo Sintético
Paños de pulido:Elección depende de la naturaleza de la probeta y de la finalidad del examen metalográfico posterior
Pulido Preliminar� Elimina rayas finas de la ultima operación de desbaste.� Abrasivo:
� Pasta de diamante (9 y 6 µm)� SiC (malla 1000)
� Resultados:� Rayas características de un abrasivo de 6µm� Brillo apagado
RECOMENDACIÓN: • Usar paño de pelo corto, o sin pelo como la seda• Tener cuidado con la humedad del paño
Pulido Final� Elimina las rayas producidas en el pulido preliminar.� Abrasivo:
� Tamaño (3, 1 y 0.25 µm)� Pasta de diamante, Dureza: 8000 HV)� Alúmina (abrasivo universal), Dureza: 2000 HV
� Resultados:� Superficie pulida, uniforme y libre de rayas.
RECOMENDACIÓN: • Usar paño de pelo largo o medio, como el terciopelo• Tener cuidado con la humedad del paño• No tocar la superficie pulida• Probeta puede ser atacada inmediatamente después.
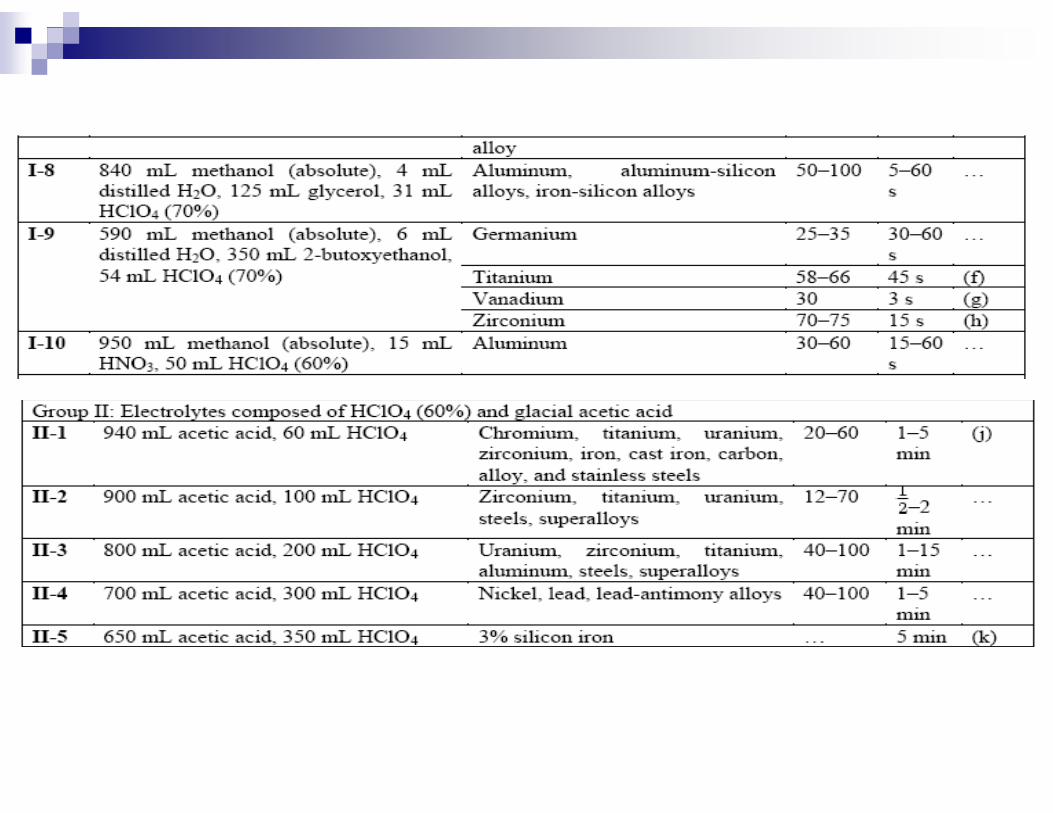
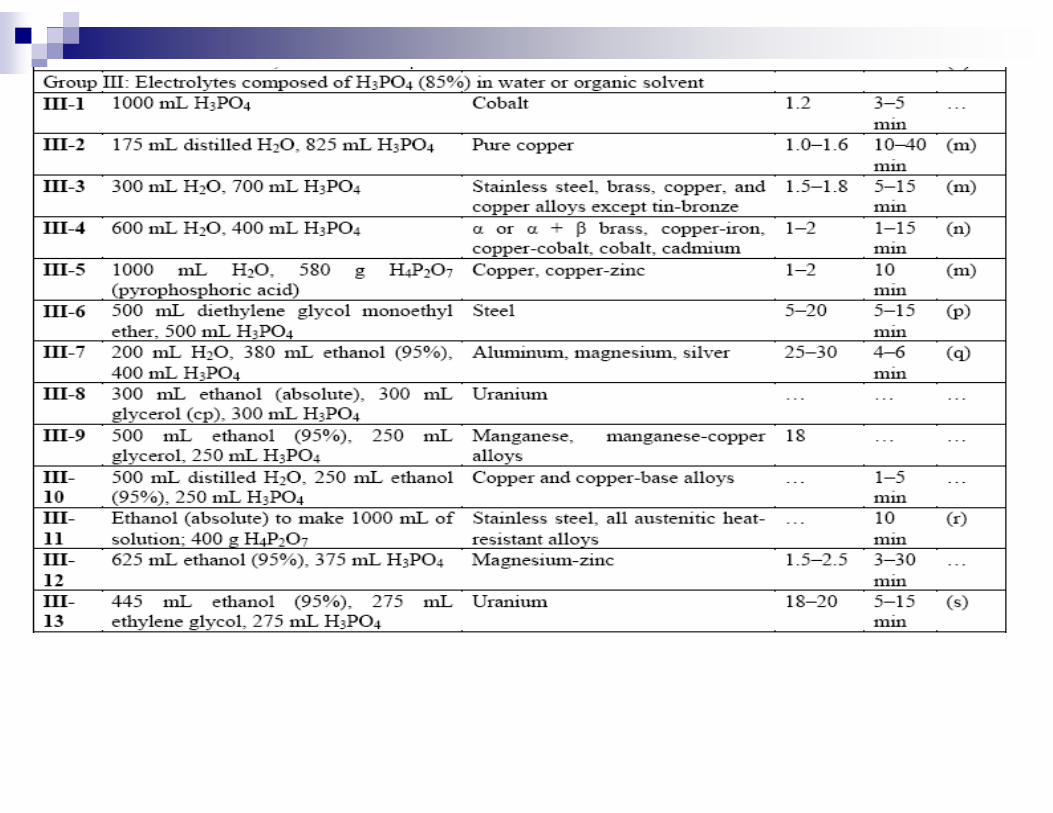
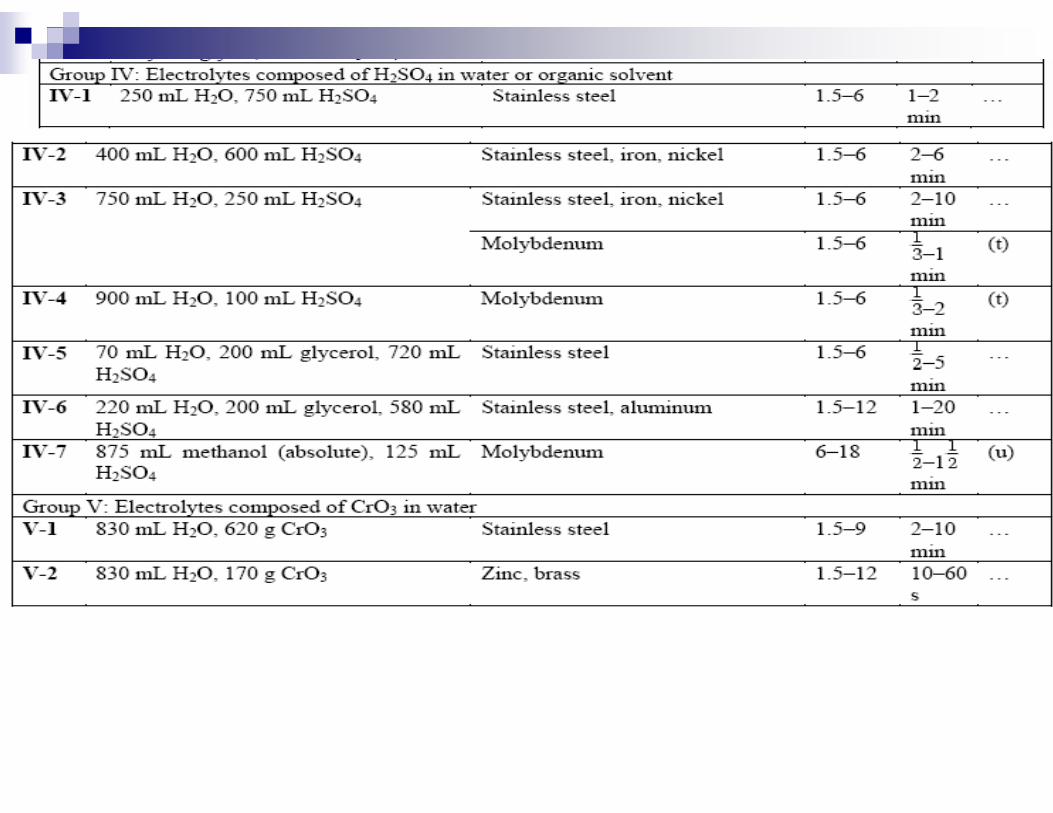
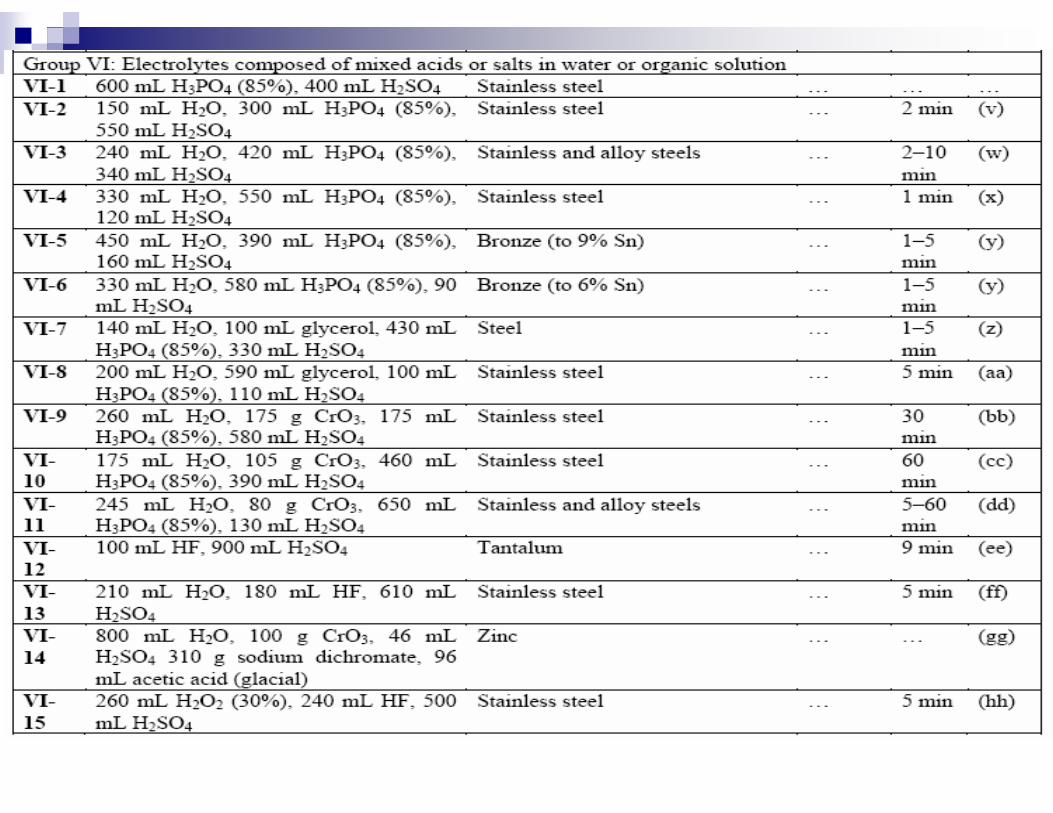
� PULIDO ELECTROLÍTICO
� Utilizado en metalografía de:�Aceros inoxidables�Aleaciones de Cu�Aleaciones de Al�Aleaciones de Mg�Aleaciones de Zr
DIFICIL PULIDO
MECÁNICO
� Incluye generalmente una acción de NIVELAMIENTO o ALISAMIENTOABRILLANTAMIENTO
� NIVELAMIENTO� Disolución preferencial.� Eliminación de aristas salientes y protuberancias de
rayas de desbaste por Disolución Selectiva (Veloc. de Disolución es mayor que en los valles y zonas planas)
� ABRILLANTAMIENTO� Eliminación de irregularidades tan pequeñas como
0,01µm.
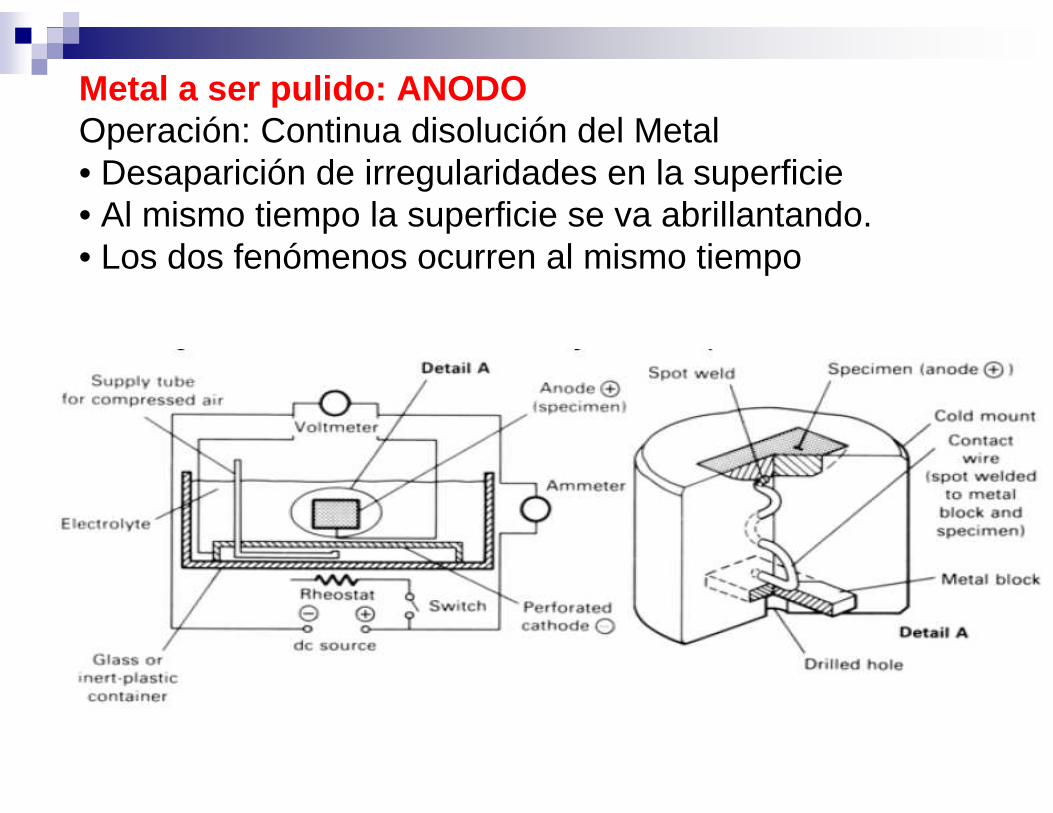
Metal a ser pulido: ANODOOperación: Continua disolución del Metal• Desaparición de irregularidades en la superficie• Al mismo tiempo la superficie se va abrillantando.• Los dos fenómenos ocurren al mismo tiempo

Parámetros del pulido electrolítico
� Densidad de Corriente (A/cm2)� Voltaje (V)� C.Q. del Electrolito, Tº y velocidad de flujo.� Tiempo pulido� Condición inicial de la superficie� Tamaño, forma y composición del cátodo.
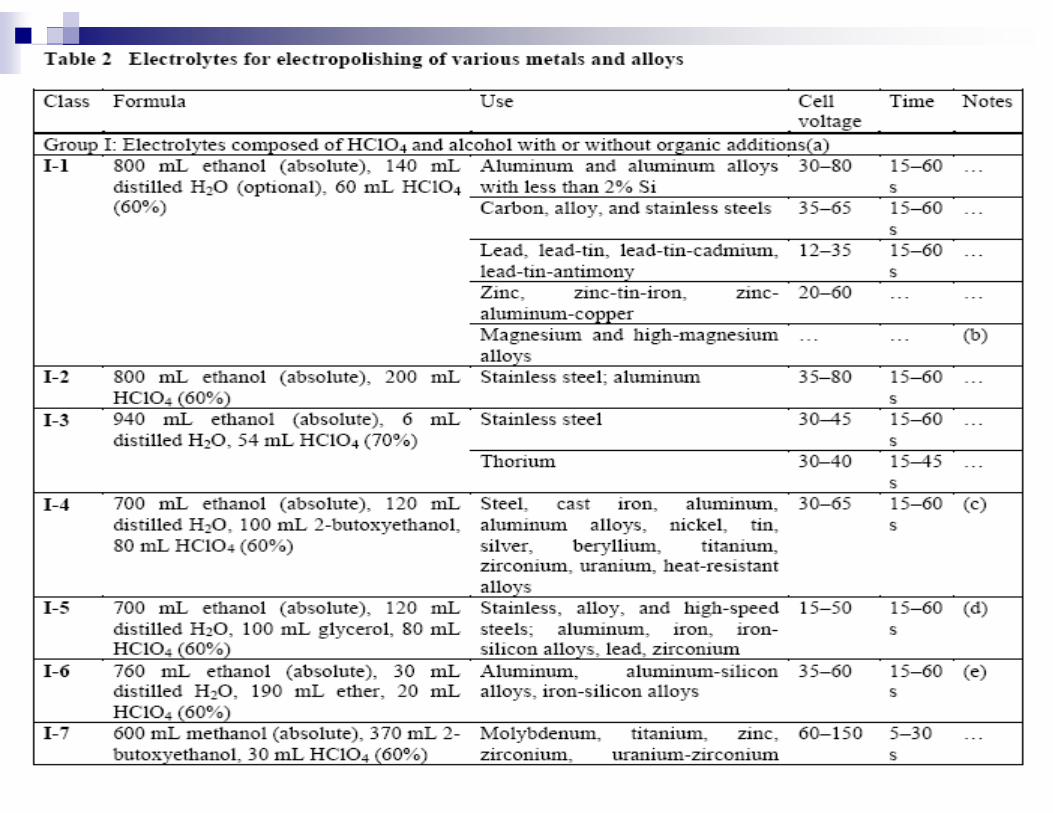
Electrolitos
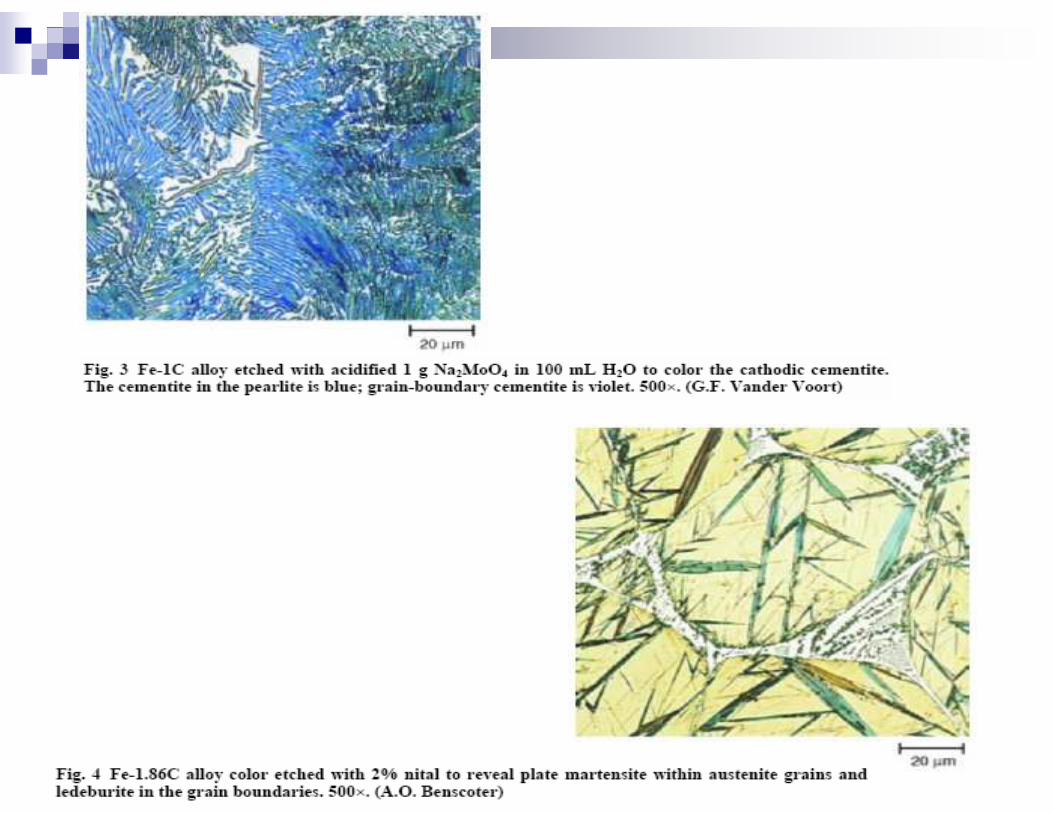
ATAQUE METALOGRÁFICO
Usado en metalografía principalmente para revelar la microestructuramicroestructura de una muestra bajo el microscopio óptico.
(ASM Metals Handbook, Vol. 09)
NOTA: En la mayoría de las aleaciones es NECESARIO un ATAQUE METALOGRÁFICO para revelar la Estructura y Constitución de las Fases presentes.
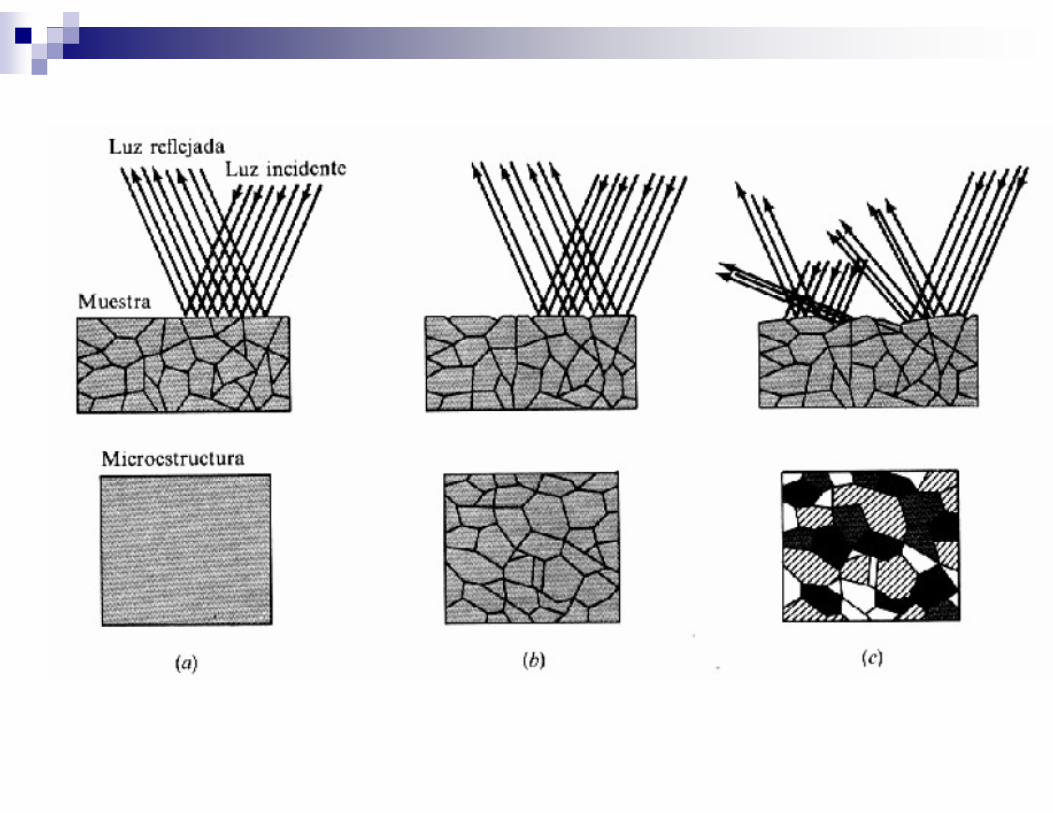
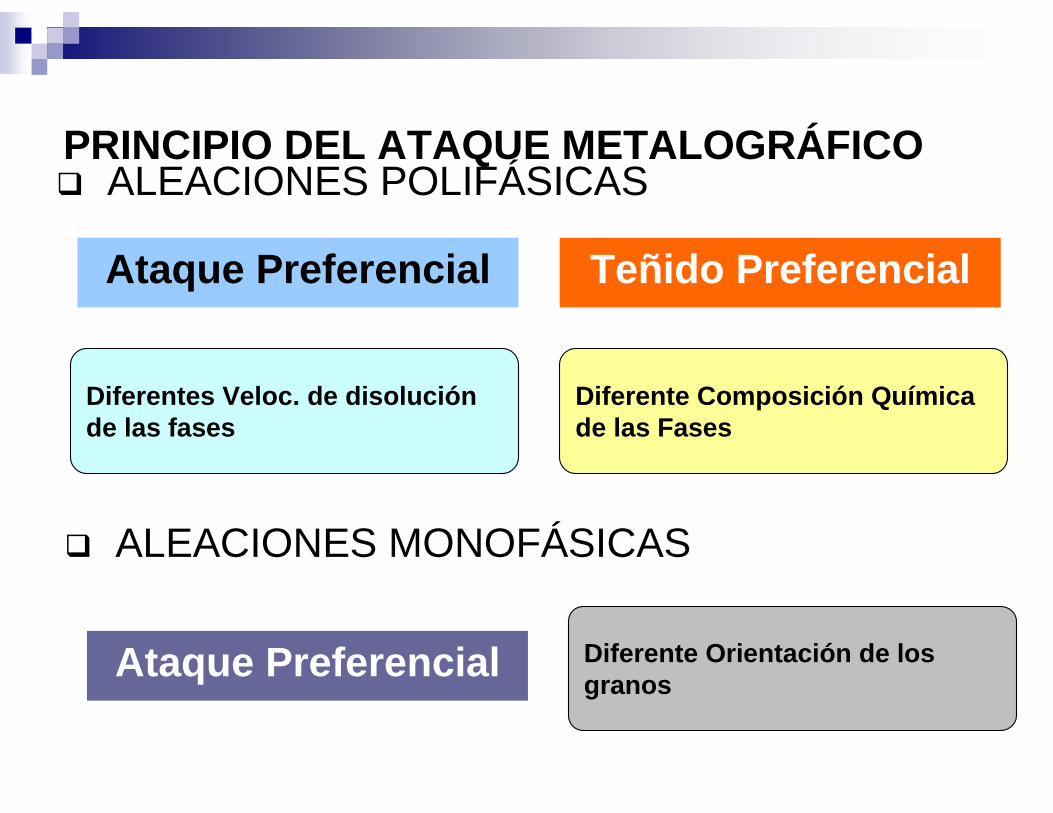
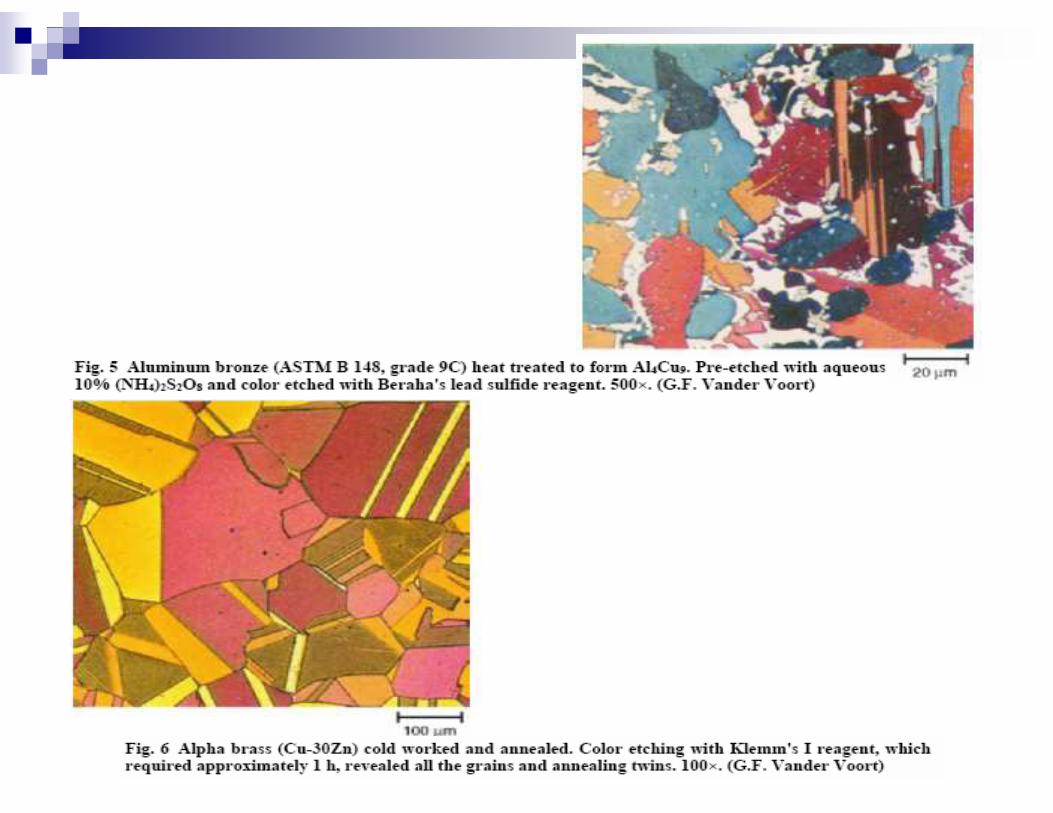
PRINCIPIO DEL ATAQUE METALOGRÁFICO� ALEACIONES POLIFÁSICAS
Ataque Preferencial Teñido Preferencial
Diferentes Veloc. de disolución de las fases
Diferente Composición Química de las Fases
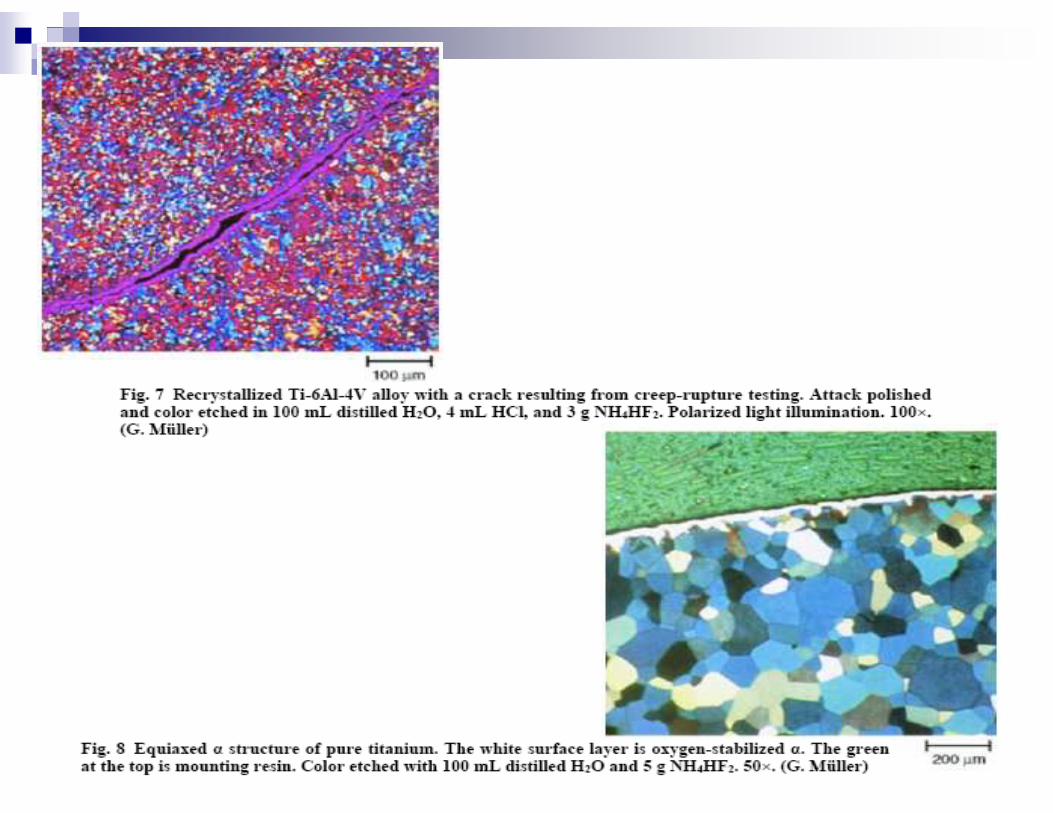
� ALEACIONES MONOFÁSICAS
Ataque Preferencial Diferente Orientación de los granos
Eliminación del Metal Distorsionado
� El desbaste y pulido siempre genera distorsión en la superficie (PSEUDOESTRUCTURA).
Ataque y Pulido ESTRUCTURA VERDADERA
(3 ciclos)
� En Metales y Aleaciones blandas (Pb, Al, etc.) son requeridos más ciclos, pero con ⇓P en los subsiguientes pulidos.
Reactivos para Ataque Metalográfico
� Ácidos orgánicos o inorgánicos, álcalis de varias clases y otras sustancias más complejas, disueltas en solventes apropiados como agua, alcohol, glicerina, glicol o mezclas de varios de disolventes.
� Concentración de iones de hidrógeno o iones de hidroxilo,
� Capacidad del reactivo para manchar preferentemente uno o mas de los constituyentes estructurales.
Actividad y comportamiento de los reactivos
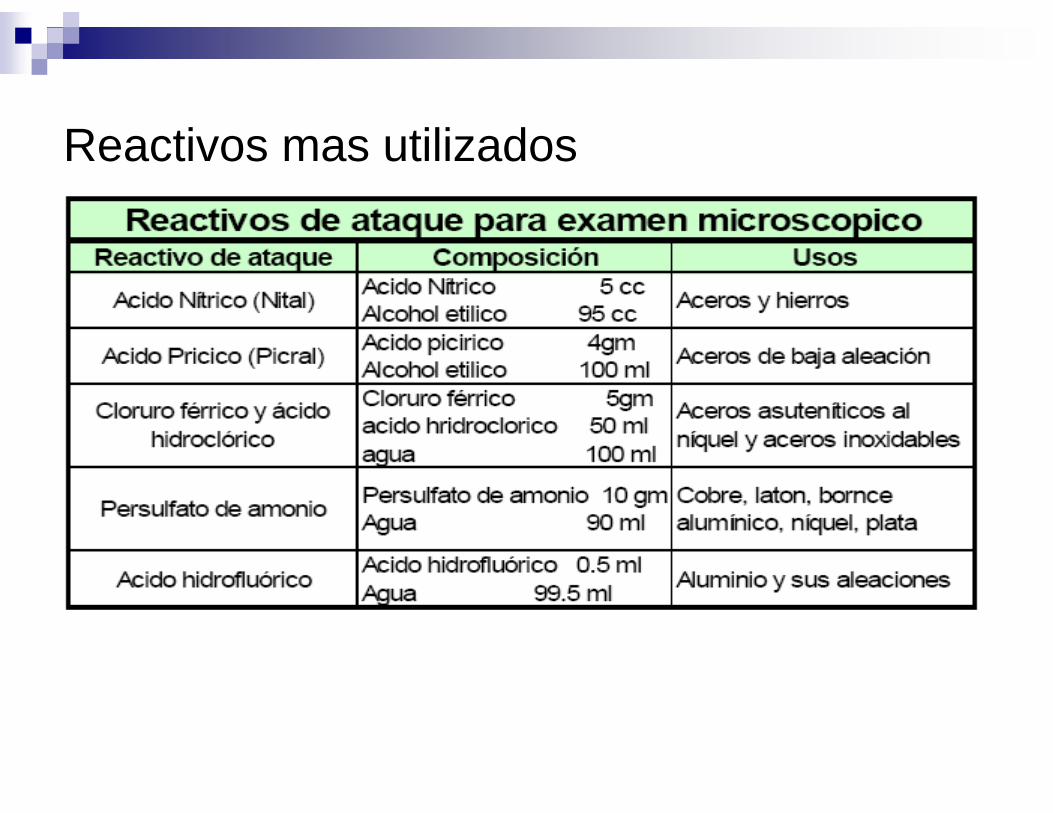
Reactivos mas utilizados
Métodos de Ataque
� Por inmersión de la probeta en el reactivo� Poniendo en contacto con un algodón impregnado con
el reactivo
Tiempo de Ataque
� Es relativo (puede oscilar entre pocos segundos a 30 o más minutos), depende de la concentración del reactivo.
RECOMENDACIÓN: Tomar en cuenta el momento en que la superficie pulida se torna mate

Clasificación de los Aceros





























