Embed Size (px)
DESCRIPTION
conducting coating
Citation preview

NACE Standard RP0281-2004 Item No. 21026
T H E C O R R O S I O N S O C ! E T Y
Stan da rd Recommended Practice
Method for Conducting Coating (Paint) Panel Evaluation Testing in Atmospheric Exposures
This NACE International standard represents a consensus of those individual members who have reviewed this document, its scope, and provisions. Its acceptance does not in any respect preclude anyone, whether he or she has adopted the standard or not, from manufacturing, marketing, purchasing, or using products, processes, or procedures not in conformance with this standard. Nothing contained in this NACE International standard is to be construed as granting any right, by implication or otherwise, to manufacture, sell, or use in connection with any method, apparatus, or product covered by Letters Patent, or as indemnifying or protecting anyone against liability for infringement of Letters Patent. This standard represents minimum requirements and should in no way be interpreted as a restriction on the use of better procedures or materials. Neither is this standard intended to apply in all cases relating to the subject. Unpredictable circumstances may negate the usefulness of this standard in specific instances. NACE International assumes no responsibility for the interpretation or use of this standard by other parties and accepts responsibility for only those official NACE International interpretations issued by NACE International in accordance with its governing procedures and policies which preclude the issuance of interpretations by individual volunteers.
Users of this NACE International standard are responsible for reviewing appropriate health, safety, environmental, and regulatory documents and for determining their applicability in relation to this standard prior to its use. This NACE International standard may not necessarily address all potential health and safety problems or environmental hazards associated with the use of materials, equipment, and/or operations detailed or referred to within this standard. Users of this NACE International standard are also responsible for establishing appropriate health, safety, and environmental protection practices, in consultation with appropriate regulatory authorities if necessary, to achieve compliance with any existing applicable regulatory requirements prior to the use of this standard.
CAUTIONARY NOTICE: NACE International standards are subject to periodic review, and may be revised or withdrawn at any time without prior notice. NACE International requires that action be taken to reaffirm, revise, or withdraw this standard no later than five years from the date of initial publication. The user is cautioned to obtain the latest edition. Purchasers of NACE International standards may receive current information on all standards and other NACE International publications by contacting the NACE International Membership Services Department, 1440 South Creek Drive, Houston, Texas 77084-4906 (telephone + I [281] 228-6200).
Reaffirmed 2004-09-14 Reaffirmed 1998-03-27
Reaffirmed October 1993 Reaffirmed December 1986
Approved June 1981 NACE International
1440 South Creek Drive Houston, Texas 77085-4906
+ I (281)228-6200
ISBN 1-57590-069-6 O 2004. NACE International
Copyright NACE International Provided by IHS under license with NACE
Document provided by IHS Licensee=IHS Subs and Mgrs /IHSINTL003,User=SERVNORMATECA, 12/10/2004 10:17:21 MST Questions or comments about thismessage: please call the Document Policy Group at 303-397-2295.
--``,,,````,`,```,,,``,,`,`,,,`-`-`,,`,,`,`,,`---

RP0281-2004
Foreword
This standard recommended practice provides guidelines for establishing standardized procedures for selecting coating (paint) test panels, preparing and painting the surfaces of coating test panels, selecting test sites, and grading and evaluating coating test panels in atmospheric exposure. Such standardization procedures are necessary for meaningful comparisons of coating panel tests.
The recommendations in this standard apply only to atmospheric exposure and specifically exclude immersion testing and laboratory testing. Standards and other recommendations relating to the procedures described herein are listed in Appendix D. This standard provides minimum procedural guidelines for all parties concerned with the field performance evaluation of protective coating systems.
This standard was originally prepared by NACE Task Group T-6H-25 of Unit Committee T-6H on Coating Materials for Atmospheric Service, and later transferred to Task Group T-6Q-16 of Unit Committee T-6Q on Quality Assurance of Protective Coating Materials and Their Application. The members of Task Group T-6Q-16 included representatives from consulting firms, users of protective coatings, and coating manufacturers. This standard was editorially updated in 1993 and reaffirmed in 1998 by Unit Committee T-6H. It was reaffirmed in 2004 by Specific Technology Group (STG) 02 on Protective Coatings and Linings-Atmospheric. This standard is issued by NACE under the auspices of STG 02.
In NACE standards, the terms shall, must, should, and may are used in accordance with the definitions of these terms in the NACE Publications Style Manual, 4th ed., Paragraph 7.4.1.9. The terms shall and must are used to state mandatory requirements. The term should is used to state something considered good and is recommended but is not mandatory. The term may is used to state something considered optional.
NACE International I
Copyright NACE International Provided by IHS under license with NACE
Document provided by IHS Licensee=IHS Subs and Mgrs /IHSINTL003,User=SERVNORMATECA, 12/10/2004 10:17:21 MST Questions or comments about thismessage: please call the Document Policy Group at 303-397-2295.
--``,,,````,`,```,,,``,,`,`,,,`-`-`,,`,,`,`,,`---

RP0281-2004
NACE International Standard
Recommended Practice
Cathodic Protection of Prestressed Concrete Cylinder Pipel ines
Contents
1. General .... ............................................... .................................... 1 2. Purpose of Testing Program .................................... .................................... 1 3. Coating Test Panel Selection ................................... .................................... 1 4. Surface Preparation ................................. ............................................... 5. Panel Preparation .................................... ............................................... 6. Selection of Exposure Site ....................... ............................................... 7. Panel Test Racks ..................................... ............................................... 8. Coating Test Panel Evaluation ................. ............................................... 9. Processing Field Grading Data ................ ............................................... I O . Interpretation of Coating Test Panel
Appendix A: Application Record .................. Appendix B: Single-Panel Paint Record Appendix C: Multipanel Paint Inspection
............................................... ............................................. ...............................................
...............................................
...............................................
............................................... Appendix D: List of Standards and Othe anel Testing ..........
.. II NACE International
Copyright NACE International Provided by IHS under license with NACE
Document provided by IHS Licensee=IHS Subs and Mgrs /IHSINTL003,User=SERVNORMATECA, 12/10/2004 10:17:21 MST Questions or comments about thismessage: please call the Document Policy Group at 303-397-2295.
--``,,,````,`,```,,,``,,`,`,,,`-`-`,,`,,`,`,,`---
RP0281-2004
Section 1: General
1.1 This standard
standard provides guidelines for establishing accelerated weathering, salt fog, fume chambers, etc.), they procedures for coating test panel selection, are specifically intended for coating test panel evaluation in
sutface preparation, coating application, field exposure sites and conditions, and the grading and evaluation of coating test panels. Appendices A, B, and C provide example forms that may be used in conjunction with these recommendations. Appendix D provides a list of standards and other information related to coating panel testing.
1.2 While many of these recommendations may be appropriate for testing in other environments (such as
an atmospheric exposure. These recommendations are not intended to be used for laboratory testing, immersion testing, etc.
1.3 Preliminary screening of coating systems may be more efficiently and economically accomplished by laboratory testing. Also, superior petformance of a coating system on a coating test panel in an atmospheric environment does not ensure that equivalent petformance will be attained during actual field application and service.
Section 2: Purpose of Testing Program
2.1 The purpose of a test program should be clearly gradings should always be done with the purpose of the test detailed prior to the establishment of test procedures. The choice of coating test panel, sutface preparation, coating application methods, grading methods, and interpretation of 2.2 Written procedures and/or instructions should be
program in mind.
provided.
Section 3: Coating Test Panel Selection
3.1 The coating test panel should be fabricated from the same material over which the coating is expected to petform in field service. For structural steel, this should be American Iron and Steel Institute (AISI)(’) NI020 hot-rolled carbon steel. A 1.6-mm (0,063-in.) minimum thickness should be maintained to prevent deformation during blast cleaning. The panel may have a lesser thickness if it is not blast cleaned. The panel should have a 13-cm (5.0-in.) minimum length and a 7.6-cm (3.0-in.) minimum width.
3.2 The variety of sizes and shapes of commercially available coating test panels can be divided into two categories: flat panels and composite panels.
3.2.1 A flat panel should be uniform with no sutface irregularity. Variations in petformance properties such as rusting, loss of gloss, and chalking as a result of formulation variables are best evaluated if coating is applied over a flat coating test panel. This type of sutface minimizes the effect of application variables.
3.2.2 A composite coating test panel should be specially fabricated to include welds, sharp angles, crevices, and other hard-to-coat sutface irregularities. Composite coating test panels are commonly used to evaluate a coating system over irregularities similar to those encountered during the coating of structural steel.
3.3 The same type of coating test panel shall be used for comparative evaluation of all candidate coating systems.
Section 4: Surface Preparation
4.1 Sutface preparation of coating test panels should be that expected to be done in the field. Because of possible variations in uniformity of blast cleaning, testing is Sutface Preparation Section, for additional information). commonly done on panels cleaned to a white metal sutface
in accordance with NACE No. 1/SSPC(2)-SP 5,’ particularly if small coating test panels are used (see Appendix D,
(’I American Iron and Steel Institute (AISI), 1140 Connecticut Ave., NW, Suite 705, Washington, DC 20036 SSPC: The Society for Protective Coatings, 40 24” Street, Sixth Floor, Pittsburgh, PA 15222-4656.
NACE International 1
Copyright NACE International Provided by IHS under license with NACE
Document provided by IHS Licensee=IHS Subs and Mgrs /IHSINTL003,User=SERVNORMATECA, 12/10/2004 10:17:21 MST Questions or comments about thismessage: please call the Document Policy Group at 303-397-2295.
--``,,,````,`,```,,,``,,`,`,,,`-`-`,,`,,`,`,,`---

RP0281-2004
4.2 If testing over rusty sutfaces, the coating test panels should preferably be prerusted (weathered) in the same environment in which they will ultimately be exposed. Alternatively, prerusting in a laboratory or an environment different from that of the intended exposure may be done.
4.3 The sutface profile shall be the same for all coating test panels unless it is a variable to be evaluated. When blast cleaning, the same cleaning conditions (¡.e., abrasives, blast angles, nozzle pressures, distances, and/or wheel velocities [for rotary wheel blast cleaning]) shall be used for each coating test panel.
4.4 After sutface preparation, the panels must be prime coated as soon as possible to prevent flash rusting or deposition of foreign contaminants on the cleaned sutface. If the panels are stored prior to coating, precautions must be taken to preserve the clean sutface after sutface preparation.
4.5 The following recommended storage methods should be used:
4.5.1 Temperature should be raised to 71 to 82°C (1 60 to 180”F), and relative humidity should be reduced using a lamp or oven.
4.5.2 Desiccation/humidity control should be used to reduce humidity. Relative humidity shall be maintained at 30%.
4.5.3 Solvent immersion should be used to exclude moisture and/or oxygen from the coating test panel sutface. Care must be taken to ensure that no oily residues remain after coating test panel removal and solvent evaporation (clean mineral spirits are commonly used).
4.5.4 Vapor-phase inhibitor paper, a chemically treated paper, should be wrapped around the panel to inhibit corrosion.
4.6 When handling coating test panels after sutface preparation and during coating, precautions must be taken to avoid touching or contaminating the surface.
Section 5: Panel Preparation
5.1 Coatings are formulated for application by a variety of methods (e.g., airless or conventional spray, brushing, roller coating, etc.). If a coating is formulated to be applied in a specific manner, it should not be applied by other means. All application shall be done in strict accordance with the coating manufacturer’s written recommendations. The method of application to be used during field application should also be used for coating test panel application, although special procedures may be necessary because of panel size or configuration. Coating application may be done in either the laboratory or field area of intended use (see Appendix A).
5.2 Ambient Conditions
5.2.1 The following ambient conditions shall be measured and recorded during application and curing of the coating test panels: air and sutface temperature, humidity, dew point, and, if coating outside, wind, rain, and other pertinent weather information. All coating test panels shall be coated under the same ambient conditions.
5.3.2 The application equipment must be clean and, if compressed air is used, free of water, oil, and other contaminants. If a spray application is specified, the fan should be narrowed to 3.8 to 5.1 cm (1.5 to 2.0 in.) for smaller coating test panels to simulate laps. At least one lap shall be made (see Appendix D, Coating Application Section).
5.4 Drying and Cure Time
5.4.1 The drying time between coats should meet the recommendations of the coating manufacturer. The drying or cure time after application and prior to exposure should ideally be the same as that normally encountered in field service, which usually begins immediately after application. However, because coating thickness must be accurately measured, the edges and backside must be further protected and, if required, the panel scribed, impacted, and then installed in a test rack. A minimum of seven days should be allowed for final dry and cure prior to handling for the above purposes.
5.3 Coating Application 5.5 Scribe and Impact
5.3.1 The coating application should be done by a trained applicator, preferably an individual skilled in coating test panels.
5.5.1 Coating test panels may be scribed. Other means of inflicting intentional damage to the coating may also be used. If this is done, the same procedures must be used for all coating test panels. A recommended scribing procedure is ASTM‘3’ D 1654.’
. . . . . . . . . . . . . . . . . . . . . . . . . . . ‘3’ASTM International (ASTM), 1 O0 Barr Harbor, West Conshohocken, PA 19428-2959
NACE International
Copyright NACE International Provided by IHS under license with NACE
Document provided by IHS Licensee=IHS Subs and Mgrs /IHSINTL003,User=SERVNORMATECA, 12/10/2004 10:17:21 MST Questions or comments about thismessage: please call the Document Policy Group at 303-397-2295.
--``,,,````,`,```,,,``,,`,`,,,`-`-`,,`,,`,`,,`---

RP0281-2004
5.6 Coating Thickness
5.6.1 Coating thickness may be determined by a number of instruments and techniques; however, the same method shall be used for all coating test panels.
5.6.2 There should be at least one thickness determination for each 97 cm2 (15 in.2) of panel surface. Each thickness determination shall consist of an average of at least three measurements in a given area. No panel shall have less than three thickness determinations (see Appendix D).
5.7 Thickness Variation for Specification
5.7.1 When applying coatings, it is difficult to obtain an exact specified thickness. However, a trained
applicator should be able to obtain a I25% thickness deviation per coat, and remain within -10% to +20% of the minimum specified total coating thickness. If it is found that the applied coating is not within the recommended range, a new coating test panel must be prepared. In no case shall the thickness be beyond the range recommended by the manufacturer.
5.7.2 As different generic types of coatings build to different thicknesses, the number of coats and the thickness per coat for the total coating system should be that recommended by the coating manufacturer.
NOTE: In some cases, coatings of the same generic type made by different manufacturers have different recommended application thicknesses.
Section 6: Selection of Exposure Site
6.1 An exposure site should be established for each specific corrosive environment, and a general “weathering” site should be established for milder areas. In localized areas of more severe corrosion, care must be exercised to ensure that failure does not result from unrealistic conditions, such as a local ambient temperature that is too high, water washdown, etc. In certain severe exposure environments, sufficient discriminatory failure can be detected soon after exposure (6 to 24 months) by careful grading and evaluation procedures to allow a comparative ranking of candidate coating systems. In other environments, substantive evidence of deterioration may not appear for up to five years.
6.2 All testing should be duplicated at least once, and a control system should be used in every test series. The control system is a test panel coated (as described in Sections 4 and 5) with a coating system that, hopefully, does not change from test to test, ¡.e., a given manufacturer’s epoxy, certified by them to be the same formulation as used previously, applied by the same means to the same thickness, etc. The comparative petformance of the control panels in each test series should indicate the increasing severity of environmental changes with time. It is then necessary to describe, in general terms, the exposure environment (location, predominating chemical fumes, moisture conditions, etc.). For standardization purposes, corrosion coupons shall be exposed at periodic intervals to determine the corrosion rate of uncoated steel.
Section 7: Panel Test Racks
7.1 The test racks shall be protected from corrosion failure of ultraviolet radiation (this is commonly either 45” or and shall be designed to hold a relatively large number of vertical, depending on the latitude of the test location), panels in a relatively small area. The panels must be facing south. This also allows air pollutants, etc., to settle on isolated from each other and insulated from the rack to the test-panel sutface. For chemical-fume environments, eliminate dissimilar metal couplings. the coating test panels may be mounted either at an angle
or vertically. Other considerations for mounting coating test 7.2 All panels must be mounted in a similar fashion. Panels panels should include the mounting angle, direction of shall be mounted at an angle to provide maximum incidence prevailing winds, direction facing the sun, etc.
Section 8: Coating Test Panel Evaluation
8.1 Consistent grading of the coating test panels and 8.2 Prior to grading, debris must be removed from the accurate interpretation of the grading results are both panel sutface by dusting, freshwater washing, etc. If the necessary to ensure the validity of the coating test program. coating test panel is washed, this must be noted on the
grading sheet (see Appendices B and C).
NACE International 3
Copyright NACE International Provided by IHS under license with NACE
Document provided by IHS Licensee=IHS Subs and Mgrs /IHSINTL003,User=SERVNORMATECA, 12/10/2004 10:17:21 MST Questions or comments about thismessage: please call the Document Policy Group at 303-397-2295.
--``,,,````,`,```,,,``,,`,`,,,`-`-`,,`,,`,`,,`---

RP0281-2004
8.3 When coating test panels are graded, the ratings for all panels over each grading period must be consistent. To achieve this effectively, the same individual(s) should evaluate all coating test panels during at least one grading period. If a grading team is used, the ratings should be averaged. Photographs provide a method of recording panel sutface deterioration over time but do not give the specific details of recorded gradings.
8.4 To ensure uniform grading, the following standard procedures must be established:
8.4.1 Identification of Coating Test Panel Grading Areas: Grading areas must be physically defined on each type of coating test panel: for a flat panel, grading areas include flat areas, edges (if not specially protected), and the scribe or impact (if on the panel). For a composite panel, each irregularity (¡.e., plane areas, localized areas, welds, round edges, sharp edges, crevices, scribes, etc.) should be considered a different grading area. Failure emanating from any given grading area shall be evaluated for that grading area only. Additionally, a grading reflecting the overall general appearance of the coating test panel provides a background reference and summary of all localized gradings.
8.4.2 Categorizing Types of Coating Failure: After each grading area is identified, the specific types of failures must also be identified. The most common failures are rusting, blistering, peeling, flaking, cracking, check cracking, “alligatoring,” chalking, and fading. The individual grader must know the specific characteristics of each failure type.
8.4.2.1 The grader should be aware that a failure of one type may change to another type. In time, most blisters will crack or split open, thus going from a blister to another type of failure. Appendix D lists standards that define recognized coating- fa i I u re categories.
8.4.2.2 The grader should exercise caution in evaluating the cause of blisters. Some blisters are rust-filled, while others may be moisture- or air- filled. It is impossible to conclusively state the cause of a blister without breaking it. Therefore, such a failure should be identified only as a blister.
8.4.3 Numerical Grading Method: This involves the establishment of a method of evaluation. ASTM standard grading procedures (Appendix D, Grading Test Panels Section) should be used. The extent of a certain failure in a specific grading area is rated on a O to 10 scale, with 10 indicating no failure and O indicating complete failure. Photographic or recorded grading definitions in these standards are helpful in grading coating failures.
8.4.4 Rusting, blistering, or other failures obviously emanating from a scribe or edge should be graded by measuring the maximum and average distance the failure extends from the scribe or edge; for example, scribehst: 0.24 cm (0.094 in.) maximum, 0.08 cm (0.031 in.) average; blister: 0.64 cm (0.25 in.) maximum, 0.33 cm (0.13 in.) average.
8.5 Prior to grading, it should be verified that all coating test panels are in their proper rack position.
8.5.1 Grading should be done without knowing the identity of the specific coating system being evaluated (blind grading). Coating test panels should be permanently marked but, for grading purposes, they should be identified by their position on the rack or by panel number.
8.6 Termination of Test: Coating test panels should be removed by either of two methods: either all coating test panels are removed at the same time or on a prescribed schedule, or coating test panels are removed individually when failure reaches a certain stage. If the latter method of coating test panel removal is chosen, the stage at which coating test panels are removed must be clearly defined.
Section 9: Processing Field Grading Data
9.1 Grading data may be presented in graph form by This overall rating is then plotted graphically or presented in plotting the grading for each individual grading area on each coating test panel versus time.
9.2.1 A computer may be useful if evaluation involves 9.2 An alternative method of presenting grading data large numbers of panels or if the effects of different involves assigning a weighting factor to each individual variables (such as sutface preparation, thickness, type grading. The grading is then multiplied by its weighting of coating failure, generic type of coating, etc.) are factor, and the resultant weighted gradings for each test are required. summed to yield an overall rating for the coating test panel.
tabular form for comparison with other coating systems.
4 NACE International
Copyright NACE International Provided by IHS under license with NACE
Document provided by IHS Licensee=IHS Subs and Mgrs /IHSINTL003,User=SERVNORMATECA, 12/10/2004 10:17:21 MST Questions or comments about thismessage: please call the Document Policy Group at 303-397-2295.
--``,,,````,`,```,,,``,,`,`,,,`-`-`,,`,,`,`,,`---

RP0281-2004
Section IO: Interpretation of Coating Test Panel Results
10.1 Coating test panel preparation and grading, as well as the presentation of grading results, are usually relatively mechanical, rote functions. Interpretation depends primarily on data presentation, which in turn is dependent on the purpose of the test program. In general, coating panel test programs provide information about the resistance and suitability of the coating system in an exposure environment. Other factors, such as cost of material, cost of application, ease of application, and safety or pollution issues must be considered.
10.2 Comparisons should be made between coating systems exposed at the same time. However, comparison of systems exposed at different times may be made if each system is compared with a different control panel. The relative petformance of each coating test panel, compared with that of the control panel, may enable a ranking of the candidate coating systems.
10.3 When coating systems are compared, emphasis should be placed on grading trends, rather than any specific grading. Coating systems often show rapid initial defects
but then ?stabilize,? and further deterioration is quite slow. Also, lighting and other weather conditions, sutface contaminants, etc., can cause the grader?s evaluation to vary slightly from inspection to inspection. Any failure grading should be confirmed by at least one subsequent grading.
10.4 A properly conducted coating panel testing program, coordinated closely with the results of actual field petformance of recommended systems, may allow a coatings user to screen candidate systems in as little as six months after initial exposure. More commonly, however, the exposure period for well-petforming systems is 24 months or more before differential failure is observed.
10.5 Appendices A, B, and C provide sample forms for coating application records, coating performance rating and identification, and multipanel inspections. However, the format used to present or record grading or evaluation results may vary considerably from these examples. Any convenient method of reporting results may be used.
Refe re n ces
1. NACE No. l/SSPC-SP 5 (latest revision), ?White Metal Blast Cleaning? (Houston, TX: NACE and Pittsburgh, PA: SSPC).
2. ASTM D 1654 (latest revision), ?Standard Method for Evaluation of Painted or Coated Specimens to Corrosive Environments? (West Conshohoken, PA: ASTM).
NACE International 5
Copyright NACE International Provided by IHS under license with NACE
Document provided by IHS Licensee=IHS Subs and Mgrs /IHSINTL003,User=SERVNORMATECA, 12/10/2004 10:17:21 MST Questions or comments about thismessage: please call the Document Policy Group at 303-397-2295.
--``,,,````,`,```,,,``,,`,`,,,`-`-`,,`,,`,`,,`---

RP0281-2004
Surface preparation:
Materials First Coat
Paint name
Second part
Thinner used
Appendix A Application Record
Surface profile:
Second Coat Third Coat
~~
Project No. Supervised by: I I
Panel me: I Panel size:
Volume % of paint
viscosity I I I
Batch number I I I Painting Details
Date painted
Method used
Air temperature I I l Surface temperature
Humidity
Film thickness wet
Film thickness dry
6 NACE International
Copyright NACE International Provided by IHS under license with NACE
Document provided by IHS Licensee=IHS Subs and Mgrs /IHSINTL003,User=SERVNORMATECA, 12/10/2004 10:17:21 MST Questions or comments about thismessage: please call the Document Policy Group at 303-397-2295.
--``,,,````,`,```,,,``,,`,`,,,`-`-`,,`,,`,`,,`---
RP0281-2004
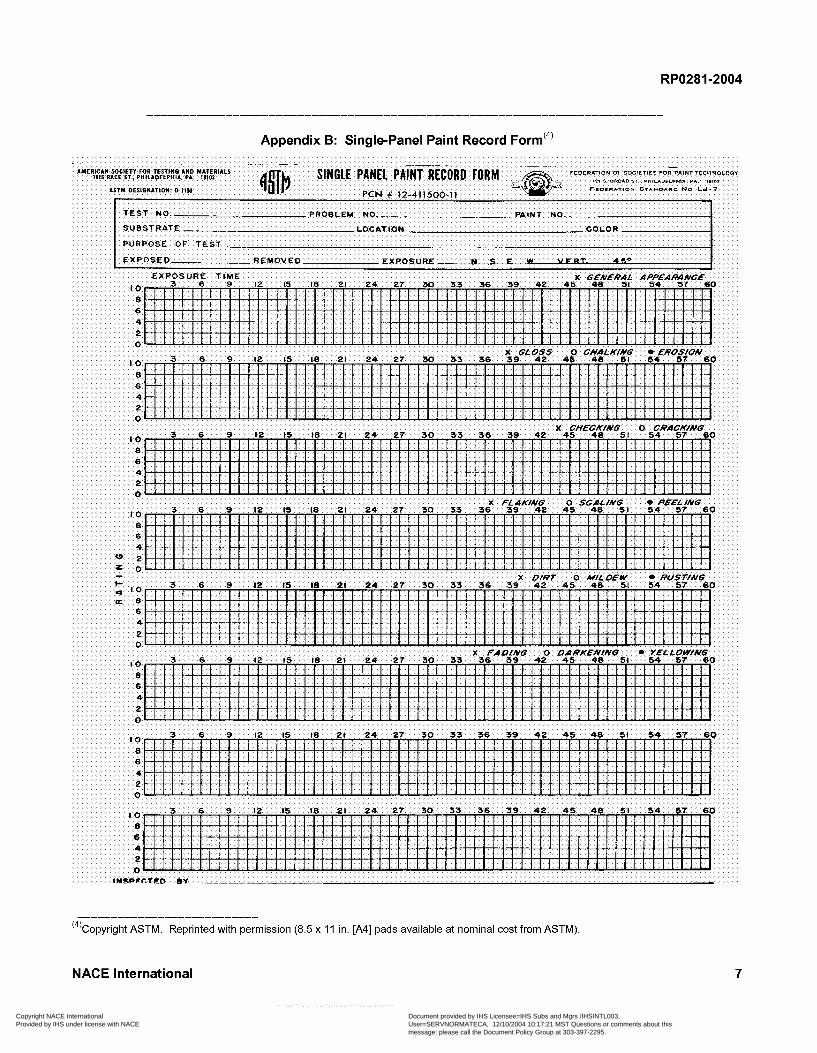
Appendix B: Single-Panel Paint Record Form'4)
(4)Copyright ASTM. Reprinted with permission (8.5 x 11 in. [A41 pads available at nominal cost from ASTM)
NACE International 7
Copyright NACE International Provided by IHS under license with NACE
Document provided by IHS Licensee=IHS Subs and Mgrs /IHSINTL003,User=SERVNORMATECA, 12/10/2004 10:17:21 MST Questions or comments about thismessage: please call the Document Policy Group at 303-397-2295.
--``,,,````,`,```,,,``,,`,`,,,`-`-`,,`,,`,`,,`---
RP0281-2004
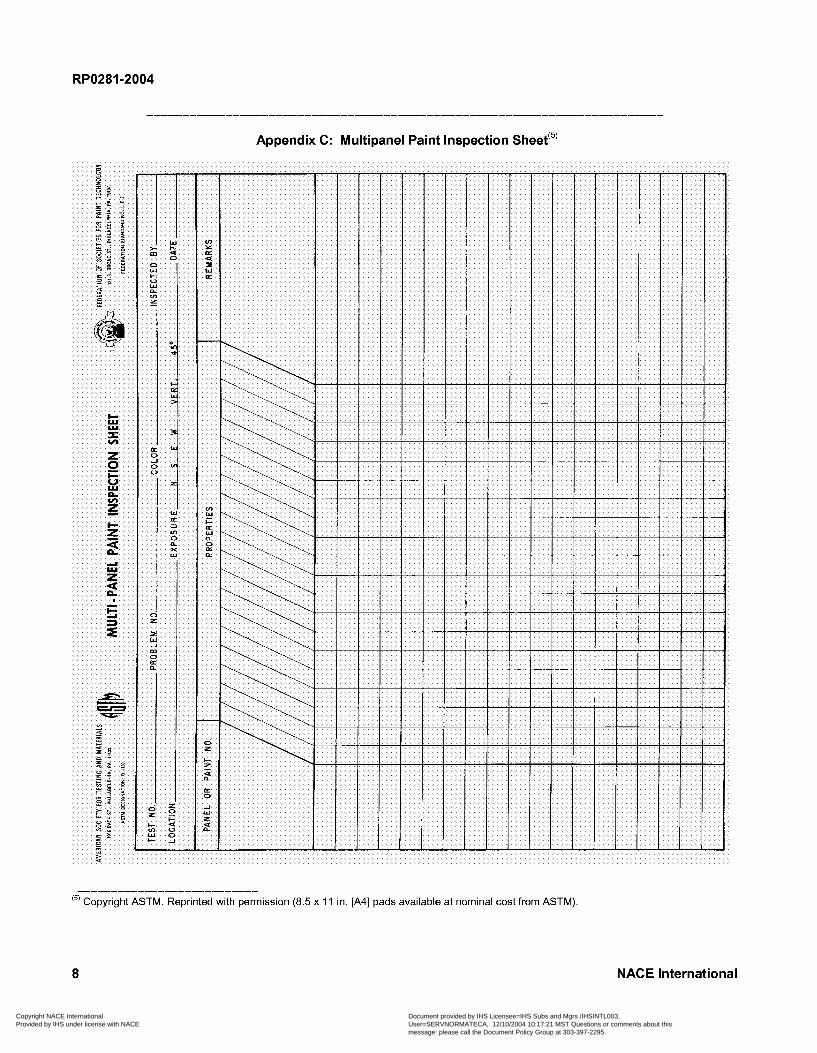
Appendix C: Multipanel Paint Inspection Sheet@’
Copyright ASTM. Reprinted with permission (8.5 x 11 in. [A41 pads available at nominal cost from ASTM).
8 NACE International
Copyright NACE International Provided by IHS under license with NACE
Document provided by IHS Licensee=IHS Subs and Mgrs /IHSINTL003,User=SERVNORMATECA, 12/10/2004 10:17:21 MST Questions or comments about thismessage: please call the Document Policy Group at 303-397-2295.
--``,,,````,`,```,,,``,,`,`,,,`-`-`,,`,,`,`,,`---
RP0281-2004
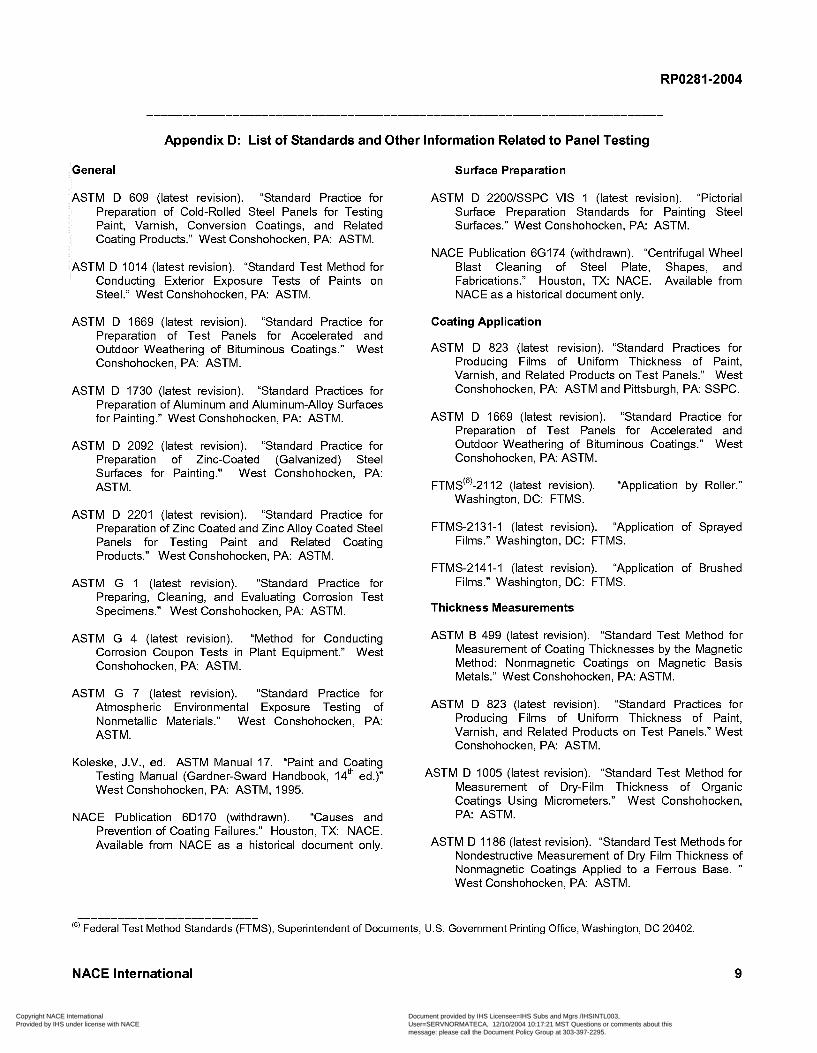
Appendix D: List of Standards and Other Information Related to Panel Testing
General
ASTM D 609 (latest revision). “Standard Practice for Preparation of Cold-Rolled Steel Panels for Testing Paint, Varnish, Conversion Coatings, and Related Coating Products.” West Conshohocken, PA: ASTM.
ASTM D 1014 (latest revision). “Standard Test Method for Conducting Exterior Exposure Tests of Paints on Steel.” West Conshohocken, PA: ASTM.
ASTM D 1669 (latest revision). “Standard Practice for Preparation of Test Panels for Accelerated and Outdoor Weathering of Bituminous Coatings.” West Conshohocken. PA: ASTM.
ASTM D 1730 (latest revision). “Standard Practices for Preparation of Aluminum and Aluminum-Alloy Sutfaces for Painting.” West Conshohocken, PA: ASTM.
ASTM D 2092 (latest revision). “Standard Practice for Preparation of Zinc-Coated (Galvanized) Steel Sutfaces for Painting.” West Conshohocken, PA: ASTM.
ASTM D 2201 (latest revision). “Standard Practice for Preparation of Zinc Coated and Zinc Alloy Coated Steel Panels for Testing Paint and Related Coating Products.” West Conshohocken, PA: ASTM.
ASTM G 1 (latest revision). “Standard Practice for Preparing, Cleaning, and Evaluating Corrosion Test Specimens.” West Conshohocken, PA: ASTM.
ASTM G 4 (latest revision). “Method for Conducting Corrosion Coupon Tests in Plant Equipment.” West Conshohocken, PA: ASTM.
ASTM G 7 (latest revision). “Standard Practice for Atmospheric Environmental Exposure Testing of Nonmetallic Materials.” West Conshohocken, PA: ASTM.
Koleske, J.V., ed. ASTM Manual 17. “Paint and Coating Testing Manual (Gardner-Sward Handbook, 14th ed.)” West Conshohocken, PA: ASTM, 1995.
NACE Publication 6D170 (withdrawn). “Causes and Prevention of Coating Failures.” Houston, TX: NACE. Available from NACE as a historical document only.
Su ríace Preparation
ASTM D 22OO/SSPC VIS 1 (latest revision). “Pictorial Sutface Preparation Standards for Painting Steel Sutfaces.” West Conshohocken, PA: ASTM.
NACE Publication 6G174 (withdrawn). “Centrifugal Wheel Blast Cleaning of Steel Plate, Shapes, and Fabrications.” Houston, TX: NACE. Available from NACE as a historical document only.
Coating Application
ASTM D 823 (latest revision). “Standard Practices for Producing Films of Uniform Thickness of Paint, Varnish, and Related Products on Test Panels.” West Conshohocken, PA: ASTM and Pittsburgh, PA: SSPC.
ASTM D 1669 (latest revision). “Standard Practice for Preparation of Test Panels for Accelerated and Outdoor Weathering of Bituminous Coatings.” West Conshohocken, PA: ASTM.
FTMS@’-21 12 (latest revision). “Application by Roller.” Washington, DC: FTMS.
FTMS-2131-1 (latest revision). “Application of Sprayed Films.” Washington, DC: FTMS.
FTMS-2141-1 (latest revision). “Application of Brushed Films.” Washington, DC: FTMS.
Thickness Measurements
ASTM B 499 (latest revision). “Standard Test Method for Measurement of Coating Thicknesses by the Magnetic Method: Nonmagnetic Coatings on Magnetic Basis Metals.” West Conshohocken, PA: ASTM.
ASTM D 823 (latest revision). “Standard Practices for Producing Films of Uniform Thickness of Paint, Varnish, and Related Products on Test Panels.” West Conshohocken, PA: ASTM.
ASTM D 1005 (latest revision). “Standard Test Method for Measurement of Dry-Film Thickness of Organic Coatings Using Micrometers.” West Conshohocken, PA: ASTM.
ASTM D 11 86 (latest revision). “Standard Test Methods for Nondestructive Measurement of Dry Film Thickness of Nonmagnetic Coatings Applied to a Ferrous Base. ”
West Conshohocken, PA: ASTM.
Federal Test Method Standards (FTMS), Superintendent of Documents, U.S. Government Printing Office, Washington, DC 20402.
NACE International 9
Copyright NACE International Provided by IHS under license with NACE
Document provided by IHS Licensee=IHS Subs and Mgrs /IHSINTL003,User=SERVNORMATECA, 12/10/2004 10:17:21 MST Questions or comments about thismessage: please call the Document Policy Group at 303-397-2295.
--``,,,````,`,```,,,``,,`,`,,,`-`-`,,`,,`,`,,`---
RP0281-2004
ASTM D 1212 (latest revision). “Standard Test Methods for Measurement of Wet Film Thickness of Organic Coatings.” West Conshohocken, PA: ASTM.
ASTM D 1400 (latest revision). “Standard Test Method for Nondestructive Measurement of Dry Film Thickness of Nonconductive Coatings Applied to a Nonferrous Metal Base.” West Conshohocken, PA: ASTM.
ASTM D 4138 (latest revision). “Standard Test Method for Measurement of Dry Film Thickness of Protective Coating Systems by Destructive Means.” West Conshohocken, PA: ASTM.
ASTM E 376 (latest revision). “Standard Practice for Measuring Coating Thickness by Magnetic-Field or Eddy-Current (Electromagnetic) Test Methods.” West Conshohocken, PA: ASTM.
SSPC-PA 2 (latest revision). “Measurement of Dry Coating Thickness with Magnetic Gages.” Pittsburgh, PA: SSPC.
Grading Coating Test Panels
ASTM D 523 (latest revision). “Standard Test Method for Specular Gloss.” West Conshohocken, PA: ASTM.
ASTM D 610 (latest revision). “Standard Test Method for Evaluating Degree of Rusting on Painted Steel Sutfaces.” West Conshohocken, PA: ASTM.
ASTM D 660 (latest revision). “Standard Test Method for Evaluating Degree of Checking of Exterior Paints.” West Conshohocken. PA: ASTM.
ASTM D 661 (latest revision). “Standard Test Method for Evaluating Degree of Cracking of Exterior Paints.” West Conshohocken, PA: ASTM.
ASTM D 662 (latest revision). “Standard Test Method for Evaluating Degree of Erosion of Exterior Paints.” West Conshohocken, PA: ASTM.
ASTM D 714 (latest revision). “Standard Test Method for Evaluating Degree of Blistering of Paints.” West Conshohocken. PA: ASTM.
ASTM D 772 (latest revision). “Standard Test Method for Evaluating Degree of Flaking (Scaling) of Exterior Paints.” West Conshohocken, PA: ASTM.
ASTM D 1150 (latest revision). “Standard Single- and Multipanel Forms for Recording Results of Exposure Tests of Paints.” West Conshohocken, PA: ASTM.
ASTM D 1654 (latest revision). “Standard Method for Evaluation of Painted or Coated Specimens Subjected to Corrosive Environments.” West Conshohocken, PA: ASTM.
ASTM D 1848 (latest revision). “Standard Classification for Reporting Paint Film Failures Characteristic of Exterior Latex Paints.” West Conshohocken, PA: ASTM.
ASTM D 2197 (latest revision). “Standard Test Method for Adhesion of Organic Coatings by Scrape Adhesion.” West Conshohocken, PA: ASTM.
ASTM D 3359 (latest revision). “Standard Test Methods for Measuring Adhesion by Tape Test.” West Conshohocken, PA: ASTM.
ASTM D 4541 (latest revision). “Standard Test Method for Pull-Off Strength of Coatings Using Portable Adhesion Testers.” West Conshohocken, PA: ASTM.
FTMS-6304.1 (latest revision). “Knife Test.” Washington, DC: FTMS.
10 NACE International
Copyright NACE International Provided by IHS under license with NACE
Document provided by IHS Licensee=IHS Subs and Mgrs /IHSINTL003,User=SERVNORMATECA, 12/10/2004 10:17:21 MST Questions or comments about thismessage: please call the Document Policy Group at 303-397-2295.
--``,,,````,`,```,,,``,,`,`,,,`-`-`,,`,,`,`,,`---





























