Embed Size (px)
Citation preview
Methode zur Volumenstrommessung und zur Viskositätskontrolle von Beschichtungsfluiden der
grafischen Industrie
Dem Fachbereich Maschinenbau an der Technischen Universität Darmstadt
zur Erlangung des Grades eines Doktor-Ingenieurs (Dr.-Ing.)
genemigte
D i s s e r t a t i o n
vorgelegt von
Jann Neumann, M. Sc.
aus Bernkastel-Kues Berichterstatter: Prof. Dr.-Ing. Edgar Dörsam 1. Mitberichterstatter: Prof. Dr.-Ing. Peter Pelz 2. Mitberichterstatter: Prof. Dr. Manfred Wilhelm (Universität Karlsruhe) Tag der Einreichung: 20.1.2009 Tag der mündlichen Prüfung: 7.4.2009
Darmstadt 2009
D 17

Kurzfassung Die Veredelung von Druckprodukten findet in der Druckindustrie immer größeren Zuspruch. Hierzu zählt vor allem das Lackieren. Dabei ist das Ziel, einen Mehrwert durch neue optische und haptische Reize zu erzeugen oder die Haltbarkeit von Druckprodukten zu erhöhen. Um in der industriellen Produktion eine konstante Lackierqualität zu gewährleisten, ist eine Temperierung des Lackes zwingend erforderlich. Die vorliegende Arbeit ist dadurch motiviert, eine bereits im Markt eingeführte Durchlauftemperierung für Lacke der grafischen Industrie um eine Volumenstrommessung und eine Viskositätskontrolle zu erweitern. Die Herausforderung der Aufgabenstellung besteht darin, die beiden neuen Funktionen nur durch den Einsatz einer neuen Software in die vorhandene Anlage zu integrieren. In der Arbeit wird gezeigt, dass zur Volumenstrommessung die Verweilzeit des Fluides im Wärmeübertrager und in der Leitung ausgenutzt werden kann. Der Lack wird im Wärmeübertrager durch ein Eingangs-Temperatursignal thermisch markiert. Am Ende einer definierten Leitungslänge wird das vom System übertragene Ausgangs-Temperatursignal wieder erfasst. Neben einer Dämpfung weist das Ausgangssignal eine von der Verweilzeit abhängige Phasendifferenz zum Eingangssignal auf. Um aus dieser Phasendifferenz den Volumenstrom ermitteln zu können, widmet sich ein Teil dieser Arbeit dem Übertragungsverhalten des Systems. Dies ist vom Volumenstrom und der Eingangsfrequenz abhängig und wird mittels Differenzial-gleichungen beschrieben. In einem weiteren Teil der Arbeit werden die zur Simulation des Über-tragungsverhaltens notwendigen Stoffeigenschaften, wie Fließverhalten, Dichte, Wärmekapazität und Temperaturleitfähigkeit, von acht unter-schiedlichen Lacken gemessen. Auf Grundlage dieser Stoffeigen-schaften und der Differenzialgleichungen wird das Verhalten des Systems simuliert. In einem experimentellen Teil der Arbeit wird das Modell an einem Prüfstand verifiziert.
Zur Viskositätskontrolle wird in einem weiteren experimentellen Teil der Einfluss der Viskosität des Lackes auf das Förderverhalten einer Schlauchpumpe ausgenutzt. Es wird gezeigt, unter welchen Voraus-setzungen und in welchem Maße die Viskosität des Lackes das Förderverhalten einer Schlauchpumpe beeinflusst. Im letzten Abschnitt wird einer Methode vorgestellt, mit der dieser Effekt zusammen mit der Volumenstrommessung zu einer Viskositätskontrolle kombiniert werden kann. Mit dieser Arbeit ist es gelungen eine Methode vorzustellen, mit der eine Anlage zur Lacktemperierung bei gleichen Herstellungskosten mit einer deutlich höheren Funktionalität ausgestattet werden kann. Die Funktionen sollen dazu beitragen, den Bediener zu entlasten und die Lackierqualität von Printprodukten zu steigern und über hohe Auflagen konstant zu halten.
Summary Refining print products becomes more and more relevant in the printing industry. Most important of all is the quality of the finish. The objective is to create a durable quality product with optical and flawless properties. To ensure a constant coating quality in the industrial production a constant temperature of the varnish is mandatory. This thesis shows a method to improve a continuous flow heater for varnishes for the graphic industry utilizing volume flow measurement and viscosity inspection. The challenge is the integration of these two functionalities to a given system solely using new software. This work shows that the residence time of fluids in the heat exchanger and in the pipeline can be used for flow volume measurement. The varnish is marked by an initial temperature signal while passing through the heat exchanger. This temperature signal is transferred to the end of the pipeline and then measured by a temperature sensor. The measured signal at the end of the line shows a phase displacement compared with the initial temperature signal. The phase displacement is a function of flow velocity. The signal transmission characteristics of the heat exchanger can be described by differential equations. In another part of this work, material properties like flow behavior, density, heat capacity, and thermal diffusivity of varnish are measured. These material characteristics are the basis of the heat transfer simulation. Based on the material properties and the differential equations the behavior of the flow heater system is simulated. The model was verified by subsequent experiments. Further experiments show the influence of the varnish’s viscosity on the volume flow of a peristaltic pump. The correlation between rotation speed, flow volume of a special peristaltic pump, and viscosity of varnish is measured. A method was proposed for the inspection of viscosity using a phase displacement of the temperature signal and the rotation speed of a peristaltic pump.

In this work, a method has been introduced that successfully improves the varnish’s temperature control system. It significantly improves functionality at the same production costs. This function shall contribute to relieve the operator, increase the coating quality of varnished print products and helps keeping the production process stable.
Vorwort Die vorliegende Arbeit entstand während meiner Tätigkeit als wissen-schaftlicher Mitarbeiter von Prof. Dr.-Ing. E. Dörsam am Institut für Druckmaschinen und Druckverfahren der Technischen Universität Darmstadt. Mein ganz besonderer Dank gilt Herrn Prof. Dr.-Ing. E. Dörsam, der die Anregung zum Thema dieser Arbeit gab und mich in vielfältiger Weise bei der Fertigstellung unterstützte. Weiterhin danke ich Herrn Prof. Dr.-Ing. P. Pelz für die Übernahme des Koreferates und seine sehr hilfreichen Vorschläge und Anregungen bei Fragestellungen zu dieser Arbeit. Ebenfalls gilt mein besonderer Dank Herrn Prof. Dr. M. Wilhelm von der Technischen Universität Karlsruhe für seine sehr hilfreichen Anregungen bei dem angenehmen Diskussionstag an seinem Institut und für seine Bereitschaft, das zweite Koreferat für diese Arbeit zu übernehmen. Bedanken möchte ich mich auch bei Herrn Dipl.-Ing. Martin Haas und Herrn Dipl.-Ing. Thomas Kaulitz, sowie bei allen anderen Kolleginnen und Kollegen am Institut für Druckmaschinen und Druckverfahren für ihre Unterstützung beim Korrekturlesen dieser Arbeit, die überaus hilfreichen Diskussionen und der sehr angenehmen Arbeitsatmosphäre, die maßgeblich zum Gelingen dieser Arbeit beigetragen hat. Ein besonderer Dank gebührt Herrn Günter Jung und Herrn Otto Hödl sowie allen Mitarbeitern der Fa. IAV GmbH in Rodgau, die mit ihrem überaus großen Engagement diese Arbeit überhaupt erst ermöglicht haben. Ganz besonderer Dank gilt Sandra Botzet für ihre geduldige Unterstützung und meinen Eltern und Geschwistern, im Besonderen meiner Schwester Petra Rumpf, die während der gesamten Zeit an den Erfolg dieser Arbeit geglaubt und mich in jeglicher Weise unterstützt haben. Darmstadt, im April 2009 Jann Neumann

Inhaltsverzeichnis IX
Inhaltsverzeichnis 1 Einführung ............................................................................... 1
2 Ausgangssituation und Ziel ................................................... 2
2.1 Lackiereinrichtungen in der Druckindustrie ............................... 3
2.2 Lacke der grafischen Industrie .................................................. 8
2.3 Geräte zur Lackversorgung und Lacktemperierung ................ 11
2.3.1 Temperierung in einem Temperierbehälter ............................. 14
2.3.2 Automatisierte Lackversorgungsgeräte................................... 17
2.3.3 Weitere Viskositätsregelanlagen ............................................. 18
2.3.4 Lacktemperierung im Durchlaufprinzip.................................... 19
2.4 Ziel der Arbeit und Vorgehensweise ....................................... 22
2.4.1 Ziel der Arbeit .......................................................................... 22
2.4.2 Vorgehensweise...................................................................... 23
2.5 Stand der Wissenschaft .......................................................... 27
2.5.1 Durchflussmessung................................................................. 28
2.5.2 Verweilzeitverteilung ............................................................... 29
2.5.3 Peristaltischer Transport ......................................................... 30
2.5.4 Stoffeigenschaften von Lacken der grafischen Industrie......... 31
3 Charakterisierung von Lacken............................................. 32
3.1 Auswahl der Lacke .................................................................. 32
3.2 Rheologische Charakterisierung von Lacken.......................... 34
3.2.1 Grundbegriffe der Rheologie ................................................... 34
3.2.2 Relevante Scherratenbereiche im Transportprozess .............. 36
3.2.3 Messgeräte.............................................................................. 38
3.2.3.1 Rotationsrheometer................................................................. 38
3.2.3.2 Auslaufbecher ......................................................................... 40
3.2.4 Fließ- und Viskositätskurven ................................................... 42
3.2.5 Anpassung der Viskositätskurven durch eine Modellfunktion . 46
3.2.6 Temperaturabhängigkeit der Viskosität ................................... 50
3.3 Dichte ...................................................................................... 53
3.4 Spezifische Wärmekapazität ................................................... 57
3.5 Temperaturleitfähigkeit............................................................ 61
X Inhaltsverzeichnis
4 Übertragungsfunktionen des Systems................................ 67
4.1 Übertragungsverhalten der Pumpe.......................................... 68
4.1.1 Aufbau und Funktionsweise der Schlauchpumpe.................... 68
4.1.2 Experimentelle Ermittlung des Übertragungsverhaltens.......... 73
4.2 Übertragungsfunktion des Wärmeübertragers......................... 78
4.2.1 Annahmen und Randbedingungen.......................................... 79
4.2.2 Herleitung der Übertragungsfunktion....................................... 81
4.2.3 Frequenzgangdarstellung des Wärmeübertragers .................. 93
4.2.4 Experimentelle Verifikation der Übertragungsfunktion........... 105
4.3 Übertragungsverhalten der Leitung ....................................... 110
4.3.1 Einfluss der Viskosität auf das Geschwindigkeitsprofil .......... 112
4.3.2 Einfluss der Pulsation auf die Verweilzeitverteilung .............. 117
4.3.3 Experimentelle Ermittlung der Übertragungsfunktion ............ 120
4.3.4 Übertragungsfunktion der Leitung ......................................... 124
4.4 Modell des gesamten Systems.............................................. 125
5 Berechnung des Volumenstroms und der Viskosität ...... 127
5.1 Prinzipielle Vorgehensweise.................................................. 127
5.2 Anwendung der Methode an zwei Beispielen........................ 130
5.3 Fehlerbetrachtungen und Bewertung der Ergebnisse ........... 142
5.3.1 Fehlerbetrachtung zur Referenzmessung ............................. 143
5.3.2 Bewertung der Ergebnisse .................................................... 145
6 Zusammenfassung und Ausblick ...................................... 151
7 Literaturverzeichnis............................................................. 153
8 Anhang ................................................................................. 166
8.1 Nebenrechnung ..................................................................... 166
Abkürzungs- und Symbolverzeichnis XI
Abkürzungs- und Symbolverzeichnis Lateinische Buchstaben
Symbol Einheit Bezeichnung
A m² Fläche
A dB Amplitude
a mm²/s Temperaturleitfähigkeit
*a mm²/s² Konstante zur Berechnung der Viskosität
*b mm² Konstante zur Berechnung der Viskosität
c J kg K Wärmekapazität
C1 Pa s Materialkonstante
d m Durchmesser
E A kJ/mol Fließaktivierungsenergie
E - dimensionslose horizont. Halbachse einer Ellipse
e m mittlere, horizontale Halbachse einer Ellipse
F N Kraft
G - dimensionslose vertikale Halbachse einer Ellipse
g m mittlere, vertikale Halbachse einer Ellipse
h m Abstand
K - Variable einer Modellfunktion
l m Länge
M Nm Drehmoment
m kg Masse
m kg/s Massenstrom
m kg/s mittlerer Massenstrom
n U/s Drehzahl
XII Abkürzungs- und Symbolverzeichnis
N - Exponent der Modellfunktionen
Nu - Nußelt-Zahl
p bar Druck
Pr - Prandtl-Zahl
Q J Wärmemenge
Q W Wärmestrom
q 2W m Wärmestromdichte
R m Radius
R G kJ/mol K Gaskonstante
r m Radius, Variable
Re - Reynolds-Zahl
s - Laplace Operator bezüglich der Zeit
t s Zeit, Variable
T s Konstante
tT s Totzeit
U m Rohrumfang
V 3m Volumen
V m³/s Volumenstrom
V m³/s mittlerer Volumenstrom
v m/s Geschwindigkeit
w m s Strömungsgeschwindigkeit
w m s mittlere Strömungsgeschwindigkeit, stationär
x m Rohrlängenkoordinate
y - Abweichung
Abkürzungs- und Symbolverzeichnis XIII
Griechische Buchstaben
Symbol Einheit Bezeichnung
10 2W m K Wärmeübergangskoeffizient
12 ° Winkel des Kegel-Platte-Sensors
13 - Verzerrung
13 1 s Scherrate
14 Pa s dynamische Viskosität
15 C Temperatur, Frequenzbereich
16 C Temperatur, Zeitbereich
18 W m K Wärmeleitfähigkeit
18 2m s kinematische Viskosität
- Laplace-Operator bezüglich des Ortes
19 3kg m Dichte
20 Pa Schub-/ Scherspannung
21 - Phasenwinkel
22 1 s Kreisfrequenz
Indizes und Abkürzungen
a außen
Abb. Abbildung
abs absolut
Al Aluminium
dB Dezibel
DGL Differenzialgleichung
DR Druckrolle
XIV Abkürzungs- und Symbolverzeichnis
DSC Differential-Scanning-Calorimeter
E hydraulische Einlauflänge
e Eingang
F Fluid
Fa. Firma
FFT Fast Fourier Transformation
ggf. gegebenenfalls
HB Herschel-Bulkey
i innen
IR Infrarot
k. A. keine Angaben
kin. kinematisch
L Leitung
LFA Laser Flash Methode
max maximal
min minimal
OW Ostwald/de Waele
Puls Förderstrompulsation
R Rohr
ref Referenz
rel. relativ
Rot Rotor
T Temperiermedium, Wärmeträgermedium
t Totzeit
TK Tauchkörper
TPS Transient Plane Source Technik
UV ultraviolette Strahlung
vgl. vergleiche
W System Wärmeübertrager
Abkürzungs- und Symbolverzeichnis XV
Wa Wand
WÜ Wärmeübertrager
z. B. zum Beispiel
zu zugeführt

1. Einführung 1
1 Einführung
Formel-Kapitel 3 Abschnitt 1 Der Druckmaschinenbau hat in Deutschland eine große volks-wirtschaftliche Bedeutung. Die Hersteller von Druckmaschinen hierzulande halten einen Weltmarktanteil von über 60 % [DÖR07]. Der weltweite Branchenumsatz der Druckindustrie wird für das Jahr 2010 auf ca. 1,19 Billionen Euro geschätzt [KOC07]. Damit die Konkurrenz-fähigkeit von Maschinen und Druckprodukten im internationalen Wettbewerb weiterhin gewährleistet bleibt, sind kontinuierliche Weiter-entwicklungen und Innovationen von entscheidender Bedeutung [BER98]. Um sich gegen den Massenmarkt durchsetzen zu können, setzen viele Hersteller von Druckprodukten auf eine große Effektvielfalt. Der Einsatz von edlen Papieren, Folien, Metallpigmentfarben und verschiedenen Lacken nimmt dabei rasant zu [KOK04]. Ein Produktivitätsverlust durch Veredelung wird jedoch nur in den seltensten Fällen akzeptiert. Mehr als die Hälfte der Bogenoffsetmaschinen im Mittel- und Großformat wird heute mit mindestens einem Lackierwerk ausgeliefert [KLE07d]. So können Druckprodukte Inline durch den Auftrag unterschiedlicher Lackarten veredelt werden. Ziele der Veredelung können z. B. das Erreichen einer unverwechselbaren Optik, einer eindrucksvollen Haptik oder der Markenschutz sein. Um die Prozessstabilität beim Lackieren zu gewährleisten, werden die Beschichtungsstoffe in modernen Verarbeitungsmaschinen konditioniert. Das heißt, sie können bei Bedarf in speziellen Lackversorgungsgeräten gerührt, erwärmt oder gekühlt werden, bevor sie dem Lackierwerk zugeführt und dort auf das Substrat aufgetragen werden. Die Temperierung des Lackes dient in erster Linie zur Einstellung einer geeigneten Verarbeitungsviskosität. Ist die Viskosität des Lackes zu niedrig, neigt er zum Nebeln und führt wegen Verlaufs auf dem Substrat zu einem ungewollten Punktzuwachs. Zu hohe Viskosität wiederum verringert zum Beispiel das übertragene Lackvolumen im Lackierwerk und kann so zu Fehlstellen im Druckbild führen. Eine generelle Aussage über eine optimale Verarbeitungsviskosität von Lack kann jedoch aufgrund der hohen Anzahl von Lacken, Verarbeitungsmaschinen und
2 1. Einführung
Substraten nicht getroffen werden. Sie hängt vom konkreten Anwendungsfall ab.
2 Ausgangssituation und Ziel
Formel-Kapitel 3 Abschnitt 1 Die Entwicklungsbemühungen der letzten Jahre im Bereich Lackieren von Druckprodukten verfolgen mehrere Ziele. Es wird versucht, durch eine Verbesserung der Lackierqualität einen Mehrwert für den Endkunden zu schaffen. Bei Hochglanzveredelung kann dies zum Beispiel ein höherer Glanzgrad oder bei Mattlacken ein besonderer haptischer Effekt sein. Oder es werden durch die Kombination von unter-schiedlichen Lackierungen neue optische Effekte erzeugt. Durch eine partielle Hochglanzlackierung auf mattiertem Untergrund können zum Beispiel Details eines Druckproduktes besonders hervorgehoben werden. Bezieht man an dieser Stelle noch die Effekte besonders pigmentierter Lacke, wie Perlglanz- und Metallpigmentlacke mit in die Betrachtung ein, wird die Vielfalt an möglichen Effekten schier unüber-schaubar. Die große Anzahl darstellbarer Effekte führt auf ein weiteres Ziel der Entwicklungsbemühungen. Zur Herstellung von veredelten Druck-produkten muss ein stabiler und reproduzierbarer Lackierprozess gewährleistet werden. Dazu gehört zum Beispiel eine gleichmäßige Lackschichtdicke auf einem Druckbogen sowie allen Druckbogen eines Auftrages. Übermäßiger Lackauftrag kann zu Spritzern oder ungewünschtem Verlaufen führen. Zu geringer Lackauftrag vermindert die erzielbaren Glanzgrade. Außerdem dürfen keine Verschmutzungen oder Luftblasen in der Lackschicht auftreten. Um diesen Anforderungen gerecht zu werden, kommen in der Druckindustrie verschiedene Lackierverfahren zum Einsatz.
2. Ausgangssituation und Ziel 3
2.1 Lackiereinrichtungen in der Druckindustrie
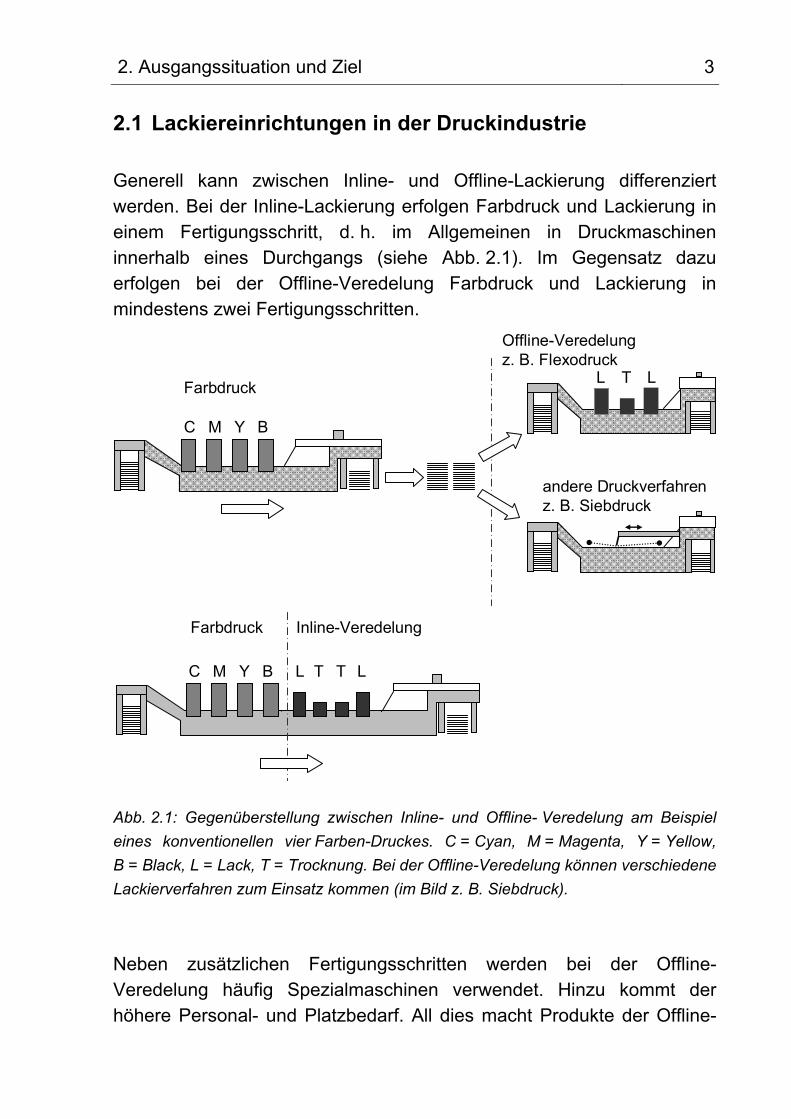
Generell kann zwischen Inline- und Offline-Lackierung differenziert werden. Bei der Inline-Lackierung erfolgen Farbdruck und Lackierung in einem Fertigungsschritt, d. h. im Allgemeinen in Druckmaschinen innerhalb eines Durchgangs (siehe Abb. 2.1). Im Gegensatz dazu erfolgen bei der Offline-Veredelung Farbdruck und Lackierung in mindestens zwei Fertigungsschritten.
C M Y B
C M Y B
L LT
L LT T
Offline-Veredelung z. B. Flexodruck
Inline-Veredelung
andere Druckverfahrenz. B. Siebdruck
Farbdruck
Farbdruck
Abb. 2.1: Gegenüberstellung zwischen Inline- und Offline- Veredelung am Beispiel
eines konventionellen vier Farben-Druckes. C = Cyan, M = Magenta, Y = Yellow,
B = Black, L = Lack, T = Trocknung. Bei der Offline-Veredelung können verschiedene
Lackierverfahren zum Einsatz kommen (im Bild z. B. Siebdruck).
Neben zusätzlichen Fertigungsschritten werden bei der Offline-Veredelung häufig Spezialmaschinen verwendet. Hinzu kommt der höhere Personal- und Platzbedarf. All dies macht Produkte der Offline-
4 2. Ausgangssituation und Ziel
Veredelung in der Regel teurer als solche die inline hergestellt werden. Trotzdem hat die Offline-Veredelung ihre Berechtigung. Offline können dickere Lackschichten aufgetragen werden, was zu höherem Glanz führt [NIC06], [KUM03]. Die dickeren Lackschichtdicken verbessern auch den Scheuerschutz und die Festigkeit, z. B. von Verpackungen. In Druckereien, in denen nur gelegentlich lackiert wird, bietet die Offline-Veredelung eine wirtschaftliche Alternative, da ein ständiges Mitlaufen eines Inline-Lackwerkes unter Umständen zu teuer wäre [KLE06a]. Sowohl inline wie auch offline kommen heute im Wesentlichen drei unterschiedliche Veredlungsverfahren zum Einsatz: 1. Offsetdruck (Flachdruck) Für einfache Druckaufträge, bei denen keine besonders hohen Ansprüche an die Veredelung gestellt werden, kann in einem konventionellen Offsetdruckwerk ohne zusätzliche Maschinenaus-stattung sogenannter Öldrucklack verarbeitet werden. Dieser Lack entspricht hinsichtlich seiner rheologischen Eigenschaften herkömmlicher Offsetdruckfarbe, enthält jedoch keine farbgebenden Stoffe oder Pigmente. Lackieren mittels Öldrucklack kann sowohl offline als auch inline erfolgen. Nachteilig sind der relativ geringe Glanz, die schlechte Haftung auf nicht saugenden Substraten und die langsame Trocknung [LAN05]. 2. Siebdruck Beim Siebdruck handelt es sich um ein Durchdruckverfahren. Das heißt, der Lack gelangt beim Druckvorgang durch die Form hindurch auf das Substrat [KIP00]. Aufgrund der sehr hohen Schichtdicken sind die erzielbaren Glanzgrade bei diesem Verfahren unübertroffen. Auch lassen sich mit diesem Verfahren besondere Effekte wie Reliefe oder Blindenschrift realisieren. Aufgrund der eingeschränkten Prozess-geschwindigkeit eignet sich der Siebdruck bisher jedoch nur als Offline-Veredelungsverfahren.
2. Ausgangssituation und Ziel 5
3. Flexodruck Der Flexodruck wird zu den Hochdruckverfahren gezählt. Bei diesen Verfahren wird von hoch liegenden Druckelementen gedruckt [KIP00]. Im Gegensatz zum klassischen Buchdruck, der mit starren Druckformen aus Blei-Antimon-Zinn Legierungen arbeitete, werden im modernen Flexodruck heute elastische bzw. weiche, flexible Druckplatten (Klischees) eingesetzt [KIP00]. Mit diesem Verfahren lassen sich relativ hohe Lackschichtdicken im Bereich 5 – 10 m auftragen, wodurch sehr gute Glanzgrade erzielbar
sind. Im Gegensatz zum Siebdruck eignet sich der Flexodruck aufgrund seiner hohen Prozessgeschwindigkeit auch als Inline-Veredelungs-verfahren. Aufgrund dieser Vorteile ist das Flexodruckverfahren derzeit das wichtigste Lackierverfahren in der Druckindustrie. Lackwerk Wird ein solches Flexodruckwerk zur Inline-Veredelung in einer Offset-druckmaschine eingesetzt, spricht man auch von einem Lackierwerk oder Lackwerk. Aufgrund seines Stellenwertes soll seine Funktionsweise an dieser Stelle etwas näher erörtert werden. Ein solches Lackwerk besteht wie in Abb. 2.2 dargestellt generell aus einem Farbwerk, einem Formzylinder und einem Druckzylinder [KIP00]. Wobei in einer besonderen Bauform zur vollflächigen Lackierung anstelle des Klischees auch Gummitücher eingesetzt werden können. Am Funktionsprinzip ändert sich dadurch jedoch nichts. Drei verschiedene Lackwerke sind heute in Bogenoffsetdruckmaschinen im Einsatz:
- das Lackwerk mit Rasterwalze und Rakel, insbesondere Kammerrakel (Abb. 2.2 a). Dieses System ist heute Standard in Lackwerken von Offsetdruckmaschinen. Die Dosierung der Lackmenge erfolgt über eine Rasterwalze in deren Oberfläche sehr kleine Vertiefungen oder Linien (Haschur- Walze) eingraviert sind. Typische Kantenlängen solcher Näpfchen liegen im Bereich 32 – 71 m [DÖR05]. Im Kammerrakel werden die Näpfchen oder
6 2. Ausgangssituation und Ziel
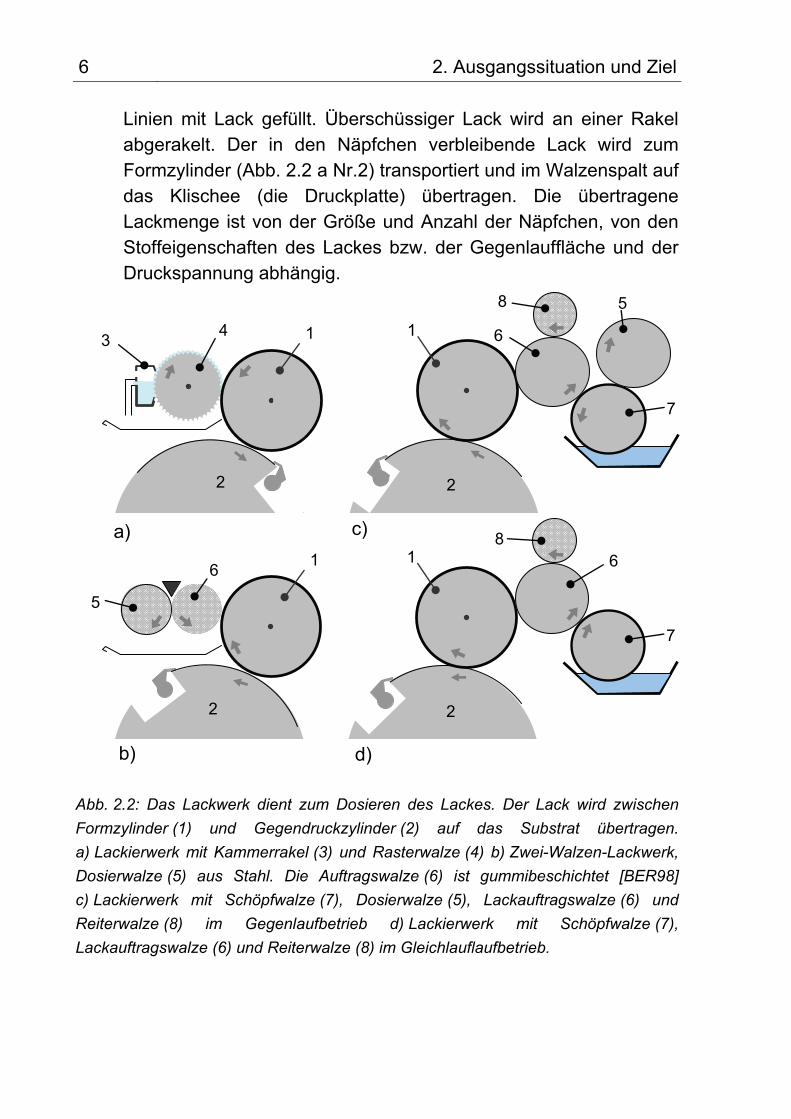
Linien mit Lack gefüllt. Überschüssiger Lack wird an einer Rakel abgerakelt. Der in den Näpfchen verbleibende Lack wird zum Formzylinder (Abb. 2.2 a Nr.2) transportiert und im Walzenspalt auf das Klischee (die Druckplatte) übertragen. Die übertragene Lackmenge ist von der Größe und Anzahl der Näpfchen, von den Stoffeigenschaften des Lackes bzw. der Gegenlauffläche und der Druckspannung abhängig.
c)
1
2
43
a)
b)
1
2
5
6
1
2
1
8
7
d)
1
2
6
7
8
6
5
Abb. 2.2: Das Lackwerk dient zum Dosieren des Lackes. Der Lack wird zwischen
Formzylinder (1) und Gegendruckzylinder (2) auf das Substrat übertragen.
a) Lackierwerk mit Kammerrakel (3) und Rasterwalze (4) b) Zwei-Walzen-Lackwerk,
Dosierwalze (5) aus Stahl. Die Auftragswalze (6) ist gummibeschichtet [BER98]
c) Lackierwerk mit Schöpfwalze (7), Dosierwalze (5), Lackauftragswalze (6) und
Reiterwalze (8) im Gegenlaufbetrieb d) Lackierwerk mit Schöpfwalze (7),
Lackauftragswalze (6) und Reiterwalze (8) im Gleichlauflaufbetrieb.
2. Ausgangssituation und Ziel 7
- das Zwei-Walzen-Lackwerk (Abb. 2.2 b) besteht aus zwei gleich
großen Walzen. Die Dosierwalze ist als Stahlwalze ausgeführt. Die Auftragswalze ist gummibeschichtet. Die beiden Walzen rotieren gleichsinnig und bilden ein kleines Reservoir, das durch ein Pumpensystem gespeist wird. Die Dosierung des Lackes erfolgt durch Einstellen des Walzenspaltes [BER98].
- das Lackierwerk mit Schöpfwalze kann im Gegenlauf (Abb. 2.2 c)
oder im Gleichlauf (Abb. 2.2 d) betrieben werden. Es besteht aus einer Schöpfwalze zum Separieren und Beschleunigen, einem Walzenspalt zum Dosieren und einer Reiterwalze zur Vergleichmäßigung des Lackfilms. Die Dosierung erfolgt über den Walzenspalt und über die einstellbare Drehzahldifferenz zwischen Schöpfwalze und Auftragswalze.
Das Zwei-Walzen-Lackwerk (Abb. 2.2 b) und das Lackwerk mit Schöpfwalze (Abb. 2.1 c und d) haben den Nachteil, dass die über-tragene Lackmenge von der Rotationsgeschwindigkeit und damit von der Druckgeschwindigkeit abhängt [KLE07c]. Außerdem lässt sich der Walzenspalt, aufgrund der Verformung der Walzen, nur mit hohem Aufwand sehr gleichmäßig einstellen. Beim Lackwerk mit Rasterwalze ist die übertragene Lackmenge weitestgehend unabhängig von der Druckgeschwindigkeit. Aufgrund seiner Vorteile haben sich in den letzten Jahren die Rasterwalzenlackwerke als Standard durchgesetzt [BER98]. Die erzielbaren Nass-Lackschichtdicken im Flexodruck liegen in der Größenordnung 5 – 10 m und sind damit in etwa um den Faktor 10
höher als die erreichbaren Schichtdicken im Offsetdruck. Gegenüber dem Siebdruck, mit dem Nass-Lackschichtdicken zwischen 20 –100 m
[KIP00], [GOL08] aufgetragen werden können, zeichnet sich der Flexodruck durch seine wesentlich höhere Prozessgeschwindigkeit aus. Wegen seiner Vorteile und seiner Verbreitung in der Industrie wird im weiteren Verlauf dieser Arbeit nur noch das Rasterwalzenlackwerk betrachtet. Wird von einem Lackwerk gesprochen, ist somit implizit das Rasterwalzenlackwerk (Abb. 2.2.a) gemeint.
8 2. Ausgangssituation und Ziel
2.2 Lacke der grafischen Industrie
Wie bereits eingangs erwähnt, erreicht man mit der Oberflächen-veredelung von Druckprodukten im Wesentlichen vier Hauptziel-setzungen:
Schutz gegen mechanische Einflüsse (z. B. Abrieb oder Kratzer)
Optische Effekte zur Steigerung der Werbewirksamkeit
Sicherstellung der problemlosen Weiterverarbeitung
Schutz gegen Produktpiraterie durch Einsatz von Sicherheitslacken Zu diesem Zweck ist eine Vielfalt von unterschiedlichen Lackarten erhältlich, wie zum Beispiel Glanzlack, Mattlack, Antirutschlack, Effekt-lack und Duftlack. Diese Lackarten können nach verschiedenen Kriterien in verschiedene Systeme unterteilt werden. Ein sinnvolles Unter-scheidungsmerkmal ist die Art der Trocknung. Unter Trocknung von Druckfarben oder Lacken versteht man deren Übergang von einem viskosen, noch fließfähigen Zustand, in einen festen, möglichst elastischen Film, der außerdem noch eine gute Bindung an den Bedruckstoff aufweist. Dieses Ziel kann auf physikalischem oder chemischem Weg, sowie durch die Kombination aus beiden erreicht werden [ROS79]. Zu den physikalisch trocknenden Lacken gehören die sogenannten Dispersionslacke. Sie bestehen aus einer Trägersubstanz, in der Regel Wasser, mit darin dispergierten Partikeln (meist Acrylatpolymere). Bei der physikalischen Trocknung verdampfen die leichtflüchtigen Träger-substanzen oder schlagen in den Bedruckstoff weg. Dabei lagern sich die dispergierten Partikel so eng zusammen, dass der dabei entstehende Kapillardruck die Partikel zu einer Lackschicht verschmelzen lässt [WEI08], [STE89]. Die Trocknungszeit dieser Lacke liegt im Bereich von etwa 1 Sekunde unter IR-Strahlern oder Heißlufttrocknern. Nachteil dieser Lacke ist der relativ hohe Anteil an Trägersubstanzen, die bei der der Trocknung wegschlagen oder verdampfen und zu einer Abnahme der Schichtdicke führen. Bei Dispersionslacken kann die Abnahme der Schichtdicke im Bereich von 50 % der Nassschichtdicke liegen. Die
2. Ausgangssituation und Ziel 9
Abnahme der Schichtdicke führt zu geringen Glanzgraden des fertigen Druckproduktes. Zur Gruppe der physikalisch trocknenden Lacke können auch Lösungsmittellacke gezählt werden. Diese sind in der Druckindustrie jedoch wenig verbreitet. Und werden daher in dieser Arbeit nicht betrachtet. Eine weitere Gruppe sind die chemisch trocknenden Lacke. Die chemische Trocknung kann auch als Härtung bezeichnet werden. Sie erfolgt im Gegensatz zur physikalischen Trocknung nicht durch Verdampfen oder Wegschlagen einer Trägersubstanz oder Lösungs-mittel, sondern durch Vernetzung von Bindemittelmolekülen zu einem dreidimensionalen Netzwerk [SCH68]. Bei der oxidativen Trocknung von Lacken erfolgt dies durch Anlagerung von Luftsauerstoff an die Doppel-bindungen ungesättigter Fettsäureester im Bindemittel [GRA04b]. Nach diesem Mechanismus trocknen z. B. Öldrucklacke. Bei der Strahlungstrocknung werden durch energiereiche Strahlung (meist UV-Licht) sogenannte Fotoinitiatoren aktiviert, die zur Polymerisierung des Bindemittels führen [BRU08]. Hierzu gehören radikalisch- und kationisch aushärtende Lacksysteme. Die radikalisch aushärtenden Lacke besitzen Fotoinitiatoren, die unter UV-Licht negativ geladene organische Radikale abspalten. Diese Radikale bewirken die Polymerisation [KLE07b]. Die Aushärtezeit dieser Lackart ist mit etwa 1/100 Sekunde sehr kurz. Die radikalische Polymerisation ist auch mit einer Volumenkontraktion, die sich negativ auf die Haftungs-eigenschaften des Lackes auswirken kann, verbunden. Je nach Formulierung des Lackes liegt der Schrumpf zwischen 5 % und 15 % [TAF08]. Im Gegensatz zu den radikalisch härtenden Lacken setzen die Fotoinitiatoren der kationisch aushärtenden Lacksysteme unter UV-Licht positiv geladene Kationen frei, die die Polymerisation einleiten und bis zur vollständigen Polymerisation aufrecht erhalten. Die Aushärtezeit ist mit etwa 1/2 Sekunde etwas länger [KLE07b]. Der Schrumpf bei diesen Lacken liegt zwischen 3 % und 5 % [TAF08]. Der Aushärtemechanismus wird sowohl bei radikalisch als auch bei den kationisch aushärtenden Lacken von UV-Licht initialisiert und ggf.
10 2. Ausgangssituation und Ziel
aufrechterhalten. Aus diesem Grund werden beide Lacksysteme zu dem Obergriff „UV-Lacke“ oder „UV-härtende Lacke“ zusammengefasst. Die Wahl des Lacksystems hängt vom Druckprodukt und der zur Verfügung stehenden Druckmaschinenkonfiguration ab. Dispersions-lacken muss die zur Verdunstung des Lösungsmittels notwendige Energie zugeführt werden. Diese wird in der Regel durch Infrarotstrahler, Heißluft oder der Kombination aus beiden bereitgestellt. Zur Verarbeitung von UV-Lacken muss die Druckmaschine mit UV-Strahlern ausgestattet sein. Sowohl UV-härtende- wie auch Dispersionslacke können zur Erzeugung von besonderen haptischen oder optischen Effekten Mattierungsmittel enthalten. Mattierungsmittel sind dispergierte Teilchen, die beim Trocknen oder Härten des Lackes eine raue Lackoberfläche erzeugen. Diese raue Oberfläche streut einfallendes Licht und erzeugt so z. B. einen seidenmatten Effekt. Abgesehen vom Öldrucklack, der nicht in Lackwerken sondern in herkömmlichen Offsetdruckwerken verarbeitet wird und an dieser Stelle nur aus Gründen der Vollständigkeit erwähnt wird1, können alle oben genannten Lacksysteme mithilfe einer Rasterwalze dosiert und im Lackwerk auf das Substrat aufgetragen werden. Wie bereits bei der Beschreibung der Lackwerktypen erwähnt, haben die rheologischen Eigenschaften des Lackes einen Einfluss auf die im Lackwerk übertragbare Lackmenge und damit erzielbare Schichtdicke und optische Wirkung auf dem Substrat [NOR06], [NIC06], [KUM03]. Aus diesem Grund werden sowohl Dispersions- als auch UV-Lacke mit unterschiedlichen Viskositäten hergestellt. Die Angabe der Viskosität des Lackes erfolgt dabei in der Regel in der Einheit „Bechersekunden“. Bei dieser Einheit handelt es sich um die Zeit, die eine bestimmte Menge Lack bei Raumtemperatur braucht, um durch eine definierte Öffnung in einem Becher auszufließen. Auf diese Messmethode wird im Kapitel 3.2.3.2 (zur Charakterisierung von Lacken) näher eingegangen.
1 Etwa 5 % aller Bogenoffsetdrucke werden mit Öldrucklacken veredelt [FRA07].
2. Ausgangssituation und Ziel 11
Die Theorie und die Erfahrung in der Praxis hat gezeigt, dass die Temperatur des Lackes einen signifikanten Einfluss auf die Viskosität und damit auf das Druckergebnis hat [WAL03]. Aus diesem Grund werden Geräte angeboten, die den Lack vor der Verarbeitung temperieren.
2.3 Geräte zur Lackversorgung und Lacktemperierung
Geräte zur Lackversorgung haben die Aufgabe, eine ausreichende Mengen Lack im Lackwerk der Druckmaschine bereitzustellen. In der einfachsten Ausführung besteht ein solches Gerät aus zwei Leitungen mit jeweils einer Pumpe, eine zum Fördern und eine Zweite zum Abpumpen von überschüssigem Lack. Besonders bei der Verarbeitung von Dispersionslacken kann es durch versehentlichem Abschalten der Pumpen zum Antrocknen des Lackes auf der Rasterwalze kommen. Um dies zu verhindern, sind die Pumpen des Lackversorgungssystems in der Regel steuerungstechnisch in die Druckmaschine integriert. Zusätzlich überwachen Leckagesensoren den Zustand des Lackwerks. Über die Druckmaschinensteuerung ist im Notfall ein schnelles Abpumpen des Lackes gewährleistet. Als Förderpumpen werden Membranpumpen [PAL07], Schlauchpumpen, Kreiselpumpen oder Ringkolbenpumpen [VOL08], [HEI08] eingesetzt. Besondere Vorteile beim Fördern von Lack bieten Schlauchpumpen [WAL03]. Aufgrund ihrer Bauweise können bei einem Lackwechsel alle Lack führenden Elemente einfach ausgetauscht werden, was die Reinigung erheblich vereinfacht [DEU03], [PAT06], [CHR07]. Zusätzlich sind Schlauchpumpen zum Fördern pigmentierter Lacke besonders geeignet, da die Pigmente beim Quetschvorgang nicht zerrieben werden. Generell wird immer mehr Lack ans Lackwerk gefördert, als tatsächlich verbraucht wird. Dies dient in erster Linie zum Abtransport von Schaum, der in Lackwerken entsteht. Ein zu hoher Volumenstrom kann allerdings durch hohe Strömungsgeschwindigkeiten die Schaumbildung begünstigen. Sämtliche Ursachen zur Entstehung von Schaum in Lackwerken und Lackversorgungssystemen konnten bisher noch nicht
12 2. Ausgangssituation und Ziel
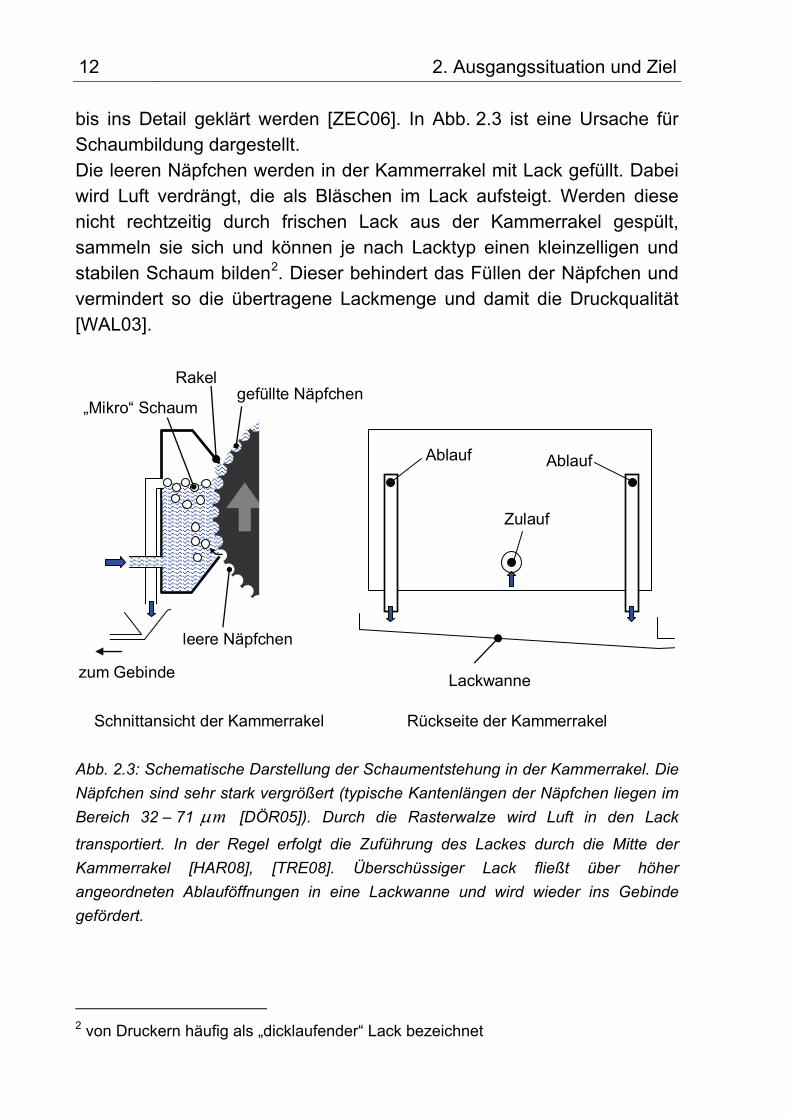
bis ins Detail geklärt werden [ZEC06]. In Abb. 2.3 ist eine Ursache für Schaumbildung dargestellt. Die leeren Näpfchen werden in der Kammerrakel mit Lack gefüllt. Dabei wird Luft verdrängt, die als Bläschen im Lack aufsteigt. Werden diese nicht rechtzeitig durch frischen Lack aus der Kammerrakel gespült, sammeln sie sich und können je nach Lacktyp einen kleinzelligen und stabilen Schaum bilden2. Dieser behindert das Füllen der Näpfchen und vermindert so die übertragene Lackmenge und damit die Druckqualität [WAL03].
Rakel
leere Näpfchen
gefüllte Näpfchen„Mikro“ Schaum
zum Gebinde
Schnittansicht der Kammerrakel
Zulauf
Ablauf Ablauf
Lackwanne
Rückseite der Kammerrakel
Abb. 2.3: Schematische Darstellung der Schaumentstehung in der Kammerrakel. Die
Näpfchen sind sehr stark vergrößert (typische Kantenlängen der Näpfchen liegen im
Bereich 32 – 71 m [DÖR05]). Durch die Rasterwalze wird Luft in den Lack
transportiert. In der Regel erfolgt die Zuführung des Lackes durch die Mitte der
Kammerrakel [HAR08], [TRE08]. Überschüssiger Lack fließt über höher
angeordneten Ablauföffnungen in eine Lackwanne und wird wieder ins Gebinde
gefördert.
2 von Druckern häufig als „dicklaufender“ Lack bezeichnet
2. Ausgangssituation und Ziel 13
Letztendlich muss der Lackierprozess gestoppt werden, die Kammerrakel muss demontiert und manuell vom Schaum befreit werden. Maschinenstillstandszeiten sind die Folge [COL07]. Um diesen Effekt zu vermindern, werden den Lacken in der Regel präventiv entschäumende Additive zugegeben [ZEC03]. Feldtests haben gezeigt, dass bei den eingesetzten Pumpen zur Lackversorgung der tatsächlich geförderte Volumenstrom nicht nur von der Drehzahl der Pumpe, sondern unter bestimmten Umständen auch von der Viskosität des geförderten Lackes abhängt3. Auf diese Zusammenhänge wird im Kapitel 4.1.1 näher eingegangen. Optional können Lackversorgungssysteme zusätzlich mit einer Lack-temperierung gekoppelt werden. Diese hat die Aufgabe eine Überhitzung des Lackes zu verhindern und den Lack mit konstanter Temperatur und damit möglichst konstanter Viskosität an das Lackwerk zu liefern. Da nur wenige Druckereien klimatisiert sind, können tageszeit- und jahreszeitabhängige Temperaturschwankungen beträchtlich sein. Allein durch die Abwärme der Trockner kommt es während des Betriebs der Druckmaschine zwangsläufig zu Temperaturänderungen, die sich auch auf das Lackwerk und damit auf die Viskosität des Lackes auswirken. Die erforderliche Viskosität zur Erzielung eines optimalen Lackier-ergebnisses hängt von zahlreichen Faktoren ab. Bei Lackierwerken mit Rasterwalzen wird sie z. B. maßgeblich von der Näpfchengeometrie der Rasterwalze bestimmt. Nach dem Lackiervorgang sind die rheologischen Eigenschaften des Lackes für dessen Verlaufseigenschaften auf dem Substrat verantwortlich. Zu dünnflüssiger Lack kann z. B. durch Verlaufen zu einem ungewollten Punktzuwachs führen. Dieser Effekt hängt jedoch auch von der Saugfähigkeit des Substrates ab. Allein die Anzahl von möglichen Rasterwalzen mit unterschiedlichen Näpfchengeometrien sowie die Anzahl verschiedener Substrate führen zu einer Menge möglicher Kombinationen, die eine generelle Aussage 3 Durchgeführt im Zuge der Erprobung eines Gerätes zur Lacktemperierung. Bei einem Wechsel von einem 40 s Lack auf einen 70 s Lack (Auslaufzeit aus einem DIN 4 mm-Becher, vgl. Kapitel 3.2.3.2) im laufenden Lackierprozess wurde ein Abfall der Förderstromes von ca. 80 l/h auf ca. 50 l/h gemessen.
14 2. Ausgangssituation und Ziel
über eine optimale Viskosität unmöglich machen. In der Praxis wird die Verarbeitungsviskosität eines Lackes daher durch den Drucker, auf Basis seiner Erfahrung und dem visuellen und haptischen Eindruck des Druckergebnisses, eingestellt. Die hauptsächliche Aufgabe eines Gerätes zur Lacktemperierung ist demnach, die eingestellte Viskosität auch über hohe Druckauflagen konstant zu halten und im Lackwerk bereitzustellen. Dazu sind verschiedene Systeme auf dem Markt.
2.3.1 Temperierung in einem Temperierbehälter
Eine sehr einfache Methode zur Konditionierung von Lack stellt die Temperierung in einem Temperierbehälter dar. Ein solches System ist in Abb. 2.4 dargestellt. Lack wird aus einem Gebinde (in Abb. 2.4 nicht dargestellt) in einen Temperierbehälter umgefüllt. Lackgebinde sind in den Größen von 20 bis 1000 kg erhältlich. Je nach Automatisierungsgrad kann der Umfüllvorgang manuell mit einem Eimer oder automatisch mit einer dafür vorgesehenen Pumpe durchgeführt werden. Der Außenmantel des Temperierbehälters wird mit einem Wärme-trägermedium, das beheizt oder gekühlt werden kann, umspült. Der Lack, der sich im Innenbehälter befindet, wird auf diese Weise temperiert. Das Fassungsvermögen des Temperierbehälters beträgt je nach Gerät zwischen 5 – 60 Liter. Um eine möglichst gleichmäßige Temperaturverteilung im Lack zu gewährleisten, wird er in der Regel ständig gerührt. Mittels Förderpumpen wird der temperierte Lack zum Lackwerk und zurück in den Temperierbehälter gefördert. Neben dem Abtransport von Schaum wird bei diesen Systemen durch den höheren Volumenstrom auch versucht, den Wärmeverlust in den Rohrleitungen so weit wie möglich auszugleichen. Der Förderstrom kann über die Pumpendrehzahl (oder Hübe pro Minute bei Membranpumpen) eingestellt werden und hängt vom Lackverbrauch, der Lackart sowie dessen Neigung zum Schäumen ab. Messungen in
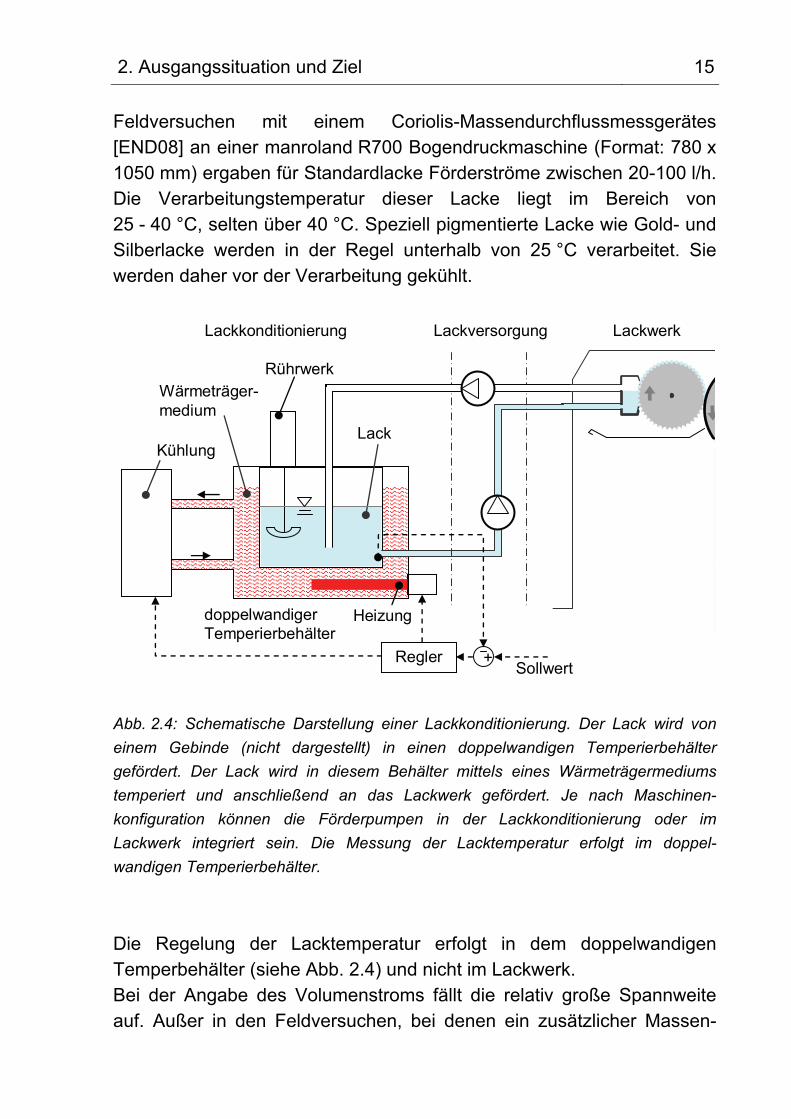
2. Ausgangssituation und Ziel 15
Feldversuchen mit einem Coriolis-Massendurchflussmessgerätes [END08] an einer manroland R700 Bogendruckmaschine (Format: 780 x 1050 mm) ergaben für Standardlacke Förderströme zwischen 20-100 l/h. Die Verarbeitungstemperatur dieser Lacke liegt im Bereich von 25 - 40 °C, selten über 40 °C. Speziell pigmentierte Lacke wie Gold- und Silberlacke werden in der Regel unterhalb von 25 °C verarbeitet. Sie werden daher vor der Verarbeitung gekühlt.
Rührwerk
Heizung
Kühlung
Wärmeträger-medium
Lack
Lackkonditionierung LackwerkLackversorgung
ReglerSollwert
+
doppelwandiger Temperierbehälter
Abb. 2.4: Schematische Darstellung einer Lackkonditionierung. Der Lack wird von
einem Gebinde (nicht dargestellt) in einen doppelwandigen Temperierbehälter
gefördert. Der Lack wird in diesem Behälter mittels eines Wärmeträgermediums
temperiert und anschließend an das Lackwerk gefördert. Je nach Maschinen-
konfiguration können die Förderpumpen in der Lackkonditionierung oder im
Lackwerk integriert sein. Die Messung der Lacktemperatur erfolgt im doppel-
wandigen Temperierbehälter.
Die Regelung der Lacktemperatur erfolgt in dem doppelwandigen Temperbehälter (siehe Abb. 2.4) und nicht im Lackwerk. Bei der Angabe des Volumenstroms fällt die relativ große Spannweite auf. Außer in den Feldversuchen, bei denen ein zusätzlicher Massen-
16 2. Ausgangssituation und Ziel
stromsensor in das Lackversorgungssystem integriert wurde, wird bei keiner der vorgestellten Anlagen der tatsächliche Volumenstrom gemessen und geregelt. Die Einstellung der Pumpendrehzahl erfolgt lediglich nach Gefühl des Maschinenbedieners. Optional können Geräte nach Abb. 2.4 auch mit einer Viskositäts-regelung ausgestattet werden. Hierzu wird ein Viskosimeter in den Behälter integriert, mit dem die Viskosität des Lackes gemessen wird. Ein Regler wertet das Messergebnis aus und kann durch gezieltes Heizen oder Kühlen die Viskosität des Lackes beeinflussen. Bei diesem System kommen im Allgemeinen Relativ-Viskosimeter (Brookfield-Methode) zum Einsatz. Diese Geräte sind mit Scheiben ausgestattet, die in den Lack eintauchen und in Rotation versetzt werden. Das dazu benötigte Drehmoment ist proportional zur Viskosität und wird gemessen sowie an die Regelung übermittelt. Weicht das Drehmoment vom Sollwert ab, wird der Lack nach Bedarf erwärmt oder gekühlt um die Viskosität zu verändern. Der Scherspalt wird bei der Brookfield-Methode als unendlich groß angenommen. Es ist deshalb nicht gewährleistet, dass die Probe im gesamten Scherspalt homogen durchgeschert wird und das Mess-ergebnis sollte lediglich als relative Viskosität betrachtet werden [RÖM98]. Nachteil des hier dargestellten Systems ist die relativ langsame und ungenaue Temperaturregelung. Die Temperatur wird lediglich im Behälter geregelt. Die Temperaturänderung, die der Lack z. B. durch Abkühlung auf dem Weg zum Lackwerk erfährt, wird nicht berücksichtigt. Außerdem muss immer eine Mindestmenge an Lack temperiert werden. Bei kleinen Druckaufträgen, d. h., bei häufigem Lackwechsel, bringt dies erhebliche Nachteile mit sich. Bei jedem Lackwechsel muss der Temperierbehälter entleert, gereinigt und neu befüllt werden.
2. Ausgangssituation und Ziel 17
2.3.2 Automatisierte Lackversorgungsgeräte
Bei häufigem Lackwechsel bieten automatisierte Geräte zur Lack-versorgung Vorteile. In verschiedenen Patenten und Gebrauchsmustern werden diese Geräte beschrieben. In einem Patent der Fa. Technotrans [TEC00] wird ein Gerät beschrieben, dass Lack aus einem Gebinde zum Lackwerk einer Druckmaschine fördert und überschüssigen Lack wieder zurück ins Gebinde pumpt. Ist der Lackierprozess beendet, können die Leitungen durch Umschalten verschiedener Ventile mit Wasser oder einem speziellen Reinigungsmittel gespült werden. Dieser Reinigungs-prozess wird von einem Mikrocontroller gesteuert. Wobei die Schwierigkeit bei der automatisierten Reinigung darin besteht, dass kein Reinigungsmittel in den Leitungen verbleiben darf. Um das Vermischen von Restlack oder Reinigungsmittel mit neuem Lack zu verhindern, setzt ein weiterer Hersteller einen sogenannten „Ausdrück-Modus“ ein [CHR07]. Dabei werden in der Leitung verbliebene Reinigungsmittel oder Lackreste mithilfe des neuen Lackes aus den Leitungen gedrückt und automatisch entsorgt. Eine weitere Möglichkeit einen Lackwechsel so schnell wie möglich zu gestalten ist, das Lackversorgungsgerät mit zwei getrennten Kreisläufen auszustatten. Der Wechsel der Leitungen erfolgt durch manuelles Umstecken an der Kammerrakel. Auf diese Weise kann verhindert werden, dass sich zwei Lackarten miteinander vermischen [CHR07]. Dieses Verfahren ist besonders für pigmentierte Lacke wie Gold- und Silbertinten und Effektlacke geeignet. Die Pigmente dieser speziellen Lacke können durch Spülen nicht vollständig aus den Leitungen entfernt werden. Ein Vermischen kann nur durch den Wechsel der Leitungen verhindert werden. Das Hauptaugenmerk dieser Geräte liegt auf der automatischen Reinigung. Für spezielle Anwendungen sind allerdings auch Lack-heizmodule [DEU07] und Kühlungen erhältlich. In dieser höchsten Ausbaustufe sind diese Geräte aufgrund ihrer Komplexität jedoch relativ kostspielig. Zum Fördern des Lackes kommen bei diesen Systemen Schlauchpumpen, Membranpumpen [PAL07] und Ringkolbenpumpen [HEI08], [VOL08] zum Einsatz.
18 2. Ausgangssituation und Ziel
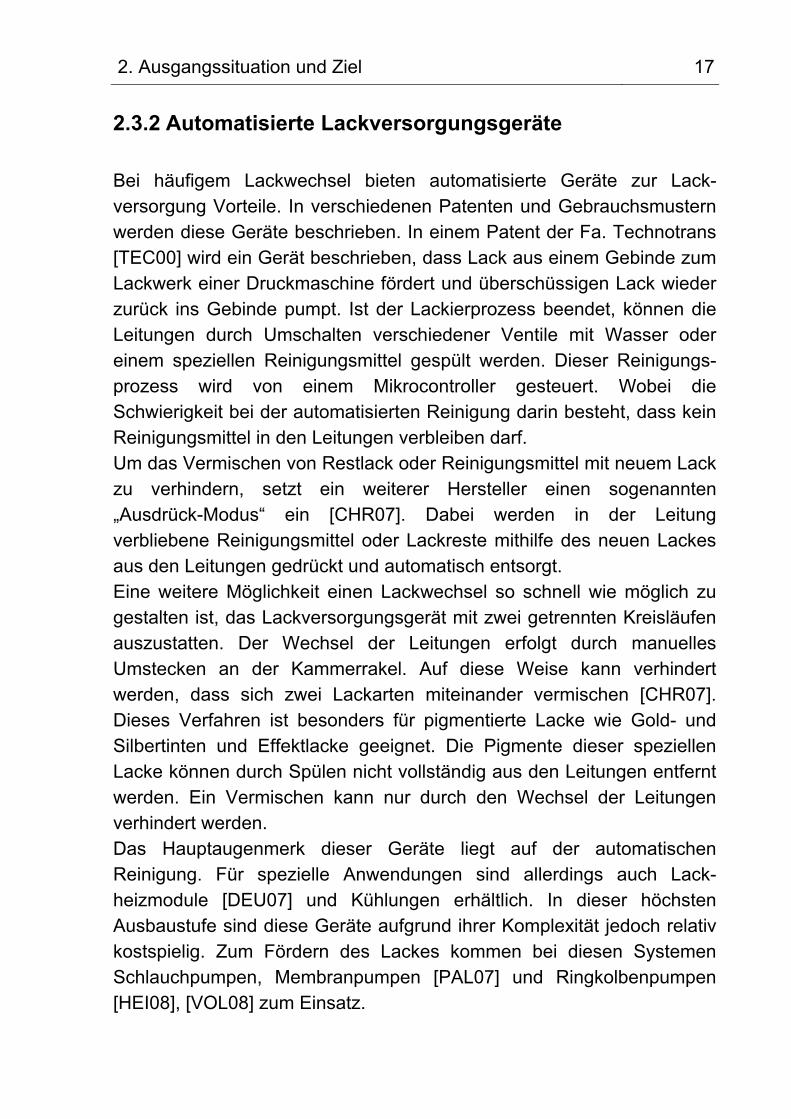
2.3.3 Weitere Viskositätsregelanlagen
Viskositätsregelanlagen werden häufiger zur Konditionierung von Flexodruckfarben, weniger zur Konditionierung von Lacken verwendet. Obwohl sie sich prinzipiell auch zur Lackkonditionierung eignen. Anders als bei dem im Kapitel 2.3.2 beschriebenen Systems, wird bei diesem System als Messglied ein Viskosimeter (meist Fallkörperviskosimeter) in den Lackkreislauf, in der Nähe des Lackwerkes, integriert.
Rührwerk
Lack
Lackwerk
Förderpumpe derLackversorgung
Durchlauferhitzer
Drossel
Kugelfallviskosimeter
Abb. 2.5: Automatische Viskositätsregelanlage mit Kugelfallviskosimeter
Der Messwert4 wird von einem Regler ausgewertet, der durch Ansteuerung eines Durchlauferhitzers in einer Bypassleitung die Lacktemperatur, und damit die Viskosität, beeinflusst. Die Messung der Viskosität des Lackes in der Nähe der Verbrauchstelle bringt hinsichtlich der Regelgüte Vorteile. Zur Viskositätsmessung kommen bei diesen Systemen häufig Fallkörper-Viskosimeter zum Einsatz. Sie liefern einen absoluten Wert der kinematischen Viskosität [FAS08].
4 In diesem Fall die Zeit, die der Fallkörper benötigt um eine definierte Messstrecke zu durchlaufen.

2. Ausgangssituation und Ziel 19
Der Nachteil dieser Anlagen ist der relativ komplizierte Aufbau und der damit verbundene Reinigungsaufwand bei einem Lackwechsel. Um diesen so klein wie möglich zu halten, werden diese Systeme häufig mit automatischen Wascheinrichtungen ausgestattet. Wascheinrichtungen erhöhen jedoch wiederum die Komplexität des Systems und damit die Investitionskosten.
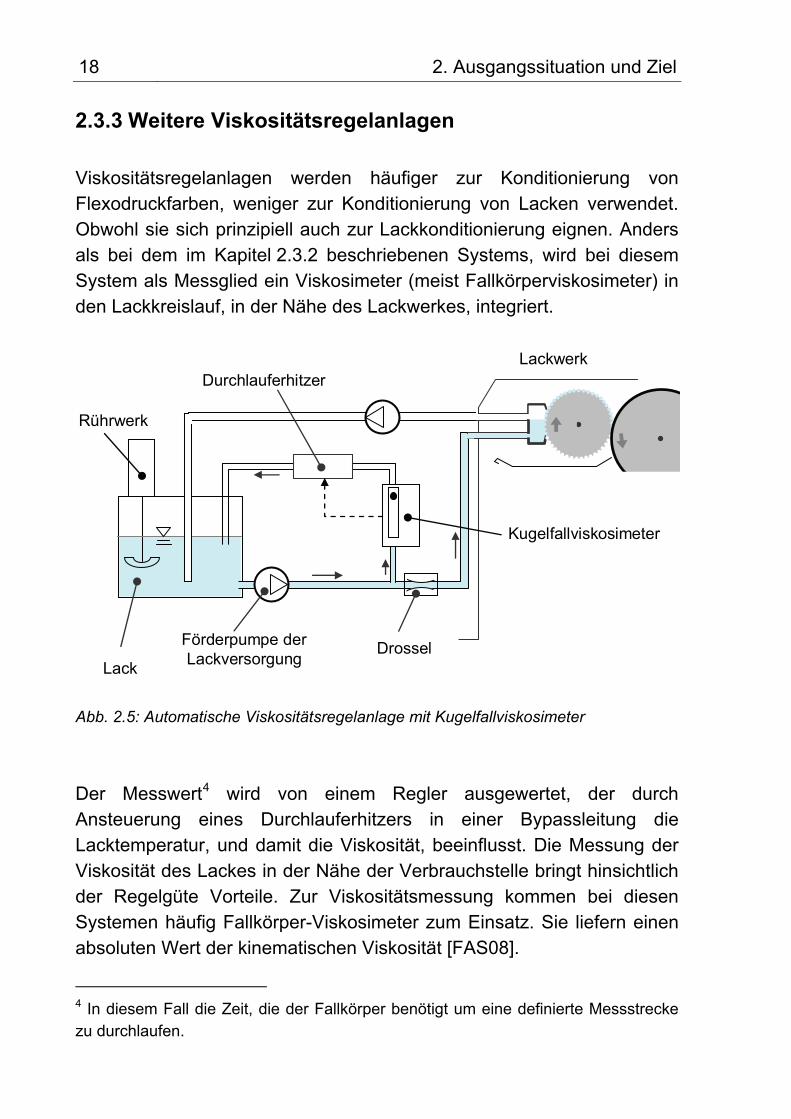
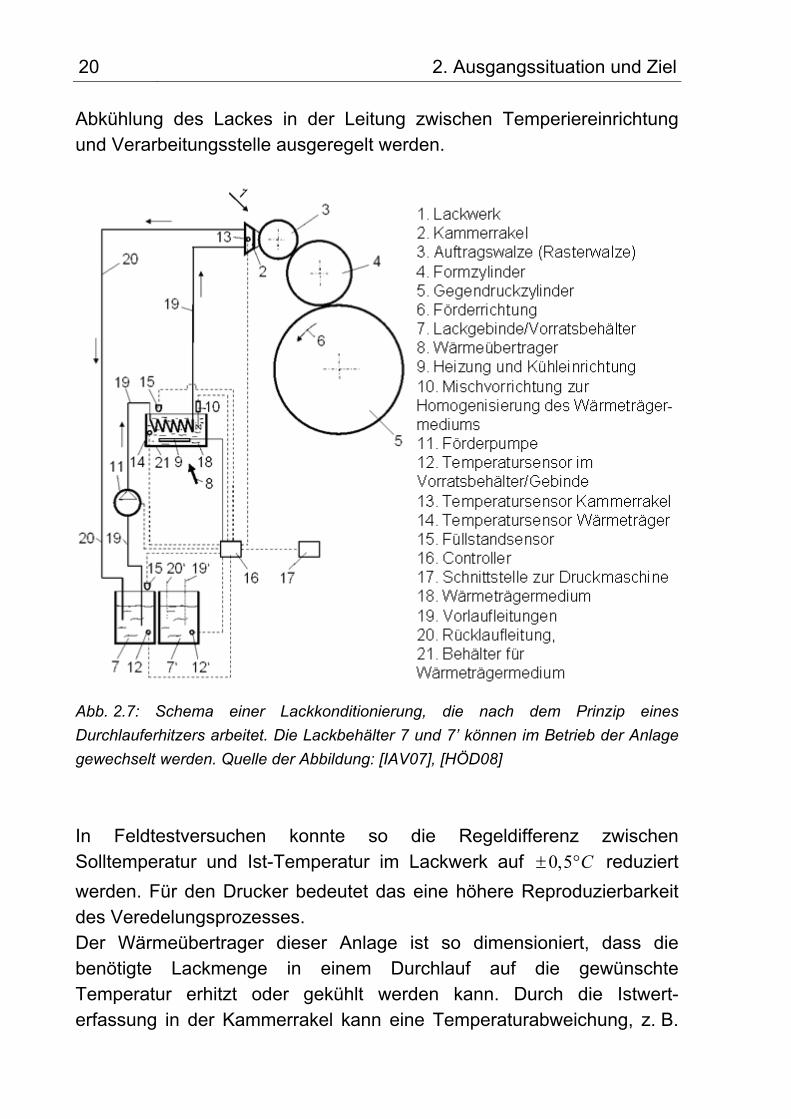
2.3.4 Lacktemperierung im Durchlaufprinzip
In einem dreijährigen Industrieprojekt wurde am Institut für Druckmaschinen und Druckverfahren der TU Darmstadt eine neue gebrauchsmustergeschützte Anlage zur Lackkonditionierung entwickelt [IAV07], [HÖD08]. Ein Schema dieser Anlage ist in Abb. 2.7 dargestellt. Der Lack wird wahlweise direkt aus dem Lackgebinde oder einem Zwischenbehälter durch einen Wärmeübertrager gefördert. In diesem Wärmeübertrager wird er im Durchlauf auf die gewünschte Temperatur erhitzt oder gekühlt.
Abb. 2.6: Industrielle Anlage zur
Temperierung von Lacken der
grafischen Industrie. Die Anlage ist mit
einer Heizung, einer Kühlung sowie
einem Schaltschrank mit elektrischen
Komponenten zur Steuerung des
Prozesses ausgestattet [MAR08].
Die Regelgröße dieser Anlage ist die Lacktemperatur in der Kammerrakel des Lackwerkes. Aufgrund der Temperaturmessung in der Nähe der Verarbeitungsstelle können Störgrößen wie zum Beispiel
20 2. Ausgangssituation und Ziel
Abkühlung des Lackes in der Leitung zwischen Temperiereinrichtung und Verarbeitungsstelle ausgeregelt werden.
Abb. 2.7: Schema einer Lackkonditionierung, die nach dem Prinzip eines
Durchlauferhitzers arbeitet. Die Lackbehälter 7 und 7’ können im Betrieb der Anlage
gewechselt werden. Quelle der Abbildung: [IAV07], [HÖD08]
In Feldtestversuchen konnte so die Regeldifferenz zwischen Solltemperatur und Ist-Temperatur im Lackwerk auf 0,5 C reduziert
werden. Für den Drucker bedeutet das eine höhere Reproduzierbarkeit des Veredelungsprozesses. Der Wärmeübertrager dieser Anlage ist so dimensioniert, dass die benötigte Lackmenge in einem Durchlauf auf die gewünschte Temperatur erhitzt oder gekühlt werden kann. Durch die Istwert-erfassung in der Kammerrakel kann eine Temperaturabweichung, z. B.
2. Ausgangssituation und Ziel 21
verursacht durch Abkühlung des Lackes in der Schlauchleitung, ausgeregelt werden5. Eine Förderung im Kreislauf zum Ausgleich der Temperatur in der Kammerrakel ist dadurch nicht mehr zwingend notwendig. Außerdem kann durch dieses Verfahren der Temperier-behälter entfallen. Der Lack kann direkt aus dem Gebinde gefördert werden. Die Gebindegröße ist dabei vollkommen variabel. Im Gegensatz zur Konditionierung im Gebinde wird bei diesem System nur der Lack temperiert, der tatsächlich zum Lackwerk gefördert wird. Da es sich hierbei nur um relativ geringe Mengen (20 - 100 l/h) handelt, kann die Anlage den Lack bei geringerem Energieaufwand in kürzerer Zeit temperieren. Die geringe Trägheit des Systems bietet auch den Vorteil, dass der Lack bei Bedarf sehr schnell gekühlt werden kann. Eine Überhitzung des Lackes wird dadurch verhindert. Um bei einem Lackwechsel6 das Vermischen unterschiedlicher Lackarten zu verhindern, können alle Bauteile, die mit Lack in Berührung kommen, einfach ausgewechselt werden. Hierzu gehören sowohl die lackführenden Elemente des Wärmeübertragers (wendelförmige Rohr-leitung) wie auch die Lack führenden Elemente der Förderpumpen und Leitungen (Schläuche). Aus diesem Grund kommen bei diesem System zum aktuellen Zeitpunkt nur Schlauchpumpen zum Einsatz. Auf die Besonderheiten dieser Pumpen wird im Kapitel 4.1 dieser Arbeit näher eingegangen. Ein weiteres wichtiges Merkmal dieser Anlage ist, dass keine Sensoren in den Lack führenden Elementen, ausgenommen dem Temperatur-sensor in der Kammerrakel, integriert sind. Dies vereinfacht das Austauschen der Leitungen erheblich. Bei einem Leitungswechsel müssen keine Sensoren oder Sensorkabel beachtet werden. Dies verringert die Gefahr von Störungen durch falsches Anschließen oder den Ausfall von Sensoren. Nach dem Wechsel der gebrauchten
5 In Feldversuchen betrug die Schlauchleitungslänge zwischen Temperiereinheit und Kammerrakel etwa 6 m und hatte einen Innendurchmesser von 19 mm. 6 Bei einem Wechsel des Druckauftrages muss ggf. auch der Lack gewechselt werden, z. B. von Matt- auf Glanzlacklack oder umgekehrt. Wobei jedoch gerade der Wechsel von Matt- auf Glanzlack problematisch ist, da eventuell in den Leitungen verbleibender Mattlack die Qualität (d. h. die Glanzgrade) des anschließend verarbeiteten Glanzlackes herabsetzen kann.
22 2. Ausgangssituation und Ziel
Schläuche kann mit dem neuen Schlauchpaket weiter produziert werden, während das verschmutzte Schlauchpaket extern gereinigt werden kann. Aber auch dieses System hat in der hier dargestellten Ausführung noch Potenzial. Wie alle anderen Systeme ist auch diese Anlage derzeit noch nicht in der Lage den Volumenstrom zu messen und zu regeln. Ein Förderstromabfall, z. B. verursacht durch einen höher viskosen Lack wird nicht detektiert. Der Vorteil einer Temperierung im Durchlaufprinzip ist es, dass eine geringe Menge Lack schneller auf die gewünschte Temperatur temperiert werden kann. Die Regelgüte, das heißt die Abweichung zwischen Soll- und Ist-Temperatur, wird hierbei umso besser, je genauer die Heiz- bzw. Kühlleistung für den Lack eingestellt werden kann. Um eine genaue und energieeffiziente Regelung sicherstellen zu können, ist es daher vorteilhaft, den tatsächlich geförderten Volumenstrom zu kennen.
2.4 Ziel der Arbeit und Vorgehensweise
2.4.1 Ziel der Arbeit
Grundsätzlich ist das Ziel die Weiterentwicklung einer neuen Temperieranlage für Lacke der grafischen Industrie. Der Aufbau und die Funktionsweise dieser neuen Anlage wurde im Kapitel 2.3.4 beschrieben. Diese Anlage konnte ihre Eignung zur Temperierung von Lack in ersten Feldtestversuchen im industriellen Umfeld bereits unter Beweis stellen. Das Ziel dieser Arbeit ist nun, die Funktion dieser Anlage zu erweitern, um so ihr Potenzial weiter auszuschöpfen. Neben der Temperierung von Lack soll eine Methode entwickelt werden, die es ermöglicht den Volumenstrom zu messen und Änderungen der Viskosität des Lackes zu berechnen, ohne zusätzliche Sensoren zu integrieren. Der im Kapitel 2.3.4 beschriebene Aufbau der Anlage zur Lack-temperierung im Durchlaufprinzip soll unverändert bleiben. Zusätzliche
2. Ausgangssituation und Ziel 23
Sensoren und deren Auswerteelektronik verursachen nicht nur weitere Kosten, sondern erschweren auch den Wechsel der lackführenden Elemente. Es müssten zusätzlich Vorkehrungen getroffen werden, um die Betriebssicherheit auch bei falsch angeschlossenen oder beschädigten Sensoren zu gewährleisten. Dabei ist zu berücksichtigen, dass die Anlage in sehr rauer, industrieller Umgebung installiert wird.
2.4.2 Vorgehensweise
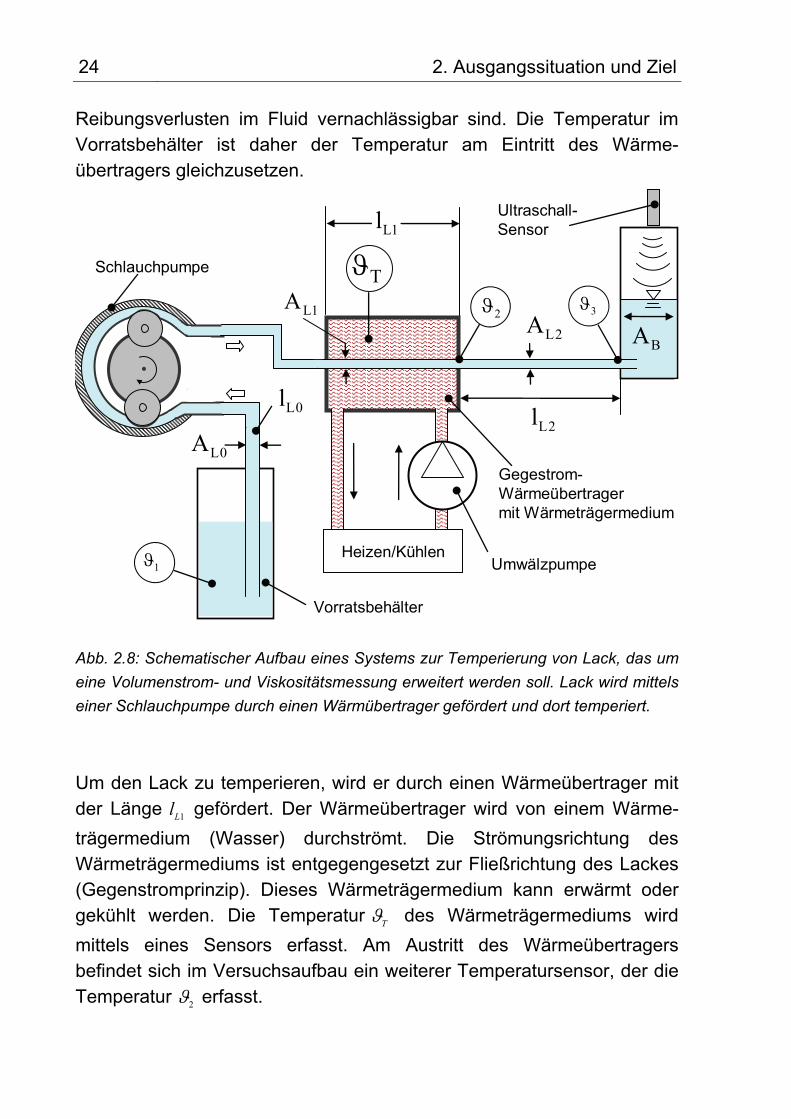
Zur Erreichung der Zielsetzung, den Volumenstrom und eine Änderung der Viskosität des Lackes zu bestimmen, ist eine Vielzahl von Vorgehensweisen denkbar. Die Anforderungen, dass keine zusätzlichen Sensoren, außer den in Abb. 2.7 auf Seite 20 dargestellten, integriert werden dürfen, schränkt die Möglichkeiten jedoch drastisch ein. In dieser Arbeit soll eine Methode gezeigt und bewertet werden, die es ermöglicht den Volumenstrom zu bestimmen und eine Aussage über die Viskosität des Lackes nur durch den Einsatz von Temperatursensoren und geeigneter Software zu treffen. Um die Ansätze, die zur Erreichung der beiden Zielsetzungen verfolgt werden, experimentell zu verifizieren, wurde am Institut für Druckmaschinen und Druckverfahren ein Prüfstand konzipiert und gebaut, der die wesentlichen Elemente der bereits im Kapitel 2.3.4 vorgestellten Lackkonditionieranlage beinhaltet. Der hauptsächliche Unterschied zwischen dem Prüfstand und der industriellen Lack-temperierung ist die Größe der Anlage. Versuche zur Temperierung von Lack können am Prüfstand mit weniger als einem Liter Lack durchgeführt werden. An einem industriellen Gerät ist eine Mindestmenge von etwa 10 Litern erforderlich. Abb. 2.8 zeigt schematisch den Aufbau dieses Prüfstandes. Der Lack wird mittels einer Schlauchpumpe aus einem Vorratsbehälter gefördert. Im Vorratsbehälter wird die Temperatur 1 gemessen. Die Strömungs-
geschwindigkeit ist so gering, dass Temperaturänderungen aufgrund von
24 2. Ausgangssituation und Ziel
Reibungsverlusten im Fluid vernachlässigbar sind. Die Temperatur im Vorratsbehälter ist daher der Temperatur am Eintritt des Wärme-übertragers gleichzusetzen.
32
1
Schlauchpumpe
Heizen/Kühlen
TL1l
L2l
BA
L0l
L0A
L2A
Umwälzpumpe
Gegestrom-Wärmeübertragermit Wärmeträgermedium
Vorratsbehälter
Ultraschall-Sensor
L1A
Abb. 2.8: Schematischer Aufbau eines Systems zur Temperierung von Lack, das um
eine Volumenstrom- und Viskositätsmessung erweitert werden soll. Lack wird mittels
einer Schlauchpumpe durch einen Wärmübertrager gefördert und dort temperiert.
Um den Lack zu temperieren, wird er durch einen Wärmeübertrager mit der Länge 1Ll gefördert. Der Wärmeübertrager wird von einem Wärme-
trägermedium (Wasser) durchströmt. Die Strömungsrichtung des Wärmeträgermediums ist entgegengesetzt zur Fließrichtung des Lackes (Gegenstromprinzip). Dieses Wärmeträgermedium kann erwärmt oder gekühlt werden. Die Temperatur T des Wärmeträgermediums wird
mittels eines Sensors erfasst. Am Austritt des Wärmeübertragers befindet sich im Versuchsaufbau ein weiterer Temperatursensor, der die Temperatur 2 erfasst.
2. Ausgangssituation und Ziel 25
Dieser wird bei einer industriellen Anlage zur Lacktemperierung nicht eingebaut. Er dient im Versuchsaufbau zur Temperaturkontrolle und zur experimentellen Bestimmung der Übertragungsfunktion der Leitung. Der Flansch, indem der Temperatursensor 2 integriert ist, wirkt
zusätzlich als statischer Mischer, indem er durch Umlenkung die laminare Strömung stört. So wird gewährleistet, dass die Temperatur am Ausgang des Wärmeübertragers über den gesamten Rohrquerschnitt homogenisiert wird. Nach einer Leitung mit der Länge 2Ll erfasst ein weiterer Sensor 3 die
Temperatur des Lackes. Bei einem industriellen Gerät zur Lack-temperierung befindet sich an dieser Stelle die Kammerrakel der Druckmaschine. Bei diesem Prüfstand wird an dieser Stelle der Volumenstrom mittels einem volumetrischen Messverfahren zur Kontrolle gemessen. Das erste Ziel, die Volumenstrommessung, soll mithilfe der Temperatur-sensoren T und 3 realisiert werden. Dazu soll die Verweilzeitverteilung
des Fluides im System ausgenutzt werden. Unter Verweilzeit versteht man die Zeit, die ein definiertes Fluidvolumen in der Leitung verbringt, bevor es jene am Ende verlässt [HAM03]. Da besonders bei laminaren Strömungen axiale Vermischungseffekte auftreten, ist die Verweilzeit für verschiedene Flüssigkeitselemente im Rohrquerschnitt nicht gleich. Daher wird die Verweilzeit in realen Systemen mit einer Funktion beschrieben. Man spricht hierbei von einer Verweilzeitverteilung. Um den Effekt der Verweilzeitverteilung für eine Volumenstrommessung zu nutzen, muss das Fluid am Einlauf der Leitung „markiert“ werden. Diese Markierung könnte z. B. mit einer Tracersubstanz erfolgen. Um das komplizierte Einschleusen einer Tracersubstanz, die zudem die Lackeigenschaften negativ beeinflussen könnte, zu vermeiden, erfolgt in dieser Arbeit eine thermische Markierung im Wärmeübertrager. Diese Markierung soll am Ende der Leitungsstrecke 2Ll mithilfe des Temper-
atursensors 3 detektiert werden. Aus der Totzeit zwischen aufge-
prägtem Tracersignal und empfangenem Signal soll der Volumenstrom bzw. die Viskosität des Lackes ermittelt werden. Die volumetrische
26 2. Ausgangssituation und Ziel
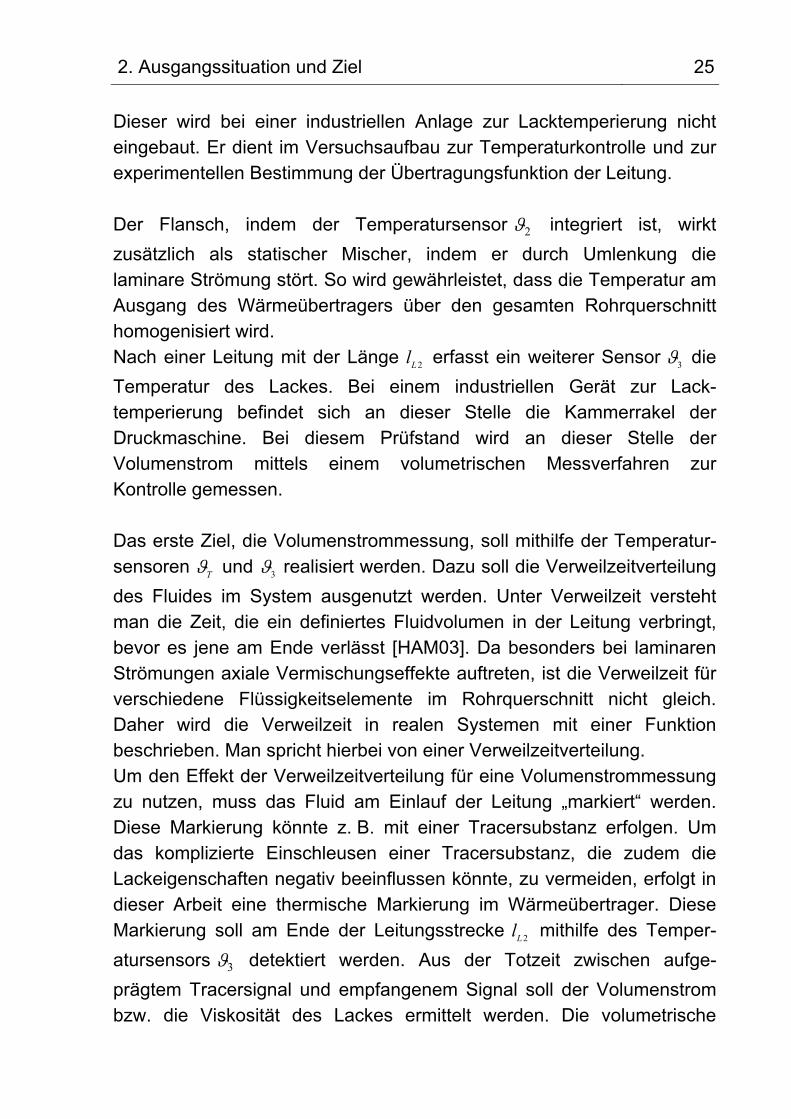
Messung des Volumenstromes mittels Ultraschallsensor in der Versuchsanordnung nach Abb. 2.8 dient der Kontrolle und der Berechnung der Verweilzeit. Bei diesem Messverfahren ist zu berücksichtigen, dass die „aufgeprägten“ Tracersignale nicht beliebig gewählt werden können und dass es aufgrund der Filtercharakteristik des Systems zu Phasen-verschiebungen kommen kann, die nicht vom Volumenstrom abhängen. Um dieses frequenzabhängige Verhalten des Systems zu zeigen, widmet sich ein Teil dieser Arbeit daher der Herleitung der Über-tragungsfunktion des Systems „Wärmeübertrager“ und „nachgeschalteter Leitung“.
Heizen/Kühlen
L2l
L2A
Zeit
T[°C]
Zeit
2[°C]
2T
Zeit
3[°C]
3T
V
L1lL1A
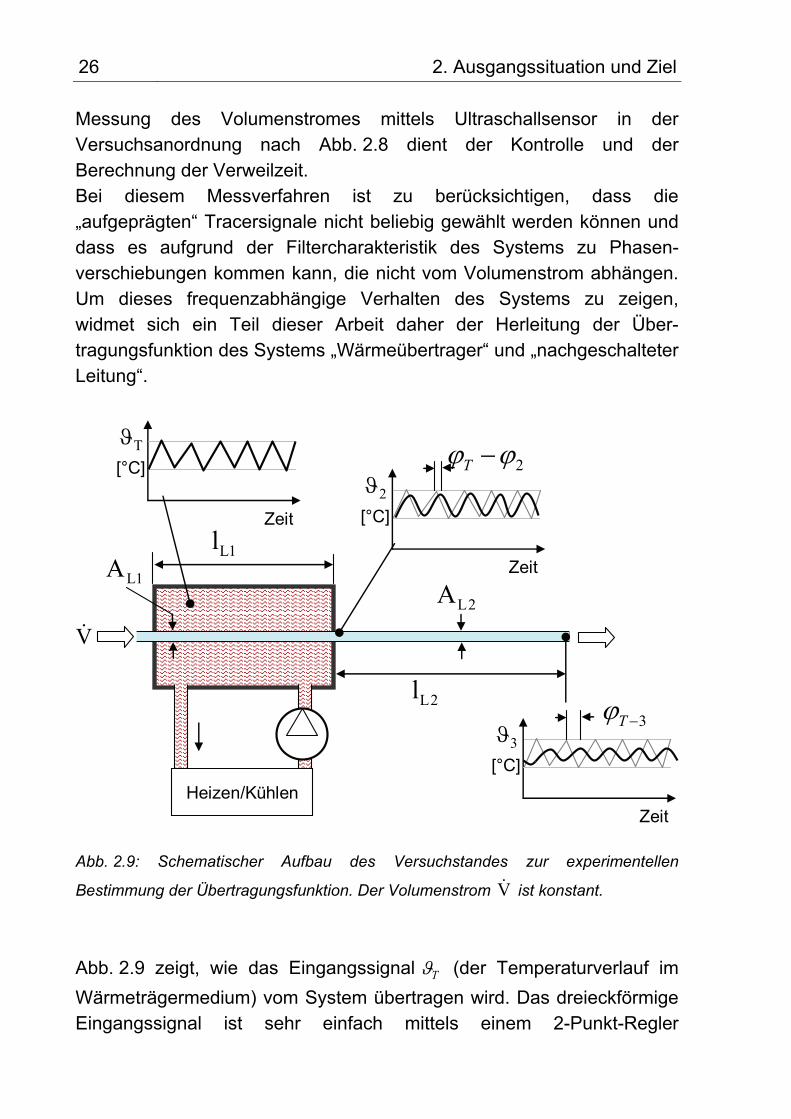
Abb. 2.9: Schematischer Aufbau des Versuchstandes zur experimentellen
Bestimmung der Übertragungsfunktion. Der Volumenstrom V ist konstant.
Abb. 2.9 zeigt, wie das Eingangssignal T (der Temperaturverlauf im
Wärmeträgermedium) vom System übertragen wird. Das dreieckförmige Eingangssignal ist sehr einfach mittels einem 2-Punkt-Regler
2. Ausgangssituation und Ziel 27
darzustellen. Aufgrund der Verweilzeit des Fluides in der Leitung und dem Übertragungsverhalten des Wärmeübertragers wird das aufgeprägte Signal gedämpft, und erst nach einer gewissen Totzeit vom Sensor am Ende der Leitung 3 erfasst.
Um das theoretische Übertragungsverhalten des Systems berechnen zu können, müssen jedoch die Stoffeigenschaften der Lacke bekannt sein. Im Kapitel 3 dieser Arbeit werden daher Verfahren erläutert, die zur Messung der für den Wärmetransport relevanten Stoffgrößen eingesetzt werden. Im Zuge dieser Arbeit wurden 50 Lacke von sieben Herstellern hinsichtlich der für den Wärmetransport relevanten Stoffdaten charakterisiert. Das zweite Ziel dieser Arbeit ist es, einen Ansatz zu zeigen, mit dem Viskositätsänderungen des Lackes in dem in Abb. 2.8 dargestellten System bestimmt werden können. In experimentellen Untersuchungen wird gezeigt, dass die Verweilzeitverteilung von der Viskosität des Fluides abhängt. Zusätzlich beeinflusst die Viskosität unter bestimmten Voraussetzungen das Förderverhalten einer Schlauchpumpe. Es soll gezeigt werden, wie ein Abfall des Förderstromes auf die Viskosität des Lackes zurückgeführt werden kann.
2.5 Stand der Wissenschaft
Das in Abb. 2.8 und Abb. 2.9 dargestellte System zur Lacktemperierung besteht aus unterschiedlichen Teilsystemen, die verschiedene Teil-funktionen übernehmen. Zusammen sind die einzelnen Teilsysteme zu einem Gesamtsystem gekoppelt. Erst diese Kopplung ermöglicht die Bestimmung des Volumenstromes bzw. der Viskosität des Fluides. Untersuchungen der einzelnen Teilsysteme und ihrer Teilfunktionen (z. B. Volumenstrommessung) sind in zahlreiche Publikationen veröffentlicht. Einige dieser Veröffentlichungen werden in diesem Abschnitt erläutert. Dabei wird jedoch kein Anspruch auf Vollständigkeit erhoben.
28 2. Ausgangssituation und Ziel
2.5.1 Durchflussmessung
Zur Durchflussmessung ist eine Vielzahl von Verfahren bekannt. Eine ausführliche Gegenüberstellung und Beschreibung technischer relevanter Verfahren stellt Bonfig [BON02] zusammen. Zu dieser Zusammenstellung gehören auch Markier- und Impfverfahren, die mittels einer Messung der Laufzeit von Fluidteilchen entlang einer vorgegebenen Wegstrecke den Volumenstrom bestimmen. Bei der direkten Laufzeitmessung wird mithilfe eines annährend dirakförmigen Eingangssignals die Impulsantwort der Messstrecke bestimmt. Die Laufzeitinformation ist in Form des Totzeitanteils der Impulsantwort an der zweiten Messstelle enthalten [BON02]. Da die impulsförmige Markierung in der Praxis nur unter Schwierigkeiten realisierbar ist, werden in der Literatur bekannte Korrelationsverfahren angewendet. Witte [WIT83] liefert einen Beitrag zur korrelativen Volumenstrom-messung mittels pseudozufälliger, thermischer Markierung im Strömungsmittel. In seinem Versuchsaufbau nutzt er zwei Miniatur-heißleiter. Mit dem ersten Miniaturheißleiter wird laminar strömender Dieselkraftstoff mit Wärmeimpulsen lokal begrenzt markiert. Diese Markierung wird nach einer kurzen Wegstrecke mittels eines zweiten Temperaturheißleiters detektiert. Zur Auswertung der Signale und zur Berechnung des Durchflusses nutzt er verschiedene Korrelations-verfahren. Beck [BEC67] beschreibt ein Verfahren, um mit zwei Temperatur-sensoren den Ausfluss aus einem Behälter zu messen. Zur Auswertung der Temperatursignale nutzt er die Kreuzkorrelation. In einer weiteren Veröffentlichung von Beck [BEC81] wird die Funktions-weise der Volumenstrommessung mit Korrelationsverfahren beschrieben. In dieser Veröffentlichung wird die Korrelationsmethode dahin gehend verallgemeinert, sodass die Art der Markierung des Fluidstromes sekundär wird. Es muss lediglich sichergestellt werden, dass sich die beiden zu korrelierenden Signale ähneln und sich möglichst nur in ihrer Phasenverschiebung unterscheiden. Dies wird bei
2. Ausgangssituation und Ziel 29
der thermischen Markierung dadurch erreicht, dass Sender und Empfänger einen relativ kurzen Abstand zueinander besitzen.
2.5.2 Verweilzeitverteilung
Aufgrund des großen räumlichen Abstandes der beiden Sensoren, die zur Volumenstrommessung in der Anlage zur Lacktemperierung nach Abb. 2.1 verwendet werden sollen (im Versuchsaufbau etwa 1,1 m), ist das Korrelationsverfahren in der beschriebenen Form nicht ohne Weiteres anwendbar. Wärmeübergänge im Wärmetauscher, Vermischungseffekte und Wärmeverluste in der Rohr- bzw. Schlauch-leitung zwischen den beiden Messstellen würden bei alleiniger Anwendung des Korrelationsverfahrens zu nicht vernachlässigbaren Fehler führen. Um eine Vorhersage über die Totzeit zwischen dem aufgeprägten und dem gemessenen Signal treffen zu können, muss die Verweilzeitverteilung (Kapitel 4.3) der Fluidelemente im Strömungsrohr berücksichtigt werden. Über die Verweilzeit von Partikeln in Strömungsrohren und Apparaten wurde ebenfalls eine Vielzahl von Arbeiten verfasst. Eine umfang-reichere Auflistung von Arbeiten zu diesem Thema wurde von Ham [HAM03] ausgearbeitet. Die theoretischen Grundlagen zu den Verweilzeitstudien hat Danckwerts [DAN53] 1953 geschaffen. In [DAN53] werden die Verweilzeiten von Fluidelementen für verschiedene Strömungsformen betrachtet und hergeleitet. Die Verweilzeit von Fluiden ist besonders für die Chemie- und Lebensmittelindustrie von Interesse. Man ist bestrebt, die Leistung und Größe verschiedener chemischer Anlagen, wie z. B. Katalysatoren, vorhersagen zu können. Hierzu ist die Verweilzeitverteilung des Stoffes im chemischen Apparat von entscheidender Bedeutung. In dem System zur Lackerwärmung beeinflusst die Verweilzeitverteilung die Temperatur-
30 2. Ausgangssituation und Ziel
signalübertragung zwischen Wärmeträgermedium am Anfang und Ende der Leitungsstrecke. Salami [SAL68] untersuchte den Einfluss verschiedener Parameter auf die Verweilzeitverteilung in einem Strömungsrohr. Im praktischen Teil seiner Arbeit beschreibt er eine Versuchsvorrichtung, in der eine Tracer-Substanz in die zu untersuchende Messstrecke eingeschleust wird. Am Ende der Messstrecke befindet sich ein Sensor zur Detektion der Tracer-Substanz. Als Trägermedium wird Wasser verwendet. Nassauer [NAS78] untersucht ebenfalls die Verweilzeitverteilung eines Fluides, in diesem Fall Milch, in Rohrleitungssystemen und Platten-apparaten in Abhängigkeit verschiedener Versuchsparameter. Er erweitert seine Untersuchung auch auf den Einfluss von Armaturen auf die Verweilzeitverteilung. Zur Messung der Verweilzeit setzt er als Tracersubstanz eine Kochsalzlösung ein. Die Konzentration der Kochsalzlösung am Ende der Messstrecke kann über die elektrische Leitfähigkeit gemessen werden. Ham [HAM03] stellt in seiner Arbeit Berechnungen zur Verweilzeit von Partikeln in dispersen Phasen unter Berücksichtigung des Geschwindig-keitsprofils einer laminaren Strömung in einem Rohr an. Zusätzlich wird der Einfluss der Einlaufstrecke auf die sich ausbildende Verweilzeit-verteilung ermittelt.
2.5.3 Peristaltischer Transport
Ein weiteres Teilsystem der Lackerwärmung ist die Fördereinrichtung. Wie bereits erläutert werden hierzu häufig Schlauchpumpen verwendet. Schlauchpumpen arbeiten nach dem peristaltischen Prinzip. Grund-legende Untersuchungen zum peristaltischen Transport wurden von Grave [GRA87] durchgeführt. In seiner Arbeit beschäftigte er sich speziell mit der Peristaltik des Harnleiters. Es werden verschiedene, teils nummerische Modelle beschrieben, die die Pulsation dieses Förder-prinzips beschreiben.
2. Ausgangssituation und Ziel 31
Weitere Modelle peristaltischer Strömungen wurden von Reese [REE88] entwickelt. Eine Untersuchung über pulsierende Rohrströmungen wurde von Yao et al [YAO04] veröffentlicht. Darin werden Berechnungen zum Einfluss der Pulsation auf die Temperaturverteilung in einer menschlichen Vene angestellt. In einer praxisnahen Arbeit konstruierte Zabeschek [ZAB97] eine lineare Peristaltikpumpe. Dabei werden die Zusammenhänge zwischen Förder-verhalten und Pulsation in Abhängigkeit verschiedener Versuchs-parameter auf sehr anschauliche Weise dargestellt und durch Experimente verifiziert.
2.5.4 Stoffeigenschaften von Lacken der grafischen Industrie
In den bisher genannten wissenschaftlichen Arbeiten werden jeweils Stoffe als Fluide verwendet, deren Eigenschaften weitestgehend bekannt sind. Selbst nach umfangreichen Recherchen konnte keine wissenschaftliche Publikation über die, zur Beschreibung der Strömungsformen und der Wärmeübergänge notwendigen, Stoffeigen-schaften von Lacken der grafischen Industrie gefunden werden. Aus diesem Grund widmet sich das Kapitel 3 dieser Arbeit der Charakterisierungsmethoden für Lacke. Die Stoffeigenschaften Wärme-kapazität, Wärmeleitfähigkeit, Dichte und Fließverhalten von acht ausgewählten Lacken werden darin dargestellt.
32 3. Charakterisierung von Lacken
3 Charakterisierung von Lacken
Die Basis der Simulation thermodynamischer oder strömungs-mechanischer Vorgänge bilden die Stoffeigenschaften der beteiligten Materialien. Diese können in vielen Fällen aus umfangreicher Literatur und Tabellenwerke entnommen. Ein Standardwerk dafür ist zum Beispiel der VDI-Wärmeatlas [GES06]. Bei Lacken, besonders bei denen der grafischen Industrie, erweist sich die Beschaffung von Stoffparametern jedoch als schwierig. Die Verfahren zur Charakterisierung von Lacken, Beschichtungsstoffen und Flüssigkeiten sind in zahlreichen Normen festgelegt (siehe [1,2,3,4,5,6,7,8,9,10,11,12,13,14,15,16,17]). Für Lacke werden in der Regel nur sicherheitstechnische und umwelt-relevante Kennzahlen, Angaben zur Lagerung und Handhabung, sowie Angaben zur Viskosität im Datenblatt angeben. Die Viskosität eines Lackes wird dabei meistens in der Einheit „Bechersekunden“ bemessen und ist somit für den Gebrauch in physikalischen Gleichungen unbrauchbar. Physikalische Kenngrößen wie die Dichte werden in wenigen Fällen erwähnt. Kennwerte der Temperaturleitfähigkeit und der Wärmekapazität fehlen gänzlich. Diese spielen für den Druckprozess eine untergeordnete Rolle, sie sind jedoch zur Berechnung von Wärme-übergangsproblemen von Bedeutung. Formelabschnitt 3
3.1 Auswahl der Lacke
Um die Basis zur Berechnung des Wärmetransports und des Fließ-verhaltens flüssiger Lacke zu schaffen, wurden in der vorliegenden Arbeit 50 Lacke von sieben Herstellern hinsichtlich ihrer Fließ-eigenschaft, temperaturabhängiger Viskosität, Temperaturleitfähigkeit, Wärmekapazität und Dichte charakterisiert. Die Messergebnisse von acht Lacken werden exemplarisch dargestellt und ihre wesentlichen Unterschiede, die qualitativ auch auf die 42 anderen Lacke übertragen
3. Charakterisierung von Lacken 33
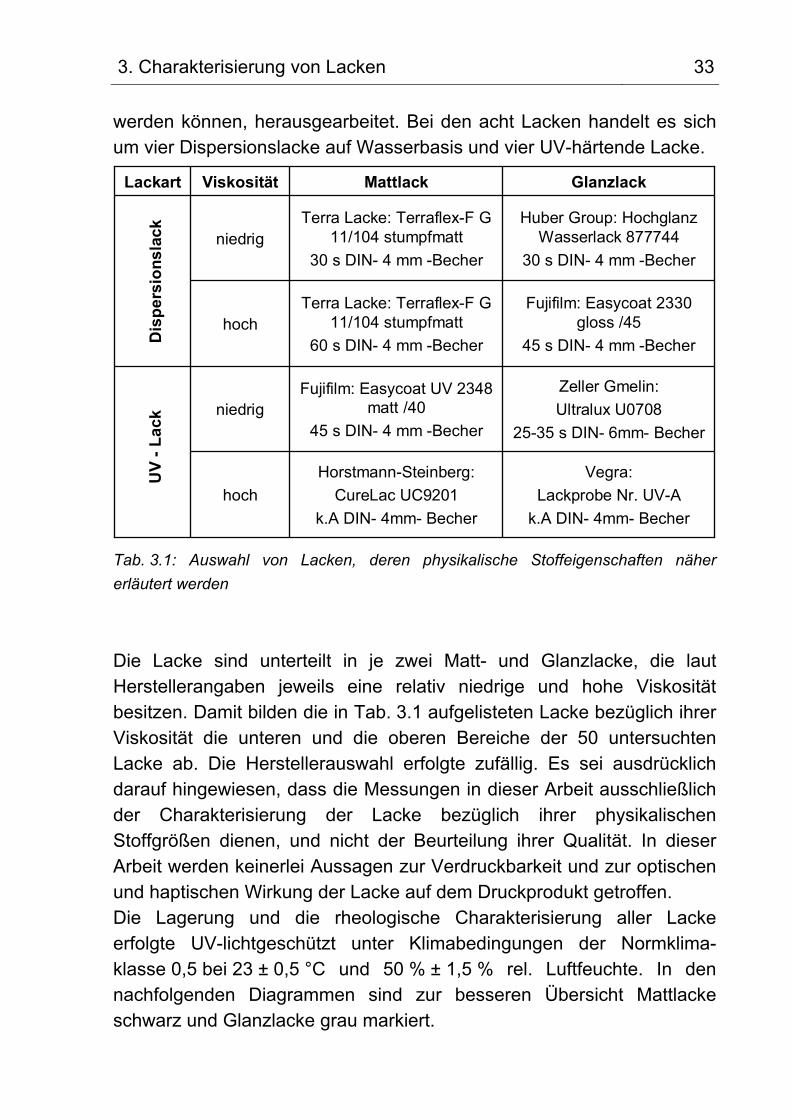
werden können, herausgearbeitet. Bei den acht Lacken handelt es sich um vier Dispersionslacke auf Wasserbasis und vier UV-härtende Lacke.
Huber Group: Hochglanz Wasserlack 877744
30 s DIN- 4 mm -Becher
Terra Lacke: Terraflex-F G 11/104 stumpfmatt
30 s DIN- 4 mm -Becherniedrig
Vegra:
Lackprobe Nr. UV-A
k.A DIN- 4mm- Becher
Horstmann-Steinberg:
CureLac UC9201
k.A DIN- 4mm- Becher
hoch
Fujifilm: Easycoat 2330 gloss /45
45 s DIN- 4 mm -Becher
Terra Lacke: Terraflex-F G 11/104 stumpfmatt
60 s DIN- 4 mm -Becherhoch
Zeller Gmelin:
Ultralux U0708
25-35 s DIN- 6mm- Becher
Glanzlack
Fujifilm: Easycoat UV 2348 matt /40
45 s DIN- 4 mm -Becher
Mattlack
niedrig
ViskositätLackart
Dis
pe
rsio
ns
lac
kU
V -
La
ck
Tab. 3.1: Auswahl von Lacken, deren physikalische Stoffeigenschaften näher
erläutert werden
Die Lacke sind unterteilt in je zwei Matt- und Glanzlacke, die laut Herstellerangaben jeweils eine relativ niedrige und hohe Viskosität besitzen. Damit bilden die in Tab. 3.1 aufgelisteten Lacke bezüglich ihrer Viskosität die unteren und die oberen Bereiche der 50 untersuchten Lacke ab. Die Herstellerauswahl erfolgte zufällig. Es sei ausdrücklich darauf hingewiesen, dass die Messungen in dieser Arbeit ausschließlich der Charakterisierung der Lacke bezüglich ihrer physikalischen Stoffgrößen dienen, und nicht der Beurteilung ihrer Qualität. In dieser Arbeit werden keinerlei Aussagen zur Verdruckbarkeit und zur optischen und haptischen Wirkung der Lacke auf dem Druckprodukt getroffen. Die Lagerung und die rheologische Charakterisierung aller Lacke erfolgte UV-lichtgeschützt unter Klimabedingungen der Normklima-klasse 0,5 bei 23 ± 0,5 °C und 50 % ± 1,5 % rel. Luftfeuchte. In den nachfolgenden Diagrammen sind zur besseren Übersicht Mattlacke schwarz und Glanzlacke grau markiert.
34 3. Charakterisierung von Lacken
3.2 Rheologische Charakterisierung von Lacken
Die rheologischen Eigenschaften einer Substanz bilden die Grundlage für Berechnungen zum Fließverhalten. In diesem Kapitel werden zunächst einige Begriffe aus der Rheologie erklärt. Im Anschluss werden zwei Messgeräte vorgestellt und einige Messergebnisse erläutert.
3.2.1 Grundbegriffe der Rheologie
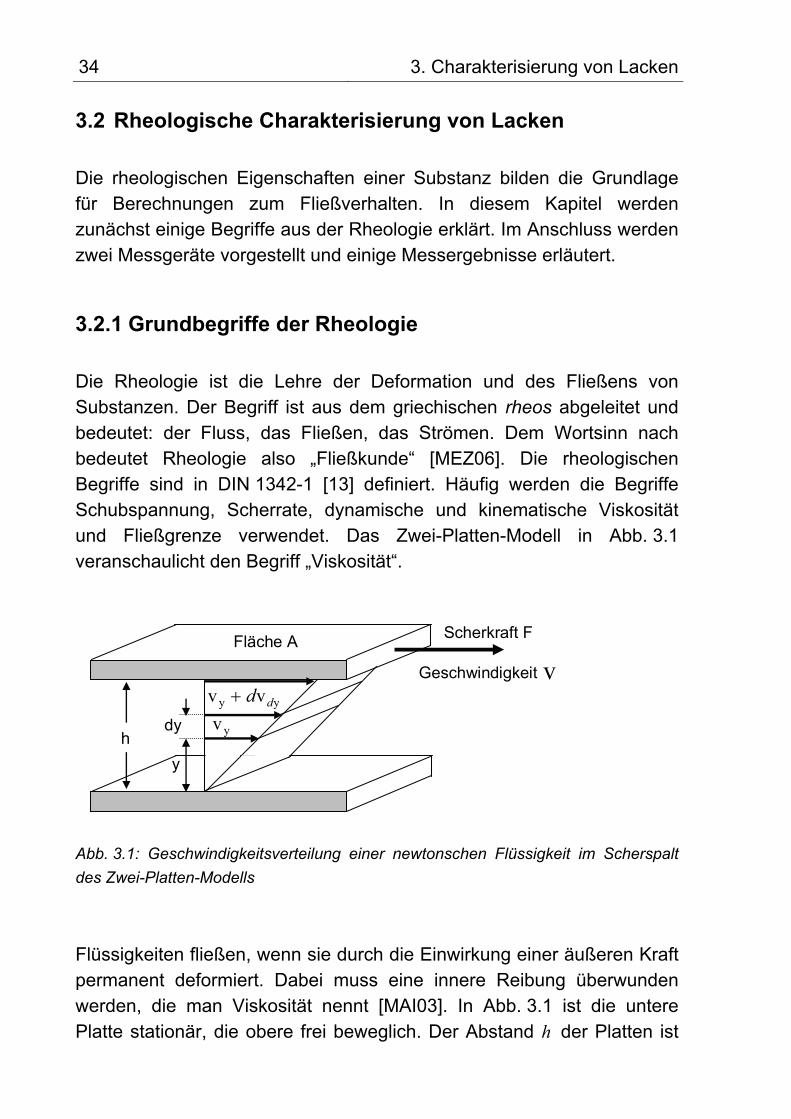
Die Rheologie ist die Lehre der Deformation und des Fließens von Substanzen. Der Begriff ist aus dem griechischen rheos abgeleitet und bedeutet: der Fluss, das Fließen, das Strömen. Dem Wortsinn nach bedeutet Rheologie also „Fließkunde“ [MEZ06]. Die rheologischen Begriffe sind in DIN 1342-1 [13] definiert. Häufig werden die Begriffe Schubspannung, Scherrate, dynamische und kinematische Viskosität und Fließgrenze verwendet. Das Zwei-Platten-Modell in Abb. 3.1 veranschaulicht den Begriff „Viskosität“.
hdy
y
Scherkraft FFläche A
vGeschwindigkeit
yvy yv vdd
Abb. 3.1: Geschwindigkeitsverteilung einer newtonschen Flüssigkeit im Scherspalt
des Zwei-Platten-Modells
Flüssigkeiten fließen, wenn sie durch die Einwirkung einer äußeren Kraft permanent deformiert. Dabei muss eine innere Reibung überwunden werden, die man Viskosität nennt [MAI03]. In Abb. 3.1 ist die untere Platte stationär, die obere frei beweglich. Der Abstand h der Platten ist
3. Charakterisierung von Lacken 35
definiert und der Zwischenraum ist vollständig mit einer Flüssigkeit gefüllt. Wird durch das Einwirken einer Kraft F auf die frei bewegliche obere Platte die innere Reibung in der Flüssigkeit überwunden, beginnt sie zu fließen und es stellt sich die Geschwindigkeit v ein. Die Scher- oder Schubspannung F A resultiert aus der angreifenden Kraft F
über der Fläche A. Sie hat die Einheit Pascal [ Pa = 2N m ]. Unter der
Voraussetzung, dass die Flüssigkeitsteilchen an den Platten haften, ist die Flüssigkeitsschicht an der unteren Platte in Ruhe und die an der Oberen besitzt die Geschwindigkeit v. Der sich einstellende Geschwindigkeitsgradient vd dy wird als Scherrate bezeichnet und hat
die Einheit reziproke Sekunde. Die dynamische Viskosität ist der
Quotient aus der Schubspannung und der Scherrate und hat die
Einheit [ Pa s ]. Ist der Quotient aus Schubspannung und Scherrate konstant, spricht man von einem newtonschem Fließverhalten.
(3.1)
Die kinematische Viskosität ist der Quotient aus der dynamischen Viskosität und der Dichte .
(3.2)
Die Viskosität eines Fluides hängt von verschiedenen Größen ab [SCH04]:
, , , , ,S p t E
„ S “ physikalisch-chemische Beschaffenheit der Substanz (z. B.
Wasser, Öl, Lack, Polymerschmelze, etc.) „ “ Temperatur der Substanz
„ p “ Druck
„ “ Scherrate
„ t “ Scherzeit
36 3. Charakterisierung von Lacken
„ E “ elektrisches Feld (für Lacke der grafischen Industrie nicht von
Bedeutung)
In Lackversorgungssystemen kann aufgrund des, im Vergleich zu anderen technischen Systemen, geringen Druckes in der Kammerrakel (bei sogenannten Hochdruck-Kammerrakel-Systemen ca. 1,3 bar
absolut) dieser ebenfalls vernachlässigt werden. Manche Lacke besitzen eine Fließgrenze. Dies bedeutet, dass eine Mindestschubspannung min benötigt wird, um eine viskose Deformation
zu erreichen. Unterhalb dieser Mindestschubspannung verformt sich das Fluid idealerweise rein elastisch, oberhalb beginnt das Fließen. Der Quotient aus der Schubspannung und der Scherrate ist bei diesen Lacken nichtlinear. Es liegt ein nicht Newtonsches Verhalten vor.
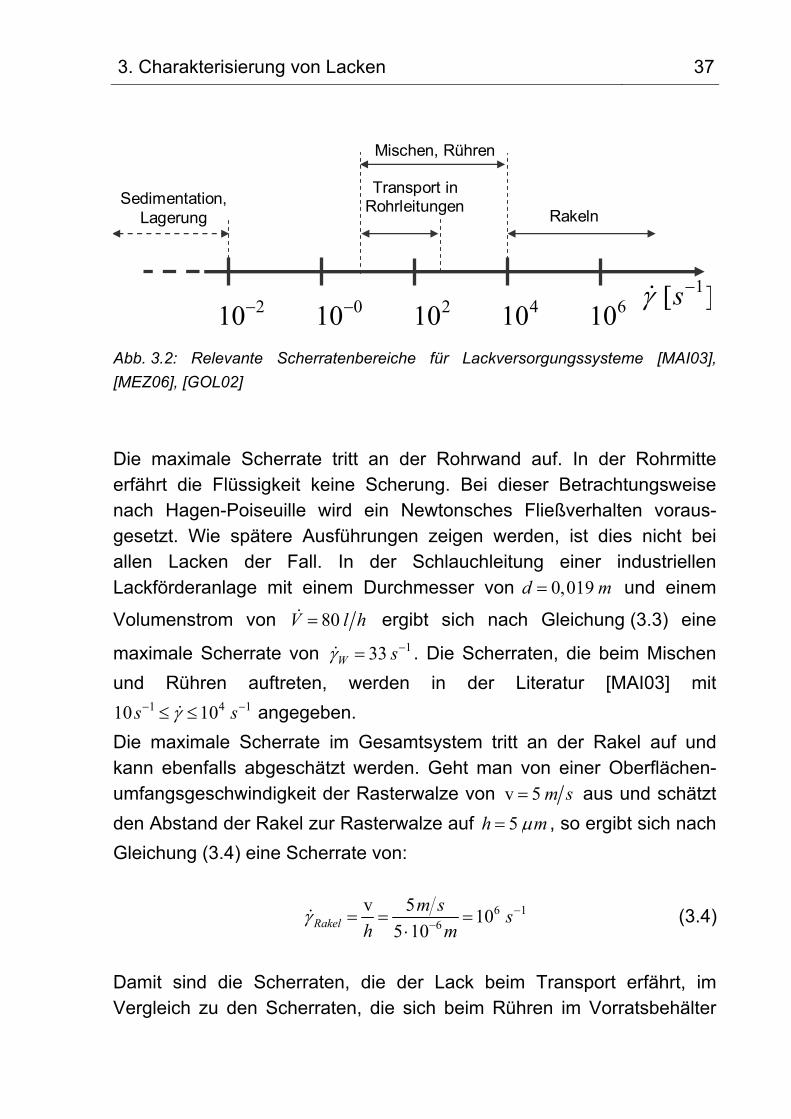
3.2.2 Relevante Scherratenbereiche im Transportprozess
Die in dieser Arbeit durchgeführten Untersuchungen fanden im Hinblick auf den Transport des Lackes von einem Vorratsbehälter (Gebinde) zum Lackwerk einer Druckmaschine statt. Einige typische, im Druckprozess und bei der Lackaufbereitung auftretende, Scherratenbereiche sind in Abb. 3.2 dargestellt [MAI03], [MEZ06], [GOL02]. Die im Transportprozess auftretendenden maximalen Scherraten in
den Leitungen lassen sich überschlägig nach der Beziehung für kreisrunde Rohre von Hagen-Poiseuille berechnen [MEZ06].
3
4 V
R
(3.3)
3. Charakterisierung von Lacken 37
1[ ]s210 010 210 410 610
Sedimentation,Lagerung
Transport inRohrleitungen
Mischen, Rühren
Rakeln
Abb. 3.2: Relevante Scherratenbereiche für Lackversorgungssysteme [MAI03],
[MEZ06], [GOL02]
Die maximale Scherrate tritt an der Rohrwand auf. In der Rohrmitte erfährt die Flüssigkeit keine Scherung. Bei dieser Betrachtungsweise nach Hagen-Poiseuille wird ein Newtonsches Fließverhalten voraus-gesetzt. Wie spätere Ausführungen zeigen werden, ist dies nicht bei allen Lacken der Fall. In der Schlauchleitung einer industriellen Lackförderanlage mit einem Durchmesser von 0,019d m und einem
Volumenstrom von 80V l h ergibt sich nach Gleichung (3.3) eine
maximale Scherrate von 133W s . Die Scherraten, die beim Mischen
und Rühren auftreten, werden in der Literatur [MAI03] mit 1 4 110 10s s angegeben.
Die maximale Scherrate im Gesamtsystem tritt an der Rakel auf und kann ebenfalls abgeschätzt werden. Geht man von einer Oberflächen-umfangsgeschwindigkeit der Rasterwalze von v 5 m s aus und schätzt
den Abstand der Rakel zur Rasterwalze auf 5h m , so ergibt sich nach
Gleichung (3.4) eine Scherrate von:
6 16
v 510
5 10Rakelm s
sh m
(3.4)
Damit sind die Scherraten, die der Lack beim Transport erfährt, im Vergleich zu den Scherraten, die sich beim Rühren im Vorratsbehälter
38 3. Charakterisierung von Lacken
oder in der Kammerrakel ergeben, relativ klein. In dieser Arbeit wird lediglich der Transportprozess betrachtet. Die Strömungen in der Kammerrakel sind so komplex, dass sie eigene Untersuchungen bedürfen. Der für diese Arbeit relevante Scherratenbereich der
rheologischen Untersuchungen wird daher auf 0 1 3 110 10s s
begrenzt.
3.2.3 Messgeräte
Der oben festgelegte Scherratenbereich von 0 1 3 110 10s s kann
vollständig durch ein Rotationsrheometer mit einem Kegel-Platte-Mess-system abgedeckt werden. In dieser Arbeit wird dazu ein Haake MARS II der Fa. Thermo Fisher Scientific [THE08] verwendet. Wie bereits im Kapitel 2.2 erwähnt, wird die Viskosität eines Lackes im Praxisalltag der Druckereien meistens in der Einheit „Bechersekunden“ angegeben. Aus diesem Grund wird in diesem Kapitel auf die Bestimmung der Auslaufzeit nach DIN EN ISO 2431 [7] näher eingegangen.
3.2.3.1 Rotationsrheometer
Bei Messungen mit einem Rotationsrheometer wird die zu unter-suchende Flüssigkeit zwischen einer stationären und einer rotierenden Fläche einer Scherbelastung ausgesetzt (vgl. Abb. 3.3). Das zum Rotieren der Fläche benötigte Drehmoment wird gemessen. Aus diesem und der Geometrie des Messsystems wird die Viskosität des Fluides errechnet.
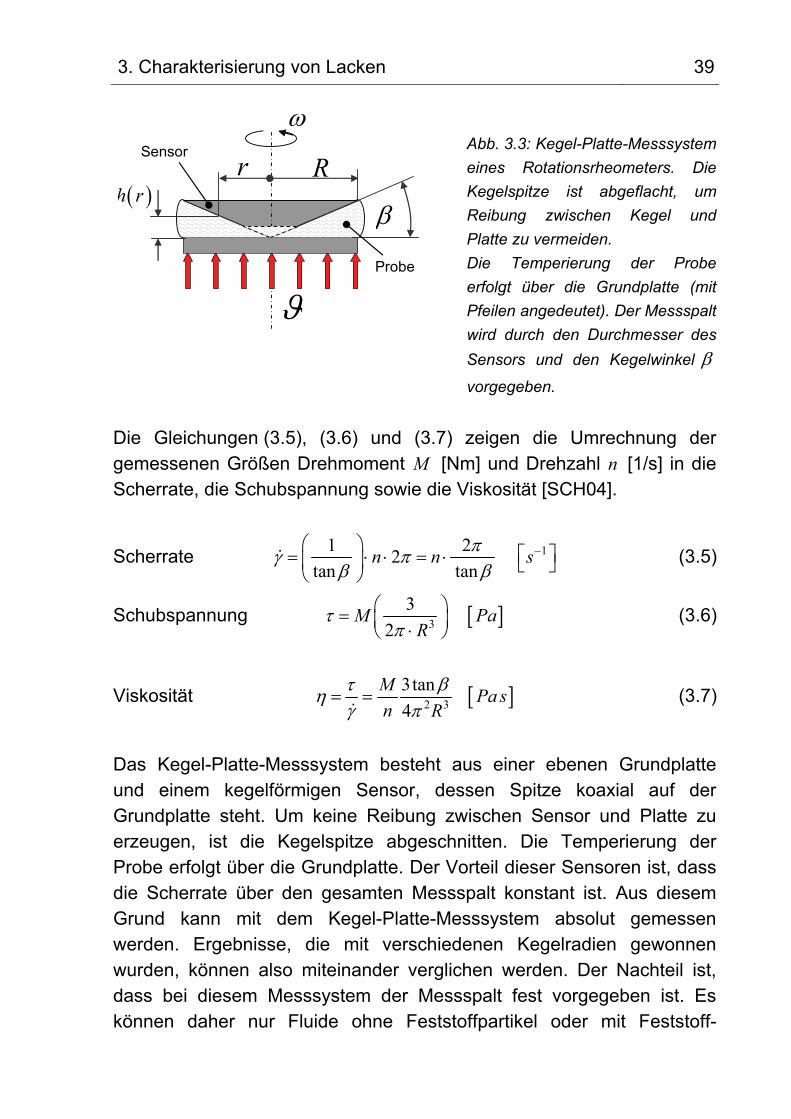
3. Charakterisierung von Lacken 39
Rr h r
Sensor
Probe
Abb. 3.3: Kegel-Platte-Messsystem
eines Rotationsrheometers. Die
Kegelspitze ist abgeflacht, um
Reibung zwischen Kegel und
Platte zu vermeiden.
Die Temperierung der Probe
erfolgt über die Grundplatte (mit
Pfeilen angedeutet). Der Messspalt
wird durch den Durchmesser des
Sensors und den Kegelwinkel
vorgegeben.
Die Gleichungen (3.5), (3.6) und (3.7) zeigen die Umrechnung der gemessenen Größen Drehmoment M [Nm] und Drehzahl n [1/s] in die Scherrate, die Schubspannung sowie die Viskosität [SCH04].
Scherrate 11 22
tan tann n s
(3.5)
Schubspannung 3
3
2M Pa
R
(3.6)
Viskosität 2 3
3tan
4
MPa s
n R
(3.7)
Das Kegel-Platte-Messsystem besteht aus einer ebenen Grundplatte und einem kegelförmigen Sensor, dessen Spitze koaxial auf der Grundplatte steht. Um keine Reibung zwischen Sensor und Platte zu erzeugen, ist die Kegelspitze abgeschnitten. Die Temperierung der Probe erfolgt über die Grundplatte. Der Vorteil dieser Sensoren ist, dass die Scherrate über den gesamten Messspalt konstant ist. Aus diesem Grund kann mit dem Kegel-Platte-Messsystem absolut gemessen werden. Ergebnisse, die mit verschiedenen Kegelradien gewonnen wurden, können also miteinander verglichen werden. Der Nachteil ist, dass bei diesem Messsystem der Messspalt fest vorgegeben ist. Es können daher nur Fluide ohne Feststoffpartikel oder mit Feststoff-
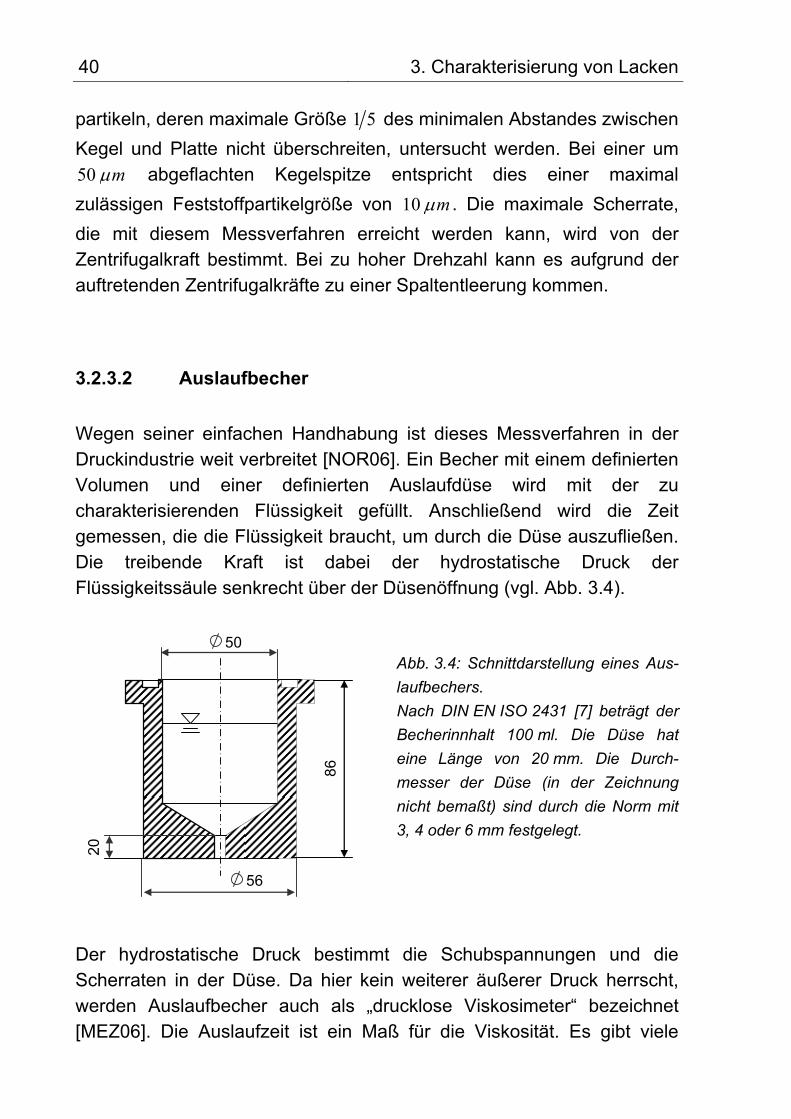
40 3. Charakterisierung von Lacken
partikeln, deren maximale Größe 1 5 des minimalen Abstandes zwischen
Kegel und Platte nicht überschreiten, untersucht werden. Bei einer um 50 m abgeflachten Kegelspitze entspricht dies einer maximal
zulässigen Feststoffpartikelgröße von 10 m . Die maximale Scherrate,
die mit diesem Messverfahren erreicht werden kann, wird von der Zentrifugalkraft bestimmt. Bei zu hoher Drehzahl kann es aufgrund der auftretenden Zentrifugalkräfte zu einer Spaltentleerung kommen.
3.2.3.2 Auslaufbecher
Wegen seiner einfachen Handhabung ist dieses Messverfahren in der Druckindustrie weit verbreitet [NOR06]. Ein Becher mit einem definierten Volumen und einer definierten Auslaufdüse wird mit der zu charakterisierenden Flüssigkeit gefüllt. Anschließend wird die Zeit gemessen, die die Flüssigkeit braucht, um durch die Düse auszufließen. Die treibende Kraft ist dabei der hydrostatische Druck der Flüssigkeitssäule senkrecht über der Düsenöffnung (vgl. Abb. 3.4).
20
56
50
86
Abb. 3.4: Schnittdarstellung eines Aus-
laufbechers.
Nach DIN EN ISO 2431 [7] beträgt der
Becherinnhalt 100 ml. Die Düse hat
eine Länge von 20 mm. Die Durch-
messer der Düse (in der Zeichnung
nicht bemaßt) sind durch die Norm mit
3, 4 oder 6 mm festgelegt.
Der hydrostatische Druck bestimmt die Schubspannungen und die Scherraten in der Düse. Da hier kein weiterer äußerer Druck herrscht, werden Auslaufbecher auch als „drucklose Viskosimeter“ bezeichnet [MEZ06]. Die Auslaufzeit ist ein Maß für die Viskosität. Es gibt viele
3. Charakterisierung von Lacken 41
unterschiedliche Bauarten von Auslaufbechern (ISO 2431, DIN 53211, Ford, Zahn, Engler, Shell) [MEZ06]. Alle Becher sind mit unterschiedlichen Düsendurchmessern erhältlich. In der Druckindustrie ist der DIN 4 mm- Auslaufbecher (4 mm Düsendurchmesser) nach DIN 53211 am weitesten verbreitet, obwohl er vor mehr als 20 Jahren von dem in der gültigen Norm DIN EN ISO 2431 [7] beschriebenen ISO-Auslaufbecher abgelöst wurde. DIN- und ISO-Becher haben mit 100 ml das gleiche Volumen, unterscheiden sich jedoch in der Länge der Düse, welche beim DIN-Auslaufbecher 4 mm und beim ISO-Auslaufbecher 20 mm beträgt. In der Norm wird folgende Gleichung zur Umrechnung der Auslaufzeit in die kinematische Viskosität angegeben.
*
*b
a tt
(3.8)
Die Konstanten *a und *b sind abhängig vom Düsendurchmesser und der Düsenlänge. Für den ISO- 4 mm- Becher gilt beispielsweise
2 2* 1,37a mm s und 2* 200b mm [7]. In [FRI49] wird der Aufbau der
Gleichung (3.8) erläutert. Grundsätzlich lehnt sie sich an die Gleichung an, die zur Auswertung von Messungen mit Kapillarrheometern heran-gezogen wird. Experimentelle Untersuchungen an Lacken haben gezeigt, dass die mit Auslaufbechern ermittelten kinematischen Viskositäten sehr stark streuen und keine vernünftige Beziehung mit den Daten der Absolut-Rheometer hergestellt werden kann [STA07]. Das liegt im Wesentlichen daran, dass die Scherrate in der Düse nicht genau bestimmt werden kann [GOL02]. Aus diesem Grund ist gerade die Messung von strukturviskosen Medien mit relativ großen Fehlern behaftet. Man kann sogar sagen, dass diese Messmethode für thixotrope Medien im Grunde völlig ungeeignet ist [GOL02]. Warum sie dennoch in der Druckindustrie weit verbreitet ist, ist darauf zurückzuführen, dass ein Drucker aufgrund seiner Erfahrung und nach Gefühl am Auslauf-verhalten eines Lackes auf dessen Verdruckbarkeit schließen kann. Dabei handelt es sich jedoch um eine sehr subjektive Betrachtungs-weise, die in keinerlei Hinsicht industriellen Ansprüchen entspricht.
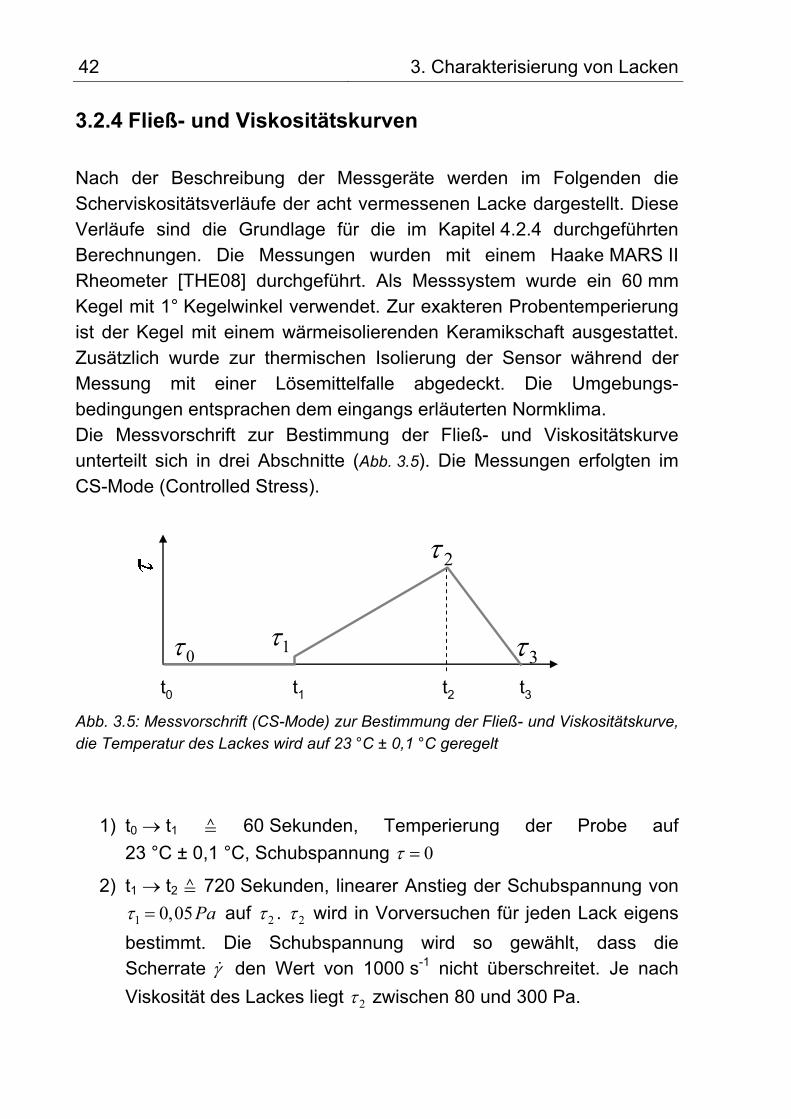
42 3. Charakterisierung von Lacken
3.2.4 Fließ- und Viskositätskurven
Nach der Beschreibung der Messgeräte werden im Folgenden die Scherviskositätsverläufe der acht vermessenen Lacke dargestellt. Diese Verläufe sind die Grundlage für die im Kapitel 4.2.4 durchgeführten Berechnungen. Die Messungen wurden mit einem Haake MARS II Rheometer [THE08] durchgeführt. Als Messsystem wurde ein 60 mm Kegel mit 1° Kegelwinkel verwendet. Zur exakteren Probentemperierung ist der Kegel mit einem wärmeisolierenden Keramikschaft ausgestattet. Zusätzlich wurde zur thermischen Isolierung der Sensor während der Messung mit einer Lösemittelfalle abgedeckt. Die Umgebungs-bedingungen entsprachen dem eingangs erläuterten Normklima. Die Messvorschrift zur Bestimmung der Fließ- und Viskositätskurve unterteilt sich in drei Abschnitte (Abb. 3.5). Die Messungen erfolgten im CS-Mode (Controlled Stress).
t0 t1 t2 t3
1
2
30
Abb. 3.5: Messvorschrift (CS-Mode) zur Bestimmung der Fließ- und Viskositätskurve, die Temperatur des Lackes wird auf 23 °C ± 0,1 °C geregelt
1) t0 t1 ≙ 60 Sekunden, Temperierung der Probe auf
23 °C ± 0,1 °C, Schubspannung 0
2) t1 t2 ≙ 720 Sekunden, linearer Anstieg der Schubspannung von
1 0,05Pa auf 2 . 2 wird in Vorversuchen für jeden Lack eigens
bestimmt. Die Schubspannung wird so gewählt, dass die Scherrate den Wert von 1000 s-1 nicht überschreitet. Je nach
Viskosität des Lackes liegt 2 zwischen 80 und 300 Pa.
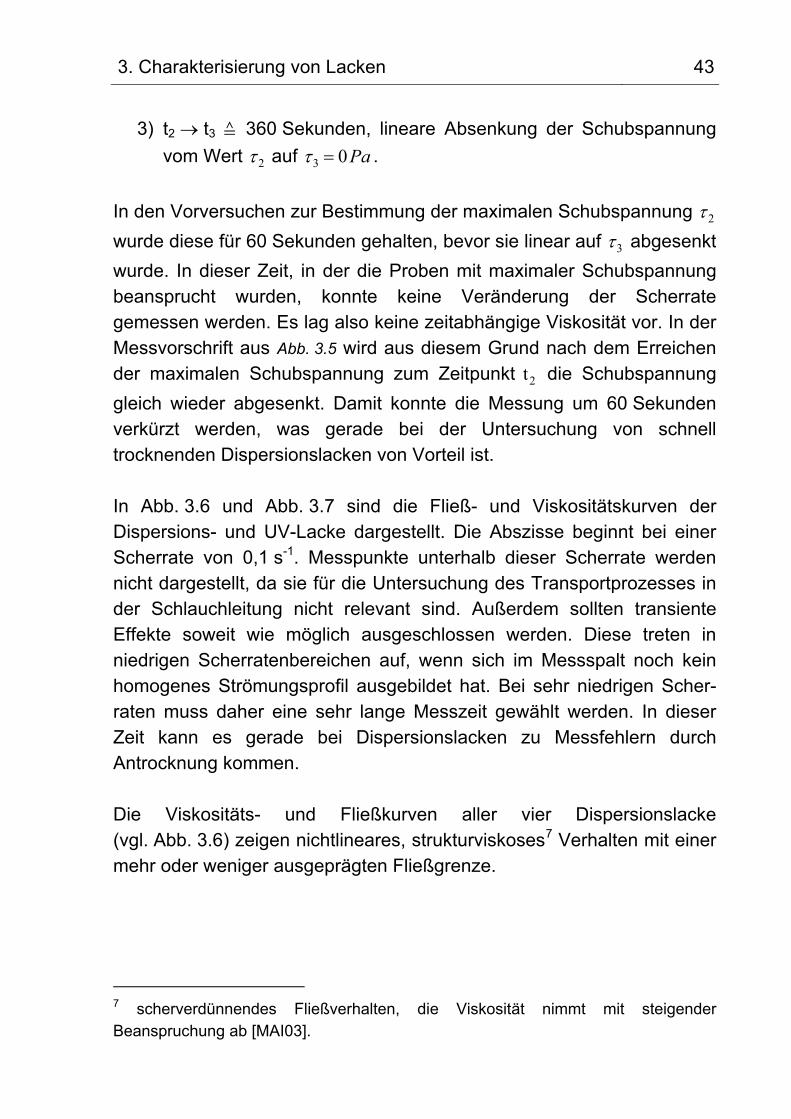
3. Charakterisierung von Lacken 43
3) t2 t3 ≙ 360 Sekunden, lineare Absenkung der Schubspannung
vom Wert 2 auf 3 0Pa .
In den Vorversuchen zur Bestimmung der maximalen Schubspannung 2
wurde diese für 60 Sekunden gehalten, bevor sie linear auf 3 abgesenkt
wurde. In dieser Zeit, in der die Proben mit maximaler Schubspannung beansprucht wurden, konnte keine Veränderung der Scherrate gemessen werden. Es lag also keine zeitabhängige Viskosität vor. In der Messvorschrift aus Abb. 3.5 wird aus diesem Grund nach dem Erreichen der maximalen Schubspannung zum Zeitpunkt 2t die Schubspannung
gleich wieder abgesenkt. Damit konnte die Messung um 60 Sekunden verkürzt werden, was gerade bei der Untersuchung von schnell trocknenden Dispersionslacken von Vorteil ist. In Abb. 3.6 und Abb. 3.7 sind die Fließ- und Viskositätskurven der Dispersions- und UV-Lacke dargestellt. Die Abszisse beginnt bei einer Scherrate von 0,1 s-1. Messpunkte unterhalb dieser Scherrate werden nicht dargestellt, da sie für die Untersuchung des Transportprozesses in der Schlauchleitung nicht relevant sind. Außerdem sollten transiente Effekte soweit wie möglich ausgeschlossen werden. Diese treten in niedrigen Scherratenbereichen auf, wenn sich im Messspalt noch kein homogenes Strömungsprofil ausgebildet hat. Bei sehr niedrigen Scher-raten muss daher eine sehr lange Messzeit gewählt werden. In dieser Zeit kann es gerade bei Dispersionslacken zu Messfehlern durch Antrocknung kommen. Die Viskositäts- und Fließkurven aller vier Dispersionslacke (vgl. Abb. 3.6) zeigen nichtlineares, strukturviskoses7 Verhalten mit einer mehr oder weniger ausgeprägten Fließgrenze.
7 scherverdünnendes Fließverhalten, die Viskosität nimmt mit steigender Beanspruchung ab [MAI03].
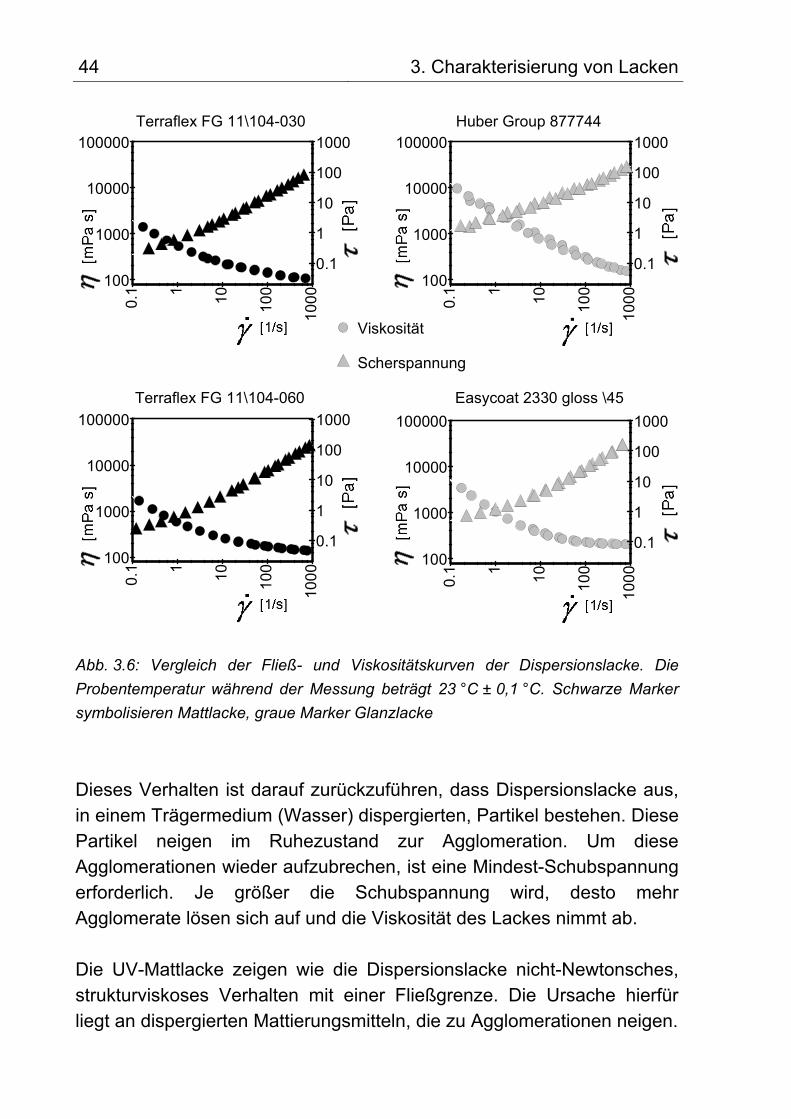
44 3. Charakterisierung von Lacken
Terraflex FG 11\104-030 Huber Group 8777440
.1 1
10
10
0
10 0
0
100
1000
10000
100000
0.1
1
10
100
1000
0.1 1
10
10
0
10
00
100
1000
10000
100000
0.1
1
10
100
1000
Viskosität
Scherspannung
Easycoat 2330 gloss \45
0.1 1
10
100
100
0
100
1000
10000
100000
0.1
1
10
100
1000
0.1 1
10
100
100
0
100
1000
10000
100000
0.1
1
10
100
1000
Terraflex FG 11\104-060
Abb. 3.6: Vergleich der Fließ- und Viskositätskurven der Dispersionslacke. Die
Probentemperatur während der Messung beträgt 23 °C ± 0,1 °C. Schwarze Marker
symbolisieren Mattlacke, graue Marker Glanzlacke
Dieses Verhalten ist darauf zurückzuführen, dass Dispersionslacke aus, in einem Trägermedium (Wasser) dispergierten, Partikel bestehen. Diese Partikel neigen im Ruhezustand zur Agglomeration. Um diese Agglomerationen wieder aufzubrechen, ist eine Mindest-Schubspannung erforderlich. Je größer die Schubspannung wird, desto mehr Agglomerate lösen sich auf und die Viskosität des Lackes nimmt ab. Die UV-Mattlacke zeigen wie die Dispersionslacke nicht-Newtonsches, strukturviskoses Verhalten mit einer Fließgrenze. Die Ursache hierfür liegt an dispergierten Mattierungsmitteln, die zu Agglomerationen neigen.
3. Charakterisierung von Lacken 45
Easycoat UV 2348 Ultralux U 0708
0.1 1
10
10
0
10
00
100
1000
10000
100000
0.1
1
10
100
1000
0.1 1
10
10
0
10
00
100
1000
10000
100000
0.1
1
10
100
1000
Viskosität
Scherspannung
Vegra Lackprobe UV-A
0.1 1
10
10
0
10
00
100
1000
10000
100000
0.1
1
10
100
1000
0.1 1
10
10
0
10
00
100
1000
10000
100000
0.1
1
10
100
1000
CureLac UC 9201
Abb. 3.7: Vergleich der Fließ- und Viskositätskurven der UV-Lacke. Die
Probentemperatur während der Messung beträgt 23 °C ± 0,1 °C. Schwarze Marker
symbolisieren Mattlacke, graue Marker Glanzlacke
Im Falle der UV-Mattlacke handelt es sich bei dem Trägermedium nicht um Wasser, sondern um unter UV-Licht aushärtende Bindemittel. UV-Glanzlacke zeigen hingegen nahezu ideales Newtonsches Fließ-verhalten. Sie enthalten im Gegensatz zu Dispersionslacken und UV-Mattlacken keine dispergierten Partikel.
46 3. Charakterisierung von Lacken
3.2.5 Anpassung der Viskositätskurven durch eine Modell-funktion
Um später das Strömungsprofil des Lackes im Rohr berechnen zu können, werden die gemessenen Viskositätskurven in diesem Abschnitt mit einer Modellfunktion approximiert. Im Falle der UV-Glanzlacke (Abb. 3.7, rechts) ist dies sehr einfach mit dem Ansatz nach Newton möglich (vgl. Gleichung (3.1)) . (3.9)
Alle anderen Lacke zeigen ein strukturviskoses Verhalten mit einer Fließgrenze. Zur Bestimmung der Fließgrenze können verschiedene Methoden angewendet werden. Eine Übersicht solcher Methoden ist in [MEZ06] aufgeführt. Eine übliche Methode ist die Fließgrenze über die Obergrenze der Schubspannung am Fließbeginn zu bestimmen. Dazu wird am Rheometer die Schubspannung als Rampenfunktion vor-gegeben. Jener Schubspannungswert wird als Fließgrenze bezeichnet, bei welcher das Messgerät gerade noch keine Bewegung erfasst. Nachteil dieser Auswertemethode ist, dass der Fließgrenzenwert von der Drehzahlauflösung des Rheometers abhängt. Ein Gerät mit einer hohen Auflösung wird bei einer Schubspannung bereits eine Bewegung feststellen, während ein Gerät mit einer niedrigen Drehwinkelauflösung bei gleicher Schubspannung noch keine Drehung feststellen kann. Nach diesem Verfahren ist die Fließgrenze also keine Materialkonstante sondern sie ist messgeräteabhängig. Um die Fließgrenze, der in Abb. 3.6 und Abb. 3.7 dargestellten Fließ- und Viskositätskurven, zu bestimmen, wird in dieser Arbeit die Tangentenschnittpunkt- Methode angewendet. Im reversiblen, elastischen Deformationsbereich gilt ein linearer Zusammenhang zwischen Schubspannung und Deformation.
const (3.10)
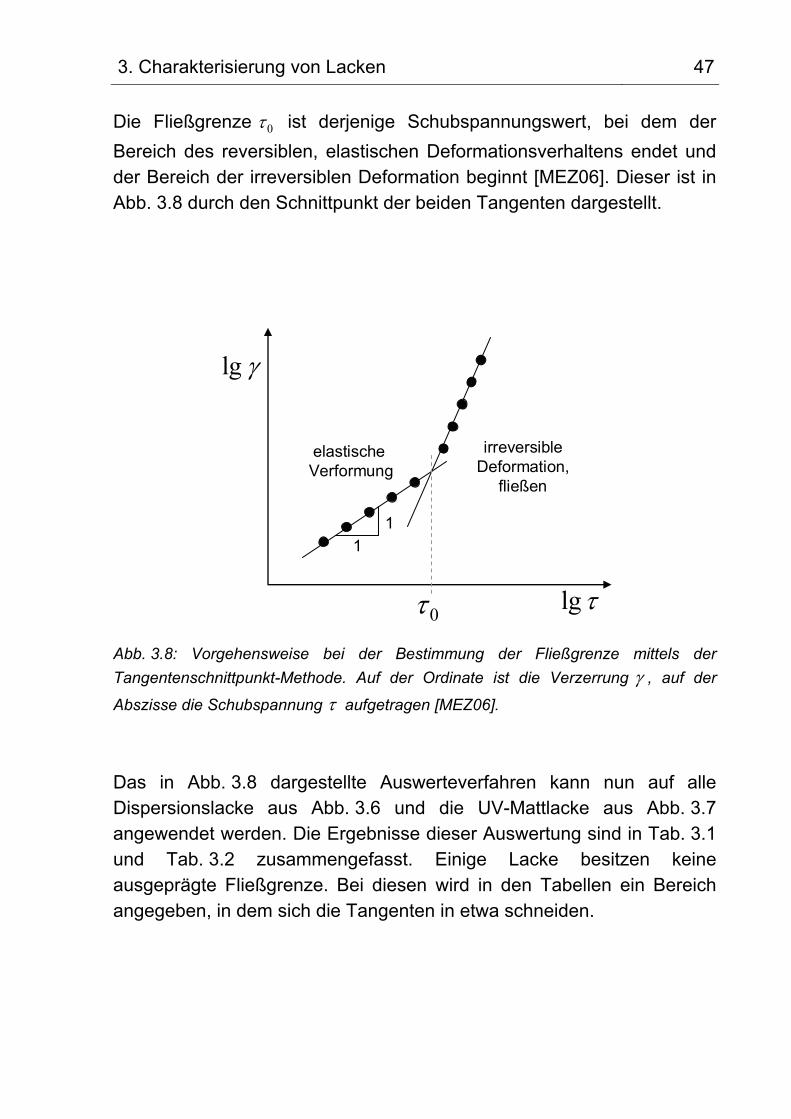
3. Charakterisierung von Lacken 47
Die Fließgrenze 0 ist derjenige Schubspannungswert, bei dem der
Bereich des reversiblen, elastischen Deformationsverhaltens endet und der Bereich der irreversiblen Deformation beginnt [MEZ06]. Dieser ist in Abb. 3.8 durch den Schnittpunkt der beiden Tangenten dargestellt.
lg
lg0
elastische Verformung
irreversibleDeformation,
fließen
1
1
Abb. 3.8: Vorgehensweise bei der Bestimmung der Fließgrenze mittels der
Tangentenschnittpunkt-Methode. Auf der Ordinate ist die Verzerrung , auf der
Abszisse die Schubspannung aufgetragen [MEZ06].
Das in Abb. 3.8 dargestellte Auswerteverfahren kann nun auf alle Dispersionslacke aus Abb. 3.6 und die UV-Mattlacke aus Abb. 3.7 angewendet werden. Die Ergebnisse dieser Auswertung sind in Tab. 3.1 und Tab. 3.2 zusammengefasst. Einige Lacke besitzen keine ausgeprägte Fließgrenze. Bei diesen wird in den Tabellen ein Bereich angegeben, in dem sich die Tangenten in etwa schneiden.
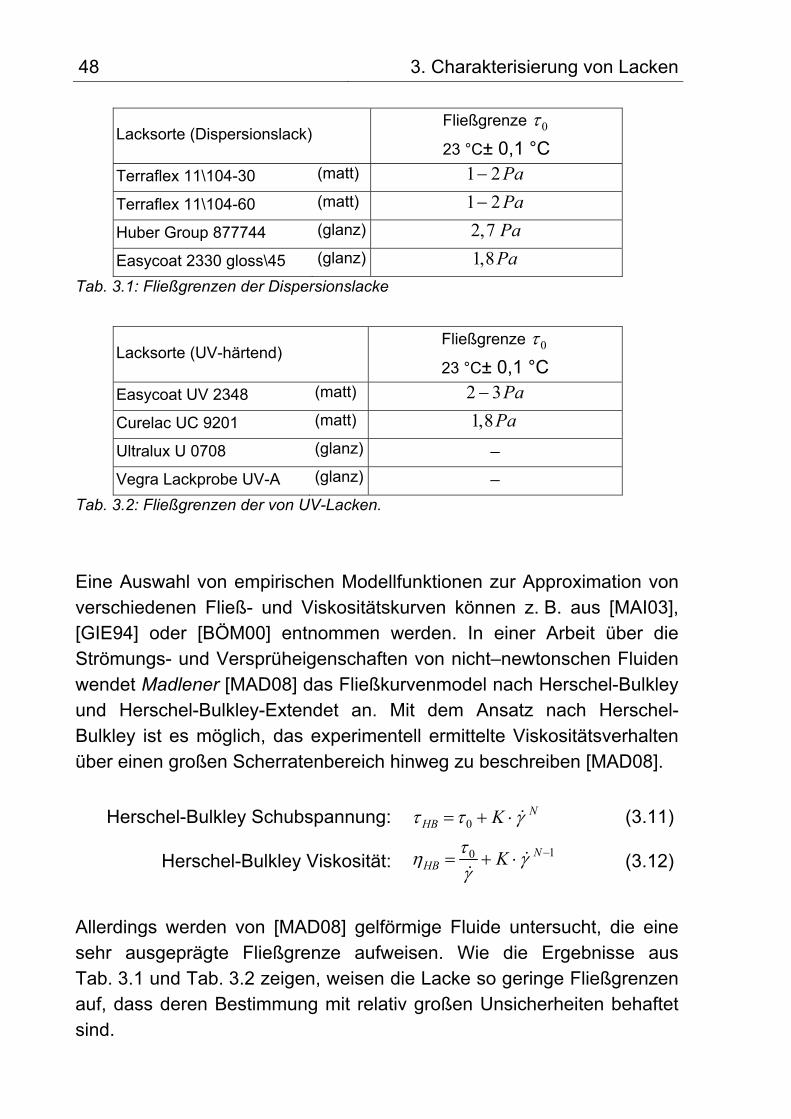
48 3. Charakterisierung von Lacken
Lacksorte (Dispersionslack) Fließgrenze 0
23 °C± 0,1 °C
Terraflex 11\104-30 (matt) 1 2 Pa
Terraflex 11\104-60 (matt) 1 2 Pa
Huber Group 877744 (glanz) 2,7 Pa
Easycoat 2330 gloss\45 (glanz) 1,8Pa
Tab. 3.1: Fließgrenzen der Dispersionslacke
Lacksorte (UV-härtend) Fließgrenze 0
23 °C± 0,1 °C
Easycoat UV 2348 (matt) 2 3Pa
Curelac UC 9201 (matt) 1,8Pa
Ultralux U 0708 (glanz)
Vegra Lackprobe UV-A (glanz)
Tab. 3.2: Fließgrenzen der von UV-Lacken.
Eine Auswahl von empirischen Modellfunktionen zur Approximation von verschiedenen Fließ- und Viskositätskurven können z. B. aus [MAI03], [GIE94] oder [BÖM00] entnommen werden. In einer Arbeit über die Strömungs- und Versprüheigenschaften von nicht–newtonschen Fluiden wendet Madlener [MAD08] das Fließkurvenmodel nach Herschel-Bulkley und Herschel-Bulkley-Extendet an. Mit dem Ansatz nach Herschel-Bulkley ist es möglich, das experimentell ermittelte Viskositätsverhalten über einen großen Scherratenbereich hinweg zu beschreiben [MAD08].
Herschel-Bulkley Schubspannung: 0N
HB K (3.11)
Herschel-Bulkley Viskosität:10 N
HB K
(3.12)
Allerdings werden von [MAD08] gelförmige Fluide untersucht, die eine sehr ausgeprägte Fließgrenze aufweisen. Wie die Ergebnisse aus Tab. 3.1 und Tab. 3.2 zeigen, weisen die Lacke so geringe Fließgrenzen auf, dass deren Bestimmung mit relativ großen Unsicherheiten behaftet sind.
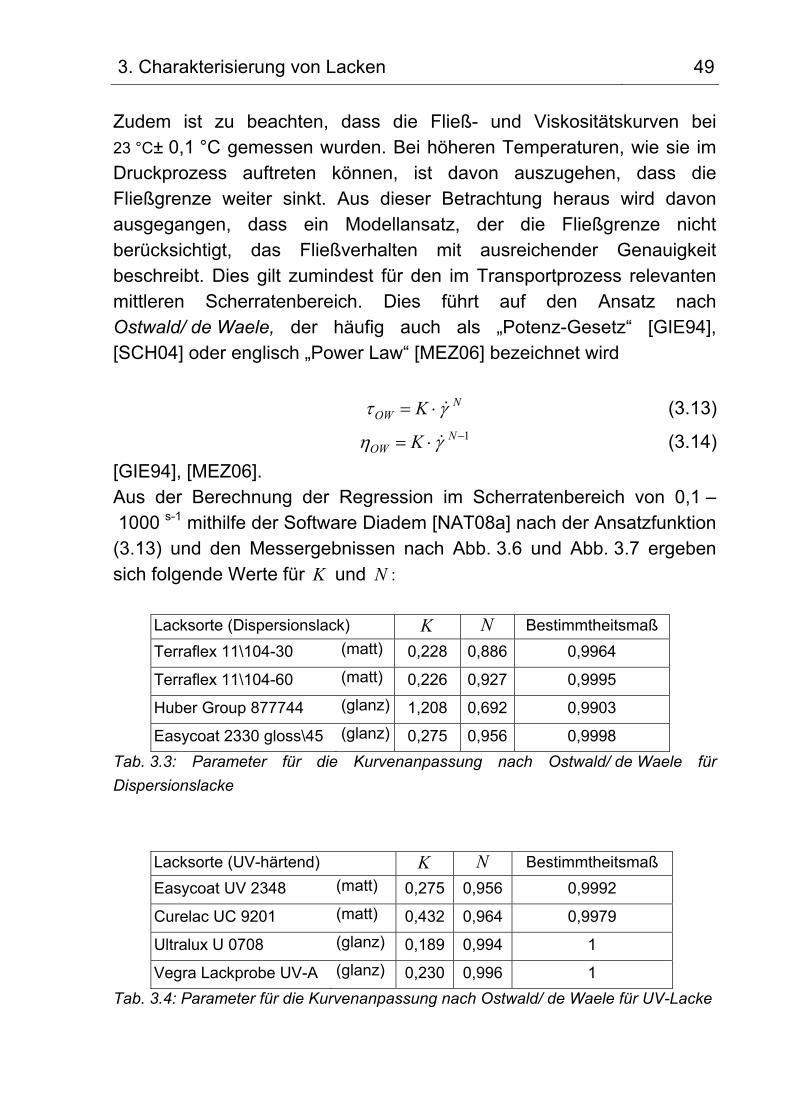
3. Charakterisierung von Lacken 49
Zudem ist zu beachten, dass die Fließ- und Viskositätskurven bei 23 °C± 0,1 °C gemessen wurden. Bei höheren Temperaturen, wie sie im Druckprozess auftreten können, ist davon auszugehen, dass die Fließgrenze weiter sinkt. Aus dieser Betrachtung heraus wird davon ausgegangen, dass ein Modellansatz, der die Fließgrenze nicht berücksichtigt, das Fließverhalten mit ausreichender Genauigkeit beschreibt. Dies gilt zumindest für den im Transportprozess relevanten mittleren Scherratenbereich. Dies führt auf den Ansatz nach Ostwald/ de Waele, der häufig auch als „Potenz-Gesetz“ [GIE94], [SCH04] oder englisch „Power Law“ [MEZ06] bezeichnet wird
NOW K (3.13)
1NOW K (3.14)
[GIE94], [MEZ06]. Aus der Berechnung der Regression im Scherratenbereich von 0,1 – 1000 s-1 mithilfe der Software Diadem [NAT08a] nach der Ansatzfunktion (3.13) und den Messergebnissen nach Abb. 3.6 und Abb. 3.7 ergeben sich folgende Werte für K und N :
Lacksorte (Dispersionslack) K N Bestimmtheitsmaß
Terraflex 11\104-30 (matt) 0,228 0,886 0,9964
Terraflex 11\104-60 (matt) 0,226 0,927 0,9995
Huber Group 877744 (glanz) 1,208 0,692 0,9903
Easycoat 2330 gloss\45 (glanz) 0,275 0,956 0,9998
Tab. 3.3: Parameter für die Kurvenanpassung nach Ostwald/ de Waele für
Dispersionslacke
Lacksorte (UV-härtend) K N Bestimmtheitsmaß
Easycoat UV 2348 (matt) 0,275 0,956 0,9992
Curelac UC 9201 (matt) 0,432 0,964 0,9979
Ultralux U 0708 (glanz) 0,189 0,994 1
Vegra Lackprobe UV-A (glanz) 0,230 0,996 1
Tab. 3.4: Parameter für die Kurvenanpassung nach Ostwald/ de Waele für UV-Lacke
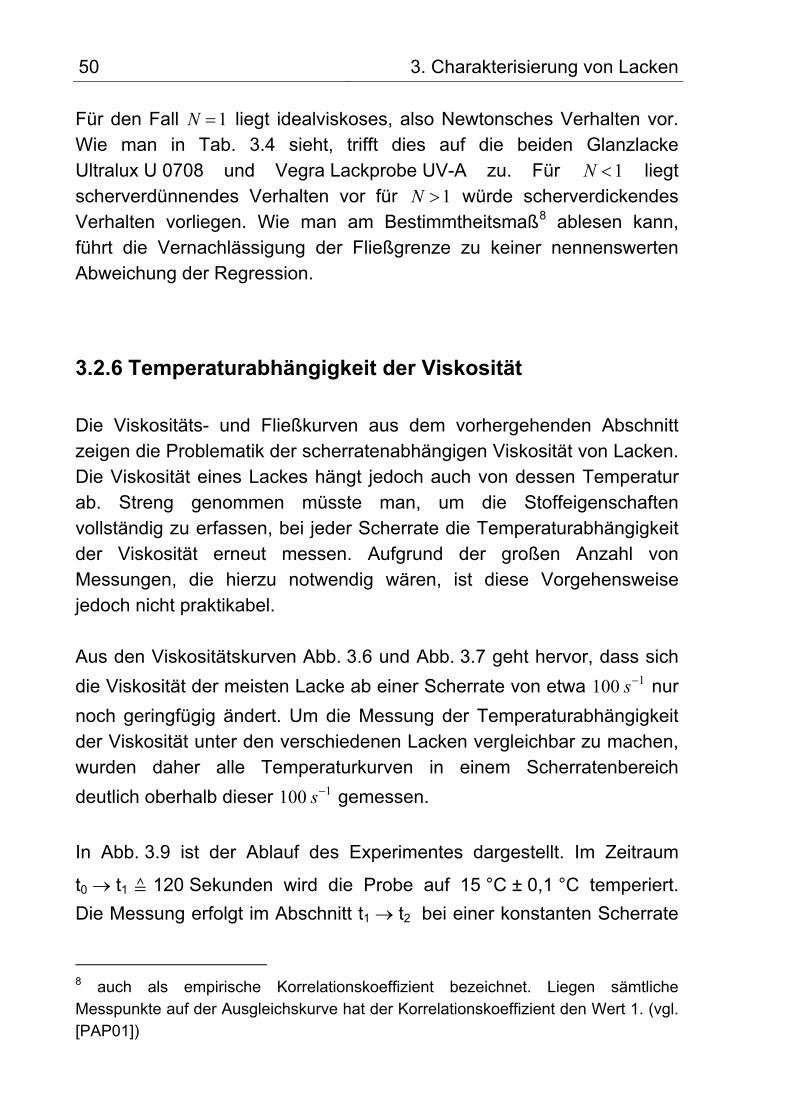
50 3. Charakterisierung von Lacken
Für den Fall 1N liegt idealviskoses, also Newtonsches Verhalten vor. Wie man in Tab. 3.4 sieht, trifft dies auf die beiden Glanzlacke Ultralux U 0708 und Vegra Lackprobe UV-A zu. Für 1N liegt scherverdünnendes Verhalten vor für 1N würde scherverdickendes Verhalten vorliegen. Wie man am Bestimmtheitsmaß8 ablesen kann, führt die Vernachlässigung der Fließgrenze zu keiner nennenswerten Abweichung der Regression.
3.2.6 Temperaturabhängigkeit der Viskosität
Die Viskositäts- und Fließkurven aus dem vorhergehenden Abschnitt zeigen die Problematik der scherratenabhängigen Viskosität von Lacken. Die Viskosität eines Lackes hängt jedoch auch von dessen Temperatur ab. Streng genommen müsste man, um die Stoffeigenschaften vollständig zu erfassen, bei jeder Scherrate die Temperaturabhängigkeit der Viskosität erneut messen. Aufgrund der großen Anzahl von Messungen, die hierzu notwendig wären, ist diese Vorgehensweise jedoch nicht praktikabel. Aus den Viskositätskurven Abb. 3.6 und Abb. 3.7 geht hervor, dass sich
die Viskosität der meisten Lacke ab einer Scherrate von etwa 1100 s nur
noch geringfügig ändert. Um die Messung der Temperaturabhängigkeit der Viskosität unter den verschiedenen Lacken vergleichbar zu machen, wurden daher alle Temperaturkurven in einem Scherratenbereich
deutlich oberhalb dieser 1100 s gemessen.
In Abb. 3.9 ist der Ablauf des Experimentes dargestellt. Im Zeitraum
t0 t1 ≙ 120 Sekunden wird die Probe auf 15 °C ± 0,1 °C temperiert.
Die Messung erfolgt im Abschnitt t1 t2 bei einer konstanten Scherrate
8 auch als empirische Korrelationskoeffizient bezeichnet. Liegen sämtliche Messpunkte auf der Ausgleichskurve hat der Korrelationskoeffizient den Wert 1. (vgl. [PAP01])
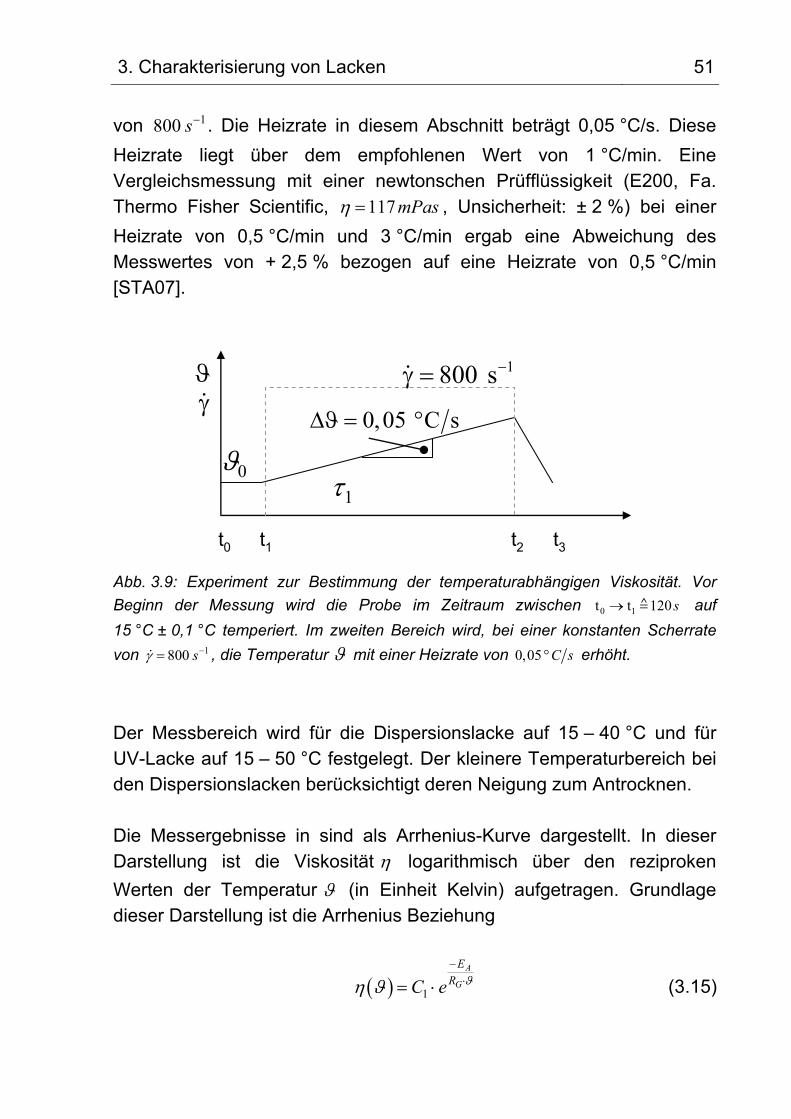
3. Charakterisierung von Lacken 51
von 1800 s . Die Heizrate in diesem Abschnitt beträgt 0,05 °C/s. Diese
Heizrate liegt über dem empfohlenen Wert von 1 °C/min. Eine Vergleichsmessung mit einer newtonschen Prüfflüssigkeit (E200, Fa. Thermo Fisher Scientific, 117mPas , Unsicherheit: ± 2 %) bei einer
Heizrate von 0,5 °C/min und 3 °C/min ergab eine Abweichung des Messwertes von + 2,5 % bezogen auf eine Heizrate von 0,5 °C/min [STA07].
t0 t1 t2 t3
10
0,05 C s
1800 s
Abb. 3.9: Experiment zur Bestimmung der temperaturabhängigen Viskosität. Vor
Beginn der Messung wird die Probe im Zeitraum zwischen 0 1t t 120 s auf
15 °C ± 0,1 °C temperiert. Im zweiten Bereich wird, bei einer konstanten Scherrate
von 1800 s , die Temperatur mit einer Heizrate von 0,05 C s erhöht.
Der Messbereich wird für die Dispersionslacke auf 15 – 40 °C und für UV-Lacke auf 15 – 50 °C festgelegt. Der kleinere Temperaturbereich bei den Dispersionslacken berücksichtigt deren Neigung zum Antrocknen. Die Messergebnisse in sind als Arrhenius-Kurve dargestellt. In dieser Darstellung ist die Viskosität logarithmisch über den reziproken
Werten der Temperatur (in Einheit Kelvin) aufgetragen. Grundlage dieser Darstellung ist die Arrhenius Beziehung
1
A
G
E
RC e
(3.15)
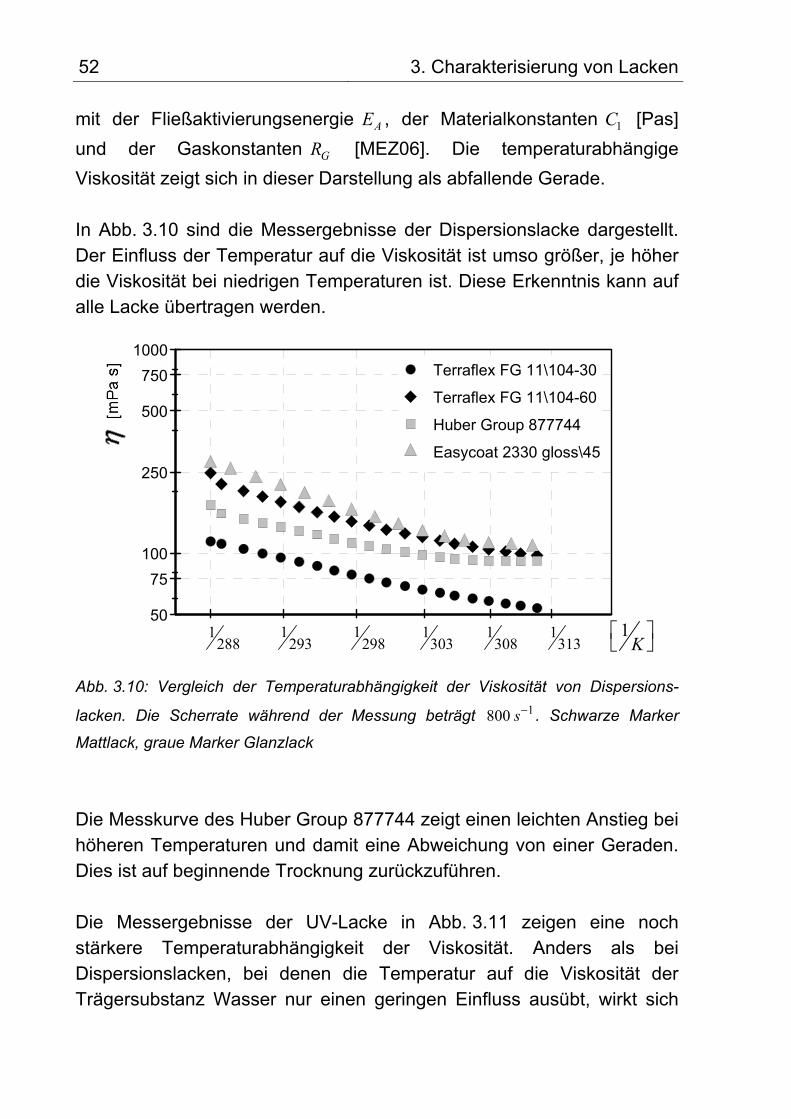
52 3. Charakterisierung von Lacken
mit der Fließaktivierungsenergie AE , der Materialkonstanten 1C [Pas]
und der Gaskonstanten GR [MEZ06]. Die temperaturabhängige
Viskosität zeigt sich in dieser Darstellung als abfallende Gerade. In Abb. 3.10 sind die Messergebnisse der Dispersionslacke dargestellt. Der Einfluss der Temperatur auf die Viskosität ist umso größer, je höher die Viskosität bei niedrigen Temperaturen ist. Diese Erkenntnis kann auf alle Lacke übertragen werden.
47
17
34
13
35
46
29
99
24
71
19
8250
75
100
250
500
750
1000Terraflex FG 11\104-30
Terraflex FG 11\104-60
Huber Group 877744
Easycoat 2330 gloss\45
1288
1293
1298
1303
1308
1313
1 K
Abb. 3.10: Vergleich der Temperaturabhängigkeit der Viskosität von Dispersions-
lacken. Die Scherrate während der Messung beträgt 1800 s . Schwarze Marker
Mattlack, graue Marker Glanzlack
Die Messkurve des Huber Group 877744 zeigt einen leichten Anstieg bei höheren Temperaturen und damit eine Abweichung von einer Geraden. Dies ist auf beginnende Trocknung zurückzuführen. Die Messergebnisse der UV-Lacke in Abb. 3.11 zeigen eine noch stärkere Temperaturabhängigkeit der Viskosität. Anders als bei Dispersionslacken, bei denen die Temperatur auf die Viskosität der Trägersubstanz Wasser nur einen geringen Einfluss ausübt, wirkt sich
3. Charakterisierung von Lacken 53
eine Temperaturänderung auf die Bindemittel der UV-Lacke wesentlich stärker aus.
-0.0
03
47
2
-0. 0
034
13
3
-0.0
03
35
6
-0.0
033
00
9
-0.0
032
46
9
-0. 0
031
94
8
-0.0
031
44
7
-0.0
030
98
950
75
100
250
500
750
1000Easycoat UV 2348
CureLac UC 9201
Ultralux U 0708
Vegra Lackprobe UV-A
1288
1293
1298
1303
1308
1313
1 K
1318
1323
Abb. 3.11: Vergleich der Temperaturabhängigkeit der Viskosität von UV-Lacken. Die
Scherrate während der Messung beträgt 1800 s . Schwarze Marker: Mattlack, graue
Marker: Glanzlack
Auffällig bei den Messergebnissen in Abb. 3.11 ist, dass oberhalb der Raumtemperatur bei beiden Glanzlacken (graue Marker) kaum ein Unterschied in der Viskosität gemessen werden konnte, obwohl sich die Viskositäten laut Herstellerangaben signifikant unterscheiden sollten.
3.3 Dichte
Die Dichte ist eine charakteristische Stoffgröße. Als Dichte bezeichnet
man den Quotienten aus Masse m und Volumen V einer Stoffmenge. Die Dichte aller festen, flüssigen und gasförmigen Stoffe ist temperatur-abhängig. Eine Reihe von Verfahren zur Bestimmung der Dichte von Beschichtungsstoffen werden von den Normen DIN EN ISO 2811-1 bis 3 [10], [11], [12] beschrieben.
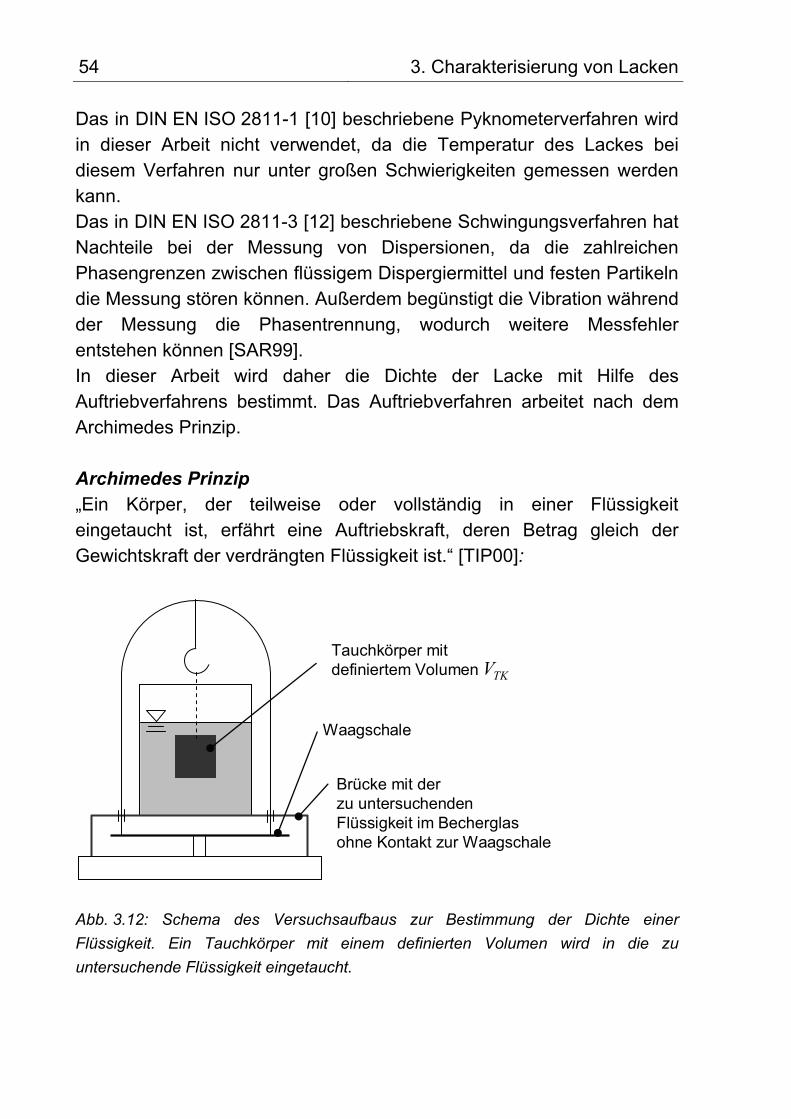
54 3. Charakterisierung von Lacken
Das in DIN EN ISO 2811-1 [10] beschriebene Pyknometerverfahren wird in dieser Arbeit nicht verwendet, da die Temperatur des Lackes bei diesem Verfahren nur unter großen Schwierigkeiten gemessen werden kann. Das in DIN EN ISO 2811-3 [12] beschriebene Schwingungsverfahren hat Nachteile bei der Messung von Dispersionen, da die zahlreichen Phasengrenzen zwischen flüssigem Dispergiermittel und festen Partikeln die Messung stören können. Außerdem begünstigt die Vibration während der Messung die Phasentrennung, wodurch weitere Messfehler entstehen können [SAR99]. In dieser Arbeit wird daher die Dichte der Lacke mit Hilfe des Auftriebverfahrens bestimmt. Das Auftriebverfahren arbeitet nach dem Archimedes Prinzip. Archimedes Prinzip „Ein Körper, der teilweise oder vollständig in einer Flüssigkeit eingetaucht ist, erfährt eine Auftriebskraft, deren Betrag gleich der Gewichtskraft der verdrängten Flüssigkeit ist.“ [TIP00]:
Waagschale
Brücke mit derzu untersuchenden Flüssigkeit im Becherglasohne Kontakt zur Waagschale
Tauchkörper mit definiertem Volumen TKV
Abb. 3.12: Schema des Versuchsaufbaus zur Bestimmung der Dichte einer
Flüssigkeit. Ein Tauchkörper mit einem definierten Volumen wird in die zu
untersuchende Flüssigkeit eingetaucht.
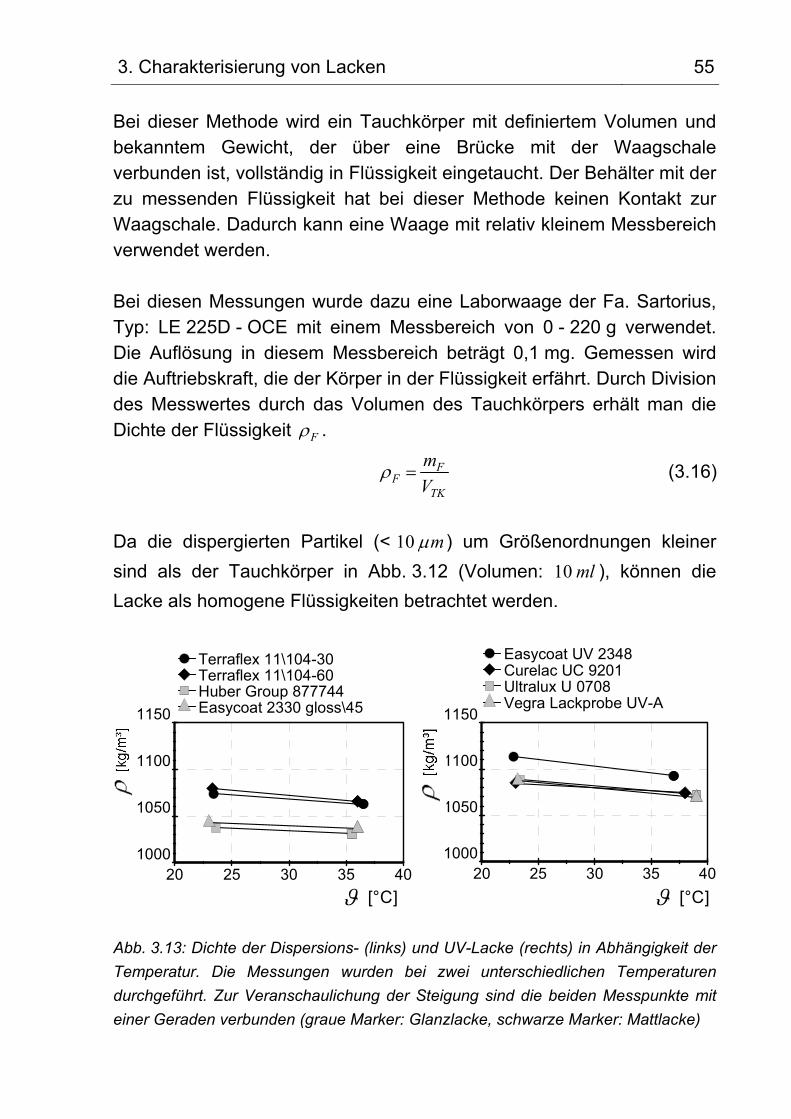
3. Charakterisierung von Lacken 55
Bei dieser Methode wird ein Tauchkörper mit definiertem Volumen und bekanntem Gewicht, der über eine Brücke mit der Waagschale verbunden ist, vollständig in Flüssigkeit eingetaucht. Der Behälter mit der zu messenden Flüssigkeit hat bei dieser Methode keinen Kontakt zur Waagschale. Dadurch kann eine Waage mit relativ kleinem Messbereich verwendet werden. Bei diesen Messungen wurde dazu eine Laborwaage der Fa. Sartorius, Typ: LE 225D - OCE mit einem Messbereich von 0 - 220 g verwendet. Die Auflösung in diesem Messbereich beträgt 0,1 mg. Gemessen wird die Auftriebskraft, die der Körper in der Flüssigkeit erfährt. Durch Division des Messwertes durch das Volumen des Tauchkörpers erhält man die Dichte der Flüssigkeit F .
FF
TK
m
V (3.16)
Da die dispergierten Partikel (< 10 m ) um Größenordnungen kleiner
sind als der Tauchkörper in Abb. 3.12 (Volumen: 10 ml ), können die
Lacke als homogene Flüssigkeiten betrachtet werden.
[°C]20 25 30 35 40
1000
1050
1100
1150
Terraflex 11\104-30Terraflex 11\104-60Huber Group 877744Easycoat 2330 gloss\45
20 25 30 35 401000
1050
1100
1150
Easycoat UV 2348Curelac UC 9201Ultralux U 0708Vegra Lackprobe UV-A
[°C]
Abb. 3.13: Dichte der Dispersions- (links) und UV-Lacke (rechts) in Abhängigkeit der
Temperatur. Die Messungen wurden bei zwei unterschiedlichen Temperaturen
durchgeführt. Zur Veranschaulichung der Steigung sind die beiden Messpunkte mit
einer Geraden verbunden (graue Marker: Glanzlacke, schwarze Marker: Mattlacke)
56 3. Charakterisierung von Lacken
Die Dichte der Dispersionslacke wurde bei 23 °C ± 0,5 °C und 36 °C ± 1 °C nach dem in Abb. 3.12 dargestellten Prinzip gemessen. In Abb. 3.13 ist für Dispersionslacke (links) ein eindeutiger Unterschied zwischen Matt- und Glanzlacken erkennbar. Dieser kann auf den Anteil dispergierter Mattierungsmittel zurückgeführt werden. Bei UV-Lacken (rechts) ist dieser Trend nicht eindeutig erkennbar. Die Messung zeigt, dass bei UV-Lacken die Dichte des Bindemittels höher ist als die Dichte der Trägersubstanz bei Dispersionslacken. Zusätzlich dispergierte Mattierungsmittel wirken sich daher bei UV-Lacken auf die gesamte Dichte weniger stark aus.
Lacksorte (Dispersionslack) Dichte bei
23 °C ± 0,5 °CDichteänderung bis 36 °C
Terraflex 11\104-30 31073,6 kg m 30,8 kg m K
Terraflex 11\104-60 31079,6 kg m 31.1 kg m K
Huber Group 877744 31037,3 kg m 30.6 kg m K
Easycoat 2330 gloss\45 31042,9 kg m 31.4 kg m K
Tab. 3.5: Dichte und Dichteänderung von Dispersionslacken
Durch die Analyse der Daten aus Abb. 3.13 und mit der Annahme, dass sich die Dichte im angegebenen Temperaturbereich linear ändert, ergeben sich für die Dispersionslacke die in Tab. 3.5 dargestellte Änderungen der Dichte.
Lacksorte (UV-härtend) Dichte bei
23 °C ± 0,5 °CDichteänderung bis 37,5 °C
Easycoat UV 2348 31113,5 kg m 31,4 kg m K
Curelac UC 9201 31085,0 kg m 30,7 kg m K
Ultralux U 0708 31088,3 kg m 31 kg m K
Vegra Lackprobe UV-A 31087,4 kg m 31.1 kg m K
Tab. 3.6: Dichte und Dichteänderung von UV-Lacken
3. Charakterisierung von Lacken 57
Die Dichte der UV-Lacke wurde in gleicher Weise bestimmt. Lediglich die obere Temperatur, bei der die Messungen durchgeführt wurden, wurde auf 37,5 °C ± 1,5 °C etwas erhöht. Der Grund hierfür ist, dass UV-Lacke in der Praxis mit höheren Temperaturen verarbeitet werden. Auch hier kann die Dichteänderung aus der Analyse der Messdaten ermittelt werden.
Wie aus Tab. 3.5 und Tab. 3.6 entnommen werden kann, ist der Temperatureinfluss auf die Dichte bei Easycoat Lacken am größten. Im ungünstigsten Fall des Easycoat 2330 gloss\45 ändert sich die Dichte im Bereich von 23 °C bis 36 °C jedoch nur um ca 2,3 %. Aufgrund dieser relativ kleinen Änderung wird im weiteren Verlauf dieser Arbeit die Dichte der Lacke als temperaturunabhängig und damit als konstant betrachtet.
3.4 Spezifische Wärmekapazität
Unter spezifischer Wärme versteht man die Wärme, die ein Kilogramm eines Stoffes unter gewissen Bedingungen mit der Umgebung austauschen muss, um seine Temperatur um ein Grad Kelvin zu erhöhen [HEM79]. Grundsätzlich bedient man sich zur Bestimmung der spezifischen Wärmekapazität eines Stoffes der Kalorimetrie. Ein Kalorimeter enthält eine Wärmequelle (im Allgemeinen elektrisch), die einen genau bekannten Wärmestrom in die Probe hinein erzeugt, und einem Temperaturmessgerät, das die Temperaturänderung der Probe misst. Hierbei ist jedoch Sorge zu tragen, dass die Probe keine weitere Energie mit der Umgebung austauscht [HEM79]. Da dieser adiabate Zustand in realen Systemen kaum zu erreichen ist, haben sich sogenannte Differenz-Scanning-Kalorimeter durchgesetzt. Um den Effekt des Wärmeaustausches mit der Umgebung zu kompensieren, arbeiten sie mit einer Referenzprobe. Diese besitzt gleiche geometrische Abmessungen wie die zu messende Probe und zusätzlich ist ihre spezifische Wärmekapazität bekannt. Man geht davon aus, dass die Probe und die Referenzprobe die gleiche Wärmemenge mit der
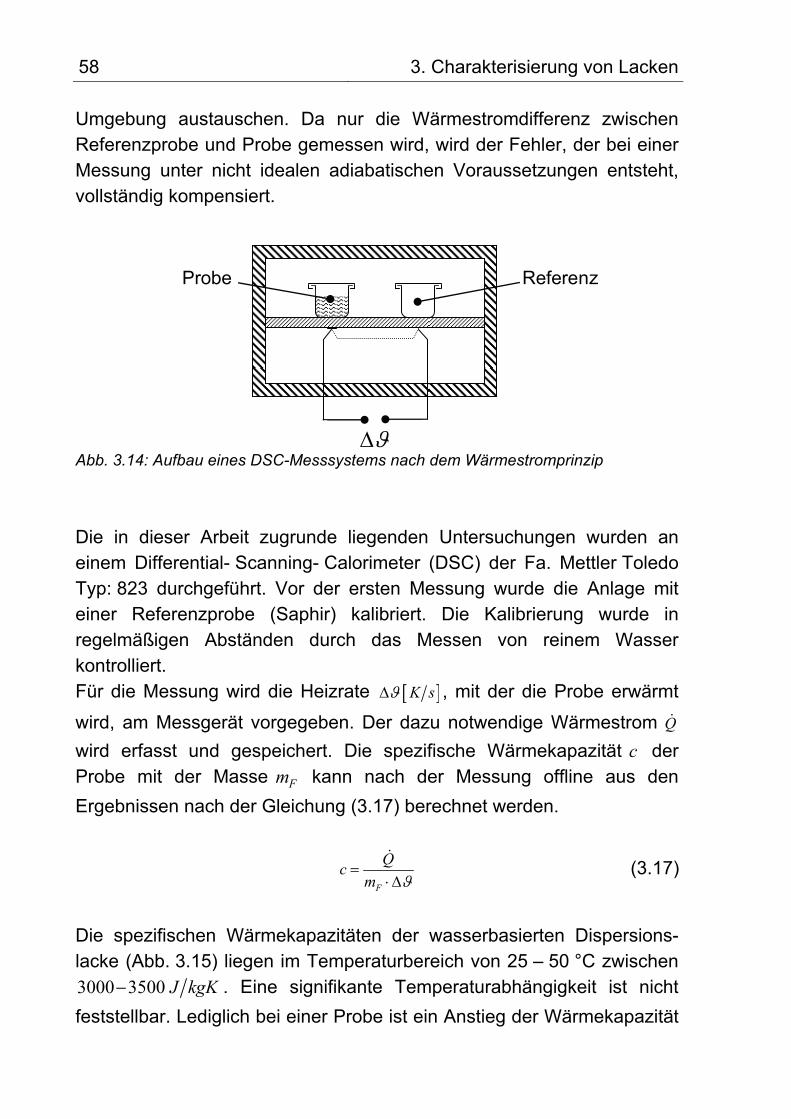
58 3. Charakterisierung von Lacken
Umgebung austauschen. Da nur die Wärmestromdifferenz zwischen Referenzprobe und Probe gemessen wird, wird der Fehler, der bei einer Messung unter nicht idealen adiabatischen Voraussetzungen entsteht, vollständig kompensiert.
Probe
Referenz
Abb. 3.14: Aufbau eines DSC-Messsystems nach dem Wärmestromprinzip
Die in dieser Arbeit zugrunde liegenden Untersuchungen wurden an einem Differential- Scanning- Calorimeter (DSC) der Fa. Mettler Toledo Typ: 823 durchgeführt. Vor der ersten Messung wurde die Anlage mit einer Referenzprobe (Saphir) kalibriert. Die Kalibrierung wurde in regelmäßigen Abständen durch das Messen von reinem Wasser kontrolliert. Für die Messung wird die Heizrate K s , mit der die Probe erwärmt
wird, am Messgerät vorgegeben. Der dazu notwendige Wärmestrom Q
wird erfasst und gespeichert. Die spezifische Wärmekapazität c der Probe mit der Masse Fm kann nach der Messung offline aus den
Ergebnissen nach der Gleichung (3.17) berechnet werden.
F
Qc
m
(3.17)
Die spezifischen Wärmekapazitäten der wasserbasierten Dispersions-lacke (Abb. 3.15) liegen im Temperaturbereich von 25 – 50 °C zwischen 3000 3500 J kgK . Eine signifikante Temperaturabhängigkeit ist nicht
feststellbar. Lediglich bei einer Probe ist ein Anstieg der Wärmekapazität
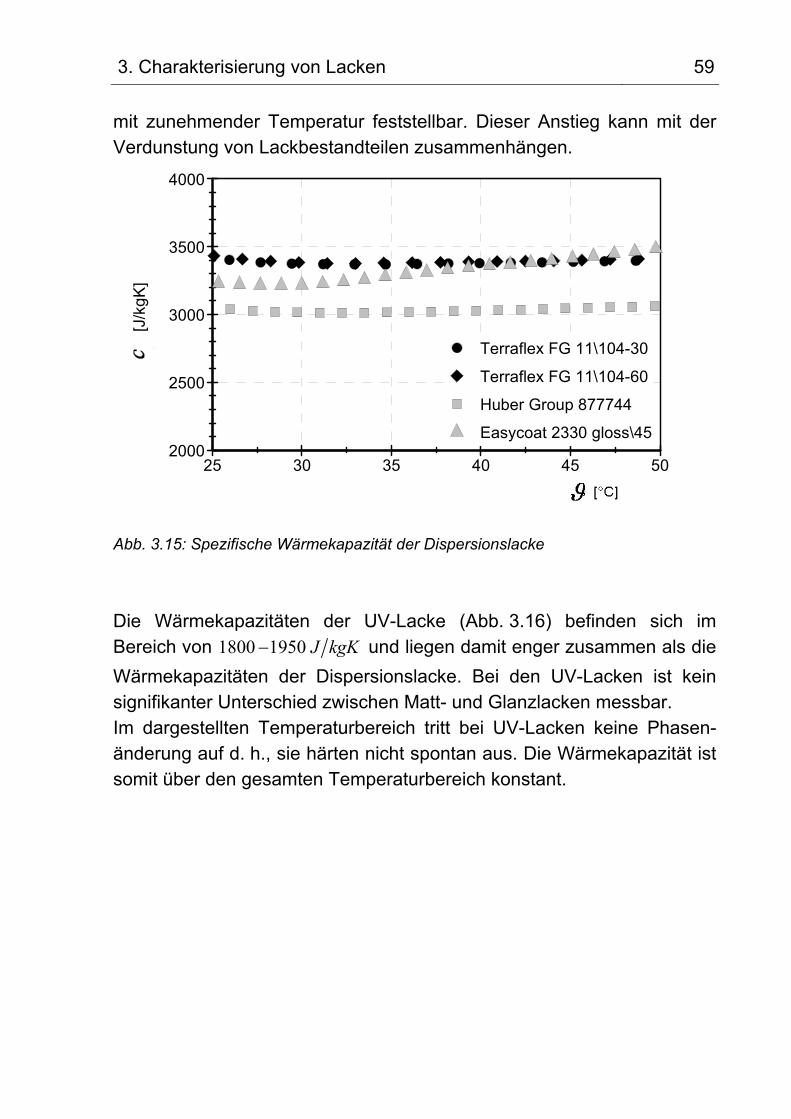
3. Charakterisierung von Lacken 59
mit zunehmender Temperatur feststellbar. Dieser Anstieg kann mit der Verdunstung von Lackbestandteilen zusammenhängen.
25 30 35 40 45 502000
2500
3000
3500
4000
[J/k
gK
]
Terraflex FG 11\104-30
Terraflex FG 11\104-60
Huber Group 877744
Easycoat 2330 gloss\45
Abb. 3.15: Spezifische Wärmekapazität der Dispersionslacke
Die Wärmekapazitäten der UV-Lacke (Abb. 3.16) befinden sich im Bereich von 1800 1950 J kgK und liegen damit enger zusammen als die
Wärmekapazitäten der Dispersionslacke. Bei den UV-Lacken ist kein signifikanter Unterschied zwischen Matt- und Glanzlacken messbar. Im dargestellten Temperaturbereich tritt bei UV-Lacken keine Phasen-änderung auf d. h., sie härten nicht spontan aus. Die Wärmekapazität ist somit über den gesamten Temperaturbereich konstant.
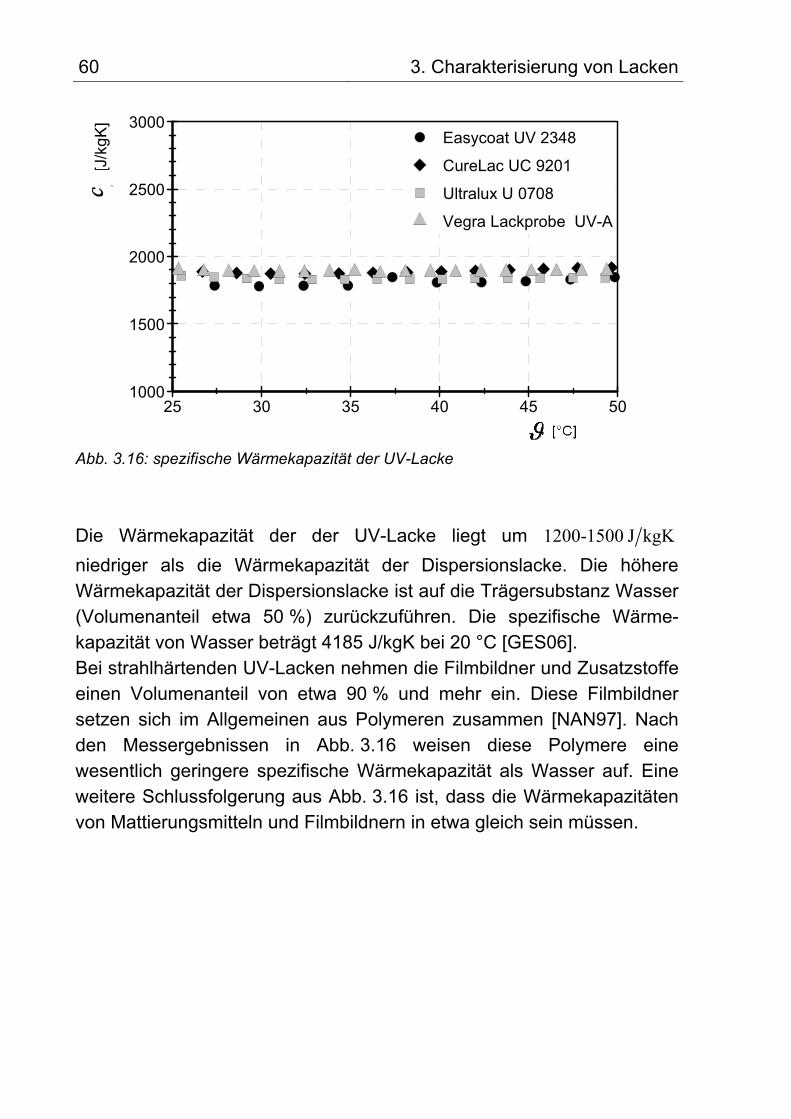
60 3. Charakterisierung von Lacken
25 30 35 40 45 501000
1500
2000
2500
3000[J
/kg
K]
Easycoat UV 2348
CureLac UC 9201
Ultralux U 0708
Vegra Lackprobe UV-A
Abb. 3.16: spezifische Wärmekapazität der UV-Lacke
Die Wärmekapazität der der UV-Lacke liegt um 1200-1500 J kgK
niedriger als die Wärmekapazität der Dispersionslacke. Die höhere Wärmekapazität der Dispersionslacke ist auf die Trägersubstanz Wasser (Volumenanteil etwa 50 %) zurückzuführen. Die spezifische Wärme-kapazität von Wasser beträgt 4185 J/kgK bei 20 °C [GES06]. Bei strahlhärtenden UV-Lacken nehmen die Filmbildner und Zusatzstoffe einen Volumenanteil von etwa 90 % und mehr ein. Diese Filmbildner setzen sich im Allgemeinen aus Polymeren zusammen [NAN97]. Nach den Messergebnissen in Abb. 3.16 weisen diese Polymere eine wesentlich geringere spezifische Wärmekapazität als Wasser auf. Eine weitere Schlussfolgerung aus Abb. 3.16 ist, dass die Wärmekapazitäten von Mattierungsmitteln und Filmbildnern in etwa gleich sein müssen.
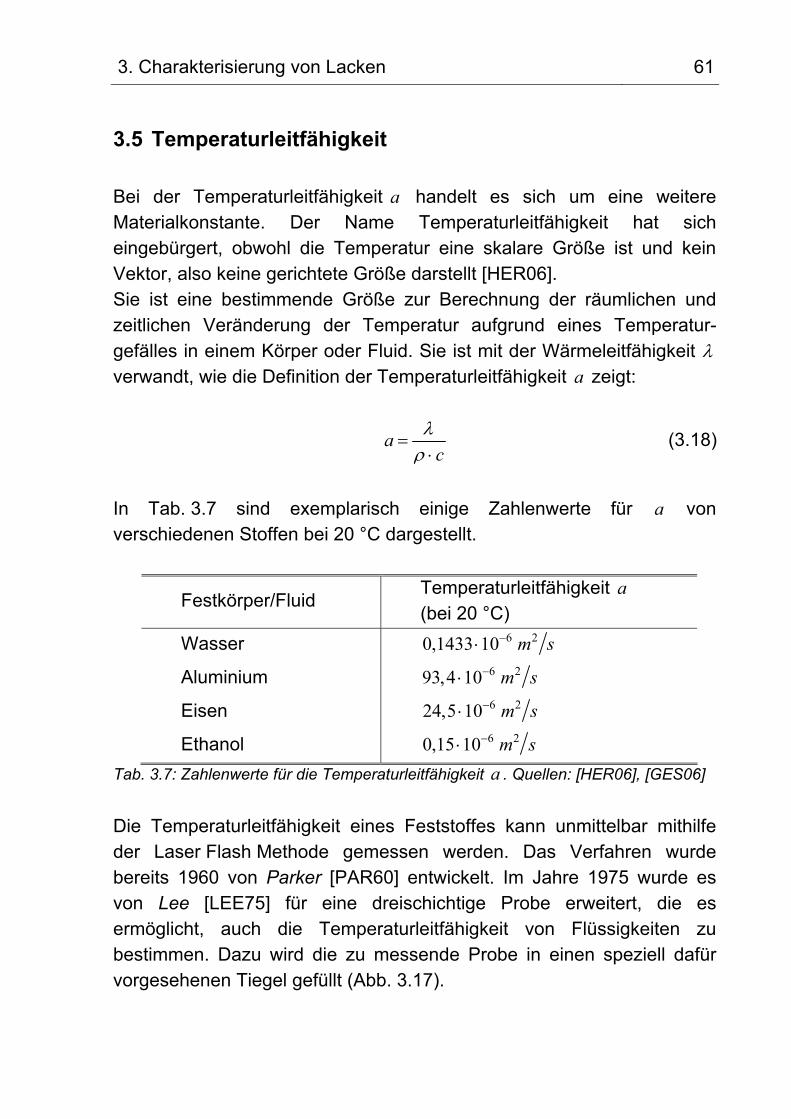
3. Charakterisierung von Lacken 61
3.5 Temperaturleitfähigkeit
Bei der Temperaturleitfähigkeit a handelt es sich um eine weitere Materialkonstante. Der Name Temperaturleitfähigkeit hat sich eingebürgert, obwohl die Temperatur eine skalare Größe ist und kein Vektor, also keine gerichtete Größe darstellt [HER06]. Sie ist eine bestimmende Größe zur Berechnung der räumlichen und zeitlichen Veränderung der Temperatur aufgrund eines Temperatur-gefälles in einem Körper oder Fluid. Sie ist mit der Wärmeleitfähigkeit verwandt, wie die Definition der Temperaturleitfähigkeit a zeigt:
ac
(3.18)
In Tab. 3.7 sind exemplarisch einige Zahlenwerte für a von verschiedenen Stoffen bei 20 °C dargestellt.
Festkörper/Fluid Temperaturleitfähigkeit a (bei 20 °C)
Wasser 6 20,1433 10 m s
Aluminium 6 293,4 10 m s
Eisen 6 224,5 10 m s
Ethanol 6 20,15 10 m s
Tab. 3.7: Zahlenwerte für die Temperaturleitfähigkeit a . Quellen: [HER06], [GES06]
Die Temperaturleitfähigkeit eines Feststoffes kann unmittelbar mithilfe der Laser Flash Methode gemessen werden. Das Verfahren wurde bereits 1960 von Parker [PAR60] entwickelt. Im Jahre 1975 wurde es von Lee [LEE75] für eine dreischichtige Probe erweitert, die es ermöglicht, auch die Temperaturleitfähigkeit von Flüssigkeiten zu bestimmen. Dazu wird die zu messende Probe in einen speziell dafür vorgesehenen Tiegel gefüllt (Abb. 3.17).
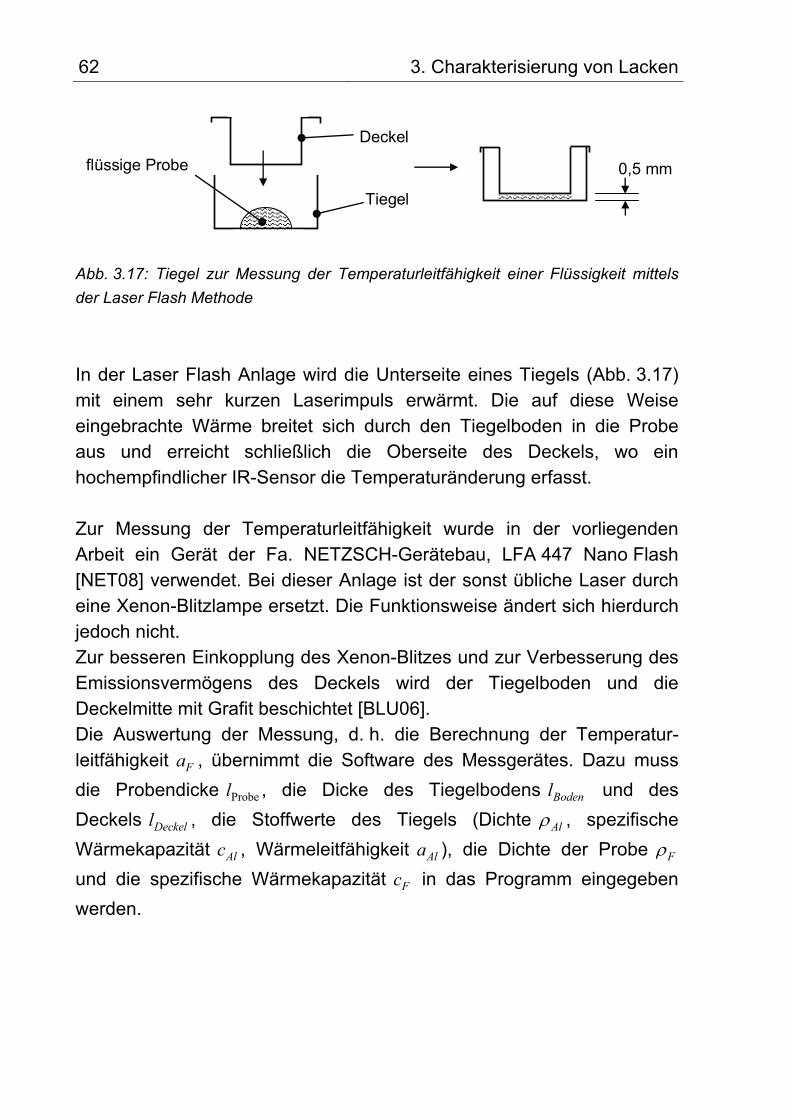
62 3. Charakterisierung von Lacken
Tiegel
Deckel
flüssige Probe 0,5 mm
Abb. 3.17: Tiegel zur Messung der Temperaturleitfähigkeit einer Flüssigkeit mittels
der Laser Flash Methode
In der Laser Flash Anlage wird die Unterseite eines Tiegels (Abb. 3.17) mit einem sehr kurzen Laserimpuls erwärmt. Die auf diese Weise eingebrachte Wärme breitet sich durch den Tiegelboden in die Probe aus und erreicht schließlich die Oberseite des Deckels, wo ein hochempfindlicher IR-Sensor die Temperaturänderung erfasst. Zur Messung der Temperaturleitfähigkeit wurde in der vorliegenden Arbeit ein Gerät der Fa. NETZSCH-Gerätebau, LFA 447 Nano Flash [NET08] verwendet. Bei dieser Anlage ist der sonst übliche Laser durch eine Xenon-Blitzlampe ersetzt. Die Funktionsweise ändert sich hierdurch jedoch nicht. Zur besseren Einkopplung des Xenon-Blitzes und zur Verbesserung des Emissionsvermögens des Deckels wird der Tiegelboden und die Deckelmitte mit Grafit beschichtet [BLU06]. Die Auswertung der Messung, d. h. die Berechnung der Temperatur-leitfähigkeit Fa , übernimmt die Software des Messgerätes. Dazu muss
die Probendicke Probel , die Dicke des Tiegelbodens Bodenl und des
Deckels Deckell , die Stoffwerte des Tiegels (Dichte Al , spezifische
Wärmekapazität Alc , Wärmeleitfähigkeit Ala ), die Dichte der Probe F
und die spezifische Wärmekapazität Fc in das Programm eingegeben
werden.
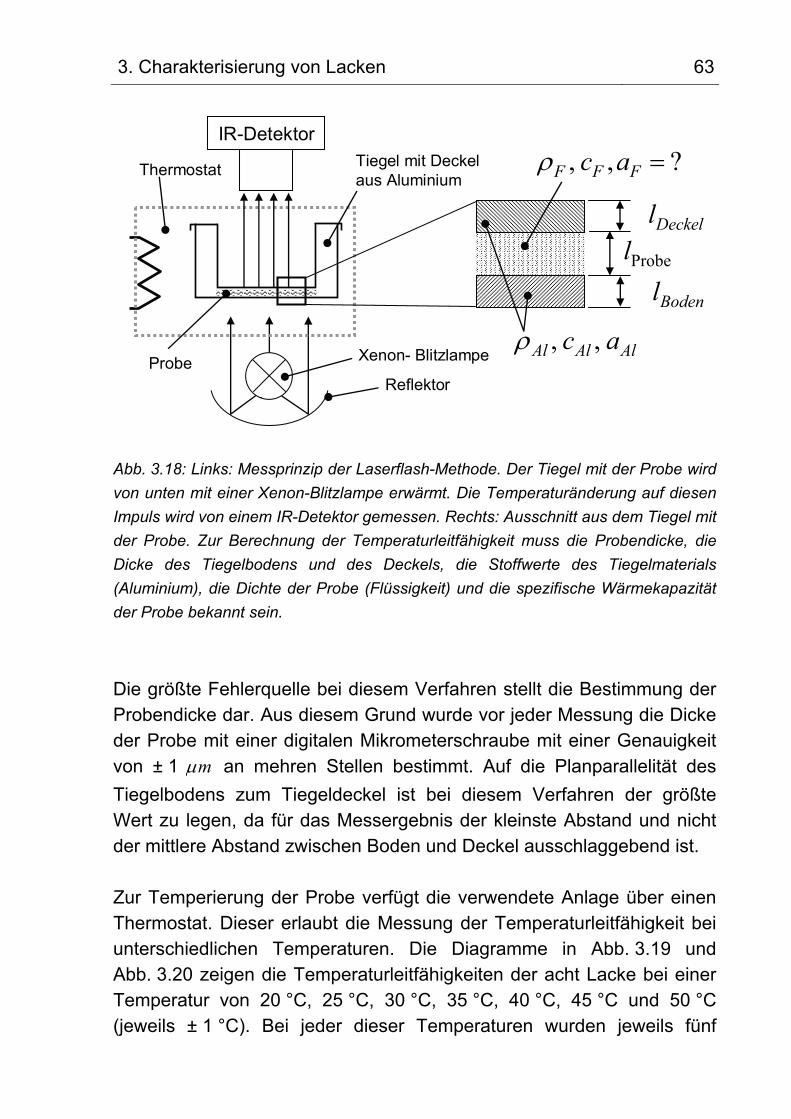
3. Charakterisierung von Lacken 63
Xenon- Blitzlampe
Reflektor
Tiegel mit Deckelaus Aluminium
Probe
Thermostat
IR-Detektor
, ,Al Al Alc a
Deckell
BodenlProbel
, , ?F F Fc a
Abb. 3.18: Links: Messprinzip der Laserflash-Methode. Der Tiegel mit der Probe wird
von unten mit einer Xenon-Blitzlampe erwärmt. Die Temperaturänderung auf diesen
Impuls wird von einem IR-Detektor gemessen. Rechts: Ausschnitt aus dem Tiegel mit
der Probe. Zur Berechnung der Temperaturleitfähigkeit muss die Probendicke, die
Dicke des Tiegelbodens und des Deckels, die Stoffwerte des Tiegelmaterials
(Aluminium), die Dichte der Probe (Flüssigkeit) und die spezifische Wärmekapazität
der Probe bekannt sein.
Die größte Fehlerquelle bei diesem Verfahren stellt die Bestimmung der Probendicke dar. Aus diesem Grund wurde vor jeder Messung die Dicke der Probe mit einer digitalen Mikrometerschraube mit einer Genauigkeit von ± 1 m an mehren Stellen bestimmt. Auf die Planparallelität des
Tiegelbodens zum Tiegeldeckel ist bei diesem Verfahren der größte Wert zu legen, da für das Messergebnis der kleinste Abstand und nicht der mittlere Abstand zwischen Boden und Deckel ausschlaggebend ist. Zur Temperierung der Probe verfügt die verwendete Anlage über einen Thermostat. Dieser erlaubt die Messung der Temperaturleitfähigkeit bei unterschiedlichen Temperaturen. Die Diagramme in Abb. 3.19 und Abb. 3.20 zeigen die Temperaturleitfähigkeiten der acht Lacke bei einer Temperatur von 20 °C, 25 °C, 30 °C, 35 °C, 40 °C, 45 °C und 50 °C (jeweils ± 1 °C). Bei jeder dieser Temperaturen wurden jeweils fünf
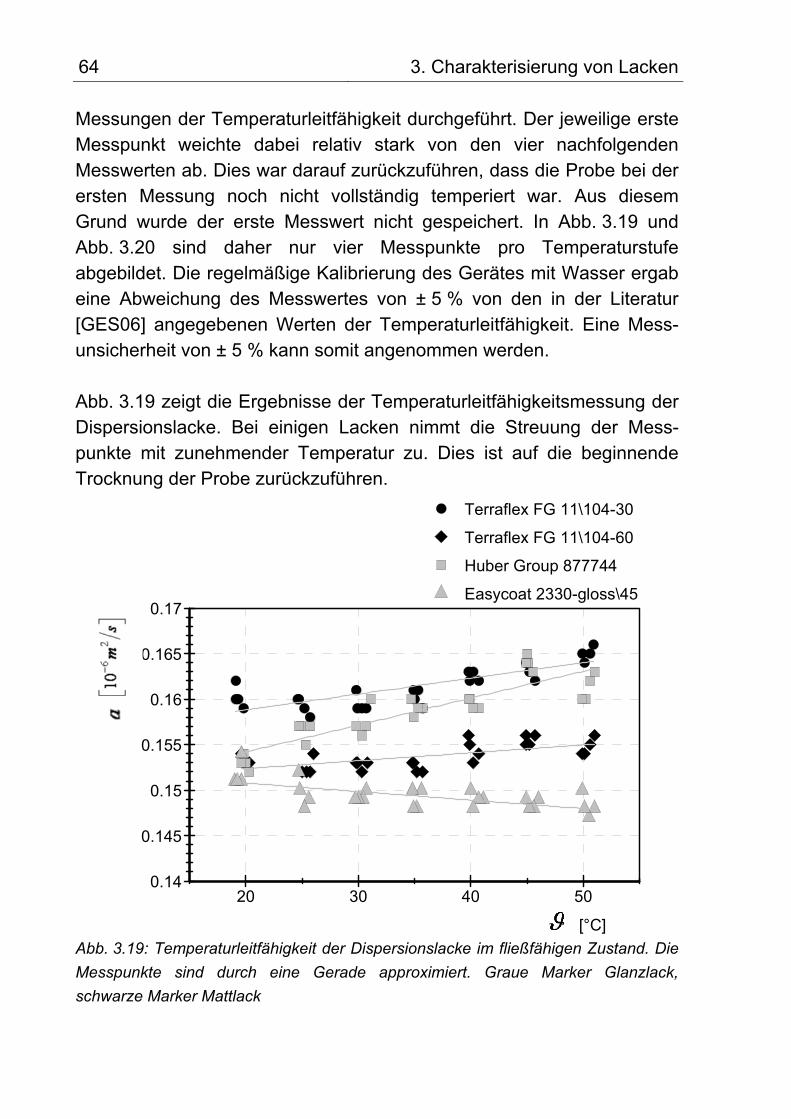
64 3. Charakterisierung von Lacken
Messungen der Temperaturleitfähigkeit durchgeführt. Der jeweilige erste Messpunkt weichte dabei relativ stark von den vier nachfolgenden Messwerten ab. Dies war darauf zurückzuführen, dass die Probe bei der ersten Messung noch nicht vollständig temperiert war. Aus diesem Grund wurde der erste Messwert nicht gespeichert. In Abb. 3.19 und Abb. 3.20 sind daher nur vier Messpunkte pro Temperaturstufe abgebildet. Die regelmäßige Kalibrierung des Gerätes mit Wasser ergab eine Abweichung des Messwertes von ± 5 % von den in der Literatur [GES06] angegebenen Werten der Temperaturleitfähigkeit. Eine Mess-unsicherheit von ± 5 % kann somit angenommen werden. Abb. 3.19 zeigt die Ergebnisse der Temperaturleitfähigkeitsmessung der Dispersionslacke. Bei einigen Lacken nimmt die Streuung der Mess-punkte mit zunehmender Temperatur zu. Dies ist auf die beginnende Trocknung der Probe zurückzuführen.
20 30 40 500.14
0.145
0.15
0.155
0.16
0.165
0.17
Terraflex FG 11\104-30
Terraflex FG 11\104-60
Huber Group 877744
Easycoat 2330-gloss\45
[°C]
Abb. 3.19: Temperaturleitfähigkeit der Dispersionslacke im fließfähigen Zustand. Die
Messpunkte sind durch eine Gerade approximiert. Graue Marker Glanzlack,
schwarze Marker Mattlack
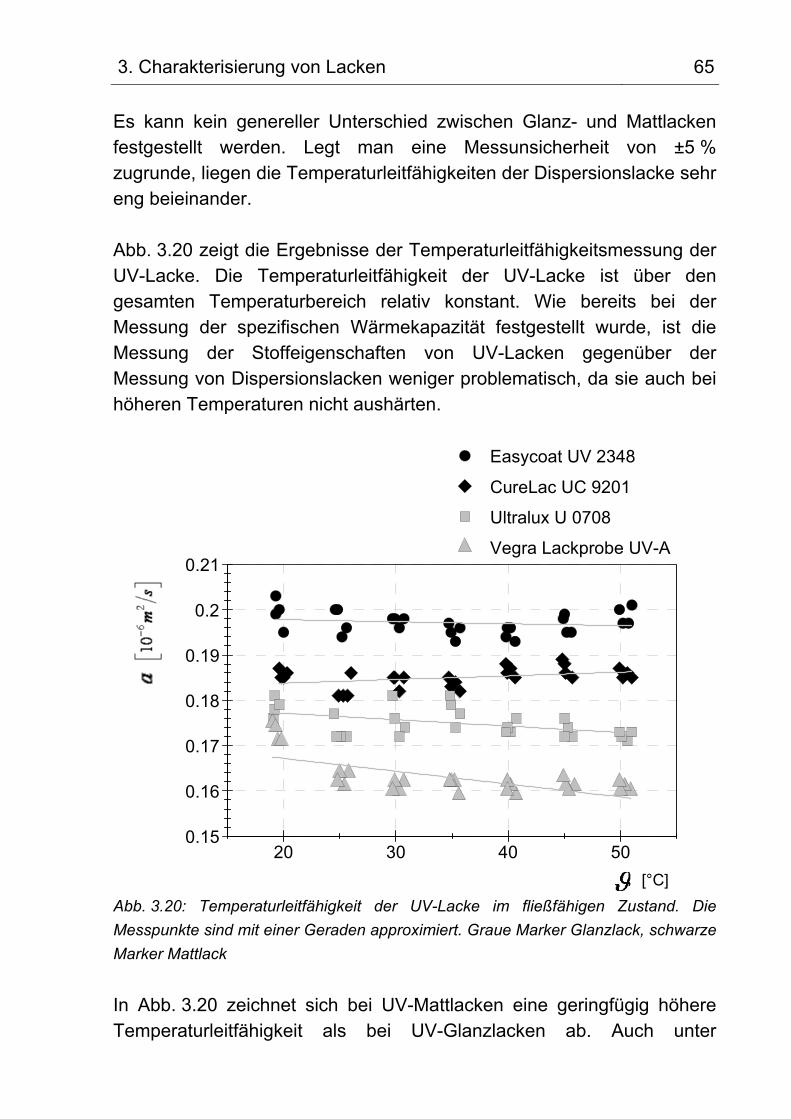
3. Charakterisierung von Lacken 65
Es kann kein genereller Unterschied zwischen Glanz- und Mattlacken festgestellt werden. Legt man eine Messunsicherheit von ±5 % zugrunde, liegen die Temperaturleitfähigkeiten der Dispersionslacke sehr eng beieinander. Abb. 3.20 zeigt die Ergebnisse der Temperaturleitfähigkeitsmessung der UV-Lacke. Die Temperaturleitfähigkeit der UV-Lacke ist über den gesamten Temperaturbereich relativ konstant. Wie bereits bei der Messung der spezifischen Wärmekapazität festgestellt wurde, ist die Messung der Stoffeigenschaften von UV-Lacken gegenüber der Messung von Dispersionslacken weniger problematisch, da sie auch bei höheren Temperaturen nicht aushärten.
20 30 40 500.15
0.16
0.17
0.18
0.19
0.2
0.21
Easycoat UV 2348
CureLac UC 9201
Ultralux U 0708
Vegra Lackprobe UV-A
[°C]
Abb. 3.20: Temperaturleitfähigkeit der UV-Lacke im fließfähigen Zustand. Die
Messpunkte sind mit einer Geraden approximiert. Graue Marker Glanzlack, schwarze
Marker Mattlack
In Abb. 3.20 zeichnet sich bei UV-Mattlacken eine geringfügig höhere Temperaturleitfähigkeit als bei UV-Glanzlacken ab. Auch unter
66 3. Charakterisierung von Lacken
Berücksichtigung einer Messunsicherheit von ± 5 % streuen die Messwerte bei UV-Lacken stärker als bei Dispersionslacken. Die insgesamt höheren Werte der Temperaturleitfähigkeiten von UV-Lacken können auf die niedrigeren Wärmekapazitäten zurückgeführt werden. Eine Probe mit einer kleinen Wärmekapazität speichert weniger Wärmeenergie, die Temperatur breitet sich schneller innerhalb der Probe aus, die Messung der Temperaturleitfähigkeit ergibt größere Werte. Die Temperaturleitfähigkeit ist in diesem Fall die letzte Stoffgröße, die zur Berechnung von Wärmeübertragungsproblemen bekannt sein muss. Alle anderen Stoffgrößen und dimensionslosen Kennzahlen, die für die Wärmeübertragung relevant sind, können aus diesen vier Stoffkenn-werten und der Geometrie des Wärmeübertragers abgeleitet werden. Im folgenden Kapitel kann also die Übertragungsfunktion des Wärmeüber-tragers hergeleitet werden.
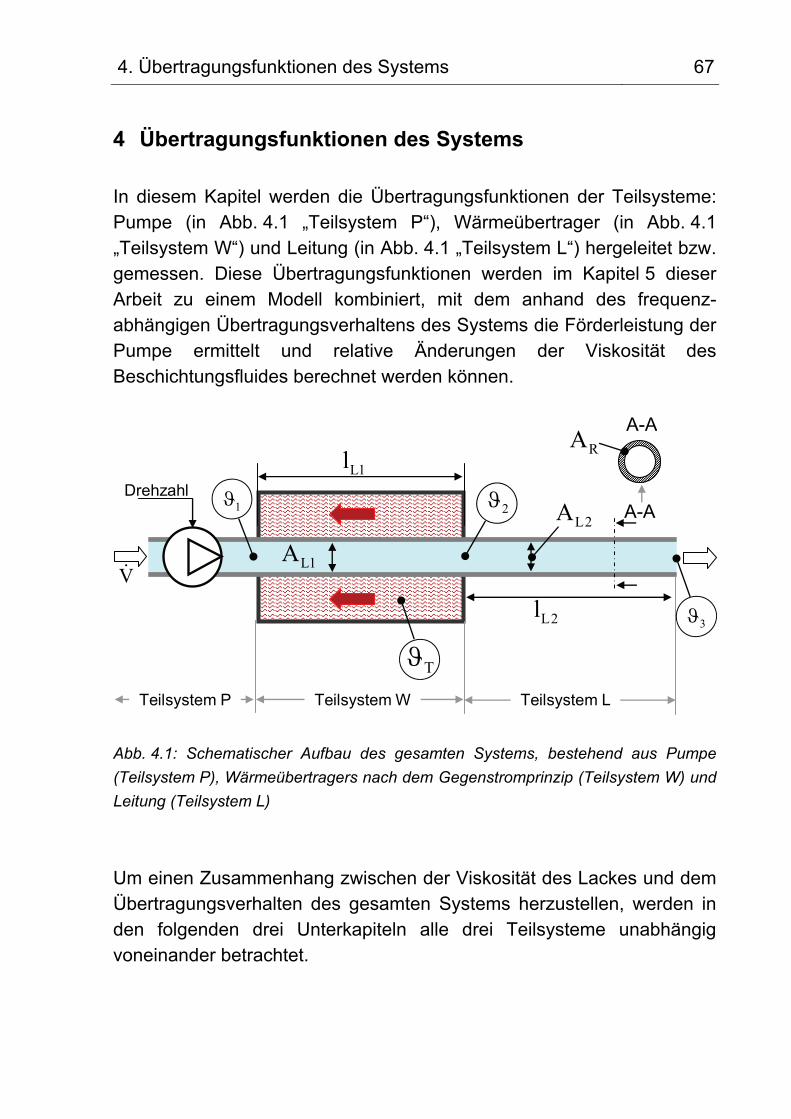
4. Übertragungsfunktionen des Systems 67
4 Übertragungsfunktionen des Systems
Formelabschnitt 4 In diesem Kapitel werden die Übertragungsfunktionen der Teilsysteme: Pumpe (in Abb. 4.1 „Teilsystem P“), Wärmeübertrager (in Abb. 4.1 „Teilsystem W“) und Leitung (in Abb. 4.1 „Teilsystem L“) hergeleitet bzw. gemessen. Diese Übertragungsfunktionen werden im Kapitel 5 dieser Arbeit zu einem Modell kombiniert, mit dem anhand des frequenz-abhängigen Übertragungsverhaltens des Systems die Förderleistung der Pumpe ermittelt und relative Änderungen der Viskosität des Beschichtungsfluides berechnet werden können.
3
2
T
L1l
L2l
L2A
Teilsystem LTeilsystem W
A-A
A-ARA
1
VL1A
Drehzahl
Teilsystem P
Abb. 4.1: Schematischer Aufbau des gesamten Systems, bestehend aus Pumpe
(Teilsystem P), Wärmeübertragers nach dem Gegenstromprinzip (Teilsystem W) und
Leitung (Teilsystem L)
Um einen Zusammenhang zwischen der Viskosität des Lackes und dem Übertragungsverhalten des gesamten Systems herzustellen, werden in den folgenden drei Unterkapiteln alle drei Teilsysteme unabhängig voneinander betrachtet.
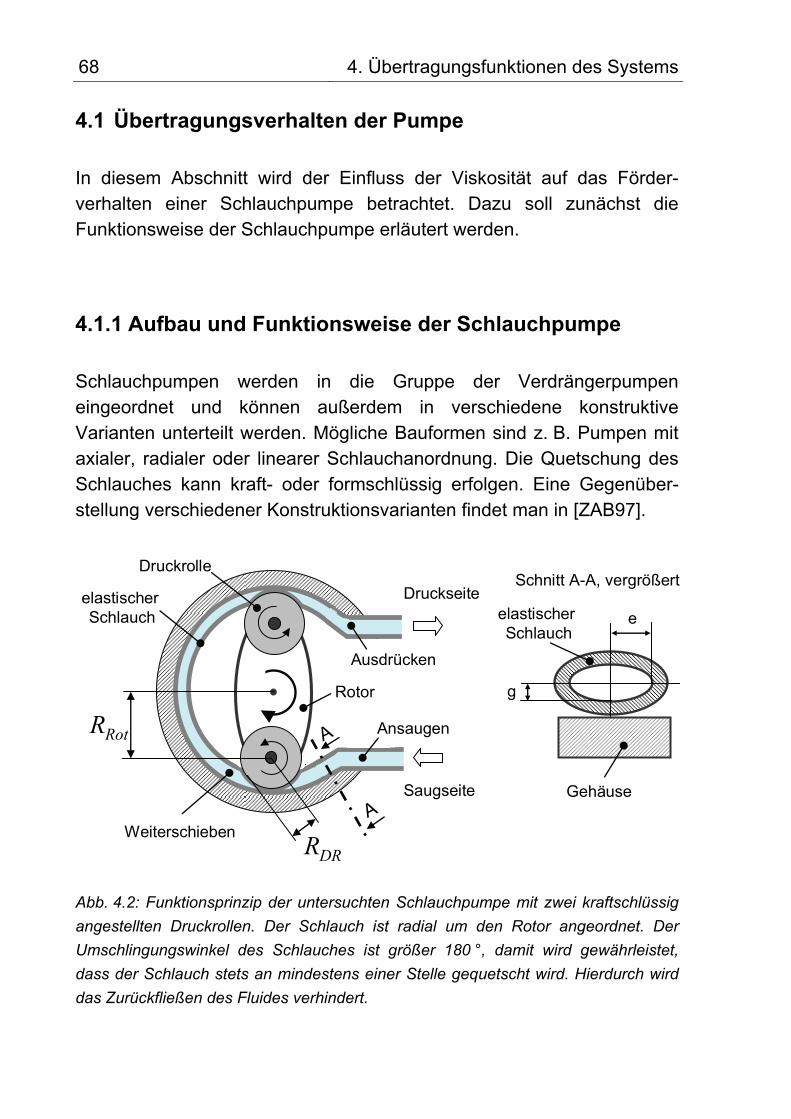
68 4. Übertragungsfunktionen des Systems
4.1 Übertragungsverhalten der Pumpe
In diesem Abschnitt wird der Einfluss der Viskosität auf das Förder-verhalten einer Schlauchpumpe betrachtet. Dazu soll zunächst die Funktionsweise der Schlauchpumpe erläutert werden.
4.1.1 Aufbau und Funktionsweise der Schlauchpumpe
Schlauchpumpen werden in die Gruppe der Verdrängerpumpen eingeordnet und können außerdem in verschiedene konstruktive Varianten unterteilt werden. Mögliche Bauformen sind z. B. Pumpen mit axialer, radialer oder linearer Schlauchanordnung. Die Quetschung des Schlauches kann kraft- oder formschlüssig erfolgen. Eine Gegenüber-stellung verschiedener Konstruktionsvarianten findet man in [ZAB97].
Ansaugen
Weiterschieben
Ausdrücken
A
A
Schnitt A-A, vergrößert
g
eelastischer Schlauch
RotR
DRR
Druckrolle
Rotor
Saugseite
Druckseiteelastischer Schlauch
Gehäuse
Abb. 4.2: Funktionsprinzip der untersuchten Schlauchpumpe mit zwei kraftschlüssig
angestellten Druckrollen. Der Schlauch ist radial um den Rotor angeordnet. Der
Umschlingungswinkel des Schlauches ist größer 180 °, damit wird gewährleistet,
dass der Schlauch stets an mindestens einer Stelle gequetscht wird. Hierdurch wird
das Zurückfließen des Fluides verhindert.
4. Übertragungsfunktionen des Systems 69
In dieser Arbeit ist eine rotierende Verdrängerpumpe mit radialer Schlauchanordnung und kraftschlüssiger Quetschung Gegenstand der Untersuchungen (vgl. Abb. 4.2 Seite 68 und Abb. 4.4 Seite 73). Diese Pumpe arbeitet nach dem peristaltischen Förderprinzip. Das heißt, zwei auf einem Rotor umlaufende Druckrollen quetschen einen elastischen Schlauch ab und schieben das zwischen den Druckrollen befindliche Fluid von der Saug- zur Druckseite der Pumpe. Die umlaufenden Druckrollen sind mit Federn angestellt und quetschen den Schlauch somit kraftschlüssig. Der Umschlingungswinkel des Schlauches ist größer 180 °. Damit ist gewährleistet, dass der Schlauch stets an mindestens einer Stelle gequetscht wird. Damit benötigt die Schlauchpumpe keine Ventile [WAT08c]. Im Idealfall nimmt der Schlauch nach der Quetschung, aufgrund seiner elastischen Eigenschaften, wieder seine ursprüngliche Form an. Der dabei entstehende Unterdruck lässt neue Flüssigkeit in die Pumpe einströmen. Die Flüssigkeit kommt nur mit dem Schlauch in Kontakt, dieser ist gut zu reinigen und kann notfalls mit wenigen Handgriffen ausgewechselt werden. Im Quetschbereich werden Feststoffpartikel durch die elastische Schlauchinnenfläche eingebettet und dadurch nicht zerrieben. Die Schlauchpumpe eignet sich daher besonders zur schonenden Förderung pigmentierter Lacke wie z. B. Lacke mit Mattierungsmitteln (Mattlacke). Durch den Einsatz geeigneter Schlauchmaterialien können auch chemisch aggressive Medien gefördert werden. Die mechanische Belastung des Schlauches durch den Rotor begrenzt jedoch die Lebensdauer der Schläuche [ZAB97]. Durch die kraftschlüssige Quetschung ist der maximale Förderdruck der untersuchten Pumpe auf etwa 2 bar Überdruck begrenzt [WAT08b]. Oberhalb dieses Druckes reicht die Anstellkraft der Druckrollen nicht mehr aus, um vollständig abzudichten. Die Folge ist, dass Fluid durch den Quetschspalt hindurch von der Druckseite zurück zur Saugseite fließt. In industriellen Lackversorgungssystemen arbeiten Schlauch-
70 4. Übertragungsfunktionen des Systems
pumpen hauptsächlich gegen den hydrostatischen Druck, der bis zur Kammerrakel überwunden werden muss und gegen die Strömungs-verluste in der Leitung. Der Förderdruck der Pumpe reicht aufgrund der niedrigen Strömungsgeschwindigkeiten und der relativ kleinen Höhen-differenzen hierzu in jedem Fall aus9. Wesentlich empfindlicher reagieren Schlauchpumpen prinzipbedingt auf Absenkung des Druckes auf der Saugseite des Schlauches. Ursachen für eine Druckabsenkung können z. B. ein erhöhter Strömungs-widerstand in der Saugleitung oder eine große Ansaughöhe sein. Der Zufluss von neuem Fluid wird behindert, sodass sich der Schlauch nach dem Quetschvorgang nicht mehr in seine ursprüngliche Form zurückformen kann. Die Folge ist eine Abnahme des zwischen den zwei Druckrollen eingeschlossenen Fluidvolumens und damit eine Abnahme des gesamten Fördervolumens pro Umdrehung.
Nach [ZAB97] kann der mittlere Volumenstrom V einer Schlauchpumpe unter der Annahme einer vollständig dichtenden Quetschstelle mit der Gleichung
2 viV EG R (4.1)
berechnet werden. In dieser Gleichung steht v für die Geschwindigkeit, mit der die Druckrollen auf dem Schlauch abrollen. Für Schlauchpumpen mit radialer Schlauchanordnung wird v nach der Gleichung
9 Die Abschätzung mit Werten aus der industriellen Praxis (10 m Leitungslänge, 19 mm Innendurchmesser, Förderstrom 100 l/h, 2 m Höhendifferenz, Viskosität 200 mPas) ergibt folgende Druckdifferenzen im Lackversorgungssystem:
1) hydrostatischer Druck 3 21000 9,81 2 0,2p g h kg m m s m bar
2) Strömungsverluste nach Gleichung (4.5) und den oben genanten Werten: 0,18p bar
Am Versuchsaufbau beträgt die Höhendifferenz zwischen Pumpe und Messbehälter zur Volumenstrommessung 0,4 m. Die Strömungsverluste entsprechen aufgrund der dünneren Leitungen des Prüfstandes denen der industriellen Lackversorgung.
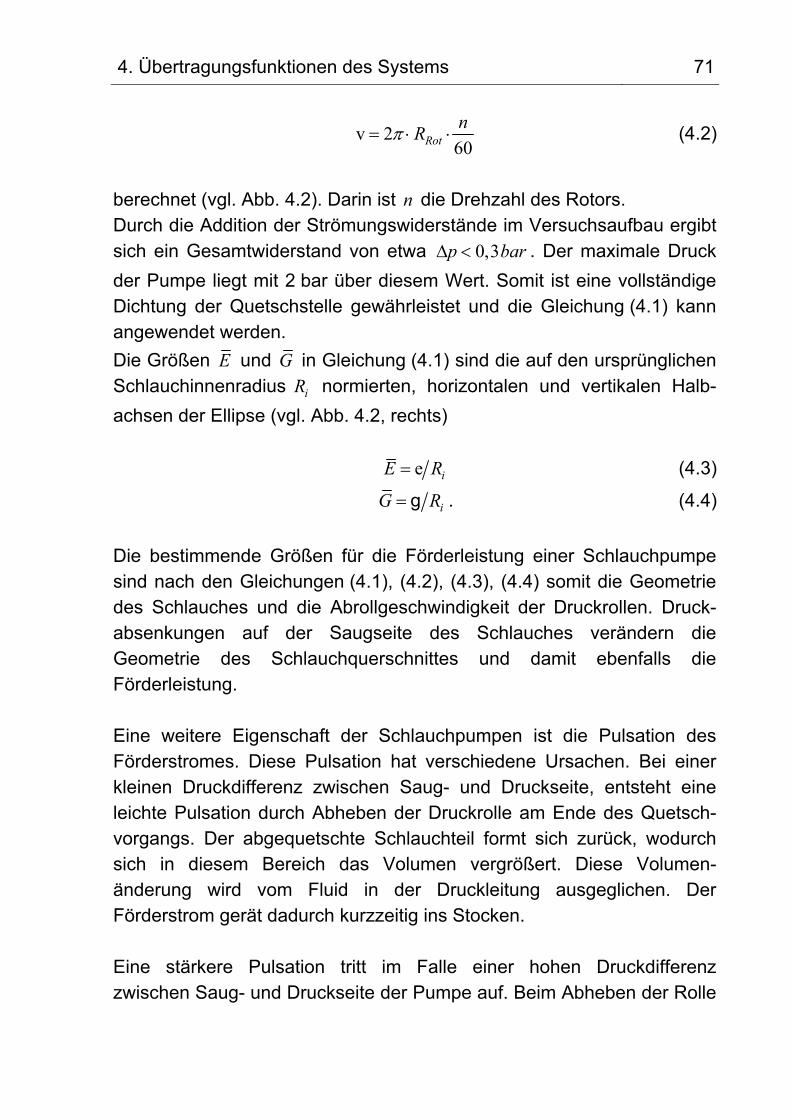
4. Übertragungsfunktionen des Systems 71
v 260Rotn
R (4.2)
berechnet (vgl. Abb. 4.2). Darin ist n die Drehzahl des Rotors. Durch die Addition der Strömungswiderstände im Versuchsaufbau ergibt sich ein Gesamtwiderstand von etwa 0,3p bar . Der maximale Druck
der Pumpe liegt mit 2 bar über diesem Wert. Somit ist eine vollständige Dichtung der Quetschstelle gewährleistet und die Gleichung (4.1) kann angewendet werden.
Die Größen E und G in Gleichung (4.1) sind die auf den ursprünglichen Schlauchinnenradius iR normierten, horizontalen und vertikalen Halb-
achsen der Ellipse (vgl. Abb. 4.2, rechts)
e iE R (4.3)
iG R g . (4.4)
Die bestimmende Größen für die Förderleistung einer Schlauchpumpe sind nach den Gleichungen (4.1), (4.2), (4.3), (4.4) somit die Geometrie des Schlauches und die Abrollgeschwindigkeit der Druckrollen. Druck-absenkungen auf der Saugseite des Schlauches verändern die Geometrie des Schlauchquerschnittes und damit ebenfalls die Förderleistung. Eine weitere Eigenschaft der Schlauchpumpen ist die Pulsation des Förderstromes. Diese Pulsation hat verschiedene Ursachen. Bei einer kleinen Druckdifferenz zwischen Saug- und Druckseite, entsteht eine leichte Pulsation durch Abheben der Druckrolle am Ende des Quetsch-vorgangs. Der abgequetschte Schlauchteil formt sich zurück, wodurch sich in diesem Bereich das Volumen vergrößert. Diese Volumen-änderung wird vom Fluid in der Druckleitung ausgeglichen. Der Förderstrom gerät dadurch kurzzeitig ins Stocken. Eine stärkere Pulsation tritt im Falle einer hohen Druckdifferenz zwischen Saug- und Druckseite der Pumpe auf. Beim Abheben der Rolle
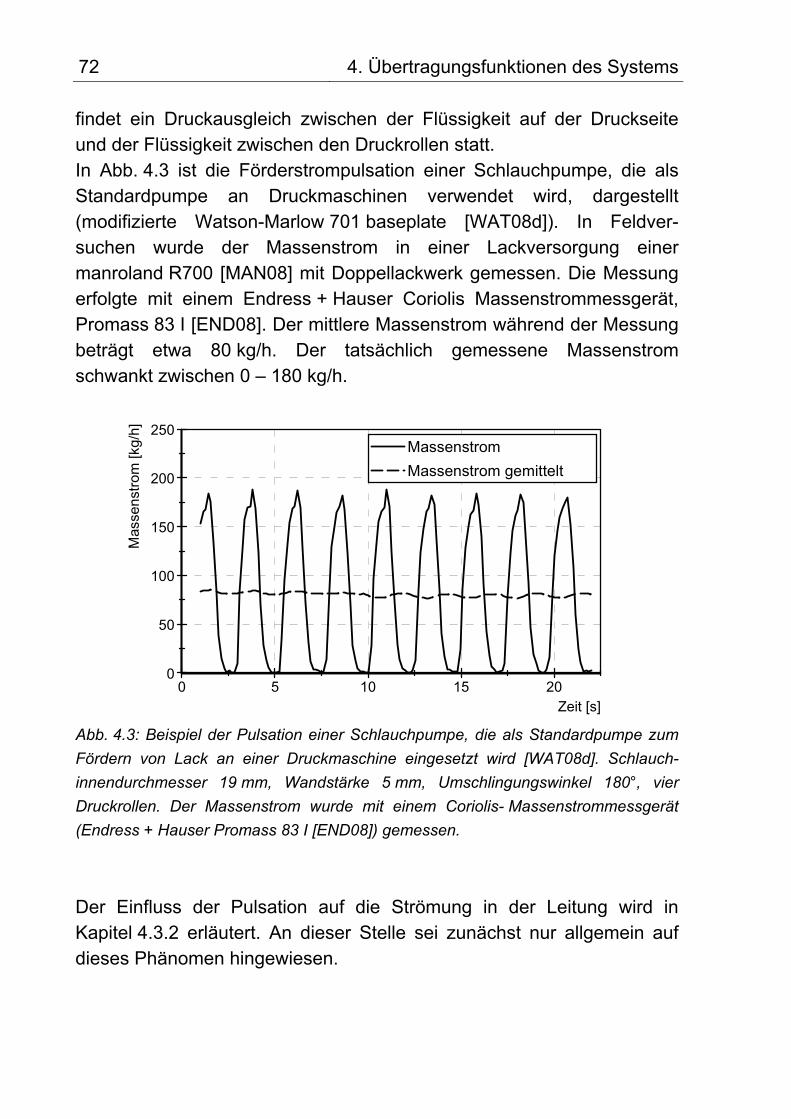
72 4. Übertragungsfunktionen des Systems
findet ein Druckausgleich zwischen der Flüssigkeit auf der Druckseite und der Flüssigkeit zwischen den Druckrollen statt. In Abb. 4.3 ist die Förderstrompulsation einer Schlauchpumpe, die als Standardpumpe an Druckmaschinen verwendet wird, dargestellt (modifizierte Watson-Marlow 701 baseplate [WAT08d]). In Feldver-suchen wurde der Massenstrom in einer Lackversorgung einer manroland R700 [MAN08] mit Doppellackwerk gemessen. Die Messung erfolgte mit einem Endress + Hauser Coriolis Massenstrommessgerät, Promass 83 I [END08]. Der mittlere Massenstrom während der Messung beträgt etwa 80 kg/h. Der tatsächlich gemessene Massenstrom schwankt zwischen 0 – 180 kg/h.
0 5 10 15 20Zeit [s]
0
50
100
150
200
250
Mas
sen
stro
m [k
g/h
]
Massenstrom
Massenstrom gemittelt
Abb. 4.3: Beispiel der Pulsation einer Schlauchpumpe, die als Standardpumpe zum
Fördern von Lack an einer Druckmaschine eingesetzt wird [WAT08d]. Schlauch-
innendurchmesser 19 mm, Wandstärke 5 mm, Umschlingungswinkel 180°, vier
Druckrollen. Der Massenstrom wurde mit einem Coriolis- Massenstrommessgerät
(Endress + Hauser Promass 83 I [END08]) gemessen.
Der Einfluss der Pulsation auf die Strömung in der Leitung wird in Kapitel 4.3.2 erläutert. An dieser Stelle sei zunächst nur allgemein auf dieses Phänomen hingewiesen.
4. Übertragungsfunktionen des Systems 73
4.1.2 Experimentelle Ermittlung des Übertragungs-verhaltens
In der Literatur gibt es einige Untersuchungen zum Förderverhalten von Schlauchpumpen (vgl. Kapitel 2.5.3). Modelle peristaltischer Strömungen wurden z. B. von Reese [REE88] entwickelt. Numerische Simulation und experimentelle Untersuchungen zum peristaltischen Transport wurde z. B. von Grave [GRA87] durchgeführt. Diese Modelle beschreiben allerdings den peristaltischen Transport an vereinfachten Ersatz-systemen. Aus diesem Grund können die entwickelten Theorien nicht ohne Weiteres auf eine Schlauchpumpe mit radialer Schlauchanordnung übertragen werden.
Abb. 4.4: Bild der untersuchten
Schlauchpumpe. Hersteller: Watson-
Marlow. Typ: 520 U,
Pumpenschlauch: Marprene,
11,2 mm Außendurchmesser,
1,6 mm Wandstärke [WAT08a]
Die analytische Beschreibung der Rückverformung des gequetschten Pumpenschlauches ist aufgrund der großen Verformungen und der Anzahl von Einflussparametern sehr komplex. Zusätzlich besitzt der Schlauchquerschnitt aufgrund der radialen Anordnung in der Pumpe bereits im ungequetschten Zustand einen elliptischen Querschnitt und würde sich auch unter idealen Bedingungen nach der Quetschung nicht wieder zu einem Kreisquerschnitt zurückverformen. Aufgrund der Komplexität der Problemstellung wird daher von einer analytischen und nummerischen Betrachtungsweise abgesehen. Es erfolgt eine rein experimentelle Betrachtung des Förderverhaltens.
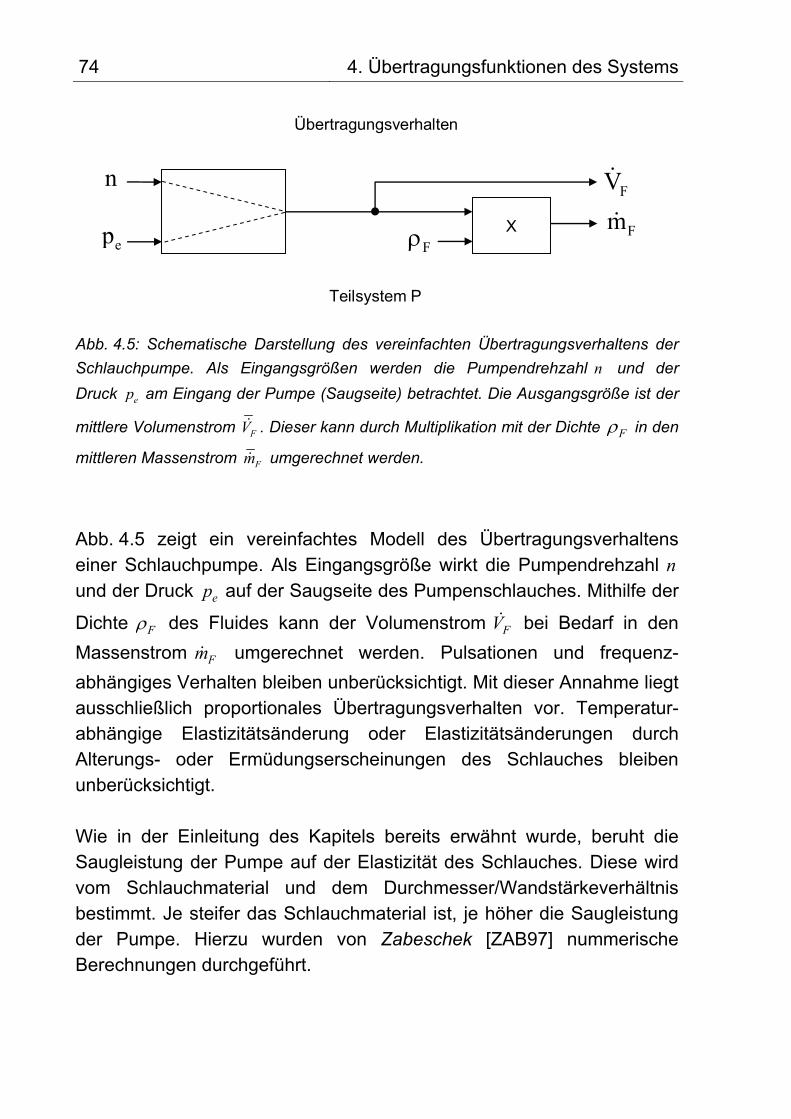
74 4. Übertragungsfunktionen des Systems
n
ep
Übertragungsverhalten
Teilsystem P
XF
FmFV
Abb. 4.5: Schematische Darstellung des vereinfachten Übertragungsverhaltens der
Schlauchpumpe. Als Eingangsgrößen werden die Pumpendrehzahl n und der
Druck ep am Eingang der Pumpe (Saugseite) betrachtet. Die Ausgangsgröße ist der
mittlere Volumenstrom FV . Dieser kann durch Multiplikation mit der Dichte F in den
mittleren Massenstrom Fm umgerechnet werden.
Abb. 4.5 zeigt ein vereinfachtes Modell des Übertragungsverhaltens einer Schlauchpumpe. Als Eingangsgröße wirkt die Pumpendrehzahl n und der Druck ep auf der Saugseite des Pumpenschlauches. Mithilfe der
Dichte F des Fluides kann der Volumenstrom FV bei Bedarf in den
Massenstrom Fm umgerechnet werden. Pulsationen und frequenz-
abhängiges Verhalten bleiben unberücksichtigt. Mit dieser Annahme liegt ausschließlich proportionales Übertragungsverhalten vor. Temperatur-abhängige Elastizitätsänderung oder Elastizitätsänderungen durch Alterungs- oder Ermüdungserscheinungen des Schlauches bleiben unberücksichtigt. Wie in der Einleitung des Kapitels bereits erwähnt wurde, beruht die Saugleistung der Pumpe auf der Elastizität des Schlauches. Diese wird vom Schlauchmaterial und dem Durchmesser/Wandstärkeverhältnis bestimmt. Je steifer das Schlauchmaterial ist, je höher die Saugleistung der Pumpe. Hierzu wurden von Zabeschek [ZAB97] nummerische Berechnungen durchgeführt.
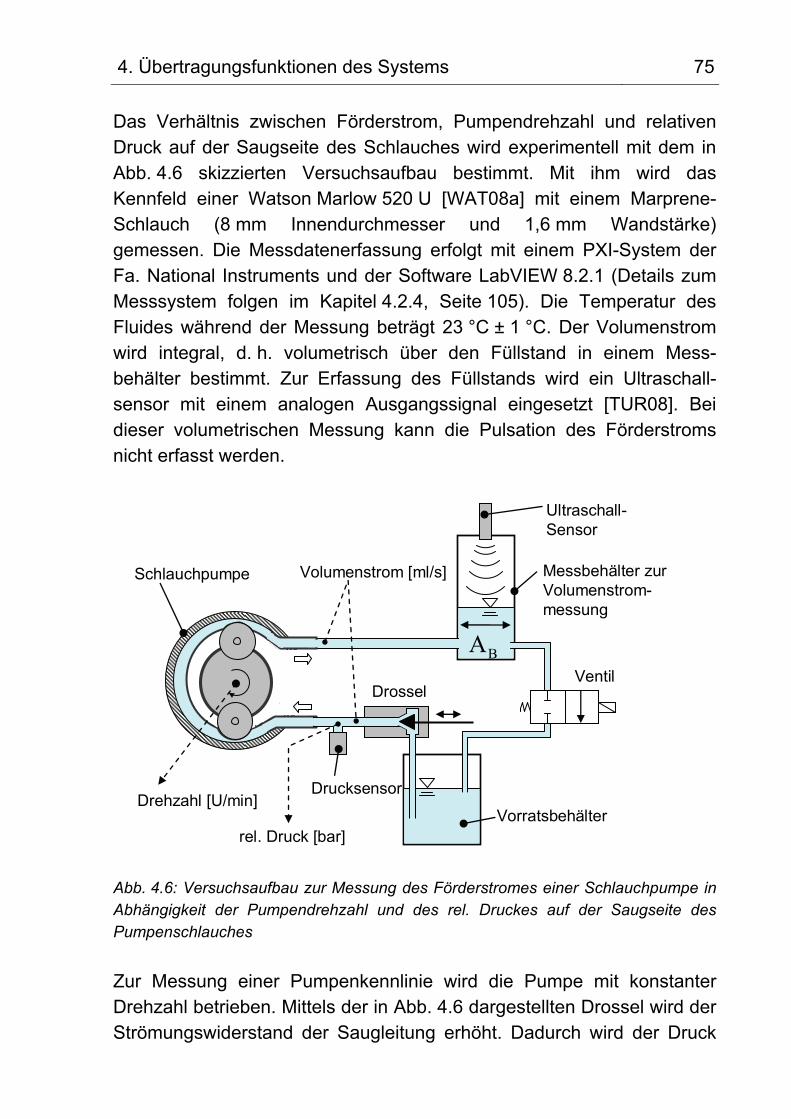
4. Übertragungsfunktionen des Systems 75
Das Verhältnis zwischen Förderstrom, Pumpendrehzahl und relativen Druck auf der Saugseite des Schlauches wird experimentell mit dem in Abb. 4.6 skizzierten Versuchsaufbau bestimmt. Mit ihm wird das Kennfeld einer Watson Marlow 520 U [WAT08a] mit einem Marprene-Schlauch (8 mm Innendurchmesser und 1,6 mm Wandstärke) gemessen. Die Messdatenerfassung erfolgt mit einem PXI-System der Fa. National Instruments und der Software LabVIEW 8.2.1 (Details zum Messsystem folgen im Kapitel 4.2.4, Seite 105). Die Temperatur des Fluides während der Messung beträgt 23 °C ± 1 °C. Der Volumenstrom wird integral, d. h. volumetrisch über den Füllstand in einem Mess-behälter bestimmt. Zur Erfassung des Füllstands wird ein Ultraschall-sensor mit einem analogen Ausgangssignal eingesetzt [TUR08]. Bei dieser volumetrischen Messung kann die Pulsation des Förderstroms nicht erfasst werden.
Schlauchpumpe
BAVentil
Vorratsbehälter
Ultraschall-Sensor
Drehzahl [U/min]
Drossel
Drucksensor
Messbehälter zurVolumenstrom-messung
Volumenstrom [ml/s]
rel. Druck [bar]
Abb. 4.6: Versuchsaufbau zur Messung des Förderstromes einer Schlauchpumpe in Abhängigkeit der Pumpendrehzahl und des rel. Druckes auf der Saugseite des Pumpenschlauches Zur Messung einer Pumpenkennlinie wird die Pumpe mit konstanter Drehzahl betrieben. Mittels der in Abb. 4.6 dargestellten Drossel wird der Strömungswiderstand der Saugleitung erhöht. Dadurch wird der Druck
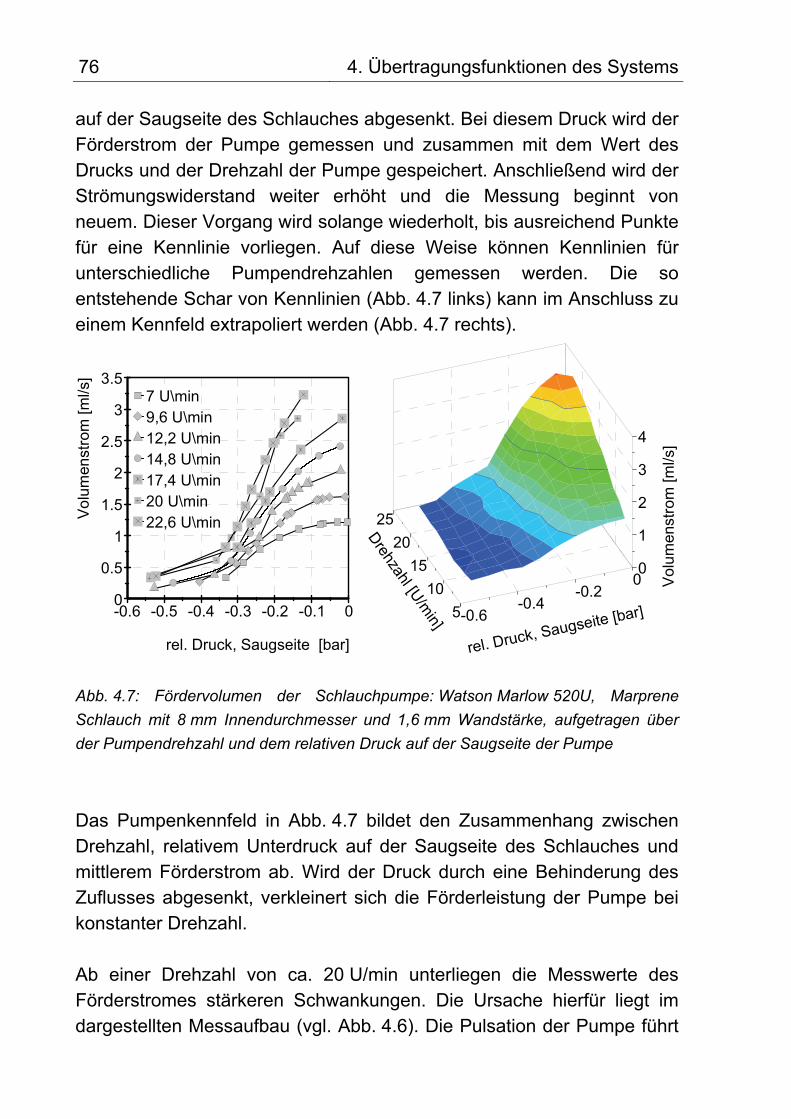
76 4. Übertragungsfunktionen des Systems
auf der Saugseite des Schlauches abgesenkt. Bei diesem Druck wird der Förderstrom der Pumpe gemessen und zusammen mit dem Wert des Drucks und der Drehzahl der Pumpe gespeichert. Anschließend wird der Strömungswiderstand weiter erhöht und die Messung beginnt von neuem. Dieser Vorgang wird solange wiederholt, bis ausreichend Punkte für eine Kennlinie vorliegen. Auf diese Weise können Kennlinien für unterschiedliche Pumpendrehzahlen gemessen werden. Die so entstehende Schar von Kennlinien (Abb. 4.7 links) kann im Anschluss zu einem Kennfeld extrapoliert werden (Abb. 4.7 rechts).
-0.6-0.4
-0.20
rel. Druck, Saugseite [bar]5
10
15
20
25
Drehzahl [U
/min]
0
1
2
3
4
Vol
um
ens t
rom
[m
l/s]
-0.6 -0.5 -0.4 -0.3 -0.2 -0.1 0
rel. Druck, Saugseite [bar]
0
0.5
1
1.5
2
2.5
3
3.5
Vo
lum
enst
rom
[m
l/s]
7 U\min9,6 U\min12,2 U\min14,8 U\min17,4 U\min20 U\min22,6 U\min
Abb. 4.7: Fördervolumen der Schlauchpumpe: Watson Marlow 520U, Marprene
Schlauch mit 8 mm Innendurchmesser und 1,6 mm Wandstärke, aufgetragen über
der Pumpendrehzahl und dem relativen Druck auf der Saugseite der Pumpe
Das Pumpenkennfeld in Abb. 4.7 bildet den Zusammenhang zwischen Drehzahl, relativem Unterdruck auf der Saugseite des Schlauches und mittlerem Förderstrom ab. Wird der Druck durch eine Behinderung des Zuflusses abgesenkt, verkleinert sich die Förderleistung der Pumpe bei konstanter Drehzahl. Ab einer Drehzahl von ca. 20 U/min unterliegen die Messwerte des Förderstromes stärkeren Schwankungen. Die Ursache hierfür liegt im dargestellten Messaufbau (vgl. Abb. 4.6). Die Pulsation der Pumpe führt
4. Übertragungsfunktionen des Systems 77
bei höheren Drehzahlen zu Wellenbewegungen auf der Flüssigkeits-oberfläche im Messbehälter. Dadurch werden die Ultraschallwellen des Füllstandsensors gestreut, wodurch Messfehler verursacht werden. Die Messdaten werden daher nur bis zu einer Drehzahl von 14,8 U/min verwendet. Das entspricht bei einer Pumpe mit zwei Druckrollen einer Pulsation mit einer Grundfrequenz von
14,8 min
2 0,560 min
UHz
s .
Entfernt man gedanklich die Drossel aus Abb. 4.6 und lässt die restliche Geometrie unverändert, kann eine Druckänderung auf der Saugseite des Schlauches auch durch eine veränderte Viskosität des Fluides hervorgerufen werden. Geht man von einem laminaren Strömungsprofil aus, kann der Druckverlust p in der Saugleitung nach der Gleichung
der Hagen-Poiseuille-Strömung, die aus der Literatur [SPU04] entnommen werden kann, berechnet werden
04
0
8 L
L
V lp
R
. (4.5)
Nach dieser Gleichung ist der Druckverlust p abhängig von der Länge
der Saugleitung 0Ll , dem Radius der Saugleitung 0LR und der
dynamischen Viskosität der Flüssigkeit .
Der absolute Druck auf der Saugseite des Schlauches ergibt sich dann aus ,e abs Atmosphärep p p . (4.6)
Auf diesen Zusammenhang wird im Kapitel 5 noch näher eingegangen. Die Viskosität der Flüssigkeit kann somit einen Einfluss auf die Förderleistung der Pumpe ausüben. Dies gilt unter der Voraussetzung, dass die Saugleitung ausreichend lang bzw. ausreichend dünn gestaltet ist (vgl. Gleichung (4.5)). Das proportionale Übertragungsverhalten der Pumpe auf die Eingangs-größen Drehzahl n und Druck ep wird durch das Pumpenkennfeld aus
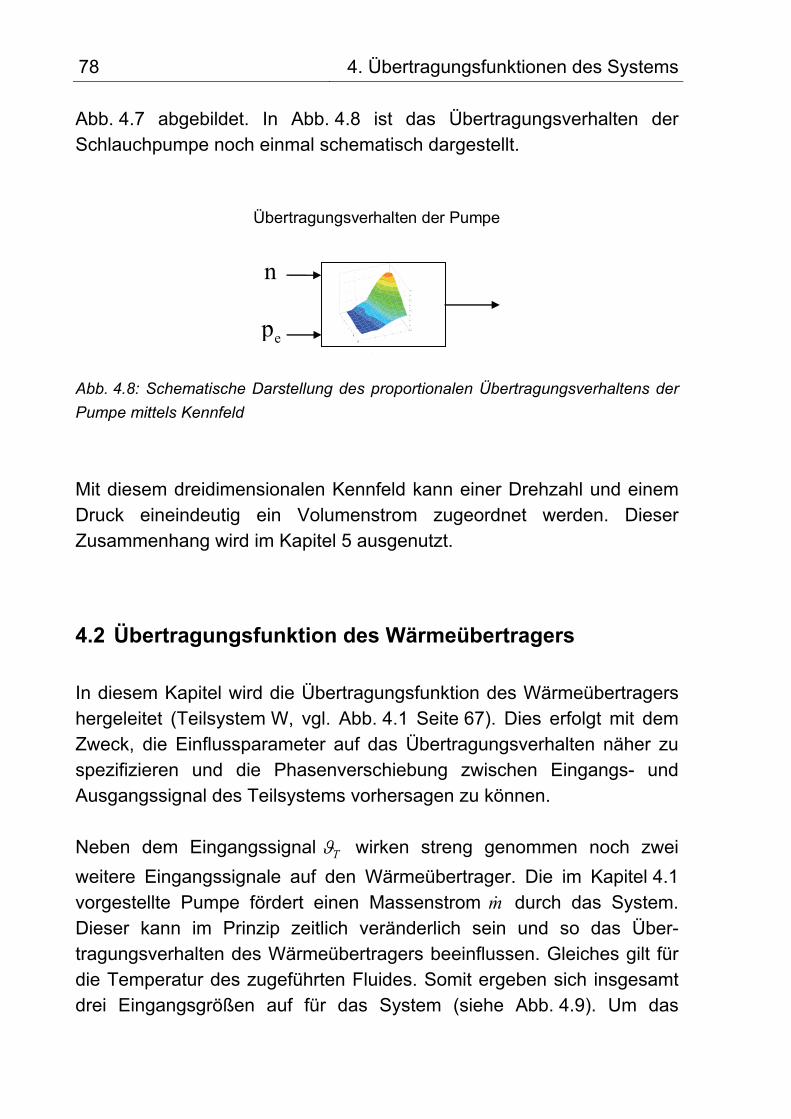
78 4. Übertragungsfunktionen des Systems
Abb. 4.7 abgebildet. In Abb. 4.8 ist das Übertragungsverhalten der Schlauchpumpe noch einmal schematisch dargestellt.
-0.6-0.4
-0.20
rel Druck, Saugseite [bar]5
10
15
20
25
Drehzahl [U
/min]
0
1
2
3
4
Vo
lum
enst
rom
[m
l/s]
n
ep
Übertragungsverhalten der Pumpe
Abb. 4.8: Schematische Darstellung des proportionalen Übertragungsverhaltens der
Pumpe mittels Kennfeld
Mit diesem dreidimensionalen Kennfeld kann einer Drehzahl und einem Druck eineindeutig ein Volumenstrom zugeordnet werden. Dieser Zusammenhang wird im Kapitel 5 ausgenutzt.
4.2 Übertragungsfunktion des Wärmeübertragers
In diesem Kapitel wird die Übertragungsfunktion des Wärmeübertragers hergeleitet (Teilsystem W, vgl. Abb. 4.1 Seite 67). Dies erfolgt mit dem Zweck, die Einflussparameter auf das Übertragungsverhalten näher zu spezifizieren und die Phasenverschiebung zwischen Eingangs- und Ausgangssignal des Teilsystems vorhersagen zu können. Neben dem Eingangssignal T wirken streng genommen noch zwei
weitere Eingangssignale auf den Wärmeübertrager. Die im Kapitel 4.1 vorgestellte Pumpe fördert einen Massenstrom m durch das System. Dieser kann im Prinzip zeitlich veränderlich sein und so das Über-tragungsverhalten des Wärmeübertragers beeinflussen. Gleiches gilt für die Temperatur des zugeführten Fluides. Somit ergeben sich insgesamt drei Eingangsgrößen auf für das System (siehe Abb. 4.9). Um das
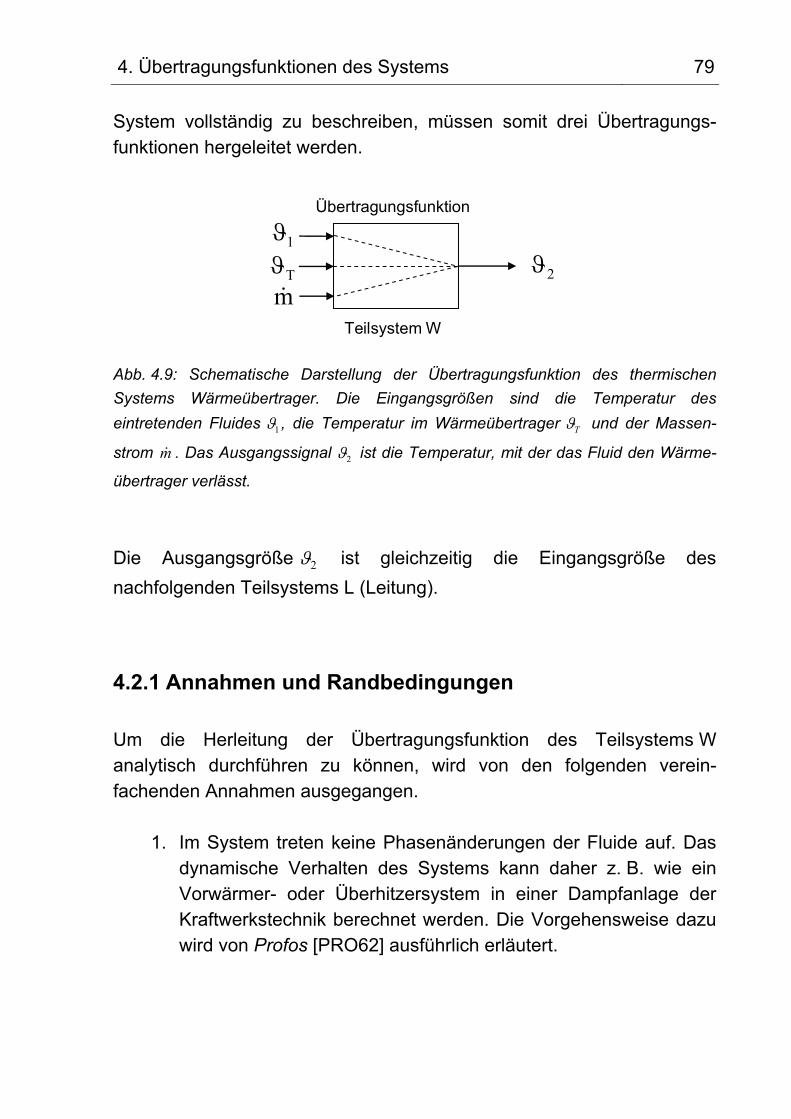
4. Übertragungsfunktionen des Systems 79
System vollständig zu beschreiben, müssen somit drei Übertragungs-funktionen hergeleitet werden.
1
Tm
Übertragungsfunktion
2
Teilsystem W
Abb. 4.9: Schematische Darstellung der Übertragungsfunktion des thermischen
Systems Wärmeübertrager. Die Eingangsgrößen sind die Temperatur des
eintretenden Fluides 1 , die Temperatur im Wärmeübertrager T und der Massen-
strom m . Das Ausgangssignal 2 ist die Temperatur, mit der das Fluid den Wärme-
übertrager verlässt.
Die Ausgangsgröße 2 ist gleichzeitig die Eingangsgröße des
nachfolgenden Teilsystems L (Leitung).
4.2.1 Annahmen und Randbedingungen
Um die Herleitung der Übertragungsfunktion des Teilsystems W analytisch durchführen zu können, wird von den folgenden verein-fachenden Annahmen ausgegangen.
1. Im System treten keine Phasenänderungen der Fluide auf. Das dynamische Verhalten des Systems kann daher z. B. wie ein Vorwärmer- oder Überhitzersystem in einer Dampfanlage der Kraftwerkstechnik berechnet werden. Die Vorgehensweise dazu wird von Profos [PRO62] ausführlich erläutert.
80 4. Übertragungsfunktionen des Systems
2. Die Stoffwerte und geometrischen Abmessungen sind längs des
ganzen Rohres konstant [UNB02], d. h. es werden die mittleren Stoffwerte verwendet [PRO62], [UNB02].
3. Die Rohrwand ist sehr dünn im Verhältnis zum Durchmesser. Für
den Umfang gilt: a iU U .
4. Alle Fluide sind inkompressibel.
5. Die Wärmestromdichte 3q im Wärmeübertrager (Teilsystem W)
ist über die ganze Rohrlänge gleich10. Wobei 3q jedoch zeitlich
veränderlich sein kann.
6. Die Wärmeübergangszahlen entsprechen dem ausschließlich für stationäre Strömungen gültigen Nußelt-Potenzgesetz [PRO62].
7. Die Wärmeleitfähigkeit in Richtung der Rohrachse und das
radiale Temperaturgefälle in der Rohrwand sind vernach-lässigbar [UNB02].
8. Es wird angenommen, dass die Temperatur 2 des Lackes am
Ausgang des Wärmeübertragers über den gesamten Leitungsquerschnitt konstant ist. Um dies am Prüfstand zu gewährleisten, ist am Ausgang des Wärmeübertragers ein statischer Mischer integriert. Dieser ist jedoch in der schematischen Abb. 4.1 (Seite 67) nicht dargestellt.
9. Die Strömungsgeschwindigkeit w und damit die innere Reibung
des Fluids in der Leitung ist so gering, dass Dissipation vernach-lässigt werden kann.
10. Im Wärmeübertrager wird ein rechteckförmiges Strömungsprofil
vorausgesetzt (Kolben- oder Pfropfenströmung).
10 Um eine konstante Wärmestromdichte im Versuchsaufbau zu erzeugen, ist der Wärmeübertrager nach dem Gegenstromprinzip konstruiert.
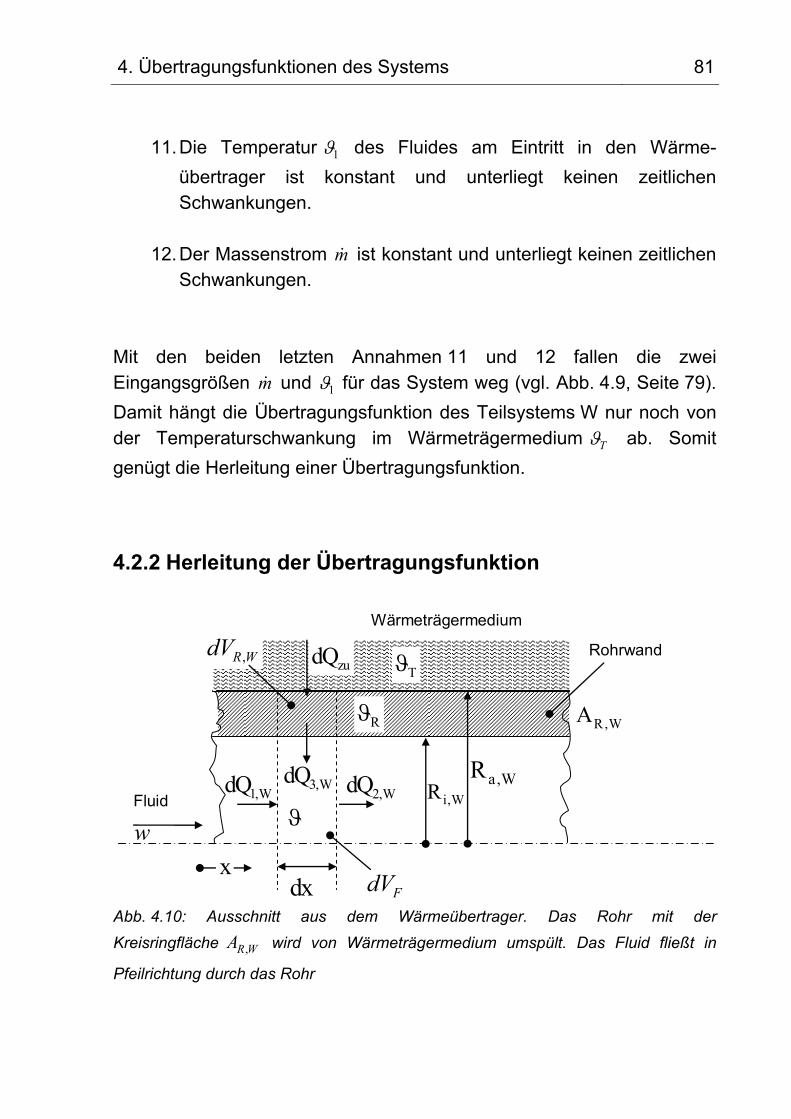
4. Übertragungsfunktionen des Systems 81
11. Die Temperatur 1 des Fluides am Eintritt in den Wärme-
übertrager ist konstant und unterliegt keinen zeitlichen Schwankungen.
12. Der Massenstrom m ist konstant und unterliegt keinen zeitlichen
Schwankungen. Mit den beiden letzten Annahmen 11 und 12 fallen die zwei Eingangsgrößen m und 1 für das System weg (vgl. Abb. 4.9, Seite 79).
Damit hängt die Übertragungsfunktion des Teilsystems W nur noch von der Temperaturschwankung im Wärmeträgermedium T ab. Somit
genügt die Herleitung einer Übertragungsfunktion.
4.2.2 Herleitung der Übertragungsfunktion
dx
R,WA
i,WR
Rohrwand
Fluid
Wärmeträgermedium
zudQ
1,WdQ 2,WdQ3,WdQ
R
x
,R WdV
FdV
a,WR
w
T
Abb. 4.10: Ausschnitt aus dem Wärmeübertrager. Das Rohr mit der
Kreisringfläche ,R WA wird von Wärmeträgermedium umspült. Das Fluid fließt in
Pfeilrichtung durch das Rohr
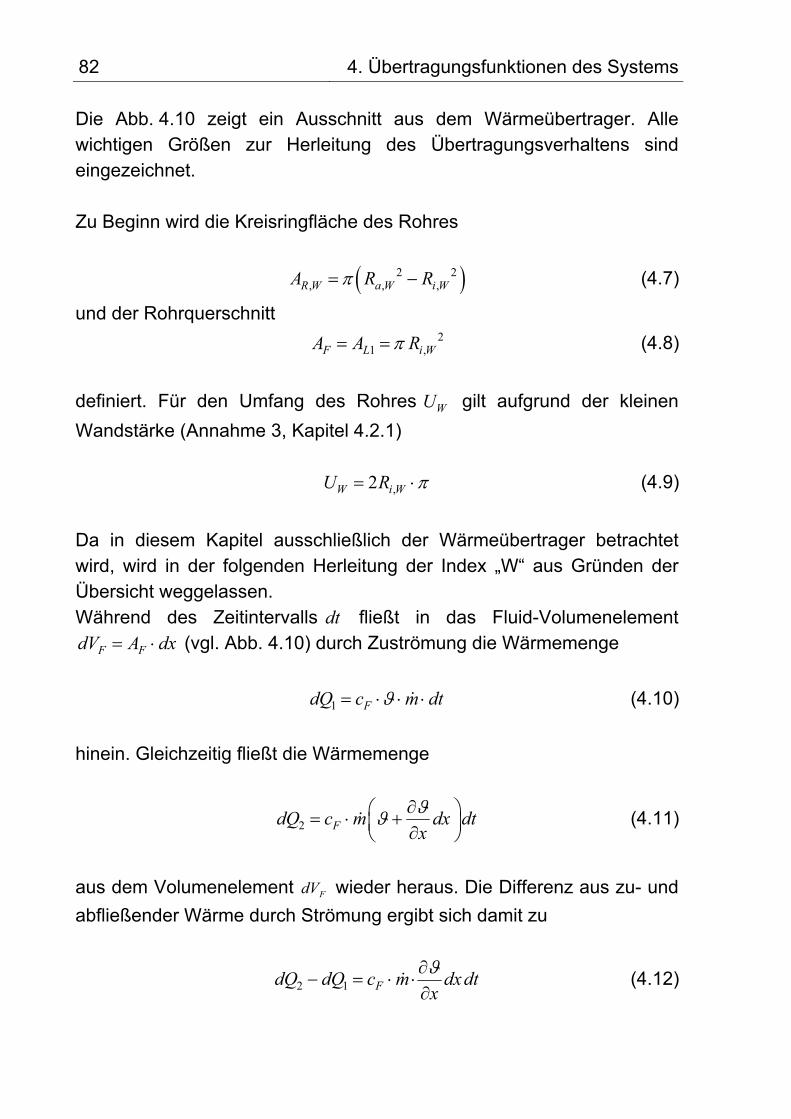
82 4. Übertragungsfunktionen des Systems
Die Abb. 4.10 zeigt ein Ausschnitt aus dem Wärmeübertrager. Alle wichtigen Größen zur Herleitung des Übertragungsverhaltens sind eingezeichnet. Zu Beginn wird die Kreisringfläche des Rohres
2 2, , ,R W a W i WA R R (4.7)
und der Rohrquerschnitt
21 ,F L i WA A R (4.8)
definiert. Für den Umfang des Rohres WU gilt aufgrund der kleinen
Wandstärke (Annahme 3, Kapitel 4.2.1) ,2W i WU R (4.9)
Da in diesem Kapitel ausschließlich der Wärmeübertrager betrachtet wird, wird in der folgenden Herleitung der Index „W“ aus Gründen der Übersicht weggelassen. Während des Zeitintervalls dt fließt in das Fluid-Volumenelement
F FdV A dx (vgl. Abb. 4.10) durch Zuströmung die Wärmemenge
1 FdQ c m dt (4.10)
hinein. Gleichzeitig fließt die Wärmemenge
2 FdQ c m dx dtx
(4.11)
aus dem Volumenelement FdV wieder heraus. Die Differenz aus zu- und
abfließender Wärme durch Strömung ergibt sich damit zu
2 1 FdQ dQ c m dxdtx
(4.12)
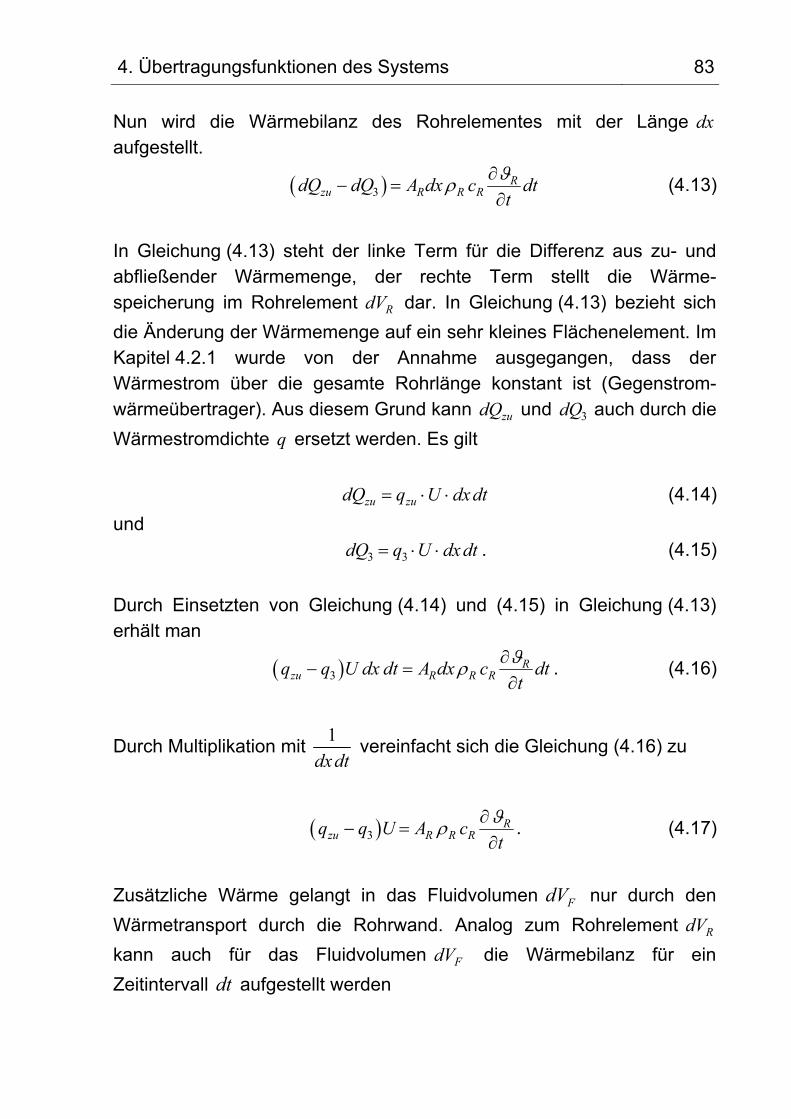
4. Übertragungsfunktionen des Systems 83
Nun wird die Wärmebilanz des Rohrelementes mit der Länge dx aufgestellt.
3R
zu R R RdQ dQ A dx c dtt
(4.13)
In Gleichung (4.13) steht der linke Term für die Differenz aus zu- und abfließender Wärmemenge, der rechte Term stellt die Wärme-speicherung im Rohrelement RdV dar. In Gleichung (4.13) bezieht sich
die Änderung der Wärmemenge auf ein sehr kleines Flächenelement. Im Kapitel 4.2.1 wurde von der Annahme ausgegangen, dass der Wärmestrom über die gesamte Rohrlänge konstant ist (Gegenstrom-wärmeübertrager). Aus diesem Grund kann zudQ und 3dQ auch durch die
Wärmestromdichte q ersetzt werden. Es gilt
zu zudQ q U dxdt (4.14)
und 3 3dQ q U dx dt . (4.15)
Durch Einsetzten von Gleichung (4.14) und (4.15) in Gleichung (4.13) erhält man
3R
zu R R Rq q U dx dt A dx c dtt
. (4.16)
Durch Multiplikation mit 1
dxdt vereinfacht sich die Gleichung (4.16) zu
3R
zu R R Rq q U A ct
. (4.17)
Zusätzliche Wärme gelangt in das Fluidvolumen FdV nur durch den
Wärmetransport durch die Rohrwand. Analog zum Rohrelement RdV
kann auch für das Fluidvolumen FdV die Wärmebilanz für ein
Zeitintervall dt aufgestellt werden
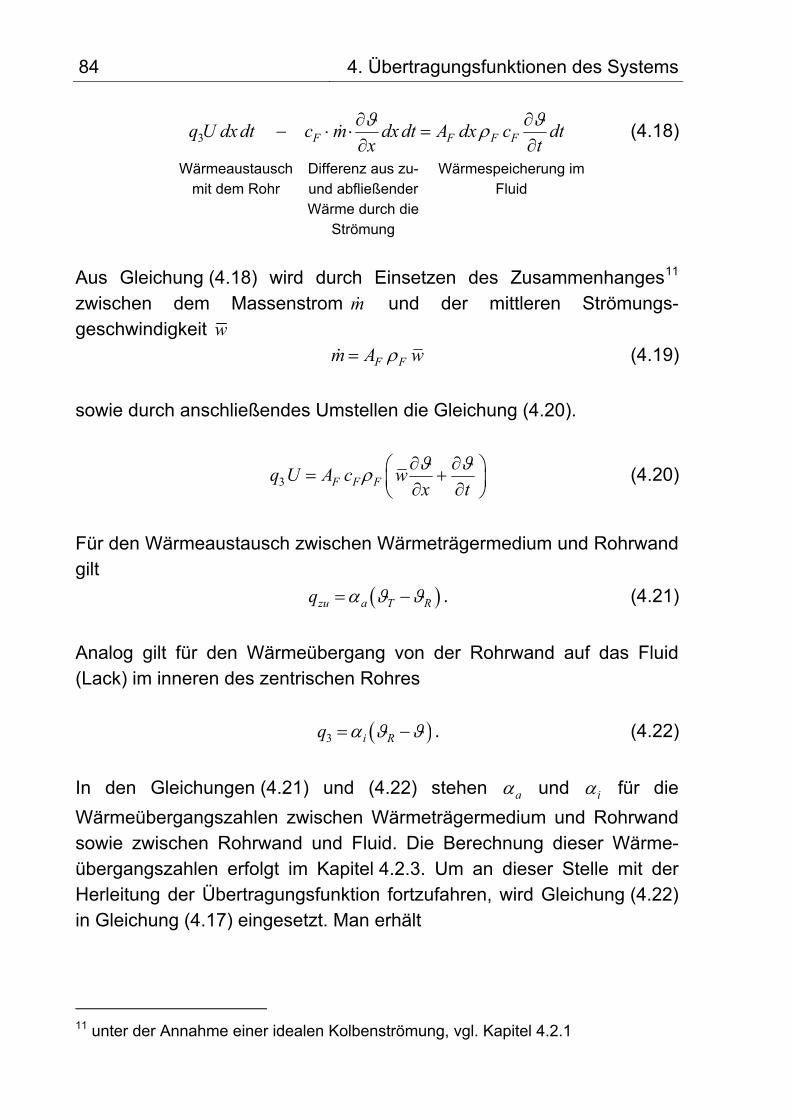
84 4. Übertragungsfunktionen des Systems
3 F F F Fq U dx dt c m dx dt A dx c dtx t
(4.18)
Wärmeaustausch mit dem Rohr
Differenz aus zu-und abfließender Wärme durch die
Strömung
Wärmespeicherung im Fluid
Aus Gleichung (4.18) wird durch Einsetzen des Zusammenhanges11 zwischen dem Massenstrom m und der mittleren Strömungs-geschwindigkeit w F Fm A w (4.19)
sowie durch anschließendes Umstellen die Gleichung (4.20).
3 F F Fq U A c wx t
(4.20)
Für den Wärmeaustausch zwischen Wärmeträgermedium und Rohrwand gilt
zu a T Rq . (4.21)
Analog gilt für den Wärmeübergang von der Rohrwand auf das Fluid (Lack) im inneren des zentrischen Rohres
3 i Rq . (4.22)
In den Gleichungen (4.21) und (4.22) stehen a und i für die
Wärmeübergangszahlen zwischen Wärmeträgermedium und Rohrwand sowie zwischen Rohrwand und Fluid. Die Berechnung dieser Wärme-übergangszahlen erfolgt im Kapitel 4.2.3. Um an dieser Stelle mit der Herleitung der Übertragungsfunktion fortzufahren, wird Gleichung (4.22) in Gleichung (4.17) eingesetzt. Man erhält
11 unter der Annahme einer idealen Kolbenströmung, vgl. Kapitel 4.2.1
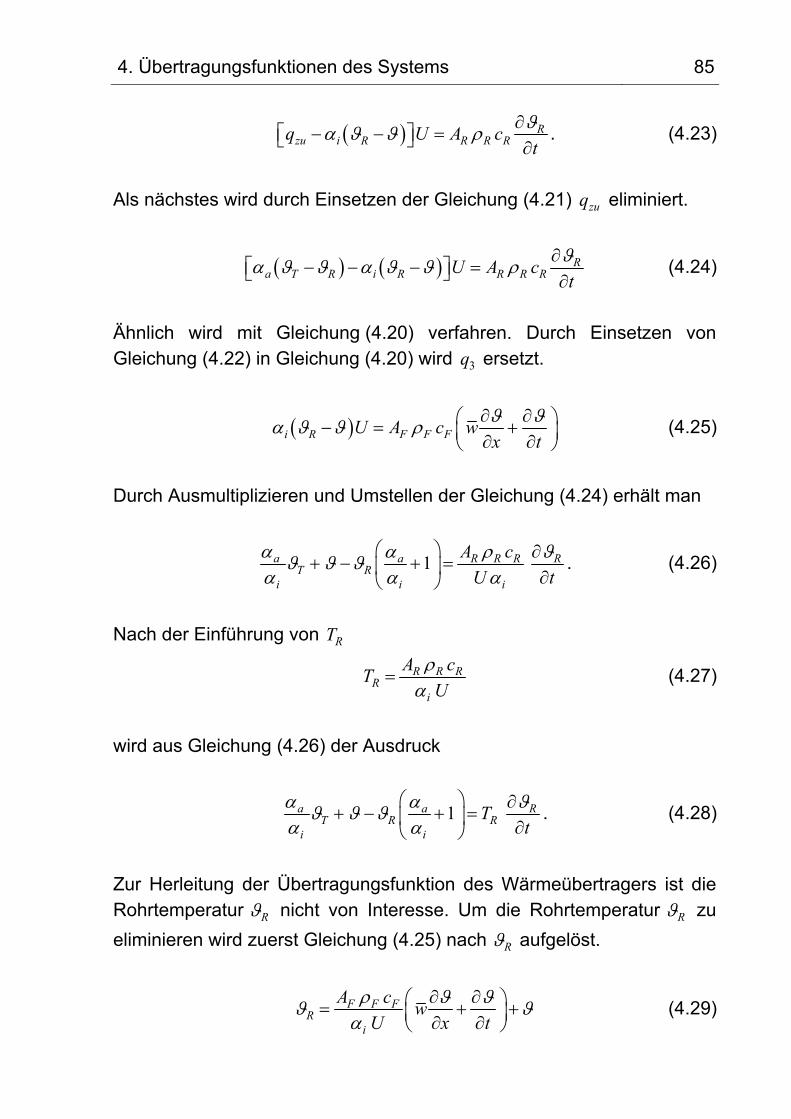
4. Übertragungsfunktionen des Systems 85
Rzu i R R R Rq U A c
t
. (4.23)
Als nächstes wird durch Einsetzen der Gleichung (4.21) zuq eliminiert.
Ra T R i R R R RU A c
t
(4.24)
Ähnlich wird mit Gleichung (4.20) verfahren. Durch Einsetzen von Gleichung (4.22) in Gleichung (4.20) wird 3q ersetzt.
i R F F FU A c wx t
(4.25)
Durch Ausmultiplizieren und Umstellen der Gleichung (4.24) erhält man
1a a R R R RT R
i i i
A c
U t
. (4.26)
Nach der Einführung von RT
R R RR
i
A cT
U
(4.27)
wird aus Gleichung (4.26) der Ausdruck
1a a RT R R
i i
Tt
. (4.28)
Zur Herleitung der Übertragungsfunktion des Wärmeübertragers ist die Rohrtemperatur R nicht von Interesse. Um die Rohrtemperatur R zu
eliminieren wird zuerst Gleichung (4.25) nach R aufgelöst.
F F FR
i
A cw
U x t
(4.29)

86 4. Übertragungsfunktionen des Systems
Anschließend wird Gleichung (4.29) nach t abgeleitet. Man erhält
2 2
2R F F F
i
A cw
t U x t tt
. (4.30)
Als nächstes wird eine weitere Konstante FT eingeführt
F F FF
i
A cT
U
. (4.31)
Mit dieser Konstanten wird aus Gleichung (4.29)
R FT wx t
(4.32)
und aus Gleichung (4.30)
2 2
2R
FT wt x t tt
(4.33)
Nun kann Gleichung (4.32) und (4.33) in Gleichung (4.28) eingesetzt werden. Dadurch erhält man den Ausdruck
2 2
21a aT F R F
i i
T w T T wx t x t tt
(4.34)
Nach Ausmultiplizieren der Gleichung (4.34) und einigem Umsortieren (siehe Anhang, Kapitel 8.1) erhält man
2 2
2 1 1a a a aT R F R F R F F
i i i i
T T T T w T T wTx t t xt
(4.35) Um die Gleichung (4.35) etwas übersichtlicher zu gestalten, werden einige Terme durch Konstanten ersetzt.
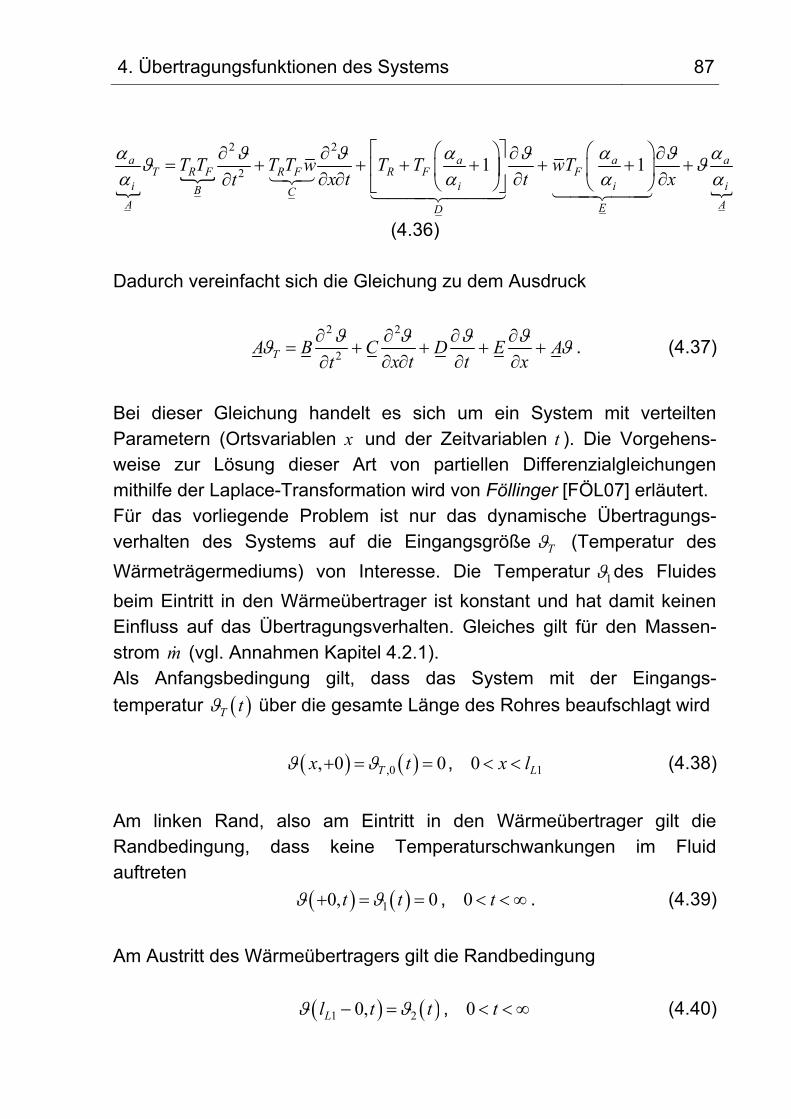
4. Übertragungsfunktionen des Systems 87
2 2
2 1 1a a a aT R F R F R F F
i i i iB CA AED
T T T T w T T wTx t t xt
(4.36) Dadurch vereinfacht sich die Gleichung zu dem Ausdruck
2 2
2TA B C D E Ax t t xt
. (4.37)
Bei dieser Gleichung handelt es sich um ein System mit verteilten Parametern (Ortsvariablen x und der Zeitvariablen t ). Die Vorgehens-weise zur Lösung dieser Art von partiellen Differenzialgleichungen mithilfe der Laplace-Transformation wird von Föllinger [FÖL07] erläutert. Für das vorliegende Problem ist nur das dynamische Übertragungs-verhalten des Systems auf die Eingangsgröße T (Temperatur des
Wärmeträgermediums) von Interesse. Die Temperatur 1 des Fluides
beim Eintritt in den Wärmeübertrager ist konstant und hat damit keinen Einfluss auf das Übertragungsverhalten. Gleiches gilt für den Massen-strom m (vgl. Annahmen Kapitel 4.2.1). Als Anfangsbedingung gilt, dass das System mit der Eingangs-
temperatur T t über die gesamte Länge des Rohres beaufschlagt wird
,0, 0 0Tx t , 10 Lx l (4.38)
Am linken Rand, also am Eintritt in den Wärmeübertrager gilt die Randbedingung, dass keine Temperaturschwankungen im Fluid auftreten
10, 0t t , 0 t . (4.39)
Am Austritt des Wärmeübertragers gilt die Randbedingung
1 20,Ll t t , 0 t (4.40)
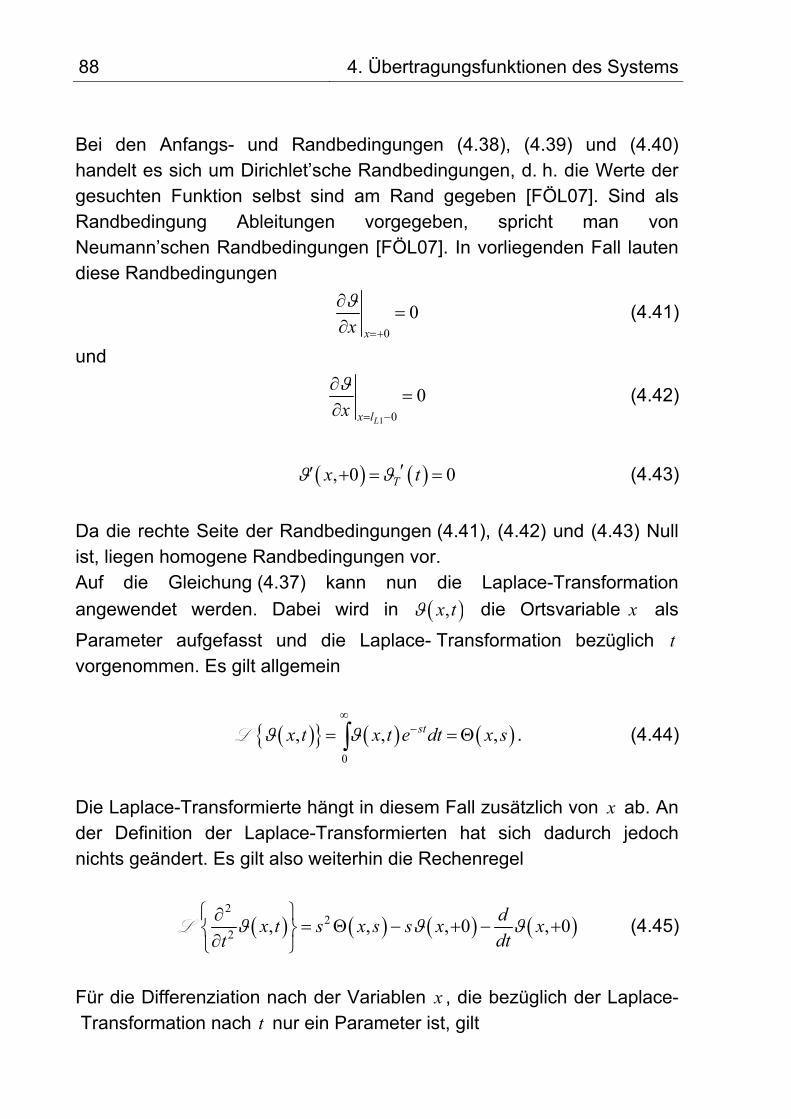
88 4. Übertragungsfunktionen des Systems
Bei den Anfangs- und Randbedingungen (4.38), (4.39) und (4.40) handelt es sich um Dirichlet’sche Randbedingungen, d. h. die Werte der gesuchten Funktion selbst sind am Rand gegeben [FÖL07]. Sind als Randbedingung Ableitungen vorgegeben, spricht man von Neumann’schen Randbedingungen [FÖL07]. In vorliegenden Fall lauten diese Randbedingungen
0
0xx
(4.41)
und
1 0
0Lx lx
(4.42)
, 0 0Tx t (4.43)
Da die rechte Seite der Randbedingungen (4.41), (4.42) und (4.43) Null ist, liegen homogene Randbedingungen vor. Auf die Gleichung (4.37) kann nun die Laplace-Transformation
angewendet werden. Dabei wird in ,x t die Ortsvariable x als
Parameter aufgefasst und die Laplace- Transformation bezüglich t vorgenommen. Es gilt allgemein
0
, , ,stx t x t e dt x s
L . (4.44)
Die Laplace-Transformierte hängt in diesem Fall zusätzlich von x ab. An der Definition der Laplace-Transformierten hat sich dadurch jedoch nichts geändert. Es gilt also weiterhin die Rechenregel
2
22 , , , 0 , 0
dx t s x s s x x
dtt
L (4.45)
Für die Differenziation nach der Variablen x , die bezüglich der Laplace- Transformation nach t nur ein Parameter ist, gilt

4. Übertragungsfunktionen des Systems 89
0 0
,, , ,st stx t
x t e dt x t e dt x sx x x x
L . (4.46)
Die Rechenregeln (4.45) und (4.46) können nun auf die Ableitungen in der Gleichung (4.37) angewendet werden. Unter Berücksichtigung der Anfangsbedingungen ergeben sich somit folgende Ausdrücke
0
, , ,0 ,D
x t s x s s x s x sDt
L (4.47)
2
2 22
00
, , ,0 ,0 ,D D
x t s x s s x x s x sDtDt
L (4.48)
, , ,D D D D D
x t x t s x sDt Dx Dx Dt Dx
L L (4.49)
Durch Laplace-Transformation wird aus Gleichung (4.37)
2, , , ,
, ,
Td
A x s s B x s sC x s sD x sdx
E x s A x sx
(4.50)
Aus Gleichung (4.50) kann ,x s ausgeklammert werden
2, , ,T
FG
dA x s s B sD A x s sC E x s
dx
(4.51)
und nach der Einführung der Konstanten G und F erhält man
, , ,Td
A x s G x s F x sdx
(4.52)
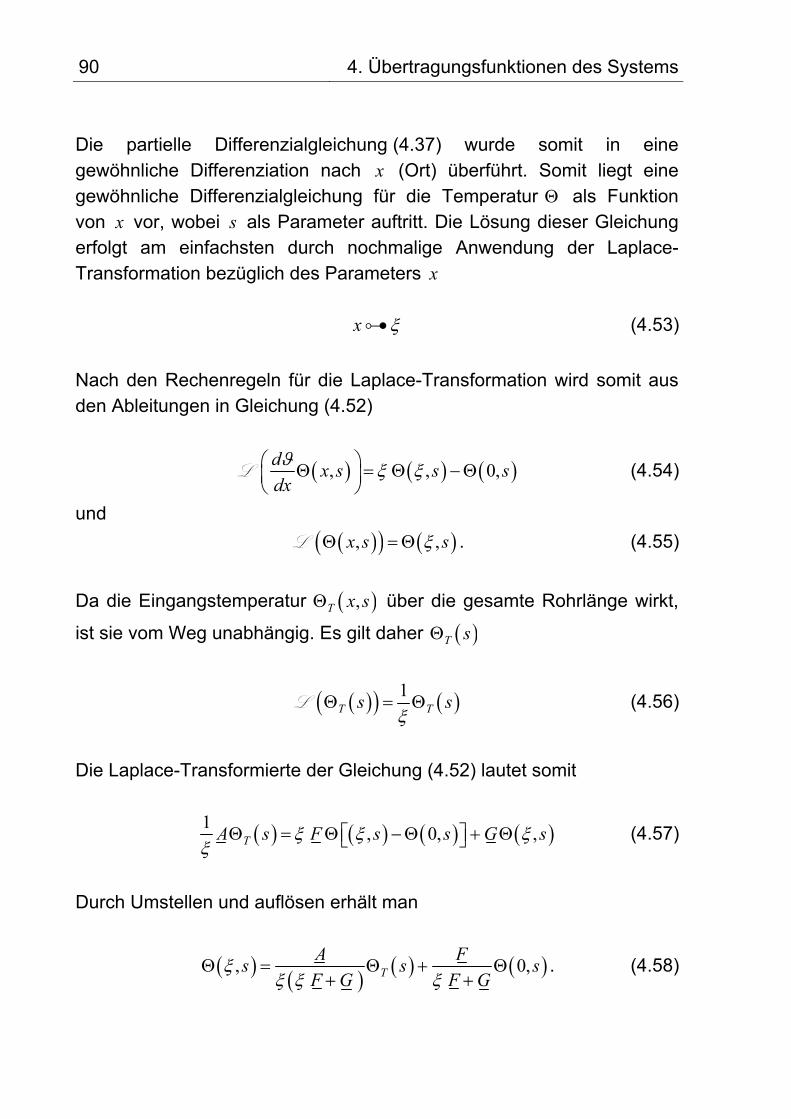
90 4. Übertragungsfunktionen des Systems
Die partielle Differenzialgleichung (4.37) wurde somit in eine gewöhnliche Differenziation nach x (Ort) überführt. Somit liegt eine gewöhnliche Differenzialgleichung für die Temperatur als Funktion von x vor, wobei s als Parameter auftritt. Die Lösung dieser Gleichung erfolgt am einfachsten durch nochmalige Anwendung der Laplace-Transformation bezüglich des Parameters x x (4.53)
Nach den Rechenregeln für die Laplace-Transformation wird somit aus den Ableitungen in Gleichung (4.52)
, , 0,d
x s s sdx
L (4.54)
und
, ,x s s L . (4.55)
Da die Eingangstemperatur ,T x s über die gesamte Rohrlänge wirkt,
ist sie vom Weg unabhängig. Es gilt daher T s
1T Ts s
L (4.56)
Die Laplace-Transformierte der Gleichung (4.52) lautet somit
1, 0, ,TA s F s s G s
(4.57)
Durch Umstellen und auflösen erhält man
, 0,TA F
s s sF G F G
. (4.58)
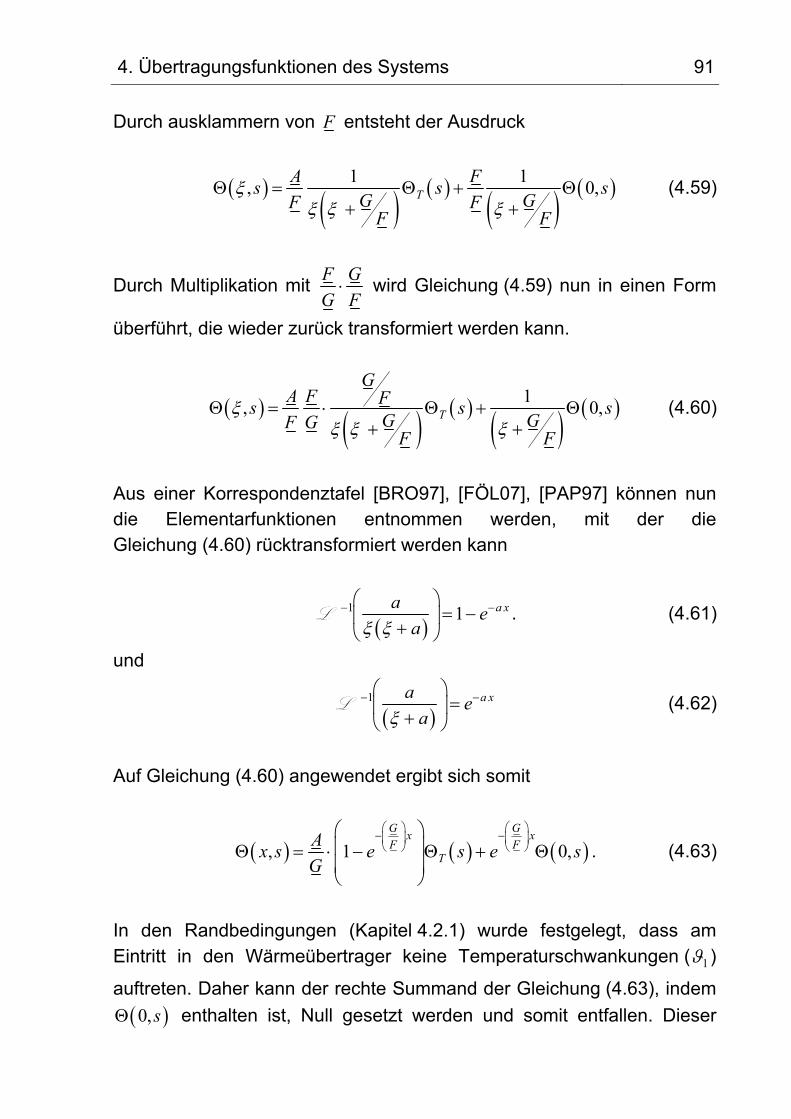
4. Übertragungsfunktionen des Systems 91
Durch ausklammern von F entsteht der Ausdruck
1 1, 0,T
A Fs s s
G GF FF F
(4.59)
Durch Multiplikation mit F G
G F wird Gleichung (4.59) nun in einen Form
überführt, die wieder zurück transformiert werden kann.
1, 0,T
GA F Fs s s
G GF GF F
(4.60)
Aus einer Korrespondenztafel [BRO97], [FÖL07], [PAP97] können nun die Elementarfunktionen entnommen werden, mit der die Gleichung (4.60) rücktransformiert werden kann
1 1 a xae
a
L . (4.61)
und
1 a xae
a
L (4.62)
Auf Gleichung (4.60) angewendet ergibt sich somit
, 1 0,G G
x xF F
TA
x s e s e sG
. (4.63)
In den Randbedingungen (Kapitel 4.2.1) wurde festgelegt, dass am Eintritt in den Wärmeübertrager keine Temperaturschwankungen ( 1 )
auftreten. Daher kann der rechte Summand der Gleichung (4.63), indem
0,s enthalten ist, Null gesetzt werden und somit entfallen. Dieser
92 4. Übertragungsfunktionen des Systems
beschreibt das Übertragungsverhalten des Wärmeübertragers auf ein Temperatursignal 1 am Eingang des Wärmeübertragers. Ein solches
Temperatursignal würde, mit einer Transportzeit übertragen, das durch das Wärmeträgermedium erzeugte Ausgangssignal (linker Term in Gleichung (4.63)) überlagern. Da dieser Fall jedoch nicht betrachtet werden soll wir aus Gleichung (4.63)
, 1G
xF
TA
x s e sG
. (4.64)
Für die Übertragungsfunktion ist die Temperatur am Ausgang des Wärmeübertragers, also an der Stelle 1Ll gesucht. Durch Einsetzen von
1Lx l in Gleichung (4.64) erhält man
1
1L
Gl
FT
As e s
G
. (4.65)
Nun werden die Konstanten F sC E (4.66)
2G s B sD A (4.67)
wieder eingesetzt. Man erhält schließlich die gesuchte Übertragungs-funktion
2
1
2 1L
s B sD Al
sC ET
As e s
s B sD A
(4.68)
mit den Konstanten (4.69) bis (4.73)
a
i
A
(4.69)
R FB T T (4.70)
4. Übertragungsfunktionen des Systems 93
R FC T T w (4.71)
1aR F
i
D T T
(4.72)
1aF
i
E wT
(4.73)
(vgl. Gleichung (4.36)). Gleichung (4.68) bildet nun direkt die gesuchte Übertragungsfunktion
des Wärmeübertragers G s ab. Die Übertragungsfunktion G s
beschreibt den Zusammenhang zwischen Ein- und Ausgangsgröße im Bildbereich. So komplex die Zusammenhänge zwischen Ein- und Ausgangsgröße im Zeitbereich auch sind. Im Bildbereich können sie mit einer überaus einfachen Gleichung dargestellt werden
Ts G s s (4.74)
[UNB02].
Hierbei stellt der Temperaturverlauf im Wärmeträgermedium T s das
Eingangsignal und die Temperatur am Ausgang des Wärmeübertragers
s das Ausgangssignal dar.
4.2.3 Frequenzgangdarstellung des Wärmeübertragers
Bevor die Frequenzkennlinie (Bode-Dagramm) konstruiert werden kann, müssen die Wärmeübergangskoeffizienten i und a bestimmt werden
(vgl. Gleichung (4.69), (4.72) und (4.73)). Die Berechnung der Wärme-übergangskoeffizienten erfolgt mithilfe der sogenannten Nußelt-Zahl. Sie ist über Gleichung (4.75) mit den Wärmeübergangskoeffizienten verknüpft
F
dNu
(4.75)
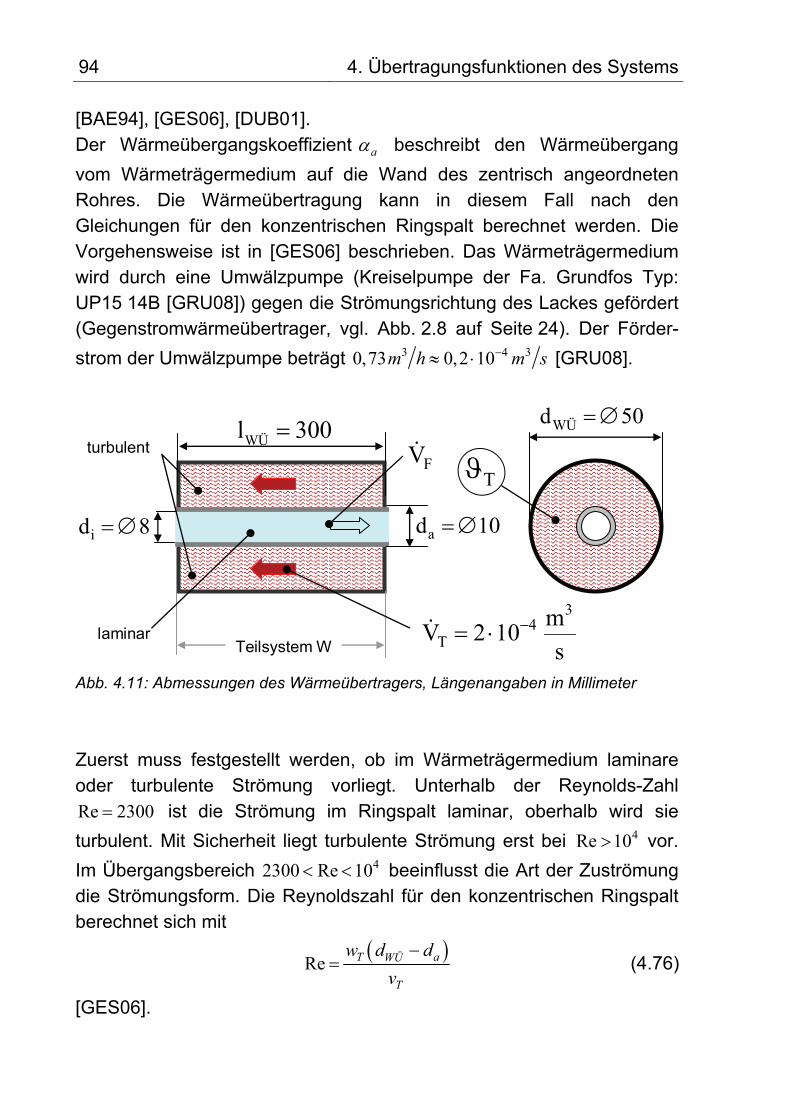
94 4. Übertragungsfunktionen des Systems
[BAE94], [GES06], [DUB01]. Der Wärmeübergangskoeffizient a beschreibt den Wärmeübergang
vom Wärmeträgermedium auf die Wand des zentrisch angeordneten Rohres. Die Wärmeübertragung kann in diesem Fall nach den Gleichungen für den konzentrischen Ringspalt berechnet werden. Die Vorgehensweise ist in [GES06] beschrieben. Das Wärmeträgermedium wird durch eine Umwälzpumpe (Kreiselpumpe der Fa. Grundfos Typ: UP15 14B [GRU08]) gegen die Strömungsrichtung des Lackes gefördert (Gegenstromwärmeübertrager, vgl. Abb. 2.8 auf Seite 24). Der Förder-
strom der Umwälzpumpe beträgt 3 4 30,73 0,2 10m h m s [GRU08].
WÜl 300
ad 10
Teilsystem W
id 8
WÜd 50
34
Tm
V 2 10s
FVT
turbulent
laminar
Abb. 4.11: Abmessungen des Wärmeübertragers, Längenangaben in Millimeter
Zuerst muss festgestellt werden, ob im Wärmeträgermedium laminare oder turbulente Strömung vorliegt. Unterhalb der Reynolds-Zahl Re 2300 ist die Strömung im Ringspalt laminar, oberhalb wird sie
turbulent. Mit Sicherheit liegt turbulente Strömung erst bei 4Re 10 vor.
Im Übergangsbereich 42300 Re 10 beeinflusst die Art der Zuströmung die Strömungsform. Die Reynoldszahl für den konzentrischen Ringspalt berechnet sich mit
Re T aWÜ
T
w d d
v
(4.76)
[GES06].
4. Übertragungsfunktionen des Systems 95
Mit einer Strömungsgeschwindigkeit
T2 2
WÜ
4 V
d a
wd
(4.77)
und einer kinematischen Viskosität des Wärmeträgermediums
Wasser 6 20,724 10T m s bei 35 °C, (Quelle: [BAE94]) ergibt sich
durch Einsetzen in die Gleichung (4.76) und (4.77) eine Reynolds-Zahl von ReT 5900
Trotz einer Reynolds-Zahl 4Re 10 wird in diesem Fall die Nußelt-Zahl mit der Gleichung für die voll ausgebildete turbulente Strömung berechnet. Aufgrund der senkrecht zur Rohrachse angeordneten Zu- und Abläufe (Abb. 2.9, Seite 26) wird die Strömung soweit gestört, dass sich keine laminare Strömung ausbilden kann. Die Nußelt-Zahl berechnet sich in diesem Fall nach Petukhov und Roizen [PET64].
0,16
0,86 a
Rohr WÜ
Nu d
Nu d
(4.78)
mit
2 3
2/ 3
8 Re Pr1
1 12,7 8 Pr 1T T
Rohr aWÜ WÜT
Nu d d l
(4.79)
und
2101,8 log Re 1,5T (4.80)
sowie
Pr 4,8 , 35TT
T
Wasser Ca
[GES06] (4.81)
Durch Einsetzen der Reynolds- und der Prandtl-Zahl und den Abmessungen des Wärmeübertragers aus Abb. 4.11 ergibt sich eine Nußelt-Zahl von 36Nu
96 4. Übertragungsfunktionen des Systems
Die Wärmeleitfähigkeit von Wasser bei 35 °C beträgt
3623,3 10T W mK [BAE94]. Im Fall des konzentrischen Ringspalts
gilt für d - aWÜd d d (4.82)
[GES06]. Der Wärmeübergangskoeffizient a kann nun mithilfe der
Gleichung (4.75) berechnet werden. Es ergibt sich ein Wert von
560aW
m K .
Auf ähnliche Weise kann der Wärmeübergangskoeffizient i zwischen
Rohr und Fluid im Inneren des zentrischen Rohres berechnet werden. Dazu muss ebenfalls erst festgestellt werden, welche Strömungsform im Rohr vorliegt. Auch in diesem Fall wird dazu die Reynoldszahl berechnet
Re i
F
w d
(4.83)
[SPU04]. Im Inneren des zentrischen Rohres wird der Lack erwärmt. Im Kapitel 3.2 wurde festgestellt, dass die Viskosität der Lacke stark temperatur-abhängig ist. Die kinematische Viskosität F geht nach Gleichung (4.83)
in die Berechnung der Reynoldszahl ein. Daher müsste die Reynolds-Zahl genau genommen für jeden Lack bei unterschiedlichen Temperaturen eigens berechnet werden. An dieser Stelle soll jedoch nur festgestellt werden, ob es einen Fall gegeben kann, bei dem eine turbulente Rohrströmung auftreten kann. Um mit Sicherheit alle Lacke zu berücksichtigen, wird die Viskosität von Wasser eingesetzt
( 6 20,801 10F m s bei 30 °C [GES06]). Wasser hat im Vergleich zu den
Lacken eine wesentlich niedrigere Viskosität, was eine höhere Reynolds-Zahl zur Folge hat (vgl. Gleichung (4.83). Damit kann die Berechnung als konservativ betrachtet werden12. 12 konservativ für das Ziel: laminare Strömung, da errechnete Reynoldszahl
Re Re max Re ReWasser Lack Wasser
4. Übertragungsfunktionen des Systems 97
Als höchste, mittlere Strömungsgeschwindigkeit w die im System auftritt, wird 0,05m s angenommen. Mit dem Rohrinnendurchmesser aus
Abb. 4.11 (d 0,008i m ) ergibt sich für Wasser eine Reynolds-Zahl von
6 2
0,05 0,008Re 500
0,801 10
m s m
m s
Damit bildet sich auch nach Störung der Strömung in jedem Fall wieder eine laminare Strömungsform aus. Die Nußelt-Zahl kann somit für den Fall der laminaren Rohrströmung berechnet werden. Die exakte Lösung zur Berechnung der Nußelt-Zahl (Graetz-Lösung) kann mittels unendlicher Reihe entwickelt werden, diese konvergiert jedoch schlecht. Von Stephan [DUB01] wird aus diesem Grund eine Näherungslösung für Laminarströmungen und konstanter Wand-temperatur angegeben. Die Abweichung von den exakten Werten der Nußelt-Zahl wird mit 1 % angegeben.
, 1 3 2 / 3
3,657 0,0499tanh X
Xtanh 2,264X 1,7Xi StephanNu
(4.84)
Mit
Re Pri
lX
d
(4.85)
Re i
F
wd
(4.86)
Pr F
Fa
(4.87)
Die Gleichung (4.84) gilt für laminare Strömungen Re 2300 im
gesamten Bereich 0 X [DUB01]. Bei der genauen Betrachtung der Gleichung fällt auf, dass durch die Multiplikation der Reynolds-Zahl mit der Prandtl-Zahl die kinematische Viskosität F durch Kürzen eliminiert
wird. Das bedeutet, dass im Fall der laminaren Strömung die Nußelt-Zahl und damit der Wärmübergangskoeffizient von der Viskosität unabhängig
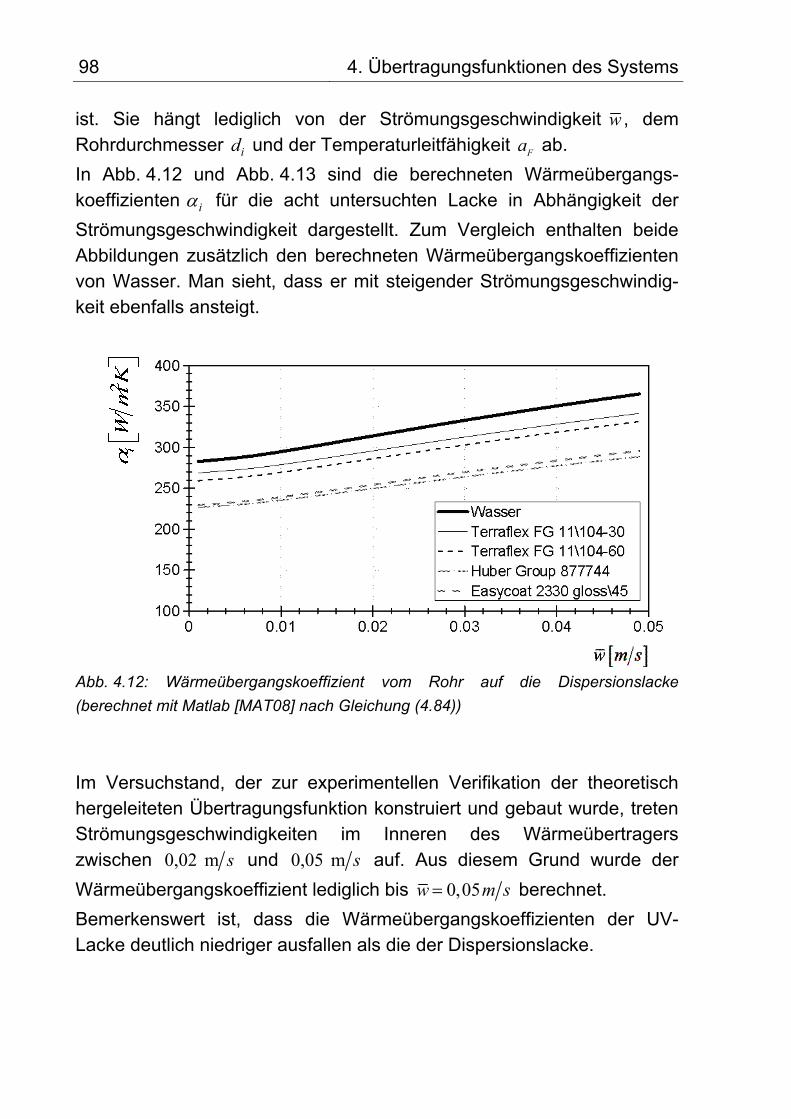
98 4. Übertragungsfunktionen des Systems
ist. Sie hängt lediglich von der Strömungsgeschwindigkeit w , dem Rohrdurchmesser id und der Temperaturleitfähigkeit Fa ab.
In Abb. 4.12 und Abb. 4.13 sind die berechneten Wärmeübergangs-koeffizienten i für die acht untersuchten Lacke in Abhängigkeit der
Strömungsgeschwindigkeit dargestellt. Zum Vergleich enthalten beide Abbildungen zusätzlich den berechneten Wärmeübergangskoeffizienten von Wasser. Man sieht, dass er mit steigender Strömungsgeschwindig-keit ebenfalls ansteigt.
Abb. 4.12: Wärmeübergangskoeffizient vom Rohr auf die Dispersionslacke
(berechnet mit Matlab [MAT08] nach Gleichung (4.84))
Im Versuchstand, der zur experimentellen Verifikation der theoretisch hergeleiteten Übertragungsfunktion konstruiert und gebaut wurde, treten Strömungsgeschwindigkeiten im Inneren des Wärmeübertragers zwischen 0,02 m s und 0,05 m s auf. Aus diesem Grund wurde der
Wärmeübergangskoeffizient lediglich bis 0,05w m s berechnet.
Bemerkenswert ist, dass die Wärmeübergangskoeffizienten der UV-Lacke deutlich niedriger ausfallen als die der Dispersionslacke.
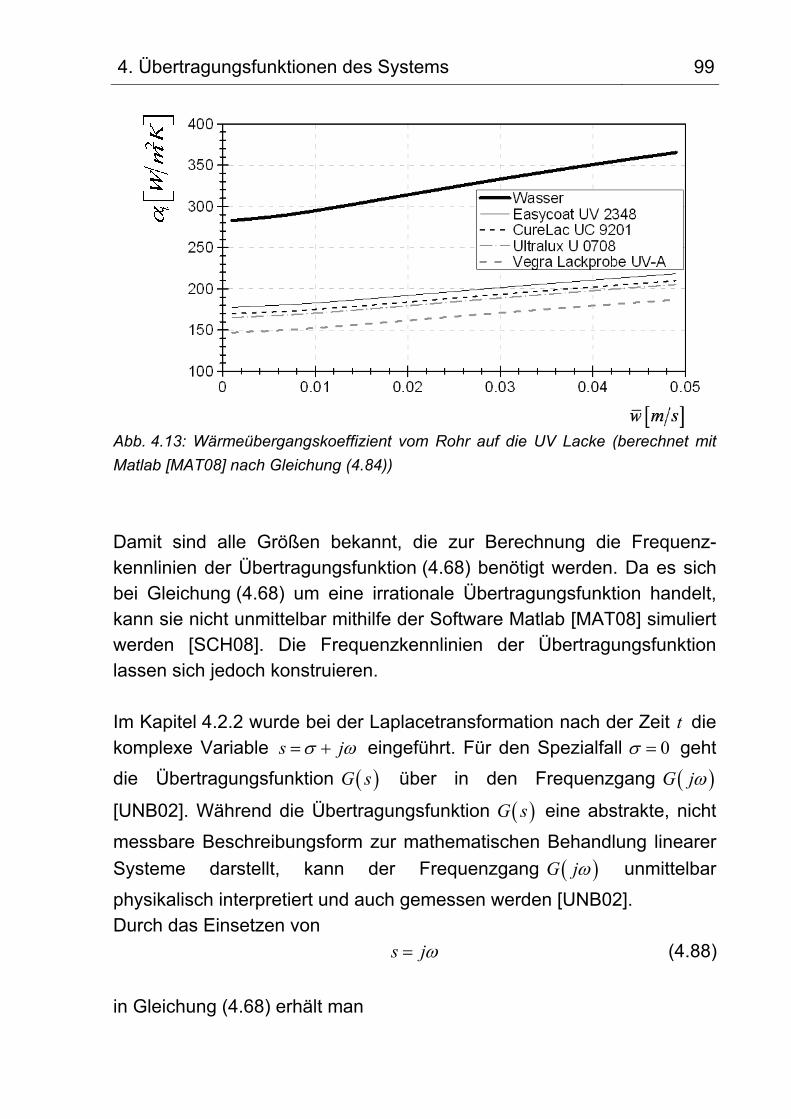
4. Übertragungsfunktionen des Systems 99
Wär
me
üb
erg
ang
sko
effi
zien
t
Abb. 4.13: Wärmeübergangskoeffizient vom Rohr auf die UV Lacke (berechnet mit
Matlab [MAT08] nach Gleichung (4.84))
Damit sind alle Größen bekannt, die zur Berechnung die Frequenz-kennlinien der Übertragungsfunktion (4.68) benötigt werden. Da es sich bei Gleichung (4.68) um eine irrationale Übertragungsfunktion handelt, kann sie nicht unmittelbar mithilfe der Software Matlab [MAT08] simuliert werden [SCH08]. Die Frequenzkennlinien der Übertragungsfunktion lassen sich jedoch konstruieren. Im Kapitel 4.2.2 wurde bei der Laplacetransformation nach der Zeit t die komplexe Variable s j eingeführt. Für den Spezialfall 0 geht
die Übertragungsfunktion G s über in den Frequenzgang G j
[UNB02]. Während die Übertragungsfunktion G s eine abstrakte, nicht
messbare Beschreibungsform zur mathematischen Behandlung linearer
Systeme darstellt, kann der Frequenzgang G j unmittelbar
physikalisch interpretiert und auch gemessen werden [UNB02]. Durch das Einsetzen von s j (4.88)
in Gleichung (4.68) erhält man
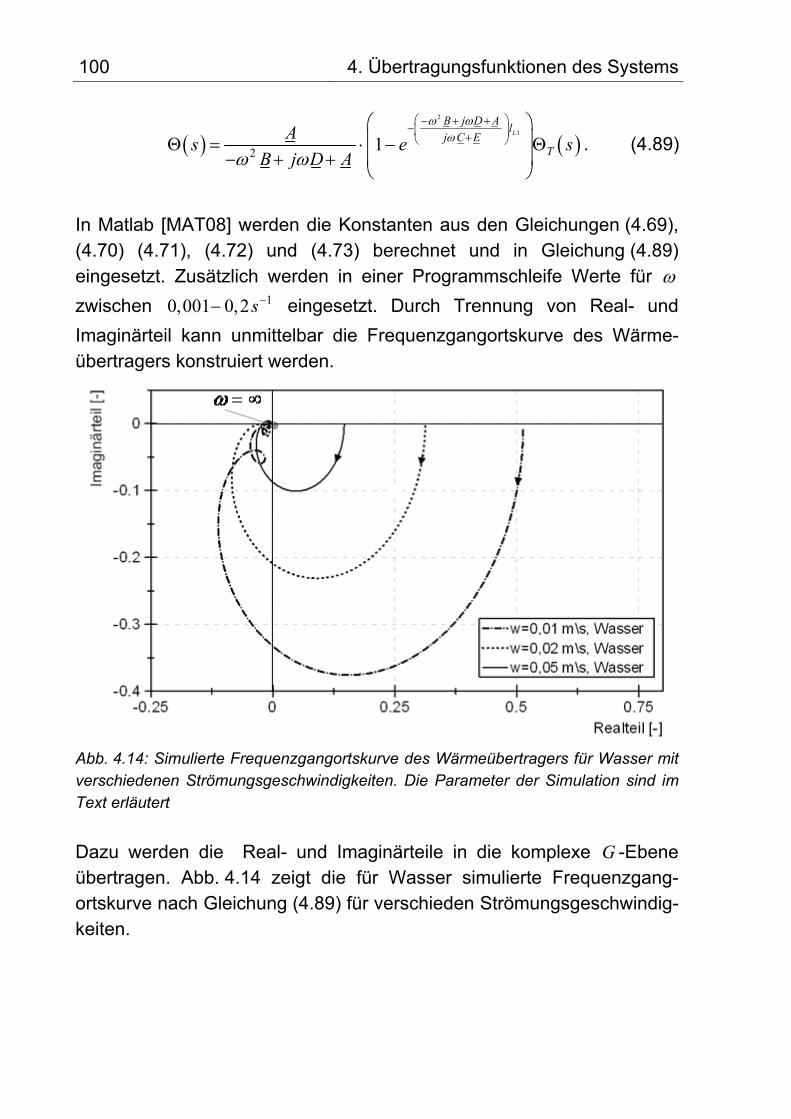
100 4. Übertragungsfunktionen des Systems
2
1
2 1L
B j D Al
j C ET
As e s
B j D A
. (4.89)
In Matlab [MAT08] werden die Konstanten aus den Gleichungen (4.69), (4.70) (4.71), (4.72) und (4.73) berechnet und in Gleichung (4.89) eingesetzt. Zusätzlich werden in einer Programmschleife Werte für
zwischen 10,001 0,2s eingesetzt. Durch Trennung von Real- und
Imaginärteil kann unmittelbar die Frequenzgangortskurve des Wärme-übertragers konstruiert werden.
Abb. 4.14: Simulierte Frequenzgangortskurve des Wärmeübertragers für Wasser mit verschiedenen Strömungsgeschwindigkeiten. Die Parameter der Simulation sind im Text erläutert
Dazu werden die Real- und Imaginärteile in die komplexe G -Ebene übertragen. Abb. 4.14 zeigt die für Wasser simulierte Frequenzgang-ortskurve nach Gleichung (4.89) für verschieden Strömungsgeschwindig-keiten.
4. Übertragungsfunktionen des Systems 101
Die Werte, des Wärmeübergangskoeffizient i bei unterschiedlichen
Strömungsgeschwindigkeiten wurden aus den Abb. 4.12 bzw. Abb. 4.13 entnommen. Die geometrischen Parameter, die der Simulation zugrunde liegen sind in Abb. 4.11 (Seite 94) zusammengefasst. Die Stoffkennwerte des zentrischen Rohres (Edelstahl) werden aus der Literatur entnommen. Die Wärmekapazität des Rohres Rc beträgt 450 J kgK [GES06], die
Dichte R beträgt 37855kg m [GES06].
Für den Wärmeübergangskoeffizienten a zwischen Wärmeträger-
medium und Rohr wird der berechnete Wert 2560W m K eingesetzt. Die
Simulation in Abb. 4.14 wurde mit den Stoffwerten für Wasser mit einer Temperatur von 35 °C durchgeführt. Dabei sind folgende Werte aus der
Literatur [GES06] übernommen worden: 3,35 994,04F C kg m ,
,35 4179F Cc J kgK .
Das frequenzabhängige Amplitudenverhältnis zwischen Eingangs-
signal T und Ausgangssignal 2 ist mit
2 22 Real ImagT
A G j
(4.90)
definiert [UNB02]. Die frequenzabhängige Phasenverschiebung ist mit
Imagarg arctan
RealG j
(4.91)
definiert [UNB02]. Bei Eingangssignalen mit niedrigen Frequenzen ist die Phasen-verschiebung fast null. Das Amplitudenverhältnis hängt wesentlich von der Strömungsgeschwindigkeit ab. Bei niedrigen Strömungs-geschwindigkeiten verweilt die Flüssigkeit länger im Wärmeübertrager und nimmt dabei mehr Wärme auf als bei höheren Strömungs-geschwindigkeiten.
102 4. Übertragungsfunktionen des Systems
Mit steigender Eingangsfrequenz wird die Tiefpasscharakteristik des Systems deutlich. Die Phasenverschiebung nimmt mit der Eingangs-frequenz zu, ebenso erhöht sich die Dämpfung des Systems. Bei der Frequenzgangortskurve in Abb. 4.14 handelt es sich um eine übersichtliche Darstellung der Übertragungsfunktion in der G -Ebene. Um die Abhängigkeit des Amplitudenverhältnisses und der Phasen-verschiebung von der Anregungsfrequenz darzustellen, eignet sich der Amplituden- und Phasengang. Beide zusammen werden auch als Frequenzkennlinien oder Bode-Diagramm bezeichnet [UNB02]. Es ist üblich den Amplitudengang in Dezibel anzugeben [UNB02]. Laut Definition gilt
20 lgdB
A A . (4.92)
Bei der Simulation mit sehr niedrigen Strömungsgeschwindigkeiten zeigt die Phasenkennlinie in Abb. 4.15 ein lokales Maximum. Dieses konnte in der experimentellen Verifikation nicht beobachtet werden (vgl. Abb. 4.19 Seite 108). Das Ziel dieses Kapitels besteht in der Spezifikation der Einfluss-parameter auf das frequenzabhängige Übertragungsverhalten des Wärmeübertragers. Die Simulation mit Wasser zeigt, dass die Strömungsgeschwindigkeit einen relativ großen Einfluss auf den Phasenverlauf ausübt.
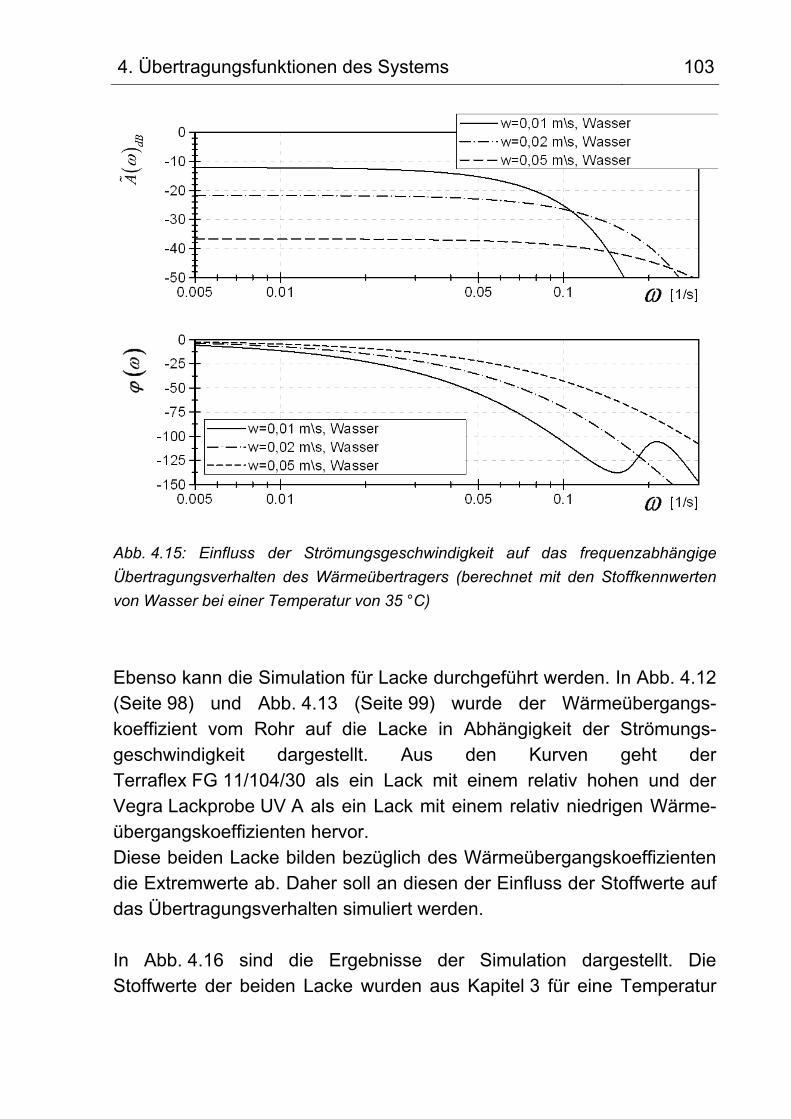
4. Übertragungsfunktionen des Systems 103
Abb. 4.15: Einfluss der Strömungsgeschwindigkeit auf das frequenzabhängige
Übertragungsverhalten des Wärmeübertragers (berechnet mit den Stoffkennwerten
von Wasser bei einer Temperatur von 35 °C)
Ebenso kann die Simulation für Lacke durchgeführt werden. In Abb. 4.12 (Seite 98) und Abb. 4.13 (Seite 99) wurde der Wärmeübergangs-koeffizient vom Rohr auf die Lacke in Abhängigkeit der Strömungs-geschwindigkeit dargestellt. Aus den Kurven geht der Terraflex FG 11/104/30 als ein Lack mit einem relativ hohen und der Vegra Lackprobe UV A als ein Lack mit einem relativ niedrigen Wärme-übergangskoeffizienten hervor. Diese beiden Lacke bilden bezüglich des Wärmeübergangskoeffizienten die Extremwerte ab. Daher soll an diesen der Einfluss der Stoffwerte auf das Übertragungsverhalten simuliert werden. In Abb. 4.16 sind die Ergebnisse der Simulation dargestellt. Die Stoffwerte der beiden Lacke wurden aus Kapitel 3 für eine Temperatur
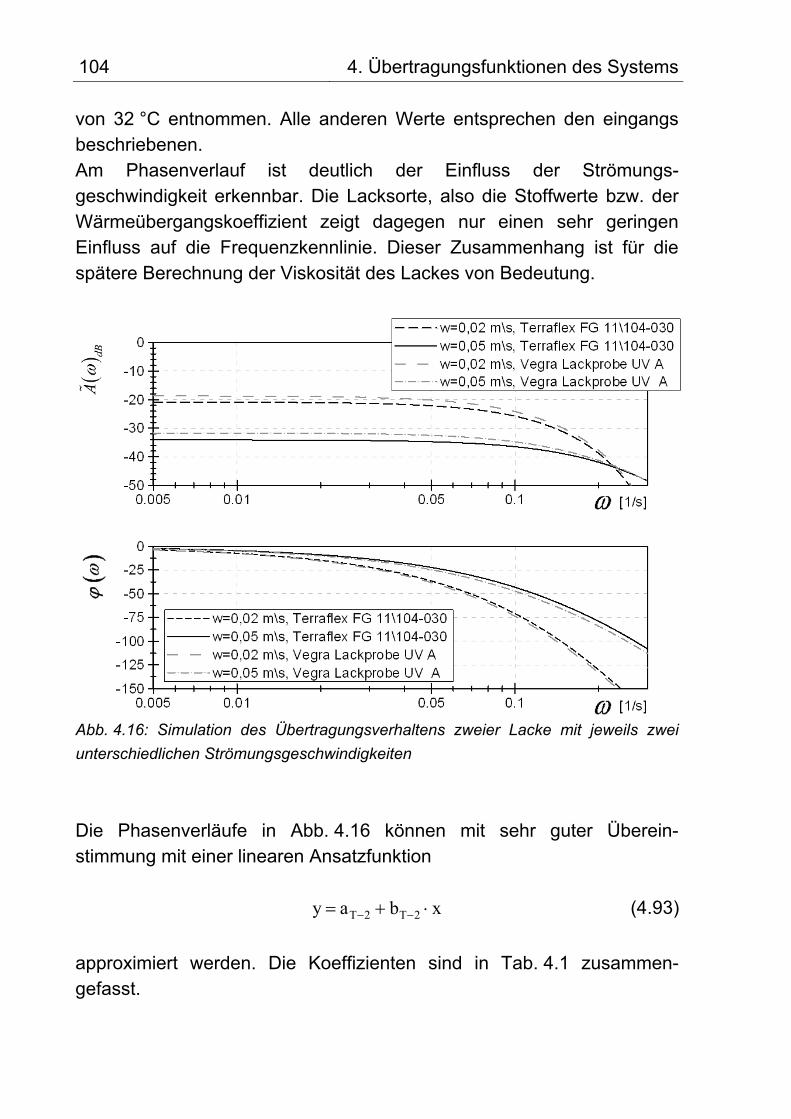
104 4. Übertragungsfunktionen des Systems
von 32 °C entnommen. Alle anderen Werte entsprechen den eingangs beschriebenen. Am Phasenverlauf ist deutlich der Einfluss der Strömungs-geschwindigkeit erkennbar. Die Lacksorte, also die Stoffwerte bzw. der Wärmeübergangskoeffizient zeigt dagegen nur einen sehr geringen Einfluss auf die Frequenzkennlinie. Dieser Zusammenhang ist für die spätere Berechnung der Viskosität des Lackes von Bedeutung.
Abb. 4.16: Simulation des Übertragungsverhaltens zweier Lacke mit jeweils zwei
unterschiedlichen Strömungsgeschwindigkeiten
Die Phasenverläufe in Abb. 4.16 können mit sehr guter Überein-stimmung mit einer linearen Ansatzfunktion T 2 T 2y a b x (4.93)
approximiert werden. Die Koeffizienten sind in Tab. 4.1 zusammen-gefasst.
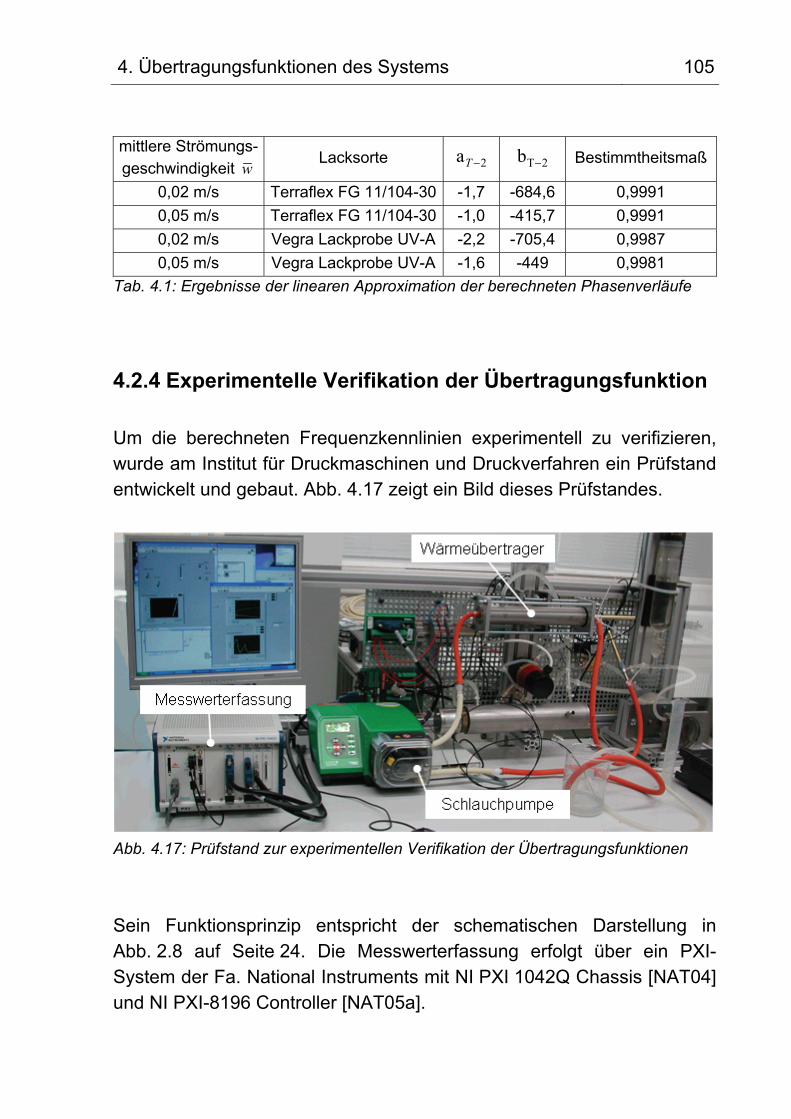
4. Übertragungsfunktionen des Systems 105
mittlere Strömungs-geschwindigkeit w
Lacksorte 2aT T 2b Bestimmtheitsmaß
0,02 m/s Terraflex FG 11/104-30 -1,7 -684,6 0,9991
0,05 m/s Terraflex FG 11/104-30 -1,0 -415,7 0,9991
0,02 m/s Vegra Lackprobe UV-A -2,2 -705,4 0,9987
0,05 m/s Vegra Lackprobe UV-A -1,6 -449 0,9981
Tab. 4.1: Ergebnisse der linearen Approximation der berechneten Phasenverläufe
4.2.4 Experimentelle Verifikation der Übertragungsfunktion
Um die berechneten Frequenzkennlinien experimentell zu verifizieren, wurde am Institut für Druckmaschinen und Druckverfahren ein Prüfstand entwickelt und gebaut. Abb. 4.17 zeigt ein Bild dieses Prüfstandes.
Abb. 4.17: Prüfstand zur experimentellen Verifikation der Übertragungsfunktionen
Sein Funktionsprinzip entspricht der schematischen Darstellung in Abb. 2.8 auf Seite 24. Die Messwerterfassung erfolgt über ein PXI-System der Fa. National Instruments mit NI PXI 1042Q Chassis [NAT04] und NI PXI-8196 Controller [NAT05a].
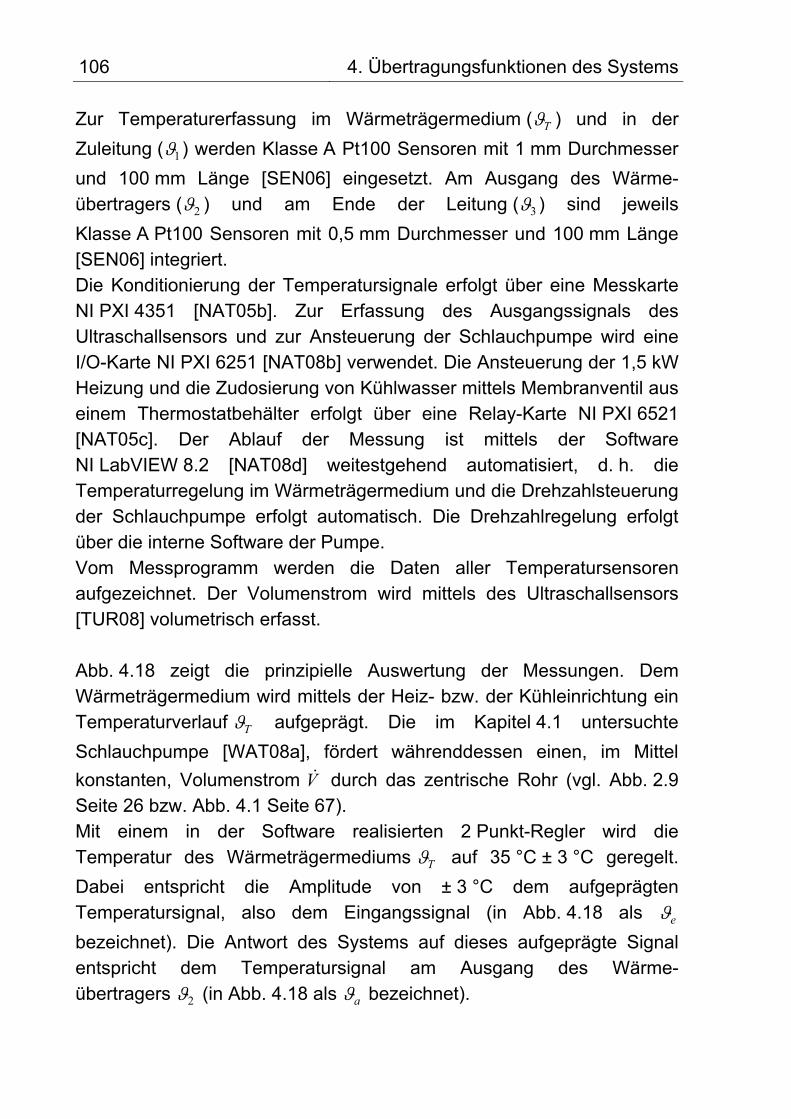
106 4. Übertragungsfunktionen des Systems
Zur Temperaturerfassung im Wärmeträgermedium ( T ) und in der
Zuleitung ( 1 ) werden Klasse A Pt100 Sensoren mit 1 mm Durchmesser
und 100 mm Länge [SEN06] eingesetzt. Am Ausgang des Wärme-übertragers ( 2 ) und am Ende der Leitung ( 3 ) sind jeweils
Klasse A Pt100 Sensoren mit 0,5 mm Durchmesser und 100 mm Länge [SEN06] integriert. Die Konditionierung der Temperatursignale erfolgt über eine Messkarte NI PXI 4351 [NAT05b]. Zur Erfassung des Ausgangssignals des Ultraschallsensors und zur Ansteuerung der Schlauchpumpe wird eine I/O-Karte NI PXI 6251 [NAT08b] verwendet. Die Ansteuerung der 1,5 kW Heizung und die Zudosierung von Kühlwasser mittels Membranventil aus einem Thermostatbehälter erfolgt über eine Relay-Karte NI PXI 6521 [NAT05c]. Der Ablauf der Messung ist mittels der Software NI LabVIEW 8.2 [NAT08d] weitestgehend automatisiert, d. h. die Temperaturregelung im Wärmeträgermedium und die Drehzahlsteuerung der Schlauchpumpe erfolgt automatisch. Die Drehzahlregelung erfolgt über die interne Software der Pumpe. Vom Messprogramm werden die Daten aller Temperatursensoren aufgezeichnet. Der Volumenstrom wird mittels des Ultraschallsensors [TUR08] volumetrisch erfasst. Abb. 4.18 zeigt die prinzipielle Auswertung der Messungen. Dem Wärmeträgermedium wird mittels der Heiz- bzw. der Kühleinrichtung ein Temperaturverlauf T aufgeprägt. Die im Kapitel 4.1 untersuchte
Schlauchpumpe [WAT08a], fördert währenddessen einen, im Mittel
konstanten, Volumenstrom V durch das zentrische Rohr (vgl. Abb. 2.9 Seite 26 bzw. Abb. 4.1 Seite 67). Mit einem in der Software realisierten 2 Punkt-Regler wird die Temperatur des Wärmeträgermediums T auf 35 °C ± 3 °C geregelt.
Dabei entspricht die Amplitude von ± 3 °C dem aufgeprägten Temperatursignal, also dem Eingangssignal (in Abb. 4.18 als e
bezeichnet). Die Antwort des Systems auf dieses aufgeprägte Signal entspricht dem Temperatursignal am Ausgang des Wärme-übertragers 2 (in Abb. 4.18 als a bezeichnet).
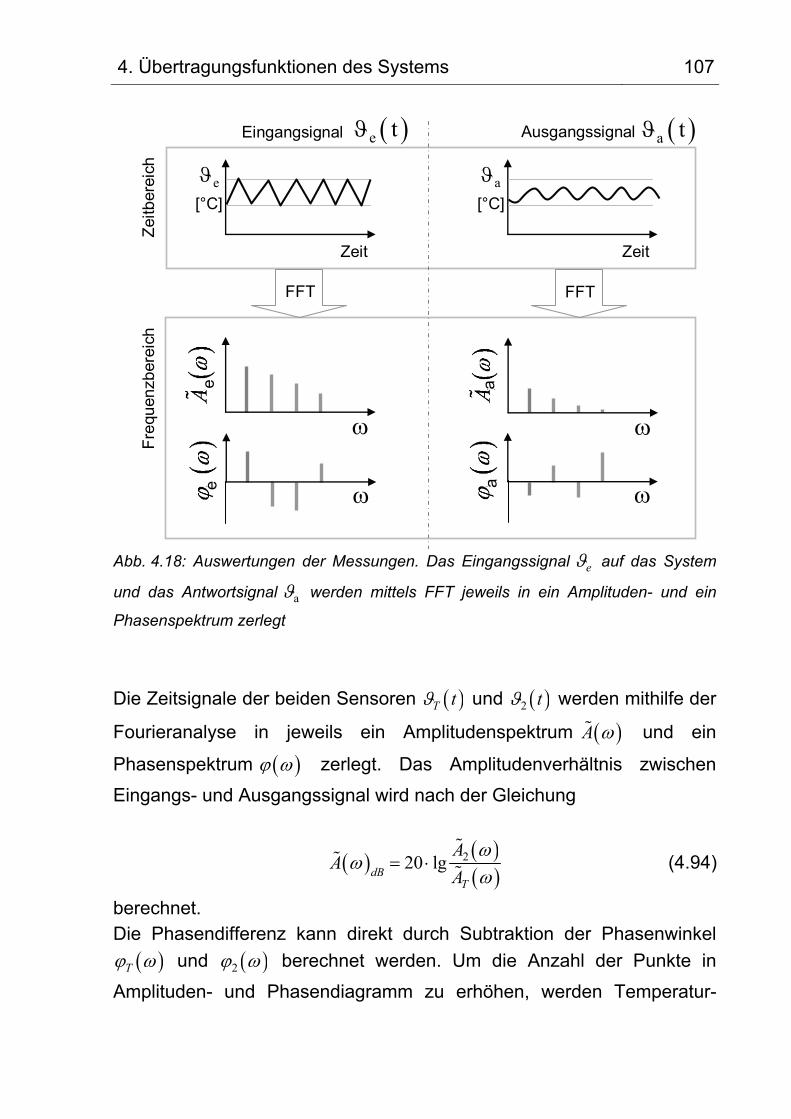
4. Übertragungsfunktionen des Systems 107
e t a t
Zeit
e[°C]
Zeit
a[°C]
Zei
tber
eich
FFT
Fre
quen
zber
eich
FFT
Eingangsignal Ausgangssignal
ee
aa
Abb. 4.18: Auswertungen der Messungen. Das Eingangssignal e auf das System
und das Antwortsignal a werden mittels FFT jeweils in ein Amplituden- und ein
Phasenspektrum zerlegt
Die Zeitsignale der beiden Sensoren T t und 2 t werden mithilfe der
Fourieranalyse in jeweils ein Amplitudenspektrum A und ein
Phasenspektrum zerlegt. Das Amplitudenverhältnis zwischen
Eingangs- und Ausgangssignal wird nach der Gleichung
220 lgdB
T
AA
A
(4.94)
berechnet. Die Phasendifferenz kann direkt durch Subtraktion der Phasenwinkel
T und 2 berechnet werden. Um die Anzahl der Punkte in
Amplituden- und Phasendiagramm zu erhöhen, werden Temperatur-
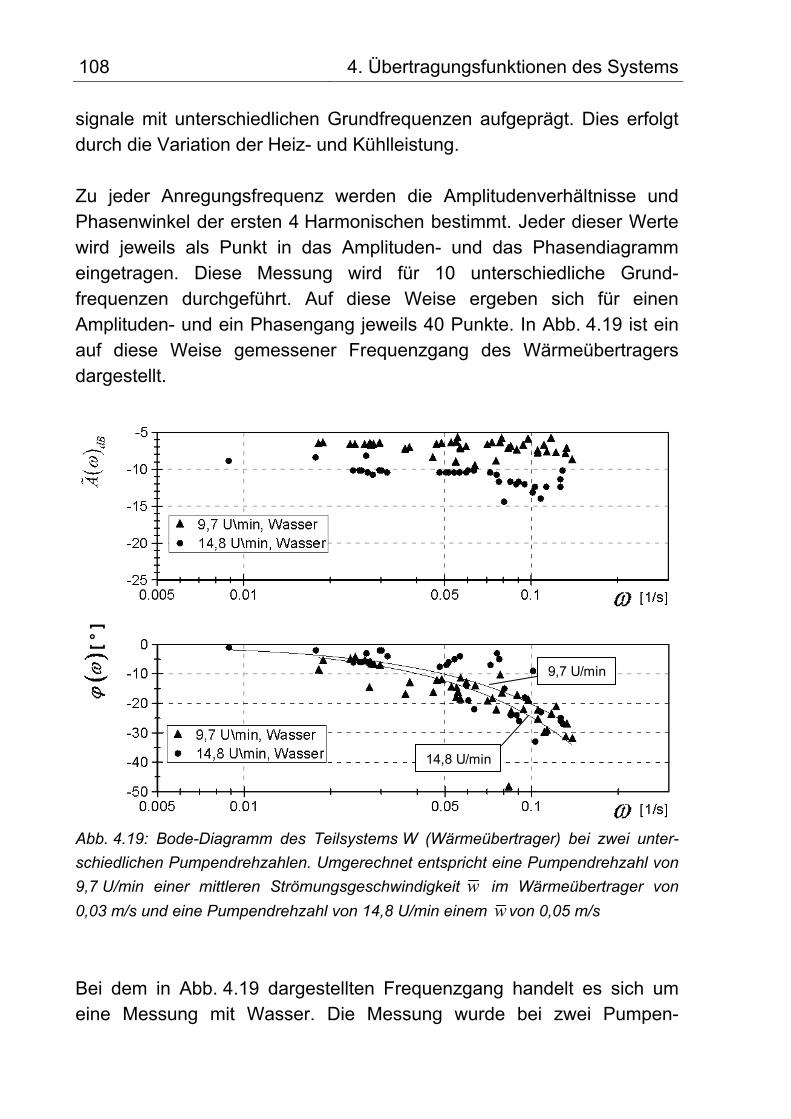
108 4. Übertragungsfunktionen des Systems
signale mit unterschiedlichen Grundfrequenzen aufgeprägt. Dies erfolgt durch die Variation der Heiz- und Kühlleistung. Zu jeder Anregungsfrequenz werden die Amplitudenverhältnisse und Phasenwinkel der ersten 4 Harmonischen bestimmt. Jeder dieser Werte wird jeweils als Punkt in das Amplituden- und das Phasendiagramm eingetragen. Diese Messung wird für 10 unterschiedliche Grund-frequenzen durchgeführt. Auf diese Weise ergeben sich für einen Amplituden- und ein Phasengang jeweils 40 Punkte. In Abb. 4.19 ist ein auf diese Weise gemessener Frequenzgang des Wärmeübertragers dargestellt.
[ °
]
9,7 U/min
14,8 U/min
Abb. 4.19: Bode-Diagramm des Teilsystems W (Wärmeübertrager) bei zwei unter-
schiedlichen Pumpendrehzahlen. Umgerechnet entspricht eine Pumpendrehzahl von
9,7 U/min einer mittleren Strömungsgeschwindigkeit w im Wärmeübertrager von
0,03 m/s und eine Pumpendrehzahl von 14,8 U/min einem w von 0,05 m/s
Bei dem in Abb. 4.19 dargestellten Frequenzgang handelt es sich um eine Messung mit Wasser. Die Messung wurde bei zwei Pumpen-
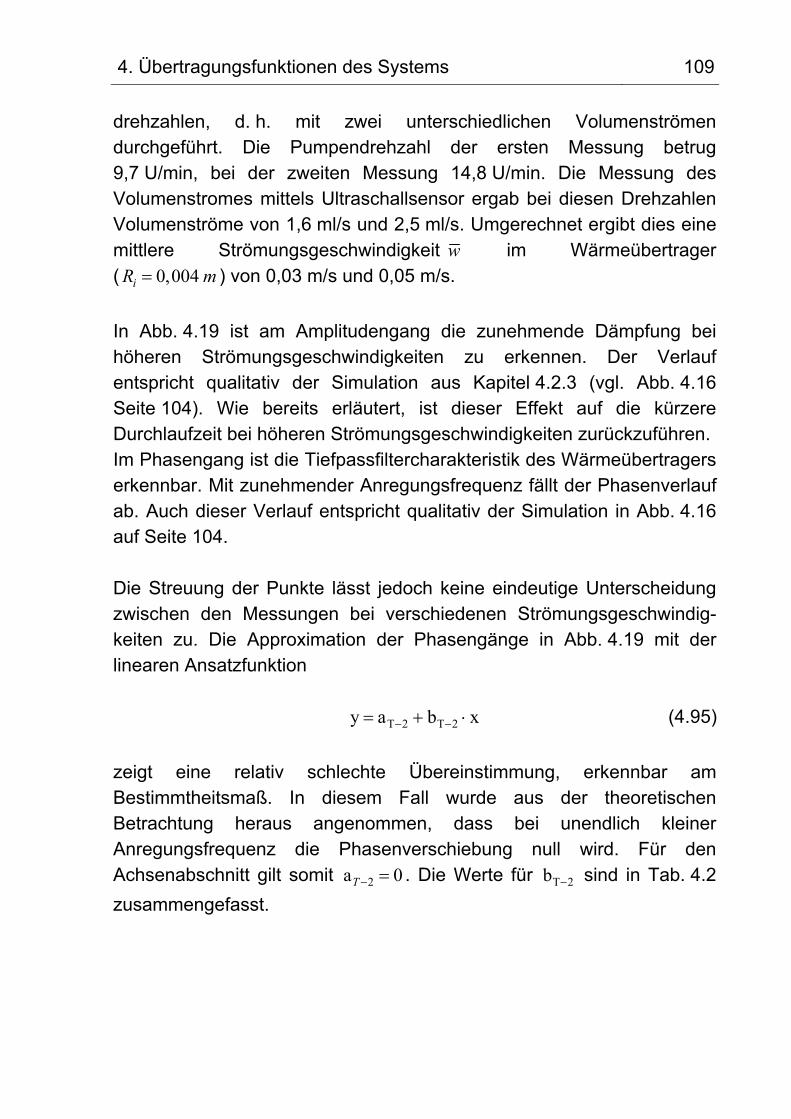
4. Übertragungsfunktionen des Systems 109
drehzahlen, d. h. mit zwei unterschiedlichen Volumenströmen durchgeführt. Die Pumpendrehzahl der ersten Messung betrug 9,7 U/min, bei der zweiten Messung 14,8 U/min. Die Messung des Volumenstromes mittels Ultraschallsensor ergab bei diesen Drehzahlen Volumenströme von 1,6 ml/s und 2,5 ml/s. Umgerechnet ergibt dies eine mittlere Strömungsgeschwindigkeit w im Wärmeübertrager ( 0,004iR m ) von 0,03 m/s und 0,05 m/s.
In Abb. 4.19 ist am Amplitudengang die zunehmende Dämpfung bei höheren Strömungsgeschwindigkeiten zu erkennen. Der Verlauf entspricht qualitativ der Simulation aus Kapitel 4.2.3 (vgl. Abb. 4.16 Seite 104). Wie bereits erläutert, ist dieser Effekt auf die kürzere Durchlaufzeit bei höheren Strömungsgeschwindigkeiten zurückzuführen. Im Phasengang ist die Tiefpassfiltercharakteristik des Wärmeübertragers erkennbar. Mit zunehmender Anregungsfrequenz fällt der Phasenverlauf ab. Auch dieser Verlauf entspricht qualitativ der Simulation in Abb. 4.16 auf Seite 104. Die Streuung der Punkte lässt jedoch keine eindeutige Unterscheidung zwischen den Messungen bei verschiedenen Strömungsgeschwindig-keiten zu. Die Approximation der Phasengänge in Abb. 4.19 mit der linearen Ansatzfunktion T 2 T 2y a b x (4.95)
zeigt eine relativ schlechte Übereinstimmung, erkennbar am Bestimmtheitsmaß. In diesem Fall wurde aus der theoretischen Betrachtung heraus angenommen, dass bei unendlich kleiner Anregungsfrequenz die Phasenverschiebung null wird. Für den Achsenabschnitt gilt somit 2a 0T . Die Werte für T 2b sind in Tab. 4.2
zusammengefasst.
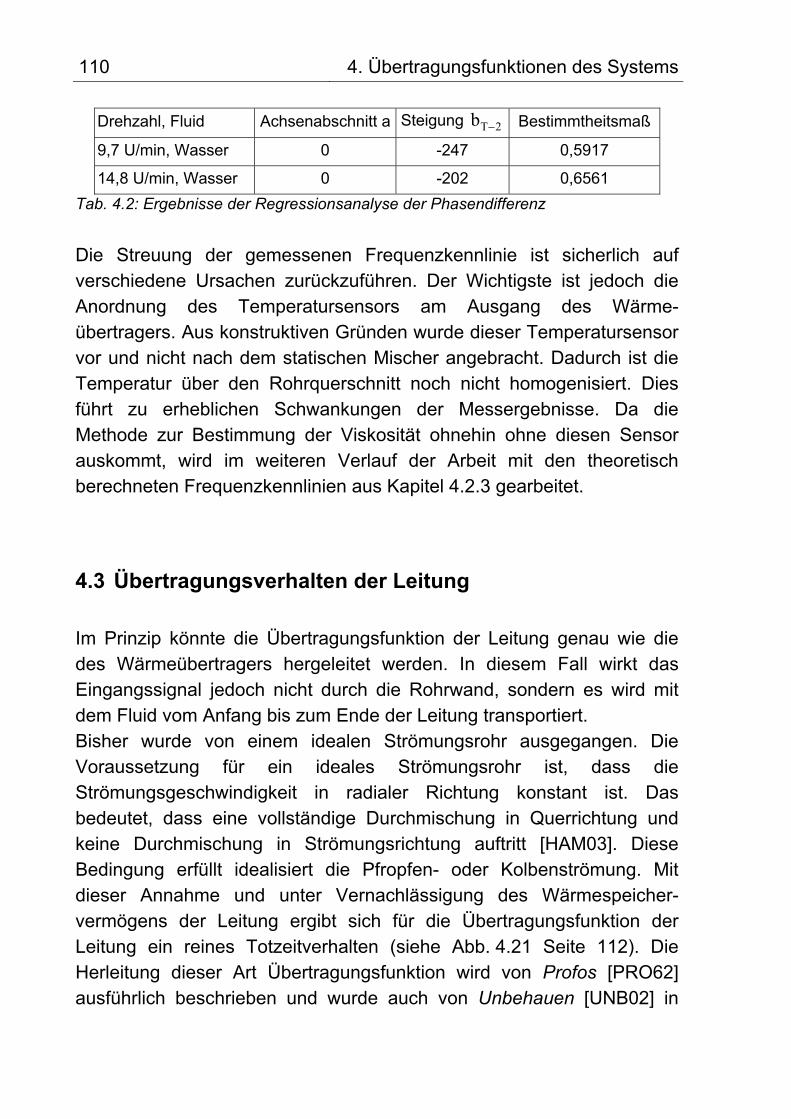
110 4. Übertragungsfunktionen des Systems
Drehzahl, Fluid Achsenabschnitt a Steigung T 2b Bestimmtheitsmaß
9,7 U/min, Wasser 0 -247 0,5917
14,8 U/min, Wasser 0 -202 0,6561
Tab. 4.2: Ergebnisse der Regressionsanalyse der Phasendifferenz
Die Streuung der gemessenen Frequenzkennlinie ist sicherlich auf verschiedene Ursachen zurückzuführen. Der Wichtigste ist jedoch die Anordnung des Temperatursensors am Ausgang des Wärme-übertragers. Aus konstruktiven Gründen wurde dieser Temperatursensor vor und nicht nach dem statischen Mischer angebracht. Dadurch ist die Temperatur über den Rohrquerschnitt noch nicht homogenisiert. Dies führt zu erheblichen Schwankungen der Messergebnisse. Da die Methode zur Bestimmung der Viskosität ohnehin ohne diesen Sensor auskommt, wird im weiteren Verlauf der Arbeit mit den theoretisch berechneten Frequenzkennlinien aus Kapitel 4.2.3 gearbeitet.
4.3 Übertragungsverhalten der Leitung
Im Prinzip könnte die Übertragungsfunktion der Leitung genau wie die des Wärmeübertragers hergeleitet werden. In diesem Fall wirkt das Eingangssignal jedoch nicht durch die Rohrwand, sondern es wird mit dem Fluid vom Anfang bis zum Ende der Leitung transportiert. Bisher wurde von einem idealen Strömungsrohr ausgegangen. Die Voraussetzung für ein ideales Strömungsrohr ist, dass die Strömungsgeschwindigkeit in radialer Richtung konstant ist. Das bedeutet, dass eine vollständige Durchmischung in Querrichtung und keine Durchmischung in Strömungsrichtung auftritt [HAM03]. Diese Bedingung erfüllt idealisiert die Pfropfen- oder Kolbenströmung. Mit dieser Annahme und unter Vernachlässigung des Wärmespeicher-vermögens der Leitung ergibt sich für die Übertragungsfunktion der Leitung ein reines Totzeitverhalten (siehe Abb. 4.21 Seite 112). Die Herleitung dieser Art Übertragungsfunktion wird von Profos [PRO62] ausführlich beschrieben und wurde auch von Unbehauen [UNB02] in
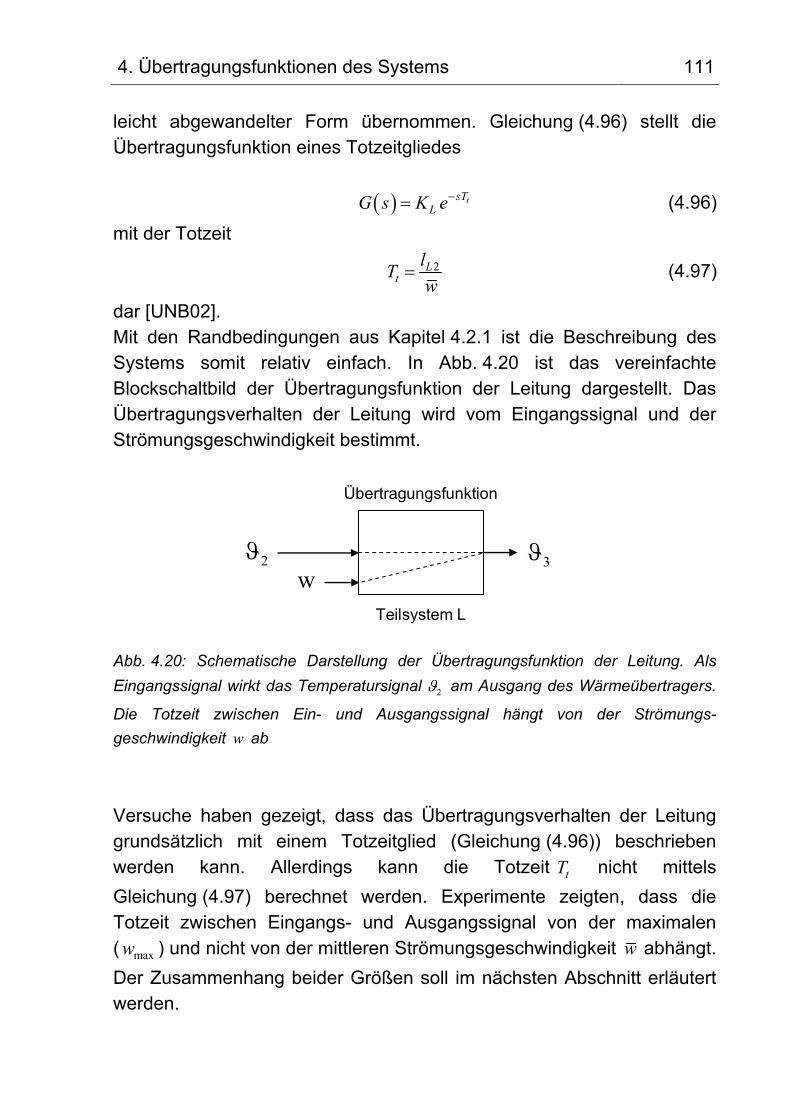
4. Übertragungsfunktionen des Systems 111
leicht abgewandelter Form übernommen. Gleichung (4.96) stellt die Übertragungsfunktion eines Totzeitgliedes
tsTLG s K e (4.96)
mit der Totzeit
2Lt
lT
w (4.97)
dar [UNB02]. Mit den Randbedingungen aus Kapitel 4.2.1 ist die Beschreibung des Systems somit relativ einfach. In Abb. 4.20 ist das vereinfachte Blockschaltbild der Übertragungsfunktion der Leitung dargestellt. Das Übertragungsverhalten der Leitung wird vom Eingangssignal und der Strömungsgeschwindigkeit bestimmt.
2w
3
Übertragungsfunktion
Teilsystem L
Abb. 4.20: Schematische Darstellung der Übertragungsfunktion der Leitung. Als
Eingangssignal wirkt das Temperatursignal 2 am Ausgang des Wärmeübertragers.
Die Totzeit zwischen Ein- und Ausgangssignal hängt von der Strömungs-
geschwindigkeit w ab
Versuche haben gezeigt, dass das Übertragungsverhalten der Leitung grundsätzlich mit einem Totzeitglied (Gleichung (4.96)) beschrieben werden kann. Allerdings kann die Totzeit tT nicht mittels
Gleichung (4.97) berechnet werden. Experimente zeigten, dass die Totzeit zwischen Eingangs- und Ausgangssignal von der maximalen ( maxw ) und nicht von der mittleren Strömungsgeschwindigkeit w abhängt.
Der Zusammenhang beider Größen soll im nächsten Abschnitt erläutert werden.
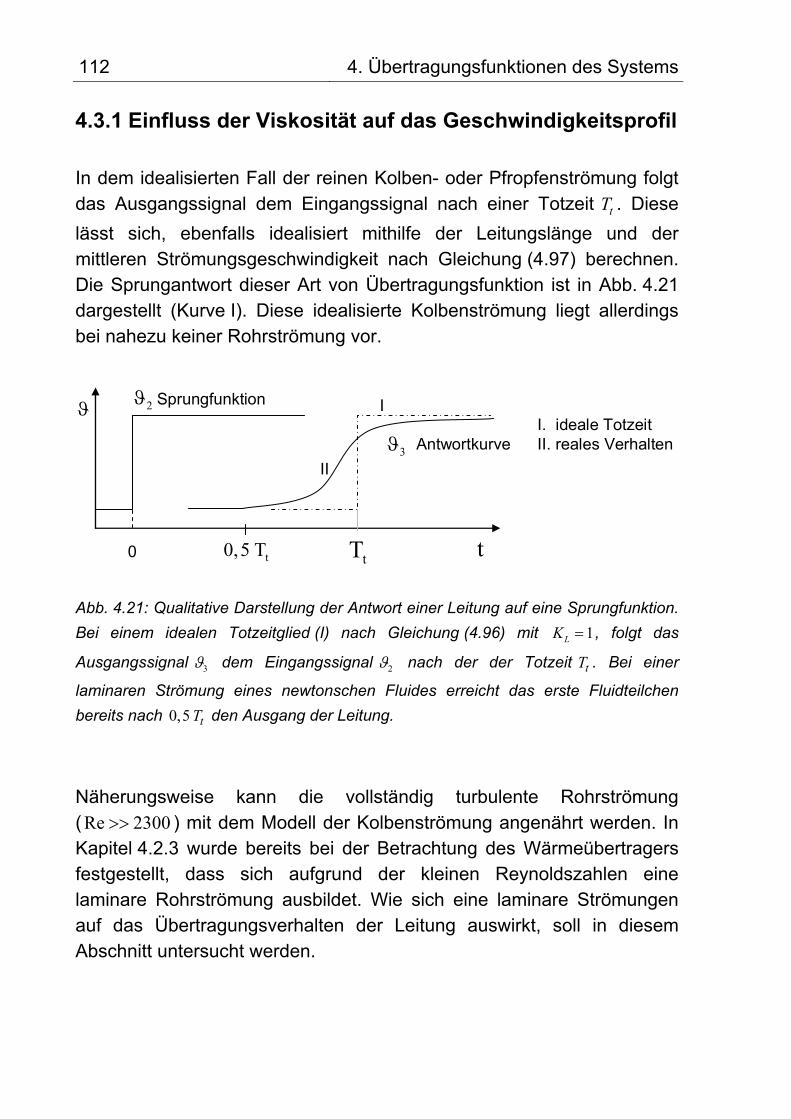
112 4. Übertragungsfunktionen des Systems
4.3.1 Einfluss der Viskosität auf das Geschwindigkeitsprofil
In dem idealisierten Fall der reinen Kolben- oder Pfropfenströmung folgt das Ausgangssignal dem Eingangssignal nach einer Totzeit tT . Diese
lässt sich, ebenfalls idealisiert mithilfe der Leitungslänge und der mittleren Strömungsgeschwindigkeit nach Gleichung (4.97) berechnen. Die Sprungantwort dieser Art von Übertragungsfunktion ist in Abb. 4.21 dargestellt (Kurve I). Diese idealisierte Kolbenströmung liegt allerdings bei nahezu keiner Rohrströmung vor.
t0,5 T tT t
2
0
Sprungfunktion
3 Antwortkurve
II
II. ideale TotzeitII. reales Verhalten
Abb. 4.21: Qualitative Darstellung der Antwort einer Leitung auf eine Sprungfunktion.
Bei einem idealen Totzeitglied (I) nach Gleichung (4.96) mit 1LK , folgt das
Ausgangssignal 3 dem Eingangssignal 2 nach der der Totzeit tT . Bei einer
laminaren Strömung eines newtonschen Fluides erreicht das erste Fluidteilchen
bereits nach 0,5 tT den Ausgang der Leitung.
Näherungsweise kann die vollständig turbulente Rohrströmung (Re 2300 ) mit dem Modell der Kolbenströmung angenährt werden. In Kapitel 4.2.3 wurde bereits bei der Betrachtung des Wärmeübertragers festgestellt, dass sich aufgrund der kleinen Reynoldszahlen eine laminare Rohrströmung ausbildet. Wie sich eine laminare Strömungen auf das Übertragungsverhalten der Leitung auswirkt, soll in diesem Abschnitt untersucht werden.
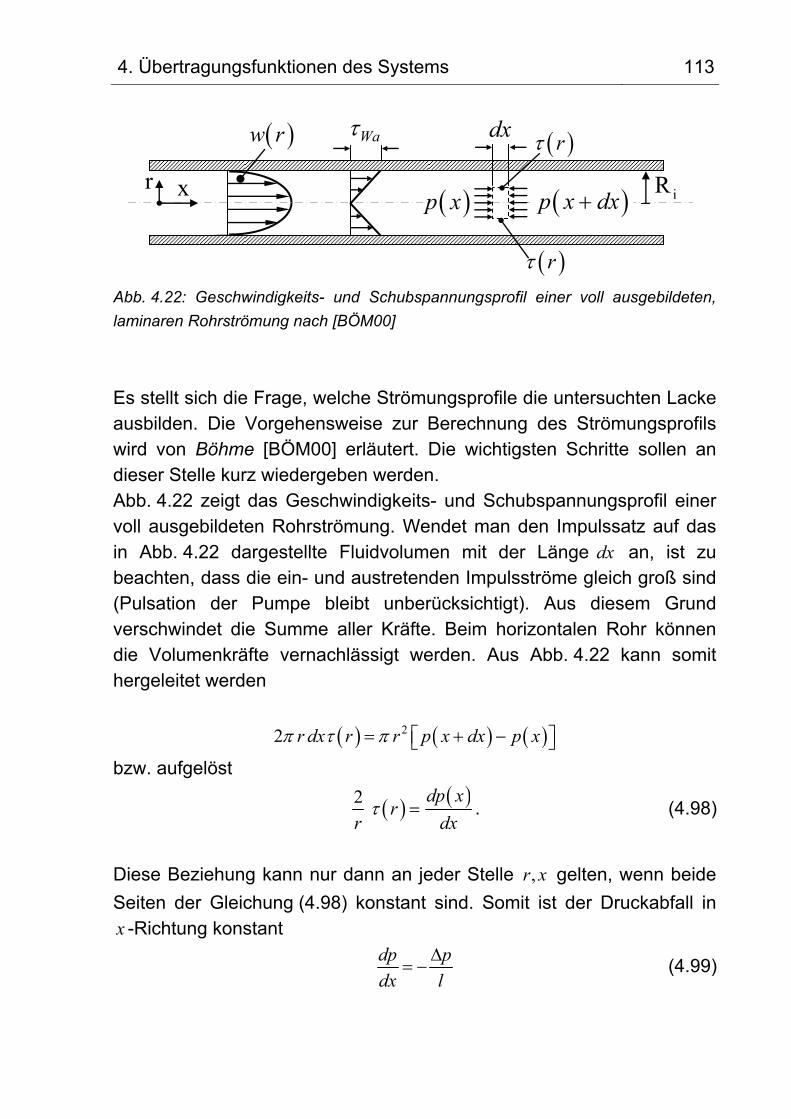
4. Übertragungsfunktionen des Systems 113
riRx
w r Wa
p x p x dx
dx
r
r
Abb. 4.22: Geschwindigkeits- und Schubspannungsprofil einer voll ausgebildeten,
laminaren Rohrströmung nach [BÖM00]
Es stellt sich die Frage, welche Strömungsprofile die untersuchten Lacke ausbilden. Die Vorgehensweise zur Berechnung des Strömungsprofils wird von Böhme [BÖM00] erläutert. Die wichtigsten Schritte sollen an dieser Stelle kurz wiedergeben werden. Abb. 4.22 zeigt das Geschwindigkeits- und Schubspannungsprofil einer voll ausgebildeten Rohrströmung. Wendet man den Impulssatz auf das in Abb. 4.22 dargestellte Fluidvolumen mit der Länge dx an, ist zu beachten, dass die ein- und austretenden Impulsströme gleich groß sind (Pulsation der Pumpe bleibt unberücksichtigt). Aus diesem Grund verschwindet die Summe aller Kräfte. Beim horizontalen Rohr können die Volumenkräfte vernachlässigt werden. Aus Abb. 4.22 kann somit hergeleitet werden
22 r dx r r p x dx p x
bzw. aufgelöst
2 dp xr
r dx . (4.98)
Diese Beziehung kann nur dann an jeder Stelle ,r x gelten, wenn beide
Seiten der Gleichung (4.98) konstant sind. Somit ist der Druckabfall in x -Richtung konstant
dp p
dx l
(4.99)
114 4. Übertragungsfunktionen des Systems
und der Schubspannungsverlauf r ändert sich linear. Bei
vorgegebenem Druckgefälle ist der Schubspannungsverlauf über den Querschnitt somit bekannt. Die maximale Schubspannung W tritt an der
Rohrwand ir R auf und kann durch Einsetzen von Gleichung (4.99) in
Gleichung (4.98) berechnet werden mit
2
iWa
p R
l
. (4.100)
Mit der Gleichung (4.100) geht nun Gleichung (4.98) über in
Wai
rr
R . (4.101)
Der Zusammenhang zwischen und ist durch die Fließfunktion der
Lacke aus Kapitel 3.2.4 gegeben. Das Geschwindigkeitsfeld w r ist
durch die DGL
dw
dr (4.102)
definiert. Unter der Annahme, dass die Flüssigkeit an der Rohrwand ( ir R ) haftet ( 0w ) ergibt sich die explizite Darstellung der
Geschwindigkeitsverteilung
Wa
Wa i
i
War R
Rw r d
. (4.103)
Das Geschwindigkeitsprofil kann nun durch Einsetzen des Potenz-gesetztes, Gleichung (3.13) aus Kapitel 3.2.5, berechnet werden.
1
Wa
Wa i
N
i
War R
Rw r d
K
(4.104)
4. Übertragungsfunktionen des Systems 115
Durch Auswerten der Gleichung (4.104) und nach Einführen der mittleren Geschwindigkeit
2i
V Vw
A R
(4.105)
erhält man die aus der Literatur [BÖM00] bekannte Gleichung, die das Geschwindigkeitsprofil einer Ostwald/de Waele-Flüssigkeit beschreibt
1
1 31
1
N N
i
w r N r
w N R
. (4.106)
Für den Sonderfall einer newtonschen Flüssigkeit ( 1N , vgl. Kapitel 3.2.5) geht Gleichung (4.106) über in den einfachen Zusammenhang
2
2 1i
rw r w
R
. (4.107)
Die maximale Strömungsgeschwindigkeit maxw liegt in der Rohrmitte
( 0r ) vor und ergibt sich durch Einsetzen in Gleichung (4.107) mit max 2w w . (4.108)
Im Falle einer laminaren Rohrströmung eines newtonschen Fluids ist die maximale Strömungsgeschwindigkeit maxw in der Mitte des Rohres also
doppelt so hoch, wie die mittlere Strömungsgeschwindigkeit w . Abb. 4.23 zeigt das normierte Geschwindigkeitsprofil nach Gleichung (4.106) für zwei Lacke, Huber Group 877744 und Terraflex 11/104-30, im Vergleich zu einem newtonschen Fluid. Die beiden Lacke wurden ausgewählt, da ihr Fließverhalten nach Tab. 3.3 (Seite 49) am stärksten vom newtonschen Verhalten abweicht (erkennbar am Exponenten 1N ).
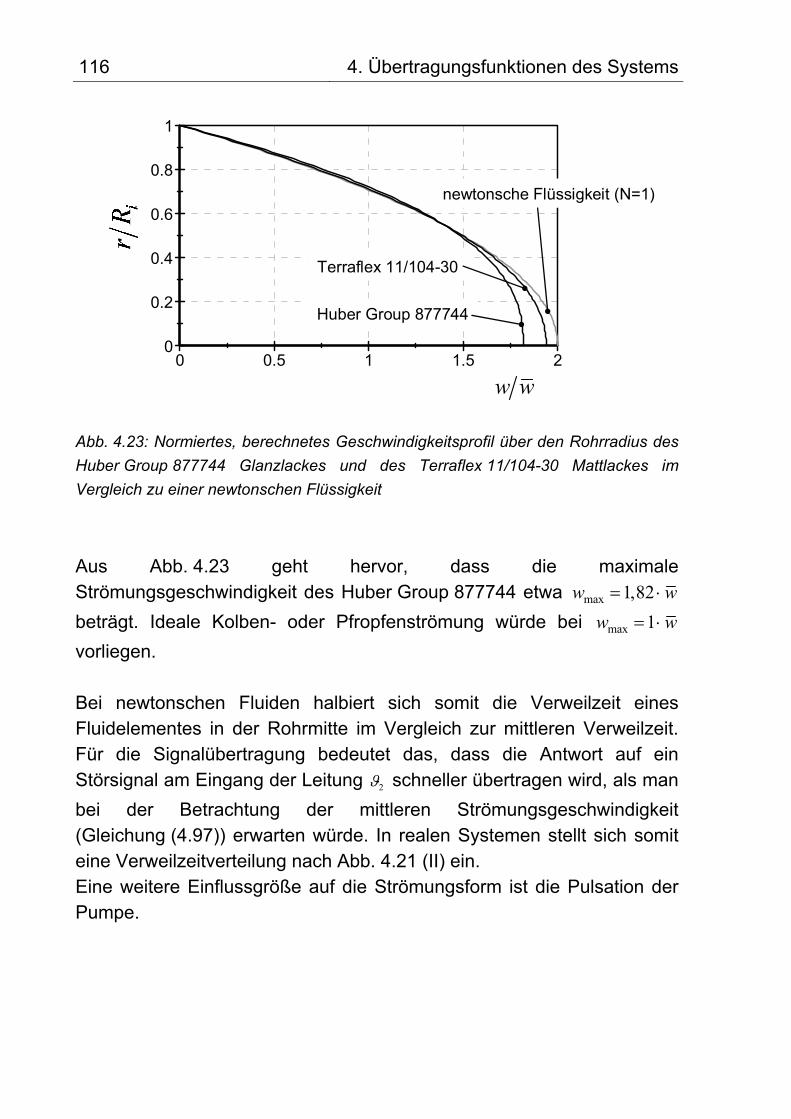
116 4. Übertragungsfunktionen des Systems
0 0.5 1 1.5 20
0.2
0.4
0.6
0.8
1
w w
newtonsche Flüssigkeit (N=1)
Terraflex 11/104-30
Huber Group 877744
Abb. 4.23: Normiertes, berechnetes Geschwindigkeitsprofil über den Rohrradius des
Huber Group 877744 Glanzlackes und des Terraflex 11/104-30 Mattlackes im
Vergleich zu einer newtonschen Flüssigkeit
Aus Abb. 4.23 geht hervor, dass die maximale Strömungsgeschwindigkeit des Huber Group 877744 etwa max 1,82w w
beträgt. Ideale Kolben- oder Pfropfenströmung würde bei max 1w w
vorliegen. Bei newtonschen Fluiden halbiert sich somit die Verweilzeit eines Fluidelementes in der Rohrmitte im Vergleich zur mittleren Verweilzeit. Für die Signalübertragung bedeutet das, dass die Antwort auf ein Störsignal am Eingang der Leitung 2 schneller übertragen wird, als man
bei der Betrachtung der mittleren Strömungsgeschwindigkeit (Gleichung (4.97)) erwarten würde. In realen Systemen stellt sich somit eine Verweilzeitverteilung nach Abb. 4.21 (II) ein. Eine weitere Einflussgröße auf die Strömungsform ist die Pulsation der Pumpe.
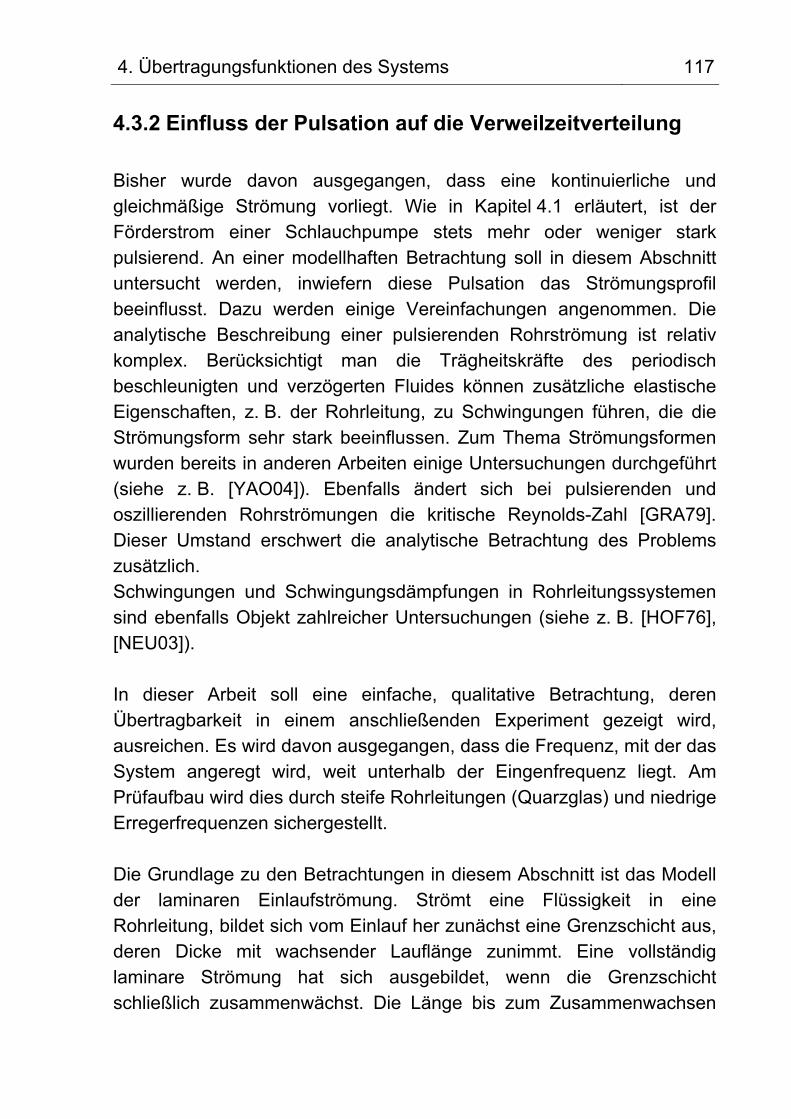
4. Übertragungsfunktionen des Systems 117
4.3.2 Einfluss der Pulsation auf die Verweilzeitverteilung
Bisher wurde davon ausgegangen, dass eine kontinuierliche und gleichmäßige Strömung vorliegt. Wie in Kapitel 4.1 erläutert, ist der Förderstrom einer Schlauchpumpe stets mehr oder weniger stark pulsierend. An einer modellhaften Betrachtung soll in diesem Abschnitt untersucht werden, inwiefern diese Pulsation das Strömungsprofil beeinflusst. Dazu werden einige Vereinfachungen angenommen. Die analytische Beschreibung einer pulsierenden Rohrströmung ist relativ komplex. Berücksichtigt man die Trägheitskräfte des periodisch beschleunigten und verzögerten Fluides können zusätzliche elastische Eigenschaften, z. B. der Rohrleitung, zu Schwingungen führen, die die Strömungsform sehr stark beeinflussen. Zum Thema Strömungsformen wurden bereits in anderen Arbeiten einige Untersuchungen durchgeführt (siehe z. B. [YAO04]). Ebenfalls ändert sich bei pulsierenden und oszillierenden Rohrströmungen die kritische Reynolds-Zahl [GRA79]. Dieser Umstand erschwert die analytische Betrachtung des Problems zusätzlich. Schwingungen und Schwingungsdämpfungen in Rohrleitungssystemen sind ebenfalls Objekt zahlreicher Untersuchungen (siehe z. B. [HOF76], [NEU03]). In dieser Arbeit soll eine einfache, qualitative Betrachtung, deren Übertragbarkeit in einem anschließenden Experiment gezeigt wird, ausreichen. Es wird davon ausgegangen, dass die Frequenz, mit der das System angeregt wird, weit unterhalb der Eingenfrequenz liegt. Am Prüfaufbau wird dies durch steife Rohrleitungen (Quarzglas) und niedrige Erregerfrequenzen sichergestellt. Die Grundlage zu den Betrachtungen in diesem Abschnitt ist das Modell der laminaren Einlaufströmung. Strömt eine Flüssigkeit in eine Rohrleitung, bildet sich vom Einlauf her zunächst eine Grenzschicht aus, deren Dicke mit wachsender Lauflänge zunimmt. Eine vollständig laminare Strömung hat sich ausgebildet, wenn die Grenzschicht schließlich zusammenwächst. Die Länge bis zum Zusammenwachsen
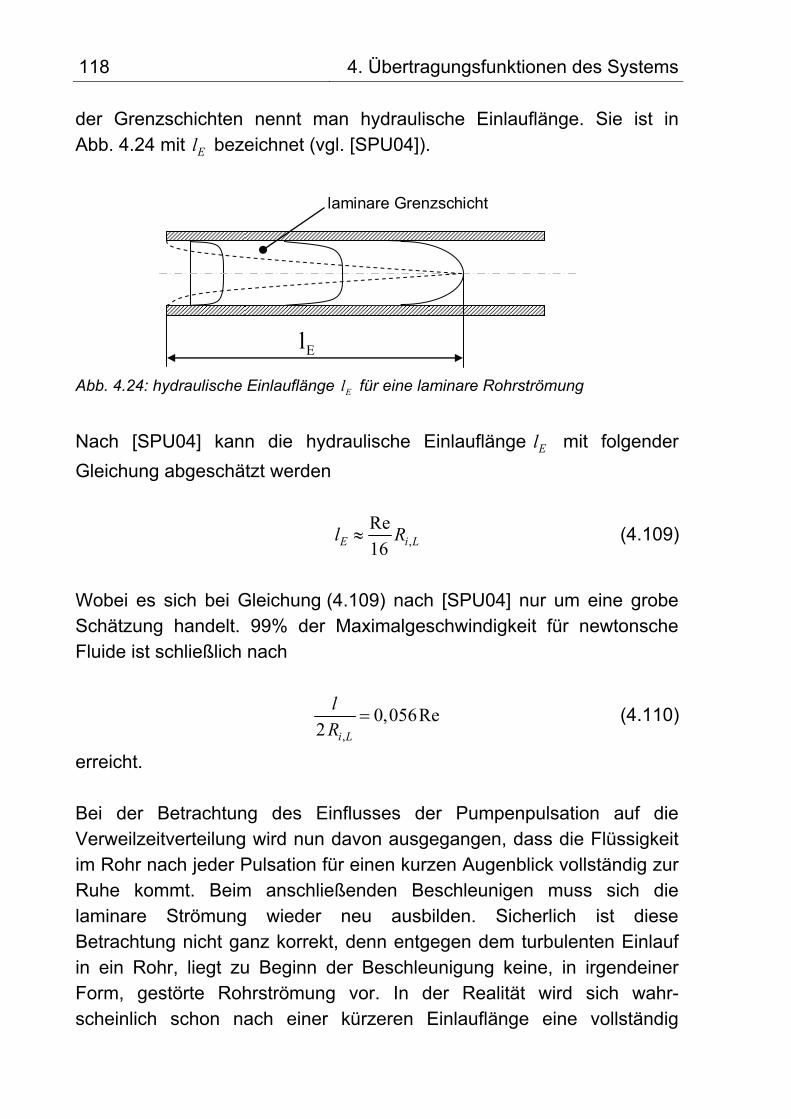
118 4. Übertragungsfunktionen des Systems
der Grenzschichten nennt man hydraulische Einlauflänge. Sie ist in Abb. 4.24 mit El bezeichnet (vgl. [SPU04]).
El
laminare Grenzschicht
Abb. 4.24: hydraulische Einlauflänge El für eine laminare Rohrströmung
Nach [SPU04] kann die hydraulische Einlauflänge El mit folgender
Gleichung abgeschätzt werden
,Re
16E i Ll R (4.109)
Wobei es sich bei Gleichung (4.109) nach [SPU04] nur um eine grobe Schätzung handelt. 99% der Maximalgeschwindigkeit für newtonsche Fluide ist schließlich nach
,
0,056Re2 i L
l
R (4.110)
erreicht. Bei der Betrachtung des Einflusses der Pumpenpulsation auf die Verweilzeitverteilung wird nun davon ausgegangen, dass die Flüssigkeit im Rohr nach jeder Pulsation für einen kurzen Augenblick vollständig zur Ruhe kommt. Beim anschließenden Beschleunigen muss sich die laminare Strömung wieder neu ausbilden. Sicherlich ist diese Betrachtung nicht ganz korrekt, denn entgegen dem turbulenten Einlauf in ein Rohr, liegt zu Beginn der Beschleunigung keine, in irgendeiner Form, gestörte Rohrströmung vor. In der Realität wird sich wahr-scheinlich schon nach einer kürzeren Einlauflänge eine vollständig
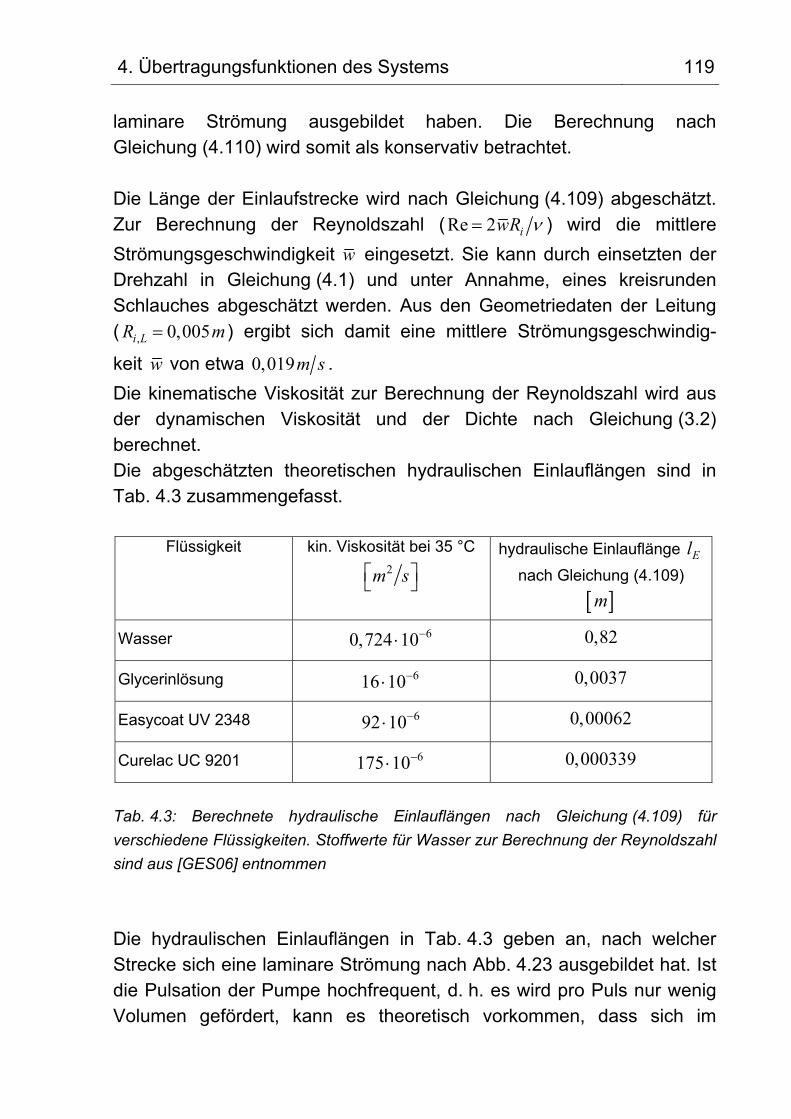
4. Übertragungsfunktionen des Systems 119
laminare Strömung ausgebildet haben. Die Berechnung nach Gleichung (4.110) wird somit als konservativ betrachtet. Die Länge der Einlaufstrecke wird nach Gleichung (4.109) abgeschätzt. Zur Berechnung der Reynoldszahl (Re 2 iwR ) wird die mittlere
Strömungsgeschwindigkeit w eingesetzt. Sie kann durch einsetzten der Drehzahl in Gleichung (4.1) und unter Annahme, eines kreisrunden Schlauches abgeschätzt werden. Aus den Geometriedaten der Leitung ( , 0,005i LR m ) ergibt sich damit eine mittlere Strömungsgeschwindig-
keit w von etwa 0,019m s .
Die kinematische Viskosität zur Berechnung der Reynoldszahl wird aus der dynamischen Viskosität und der Dichte nach Gleichung (3.2) berechnet. Die abgeschätzten theoretischen hydraulischen Einlauflängen sind in Tab. 4.3 zusammengefasst.
Flüssigkeit kin. Viskosität bei 35 °C 2m s
hydraulische Einlauflänge El
nach Gleichung (4.109)
m
Wasser 60,724 10 0,82
Glycerinlösung 616 10 0,0037
Easycoat UV 2348 692 10 0,00062
Curelac UC 9201 6175 10 0,000339
Tab. 4.3: Berechnete hydraulische Einlauflängen nach Gleichung (4.109) für
verschiedene Flüssigkeiten. Stoffwerte für Wasser zur Berechnung der Reynoldszahl
sind aus [GES06] entnommen
Die hydraulischen Einlauflängen in Tab. 4.3 geben an, nach welcher Strecke sich eine laminare Strömung nach Abb. 4.23 ausgebildet hat. Ist die Pulsation der Pumpe hochfrequent, d. h. es wird pro Puls nur wenig Volumen gefördert, kann es theoretisch vorkommen, dass sich im
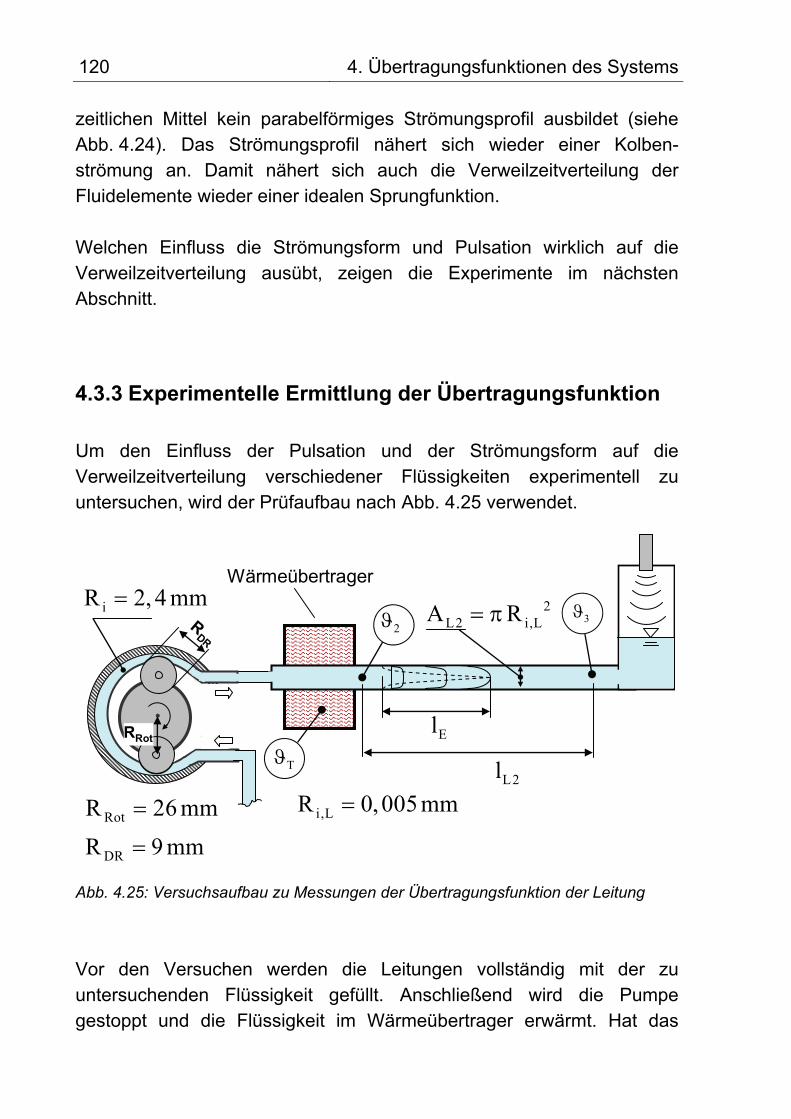
120 4. Übertragungsfunktionen des Systems
zeitlichen Mittel kein parabelförmiges Strömungsprofil ausbildet (siehe Abb. 4.24). Das Strömungsprofil nähert sich wieder einer Kolben-strömung an. Damit nähert sich auch die Verweilzeitverteilung der Fluidelemente wieder einer idealen Sprungfunktion. Welchen Einfluss die Strömungsform und Pulsation wirklich auf die Verweilzeitverteilung ausübt, zeigen die Experimente im nächsten Abschnitt.
4.3.3 Experimentelle Ermittlung der Übertragungsfunktion
Um den Einfluss der Pulsation und der Strömungsform auf die Verweilzeitverteilung verschiedener Flüssigkeiten experimentell zu untersuchen, wird der Prüfaufbau nach Abb. 4.25 verwendet.
El
32
L2l
iR 2, 4 mm
RotR 26 mm
RRot
2L2 i,LA R
i,LR 0,005mm
Wärmeübertrager
T
RDR
DRR 9 mm
Abb. 4.25: Versuchsaufbau zu Messungen der Übertragungsfunktion der Leitung
Vor den Versuchen werden die Leitungen vollständig mit der zu untersuchenden Flüssigkeit gefüllt. Anschließend wird die Pumpe gestoppt und die Flüssigkeit im Wärmeübertrager erwärmt. Hat das
4. Übertragungsfunktionen des Systems 121
Wärmeträgermedium eine Temperatur von etwa 35 °C erreicht, wird die Pumpe wieder gestartet. Die erwärmte Flüssigkeit wird in Richtung des Temperatursensors 2 und 3 gefördert. Bei kontinuierlicher Rotation
des Rotors wird zwischen jeder Pulsation, das zwischen den beiden Druckrollen eingeschlossene Volumen in die Leitung gedrückt. In erster Näherung gilt
2Puls i rot DRV R R R . (4.111)
Die mittlere Wegstrecke Pulsl , die die Flüssigkeit zwischen jeder Pulsation
zurücklegt, kann berechnet werden, indem PulsV durch die Leitungs-
querschnittsfläche dividiert wird
2
PulsPuls
L
Vl
A . (4.112)
Die Abmessungen aus Abb. 4.25 in Gleichung (4.111) und (4.112) eingesetzt, ergibt für die mittlere Wegstrecke, die die Flüssigkeit pro Puls zurücklegt. 0,025Pulsl m .
Der Vergleich mit den abgeschätzten Werten für die hydraulischen Einlauflängen in Tab. 4.3 (Seite: 119) zeigt, dass Pulsl in diesem Fall
wesentlich kleiner ist, als die Einlauflänge die sich für Wasser ergibt. Es kann also erwartet werden, dass sich bei Versuchen mit Wasser kein vollständig parabelförmiges, laminares Strömungsprofil ausbildet und das Geschwindigkeitsprofil in der Leitung eher einer Kolbenströmung entspricht. Für die hydraulischen Einlauflänge der beiden Lacke (Tab. 4.3) ergibt sich der gegenteilige Fall. Aufgrund der relativ hohen Viskosität der Lacke ist die Einlauflänge so kurz, dass sich in jedem Fall eine laminare Rohrströmung ausbildet. Die Einlauflänge der Glycerin-Lösung liegt in etwa im Bereich von Pulsl .
Hier sollte ein Mischzustand der Strömungsarten vorliegen.
122 4. Übertragungsfunktionen des Systems
Während der Messung wird der Förderstrom gemessenV der Pumpe
volumetrisch gemessen. Mithilfe des gemessenen Förderstroms werden die Signale der beiden Temperatursensoren normiert. Dazu wird für jede Messung die theoretische Totzeit tT zwischen den beiden Temperatur-
signalen 2 und 3 unter der Annahme idealer Kolbenströmung nach
folgender Gleichung (4.97) berechnet
2 2L Lt
gemessen
A lT
V
.
Das Signal des Temperatursensors 3 am Ende der Leitung wird in
Abb. 4.26 normiert über tT eingetragen.
Die Versuche wurden mit den in Tab. 4.3 aufgeführten Flüssigkeiten durchgeführt. Neben zwei Lacken wurden zum Vergleich Wasser und ein Glycerin/Wasser-Gemisch (newtonsche Fließeigenschaften) mit einer
kinematischen Viskosität von 6 216 10 m s untersucht.
Der mittlere Förderstrom während der Messung liegt zwischen 1,4 –1,6 ml/s. Der Radius der Leitung beträgt 5 mm (siehe Abb. 4.11). Die mittlere Temperatur des Fluides während der Messung beträgt etwa 35 °C. Um den Einfluss der Pulsation auf die Strömungsform deutlicher hervorzuheben, wird bei den Versuchen mit Wasser und Glycerin die mittlere Wegstrecke Pulsl so klein wie möglich gehalten. Dazu wird ein
Pumpenschlauch mit einem Innenradius von 2,4iR mm statt 4iR mm
und einer Wandstärke von 2,4mm eingesetzt.
Aufgrund der relativ großen Wandstärke des Schlauches im Vergleich zum Innendurchmesser ist dieser Schlauch steifer und daher zusätzlich unempfindlicher gegenüber saugseitigen Druckschwankungen. Die Viskosität der Flüssigkeit hat damit nur einen geringen Einfluss auf die Förderleistung der Pumpe.
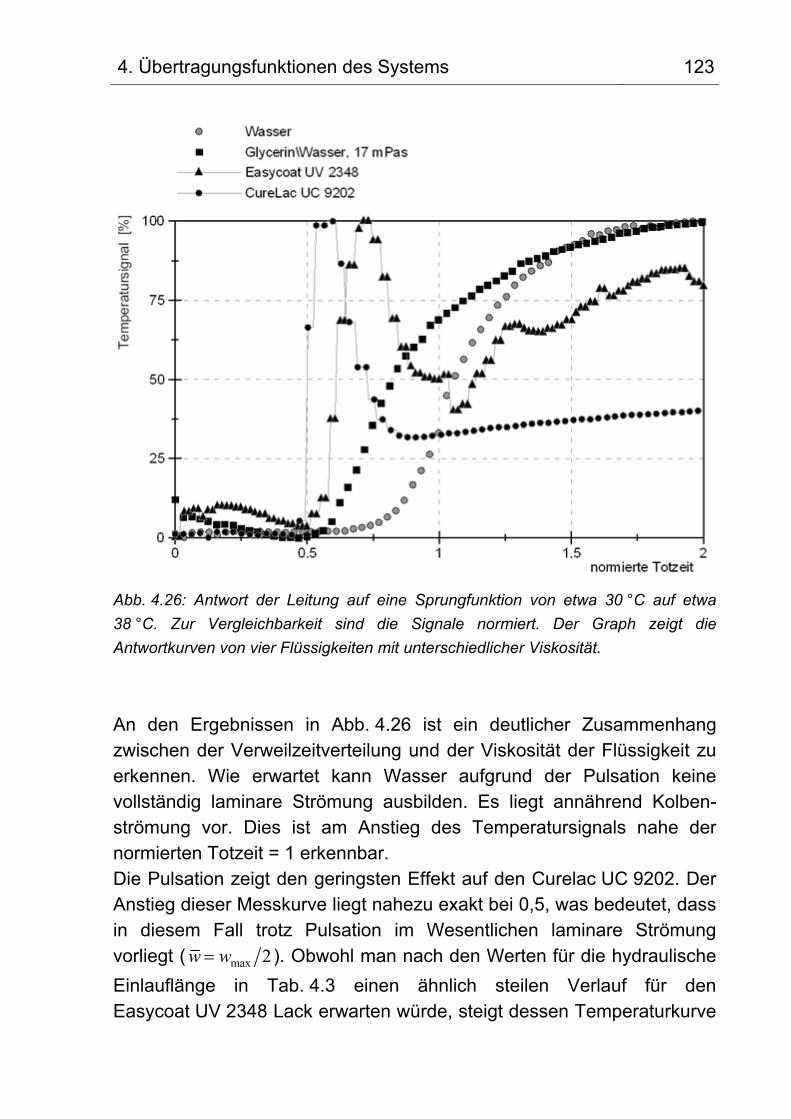
4. Übertragungsfunktionen des Systems 123
Abb. 4.26: Antwort der Leitung auf eine Sprungfunktion von etwa 30 °C auf etwa
38 °C. Zur Vergleichbarkeit sind die Signale normiert. Der Graph zeigt die
Antwortkurven von vier Flüssigkeiten mit unterschiedlicher Viskosität.
An den Ergebnissen in Abb. 4.26 ist ein deutlicher Zusammenhang zwischen der Verweilzeitverteilung und der Viskosität der Flüssigkeit zu erkennen. Wie erwartet kann Wasser aufgrund der Pulsation keine vollständig laminare Strömung ausbilden. Es liegt annährend Kolben-strömung vor. Dies ist am Anstieg des Temperatursignals nahe der normierten Totzeit = 1 erkennbar. Die Pulsation zeigt den geringsten Effekt auf den Curelac UC 9202. Der Anstieg dieser Messkurve liegt nahezu exakt bei 0,5, was bedeutet, dass in diesem Fall trotz Pulsation im Wesentlichen laminare Strömung vorliegt ( max 2w w ). Obwohl man nach den Werten für die hydraulische
Einlauflänge in Tab. 4.3 einen ähnlich steilen Verlauf für den Easycoat UV 2348 Lack erwarten würde, steigt dessen Temperaturkurve
124 4. Übertragungsfunktionen des Systems
erst etwas später an. Die Ursache hierfür ist wahrscheinlich in dem sehr stark vereinfachten Modell in Kapitel 4.3.2 zu suchen.
4.3.4 Übertragungsfunktion der Leitung
In den Untersuchungen des vorhergehenden Kapitels wurde festgestellt, dass die Verweilzeit der Flüssigkeit in der Leitung und damit die Totzeit zwischen den beiden Temperatursignalen von verschiedenen Parametern abhängt. Es ist zwar möglich das Übertragungsverhalten als Totzeitglied
tT sG s e (4.113)
zu beschreiben. Allerdings kann tT nicht einfach nach Gleichung (4.97)
2Lt
lT
w ,
also allein über die mittlere Strömungsgeschwindigkeit w , berechnet werden. Die Übertragung des Temperatursignals vom Eingang bis zum Ausgang der Leitung erfolgt aufgrund des parabelförmigen Strömungs-profils schneller als man nach Gleichung (4.97) erwarten würde. Im Falle einer voll ausgebildeten laminaren Rohrströmung eines newtonschen Fluides und unter Vernachlässigung aller axialen und radialen Wärme-transporte erfolgt die Übertragung des Temperatursignals doppelt so schnell (Curelac UC 9202)
2,laminar 0,5 L
tl
Tw
. (4.114)
Des weiteren wurde bereits in Abb. 4.21 qualitativ dargestellt, dass sich bei einer laminaren Rohrströmung keine definierte Verweilzeit, sondern vielmehr eine Verweilzeitverteilung einstellt. Nach den Erkenntnissen aus Abb. 4.26 befindet sich die tatsächliche Totzeit bei Lacken im folgenden Intervall
2 2,0,5 0,7L L
t Lack
l lT
w w
4. Übertragungsfunktionen des Systems 125
Die Beschreibung der Übertragungsfunktion der Leitung mittels Gleichung (4.113) vernachlässigt die Verweilzeitverteilung, also dass nicht alle Teilchen die zum Zeitpunkt t in die Leitung eintreten, diese auch gleichzeitig nach der Zeit tT wieder verlassen. In Abb. 4.26 zeigen
besonders die Kurven von Wasser und Glycerin einen eher sanften Anstieg. Da in dieser Arbeit nur die Übertragungsfunktion für Lacke betrachtet wird, wird wegen des steilen Anstiegs der Antwortkurve die Leitung als reines Totzeitglied betrachtet.
4.4 Modell des gesamten Systems
Bisher wurden die Teilsysteme Pumpe, Wärmeübertrager und Leitung getrennt voneinander betrachtet. Um aus dem Phasengang des Systems den Volumenstrom und die Viskosität des Lackes berechnen zu können, müssen die Teilsysteme als Gesamtsystem betrachtet werden. Die Einzelsysteme sind wie in Abb. 4.27 dargestellt zu einem Gesamtsystem gekoppelt. Das Ausgangsignal eines Teilsystems wirkt als Eingangs-signal des nächsten Systems. Als „freie“ Eingangsgrößen bleiben die Temperatur im Wärmeträgermedium T sowie die Pumpendrehzahl n
und der Druck ep vor der Pumpe übrig. Die Temperatur des
Wärmeträgers T kann über die Heiz- bzw. Kühlleistung gesteuert
werden. Die Pumpendrehzahl wird über die Steuerspannung gesteuert. Der Druck ep ist nach Gleichung (4.5) abhängig vom Volumenstrom, der
Geometrie der Leitung vor der Pumpe und der Viskosität des Fluides.
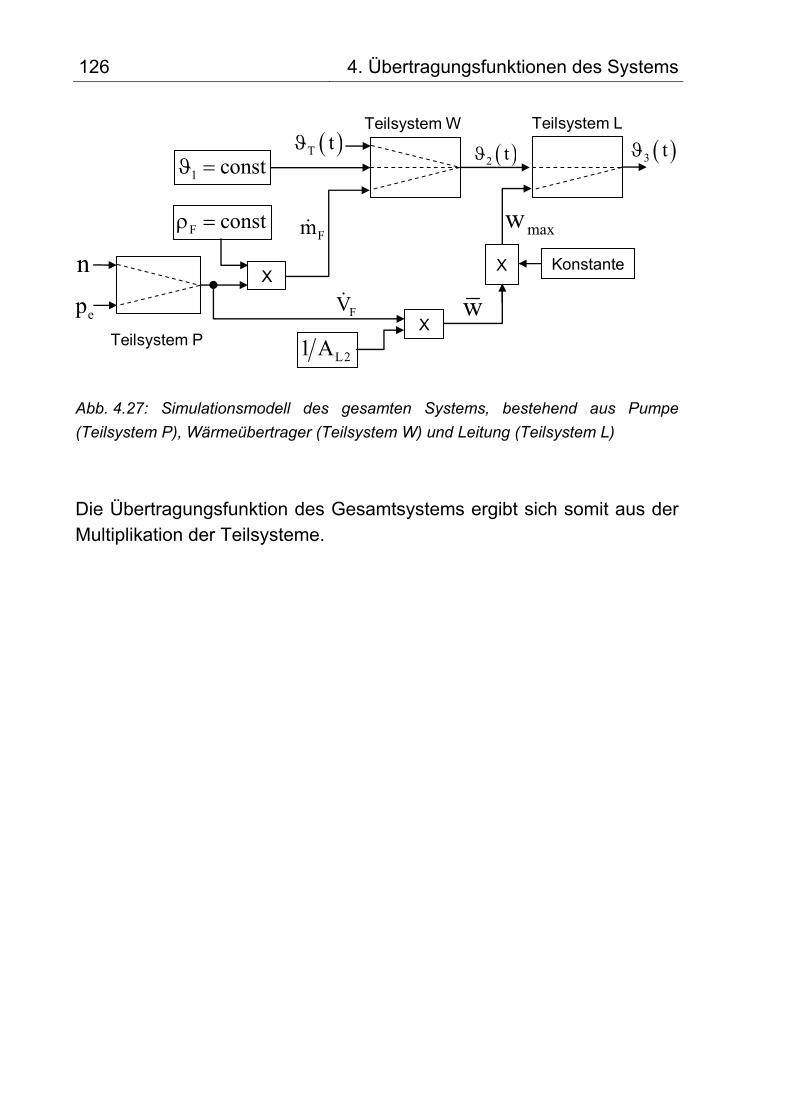
126 4. Übertragungsfunktionen des Systems
2 t1 const
T tTeilsystem W
maxw
3 tTeilsystem L
n
ep
Teilsystem P
X
F const Fm
FVX
L21 A
X
w
Konstante
Abb. 4.27: Simulationsmodell des gesamten Systems, bestehend aus Pumpe
(Teilsystem P), Wärmeübertrager (Teilsystem W) und Leitung (Teilsystem L)
Die Übertragungsfunktion des Gesamtsystems ergibt sich somit aus der Multiplikation der Teilsysteme.
5. Berechnung des Volumenstroms und der Viskosität 127
5 Berechnung des Volumenstroms und der Viskosität
Bisher wurden in dieser Arbeit zwei Themen behandelt. Im dritten Kapitel wurden unterschiedliche Lacke hinsichtlich ihrer Stoffeigenschaften charakterisiert. Die gewonnenen Ergebnisse dienten im vierten Kapitel dazu, das frequenzabhängige Übertragungsverhalten eines technischen Systems, bestehend aus Pumpe, Wärmeübertrager und Leitung zu beschreiben. Es wurde gezeigt, dass die Stoffwerte der Lacke, die Übertragungsfunktion der Systeme beeinflussen. In diesem Kapitel sollen nun die Erkenntnisse aus den beiden vorangehenden Kapiteln zu einer Methode zusammengeführt werden, die es erlaubt, aus dem frequenzabhängigen Übertragungsverhalten des gesamten Systems, den Volumenstrom an Lack zu bestimmen. Änderungen des Volumenstroms werden auf Viskositätsänderungen des Lackes zurückgeführt.
5.1 Prinzipielle Vorgehensweise
Abb. 5.1 zeigt das Schema der Methode die zur Berechnung des Volumenstroms und der Viskosität eines Beschichtungsfluides angewendet wird. Der physikalische Aufbau der Anlage entspricht im Prinzip der in Kapitel 2.3.4 beschriebenen Anlage zur Lacktemperierung. Das Funktionsprinzip wurde bereits in Abb. 2.8 (Seite 24) und Abb. 2.9 (Seite 26) dargestellt und erläutert. Lediglich der Temperatursensor 2
am Ausgang des Wärmeübertragers wird an dieser Stelle nicht mehr benötigt und entfällt. Die geometrischen Abmessungen des Versuchsaufbaus sind bekannt und entsprechen den Angaben im Kapitel 4.
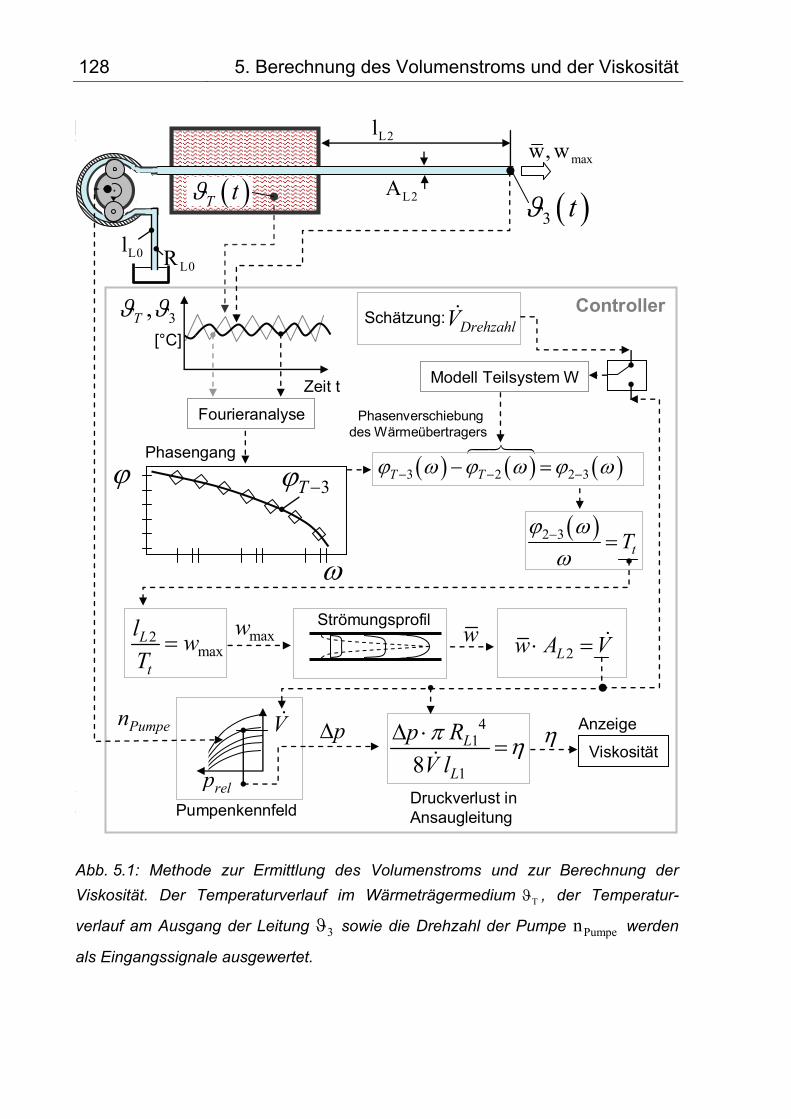
128 5. Berechnung des Volumenstroms und der Viskosität
n, Technische Universität Darmstadt
V
relp
Phasengang
2 3tT
3T
3,T
Zeit t
[°C]
Fourieranalyse
2max
L
t
lw
T
3 2 2 3T T
Phasenverschiebung des Wärmeübertragers
Strömungsprofilw
2Lw A V
Pumpenp
maxw
Pumpenkennfeld
41
18L
L
p R
V l
Druckverlust in Ansaugleitung
Viskosität
Controller
Anzeige
L2l
L2A 3 t
L0lL0R
maxw, w
Modell Teilsystem W
Schätzung: DrehzahlV
T t
Abb. 5.1: Methode zur Ermittlung des Volumenstroms und zur Berechnung der
Viskosität. Der Temperaturverlauf im Wärmeträgermedium T , der Temperatur-
verlauf am Ausgang der Leitung 3 sowie die Drehzahl der Pumpe Pumpen werden
als Eingangssignale ausgewertet.
5. Berechnung des Volumenstroms und der Viskosität 129
Der Ablauf der Methode ist wie folgt. Grundsätzlich muss die Schlauchpumpe mit gleichmäßiger Drehzahl Lack durch das System fördern. Die Drehzahl Pumpen der Pumpe wird gemessen.
Im Wärmeübertrager wird dem Lack ein Temperatursignal T t
aufgeprägt. Am Ende der Leitung 2Ll erfasst ein weiterer Sensor die
Temperatur des Lacks 3 t . In diesem Temperatursignal 3 t ist das
aufgeprägte Signal T t in gedämpfter Form noch enthalten. Abhängig
von der Verweilzeit des Fluides in der Leitung, weist das gedämpfte
Ausgangssignal 3 t zusätzlich eine mehr oder weniger große
Phasendifferenz zum Eingangssignal T t auf.
Diese Phasendifferenz wird dazu genutzt, den Volumenstrom durch das
System zu bestimmen. Dazu werden die Zeitsignale T t und 3 t
mittels Fourieranalyse in ein Amplituden- und ein Phasenspektrum zerlegt (vgl. Abb. 4.18 Seite 107). Aus dem Amplitudenspektrum werden keine Informationen gewonnen. Zur Berechnung der Viskosität wird lediglich das Phasenspektrum verwendet. Das ermittelte Phasenspektrum stellt die Phasendifferenz 3T des
gesamten Systems in Abhängigkeit der Anregungsfrequenz dar. Zur Berechnung der Viskosität wird jedoch nur die Phasendifferenz 2 3 der
Leitung benötigt. Aus diesem Grund wird im nächsten Schritt nach Abb. 5.1 der Anteil des Wärmeübertragers (vgl. Kapitel 4.2.3, Seite 93 ff.) an der gesamten Phasendifferenz 3T subtrahiert. Die
Phasendifferenz des Wärmeübertragers wird mithilfe des mathe-matischen Modells aus Kapitel 4.2 berechnet. Der dazu benötigte Volumenstrom wird im ersten Iterationsschritt aus der Pumpendrehzahl und dem Pumpenkennfeld unter der Annahme, dass keine Strömungs-verluste in der Saugleitung auftreten, geschätzt. In darauffolgenden Schritten wird durch einige Rechenoperationen die maximale Strömungsgeschwindigkeit maxw berechnet. Im Kapitel 4.3.3
(Seite 120 ff.) wurde der Zusammenhang zwischen der maximalen Strömungsgeschwindigkeit maxw und der mittleren Strömungsgeschwin-
130 5. Berechnung des Volumenstroms und der Viskosität
digkeit w für einige Flüssigkeiten experimentell bestimmt. Auf Basis dieser Ergebnisse wird ein Verhältnis zwischen maxw und w
angenommen mit dem die mittlere Strömungsgeschwindigkeit näherungsweise berechnet werden kann. Aus dieser und dem Leitungs-
querschnitt wird anschließend der Volumenstrom V berechnet. Dieser Volumenstrom wird in einer Iterationsschleife mit dem anfänglich geschätzten Wert des Volumenstroms verglichen. Übersteigt die Abweichung eine vorher festgelegte Toleranz, wird die Berechnung der Phasenverschiebung mit dem neuen Volumenstrom wiederholt. Aus der Betrachtung der Schlauchpumpe (vgl. Kapitel 4.1) ging hervor, dass der Förderstrom bei gleichbleibender Pumpendrehzahl mit zunehmendem Strömungswiderstand der Saugleitung abnimmt. Dieser Zusammenhang wurde im Kapitel 4.1.2 messtechnisch erfasst und ist in einem Pumpenkennfeld hinterlegt. Aus diesem Kennfeld kann nun mit der gemessenen Pumpendrehzahl und dem berechneten Volumenstrom der Strömungswiderstand der Saugleitung ermittelt werden. Bei bekannter Geometrie der Saugleitung ( 0Ll und 0LR ) und unter
Vernachlässigung der Ansaughöhe und des Venturi-Effektes hängt der Druck vor der Pumpe nur noch von der Viskosität des Fluides ab. Diese kann nunmehr im letzten Schritt nach Abb. 5.1 mittels der Gleichung für eine Hagen-Poiseuille-Strömung berechnet werden. Zur Veranschaulichung und zur Verifikation13 dieser Methode wird im nächsten Abschnitt dieser Arbeit der Volumenstrom und die Viskosität zweier Lacke exemplarisch bestimmt. Formelabschnitt 5
5.2 Anwendung der Methode an zwei Beispielen
Anhand der beiden UV-Lacke Easycoat UV 2348 und Curelac UC 9201 wird in diesem Abschnitt die in Abb. 5.1 dargestellte Methode verifiziert.
13 Eine Verifizierung bedeutet, dass die Anforderungen an ein Modell für die Aussage, die es treffen soll, anwendbar sind. Verifikation kommt aus dem Lateinischen von „veritas“, also von der Wahrheit [APP00], [REN08].
5. Berechnung des Volumenstroms und der Viskosität 131
Die beiden Lacke wurden ausgewählt, da sich ihre Viskositäten am stärksten unterscheiden (vgl. Kapitel 3.2.6, Seite 50 ff.) und sich die Methode aus diesem Grund gut demonstrieren lässt. Für die Versuche wird der in Kapitel 4.2.4 beschriebene Versuchsaufbau verwendet. Lack-Vorratsbehälter und Pumpe sind auf einer Höhe angeordnet. Die Druckverluste in der Saugleitung können somit hauptsächlich auf die rheologischen Eigenschaften des Lackes zurückgeführt werden. Während eines Versuches fördert die Schlauchpumpe14 mit einer konstanten Drehzahl von 14,8 U/min den jeweiligen Lack durch das System. Die Kontrollmessung des Volumenstromes mittels Ultraschall-sensor (vgl. Abb. 2.8, Seite 24) ergab bei dieser Drehzahl für den
Easycoat UV 2348 einen Volumenstrom ,ref EasycoatV von 1,45 ml/s und für
den Curelac UC 9201 einen Volumenstrom ,ref CurelacV von 0,95 ml/s.
Die Länge der Saugleitung L0l beträgt 370 mm und hat einen Radius von
0 2LR mm . Das Rohr im Wärmeübertrager hat eine Länge 1Ll von
300 mm und einen Innenradius , 1i LR von 4 mm. Die Leitungslänge 2Ll
nach dem Wärmeübertrager beträgt 1100 mm und hat einen Innenradius , 2i LR von 5 mm. Daraus ergeben sich die Querschnitts-
flächen von
2 5 21 , 1 5,02 10L i LA R m
und
2 5 22 , 2 7,85 10L i LA R m .
Aus den Querschnittsflächen und dem gemessenen Volumenstrom kann für jeden der beiden Lacke die tatsächliche, mittlere Strömungs-geschwindigkeit gemessenw im Wärmeübertrager und in der Leitung 2Ll
berechnet werden.
L LV w A . (5.1)
14 Watson Marlow 520U Schlauchpumpe mit zwei Quetschrollen und Marprene-Schlauch mit 8 mm Innendurchmesser und 1,6 mm Wandstärke
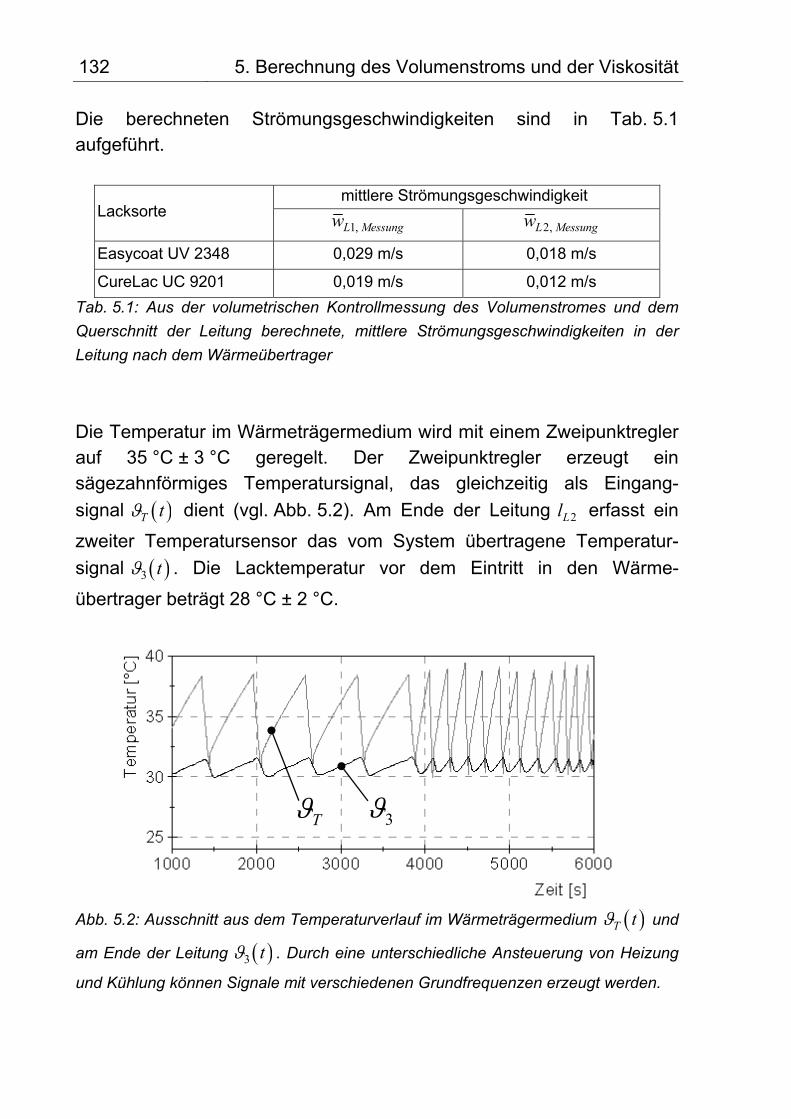
132 5. Berechnung des Volumenstroms und der Viskosität
Die berechneten Strömungsgeschwindigkeiten sind in Tab. 5.1 aufgeführt.
mittlere Strömungsgeschwindigkeit Lacksorte
1,L Messungw 2,L Messungw
Easycoat UV 2348 0,029 m/s 0,018 m/s
CureLac UC 9201 0,019 m/s 0,012 m/s
Tab. 5.1: Aus der volumetrischen Kontrollmessung des Volumenstromes und dem
Querschnitt der Leitung berechnete, mittlere Strömungsgeschwindigkeiten in der
Leitung nach dem Wärmeübertrager
Die Temperatur im Wärmeträgermedium wird mit einem Zweipunktregler auf 35 °C ± 3 °C geregelt. Der Zweipunktregler erzeugt ein sägezahnförmiges Temperatursignal, das gleichzeitig als Eingang-
signal T t dient (vgl. Abb. 5.2). Am Ende der Leitung 2Ll erfasst ein
zweiter Temperatursensor das vom System übertragene Temperatur-
signal 3 t . Die Lacktemperatur vor dem Eintritt in den Wärme-
übertrager beträgt 28 °C ± 2 °C.
T 3
Abb. 5.2: Ausschnitt aus dem Temperaturverlauf im Wärmeträgermedium T t und
am Ende der Leitung 3 t . Durch eine unterschiedliche Ansteuerung von Heizung
und Kühlung können Signale mit verschiedenen Grundfrequenzen erzeugt werden.
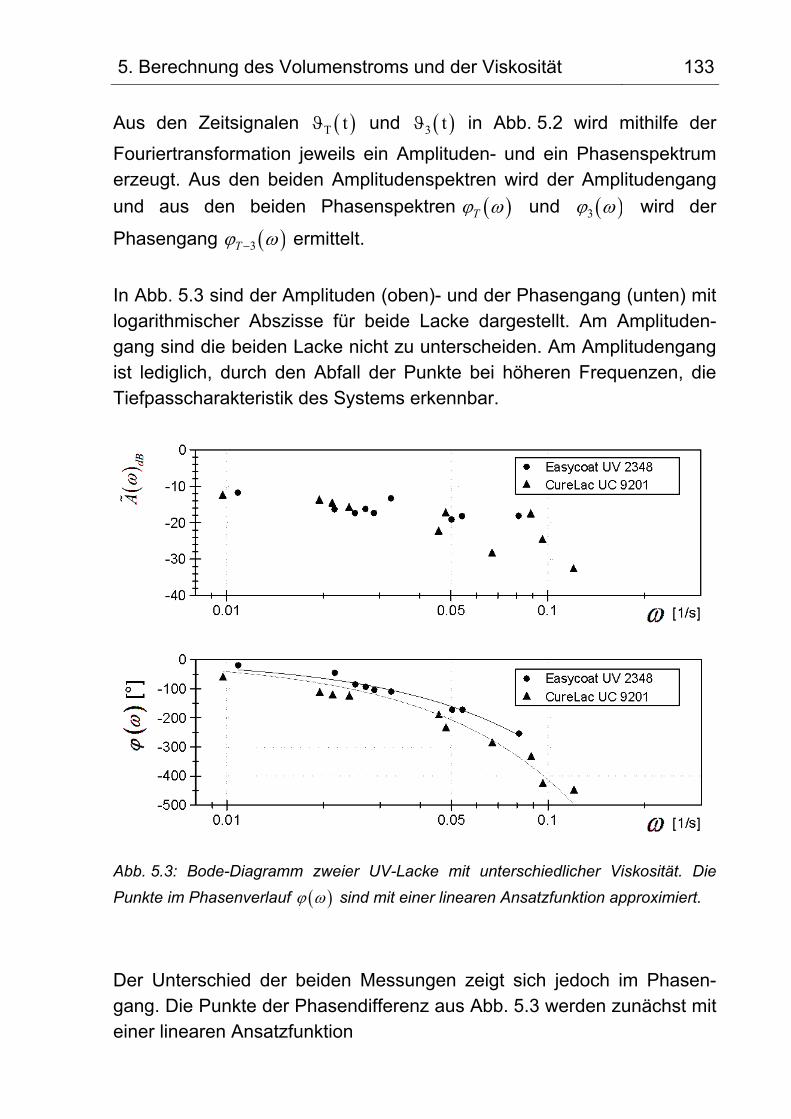
5. Berechnung des Volumenstroms und der Viskosität 133
Aus den Zeitsignalen T t und 3 t in Abb. 5.2 wird mithilfe der
Fouriertransformation jeweils ein Amplituden- und ein Phasenspektrum erzeugt. Aus den beiden Amplitudenspektren wird der Amplitudengang
und aus den beiden Phasenspektren T und 3 wird der
Phasengang 3T ermittelt.
In Abb. 5.3 sind der Amplituden (oben)- und der Phasengang (unten) mit logarithmischer Abszisse für beide Lacke dargestellt. Am Amplituden-gang sind die beiden Lacke nicht zu unterscheiden. Am Amplitudengang ist lediglich, durch den Abfall der Punkte bei höheren Frequenzen, die Tiefpasscharakteristik des Systems erkennbar.
Abb. 5.3: Bode-Diagramm zweier UV-Lacke mit unterschiedlicher Viskosität. Die
Punkte im Phasenverlauf sind mit einer linearen Ansatzfunktion approximiert.
Der Unterschied der beiden Messungen zeigt sich jedoch im Phasen-gang. Die Punkte der Phasendifferenz aus Abb. 5.3 werden zunächst mit einer linearen Ansatzfunktion
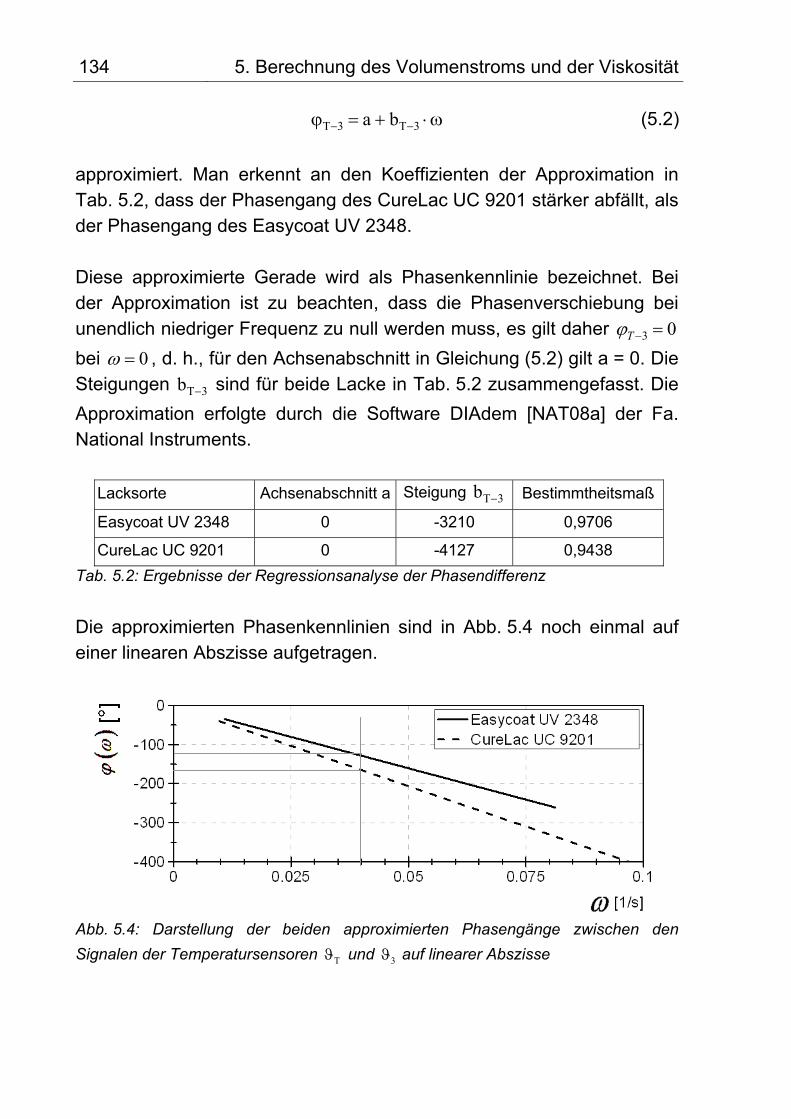
134 5. Berechnung des Volumenstroms und der Viskosität
T 3 T 3a b (5.2)
approximiert. Man erkennt an den Koeffizienten der Approximation in Tab. 5.2, dass der Phasengang des CureLac UC 9201 stärker abfällt, als der Phasengang des Easycoat UV 2348. Diese approximierte Gerade wird als Phasenkennlinie bezeichnet. Bei der Approximation ist zu beachten, dass die Phasenverschiebung bei unendlich niedriger Frequenz zu null werden muss, es gilt daher 3 0T
bei 0 , d. h., für den Achsenabschnitt in Gleichung (5.2) gilt a = 0. Die Steigungen T 3b sind für beide Lacke in Tab. 5.2 zusammengefasst. Die
Approximation erfolgte durch die Software DIAdem [NAT08a] der Fa. National Instruments.
Lacksorte Achsenabschnitt a Steigung T 3b Bestimmtheitsmaß
Easycoat UV 2348 0 -3210 0,9706
CureLac UC 9201 0 -4127 0,9438
Tab. 5.2: Ergebnisse der Regressionsanalyse der Phasendifferenz
Die approximierten Phasenkennlinien sind in Abb. 5.4 noch einmal auf einer linearen Abszisse aufgetragen.
Abb. 5.4: Darstellung der beiden approximierten Phasengänge zwischen den
Signalen der Temperatursensoren T und 3 auf linearer Abszisse
5. Berechnung des Volumenstroms und der Viskosität 135
Zur Berechnung des Volumenstromes wird lediglich die Phasendifferenz, die durch die Leitung 2Ll verursacht wird, benötigt. Der nächste Schritt ist
demnach die Korrektur des Phasenganges des gesamten Systems aus Abb. 5.4 um die Phasendifferenz, die durch den Wärmeübertrager verursacht wird. Diese Korrektur erfolgt durch Subtraktion der berechneten Steigung der Phasenkennlinie des Wärmeübertragers T 2b
(vgl. Kapitel 4.2) von der Steigung der Phasenkennlinie des gesamten Systems 2 3 T 3 T 2b b b . (5.3)
Die Phasendifferenz des Wärmeübertragers ist an dieser Stelle jedoch noch unbekannt. Im Kapitel 4.2.3 (Seite 93 ff.) wurde mittels Simulation gezeigt, dass die Phasendifferenz hauptsächlich von der Strömungs-geschwindigkeit und nur im geringen Maße von den Stoffwerten des Lackes abhängt. Ebenfalls wurde gezeigt, dass die simulierte Phasendifferenz mit sehr guter Übereinstimmung mit einer linearen Ansatzfunktion approximiert werden kann. Ohne Strömungsverluste in der Saugleitung fördert die Schlauchpumpe bei einer Drehzahl von 14,8 U/min etwa 2,5 ml/s (vgl. Abb. 4.7, Seite 76). Das entspricht einer mittleren Strömungsgeschwindigkeit im Wärme-übertrager von
6 3
1 2 21
2,5 100,05
0,004L
L
V m s mw
A sm
.
Für diese Strömungsgeschwindigkeit wurde die Steigung der Phasenkennlinie des Wärmeübertragers bereits im Kapitel 4.2.3 für zwei Lacke berechnet und durch eine lineare Ansatzfunktion approximiert. Diese Steigungen T 2b können aus Tab. 4.1 auf Seite 105 entnommen
werden. In Tab. 4.1 (Seite 105) sind die beiden Lacke mit der höchsten und niedrigsten Steigung aufgeführt. Der Phasengang des Easycoat UV 2348 und des CureLac UC 9201 muss also zwischen den Werten aus Tab. 4.1 liegen. Eine genauere Steigung kann ohne die Kenntnis der Stoffeigenschaften nicht ermittelt werden. Es wird daher einfach der Mittelwert der in Tab. 4.1 aufgeführten Werte berechnet
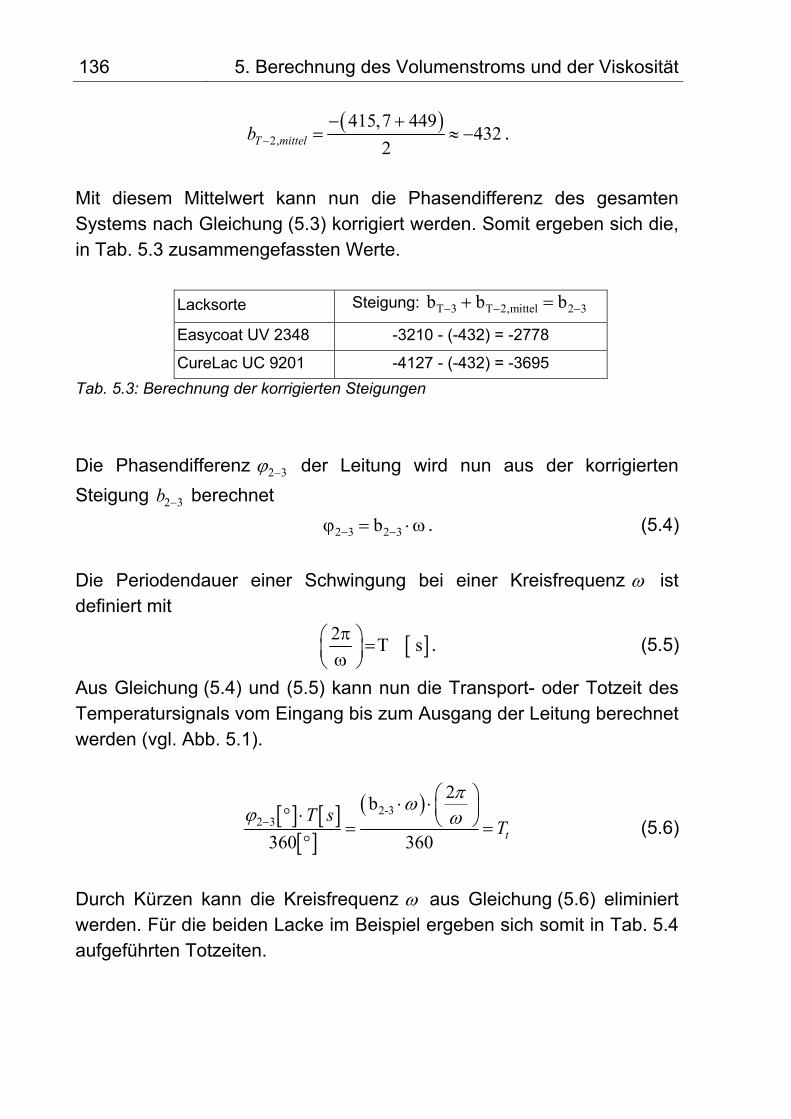
136 5. Berechnung des Volumenstroms und der Viskosität
2,
415,7 449432
2T mittelb
.
Mit diesem Mittelwert kann nun die Phasendifferenz des gesamten Systems nach Gleichung (5.3) korrigiert werden. Somit ergeben sich die, in Tab. 5.3 zusammengefassten Werte.
Lacksorte Steigung: T 3 T 2,mittel 2 3b b b
Easycoat UV 2348 -3210 - (-432) = -2778
CureLac UC 9201 -4127 - (-432) = -3695
Tab. 5.3: Berechnung der korrigierten Steigungen
Die Phasendifferenz 2 3 der Leitung wird nun aus der korrigierten
Steigung 2 3b berechnet
2 3 2 3b . (5.4)
Die Periodendauer einer Schwingung bei einer Kreisfrequenz ist definiert mit
2T s
. (5.5)
Aus Gleichung (5.4) und (5.5) kann nun die Transport- oder Totzeit des Temperatursignals vom Eingang bis zum Ausgang der Leitung berechnet werden (vgl. Abb. 5.1).
2-32 3
2b
360 360 t
T sT
(5.6)
Durch Kürzen kann die Kreisfrequenz aus Gleichung (5.6) eliminiert werden. Für die beiden Lacke im Beispiel ergeben sich somit in Tab. 5.4 aufgeführten Totzeiten.
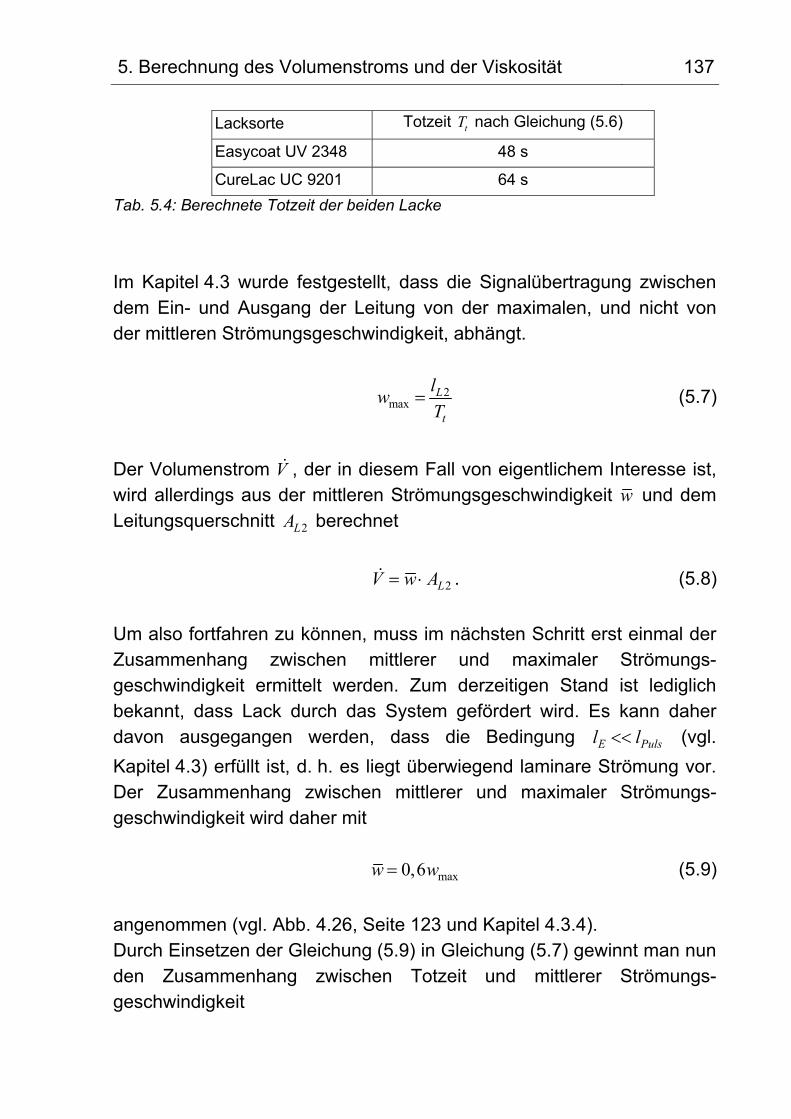
5. Berechnung des Volumenstroms und der Viskosität 137
Lacksorte Totzeit tT nach Gleichung (5.6)
Easycoat UV 2348 48 s
CureLac UC 9201 64 s
Tab. 5.4: Berechnete Totzeit der beiden Lacke
Im Kapitel 4.3 wurde festgestellt, dass die Signalübertragung zwischen dem Ein- und Ausgang der Leitung von der maximalen, und nicht von der mittleren Strömungsgeschwindigkeit, abhängt.
2max
L
t
lw
T (5.7)
Der Volumenstrom V , der in diesem Fall von eigentlichem Interesse ist, wird allerdings aus der mittleren Strömungsgeschwindigkeit w und dem Leitungsquerschnitt 2LA berechnet
2LV w A . (5.8)
Um also fortfahren zu können, muss im nächsten Schritt erst einmal der Zusammenhang zwischen mittlerer und maximaler Strömungs-geschwindigkeit ermittelt werden. Zum derzeitigen Stand ist lediglich bekannt, dass Lack durch das System gefördert wird. Es kann daher davon ausgegangen werden, dass die Bedingung E Pulsl l (vgl.
Kapitel 4.3) erfüllt ist, d. h. es liegt überwiegend laminare Strömung vor. Der Zusammenhang zwischen mittlerer und maximaler Strömungs-geschwindigkeit wird daher mit max0,6w w (5.9)
angenommen (vgl. Abb. 4.26, Seite 123 und Kapitel 4.3.4). Durch Einsetzen der Gleichung (5.9) in Gleichung (5.7) gewinnt man nun den Zusammenhang zwischen Totzeit und mittlerer Strömungs-geschwindigkeit
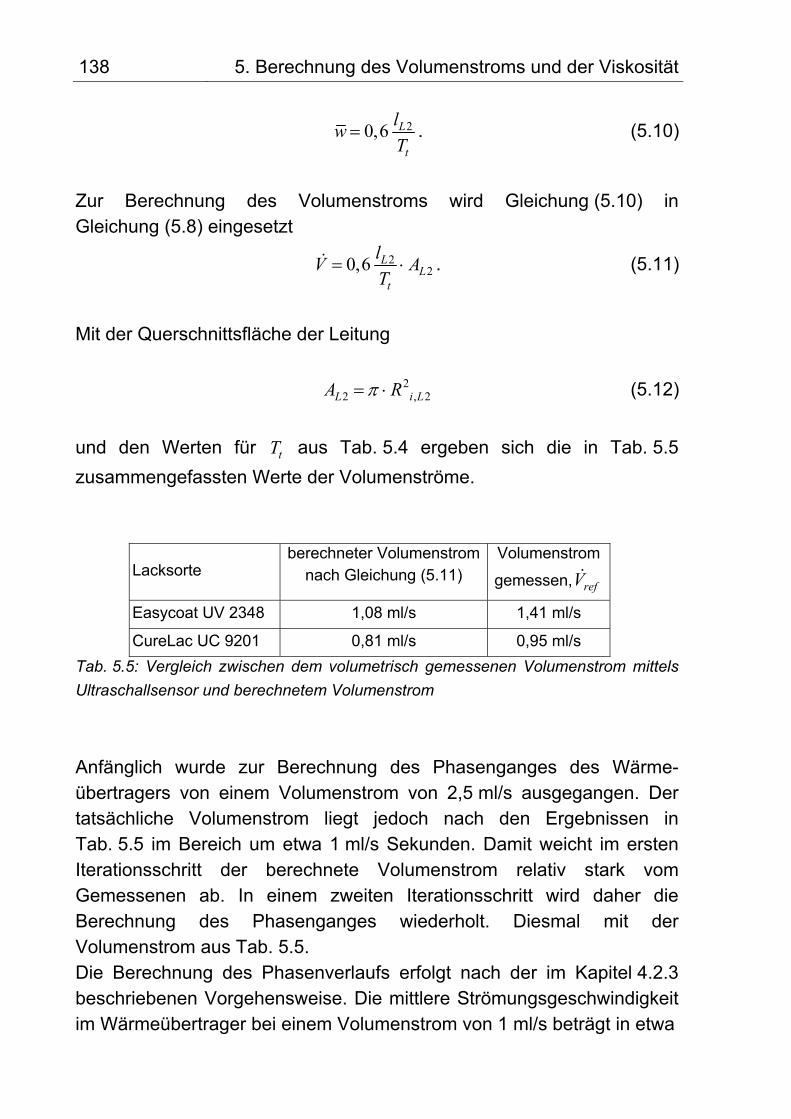
138 5. Berechnung des Volumenstroms und der Viskosität
20,6 L
t
lw
T . (5.10)
Zur Berechnung des Volumenstroms wird Gleichung (5.10) in Gleichung (5.8) eingesetzt
220,6 L
Lt
lV A
T . (5.11)
Mit der Querschnittsfläche der Leitung
22 , 2L i LA R (5.12)
und den Werten für tT aus Tab. 5.4 ergeben sich die in Tab. 5.5
zusammengefassten Werte der Volumenströme.
Lacksorte berechneter Volumenstrom
nach Gleichung (5.11) Volumenstrom
gemessen, refV
Easycoat UV 2348 1,08 ml/s 1,41 ml/s
CureLac UC 9201 0,81 ml/s 0,95 ml/s
Tab. 5.5: Vergleich zwischen dem volumetrisch gemessenen Volumenstrom mittels
Ultraschallsensor und berechnetem Volumenstrom
Anfänglich wurde zur Berechnung des Phasenganges des Wärme-übertragers von einem Volumenstrom von 2,5 ml/s ausgegangen. Der tatsächliche Volumenstrom liegt jedoch nach den Ergebnissen in Tab. 5.5 im Bereich um etwa 1 ml/s Sekunden. Damit weicht im ersten Iterationsschritt der berechnete Volumenstrom relativ stark vom Gemessenen ab. In einem zweiten Iterationsschritt wird daher die Berechnung des Phasenganges wiederholt. Diesmal mit der Volumenstrom aus Tab. 5.5. Die Berechnung des Phasenverlaufs erfolgt nach der im Kapitel 4.2.3 beschriebenen Vorgehensweise. Die mittlere Strömungsgeschwindigkeit im Wärmeübertrager bei einem Volumenstrom von 1 ml/s beträgt in etwa
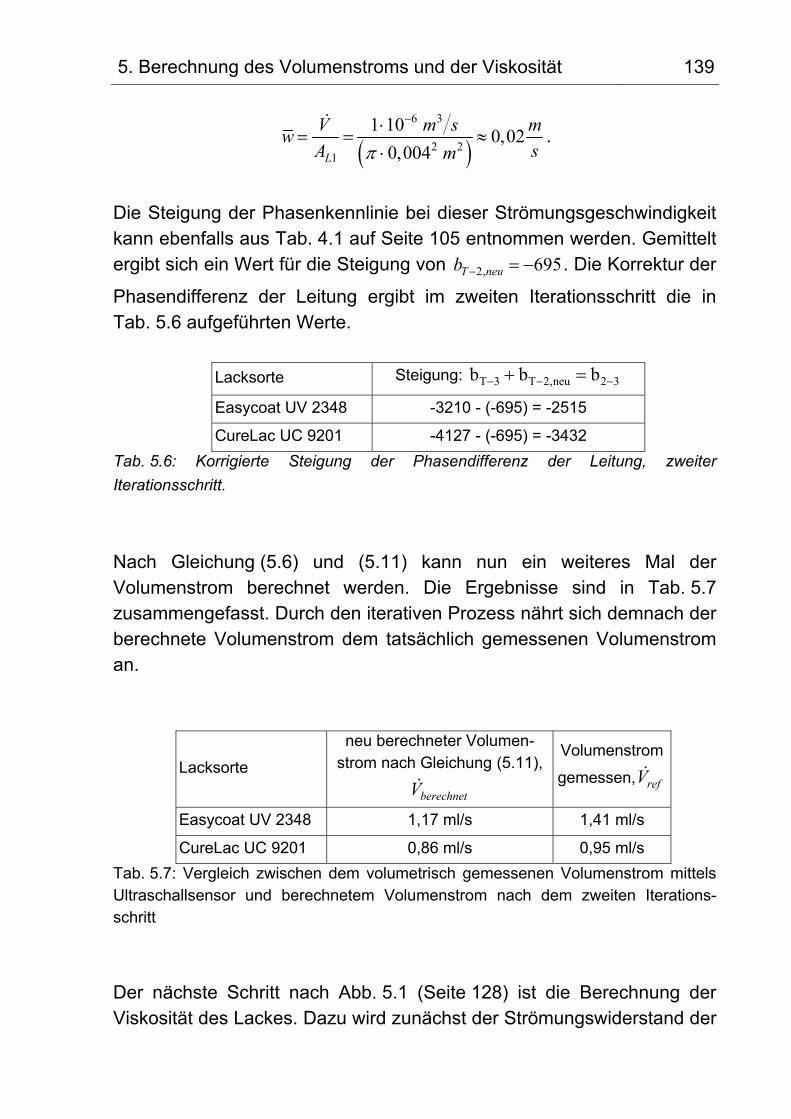
5. Berechnung des Volumenstroms und der Viskosität 139
6 3
2 21
1 100,02
0,004L
V m s mw
A sm
.
Die Steigung der Phasenkennlinie bei dieser Strömungsgeschwindigkeit kann ebenfalls aus Tab. 4.1 auf Seite 105 entnommen werden. Gemittelt ergibt sich ein Wert für die Steigung von 2, 695T neub . Die Korrektur der
Phasendifferenz der Leitung ergibt im zweiten Iterationsschritt die in Tab. 5.6 aufgeführten Werte.
Lacksorte Steigung: T 3 T 2,neu 2 3b b b
Easycoat UV 2348 -3210 - (-695) = -2515
CureLac UC 9201 -4127 - (-695) = -3432
Tab. 5.6: Korrigierte Steigung der Phasendifferenz der Leitung, zweiter
Iterationsschritt.
Nach Gleichung (5.6) und (5.11) kann nun ein weiteres Mal der Volumenstrom berechnet werden. Die Ergebnisse sind in Tab. 5.7 zusammengefasst. Durch den iterativen Prozess nährt sich demnach der berechnete Volumenstrom dem tatsächlich gemessenen Volumenstrom an.
Lacksorte
neu berechneter Volumen-strom nach Gleichung (5.11),
berechnetV
Volumenstrom
gemessen, refV
Easycoat UV 2348 1,17 ml/s 1,41 ml/s
CureLac UC 9201 0,86 ml/s 0,95 ml/s
Tab. 5.7: Vergleich zwischen dem volumetrisch gemessenen Volumenstrom mittels Ultraschallsensor und berechnetem Volumenstrom nach dem zweiten Iterations-schritt
Der nächste Schritt nach Abb. 5.1 (Seite 128) ist die Berechnung der Viskosität des Lackes. Dazu wird zunächst der Strömungswiderstand der
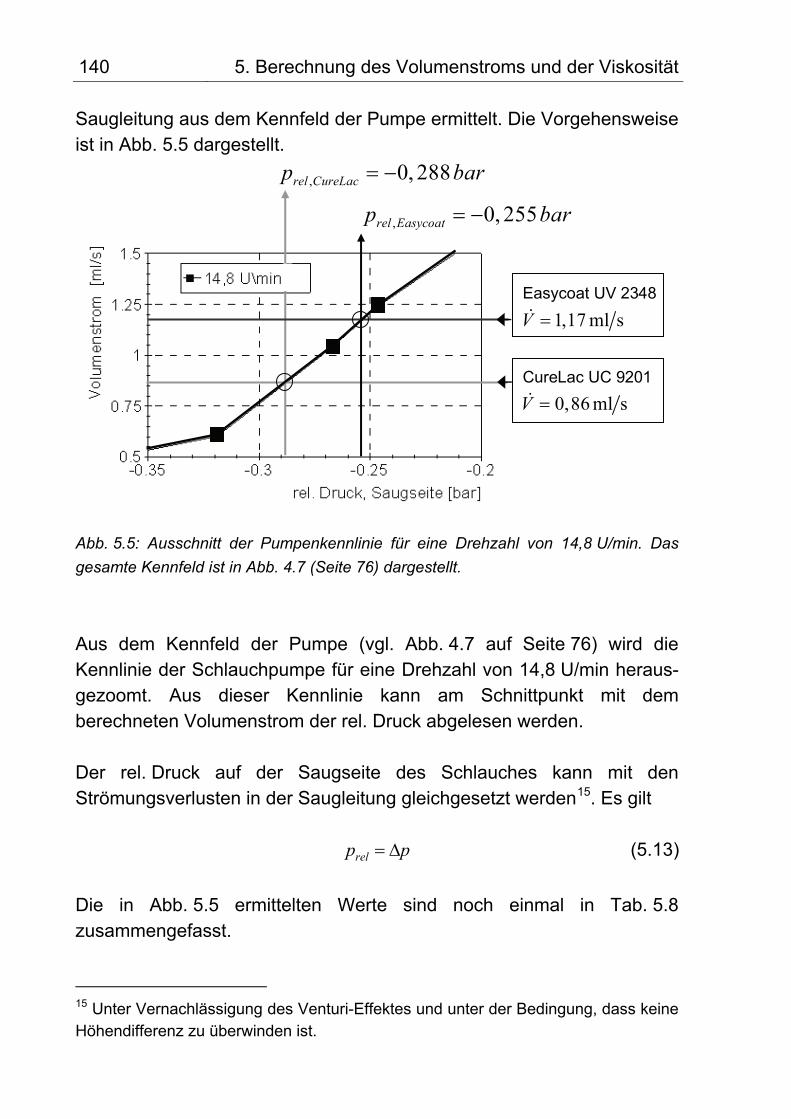
140 5. Berechnung des Volumenstroms und der Viskosität
Saugleitung aus dem Kennfeld der Pumpe ermittelt. Die Vorgehensweise ist in Abb. 5.5 dargestellt.
Easycoat UV 2348
CureLac UC 9201
1,17 ml sV
, 0, 255rel Easycoatp bar
0,86 ml sV
, 0, 288rel CureLacp bar
Abb. 5.5: Ausschnitt der Pumpenkennlinie für eine Drehzahl von 14,8 U/min. Das
gesamte Kennfeld ist in Abb. 4.7 (Seite 76) dargestellt.
Aus dem Kennfeld der Pumpe (vgl. Abb. 4.7 auf Seite 76) wird die Kennlinie der Schlauchpumpe für eine Drehzahl von 14,8 U/min heraus-gezoomt. Aus dieser Kennlinie kann am Schnittpunkt mit dem berechneten Volumenstrom der rel. Druck abgelesen werden. Der rel. Druck auf der Saugseite des Schlauches kann mit den Strömungsverlusten in der Saugleitung gleichgesetzt werden15. Es gilt relp p (5.13)
Die in Abb. 5.5 ermittelten Werte sind noch einmal in Tab. 5.8 zusammengefasst.
15 Unter Vernachlässigung des Venturi-Effektes und unter der Bedingung, dass keine Höhendifferenz zu überwinden ist.
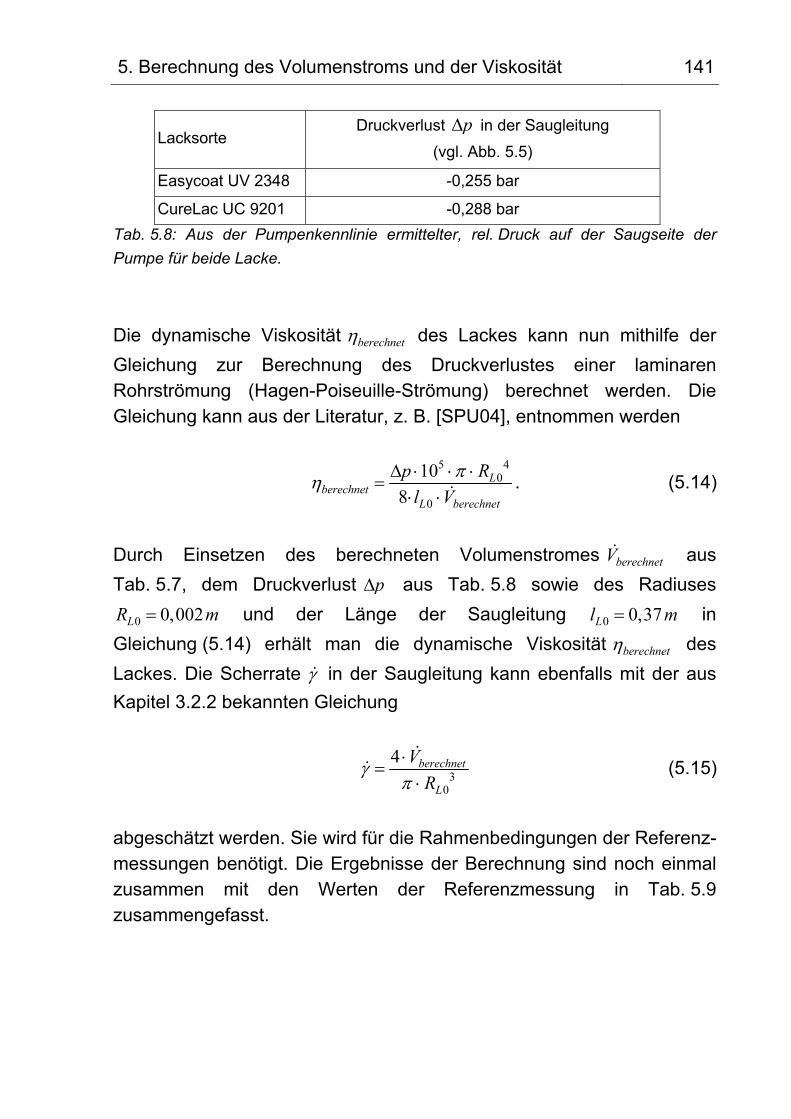
5. Berechnung des Volumenstroms und der Viskosität 141
Lacksorte Druckverlust p in der Saugleitung
(vgl. Abb. 5.5)
Easycoat UV 2348 -0,255 bar
CureLac UC 9201 -0,288 bar
Tab. 5.8: Aus der Pumpenkennlinie ermittelter, rel. Druck auf der Saugseite der
Pumpe für beide Lacke.
Die dynamische Viskosität berechnet des Lackes kann nun mithilfe der
Gleichung zur Berechnung des Druckverlustes einer laminaren Rohrströmung (Hagen-Poiseuille-Strömung) berechnet werden. Die Gleichung kann aus der Literatur, z. B. [SPU04], entnommen werden
5 4
0
0
10
8L
berechnetL berechnet
p R
l V
. (5.14)
Durch Einsetzen des berechneten Volumenstromes berechnetV aus
Tab. 5.7, dem Druckverlust p aus Tab. 5.8 sowie des Radiuses
0 0,002LR m und der Länge der Saugleitung 0 0,37Ll m in
Gleichung (5.14) erhält man die dynamische Viskosität berechnet des
Lackes. Die Scherrate in der Saugleitung kann ebenfalls mit der aus
Kapitel 3.2.2 bekannten Gleichung
30
4 berechnet
L
V
R
(5.15)
abgeschätzt werden. Sie wird für die Rahmenbedingungen der Referenz-messungen benötigt. Die Ergebnisse der Berechnung sind noch einmal zusammen mit den Werten der Referenzmessung in Tab. 5.9 zusammengefasst.
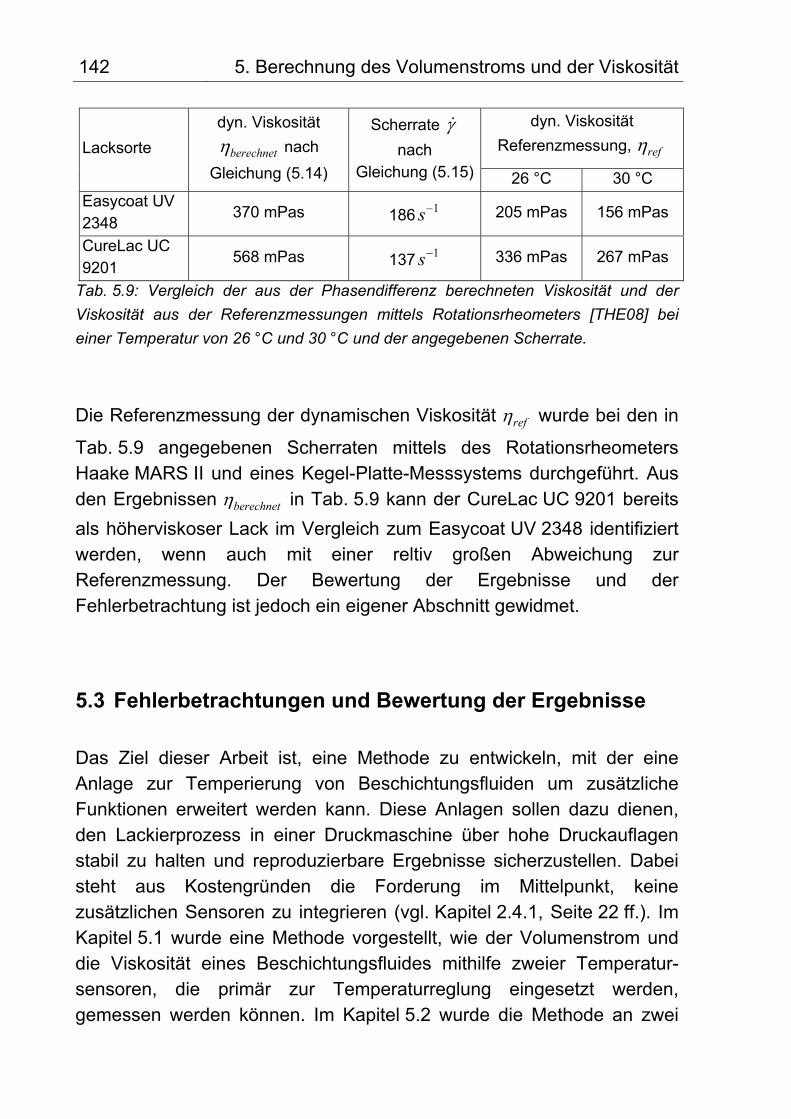
142 5. Berechnung des Volumenstroms und der Viskosität
dyn. Viskosität
Referenzmessung, ref Lacksorte
dyn. Viskosität
berechnet nach
Gleichung (5.14)
Scherrate nach
Gleichung (5.15) 26 °C 30 °C
Easycoat UV 2348
370 mPas 186 1s 205 mPas 156 mPas
CureLac UC 9201
568 mPas 137 1s 336 mPas 267 mPas
Tab. 5.9: Vergleich der aus der Phasendifferenz berechneten Viskosität und der
Viskosität aus der Referenzmessungen mittels Rotationsrheometers [THE08] bei
einer Temperatur von 26 °C und 30 °C und der angegebenen Scherrate.
Die Referenzmessung der dynamischen Viskosität ref wurde bei den in
Tab. 5.9 angegebenen Scherraten mittels des Rotationsrheometers Haake MARS II und eines Kegel-Platte-Messsystems durchgeführt. Aus den Ergebnissen berechnet in Tab. 5.9 kann der CureLac UC 9201 bereits
als höherviskoser Lack im Vergleich zum Easycoat UV 2348 identifiziert werden, wenn auch mit einer reltiv großen Abweichung zur Referenzmessung. Der Bewertung der Ergebnisse und der Fehlerbetrachtung ist jedoch ein eigener Abschnitt gewidmet.
5.3 Fehlerbetrachtungen und Bewertung der Ergebnisse
Das Ziel dieser Arbeit ist, eine Methode zu entwickeln, mit der eine Anlage zur Temperierung von Beschichtungsfluiden um zusätzliche Funktionen erweitert werden kann. Diese Anlagen sollen dazu dienen, den Lackierprozess in einer Druckmaschine über hohe Druckauflagen stabil zu halten und reproduzierbare Ergebnisse sicherzustellen. Dabei steht aus Kostengründen die Forderung im Mittelpunkt, keine zusätzlichen Sensoren zu integrieren (vgl. Kapitel 2.4.1, Seite 22 ff.). Im Kapitel 5.1 wurde eine Methode vorgestellt, wie der Volumenstrom und die Viskosität eines Beschichtungsfluides mithilfe zweier Temperatur-sensoren, die primär zur Temperaturreglung eingesetzt werden, gemessen werden können. Im Kapitel 5.2 wurde die Methode an zwei
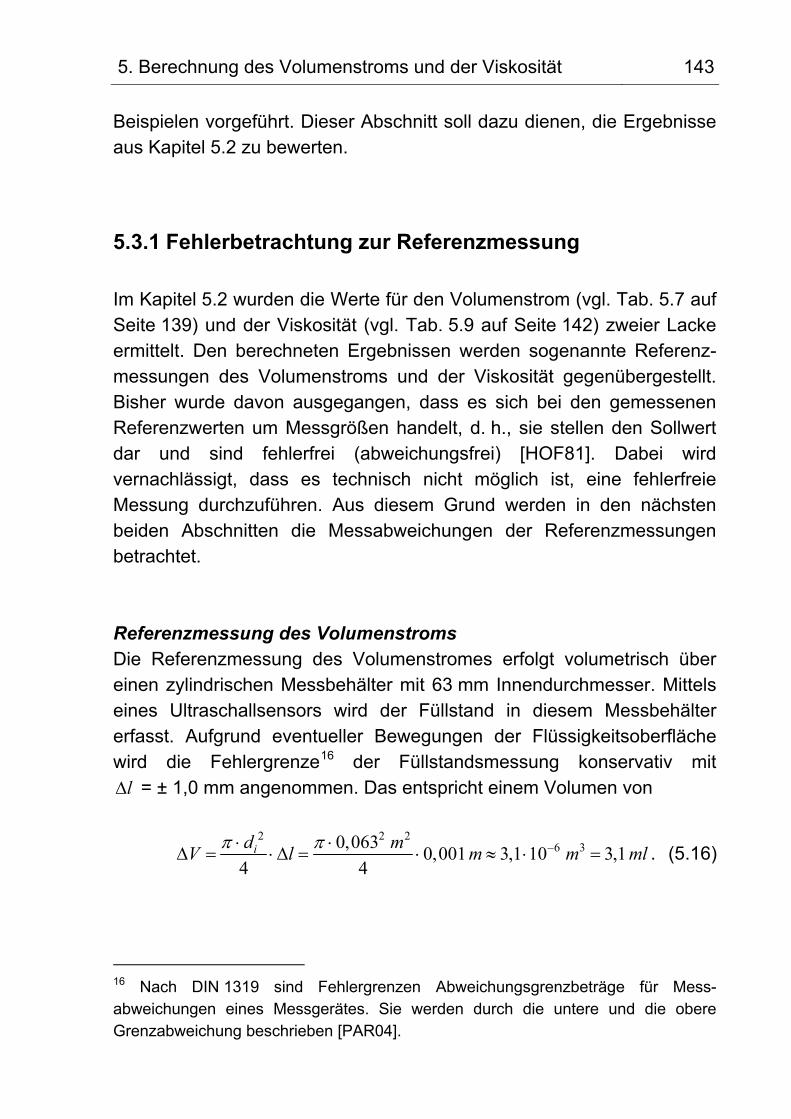
5. Berechnung des Volumenstroms und der Viskosität 143
Beispielen vorgeführt. Dieser Abschnitt soll dazu dienen, die Ergebnisse aus Kapitel 5.2 zu bewerten.
5.3.1 Fehlerbetrachtung zur Referenzmessung
Im Kapitel 5.2 wurden die Werte für den Volumenstrom (vgl. Tab. 5.7 auf Seite 139) und der Viskosität (vgl. Tab. 5.9 auf Seite 142) zweier Lacke ermittelt. Den berechneten Ergebnissen werden sogenannte Referenz-messungen des Volumenstroms und der Viskosität gegenübergestellt. Bisher wurde davon ausgegangen, dass es sich bei den gemessenen Referenzwerten um Messgrößen handelt, d. h., sie stellen den Sollwert dar und sind fehlerfrei (abweichungsfrei) [HOF81]. Dabei wird vernachlässigt, dass es technisch nicht möglich ist, eine fehlerfreie Messung durchzuführen. Aus diesem Grund werden in den nächsten beiden Abschnitten die Messabweichungen der Referenzmessungen betrachtet. Referenzmessung des Volumenstroms Die Referenzmessung des Volumenstromes erfolgt volumetrisch über einen zylindrischen Messbehälter mit 63 mm Innendurchmesser. Mittels eines Ultraschallsensors wird der Füllstand in diesem Messbehälter erfasst. Aufgrund eventueller Bewegungen der Flüssigkeitsoberfläche wird die Fehlergrenze16 der Füllstandsmessung konservativ mit
l = ± 1,0 mm angenommen. Das entspricht einem Volumen von
2 2 2
6 30,0630,001 3,1 10 3,1
4 4id m
V l m m ml
. (5.16)
16 Nach DIN 1319 sind Fehlergrenzen Abweichungsgrenzbeträge für Mess-abweichungen eines Messgerätes. Sie werden durch die untere und die obere Grenzabweichung beschrieben [PAR04].
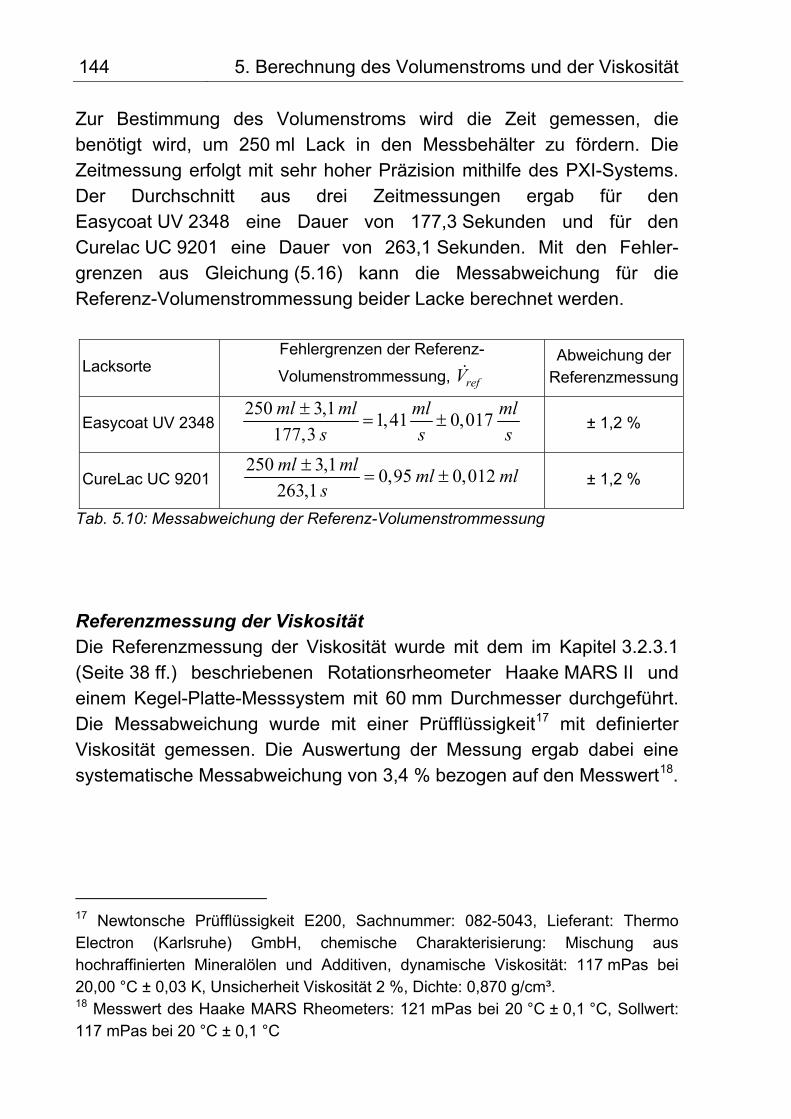
144 5. Berechnung des Volumenstroms und der Viskosität
Zur Bestimmung des Volumenstroms wird die Zeit gemessen, die benötigt wird, um 250 ml Lack in den Messbehälter zu fördern. Die Zeitmessung erfolgt mit sehr hoher Präzision mithilfe des PXI-Systems. Der Durchschnitt aus drei Zeitmessungen ergab für den Easycoat UV 2348 eine Dauer von 177,3 Sekunden und für den Curelac UC 9201 eine Dauer von 263,1 Sekunden. Mit den Fehler-grenzen aus Gleichung (5.16) kann die Messabweichung für die Referenz-Volumenstrommessung beider Lacke berechnet werden.
Lacksorte Fehlergrenzen der Referenz-
Volumenstrommessung, refV Abweichung der
Referenzmessung
Easycoat UV 2348 250 3,1
1,41 0,017177,3
ml ml ml ml
s s s
± 1,2 %
CureLac UC 9201 250 3,1
0,95 0,012263,1
ml mlml ml
s
± 1,2 %
Tab. 5.10: Messabweichung der Referenz-Volumenstrommessung
Referenzmessung der Viskosität Die Referenzmessung der Viskosität wurde mit dem im Kapitel 3.2.3.1 (Seite 38 ff.) beschriebenen Rotationsrheometer Haake MARS II und einem Kegel-Platte-Messsystem mit 60 mm Durchmesser durchgeführt. Die Messabweichung wurde mit einer Prüfflüssigkeit17 mit definierter Viskosität gemessen. Die Auswertung der Messung ergab dabei eine systematische Messabweichung von 3,4 % bezogen auf den Messwert18.
17 Newtonsche Prüfflüssigkeit E200, Sachnummer: 082-5043, Lieferant: Thermo Electron (Karlsruhe) GmbH, chemische Charakterisierung: Mischung aus hochraffinierten Mineralölen und Additiven, dynamische Viskosität: 117 mPas bei 20,00 °C ± 0,03 K, Unsicherheit Viskosität 2 %, Dichte: 0,870 g/cm³. 18 Messwert des Haake MARS Rheometers: 121 mPas bei 20 °C ± 0,1 °C, Sollwert: 117 mPas bei 20 °C ± 0,1 °C
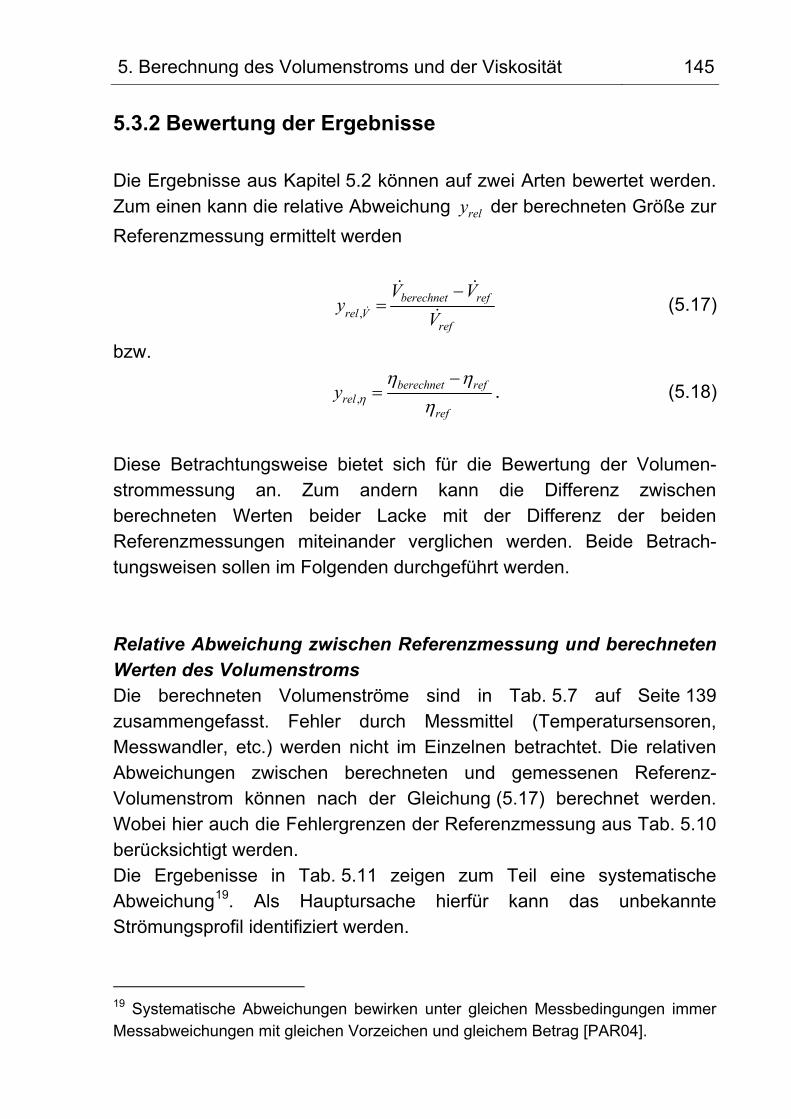
5. Berechnung des Volumenstroms und der Viskosität 145
5.3.2 Bewertung der Ergebnisse
Die Ergebnisse aus Kapitel 5.2 können auf zwei Arten bewertet werden. Zum einen kann die relative Abweichung rely der berechneten Größe zur
Referenzmessung ermittelt werden
,berechnet ref
rel Vref
V Vy
V
(5.17)
bzw.
,berechnet ref
relref
y
. (5.18)
Diese Betrachtungsweise bietet sich für die Bewertung der Volumen-strommessung an. Zum andern kann die Differenz zwischen berechneten Werten beider Lacke mit der Differenz der beiden Referenzmessungen miteinander verglichen werden. Beide Betrach-tungsweisen sollen im Folgenden durchgeführt werden. Relative Abweichung zwischen Referenzmessung und berechneten Werten des Volumenstroms Die berechneten Volumenströme sind in Tab. 5.7 auf Seite 139 zusammengefasst. Fehler durch Messmittel (Temperatursensoren, Messwandler, etc.) werden nicht im Einzelnen betrachtet. Die relativen Abweichungen zwischen berechneten und gemessenen Referenz-Volumenstrom können nach der Gleichung (5.17) berechnet werden. Wobei hier auch die Fehlergrenzen der Referenzmessung aus Tab. 5.10 berücksichtigt werden. Die Ergebenisse in Tab. 5.11 zeigen zum Teil eine systematische Abweichung19. Als Hauptursache hierfür kann das unbekannte Strömungsprofil identifiziert werden.
19 Systematische Abweichungen bewirken unter gleichen Messbedingungen immer Messabweichungen mit gleichen Vorzeichen und gleichem Betrag [PAR04].
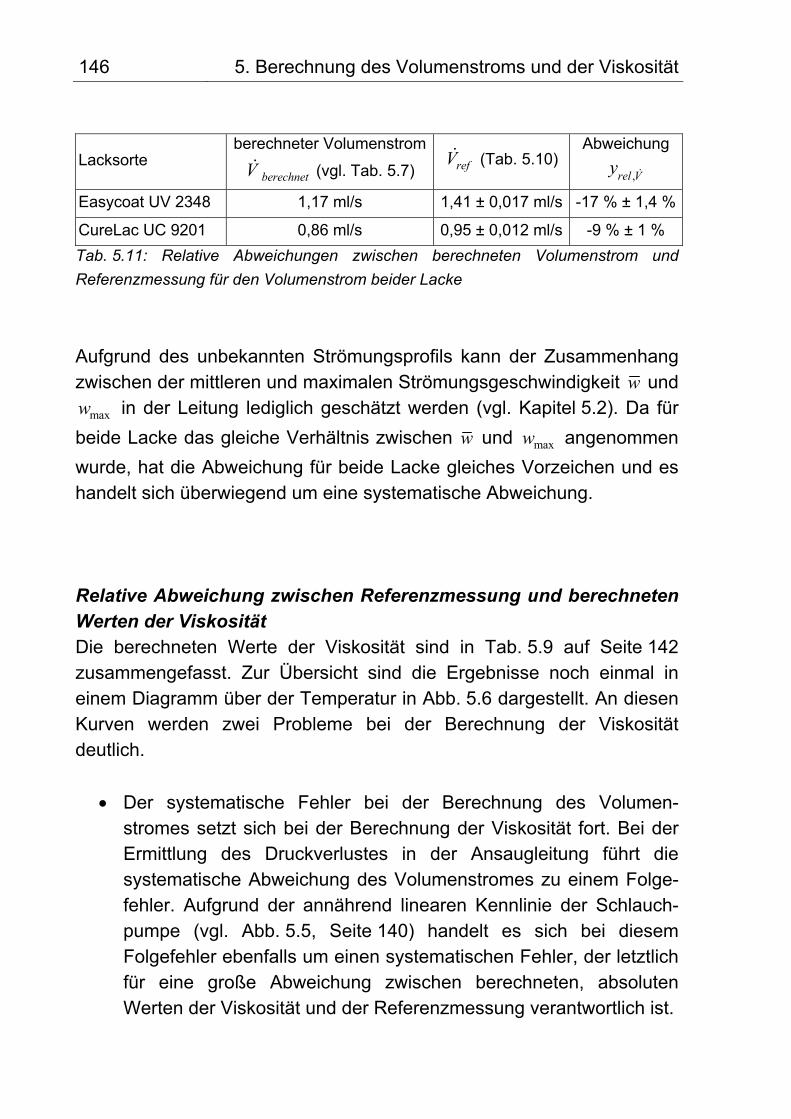
146 5. Berechnung des Volumenstroms und der Viskosität
Lacksorte berechneter Volumenstrom
berechnetV (vgl. Tab. 5.7) refV (Tab. 5.10) Abweichung
,rel Vy
Easycoat UV 2348 1,17 ml/s 1,41 ± 0,017 ml/s -17 % ± 1,4 %
CureLac UC 9201 0,86 ml/s 0,95 ± 0,012 ml/s -9 % ± 1 %
Tab. 5.11: Relative Abweichungen zwischen berechneten Volumenstrom und
Referenzmessung für den Volumenstrom beider Lacke
Aufgrund des unbekannten Strömungsprofils kann der Zusammenhang zwischen der mittleren und maximalen Strömungsgeschwindigkeit w und
maxw in der Leitung lediglich geschätzt werden (vgl. Kapitel 5.2). Da für
beide Lacke das gleiche Verhältnis zwischen w und maxw angenommen
wurde, hat die Abweichung für beide Lacke gleiches Vorzeichen und es handelt sich überwiegend um eine systematische Abweichung. Relative Abweichung zwischen Referenzmessung und berechneten Werten der Viskosität Die berechneten Werte der Viskosität sind in Tab. 5.9 auf Seite 142 zusammengefasst. Zur Übersicht sind die Ergebnisse noch einmal in einem Diagramm über der Temperatur in Abb. 5.6 dargestellt. An diesen Kurven werden zwei Probleme bei der Berechnung der Viskosität deutlich.
Der systematische Fehler bei der Berechnung des Volumen-stromes setzt sich bei der Berechnung der Viskosität fort. Bei der Ermittlung des Druckverlustes in der Ansaugleitung führt die systematische Abweichung des Volumenstromes zu einem Folge-fehler. Aufgrund der annährend linearen Kennlinie der Schlauch-pumpe (vgl. Abb. 5.5, Seite 140) handelt es sich bei diesem Folgefehler ebenfalls um einen systematischen Fehler, der letztlich für eine große Abweichung zwischen berechneten, absoluten Werten der Viskosität und der Referenzmessung verantwortlich ist.
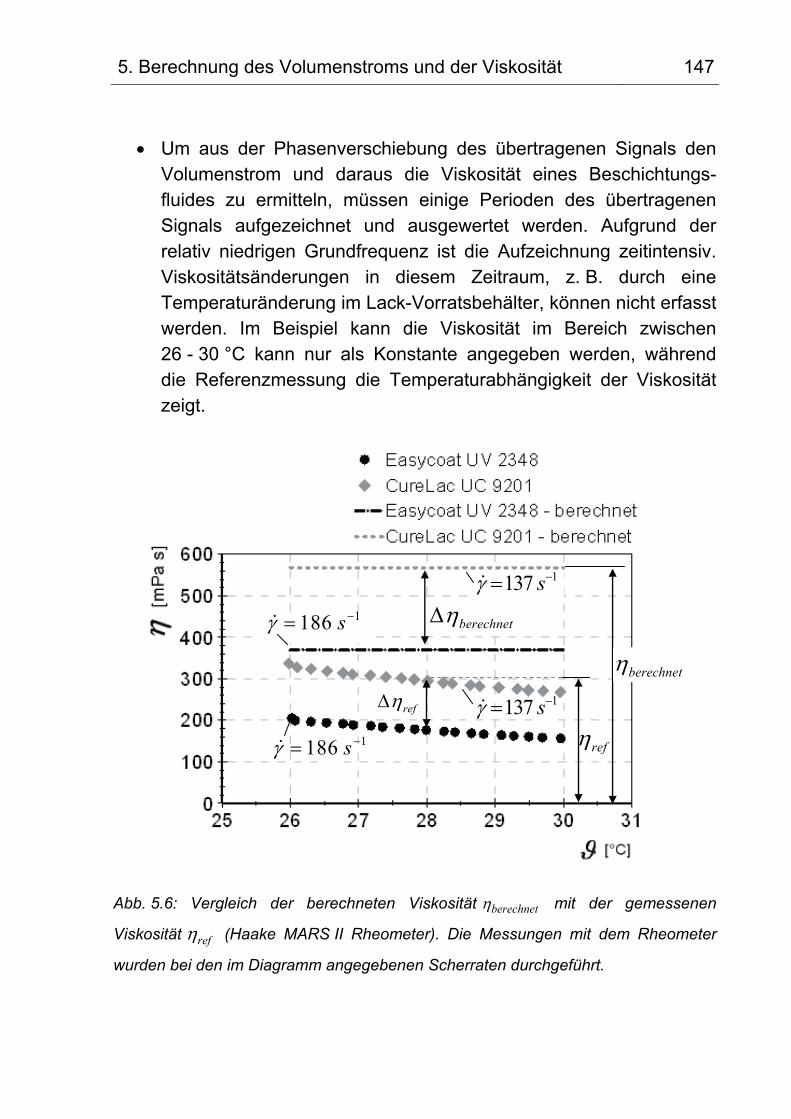
5. Berechnung des Volumenstroms und der Viskosität 147
Um aus der Phasenverschiebung des übertragenen Signals den Volumenstrom und daraus die Viskosität eines Beschichtungs-fluides zu ermitteln, müssen einige Perioden des übertragenen Signals aufgezeichnet und ausgewertet werden. Aufgrund der relativ niedrigen Grundfrequenz ist die Aufzeichnung zeitintensiv. Viskositätsänderungen in diesem Zeitraum, z. B. durch eine Temperaturänderung im Lack-Vorratsbehälter, können nicht erfasst werden. Im Beispiel kann die Viskosität im Bereich zwischen 26 - 30 °C kann nur als Konstante angegeben werden, während die Referenzmessung die Temperaturabhängigkeit der Viskosität zeigt.
1137 s
1137 s 1186 s
1186 s berechnet
refberechnet
ref
Abb. 5.6: Vergleich der berechneten Viskosität berechnet mit der gemessenen
Viskosität ref (Haake MARS II Rheometer). Die Messungen mit dem Rheometer
wurden bei den im Diagramm angegebenen Scherraten durchgeführt.
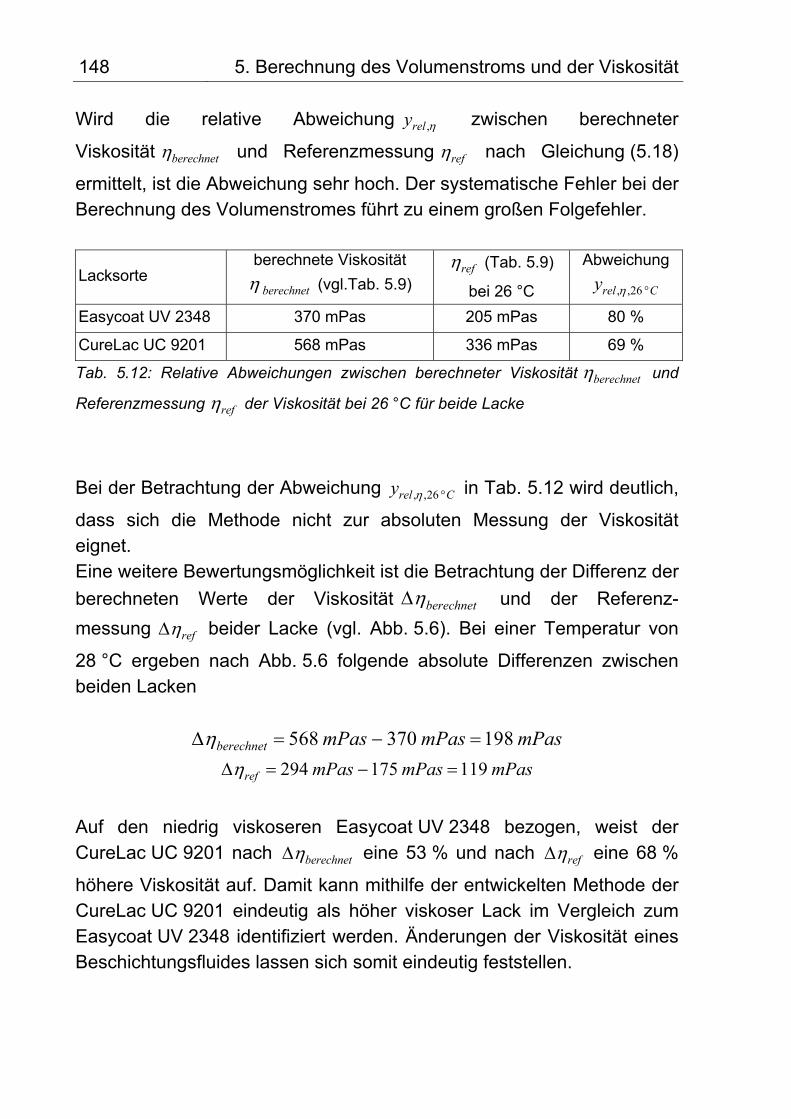
148 5. Berechnung des Volumenstroms und der Viskosität
Wird die relative Abweichung ,rely zwischen berechneter
Viskosität berechnet und Referenzmessung ref nach Gleichung (5.18)
ermittelt, ist die Abweichung sehr hoch. Der systematische Fehler bei der Berechnung des Volumenstromes führt zu einem großen Folgefehler.
Lacksorte berechnete Viskosität
berechnet (vgl.Tab. 5.9) ref (Tab. 5.9)
bei 26 °C
Abweichung
, ,26rel Cy
Easycoat UV 2348 370 mPas 205 mPas 80 %
CureLac UC 9201 568 mPas 336 mPas 69 %
Tab. 5.12: Relative Abweichungen zwischen berechneter Viskosität berechnet und
Referenzmessung ref der Viskosität bei 26 °C für beide Lacke
Bei der Betrachtung der Abweichung , ,26rel Cy in Tab. 5.12 wird deutlich,
dass sich die Methode nicht zur absoluten Messung der Viskosität eignet. Eine weitere Bewertungsmöglichkeit ist die Betrachtung der Differenz der
berechneten Werte der Viskosität berechnet und der Referenz-
messung ref beider Lacke (vgl. Abb. 5.6). Bei einer Temperatur von
28 °C ergeben nach Abb. 5.6 folgende absolute Differenzen zwischen beiden Lacken
568 370 198berechnet mPas mPas mPas
294 175 119ref mPas mPas mPas
Auf den niedrig viskoseren Easycoat UV 2348 bezogen, weist der CureLac UC 9201 nach berechnet eine 53 % und nach ref eine 68 %
höhere Viskosität auf. Damit kann mithilfe der entwickelten Methode der CureLac UC 9201 eindeutig als höher viskoser Lack im Vergleich zum Easycoat UV 2348 identifiziert werden. Änderungen der Viskosität eines Beschichtungsfluides lassen sich somit eindeutig feststellen.
5. Berechnung des Volumenstroms und der Viskosität 149
Betrachtet man die Arbeitsweise eines Druckers, ist die Hauptaufgabe einer Lacktemperierung, den einmal eingestellten Lackierprozess konstant zu halten. Die entwickelte Methode kann einen Beitrag leisten, den Prozess der Lackversorgung und die Viskosität des Lackes zu kontrollieren und so den Bediener zu entlasten und die Lackierqualität auch über längere Zeiträume konstant zu halten. Eine Abnahme des Volumenstromes, der zu einer unzureichenden Lackversorgung und damit zu einer Ansammlung von Schaum in der Kammerrakel führen kann, kann erkannt werden. Eine Ursache für eine Abnahme des Volumenstromes kann eine höhere Viskosität des Lackes sein. Bei bekannter Pumpendrehzahl wurde am Beispiel einer Schlauchpumpe gezeigt, wie sich aus dem Förderstrom-abfall die Änderung der Viskosität ermitteln lässt. Ursachen für eine Änderung der Viskosität im industriellen Lackierbetrieb können vielfältig sein. Häufig wird die Viskosität des Lackes bewusst durch den Bediener durch die Zugabe von Lösungsmitteln oder Verschnitt verändert. Es kann aber auch nicht ausgeschlossen werden, dass aufgrund der großen Anzahl unterschiedlicher Lacksorten in Druckereien Fehler durch Vertauschen von Lacksorten bei einem Gebindewechsel auftreten können. Oder es wird im laufenden Betrieb der Druckmaschine ein bereits aufgewärmtes Lackgebinde gegen ein neues, in einem kühlen Raum gelagertes Gebinde ausgetauscht. Um in diesem Fall eine ausreichende Lackversorgung zu realisieren, müsste die Pumpendrehzahl in einem Regelkreis angepasst werden. Dies ist jedoch nur möglich, wenn die tatsächlich geförderte Lackmenge erfasst wird. Ohne zusätzliche Sensoren kann dies mit der vorgestellten Methode realisiert werden. In ersten Feldtestversuchen wurde die vorgestellte Methode bereits im industriellen Umfeld erprobt. Die Erfahren zeigt, das z. B. die Schaum-bildung und der damit verbundener Qualitätsverlust deutlich vermindert werden kann. Die Ziele wurden wie gefordert dadurch erreicht, dass auf eine bereits vorhandene Hardware (siehe Abb. 2.6, Seite 19) lediglich eine zusätzliche Software zum Einsatz kommt. Der Vorteil hierbei ist, dass die Anlage zur Lacktemperierung (vgl. Kapitel 2.3.4 Seite 19 ff.)

150 5. Berechnung des Volumenstroms und der Viskosität
damit bei gleichen Herstellungskosten mit einer deutlich höheren Funktionalität angeboten werden kann.
6. Zusammenfassung und Ausblick 151
6 Zusammenfassung und Ausblick
Die vorliegende Arbeit ist dadurch motiviert, eine bestehende Anlage zur Temperierung von Lacken in der grafischen Industrie um weitere Funktionen zu erweiteren. Die Herausforderung dieser Aufgabenstellung besteht darin, diese zusätzlichen Funktionen lediglich durch eine neue Software in eine vorhandene Hardware zu integrieren. Dazu muss ein Systemverständnis geschaffen werden, das es erlaubt, die Vorgänge in einer Anlage zur Lacktemperierung möglichst exakt zu verstehen und in einem Modell nachzubilden. Die Grundlage zur Modellierung eines Systems sind die physikalischen Eigenschaften der beteiligten Stoffe. Im Falle von Lacken der grafischen Industrie kann nur auf sehr wenig Literatur zurückgegriffen werden. In Kapitel 3 dieser Arbeit werden daher Messgeräte und Methoden vorgestellt, um die Stoffeigenschaften von Lacken die insbesondere zur Simulation von Wärmeübergängen notwendig sind, zu ermitteln. Stellvertretend dazu werden einige rheologische Eigenschaften, Dichte, Wärmekapazität und Temperaturleitfähigkeit, von acht zufällig ausgewählten Lacken dargestellt. In Kapitel 4 wird das gesamte System einer Lacktemperierung, bestehend aus einer Schlauchpumpe, einem Wärmeübertrager und einer Leitung, in drei Teilsysteme unterteilt und untersucht. Dabei wird ein besonderer Fokus auf den Zusammenhang zwischen Pumpendrehzahl, Förderstrom und Viskosität sowie auf das thermische Übertragungs-verhalten des Wärmeübertragers und der Leitung gelegt. Das frequenz-abhängige Übertragungsverhalten eines Wärmeübertragers wird mittels Differenzialgleichungen beschrieben und simuliert. In Kapitel 5 wird schließlich eine Methode vorgestellt, mit der aus der Kombination der einzelnen Teilsysteme und zweier Temperatursignale der Volumenstrom des Lacks ermittelt wird. Aus dem Zusammenhang zwischen Pumpendrehzahl, Volumenstrom und Viskosität wird erläutert, wie eine Änderung der Viskosität von Lacken festgestellt werden kann. Die theoretischen Betrachtungen werden an einem kleinen Modell-prüfstand, der im prinzipiellen Aufbau einer industriellen Anlage zur Lacktemperierung entspricht, verifiziert. Es wird gezeigt, mit welcher
152 6. Zusammenfassung und Ausblick
Genauigkeit der Volumenstrom und Änderungen der Viskosität berechnet werden können. In dieser Arbeit konnte die Validierung der Methode an einer industriellen Anlage im Produktionsbetrieb nicht erörtert werden. Im Zeitraum der Fertigstellung dieser Arbeit sind noch nicht alle Feldtestversuche abgeschlossen. Aufgrund des unterschiedlichen Maßstabes der Anlage im Vergleich zum Versuchsaufbau müssen umfangreiche Anpassungen am Modell vorgenommen werden. Ebenenfall muss die Methode sowie alle nötigen Parameter in eine Software übersetzt werden, die einer industriellen Produktion standhält. Bei den Versuchen zur Verifikation hat sich herausgestellt, dass die Beschreibung einer pulsierenden Rohrströmung mit erheblichen Schwierigkeiten verbunden ist. In dieser Arbeit wurde lediglich ein sehr stark vereinfachtes Modell angewendet, welches die tatsächlichen Verhältnisse nur annährend beschreibt. Hier könnte ein besseres Verständnis der Zusammenhänge dazu beitragen, die systematischen Fehler bei der Berechnung des Volumenstromes zu reduzieren. Weitere wissenschaftliche Untersuchungen könnten zeigen, inwieweit diese Arbeit und die darin vorgestellte Methode einen Beitrag zur Sicherheit des Lackierprozesses leistet. Es ist allgemein bekannt, dass die rheologischen Eigenschaften einen entscheidenden Einfluss auf den Lackierprozess ausüben. Allerdings beruhen diese Erkenntnisse lediglich auf empirischen Versuchen und konnten noch nicht hinreichend genau mit mathematischen Modellen nachgebildet werden. Zur Vorhersage des Lackierergebnisses und zur Weiterentwicklung von Lackierwerken wäre ein tiefer gehendes Verständnis der physikalischen Vorgänge während des Lackierprozesses sehr hilfreich.
7. Literaturverzeichnis 153
7 Literaturverzeichnis
[1] DIN 51 366, Messung der kinematischen Viskosität mit dem Cannon-
Fenske-Viskosimeter für undurchsichtige Flüssigkeiten
[2] ISO 7142, Bindemittel für Lacke und Anstrichstoffe; Epoxidharze;
Allgemeine Prüfverfahren
[3] DIN 53217-1, Lacke, Anstrichstoffe und ähnliche Beschichtungsstoffe;
Bestimmung der Dichte; Allgemeines und Übersicht der genormten
Verfahren (zurückgezogene Norm, ersetzt durch DIN EN ISO 2811, Teil 1
bis 3)
[4] DIN 53 014, Kapillarviskosimeter mit Kreis- und Rechteckquerschnitt zur
Bestimmung von Fließkurven
[5] DIN 53150, Lacke und ähnliche Beschichtungsstoffe; Bestimmung des
Trockengrades von Beschichtungen
[6] DIN EN ISO 3251, Lacke und Anstrichstoffe; Bestimmung des
nichtflüchtigen Anteils von Lacken; Anstrichstoffe und Bindemitteln für
Lacke und Anstrichstoffe
[7] DIN EN ISO 2431, Bestimmung der Auslaufzeit mit Auslaufbechern
[8] DIN EN ISO 4629, Bindemittel für Beschichtungsstoffe - Bestimmung der
Hydroxylzahl; Titrimetrisches Verfahren
[9] DIN 51 562-1, Messung der kinematischen Viskosität mit dem Ubbehohde-
Viskosimeter
[10] DIN EN ISO 2811-1, Beschichtungsstoffe- Bestimmung der Dichte - Teil 1:
Pyknometer Verfahren
154 7. Literaturverzeichnis
[11] DIN EN ISO 2811-2, Beschichtungsstoffe- Bestimmung der Dichte - Teil 2:
Tauchkörper-Verfahren
[12] EN ISO 2811-3, Beschichtungsstoffe- Bestimmung der Dichte - Teil 3:
Schwingungsverfahren
[13] DIN 1342-1, Viskosität Teil 1: Rheologische Begriffe
[14] DIN 1342-2, Viskosität Teil 2: Newtonsche Flüssigkeiten
[15] DIN 1342-3, Viskosität Teil 3: nicht newtonsche Flüssigkeiten
[16] DIN 53019-1, Viskosimetrie- Messung von Viskositäten und Fließkurven
mit Rotationsviskosimetern- Teil1: Grundlagen und Messgeometrie -
Entwurf-
[17] DIN EN ISO 9514, Beschichtungsstoffe - Bestimmung der
Verarbeitungszeit von Mehrkomponenten-Beschichtungssystemen -
Vorbereitung und Konditionierung von Proben und Leitfaden für die
Prüfung
[APP00] Appelrath, H.-J. L.: Skriptum Informatik. Eine konventionelle Einführung. 5.
Aufl., Stuttgart: Teubner, 2000
[BAE94] Baehr, H. D.; Stephan, K.: Wärme- und Stoffübertragung. Berlin: Springer,
1994
[BEC67] Beck, M. S.; Plaskowski, A.: Inferential measurements of fluid flow from
cross-correlation of temperature fluctuations in the system. In: Electronic
Letter Nr. 4 (1967), S. 169-171.
[BEC81] Beck, M. S.: Correlation in instruments: cross correlation flowmeter. In: J.
Phys. E: Instrum. Nr. (1981), S.
7. Literaturverzeichnis 155
[BER98] Berg, M.: Untersuchungen zur Erzeugung und Dosierung dünner
Flüssigkeitsschichten auf Walzen, Dissertation, Technischen Universität
Chemnitz, 1998.
[BLU06] Blumm; Lindemann; Min: Thermal characterization of liquids and pastes
using the flash technique. In: Thermochimica Acta Nr. 455 (2006), S. 26-
29.
[BÖM00] Böhme, G.: Strömungsmechanik nichtnewtonscher Fluide: mit 49
Aufgaben. 2., völlig neubearb. und erw. Aufl., Stuttgart: Teubner, 2000
[BON02] Bonfig, K. W.: Technische Durchflussmessung: unter besonderer
Berücksichtigung neuartiger Durchflussmessverfahren. 3. Aufl., Essen:
Vulkan-Verl., 2002
[BRO97] Bronéstejn, I. j. N.; Semendjaev, K. A.; Musiol, G.: Taschenbuch der
Mathematik. 3., überarb. und erw. Aufl. der Neubearb., Thun: Deutsch,
1997
[BRU08] Brunner, A.; Kremmeter, M.: Reaktivität von UV-härtenden
Siebdruckfarbsystemen und die Bedeutung der Aushärtung. In: SIP-
Fachzeitschrift für Siebdruck, Digitaldruck, Sign Making und Werbetechnik
Nr. 5 (2008), S. 22-25.
[CHR07] Christiansen, H. H.: Technologien für den automatischen Lackwechsel. In:
KBA Process No. 4, Inline-Druckveredelung mit Lack Nr. 4 (2007), S. 32-
35.
[DAN53] Danckwerts, P. V.: Continuous flow systems. Distribution of Residence
Times. In: Chemical Engineering Science Nr. 1 (1953), S. 1-13.
[DÖR05] Dörsam, E.: Funktionselemente des Flexodrucks, Vorlesung
Druckmaschinen und -systeme I, Darmstadt, 2005
156 7. Literaturverzeichnis
[DÖR07] Dörsam, E.: Vorlesung Druckmaschinen und Druckverfahren, Darmstadt,
2007
[DEU07] Lack-Heizmodul für eine sichere Temperaturregelung, In: Deutscher
Drucker Nr. 6 (2007) S. 34
[DEU03] Offline-Druckveredelung mit glänzenden Effekten, In: Deutscher Drucker
Nr. 29 (2003) S. 10-11
[DUB01] Dubbel, H.; Beitz, W.: Taschenbuch für den Maschinenbau: mit ó.
Tabellen. 20., neubearb. und erw. Aufl., Berlin: Springer, 2001
[END08] Endress+Hauser: Technische Information, Proline Promass 80I, 83I,
https://wa001.endress.com/dla/50000792113/000/01/TI075DDE_0608.pdf,
29.10.2008
[SEN06] ES Electronic Sensors GmbH: Datenblatt Technische Informationen,
http://www.electronic-sensor.de/techinfod.pdf, 30.10.2008
[FAS08] Fasnacht+Co: Viskosität im Verpackungsdruck,
http://www.fasnacht.biz/Beilagen/Viskosität%20im%20Verpackungsdruck.
pdf, 28.10.2008
[FÖL07] Föllinger, O.; Kluwe, M.: Laplace-, Fourier- und z-Transformationen. 9.,
überarb. Aufl. / bearb. von Matthias Kluwe., Heidelberg: Hüthig, 2007
[FRA07] Frank, E.: Lacke: Matt, Glänzend und Effekt – schön ist, was gefällt!,
http://www.eu.flintgrp.com/group_d/news_and_information/documents/Tex
t_Bild_Frank.pdf, Druckforum 2007, Stuttgart, 2007
[FRI49] Fritz, W.: Bemerkungen zum Auslaufbecher DIN 53211. In: Chem.-Ing.-
Technik Nr. 5/6 (1949), S. 3.
[GES06] Gesellschaft, V. u. C.: VDI-Wärmeatlas. 10., bearb. und erw. Aufl., Berlin:
Springer, 2006

7. Literaturverzeichnis 157
[GIE94] Giesekus, H.: Phänomenologische Rheologie / eine Einführung. Berlin:
Springer, 1994
[GOL08] Goldner, F.; Burzynski, N.: Spezialeffekte im Siebdruck - Haptische Lacke.
In: SIP- Fachzeitschrift für Siebdruck, Digitaldruck, Sign Making und
Werbetechnik Nr. 5 (2008), S. 26-28.
[GOL02] Goldschmidt, A.; Streitberger, H.-J.: BASF-Handbuch Lackiertechnik.
[Neuaufl.]. Hannover: Vincentz, 2002
[GRA04b] Grande, Dr. Bernd Th.: Trocknungsmechanismen bei Druckfarben,
http://www.offset-druck-farben.de/download/sktrock.pdf,
[GRA79] Grassmann, P.; Tuma, M.: Kritische Reynolds-Zahlen bei oszillierenden
und pulsierenden Rohrströmungen. In: Wärme- und Stoffübertragung Nr.
12 (1979), S. 203-209.
[GRA87] Grave, H.: Numerische und experimentelle Simulation peristaltischen
Transports, Dissertation, RWTH Aachen, 1987.
[GRU08] Grundfos: Zirkulationspumpe UP 15-14 B 80- Technische Daten,
http://net.grundfos.com/Appl/WebCAPS/custom?userid=GWS&appl=COM
B1, 17.11.2008
[HAM03] Ham, J.-H.: Zur Berechnung der Verweilzeitverteilung von Partikeln,
Dissertation, Technische Universität Chemnitz, 2003.
[HAR08] Harris & Bruno: LithoCoat Conversion for Offset Tower Coaters,
http://www.harris-bruno.com/pdf/bro_offset_litho_coat_system_old.pdf,
3.12.2008
[HEI08] Heidelberger Druckmaschinen AG: CoatingStar - das
Lackversorgungsgerät für höchste Flexibilität,
http://www.heidelberg.com/www/html/de/content/articles/product/stars/coat
ing_star, 31.10.2008
158 7. Literaturverzeichnis
[HEM79] Hemminger, W.; Höhne, G.: Grundlagen der Kalorimetrie. Weinheim: Verl.
Chemie, 1979
[HER06] Herwig, H.; Moschallski, A.: Wärmeübertragung : physikalische
Grundlagen, illustrierende Beispiele, Übungsaufgaben mit
Musterlösungen; mit 37 Tabellen. 1. Aufl., Wiesbaden: Vieweg, 2006
[HÖD08] DE 10 2007 021 191 A1; Verfahren und Einrichtung zum Dosieren eines
Beschichtungsfluids in einer Verarbeitungsmaschine, Offenlegungsschrift
[HOF76] Hoffmann, D.: Die Dämpfung von Flüssigkeitsschwingungen in
Ölhydraulikleitungen, VDI-Forschungsheft 575, 1976
[HOF81] Hofmann, D.: Handbuch Messtechnik und Qualitätssicherung. Berlin: VEB
Verlag Technik, 1981
[KIP00] Kipphan, H.: Handbuch der Printmedien : Technologien und
Produktionsverfahren ; mit 85 Tabellen. Berlin: Springer, 2000
[KLE06a] Kleeberg, D.: Wann ist „offline“ die bessere Wahl? In: KBA Process No. 3,
Edle Druckprodukte im Hybridverfahren Nr. 3 (2006), S. 31.
[KLE07b] Kleeberg, D.: Ein Überblick über die Lackarten. In: KBA Process No. 4,
Inline-Druckveredelung mit Lack Nr. 4 (2007), S. 3-8.
[KLE07c] Kleeberg, D.: Kammerrakel-Lackierwerke sind Stand der Technik. In: KBA
Process No. 4, Inline-Druckveredelung mit Lack Nr. 4 (2007), S. 24- 27.
[KLE07d] Kleeberg, D.: Inline-Druckveredelung mit Lack. In: KBA Process No. 4,
Inline-Druckveredelung mit Lack Nr. 4 (2007), S. 1.
[KOC07] Koch, D. I.: MAN Roland Druckmaschinen AG, Unternehmenssteuerung –
Der Einfluss einer Private-Equity-Finanzierung. In: Augsburg, 2007.
7. Literaturverzeichnis 159
[KOK04] Kokot, J.: Inline Veredelung: Die eierlegende Wollmilchsau. In: X-Media
Nr. 17 (2004), S. 44-45.
[KUM03] Kummer, D.: InlineVeredelung: Effekte mit Lack, OpenHouse, Frankfurt,
2003
[LAN05] Lang, A.: Finishing in der Druckindustrie Veredelungsvarianten, Lackieren,
UV, Duo, FDI-Podium, Pforzheim, Germany, 2005
[LEE75] Lee, H. J.: Thermal Diffusivity in Layered and Dispersed Composites,
Dissertation, Purdue University, 1975.
[MAD08] Madlener, K.: Die Strömungs- und Versprüheigenschaften von nicht-
Newtonschen Fluiden, Dissertation, Technische Universität Darmstadt,
2008.
[MAN08] manroland AG: Die ROLAND 700 HiPrint,
http://www.manroland.com/com/pdf_de/MR_ROLAND_700HP_Broschuer
e_d.pdf, 21.11.2008
[MAR08] Mark, J.: Alles im Lack. In: more@Turck Nr. 2 (2008), S. 36-37.
[MAT08] The MathWorks: MATLAB - Die Sprache für technische Berechnungen,
http://www.mathworks.de/products/matlab/, 17.11.2008
[MAI03] Meichsner, G.; Mezger, T.; Schröder, J.: Lackeigenschaften messen und
steuern : Rheologie - Grenzflächen - Kolloide. Hannover: Vincentz, 2003
[MEZ06] Mezger, T.: Das Rheologie Handbuch: für Anwender von Rotations- und
Oszillations-Rheometern. 2. überarb. Aufl., Hannover: Vincentz, 2006
[NAN97] Nanetti, P.: Lackrohstoffkunde. Hannover: Vincentz, 1997
[NAS78] Nassauer, J.: Über die Verweilzeitverteilung in Rohrleitungssystemen und
Plattenapparaten, Dissertation, Technische Universität München, 1978.
160 7. Literaturverzeichnis
[NAT04] National Instruments: General-Purpose 8-Slot Chassis for PXI,
http://www.ni.com/pdf/products/us/04_3522_501_101_d.pdf, 30.10.2008
[NAT05a] National Instruments: 2.0 GHz Pentium M 760 and 1.5 GHz Celeron M 370
Embedded Controllers for PXI,
http://www.ni.com/pdf/products/us/04_3522_501_101_d.pdf, 30.10.2008
[NAT05b] National Instruments: High-Precision Data Acquisition,
http://www.ni.com/pdf/products/us/2mhw296-297e.pdf, 30.10.2008
[NAT05c] National Instruments: Low-Cost Industrial Digital I/O – 150 V, NI 6521,
http://www.ni.com/pdf/products/us/2005_6218_301_101_d.pdf, 30.10.2008
[NAT08a] National Instruments: NI DIAdem, Technische Daten Version 11.0,
http://www.natinst.de/pdf/produkte/diadem/DIAdem11TechDaten.pdf,
6.11.2008
[NAT08b] National Instruments: High-Speed M Series Multifunction Data Acquisition
- 16-Bit, up to 1.25 MS/s, up to 80 Analog Inputs,
http://sine.ni.com/ds/app/doc/p/id/ds-22/lang/en, 30.10.2008
[NAT08d] National Instruments: LabVIEW, http://www.ni.com/labview/d/, 17.11.1008
[NET08] NETZSCH-Gruppe: Temperaturleitfähigkeitsmessungen - leicht gemacht,
LFA 447 NanoFlash®, http://www.netzsch-thermal-
analysis.com/de/produkte/detail/pid,25.html, 31.10.2008
[NEU03] Neumann, J.; Quietmeyer, J.: Pulsationsdämpfung in hydraulischen
Anlagen: Untersuchung und Optimierung von Anschlussblöcken für
hydraulische Absorption -Flüssigkeitsschalldämpfer, Diplomarbeit, FH
Trier, 2003.
[NIC06] Nicolay, K.-P.: Print-Effekte. In: Druckmarkt Nr. 45 (2006), S. 30-32.
7. Literaturverzeichnis 161
[NOR06] Norcross, R.: Anmerkungen zu Viskosität und Viskositätskontrolle. In:
Etiketten-Label Nr. 6 (2006), S. 20-22.
[PAL07] Palinkas, G.: System Harris & Bruno: ein Lackkreislauf. In: KBA Process
Nr. 4 (2007), S. 32-33.
[PAP97] Papula, L.: Mathematik für Ingenieure und Naturwissenschaftler. 2. 8.,
verb. Aufl., 1997
[PAP01] Papula, L.: Mathematik für Ingenieure und Naturwissenschaftler Band 3.
4., verbesserte Auflage, 2001
[PAR60] Parker, W. J.; Jenkins, R. J.; Butler, C. P.; Abbott, G. L.: Flash Method of
Determining Thermal Diffusivity, Heat Capacity, and Thermal Conductivity.
In: Journal of Applied Physics Nr. 9 (1960), S. 1679-1684.
[PAR04] Parthier, R.: Messtechnik: Grundlagen für alle technischen Fachrichtungen
und Wirtschaftsingenieure; mit 28 Tabellen. 2., verb. Aufl., Wiesbaden:
Vieweg, 2004
[PAT06] Patschka, K.: hs druck, Hohenzell bei Ried. In: Papier & Druck Nr. 4
(2006), S. 6-7.
[PET64] Petukhov, B. S.; Roizen, L. I.: Generalized Relationship for Heat Transfer
in a Turbulent Flow of Gas in Tubes of Annular Section. In: High
Temperature 2 Nr. (1964), S. 65-68.
[PRO62] Profos, P.: Die Regelung von Dampfanlagen: mit Tabellen. Berlin:
Springer, 1962
[REE88] Reese, G.: Modelle peristaltischer Strömungen, Fortschritt-Berichte VDI /
7, 134 ISBN: 3-18-143407-8, 1988
162 7. Literaturverzeichnis
[REN08] Renzel, K.: Methodische Validierung eines theoretischen Modells zur
Strukturierung von Serviceleistungen, Studienarbeit, IDD, Technische
Universität Darmstadt, 2008.
[RÖM98] Römpp, H.; Zorll, U.; Adler, H.-J. P.: Römpp-Lexikon Lacke und
Druckfarben. Stuttgart: Thieme, 1998
[ROS79] Rosenberg, D. A.: Grundlagen der Strahlungstrocknung von Druckfarben
(IR, UV, ES), VDD-Jahrestagung, Fachhochschule für Druck, Stuttgart,
1979
[COL07] Sailer, C.: Wenn Mattlack eine Maschine "schachmatt" setzt... In:
Deutscher Drucker Nr. 20 (2007), S. 2.
[SAL68] Salami, E.: Einfluss verschiedener Parameter auf die Verweilzeitverteilung
in einem Strömungsrohr, Dissertation, Eidgenössische Technischen
Hochschule Zürich, 1968.
[SCH08] Schäfer, S.: RE: Frage zu einer Übertragungsfunktion, Supportanfrage an
MathWorks, Email, 13.02.2008
[SCH68] Schläpfer, K., Dr.: Rückseitiges Vergilben im Mehrfarbendruck (Geistereff
ekt)-Ursache und Verhütungsmöglichkeiten. In: UGRA Mitteilungen Nr. 11
(1968), S. 191-196.
[SCH04] Schramm, G.: Einführung in Rheologie und Rheometrie. Bd. 2: Thermo
Electron (Karlsruhe) GmbH, 2004
[SPU04] Spurk, J. H.: Strömungslehre: Einführung in die Theorie der Strömungen;
mit 10 Tabellen. 5, erw. Aufl., Berlin: Springer, 2004
[STA07] Stahl, S.: Rheometrische Untersuchungen an Lacken der grafischen
Industrie, Studienarbeit, IDD, Technische Universität Darmstadt, 2007.
7. Literaturverzeichnis 163
[STE89] Steiger, W.: Dispersionslackierung in der Schweiz, Verein Schweizer
Offsetdrucker (VSO), Dispersionslackierung - wo stehen wir heute, Bern,
1989
[TAF08] Tafelmeier, E.: UV-Strahlenhärtungstechnologien, Coates Screen Inks
GmbH, http://www.coates.de/snd/uvstrahlung.pdf, 20.4.2008
[TEC00] DE 200 12 101 U1; Anordnung zur peripheren Versorgung bzw.
Entsorgung von Fluiden bei Druckmaschinen, Gebrauchsmuster
[THE08] Thermo Scientific: Thermo Scientific HAAKE MARS Rheometer,
http://www.thermo.com/com/cda/product/detail/0,,10119784,00.html,
29.10.2008
[TIP00] Tipler, P. A.: Physik. 3., korrigierter Nachdr. der 1. Aufl. 1994., Heidelberg:
Spektrum, Akad. Verl., 2000
[TRE08] Tresu Group: Tresu UniPrint Chamber Doctor Blade System,
http://www.tresu.com/fileadmin/PDF/brochures/ancillary/ChamberDoctorBl
ade/A502EN0807_UniPrint.pdf, 3.12.2008
[TUR08] Hans Turck GmbH & Co.KG: Ultraschallsensor Reflexionstaster S18UIA,
http://pdb.turck.de/media/_de/Anlagen/Datei_EDB/edb_3002702_ger_de.p
df, 10.11.2008
[UNB02] Unbehauen, H.: Regelungstechnik I. Wiesbaden: Vieweg, 2002
[IAV07] DE 20 2007 006 450 U1; Einrichtung zum Dosieren eines
Beschichtungsfluids in einer Verarbeitungsmaschine, Gebrauchsmuster
[VOL08] Voland, R.: Hermetische Verdrängerpumpen nach dem Ringkolbenprinzip
(Mouvex-Prinzip). In: Chem.-Ing.-Technik Nr. 4 (2008), S. 459-464.
[SAR99] Wägetechnik, M.: Handbuch wägetechnische Applikationen - Teil 1:
Dichte. Sartorius, 1999
164 7. Literaturverzeichnis
[WAL03] Walther, T.: Prozessbeherrschung und Qualität im Bogenflexodruck. In:
Deutscher Drucker Nr. 31 (2003), S. 26-29.
[WAT08c] Watson Marlow: Druck und Verpackung, Verbessern Sie Ihre Produkte,
http://www.watson-marlow.com/pdfs-global/b-print-d.pdf, 10.11.2008
[WAT08b] Watson Marlow: Bedienungsanleitung für Schlauchpumpe 520s IP31,
http://www.watson-marlow.de/pdfs-global/m-520s-ip31-d-01.htm,
31.10.2008
[WAT08a] Watson Marlow Bredel Pumps: Engineering and Technical Data, 520U/R2
& 520U/R, http://www.watson-marlow.de/pdfs-global/wd-520ur-us-01.pdf,
30.10.2008
[WAT08d] Watson-Marlow 701 baseplate pumps: Watson-Marlow 701 baseplate
pumps, E-Manual, http://www.watson-marlow.com/pdfs-global/m-
701baseplate-gb-02.pdf, 5.11.2008
[WEI08] Weilburger Graphics GmbH: WEILBURGER Graphics GmbH
„DISPERSIONSLACK-ABC“, http://www.weilburger-
graphics.de/files/active/0/Senolith-Dispersionslack-ABC-d.pdf, 19.11.2008
[WIT83] Witte, W.: Ein Beitrag zur korrelativen Volumenstrommessung mit
pseudozufälligen Markierungen im Strömungsmittel, Dissertation,
Universität Kaiserslautern, 1983.
[YAO04] Yao, L.; Liao, D.; Zeng, Y.; Xu, X.; Xu, H.: Radial distributions of
temperature pressure and velocities for pulsatile blood flow in an
axisymmetrical stiff tube. In: Physiological Measurement Nr. (2004), S.
1437–1442.
[ZAB97] Zabeschek, S.: Entwicklung und Förderverhalten einer linearen
Peristaltikpumpe, Dissertation, Universität Gesamthochschule Essen,
1997.
7. Literaturverzeichnis 165
[ZEC03] Zechlin, A.: Schaumbildung bei wasser-basierenden Druckfarben. In:
Flexo+Tief-Druck Nr. 4 (2003), S. 10-12.
[ZEC06] Zechlin, A.: Schaumschläger. In: Flexo+Tief-Druck Nr. 1 (2006), S. 32-33.
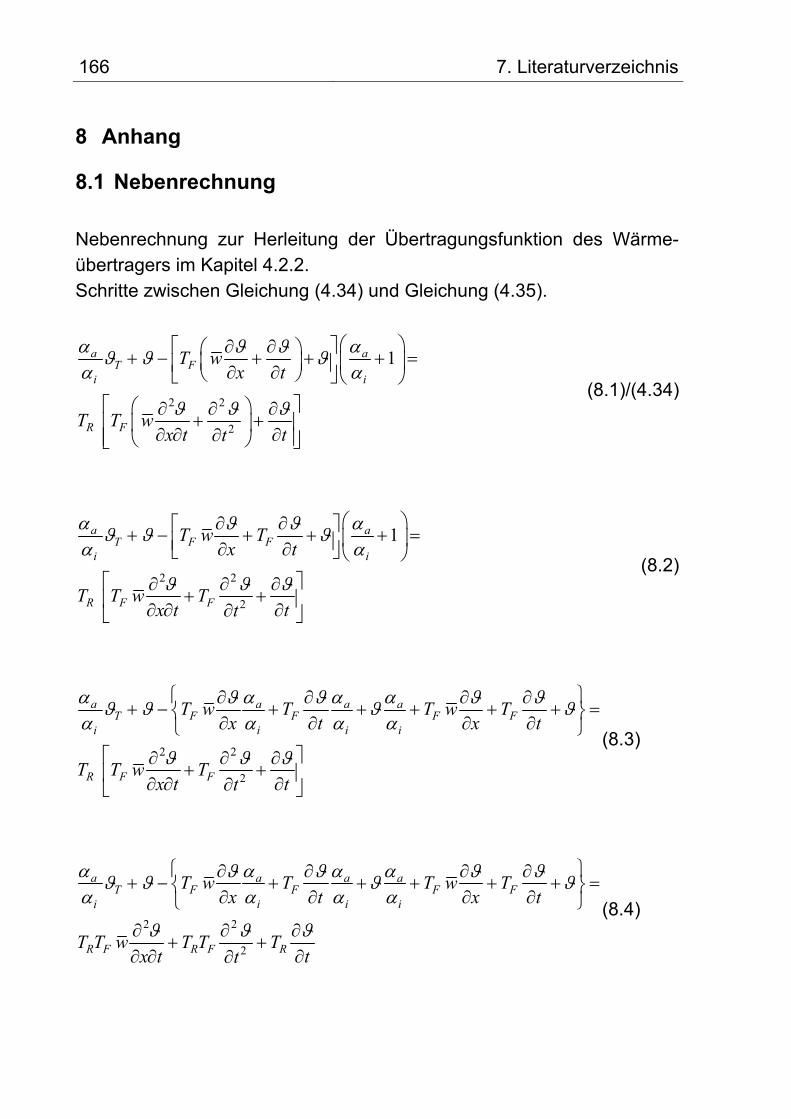
166 7. Literaturverzeichnis
8 Anhang
8.1 Nebenrechnung
Formelabschnitt 8 Nebenrechnung zur Herleitung der Übertragungsfunktion des Wärme-übertragers im Kapitel 4.2.2. Schritte zwischen Gleichung (4.34) und Gleichung (4.35).
2 2
2
1a aT F
i i
R F
T wx t
T T wx t tt
(8.1)/(4.34)
2 2
2
1a aT F F
i i
R F F
T w Tx t
T T w Tx t tt
(8.2)
2 2
2
a a a aT F F F F
i i i i
R F F
T w T T w Tx t x t
T T w Tx t tt
(8.3)
2 2
2
a a a aT F F F F
i i i i
R F R F R
T w T T w Tx t x t
T T w T T Tx t tt
(8.4)
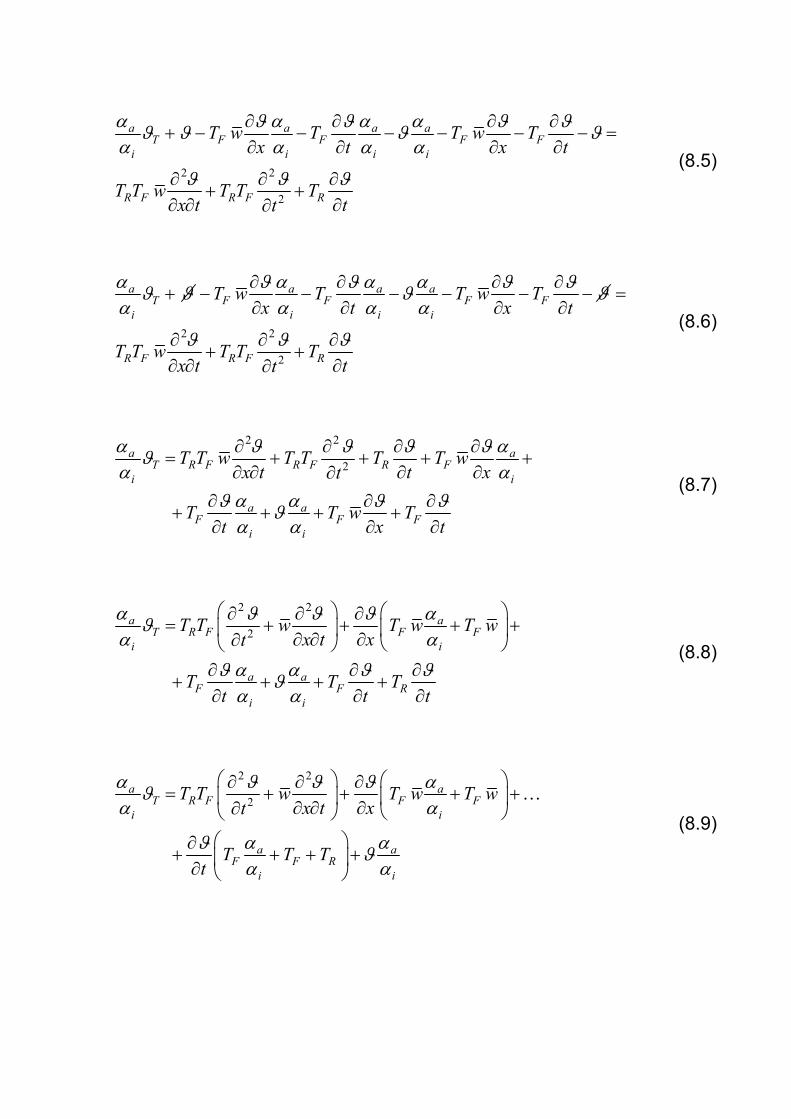
2 2
2
a a a aT F F F F
i i i i
R F R F R
T w T T w Tx t x t
T T w T T Tx t tt
(8.5)
2 2
2
a a a aT F F F F
i i i i
R F R F R
T w T T w Tx t x t
T T w T T Tx t tt
(8.6)
2 2
2a a
T R F R F R Fi i
a aF F F
i i
T T w T T T T wx t t xt
T T w Tt x t
(8.7)
2 2
2a a
T R F F Fi i
a aF F R
i i
T T w T w T wx t xt
T T Tt t t
(8.8)
2 2
2a a
T R F F Fi i
a aF F R
i i
T T w T w T wx t xt
T T Tt
(8.9)

168 7. Literaturverzeichnis
2 2
2 1
1
a aT R F R F R F
i i
a aF
i i
T T T T w T Tx t tt
wTx
(8.10)
2 2
2 1
1
a aT R F R F R F
i i
a aF
i i
T T T T w T Tx t tt
wTx
(8.11)/(4.35)





























