Embed Size (px)
Citation preview

MÉTODO DE TRANSPORTE
Modelos de Optimización
Licenciatura en Informática Administrativa
Modalidad a Distancia
C. EN M. A. José Luis Ruiz Dritritt
El problema de transporte tiene que ver con la selección de rutas entre las plantas de fabricación y
bodegas de de distribución o entre bodegas de distribución regional y puntos de distribución local;
lo cual es de gran utilidad para un sinnúmero de empresas comerciales, industriales o de servicios.
La gerencia deberá buscar una ruta de distribución que optimizará algún objetivo; éste puede ser
la minimización del costo total de transporte, la maximización de utilidades o la minimización del
tiempo total involucrado.
Como su nombre lo índica, el método de transporte fue formulado por vez primera como un
método especial para encontrar el programa de costo mínimo, para distribuir unidades
homogéneas de un producto desde varios puntos de abastecimiento (fuentes) a varios puntos de
consumo (destinos).
Por ejemplo, un fabricante puede tener 5 plantas (fuentes) y 20 bodegas (destinos), todos
ubicados en puntos geográficos distintos. Por un periodo de tiempo específico, cada fuente tiene
una capacidad dada y cada destino tiene un requerimiento dado. Conociendo los costos de
embarcar el producto de cada fuente a cada destino, el objetivo es programar los embarques de
las fuentes a los destinos en tal forma que se minimice el costo total de transporte.
PROCESO DE FORMULACIÓN DEL MÉTODO DE TRANSPORTE BALANCEADO
Consideremos el caso de la Junta Local de Caminos, que ha recibido un contrato para abastecer de
grava a tres nuevas carreteras proyectadas a localizarse en las ciudades de Atlacomulco, Lerma y
Tenango. Los ingenieros constructores han estimado las cantidades requeridas de grava que serán
necesarias en los tres proyectos de construcción de carreteras.
Tabla 1.1 Demanda
Proyecto Ubicación Requerimientos semanales de cargas de camión
A Atlacomulco 72
B Lerma 102
C Tenango 41
TOTAL 215

La Junta Local de Caminos tienes tres plantas de grava localizadas en Toluca, Zinacantepec y
Metepec. La grava requerida para los proyectos de construcción se puede abastecer de estas tres
plantas. El despachador en jefe ha calculado las cantidades de grava que serán abastecidas por
cada planta.
Tabla 1.2 Oferta
Planta Ubicación Cantidad disponible por semana cargas de camión
W Toluca 56
X Zinacantepec 82
Y Metepec 77
TOTAL Disponible 215
NOTA: Obsérvese que la cantidad total disponible es exactamente a la cantidad requerida. Cuando
la oferta total es igual a la demanda total, se dice que existe una condición balanceada. Aunque en
la vida real puede ser poco probable nos permitirá enfocarnos a las ideas básicas fundamentales
del método de transporte.
La Junta Local de Caminos ha calculado los costos de entrega de cada una de las plantas para cada
localización del proyecto. Además debemos suponer que las variables están alineadas. Así en este
caso los costos de entrega por carga de camión entre la planta y la localización del proyecto varían
directamente con la cantidad distribuida. En estos casos se muestran en la tabla 1.2.
Tabla 1.3 Costos de Entrega
DE
COSTOS POR CARGA DE CAMIÓN
Al proyecto A Al proyecto B Al proyecto C
Planta W $4 $8 $8
Planta X $16 $24 $16
Planta Y $8 $16 $24
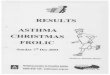
Además ilustraremos gráficamente el problema. Los círculos representan los proyectos y los
rectángulos representan las cantidades de grava. Los costos de entrega por carga de camión se
muestran en las flechas que conectan cada planta con cada proyecto de construcción de
carreteras.

Dadas las cantidades requeridas en cada proyecto y las cantidades disponibles en cada planta, el
problema de la Junta Local de Caminos es programar los embarques de cada planta a cada
proyecto, de tal manera que se minimice el costo total de transporte dentro de las
restricciones impuestas por las capacidades de las plantas y los requerimientos de cada proyecto.
ARMAR LA TABLA DE TRANSPORTE
El formato estándar para la tabla de transporte, ha sido dividido en cinco secciones identificado
con letras A, B, C, D y E:
SECCIÓN A: En esta parte se listan las fuentes de abastecimiento o plantas, cada renglón
representa una planta en la tabla.
SECCIÓN B: La capacidad de cada planta se muestra en esta sección. Así podemos pensar que los
renglones de la tabla representan las restricciones de capacidad.
SECCIÓN C: Los puntos de destino se listan es esta sección. En nuestro ejemplo cada proyecto
representa una columna en la tabla.
SECCIÓN D: En esta parte se anotan los requerimientos por cada proyecto. Entonces las columnas
representan las restricciones de cada proyecto o los requerimientos para cada columna.
SECCIÓN E: En esta sección se presentan las celdas, que representan las asignaciones alternas de
fuentes – A – destinos que se pueden hacer.
Planta W
Toluca
56 cargas disponibles
Planta X
Zinacantepec
82 cargas disponibles
Planta Y
Metepec
77 cargas disponibles
Proyecto A
Atlacomulco
72 cargas requeridas
Proyecto B
Lerma
102 cargas requeridas
Proyecto C
Tenango
41 cargas requeridas
$4
$8
$8
$16 $24
$16
$8 $16
$24
Figura 1.1.-Interpretación Gráfica del problema

Tabla 1.4 Armado de Tabla de Transporte
Proyecto A Proyecto B Proyecto C Capacidad de la Planta
Planta W 56
Planta X E 82
Planta Y 77
Requerimientos para cada proyecto
72 102 41
a) Para completar la tabla se agregan a cada cuadro de la Sección “E” un símbolo de
identificación y una cifra de costo de transporte.
b) Ahora debemos obtener la solución inicial al problema que proporcione un punto de
partida que nos conduzca a desarrollar mejores soluciones para este caso utilizaremos el
procedimiento denominado REGLA DE LA ESQUINA NOROESTE que dice lo siguiente
“INICIANDO CON LA ESQUINA SUPERIOR IZQUIERDA (ESQUINA NOROESTE) DE LA TABLA, LA
CAPACIDAD DISPONIBLE EN CADA RENGLÓN DEBE DE SER AGOTADA ANTES DE PASAR AL
SIGUIENTE RENGLÓN Y LOS REQUERIMIENTOS DE CUALQUIER COLUMNA SE DEBEN AGOTAR
ANTES DE PASAR A LA DERECHA DE LA SIGUIENTE COLUMNA”
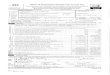
Quedando la tabla de la siguiente forma:
Proyecto A Atlacomulco
Proyecto B Lerma
Proyecto C Tenango
Capacidad de la Planta
Planta W
Toluca
WA WB WC
56
Planta X
Zinacantepec
XA XB XC
82
Planta Y Metepec
YA YB YC
77
Requerimientos para cada proyecto
72 102 41
215
215
De A
D
B A
C
4
16
8
8 8
24 16
16 24
56
215
215
16 66
36 41
m
renglón
es
n columnas

Recordemos que en este caso quedan balanceados nuestros requerimientos debido a que la oferta
es igual a la demanda.
Ahora debemos determinar el costo de la primera solución para la junta Local de Caminos
multiplicando las cantidades embarcadas por el costo unitario respectivo.
Combinación fuente de destino
Cantidad Embarcada Costo Unitario Costo Total
WA 56 $4 224
XA 16 $16 256
XB 66 $24 1584
YB 36 $16 576
YC 41 $24 984
3624
Con ello finalmente tendríamos una solución óptima aproximada que nos daría las siguientes
rutas:
Proyecto Cantidad Embarcada
Para el Proyecto A Atlacomulco se requieren 72 unidades de carga provenientes de :
Planta Toluca 56 Planta Zinacantepec 16
Para el Proyecto B Lerma se requieren 102 unidades de carga provenientes de :
Planta Zinacantepec 66 Planta Metepec 36
Para el Proyecto C Tenango se requieren 41 unidades de carga provenientes de :
Planta Metepec 41
Método de Costes Mínimos
Tomemos el mismo problema para comparar dichos costes mínimos con el método de la esquina
noroeste. Para lo cual tomaremos la tabla ya construida para el método de transporte el cual
nos asigna los siguientes datos:

Proyecto A Atlacomulco
Proyecto B Lerma
Proyecto C Tenango
Capacidad de la Planta
Planta W
Toluca
WA WB WC
56
Planta X
Zinacantepec
XA XB XC
82
Planta Y Metepec
YA YB YC
77
Requerimientos para cada proyecto
72 102 41
En este caso debemos ubicar aquellas celdas que en este caso tengan en menor costo de
transportación de la carga de la fuente al destino en este caso iniciaremos en el cuadrante WA.
Ahora siguiendo el proceso de saturación de columnas y filas podemos saturar la fila de la
Planta Toluca con 56 unidades de carga ahora buscaremos el siguiente costo mínimo no
saturado y es la celda YA lo cual para ajustar a las restricciones sólo podremos hacer uso de 16
unidades pues ya hemos usado 56 de carga que se van a ir a Atlacomulco por lo que para cubrir
Atlacomulco necesitamos cubrir 72 unidades de carga y con ello saturamos la columna del
proyecto A.
Paso siguiente podemos elegir entre YB Y XC y eso lo determinaremos en cuanto ajustemos
totalmente el cuadro de asignaciones eligiendo XC con un límite de 41 unidades que es el límite
del Proyecto C saturando la columna respectiva ahora iremos al siguiente costo mínimo que es
YB y asignaremos 61 unidades puesto que ya contamos con 16 en YA
Combinación fuente de destino
Cantidad Embarcada Costo Unitario Costo Total
WA 56 $4 224
YA 16 $8 128
XB 41 $24 984
YB 61 $16 976
XC 41 $16 656
2968
Con ello podemos verificar que haciendo de esta forma los costos totales de transporte son
menores; resultando que el método de costos mínimos es más fino que el de la esquina
noroeste aunque esto se determinará en cada situación.
4
16
8
8 8
24 16
16 24
56
215
215
16
41
61
41

Método de Vogel
Un método que trata a nivel de iteraciones los problemas de minimización en los costos de
transporte utilizando para ello las ganancias de una fila o columna y relacionarlos con los costos
de nuestro problema de transporte. Es un método más largo pero muy efectivo en caso de
minimización de costos.
Para aprender este método he colgado un video en la SECCIÓN MATERIALES DE
APOYO con la explicación paso a paso de cómo resolver un problema a través del método de
transporte.