Embed Size (px)
Citation preview

www.actamat-journals.com
Acta Materialia 54 (2006) 4853–4863
Microstructure–stress relationships in liquid-phase sinteredalumina modified by the addition of 5 wt.% of calcia–silica additives
Peter Svancarek a, Dusan Galusek a,*, Fiona Loughran b, Andy Brown b,Rik Brydson b, Alan Atkinson c, Frank Riley b
a Vitrum Laugaricio – Joint Glass Center of the Institute of Inorganic Chemistry SAS, Alexander Dubcek University of Trencın,
RONA Lednicke Rovne, 911 50 Trencın, Slovak Republicb Institute for Materials Research, School of Process, Environmental and Materials Engineering, University of Leeds, Leeds LS2 9JT, UK
c Department of Materials, Imperial College, Prince Consort Road, London SW7 2BP, UK
Received 18 April 2006; received in revised form 21 June 2006; accepted 22 June 2006Available online 18 September 2006
Abstract
Hot-pressed alumina samples, with 5 wt.% additions of CaO:SiO2 possessing molar ratios ranging between 1:5 and 10:1 were studiedby electron microscopy. Marked differences in microstructure (e.g. grain size, secondary crystalline phases and grain boundary film thick-ness) were observed, which depended on the composition of sintering additives. The compositions of glassy phases in triple pockets andin grain boundaries varied markedly depending on sintering additives, but also within individual specimens. High residual compressivestresses were measured in alumina grains of samples which contained low thermal expansion crystalline phases such as anorthite andgrossite, while gehlenite-containing samples were correspondingly less stressed.� 2006 Acta Materialia Inc. Published by Elsevier Ltd. All rights reserved.
Keywords: Ceramics; Microstructure; High-resolution electron microscopy (HREM); Grain boundaries; Internal stresses
1. Introduction
Using sintering additives accelerates the overall sinteringprocess, lowers sintering temperatures and also affects themechanical properties of ceramic materials. It has beenfound that small additions of silica influence the sintering,grain growth and wear resistance of polycrystalline alu-mina [1]. Also different amounts of magnesium and calciumsilicates [2–5] are often used to modify mechanical proper-ties, including the wear behaviour, of polycrystallinealuminas.
The low thermal expansivity of glasses and of secondarycrystalline phases formed during the course of cooling fromthe sintering temperature by the presence of sintering addi-tives in both triple pockets and at two grain boundaries
1359-6454/$30.00 � 2006 Acta Materialia Inc. Published by Elsevier Ltd. All
doi:10.1016/j.actamat.2006.06.022
* Corresponding author. Tel.: +421 32 7400262; fax: +421 32 7400251.E-mail address: [email protected] (D. Galusek).
between alumina grains are believed to generate significantcompressive hoop stresses that lead to a strengthening ofthe grain boundaries because of the mismatch in thermalexpansion coefficients between alumina and the aluminosil-icate glass, and/or crystalline secondary crystalline phases[2]. It is expected that high-silica glass films (low thermalexpansivity) could generate a high compressive hoop stressin polycrystalline alumina grain boundaries, with similareffects on wear resistance as has been found for magnesiumaluminosilicate glass additions [2]. A high calcia glass filmwith thermal expansion coefficient nearly equal to that ofcrystalline alumina is expected to yield a virtually stress-free material (apart from stresses generated as a result ofthe intrinsic anisotropy in the thermal expansion coeffi-cients of alumina crystals) [6]. Secondary crystalline phasessuch as anorthite (a(linear) = 5.33 · 10�6 K�1) [7], gehlenite(a(linear) = 8.33 · 10�6 K�1) [7] and grossite (a(linear) =4.1 · 10�6 K�1) [8–11] all have a lower thermal expansivitycompared to pure a-alumina (a(linear) = 8.93 · 10�6 K�1)
rights reserved.

4854 P. Svancarek et al. / Acta Materialia 54 (2006) 4853–4863
[12]. In particular, grossite has a low thermal expansivity,and is remarkable in that it has a negative thermal expan-sivity along one crystallographic axis below 900 �C [10,11].Internal stresses caused by mismatches in thermal expan-sivity can be measured by a Raman optical microprobe[2,13] via analysis of the Cr3+ photoluminescence spectraand the influence of stresses on microstructure can bedirectly observed as strain contrast in transmission electronmicroscopy (TEM) images [2,13,14].
Alumina–alumina two-grain boundaries were recentlystudied by molecular dynamics simulations where the gapbetween two alumina grains was filled with silica glass.Simulations indicated that cage-like structures formed atthe interface between the alumina grain and the amorphoussilica phase, which can, in principle, accommodate metalcations such as calcium or magnesium [15]. Up to a concen-tration of 12 at.% calcium cations prefer to segregate tothese cage-like structures and this segregation lowers theglass/grain interfacial energy, as was revealed by subse-quent simulations of calcium silicate intergranular films[16–18]. Fracture simulations for a calcia content<12 at.% showed fracture propagation only through glassyfilm/alumina grain interface plane. As the content of calciagrows beyond 12 at.% this is increasingly accommodated inthe glassy phase, disrupting siloxane bonding and allowingfracture to occur through the interior of the glassy film,leading to a corresponding decrease in the overall fracturestrength. Another effect is observed if the intergranular sil-icate film contains at least 30 mol% of calcia and has athickness of at least 1.5 nm. This leads to negative interfa-cial energies, which would be expected to trigger abnormalgrain growth during sintering [17].
This could result in a change in the wear behaviour, asthe grain size was reported to be an important factor,which significantly influences the wear properties of brittlepolycrystalline materials [3,19]. Polycrystalline aluminaswith a mean grain size less than 1 lm wear tribochemically,whereas materials with larger mean grain size wearmechanically by grain detachment. When comparing mate-rials which wear only by grain detachment, a material witha bigger grain size will wear faster due to the larger volumeof alumina removed per detachment process.
The aim of this work is to examine the micro- andnano-structural features of a series of hot-pressedliquid-phase sintered polycrystalline aluminas modifiedby the addition of 5 wt.% of liquid phase-forming sinter-ing additives of composition xCaO Æ ySiO2 (x variesbetween 1 and 10 and y ranges from 1 to 5), and toreveal the influence of chemical composition of the addi-tives on microstructure, grain boundary structure andcrystallization of secondary phases in polycrystalline alu-mina ceramics.
2. Experimental
The alumina powders containing sintering additives(CaO and SiO2) were prepared by ball milling of Al2O3
powder (Martoxid CS400M, mean particle size 400 nm,Martinswerk GmbH, Bergheim, Germany) in isopropylalcohol together with calcium nitrate Ca(NO3)2 Æ 4H2O(AnalaR grade, BDH Ltd., Poole, UK), and tetraethyl-orthosilicate (TEOS), (AnalaR grade, BDH Ltd., Poole,UK), in a polyethylene jar. The amounts of additive com-ponents were adjusted to be equivalent to 5 wt.% of cal-cium silicate with CaO:SiO2 molar ratios of 1:5 (CS5),4:5 (CSp), 1:1 (CS), 2:1 (C2S), 3:1 (C3S) or 10:1 (C10S).After 2 h of homogenization, an aqueous solution ofammonium hydroxide was added in order to precipitatecalcium hydroxide, and to hydrolyze the TEOS. A further1 h of mixing at room temperature was used in order to fin-ish the hydrolysis and the suspension was then dried underan infrared lamp. Dry powders were calcined for 30 min at750 �C and passed through a 100 lm mesh nylon sieve toprovide reasonably free-flowing powders. The powderswere hot-pressed in graphite die for 10 min at 1450 �C ata pressure of 20 MPa.
Four bulk glasses with CaO/SiO2 molar ratios identicalor close to the calcia-to-silica molar ratios of sintering aidsfrom the system CaO–Al2O3–SiC were prepared by meltingbatches of appropriate amounts of CaCO3, b-quartz and a-Al2O3 powders hand mixed in a glass beaker. The batcheswere melted in a Pt–Rh10 crucible in an electric furnace,with a dwell time of 1 h at maximum temperature. Theglass melt was then poured onto a steel plate and condi-tioned for 0.5 h at 700 �C. The compositions of glassesand the melting temperatures are listed in Table 1. Eachglass was then cut into rectangular bars with dimensions5 · 5 · 20 mm and the thermal expansion coefficient wasmeasured in the range 200–600 �C using a thermal mechan-ical analyser (NETZSCH TMA 402, Netzsch GeratebauGmbH, Germany) equipped with a quartz measuringrod. The expansion coefficient was calculated from theslope of the cooling part of the dilatation curve; heatingand cooling rates of 10 �C min�1 were applied.
For scanning electron microscopy (SEM) examination,sintered specimens were cut, polished and thermally etched(1400 �C for 30 min), or alternatively, in some cases, chem-ically etched using boiling phosphoric acid, to reveal thegrain boundaries. Finally, the samples were carbon coatedto achieve an electrically conductive surface to avoid charg-ing and SEM (CamScan IV, Cambridge Instruments)examination was used in order to determine the mean grainsizes, measurements being made from digital micrographsusing standard image analysis software (Kontron, KS400, Kontron Electronic GmbH, Germany).
For TEM examination specimens were core drilled andsliced to prepare 3 mm diameter discs of 500 lm thickness.The discs were further ground, polished, dimpled and ion-milled (Gatan Precision Ion Polishing System model 691;low-angle ion beam thinner) until transparent to the elec-tron beam. Specimens were examined using a field emissionTEM instrument (Philips CM200 FEG TEM) fitted with ascanning (STEM) unit, ultrathin-window energy dispersiveX-ray analysis (EDX) detector (Oxford Instrument UTW

Table 1Chemical composition, melting temperature Tm and thermal expansion coefficient a of bulk calcium aluminosilicate glasses
Sample C:S ratio CaO (mol%) SiO2 (mol%) Al2O3 (mol%) Tm a (·10�6 K�1)
CS5g 1:5 13.6 67.4 19.0 1680 4.1CSpg 4:5 28.6 35.6 35.8 1650 6.8CSg 1:1 36.3 36.2 27.5 1670 7.2C10Sg 10:1 58.1 5.8 36.0 1670 8.6
P. Svancarek et al. / Acta Materialia 54 (2006) 4853–4863 4855
ISIS EDX) and PEELS (Gatan imaging filter (GIF200)). Inorder to verify the amorphous nature of grain boundaryfilms fast Fourier transforms (known as the Power Spectra)were carried out: regions within the alumina grains showedspots corresponding to the lattice fringes; grain boundaryregions showed an amorphous halo (and no spots) corre-sponding to the amorphous film (and no lattice fringes).The fast Fourier transform was not, however, carried outfor the CS5 specimen where the thickness of grain bound-aries was too small for the analysis. Secondary crystallinephases were identified using electron diffraction combinedwith EDX elemental analysis.
A Raman optical microprobe (Renishaw model 2000,Renishaw, Gloucestershire, UK) employing incident radia-tion from a He/Ne laser with a photon wavelength of633 nm was used to obtain Cr3+ photoluminescence spec-tra. Measurements of the residual fluctuating local stressand mean residual tensile stress were determined fromchanges in the shape and position of the R1 and R2 linesin spectra obtained from the specimens [20]. Spectra froman unstrained sapphire crystal were used for reference.More details of the analysis of photoluminescence spectraare given elsewhere [2,20].
Table 2Summary of the properties of the LPS alumina samples
CS5 CSp
Additive composition CaO Æ 5SiO2 4CaO Æ 5SiO2
Median grain size (lm) 0.56 ± 0.05 1.36 ± 0.05HV10 (GPa)a 16.6 ± 0.3 14.8 ± 0.3KIC (MPa m1/2)b 4.6 ± 0.7 4.3 ± 0.2Crystallized phase Anorthite GehleniteResidual fluctuating local stress (MPa) 459 ± 110 444 ± 110Mean residual c-axis tensile stress (MPa) 304 ± 70 105 ± 30
a HV10, Vickers hardness (10 N load).b KIC, fracture toughness (100 N load).
Table 3Summary of the results obtained from FEG TEM analysis
Specimen Crystallizedphase
Triple pocket glassy phase (STEM/EDX) (mol%)
CaO SiO2 Al
CS5 Anorthite 0–17 62–77 17–CSp Gehlenite 6–20 24–57 33–CS Gehlenite 8–27 35–82 10–C2S Gehlenite 1–15 58–94 5–C3S Gehlenite 6–17 36–68 15–C10S Grossite 11–21 22–68 18–
3. Results and discussion
3.1. Microstructure
The experimental results from all tested materials aresummarized in Tables 1–3. The SEM examination of pol-ished and chemically etched cross sections of materials withdifferent calcia-to-silica ratios revealed considerable differ-ences of microstructure between the specimens (Fig. 1):CS5 and C10S samples consisted of mainly equiaxed alu-mina grains with mean grain sizes of 0.6 and 1.0 lm,respectively, whereas the CSp, CS, C2S and C3S samplescontained elongated alumina grains with mean grain sizesof 1.4, 1.6, 1.8 and 1.4 lm, respectively (Table 2). It is inter-esting to note that chemical etching resulted in creation of adeep relief in all tested specimens except in CS5, where theetching was less effective and the grain boundaries are notso clearly visible. Different resistance to chemical etchingcan be most likely attributed to different composition,and possibly volume fraction, of amorphous grain bound-ary phases, as discussed in the following.
Microstructures of all tested materials were examined inmore detail using TEM. Besides a-alumina grains, TEM
CS C2S C3S C10S
CaO Æ SiO2 2CaO Æ SiO2 3CaO Æ SiO2 10CaO Æ SiO2
1.57 ± 0.05 1.8 ± 0.05 1.42 ± 0.05 0.96 ± 0.0514.9 ± 0.5 14.9 ± 0.6 14.6 ± 0.3 14.2 ± 0.54.3 ± 0.1 4.4 ± 0.1 4.4 ± 0.4 4.2 ± 0.1Gehlenite Gehlenite Gehlenite Grossite444 ± 100 422 ± 120 433 ± 110 439 ± 11089 ± 30 233 ± 100 322 ± 30 494 ± 100
Grain boundary amorphous film(STEM/EDX) CaO:SiO2
molecular ratio
Grain boundarythickness (nm)
2O3
38 1:11–1:25.5 <0.568 1:1–1:3 0.7–140 1:4.6–1:5.3 2–429 1:1.2–1:7.2 2–358 1:2.5–1:6.9 2–368 1:1.9–1:3.9 �4
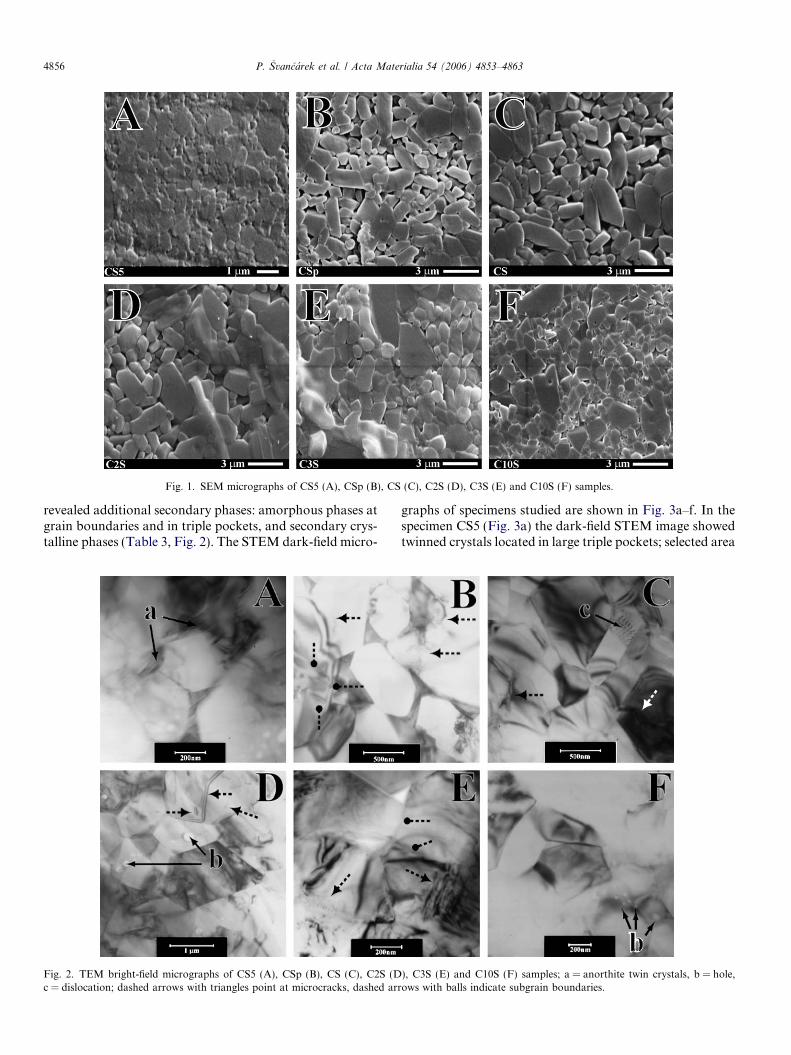
Fig. 1. SEM micrographs of CS5 (A), CSp (B), CS (C), C2S (D), C3S (E) and C10S (F) samples.
4856 P. Svancarek et al. / Acta Materialia 54 (2006) 4853–4863
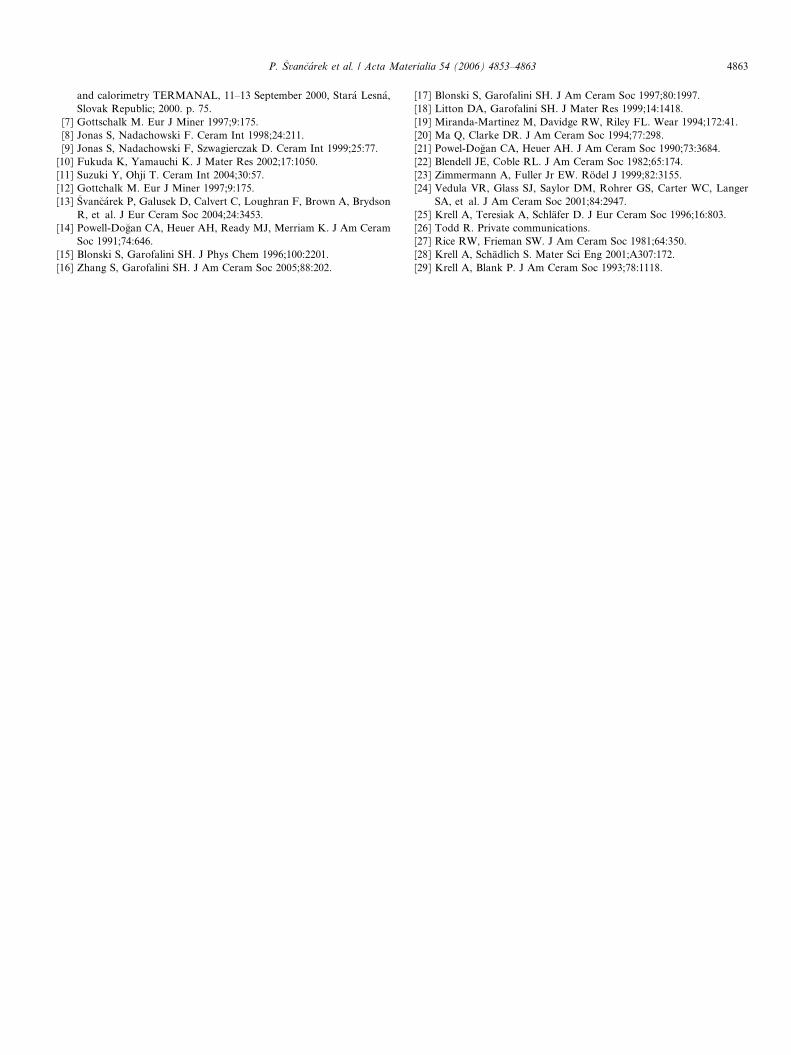
revealed additional secondary phases: amorphous phases atgrain boundaries and in triple pockets, and secondary crys-talline phases (Table 3, Fig. 2). The STEM dark-field micro-
Fig. 2. TEM bright-field micrographs of CS5 (A), CSp (B), CS (C), C2S (Dc = dislocation; dashed arrows with triangles point at microcracks, dashed arr
graphs of specimens studied are shown in Fig. 3a–f. In thespecimen CS5 (Fig. 3a) the dark-field STEM image showedtwinned crystals located in large triple pockets; selected area
), C3S (E) and C10S (F) samples; a = anorthite twin crystals, b = hole,ows with balls indicate subgrain boundaries.

Fig. 3. STEM dark-field images and corresponding EDX maps of: (a) CS5, (b) CSp, (c) CS, (d) C2S, (e) C3S and (f) C10S. A = anorthite, B = gehlenite,C = grossite, G = glassy phase, F = strain contrast and X = microcracks.
P. Svancarek et al. / Acta Materialia 54 (2006) 4853–4863 4857
electron diffraction patterns from this secondary crystallinephase could be indexed to the anorthite structure, which iscommonly known to exhibit such twins [21]. In the crystal-
lized triple pockets STEM/EDX elemental mappingrevealed concentrations of calcium and silicon correspond-ing approximately to the stoichiometry of anorthite. As a

4858 P. Svancarek et al. / Acta Materialia 54 (2006) 4853–4863
consequence a higher concentration of silicon than wouldbe expected from the chemical composition of additiveswas found in triple pockets containing glassy phases andin grain boundaries exhibiting a glassy film. Secondary crys-tallization was considerably more evident in the CS5 samplethan in the other specimens. CSp, CS, C2S and C3S speci-mens contained a secondary crystalline phase indexed asgehlenite (Fig. 3b–e), and showed a preferential concentra-tion of calcia in the secondary crystalline phase. Conversely,silica was more concentrated in the triple pocket glass andin grain boundaries. The preferential concentration of cal-cium in the secondary crystalline phases is most clearly vis-ible in the C10S specimen (Fig. 3f). Here the triple pocketscontained a secondary crystalline phase containing calciumand aluminium only, and electron diffraction suggested thepresence of grossite. As the grossite-containing triple pock-ets appear to be completely crystallized, no silicon wasdetected in the silicon EDX map at the resolution used. Sil-ica is then located in the glassy film at grain boundaries andin those triple pockets which contain no crystalline second-ary phases. The apparently high content of silicon withinthe whole specimen, visible as bright spots in the elementmap of silicon, is in fact the consequence of its low concen-tration, which is close to the detection limit of EDX. Therecorded map then contains a markedly higher level ofbackground noise.
Grain growth was found to be most extensive in thespecimens where the main secondary crystalline phase intriple pockets was gehlenite (Table 3). No such graingrowth could be observed in the CS5 specimen, or in thespecimen C10S. The extensive precipitation of the grossitephase in C10S is believed to be responsible for the pinningof grain boundaries, and thus for inhibiting grain growth.On the other hand, the grain boundary in the specimenCS5 differs markedly from all the others, in that it containssignificantly less calcium (Table 3). Moreover, unlike theother specimens, which contain a continuous amorphousfilm at grain boundaries, the grain boundary of CS5 is atthe lower limit of what might be called amorphous filmrather than grain boundary disorder. Lack of calcium atgrain boundaries, and possibly also lack of grain boundarymelt, are believed to be responsible for less extensive graingrowth in this material.
The compositions of glasses in triple pockets vary to agreat extent within a single specimen of a given overallcomposition: the measured compositions of triple pocketglass for individual specimens are shown in Fig. 4. Thesolid points represent individual measurements, and thefilled areas were constructed by joining the extremes ofthe measured values. There is no straightforward relationbetween the composition of residual glass in triple pocketsand the chemical composition of additives. Moreover, thescatter of experimental points is large, suggesting that thespecimens are far from thermodynamic equilibrium dueto short sintering times. The composition of residual glassin individual triple pockets is then determined by local fluc-tuations in composition in the original starting powder
mixture, and by the extent of crystallization in the respec-tive triple point or those in the close vicinity. The glass inthe C10S specimen contains considerably more silica(Table 3) than expected from the additive molar ratios,due to crystallization of calcium-rich grossite phase. Inspecimen CS5 four of five measured points correspond tobinary aluminosilicate glasses, which indicates that crystal-lization of anorthite in most cases effectively depleted theglassy phase of calcia.
STEM/EDX analyses using ‘‘letterbox’’ scans of widthapproximately 5 nm suggested that, except for the CS5sample, intergranular films contained a significant amountof calcia (Table 3). The apparently high aluminium contentin the intergranular glassy films is due to overlapping of theelectron beam with neighbouring alumina grains. These areincluded in the analysis volume because of the diameter ofelectron beam and the beam broadening effects due to sam-ple thickness. Therefore, with the available spatial resolu-tion of FEG TEM, only the use of calcia:silica ratios hasany meaning for the expression of the grain boundary com-position. Lower amounts of calcia in grain boundary filmsthan expected from the additive composition, particularlyin C10S, may be related to the extensive crystallization ofcalcium-rich secondary phases in triple pockets, whichdepletes the grain boundary films (as well as the triplepocket glass) of calcium.
The thickness of the glassy films at grain boundariesvaries significantly. Grain boundary films tended to bethicker in specimens with higher added amounts of calcia(CS, C2S, C3S and C10S specimens) in comparison toCS5 and CSp (Fig. 5), which is consistent with the resultsof molecular dynamics simulations [17]. The simulationsindicate that up to 12 mol.% of CaO the calcium atomsfill the cage-like structures at the interface between alu-mina grains and glassy film, and cause only a negligibleincrease in grain boundary thickness. Between 12 and30 mol.% of CaO the calcium atoms are dispersed withinthe glassy film, increasing its thickness by disrupting theSi–O bonds, decreasing the number of bridging oxygenatoms ‘‘opening’’ the structure of grain boundary glass[15,17,18].
In low calcia-containing specimens (CS5) anorthite crys-tallizes in triple pockets, which might partially deplete thegrain boundary of calcia, possibly decreasing its contentin grain boundary phase below 30 mol%. This, accordingto molecular dynamics simulations of Blonski and Garofa-lini [17], prevents abnormal grain growth in polycrystallinealumina as is observed (Table 2 and Fig. 1a).
In high calcia-containing specimens (C10S), calcium isbound in the emerging grossite phase. The concentrationof calcia in the grain boundary glass is then lower thanexpected from the composition of additives. A large grainboundary thickness (�4 nm) hints at a high concentrationof calcium in grain boundary glass with a high degree ofstructural disorder and cleavage of Si–O bonds. However,the fine-grained microstructure without abnormal grainsindicates that the concentration of calcium in most cases

Fig. 4. Ternary phase diagram of the CaO–Al2O3–SiO2 system: the compositions of glasses found in triple pockets are indicated by small circles. The filledsquares mark compositions of the separately prepared bulk glasses with the respective CaO:SiO2 molar ratios represented by dotted lines. A, anorthite; B,grossite; Co, corundum; Cr, crystobalite; D, CaO Æ 6Al2O3; E, CaO Æ Al2O3; F, 3CaO Æ Al2O3; G, gehlenite; H, 2CaO Æ SiO2; L, lime; M, mullite; P,pseudowollastonite; T, tridymite.
P. Svancarek et al. / Acta Materialia 54 (2006) 4853–4863 4859

Fig. 5. HRTEM micrographs of grain boundaries in the various LPS alumina samples.
4860 P. Svancarek et al. / Acta Materialia 54 (2006) 4853–4863
has not exceeded the critical level of 30 mol%, despite thefact the calcia:silica ratios determined in grain boundaryglass by STEM/EDX were high (1:1.9–1:3.9). This,together with the presence of large grossite crystals in triplepockets, which act as pinning sites, effectively suppressesthe growth of alumina grains.
A relative decrease of the calcium content in the grainboundaries was not observed in specimens CSp, CS, C2Sand C3S, at least not to such an extent as in CS5 andC10S. Most likely, the reason is the higher volume fractionof glassy phase in these materials, as indicated by the SEMmicrographs of etched surfaces (Fig. 1): in CSp, CS, C2Sand C3S the chemical treatment in hot phosphoric acidetched a much deeper relief as a result of the removal ofa larger amount of glass than in samples C10S and CS5.The extent of crystallization of gehlenite in these materials,which appears to be less extensive than in case of anorthitein CS5, or grossite in C10S, then cannot decrease the con-centration of calcium in the grain boundary glass to a levelsufficient for preventing grain growth.
3.2. Residual stress
Residual thermal stresses were determined from thebroadening and shifting of Cr3+ photoluminescence lines.The presence of such stresses in pure polycrystalline alu-mina has been reported by many authors as the result ofthermal expansion anisotropy of alumina crystals in the c
and a directions [20,22–24]. These stresses were found tobe, in principle, grain size invariant and depended onlyon cooling rate and the temperature interval in which no
stress relaxation occurs. However, as the stress relaxationby diffusion and creep mechanisms are easier in materialswith smaller grains, the thermal stresses tend to be largerin coarse-grained materials. Many studies have determinedthe residual stresses in pure polycrystalline aluminas, eitherexperimentally (by XRD analysis [25], or by evaluation ofCr3+ photoluminescence lines [20,22]), or theoretically (byfinite element simulations) [23,24]. These studies reportthe stress ranging from 30 to 270 MPa, depending on grainsize and thermal history of the material. Moreover, theresidual stress distribution can be rather complex, anddepends on the shape of individual grains, on the localcrystallographic orientation of adjacent grains, and onthe local stress relaxation afforded by diffusion during cool-ing. Another dimension is introduced by the presence ofsecondary phases, either crystalline or amorphous, whichmay be expected to generate additional stress as the resultof the different thermal expansivities of the phases con-cerned. However, to our knowledge, there exist only afew studies which report on the residual stresses in liquid-phase sintered aluminas [2,14,24] and none which attemptsto correlate these stresses with a detailed analysis of grainboundaries and triple pocket compositions and structures.
The evaluation of photoluminescence spectra of calciumsilicate sintered aluminas in this work showed markeddifferences between the various materials, depending onthe initial composition of sintering additives, and the com-position of grain boundary and triple pocket glass, andof secondary crystalline phases. The residual fluctuatinglocal stresses (i.e. very short-range stresses associated withdislocations, point defects, small inhomogeneities, etc.)

P. Svancarek et al. / Acta Materialia 54 (2006) 4853–4863 4861
determined from the broadening of photoluminescencelines were, within the range of experimental error, identicalin all materials analysed and ranged between 420 and460 MPa with a standard deviation of around 100 MPa(Table 3). The inhomogeneous stresses that were intermedi-ate in range and termed here ‘‘mean residual stresses’’ arecaused in the case of pure alumina by the thermal expan-sion anisotropy of the alumina crystals. These stresses weredetermined from the shift of the photoluminescence linesand are presented as the mean stress in the c-direction ofthe crystals. The experiments showed that in all materialstested the alumina grains were under tension parallel tothe c-axis (Table 3). Since the average net stress must bezero (no applied external forces) there is a correspondingcompressive stress (of half the c-direction stress in magni-tude) in the basal plane of the crystals. This is to beexpected since the thermal expansion of sapphire is largerin the c-direction than in the basal plane. The residualstresses were large in the high-silica specimen, CS5(304 ± 70 MPa), as well as in the specimens with a highcontent of calcia, C3S (322 ± 30 MPa) and C10S(494 ± 100 MPa). The samples with a calcia-to-silica ratiocloser to one (CSp, CS and C2S) exhibit lower values ofthe mean residual compressive stress (89 ± 30 MPa in CS,for example). The stresses measured in some of the calciumsilicate-sintered aluminas exceed significantly thosereported in the literature for pure polycrystalline aluminas,despite the fact that the grain size of our LPS aluminas wasone or two orders of magnitude smaller. It is therefore clearthat the stress state of the LPS aluminas is markedly influ-enced by the presence of grain boundary and triple pocketglass, as well as secondary crystalline phases.
No direct relationship between the alumina grain sizeand the magnitude of residual stresses was observed. Onthe contrary, the stresses tended to be larger in materialsCS5 and C10S which exhibit the finest microstructure. Thisresult seems to be in accord with the work of Vedula et al.who report a decrease of residual stress in coarser grainedaluminas due to the change of the distribution of grain ori-entations (and misorientations) as a result of grain growth[24]. In liquid-phase sintered aluminas the stress relaxationcan be a consequence of grain growth by dissolution–repre-cipitation processes, which can partly eliminate the mis-alignment of adjacent alumina grains. We envisage that itwould be interesting to study such phenomena by electronbackscattered diffraction in the SEM instrument. The vol-ume fraction, the composition and the thermal expansioncoefficients of the grain boundary and triple pocket glasses,as well as their glass transition temperatures (which definethe temperature under which no stress relaxation by vis-cous flow can occur) must also have a profound influenceon the stress state of the material. For example, a thickergrain boundary film is known to reduce the stresses by pro-viding more space for stress relaxation [24]. Thicker grainboundary films also increase the gap between misalignedgrains and provide better opportunities for rearrangementof such grains by viscous flow. If true, the residual stress in
our specimens should decrease with increasing thickness ofgrain boundary film, i.e. from CS5 to C10S. However, asseen from Table 3, this is not the case and the specimenC10S exhibited the highest level of the mean residual com-pressive stress. The secondary crystalline phases musttherefore also play an important role, as will be discussedin the following. Another question is the influence of thethermal expansion of the grain boundary glass. However,even if the thermal expansion mismatch were large, a glassfilm a few nanometres thick would not be expected to influ-ence the overall stress state of alumina grains significantly:the stresses, although high, would be of a very short rangeand concentrated in the glass [26]. On the contrary, thepockets of glass of micrometre size in triple grain boundaryjunctions could generate significant compressive stresses inthe alumina grains, which would act over much longerdistances.
A possible influence of triple pocket glasses was esti-mated on the basis of thermal expansion coefficients ofbulk calcium aluminoslicate glasses which contained thesame, or similar CaO/SiO2 molar ratios as used in the sin-tering aids, and with an alumina content, which stillallowed their preparation by melting at reasonably lowtemperatures (Table 1). The thermal expansion of suchglasses was found to increase approximately linearly withincreasing calcia-to-silica ratio. The thermal expansioncoefficients increased from 4.1 · 10�6 K�1 for the CS5gglass with the lowest molar ratio of CaO/SiO2 to8.6 · 10�6 K�1 for high-calcia C10Sg. The compositionsof triple pocket glasses in LPS aluminas are all close tothe compositions of glasses CS5g, CSg and CSpg preparedin bulk, which corresponds to thermal expansion coefficientsranging between 4 · 10�6 and 7 · 10�6 K�1 (Fig. 4). Thedifference between the thermal expansion of triple pocketglass and the average thermal expansion of a-Al2O3
(8.93 · 10�6 K�1) is therefore much larger than the thermalexpansion anisotropy of alumina itself (thermal expansionparallel with the c-axis is 9.6 · 10�6 K�1, parallel with thea-axis is 8.6 · 10�6 K�1 [27]). The corresponding thermalstress should therefore be different from the case of thepure alumina and also have a different ratio in the a- andc-directions. However, one has to consider that in thehigh-temperature region (above the glass transition tem-perature Tg) the stresses can be relaxed by viscous flow ofglass and the temperature interval for formation of thestresses is much shorter. Finally the contribution of sec-ondary phases crystallized in triple pockets has to be alsotaken into account. Crystallization of low thermal expan-sivity grossite (a = 4.1 · 10�6 K�1) and anorthite (a =5.33 · 10�6 K�1) is expected to result in different stressesfrom those that contain gehlenite with a thermal expansiona = 8.33 · 10�6 K�1, which is similar to a-Al2O3.
The factors discussed above are in accord with the stres-ses determined from the shift of Cr3+ photoluminescencelines. The highest negative luminescence shift (mean c-axisstress) was observed in the specimens with the smallestgrain size, i.e. in those where the misalignment of alumina

4862 P. Svancarek et al. / Acta Materialia 54 (2006) 4853–4863
grains was not sufficiently eliminated as the consequence oftheir dissolution and re-precipitation in the silicate melt,and their related grain growth. The highest negative lumi-nescence shift was also measured in the specimens, wherelow thermal expansivity secondary phases (anorthite inCS5, and grossite in C10S) have been detected by HRTEMexamination. In C10S, in particular, the triple pockets werecompletely crystallized, and contained relatively large crys-tals of grossite in direct contact with, or separated only bya very thin amorphous film from, adjacent alumina grains.These effects appear to have prevailed over the influence ofthe grain boundary glass and of the thickness of grainboundary film, which are in any case expected to be onlyvery short range [26]. The only exception is specimenC3S, which exhibits relatively thick grain boundaries (2–3 nm on average), high thermal expansivity gehlenite asthe major secondary crystalline phase and a mean grainsize similar to that in CSp (1.4 lm). Notwithstanding, themeasured luminescence shift in this material is very high,and even exceeds that measured for sample CS5. The rea-son for such behaviour is not clear at the moment.
TEM examination revealed direct evidence of the pres-ence of microscopic residual stresses in the materials.Direct manifestations of microscopic stresses, e.g. arraysof dislocations, and strain contrast were observed inTEM bright-field micrographs (Fig. 2). It is, however,interesting to note that the manifestations of residual stres-ses could not be seen in all specimens. The CS5 sampleappears to be completely free of microscopic stresses inTEM micrographs (Fig. 2a), and similarly, the C10S spec-imen seems to be less affected (Fig. 2f). The gehlenite-con-taining specimens CSp, CS, C2S and C3S (Fig. 2b–e) showmultiple features indicating heavily strained microstruc-tures. However, it has to be kept in mind that the disloca-tion activity observed by TEM is a measure of where therehas been relief of stress, whereas the photoluminescence isdetecting the stress (strictly speaking the strain) thatremains. Again, it remains unclear why the dislocationactivity is observed in some specimens, and not in others.However, some hints can be drawn from the fact that onlythe coarser grained materials appear strained, while thosewith sub-micrometre microstructures (CS5, C10S) do not.Some published works suggest that in aluminas with sub-micrometre microstructures the plastic strain by dislocationmovement is hindered by the higher density of grain bound-aries, which then results in the higher hardness of suchmaterials [28,29]. Some contribution of such a mechanismcan therefore be expected to prevent the release of residualstress by plastic deformation of alumina grains in polycrys-talline aluminas with a sub-micrometre microstructure.
4. Conclusions
A set of polycrystalline aluminas containing 5 wt.% ofsilica and calcia with CaO:SiO2 molar ratios of 1:5, 3:4,1:1, 2:1, 3:1 and 10:1 were studied by high-resolutionSTEM. SEM of CS5 revealed a fine-grained microstructure
of equiaxed alumina grains. The microstructure in C10Swas slightly coarser. The microstructures of CSp, CS,C2S and C3S consist of larger elongated alumina grainsof around 1.5 lm. The observed microstructural coarsen-ing is sustained by higher calcia contents in adjacent glassyphases. The thickness of grain boundary glassy filmsincreased with increasing calcia-to-silica ratio in the sinter-ing aids. Compositions of glassy phases in between grainsand in triple pockets were found to be nominally in themullite field of the Al2O3–SiO2–CaO ternary phase dia-gram, differing markedly from the chemical compositionof sintering aids, and varying over a wide range within indi-vidual specimens. The differences observed are believed tobe the result of extensive crystallization of triple pocketglasses, which effectively depletes the glass of calcium.The secondary crystalline phases were identified as anor-thite in CS5, gehlenite in CSp, CS, C2S and C3S, and gros-site in C10S. The composition of the grain boundary glass,as well as the secondary crystalline phases had a profoundinfluence on the magnitude of residual thermal stressesdetermined from the shift of Cr3+ photoluminescence lines.The mean residual stress was highest in materials with afine-grained microstructure (CS5 and C10S, mean grainsize <1 lm) where the misalignment of alumina grainswas not reduced by grain growth. Important differencesarose from the presence of low thermal expansion second-ary crystalline phases (anorthite in CS5 and grossite inC10S), and the thermal expansion of triple pocket glasses,which was estimated to be between 4 · 10�6 and7 · 10�6 K�1. The thermal expansion mismatch betweenalumina and the grain boundary glass is therefore muchlarger than the inherent thermal expansion anisotropy ofalumina crystals. The influence of the grain boundary glass(not in pockets) is considered to be negligible due to thesmall thickness of the film, and hence very short-rangeaction of the stresses generated.
Acknowledgements
The support of this work by the Marie Curie Fellowship(P.S.) under contract number HPMF-CT-2002-01878, bythe Slovak National Grant Agency under Contract No.2/6181/26, by the EPSRC (F.L.), and by the Alexander vonHumboldt Foundation (D.G.) is gratefully acknowledged.
References
[1] Brydson R, Twigg PC, Loughran F, Riley FL. J Mater Res2001;16:652.
[2] Galusek D, Brydson R, Twigg PC, Riley FL, Atkinson A, Zhang Y. JAm Ceram Soc 2001;84:1767.
[3] Galusek D, Twigg PC, Riley FL. Wear 1999;233:588.[4] Brydson R, Chen SC, Riley FL, Milne SJ, Pan X, Ruhle M. J Am
Ceram Soc 1998;81:369.[5] Twigg PC, Davidge RW, Roberts SG, Riley FL. Key Eng Mater
1997;132:1524.[6] Galusek D, Majling J, Lichvar P, Gersi P, Chromcıkova M. In:
Proceedings of the 15th international conference on thermal analysis
P. Svancarek et al. / Acta Materialia 54 (2006) 4853–4863 4863
and calorimetry TERMANAL, 11–13 September 2000, Stara Lesna,Slovak Republic; 2000. p. 75.
[7] Gottschalk M. Eur J Miner 1997;9:175.[8] Jonas S, Nadachowski F. Ceram Int 1998;24:211.[9] Jonas S, Nadachowski F, Szwagierczak D. Ceram Int 1999;25:77.
[10] Fukuda K, Yamauchi K. J Mater Res 2002;17:1050.[11] Suzuki Y, Ohji T. Ceram Int 2004;30:57.[12] Gottchalk M. Eur J Miner 1997;9:175.[13] Svancarek P, Galusek D, Calvert C, Loughran F, Brown A, Brydson
R, et al. J Eur Ceram Soc 2004;24:3453.[14] Powell-Dogan CA, Heuer AH, Ready MJ, Merriam K. J Am Ceram
Soc 1991;74:646.[15] Blonski S, Garofalini SH. J Phys Chem 1996;100:2201.[16] Zhang S, Garofalini SH. J Am Ceram Soc 2005;88:202.
[17] Blonski S, Garofalini SH. J Am Ceram Soc 1997;80:1997.[18] Litton DA, Garofalini SH. J Mater Res 1999;14:1418.[19] Miranda-Martinez M, Davidge RW, Riley FL. Wear 1994;172:41.[20] Ma Q, Clarke DR. J Am Ceram Soc 1994;77:298.[21] Powel-Dogan CA, Heuer AH. J Am Ceram Soc 1990;73:3684.[22] Blendell JE, Coble RL. J Am Ceram Soc 1982;65:174.[23] Zimmermann A, Fuller Jr EW. Rodel J 1999;82:3155.[24] Vedula VR, Glass SJ, Saylor DM, Rohrer GS, Carter WC, Langer
SA, et al. J Am Ceram Soc 2001;84:2947.[25] Krell A, Teresiak A, Schlafer D. J Eur Ceram Soc 1996;16:803.[26] Todd R. Private communications.[27] Rice RW, Frieman SW. J Am Ceram Soc 1981;64:350.[28] Krell A, Schadlich S. Mater Sci Eng 2001;A307:172.[29] Krell A, Blank P. J Am Ceram Soc 1993;78:1118.





























