Embed Size (px)
Citation preview

Page
MILL AT A GLIMPSE - AN INTRODUCTION
MARKET PROSPECTUS :-
Bhilwara textile market is a rising textile hub with a present thunder in demand due to recovered goodwill after the end of the duplicate selvedge production by few business concerns in Bhilwara. Overall demand is expected to double of the present demand. “Chhabra Group” is one of those groups which have established their name in the market with the concepts of methodical working eminence and services under their brand names “NEWMAN” and “CITILINE”.
GENERAL REMARK :-
M/s Chhabra Syncotex Limited, Bhilwara is a fabric manufacturing unit having its registered office at “Chhabra Mansion” Opp. Waterworks, Pur raod, Bhilwara and Manufacturing unit at Biliyan Kalan, Chittorgarh road, Bhilwara.
The company was incorporated on 3rd august, 1993 and commenced commercial production in the month of January, 1998.
Further, the company had also established two “SULZON” make “WIND POWER PROJECTS” having capacity of 350KW and 600KW at Jaisalmer district and getting the reimbursement of electricity generated

Page
from Rajasthan State Electricity Board (RSEB) for its capitive use.
FUTURE PROSPECTUS OF THE COMPANY :-
Looking to the demand of company’s products in the market, the company has to arrange its production arrangement through outside various job parties in addition to its own production capacity to meet out the demand of its customers. Hence, the company is planning to import and install more efficient and upgraded weaving machineries and management is exploring better and high speed looms in the international market and likely to be import in this current financial year which also improve company’s profitability.

Page

Page
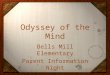
Chhabra Syncotex Ltd. , Bhilwara
1 – Main Entrance Gate2 – Security3 – Diesel Generator & Power Distribution4 – Entry Gate 5 – Weaving Preparatory Department6 – Prashant Gamatex Warping M/c7 – Prashant Gamatex Warping M/c8 – Cone Rewinding M/c9 – Drawing – in Department (Manually)10 – Raw Material11 – Weaving Shed12 – Maintenance office & store13 – Office 14 – Dobby Card Cutting M/c15 – Drinking Water 16 – Store Room 17 – Mending Department 18 – Drinking Water19 – Toilet20 – Parking
Weaving M/c Line 1 has 6 SULZER-RUTI PU – 85” & 1 P7100 -85” Weaving M/c Line 2 has 6 SULZER-RUTI TW 11 – 85” & 1 P7100-
85” Weaving M/c Line 3 has 5 SULZER-RUTI P7100 – 153” (Double
Width) Weaving M/c Line 4 has 5 SULZER-RUTI P7100 – 153” (Double
Width) Weaving M/c Line 5 has 4 SULZER-RUTI PU-153” & 2 P7100 - 85” Weaving M/c Line 6 has 4 SULZER-RUTI PU-153” & 2 P7100 - 85” Weaving M/c Line 7 has 4 SULZER-RUTI PU- 85” & 3 P7100 - 85” Weaving M/c Line 8 has 4 SULZER-RUTI PU- 85” & 3 P7100 - 85”

Page
Staff & Management
Chief Executive - Mr. K.L. Chhabra.
Production Manager - Mr. Jherul Hassan
Maintenance Head - Mr. Madan Singh
Warping Head - Mr. Rewat Singh
Head Supervisor - Mr. Waquar Hassan
Dispatch In-charge - Mr. Pradeep Kumar
Store In-charge - Mr. Vimal Kumar Jain

Page
Raw Material & Sales
Raw material used
Poly. Texturised Yarn
100% Polyester
P/V-65/35, 70/30, 69/31
P/W- 85/15
Count Range- 2/30s, 2/40s, 2/20s, 2/18 s , etc.
Cone weight- 1.5-3 kg
Raw material comes from
Sangam Spinners , Bhilwara
Shree Rajasthan syn. Ltd., Dungarpur
Birla Textile Mills, Himachal Pradesh
Chenab Textile Mills, J&K
Jagdamba Spinning Mill Ltd., Nepal
Bhiwani Textile Mill , Harayana
IndoRama
Reliance
Grasim
Alok Textiles
DNH Spinners
Keshar Multiyarn Mill Ltd., West Bengal
Sales :

Page
all over India through the marketing agents,
Production- 15 million meter annually(2008),
55 lakh meter own production,
Remaining on order.
WIND Mill Project –
Situated at – Jaisalmer
Make – SULZON
0.35 MW (2006) -No of project-1
0.65 MW(2007,2008)- No of projects-2
3.48 Rs./ unit sells to RSEB
3.64 Rs./unit purchase from RSEB
3.55 Rs./unit sells to A.K. Spintex ,Bhilwara
Wind –Mill Project ,Jaisalmer

Page
Flow Chart of Process
Yarn Cones from
Raw Material Godown

Page
WINDING MACHINE
Winding Machine
WarpingTo weft supply
system
Weaving Machine
Drawing - in

Page
Object :
To make suitable package of warp & weft yarn for warping & weaving accordingly from the package purchased from spinning party.
Technical Specifications
Make : Peass Industrial Engineering Ltd., Navsari ( Gujrat )
Model : RECO DA
Year : 1998
Speed : 250 – 300rpm
Total Head : 2 x 30 = 60 heads
WARPING
Object :

Page
1. To prepare continuous warp sheet beam according to given warp pattern, of required length , width & no. of ends.
2. All of ends must be under uniform tension.
Machine Allocation :
Sr. No. Make Model Creel Capacity
1. Prashant Gamatex A - 217 384
2. Prashant Gamatex A - 217 384
Prashant Gamatex High Speed Sectional Warping Machine
Technical Specifications.
1. Make: Prashant Gamatex Pvt. Ltd., Ahmedabad.
2. Model : A – 217
3. Creel : 2(side) x 8(vertical) x 24(horizontal) = 384
4. Warping Speed : 0 - 650 meter /min (Maximum )
5. Beaming Speed : 0 -100 meter / min
6. Beaming Diameter : 800 mm – 1000 mm
Salient Features :
Reserve cone holders for next programme
Fixed cone height

Page
Fully machined & Dynamically Balanced Metallic Drum
Hydraulic Disc Brakes
Auto Section Advancing
Accurate Warp density adjustment & Alignment
Frequency variable A/C Drive
Micro-Processor based controls
Electronic length measurement
Four line display showing continuous monitoring of warp length speed, section width plus traverse & No. of section.
Constant warping speed
Foot operated crawl speed
Tension level :
Sr.no. Count Tension (gm)

Page
1. Coarse up to 18’s 14 – 16
2. Medium , 19’s – 35’s 10 - 12
3. Fine , 36 – 48’s 8 – 9
4. Superfine, above 48’s 6 - 8
Temperature & R.H. of department
Temperature = 270 – 320 C
Relative humidity = 60% – 65%
Warping Defect and Remedies
High variation in tension within and between ends (slack ends)
For this ensure
1. Change in unwinding dia. and balloon height
2. The number of guide points for the yarn in the creel
3. Due to jerks sometimes the ends come out from the tensioning device causing slackness
The surface of yarn building on the beam should be even and free from ridges from one selvedge to the other.
For this ensure

Page
1. Uniform spacing of comb dents,
2. Matching the comb width with the beam width,
3. Minimum variation in tension within and between ends.
Cutting -in of ends at the end of beams-
1. This is due to improper flange distance
BEAM CARD: Beam card contains all specification of fabric. It has warping details as well as pattern. One example of a lot is given below.
CHHABRA SYNCOTEX Ltd. BHILWARA
BEAM CARD
Lot No. : 2422 Loom No. : 19
Quality: Smart Cot Prog. No. : 255 Length : 2000 x 2 mtr
Reed : 52/3 Picks. /inch: 52 ppi Total Ends:
Avg. Wgt. Reed Space: 65 “ 110+4914+110 = 5134
2/30 KesharMulti P/V 4123
Dent x ends
selvedge 2 x 3 = 6 (2/30)
in Patti - light blue 14 x 2 = 28 (2/30)
Pla blue 2 ply 1 x2 =2 (2/30)
mono P. blue 1 x 2 = 2 (2/30) monogram
selvedge 8 x 1 – 36 ( 72 ends in 8 dents )
Smart Cot by Neuman 1 - 36
26 dents

Page
Drawing in Department

Page
In this department the beam from warping machine comes to the drawing – in department. The beam is kept on the drawing - in stand and here the person have detail of Design, Draft & Peg plan. In this way warp ends are drawn through the reed, drop Pins and heald frame. Now the beam is ready to be taken to the weaving Machine.
Types of Heald Wires & Drop Pins
Heald wire
Type : C - type and J – type simplex
Length : 331 mm, flat steel
Eye let mm : 5.5 x 1.2 mm
Strip size : 5.5 x 0.30 mm
Make : Unique Impex , Mumbai
Drop pins
Type : Open , electrical
Size : 165 x 11 x 0.4 mm
Make : Unique Impex , Mumbai
WEAVING DEPARTMENT
Machine Allocation
Sr MAKE MODE Reed Space No of wvg

Page
no.
L m/c
1. SULZER - RUTI PU Single width 85”
14
2. SULZER - RUTI PU Double width 153”
8
3. SULZER - RUTI TW 11 Single width 85”
6
4. SULZER - RUTI P7100 Single width 85”
12
5. SULZER - RUTI P7100 Double width 153”
10
Total wvg m/c 50
SPEED AND EFFICIENCY
Single width = 300-330 rpm
Double width = 250-270 rpm
Efficiency = 88 - 91%
Details of model
1.SULZER RUTI PU 85 VSD 110 KR D1 F
2. SULZER RUTI PU 153 ZSD 110 KR D1 F
3.SULZER RUTI P7100 B190 N4 EP D1
NOMENCLATURE SYSTEM OF SULZER –RUTI MODELS

Page
SULZER –RUTI has developed a scheme for naming the models of its projectile weaving machine. Each & every part of it, tells about a significant machine detail.
A. PU – SERIES
1.SULZER – RUTI : MANUFACTURER
2.PU i) P – Projectile weaving m/c
ii) U - Universal machine
3.153 : nominal reed space in inches
Other versions are, a) 73 “ - 1894 mm
b) 85 “ - 2200 mm
c) 110 “ - 2830 mm
d) 130 “ - 3340 mm
e) 143” - 3670 mm
f) 153 “ - 3930 mm
g) 183 “ - 4690 mm
h) 213 “ - 5450 mm
4. ZSD : Weft colors change mechanism
Other Versions are ,
SULZER -RUTIP U 153 ZSD 110 KR D1 F

Page
a) ES - single color mechanism
b) MW - weft mixer
c) ZSD – 2 color machine, color change by dobby
d) VSD – 4 color machine, color change by dobby
e) VSK – 4 color machine, color change controlled by special card cutting unit
f) VSI – 4 color m/c, color change by jacquard mech.
5. 110 : Picking unit
Other versions are,
a) 110 - for 143 “– 213 “
b) 121 - for 130 “
c) 135 - for 110 “
d) 150 - for 73” -85
6. KR : Shedding Control Device
Staubli Dobby, 18 shaft rotation principle

Page
Other versions are;
a) E 10 - Tappet shedding device (Max. 10 shafts)
b) E 14 - Tappet shedding motion (Max. 14 shafts)
c) J - Jacquard shedding device
7. D 1 : Projectile Cyclefor steel projectile with small cross section, primarily for light & medium quality yarn .
( 73 “ - 153 “ wide loom normally use it)
Other versions are,
D 2 - for steel projectile with large cross section, primarily for heavy & fancy quality yarn .
( 85 , 110 , 130 ,153 , 183 ,213 inches loom used)
8. F : Suffix , used for endless manmade fibre weft
Other versions are,a) H - Bast fibresb) P - Polyolefinesc)R - heavy fabricsd) G - Terry Weaving

Page
B. P 7100 Series :
Model : P 7100 W 190 N 4 SP D1
P - Projectile
7100 - Model number
W - Raw material
a) W - Wool
b) B - Cotton
c) S - Synthetic.
190 - Loom width in cm
N - Low built (not for terry)
4 - Weft colors
SP - Shedding device
a) SP - Positive dobby
b) J - Jacquard
c) EP - Positive tappet
D1 - Steel projectile with small cross section
Accumulator

Page
Types of Accumulators
1. Technomatex – Futura (Switzerland)
2. IWF – Sweden
3. ROJ – Electrotex AT – 1200
4. VIRIEL – Technomatex
Accumulator Setting :
Electronic head of Accumulator has one ON/OFF switch & 4 settings are there,
1. Setting of winding Speed by a set screw.
2. Intensity of photocell can be changed according to type of weft yarn Texturized or spun.
3. Amount of yarn wound on winding head by altering the position of photocell by the help of rotating screw arranged with Rack-Pinion system.
4. NT / RT setting
Heald frames
Make : Grobamextra 4 no. (Sulzer)

Page
Pattern Maker (selvedge)
Make : YANTAI S & S SCIENCE AND TECHNOLOGY APPLICATION ENG. CO. LTD , P.R. – CHINA
Model : SEJ – 159

Page
Specification
High speed steady operation, reach 600 rpm max.
Double lift opening
Lifting needle – 72x1, 72 x 2 head
Shed height : 58 - 98mm
Synchronous belt connecting the loom
Use at rapier, projectile, air-jet and water jet wvg m/cs.
Electronic control
Input from control panel memory (design from floppy)
Can save many pattern data box (up to 40 files of 3000 pictures.)
Flow –Chart of Design Interpretation

Page
SORT PARTICULARS
Sort Selvedge name of Warp Weft Reed ppi Reed Body Total design
Design on CAD Software
Copy to Floppy
Copy Programs in memory
Carry to Control panel of Pattern Maker
Start Process

Page
no . fabric count count count space (inches)
ends sel. ends
1. Fighter Newman 2/20P/V
105 DP
44/2 40 65 2772 108x2 1/1 plain
2. Shahi Libas 2/15 NT&RT
105 DP
58/4 82 65 6560 119x2 1/1 plain
3. Enzamimo Cots Feel
2/40 P/V
2/70 P/V
52/4 58 65 6552 102x2 2/1 twill
4. Soft Touch 2/30 P/V
320 D
52/3 52 65 4914 114x2 2/1 twill
5. Executive Class 2/18 P/V
2/18 P/V
42/2 46 65 2646 106x2 2/1 twill
6. Royal Classic 2/30 P/V
320 D
50/3 50 65 4725 114x2 2/1 twill
7. Challenger 2/15 P/V
2/15 P/V
36/2 34 65 2268 66x2 1/1 plain
8. Spider Natural 2/18 P/V
2/18 P/V
40/2 40 65 4725 98x2 1/1 plain
PRODUCTION CALCULATION
Assuming following average particulars,
Machine RPM : 330 rpm

Page
Picks per inch : 50
Shift Duration : 12 hrs
Efficiency : 88 %
Production = Rpm x eff. x 2.54 x 12 x 60 mtr per shift ppi x 100
= 330 x 0.88 x 2.54 x 12 x 60 50 x 100
= 106 .21 meter per shift
ABOUT SULZER - RUTI
PROJECTILE WEAVING MACHINE

Page
A. PU - Series
It works on a weft insertion system consisting of unilateral projection of multiple projectiles.
Projectile weighing 0.083 lb slithers across guide teeth at an acceleration of 2200 mt/sec2 .
Strain energy of a torsion bar hits projectile from 300 to 400 times per minute in PU model.
Most efficient converter of energy, the picking force is 1/3rd
of machine’s total energy consumption.
Firing unit is fixed but receiving unit can be brought closer for narrower width fabrics.
Minimum fabric width which can be successfully woven is 13”.
Speed reduction in 4 or 6 color machines are significant as compared to mono color machine.
Beam flanges of 800 mm to 1000 mm. accommodate up to 4000 mts. of normal count.
Gripping force of gripper jaws is 1900 to 2200gms.
Torsion bars are of three different diameters 15mm/17mm/19mm.
Torsion bar is free from molecular fatigue. Corrosion free and a modulus of rigidity 12.106 lb in.
Sulzer projectile machine reduce labor cost up to 60% and power consumption by 40%.
Noise level is safe for human audio system i.e. 90dBa.

Page
Lightest possible gripper shuttle, which will not become airborne is of 17gm. Mass through, equal in size to 60gm. D2 model projectile.
Gripper size is 3.5 “x 0.55” x 0.24 “.
B. P7100 Series
The machine handles practically all types of yarns: spun yarn, filament yarn, fancy yarn etc..
In the weft the machine processes staple fiber yarns from Nm 0.5-160 and continuous filament yarns from 5000-10.8 denier.
Weft density is between 0.83-181.5 picks/cm.
Maximum weft insertion rate 1200 meter / min. and speed up to 400 rpm.
Can work for up to four different weft colours.
Nominal width 190-540 cm.
Machine design is extremely compact.
Various Mechanisms
SHEDDING
In this machine shedding is done by STAUBLI dobby.

Page
Staubli dobby is one sided dobby provided on one side of the loom, driven by the cross shaft by chain drive. Dobby may be turned at the time of pick finding.
WEFT INSERTION SYSTEM
The key to the machine is the gripper projectile. In the picking position it takes over the thread drawn from the supply package. After picking, it carries the thread into the shed and is braked upon entering the receiving unit.
The thread is now taken over by the projectile feeder, held by the selvedge grippers, cut by the scissors, released from the projectile and beaten up to the cloth.
The tucking needles then tuck in the thread ends, forming firm tucked-in selvedges.
Finally, the projectiles is ejected from the receiving unit and taken back to the picking position by conveyer.
The projectiles are accelerated by a torsion bar. This is tensioned, storing the energy needed for a flight through the shed. Following the release of a lock, it accelerates the projectile smoothly and resumes its initial position at once.
The flight velocity of the projectile is determined by the torsion angle of the bar and can therefore be matched without problems to the working width, machine speed and weft yarn.
During its flight through the shed the projectile glides in a rake - like guide, so that the warp threads are not touched either by the projectile or the weft thread.

Page
BEAT – UP MECHANISM
A double cam assembly is mounted on the main shaft. Both cams are working counter to each other.
A rocker is resting on cam with anti friction bowl. This is fasten to sley sword. Sley sword keeps the reed support for final beat-up.

Page
The cams are so designed that they provide sufficient dwell (220-250) for the traverse of projectile.
Take - up Drive
Take - up drive of Sulzer draw and winds the cloth positively. Rate of take up can be adjusted by means or change wheel. A combination of four wheels A,B,C,D is fitted with a total of 12 change wheels it is possible to wheel weft

Page
density of 36 to 910 threads/ 10cm and forward up to 1810picks/ 10cm by changing the worm gear.
Let-Off Drive
The purpose of the let- off drive is to pay out the warp sheet through turning the warp sheet by warp beam and at the same time keeping the tension on warp constant. The whip roller plays as the control element. It adjusts its height to

Page
the tension of the warp and control the let-off motion of let-off drive coupling by means of a bar. As the winding diameter of the warp beam decreases, the whip roller moves gradually downwards. As a result of this, the let-off increases and is matched automatically to the winding diameter of the drum take-up.
PICK FINDING MECHANISM
When a pick is broken to find its position clutch is brought to position third and hand wheel pull to out position and two turns are given to it. Then it is brought to position

Page
second and turn the hand wheel till the clutch returns to position first. Thus dobby is turned on a pick back.
Position 1: Clutch two is engaged.
Position 2: Clutch two is disengaged. The clutch re engages itself after the machine has been turned by one pick.
Position 3: Clutch two is disengaged.
LIGHTS SIGNALS

Page
1) Blue light blinking: - Warp thread breakage.
2) Yellow light blinking: - Weft thread breakage.
3) Yellow and red light blinking: - Shut down via emergency switch.
4) Yellow light: - Specified length of fabric attained.
5) Red light: - Mechanical fault.
6) Red light blinks when machine is in operation: - Electronic projectile detector or weft detector shut off.
SENSORS AND STOP MOTION
Amount of yarn wound on winding head by altering the position of photocell by the help of rotating screw arranged with Rack-Pinion system
Projectile sensor – It is a metallic sensor situated at the receiving side and it senses that projectile is reaching at correct angle or not.
Let- off sensor – P7100 provides electronic let off. If tension in warp sheet decreases the sensor senses it by suitable arrangement and motor regulates warp sheet accordingly.
Weft sensor –To sense the presence and absence of weft supply at receiving side.
Angle sensor- To stop the loom at correct angle at particular degree.
Warp stop motion- Electrical warp stop motion work together with drop pin attachments.

Page
A Study on Fabric Defects
1. Starting mark :
An isolated narrow bar running parallel with the picks, starting abruptly & gradually shading away to normal cloth. This is due to abrupt change in the pick spacing followed by a gradual coming back to normal pick spacing.
Cause:
Restarting wvg. M/c after pick finding.
Reed (loom) stops ahead from the place where it should stop (generally loom stops at 400),so that sufficient moment is not generated during the next pick beating and results in starting mark.
2. Weft Bar :
A bar due to difference in material, count, twist, lusture or shade of the adjacent groups of weft yarns.
3. Reed Marks :
Irregular spacing between the groups of warp yarns across the width of the fabric. The defect may be caused by a damaged or defected reed, i.e. dent opened or gap is more than normal between two dents.
4. Missing ends / Ends out / Chira :

Page
This most commonly characterized by a gap of one or more warp end in the fabric.
The main causes are:-
The weaver is careless, not mends broken ends immediately.
Missing ends in the beams.
Any end not passed from the heald & reed i.e. not drawn & remain missed.
5. Patti :
Take up roller jammed or move slowly in between the regular process due to some mechanical fault than a thick place or closer pick spacing results known as Patti or thick bar.
6. Thin :
Due to some mechanical fault take up roller moves little bit faster, gives a fault known as thin bar.
7. Double pick :
In plane weave if after loom stops due to pick breaking, loom is not turned back to its initial position than two pick are comes in the same shed, resulting the defect named double pick.

Page
8. Design Cut :
If the above defect occurs in the dobby design, design gets disturbed & defect is known as design cut.
Clean Fluffs & use thicker dobby card (250 Microns) for Sulzer.
9. Temple mark :
Holes or surface disturbances along the selvedge of a fabric due to bad or improperly adjusted temples.
Cause: In temples ring are there of different size according to cloth thickness if ring is not appropriate or jammed or not working properly than results mark on emerging out cloth.
Pin length
Pin type Diameter Application
1 mm Pointed 24 mm Spun yarn
1 mm Blunt 24 mm Woollen yarn
0.5 mm Pointed 24 mm Filament yarn , fine spun yarn
10. Slub :
Fly accumulated at drop pin or heald wire goes along with the warp in the fabric create slub in the fabric, gives defect in finishing if not removed.

Page
11. Wrong Weft Pattern :
Hole is not punched properly for weft colour selection or some mechanical mistake is selection needle, result something wrong weft to be inserted thus give defect known as wrong weft pattern.
12. Pattern Break :
Shed not opened properly due to some mechanical fault, gives pattern break.
13. Broken pattern :
This defect may be due to wrong drawing of threads, inserting a pick in the wrong shed, incorrect lifting of warp threads.
14. Cracks :
A narrow streak parallel to the weft due to the pronounced opening between two adjacent yarns. Any loom condition that permits erratic operation of the sley or yarn of its parts will create cracks in the fabric.
A loosed-reed, that is, one that has excess freedom in the sley, will also caused this defect. A take-up motion which is sticking may produce cracks in the fabric.
15. Floats stitches :

Page
A place in the fabric where warp & weft yarns escape the required interlacement.
Main causes are :
Entanglement of warp threads due to delay in repairing a broken end, knots with long tail ends, breakage of wire healds on running loom, unsatisfactory working of warp stop motion. With synthetic yarns, due to static electricity generation, there is a tendency for the adjacent ends to roll during weaving, this results floats or stitches less opening of shed.
16. Stains :
Stains on the fabric are measure serious problems in textile mills. Majority of the stains occur at loom shed only. There are various kinds of stains.
e.g. oil, grease, rust, dirt, soil, carbon particles in air, sweat, crayon, box mark etc.
Most of the stains can be traced back to poor material handling, lack of care on the part of workers and poor oiling and cleaning practices. Certain stains can be removed by solvent but it involves additional cost.
17. Wrong warp pattern:
Wrong order of drawing the ends through the reed or wrong order of drawing the ends through the healds.
MENDING

Page
Introduction: Totally fault free fabric cannot be manufactured on the loom. They are some small or extra faults that occur in fabric during manufacturing.But some faults along these could be mendable .They can be eliminated easily.
View Of Mending:-
No of Mending Tables – 36No of workers- 40
The particular fabric incoming from weaving department is firstly stored in grey mending store. Each fabric piece carries with there ‘PIECE TICKIT’ which is having various particulars about fabric. According to date of delivery, fabric pieces are arranged in sequence systematic manner.
Earlier fabric first took for mending. The fabric piece is given to mender for mending with its piece ticket.
These are the following faults that will mend by the mending department:
Broken end/ pick , missing end / pick, reed mark, floating ends, pattern mistake, contamination, naps, slubs, knots, oily yarn etc.
Material Handling of Weaving Shed

Page
Transportation of weavers beam
Manufacturer- Visco
A trolley which has a curved top so that the beam does not roll off while being moved from one place to another. A modern shed warp lifting device with healds is mounting device has a capacity is used. Hydraulic lifting of heald is done by foot paddle. Exact positioning of the heald. Shaft is done by precise delivery system. After heald shaft being lowered, they are disconnected automatically.
Transportation of grey fabrics
Fabric should be doffed on a trolley which is then pulled to the weavers beam trolley having capacity of 8 beams. This type of trolley is suitable for the carrying up to 600 kg load.

Page
TECHNICAL TROUBLE SHOOTING
Machine : SULZER-RUTI PROJECTILE WEAVING MACHINE
Sr.
No.
PROBLEMS ENCOUNTERD CORRECTIVE MEASURES TAKEN
1. Broken or worn out
Projectile feeder
Grinding or replacement
2. Projectile jaw Broken Replace
3. Barley liner worn out Replace
4. Projectile returner
worn out
Replace
5. Conveyor jamming Proper cleaning

Page
6. Dobby
A) puller, broken
Traction element
B) needle broken or
Jamming
Proper cleaning
& maintenance
Change the broken element
7. Projectile jamming in
Picking unit
Proper setting

Page
PREVENTIVE MAINTENANCE ACTIVITIES
Sr. No
MATERIAL PROCEDURE FREQUENCY
1. PICKING UNIT
A. Projectile feeder, slide
B. Check selector lubricating nozzle
C. R-h sliding pride
D. Feeder link
E. Upper guide rail
F. Cover plate
G. Projectile feeder opener
H. Projectile feeder bar
I. Picking shoe
J. Packing link
K. Pressure press spring & thread guide tube
Remove parts ,
Clean , and check oil
--------------- do---------------------
-----------------do----------------------
---------------- do----------------------
--------------- do---------------------
--------------- do---------------------
--------------- do---------------------
15 days

Page
2.
3.
4.
5.
RECEIVING UNIT
A. Projectile returner
B. Returner link
C. Front projectile break
D. Rear projectile break
E. Lower break lining
F. Projectile break cover
Tucking unit
Scissor & roller
Temples
--------------- do---------------------
--------------- do---------------------
--------------- do---------------------
Remove parts, clean, check grease (white grease)
--------------- do---------------------
--------------- do---------------------
--------------- do---------------------
--------------- do---------------------
--------------- do---------------------
Check nylon pins on the telescope shift and grease
Remove parts clean
15 days
15 DAYS
15 days
15 days

Page
Check for wear and dirt (50dg)
Clearance to selvedge
OILING SCHEDULE FOR SULZER RUTI WVG M/C
Sr.
No.
LUBRICATION POINT
LUBRICANT
USED
FREQUE-
NCY
PROCEDURE
1. PICKING SIDEA) projectile lifter link
B)projectile opener Link
C) projectile feeder selector link
D) scissor & roller
Metanol - 32
Twice aDay
First clean By air PressureThen applyBy nozzle

Page
2 .
3
4
5
6
E) projectile feeder Selection bar
F)weft tensioner link
RECEIVING SIDE
A)front brake link
B) rear brake link
C) projectile returner
Dobby Needles & puller
Sley drive, picking unit, torsion rod
Tension flangePicking unit (lowerPart) receiving unitLet off, take up, clutch, shedding motion
Emery wheel
Servo line220
ServoPride 30
Servoline 220
Molybdenum grease 105
White GreaseAp-3
Twice aDay
Ones ina day
6 month
6 month
3 month
AtRevision
Time
First cleanBy air pressureThen apply By nozzleSpray by airPressure gunFunnel &Mug
Manually
Manually

Page
Receiving unit part,