Embed Size (px)
Citation preview

MINISTÉRIO DA EDUCAÇÃO
INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA
SUL-RIO-GRANDENSE CAMPUS SAPUCAIA DO SUL CURSO SUPERIOR EM
TECNOLOGIA DE FABRICAÇÃO MECÂNICA
Viabilidade do Uso do Cavaco de Ferro Fundido Cinzento na Fabricação de Mancais
Autolubrificantes por Metalurgia do Pó
Alexandre Rodrigues da Rocha
Orientador: Prof. Vinicius Martins
Sapucaia do Sul
ANO 2013

2
ALEXANDRE RODRIGUES DA ROCHA
Viabilidade do Uso do Cavaco de Ferro Fundido Cinzento na Fabricação de Mancal
Autolubrificante por Metalurgia do Pó
Orientador : MSc Vinicius Martins
Sapucaia do Sul 2013
Trabalho de Conclusão de Curso
apresentado ao Curso Superior em
Tecnologia de Fabricação Mecânica do
Instituto Federal Sul-Rio-Grandsense,
como requisito parcial para a obtenção do
título de Tecnólogo.
II
ALEXANDRE RODRIGUES DA ROCHA
Viabilidade do Uso do Cavaco de Ferro Fundido Cinzento na Fabricação de Mancal
Autolubrificante por Metalurgia do Pó
Aprovado(a) em 17 de Dezembro de 2013.
BANCA EXAMINADORA
_________________________________________
Orientador: MSc . Vinicius Martins
__________________________________________
Professor Avaliador
Eduardo Cristiano Milke
_________________________________________
Professor da Disciplina Projeto de Graduação:
MSc. David Garcia Neto
Trabalho de Conclusão de Curso
apresentado ao Curso Superior em
Tecnologia de Fabricação Mecânica do
Instituto Federal Sul-Rio-Grandsense,
como requisito parcial para a obtenção do
título de Tecnólogo.

III
Dedico este trabalho á minha esposa Ana Paula Pereira da Rocha e a minha filha Kaylane Pereira da Rocha .
IV
AGRADECIMENTOS
Agradeço primeiramente a Deus por ter me dado força para percorrer esta
estrada muitas vezes sinuosa e com alguns obstáculos.
Ao meu professor orientador Vinícius Martins pela orientação e grande empenho para
que pudéssemos atingir o objetivo proposto.
A todos os meus colegas que participaram direta ou indiretamente a alcançar a linha
de chegada desta corrida, que por muitas vezes se tornou desgastante e cansativa.
A minha família, mas principalmente a minha esposa Ana Paula Pereira da Rocha e
minha filha Kaylane Pereira da Rocha pela compreensão e apoio de muitos momentos de
ausência, mas que nunca deixaram de demonstrar carinho, paciência, compreensão e apoio.
Foi o que me deu forças para continuar e atingir o objetivo.
Ao IFSUL pela sua estrutura e seus professores por suas amizades e, principalmente
pela grande gama de conhecimentos que nos foram compartilhados como os verdadeiros
mestres o fazem.
E por último, mas não menos importante, á UFRGS Universidade Federal do Rio
Grande do Sul pela disponibilidade e utilização do Laboratório de Transformação Mecânica
( LdTM ) e todos os recursos que proporcionaram para a conclusão deste trabalho.

V
SUMÁRIO
LISTA DE FIGURAS..........................................................................................................VIII
LISTA DE TABELAS.............................................................................................................X
LISTA DE ABREVIATURAS E SÍMBOLOS....................................................................XI
RESUMO..............................................................................................................................XIII
ABSTRACT..........................................................................................................................XIV
1 INTRODUÇÃO....................................................................................................................15
OBJETIVO GERAL.............................................................................................................15
OBJETIVO ESPECIFICO....................................................................................................16
2 REVISÃO BIBLIOGRAFICA..........................................................................................17
2.1 Ferro fundido................................................................................................................17
2.1.1 Caracteristicas do ferro fundido cinzento.....................................................19
2.1.2 Aplicação Geral...............................................................................................21
2.1.3 Aplicação na indústria automobilistica.........................................................22
2.2 Mancais.........................................................................................................................23
2.2.1 Mancal de Rolamento....................................................................................24
2.2.2 Mancais de Deslizamento.............................................................................25
2.2.3 Mancais de Ferro Fundido Cinzento.........................................................26
2.2.4 Mancais Autolubrificantes...........................................................................27

VI
2.2.5 Peças Estruturais..........................................................................................29
2.3 Processos de Usinagem..................................................................................................30
2.3.1 Torneamento................................................................................................31
2.3.2 Fresamento...................................................................................................32
2.3.3 Usinabilidade do Ferro Fundido Cinzento...............................................34
2.3.4 Materiais de Ferramentas para Usinagem de Ferros Fundidos
Cinzentos.............................................................................................................................34
2.3.5 Usinabilidade do Ferro Fundido Cinzento com PCBN..........................36
2.4 Metalurgia do Pó.........................................................................................................37
2.4.1 Evolução Histórica da Metalurgia do Pó..................................................38
2.4.2 Características.............................................................................................39
2.4.3 Etapas do Processo.....................................................................................39
2.4.4 Etapas Complementares............................................................................42
2.4.5 Aplicações....................................................................................................43
2.4.6 Vantagens e Desvantagens do uso da Sinterização..................................46
2.4.6.1 Vantagens.............................................................................................46
2.4.6.2 Desvantagens......................................................................................48
2.5 Tribologia..................................................................................................................48
2.5.1 Princípios Básicos de Tribologia........................................................................48

VII
3 MATERIAIS E METÓDOS ..........................................................................................51
3.1 Cavaco de Ferro Fundido Cinzento...........................................................................51
3.1.1 Obtenção.................................................................................................................51
3.2 Obtenção da Matéria-prima Metálica.......................................................................52
3.3 Preparação das Amostras...........................................................................................53
3.4 Compactação dos Corpos de Prova...........................................................................53
3.5 Sinterização das Amostras...........................................................................................54
3.6 Metalografia...................................................................................................................55
3.7 Embutimento..................................................................................................................55
3.8 Lixamento/ Polimento....................................................................................................56
3.9 Análise Microdureza......................................................................................................57
4 RESULTADOS E CONCLUSÕES...................................................................................58
4.1 Compressibilidade.........................................................................................................58
4.2 Análise Microestrutural...............................................................................................60
5 CONCLUSÕES...................................................................................................................65
6 SUGESTÕES PARA TRABALHOS FUTUROS...........................................................66
7 REFERÊNCIA....................................................................................................................67

VIII
LISTA DE FIGURAS
Figura 1-Microestrutura do ferro fundido..........................................................................21
Figura 2-Parte Inferior de Carro de Boi..............................................................................23
Figura 3-Tipos de Mancais de Rolamento...........................................................................24
Figura 4-Constituição de Mancal Deslizamento..................................................................25
Figura 5-Mancal com Reforço Auxíliar...............................................................................27
Figura 6-Superfícies na Peça................................................................................................32
Figura 7-Fresamento frontal e periférico............................................................................33
Figura 8-Fresamento face do bloco motor...........................................................................33
Figura 9-Sequencia de Operação de Compactação do Pó..................................................40
Figura 10-Etapa Metalurgia do Pó .......................................................................................41
Figura 11-Vista Esquemática de um Forno..........................................................................41
Figura 12-Filtros sinterizados................................................................................................43
Figura 13-Visão por microscopia...........................................................................................43
Figura 14-Buchas e mancais autolubrificante......................................................................44
Figura 15-Pinhões e coroas....................................................................................................46
Figura 16-Comparativo de processos de diferentes materiais............................................47
Figura 17-Desenho esquemático dos quatro modos representativos de
desgaste....................................................................................................................................49
Figura 18-Diagrama dos processos de desgaste em função do elemento interfacial e do
tipo de movimento das interfaces..........................................................................................50
Figura 19-Diferencial bruto do trator MR...........................................................................51
Figura 20-Diferencial usinado................................................................................................51
Figura 21-Ferramenta de acabamento ( a ) ferramenta desbaste ( b )........................... 52
Figura 22-Centro de usinagem HELLER.............................................................................52
Figura 23-Cavaco de ferro fundido proveniente da usinagem............................................53

IX
Figura 24-Balança marte AL 500..........................................................................................53
Figura 25-( a ) Prensa hidráulica Figura 30-( b ) Matriz de compactação........................54
Figura 26- Gráfico temperatura de sinterização..................................................................54
Figura 27-Forno tubular vertical de sinterização................................................................55
Figura 28-( a ) Prensa de embutimento Figura 32-( b ) baquelite e
desmoldante.............................................................................................................................56
Figura 29-Polimotriz para lixamento e polimento...............................................................56
Figura 30-Microdurômetro Future / Japão modelo FM-700..............................................57
Figura 31-Curva de compressibilidade amostras de cavaco puro.....................................58
Figura 32-Curva de compressibilidade amostras com 10% Fe.........................................59
Figura 33-Curva de compressibilidade amostras com 20% de Fe....................................60
Figura 34-Microscópio olimpos.............................................................................................61
Figura 35- Microestrutura de FoFo cinzento puro.............................................................61
Figura 36-Microestrutura de FoFo cinzento com 10% de Fe............................................62
Figura 37- Microestrutura de FoFo cinzento 20% Fe........................................................62
Figura 38-Microestrutura com cavaco puro (b) Microestrutura com 10% Fe (c)
Microestrutura com 20% Fe.................................................................................................63

X
TABELAS
Tabela 1 – Faixa de composição dos ferros fundidos mais comuns....................................19
Tabela 2 – Classes e composições químicas..........................................................................20
Tabela 3 – Representações das classes da ABNT.................................................................20
Tabela 4 – Dados de velocidades de corte.............................................................................35
Tabela 5 – Resultados compressibilidade do FoFo cinzento cavaco puro.........................58
Tabela 6 – Resultados compressibilidade de FoFo cinzento com 10% Fe.........................59
Tabela 7 – Resultados compressibilidade de FoFo cinzento com 20% Fe.........................60
Tabela 8 – Microdureza das amostras de cavaco puro........................................................63
Tabela 9 – Microdureza das amostras com 10% de Fe.......................................................64
Tabela 10 – Microdureza das amostras com 20% de Fe.....................................................64

XI
LISTA DE ABREVIATURAS E SÍMBOLOS
C Carbono
Si Sílicio
Mn Manganês
S Enxofre
P Fósforo
ASTM American Society for Testing Materials
ABNT Associação Brasileira de Normas Técnicas
FC Designação dos Ferros Fundidos Cinzentos
SAE Society of Automotive Engineers
CNC Comando Númerico Computadorizado
NBR Norma Brasileira regulamentadora
F Força Resultante
Fc Força de Corte
Ff Força de Avanço
Fp Força Passiva
PCBN Nitreto Cúbico de Boro Policristalino
APC Aresta Postiça de Corte
MPIF Metal Powder Industries Federation
ISO International Organization Standartization
LAS Laboratório Associado de Sensores
HB Dureza Brinel

XII
P/M Metalurgia do Pó
g/m³ gramas por centímetro cúbico
KN Kilonewton
lb/pol² Libras por Polegada ao Quadrado
Fe3C Cementita
Vc Velocidade de corte
Al2O3 Óxido de Alumínio ou Alumina
SiC Carbeto de Sílicio
W Tungstênio
WC Carbeto de Tungstênio
Fe Ferro

XIII
RESUMO
Este trabalho tem como principal objetivo estudar a viabilidade de utilização de cavacos
de ferro fundido cinzento na produção de peças estruturais via metalurgia do pó, neste caso
mancais autolubrificantes. Foi realizado um estudo detalhado com diversas amostras, onde as
primeiras amostras foram feitas com cavaco puro, e as outras duas com porcentagem de 10%
e 20% de ferro puro. As amostras foram compactadas com diferentes valores de pressões e
posteriormente foram submetidas a sinterização num ambiente com temperatura, tempo e
velocidades de resfriamentos controladas com gás argônio, com uma taxa de aquecimento de
10 °C por minuto até atingir a temperatura de sinterização de 1150 °C. Após a sinterização os
materiais de amostra foram submetidos a análise metalográfica, através do embutimento,
lixamento com lixas de granulação de 100, 220, 400, 600, 800, 1000, polimento, análise
microscópica e microdureza.
Palavras-chave: Metalurgia do Pó, Mancais Autolubrificante, Ferro Fundido Cinzento

XIV
ABSTRACT
This work has as objective main to study the viability of use of shavings of iron melted
gray in the production of structural pieces he/she saw powder metallurgy powder in this
case, you limp self-lubrificating. A detailed study was accomplished with several samples,
where the first samples were made with pure shavings, and the other ones two with
percentage of 10% and 20% of pure iron. The samples were compacted with different values
of pressures, later the sintering were submitted in an atmosphere with temperature time and
speeds of controlled cooling,with a rate of heating of 10 °C for minute to reach the
temperature of sintering of 1150 °C. After the sintering the sample materials the analysis
metallographic were submitted, through the inlay, sanding with sandpapers of granulation of
100, 220, 400, 600, 800, 1000, polishing, microscopic analysis and microhardness.
Key-Words: Powder Metallurgy, Self-lubrificant, Iron Melted Gray

15
1 INTRODUÇÃO
O ser humano está cada vez mais consciente que os recursos naturais são finitos e que a
má gestão deles pode acarretar prejuízos irrecuperáveis. Frente a esta tomada de consciência e
a grande competitividade, que existe no atual cenário globalizado, ganha espaço cada vez
mais a preocupação com o desperdício e o uso inadequado de recursos, a produção abundante
de rejeitos, e o consumo excessivo.
Os resíduos são gerados em cada estágio da utilização de materiais desde a extração e o
processamento até o seu abandono como itens usados e parte desta sobra pode ser recuperado
e reutilizado como recursos secundários. Para as indústrias e ao meio ambiente é sempre
vantajoso reciclar o máximo possível. Os cavacos provenientes da indústria metal-mecânica
dos processos de usinagem são um exemplo de resíduos que merece destaque.
Estima-se que somente países mais desenvolvidos e preocupados com o
reaproveitamento industrial e o ambiente como o Japão, geram mensalmente mais de 10.000
toneladas deste resíduo e o seu reaproveitamento pelo baixo rendimento baixa fusão e altos
custos energéticos envolvidos levam a desenvolver métodos mais rentáveis como a moagem,
transformando-o em pó e utilizando-o como matéria-prima pela técnica de metalurgia do pó
na confecção de componentes mecânicos. No Brasil, não se tem dados concretos da
quantidade de cavacos gerados nos processos de usinagem, porém se tem números que giram
em torno de 50 toneladas mensais, nos processos de usinagem da empresa de máquinas
agrícolas John Deere Ltda.
OBJETIVO GERAL
Este trabalho tem como objetivo utilizar cavaco de ferro fundido cinzento oriundo da
usinagem de componentes usados na fabricação de máquinas agrícolas, para verificar a
viabilidade do seu uso na fabricação de mancais autolubrificantes via metalurgia do pó sem a
passagem do cavaco pelo processo de moagem.

16
OBJETIVOS ESPECÍFICOS
Utilização de cavaco de ferro fundido cinzento puro, com 10% e 20% de Fe.
Compactação e sinterização das amostras.
Analise microestrutural.
Testes de microdureza com carga de 500 g e tempo de penetração 10s.
Avaliação das curvas de compressibilidade.
17
2 REVISÃO DE LITERATURA
2.1 Ferro fundido
Dentre as ligas ferro-carbono, os ferros fundidos constituem um grupo de ligas de
fundamental importância para a indústria. Não só devido ás características inerentes ao
próprio material mas também pelo fato de, mediante a introdução de elementos de liga
aplicação de tratamentos térmicos adequados e pelo desenvolvimento do ferro fundido
nodular ter sido viável o seu emprego em aplicações que eram exclusivas dos aços ( 1 ).
A tecnologia dos ferros fundidos tem recebido continuamente, importantes
desenvolvimentos tanto em processos de fabricação como em materiais. Estes
desenvolvimentos resultam de necessidades nas áreas de aplicação ou ainda de redução de
custos trazem como consequência a atualização tecnológica de material de longa tradição de
uso na indústria automobilística ( 8 ).
De acordo com ( 1 ) ferro fundido é uma liga ferro-carbono-sílicio de teores de carbono
geralmente acima de 2 ,0 % em quantidades superiores á que é retida em solução sólida na
austenita de modo a resultar carbono parcialmente livre na forma de veios ou lamelas de
grafita. As ligas entre 2,0 % e 4,3 % são chamadas de hipoeutéticas, aquelas com carbono
acima 4,3 % são chamadas de hipereutéticas. Essas ligas apresentam na solidificação
geralmente uma fase pró-eutéticas ( austenita , grafita ) e que completa com uma solidificação
eutética ( austenita + grafita ou austenita + carbonetos ) ( 7 ).
Para os ferros fundidos é muito importante controlar a morfologia da grafita, já que esta
tem uma forte influência em suas propriedades. O formato da grafita em geral identificam os
ferros fundidos e determinam suas principais características em relação aos outros.
Características como resistência à tração, usinabilidade, capacidade de amortecimento e
condutividade térmica são diretamente afetadas pelo formato da grafita ( 1 ) e distingue os
seguintes tipos de ligas de ferro fundido. Os principais tipos de ferro fundido são: ( 3 ).
Ferro fundido cinzento: Cuja fratura mostra uma coloração cinza por isso sua
denominação, é caracterizado por apresentar como elementos de liga fundamentais o carbono
e o silício e uma estrutura em que uma parcela relativamente grande do carbono está no
estado livre na forma de (grafita lamelar) e outra parcela no estado combinado Fe3C ( 3 ).

18
Ferro fundido branco: Cuja fratura mostra coloração clara ( por isso sua
denominação ) caracterizado por apresentar ainda como elementos de liga fundamentais o
carbono mas cuja estrutura, devido as condições de fabricação e menor teor de silício,
apresenta o carbono quase inteiramente na forma combinada Fe3C ( 3 ).
Ferro fundido mesclado: Cuja fratura mostra uma coloração mista entre branca
e cinzenta caracterizado igualmente por uma mescla de proporções variáveis de ferro fundido
branco e ferro fundido cinzento Fe3C ( 3 ).
Ferro fundido maleável: Obtido a partir do ferro fundido branco, mediante
tratamento térmico especial ( maleabilização ), resultando numa transformação de todo ferro
combinado na forma de nódulos ( 3 ).
Ferro fundido nodular: Caracterizado por apresentar, devido a um tratamento
realizado ainda no estado líquido, carbono livre na forma de grafita esferoidal, o que confere
ao material características de boa ductilidade, donde a denominação frequente para este
material de ferro fundido dúctil ( 3 ).
Ferro fundido vermilar: É produto que como ferro fundido nodular, exige a
adição de elementos especiais como terras raras com um elemento adicional como o titânio,
que reduz a formação de grafita esferoidal. O ferro fundido vermicular pode ser considerado
um material intermediário entre o ferro fundido cinzento e o nodular ( 3 ).
Esses materiais citados têm uma grande importância para a indústria de bens de
consumo, logo características de boa fundibilidade e usinabilidade são de grande importância
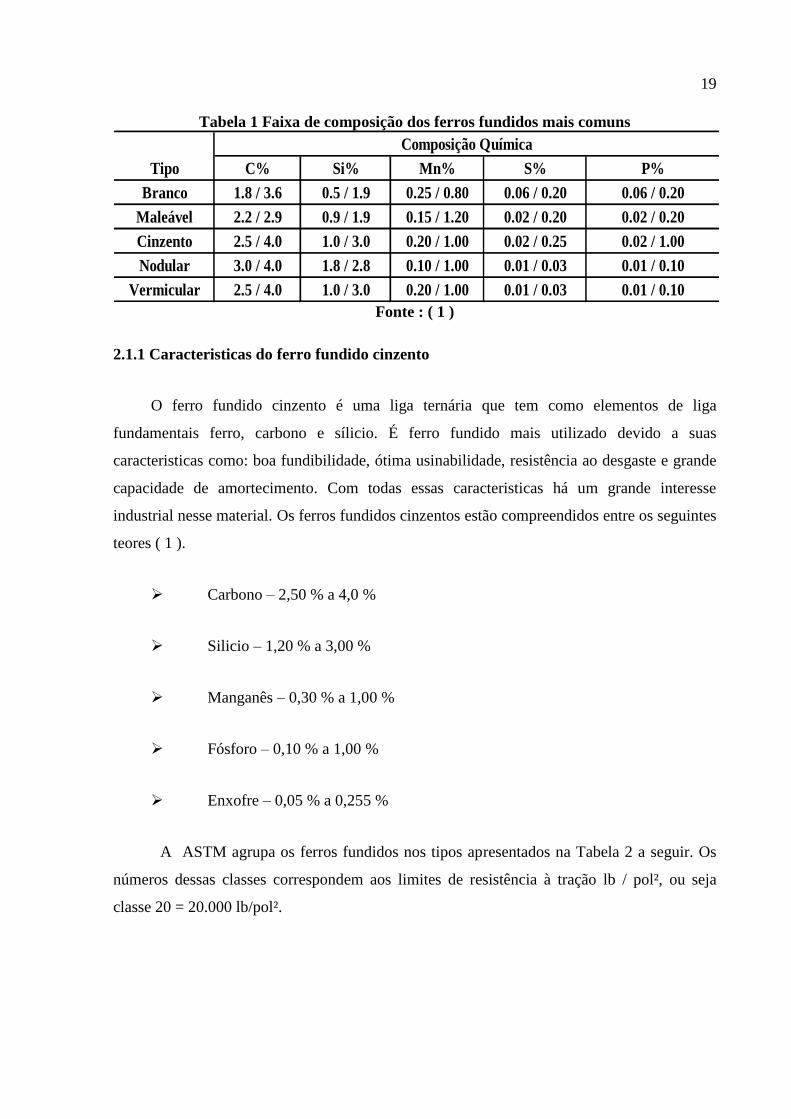
do ponto de vista industrial. A Tabela 1 a faixa de composição dos ferros fundidos mais
comuns.
19
Tabela 1 Faixa de composição dos ferros fundidos mais comuns
C% Si% Mn% S% P%
Branco 1.8 / 3.6 0.5 / 1.9 0.25 / 0.80 0.06 / 0.20 0.06 / 0.20
Maleável 2.2 / 2.9 0.9 / 1.9 0.15 / 1.20 0.02 / 0.20 0.02 / 0.20
Cinzento 2.5 / 4.0 1.0 / 3.0 0.20 / 1.00 0.02 / 0.25 0.02 / 1.00
Nodular 3.0 / 4.0 1.8 / 2.8 0.10 / 1.00 0.01 / 0.03 0.01 / 0.10
Vermicular 2.5 / 4.0 1.0 / 3.0 0.20 / 1.00 0.01 / 0.03 0.01 / 0.10
Tipo
Composição Química
Fonte : ( 1 )
2.1.1 Caracteristicas do ferro fundido cinzento
O ferro fundido cinzento é uma liga ternária que tem como elementos de liga
fundamentais ferro, carbono e sílicio. É ferro fundido mais utilizado devido a suas
caracteristicas como: boa fundibilidade, ótima usinabilidade, resistência ao desgaste e grande
capacidade de amortecimento. Com todas essas caracteristicas há um grande interesse
industrial nesse material. Os ferros fundidos cinzentos estão compreendidos entre os seguintes
teores ( 1 ).
Carbono – 2,50 % a 4,0 %
Silicio – 1,20 % a 3,00 %
Manganês – 0,30 % a 1,00 %
Fósforo – 0,10 % a 1,00 %
Enxofre – 0,05 % a 0,255 %
A ASTM agrupa os ferros fundidos nos tipos apresentados na Tabela 2 a seguir. Os
números dessas classes correspondem aos limites de resistência à tração lb / pol², ou seja
classe 20 = 20.000 lb/pol².

20
Tabela 2 Classe e composição química
Fonte: Própria
A Tabela 3 apresenta o sistema ABNT, por sua vez os ferros fundidos cinzentos são
designados por FC (ferro fundidos cinzento) e por algarismos indicativos dos limites minimos
de resistência à tração.
Como em todas as ligas metálicas, existe uma correlação intima entre as propriedades
do ferro fundido e sua estrutura, correlação essa que no caso particular do ferro fundido

21
cinzento é mais estreita e mais complexa, tendo em vista a presença de carbono livre na forma
de grafita e a forma de distribuição e dimensões que os veios de grafita apresentam. A Figura1
apresenta a micrográfia do ferro fundido cinzento da classe FC 250. Observa-se neste
exemplo a morfologia da grafita e a distribuição, caracterizando o ferro fundido cinzento. É
frequente, ainda, adicionar outros elementos de liga visando alterar certas caracteristicas dos
materiais ( 1 ). Os ferros fundidos cinzentos exibem uma resistência elevada ao desgaste,
relacionada a morfologia da grafita ( 6 ).
Figura 1 Microestrutura do ferro fundido cinzento revelando a estrutura da
grafita ( sem ataque , 200 X ) e também a matriz ( com ataque , 400 X ) classe FC 250
Fonte: ( 7 )
2.1.2 Aplicação Geral
A medida que os algarismos (FC 30 com 300N/mm por exemplo) aumentam os
valores de resistência e dureza porém com pior usinabilidade. Abaixo segue as classes dos
ferros fundidos cinzentos ( 3 ).
As classes FC-10 e FC-15 pela excelente fusibilidade e usinabilidade são
indicadas principalmente a FC-15 para bases de máquinas, carcaças metálicas etc ( 3 ).
As classes FC-20 e FC-25 aplicam-se em elementos estruturais de máquinas
operatrizes, tais como, barramentos, cabeçotes, mesas etc ( 3 ).

22
As classes FC-30 e FC-35 devido a sua maior resistência mecânica e maior
dureza aplicam-se em engrenagens pequenos virabrequins, bases pesadas e colunas de
máquinas, buchas grandes, blocos de motor etc ( 3 ).
Finalmente a classe FC-40 de maior resistência entre todas as classes possui
elementos de liga como níquel, cromo e molibdênio face á sua maior tendência á formação de
camada coquilha seu emprego é feito em peças de espessura média e grande ( 3 ).
Outras aplicações dos ferros fundidos cinzentos, além das mencionadas, incluem anéis
de pistão, produtos sanitários, tampas de poços de inspeção, tubos, conexões, carcaças de
compressores, rotores, pistões hidraúlicos,engrenagens, eixos de comando de válvulas e
virabrequins.
2.1.3 Aplicação na indústria automobilistica
Dada a importância da aplicação do ferro fundido cinzento na indústria automobilistica
a SAE agrupou esse material em cinco classes. As aplicações correspondentes são as
seguintes segundo ( 3 ).
Classe G 1800 – Peças fundidas miscelâneas (no estado fundido ou recozido),
onde a resistência mecânica não é o requisito principal.
Classe G 2500 – Pequenos blocos de cilindro, cabeçotes de cilindros, cilindros
resfriados a ar pistões, discos de embreagem, carcaças de bombas de óleo, caixas de
transmissão, caixas de engrenagem, tambores de freio para serviço leve, tambores de freio a
discos de embreagem para serviço moderado, onde o alto teor de carbono minimiza o efeito
desfavorável do calor.
Classe G 3000 – Blocos de cilindro de automóveis e motores diesel, cabeçotes
de cilindros volantes, pistões, tambores de freios e caixas de transmissão de tratores para
serviço médio .
Classe G 3500 – Blocos de motores diesel, blocos e cabeças de cilindro de
caminhões e tratores, volantes pesados, caixas de transmissão de tratores, caixa de
engrenagem para serviço pesado, onde se exige alta resistência mecânica e á fadiga.

23
Classe G 4000 – Peças fundidas para motores diesel, cilindros, camisas de
cilindros, pistões e eixos de comando de válvulas.
2.2 Mancais
Segundo, ( 10 ) mancal é definido como um dispositivo fixo fechado, sobre o qual é
apoiado um eixo. Sua função é comportar um eixo, e existem duas formas principais
empregadas para esse propósito: o mancal de deslizamento, na qual há uma bucha de material
macio entre a base do mancal e o eixo, tratando-se de uma solução para baixas rotações; e o
mancal de rolamento, adequado para maiores rotações. Os mancais são usados até mesmo em
construções simples como um carro de boi, pois não seria útil se faltasse este elemento o
mancal como mostra a Figura 2 abaixo ( 10 )
Figura 2 Parte inferior de carro de boi
Fonte: ( 10 )
Os mancais são de grande relevância para o perfeito funcionamento das máquinas, caso
ocorram falhas nos mancais grandes prejuízos podem ser percebidos na produção. Existem
dois tipos de mancais mais utilizados :
Rolamento
Deslizamento

24
2.2.1 Mancal de rolamento
Este tipo de mancal é utilizado quando é necessário maior velocidade e menor atrito.
Quando o eixo gira dentro do furo é produzido o atrito denominado de escorregamento. Para
reduzir esse atrito utiliza-se o rolamento: que é um elemento de máquina que permite o
movimento relativo controlado entre duas ou mais partes. Eles limitam as perdas de energia
produzidas pelo atrito ( 10 ) .
O comportamento do mancal de rolamento pode ser verificado através do tato e da
audição. No entanto, para fazer a avaliação do processo de giro, é necessário girar o
rolamento lentamente através do tato, isso permite constatar se o movimento está tendo
dificuldades para girar ou não. Já na avaliação pela audição é necessário que o rolamento gire
através de rotações reduzidas, levando em consideração o ruído emitido que se classificam
como: raspantes, estrepitoso ou metálico; se isto ocorrer é porque as pistas estão sujas,
descascadas, com folgas ou com falta de lubrificação ( 10 ).
O mancal de rolamento é constituído de dois anéis concêntricos e entre esse anéis são
colocados elementos rolantes como: Esfera, Rolete e Agulha as Figuras 3 abaixo representam os
três tipos de mancais.
Figura 3 Tipos de mancais de rolamento
Fonte : ( 10 )

25
2.2.2 Mancais Deslizamento
A função do mancal de deslizamento é servir de apoio para eixos girantes. Estes
mancais estão sujeitos às forças de atrito devido a rotação do eixo, ou seja, o atrito ocorre
devido ao contato da superfície do eixo com o mancal ( 10 ).
Os mancais são constituídos de uma bucha fixada em um suporte e são utilizados em
máquinas pesadas e em equipamentos de baixa rotação, porque a baixa velocidade evita o
superaquecimento dos equipamentos expostos ao atrito. São simples de montar e desmontar.
A vida útil dos mancais de deslizamento poderá ser prolongada seguindo alguns parâmetros:
os materiais necessitam ser muito bem escolhidos e apropriados a partir do desenvolvimento
do projeto de fabricação ( 10 ).
O projeto de fabricação deverá prever os modos para os trabalhos de manutenção,
conservação, limpeza, lubrificação, alinhamento e reposição, mas no caso de possíveis danos
faz-se importante consider as principais funções dos mancais de deslizamento, que são: apoiar
e guiar os eixos abaixo Figura 4 mostra um de deslizamento ( 10 ).
Figura 4 Constituição de um mancal deslizamento
Fonte : ( 10 )

26
2.2.3 Mancais de Ferro Fundido Cinzento
Os mancais de ferro fundido cinzento tem como características .
Fácil fusão e moldagem.
Boa resistência mecânica.
Excelente usinabilidade.
Boa resistência ao desgaste.
Boa capacidade de amortecimento.
As propriedades dos ferros fundidos cinzentos dependem dos seguintes fatores:
microestrutura, composição química e secção da peça. Na microestrutura, a presença de
carbono livre ou grafita é o fator predominante, porque quanto maior sua quantidade, mais
mole e menos resistente será o material. Além disso, a forma da grafita, a dimensão dos veios
e a sua distribuição afetam igualmente as propriedades. Se na matriz metálica a ferrita
predominar, a usinabilidade do material é melhor, mas sua resistência mecânica e ao desgaste
serão prejudicadas. Por outro lado se a perlita predominar, os ferros fundidos cinzentos
apresentarão melhor resistência mecânica. Uma matriz metálica contendo ferrita e perlita em
proporções idênticas, proporcionará ao material dureza e resistência mecânica intermediárias
( 26 ) ( 27 ).
Quanto à composição química, os elementos básicos que influenciam as propriedades
mecânicas são o carbono e o silício e em menor extensão, o fósforo. Destes três elementos, o
silício é o mais importante, pois é o principal responsável pela formação de grafita e melhora
a resistência à corrosão e à oxidação a temperaturas elevadas ( 26 ) ( 27 ).
A secção das peça é outro fator significativo na influência nas propriedades mecânicas.
Isso se deve ao efeito da velocidade de resfriamento. Se for rápida pode levar a formação de
ferro fundido branco ou mesclado, com apreciáveis variações nas propriedades mecânicas
como dureza e resistência ao desgaste. Se for lenta proporciona maior quantidade de carbono
livre ou grafita ( 26 ) ( 27 ).

27
Devido ao efeito dimensional, as propriedades mecânicas, a resistência à tração em
particular, dependerá do tipo de material do molde e das dimensões das secções. Nos mancais
de base oca, temos os reforços para auxiliar neste sentido abaixo a Figura 5 mostra um mancal
com reforços auxiliares ( 26 ) ( 27 ).
Figura 5 Mancal com reforço auxiliar
Fonte : ( 26 )
2.2.4 Mancais Autolubrificantes
Estes mancais fazem parte de uma das mais antigas aplicações industriais das peças
metálicas porosas obtidas pela Metalurgia do Pó. A porosidade existente nas peças
sinterizadas atua como reservatório de óleo que irá formar o filme lubrificante da região eixo-
mancal, evitando-se assim o desgaste prematuro destas superfícies. Quatro variações básicas
destes mancais estão contempladas em nossa linha de fabricação: bronze, aço,ferro-grafite e
ferro-bronze. Cada uma destas aplicações tem características e indicações específicas cuja
recomendação é sistematicamente conduzida pela nossa engenharia através do estudo caso a
caso de cada aplicação. Os mancais são porosos para que eles absorvam o óleo aplicado no
revestimento exterior, sendo conhecidos como dispositivos autolubrificante ( 28 ).

28
Os modelos de mancais são produzidos de metal em pó compactado, como o bronze ou
o cobre. Por causa do material do qual os mancais são feitos, o metal é microscopicamente
poroso. Quando os mancais recebem uma camada de óleo na superfície externa, o óleo será
elaborado através dos poros para lubrificar o cilindro interno ( 28 ).
Um mancal pode ser lubrificado de diversas maneiras. Alguns polímeros sintéticos
lubrificam as partes móveis sem aproveitar-se em temperaturas extremamente frias. Outros
mancais são revestidos com madeira de lei, porosa e oleada para que o óleo seja elaborado
mais facilmente ( 28 ).
Apesar de serem autolubrificantes, os mancais muitas vezes não desempenham bem
suas funções por falta de lubrificação. O rolamento pode desgastar-se até que já não fique
perfeitamente cilíndrico. Isto pode causar a vibração do rolamento conforme ele se move,
afetando negativamente o movimento do mecanismo. Outras vezes, pode não haver
lubrificante suficiente, ou o lubrificante torna-se viscoso demais através de condições
adversas de temperatura. Quando não há lubrificação suficiente, o rolamento deixa de se
mover. A adição de cobre, estanho, níquel, ferro ou fósforo aumenta a resistividade mecânica
da bucha. Nos mancais com suporte de aço também usa-se a metalurgia do pó para
revestimento de Cu-Pb ligas de cobre sinterizado com adição de chumbo ou estanho ou grafite
em pó materiais plásticos como o náilon e o politetrafluretileno (teflon) ( 28 ).
Os mancais sinterizados são autolubrificantes por serem mergulhados em óleo quente
após sua fabricação. Este processo faz com que o óleo fique retido na porosidade do material
e com o calor do trabalho venha à superfície cumprir sua função a fabricação de mancais
autolubrificantes são geralmente em ( 28 ):
Ferro-chumbo-grafita (o mais resistente)
Bronze (mais comum)
Ferro (mais resistente que o bronze)

29
2.2.5 Peças Estruturais
Nessa classe estão compreendidas diversas formas e geometrias simples ou complexas
para inúmeras aplicações da Metalurgia do Pó ( linha automotiva, eletrodomésticos, linha
branca, ferramentas elétricas, entre outras). Densidade, dureza, tolerâncias dimensionais e
grande gama de solicitações podem ser combinadas de forma a atender especificações amplas
contempladas em inúmeras destas aplicações. Tratamentos térmicos, superficiais,
impregnações e usinagens posteriores fazem parte das operações complementares que
permitem o custo-benefício da técnica quando comparada a processos mecânicos
convencionais ( 28 ).
A densidade de 5,5g/cm³ é a menor densidade utilizada em peças de ferro. Se uma peça
com densidade inferior a essa for sinterizada, suas propriedades mecânicas serão muito pobres
para aplicações práticas. Para mancais autolubrificantes de ferro, são comuns densidades entre
5,7 e 6,2g/cm³. Após esses valores de densidade, as pressões de compactação envolvidas
sobem cada vez mais acentuadamente, causando consideráveis deformações plásticas entre as
partículas e conseqüente atrito interno e contra as paredes da matriz ( 28 ).
Do ponto de vista econômico, não se deve levar a densidade a valores extremos, já que
isso acarreta rápido desgaste do ferramental. Na prática, em cerca de 90% dos casos, procura-
se trabalhar na faixa de 5,7 a 6,8g/cm³ para peças de ferro, conduzindo a processos bastante
econômicos. Para mancais autolubrificantes do bronze, as densidades mais usadas estão entre
5,8 e 6,9 g/cm³ ( 28 ).
A fabricação de mancais autolubrificantes pode ser em:
Ferro-chumbo-grafita (o mais resistente).
Bronze (mais comum).
Ferro (mais resistente que o bronze).
A adição de cobre, estanho, níquel, ferro ou fósforo aumenta a resistividade mecânica
da bucha nos mancais com suporte de aço também usa-se a metalurgia do pó para
revestimento de Cu-Pb ligas de cobre sinterizado com adição de chumbo ou estanho ou grafite
em pó materiais plásticos como o náilon e o politetrafluretileno (teflon) ( 28 ).
30
Os mancais sinterizados são autolubrificantes por serem mergulhados em óleo quente
após sua fabricação. Este processo faz com que o óleo fique retido na porosidade do material
e com o calor do trabalho venha à superfície cumprir sua função ( 28 ).
2.3 Processos de Usinagem
A usinagem é o processo de fabricação mais popular do mundo, transformando em
cavaco algo em torno de 10% de toda a produção de metais e empregando dezenas de milhões
de pessoas ( 25 ). Isso demonstra a importância da usinagem e de suas pesquisas para a
evolução industrial.
De acordo com ( 13 ), a usinagem tem ainda a peculiaridade de ser um processo
essencialmente prático e envolve um elevado número de variáveis. Para Shaw 1984 é
praticamente impossível prever o desempenho no corte dos metais. No entanto, o estudo e
interpretação de maneira adequada contribuem para o entendimento do processo este é o
procedimento mais próximo da capacidade de prever seu comportamento. Logo se faz
necessário estudar os processos de usinagem e suas particularidades ( 13 ).
As operações de acabamento das peças para alcançar baixas tolerâncias dimensionais de
produtos através da remoção de excesso de material causados pelos processos de formação de
produto chamam-se processos de usinagem ( 4 ).
Desde a introdução das primeiras máquinas de usinagem em 1700, estes processos são
indispensáveis para a produção de produtos variados. Segundo ( 4 ), nos dias atuais, máquinas
com comandos computadorizados de altíssimas velocidades de remoção de cavaco já são
produzidas e industrializadas no mundo inteiro.
Um processo de usinagem é basicamente composto pelos seguintes sistemas: ferramenta,
máquina e a peça a ser usinada. O conhecimento profundo de cada um desses sistemas e o
conhecimento da interação entre os mesmos podem otimizar muito o tempo envolvido e o
dinheiro gasto com a usinagem de um produto qualquer. O processo mais utilizado de
usinagem é o CNC ( Comando Numérico Computadorizado ) ( 11 ).
Esta tecnologia começou a ser aplicada em 1945 pelo empresário americano Dr. John T .
Parson.

31
Na necessidade de produzir hélices de helicóptero com qualidade e velocidade Parson
desenvolveu um método de posicionamento para fazer o contorno de difícil geometria das
hélices utilizando o conceito numérico de coordenadas em fresamento. Dentre os processos de
usinagem os dois principais são torneamento e fresamento.
2.3.1 Torneamento
Segundo ( 11 ), tornos são máquinas que executam o torneamento, destinados a remover
material da superfície de uma peça com movimentos de rotação por meio de ferramentas de
corte que se deslocam continuamente. Ele pode trabalhar em qualquer tipo de superfície de
revolução, sendo que a peça usinada tem o movimento principal de rotação, enquanto que, por
sua vez, a ferramenta executa o movimento de avanço e translação. O torno pode ser utilizado
em superfícies cilíndricas externas e internas, superfície plana no topo das peças, que facear,
abrir rasgos ou entalhes de qualquer forma em superfícies cônicas, esféricas, perfiladas e
peças roscadas.
A norma NBR 206175 descreve os conceitos básicos de torneamento como:
Torneamento é um processo mecânico de usinagem destinado a obter superfícies através
de rotações com a ajuda de uma ou mais ferramentas monocortantes. Para isso a peça
rotaciona em torno do eixo principal de rotação da máquina e a ferramenta se desloca
simultaneamente segundo uma trajetória coplanar com o referido eixo.
Pode ser dividido em retilíneo ou curvilíneo. As superfícies das peças a serem usinadas,
de acordo com a Figura 6, são definidas por ( 11 ) como:
Superfície a usinar: parte da peça a ser usinado;
Superfície usinada: é o resultado da usinagem produzido pela ação da
ferramenta de corte;
Superfície transitória: como seu nome indica é a parte transitória da peça entre
a ferramenta de corte e o gume da peça ainda não usinado;

32
Figura 6 Superfícies na peça
Fonte: ( 11 )
2.3.2 Fresamento
Fresamento é o processo de usinagem no qual a remoção de material ocorre de modo
intermitente por meio do movimento da ferramenta de corte (normalmente multicortante),
gerando superfícies das mais variadas formas. Normalmente a peça efetua o movimento de
avanço (velocidade baixa), enquanto que a ferramenta, gira a uma velocidade relativamente
alta e executa o movimento de corte mantendo o eixo de giro numa posição fixa ( 23 ).
De acordo com ( 23 ), em geral tanto a peça quanto a ferramenta podem se movimentar.
Esses movimentos podem ser tanto independentes quanto combinados, o que permite ampla
gama de operações gerando superfícies planas ou curvas, ranhuras, ressaltos roscas,
engrenagens e outras formas. Tal fato proporciona vantagens ao processo de fresamento em
virtude da variedade de formas que podem ser produzidas, da qualidade da superfície obtida,
das altas taxas de remoção de cavacos e da disponibilidade de ampla variedade de
ferramentas. Uma outra característica do processo é que cada gume da ferramenta (fresa)
remove uma porção de material da peça na forma de pequenos cavacos individuais ( 17 ).
O fresamento pode ser dividido em dois principais grupos (fresamento frontal e
fresamento periférico), de acordo com ( 23 ), conforme se verifica na Figura 7 outros
métodos podem ser considerados variações desses dois.

33
Figura 7 Fresamento frontal e periférico
Fonte: ( 17 )
As diferenças entre os dois são:
Periférico (concordante ou discordante): Operação nas quais os dentes ativos
estão na superfície cilíndrica da ferramenta. O eixo da fresa é paralelo à superfície que está
sendo gerada. As fresas são chamadas de cilíndricas ou tangenciais ( 5 ).
Frontal: Nesse caso, os dentes ativos da fresa estão na superfície frontal da
ferramenta. O eixo da fresa é perpendicular à superfície gerada. As fresas são chamadas
frontais ou de topo ( 5 ).
O fresamento é utilizado tanto para desbaste quanto para acabamento de peças. No caso
do fresamento frontal (por exemplo, as faces do bloco do motor) ( 23 ) recomenda que o
diâmetro da fresa seja maior do que a largura a ser fresada (recomenda-se D>1,5 x ae), como
pode ser visto na Figura 8.
Figura 8 Fresamento da face dos cilindros do bloco de motor
Fonte: ( 5 )

34
2.3.3 Usinabilidade do ferro fundido cinzento
A usinabilidade expressa o modo como um material se comporta quando usinado, segundo
( 24 ), a usinabilidade pode ser determinada segundo vários critérios, sendo os principais:
Força e potências requeridas;
Máxima taxa de remoção de cavacos;
Taxa de desgaste da ferramenta;
Acabamento superfícial;
Controle de cavaco;
O baixo custo do material e a fundição não são os únicos fatores responsáveis pela
aplicação em larga escala do ferro fundido cinzento na indústria. O baixo custo de desbaste e
acabamento das peças também produzidas também são um ponto que deve ser considerado. O
ferro fundido cinzento é considerado um material de boa usinabilidade, segundo quase todos
os critérios. As forças e as potências de corte requeridas são relativamente baixas, e a taxa de
remoção de material é considerada alta e a taxa de desgaste da ferramenta é considerada baixa
( 3 ) ( 24 ) ( 22 ).
A superfície gerada é um tanto fosca, mas ideal para o escorregamento. Os cavacos
produzidos são contínuos, em forma de lasca, que não apresentam problemas sério de
controle. Um problema relacionado a usinagem do ferro fundido cinzento são as partículas
finas de grafite que são lançadas ao ar, que exige o uso de equipamentos de proteção pelo
operdor. Este problema diminui quando a operação é realizada a baixas velocidades ou com
aplicação de fluído de corte ( 3 ) ( 24 ) ( 22 ).
2.3.4 Materiais de ferramentas indicado para usinagem de ferros fundidos cinzentos
Os materiais de ferramentas mais usados são os aços, o metal duro as cerâmicas, e mais
recentemente os PCBNs. Com a modernização das máquinas utilizando cada vez velocidades
de cortes maiores e a evolução dos materiais de fabricação de ferramentas aumentam-se as

35
opções para sua usinagem. Atualmente, utiliza-se com bons resultados,além do metal duro da
classe K, as cerâmicas mistas (Al2O3+TiC) e o PCBN. Este último em velocidade de corte
extremamente altas, acima de 800 m/min em operações de acabamento ( 16 ).
A usinagem de ferro fundido com ferramentas de cerâmica mista é mais recente e são
utilizadas, principalmente onde se quer obter um acabamento superficial e uma melhor
estabilidade dimensional, é o caso da usinagem dos discos de freio, tambor de freio cilindros e
volantes de motores, etc. A Tabela 4 mostra as velocidades de corte recomendadas para
torneamento de ferro fundido cinzento, com três tipos de materiais de ferramentas utilizados
( 24 ).
Tabela 4 Velocidades de Corte FoFo cinzento
Dureza HB
Ferramentas de
aço rápido .
Avanço 0,5 mm
/ver
Ferramentas de metal
duro Avanço 0,5 mm /
ver
Ferramentas de cerâmica ( Alumina ou SIALON
) Avanço 0,25 mm / ver
115-150 40 120 450
150-200 25 90 400
200-250 20 70 250
250-300 12 55 180
Fonte: ( 24 )
Os valores relacionados de velocidades de corte possíveis de serem adotados na
usinagem com ferramentas cerâmicas tem contribuido para que este tipo de material seja cada
vez mais utilizado. Investigações sobre comportamento de ferramentas cerâmicas á base de
alumina(Al2O3), no torneamento do ferro fundido cinzento apresentam resultados
satisfatórios. O acabamento superficial obtido permite a eliminação do processo posterior de
retificação. Resultados satisfatórios foram obtidos também no uso de cerâmicas a base de
nitreto de silício na usinagem de ferro fundido ( 3 ).
Em baixas e médias Vc, o mecanismo de desgaste predominante é o “ atrito “. O fato do
cavaco formado apresentar a forma descontínua faz com que ocorra maior variação no seu
processo de formação. A falta de regularidade no fluxo de material sobre a superfície de saída
da ferramenta promove a condição propícia para ocorrência de “ atrito “.

36
A aresta postiça de corte (APC) ocorre nos ferros fundidos cinzentos, quando usinados
com ferramentas de aço rápido e metal duro. A presença da APC permanece mesmo em
velocidades de corte mais elevadas que aquelas apresentadas pelos aços, devido á maior
diferença de dureza entre a matriz e a grafita ( 24 ). A APC muda de forma com o aumento da
velocidade de corte e do avanço,até desaparecer. A usinabilidade dos ferros fundidos
cinzentos é superior á das demais classes de ferro fundidos e dos aços com valores
equivalentes de dureza.
2.3.5 A usinabilidade do Ferro Fundido Cinzento com PCBN
Para materiais ferrosos a dureza é um fator fundamental na determinação de
usinabilidade . Com o ferro fundido cinzento no entanto, a microestrutura é o fator indicador
desta usinabilidade. A redução da ferrita livre ou o refino das lamelas de grafita, reduzem a
usinabilidade, nos ferros fundidos cinzentos ( 19 ).
Ferramentas de corte de PCBN, foram especificadas para trabalhar bem nos ferros
fundidos cinzentos,desde que dois importantes critérios sejam completamente cumpridos:
A microestrutura deveria ser completamente perlítica;
A velocidade de corte deveria ser acima de 500 m/min;
A formação da microestrutura completamente perlítica, depende principalmente da
composição química e da taxa de resfriamento. Como viu-se o cromo e o cobre, são
formadores de perlíta, enquanto que o molibdênio tende a diminuir as lamelas. A taxa de
resfriamento depende muito da forma da seção da peça e também da técnica de fundição
empregada ( 19 ).
De uma forma geral fundições onde ocorre o refriamento rápido e em pequenas seções
apresenta uma menor tendência para formação de ferrita livre. Portanto em taxas de
resfriamento muito rápidas á formação do ferro fundido branco duros e carbonetos
intergranulares, ficando muito difícil de usinar com ferramentas convencionais,mas com a alta
tenacidade e resistência a abrasão do PCBN, isso se torna possível ( 19 ).
37
2.4 Metalurgia do pó
Metalurgia do Pó ou Powder Metallurgy (P/M) é uma técnica de fabricação de produtos
metálicos (ferrosos ou não ferrosos) obtidos através da conformação de pós metálicos seguido
de tratamento térmico de sinterização, onde o material é submetido a temperaturas abaixo do
ponto de fusão sob atmosfera controlada de gás argônio, conferindo-se propriedades físicas e
mecânicas de acordo com as normas MPIF, ASTM, SAE, ISO e demais correlatas com P/M
( 2 ).
O efeito do custo-benefício é contemplado a nível material e dimensional, o primeiro
através da formulação da composição química e conseqüentes propriedades físico-mecânicas
na medida exata da solicitação o segundo é obtido sistematicamente pela compactação em
ferramental específico garantindo geometrias e tolerâncias apertadas com alta repetibilidade.
O processo é ecologicamente correto e exerce menor impacto ao meio ambiente (quando
comparado aos processos convencionais) devido a melhor utilização da matéria-prima, menor
consumo de energia e utilização seletiva de elementos de liga ( 2 ).
Em vários casos práticos como em eixos excêntricos e pinhões em pontas de eixo
obtêm-se economia significativa pela utilização de peças sinterizadas agregadas a um a peça
original simples. Em situações como está, o processo de fabricação utiliza-se dos métodos
convencionais para a "peça básica" e da metalurgia do pó para a produção da "parte
complexa. A Metalurgia do pó vem a ser um processo de fabricação cuja finalidade é produzir
peças compactando pós-metálicos, cerâmicos ou compósitos (metal + cerâmica) ( 2 ).
Trata-se de uma técnica de fabricação que permite a produção de peças com formas
definitivas ou praticamente semi acabadas dentro de tolerâncias bastante apertadas, produção
de componentes com certas características estruturais e físicas impossíveis de serem obtidas
através de qualquer outro processo metalúrgico ( 2 ).
O processo consiste em compactar ou modelar a mistura e aquecê-la, com objetivo de
melhorar a ligação da mistura estrutural interna. A característica específica do processo é que
a temperatura permanece abaixo da temperatura de fusão do elemento constituinte principal
chamada sinterização ( 14 ).

38
A metalurgia do pó é um processo em que a economia de material é levada ao extremo,
com mínimas perdas de matéria-prima,comparada com a usinagem tradicional, em que as
perdas podem chegar a 50% do material. Certas ligas podem ser obtidas pela metalurgia do pó
a custos menores do que se fossem produzidas pela metalurgia convencional. A possibilidade
de conjugar peças simples e partes sinterizadas representam um importante fator de economia
de custos, com preservação de qualidade do produto final ( 14 ).
O controle exato da composição química desejada do produto final,a redução ou
eliminação das operações de usinagem,o bom acabamento de superfície, a pureza dos
produtos obtidos e a facilidade de automação do processo produtivo são alguns dos motivos
que tornam a metalurgia do pó uma fonte produtora de peças para praticamente todos os
ramos da indústria como o automobilístico de informática, aeroespacial, de material
eletroeletrônico, de equipamentos e implementos agrícolas e têxtil ( 14 ).
2.4.1 Evolução Histórica da Metalurgia do Pó
Embora pesquisas arqueológicas mostrem que o homem já produzia armas, lanças e
ferramentas a partir de aglomerados de ferro, há cerca de 6000 anos a.C., somente no século
XIX foram dados os primeiros passos para o desenvolvimento da moderna metalurgia do pó.
O ano de 1829 representa um marco na história da metalurgia do pó, a partir deste período a
produção de peças de platina maleável,material que até então não podia ser processado por
fundição normal, em razão do seu alto ponto de fusão cerca de 1.775°C ( 14 ).
No início do século XX foram desenvolvidos processos para obtenção de peças de
tungstênio e de molibdênio por sinterização. Mas a produção só se expandiu mesmo após a
Segunda Guerra Mundial para atender à demanda da florescente indústria automobilística.
Hoje são inúmeras as aplicações industriais de peças produzidas por sinterização. Esta
tecnologia, comparada à metalurgia convencional,tornou-se competitiva tanto por razões
tecnológicas quanto por razões econômicas. Onde for preciso produzir grandes quantidades de
peças, de formas complexas, sempre haverá espaço para a metalurgia do pó ( 14 ).

39
2.4.2 Características
Através da metalurgia do pó consegue-se a fabricação de um componente de uso
universal, os mancais autolubrificantes. Realmente, a porosidade existente num mancal
sinterizado pode ser preenchida com óleo para garantir uma lubrificação permanente entre o
eixo e o mancal. É também a metalurgia do pó o único processo conhecido para a produção de
determinadas ligas de altíssima dureza em condições industriais.
Além de poderem ser impregnadas com óleo para funcionarem com mancais auto
lubrificantes, as peças sinterizadas podem ser impregnadas com rezínas para selar os poros
interconectantes, infiltradas com ligas metálicas para se aumentar a resistência mecânica,
tratadas termicamente, cromadas, niqueladas, ferróxidadas, etc...
A maioria das peças sinterizadas pesa menos de 2,5kg embora peças com até 15kg
possam ser fabricadas. Em seu desenvolvimento inicial, a metalurgia do pó produzia peças de
formas geométricas bastante simples, em contraste com a atualidade onde, por motivos
principalmente econômicos, procura-se fabricar cada vez mais complexas, já que os processos
convencionais tornam-nas extremamente onerosas.
2.4.3 Etapas do Processo
O processo de produção da metalurgia do pó envolve três etapas fundamentais: a
obtenção dos pós, a compactação e a sinterização propriamente dita( 16 ) ( 5 ).
Obtenção do pó: O tamanho,a forma e a distribuição dos grãos são
características importantes na produção de peças sinterizadas e variam conforme o método de
obtenção do pó. Os métodos de obtenção podem ser mecânico, químico, físico e físico-
químico. Dependendo das características desejadas do grão, mais de um método pode ser
empregado sucessivamente ( 16 ).
Compactação: Nesta etapa, uma quantidade predeterminada de pó é colocada
na cavidade de uma matriz montada em uma prensa de compressão, que pode ser mecânica ou
hidráulica. A compactação ocorre por deslocamentos simultâneos dos punções superior e
inferior, à temperatura ambiente. A Figura 9 mostra seqüência dessa operação ( 16 ).

40
Figura 9 Sequencia de operação de compactação do pó
Fonte:( 16 )
Nos primeiros movimentos do punção superior e do punção inferior, a compactação
causa apenas o adensamento do pó, sem deformação das partículas e sem produzir adesão
entre elas. Se o processo for interrompido, o pó não manterá uma forma com contornos
definidos. O aumento da pressão provocará deformação plástica das partículas ( 16 ).
As partes mais finas de cada partícula sofrerão deformação ou quebra, que favorece o
entrelaçamento dos grãos, produzindo uma espécie de “solda fria”. Com o aumento da
compressão, o atrito do material contra as paredes da matriz e a fricção interna das partículas
elevam a densidade do material aos valores desejados ( 16 ).
Após a compactação, a peça é chamada de “compactado verde”, consistência que faz
lembrar a de uma paçoca de amendoim, que deve ser manuseado com cuidado para não se
quebrar. A densidade e a resistência são duas características importantes nesta etapa, pois
influenciam as propriedades mecânicas da peça final ( 16 ).
A zona neutra é a região do compactado verde em que as partículas menos sofreram a
ação das forças de compactação. Dependendo da geometria da peça, a localização da zona
neutra torna inviável a produção de uma peça por sinterização, pois não se consegue, em torno
dessa zona, um grau de compactação compatível com as outras regiões da peça ( 16 ).
Sinterização : Esta é a etapa de consolidação final da peça. A massa de partículas, na
forma de compactado verde ou confinada em moldes é aquecida a temperaturas altas, mas
abaixo do ponto de fusão do metal base, sob condições controladas de temperatura,
41
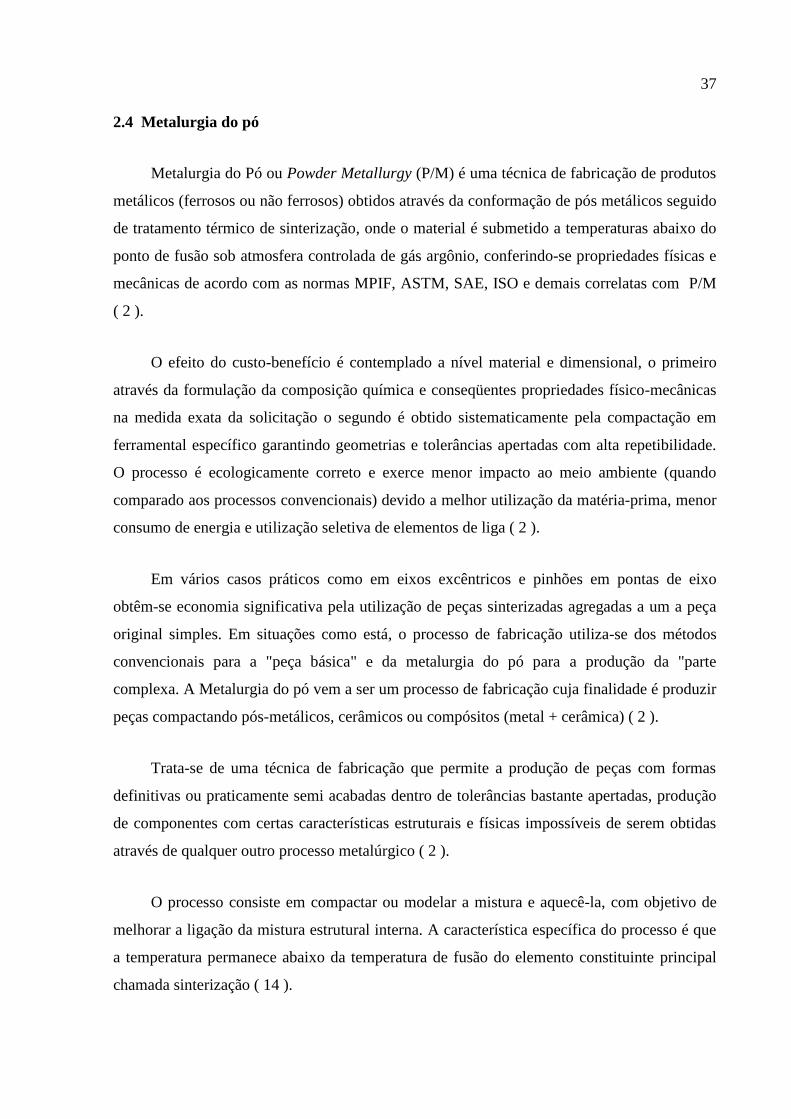
velocidade de aquecimento e resfriamento, tempo de permanência e atmosfera. Na Figura 10
abaixo mostra as etapas, de obtenção de peças via metalurgia do pó ( 16 ).
Figura 10 Etapa da metalurgia do pó
Fonte: ( 29 )
A sinterização é feita normalmente em fornos contínuos, caracterizados por três zonas
de operação: preaquecimento, manutenção da temperatura e resfriamento conforme mostra a
Figura 11.
Figura 11 Vista esquemática de um forno
Fonte: ( 16 )

42
2.4.4 Etapas complementares
Calibração: Durante a sinterização as peças podem sofrer alteração
dimensional fora do previsto, para corrigir os defeitos, utiliza-se a calibração que é uma
deformação plástica por aplicação de pressão realizada em matriz específicos a fim de atingir
a tolerância dimensional requerida da peça ( 14 ) .
Recompressão: Uma nova compressão realizada na peça após a sinterização
com a finalidade de reduzir a porosidade superficial e/ou aumentar a densidade final do
produto resultando na melhoria das propriedades mecânicas da peça ( 14 ).
Tratamento térmicos / Termoquímicos: As peças sinterizadas podem receber
tratamentos térmicos após a sinterização a fim de alterar suas propriedades mecânicas. Nos
tratamentos termoquímicos, a porosidade desempenha um papel importante, pois os poros
comunicantes permite a difusão de gases ou líquidos para o seu interior interferindo
positivamente ou negativamente no resultado final ( 14 ).
Usinagem: Assim como na fundição, muitas peças sinterizadas são submetidas
a posterior usinagem para conseguir a configuração projetada que muitas vezes, não é
possível de se obter no processo p. ex.: furos, roscas, rasgos, etc ( 14 ).
Infiltração: É um processo de fechamento dos poros (total ou parcial) de uma
peça sinterizada com baixa ou média densidade (5,6 até6,8 g/cm³no caso dos aços) com um
metal ou liga de ponto de fusão mais baixo. A infiltração do metal líquido ocorre por efeito de
capilaridade, e tem o objetivo de melhorar as propriedades mecânicas, resistência à
corrosão,promover a estanqueidade do produto e também como pré-tratamento para
acabamento superficial, como cromagem, niquelação e galvanização neste caso somente os
poros superficiais e os poros comunicantes são fechados ( 14 ).
Impregnação: Consiste em impregnar substâncias como óleos, graxas,
impermeabilizantes para evitar corrosão ou oxidação. É realizada com banho quente, banho
parcial (capilaridade) ou a vácuo ( 14 ).

43
2.4.5 Aplicações
Filtros sinterizados: São utilizados em várias aplicações industriais que requerem
resistência em altas temperaturas e resistência mecânica e química ( p.ex. filtragem de gases,
óleos combustíveis e minerais ). São utilizados também como abafadores de ruído e válvula
corta chamas. São fabricados em bronze, níquel, aços inoxidáveis, titânio e outros. A Figura
12 apresenta exemplo de filtros sinterizados ( 14 ).
Figura 12 Filtros sinterizados
Fonte: ( 14 )
A Figura 13 mostra a microscopia do material sinterizado apresentando difusão dos
grãos .
Figura 13 Visão por microscopia
. Fonte: ( 14 )

44
Mancais e buchas autolubrificantes: Uma das características da sinterização é
possibilitar o controle da porosidade do produto final. Esta característica é particularmente
importante na produção de mancais autolubrificantes. A porosidade existente no mancal pode
ser preenchida com óleo, para garantir uma lubrificação permanente entre o eixo e o mancal
( 14 ).
São aplicadas principalmente na indústria automobilística, de eletrodoméstico, motores
elétricos e ferramentas elétricas.
A porosidade existente nas peças sinterizadas atua como um reservatório de óleo que irá
formar o filme lubrificante da região eixo-mancal, evitando assim o desgaste prematuro destas
superfícies. Nos mancais sinterizados padronizados existentes no mercado, a porosidade
interconectada poderá variar de 15 a 25% do volume total do material.
A combinação de rigidez mecânica, resistência ao choque, homogeneidade estrutural,
facilidade de obtenção de certas formas geométricas com a vantagem da auto-lubrificação faz
da aplicação destes mancais o caminho correto para simplicidade de projeto e baixo custo a
Figura 14 apresenta exemplos de buchas e mancais autolubrificantes.
Figura 14 Buchas e mancais autolubrificantes
Fonte: ( 29 )
Baterias: Utilizam níquel poroso nos acumuladores cádmio-níquel e nas pilhas ( 14 ).

45
Próteses: Implantes cirúrgicos são recobertos com liga porosa (à base de Co-Ti),
permitindo que o tecido ósseo penetre nos poros e assegure uma boa ligação com o implante
( 14 ).
Materiais especiais: São ligas (como W90-Cu-Ni) que não permite fabricação
industrial devido ao alto ponto de fusão (3410°C), alta densidade (18 g/cm³), e outras
características. Possuem alto poder de absorção de radiações do setor nuclear e blindagens
para o setor militar ( 14 ).
Discos de freio e embreagem: São feitos à base de liga de cobre ou ferro-cobre, aos
quais se adiciona agente de atrito (SiC, SiO2, Al2O3) e agente lubrificante (Pb,C, MoS2)
(14 ).
Metal duro: O carboneto de tungstênio com adição de aglomerantes metálicos também
chamado de metal duro, tem importância fundamental no campo das ferramentas de
corte,peças de desgaste e brocas para perfuração de rochas. Nessas ferramentas, o metal duro
é adaptado nas partes cortantes, na forma de pastilha que possuem elevada dureza e suportam
temperaturas de até 1.000°C sem sofrer perda de corte ( 14 ).
O metal duro só pode ser produzido a partir do pó de tungstênio (W) puro, misturado ao
pó de carbono em proporções cuidadosamente controladas para garantir a correta composição.
Esta mistura é levada a uma temperatura de cerca de 1.700°C, que provoca a união do
tungstênio e do carbono, dando origem às partículas duras do metal duro, representadas pelos
carbonetos de tungstênio (WC).
O carboneto de tungstênio dissolve-se facilmente em cobalto (Co), o qual é adicionado à
mistura, atuando como metal ligante. O resultado final combina as propriedades da partícula
dura (resistência ao desgaste) com as propriedades do metal ligante (tenacidade e absorção de
impacto).
Contatos elétricos: São produzidos a partir de ligas Ag-W, Ag-WC, Ag-Ni e W puro
que garantem boa condutividade elétrica e térmica, preservando a resistência mecânica
quando aquecidos, resistência à tendência de soldagem quando em serviço e elevada
resistência ao desgaste ( 14 ).

46
Ligas magnéticas: É economicamente viável obter pequenos ímãs e ímãs permanentes
em Co5Sm (Sm = samário), ímãs cerâmicos em ferrita de bário, peças polares e núcleos
magnéticos de ampla utilização em motores e autofalantes de carros, rádio e TV ( 14 ).
Peças mecânicas: Fabricadas em Fe, Fe-Cu-Ni, Fe-Cu-Ni-Mo, Fe-Cu-Pm (Pm =
promécio), com ou sem carbono,são usados em engrenagens do eixo comando e do
virabrequim, arfos,buchas da junta homocinética, anéis sincronizadores, cubo-polia da bomba
d’água, amortecedores, pistão, corpo e guia da válvula, caixa de câmbio (cubos, anéis e luvas
sincronizadoras). A figura 15 mostra peças produzidas pela metalurgia do pó ( 14 ).
Figura 15 Pinhões e coroas
. Fonte: ( 29 )
2.4.6 Vantagens e desvantagens do uso da sinterização
Para análise da metalurgia do pó existe vantagens e desvantagens.
2.4.6.1 Vantagens
Alto aproveitamento da matéria prima, geralmente acima de 95%.
Este aproveitamento reflete-se no custo de fabricação permitindo que o produto
seja economicamente vantajoso frente aos obtidos por outros processos.

47
É um processo com baixo impacto ambiental por não ser poluente e por exigir
uma baixa energia de transformação do material. Figura 16 apresenta comparativos de
diferentes materiais.
Figura 16 Comparativo de processos de diferentes materiais
Fonte: ( 29 )
As propriedades mecânicas são dimensionadas de acordo com as aplicações,
evitando-se assim o desperdício pelo uso de materiais superdimensionados.
Permite a fabricação de altos volumes de peças.
Permite a fabricação de peças com formas mais complexas.
Ótimas tolerâncias dimensionais.
Ótimo acabamento superficial.
Possui um bom desempenho em aplicações críticas de longa duração.
Permite as mais variadas combinações de elementos químicos (ligas) e por
conseqüência permite obter várias microestruturas.
Permite a fabricação de materiais compósitos.
O controle da porosidade permite a fabricação de filtros metálicos e de mancais
autolubrificantes impregnados com óleo.

48
Este mesmo controle da porosidade permite a fabricação de materiais com densidade
100% cujas propriedades mecânicas excedem as dos materiais obtidos por processos
convencionais.
2.4.6.2 Desvantagens
Limita a forma geométrica da peça ( tem que ser extraída de uma matriz ).
Obriga a execução de grandes lotes de produções, devido ao custo elevado do
ferramental.
Limita o tamanho das peças, já que a potência requerida na compactação é
proporcional a área da seção transversal. Peças grandes exigem máquinas de elevada potência
para sua compactação.
2.5 Tribologia
O termo tribologia, que vem do grego Τριβο (Tribo - esfregar) e Λογοσ (Logos - estudo)
foi utilizado oficialmente pela primeira vez, em 1966 em um relatório feito por H. Peter Jost
para o comitê do departamento inglês de educação em ciência. Neste relatório o termo foi
definido como a “ciência e tecnologia de superfícies interativas em movimento relativo e dos
assuntos e práticas relacionados” ( 30 ).
Jost foi o primeiro a estudar os impactos econômicos devido à utilização dos
conhecimentos de tribologia. Este estudo é considerado o marco de criação da tribologia as
estimativas de reduções de gastos apresentadas no relatório de Jost são de que mediante o uso
do conhecimento existente podem-se reduzir as perdas por desgaste em 20%. O aspecto
ambiental também é muito importante na análise global das perdas por desgaste ( 30 ).
2.5.1 Princípios básicos de tribologia
Um dos principais focos de estudo da tribologia é o desgaste tradicionalmente são
aceitos quatro modos de desgaste que estão representados na Figura 17 ( 31 ).

49
Figura 17 Desenho esquemático dos quatro modos representativos de desgaste
Fonte: ( 31 )
O desgaste adesivo ocorre quando a ligação adesiva entre as superfícies é
suficientemente forte para resistir ao deslizamento. Como resultado dessa adesão uma
deformação plástica é causada na região de contato gerando uma trinca, que pode se propagar
levando à geração de um terceiro corpo e a uma transferência completa de material. No
desgaste abrasivo ocorre remoção de material da superfície, esse desgaste ocorre em função
do formato e da dureza dos dois materiais em contato. Quando o desgaste é ocasionado pelo
alto número de repetições do movimento ele é chamado de desgaste por fadiga. Finalmente o
desgaste corrosivo ocorre em meios corrosivos, líquidos ou gasosos. Neste tipo de desgaste
são formados produtos de reação devido às interações químicas e eletroquímicas ( 31 ).
Essas reações são conhecidas como reações triboquímicas e produzem uma intercamada
na superfície que depois é removida. Os modos de desgaste podem ocorrer através de diversos
mecanismos estes são descritos pela consideração de mudanças complexas na superfície
durante o movimento. Em geral o desgaste ocorre através de mais de um modo, portanto a
compreensão de cada mecanismo de desgaste em cada modo se torna importante. A Figura 18
mostra um breve resumo destes mecanismos ( 31 ).

50
Figura 18 Diagrama dos processos de desgaste em função do elemento interfacial e do
tipo de movimento das interfaces
Fonte: ( 31 )
O desgaste ocorre em função da cinemática do sistema pode variar entre deslizamento,
rolamento, oscilação, impacto e erosão, dependendo do tipo de interação e do movimento das
interfaces. A erosão pode ainda ser classificada pelo estado físico do contra-corpo, sólido ou
líquido, ou pelo ângulo de ação, alto ou baixo ( 31 ).
Os processos de desgaste também poderão ser classificados quanto ao elemento
interfacial podendo ser de desgaste de 2-corpos ou estar sob ação de partículas sólidas
pressionadas entre duas superfícies, por exemplo poeira em lubrificantes ou minerais e em
rochas sob pressão caracterizando um desgaste de 3-corpos. O pesquisador tem que ter
sempre em mente o tipo de aplicação do material que ele deseja testar para que possa simular
as mesmas condições de velocidade, de movimento e de carga ( 31 ).

51
3 . MATERIAIS E MÉTODOS
3.1 Cavaco de ferro fundido
3.1.1 Obtenção
O cavaco de ferro fundido utilizado neste trabalho, foi gerado na usinagem de um
componente que compõe a montagem do trator MR, mais precisamente um diferencial
fornecido pela empresa de fundição BRmetals, com 500Kg no seu estado bruto como
apresenta a Figura 19.
Figura 19 Diferencial bruto do trator MR
Fonte:Própria
A Figura 20 apresenta o Diferencial do MR usinado pronto para montagem, após 60
minutos de usinagem e retirada de 50Kg de cavaco.
Figura 20 Diferencial usinado
Fonte:Própria

52
A Figura 21 apresenta as ferramentas utilizadas nas principais operações de retirada de
cavacos, utilizadas na fresagem do diferencial ferramenta ( a ) acabamento, ferramenta ( b )
desbaste.
Figura 21 Ferramenta de acabamento ( a ) Ferramenta desbaste ( b )
Fonte:Própria
A Figura 22 apresenta o centro de usinagem modelo MCH 350 da empresa HELLER
utilizado na usinagem do diferencial citado na Figura 22 .
Figura 22 Centro de usinagem HELLER
Fonte:Própria
3.2 Obtenção da materia prima metálica
A composição das amostras foram obtidas com cavaco de ferro fundido cinzento com
adição de percentuais de 0,10 e 20 % de ferro puro em pó da empresa Hoganas. A Figura 23
apresenta o cavaco proveniente da usinagem.
53
Figura 23 Cavaco de ferro fundido proveniente da usinagem
Fonte:Própria
3.3 Preparação das amostras
As amostras foram pesadas em uma balança marca, Marte modelo AL 500 com
capacidade máx. de 500g e mín. de 0,002g como mostra a Figura 24 a fim de obter o
resultado de suas massas para os cálculos percentuais de cada elemento usado na mistura.
Figura 24 Balança marte AL 500
Fonte:Própria
3.4 Compactação dos corpos de prova
Para a compactação dos corpos de prova foi utilizada uma matriz cilíndrica de aço
temperado com cavidade de diâmetro interno de 13 mm e altura e profundidade de 53 mm,
com o punção inferior de 15 mm de altura e o punção superior de 65 mm como demonstra a
Figura 25 (b). A prensa hidráulica da marca Bovenaw P30 st com capacidade máxima de 30
toneladas como mostra a Figura 25 (a).

54
Figura 25 ( a ) Prensa hidráulica Figura-25 ( b ) Matriz de compactação
Fonte:Própria
3.5 Sinterização das amostras
Para sinterização das amostras foi usado um forno tubular vertical, com temperatura,
tempo e velocidades de resfriamentos controladas com gás argônio com uma taxa de
aquecimento de 10°C por minuto até atingir a temperatura de sinterização de 1150°C. A
Figura 26 mostra gráfico temperatura de sinterização e Figura 27 exibe o forno tubular
vertical de sinterização.
Figura 26 Gráfico temperatura de sinterização
Fonte: Própria

55
Figura 27 Forno tubular vertical de sinterização
Fonte:Própria
3.6 Metalografia
O controle de qualidade de um produto metalúrgico pode ser microestrutural e
dimensional. O dimensional (metrologia) preocupa-se em controlar as dimensões físicas de
um determinado produto, denomina-se Metrologia. O microestrutural (metalográfia)
preocupa-se com o material que forma a peça e sua composição, propriedade, estrutura e
aplicação. Para uma boa análise microestrutural do material seguiu-se etapas que são
indispensáveis .
3.7 Embutimento
O embutimento é de grande importância para o ensaio metalográficos, pois além de
facilitar o manuseio de peças pequenas, evita que amostras com arestas rasguem a lixa ou o
pano de polimento, bem como o abaulamento durante o polimento. Existem dois tipos de
embutimento a frio e a quente. Neste caso foi usado o sistema a quente em uma prensa como
mostra a Figura 28 ( a ) e baquelite e desmoldande com Figura 28 ( b ).

56
Figura 28 ( a ) Prensa de embutimento Figura 28 ( b ) Baquelite e desmoldante
Fonte:Própria
3.8 Lixamento / Polimento
Esta operação tem como objetivo, eliminar riscos e marcas mais profundas da superfície
dando um acabamento a esta superfície para posteriormente ser aplicado o polimento. Para
esta operação foram usadas lixas com granulometria de 100, 220, 400, 800, 1000 com giro de
90° entre uma e outra. Após a etapa de lixamento ocorreu o polimento das amostras, que tem
como objetivo ter um acabamento superficial polido e isento de marcas utilizou-se para este
fim abrasivo de alumina a Figura 29 mostra polimotriz.
Figura 29 Polimotriz para lixamento e polimento
Fonte:Própria

57
3.9 Análise Microdureza
Para análise de microdureza foi utilizado um microdurômetro da marca Future-Tech /
Japão modelo FM -700,características de 25-200 gf,com seleção automática de carga como
mostra a Figura 30. A carga usada foi de 500g,com penetração de 10s.
Figura 30 Microdurômetro Future Tech/ Japão modelo FM-700
Fonte:Própria

58
4 RESULTADOS E DISCUSSÃO
4.1 Compressibilidade
A Tabela 5 abaixo apresenta os resultados de compressibilidade, obtidos após a
compactação do cavaco de ferro fundido cinzento puro com diferentes cargas.
Tabela 5 Resultados Compressibilidade do FoFo cinzento cavaco puro
Amostra Força (ton) Pressão (MPa) Massa Diâmetro Altura Densidade ( g / cm³ )
0 2,8
1 2,64 200 5,04 13,1 7,4 5,055
2 5,28 400 5,032 13,1 7,1 5,261
3 7,92 600 5,004 13,1 7,11 5,224
4 10,56 800 5,029 13,1 7,05 5,295
5 13,2 1000 4,89 13,1 6,92 5,245
Amostra cavaco-puro
Fonte:Própria
A Figura 31 apresenta a curva de compressibilidade gerada através dos dados da Tabela
5 com amostras de cavaco puro, observa-se que a partir de 400 MPa de pressão a curva de
compressibilidade se mantém.
Figura 31 Curva de compressibilidade amostras de cavaco puro
Fonte:Própria

59
A Tabela 6 apresenta os resultados da compressibilidade após a compactação do cavaco
de ferro fundido cinzento com 10% de Fe.
Tabela 6 Resultados da compressibilidade do FoFo cinzento 10% Fe
Amostra Força (ton) Pressão (MPa) Massa Diâmetro Altura Densidade ( g / cm³ )
0 2,8
1 2,64 200 5,17 13,4 8,85 4,336
2 5,28 400 5,21 13,4 8,35 4,631
3 7,92 600 5,18 13,4 8,3 4,632
4 10,56 800 5,23 13,4 8,2 4,734
5 13,2 1000 5,15 13,4 8,15 4,69
Amostra cavaco-puro 10% Fe
Fonte:Própria
A Figura 32 apresenta a curva de compressibilidade do FoFo cinzento com 10 % de Fe
gerada com dados obtidos da Tabela 6 , observa-se que a partir de 400 MPA de pressão a
curva de compressibilidade se mantém.
Figura 32 Curva de compressibilidade FoFo cinzento 10 % de Fe
Fonte:Própria
A Tabela 7 apresenta os resultados da compressibilidade do FoFo cinzento com 20%
de Fe, após a compactação.

60
Tabela 7 Resultados compressibilidade FoFo cinzento 20% Fe
Amostra Força (ton) Pressão (MPa) Massa Diâmetro Altura Densidade ( g / cm³ )
0 2,8
1 2,64 200 5,08 13,4 8,9 4,237
2 5,28 400 5,1 13,4 8,5 4,453
3 7,92 600 5,09 13,4 8,55 4,419
4 10,56 800 5,09 13,4 8,35 4,525
5 13,2 1000 5,08 13,4 8,4 4,489
Amostra cavaco-puro 20% Fe
Fonte:Própria
A Figura 33 apresenta a curva de compressibilidade do FoFo cinzento com 20 % de Fe
gerada com dados obtidos da Tabela 7, observa-se que a partir de 400 MPA de pressão a
curva de compressibilidade se mantém.
Figura 33 Curva de compressibilidade FoFo cinzento com 20 % de Fe
Fonte:Própria
4.2 Análise Microestrutural
As superfícies das amostras após ensaios foram analisadas por um microscópio ótico
modelo olimpos como mostra a Figura 34.

61
Figura 34 Microscópio Olimpos
Fonte:Própria
As micrografias foram realizadas em amostras contendo cavaco de ferro fundido
cinzento puro, com 10% e 20% de Fe. A Figura 35 apresenta a microestrutura de uma amostra
com cavaco de ferro fundido cinzento puro, com poros significativos com média presença de
ferro e grande presença de carbono.
Figura 35 Microestrutura de ferro fundido cinzento puro
Fonte:Própria
Figura 36 apresenta a microestrutura do ferro fundido cinzento com 10% de Fe com
diminuição do carbono, poros reduzidos e maiores quantidades de Fe.
Poros
Ferro
Carbono
Grafita

62
Figura 36 Microestrutura ferro fundido cinzento com 10% de Fe
Fonte:Própria
Figura 37 apresenta a microestrutura do ferro fundido cinzento com 20% de Fe
apresenta diminuição da porosidade em função do aumento do Fe.
Figura 37 Microestrutura ferro fundido cinzento com 20% de Fe
Fonte:Própria
A Figura 38 apresenta ilustrações das microestruturas das amostras, fazendo
comparativo da diminuição dos poros devido ao aumento da porcentagem de Fe utilizado nas
amostras.
Poros
Ferro
Carbono
Grafita
Poros
Ferro
Carbono
Grafita

63
Figura 38 ( a ) Microestrutura com cavaco puro ( b ) Microestrutura com 10% Fe ( c )
Microestrutura com 20% Fe
( a ) ( b ) ( c )
Fonte:Própria
As análises de microdurezas foram analisadas em quatro pontos distintos a Tabela 8
apresenta os resultados obtidos em amostras de cavaco de FoFo cinzento puro.
Tabela 8 Microdurezas das amostras de cavaco puro
Amostra 1 Amostra 3 Amostra 5
500 g 170,9 220,6 202,8
10 s penetração 170,6 198,4 156,1
cavaco puro 150,3 209,5 154,4
147,4 201,2 204,7
Média 159,8 207,425 179,5
Ensaio de microdureza VICKERS
Fonte:Própria
A Tabela 9 apresenta os resultados de microdureza das amostras de cavaco de FoFo
cinzento com 10 % de Fe.
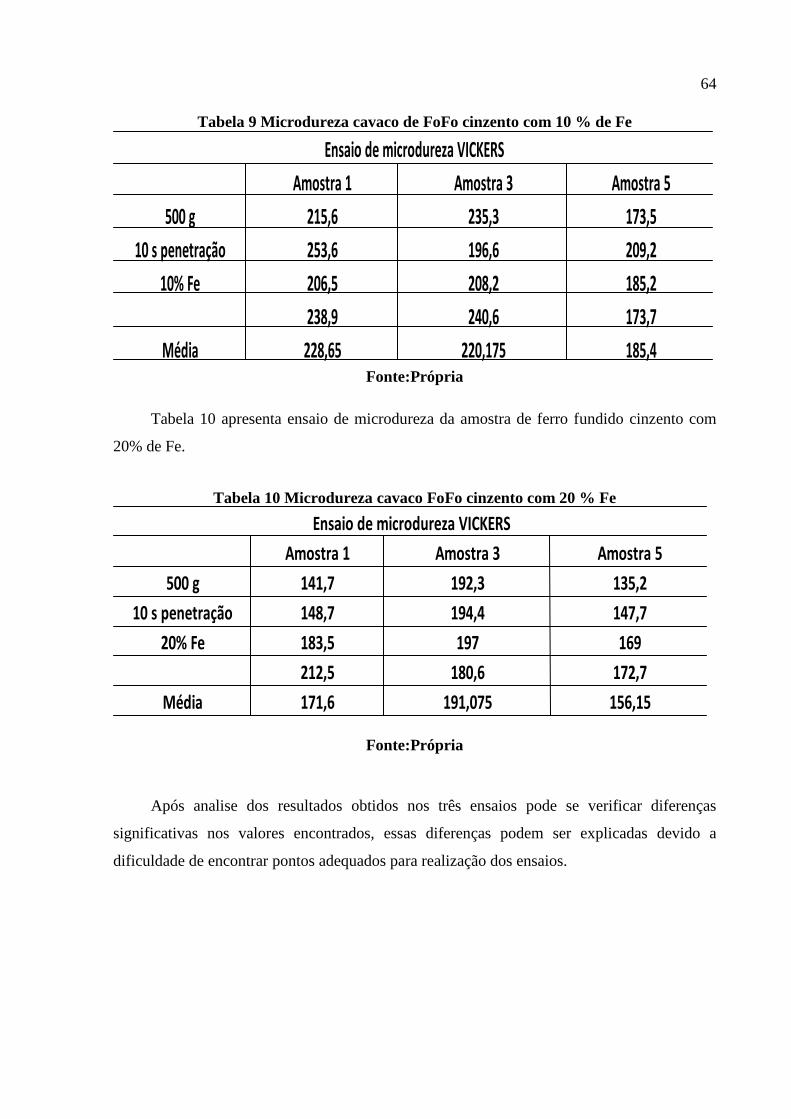
64
Tabela 9 Microdureza cavaco de FoFo cinzento com 10 % de Fe
Amostra 1 Amostra 3 Amostra 5
500 g 215,6 235,3 173,5
10 s penetração 253,6 196,6 209,2
10% Fe 206,5 208,2 185,2
238,9 240,6 173,7
Média 228,65 220,175 185,4
Ensaio de microdureza VICKERS
Fonte:Própria
Tabela 10 apresenta ensaio de microdureza da amostra de ferro fundido cinzento com
20% de Fe.
Tabela 10 Microdureza cavaco FoFo cinzento com 20 % Fe
Amostra 1 Amostra 3 Amostra 5
500 g 141,7 192,3 135,2
10 s penetração 148,7 194,4 147,7
20% Fe 183,5 197 169
212,5 180,6 172,7
Média 171,6 191,075 156,15
Ensaio de microdureza VICKERS
Fonte:Própria
Após analise dos resultados obtidos nos três ensaios pode se verificar diferenças
significativas nos valores encontrados, essas diferenças podem ser explicadas devido a
dificuldade de encontrar pontos adequados para realização dos ensaios.

65
5 CONCLUSÕES
A diluição do pó de ferro no cavaco de ferro fundido cinzento, diminuiu os valores
da densidade. A compactação realizada a 800 MPa produziu corpos de prova com maior
densidade em todas as amostras analisadas. A curva de compressibilidade se manteve estável
a partir de 400 MPa de pressão em todas as amostras analisadas.
Os resultados obtidos nos ensaios de dureza ficaram todos acima dos 155 Vickers que
equivale a ± 160 Brinell estes valores estão dentro da faixa de dureza requerida para
fabricação de mancais em ferro fundido cinzento que esta entre 145 á 170 Brinell, porém os
resultados da densidade ficaram abaixo da densidade de 5,7 e 6,2 g/cm³ que é a especificação
para fabricação de mancais autolubrificantes de ferro.
66
6 SUGESTÕES PARA TRABALHOS FUTUROS
Após analisar alguns resultados obtidos neste trabalho podemos sugerir algumas
sugestões para se obter melhores resultados:
Obter o pó de cavaco de ferro fundido cinzento através da moagem, sem alterar
a porcentagem de ferro puro inicialmente proposto.
Aumentar a porcentagem de ferro puro gradualmente e analisar o
comportamento das amostras.
Realizar sinterizações em diferentes temperaturas e analisar o comportamento
do sinterizado.

67
7 REFERÊNCIAS BIBLIOGRAFICAS
1. CHIAVERINI , Vicente . Aços e Ferros Fundidos : Características gerais ,
tratamentos térmicos , princípais tipos – 7 ed. - São Paulo , Associação Brasileira de
Metalurgia e Materiais , 2008 .
2..CHIAVERINI, Vicente. Metalurgia do pó. 4.ed. SÃO PAULO: Associação
Brasileira de Metalurgia, Materiais e Mineração, 2001
3. CHIAVERINI, V., 1984, “Aços e Ferros Fundidos”, Associação Brasileira Metais,
ABM., 5a. edição.
4. DINIZ, Anselmo Eduardo; MARCONDES, Francisco Carlos; COPPINI, Nivaldo
Lemos, Tecnologia da Usinagem dos Materiais. 3.ed. São Paulo: Artilber, 2003.
5. DINIZ, A. E.; MARCONDES, F.C.; COPPINI, N. L. Tecnologia da Usinagem dos
Materiais, 2 ed., São Paulo: mm Editora, 1999. 242p. Mestrado, PUC Minas, Belo Horizonte,
MG, Brasil.
6. GHADERI,A.R., AHMADABADI,M.,GHASEMI,H.M. “Effect of Graphite
Morphologies on Tribological Behavior of Austempered Cast Iron” [ J ] .Wear.n.255.p.410-
416,2003.
7. GUESSER,W.L.”Propriedades Mecânicas dos Ferros Fundidos” 1.ed.São Paulo:
Blucher,2009.336 p.
8. GUESSER,W.L.;GUEDES.L.C. “Desenvolvimento Recentes em Ferros Fundidos
Aplicados á Indústria Automobilística” IN:Seminário da Associação de Engenharia
Automotiva-AEA,1997,São Paulo.
9. HERALDO , Amorim . Apostila materiais para ferramentas de corte . Processos de
fabricação por usinagem – DEMEC – UFRGS , Porto Alegre , 2003 .
10. JUNIOR, Iraja Gaspar de Andrade . Tecnologia de Rolamento . São Paulo :
Associação Brasileira Técnica de Celulose e Papel, 1994. 32 p.

68
11. LOSEKANN,Cláudio R; UNIVERSIDADE DO VALE DO RIO DOS SINOS.
Apostila de Usinagem, São Leopoldo. 376 p.[entre 1998 e 2006].
12. MONGONI,C.”Determinação Teórico-Experimental de Forças e Análise
Dinâmica por Elementos Finitos no Fresamento de Peças com Baixa Rigídez”
.2004.Dissertação ( Mestrado em Engenharia Mecânica ) Departamento de Engenharia
Mecânica ,Universidade Federal de Santa Catarina,Florianópolis,2004.
13. MACHADO,A.R.ed al”Teoria da Usinagem dos Materiais”.São Paulo:Editora
Blucher,2009.384 p.
14. MORO,NORBERTO. Processo de Fabricação-Metalurgia do Pó < Disponível em
www.norbertocefetrs.pro.br > Acessado em 25/04/2013
15. MARTINS , Vinícius . Estudo das propiedades dos compósitos WC-6 Co , WC-
10Co , WC-20Co , WC-6Co-6Ni , WC-6Co-12Ni , obtidos por metalurgia do pó convencional
para fabricação de anéis de selos mecânicos Porto Alegre , 2010 . Dissertação de Mestrado ,
UFRGS .
16. MARCONDES, F.C., 1990, “A História do Metal Duro”, Editado pela Sandvik
Coromant.,CPA – Consultoria de Projetos e Artes, SP, 240 pgs .
17. P0LLI,M.L.”Análise da Estabilidade Dinâmicado Processo de Fresamento a Altas
Velocidades de Corte”.2005.Dissertação ( Mestrado em Engenharia ) Departamento de
Engenharia Mecânica,Universidade Federal de Santa Catarina,Florianópolis,2005.
18. STOETERAU, R. L.; Leal, L. C. Apostila de Tribologia. Departamento de
Engenharia Mecância - Universidade Federal de Santa Catarina, 2002.
19. SOUZA JR., A.M., 2001, “Estudo da Utilização de PCBN e Cerâmica Mista no
Fresamento de Blocos Motores de Ferro Fundido Cinzento”, Dissertação de Mestrado, PUC
Minas, Belo Horizonte, MG, Brasil.
20. STEMMER, G. Erich. Ferramentas de Corte II: brocas, alargadores, ferramentas
de roscas, fresas, brochas, rebolos e abrasivos. Florianópolis: Ed. da UFSC, 1992.

69
21 . SANDVIK , do Brasil . Manual de produtividade handbook , 8 ed. 2005 .
22. SANTOS, S.C., 1999, “Furação de Ferro Fundido Cinzento com Brocas de
Metal Duro Integral”, Dissertação de Mestrado, UFU, Uberlândia, MG, Brasil.
23. STEMMER,G.E “Ferramentas de Corte II”.3.ed.Florianópolis:Ed.UFSC,2005b.
24. TRENT, E.M., 1991, “Metal Cutting”, 3rd Edition, Butteworths-Heinemann Ltd,
273 pg.,
25. TRENT,E.M.;WRIGHT,P.K.”Metal Cutting”.Woburn:Butherworh
Heinemann,2000.446 p.
26. Disponível em: http/: www.romaco.com.br/ferro fundido cinzento Acesso em
06/01/2014
27. Disponível em: http/: www.brm.com.br/ ferro fundido cinzento Acesso em
06/01/2014
28. Disponível em: http/: www.bsmetalurgica.com.br/ mancais autolubrificantes
Acesso em 07/01/2014
29. Disponível em: http/: www.metalurgiadopo.com.br/ Acesso em 03/01/2014
30 . JOST, H. P., 1990, “Tribology-origin and future”, Wear, v.136, pp.1-17.
31 . KATO, K. Adachi, K., 2001, “Wear Mechanisms”, Modern Tribology Handbook,
Ed. CRC Press LLC Vol.2 Cap 22.

70
APÊNDICE





























