Embed Size (px)
Citation preview

MISKOLCI EGYETEM
MŰSZAKI ANYAGTUDOMÁNYI KAR
TUDOMÁNYOS DIÁKKÖRI DOLGOZAT
3515 MISKOLC, Egyetemváros
ÖNTÖDEI HOMOK ALKALMAZHATÓSÁG VIZSGÁLATAI, VALAMINT A
KÖTŐANYAG CSÖKKENTÉS LEHETŐSÉGE
Készítette:
Bejczi Balázs
Konzulens:
Császár Csaba, termék mérnök, Nemak Győr Kft.
Dr. Tóth Levente, egyetemi docens, Miskolci Egyetem
Leskó Zsolt, okl. kohómérnök, Miskolci Egyetem
Metallurgiai Intézet Öntészeti Tanszék
2012

2
Tartalom 1. BEVEZETÉS ....................................................................................................................... 3
2. HOMOKREGENERÁLÁS .................................................................................................. 4
2.1 TERMIKUS REGENERÁLÁS .......................................................................................... 4
3. VIZSGÁLATOK.................................................................................................................. 6
3.1 IZZÍTÁSI VESZTESÉG ................................................................................................... 7
3.2 PH MÉRÉS .................................................................................................................... 8
3.3 ISZAP TARTALOM .................................................................................................... 10
3.4 SZEMCSEMÉRET - ELOSZLÁS .................................................................................... 11
4. HOMOKKEVERÉK VIZSGÁLATOK ..............................................................................12
4.1 HAJLÍTÓSZILÁRDSÁG MÉRÉS ................................................................................... 15
4.2 GÁZÁTERESZTŐ - KÉPESSÉG MÉRÉS........................................................................ 19
5. MIKROSZKÓPOS VIZSGÁLAT .......................................................................................22
6. KÖTŐANYAG CSÖKKENTÉS LEHETŐSÉGE HIDEGEN KÖTŐ HASÁB
PRÓBATESTEK ESETÉN ........................................................................................................23
7. ELTÉRŐ ÜZEMI KÖRÜLMÉNYEK SZIMULÁCIÓJA ...................................................25
ÖSSZEFOGLALÁS ...................................................................................................................27
IRODALOMJEGYZÉK.............................................................................................................28
KÖSZÖNETNYILVÁNÍTÁS: ....................................................................................................29

3
1. BEVEZETÉS
Az öntőiparban számos olyan eljárással találkozunk, amelyekkel az öntvénygyártáshoz
szükséges magokat és formákat előállíthatjuk. A kokilla- és nyomásos öntés kivételével az
összes eljárásnak egy közös tulajdonsága van: segédanyagként homokot igényelnek. Mivel az
öntödei homokkeverékek fő alkotója a homok, annak minősége a kötőanyag felhasználás, a
tömöríthetőség és az öntvény felületi minősége szempontjából döntő jelentőségű.
Napjainkban a magok elkészítéséhez használt új homok beszerzési költsége, a szállítás ára
drasztikusan növekszik, aminek következtében az öntödékben folyamatosan kísérleteznek a
szakemberek annak reményében, hogy minimalizálják az új homok költségeit. A kísérletek és
vizsgálatok célja az üzemen belül használt „széria” homok folyamatos lecserélése egy azonos
minőségű, esetleg pozitívabb tulajdonságokkal rendelkező mégis költségkímélőbb (olcsóbb
szállítási -, beszerzési költség) homok típusra.
Az öntödék számára további cél, hogy regeneráló berendezés működtetésével a használt
homokot üzemen belül újrahasznosítsák úgy, hogy a technológiai paraméterek
optimalizálásával megfelelő formázóanyag minőséget biztosítsanak.
Kutatásaim során két különböző időpontban levett homok regenerátumot
(homokregeneráláson átesett, osztályozott homokot értünk) vetettem alá öntödei
alkalmazhatóság vizsgálatoknak a Nemak Győr Kft. Üzemében, a nyári szakmai gyakorlatom
keretében az ott található homok laboratóriumban. Erre azért volt szükség, mert az üzemben
alkalmazott homok típusban változás következett be, aminek következtében a későbbi
időpontban levett regenerátum, már más típusú homokot tartalmazott. Többek között
megmértem a homokminták izzítási veszteségét, iszap tartalmát. Ezek mellett pH mérést és
szemcseméret – analízist is végeztem. Továbbá megmértem a rendelkezésemre álló kísérleti
maglövő gép segítségével előállított próbatestek hajlítószilárdságát és gáz – átbocsátó
képességét. A mérések után diagramokat állítottam össze, ahol összehasonlítottam a két
regenerátumot és következtetéseket vontam le az eredményekből. A mérések célja az „új”
homok további alkalmazhatósága a termelésben.
Dolgozatom második felében a homok - keverékekhez szükséges kötőanyag csökkentésének
lehetőségét vizsgáltam, valamint elvégeztem az eltérő üzemi körülmények szimulációját.
Utóbbinál olyan homok - keverékeket vizsgáltam, amelyeknél növeltem a hőmérsékletüket,
még mielőtt azokat felhasználtuk volna, így szimulálva a téli-nyári hőmérséklet ingadozás
hatását a homok keverékekre, és olyan esetet is vizsgáltam, amikor nem csak a hőmérsékletet
növeltem, hanem tároltam is a homokkeverékeket és utána készítettem belőle próbatesteket.

4
2. HOMOKREGENERÁLÁS
Az öntödei formázóanyagok 30-40%-a műgyantakötésű. Ezen típusú formázóanyagokat csak
homokregenerálás útján lehet újrahasznosítani. Az öntödei használt homok regenerálása mind
gazdasági, mind környezetvédelmi szempontból nagyon fontos technológia. A nagyobb
arányú regenerátum felhasználásával csökkenthető az újhomok- és a depóra kerülő használt
homok mennyisége is. Az EU környezetvédelmi irányelvei arra sarkallják az üzemeket, hogy
lehetőség szerint hulladékszegény technológiákat dolgozzanak ki, és az üzemen belül
keletkező hulladékot minél nagyobb arányban újrahasznosítsák. E tekintetben az öntödei
homok értékes alapanyag, amely ciklikusan körbejár az öntödei körfolyamatban. [1]
A regenerálás definíció szerint olyan technológia, mely során – az öntést és ürítést követően –
a használt homokon lévő maradék kötőanyagot, szennyezőanyagokat eltávolítják, és a
formázóanyag rendszer számára újrafelhasználható alapanyagot állítanak elő. Regeneráláskor
az a cél, hogy az újhomok minőségéhez hasonló homokminőséget állítsunk elő.[1]
2.1 TERMIKUS REGENERÁLÁS
A termikus regenerálás során a használt homokot különféle típusú izzító kemencékben 600-
900ºC-ra hevítik. Az izzítás hatására az éghető kötőanyagfilmek leégnek a homokszemcse
felületéről és füst, hamu, illetve por formájában az égetés alatt, valamint az azt követő
légszérezés és hűtés során, megfelelő porelszívó- és ülepítőrendszerekkel eltávolíthatók a
homokból. [2]
Regenerálás lépései (részletes):
A regenerálás során fluidizációs kemencén halad át a homok, leég a szerves anyag (gyanta,
gyantamaradék) a homokszemcsék felületéről. Előmelegítés után a homok bekerül a
regeneráló berendezés égető terébe, ahol alulról gázzal fűtve és egyúttal lebegtetve leég a
homok felületéről a gyanta. Az első medencéből „átfolyik” a homok a második,
hűtőcsövekkel ellátott medencébe, ahol lehűl, majd távozik a kemencetér végén kialakított
nyíláson. Innen szitálás/osztályozás után a megfelelő szemcseméretű homok a megfelelő
homoksilóba kerül. Innen pneumatikus szállítórendszer segítségével szállítják - szükség
szerint - a keverők feletti napi tartályba a homokot. Az üzemen belüli homok körforgalmat a
következő ábra szemlélteti:

5
napi tárolók
öreg homok
közepes
új homok
szepa-
rált öreg homok
kemence
hűtő
osztályozó
osztályozó
finom
köz.finom szep
mérleg
keverő-és
szállító kocsi
maglövő
öntő gép
vissza az öreghomok
silóba
napi
tároló
1. ábra Homok körforgalom
6
Az a gyanta- és edzőmennyiség, amit a regenerálás során nem tudunk eltávolítani,
öntvényhibák kialakulásához vezethet, – ráégés, eresség, gázhólyagosság és penetráció –
aminek okozója a nem megfelelően regenerált formázókeverék. Ezeket a hibákat megfelelő
formázóanyag összetétel biztosításával lehet kiküszöbölni, és folyamatos
minőségellenőrzéssel (nitrogéntartalom, foszfortartalom, izzítási veszteség, granulometria, pH
érték) kell kontrollálni [3]
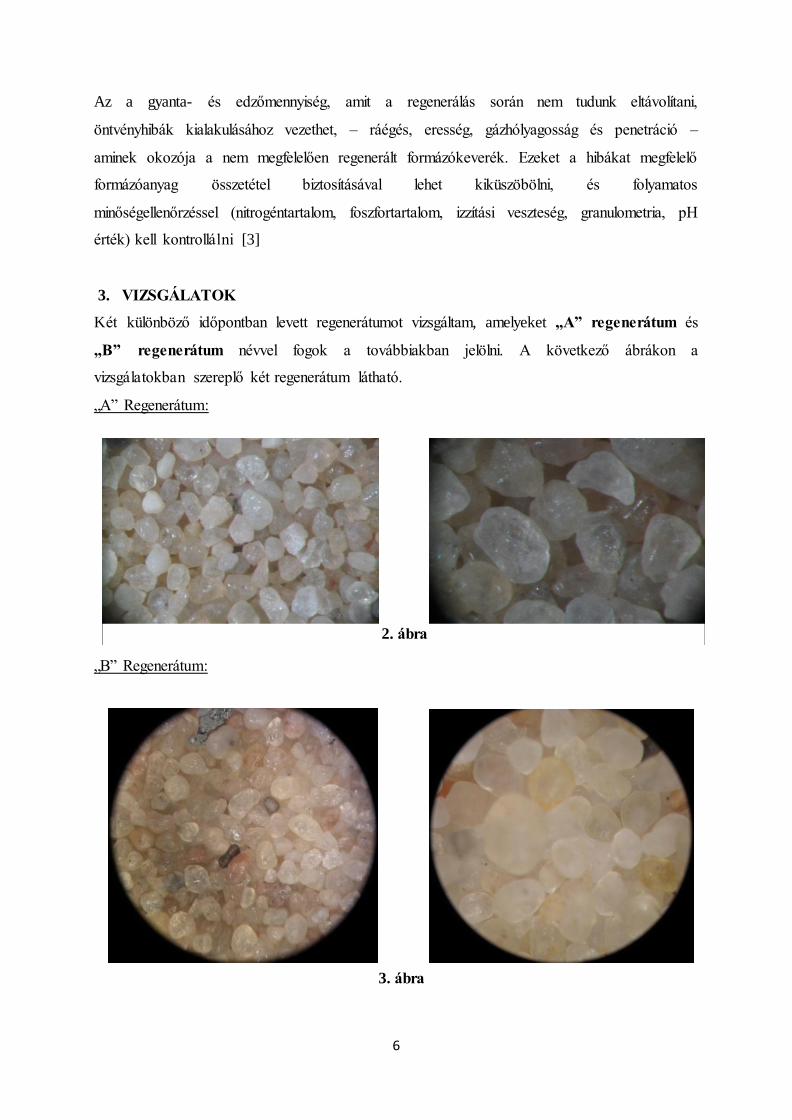
3. VIZSGÁLATOK
Két különböző időpontban levett regenerátumot vizsgáltam, amelyeket „A” regenerátum és
„B” regenerátum névvel fogok a továbbiakban jelölni. A következő ábrákon a
vizsgálatokban szereplő két regenerátum látható.
„A” Regenerátum:
„B” Regenerátum:
2. ábra
3. ábra

7
3.1 IZZÍTÁSI VESZTESÉG
Egyszerű, ugyanakkor nagyon fontos mérés. Ha az újrakevert homok felületén
gyantamaradványok vannak, egyrészt növelik az öntés során képződő gázok mennyiségét
(ezáltal a képződő gáz selejt veszélyét), másrészt megváltoztatja az újonnan felvitt kötőanyag
polimerizációs folyamatát, azaz a polimerizáció felgyorsul, így a felhasználási idő rövidül.
Mérés kivitelezése:
- A kísérletet az üres tégelyek lemérésével
kell kezdeni, majd a tégelyeket meg kell
tölteni homokkal és azokat is meg kell
mérni.
- A homokkal teli tégelyeket a már 850 0C
fokra hevített hőn tartó kemencébe (4.
ábra) kell tenni 30 percre, majd onnan
kivéve meg kell várni, míg szoba
hőmérsékletre lehűl.
- Ezek után a tégelyeket újra meg kell mérni.
A kapott értékekből így tudjuk kiszámítani
az izzítási veszteséget.
- Az eképpen kapott hányad lesz az izzítási veszteség grammban megadva. Az imént
leírt műveleteket a régi széria „A” és az új kísérleti „B” homok regenerátumokkal is
elvégeztem.
A kapott értékek a következő táblázatban láthatóak :
Homok minták Homok-minőség Izzítási veszteség (g)
„A” regenerátum regenerált közepes 0,1
„B” regenerátum regenerált közepes 0,14
1. táblázat
2.ábra
4. ábra
8
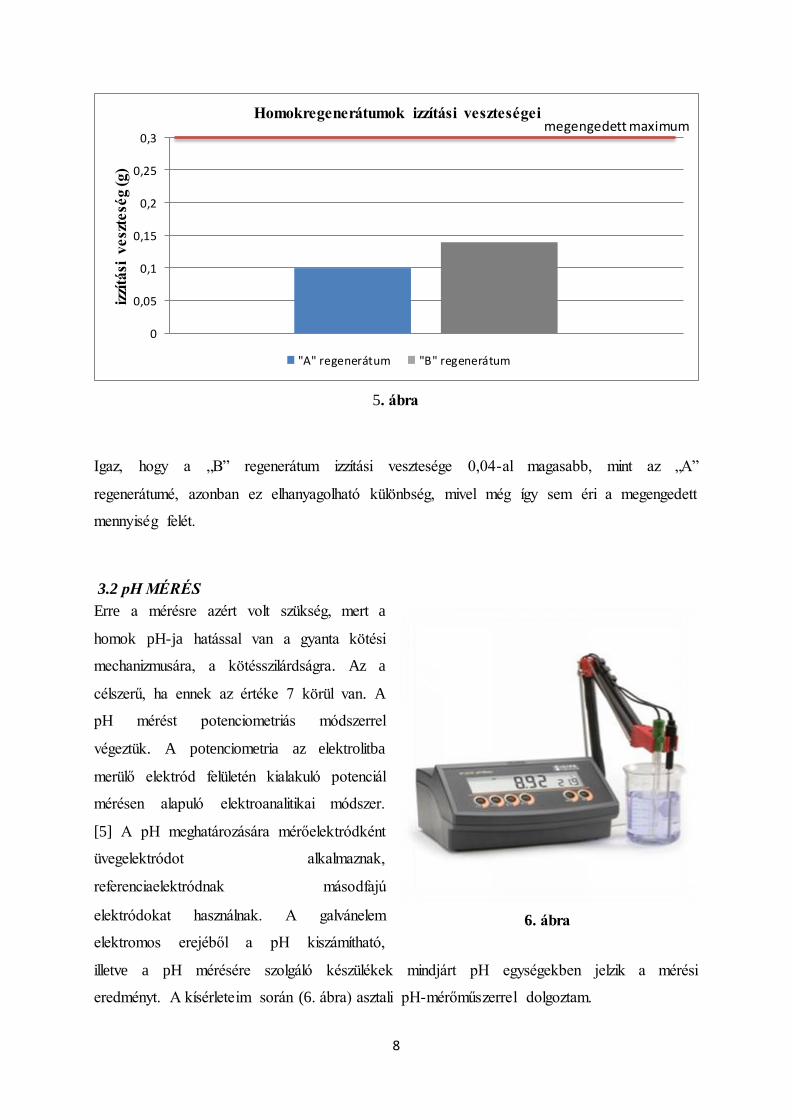
5. ábra
Igaz, hogy a „B” regenerátum izzítási vesztesége 0,04-al magasabb, mint az „A”
regenerátumé, azonban ez elhanyagolható különbség, mivel még így sem éri a megengedett
mennyiség felét.
3.2 pH MÉRÉS
Erre a mérésre azért volt szükség, mert a
homok pH-ja hatással van a gyanta kötési
mechanizmusára, a kötésszilárdságra. Az a
célszerű, ha ennek az értéke 7 körül van. A
pH mérést potenciometriás módszerrel
végeztük. A potenciometria az elektrolitba
merülő elektród felületén kialakuló potenciál
mérésen alapuló elektroanalitikai módszer.
[5] A pH meghatározására mérőelektródként
üvegelektródot alkalmaznak,
referenciaelektródnak másodfajú
elektródokat használnak. A galvánelem
elektromos erejéből a pH kiszámítható,
illetve a pH mérésére szolgáló készülékek mindjárt pH egységekben jelzik a mérési
eredményt. A kísérleteim során (6. ábra) asztali pH-mérőműszerrel dolgoztam.
0
0,05
0,1
0,15
0,2
0,25
0,3
izzí
tási
vesz
tesé
g (g)
Homokregenerátumok izzítási veszteségei
"A" regenerátum "B" regenerátum
megengedett maximum
6. ábra

9
Mérés kivitelezése:
- 1 főzőpohárba 150 ml desztillált vizet töltünk, majd egy másik mérőpohárba is töltünk
150 ml vizet, de ehhez még 50 g homokot is hozzá öntünk.
- a homokos vizet 5 percig kell keverni mágneses keverővel, eközben a desztillált
vízben benne van az elektróda, így annak pH értékének leolvasása lehetséges.
- a mágneses keverés után bele kell helyezni a homokos vízbe az elektródát, majd 5 perc
után le lehet olvasni az értékét.
A kapott értékek akkor felelnek meg az előírásoknak, ha a desztillált víz és a homokos víz pH
érték különbsége előírás szerint nem haladja meg az 1 – et. Az eredményeket a következő
táblázatban láthatjuk:
Homok típus Homok-minőség pH különbség
„A” regenerátum regenerált közepes 0,69
„B” regenerátum regenerált közepes 0,85
2. táblázat
7. ábra
0
0,2
0,4
0,6
0,8
1
pH
ért
ék k
ülönb
ség
Homokregenerátumok pH érték különbségei
"A" regenerátum "B" regenerátum
megengedett különbség határ

10
Az eredmény azzal magyarázható, hogy a „B” regenerátumban valószínűleg több a
szennyezőanyag (kevésbe tiszta), mint a régebbi „A” széria regenerátum.
3.3 ISZAP TARTALOM
A fogalom alatt a homok szemcsék felületéről iszapolással lemosható, iszap jellegű
anyagmennyiséget értjük. A nagyon finom szemcsék fajlagos felülete nagyon nagy. Az
iszaptartalom növekedése esetén több gyanta szükséges a megfelelő
kötésszilárdság kialakításához. Ugyanakkor, az iszaptartalom
lecsökkenti a szilárdságot, megváltoztatja a pH-t. Ezért fontos
megmérni az iszaptartalmát a kísérletben szereplő két homoknak.
Mérés kivitelezése:
- 600ml – es pohárba 150ml csapvíz engedése és 50 g homok
hozzáadása
- 5 percig forralás
- várakozás, míg szobahőmérsékletre nem hűl
- 300 ml – re kiegészítése
- 5 percig kell keverni mágneses keverővel (iszapolás)
- 500ml – re kiegészítés
- 10 percig hagyni kell ülepedni
- le kell engedni a vizet (a képen látható (8. ábra) eszköz
segítségével)
- újra fel kell tölteni, de most 500ml – re
- 7 percig hagyjuk ülepedni
- víz leengedése
- 500ml – re újra feltöltés csapvízzel
- 5 percig hagyni kell ülepedni
- víz leengedése (utolsó leengedés)
- edény alján lévő homokot szűrőpapírral bélelt tölcséren át
kell szűrni (9. ábra)
- szűrőpapír kiterítése, majd üvegtálra kell helyezni
- 150 oC kemencében 15 percig szárítás (10. ábra)
- végül a homok visszamérése
Az eredményeket a következő táblázatban láthatjuk:
Homok típus Homok-minőség Iszap tartalom (%)
„A” regenerátum regenerált közepes 0,04
„B” regenerátum regenerált közepes 0,16
3. táblázat
8. ábra
9. ábra
10. ábra

11
A táblázat és a diagram értékeinek különbsége a százalékos értékekből adódik, hiszen a
vizsgálatok 50 g homokkal lettek elvégezve.
11. ábra
Annak ellenére, hogy a „B” regenerátum iszaptartalma 4x-ese az „A”
regenerátuménak, a „B” megfelel a felhasználási feltételnek.
3.4 SZEMCSEMÉRET - ELOSZLÁS
A szitaanalízis több szempontból is fontos. A szemcseméret – eloszlás hatással van a
gázáteresztő képességre, gyantafelhasználásra, az öntvény minőségére (felületi érdesség,
penetrációs hajlam) is. Minél nagyobb és egységesebb a szemcseméret, minél gömbölyűbb,
annál kisebb a fajlagos felülete, ezáltal kevesebb kötőanyagra is van szükség és a gázok is
szabadabban áramolhatnak a magokon keresztül. Szabványos méretű szitasoron vizsgáltuk
(szabványos frakció méretek).
Mérés kivitelezése:
- 50g homok bemérése
- 5 percig szitálás (12. ábra)
- mérés
0
0,05
0,1
0,15
isza
pta
rtalo
m
(g)
Homokregenerátumok iszaptartalma
"A" regenerátum "B" regenerátum
"B" regenerátumra megengedett maximum
12. ábra

12
13. ábra
Az eloszlási görbét nézve megfigyelhető, hogy a szemcseméret eloszlás, szint azonos.
4. HOMOKKEVERÉK VIZSGÁLATOK
Bevezetésképpen be szeretném mutatni, hogy mit értünk magkészítés alatt. Az öntvények
belső üregeit kiképző homokmagokat különféle meleg-és hideg magszekrényes eljárásokkal,
azaz melegen, vagy szobahőmérsékleten térhálósodó műgyantakötésű homokkeverékkel
készítjük. [6] Az üzemben mind a két eljárást alkalmazzák egyaránt, mivel többféle homok
0
10
20
30
40
50
60
<0,125 0,125 -0,180
0,180 -0,250
0,250 -0,355
0,355 -0,50
0,50 -0,710
0,710<
Sze
mcs
eelo
szlá
s (%
)
Szemcseméret (mm)
Szemcseanalízis
"A" regenerátum
"B" regenerátum
homok típus homok-minőség <0,125 0,125 -
0,180
0,180 -
0,250
0,250 -
0,355
0,355 -
0,50
0,50 -
0,710 0,710<
„A” regenerátum regenerált közepes
0 0,8 % 6,6 % 50,3 % 36,6 % 5,7 % 0
„B” regenerátum regenerált közepes
0 0,8 % 5,5 % 49,3 % 40,3 % 4 % 0
4. táblázat

13
magok szükségesek a hengerfejekhez. A nagyobb keresztmetszetű és egyszerű geometriájú
magokat hideg magszekrényes eljárással gyártják, ilyenek a szívó, kipufogó, takaró és olajtér
magok, míg a kis keresztmetszetű és bonyolult geometriájú magokat meleg magszekrényes
technológiával gyártják,[11] ilyenek a víztér és olajcsatorna magok. Ennek megfelelően a
kísérleteim során is bemutatom mindkét eljárást a rendelkezésemre álló kísérleti maglövő
géppel. A következő képen láthatjuk a kísérleti maglövő gépet (13. ábra) és a kísérletekhez
alkalmazott magszekrényeket (14. ábra)
A kísérletekhez a következő képeken látható darabok előállítására van szükség:
16. ábra
17. ábra
Ahhoz, hogy ezeket a próbatesteket elő tudjuk állítani a következőkre van szükség:
hajlítószilárdság méréshez hasáb
próbatest
méretei: 22,5 x 22,5 x 185 mm
gázátbocsátó képesség méréshez
hengeres próbatest
méretei: 50-es átmérő, 50-es
magasság
10. ábra Hajlítószilárdság méréshez Gázáteresztő képesség méréshez 14. ábra
15. ábra

14
- vizsgálandó homok
- gyanta
- aktivátor
Hideg magszekrényes próbatestek előállításának lépései: ____________________________
- 2 kg homokhoz az aktivátor hozzáadása (12 g), majd a
gyanta (12 g) egy homokkeverő segítségével (18. ábra)
- Elsőnek az aktivátort kell hozzá adni és keverni 1 percig,
majd a gyantát, amit szintén 1 percig kell keverni
- Miután össsze lett keverve, be kell tölteni a lövőfejbe, majd
ezt beletesszük a maglövő gépbe.
- Ezt követően a magszekrénybe belövi a homokot [9] a gép,
majd amin gázt fuvatnak át a próbatesten, amely katalizálja a
polikondenzációs polimerizációs folyamatot, majd levegővel
való átöblítés után ki is lehet venni a kész hasáb darabot
- A folyamatot a következő 19.ábra szemlélteti:
9. ábra
amin gáz átfúvatás
homok
aktivátor
gyanta
19. ábra
18. ábra

15
Meleg magszekrényes próbatestek előállításának lépései: ____________________________
- 2 kg homokhoz az aktivátor (ami 6 g) hozzáadása, utána a
gyanta hozzáadása (ami 30 g volt) egy homokkeverő
segítségével (16. ábra), majd a leválasztó (1 g)
- Elsőként az aktivátort kell hozzá adni és keverni 1 percig,
majd a gyantát, amit szintén 1 percig kell keverni, végül
hozzá kell adni a leválasztót, mert a meleg hatására
beleragadhat a magszekrénybe a próbatest.
- Miután össze lett keverve, be kell tölteni a lövőfejbe, majd
ezt bel kell tenni a maglövő gépbe.
- Ezt követően a magszekrénybe belövi a homokot, és a sütési idő letelte után ki is lehet
venni a kész hasáb darabot
- A folyamatot a következő ábra szemlélteti:
Ezt követően hajlító, vagy másképp nevezve magszilárdságot tudunk mérni.
4.1 HAJLÍTÓSZILÁRDSÁG MÉRÉS
A mérést a képen látható univerzális mérő műszerrel vizsgáltam, azaz eltörtem a
mintadarabokat (22. ábra) is.
9. ábra melegnek köszönhető a
térhálósodás
homok
gyanta
aktivátor
leválasztó
21. ábra
20. ábra

16
A méréseket különböző tárolási idők mellett végezzük. Ezek a következőek:
- 1 perc
- 10 perc
- 60 perc (meleg maglövésnél a minimális tárolási idő)
- 90 perc (hideg maglövésnél a minimális tárolási idő)
- 6 óra (ennyi időn belül kerül felhasználásra a homokmag általában)
- 1 nap (későbbi felhasználás miatt).
Azonos gyantaadagolás esetén a magasabb hajlító szilárdság érték a jobb, mivel kevesebb
gyanta szükséges azonos hajlítószilárdság eléréséhez. A következő táblázatban láthatóak a két
időpontban vett homokból előállított hasábok átlagos hajlítószilárdságai Cold - Box eljárással
készült hasábok esetén:
Tárolási idő
Próbatestek 1 min 10 min 90 min 6 h 24 h 72 h
„A” hasáb 178 223 262 273 291 312
„B” hasáb 194 253 271 285 300 322
5. táblázat
22. ábra

17
23. ábra
A diagramot nézve látható, hogy a „B” homokhoz tartozó (piros) görbének magasabbak a
hajlító szilárdság értékei és nem elhanyagolható utókeményedés is tapasztalható.
Hot - Box eljárással készült hasábok esetén a következő hajlító szilárdság értékeket kaptuk két
különböző gyanta esetén:
Tárolási idő
Próbatestek 1 min 10 min 60 min 6 h 24 h
„A” hasáb (HB gyanta 1) 262 332 372 356 330
„B” hasáb (HB gyanta 1) 299 408 413 396 360
„A” hasáb (HB gyanta 2) 248 459 510 527 532
„B” hasáb (HB gyanta 2) 234 546 579 590 556
6. táblázat
0
50
100
150
200
250
300
350
1 min 10 min 90 min 6 h 24h 72h
Hajlít
ósz
ilárd
ság (N
/cm
2)
Tárolási idő
Hidegmagszekrényes, Homok regenerátumokból előállított
hasáb próbatestek hajlítószilárdságai
"A" hasáb
"B" hasáb

18
25. ábra
A diagramokat nézve azt látjuk, hogy mindkét gyanta esetében nagyobbak a „B” homokból
előállított hasábok hajlítószilárdság értékei.
200
250
300
350
400
450
500
550
600
1 min 10 min 60 min 6h 24h
Hajlít
ósz
ilárd
ság (N
/cm
2)
Tárolási idő
Meleg magszekrényes, Homok regenerátumokból előállított hasáb
próbatestek hajlítószilárdságai (HB gyanta 1)
"A" hasáb "B" hasáb
200
250
300
350
400
450
500
550
600
1 min 10 min 60 min 6h 24h
Hajl
ító
szi
lárd
ság
(N
/cm
2)
Tárolási idő
Meleg magszekrényes, Homok regenerátumokból előállított hasáb
próbatestek hajlítószilárdságai (HB gyanta 2)
"A" hasáb "B" hasáb
24. ábra

19
4.2 GÁZÁTERESZTŐ - KÉPESSÉG MÉRÉS
A következő vizsgálat a magok gázáteresztő képességére irányult, azaz arra, hogy mennyire
képes elvezetni a keletkező gázokat a mag. Minél nagyobb a gázátbocsátó képesség értéke,
annál könnyebben tudja elvezetni a gázokat.
Mérés kivitelezése:
- próbatestek lövése (14db)
- gázáteresztő képesség mérő (19. ábra)
kalibrálása
- mérés
Az eredmények a következő táblázatban és
diagramon láthatjuk Cold - Box eljárással készült hengeres próbatestek esetén:
Gázáteresztő képesség CB
Gyanta CB gyanta CB gyanta
homok
típus "A" regenerátum "B" regenerátum
m Gk m Gk
g 108 m2/Pa s g 108 m2/Pa s
átlag 152,5 583,2 153,4 669,6
max 154,6 620,5 156,3 682,7
min 149,9 559 150,8 638,9
7. táblázat
26. ábra

20
27. ábra
Az eredményeket látva a „B” homok regenerátumból előállított hengeres próbatestek
gázáteresztő képessége lett jobb, azaz könnyebben fogja elvezetni a keletkező gázokat, így
csökken a maggáz okozta selejt (gázos, tömítetlen) keletkezésének esélye.
520
560
600
640
680
Gázá
tbo
csátó
ké
pess
ég (
10
8 m
2/P
a s
)
"B" regenerátumból előállított hengeres próbatestek átlagos
gázáteresztő képesség értékei hidegmagszekrényes gyanták esetén
min átlag max
520
560
600
640
680
Gázá
tbo
csátó
ké
pess
ég (
108
m2
/Pa s
)
"A" regenerátumból előállított hengeres próbatestek átlagos
gázáteresztő képesség értékei hidegmagszekrényes gyanták esetén
min átlag max
28. ábra
21
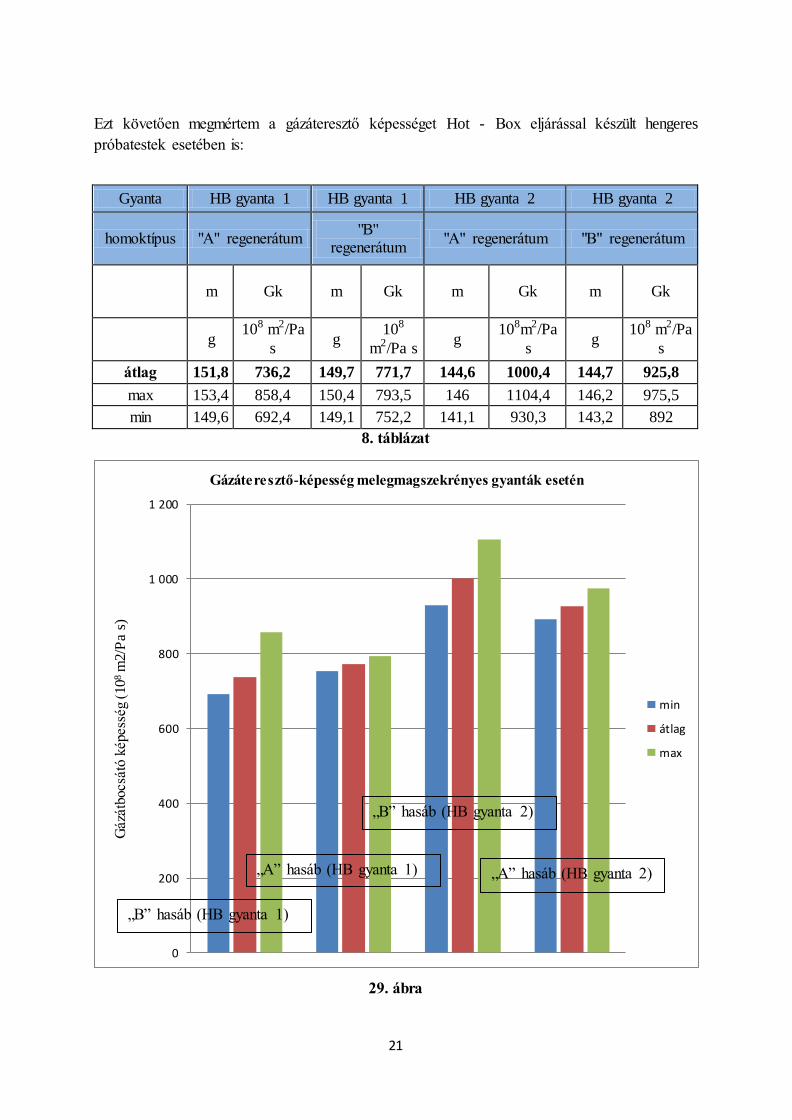
Ezt követően megmértem a gázáteresztő képességet Hot - Box eljárással készült hengeres
próbatestek esetében is:
Gyanta HB gyanta 1 HB gyanta 1 HB gyanta 2 HB gyanta 2
homoktípus "A" regenerátum "B"
regenerátum "A" regenerátum "B" regenerátum
m Gk m Gk m Gk m Gk
g 108 m2/Pa
s g
108
m2/Pa s g
108m2/Pa
s g
108 m2/Pa
s
átlag 151,8 736,2 149,7 771,7 144,6 1000,4 144,7 925,8
max 153,4 858,4 150,4 793,5 146 1104,4 146,2 975,5
min 149,6 692,4 149,1 752,2 141,1 930,3 143,2 892
8. táblázat
29. ábra
0
200
400
600
800
1 000
1 200
Gázá
tbocsá
tó k
épess
ég (
10
8 m
2/P
a s
)
Gázáteresztő-képesség melegmagszekrényes gyanták esetén
min
átlag
max
„A” hasáb (HB gyanta 1)
„B” hasáb (HB gyanta 1)
„A” hasáb (HB gyanta 2)
„B” hasáb (HB gyanta 2)
22
A diagramon jól látható, hogy mindkét gyanta esetében (HB gyanta 1, HB gyanta 2) jobbak
lettek a gázátersztő – képesség értékei.
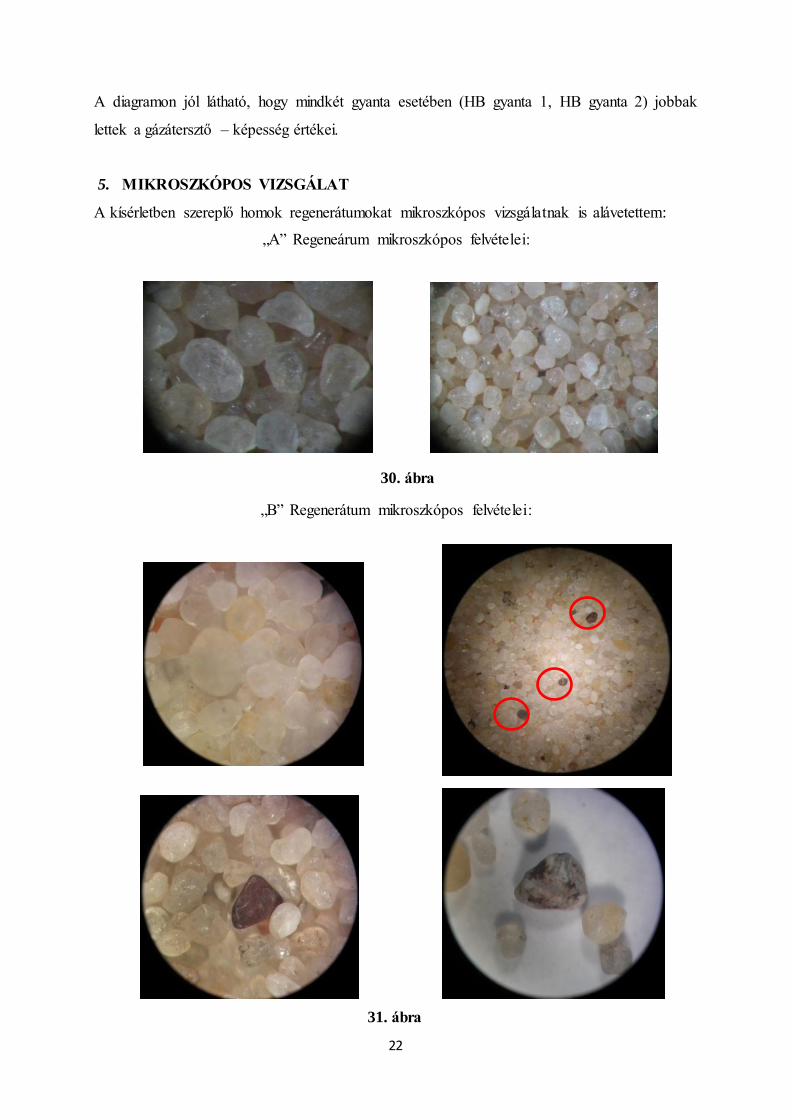
5. MIKROSZKÓPOS VIZSGÁLAT
A kísérletben szereplő homok regenerátumokat mikroszkópos vizsgálatnak is alávetettem:
„A” Regeneárum mikroszkópos felvételei:
„B” Regenerátum mikroszkópos felvételei:
30. ábra
31. ábra

23
A képeken is jól látható a lekerekített szemcsealak. Különösen a „B” regenerátum felvételein
az éles sarkoktól mentes felület, ezáltal kisebb a fajlagos felület, ami esetében kevesebb
kötőanyag szükséges azonos szilárdság eléréséhez. Továbbá látható, hogy a „B” homok
regenerátum felvételein több szennyezett szemcse található. Valószínűleg ezért is nagyobb a
pH-ja ennek a regenerátumnak.
6. KÖTŐANYAG CSÖKKENTÉS LEHETŐSÉGE HIDEGEN KÖTŐ HASÁB
PRÓBATESTEK ESETÉN
Laboratóriumi vizsgálataim során kötőanyag csökkentést is vizsgáltam, ami azt jelentette,
hogy mind az adagolt gyanta mind az adagolt aktivátor mennyiségét csökkentettem hideg
magszekrényes gyanták esetén 0.6%-ról 0.5%-ra. Az eredmények itt láthatóak:
Próbatestek Gyanta
mennyiség Tárolási idő
1 min 10 min 90 min 6 h 24 h
„B” hasáb 0.6% 194 253 271 285 300
„B” hasáb 0.5% 155 205 211 226 252
9. táblázat

24
Az eredményeket összevetve a „A” régi széria homok szilárdsággörbéjével összehasonlítva a
következőket tapasztalom:
33. ábra
A diagramon is látható, hogy a 0,5 % „B” regenerátum hajlító szilárdság értékei
alacsonyabbak, ebből következik, hogy a termelésben várhatóan csak ennél kisebb mértékben
csökkenthető a gyantaadagolás.
0
50
100
150
200
250
300
350
1 min 10 min 90 min 6h 24h
Hajlít
ósz
ilárd
ság (N
/cm
2)
Tárolási idő
Kötőanyag csökkentés 0.6% - ról, 0.5% - ra
"B" reg. 0,5% "B" reg. 0,6%
0
50
100
150
200
250
300
350
1 min 10 min 90 min 6h 24h
Hajl
ító
szi
lárd
ság
(N
/cm
2)
Tárolási idő
Összhasonlítás "A" széria regenerátummal
"B" reg. 0,5%
"A" reg. 0,6%
32. ábra

25
7. ELTÉRŐ ÜZEMI KÖRÜLMÉNYEK SZIMULÁCIÓJA
A következő méréseket, azért végeztük el magasabb hőmérsékletű homok illetve
homokkeverék várakoztatás mellett, mivel gyakorlatban homokkeverékekből nem azonnal
lőnek magot, valamint nyáron a homok hőmérséklete is magasabb, így szimulálni szerettem
volna milyen változások lesznek a hajlítószilárdság értékeiben:
34. ábra
13. ábra
0
50
100
150
200
250
300
350
1 min 10 min 90 min 6 h 24h
Hajl
ító
szi
lárd
ság
(N
/cm
2)
Tárolási idő
Üzemi körülmények szimulációja "A" regenerátum esetén
"A" reg. 25oC
"A" reg. 40oC
"A" reg. 40oC 1h tárolás
0
50
100
150
200
250
300
350
1 min 10 min 90 min 6 hour 24h
Hajl
ító
szi
lárd
ság
(N
/cm
2)
Tárolási idő
Üzemi körülmények szimulációja "B" regenerátum esetén
"B" reg. 25oC "B" reg. 40oC "B" reg. 40oC 1h tárolás

26
A diagramot nézve jól látható, hogy homok hőmérséklet növelés esetén elenyészőek a
változások, viszont egy órás tárolási idő mellett már jól látható a hajlító szilárdság értékének
csökkenése, mivel itt már előrehaladott a térhálósodás.
Egy óránál rövidebb idejű gépállás esetén is indokolt a homokkeverék leengedése, lövőfej
tisztítása a gyakorlatban. [8] Az 1 órás tárolási idő csak azért lett választhatva, hogy mérhető
legyen a változás. Ezek a mérések alapvetően összehasonlításra szolgálnak: jobb-e a kísérleti
gyanta/homok bizonyos szempontok/megközelítés alapján, mint a széria, vagy rosszabb? Ez a
vizsgálat csak az anyag kiismerése miatt fontos a gyakorlatban történő kipróbálás előtt.

27
ÖSSZEFOGLALÁS
Valós üzemi problémákkal foglalkoztam: az alaphomokváltás hatásai, a regenerátum
tulajdonságai, tárolási idő.
Elvégeztem az alaphomok vizsgálatokat, amik az izzítási veszteség, iszaptartalom, pH és
szemcseanalízis volt, ezzel összehasonlítva a két homoktípust. A méréseknél a legtöbb
esetben hasonló eredményeket kaptam.
Az eltérő iszap eredmények ellenére is magasabb a hajlító szilárdság a „B” regenerált homok
esetében. Ez azért lehet, mert a „B” homoknak a szemcsealakja gömbszerűbb.
A magasabb pH érték a magasabb szennyezőanyag tartalomnak köszönhető a „B”
regenerátum esetében.
A gázáteresztő képesség mind a meleg magszekrényes mind a hideg magszekrényes
próbatestek esetén magasabb volt az új „B” kísérleti homok esetén.
Összességében az állapítható meg, hogy helyettesíthető a régi széria „A” homok, de
mindenképpen kellő körültekintéssel, fokozott figyelemmel, szükség esetén az új homokhoz
hangolva a rendszert, folyamatosan nyomon követve a beérkező homok minőségének
alakulását.
A kötőanyag csökkentést illetően azt állapítottam meg, hogy a „B” regenerátum esetében a
gyanta adagolás csökkentése csak kisebb mértékben lehetséges, mint 0,5%.
Végül, de nem utolsó sorban az eltérő üzemi körülmények szimulációjánál azt tapasztaltam,
hogy hőmérséklet növelés esetén elenyésző a változás, viszont 1 óra, vagy annál több tárolási
idő esetén indokolt a homokkeverék leengedése, lövőfej tisztítása.

28
IRODALOMJEGYZÉK
[1] Détári Anikó: Forma – Fém Kölcsönhatásainak vizsgálata, különös tekintettel a
formázóanyagok újrahasznosíthatóságára 4.o., 5.o.,
[2] Bakó Károly: Öntödei formázóanyagok, Műszaki Könyvkiadó, Budapest 1976, 156-157 o.
[3] H.G. Levelink, F.P.M.A. Julien: Penetrations- und Lunkererscheinungen infolge
Wechselwirkung zwischen erstarrendem Gußstück und Form, Giesserei, 1973, 60. Jahrgang,
S. 488-495
[4] Öntészeti kézikönyv: Műszaki Könyvkiadó, Budapest, 1985, 308-315, 346-353.
[5] http://ttk.pte.hu/analitika/letoltesek/jegyzet/ch03s01.html
[6] http://www.csepelmetall.hu/cgi-bin/hun/technologia/magkeszites.php
[7] Booth, B., „Sand Properties vs. pH”, AFS Transactions, Vol. 57, pp 210 – 221 (1949)
[8] Wesp, S. and Englehardt, W., „Thermal Reconditioning of Core Sand in an Aluminium
Foundry: A Contrubition to Environmental Protection”, Trans. AFS, Col. 99 100, p 227
[9] Simmons, C. W. and Leidel, D.S., „The Universal Sand Reclaimer: Eight Years of
Experience Processing Furan and ECP Bonded Sands”, Trans. AFS, Vol. 100, p 733
[10] Bailey, I., „Thermal Reclaiming of Furan – Bonded Sands”, Modern Casting, Vol. 83,
No. 1, Jan., p 36 (1993)
[11] Naro, R. L., Nelson, B. R., „Economics of Modern Core Making Proccess – Cold Box
versus Hot Box Techniques,”

29
KÖSZÖNETNYILVÁNÍTÁS:
Ezúton szeretnék köszönetet mondani mentoromnak, Császár Csabának, a szakmai és vezetői
segítségért, és azért, hogy lehetőséget adott a vizsgálatok elvégzésére. Meg szeretném
köszönni Kertész Tündének is, aki segített a vizsgálatok létrejöttében. Ezen kívül szeretném
még megköszönni Fegyverneki Györgynek, aki lehetővé tette, hogy a Nemak Győr Kft – nél
végezzem a vizsgálatokat.
Szeretném még megköszönni Dr. Tóth Leventének, mind szakmai, mind emberi támogatását.
Emellett, szeretnék köszönetet mondani Leskó Zsoltnak, aki nélkül a szakmai gyakorlatom
nem jöhetett volna létre és mindvégig segítette az előrehaladásomat.
Végül, de nem utolsó sorban a TÁMOP – 4.2.2/B – 10 / 1 – 2010 – 0008 „A Miskolci
Egyetemen működő tudományos képzési műhelyek összehangolt minőségi fejlesztése”
programnak.














