Embed Size (px)
Citation preview
R e v i s t a A B B 1 / 1 9 9 6 29
I N S T A L A C I O N E S D E I N C I N E R A C I Ó N D E B A S U R A S D O M É S T I C A S
a poca aceptación de que gozan las
instalaciones incineradoras de basuras do-
mésticas proviene, en parte, de la situación
insatisfactoria de las emisiones provocadas
por instalaciones anticuadas, que datan de
los años setenta y del principio de los años
ochenta, así como por las justificadas críti-
cas que ha provocado tal situación y por la
discusión en la opinión pública, que exige
abandonar la vía de la sociedad consumista,
uno de cuyos pilares se considera que es la
incineración de basuras domésticas.
Esta actitud no cambió por más que las
autoridades redujeran drásticamente, en dos
fases, las emisiones admisibles de gases que-
mados puros de las incineradoras de basuras
domésticas, imponiendo el reequipamiento a
corto plazo de instalaciones anticuadas.
La incineración de basuras domésticas,
dotada con una moderna técnica de purifi-
cación de gases quemados, prácticamente
ya no emite dioxinas al medio ambiente. Por
el contrario, destruye las dioxinas conteni-
das en las basuras y por tanto protege el
medio ambiente.
A lo largo de los últimos tiempos se ha
podido constatar un cambio de punto de
vista. El tratamiento térmico de desechos
residuales después de clasificarlos y el evitar
en lo posible la formación de desechos han
quedado integrados en el concepto global
de tratamiento de basuras. El recientemente
aprobado nuevo reglamento TA sobre basu-
ras de aglomeraciones marca una nueva
línea al prohibir el depósito de residuos con
un contenido de sustancias orgánicas supe-
rior al 5%. En la práctica, esto implica la
obligatoriedad del tratamiento térmico para
eliminar los desechos residuales.
Considerando que cada vez se dispone
de menos espacio para dedicarlo a vertede-
ros, éste es el único método practicable. A
menudo se critica el hecho de que, en la in-
cineración, más de un tercio de las basuras
domésticas permanece en forma de sustan-
cias residuales (principalmente escorias).
Esto, sin embargo, no es más que una ver-
dad a medias. Es cierto que las basuras han
quedado reducidas a un tercio de su masa,
pero al mismo tiempo han quedado reduci-
das a la décima parte de su volumen, lo que
tiene una gran importancia para el depósito
en vertedero.
Mayor rigor de la normativa legal
Durante los últimos años se han endurecido
las normativas sobre instalaciones de inci-
neración de basuras domésticas. En 1986
se promulgó la TA Luft y ya en 1990 se re-
dujeron de nuevo las emisiones admisibles
en el reglamento federal alemán sobre emi-
siones 17. BImSchV.
La directiva de la Unión Europea sobre el
tratamiento térmico de residuos especiales,
en vigor desde 1993, está orientada según
las exigencias de 17. BImSchV; la Tabla I
muestra el desarrollo de la normativa.
Complementariamente al cumplimiento
de estas exigencias impuestas a las emisio-
nes se hacen grandes esfuerzos para utilizar
la energía producida y para reciclar las ma-
terias residuales. La fijación de valores lími-
tes extremadamente bajos para las emisio-
nes persigue el objetivo político de mejorar
la aceptación pública de la eliminación tér-
mica de substancias de desecho. La situa-
ción general de inmisiones en Alemania no
justifica la adopción de esos valores, que de
todas formas se han convertido en valores
de referencia para toda la industria.
Moderna técnica de purificación
de gases quemados
con el procedimiento TCR
Al mismo tiempo que han crecido las exi-
gencias impuestas a la calidad de los gases
quemados, la industria ha desarrollado rápi-
damente los procedimientos hasta traerlos
al estado actual.
Dr. Jürgen Gottschalk
Dr. Peter Buttmann
ABB Umwelttechnik GmbH
Torgny Johansson
ABB Fläkt Industri AB
Moderna purifica-ción de gasesquemados de lasincineradoras debasuras domésticasLa normativa legal alemana sobre emisiones admisibles, originadas en la pu-
rificación de gases quemados de instalaciones de incineración de basuras
domésticas (MVA), que estaban estipuladas en el reglamento sobre la pureza
del aire (TA Luft) de 1986, se hizo más estricta en 1990 con el Reglamento
Federal Alemán sobre Emisiones número 17 (17. BImSchV). Los requisitos
expuestos en este reglamento son la base de las directivas de 1993 de la
Unión Europea sobre tratamiento térmico de basuras especiales. Con ayuda
del procedimiento TCR de ABB, las exigencias de la 17. BImSchV pueden sa-
tisfacerse con total seguridad. Se cumplen fácilmente los valores exigidos,
incluso con un cómodo margen. Puesto que las instalaciones TCR están con-
figuradas modularmente, sus diferentes componentes pueden utilizarse para
reequipar instalaciones de incineración existentes pero ya anticuadas. Los
resultados de explotación de una planta de demostración en Hobro, Dinamar-
ca, han demostrado la eficacia de la tecnología ABB.
L
30 R e v i s t a A B B 1 / 1 9 9 6
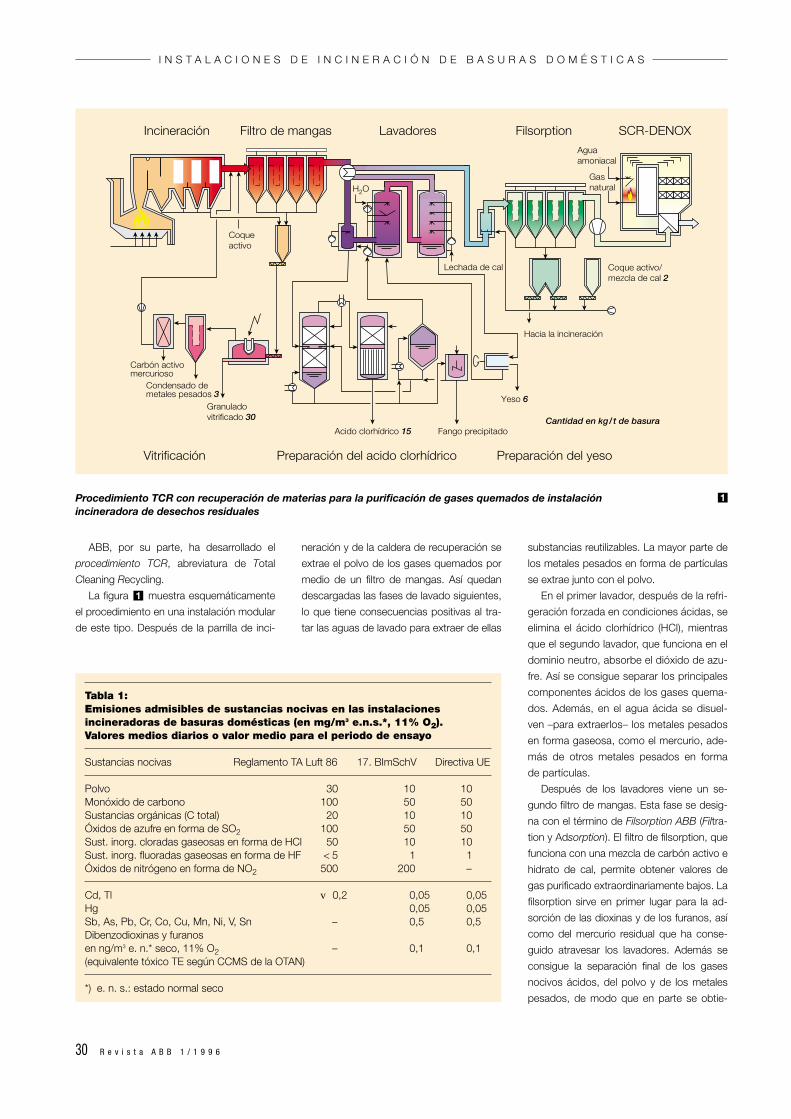
ABB, por su parte, ha desarrollado el
procedimiento TCR, abreviatura de Total
Cleaning Recycling.
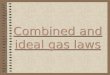
La figura muestra esquemáticamente
el procedimiento en una instalación modular
de este tipo. Después de la parrilla de inci-
1
neración y de la caldera de recuperación se
extrae el polvo de los gases quemados por
medio de un filtro de mangas. Así quedan
descargadas las fases de lavado siguientes,
lo que tiene consecuencias positivas al tra-
tar las aguas de lavado para extraer de ellas
substancias reutilizables. La mayor parte de
los metales pesados en forma de partículas
se extrae junto con el polvo.
En el primer lavador, después de la refri-
geración forzada en condiciones ácidas, se
elimina el ácido clorhídrico (HCl), mientras
que el segundo lavador, que funciona en el
dominio neutro, absorbe el dióxido de azu-
fre. Así se consigue separar los principales
componentes ácidos de los gases quema-
dos. Además, en el agua ácida se disuel-
ven –para extraerlos– los metales pesados
en forma gaseosa, como el mercurio, ade-
más de otros metales pesados en forma
de partículas.
Después de los lavadores viene un se-
gundo filtro de mangas. Esta fase se desig-
na con el término de Filsorption ABB (Filtra-
tion y Adsorption). El filtro de filsorption, que
funciona con una mezcla de carbón activo e
hidrato de cal, permite obtener valores de
gas purificado extraordinariamente bajos. La
filsorption sirve en primer lugar para la ad-
sorción de las dioxinas y de los furanos, así
como del mercurio residual que ha conse-
guido atravesar los lavadores. Además se
consigue la separación final de los gases
nocivos ácidos, del polvo y de los metales
pesados, de modo que en parte se obtie-
Tabla 1:Emisiones admisibles de sustancias nocivas en las instalacionesincineradoras de basuras domésticas (en mg/m3 e.n.s.*, 11% O2).Valores medios diarios o valor medio para el periodo de ensayo
Sustancias nocivas Reglamento TA Luft 86 17. BImSchV Directiva UE
Polvo 30 10 10Monóxido de carbono 100 50 50Sustancias orgánicas (C total) 20 10 10Óxidos de azufre en forma de SO2 100 50 50Sust. inorg. cloradas gaseosas en forma de HCl 50 10 10Sust. inorg. fluoradas gaseosas en forma de HF < 5 1 1Óxidos de nitrógeno en forma de NO2 500 200 –
Cd, Tl v 0,2 0,05 0,05Hg 0,05 0,05Sb, As, Pb, Cr, Co, Cu, Mn, Ni, V, Sn – 0,5 0,5Dibenzodioxinas y furanosen ng/m3 e. n.* seco, 11% O2 – 0,1 0,1(equivalente tóxico TE según CCMS de la OTAN)
*) e. n. s.: estado normal seco
Incineración Filtro de mangas
Vitrificación Preparación del acido clorhídrico Preparación del yeso
Carbón activomercurioso
Condensado demetales pesados 3
Granuladovitrificado 30
Acido clorhídrico 15 Fango precipitado
Yeso 6
Hacia la incineración
Lechada de cal Coque activo/mezcla de cal 2
Aguaamoniacal
GasnaturalH2O
Coqueactivo
Lavadores Filsorption SCR-DENOX
Cantidad en kg/t de basura
Procedimiento TCR con recuperación de materias para la purificación de gases quemados de instalaciónincineradora de desechos residuales
1
I N S T A L A C I O N E S D E I N C I N E R A C I Ó N D E B A S U R A S D O M É S T I C A S
R e v i s t a A B B 1 / 1 9 9 6 31
nen valores de gases purificados por debajo
del límite de determinación.
La filsorption es la alternativa preferida de
ABB para los filtros de lecho de coque
móvil, que por su gran volumen, varios cien-
tos de metros cúbicos de coque activo en el
reactor, representan un peligro de incendio
durante la explotación. Ambos procedimien-
tos pertenecen a la técnica extraordinaria-
mente eficaz de la adsorción por derivados
del carbono.
Al comparar los métodos, la filsorption se
distingue no sólo en cuanto a seguridad,
sino también en cuanto a emisiones de
polvo –y de metales pesados– y de monóxi-
do de carbono. Para las demás sustancias
se obtienen rendimientos de separación se-
mejantes.
De modo general, ABB instala la fase de
desnitrificación SCR (Selective Catalytic Re-
duction) con catalizadores en nido de abeja
posteriores a la purificación de gases que-
mados. El filtro protege óptimamente el ca-
talizador. Además, la desnitrificación puede
realizarse a 200 ˚C o incluso a menor tem-
peratura. Como consecuencia, el cataliza-
dor tiene una larga vida útil.
También hay razones en favor de colo-
car el catalizador inmediatamente después
de los lavadores. En tal caso se utiliza un
catalizador combinado, que primero desni-
trifica y después oxida las substancias or-
gánicas, en particular las dioxinas y los fu-
ranos. La temperatura de funcionamiento
es de cerca de 300 ˚C. La ventaja de esta
disposición reside en el hecho de que el
polvo del filtro está prácticamente exento
de dioxinas.
El tratamiento de residuos de la purifica-
ción de gases quemados tiene varias fases,
que dependen de la composición de los re-
siduos.
• La ceniza volante de la caldera y el polvo
del primer filtro de manga se vitrifican por
el procedimiento ABB DEGLOR [1] en un
horno eléctrico. Así se obtiene un granu-
lado de vidrio que puede utilizarse, por
ejemplo, para tratamientos con chorro de
arena, y un concentrado de metales pe-
sados reutilizable por la industria de me-
tales no ferrosos.
• Las aguas de lavado pueden ser tratadas
en distintas fases (destilación, evapora-
ción, cristalización, filtración, etc.) para
obtener distintos materiales reciclables.
Así, es posible obtener ácido clorhídrico
o cloruro de sodio para la electrólisis clo-
ralcalina, y yeso (para placas de cartón
yeso).
• El absorbente utilizado en la filsorption se
lleva directamente al horno para destruir
las dioxinas y los furanos. Como alterna-
tiva, es posible también vitrificar este ma-
terial junto con la ceniza volante del pri-
mer filtro.
El concepto TCR tiene, en conjunto, tan-
tas novedades que aún no se han utilizado
todos los módulos simultáneamente en
una única instalación. Cada uno de ellos,
sin embargo, han superado con éxito las
pruebas a escala industrial realizadas en
distintos lugares. En concreto, ya se ha
utilizado la purificación de gases quema-
dos en varias instalaciones, de manera
que se dispone de resultados de emisio-
nes de gas purificados durante varios
años de explotación.
Avances en el procedimiento
alcalino mixto
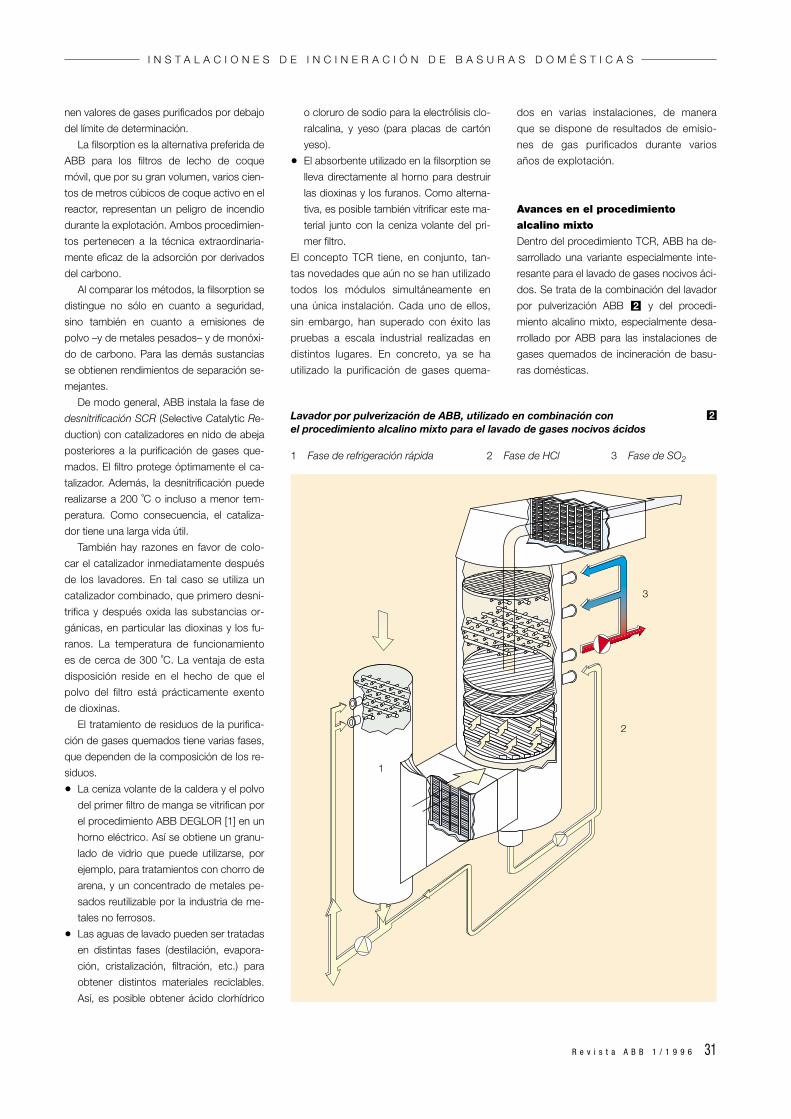
Dentro del procedimiento TCR, ABB ha de-
sarrollado una variante especialmente inte-
resante para el lavado de gases nocivos áci-
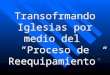
dos. Se trata de la combinación del lavador
por pulverización ABB y del procedi-
miento alcalino mixto, especialmente desa-
rrollado por ABB para las instalaciones de
gases quemados de incineración de basu-
ras domésticas.
2
3
2
1
Lavador por pulverización de ABB, utilizado en combinación conel procedimiento alcalino mixto para el lavado de gases nocivos ácidos
1 Fase de refrigeración rápida 2 Fase de HCl 3 Fase de SO2
2
I N S T A L A C I O N E S D E I N C I N E R A C I Ó N D E B A S U R A S D O M É S T I C A S
32 R e v i s t a A B B 1 / 1 9 9 6
En el estado actual de la técnica, los
gases nocivos ácidos, ácido clorhídrico
(HCl) y dióxido de azufre (SO2), se eliminan
en dos fases sucesivas de lavado. Antes de
la absorción se refrigeran los gases quema-
dos hasta su temperatura límite de refrigera-
ción, por inyección de líquido en corriente
paralela en la etapa de refrigeración rápida.
En la primera fase de lavado, el HCl de los
gases quemados es absorbido por una so-
lución acuosa ácida de HCl; para ello, al ini-
cio de la fase HCl se pulveriza el líquido, en
finísimas gotas, contra los gases quema-
dos. Se forma ácido clorhídrico diluido que
se recoge en el depósito de fondo para ser
bombeado en circuito cerrado hasta el nivel
de las toberas. En función de la concentra-
ción de ácido se extrae líquido del lavador y
se lo sustituye por agua fría. El líquido extraí-
do puede ser sometido a tratamiento para
obtener, por ejemplo, ácido clorhídrico con-
centrado.
En la segunda fase de lavado se produce
la absorción del dióxido de azufre por neutra-
lización de la disolución de lavado al añadirle
sosa cáustica o hidróxido de calcio (cal apa-
gada). También se puede utilizar polvo de ca-
liza (CaCO3) como sustancia neutralizadora.
Es necesario medir continuamente el pH.
Qué agente neutralizador va a utilizarse
depende, de modo general, de los costes.
El hidróxido de calcio y la caliza son mucho
más baratos que la sosa cáustica, de modo
que a menudo se prefiere el lavador de cali-
za y no el de sosa cáustica. Otra razón es
que muchas empresas explotadora prefie-
ren obtener yeso reutilizable como producto
final (CaSO4 . 2 H2O), en lugar de sulfato só-
dico.
Esta decisión se toma a pesar de los
avances conseguidos en el lavador de sosa
cáustica, en particular en lo que se refiere a
su comportamiento y a la fiabilidad de su
explotación. Las ventajas de una fase de
sosa cáustica respecto de la fase de lavado
con caliza son las siguientes:
• todos los productos utilizados y todas las
reacciones son disoluciones acuosas; no
hay substancias sólidas;
• no se necesita protección contra la ero-
sión;
• no puede producirse sedimentación y
por tanto no es necesario bombear líqui-
dos para evitarla; los conductos se man-
tienen limpios;
• las placas de suelo se mantienen limpias;
se reduce el mantenimiento del colector
de gotas;
• la fase alcalina puede estar simplemente
superpuesta a la fase ácida; por tanto,
economía de espacio y de costes.
Los puntos siguientes también tienen gran
importancia para la separación del SO2:
• emplear auténticas disoluciones significa
menor resistencia a la transferencia de
materia en la absorción y oxidación para
formar sulfato;
• la relación líquido/gases quemados es
menor;
• poca pérdida de presión y corta duración
de estancia.
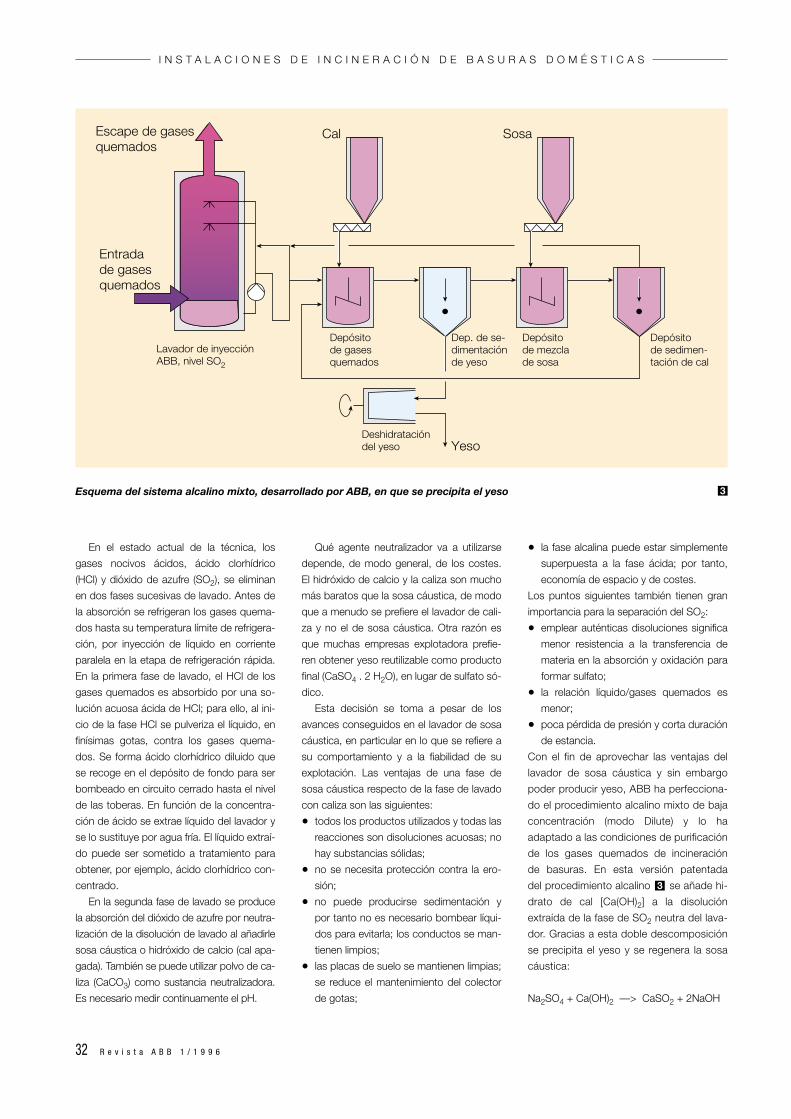
Con el fin de aprovechar las ventajas del
lavador de sosa cáustica y sin embargo
poder producir yeso, ABB ha perfecciona-
do el procedimiento alcalino mixto de baja
concentración (modo Dilute) y lo ha
adaptado a las condiciones de purificación
de los gases quemados de incineración
de basuras. En esta versión patentada
del procedimiento alcalino se añade hi-
drato de cal [Ca(OH)2] a la disolución
extraída de la fase de SO2 neutra del lava-
dor. Gracias a esta doble descomposición
se precipita el yeso y se regenera la sosa
cáustica:
Na2SO4 + Ca(OH)2 —> CaSO2 + 2NaOH
3
Lavador de inyección ABB, nivel SO2
Depósitode gasesquemados
Depósitode mezclade sosa
Dep. de se-dimentaciónde yeso
Depósitode sedimen-tación de cal
Deshidratacióndel yeso
Cal
Yeso
SosaEscape de gasesquemados
Entrada de gasesquemados
Esquema del sistema alcalino mixto, desarrollado por ABB, en que se precipita el yeso 3
I N S T A L A C I O N E S D E I N C I N E R A C I Ó N D E B A S U R A S D O M É S T I C A S
R e v i s t a A B B 1 / 1 9 9 6 33
Normalmente, el hidrato de calcio se intro-
duce en estado seco, pero también se
puede utilizar lechada de cal o incluso cal
apagada.
En una segunda fase se añade una pe-
queña cantidad de sosa (Na2CO3) a la di-
solución regenerada con el hidrato de cal,
para sustituir las pérdidas de iones Na+ de-
bidas al procedimiento. El uso de sosa, re-
lativamente barata, permite simultánea-
mente ablandar la disolución regenerada,
según la reacción siguiente,
Na2CO3 + Ca2+ —> CaCO3 + 2Na+
antes de devolverla al lavador. Así se redu-
ce el riesgo de incrustaciones en el circuito
del lavador.
El carbonato de calcio producido se
precipita, se separa de la disolución rege-
nerada clarificada y se lleva al tratamiento
de aguas residuales por un pequeño desa-
güe.
El procedimiento de regeneración para
recuperar sosa cáustica se desarrolla en
una instalación separada. Así, no se produ-
ce efecto alguno sobre la disponibilidad del
lavador y sobre los procesos químicos. La
oxidación final del sulfito en sulfato tiene
lugar en un depósito de oxidación separa-
do, posterior a la fase de lavado de SO2.
Es fácil conseguir la oxidación completa,
porque tanto el sulfito como el sulfato
están en forma líquida.
2Na2SO3 + O2 ––> 2Na2SO4
El sistema de regulación de este proceso
también es muy sencillo. La cantidad de di-
solución de NaOH regenerada para el lava-
dor se regula por medio del valor pH en el
circuito del lavador; la cantidad extraída se
regula por el nivel de líquido en el sistema.
La regulación, muy poco sensible, de la
adición de cal, se hace, naturalmente,
manteniendo la proporcionalidad con la
cantidad de SO2 eliminada, dado que la re-
lación estoquiométrica es prácticamente
igual a 1.
Desde el punto de vista de la seguridad
de explotación, la combinación de un lava-
dor de NaOH con el sistema alcalino mixto
proporciona una gran flexibilidad a causa
de la separación de las fases de lavado, de
oxidación y de recuperación de NaOH (con
precipitación del sulfato). Uno de los princi-
pales objetivos de este desarrollo consistía
en influir lo menos posible sobre la disponi-
bilidad y sobre la explotación del lavador. A
menudo, ésta es una condición esencial
para asegurar el funcionamiento de la
combustión. La separación de las fases
procesuales genera posibilidades para op-
timizar la explotación de las instalaciones,
por ejemplo utilizando depósitos interme-
dios y sistemas paralelos o comunes para
varias líneas de combustión. Naturalmente
es posible proseguir la explotación del la-
vador sólo con sosa cáustica fresca.
Ya se ha construido una instalación de
este tipo en el sistema incinerador de ba-
suras domésticas de Hobro, Dinamarca,
que ha permitido recoger las primeras ex-
periencias con esta técnica a escala indus-
trial.
Al principio se consideraba la calidad
del yeso fabricado pensando en que muy
probablemente sería depositado en verte-
dero. La razón es que en una planta de in-
cineración de basuras se produce normal-
mente mucho menos yeso que en una
central térmica de carbón. Además, el ries-
go teórico en cuanto mantenimiento de la
calidad del yeso en las cambiantes condi-
ciones de explotación de una incineradora
de basuras domésticas era mucho mayor
que en una central térmica, donde el car-
bón utilizado tiene una calidad relativamen-
te constante. Desde el punto de vista políti-
co, la recuperación de productos origina-
dos en la incineración de basuras plantea
problemas, ya que el producto final de una
instalación de este tipo automáticamente
está considerado como más sucio que el
mismo material obtenido de otro modo. El
objetivo era, por tanto, conseguir una cali-
dad de yeso que permitiera depositarlo en
vertedero según la clase de vertido I del re-
glamento TA sobre residuos urbanos. Así,
los costes de vertido se reducen mucho en
comparación con los del yeso de la clase
de vertido II. Esta última clase se aplica
cuando las sales de calcio están contami-
nadas por metales pesados originados en
una instalación de tratamiento de aguas
usadas.
Los resultados de la instalación de de-
mostración a escala industrial de Hobro ya
eran muy prometedores desde que se ini-
ció la campaña de ensayos. Ya desde un
principio se obtuvo yeso de la clase de ver-
tido I y se pudieron cumplir los requisitos
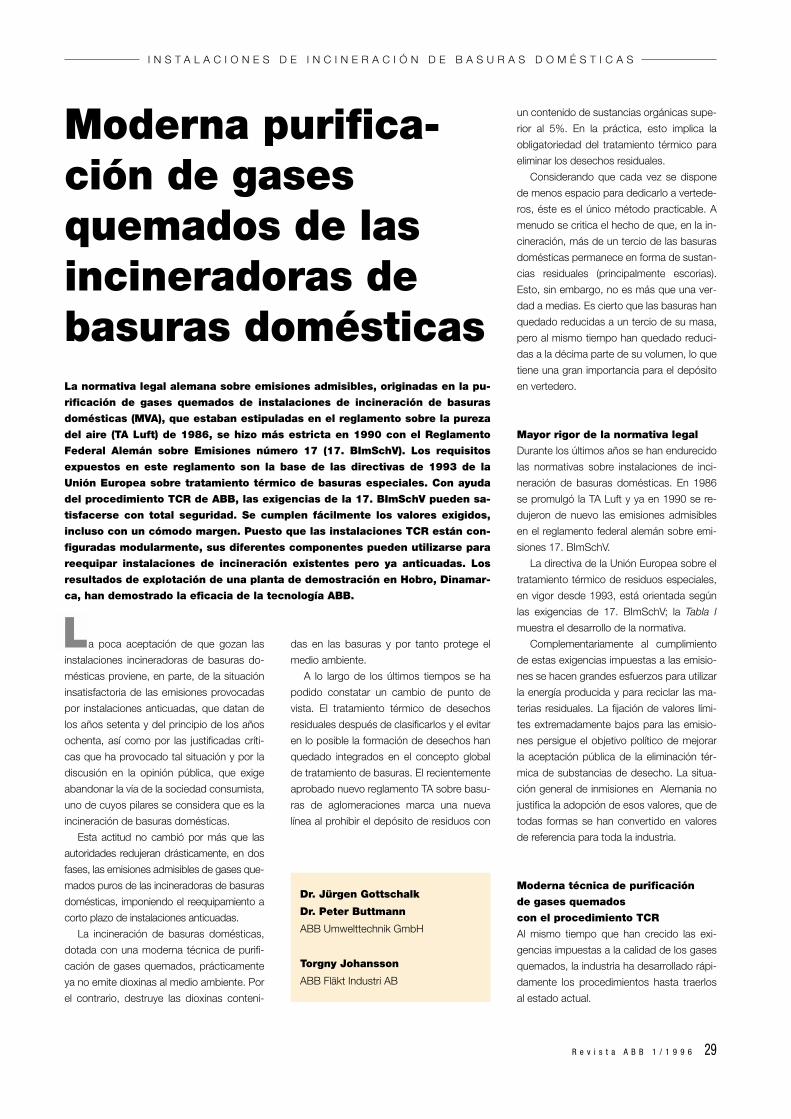
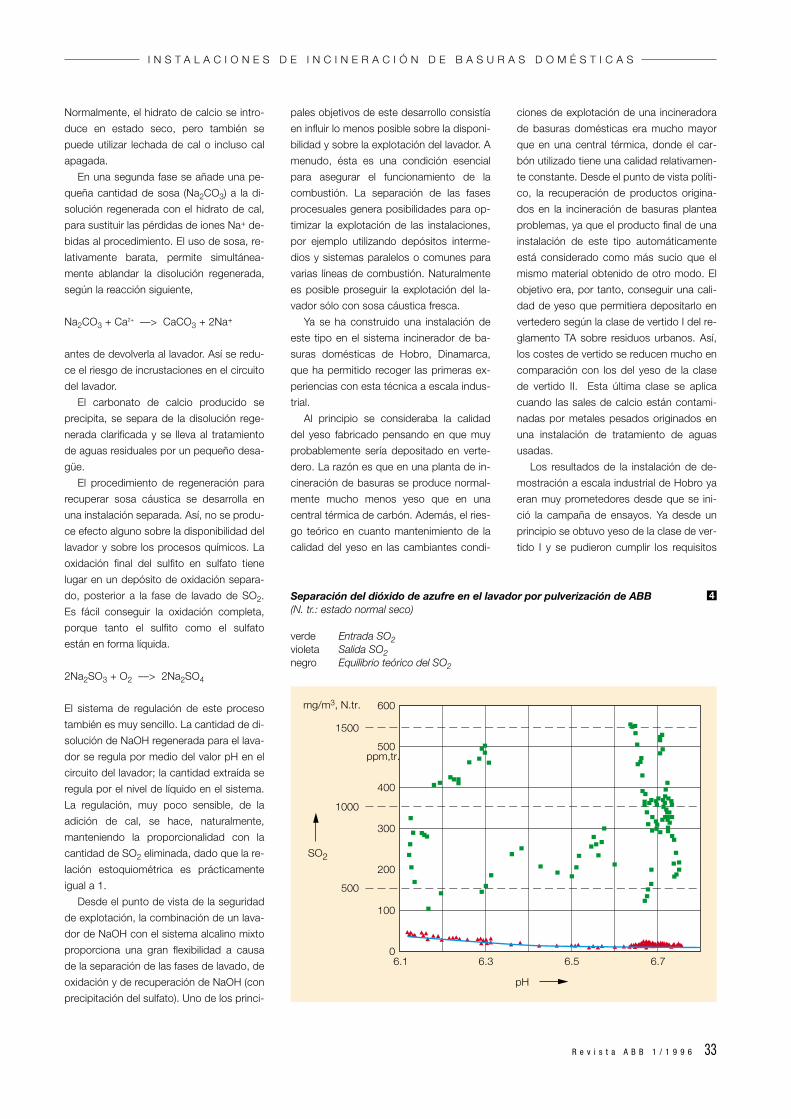
600
ppm,tr.
mg/m3, N.tr.
500
1500
1000
500
400
300
200
100
06.1 6.3 6.5 6.7
SO2
pH
Separación del dióxido de azufre en el lavador por pulverización de ABB(N. tr.: estado normal seco)
verde Entrada SO2violeta Salida SO2negro Equilibrio teórico del SO2
4
I N S T A L A C I O N E S D E I N C I N E R A C I Ó N D E B A S U R A S D O M É S T I C A S

34 R e v i s t a A B B 1 / 1 9 9 6
del yeso de construcción. Al mismo tiem-
po, en algunos Länder alemanes se iba im-
poniendo la exigencia política de fabricar
sólo productos reciclables en las instala-
ciones de incineración de basuras domés-
ticas. En Hobro se concedió, por tanto,
gran importancia a demostrar que es posi-
ble fabricar yeso de construcción, por
ejemplo para placas de cartón yeso.
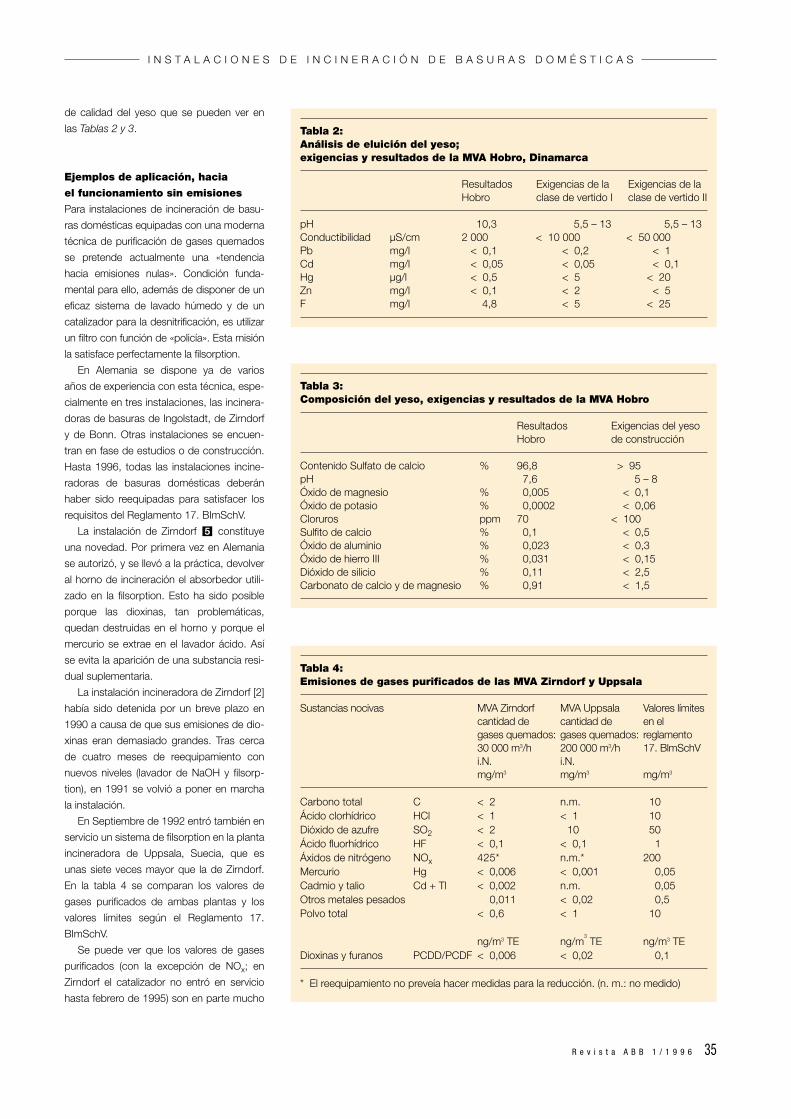
En las tablas 2 y 3 se compara la cali-
dad real del yeso con los requisitos exigi-
dos para las clases de vertido I y II y para el
yeso de construcción. Como puede verse,
se pueden satisfacer todos los requisitos
con plena seguridad.
Experiencias de explotación
de la MVA Hobro, Dinamarca
Lavadores
El lavador de sosa cáustica es un acredita-
do producto de la tecnología de ABB del
que ya se han construido más 65 unidades,
15 de las cuales se emplean en el sistema
de purificación de gases en incineradoras
de basuras domésticas. Ya desde el princi-
pio, la optimización del lavador se hizo pen-
sando en esta aplicación, como puede
verse, por ejemplo, en que los valores de
emisión son muy reducidos. Un factor
determinante del éxito de Hobro es el espe-
4
cial diseño de las lanzas de toberas y de las
placas de suelo.
No ha sido necesario optimizar suple-
mentariamente el lavador. Lo más impor-
tante de esta experiencia es que es indife-
rente utilizar el lavador con o sin instala-
ción alcalina mixta. De ello se deduce que
los lavadores ABB pueden ser reequipa-
dos con un sistema alcalino mixto. Nor-
malmente es posible elevar el estándar de
otros lavadores de sosa cáustica hasta
poder reequiparlos con el sistema alcalino
mixto de ABB.
En Hobro se desconectaron totalmente
los colectores de gotas durante varias se-
manas sin que pudieran observarse incrus-
taciones en los colectores. Se puede, por
tanto, concluir que el ablandado de la sosa
cáustica regenerada con sosa alcanza cum-
plidamente su objetivo.
Instalación alcalina mixta
Las principales experiencias de la MVA
Hobro provienen del sistema alcalino mixto,
donde se trata todo el flujo de líquido del la-
vador. Esto significa que el lavador y el siste-
ma de regeneración dominan perfectamen-
te todas las condiciones de explotación que
se presentan en la práctica. La explotación
a escala natural ha sido especialmente va-
liosa para los estudios y para el ajuste fino
de la regulación.
La explotación a esta escala es necesaria
también para conseguir un balance fiable de
masas al combinar el lavador y el sistema
regenerador. Se han realizado ensayos de
explotación con cal apagada seca y con le-
chada de cal.
La explotación a escala natural era tam-
bién muy importante para conseguir infor-
maciones sobre los distintos componentes.
La única parte de la instalación que hubo de
ser sustituida fue el sistema de deshidrata-
ción del yeso. Los cristales de yeso del
nuevo sistema instalado en Hobro eran
mucho más grandes que los obtenidos en
sistemas análogos y en la instalación piloto
del Centro de Investigaciones de ABB en
Växjö, Suecia. Hubo, por tanto, que quitar el
filtro celular de tambor y montar en su lugar
un filtro de banda. Muy pronto se vieron las
ventajas del mayor tamaño de los cristales
para la deshidratación, el lavado y la pureza
del yeso, y se consiguió sacar partido de
ellas, como lo demuestran los parámetros
Lavadores de sosa cáustica y filsorption de la planta incineradora de basurasdomésticas de Zirndorf, Alemania, recientemente instalados
5
I N S T A L A C I O N E S D E I N C I N E R A C I Ó N D E B A S U R A S D O M É S T I C A S
R e v i s t a A B B 1 / 1 9 9 6 35
de calidad del yeso que se pueden ver en
las Tablas 2 y 3.
Ejemplos de aplicación, hacia
el funcionamiento sin emisiones
Para instalaciones de incineración de basu-
ras domésticas equipadas con una moderna
técnica de purificación de gases quemados
se pretende actualmente una «tendencia
hacia emisiones nulas». Condición funda-
mental para ello, además de disponer de un
eficaz sistema de lavado húmedo y de un
catalizador para la desnitrificación, es utilizar
un filtro con función de «policía». Esta misión
la satisface perfectamente la filsorption.
En Alemania se dispone ya de varios
años de experiencia con esta técnica, espe-
cialmente en tres instalaciones, las incinera-
doras de basuras de Ingolstadt, de Zirndorf
y de Bonn. Otras instalaciones se encuen-
tran en fase de estudios o de construcción.
Hasta 1996, todas las instalaciones incine-
radoras de basuras domésticas deberán
haber sido reequipadas para satisfacer los
requisitos del Reglamento 17. BImSchV.
La instalación de Zirndorf constituye
una novedad. Por primera vez en Alemania
se autorizó, y se llevó a la práctica, devolver
al horno de incineración el absorbedor utili-
zado en la filsorption. Esto ha sido posible
porque las dioxinas, tan problemáticas,
quedan destruidas en el horno y porque el
mercurio se extrae en el lavador ácido. Así
se evita la aparición de una substancia resi-
dual suplementaria.
La instalación incineradora de Zirndorf [2]
había sido detenida por un breve plazo en
1990 a causa de que sus emisiones de dio-
xinas eran demasiado grandes. Tras cerca
de cuatro meses de reequipamiento con
nuevos niveles (lavador de NaOH y filsorp-
tion), en 1991 se volvió a poner en marcha
la instalación.
En Septiembre de 1992 entró también en
servicio un sistema de filsorption en la planta
incineradora de Uppsala, Suecia, que es
unas siete veces mayor que la de Zirndorf.
En la tabla 4 se comparan los valores de
gases purificados de ambas plantas y los
valores límites según el Reglamento 17.
BImSchV.
Se puede ver que los valores de gases
purificados (con la excepción de NOx; en
Zirndorf el catalizador no entró en servicio
hasta febrero de 1995) son en parte mucho
5
Tabla 2:Análisis de eluición del yeso;exigencias y resultados de la MVA Hobro, Dinamarca
Resultados Exigencias de la Exigencias de laHobro clase de vertido I clase de vertido II
pH 10,3 5,5 – 13 5,5 – 13Conductibilidad µS/cm 2 000 < 10 000 < 50 000Pb mg/l < 0,1 < 0,2 < 1Cd mg/l < 0,05 < 0,05 < 0,1Hg µg/l < 0,5 < 5 < 20Zn mg/l < 0,1 < 2 < 5F mg/l 4,8 < 5 < 25
Tabla 3:Composición del yeso, exigencias y resultados de la MVA Hobro
Resultados Exigencias del yesoHobro de construcción
Contenido Sulfato de calcio % 96,8 > 95pH 7,6 5 – 8Óxido de magnesio % 0,005 < 0,1Óxido de potasio % 0,0002 < 0,06Cloruros ppm 70 < 100Sulfito de calcio % 0,1 < 0,5Óxido de aluminio % 0,023 < 0,3Óxido de hierro III % 0,031 < 0,15Dióxido de silicio % 0,11 < 2,5Carbonato de calcio y de magnesio % 0,91 < 1,5
Tabla 4:Emisiones de gases purificados de las MVA Zirndorf y Uppsala
Sustancias nocivas MVA Zirndorf MVA Uppsala Valores límitescantidad de cantidad de en elgases quemados: gases quemados: reglamento30 000 m3/h 200 000 m3/h 17. BlmSchVi.N. i.N.mg/m3 mg/m3 mg/m3
Carbono total C < 2 n.m. 10Ácido clorhídrico HCl < 1 < 1 10Dióxido de azufre SO2 < 2 10 50Ácido fluorhídrico HF < 0,1 < 0,1 1Áxidos de nitrógeno NOx 425* n.m.* 200Mercurio Hg < 0,006 < 0,001 0,05Cadmio y talio Cd + Tl < 0,002 n.m. 0,05Otros metales pesados 0,011 < 0,02 0,5Polvo total < 0,6 < 1 10
ng/m3 TE ng/m3TE ng/m3 TE
Dioxinas y furanos PCDD/PCDF < 0,006 < 0,02 0,1
* El reequipamiento no preveía hacer medidas para la reducción. (n. m.: no medido)
I N S T A L A C I O N E S D E I N C I N E R A C I Ó N D E B A S U R A S D O M É S T I C A S

36 R e v i s t a A B B 1 / 1 9 9 6
menores que los valores límites impuestos
por la ordenanza y que el aumento de di-
mensiones no ha tenido gran influencia.
En el sector de las basuras domésticas
se dispone ya de experiencia de muchos
años a escala industrial sobre la desnitrifica-
ción catalítica. La primera instalación alema-
na equipada con esta técnica ha sido la
MVA de Munich Sur , que produce 2 ×
240 000 m3/h de gases quemados. La des-
nitrificación, después de una sorción seca
con filtro de mangas, está funcionando sin
problemas desde 1990 con el primer equipo
de catalizador. Para la desnitrificación se
había fijado un valor de garantía de 70
mg/m3 en el gas purificado (gas bruto: máx.
600 mg/m3). En la práctica, el valor de gases
purificados está entre 50 y 60 mg/m3.
Incineradoras de basuras
domésticas para reducir la cantidad
de dioxinas
Hoy en día, las instalaciones incineradoras
de basuras domésticas ocupan un lugar
6
bien establecido en el conjunto de la moder-
na eliminación de residuos y no es posible
sustituirlas por técnicas alternativas.
Cumplidas las exigencias del Reglamen-
to 17. BImSchV, han dejado de tener base
los reproches que durante tantos años se
les han hecho a las instalaciones de incine-
ración. Las modernas instalaciones incine-
radoras prácticamente ya no emiten dioxi-
nas; al contrario, reducen la cantidad de
éstas ya que destruyen las dioxinas conteni-
das de forma natural en las basuras. Con-
vierten en inerte la parte orgánica de los re-
siduos, con lo que no se producen reaccio-
nes químicas en los vertederos, que pueden
durar decenios, con la consecuencia de la
emisión incontrolada de sustancias nocivas
al medio ambiente.
En la actualidad, la moderna técnica de
purificación de gases quemados de las
instalaciones incineradoras está marcan-
do nuevos hitos en cuanto a conservación
de la pureza del aire, que sirven de refe-
rencia para todos los demás sectores in-
dustriales.
Bibliografía
[1] Joichi, I.; Balg, J.; Wieckert, Ch.: Des-
toxicación y vitrificación de residuos de las
incineradoras de basuras domésticas. Téc-
nica ABB 6/7–95, 9–16.
[2] Jungmann, G.: La modernización de
instalaciones de incineración de basura do-
méstica disminuye las emisiones de sustan-
cias nocivas. Técnica ABB 2/93, 15–20.
Direcciones de los autores
Dr. Jürgen Gottschalk
Dr. Peter Buttmann
ABB Umwelttechnik GmbH
Apdo. de Correos 260
D-35510 Butzbach, Alemania
Telefax: +49 (0) 6033/60011
Torgny Johansson
ABB Fläkt Industri AB
S-35187 Växjö, Suecia
Telefax: +46 (0) 470 365 50
Central eléctrica de incineración de basuras Munich Sur, con la primera desnitrificadoraSCR en el sector del tratamiento de basuras domésticas de Alemania
6
I N S T A L A C I O N E S D E I N C I N E R A C I Ó N D E B A S U R A S D O M É S T I C A S