Embed Size (px)
Citation preview

Mold, tool and die steels
Indu
stee
l mar
ketin
g - Jun
e 20
21
transformingtomorrow All information in this brochure is for the purpose of information only.
Industeel reserves the right to change its product range at any time without prior notice.
Your sales contact
With 40 sales offices in 40 different countries around the world, Industeel stands as one of the foremost international steel makers, with an unmatched capacity of support everywhere around the world.
For any information
Industeel FranceChâteauneuf plant118 route des EtaingsF - 42803 RIVE-DE-GIER CedexFRANCE
Industeel FranceLe Creusot plant56, rue Clemenceau - BP 19F - 71201 LE CREUSOT CedexFRANCE
Industeel BelgiumCharleroi plant266 rue de ChâteletB - 6030 CHARLEROIBELGIUM
https://industeel.arcelormittal.com

IndusteelSpecial steel plates and blocks producer
Steel making
Hot rolling Continuous casting
Our expertise
First class producer of high quality mold and tool steels
Careful selection of raw materials to produce high purity steel melted by electric arc furnace
Fine tuned secondary metallurgy, vacuum and special degassing processes for high cleanliness steels (AOD, VOD).
Thinnest plates produced through a modern continuous casting route equipped with soft reduction process to minimize the mid-thickness segregationHeaviest plates produced through ingot casting, hot rolling and hot forging to offer very thick materials while guaranteeing very low segregation rates
Automatic quenching devices and high precision tempering furnaces create a homogeneous hardness and microstructure through the cross section
100% inspection of internal soundness by UT examination and hardness control
Hardness control
Electric arc furnace Forging press for thick blocks
Rolling mill
Industeel is a subsidiary of ArcelorMittal producing special steel hot rolled plates, forged blocks, ingots and formed pieces in the world's widest dimensional range.
Specializing in carbon, low alloys, and stainless steels, Industeel offers a complete range of high quality steel grades designed to meet the most stringent specifications.
Thanks to its 3 integrated mills located in Belgium and France, Industeel meets all customer requirements providing
the widest dimensional range.
Tailor-made solutions adapted to your projects thanks to a rich metallurgical know-how.
For all other dimensions, please consult
The widest dimensional range of plates

Prov
idin
g on
-fie
ld t
echn
ical
as
sist
ance
to
help
our
cu
stom
ers
in t
he u
se o
f ou
r st
eel s
olut
ions
An
inte
grat
ed w
eldi
ng
wor
ksho
p w
ith a
n ex
pert
ise
in w
eldi
ng m
etal
lurg
y an
d w
eldi
ng p
roce
sses
Coo
pera
tion
with
rese
arch
in
stitu
tes
and
orga
niza
tions
on
pro
cess
ing
oper
atio
ns
mac
hini
ng, t
extu
ring,
sur
face
tr
eatm
ent
One
R&
D d
epar
tmen
t is
ful
ly
dedi
cate
d to
the
dev
elop
men
t an
d op
timiz
atio
n of
forg
ing
and
heat
tre
atm
ent
proc
esse
s
Editi
on o
f Su
perp
last
® /
Tena
stee
l® u
serg
uide
s w
ith
all t
echn
ical
info
rmat
ions
and
ad
vice
s ab
out
the
use
of o
ur
trad
emar
k gr
ades
Mou
lds
core
s an
d ca
vitie
sn S
tand
ard
2311
, 273
8, 2
738H
H, 2
767,
271
4, 2
343
n Tr
adem
ark
Supe
rpla
st®
(SP3
00, S
P350
, SP4
00)
n Tr
adem
ark
Isot
rop
Mou
ld b
ases
and
hot
runn
ers
n S
tand
ard
2312
, AIS
I 414
0
GR
AD
EH
AR
DN
ESS
CO
NSI
STEN
CY
MA
CH
INA
BIL
ITY
TEX
TUR
ING
REA
RW
ELD
AB
ILIT
YTH
ERM
AL
CO
ND
UC
TIV
ITY
Supe
rpla
st®
30
0**
***
****
***
***
**Su
perp
last
® 3
50
***
***
***
***
***
Supe
rpla
st®
Prem
ium
****
****
****
***
***
W 1
.27
38
****
***
***
W 1
.23
11
***
***
*Su
perp
last
® 4
00
***
***
***
***
***
W 1
.27
14
***
***
*W
1.2
34
3**
****
***
*
GER
MA
N S
TAN
DA
RD
AM
ERIC
AN
STA
ND
AR
DW
EAR
RES
ISTA
NC
ETO
UG
HN
ESS
W1
.23
63
A2
***
****
W1
.23
79
D2
****
**-
S7*
***
W1
.25
10
O1
****
***
Ten
aste
el®
****
***
GR
AD
EH
AR
DN
ESS
CO
NSI
STEN
CY
MA
CH
INA
BIL
ITY
TEX
TUR
ING
REA
RW
ELD
AB
ILIT
YTH
ERM
AL
CO
ND
UC
TIV
ITY
Sup
erpl
ast®
Sta
inle
ss**
***
***
***
***
*W
1.2
08
5**
***
****
W1
.20
83
***
****
**W
1.2
31
6**
***
***
**
Stai
nles
s co
res,
cavi
ties
and
extru
sion
die
sn S
tand
ard
2083
, 231
6
Mol
d ba
ses
and
supp
ort p
late
sn
Sta
ndar
d 20
85n T
rade
mar
k Su
perp
last
Sta
inle
ss (2
099)
Hot
wor
k to
ol s
teel
sn S
tand
ard
2343
, 234
3EFS
, 271
4, 2
347,
234
4n Tr
adem
ark
Isot
rop
Cold
-wor
k to
ol s
teel
sn
Sta
ndar
d 23
79, A
2n T
rade
mar
k Te
nast
eel
Choo
se th
e be
st s
olut
ion
n S
tand
ard
grad
esn T
rade
mar
k gr
ades
n Ta
ilor-
mad
e gr
ades
A d
edic
ated
rese
arch
cen
ter
n H
igh
leve
l tec
hnic
al s
uppo
rtn F
rom
ste
el m
anuf
actu
ring
to
en
d-us
er p
rope
rties
A c
ompl
ete
offe
r for
mol
d an
d to
ol s
teel
s
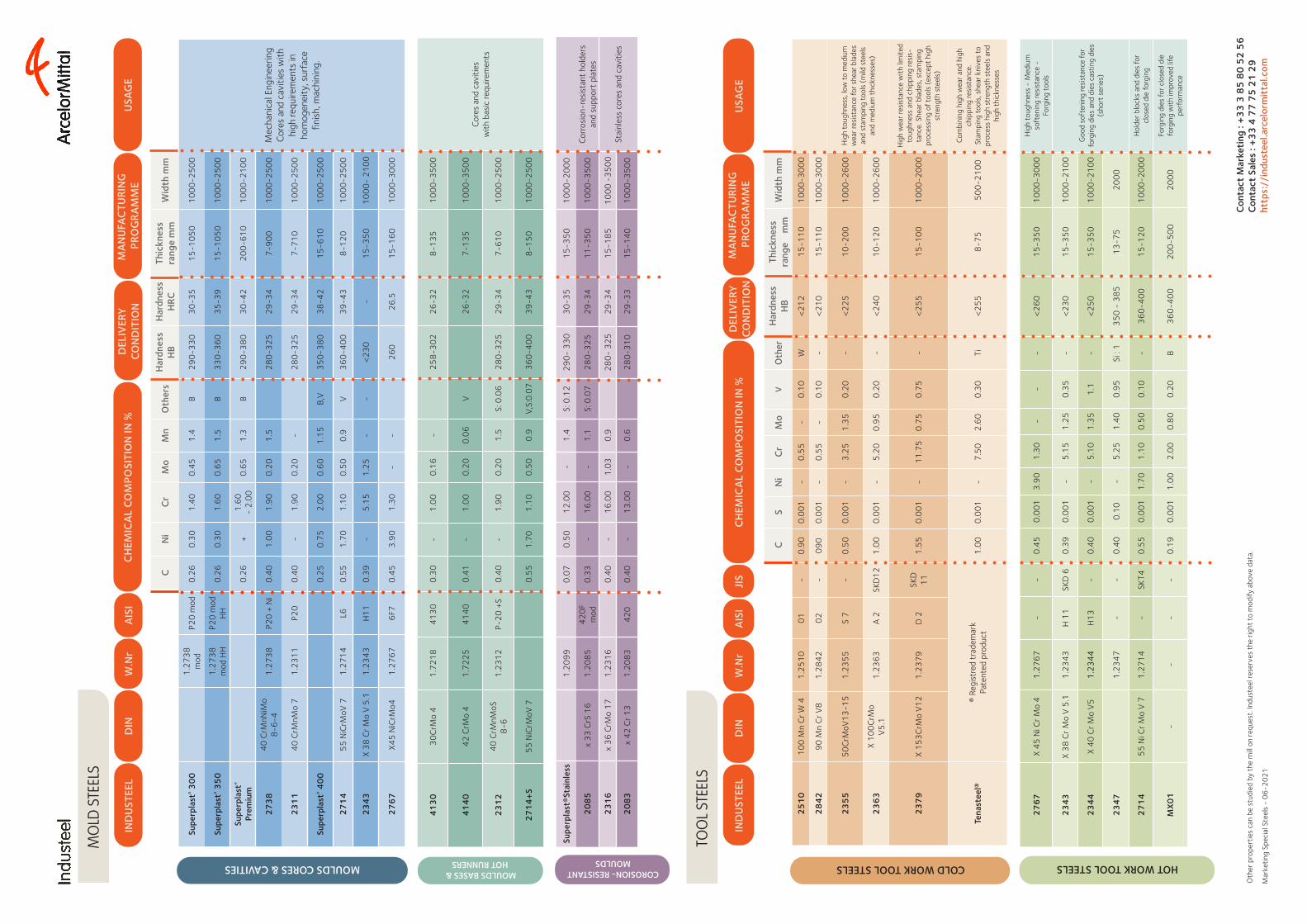
Supe
rpla
st® 3
00
1.2
73
8
mod
P20
mod
0.2
60
.30
1.4
00
.45
1.4
B2
90
-33
03
0-3
51
5-1
05
01
00
0-2
50
0
Mec
hani
cal E
ngin
eerin
gC
ores
and
cav
itie
s w
ith
high
requ
irem
ents
in
hom
ogen
eity
, sur
face
fin
ish,
mac
hini
ng.
Supe
rpla
st® 3
50
1.2
73
8
mod
HH
P20
mod
H
H0
.26
0.3
01
.60
0.6
51
.5B
33
0-3
60
35
-39
15
-10
50
10
00
-25
00
Supe
rpla
st®
Prem
ium
0.2
6+
1.6
0-
2.0
00
.65
1.3
B2
90
-38
03
0-4
22
00
-61
01
00
0-2
10
0
27
38
40
CrM
nNiM
o 8
-6-4
1.2
73
8P2
0 +
Ni
0.4
01
.00
1.9
00
.20
1.5
28
0-3
25
29
-34
7-9
00
10
00
-25
00
23
11
40
CrM
nMo
71
.23
11
P20
0.4
0-
1.9
00
.20
-2
80
-32
52
9-3
47
-71
01
00
0-2
50
0
Supe
rpla
st® 4
00
0.2
50
.75
2.0
00
.60
1.1
5B,
V3
50
-38
03
8-4
21
5-6
10
10
00
-25
00
27
14
55
NiC
rMoV
71
.27
14
L60
.55
1.7
01
.10
0.5
00
.9V
36
0-4
00
39
-43
8-1
20
10
00
-25
00
23
43
X 3
8 C
r M
o V
5.1
1.2
34
3H
11
0.3
9-
5.1
51
.25
--
<2
30
-1
5-3
50
10
00
- 2
10
0
27
67
X45
NiC
rMo4
1.2
76
76
F70
.45
3.9
01
.30
--
26
02
6.5
15
-16
01
00
0-3
00
0
IND
UST
EEL
DIN
W.N
rA
ISI
CH
EMIC
AL
CO
MPO
SITI
ON
IN %
DEL
IVER
Y
CO
ND
ITIO
N
MA
NU
FAC
TUR
ING
PRO
GR
AM
ME
USA
GE
CN
iC
rM
oM
nO
ther
sH
ardn
ess
HB
Har
dnes
s H
RCTh
ickn
ess
rang
e m
m
W
idth
mm
MOULDS CORES & CAVITIES
41
30
30
CrM
o 4
1.7
21
84
13
00
.30
-1
.00
0.1
6-
25
8-3
02
26
-32
8-1
35
10
00
-35
00
Cor
es a
nd c
aviti
es
with
bas
ic re
quire
men
ts
41
40
42
CrM
o 4
1.7
22
54
14
00
.41
-1
.00
0.2
00
.06
V2
6-3
27
-13
51
00
0-3
50
0
23
12
40
CrM
nMoS
8
-61
.23
12
P-2
0 +
S0
.40
-1
.90
0.2
01
.5S:
0.0
62
80
-32
52
9-3
47
-61
01
00
0-2
50
0
27
14
+S
55
NiC
rMoV
70
.55
1.7
01
.10
0.5
00
.9V,
S:0
.07
36
0-4
00
39
-43
8-1
50
10
00
-25
00
MOULDS BASES & HOT RUNNERS
27
67
X 4
5 N
i Cr
Mo
41
.27
67
--
0.4
50
.00
13
.90
1.3
0-
--
<2
60
15
-35
01
00
0-3
00
0H
igh
toug
hnes
s -
Med
ium
so
ften
ing
resi
stan
ce -
Fo
rgin
g to
ols
23
43
X 3
8 C
r M
o V
5.1
1.2
34
3H
11
SKD
60
.39
0.0
01
-5
.15
1.2
50
.35
-<
23
01
5-3
50
10
00
-21
00
Goo
d so
ften
ing
resi
stan
ce fo
r
forg
ing
dies
and
die
s ca
stin
g di
es
(sho
rt s
erie
s)2
34
4X
40
Cr
Mo
V5
1.2
34
4H
13
-0
.40
0.0
01
-5
.10
1.3
51
.1-
<2
50
15
-35
01
00
0-2
10
0
23
47
1.2
34
7-
-0
.40
0.1
0-
5.2
51
.40
0.9
5Si
: 1
35
0 -
38
51
3-7
52
00
0
27
14
55
Ni C
r M
o V
71
.27
14
-SK
T40
.55
0.0
01
1.7
01
.10
0.5
00
.10
-3
60
-40
01
5-1
20
10
00
-20
00
Hol
der
bloc
ks a
nd d
ies
for
clos
ed d
ie fo
rgin
g
MX
01
--
--
0.1
90
.00
11
.00
2.0
00
.80
0.2
0B
36
0-4
00
20
0-5
00
20
00
Forg
ing
dies
for
clos
ed d
ie
forg
ing
wit
h im
prov
ed li
fe
perf
orm
ance
HOT WORK TOOL STEELS
Oth
er p
rope
rtie
s ca
n be
stu
died
by
the
mill
on
requ
est.
Indu
stee
l res
erve
s th
e rig
ht t
o m
odify
abo
ve d
ata.
Mar
ketin
g Sp
ecia
l Ste
els
- 0
6-2
02
1
IND
UST
EEL
DIN
W.N
rA
ISI
CH
EMIC
AL
CO
MPO
SITI
ON
IN %
DEL
IVER
Y
CO
ND
ITIO
N
USA
GE
JIS
MA
NU
FAC
TUR
ING
PRO
GR
AM
ME
MO
LD S
TEEL
S
TOO
L ST
EELS
Supe
rpla
st®S
tain
less
1.2
09
90
.07
0.5
01
2.0
0-
1.4
S: 0
.12
29
0-
33
03
0-3
51
5-3
50
10
00
-20
00
20
85
x 3
3 C
rS 1
61
.20
85
42
0F
mod
0.3
3-
16
.00
-1
.1S:
0.0
72
80
-32
52
9-3
41
1-3
50
10
00
-35
00
Cor
rosi
on-r
esis
tant
hol
ders
and
supp
ort
plat
es
23
16
x 3
6 C
rMo
17
1.2
31
60
.40
-1
6.0
01
.03
0.9
28
0-
32
52
9-3
41
5-1
85
10
00
-3
50
0St
ainl
ess
core
s an
d ca
vitie
s2
08
3x
42
Cr
13
1.2
08
34
20
0.4
0-
13
.00
-0
.62
80
-31
02
9-3
31
5-1
40
10
00
-35
00
COROSION- RESISTANTMOULDS
Con
tact
Mar
keti
ng :
+3
3 3
85
80
52
56
Con
tact
Sal
es :
+3
3 4
77
75
21
29
http
s://
indu
stee
l.arc
elor
mit
tal.c
om
COLD WORK TOOL STEELS
CS
Ni
Cr
Mo
VO
ther
Har
dnes
s H
BTh
ickn
ess
rang
e
mm
W
idth
mm
25
10
10
0 M
n C
r W
41
.25
10
01
-0
.90
0.0
01
-0
.55
-0
.10
W<
21
21
5-1
10
10
00
-30
00
28
42
90
Mn
Cr
V8
1.2
84
20
2-
09
00
.00
1-
0.5
5-
0.1
0-
<2
10
15
-11
01
00
0-3
00
0
23
55
50
CrM
oV1
3-1
51
.23
55
S 7
-0
.50
0.0
01
-3
.25
1.3
50
.20
-<
22
51
0-2
00
10
00
-26
00
Hig
h to
ughn
ess,
low
to
med
ium
w
ear
resi
stan
ce fo
r sh
ear
blad
es
and
stam
ping
too
ls (
mild
ste
els
and
med
ium
thi
ckne
sses
)2
36
3X
10
0C
rMo
V5
.11
.23
63
A 2
SKD
12
1.0
00
.00
1-
5.2
00
.95
0.2
0-
<2
40
10
-12
01
00
0-2
60
0
23
79
X 1
53
CrM
o V
12
1.2
37
9D
2
SKD
1
11
.55
0.0
01
-1
1.7
50
.75
0.7
5-
<2
55
15
-10
01
00
0-2
00
0
Hig
h w
ear
resi
stan
ce w
ith
limite
d to
ughn
ess
and
chip
ping
resi
s-ta
nce.
She
ar b
lade
s, s
tam
ping
pr
oces
sing
of
tool
s (e
xcep
t hi
gh
stre
ngth
ste
els)
Tena
stee
l®®
Regi
stre
d tr
adem
ark
Pate
nted
pro
duct
1.0
00
.00
1-
7.5
02
.60
0.3
0Ti
<2
55
8-7
55
00
-21
00
Com
bini
ng h
igh
wea
r an
d hi
gh
chip
ping
resi
stan
ce.
Stam
ping
too
ls, s
hear
kni
ves
to
proc
ess
high
str
engt
h st
eels
and
hi
gh t
hick
ness
es





























