Embed Size (px)
Citation preview

Development of Consumables and Wet Welding Procedures Aiming Class A Structural Repairs in Shallow Waters Floating Production Units
Valter R. Santos, PUC-Rio; Ezequiel C. P. Pessoa, IFMG-Betim; Alexandre Q. Bracarense, UFMG-LRSS;
Ronaldo C. Junior, ESAB-Contagem; Ricardo R. Marinho, PETROBRAS-CENPES; Fernando C. R. Assunção, PUC-Rio;
Conclusions
To develop an underwater wet welding (UWW) procedure producing wet welds with structural quality. A hybrid procedure with oxyrutile and rutile type electrodes was successfully applied using gravity feeding system inside a pressure chamber at 10m simulated water depth.
References
Motivation
[1] American Welding Society. Underwater Welding Code. ANSI/AWS D3.6M:2010. [2] Santos, V.R., Monteiro, M.J., Rizzo, F.C., Bracarense, A.Q., Pessoa, E.C.P., Marinho, R.R., Vieira, L.A., 2012. Development of an Oxyrutile Electrode For Wet Welding. W. J. 91, 319-328 [3] Pessoa E. C. P., Bracarense A. Q., Dos Santos V. R., Monteiro M. D. J., Vieira L. A., Marinho R. R.: Challenges to develop an underwater wet welding electrode for “class A welds” classification, as required in the AWS D3.6 code. ASM Trends in Welding Research 2013, pp. 259
o The results of the development of oxyrutile electrodes shown that there is a range of weld metal chemical composition capable of reaching mechanical properties compatible with AWS 70XX class electrodes.
o The results obtained for the development of a hybrid procedure were positive without compromising the mechanical properties of the weld metal. .
o Both procedures developed in laboratory conditions at 10 m simulated depth with ASTM A131/A131M-08 steels (Ordinary Strength and High Strength) achieved all AWS D3.6M: 2010 requirements for Class A weld classification.
Results and Discussion
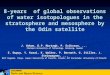
Butt joints welded in a laboratory using hyperbaric simulator with a mechanized gravity feeding system (Fig. 1), in the flat position and in the pressure equivalent to 10m depth represented the majority of the wet welding joints tested. The welding source used was a rectifier specially developed for wet welding. All beads were deposited with direct current and electrode at the negative pole of the power source (CC-). The base materials used were ASTM A131/A131M-08 (Ordinary Strength and High Strength) structural steels with thickness of 16 mm and 19 mm. Butt V joints were prepared with 200mm x 300mm x 16mm, opening angle of 45º and root opening of 6mm. Oxyrutile type electrodes with a diameter of 3.25 mm were used for the filling and capping passes. In some experiments a rutile type electrodes with a diameter of 3.25 were used in the root pass. For the characterization of metallographic, chemical and mechanical properties, the following tests were performed: bending, reduced section tension, radiography, macrography, hardness, Charpy V-notch and all-weld-metal tensile.
Fig. 1 Equipment for simulation of underwater wet welding. (a) Hyperbaric tank and (b) gravity welding device.
Methodology
Background o The Wet welding (WW) process with "coated electrodes" (SMAW) presents an
important application potential due to its simplicity, versatility and low cost. In certain scenarios, to avoid docking, WW are required to have similar properties to welds produced in the construction of ships and platforms in shipyards or construction sites. Such welds, corresponds to class A welds in AWS D3.6M: 2017 Underwater Welding Code[1].
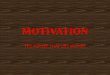
Regarding the development of oxyrutile type electrodes, the most significant result achieved is the consistent set of elongation values (above 14%), meeting the class A weld requirements. Table 3 shows mechanical properties values in function of water depth. Fig. 2 shows the results relating the ultimate tensile strength to the elongation.
Fig. 2 Envelopes of class A approved results concerning tensile strength and elongation.
Steel ASTM A131 ASTM A131M-08 CE 0.26 0.32
Table 1 Welding parameters.
o Since 2007 oxyrutile electrodes have been developed and some research results have been reported elsewhere. The main feature of this kind of electrodes is its comparative lower diffusible hydrogen (around 20ml/100g). Consequently hydrogen micro-cracks in the weld metal are avoided and elongation values as high as 18% - 25% can be reached in the All-Weld- Metal Tension Test[2, 3].
o The objective of the current work is to present test results of joints welded by a gravity mechanized system under pressure equivalent to 10m depth as a contribution to the development of welding procedures in class A. Properties of joints welded with oxyrutile electrodes developed in Brazil are presented. The obtained results are analyzed within the scope of producing wet welds with structural quality.
Pass Electrode Av. Voltage (V) Current (A) Heat input (Kj/mm) Root Rutile 33 160 1.5
Fill and cover Oxyrutile 26 190 1.6
Table 2 Carbon equivalent (CE) of base metal.
Equivalent Depth (m)
Y.S. (MPa)
T.S. (MPa)
Elong (%)
Toughness Charpy 0ºC (J)
Porosity (%) Hdif ml/100g
0.5 429 500 15.6 46.3 0.00 21.3 10.0 424 490 18.2 47.0 0.07 28.9 20.0 371 495 16.6 41.3 0.06 32.8 Y.S. = Yeld Strength T.S. = Ultimate Tensile Strength Elong = Elongation Hdif = diffusible hydrogen.
Table 3 Weld metal properties of joints welded with oxyrutile electrodes at equivalent depths of 0.5m, 10m and 20m.
Fig. 3 Side bend samples extracted from joints (A) A131 and (B) A131M-08
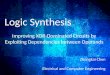
Regarding specifically the development of hybrid UWW procedure with oxyrutile and rutile type electrodes, results achieved meets the class A weld requirements
for both steel types welded. Table 4 shows all results and mechanical properties values achieved. Fig. 3 shows side bend samples tested and Fig. 4 shows all-weld and transverse CPs after tensile test.
Steel Test YS (Mpa) TS (Mpa)
Elongation (%) HAZ V-noch
HAZ V-noch W.M.
A131
All-weld 428 477 20 - - - Transverse - 440 - - - - (Class A) 235 Min 400 min - - - -
Max Hardness - - - 296
HV10 - -
Charpy at 0ºC (J) - - - - 36 50.7
A131M-08
All-weld 447 504 17.8 - - - Transverse - 517.8 - - - - (Class A) 230 Min 490 min - - - -
Max Hardness - - 211*
HV10 - -
Charpy at 0ºC (J) - - - - 30 49
* After under water post weld heat treatment. (Class A) = minimal requirement.
20mm
25 mm
Fig. 4 All-weld and transverse tensile test samples extracted from A131 joint