Embed Size (px)
Citation preview

8/13/2019 MSA TRN
http://slidepdf.com/reader/full/msa-trn 1/25
1
o
MSA-R R
Training Program27/7/2013DATE-

8/13/2019 MSA TRN
http://slidepdf.com/reader/full/msa-trn 2/25
2
M.S.A. (R &R)
TRAINING

8/13/2019 MSA TRN
http://slidepdf.com/reader/full/msa-trn 3/25
3
What is MSA ?
MSA primarily deals with analyzing the effect of themeasurement system on the measured value
Emphasis is on the effect due to equipment and personnel
We test the system to determine numerical values of itsstatistical properties and compare them to acceptedstandards
Quality of the data is of great importance ( Bias & variance)

8/13/2019 MSA TRN
http://slidepdf.com/reader/full/msa-trn 4/25

8/13/2019 MSA TRN
http://slidepdf.com/reader/full/msa-trn 5/25
5
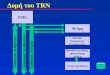
MSA
Define the
Measurement System
Dis
crimination
Metrological
Calibration,
Traceability
& Uncertainty
Bias,Linearity,
Stability
Conducting
GRR

8/13/2019 MSA TRN
http://slidepdf.com/reader/full/msa-trn 6/25
6
MEASUREMENT SYSTEM DATA
Data collected for controlling a process contains variations from two
different and independent sources:
- Manufacturing Process Variation ( MPV)
- Measurement System Variation (MSV )
- Total Variation (TV)= MPV+MSV

8/13/2019 MSA TRN
http://slidepdf.com/reader/full/msa-trn 7/25
7
MEASUREMENT SYSTEM DATA
Measurement System Variation must be smallerthan the manufacturing process variation
MSV < MPV+
MSV MPV
TOTAL VARIATION ( TV )

8/13/2019 MSA TRN
http://slidepdf.com/reader/full/msa-trn 8/25

8/13/2019 MSA TRN
http://slidepdf.com/reader/full/msa-trn 9/25
9
MEASUREMENT SYSTEM ERRORS
FIVE CATEGORIES:• BIAS
• LINEARITY
• STABILITY• REPEABILITY
• REPRODUCIBILITY
LOCATION ERRORS
WIDTH ERRORS

8/13/2019 MSA TRN
http://slidepdf.com/reader/full/msa-trn 10/25
10
MEASUREMENT SYSTEM ERRORS
Repeatability : Variation in measurements obtained with one
Measurement instrument when used several times by oneassessor While measuring identical characteristics on the same
part graph on R- Chart
Reproducibility : Variation in average of measurements made
by different assessors using same measuring instrument
when measuring identical characteristic on same part graph on
X - Chart

8/13/2019 MSA TRN
http://slidepdf.com/reader/full/msa-trn 11/25
11
MEASUREMENT SYSTEM ERRORSAverage and Range Method:
The method allows the measurement system’s variation to be
Decomposed into Repeatability and Reproducibility but not
Their Interaction.
GRR = EV2 + AV
2( Graphical & numerical Method )
ndc = 1.41 ( PV / GRR )
ndc > 5
Note : The sum of the percent consumed by each factorwill not be equal 100 %

8/13/2019 MSA TRN
http://slidepdf.com/reader/full/msa-trn 12/25
12
MEASUREMENT SYSTEM ERRORS
Repeatability > Reproducibility
- Instrument needs maintenance
- Improve clamping or location of gaging
- Excessive within – part variation
Reproducibility > Repeatability
- Appraisers need better gage use training
- need better operational definition
- need fixture to provide consistency in gage use

8/13/2019 MSA TRN
http://slidepdf.com/reader/full/msa-trn 13/25
13
CASE STUDY :
A V.C of L.C 0.02 mm is used for the measurement
Of O.D having a tolerance of +/- 1.5 mm. The VC is used forThe Process capability studies and the results of R&R
Study carried out indicated the following results:
1) EV = 0.20188
2) AV = 0.229633) PV= 1.10456
Calculate the GRR,ndc and TV.Also suggest the usage of VC
based on R&R results.

8/13/2019 MSA TRN
http://slidepdf.com/reader/full/msa-trn 14/25
14
Uncertainty of Measurement
Used internationally to describe the quality of ameasurement value.
The width of the statistical band in which the
true value would lie is termed as Uncertainty inmeasurement.
The first measurement system uncertainty is
generated by the process of calibration
MEASUREMENT SYSTEM DATA

8/13/2019 MSA TRN
http://slidepdf.com/reader/full/msa-trn 15/25
15
MEASUREMENT SYSTEM DATA
Uncertainty of Measurement
•The reference material itself
•The calibration process
•The environment and personnel performing
calibration actually contribute to themeasurement uncertainty
Thus the need for accredited labs

8/13/2019 MSA TRN
http://slidepdf.com/reader/full/msa-trn 16/25
16
HIERARCHY OF TRACEABILITY
ProductBIS-BS-IS 1mm up to 1 m
Working
Inspection
Reference
Quantum
International
VC,Mic,HG,
Plug
Grade 1 & 2
Slip Gauge
Grade 00 & 0
Slip Gauge
Monochromatic Wavelength of
Hg-198 & Cd- 114 Lamps
Meter (m)
SI unit of LengthIBWM
National Lab
0.1 to 5 parts in 108
NPL
Interferometer
0.04 to 0.1 m
Comparator
0.1 to 0.2 m
Length Standards
1 m to 0.1 m
Measurement System Evaluation

8/13/2019 MSA TRN
http://slidepdf.com/reader/full/msa-trn 17/25
17
Measurement System EvaluationBias
Bias is the difference between
the observed average of the
measurements and the reference
value.The referenc e value , also known as
the accepted reference value or
master value, is a value that serves
as an agreed-upon reference for the
measured values.
Bias
Reference
Value
Observed
Average
MSE/970311/RK17

8/13/2019 MSA TRN
http://slidepdf.com/reader/full/msa-trn 18/25
18
1. Three (or two) operators are involved: A, B, and C.
2. Ten parts are used. They are numbered in a way which wi
interfere with the measurement.
3. Ensure the measuring equipment is calibrated before the
commences.
4. Operator A measures the 10 parts. The results are recor
an observer.
5. Step 4 is repeated by operator B and C. The measuremen
performed in the same order.
6. The cycle of measuring the 10 parts is repeated twice (i.e.
repeats per part per operator).
repeatability & ReproducibilitProcedure
repeatability & Reproducibility

8/13/2019 MSA TRN
http://slidepdf.com/reader/full/msa-trn 19/25
19
1. repeatability (Equipment Variation, EV):
2. Reproducibility (Appraiser Variation, AV):
q = number of parts
n = number of repeats
3. repeatability & Reproducibility (r&R ):
repeatability & ReproducibilityCalculation
MSE/970311/RK32
repeatability & Reproducibility

8/13/2019 MSA TRN
http://slidepdf.com/reader/full/msa-trn 20/25
20
repeatability & Reproducibility
Factors K 1 and K 2
Repeats
2 3 4 5
K1 4.566 3.042 2.501 2.214
Operators
2 3 4 5
K2 3.652 2.703 2.302 2.077
MSE/970311/RK33
repeatability & Reproducibility

8/13/2019 MSA TRN
http://slidepdf.com/reader/full/msa-trn 21/25
21
repeatability & ReproducibilityBased upon the Tolerance
repeatability = (EV / Tolerance) x 100%
Reproducibility = (AV / Tolerance) x 100%
r & R = (r&R / Tolerance) x 100%
MSE/970311/RK34
repeatability & Reproducibility

8/13/2019 MSA TRN
http://slidepdf.com/reader/full/msa-trn 22/25
22
repeatability & Reproducibility Acceptance Criteria
%r&R < 20% Measurement System is acceptable
20% < %r&R < 30%Measurement System is may be acceptable : - improve for critical applications - decrease sorting limits for critical parameters
%r&R > 30%
Measurement System needs improv ement
- process control:
measurement masks process variation no realistic Cp/Cpk - inspection: decrease sorting limits
The basis of the calculation of %r&R, i.e. Tolerance orProcess Capabil i ty must be stated.
MSE/970311/RK36

8/13/2019 MSA TRN
http://slidepdf.com/reader/full/msa-trn 23/25
23

8/13/2019 MSA TRN
http://slidepdf.com/reader/full/msa-trn 24/25
24

8/13/2019 MSA TRN
http://slidepdf.com/reader/full/msa-trn 25/25
25