Embed Size (px)
Citation preview

Int. J. Production Economics 62 (1999) 107}118
Leagility: Integrating the lean and agile manufacturing paradigmsin the total supply chain
J. Ben Naylor!,*, Mohamed M Naim!, Danny Berry"
! Logistics Systems Dynamics Group, Department of Maritime Studies and International Transport, University of Wales Cardiw, PO Box 907,Cardiw CF1 3YP, UK
" Formerly Logistics Systems Dynamics Group, now Hewlett Packard, Filton Road, Stoke Giword, Bristol, BS12 6QZ, UK
Abstract
As the lean thinking and agile manufacturing paradigms have been developed there has been a tendency to view themin a progression and in isolation. This article shows that this is too simplistic a view. The use of either paradigm has to becombined with a total supply chain strategy particularly considering market knowledge and positioning of thedecoupling point as agile manufacturing is best suited to satisfying a #uctuating demand and lean manufacturing requiresa level schedule. This view is supported by consideration of a PC supply chain case study. ( 1999 Elsevier Science B.V.All rights reserved.
Keywords: Agile manufacturing; Lean thinking; Supply chain management; Customer satisfaction; Time compression
1. Introduction
Two current popular paradigms are lean think-ing and agile manufacturing. As new paradigms aredeveloped and promoted there is a tendency toview them in a progression and in isolation. Thusthere is a view that "rst there was a need to adoptthe lean manufacturing paradigm and now manu-facturers should strive to become agile [1,2]. Thisarticle proposes that this is too simplistic a viewand that the lean and agile paradigms, thoughdistinctly di!erent, can be and have been combined
*Corresponding author. Tel.: #44 (0) 1222 874000 ext. 6818;fax: #44 (0) 1222 874301; e-mail: NaylorJB2@cardi!.ac.uk.
within successfully designed and operated totalsupply chains. It will show how the need for agilityand leanness depend upon the total supply chainstrategy, particularly by considering market know-ledge and positioning of the decoupling point. Itwill be shown that the agile manufacturing para-digm is best suited to satisfying a #uctuating de-mand (in terms of volume and variety) and leanmanufacturing requires, and promotes, a levelschedule. These key di!erences between the twoparadigms relate them to the positioning of thedecoupling point.
The need to combine the two paradigms in manyreal supply chains will be shown by discussing thedi!erences between the two paradigms and whenand where they should be adopted within thesupply chain. A case study will be presented to
0925-5273/99/$ - see front matter ( 1999 Elsevier Science B.V. All rights reserved.PII: S 0 9 2 5 - 5 2 7 3 ( 9 8 ) 0 0 2 2 3 - 0

demonstrate how agility and leanness have beencombined successfully within one supply chain tomeet customer requirements.
2. The paradigm de5nitions
Firstly, it is important to make some key de"ni-tions so as to ensure there is no ambiguity in furtherdiscussions. The following two de"nitions relate theagile and lean manufacturing paradigms to supplychain strategies. They have been developed by theauthors so as to emphasise the distinguishing fea-tures of leanness and agility.
Agility means using market knowledge and a vir-tual corporation to exploit pro"table opportuni-ties in a volatile market place.Leanness means developing a value stream toeliminate all waste, including time, and to ensurea level schedule.
These are both closely related to the total supplychain strategy and the positioning of the decoup-ling point. A supply chain is:
. . . a system whose constituent parts include ma-terial suppliers, production facilities, distributionservices and customers linked together via a feed-forward #ow of materials and feedback #ow ofinformation [3].
This should be expanded to include the #ow ofresources and cash through the supply chain [4].
The decoupling point separates the:
. . . part of the organisation [supply chain]oriented towards customer orders from the partof the organisation [supply chain] based onplanning [5].
The decoupling point is also the point at whichstrategic stock is often held as a bu!er between#uctuating customer orders and/or product varietyand smooth production output. This fact is criticalwhen considering when to adopt agile or leanmanufacturing techniques. Associated with thepositioning of the decoupling point is the cognateissue of postponement. The aim of postponement
is to increase the e$ciency of the supply chainby moving product di!erentiation (at the decoup-ling point) closer to the end user. Postponing thedecoupling point reduces the risk of being out ofstock for long periods at the retailer and of holdingtoo much stock of products that are not required.The well-known Benetton example demonstratesthe use of postponement in the fashion trade [6].Benetton delayed the dyeing of their jumpers,which is the point at which the jumpers are di!eren-tiated, until the end of the process. Postponementis also essential where products have, or are likelyto have, a short life cycle as in the Benettonexample or for PC manufacturers. In the Benettoncase the uncertainty in demand predictions be-comes critical and this uncertainty can be relateddirectly to the prediction period as presented inTable 1 [7] which is forecast accuracy froma group of experts.
When businesses in a supply chain focus uponthe end-user there are many metrics that can beconsidered. However, they may be aggregated asService, Quality, Cost and Lead-time as presentedin Fig. 1 [8]. This presents the total value ofa product to the end-user.
Within a speci"c market sector the need forhigher levels of service and quality or lower costsand shorter lead times will arise and the metricswill be gauged in di!erent ways. This year's orderwinner will become next year's market quali"er[9]. One year a business might win more ordersby providing improved service, the followingyear they will have to continue to provide thislevel of service to qualify for the market. Thesecan be related to the agile and lean manufactur-ing paradigms to highlight some of their keyfeatures.
Table 1Forecast accuracy from a group of experts in the electronicsproduct industry [7]
Future prediction Forecast accuracy
1 month $5%2 months $20%3 months $50%Beyond Toss a coin
108 J.B. Naylor et al. /Int. J. Production Economics 62 (1999) 107}118

Fig. 1. Total value metric [8].
3. Which paradigm?
Table 2 presents some of the key characteristicsof the agile and lean manufacturing paradigmsas supply chain strategies. Table 2 is based uponliterature regarding lean manufacturing, agilemanufacturing and supply chain management andon industrial case studies. Highlighted are the pre-requisite characteristics of the lean and agile para-digms. These can be regarded as essential, desirableand arbitrary for a given paradigm to be success-fully implemented. The table can be broken downinto the characteristics that are of the same, similarand di!erent importance.
3.1. Characteristics of equal importance
3.1.1. Use of market knowledgeAll businesses in any supply chain must focus on
the end-user and both paradigms emphasise thispoint [10,11]. The nature of the end-user or marketsector as a whole will have a direct impact uponwhich paradigm will be the most apt for any supplychain or part of a supply chain. This will becomeclear later in this article. If market knowledge is not
Table 2Rating the importance of di!erent characteristics of leannessand agility
Keyword Lean Agile
Use of market knowledge L L L L L LVirtual corporation/Value stream/Integrated supply chain
L L L L L L
Lead time compression L L L L L LEliminate muda L L L L LRapid recon"guration L L L L LRobustness L L L LSmooth demand/Level scheduling L L L L
Note: L L L"essential. L L"desirable. L"arbitrary.
exploited and the supply chain is to be made moreresponsive then the members of the supply chainrun the risk of, for example, producing too widea variety of products at short notice when there isinsu$cient demand to justify the extra cost [12].
3.1.2. Integrated supply chain/value stream/virtualcorporation
All of these terms essentially mean the same thing[10,13]. Businesses must work together to form an
J.B. Naylor et al. /Int. J. Production Economics 62 (1999) 107}118 109

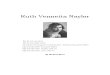
Fig. 2. Supply chain integration [3].
integrated supply chain focusing on meeting thedemands of the end-user or "nal customer of thesupply chain no matter what paradigm is adopted[14]. Although the terminology di!ers the essenceis the same. The goal of an integrated supply chainis to remove all boundaries to ease the #ow ofmaterial, cash, resources and information. Fig. 2presents the progressive steps involved in movingfrom a supply chain constructed from functionalsilos to one that is fully integrated [3]. With theintegrated supply chain both the information andmaterial #ows will be simpli"ed, streamlined andoptimised reducing waste and lead times. Thestructure of the supply chain will vary as shall bediscussed in Section 4.
3.1.3. Lead time compressionIn recent times lead time compression has be-
come a major order winner [15]. Leanness calls forthe elimination of all waste or in lean terminology`mudaa [11]. This means the elimination of any-
thing that is not adding value to a process orservice. By de"nition this includes waste time.Therefore, time compression is essential for leanmanufacturing. Likewise agile manufacturing re-quires a responsive supply chain [10]. This alsocalls for lead time compression in terms of informa-tion #ow as well as material #ow [16].
The three characteristics listed above are thefoundations for both agile and lean manufacturing,without which it will not be possible to developeither paradigm any further.
3.2. Characteristics of similar importance
3.2.1. Eliminate mudaLean manufacturing is called lean as it uses less,
or the minimum, of everything required to producea product or perform a service [17]. Leannessachieves this by eliminating all non-value addingprocesses [11]. In a `purea lean supply chain there
110 J.B. Naylor et al. /Int. J. Production Economics 62 (1999) 107}118

would be no slack and zero inventory. It would bevery impressive if zero inventory throughout a totalsupply chain was achieved. A more realistic viewwould be to aim at a minimum reasonable inven-tory (MRI) where any further attempts to decreasestocks would not be worthwhile [18]. The appro-priate MRI level may be found by using marketknowledge. Quite clearly the agile manufacturerwould also aim to eliminate as many non-valueadding activities as possible. However, in an agilesystem there will have to be a careful considerationof stock and/or capacity requirements to ensure thesupply chain is robust to changes in the end users'requirements. Thus the MRI may be set at a higherlevel than for a lean supply chain and additionalactivities might also be required to provide theability to be #exible. In other words the de"nitionof what is a value adding process will be expandedto include processes that are fundamentally non-value adding but necessary [19]. The use of anintegrated supply chain is essential if elimination ofwaste is to be achieved [14]. The elimination of allnon-value adding processes will inevitably reducethe cost of the product. This indicates that cost(referring to Fig. 1) is the way in which a supplychain employing lean manufacturing di!erentiatesits product from one employing agility.
3.2.2. Rapid reconxgurationAgile manufacturing means that the production
process must be able to respond quickly to changesin information from the market [20]. This requireslead time compression in terms of #ow of informa-tion and material, as indicated in Section 3.1, andthe ability, at short notice, to change to a widevariety of products [10]. Therefore, the ability to`rapidly recon"gurea the production process is es-sential. In lean manufacturing the ability to changeproducts quickly is also key as any time wasted inchanging over to a new product is muda and there-fore should be eliminated. However there must bea certain amount of leeway with respect to theproduction schedule and the forewarning of prod-uct changes in order to eliminate muda [21]. Thuswhilst it is highly desirable to have rapid recon-"guration it is not as essential as with agile manu-facturing. The ability to recon"gure quickly wouldhave an impact upon the ability to be #exible to
meet changes in the market, which, referring toFig. 1 again, is a component of service. These leadsto the conclusion that agility focuses on servicelevels for product di!erentiation.
To summarise these two characteristics agilemanufacturing calls for a high level of rapid recon-"guration and will eliminate as much waste aspossible but does not emphasise the elimination ofall waste as a prerequisite. Lean manufacturingstates that all non-value adding activities, or muda,must be eliminated. The supply chain will be as#exible as possible but #exibility is not a prerequi-site to be lean. Table 3 presents how this relates tothe value metric presented in Fig. 1.
From Table 3 it can be seen that the best situ-ation would be a supply chain that could use bothof these paradigms. The "nal set of characteristicsfurther di!erentiates the two paradigms and theywill show how agility and leanness cannot be em-ployed at the same point in any supply chain.However, by considering these last two character-istics in combination with the decoupling point andthe notion of postponement the two paradigms canbe combined within a supply chain as shown in thenext section.
3.3. Characteristics of diwerent importance
3.3.1. RobustnessAn agile manufacturer must be able to withstand
variations and disturbances and indeed must be ina position to take advantage of these #uctuations tomaximise their pro"ts. If a manufacturer needs tobe as responsive as a truly agile manufacturer mustbe then it is inevitable that the demand for the
Table 3Rating the importance of the di!erent metrics for leanness andagility
Metric Agile Lean
Lead time L L L L L LService L L L L LCosts L L L L LQuality L L L L L L
Note: L L L"key metric. L L"secondary metric. L"ar-bitrary metric.
J.B. Naylor et al. /Int. J. Production Economics 62 (1999) 107}118 111

product will not be stable. This is in direct contradic-tion with the next characteristic of a supply chain.
3.3.2. Smooth demand/level schedulingLean manufacturing avoids the requirement for
robustness by calling for the demand to be stablethrough the use of market knowledge and informa-tion, and forward planning [21]. Lean manufactur-ing by its very nature tends to reduce demandvariation by simplifying, optimising and streamlin-ing the supply chain [4]. However, if the end-userdemand is beyond the control of the supply chain itwill not be possible to implement lean manufactur-ing at the interface with the end-user [21]. Suddenvariations in demand would lead to waste either innot producing near capacity or needing to keeplarger bu!er stocks as has recently occurred atBoeing [22]. Boeing pursued a lean manufacturingstrategy without taking into account the variabilityof demand in the aerospace industry. Boeing hasbeen able to cope with a doubling of productionbut this still falls far short of the market demand.Boeing's sole competitor, Airbus Industrie, hasbeen able to exploit this and ramped up successfullyto take a larger share of the market.
The paradigm that is pursued at any point in thesupply chain will depend upon the requirements ofthe customer. Here the customer is taken to be thenext direct receiver of the material in the supplychain as opposed to the ultimate end-user. Thedi!erent application of agility and leanness withreference to these last two characteristics is sum-marised in Fig. 3.
The darker areas on Fig. 3 tend towards leannessand the lighter areas to agility. The dominant factoris whether there is a demand for variability in theproduction rate. If there are a wide variety of prod-ucts an agile supply chain will be able to switchbetween the products easily. If there is a wide rangeof products then the demand will tend to becomemore variable at a disaggregate level.
4. The supply chain structure and the decouplingpoint
This section discusses the relationship betweenthe supply chain structure and when and where to
Fig. 3. Applications of leanness and agility.
adopt lean or agile manufacturing. Firstly, somesimpli"ed structures will be presented with thedecoupling point in di!erent positions along thesupply chain. This will then be linked to the ex-planation of the two paradigms given in the pre-vious section.
Fig. 4 presents the family of simpli"ed supplychain structures with the decoupling point markedas a stock holding point [5,23]. The manufac-turers/assemblers represent one or more membersor businesses in the supply chain. There would beanother stock point downstream, in terms of mater-ial #ow, from the raw material supplier where theprocess changes from batch process to single piece#ow. As this transition occurs inventory must beheld to ensure the supplier does not go out of stock.
As outlined in the Section 1 the decoupling pointseparates the part of the supply chain that respondsdirectly to the customer from the part of the supplychain that uses forward planning and a strategicstock to bu!er against the variability in the demandof the supply chain. The positioning of the decoup-ling point therefore depends upon the longest leadtime an end-user is prepared to tolerate and thepoint at which variability in product demand dom-inates [5,24]. Downstream from the decouplingpoint all products are pulled by the end-user, thatis, they are market driven.
Upstream from the decoupling point the supplychain is initially forecast driven. However, with the
112 J.B. Naylor et al. /Int. J. Production Economics 62 (1999) 107}118

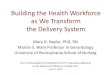
Fig. 4. Supply chain strategies [5].
advent of Kanban driven supply this has becomemore than simply a push system. For example inone electronics "rm the forecast is calculated yearlyat the strategic level, monthly at the productionlevel but the "nal production schedule is calculatedweekly based upon the Kanban. In other words theprocess is push plan and pull execution [25]. Thiscould only take place if the demand is stable andpredictable, for instance upstream, in terms of ma-terial #ow, from the decoupling point.
By varying the position of the decoupling pointFig. 4 highlights "ve distinguishing classes of sup-ply chains:
f The "rst supply chain, Buy-to-Order, would besuitable if all the products are unique and do notnecessarily contain the same raw materials,where the end-user is prepared to accept longlead times and the demand for products is highlyvariable. If the supply chain held any stock itwould run the risk of them becoming obsolete. Ifa particular product did not succeed in the mar-ket place then this supply chain would not haveany exposure to the costs of overstocking. How-ever the supply chain would not be able to takeadvantage of new markets as quickly as the nextsupply chain classi"cation.
f The second supply chain, Make-to-Order, is ableto change to di!erent products as long as theyare made from the same raw materials. It willalso cope with varied locations, volumes andproduct mixes. The lead time will be reduced butthe end-users might still have to accept a con-siderable wait to get the product they desire. Thedemand for the product can be variable and witha high level of customisation both in terms ofnumbers of di!erent combinations and theamount of the basic model that will need to becustomised. This supply chain is only exposed tothe risk of holding raw materials and compo-nents as stock.
f In the third supply chain structure the decoup-ling point moves to within the manufacturersand assemblers in the supply chain. With anAssemble-to-Order supply chain customisationis postponed until as late as possible. With thisstrategy the supply chain will be able to respondto a varied product mix from within a range ofproducts, whether customised or not. The leadtime will be reduced considerably and will de-pend upon where in the supply chain the "nalassembly takes place. This slightly increases therisk of overstock or understock but the productswill not be of the same value as the complete,
J.B. Naylor et al. /Int. J. Production Economics 62 (1999) 107}118 113

fully assembled product. Thus the supply chain isprotected against the full risk of obsolescence.Conversely the supply chain will be in a betterposition to take advantage of a product ascend-ing the growth stage of its lifecycle. The supplychain will still be able to cope with varied loca-tions
f The "nal two supply chains both represent caseswhere a standard product is provided from a de-"ned range. The Make-to-Stock strategy meansthat the supply chain can cope with demands invaried locations but calls for a steady overalldemand of a standard product. The Ship-to-Stock strategy provides a standard product in"xed locations. The members of the supply chainmust be able to forecast demand accurately ifthey adopt these two strategies. It is critical thatthey are aware how accurate their forecasts areand hold the correct level of stock to minimisethe risk of stock-outs and overstocks [26].
The e!ect of the decoupling point is summarised inFig. 5. This shows a decoupling point with the levelproduct variety and demand variability experi-enced either side of the decoupling point. On thedownstream side of the decoupling point is a highlyvariable demand with a large variety of productsand upstream from the decoupling the demand issmoothed with the variety reduced. This indicatesthat the point of product di!erentiation is at ordownstream from the decoupling point and thestock held at the decoupling point acting as a bu!erbetween variable demand and a level productionschedule.
Fig. 5 relates the decoupling point directly to char-acteristics of the lean and agile paradigms and toFig. 3.
f The lean paradigm can be applied to the supplychain upstream of the decoupling point as thedemand is smooth and standard products #owthrough a number of value streams. Downstreamfrom the decoupling point a number of products#ow through one value stream.
f The agile paradigm must be applied downstreamfrom the decoupling point as demand is variableand the product variety per value stream hasincreased.
Fig. 5. E!ects of the decoupling point.
Hewlett Packard redesigned their supply chain toovercome the problem of variability in demand bypursuing the technique of applying agility down-stream from the decoupling point [27,28]. Theyachieved this by postponing the decoupling pointuntil as late as possible and ensuring that productdi!erentiation also occurred at that point. The USfactory produced printers for the global market toan aggregate demand. However the generic printerswould then have to be customised to meet nationalspeci"cations and shipped to the regional distribu-tion centres. This was a particular problem inEurope with small national markets. In the originalsupply chain the stockholding point would be atthe distribution centres with the market speci"cproducts. Therefore, even if the aggregate forecastwas accurate if the national forecasts were not thenone country would "nd itself out of stock andanother would be overstocked. The solution to thiswas to move di!erentiation to the distributioncentres. In other words the generic products weresent out to the distribution centres where they were
114 J.B. Naylor et al. /Int. J. Production Economics 62 (1999) 107}118

held as the bu!er stock and then di!erentiated foreach national market as they were pulled by theend user demand. This meant that the productionof the generic printers could be based on an aggreg-ate global forecast that would be more accuratethen national market forecasts. The increase inservice levels compensated for the fact that the newsupply chain was more expensive. The supply chainwent from basically a whole lean supply chain toone that incorporated agility downstream from thedecoupling point.
5. Reengineering of a PC supply chain [25]
Electronic product supply chains are character-ised by poor supply chain dynamics with a highlyvariable product demand. The PC manufacturer(or the company) in this case study is involved ina wide range of large and complex supply chains.The supply chains consist of both company ownedmembers and independent members, though thecompany is highly vertically integrated with plantsin three of the main manufacturing echelons. Gen-erally the operation of any member is limited to oneechelon. Fig. 6 presents the sources of informationused [29]. Opinion sources and publications wereboth particularly rich sources of information in thisparticular dimension, as indicated by the usagerating of three.
Since the early 1980s the company has imple-mented a series of supply chain reengineering strat-egies. Prior to reengineering the supply chainconsisted of a large number of interacting butun-integrated members. The "rst step was to imple-ment just in time (JIT) in the early 1980s. Theprimary focus of this strategy was to reduce in-plant lead times through the elimination of waste.This reduced the average manufacturing lead timefrom 280 to 150 days.
Next the company developed a simpli"ed andintegrated approach to materials planning. Thisrequired a change of perspective from materialsplanning at individual plant level, which had led todelays and demand ampli"cation, to materialsplanning at the supply chain level. For the purposesof materials planning all manufacturing plants werenow considered as production lines in a global
Fig. 6. Summary of information sources used in the modellingof the PC supply chain [29].
manufacturing entity. All requirements were trans-mitted simultaneously to the companies' plantsusing electronic data interchange (EDI). The timedelay for the #ow of demand information has beenreduced from 45 to 8 days. This meant that more ofthe supply chain operated in a pull mode and mostof the rest of the members were push plan and pullexecution as described in Section 4. The next strat-egy was to integrate the vendor base. This entailedconnecting the vendor base directly to the rest ofthe supply chain via EDI primarily to pass downplanning information and pull signals.
Fig. 7 presents the 1993 snap shot of the Euro-pean supply chain with the members divided intoechelons. The company is a highly complex globalmanufacturer and it is presented here with theEuropean base and global and local suppliers [30].It should be noted that the reengineering is a con-tinuous process and therefore this is not the "nalsupply chain.
In order to manage the material #ow, the PCmanufacturer positioned the decoupling point atthe "nished goods echelon. This supply chain
J.B. Naylor et al. /Int. J. Production Economics 62 (1999) 107}118 115

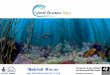
Fig. 7. Material #ow through the PC supply chain [25].
follows the assemble to order supply chain strategyshown in Fig. 4. The main restraint on the locationof the decoupling point was the lead time the end-user, PC purchaser, was prepared to accept. If thedecoupling point was in the sub assembly echelonthe end user would have to wait up to 22 weeks foran assembly to order. In the current position thelead time is 4 weeks. Another one of the maindrivers for reengineering the supply chain was theever-decreasing product life cycle. Referring toTable 1, the company would have serious problemswith forecast accuracy if the decoupling point wasat the sub-assembly echelon but the required totallead time was 4 weeks. This would call for a predic-tion of over 4 months (22 weeks less 4 weeks) andtherefore the company may as well `toss a coina[7]. It should be noted that the retailers and dis-tributors hold some stock of standard models.
The decoupling point also operates in a similarway to the Hewlett Packard case and as presented
in Fig. 5. The variation in demand either side of thedecoupling point demonstrates how the bu!erstock can act to smooth the demand on the sub-assembly and components echelons. The productdi!erentiation coincides with the decoupling pointto a large extent. This allows the supply chain toassemble to order for a variety of products, vol-umes of products and retailer locations.
The supply chain on the upstream side of thedecoupling point thus adopted the lean manufac-turing paradigm with level scheduling and aKanban system. The supply chain downstreamfrom the decoupling point has to adopt the agilemanufacturing paradigm due to demands forshort lead times, product variety and demandvariability from the end-users. Again this "ts intothe de"nition of the agile and lean paradigms withleanness applied upstream from the decouplingpoint and agility downstream from the decouplingpoint.
116 J.B. Naylor et al. /Int. J. Production Economics 62 (1999) 107}118

6. Conclusions
This paper has compared the lean and agilemanufacturing paradigms, highlighting the similar-ities and di!erences. Through considering the dif-ferences between the two paradigms we have shownthat they should not be considered in a progressionor in isolation. Neither paradigm is better norworse than the other, indeed they are complement-ary within the correct supply chain strategy. Boththe Hewlett Packard case and the PC manufacturercase study clearly demonstrate the combination ofthe two paradigms within the same supply chain.The decoupling point acts as a bu!er between thevariable demand for a wide variety of products andthe level production schedule for a smaller varietyof components. The danger of not being agileenough to exploit change in the market demand isclearly demonstrated by the Boeing case. Thesecases also demonstrate the need for accurate andquick market information and hence informationlead time compression as well as material lead timecompression [16].
Once the need for agility and the position of thedecoupling point has been identi"ed there are fur-ther decisions to be made. The way in which an agilemanufacturer di!erentiates its products from thelean manufacturer is through concentrating onthe service levels at the expense of reducing costs. Thefull impact of this requires further investigation butthe Hewlett Packard example shows how employingagility downstream of the decoupling point can be ofgreat bene"t to all the members of the supply chain.
This paper has shown that manufacturers shouldnot be looking at operations in isolation from therest of the supply chain. Whether to develop anagile capability or a lean manufacturing structurewill be dependent upon where in the supply chainthe members are located. This total supply chainperspective is essential and companies should bestriving for `leagilitya } that is carefully combiningboth lean and agile paradigms.
Acknowledgements
This work has been supported in part by anEPSRC CASE award and part by the EPSRC
ACME Directorate under the `Logistical dynamicsof supply chain managementa programme recentlyundertaken within the Logistics Systems DynamicsGroup. Particular thanks are due to Professor DrTowill, Director of the Logistics Systems DynamicsGroup, for his advice and guidance.
References
[1] R. Booth, Agile manufacturing, Engineering ManagementJournal 6 (2) (1996) 105}112.
[2] C. Ward, What is Agility, Industrial Engineering, Novem-ber (1994) 14}16.
[3] J. Stevens, Integrating the supply chain, InternationalJournal of Physical Distribution and Materials Manage-ment 19 (8) (1989) 3}8.
[4] M.M. Naim, The book that changed the world. Manufac-turing Engineer, February (1997) 13}16.
[5] S. Hoekstra, J. Romme, Integral Logistics Structures: De-veloping Customer Oriented Goods Flow, McGraw-Hill,London, 1992.
[6] J.L. Gattorna, D.W. Walters, Managing the Supply Chain:A Strategic Perspective, MacMillan, London, 1996.
[7] G.H. Watson, Business Systems Engineering: ManagingBreakthrough Changes for Productivity and Pro"t, Wiley,New York, 1994.
[8] H.J. Johansson, P. McHugh, A.J. Pendlebury, W.A.Wheeler, Business Process Reengineering: Breakpoint Strat-egies for Market Dominance, Wiley, Chichester, UK, 1993.
[9] T. Hill, Manufacturing Strategy, 2nd Ed., MacMillan,London, 1993.
[10] P.T. Kidd, Agile Manufacturing: A Strategy for the 21stCentury. IEE Agile Manufacturing Colloquium 1995,pp. 1/1}1/6.
[11] J.P. Womack, D.T. Jones, D. Roos, The Machine ThatChanged the World, Rawson Associates, New York, 1990.
[12] G. Stalk Jr, T.M. Hout, Competing Against Time: HowTime-Based Competition Is Reshaping Global Markets,The Free Press, New York, 1990.
[13] G.N. Evans, M.M. Naim, D.R. Towill, Process costing} the route to construction re-engineering. Mouchel cen-tenary conference, in: M.B. Leeming, B.H.V. Topping(Eds.), Innovation in Civil and Construction Engineering,Civil-Comp Press, Edinburgh, 1997, pp. 153}162.
[14] D.R. Towill, The seamless supply chain } the predator'sstrategic advantage, International Journal of TechnologyManagement 13 (1) (1997) 37}56.
[15] G. Stalk Jr., A.M. Webber, Japan's dark side of time.Harvard Business Review, July}August 1993, pp. 93}102.
[16] R. Mason-Jones, D.R. Towill, Information enrichment:Designing the supply chain for competitive advantage,Supply Chain Management 2 (4) (1997) 137}148.
[17] R.H. Hayes, G.P. Pisano, Beyond world class: The newmanufacturing Strategy. Harvard Business Review,January}February (1994) 77}86.
J.B. Naylor et al. /Int. J. Production Economics 62 (1999) 107}118 117

[18] H.J. GruK nwald, L. Fortuin, Many steps towards zero in-ventory, European Journal of Operational Research 59(1992) 359}369.
[19] J.P. Womack, D.T. Jones, Lean Thinking: Banish Wasteand Create Wealth in Your Corporation, Simon &Schuster, New York, 1996.
[20] S.L. Goldman, R.N. Nagel, K. Preiss, Agile Competitorsand Virtual Organisations: Strategies for Enriching, VanNostrand Reinhold, UK, 1994.
[21] A. Harrison, The impact of schedule stability on supplierresponsiveness: A comparative study. Second Interna-tional Symposium on Logistics, 11}12 July 1995,Nottingham, UK, pp. 217}224.
[22] Anon. The Jumbo Stumbles. The Economist, 11thOctober, 1997, p. 116.
[23] A. Harrison, 1997. Investigating the sources and causes ofschedule instability, Third International Symposium onLogistics, 9}11 July 1997, Padua, Italy, pp. 155}164.
[24] J.M. Lehtonen, J. HolmstroK m, J. Slotte, Balancing productrange and capacity within the customer acceptabledelivery time in implosive industries, 9th International
Working Seminar on Production Economics, vol. 3, 1996,pp. 333}346.
[25] D. Berry, The Analysis, Modelling and Simulation ofa Re-engineered PC Supply Chain, PhD Thesis, Universityof Wales, College of Cardi!, 1994.
[26] M.L. Fisher, J.H. Hammond, W.R. Obermeyer, A.Raman, Making supply meet demand in an uncer-tain world, Harvard Business Review, May}June (1994)83}93.
[27] T. Davies, E!ective Supply Chain Management, SloanManagement Review, Summer (1993) 35}45.
[28] H.L. Lee, C. Billington, Managing Supply Chain Inven-tory: Pitfalls and Opportunities, Sloan ManagementReview, Spring (1992) 65}73.
[29] D. Berry, M.M. Naim, D.R. Towill, Business process re-engineering an electronic products supply chain, IEE Proc.Sci. Meas. Technology 142 (5) (1995) 395}403.
[30] D. Berry, M.M. Naim, Quantifying the relative improve-ments of redesign strategies in a PC supply chain, Interna-tional Journal of Production Economics 46}47 (1996)181}196.
118 J.B. Naylor et al. /Int. J. Production Economics 62 (1999) 107}118