-
HOIS Good Practice Guide on In-Service Inspection of Offshore
Composite Components
HOIS GP1 Issue 2
A Report prepared for HOIS
M Wall, RJ Lee, ESR Technology
[email protected]
May 2012
-
HOIS GP1 Issue 2
ii
Authorisation Sheet
Report Title: HOIS good practice guide on in-service inspection
of offshore composite components
Customer Reference: HOIS
Project Reference: UC000138-01-01-12
Report Number: HOIS GP1
Issue: Issue 2 Updated
Distribution List: Open Publication
Author: Dr Martin Wall
16/4/2012
Reviewed: Richard Lee
16/4/2012
Authorised: Dr Stephen Burch
2 May 2012
COPYRIGHT ESR Technology Ltd This report is the Copyright of ESR
Technology Ltd and has been prepared by ESR Technology Ltd under
contract to HOIS. Subject to the terms of the contract the contents
of this report may not be reproduced in whole or in part, nor
passed to any organisation or person without the specific prior
written permission of the Commercial Manager, ESR Technology Ltd.
ESR Technology Ltd accepts no liability whatsoever to any third
party for any loss or damage arising from any interpretation or use
of the information contained in this report, or reliance on any
views expressed therein. Cover photo: UT inspection of offshore GRP
joint, courtesy Petrobras
-
HOIS GP1 Issue 2
iii
Executive Summary This updated good practice guide covers the
inspection and non-destructive evaluation (NDE) of offshore
composite components in-service and includes lessons learnt from
several inspection trials on HOIS FRP samples including the glass
reinforced flow loop pipe sample supplied by Petrobras.
Specifically this guide excludes manufacturing quality control,
quality assurance or inspection, for which the reader is referred
to ISO 14692. All components that form part of a GRP piping system
(e.g. pipe, branches, bends, tees, tapers, flanges, fittings and
joints) are covered. This includes piping, from 50 mm (2) to over 1
m (40) diameter, and fittings. Specific guidance is provided on
composite connections including adhesively bonded joints, laminated
joints and flanged connections. Fittings include T-joints, bends,
branches and flanged connections and may typically be manually
overwound or laminated giving a wide range of wall thickness, 2 mm
to 50 mm. The guide encompasses the recommendations regarding NDE
of composites in available standards including ISO 14692, NORSOK
M-622, preceding NORSOK and UKOOA studies, and relevant API and
ASTM standards. Good practice has been included from individual oil
companies design and engineering specifications, HOIS members
inputs, and ESR experience in composite inspection. Relevant
published studies and initiatives in the UK funded by the
Department for Business, Innovation & Skills (formerly the
Department of Trade & Industry) and the Technology Strategy
Board, TSB have been cited. In addition, a watching brief of
technologies employed in the USA on inspection and monitoring of
composites have also been assessed. We have restricted
consideration to defect types that may occur in-service or be
present after installation. It is assumed that an appropriate
inspection and quality control plan has been in place during
manufacture including monitoring the state of cure in line with
that in ISO 14692. Composite vessels and tanks are not specifically
included as there is limited use of these offshore. The
recommendations regarding process pipework inspection will however
generally be applicable to vessels and accessibility is often
better. Secondary structures such as ladders, walkways, gratings,
and equipment housings are not included. The major issue here is
removal of the protective gel coat in marine environments, exposing
fibres. Visual inspection and painting or refurbishment of the gel
coat is usually adequate here. The inspection methods considered
for pipework applications may also be relevant to these
applications if the application is safety critical. Although this
guide refers to offshore components, it is equally relevant to
onshore applications and in several cases the techniques used would
be similar. Inspection of GRP piping is generally more difficult to
carry out compared to metal pipes for a number of reasons. This
includes general unfamiliarity by inspectors of inspecting
composites and the anisotropic and heterogeneous nature of these
materials causing signal noise and attenuation. Porosity and the
laminated nature of the microstructure account for some of these
effects. This guide has been updated to take account of lessons
learnt from a series of inspection trials conducted under the
auspices of the FPSO and Flexible Risers Working Group on a 6 GRE
spool piece (flow loop) prepared by Petrobras. The flow loop
contained a number of intentional bondline defects including paper
inserts, incorrect application of adhesive and incorrect surface
preparation. The 3 metre flow loop contains two 90-degree elbows
and a
-
HOIS GP1 Issue 2
iv
centre bell and spigot bonded joint with five separate adhesive
joints. Some of these joints had manufacturing or adhesion defects
introduced in the assembly process. Differences in joint
fabrication practice have also been used in the joints. Data
obtained using manual ultrasonics were somewhat variable but were
generally able to detect the back wall echo but not necessarily the
deliberately introduced defects. Automated ultrasonics using either
twin probes or phased arrays produced reasonable B-scan images
showing the layered nature of the material and in some cases
reflections from the introduced defects. Interpretation of
reflected signal waveforms was more complex than would be expected
for steel components as the GRP structure is elastically
anisotropic and heterogeneous with signal attenuation due to
voids/porosity and the scattering nature of the laminated
structure. It was sometimes difficult to get a consistent back wall
echo with some variability in response between joints. The
inspection operators will need to familiarise themselves with
particular glass reinforced epoxy components and choose optimum
probe type. Ultrasonic B-scan images are the preferred acquisition
mode as they can give a clearer delineation of bond line defects
and back wall echo. Generally the lower frequency probes ( MHz - 2
MHz) gave better sample penetration than 5 MHz probes but with
reduced resolution. Phased array wheel probes were relatively quick
to scan the pipe surfaces but had some positional difficulties
around elbows and fittings due to roller sliding. Of the various
non contact inspection methods trialled, i.e. laser shearography,
microwave inspection and radiography, the latter technique produced
the best images using the XRS-3 portable pulsed X-ray source used
in conjunction with a GEIT DXR250P digital detector array. In this
case some details of the joints were revealed including bondline
defects such as porosity (however there was no evidence of the
paper inserts) and good images of the pipe wall and fittings. After
the inspection trials were completed the flow loop was cut open and
macro-photographs were taken of joint sections to reveal the
location and extent of the defects. In many cases the joint defects
were lack of adhesive and porosity. The quality of the elbow end
fittings was also assessed and showed evidence of poorly wetted out
fibres which was detected during several ultrasonic trials. A
section of the centre bell and spigot joint was prised open, as
recommended by a consultant from the pipe manufacturer, to reveal
the quality of the bond. In summary, each of the inspection trials
had practical challenges and most techniques were able to detect
some of the defects. Ultrasonic inspection was able to detect loss
of back wall echo, bondline features and end fitting
irregularities. Radiographic examination using digital detectors
together with image enhancement filters was able to reveal pipe
wall and end fitting details, bondline porosity and quality of
adhesive fillet but not gaps in the adhesive bond.
-
HOIS GP1 Issue 2
v
Contents
1.0 SCOPE
...........................................................................................................
1
2.0 REASONS FOR INSPECTION
.......................................................................
3
3.0 BACKGROUND
..............................................................................................
4 3.1 Introduction
.................................................................................................
4
3.2 Requirements for Non-Destructive Evaluation (NDE)
.................................. 4
3.3 Factors affecting inspection
.........................................................................
5
3.4 Materials
.....................................................................................................
6
3.5
Applications.................................................................................................
6
3.6 Fabrication methods
....................................................................................
7
3.7 Issues during installation
.............................................................................
7
3.8 Issues in-service
.........................................................................................
7
3.9 Life prediction
..............................................................................................
9
3.10 Painting
.......................................................................................................
9
3.11 Lined vessels and pipework
........................................................................
9
4.0 REFERENCES
...............................................................................................
9 4.1 GRP Design, Qualification and Integrity Standards
..................................... 9
4.2 NDE Codes and Standards
.......................................................................
10
4.3 NDT Procedures
.......................................................................................
10
4.4 HSE good practice guides
.........................................................................
11
5.0 DEFINITIONS
...............................................................................................
11
6.0 PERSONNEL QUALIFICATIONS
................................................................ 13
6.1 Installer requirements
................................................................................
13
6.2 NDT personnel
..........................................................................................
13
7.0 EQUIPMENT
................................................................................................
13
8.0 HEALTH AND SAFETY
...............................................................................
13 8.1 Inspection
.................................................................................................
14
8.2 Dust hazards
.............................................................................................
14
9.0 DAMAGE MECHANISMS
............................................................................
14 9.1 Overview
...................................................................................................
14
-
HOIS GP1 Issue 2
vi
9.2 Manufacturing defects
...............................................................................
15
9.3 Defects following handling and installation
................................................ 15
9.4 In-service defects
......................................................................................
15
10.0 INSPECTION STRATEGY
...........................................................................
16 10.1 Manufacturing inspection
..........................................................................
17
10.2 Documentation required
............................................................................
17
10.3 Handling and delivery
................................................................................
18
10.4 Inspection after installation
........................................................................
18
10.5 In-service inspection
.................................................................................
21
10.6 HSE good practice guides
.........................................................................
22
10.7 DNV guidance for operation and in-service inspections
............................ 23
10.8 Inspection strategy for life extension and ageing
....................................... 23
10.9 When to Inspect
........................................................................................
26
11.0 SELECTION OF NDE METHODS
................................................................ 26
11.1 Manufacturing inspection
..........................................................................
33
11.2 After installation
........................................................................................
33
11.3 In-service
..................................................................................................
33
12.0 INSPECTION PRACTICE BY
COMPONENT............................................... 33 12.1
Pipework
...................................................................................................
36
12.2 Fittings
......................................................................................................
38
12.3 Supports
...................................................................................................
38
12.4 Joints
........................................................................................................
39
12.5 Adhesively bonded
joints...........................................................................
40
12.6 Laminated joints
........................................................................................
42
12.7 Flange connections (fixed and loose ring designs)
.................................... 44
12.8 Repairs
.....................................................................................................
45
13.0 INSPECTION GUIDANCE BY DEFECT TYPE
............................................ 45 13.1 Delaminations
...........................................................................................
45
13.2 Erosion or loss of wall thickness
................................................................
47
13.3 Impact damage
.........................................................................................
48
13.4 Matrix cracking
..........................................................................................
49
13.5 Significant cracks
......................................................................................
51
13.6 Materials degradation
................................................................................
52
13.7 Environmental ingress and weepage (matrix cracking and
delamination) .. 53
-
HOIS GP1 Issue 2
vii
14.0 NDE METHODS
...........................................................................................
53 14.1 Validation and calibration samples
............................................................ 53
14.2 Visual inspection
.......................................................................................
55
14.3 Pressure testing
........................................................................................
56
14.4 Ultrasonics
................................................................................................
57
14.5
Radiography..............................................................................................
62
14.6 Tap testing
................................................................................................
65
14.7 Thermography
...........................................................................................
67
14.8 Shearography
...........................................................................................
69
14.9 Acoustic emission
.....................................................................................
71
14.10 Acousto-Ultrasonics
..................................................................................
72
14.11 Microwave inspection
................................................................................
73
14.12 Differential Scanning Calorimetry (DSC) and hardness tests
(e.g. Barcol or Shore)
.......................................................................................................
76
15.0 MONITORING METHODS
............................................................................
76
16.0 DEVELOPING NDE METHODS
...................................................................
77
17.0 EVALUATION AND ASSESSMENT
............................................................ 78
18.0 FAILURE PREVENTION
..............................................................................
80
19.0 ACKNOWLEDGEMENTS
............................................................................
80 Appendices
APPENDIX A GRP CODES AND
STANDARDS................................................ A-82
APPENDIX B INSPECTION GUIDANCE FROM ISO 14692
.............................. B-85
APPENDIX C DAMAGE MECHANISMS IN COMPOSITES
.............................. C-97
APPENDIX D EXAMPLES OF IN-SERVICE DEGRADATION OF COMPOSITE
COMPONENTS
.........................................................................
D-110
-
HOIS GP1 Issue 2
1
1.0 Scope
This good practice guide covers the inspection of offshore
composite components in-service and after installation. The focus
is on inspection of low to medium pressure process pipework (~10-50
bar), the primary application of composites offshore. This good
practice guide specifies additional and optional requirements to
ISO 14692 (all parts). All components that form part of a GRP
piping system (e.g. pipe, branches, bends, tees, flanges, and
joints) are covered. The good practice is directed towards piping
systems in GRP materials used on offshore production platforms, but
may also be used for similar onshore systems dependent on the
location and fabrication method. Composite materials in the context
of this good practice guide are defined as, and limited to, fibre
reinforced thermosetting matrix (or resin) systems. These have
several features that make them attractive for use in the Oil and
Gas industry, namely ease of installation, light weight and good
corrosion resistance. Glass fibres are the most common
reinforcement and epoxy resins are primarily used as the matrix
material. Other types of resins can be used depending on the
application and in many cases corrosion resistant liners are used
which may affect the inspection results obtained. Conventional
inspection strategy and practice is described. In addition, this
document provides guidance on selection and how to apply
non-destructive examination (NDE) and testing (NDT) methods; an
area where very limited guidance is available in existing standards
such as ISO 14692. Newer NDE methods such as microwave inspection,
acousto-ultrasonics, tap-testing, ultrasonic B-Scan and laser
shearography are also included in addition to those found in the
main industry standards ISO 14692, NORSOK M622 and the ASME Boiler
and Pressure Vessel Code Section V. Such methods are widely used
elsewhere for inspection of composites and are starting to find
application in the Oil and Gas sector. All components that form
part of a GRP piping system (e.g. pipe, branches, bends, tees,
tapers, flanges, fittings and joints) are covered. This includes
piping, from 50mm (2) to over 1m (40) diameter, and fittings.
Specific guidance is provided on composite connections including
adhesively bonded joints, laminated joints and flanged connections.
The guidance is applicable both to high quality filament wound
pipework, and to piping systems that have been manufactured by
manual overwinding or hand laminated giving variability in
thickness and surface quality. Wall thicknesses ranging from 2mm to
50mm are considered. Higher wall thicknesses are generally
associated with fittings or connections. Inspection of GRP piping
is generally more difficult to carry out compared to metal pipes
for a number of reasons. This includes general unfamiliarity by
inspectors of inspecting composites and the anisotropic and
heterogeneous nature of these materials causing signal noise and
attenuation. Porosity and the laminated nature of the
microstructure account for some of these effects. This document is
directed towards GRP piping and components used topside on offshore
production platforms, but may also be used for similar onshore
systems. The same technologies have applicability to subsea,
downhole and pipeline applications of composites, though there will
be issues in terms of access and marinisation if carried out
in-situ. The following generic component types have been considered
in the development of the NDE recommended practice:
-
HOIS GP1 Issue 2
2
Process pipework and fittings Filament wound piping 2 to 40
diameter, 2mm to 50mm wall thickness; Tapered, laminated or moulded
fittings, t-joints (5mm to 50 mm wall thickness). Connections
Adhesively bonded joints; Laminated joints; Flange connections
(fixed and loose ring designs). These encompass most currently
relevant topside components offshore. This good practice guide does
not specifically cover composite vessels and tanks as there is
limited use of these offshore. The recommendations regarding
process pipework inspection will however, generally be applicable
to vessels and accessibility is often better. Established practice
has developed for inspection of lined and unlined GRP vessels and
tanks in refineries using ultrasonic B-scanning and TOFD in
addition to visual inspection. The guide encompasses the
recommendations regarding NDE of composites in available standards
including ISO14692, NORSOK M-622, preceding NORSOK and UKOOA
studies and relevant US standards such as API, ASME and ASTM.
Elements of good practice have also been included from individual
oil companies design and engineering specifications together with
inputs from various HOIS members and ESR general experience in
composite inspection. Relevant published studies and initiatives in
the UK funded by the UK Government such as the former DTI and the
Technology Strategy Board; in the USA on inspection and monitoring
of composites; and aerospace, defence, military and space standards
have also been assessed. We have restricted consideration to defect
types that may occur on installation or in-service. It is assumed
that an appropriate inspection and quality control plan has been in
place during manufacture including monitoring the state of cure in
line with that in ISO 14692. The NDE technology discussed could
also be applied to structural beams, pultruded sections and
secondary structures such as ladders, walkways, gratings, and
equipment housings. The major issue here is removal of the
protective gelcoat in marine environments, exposing fibres. Visual
inspection and painting or refurbishment of the gelcoat is usually
adequate here. The inspection methods considered for pipework
applications may also be relevant to these applications if the
application is safety critical. For structural components such as
beams an appropriate life management strategy should be put in
place in line with ISO 14692 and relevant ASTM standards.
Thermoplastic polymers and reinforced thermoplastics (RTPs) are
outside the scope of this guide, although the same NDE methods are
likely to be applicable. Resins commonly used in RTP include
polyethylene (PE), polypropylene (PP), and polyamide (PA-Rilsan)
and polyvinyldifluoride (PVDF). In many cases visual inspection is
the only method used for composite components after they enter
service and provided the system design accounts for all anticipated
loadings (including thermal and axial loads, pressure and surge
forces, etc.) and they are installed correctly can provide many
years of service often in severe corrosive environments.
-
HOIS GP1 Issue 2
3
2.0 Reasons for inspection
Integrity management of composite materials is less developed
than for metallic materials. This tends to be application specific
and relies on engineering judgement. Problems are most likely to be
encountered during or after installation. If properly installed,
composite components are normally very tolerant of service
conditions and few problems are likely to occur during the design
life (typically 20-25 years). Hence, it is usual to apply just
visual inspection and routine pressure testing after installation.
Non destructive evaluation (NDE) methods may be applied in the
following circumstances:
For safety critical components;
For quality assurance reasons;
Following installation;
Where problems have been encountered in service;
For re-qualification following any repairs;
To assess quality of adhesive joints;
To establish current condition of the component and ageing
encountered;
To assess in-service damage;
To assist in assessment of remnant life;
For plant life extension;
If required for health and safety reasons or to satisfy legal or
regulatory requirements;
To establish condition of the lining in lined vessels;
To determine condition relevant parameters such as glass
transition temperature tg, Barcol hardness or coupon testing;
To verify that the component is performing in accordance with
its design intent;
As part of an integrity management strategy;
Identify deviations from specifications or functional
requirements as early as possible and form a basis for corrective
action.
The role of inspection is to assure technical integrity during
operations and form a basis for maintenance evaluation/planning. It
may also serve to provide a fitness-for-purpose evaluation and
contribute to the improvement of current and future designs and
inspection strategy. Composites are becoming used in an increasing
range of structural and process applications, and at higher
pressures and more severe environments. For this reason NDE
in-service is becoming more common.
-
HOIS GP1 Issue 2
4
3.0 Background
3.1 Introduction
Fibre reinforced plastic (FRP) composite materials are seeing
increased use in the Oil and Gas industry. Composite materials have
been used in chemical, processing and refinery applications for
over 40 years primarily in containment applications. The first
application in the North Sea was in the early 1980s1
. Corrosion resistance, light weight and in some cases design
flexibility and continuous manufacture are the primary business
drivers, which when used to advantage in design, can lead to either
reduced life-cycle costs or improved safety. There are also
advantages in ease of fabrication, mechanical and chemical
properties and cost.
Composites are fundamentally different to metallic materials,
and provided the correct resin and fibre types have been selected
and the components are properly installed and qualified, few issues
are normally encountered in service. Particular problems may be
encountered with adhesive joints especially those made in the
field. Material selection in corrosive environments is a specialist
area and end users are reliant on service experience and advice and
ratings supplied by the main composite suppliers.
3.2 Requirements for Non-Destructive Evaluation (NDE)
The application of non-destructive evaluation (NDE) methods on
composites is primarily undertaken on manufacture. Currently, very
little in-service NDE inspection is performed on composites on
offshore installations. Composites are traditionally conservatively
designed to allow for in-service damage and based on previous
experience. Reliance is placed on proof testing following
installation with visual inspection and dimensional checks. Whether
this is the best approach in the longer term remains to be
established. NDE in-service is often more difficult and less widely
done.
Installation of composite components is not always
straightforward and service difficulties can often be traced back
to incorrect installation. There is also an increased use of
composites in more structural applications and in more severe
environments. For these reasons, it is becoming more important to
understand the degradation that may occur in material properties in
service and to confirm that installation has been effective.
Composites offer particular advantages in weight and corrosion
resistance for floating installations such as floating production
storage and offloading vessels (FPSOs). Minimising topside weight
is a key issue for floating installations. Applications of
composites in FPSOs include water treatment, firewater mains and
secondary structures.
FPSOs can also offer a more challenging environment due to hull
motion and movement of the vessel under wave loading. This can lead
to a specific requirement for in-service NDE of composites due to
issues that have arisen in offshore service. This includes the
fatigue of longer pipe sections under wave loading of the vessel in
FPSOs, cracking of pipe flanges following installation, and failure
of adhesively bonded connections.
The lack of detailed procedures and qualification of NDE methods
for offshore may limit the uptake of composites in more challenging
process applications offshore.
1 HSE research Report RR039 Cost Effective use of composites
offshore; Part B: Summary of the Joint industry - industry
programme on the cost effective use of fibre reinforced composites
offshore. UK Health & Safety Executive HSE; HSE Reports, 2003
http://www.hse.gov.uk/RESEARCH/rrhtm/rr039.htm
-
HOIS GP1 Issue 2
5
3.3 Factors affecting inspection
The main factors affecting inspection of composites offshore are
access, surface finish, material quality, complex geometry and
thickness. These and other factors such as unfamiliarity with
composites may limit the applicability of traditional NDE methods
such as ultrasonics and favour composite or polymer specific
methods such as microwave inspection, thermography,
acoustoultrasonics or radiography for complex geometries and thick
sections. An advantage is the fact that composites generally have
good defect tolerance and fatigue properties. The way in which NDE
methods are applied is similar to metallic materials though the
types of defects that may be present are different. Delamination
and disbonding are the most important defects compared to cracking
in metallic materials. Composites are damage tolerant and can
support a significant amount of damage compared to steel where an
individual fatigue crack can become critical and lead to failure.
Composite materials by their construction and diverse methods of
fabrication pose some physical challenges and benefits to
inspection as some are transparent or translucent. Their mechanical
properties are generally anisotropic (in many cases they are
orthogonally anisotropic, i.e. orthotropic) due to the methods of
lay-up and the different properties of polymer and reinforcement.
Surface roughness is generally higher than would be expected for a
metallic pipe and hence there may be difficulties in probe
coupling. Composite materials are usually more highly attenuating
than steel and lower frequencies are used when inspecting using
ultrasonics. There are differences associated with individual NDE
methods. Visual inspection can show up a wider range of defects in
composites. With suitable illumination it is possible to look
through some composite components to see internal defects.
Ultrasound is more highly attenuated by composites due to the many
internal interfaces and porosity so it is normally necessary to use
lower frequencies. The surface finish can also pose difficulties in
coupling. Common electromagnetic methods such as eddy current and
magnetic particle inspection, MPI, are not applicable to
glass-fibre reinforced epoxy (GRE) composites as the materials are
non-conducting. Composites are less absorbing of X- or gamma- rays
so it is necessary to use lower energy sources or less penetrating
isotopes. Thermal diffusion is slower than in metals which simplify
thermography inspection. Long wavelength methods such as microwaves
which would cause reflection on metal surfaces are well suited to
polymers and composites because of their dielectric properties and
better match of wavelengths to microstructural differences.
Similarly surface strain measurements such as laser shearography
are easier because of the lower stiffness and the ease of
distortion of composites compared to metals. Composite components
are often painted for cosmetic or protective reasons. This may be
for pipe identification and also provide some additional protection
against ultra-violet rays (UV) or from the external environment. A
consequence is that it is no longer possible to inspect the
component visually using internal illumination, a standard method.
In this case detection and monitoring of service damage may be more
difficult.
On FPSOs process equipment can be more closely packed than on
conventional platforms making access for NDE difficult.
-
HOIS GP1 Issue 2
6
3.4 Materials
The composite materials used in the offshore industry are
primarily glass fibre reinforced plastic (GRP) which can be used in
tanks, vessels or piping systems. A variety of glass fibre types
and resins may be used dependent on environment and conditions. The
primary fibre used is glass, although carbon and aramid are used in
limited applications. The primary resin system (thermosetting) used
is epoxy or polyester, although vinyl esters, polyurethanes and
furanes are also used to a limited extent. The method of
manufacture is predominantly filament winding implying continuous
fibre composites, although some components are pultruded, resin
transfer moulded or made by hand lay-up.
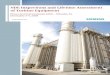
3.5 Applications
Composites are used in an increasing range of applications,
Figure 1. Off-shore applications are diverse and include pipework,
e.g. fire water mains systems, water injection systems, and access
structures. Generally speaking, the major use of composite
components offshore is in pipework and containment applications.
The most commonly used composite structure is filament wound glass
fibre reinforced thermosetting plastic matrix (GRP) pipe, often
epoxy, polyester or vinyl ester. Typically, these GRE pipes range
in diameter from 50 to 4000 mm. Pressure ratings range from 5 to
120 bar, the higher pressure ratings only applicable to smaller
pipe diameters. The primary applications of composites within the
Oil and Gas industry include:
piping systems; process equipment; access equipment (stairs,
gratings); beams; modules and secondary structures; tubing and
casings; tanks and vessels; lifeboats; risers; pipelines; mudmats;
protective covers.
-
HOIS GP1 Issue 2
7
Figure 1 Example of GRP pipework offshore. Left, water treatment
and firewater mains
GRP components, Petrobras P50 FPSO (Courtesy Petrobras); right,
GRP firewater mains.
3.6 Fabrication methods
Commercial grade composites in these industries are normally
produced by filament winding, with increased use of moulding
processes such as resin transfer moulding (RTM). Manual overlay,
lamination or moulding is used on filament wound pipe in the
tapered regions associated with nozzles, flanges, manifolds and
attachments.
3.7 Issues during installation
Correct handling and installation is important for composite
components. There is a risk of surface or impact damage. Adequate
supports are required for pipework, in accordance with the guidance
in ISO 14692. Care is needed in preparation of adhesive and
laminated joints to ensure good alignment, clean surfaces and
adequate distribution and curing of adhesive. A common issue for
flanged joints is over-tightening leading to overstressing of
joints and flange cracking. The integrity and leak tightness of
piping systems is usually verified by pressure testing. Composite
pipework is normally subjected to thorough inspection and
acceptance criteria at the manufacturing stage in accordance with
ISO 14692. There is the likelihood that some manufacturing flaws,
usually benign, may carry through to service in the nature of the
fabrication methods used.
3.8 Issues in-service
Composites do not corrode in the conventional sense but can be
subject to a number of degradation mechanisms in-service,
including: physical ageing, mechanical ageing and chemical ageing.
The consequence of these can be a reduction of 20 - 40% or greater
in the strength characteristics of the polymer during the lifetime
of the component and introduction of damage including matrix
cracking and delaminations. This is handled in design codes by use
of regression curves based on short term and longer term (typically
1,000h and 10,000h) tests to determine the qualification pressure
for the component and the allowed operating pressure over the
design life. There is concern about whether such methods of life
assessment are sufficiently robust, given the increasing diversity
of applications in which composites are applied. In contrast to
steel vessels or pipework, where non-destructive methods such as
ultrasonics, electromagnetics and radiography are widely applied,
very little inspection other than visual
-
HOIS GP1 Issue 2
8
inspection or pressure testing is currently undertaken on
composite components in the offshore, chemical, process and
petrochemical industries. Limited guidance on in-service NDE
methods for composites is included in offshore GRP standards
notably ISO 14692 (currently under revision) and NORSOK M-622.
These provide general guidance on NDE methods that may be
applicable but limited information on the practical application of
the methods. Moreover there has been significant development of
newer NDE methods in other industries, such as aerospace and
marine, which do not feature in these current standards. There is a
need to assess the potential benefits of these methods in offshore
applications and to provide a more rigorous recommended practice to
guide their application.
There are limitations in the testing methods used in ISO 14692
and ASTM standards to estimate the regression curve or degradation
that may occur with ageing in service. Most studies are in water
rather than organic solvents or the other fluids that are seen in
service. Tests are also expensive to run (ASTM D2992 asks for data
up to 2 years) thus the lack of widespread usage of these tests in
environments aside from water. Recent developments have been to use
1,000h tests as a shorter term alternative to confirm long term
properties. Immersion testing rather than single-sided exposure
mechanisms may cause mass gain as well as loss; so single-point
data is of limited use in prediction of longer term degradation.
Service components suffer environmental degradation from the
surfaces; hence the degradation seen in immersion tests may be
worse than seen in practice2. Most ageing studies accelerate ageing
by testing for a shorter time (~1,000h) at a more elevated
temperature. Small temperature increases above the service
temperature but below the resin glass transition temperature (Tg)
can offer useful indications of long term behaviour3
. However, if the mechanisms encountered over the longer term
differ to those in the accelerated tests the degradation curves and
predictions of remnant life obtained may be unrepresentative.
A diversity of environments can be encountered in the oil, gas
and process industries. These can cause damage to both matrix and
the fibres. It is important that the resin and fibre types are
correctly selected for the application to maximize the resistance
in service. In Oil industry applications a corrosion resistant
layer (or veil) containing more resistant fibres and gel coat is
commonly applied to the surface. Similar practice may be used in
chemical applications. Such layers are effective at preventing
environmental damage but are relatively thin (~200um). It is
important to confirm on visual inspections that excessive grazing
of the gel coat has not occurred and that damage has not occurred
to these protective layers. Areas of pipe bends, variations in wall
thickness, support or change in geometry are particularly
susceptible to damage or degradation in composite systems. These
may encounter local stress concentrations and care is needed in
design to ensure these can adequately support the operating
pressures of the piping or vessel and that the allowance made in
regression curves for ageing is sufficient. Composites are more
susceptible to impact damage than conventional materials, but also
exhibit a good tolerance. In most cases this is benign and
repairable, though may affect residual life. Significant impact
damage can produce immediate weepage and partial loss of
containment. It is important that impact damage is identified and
repaired if necessary. For all these reasons, more application of
NDE methods in-service would be beneficial. 2 Ageing of composites
in oil and gas applications, S Frost; Ageing of Composites, Ed. Rod
Martin, Chapter 14 p 375-395, Woodhead publishing, ISBN
978-1-84569-352-7, 2008 3 ISO/TS 24817 Petroleum, petrochemical and
natural gas industries- Composite Repairs for
pipework-Qualification and design, installation, testing and
inspection; 2006
-
HOIS GP1 Issue 2
9
3.9 Life prediction
In the onshore and offshore Oil and Gas industries a more robust
approach is developing2 to life prediction and extension, based on
materials characterisation and non destructive evaluation of the
actual damage in service components. This offers to improve the
accuracy of life prediction and reduce the risk of premature
failure. There would be benefits in extending such good practice
more widely in the offshore and onshore industries.
3.10 Painting
External painting is not required since GRP is not subject to
atmospheric corrosion. If painting is necessary for other reasons,
the surface should be lightly blast-cleaned before the paint system
is applied and painting should be carried out after inspection and
test of the component. Painting is detrimental to inspection as it
impedes visual inspection methods particularly where internal
illumination is used.
3.11 Lined vessels and pipework
In chemical and onshore processing applications, pressure
vessels and piping are often lined with polyethylene or other
resistant polymers. Most GRP pipework offshore is unlined. There
are particular issues for lined or painted GRE vessels or pipework.
If a lining is used then a compromise may be made on the resin and
fibres used in the GRE vessel. These may not be as resistant as
would be used if the GRE was exposed to the environment. It is
important in this case to monitor the lining condition since lining
failure could lead to degradation and failure of the GRE vessel in
a shorter timescale than might typically occur for an unlined
vessel exposed to the same environment.
4.0 References
The following codes and standards have been considered and have
been referred to in this good practice guide. The latest issue of
the references shall be used unless otherwise agreed. Other
recognized standards may be used provided it can be shown that they
meet or exceed the requirements of the standards referenced
below.
4.1 GRP Design, Qualification and Integrity Standards
ISO 14692-1, Petroleum and natural gas industries
Glass-reinforced plastics (GRP) piping BS EN ISO Part 1:
Vocabulary, symbols, applications and materials.
ISO 14692-2, Petroleum and natural gas industries
Glass-reinforced plastics (GRP) piping BS EN ISO Part 2:
Qualification and manufacture.
ISO 14692-3, Petroleum and natural gas industries
Glass-reinforced plastics (GRP) piping BS EN ISO Part 3: System
design.
ISO 14692-4, Petroleum and natural gas industries
Glass-reinforced plastics (GRP) piping BS EN ISO Part 4:
Fabrication, installation and operation.
Det Norske Veritas Offshore Standard; DNV-OS-C501, Composite
components, January 2003.
-
HOIS GP1 Issue 2
10
NORSOK STANDARD M-622 Fabrication and installation of GRP piping
systems Rev. 1, April 2005 (Replaces M-621 and M-622 (1999), based
upon ISO 14692 (all parts), but extended with sections on quality
control and NDT).
ASME BPVC Section X Fibre-reinforced plastic pressure vessels,
The American Society of Mechanical Engineers.
4.2 NDE Codes and Standards
ASTM D2563 Standard Practice for Classifying Visual Defects in
Glass-Reinforced Plastic Laminate Parts.
EN 473 Non-destructive testing Qualification and certification
of NDT personnel General principles.
ASTM E1067 Standard Practice for Acoustic Emission Examination
of Fiberglass Reinforced Plastic Resin (FRP) Tanks/Vessels.
ASTM E1495 02 Standard Guide for Acousto-Ultrasonic Assessment
of
Composites, Laminates, and Bonded Joints.
ASTM E2191 - 08 Standard Practice for Examination of Gas-Filled
Filament-Wound Composite Pressure Vessels Using Acoustic
Emission.
ASTM E2832 Standard Practice for Active Thermography of
Composite
Panels in Aerospace Applications.
ASTM E2582 - 07 Standard Practice for Infrared Flash
Thermography of Composite Panels and Repair Patches Used in
Aerospace Applications.
ASTM D 2563 Standard Practice for Classifying Visual Defects in
Glass-Reinforced Plastic Laminate Parts.
ASTM WK 12737 Standard Practice for Shearography of Flat Panel
Sandwich Core Materials Used in Aerospace Applications.
4.3 NDT Procedures
The following procedures have also been developed but have not
reached full standards recognition:
DRA/NPL Working Draft Standard v05, Fibre Reinforced Plastics
Ultrasonic C-scan inspection of composite structures: Parts 1-6,
National Physical Laboratory & QinetiQ Ltd.
Aker Recommended Practice on radiography of GRP offshore.
Offshore generic ultrasonic procedure (ESR, DTI CPD4D).
Ultrasonic A-scan and B-scan procedures (ESR, DTI CPD4D).
Ultrasonic C-scan procedure (ESR, DTI CPD4D).
Active thermography procedure (ESR, DTI CPD4D).
Laser shearography procedure (ESR, DTI CPD4D).
Ultrasonic TOFD practice GRP vessels (ESR, Sonomatic).
-
HOIS GP1 Issue 2
11
Escape craft NDT procedures (Amerada Hess and others).
4.4 HSE good practice guides
Concise good practice guides have recently been produced by HSE
on FRP pipe and composite overwrap repairs. Designed for HSE
inspectors, these provide simple summaries on what can go wrong,
damage mechanisms and normal inspection practice (based on ISO
14692). Photographs are included showing damage mechanisms. The
latter included advice from members of the Association of Composite
Repair Suppliers AcoRes originally formed by ESR Technology.
HSE GRP pipe fact sheet, Health and Safety Laboratories HSL;
Final draft Revision 1, 2009.
FRP composite repair fact sheet, Health and Safety Laboratories
HSL; Draft Final, 2009.
5.0 Definitions
For the purposes of this practice document, the following terms,
definitions and abbreviations apply in addition to those in ISO
14692 Part 1.
E-glass Glass fibre normally used to reinforce GRP pipes,
consisting mainly of SiO2, Al2O3 and MgO.
ECR or C-glass Glass fibre or synthetic veil having a better
chemical resistance against acids than E-glass, used primarily as
reinforcement for the resin-rich internal liner.
Fittings Pressure-tight fluid containing components with
geometry different from straight pipe (e.g. flanges, tees, elbows,
reducers etc.).
Hand lay-up A process for fabricating a composite structure in
which discontinuous reinforcements (woven mats, chopped strand
mats) are impregnated with a matrix material and are manually
applied on a mandrel.
In-field hydrostatic test Short term hydrotest after
installation, used as a leak test. Defined as 1.5 times the system
design pressure.
Mill hydrostatic test Short term hydrotest at the mill (or
factory), used as a quality control check. Defined as 1.5 times the
nominal pressure rating.
Phenolic A class of polymer resins made from phenol and
formaldehyde, and cured by air drying or heat baking. Chemical
resistance can be further increased via heat and catalyst
treatment.
Pipeline system Pipe with components subject to the same design
conditions and typically used to transport fluids between wells and
field facilities, field facilities and processing plants,
processing plants and storage facilities.
Piping components Mechanical elements suitable for joining or
assembly into pressure-tight fluid containing pipeline or piping
systems. Components include bends, reducers, tees, flanges,
gaskets, bolting, valves, and devices such as expansion joints,
flexible
-
HOIS GP1 Issue 2
12
joints, pressure hoses, liquid traps, strainers and in-line
separators.
Piping system Pipe with components subject to the same design
conditions and typically used within a processing facility. The
piping system also includes pipe supports, but does not include
support structures.
Regression curve Decay curve based on short and long term
testing at the design stage to show the predicted degradation in
materials properties and safe operating pressure during the design
life of the GRP component (See ISO 14692 for use and
derivation).
R-Glass Glass fibre having a better chemical stability than
E-glass in high pH environments.
S-Glass Glass fibre having a higher strength than E-glass and
considerably more expensive than E-glass.
The following abbreviations are used:
DN Nominal diameter
DSC Differential scanning calorimetry
DWSI Double wall single image
ECR Glass fibre grade with good chemical resistance in acidic
environment
EX Classification of explosion hazards
FRP Fibre reinforced plastic
GRE Glass-fibre reinforced epoxy
GRP Glass-fibre reinforced polyester
GRVE Glass-fibre reinforced vinylester
HSE Health and Safety Executive (U.K.)
MAWP Maximum Allowable Working Pressure
MW Microwave
NDE Non-destructive evaluation
NDT Non-destructive testing
NPD Norwegian Petroleum Directorate
PE Pulse echo
PED Pressure Equipment Directive
RT Radiographic testing
UT Ultrasonic testing
TT Transient thermography
-
HOIS GP1 Issue 2
13
6.0 Personnel qualifications
6.1 Installer requirements
All pipe, fittings and related items shall be installed by
qualified GRP pipe fitters and thereafter approved by a qualified
GRP piping inspector. GRP pipe fitters and GRP piping inspectors
shall be qualified according to the minimum requirements detailed
in Annex D of ISO 14692 Pt 4. As an alternative, the pipe fitters,
supervisors and inspectors maybe qualified in accordance with
another internationally recognised certification scheme based on
acceptance by the company.
6.2 NDT personnel
NDT Personnel should be qualified in accordance with a
recognised international code and standard such as EN 473. It is
recommended that all personnel carrying out visual or NDE
inspection of GRP components have appropriate certification (ASTM,
CSWIP etc) for the NDE method and specific experience in the
inspection of GRP components. Routine inspections may be carried
out by a Level I inspector with Level II supervision. More
sophisticated NDE methods such as transient thermography or
shearography should be undertaken by a specialist practitioner in
the NDE method, preferably with at least Level II certification.
NORSOK M622 recommends that ultrasonic inspectors shall be
qualified according to EN 473, Level 2 or equivalent. Additionally,
they shall also have had specific training for GRP pipe joints in
the ultrasonic test method to be used. Within Europe, NDT
inspectors of joints in piping systems falling into category III
and IV (equipment/vessels) according to PED, shall be approved by a
3rd party organisation recognised by an European Union (EU) member
state.
7.0 Equipment
The NDE equipment to be used for the inspection shall be
portable and rugged enough for the intended service. Equipment
intended for laboratory use will normally not be suitable for field
use. In particular moisture is detrimental. If outdoor testing is
performed, the necessary precautions shall be taken to protect the
equipment from rain, wind etc. Most offshore platforms have EX 1
zones in which no electric equipment that can produce sparks is
allowed. The operator of the NDE equipment shall ensure that the
equipment to be used fulfils the EX requirements, or obtain special
permission from the safety department on board to execute the
inspection in special zones, in shutdown periods, etc.
8.0 Health and Safety
In general, all safety precautions set forth by the manufacturer
of pipes and fittings, chemicals, etc., shall be adopted. Materials
safety data sheets should always be read before
-
HOIS GP1 Issue 2
14
commencing work. The installer shall follow the health and
safety guidance given in Annex F of ISO 14692 Part 4.
8.1 Inspection
In general, all safety precautions relevant to the NDE method
being deployed should be followed as in the test procedure.
Individual NDE methods such as radiography, shearography,
thermography or microwave inspection will have their own specific
safety requirements.
8.2 Dust hazards
During machining of GRP, a dust mask and adequate work clothing
should be worn in order to prevent inhalation of, or skin
irritation by, the glass-fibre dust produced. Machining should be
done in a well-ventilated room or in the open air in order to
minimize contact with dust. In the workshop a portable dust
extraction unit should be used with the point of extraction as
close as possible to the work.
9.0 Damage mechanisms
9.1 Overview
Composite components are subject to ageing by a number of
processes which can reduce the strength and properties of the
pipework. This includes physical ageing, mechanical ageing and
chemical ageing. These are normally allowed for in design through
regression curves, encompassed in relevant design standards such as
ISO 14692. A detailed overview of damage mechanisms in composites
can be found in Appendix C. Physical ageing processes include
moisture ingress, swelling and plasticization common with other
polymeric components. These processes are referred to as static
fatigue. Mechanical ageing refers to the development of defects
during service including matrix cracking, delaminations and impact
damage. Chemical ageing refers to environmental processes that
change the chemical structure or bonding within the component and
therefore degrade its physical properties; this includes
hydrolysis, and modification of bonding or cross linking. These
ageing processes apply equally to adhesive as well as the composite
resin and result in a change in the glass transition temperature tg
and properties. In its broadest definition ageing can be defined as
the reduction in performance of a component as a function of the
applied conditions. The three primary causes of ageing for
composite components in the Oil and Gas industry are through
chemical species ingress, elevated operating temperature and length
of time of load application. Service experience in the Oil and Gas
sector is that damage to the composites from ingress of the
environment (internal or external) is minimal and does not
significantly affect materials properties. Progressive damage may
occur under service loadings by matrix cracking, the normal
response of composite materials to loading. For process pipework
the main service risk is weepage of the process fluid eventually
leading to failure of component. The other failure mode of concern
is fibre failure. Generally, this occurs at the ultimate
load-bearing capacity of the composite component and results in
gross failure. The ageing process accelerates the failure process,
be it increasing the density of micro-cracks, affecting the glass
transition temperature Tg, changing the physical properties of the
matrix, or reducing the strength of fibres.
-
HOIS GP1 Issue 2
15
Offshore GRP components in-service are designed so that the
loading is insufficient to cause fatigue or stress corrosion
cracking. Fatigue can be relevant in aged components or in new
designs due to inadequacies in the design or variations in loading
beyond that allowed for. There is experience of fatigue cracking of
GRP piping in FPSOs where longer pipe lengths have been used than
normal. Defects can occur in either the GRP material or in the
mechanical and/or adhesive-bonded joints that make up the piping
system. Joint defects, including defects in prefabricated pipe
spools, are more likely to occur than defects in the GRP material,
provided QA procedures are followed during manufacture, handling
and delivery. Care is needed in the preparation and assembly of
adhesive joints as well as recognition of the degradation and
ageing of the adhesive bond that will occur in service. Other
relevant mechanisms include impact damage, disbonding, flange
cracking, erosion, cavitation and environmental ingress.
9.2 Manufacturing defects
The possible causes of manufacturing flaws, and an overview of
NDE techniques suitable for detecting these defects, are summarized
in the Tables in ISO 14692 and NORSOK M-622 together with
acceptance criteria. These tables are included in Appendix B.
Manufacturing and handling defects are outside the scope of this
guide except insofar as they carry over into the service component
and affect service life or the properties in service.
9.3 Defects following handling and installation
Defects that can potentially occur during handling and
installation are summarised in ISO 14692 Pt. 4, Table 4, (see
Appendix B). The main issues of concern to operators are impact
damage and problems with adhesive joints. Defect types include the
following:
Impact wear or abrasive damage;
Barely visible impact damage (BVID);
Incorrect curing of adhesively bonded or laminated joint;
Misaligned joints;
Defects in adhesive bond (disbond, kissing bonds, lack of
adhesive, excess adhesive);
Flange cracks and leaks;
Residual manufacturing flaws.
9.4 In-service defects
The relevant in-service defects for which NDE inspection is
considered in offshore vessels, tanks, process pipework and
fittings are as follows:
Ageing, materials degradation;
Matrix cracking;
Delamination;
-
HOIS GP1 Issue 2
16
Disbonding;
Weepage (matrix cracking and delamination);
Impact damage;
Fatigue;
Fibre failure;
Erosion or wall loss;
Cavitation;
Significant cracks;
In lined pipework or vessels the possibility of liner damage or
disbonding should also be considered.
10.0 Inspection Strategy
The operator shall define an inspection strategy for the GRP
systems and components to identify system criticality and the
requirements for inspection. This shall cover:
manufacturing control and following installation;
detection of in-service damage;
detection of damage due to accidental loads or overloads at all
stages;
detection of damage due to unexpected high degradation of long
term properties.
Inspection shall be linked to possible failure modes and
mechanisms identified in the design or experienced on installation
or in-service. The strategy shall at least contain:
the items to be inspected, arranged according to their order of
importance;
the parameters to look for and or measure, e.g. cracks,
delaminations, impact damages, overheating (or damages from local
burning), visible overloading (bending, unintended use),
discoloration;
methods of inspection to be applied for each item;
inspection frequency;
acceptance criteria;
reporting routines. Guidance on the development of an inspection
strategy for GRP components can be found in ISO 14692 Part 2 Annex
H, which groups components for inspection in terms of criticality,
probability of failure and consequences. This is referred to below
and the relevant Tables are reproduced in Appendix B. NORSOK M-622
includes additional and optional requirements beyond that provided
in ISO 14692 as well as a specific and different grouping for
pre-fabricated pipe spools and adhesive joints. The Operator should
specify which grouping method is being followed. Specific guidance
on inspection for other reasons, such as life extension, defect
detection or due to service reasons is provided later in this
Section.
-
HOIS GP1 Issue 2
17
In projects where more than one set of Regulatory Authorities'
rules apply or several contractors are involved, only one
inspection strategy and one common inspection programme shall apply
for the GRP piping system.
10.1 Manufacturing inspection
The possible causes of manufacturing flaws, and an overview of
NDE techniques suitable for detecting these defects, are summarized
in the Tables in ISO 14692 and NORSOK M-622 together with
acceptance criteria (See Appendix B). Manufacturing processes used
to produce fittings are typically more complicated and less
automated than those used to manufacture pipes. The manufacturing
problems which may occur tend, therefore, to be more prevalent in
the fittings, and NDE of fittings should be prioritised.
Manufacturing and handling defects are outside the scope of this
guide except insofar as they carry over into the service component
and affect service life or the properties in service.
10.2 Documentation required
All relevant as-built drawings and records shall be available
and maintained. It is recommended that as a minimum these include
the following details:
pipe nominal diameters and pipe wall thicknesses; key layout
dimensions; location of supports/restraints; fire classification
and location of fire-rated pipe, if applicable; conductivity
classification, location of conductive pipe, location of
earth-grounding
points, earth continuity requirements, frequency and method of
inspection. The supplier shall provide the installer with the
following information, which shall include but not be limited to:
a) Operating and Design parameters:
design pressure; design temperature; Tg of the resin used in
component manufacture; Tg of the adhesive used in component
manufacture (if appropriate); qualified pressure of each component
and minimum qualified pressure in each
piping system; mean and maximum velocity conditions in each
piping system; chemical resistance limitations, if applicable;
procedures to eliminate or control water hammer and cavitation, if
applicable; fire classification and location of fire-rated pipe, if
applicable; conductivity classification, location of conductive
pipe, earth linkage/grounding
requirements and location of earthing points; criticality.
b) System drawings and support requirements for heavy
equipment;
c) Preferred locations for connection of final joint in pipe
loops, if appropriate;
d) System criticality and minimum requirements for inspection
during installation.
-
HOIS GP1 Issue 2
18
The dimensions of the components and spools shall be available
for the installer and operator. The quantity, qualified pressure,
nominal dimensions, and relevant special requirements of all piping
components and prefabricated spools shall be verified for
compliance with the purchase order. Shipments of piping components
not complying with the purchase order shall be reported to
responsible personnel and to the pipe producer for corrective
actions.
10.3 Handling and delivery
The installation of composite structures shall be carefully
planned. It shall be part of the design analysis. Handling
composite structures like metal structures may introduce severe
damage. Any aspects of handling that deviates from typically
practice with metal structures should be identified. Procedures
should be in place to describe special handling requirements for
composites. Handling of composite structures requires special care.
Handling instructions should follow each component. Point loads
should be avoided. Scraping, wear and tear should be avoided.
Bending the structure into place should be avoided. Lifting shall
only be done at specially indicated spots that were designed to
take such loads. Inspection requirements after installation are
covered in Sections 5.1 and 5.2 of ISO 14692. This part of ISO
14692 assumes that the fittings and pipes have been correctly
manufactured and inspected according to the criteria given in ISO
14692-2. The handling of the GRP components shall follow the
guidelines given in Annex B of ISO 14692 Part 4 and the
requirements of the pipe manufacturer. All piping components shall
be visually inspected in accordance with Table A.1 of ISO 14692 Pt.
4 for damage that may have occurred during storage and shipment.
Rejected components shall be replaced. If doubts concerning the
extent of defects occur during inspection, a specialist approved by
the operator shall perform a second inspection of the delivered
items. Upon arrival at site the packaging shall be checked visually
for possible transport damage. Vessels should be handled and stored
in the original packing for as long as possible to avoid possible
damage. The vessel shall be inspected after unpacking. External
surface cracks (e.g. caused by the hydrostatic pressure test,
transport or storage) shall not exceed Level III of ASTM D2563. All
piping components shall as far as possible be installed so that
they are stress-free. Therefore:
bending of pipes to achieve changes in direction, or forcing
misaligned flanges together by over-torquing bolts is not
permitted;
the manufacturers recommendations for bolt-torquing sequence,
torque increments and maximum bolt torque shall be followed.
All installation activities shall be verified independently for
high safety class components. Whether the verification shall be
done by the manufacturer himself, by the customer, or by a third
party should be decided by the project.
10.4 Inspection after installation
Traditionally, most GRP piping applications have been inspected
visually and the quality assessed by pressure testing prior to
commissioning. Once commissioned no further inspection has been
performed.
-
HOIS GP1 Issue 2
19
This approach has generally functioned well and it is
anticipated it will remain. Some difficulties with this approach
have been noted when GRP has been applied offshore. Current
limitations associated with inspection of GRP pipe and piping
systems include:
over-reliance on system pressure testing, occasionally
contributing to inadequate quality control of the system during
various stages of manufacture, material receipt on site and
installation;
visual inspection criteria being overly subjective (i.e.
photographic standards for piping applications have not been
readily available);
pressure testing occurring at a late stage in construction which
may limit access and make any necessary repairs difficult and
costly.
The following routine quality assurance/control measures are
intended to help in ensuring that GRP piping systems are installed
without problems. A suggested inspection strategy for GRP piping
systems after installation, which considers system criticality and
availability/ accessibility, is illustrated in Figure 2 taken from
NORSOK M-622 (1999). This should be used as the basis for
developing an appropriate specific strategy for a particular
installation. The limitations noted above are addressed by:
Highlighting key quality control activities;
Emphasising visual inspection in accordance with NORSOK M-622
Annex A;
Identifying the (limited) circumstances when system design
pressure testing may be replaced with various combinations of
additional NDT and functional testing at operating pressure.
-
HOIS GP1 Issue 2
20
Figure 2 Inspection Strategy for manufacture and installation of
GRP piping and tank
systems based on flowchart in NORSOK M622
Piping or Tank system to be
inspected
QC to Standard by Supplier (1), Pre-
Fabricator (2), Installer (2)
Is system critical?
(3)
Are QC findings acceptable
(9)?
Visual Inspection (5)
Functional Test (8)
Visual Inspection (5)
Pressure test per Standard
(6)
System Acceptance
Visual Inspection (5)
Additional NDT (7)
Inspection Findings
Acceptable? (10)
Functional Test (8)
Is system available/ testable?
(4)
No
Yes
Yes
Yes
No
No
Yes
Fail, Replace, Redesign
Fail, Replace, Redesign
No
Pass
Pass Fail
Fail
Pass
Fail
-
HOIS GP1 Issue 2
21
Notes to Figure 2 1. Includes 100% hydrostatic pressure testing
at a frequency to be defined. 100% visual
inspection should be performed.
2. Certified personnel shall be appointed for fabrication and
installation. 100% visual inspection recommended.
3. System is critical if failure can result in: Injury to
personnel; operational shutdown with unacceptable economic
consequences (Examples: fire water delivery system, some cooling
water systems). System is non-critical if System is non-critical
if: acceptable functionality is maintained even if most likely
failure modes occur; operating pressure is much lower than system
design pressure (examples: open drains, some cooling water
systems).
4. System is ready available for testing if it is: physically
accessible; not prohibitively expensive to prepare for pressure
testing (i.e. blinding off joints, blocking deluge nozzles,
etc.)
5. Visual inspection shall be done on 100% of system in
accordance with Annex A.
6. Full system hydrotest in accordance with ISO 14692.
7. Other NDT methods applied as appropriate (see ISO 14692 Pt. 4
or Appendix B). NDT to be performed on at least: 10% of joints 250
mm diameter, 25% of joints > = 250 mm diameter; and all field
joints.
8. Pressure testing per ISO 14692 to be replaced by a leak test
at operating pressure.
9. Supplier and prefabrication testing frequencies may be
reduced for non-critical systems, however at least 10% of all
testable components shall be tested. QC findings are acceptable if
there is no risk that system safety or function will be
compromised.
10. Inspection QC findings are acceptable if there is no risk
that system safety or function will be compromised.
10.5 In-service inspection
The objective of this section is to provide guidance on
development of an inspection strategy and the requirements for
operation and in-service inspections. In case of findings at the
inspections, a plan should be worked out listing suggested actions
to be taken, depending on the type of findings. The plan may be
included in the inspection strategy. GRP piping systems shall be
inspected at regular intervals, in accordance with the inspection
strategy, to ensure that the piping system is in a satisfactory
state consistent with its continued operation. This strategy shall
be documented and communicated to the qualified inspectors and NDT
personnel responsible for the equipment and system. The selection
of an inspection programme should be based on a thorough evaluation
of the consequences of failure. Assessment of the likelihood and
severity of failure should be based on parameters such as previous
experience, material properties, design of process units, operating
process conditions, etc. Guidance on the development of an
in-service inspection strategy is given in the flow charts in
Figure 3 and Figure 4. Figure 3 shows the development of an
inspection strategy in accordance with Annex H of ISO 14692 Pt. 4.
Figure 4 gives guidance on development of an inspection strategy
where inspection is carried out for other reasons; for example
where damage has occurred in service, for defect detection, or for
life extension.
-
HOIS GP1 Issue 2
22
A system is non-critical if:
Failure will not result in injury to personnel; Failure will not
result in unacceptable economic consequences; Acceptable
functionality is maintained even if the most likely failure
modes
occur; The operating pressure is significantly less than nominal
design pressure,
e.g. the system includes open drains, cooling-water systems. A
system is considered ready and available for pressure testing if it
is: physically accessible; and not prohibitively expensive to
prepare for pressure testing (i.e. blinding off joints, blocking
deluge nozzles, etc.). In projects where more than one set of
Regulatory Authorities' rules apply or several contractors are
involved, only one inspection strategy and one common inspection
programme shall apply for the GRP piping system. Unless there are
other specific reasons for carrying out NDE inspection, it is
recommended the in-service inspection strategy for the GRP
components shall be developed in accordance with the guidance given
in ISO 14692 Pt. 3 Annex H and Tables H.1. and H.2. (see Appendix
C). Table H.1 gives suggested inspection programmes based on the
likelihood of defects or degradation occurring and the criticality
of the system. The interactions between materials and process
conditions should be considered when selecting condition-monitoring
methods. This entails a comprehensive materials engineering
evaluation that considers the most probable failure/degradation
mechanisms and defects. Equipment shall be classified into
Inspection Groups (A-D) given in Annex H of ISO 14692 Pt. 3 based
on equipment classification (or criticality), probability of
failure, and severity (consequence) of failure. The selection of
NDT methods and inspection intervals shall take account of the
recommendations for the Inspection Group given in Table H.2.
Suggested inspection intervals are given in Table H.2. It is
recommended that an initial selection of NDE methods for use in
detecting defects which are most likely to occur during operation
of GRP piping systems is made using the Tables in ISO 14692 Pt.4
Table 4 along with the recommended acceptance criteria. Possible
causes and recommended corrective actions are also included.
Relevant non-destructive testing (NDT) methods should be selected
if possible, bearing in mind the possibilities and limitations of
each method. A combination of several methods may be required in
order to achieve safe and cost-effective utilization of the
equipment/ system. Since ISO 14692 was issued a number of new NDE
methods have become established. More detailed guidance on
Selection of NDE methods encompassing these new methods is given
below in Section 11.0.
10.6 HSE good practice guides
Concise good practice guides4,5
on inspection of GRP pipe and FRP composite overwrap repairs
have been produced by HSE. The latter includes advice from members
of the Association of Composite Repair Suppliers AcoRes, originally
formed by ESR Technology.
4 HSE GRP pipe fact sheet, Health and Safety Laboratories HSL;
Final draft Revision 1, 2009 5 FRP composite repair fact sheet,
Health and Safety Laboratories HSL; Draft Final, 2009
-
HOIS GP1 Issue 2
23
In each case, the fact sheet provides guidance to inspectors on
what can go wrong, the types of damage to look for in offshore
pipework and the inspection methods that are recommended in ISO
14692. This includes a useful 1 page Summary of issues at the end
for inspectors conducting site inspections, with photographs of
relevant damage mechanisms. Relevant advice is also given on joints
and fittings. Photographs are included showing damage
mechanisms.
10.7 DNV guidance for operation and in-service inspections
DNV Standard DNV-OS-C501 provides general guidance on structural
integrity assessment of composite components to demonstrate fitness
for purpose in cases where deviations from the originally intended
design appear during operations. In Section 12 of DNV-OS-C501 an
inspection philosophy for integrity assessment of composite
components is developed which defines the requirements for
operation and in-service inspections. It is noted that, once the
component is commissioned, an inspection philosophy for the
component should be established and the philosophy shall at least
contain:
Items to be inspected, arranged according to their order of
importance (criticality rating);
Parameters to look for and or measure, e.g. cracks,
delamination, impact damage, overheating (or damage from local
burning), visible overloading (bending, unintended use),
discoloration, etc.;
Methods of inspection to be applied for each item; Inspection
frequency; Acceptance criteria; Reporting routines.
It is also noted that in the case of inspection indications,
which may be false calls or genuine defects, a plan should be
executed listing suggested actions to be taken depending on the
type of findings. The plan may be included in the inspection
philosophy. Inspection procedures shall be defined for:
Manufacturing control; Detection of damage due to accidental
loads or overloads; Detection of damage due to unexpected high
degradation of long term properties.
Inspection shall be linked to possible failure modes and
mechanisms identified in the design.
10.8 Inspection strategy for life extension and ageing
The inspection programmes in Table H.2 of ISO 14692 Pt 3 include
the use of destructive testing of material samples to characterize
long-term material degradation under the most aggressive operating
conditions, and as a justified means to extend GRP equipment past
its rated life. Such material samples should be representative of
the equipment in-service, i.e. by testing a pipe sample removed
from service, or by testing coupons which have been exposed to the
same media and stress levels that are seen in service. If the
initial materials engineering evaluation indicates that destructive
tests are required, the same test methods as those used to
pre-qualify the material should be used. More guidance on the
assessment of ageing is given in Section 13.6 below. The Tables
from ISO 14692 referred to above are reproduced in Appendix B.
-
HOIS GP1 Issue 2
24
Figure 3 Inspection Strategy for in-service inspection of GRP
piping and tank systems
taking account of guidance in Annex H and Tables H.1. and H.2.
of ISO 14692 Pt 3.
Piping System, Vessel or Tank system to be
inspected
Classify System by Criticality, Probability of Failure and
Severity according to Table
H.1 of ISO 14692 Pt/ 3
Inspection Group in ISO 14692 Table
H.1.?
Visual Inspection internal/ external at
intervals of 0.3 x service life. First
inspection after 1-2 years
Inspect according to the relevant Group A, B or C
in Table H.2 of ISO 14692 Pt/ 3
System assumed OK for continued service
No
A-C
Inspect as Group D in Table H.2 of ISO
14692 Pt/ 33
Destructive testing of relevant components
or NDE to assess current condition and
potential for life extension
Defects Found?
D
Service life beyond original
estimated service life?
Visual inspection internal/ external
Identify degradation
mechanisms and suitable NDE
NDE Inspection
Yes
Assess defects. Replace, Repair
Define next inspection interval
Modify or change inspection group. See ISO 14692 pt. 3 Table
H2?
Yes
No
Define new operating life and /or
safe operating pressure
Reason for inspection?
To satisfy ISO 14692
Follow Flow Chart in Table for non
ISO 14692 Inspections
Other
-
HOIS GP1 Issue 2
25
Figure 4 Inspection Strategy for in-service inspection of GRP
piping and tank systems for
life extension, damage detection or other reasons (Non ISO 14692
Pt. 3 inspections).
Piping System, Vessel or Tank system to be
inspected
Identify relevant damage mechanisms
Select suitable NDE methods
System assumed OK for continued service
Defects Found?
Visual inspection internal/ external
NDE Inspection
Assess defects. Replace, Repair
Define next inspection interval
Modify or change inspection group.
See ISO 14692 pt. 3 Table H2?
Yes
No
Compare with initial regression curve (ISO 14692)
Reason for inspection?
To satisfy ISO 14692
Follow Flow Chart in Table for ISO 14692
Inspections
Defect detection, Other
Remove selected components for
destructive testing or carry out NDE
Life Extension
Assess and define new operating life
and /or safe operating pressure
(ISO 14692)
Accessible for inspection?
Yes
No
Estimate actual regression in
condition
-
HOIS GP1 Issue 2
26
10.9 When to Inspect
GRP piping systems are often used in systems that are not
safety-critical and which may be classified as ANSI/ASME B 31.3
Category D systems requiring no inspection. However, these systems
can be crucial in maintaining uninterrupted production. Therefore,
the choice of when to inspect is largely an economic question.
Unless there are specific reasons to inspect more frequently, it is
recommended that the guidance in ISO 14692 Pt 3, Annex H referred
to above is used to define inspection frequency. This will be
dependent on the group (A-D) defined in Annex H for the component.
The probability and consequences of system failure must warrant the
added cost of inspection. For prefabricated pipe spools or adhesive
joints the guidance on inspection timing and grouping of components
according to criticality in Table 3 of NORSOK M622 (2005) may be
followed as an alternative. The specific guidance in NORSOK M622
(2005) is as follows: The GRP piping systems shall be inspected
within the first year (group 2 and group 3 systems) and within the
second year (group 1) after start of service. The inspection
interval thereafter shall be 1 year to 2 years for group 2 systems
and group 3 system and 3 years for group 1 systems. The inspection
intervals shall be adjusted, i.e. reduced or increased depending on
observed severe degradation or gained confidence in materials and
construction. An increase of inspection intervals can be considered
after 5 years of service. Destructive testing is required if the
service life is extended beyond the originally estimated service
life. Economic and risk considerations will not only determine
whether a GRP system is inspected at all, but also whether it
should be periodically inspected while in service. A suggested,
reasonable balance between costs and benefits of inspections is
that both non-critical and critical piping systems should at least
be visually inspected within 1-2 years after start of service.
Following this the frequency of inspection should be according to
the developed strategy. To ensure satisfactory operation of GRP
pipework and vessels over a period of years, periodic inspections
shall be performed to check that the GRP material is sound. This
inspection shall include connections and branches to the wall,
bottom corner, supports and the inner liner, if present. Although
visual inspection is the most common method of inspection, other
non-destructive techniques such as ultrasonics and radiography are
being developed with increasingly reliable results. During
inspection, damage to surfaces should be avoided by suitably
covering footwear and ladders. Cleaning processes shall be checked
to ensure that the internal or external protective surfaces will
not be damaged or destroyed by incorrect application.
11.0 Selection of NDE methods
The choice of NDE method which is practically applicable to a
given component will depend on a number of factors including the
access, wall thickness and surface conditions. Available inspection
methods may not detect all critical failure mechanisms. However,
the methods may detect preceding failure mechanisms. A link between
detectable failure mechanisms and critical failure mechanisms shall
be established. The reliability and functionality of all inspection
methods should be documented.
-
HOIS GP1 Issue 2
27
In many cases a complete inspection programme cannot be
developed due to the limited capabilities of available NDE
equipment. In that case the following alternatives taken from the
DNV OS 501 guidance may be used:
Inspection of components during or right after manufacturing may
be replaced by well documented production control.
Inspection to detect damage due to accidental loads or overloads
may be compensated for by monitoring the loads and comparing them
to the design loads.
Effect of higher degradation than expected can be compensated
for by using the failure type brittle in the long term analysis. If
this method is used the component must be replaced or re-evaluated
after all overloads or other events exceeding the design
requirements. This approach shall be agreed in advance.
If the failure mechanisms are not fully understood, or competing
failure mechanisms are present and one is uncertain about their
sequence, inspection is required.
Since ISO 14692 was issued in 2002 a number of new NDE methods
have become established for inspection of composites such as
microwaves, shearography and acousto-ultrasonics. The guidance in
Tables 4 and 5 of ISO 14692 Pt. 4 forms a basis for the initial
selection of NDE methods. However, the recommendations on NDE are
general, do not define the specific NDE method to be used (for
example stating ultrasonics), and do not encompass more recent
developments. For this reason it is recommended that Table 1 and
Table 2 below are used for selection of suitable NDE methods. In
these Tables the advice in ISO 14692 Pt 4 has been updated to take
account of other potential NDE methods that are now available. For
specific defect types Table 12 of ISO 14692 Pt. 2 should also be
considered (see Appendix C). This Table refers to manufacturing
inspection, but the recommendations are still relevant in-service
and following installation provided access is sufficient. More
detailed guidance on the selection of NDE methods and NDE practice
for specific components and defect types is given in Sections 12.0
and 13.0 below. Section 14.0 gives advice on how to practically
apply individual NDE methods as well as the current status in
regard to application offshore. Relevant non-destructive testing
(NDT) methods should be selected if possible, bearing in mind the
possibilities and limita