Embed Size (px)
Citation preview

ww
w.inl.gov
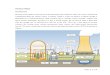
Next Generation Nuclear Plant Industrial Process Heat Applications and Economics Dr. Michael G. McKellar [email protected] 01 208 526-1346
Technical and Economic Assessment of Non-Electric
Applications of Nuclear,
NEA/IAEA Expert Workshop
Paris, France, April 5, 2013

Outline
• Objectives
• Advantages of HTGR Process Heat
• Assumptions
• Process Heat Applications
• Hybrid Energy Systems
• Conclusions
1

Objectives
• The Next Generation Nuclear Plant (NGNP) Project, led by Idaho National Laboratory, is part of a nationwide effort under the direction of the U.S. Department of Energy to address a national strategic need identified in the Energy Policy Act of 2005—to promote the use of nuclear energy and establish a technology for hydrogen and electricity production that is free of greenhouse gas (GHG) emissions.
• This presentation is a summary of analyses performed by the NGNP project to determine whether it is technically and economically feasible to integrate high temperature gas-cooled reactor (HTGR) technology into industrial processes.
2

Advantages of HTGR High-Temperature Process Heat
3
• Reducing CO2 emissions by replacing the heat derived from burning fossil fuels, as practiced by a wide range of chemical and petrochemical processes, and co-generating electricity, steam, and hydrogen.
• Generating electricity at higher efficiencies than are possible with current nuclear power generation technology
• Providing a secure long-term domestic energy supply and reducing reliance on offshore energy sources
• Producing synthetic transportation fuels with lower life cycle, well-to-wheel (WTW) greenhouse gas (GHG) emissions than fuels derived from conventional synthetic fuel production processes and similar or lower WTW GHG emissions than fuels refined from crude oil

Advantages of HTGR High-Temperature Process Heat
4
• Producing energy at a stable long-term cost that is relatively unaffected by volatile fossil fuel prices and a potential carbon tax, a price set on GHG emissions
• Extending the availability of natural resources for uses other than a source of heat, such as a petrochemical feedstock
• Providing benefits to the national economy such as more near-term jobs to build multiple plants, more long-term jobs to operate the plants, and a reinvigorated heavy manufacturing sector.

Assumptions: Process Models
5
• No heat loss in piping between HTGRs and process applications except with SAGD
• Natural gas composition based on information published by Northwest Gas Association
• Natural gas standard volume flow: 15.56°C (60°F)
• Ambient inlet water temperature: 15.56°C (60°F)
• Ambient inlet air temperature: 21.11°C (70°F)
• Ambient pressure: Sea level (1 atmosphere absolute)
• High-efficiency compressors and turbines: 80– 90% efficient
• Steam generators: 25°C minimum temperature approach
• Process heat exchangers: 10°C minimum temperature approach (except when demonstrated industrial experience indicates differently)
• Intermediate heat exchanger: 25°C minimum approach temperature

Outputs and Assumptions: HTGR-Integrated Technology
6
• Energy products: electricity, process heat, and/or hydrogen
• Power generation efficiency: 41–48% (calculated)
• Temperature Difference across core ~ 375°C to 400°C
• Heat output: 600 MW(t)
• Primary circulator: 80% efficient

Assumptions: Economic Analyses
7
• Plant economic life: 30 years (excludes construction time)
• Construction period – Fossil plant: Three years
– HTGR plant: Three years per reactor with 6 months stagger between reactor
• Start-up assumptions for “nth-of-a-kind” HTGR – Operating costs: 120% of estimated operating costs
– Revenues: 65% of estimated revenue
• Plant availability: 90%
• Internal rate of return (IRR): 12%
• Inflation rate: 3%
• Interest rate on debt: 8%
• Repayment term: 15 years
• Reactor capital cost assumptions for HTGR modules: – $2,000/kW(t) for plants with one or two modules
– $1,400/kW(t) for plants with three or more modules

Assumptions: Economic Analyses
8
• Tax basis assumptions – Effective U.S.
income tax rate: 38.9%
– U.S. state tax: 6%
– U.S. federal tax: 35%
• MACRS depreciation: 15-year plant life
• Simplified business model in which a single entity owns and operates the industrial and associated HTGR plants

Up to 850°C
High Temperature Gas-cooled Reactors – Application Beyond Electricity
High Temperature Reactors can provide energy production that supports wide spectrum
of industrial applications including the petrochemical and petroleum industries
Reactor Temperature Range Covering Applications Evaluated To-date

Power Production
10

Hydrogen Production: High Temperature Steam Electrolysis
11
Shift & Syngas
Conditioning
Steam
System
Reformer H2
Water
CO2
H2-Rich Syngas
Sulfur
Removal
Natural
Gas
Natural
Gas
Exhaust
Natural
Gas
Natural
Gas
Plant
Water
Treatment
SteamExhaust Cooling
Towers
Water
Water
Water
Water

Hydrogen Production: High Temperature Steam Electrolysis
12

Coal to Gasoline Production
13
Coal Milling &
DryingGasification
Sulfur PlantCO2
Compression
Air Separation DME Synthesis
Gasoline
PurificationCoal Coal Syngas
N2
CO2
Slag
Methanol
Synthesis
Gasoline
Synthesis
CO2
DME
Crude
MeOH
Crude
MTG
Products
Gasoline
Sour
Gas
O2
Light
Fuel
Gas
Air
Sulfur
Tail
Gas
LPG
Water
Treatment
Power
Production
Cooling
Towers
General Plant Support
Coal Milling &
DryingGasification
Sulfur PlantCO2
Compression
DME Synthesis
Gasoline
PurificationCoal Coal Syngas
CO2
Slag
Methanol
Synthesis
Gasoline
Synthesis
CO2
DME
Crude
MeOH
Crude
MTG
Products
Gasoline
Sour
Gas
Light Fuel
Gas for
Topping Heat
Sulfur
Tail
Gas
LPG
HT Steam
ElectrolysisH2O
Nuclear Heat
for Electrolysis
(700°C)
Nuclear Power for
Electrolysis and
Gas Compression
O2 & H2
Nuclear Power for
H2S Removal
Nuclear Power for
CO2 Compressors
Nuclear Power
for Syngas
Compressors
Nuclear Heat Integration
Nuclear Power Integration
Water
Treatment
Power
Production
Cooling
Towers
General Plant Support

Coal to Gasoline Production
14

Gas to Gasoline Production
15
DME Synthesis
Gasoline
PurificationSyngas
Methanol
Synthesis
Gasoline
SynthesisDME
Crude
MeOH
Crude
MTG
Products
Gasoline
LPG
Natural Gas
Reforming
Air Separation
Natural
Gas
O2
N2
Air
Sulfur
Removal
Natural
Gas
Steam
Water
Treatment
Power
Production
Cooling
Towers
General Plant Support
Light Fuel Gas
DME Synthesis
Gasoline
PurificationSyngas
Methanol
Synthesis
Gasoline
SynthesisDME
Crude
MeOH
Crude
MTG
Products
Gasoline
LPG
Nuclear Power
for Syngas
Compressors
Nuclear Heat Integration
Nuclear Power Integration
Natural Gas
Reforming
Air Separation
Natural
Gas
O2
N2
Air
Sulfur
Removal
Natural
Gas
Steam
Nuclear Heat
for Reforming
(700°C)
Nuclear
Power for
ASU and Gas
Compression
Fuel Gas
Water
Treatment
Power
Production
Cooling
Towers
General Plant Support
Exhaust

Gas to Gasoline Production
16

Coal to Diesel Production
17
Coal Milling &
Drying
Gasification &
Syngas
Cleaning &
Conditioning
Sulfur Plant
(Claus) and
Tailgas Sulfur
Reduction
CO2
Compression
Air Separation
Fischer-Tropsch
Synthesis
Product
Upgrading &
Refining
Power
Production
N2
Coal SyngasFT
Liquids
Tail
GasTail
Gas
Sulfur CO2
Slag
LPG
Naphtha
Diesel
O2
HRSG Exhaust
Coal
Tail
Gas
CO2
Sour
Gas
Air
CO2
Plant
Water
Treatment
Cooling
Towers
Coal Milling &
Drying
Gasification &
Syngas
Conditioning
Sulfur Plant
(Claus) and
Tailgas Sulfur
Reduction
CO2
Compression
High
Temperature
Electrolysis
Units
Fischer-Tropsch
Synthesis
Product
Upgrading &
Refining
Coal SyngasFT
Liquids
Tail
Gas
Sulfur
Slag
LPG
Naphtha
Diesel
O2 & H2
Coal
Tail Gas
CO2
Sour Gas
H2OTail Gas
Recycle
CO2
Recycle
Nuclear Heat Integration
Nuclear Power Integration
Plant
Water
Treatment
Air
Power
Production
CO2
Cooling
Towers
HTGR
850°C ROT
Heat Generation
HTGR
700°C ROT
Power Gen.
Power
Nuclear Heat
(He 825°C) He Return

Coal to Diesel Production
18

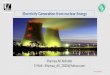
Gas to Diesel Production
19
Preforming &
Autothermal
Reforming
Air Separation
Fischer-Tropsch
Synthesis
Product
Upgrading &
Refining
Natural
GasSyngas
FT
Liquids
Tail
GasTail
Gas
LPG
Naphtha
Diesel
O2
N2
Air
Sulfur
Removal
Gas
Mix
SteamPlant
Water
Treatment
Power
Production
Tail Gas
Recycle
Cooling
Towers
Fischer-Tropsch
Synthesis
Product
Upgrade &
Refining
SyngasFT
Liquids
Tail
Gas
LPG
Naphtha
Diesel
Tail Gas
Recycle
Nuclear Heat Integration
Plant
Water
Treatment
Preforming &
Autothermal
Reforming
Air Separation
Natural
Gas
O2
N2
Air
CO2 Removal,
Hydrotreating
and Sulfur
Removal
Gas
Mix
Steam
Power
Production
HTGR
850°C ROT
Heat Generation
Nuclear Heat
(He 675°C)
He Return
Hot He
Hot He
Cooling
Towers
Gas to Diesel Production
20

Ammonia Production: Gas to Ammonia
21
Primary
Reformer
Syngas
Conditioning
Ammonia
Synthesis
Sulfur
Removal
Urea
Synthesis
Natural
Gas
Syngas NH3
Water
NH3
Urea
CO2
CO2
Syngas
Stack
Gas
Nitric Acid
Synthesis
NH3
WaterAmmonium
Nitrate
Synthesis
Nitric
Acid
NH3
Ammonium
Nitrate
Urea
Nitric
Acid
Ammonium
Nitrate
Secondary
Reformer
Natural
Gas
Fuel Gas
Natural
Gas
Natural
Gas
Air
Steam
Exhaust
Syngas
CO2
To EOR or
Sequestration
Air
To UAN-32
Synthesis
Water
Treatment
Power
Production
Cooling
Towers
General Plant
Support
Nuclear Heat Integration
Nuclear Power Integration
Primary
Reformer
Syngas
Conditioning
Ammonia
Synthesis
Sulfur
Removal
Urea
Synthesis
Natural
Gas
Syngas NH3
Water
NH3
UreaCO2
CO2
Syngas
Stack
Gas
Nitric Acid
Synthesis
NH3
WaterAmmonium
Nitrate
Synthesis
Nitric
Acid
NH3
Ammonium
Nitrate
Urea
Nitric
Acid
Ammonium
Nitrate
Secondary
Reformer
Fuel Gas
Natural
Gas
Air
Steam
Exhaust
Syngas
CO2
To EOR or
Sequestration
Nuclear Heat for
Natural Gas Preheat
(> 350°C)
Nuclear Heat for
Primary Reformer –
Replaces Natural Gas
Combustion (700°C)
Nuclear Power for
Air Compressor
Nuclear Power for
Ammonia Synthesis
Compressors and
Refrigeration Unit
Nuclear Power for
CO2 Compressors
Nuclear Power for
Urea Granulator
Fans
Nuclear Power for
Compander
Nuclear Power for
Prill Tower Fans
Air
To UAN-32
Synthesis
Power
Production
Water
Treatment
Cooling
Towers
General Plant Support
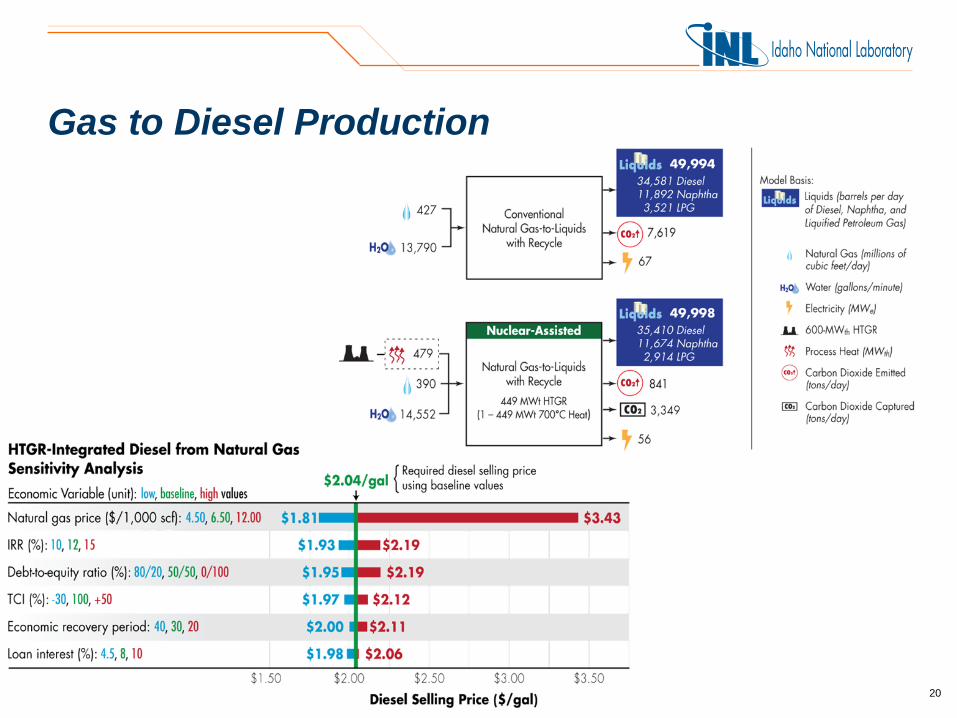
Ammonia Production: Gas to Ammonia with HTSE
22
Primary
Reformer
Syngas
Conditioning
Ammonia
Synthesis
Sulfur
Removal
Urea
Synthesis
Natural
Gas
Syngas NH3
Water
NH3
Urea
CO2
CO2
Syngas
Stack
Gas
Nitric Acid
Synthesis
NH3
WaterAmmonium
Nitrate
Synthesis
Nitric
Acid
NH3
Ammonium
Nitrate
Urea
Nitric
Acid
Ammonium
Nitrate
Secondary
Reformer
Natural
Gas
Fuel Gas
Natural
Gas
Natural
Gas
Air
Steam
Exhaust
Syngas
CO2
To EOR or
Sequestration
Air
To UAN-32
Synthesis
Water
Treatment
Power
Production
Cooling
Towers
General Plant
Support
Nuclear Heat Integration
Nuclear Power Integration
Ammonia
Synthesis
Urea
Synthesis
NH3
NH3
UreaCO2
Nitric Acid
Synthesis
NH3
WaterAmmonium
Nitrate
Synthesis
Nitric
Acid
NH3
Ammonium
Nitrate
Urea
Nitric
Acid
Ammonium
Nitrate
Nuclear Power for
Ammonia Synthesis
Compressors and
Refrigeration Unit
Nuclear Power for Urea
Granulator Fans
Nuclear Power
for Compander
Nuclear Power for
Prill Tower Fans
HT Steam
ElectrolysisH2Water
Nuclear Power
for Electrolysis
Nuclear Heat
For Electrolysis
(700°C)
Hydrogen
Burner
H2
Separation
H2O,
N2
Water
H2
N2
O2
Natural Gas
Burner
O2
O2
Natural Gas
Topping
Heat for
HTE
CO2
Purification
CO2,
H2O
H2O
Air
To UAN-32
Synthesis
Cooling
Towers
Power
Production
Water
Treatment
General Plant Support

Ammonia Production
23 For this study ammonia was converted to UAN-32 fertilizer

Ammonia Production
24

Seawater Desalination: Reverse Osmosis
25

Seawater Desalination: Multi-stage Flash Distillation
26

Seawater Desalination: Multi-Effect Distillation
27

Steam Assisted Gravity Drainage
28

Oil Shale
29

Bitumen Upgrading
30

Hybrid Energy Systems Process Integration
Energy Systems Dynamics
Research & Testing
Process Modeling, Life-Cycle, and Economic
Assessments
GW-hr Battery
Storage
SMR-
1. NuScale LWR
2. GE Prism MSR
3.
Biomass
Drying &
Torrefaction
(200 - 300 C)
Grid
Wind Farm
Wind Farm
Wind Farm
Electricity
SMR-Renewable-Biomass HES
a
RIT
ROT
Hydrogen Production
Gas
Reforming
H2
Variable Power Generation
Shannon
Lee
Diana
Tom
Bob
(with Rick)
Fast Pyrolysis
(450 - 500 C)
Hyrdotreatment
UpgradingStorage
Gases
Bio-Oils
Dynamic System Modeling
Optimized Analysis – System Integration

32
HES Example: Nuclear Hybrid System to Offset Fluctuations in Wind or Solar Power
Steam turbine
generators
Methanol
synthesis
Steam
generation
Nuclear energy
Methane
reforming steam
Natural gas
Reliable base or
intermediate power
Synfuel carbon
fuel
power heat
Wind energy
Hybrid Energy Systems Integrate
• Energy sources
• Industrial Processes
Via
• Storage
• Power Production
• Process Heat
• Instrumentation and Control

Conclusions
• Integration NGNP HTGRs with process heat applications greatly reduces greenhouse gas emissions
• HTGRs produce electricity at higher thermal efficiencies (less heat loss, less water usage) than LWRs
• Many HTGR integrated process heat applications are economically feasible (i.e. SAGD, GTL (Methanol path), GTL (Fischer Tropsch path)
• A reactor outlet temperature of 850 C is ideal for many process heat applications
• Imposed carbon taxes would help promote HTGR integrated process heat applications
• Hybrid Energy Systems provides a means to effectively integrate renewable energy, nuclear energy, and process heat applications through storage, process heat, power production, instrumentation and control.
33
HTGR Process Heat Integration Team
• Rick Wood, INL
• Anastasia Gandrik, INL
• Larry Demick, NGNP Alliance
• Eric Robertson, INL
• Michael McKellar, INL
• Mike Patterson, INL
• Lee Nelson, INL
34