Embed Size (px)
Citation preview
IPT INSTITUTO DE PESQUISAS TECNOLÓGICAS
NICKEL SUPERALLOY (INCONEL 713C)SUPERLIGAS À BASE DE NÍQUEL (INCONEL 713C)
A série �Comunicação Técnica� compreende trabalhos elaborados por técnicos do IPT, apresentados em eventos,publicados em revistas especializadas ou quando seu conteúdo apresentar relevância pública, após análise efetuadapela respectiva área técnica e Conselho Editorial do IPT.
IPT - Instituto de Pesquisas Tecnológicas do Estado de São Paulo S.A.Cidade Universitária �Armando de Salles Oliveira� - CEP 05508-901 - São Paulo-SPou Caixa Postal 0141 - CEP 01064-970 - São Paulo-SPTelefone (0xx11) 3767-4000 - Fax (0xx11) 3767-4099 - http://www.ipt.br
Divisão de MetalurgiaDiretor: Eduardo Albertin
Publicação IPT 2767
Cesar Roberto de Farias AzevedoMarcelo Ferreira MoreiraEduardo Hippert Jr.
São Paulo, 2001
1
ContentSumário
pg
PrefacePrefácio
22
IntroductionIntrodução
33
A. Casting procedure of the test piecesFundição dos corpos-de-prova
55
A1. Mould manufacturingConfecção dos moldes
A2. Casting of test piecesFundição dos corpos-de-prova
A3. Testing methodsMetodologia de ensaio
A3.1. Creep testingEnsaio de fluência
A3.2. Tensile testingEnsaios de tração
55
66
77
77
77
B. ResultsResultados
88
B1. Results of tensile and creep testingsResultados dos ensaios de tração e fluência
B2. Macrography of the as-cast test piecesMacrografia dos corpos-de-prova no estado bruto de fundição
B3. Micrography of the as-cast test piecesMicrografia dos corpos-de-prova no estado bruto de fundição
B4. Macrography of the test pieces after room temperature tensile testingMacrografia dos corpos-de-prova após ensaio de tração na temperatura ambiente
B5. Macrography of the test pieces after tensile testing at 650°CMacrografia dos corpos-de-prova após ensaio de tração a 650°C
B6. Fractography of the test pieces after room temperature tensile testingFractografia dos corpos-de-prova após ensaio de tração na temperatura ambiente
B7. Micrography of the test pieces after room temperature tensile testingMicrografia dos corpos-de-prova após ensaio de tração na temperatura ambiente
B8. Fractography of the test pieces after tensile testing at 650°CFractografia dos corpos-de-prova após ensaio de tração a 650°C
B9. Micrography of the test pieces after tensile testing at 650°CMicrografia dos corpos-de-prova após ensaio de tração a 650°C
B10. Macrography of the test pieces after creep testingMacrografia dos corpos-de-prova após ensaio de fluência
B11. Micrography of the test pieces after creep testing at 982°C and 152 MPaMicrografia dos corpos-de-prova após ensaio de fluência a 982°C e 153 MPa
B12. Micrography of the test pieces after creep testing at 815°C and 305 MPaMicrografia dos corpos-de-prova após ensaio de fluência a 815°C e 305 MPa
88
99
1111
1414
1414
1515
1818
1919
2222
2323
2424
2626
C. BibliographyBibliografia
2828
2
Prefácio
Apresentam-se os resultados das atividades desenvolvidas entre 1992 e 1997 pela Divisão de
Metalurgia do IPT em cooperação com a Japan International Cooperation Agency (JICA), visando
a capacitação tecnológica para a pesquisa, desenvolvimento e transferência de tecnologia na
produção de superligas à base de níquel fundidas. Esta família de materiais que tende a crescer em
importância no Brasil, dada sua utilização em equipamentos utilizados na geração de energia por
via térmica. Os materiais produzidos foram avaliados quanto à conformidade da composição
química e quanto às suas macro e microestruturas após a fundição. As propriedades mecânicas
foram avaliadas à temperatura ambiente e a temperaturas elevadas, incluindo ensaios de tração e de
fluência. Análises microestruturais e fractográficas foram realizadas após os ensaios mecânicos,
verificando-se as mudanças estruturais decorrentes da exposição a temperaturas elevadas e cargas.
Preface
This document presents some of the results of the research activities in Nickel based Superalloys
performed between 1992 and 1997 by the Metallurgy Division of the Institute with the collaboration of
the Japanese Government - Japan International Cooperation Agency, JICA. Inconel 713C test pieces
were produced by casting in ceramic molds following vacuum melting and many properties of the test
pieces (i.e., chemical composition, macro and microstructures, and mechanical properties at room and
elevated temperatures) were assessed and compared to International Standards. The results showed that
the Metallurgy Division of IPT has developed the capabilities required to perform research related to
melting, casting and characterization of Nickel based Superalloys.

3
Introduction
Nickel superalloys is part of a family of metallicmaterials that are used at elevated temperatures. Thesuperalloys keep their good mechanical propertiesup to temperatures next to the melting point andpresent good resistance to oxidation. Theseproperties are achieved by the combination of a solid
solution hardened austenitic matrix -γ phase, withhigh volume fractions of coherent Ni(Ti,Nb,Ta)3Al
precipitates, known as γ ' phase.
Superalloys are largely employed in the manufactureof gas turbine components, such as blades, rotorsand vanes. These applications are the result fromearly developments, originally carried out formilitary and civilian aviation, which were transferredto the power generation industry. Two techniqueswere extremely relevant to the production anddevelopment of parts manufactured in superalloys:vacuum furnace's technology and investmentcasting.
Melting of high performance superalloys is acomplex operation due to the presence of reactiveelements (such as Al, Ti, Ta, Nb, Zr e Hf) in theircomposition and the harmful affect of many residualelements, such as O2 and N2 gases, on theirproperties. The desired properties can only beaccomplished under controlled vacuum conditionsand strict quality control of raw materials. Thequality of the refractory materials (oxides) used incrucibles and moulds is, for instance, crucial, sincesome of the alloying elements can reduce the lessstable oxides, introducing contamination into themolten metal and promoting the formation of non-metallic inclusions. The availability of inductionfurnaces that work with pressures lower than 10-3
torr permitted the development of superalloys withincreasing amounts of reactive elements, allowinggreater freedom for alloy designers to optimise themicrostructural stability and the properties ofsuperalloys.
Additionally, the complex geometry of gas turbinecomponents, such as blades and rotors, does notallow the intensive use of machining processes. Inthis sense, the use of investment casting techniqueswas decisive for the success of superalloy'sproducts.
Introdução
As superligas de níquel constituem uma família deligas destinadas a aplicações em temperaturaselevadas, já que mantêm boas propriedades me-cânicas e resistência à corrosão até temperaturaspróximas do ponto de fusão. Isto é conseguidograças à combinação de uma matriz austenítica en-
durecida por solução sólida - fase γ - com elevadasfrações volumétricas de precipitados coerentes do
tipo Ni(Ti,Nb,Ta)3Al - fase γ'.
O principal campo de aplicações industriais destasligas são os componentes de turbinas a gás, comopalhetas, rotores e direcionadores de fluxo.Tecnologias inicialmente desenvolvidas para aaviação militar foram transferidos para a aviaçãocivil e, em seguida, utilizadas em turbinas para ageração de eletricidade. Neste aspecto, duastécnicas mostraram-se extremamente relevantespara a elaboração destes materiais e a produçãode componentes: a fusão a vácuo e a fundição deprecisão.
O papel fundamental exercido nas superligas pordiversos elementos reativos, como Al, Ti, Ta, Nb, Zre Hf, e o papel deletério de vários elementosresiduais, como os gases (O e N), faz com que aelaboração de superligas de elevado desempenhosó possa ser efetuada em condições bastanterigorosas de vácuo e de qualidade de matérias-primas. Por exemplo, a qualidade dos materiaisrefratários (óxidos) utilizados nos cadinhos e nosmoldes é crítica, já que alguns dos elementos deliga podem reduzir os óxidos menos estáveis,introduzindo contaminações no metal líquido efavorecendo a formação de inclusões não-metálicas. A disponibilidade de fornos de induçãoque trabalham a pressões inferiores a 10-3 torrpermitiu o desenvolvimento e a elaboração de ligascom quantidades crescentes de elementos reativos,aumentando as possibilidades de "alloy design" ecriando uma melhora sistemática naspropriedades destas ligas.
4
Investment casting can produce parts presentingcomplex geometry, dimensional accuracy and goodsurface quality. Moreover, the introduction ofcontrolled solidification techniques lead to thedevelopment of parts with columnar andmonocrystalline microstructures, increasing theservice temperature of superalloy's parts.
Finally, the R&D of superalloys requires a goodcapability in material characterisation techniques,which includes:
• chemical characterisation of approximately tenelements, many of them at ppm level;
• mechanical characterisation at room and hightemperatures, including creep testing underseveral combinations of load and temperature;
• macro and microstructura1 characterisation inoptical and electron microscopes(microstructural stability under thermal andmechanical solicitations);
• fractographic characterisation.
The Metallurgy Division of IPT acquired during the70s' and the 80s' the know-how on varioustechniques, which were mentioned before, includingvacuum melting, investment casting and electronmicroscopy. As a result, a major project on nickelsuperalloys was initiated in 1993 aiming at theimprovement and integration of these severaltechniques and the nucleation of P&D activities onsuperalloys at IPT.
The main partnerships in this project were theGovernment of Japan, through its co-operationagency, JICA - Japan International CooperationAgency; the Brazilian Federal Government, throughFinep/PADCT; and the São Paulo StateGovernment, through FAPESP. The aims of thisproject on nickel superalloys were:
• to obtain conventionally cast specimens ofInconel 713C Ni superalloy using certified stock-bars;
• to obtain conventionally cast specimens ofInconel 713C Ni superalloy using raw materialsavailable in the domestic market;
• to obtain directionally cast specimens of MAR -M247 superalloy;
A geometria de palhetas e rotores de turbinas agás torna proibitiva sua fabricação por processosde usinagem. A utilização de técnicas de fundiçãode precisão garantem, por sua vez, a produção degeometrias complexas, com precisão dimensional equalidade superficial. Adicionalmente, com aintrodução de técnicas de solidificação direcional,a fundição de precisão tornou-se uma ferramentaimportante na melhoria do desempenho mecânicodestes componentes.
Finalmente, atividades de P&D em superligasrequer uma boa capacidade de caracterização dosprodutos. São requisitos essenciais:• caracterização química de mais de uma
dezenas de elementos, vários deles em nível deppm;
• caracterização mecânica a temperaturaambiente e elevada, incluindo ensaios defluência em diversas combinações de carga etemperatura;
• caracterização da macro e microestrutura;• caracterização fractográfica.
Ao longo das décadas de 70 e 80, a Divisão deMetalurgia do IPT adquiriu experiência em váriasdesta técnicas. A partir de 1993, iniciou-se umprojeto em superligas de níquel com vistas aaperfeiçoar e integrar estes conhecimentos, enuclear atividades de P&D em superligas de níquelfundidas no IPT.
Os principais parceiros neste projeto foram oGoverno do Japão, através da sua agência decooperação, Japan International CooperationAgency - JICA, o Governo Federal, através daFinep/PADCT, e o Governo do Estado de SãoPaulo, através da FAPESP. Procedeu-se ao estudosistemático das superligas, visando atingir osseguintes objetivos:
• produzir corpos-de-prova por fundiçãoconvencional da superliga Inconel 713C apartir de "stock-bars";
• obter corpos-de-prova por fundiçãoconvencional da superliga Inconel 713C apartir de matérias primas nacionais;
• obter corpos de prova de superliga MAR-M247;

5
• to perform chemical, mechanical and structuralcharacterisation of the test-pieces, supplyingresults to optimise the production of as-castspecimens.
The main facilities available at the MetallurgyDivision of IPT for this project will be brieflydescribed. The vacuum induction furnace can workwith crucibles of 3 or 5kg, with power of 20kW andfrequency of 9kHz, reaching pressures up to 10-5
torr. The experimental assembly allowed themonitoring of the molten metal and ceramic mould(6 points) temperatures, while the device fordirectional solidification permitted withdrawal ratesup to 1300mm/h.
Ceramic moulds were heated in a second inductionfurnace with a graphite susceptor and the mouldtemperature was controlled by thermocouples in aloop-circuit. This experimental setting allowed theinvestigation of the effect of the casting conditionson the resulting microstructure and mechanicalproperties of IN 713-C superalloy. The ceramicmoulds were manufactured in the InvestmentCasting Laboratory, using different refractorymaterials - alumina (Al2O3) and zircon (ZrO2.SiO2) -and binders.
The alloying and residual elements were chemicallyanalysed by X-ray fluorescence spectrometry, ICP(Inductively Coupled Plasma) or atomic absorptionspectrophotometry. The dissolved gases, O and N,were analysed by fusion in inert gas. Tensile testing(room and high temperature) was carried out inMTS-Sintech machine, while 7 constant-load creepmachines were used to evaluate the mechanicalproperties of IN 713-C superalloy. Finally, themicrostructural and fractographic characterisationswere performed in light and scanning electronmicroscopes (equipped with EDS).
A. Test pieces casting procedure
A1. Mould manufacturing
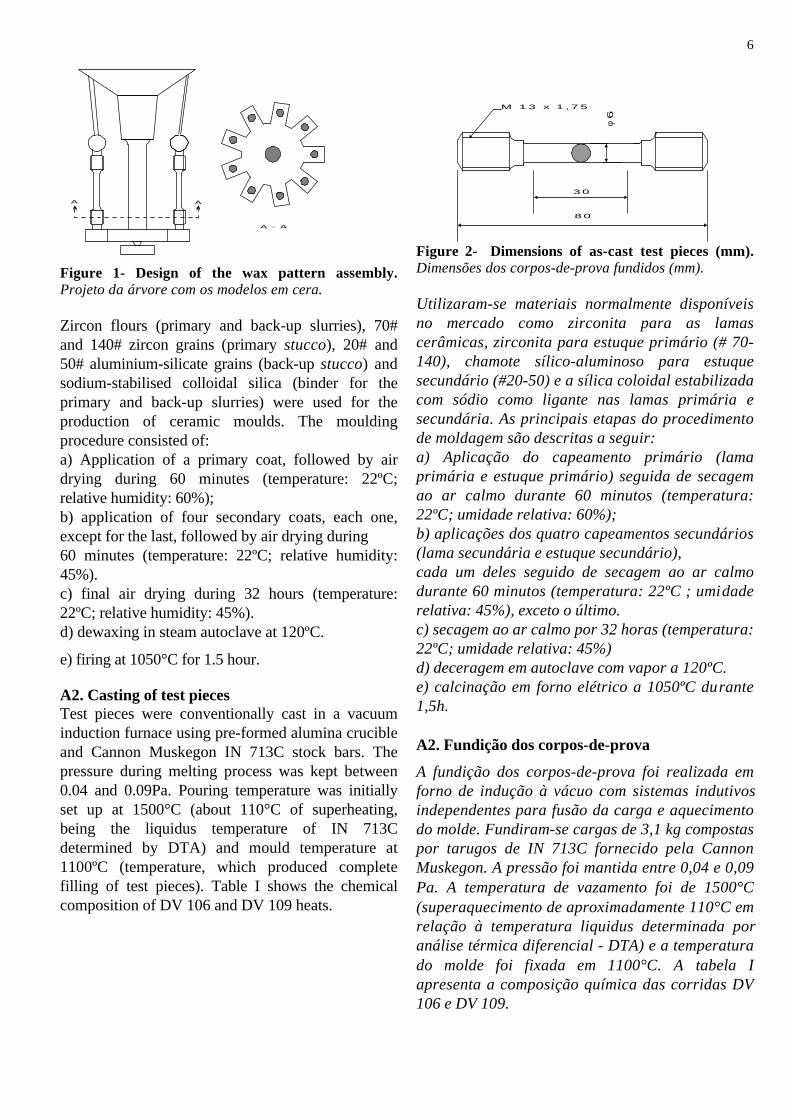
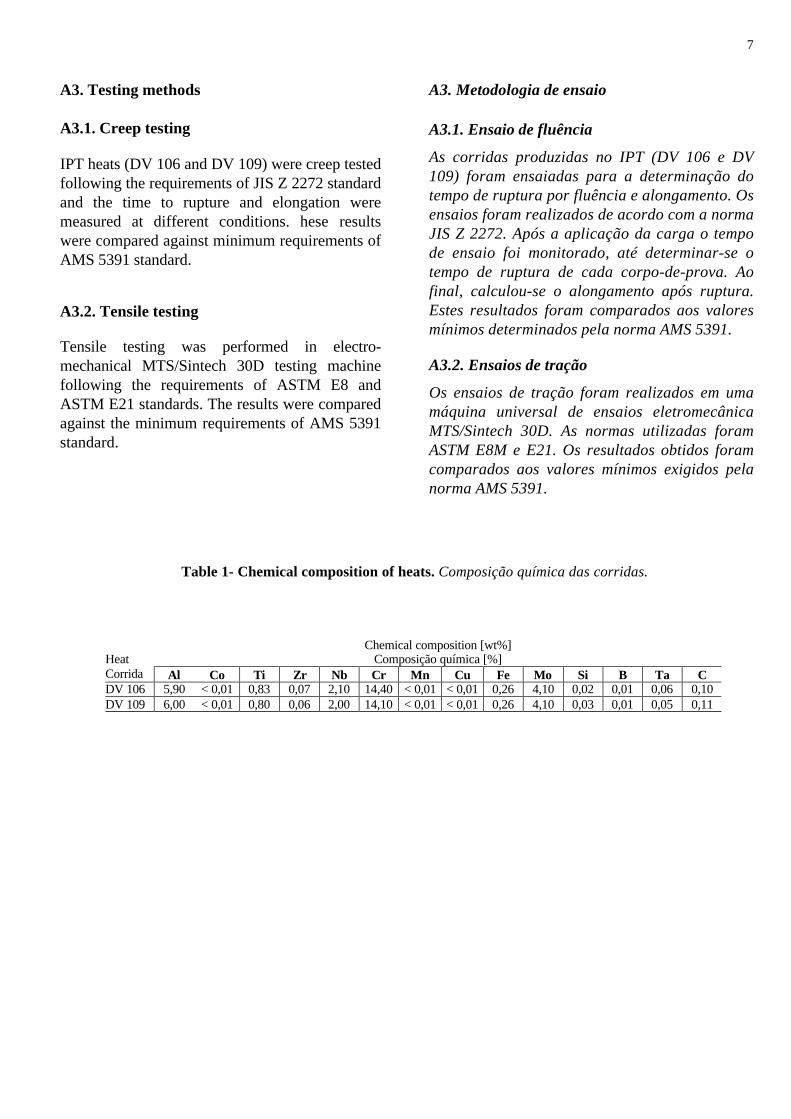
Figure 1 shows the design of the wax patternassembly (nine test pieces each mould) and figure 2the dimensions of the "as cast" test pieces.
• caracterizar o material produzido e otimizar oprocesso produtivo.
As principais instalações e equipamentos dispo-níveis na Divisão de Metalurgia do IPT para oestudo das superligas são descritas brevemente aseguir. O forno de indução a vácuo pode trabalharcom cadinhos para 3 ou 5 kg, com potência de 20kW e freqüência de 9 kHz, atingindo pressões deaté 10-5 torr. Além da temperatura do metalfundido, pode-se monitorar a temperatura domolde em até 6 pontos. O dispositivo para soli-dificação direcional permite controlar velocidadesde extração até 1300 mm/h.
O molde é aquecido por um susceptor de grafita ea sua temperatura é mantida constante por umcircuito elétrico de controle. Dessa maneira, foipossível estudar o efeito das variáveis de fundiçãosobre a microestrutura e as propriedadesmecânicas da superliga IN 713-C. Os moldescerâmicos foram produzidos nas instalações doLaboratório de Fundição de Precisão(recentemente modernizadas com recursos daFAPESP) e utilizando diferentes materiaisrefratários - alumina (Al2O3) e zirconita(ZrO2.SiO2) - e ligantes.Os elementos principais de liga e residuais foramanalisados por espectrometria de fluorescência deR-X, ICP (Inductively Coupled Plasma) ouespectrofotometria de absorção atômica. Osgases dissolvidos, O e N, foram analisadospor fusão em gás inerte. Além de metalografiaóptica, o projeto contou com dois microscópioseletrônicos de varredura com EDS; máquinas paraensaios de tração até 1000°C e 7 máquinas paraensaios de fluência até 1100°C.
A. Fundição dos corpos-de-provaA1. Confecção dos moldes
Os moldes cerâmicos empregados na fundiçãoconvencional da superliga IN 713C foram produ-zidos pelo processo de fundição de precisão. Oprojeto da "árvore" em cera, com capacidade paranove corpos-de-prova, é apresentado na figura 1. Afigura 2 apresenta as dimensões dos corpos-de-prova fundidos.
6
Figure 1- Design of the wax pattern assembly.Projeto da árvore com os modelos em cera.
Zircon flours (primary and back-up slurries), 70#and 140# zircon grains (primary stucco), 20# and50# aluminium-silicate grains (back-up stucco) andsodium-stabilised colloidal silica (binder for theprimary and back-up slurries) were used for theproduction of ceramic moulds. The mouldingprocedure consisted of:a) Application of a primary coat, followed by airdrying during 60 minutes (temperature: 22ºC;relative humidity: 60%);b) application of four secondary coats, each one,except for the last, followed by air drying during60 minutes (temperature: 22ºC; relative humidity:45%).c) final air drying during 32 hours (temperature:22ºC; relative humidity: 45%).d) dewaxing in steam autoclave at 120ºC.
e) firing at 1050°C for 1.5 hour.
A2. Casting of test piecesTest pieces were conventionally cast in a vacuuminduction furnace using pre-formed alumina crucibleand Cannon Muskegon IN 713C stock bars. Thepressure during melting process was kept between0.04 and 0.09Pa. Pouring temperature was initiallyset up at 1500°C (about 110°C of superheating,being the liquidus temperature of IN 713Cdetermined by DTA) and mould temperature at1100ºC (temperature, which produced completefilling of test pieces). Table I shows the chemicalcomposition of DV 106 and DV 109 heats.
Figure 2- Dimensions of as-cast test pieces (mm).Dimensões dos corpos-de-prova fundidos (mm).
Utilizaram-se materiais normalmente disponíveisno mercado como zirconita para as lamascerâmicas, zirconita para estuque primário (# 70-140), chamote sílico-aluminoso para estuquesecundário (#20-50) e a sílica coloidal estabilizadacom sódio como ligante nas lamas primária esecundária. As principais etapas do procedimentode moldagem são descritas a seguir:a) Aplicação do capeamento primário (lamaprimária e estuque primário) seguida de secagemao ar calmo durante 60 minutos (temperatura:22ºC; umidade relativa: 60%);b) aplicações dos quatro capeamentos secundários(lama secundária e estuque secundário),cada um deles seguido de secagem ao ar calmodurante 60 minutos (temperatura: 22ºC ; umidaderelativa: 45%), exceto o último.c) secagem ao ar calmo por 32 horas (temperatura:22ºC; umidade relativa: 45%)d) deceragem em autoclave com vapor a 120ºC.e) calcinação em forno elétrico a 1050ºC durante1,5h.
A2. Fundição dos corpos-de-prova
A fundição dos corpos-de-prova foi realizada emforno de indução à vácuo com sistemas indutivosindependentes para fusão da carga e aquecimentodo molde. Fundiram-se cargas de 3,1 kg compostaspor tarugos de IN 713C fornecido pela CannonMuskegon. A pressão foi mantida entre 0,04 e 0,09Pa. A temperatura de vazamento foi de 1500°C(superaquecimento de aproximadamente 110°C emrelação à temperatura liquidus determinada poranálise térmica diferencial - DTA) e a temperaturado molde foi fixada em 1100°C. A tabela Iapresenta a composição química das corridas DV106 e DV 109.
A A
A - A
30
M 13 x 1,75
φ 6
80
7
A3. Testing methods
A3.1. Creep testing
IPT heats (DV 106 and DV 109) were creep testedfollowing the requirements of JIS Z 2272 standardand the time to rupture and elongation weremeasured at different conditions. hese resultswere compared against minimum requirements ofAMS 5391 standard.
A3.2. Tensile testing
Tensile testing was performed in electro-mechanical MTS/Sintech 30D testing machinefollowing the requirements of ASTM E8 andASTM E21 standards. The results were comparedagainst the minimum requirements of AMS 5391standard.
A3. Metodologia de ensaio
A3.1. Ensaio de fluência
As corridas produzidas no IPT (DV 106 e DV109) foram ensaiadas para a determinação dotempo de ruptura por fluência e alongamento. Osensaios foram realizados de acordo com a normaJIS Z 2272. Após a aplicação da carga o tempode ensaio foi monitorado, até determinar-se otempo de ruptura de cada corpo-de-prova. Aofinal, calculou-se o alongamento após ruptura.Estes resultados foram comparados aos valoresmínimos determinados pela norma AMS 5391.
A3.2. Ensaios de tração
Os ensaios de tração foram realizados em umamáquina universal de ensaios eletromecânicaMTS/Sintech 30D. As normas utilizadas foramASTM E8M e E21. Os resultados obtidos foramcomparados aos valores mínimos exigidos pelanorma AMS 5391.
Table 1- Chemical composition of heats. Composição química das corridas.
Chemical composition [wt%]Composição química [%]Heat
Corrida Al Co Ti Zr Nb Cr Mn Cu Fe Mo Si B Ta CDV 106 5,90 < 0,01 0,83 0,07 2,10 14,40 < 0,01 < 0,01 0,26 4,10 0,02 0,01 0,06 0,10DV 109 6,00 < 0,01 0,80 0,06 2,00 14,10 < 0,01 < 0,01 0,26 4,10 0,03 0,01 0,05 0,11
8
B. RESULTS. RESULTADOSB1. Results of tensile and creep testing. Resultados dos ensaios de tração e fluência
Table 2 - Tensile testing at room temperature. Ensaio de tração na temperatura ambiente
Test pieceCorpo-de-prova
Yield strengthLimite de escoamento
[MPa]
UTSLimite de resistência
[MPa]
ElongationAlongamento
[%]
AMS > 689 > 738 > 3,0
DV 109 # 3 722 769 6,4
IN713 C - IPT DV 109 # 4 743 763 3,3
DV 106 # 9 798 870 4
IPTMeanMédia 754 801 4,5
Table 3 - Tensile testing at 650°C. Ensaio de tração a 650°C.
Test pieceCorpo-de-prova
Yield strengthLimite de escoamento
[MPa]
UTSLimite de resistência
[MPa]
ElongationAlongamento
[%]
AMS > 715 > 870 > 7,0
DV 106 # 6 716 760 2,5
IN713 C - IPT DV 109 # 6 750 806 3,0
DV 109 # 5 702 763 4,5
IPT MeanMédia
723 776 3,3
Table 4 - Creep testing at 152 MPa – 982°C. Ensaio de fluência a 152 MPa e 982°C.
Test pieceCorpo-de-prova
Time to ruptureTempo de ruptura
[h]
Reduction in areaRedução de área
[%]
ElongationAlongamento
[%]
AMS > 30 - > 3,0
DV 109 # 3 45,3 39,4 13,6
IN 713 C – IPT DV 106 # 5 51,4 15,1 11,4
DV 106 # 8 57,0 34,5 34,4
IPTMeanMédia 51,5 29,6 19,8
Table 5 - Creep testing at 305 MPa – 815°C. Ensaio de fluência a 305 MPa e 815°C.
Test pieceCorpo-de-prova
Time to ruptureTempo de ruptura [h]
Reduction in areaRedução área [%]
ElongationAlongamento [%]
AMS > 800 - > 3,0
IN713 C - IPT DV 106 # 1 765,8 4,4 4,4
DV 109 # 8 831,4 4,6 5,2
IPT MeanMédia
798,6 4,5 4,8
9
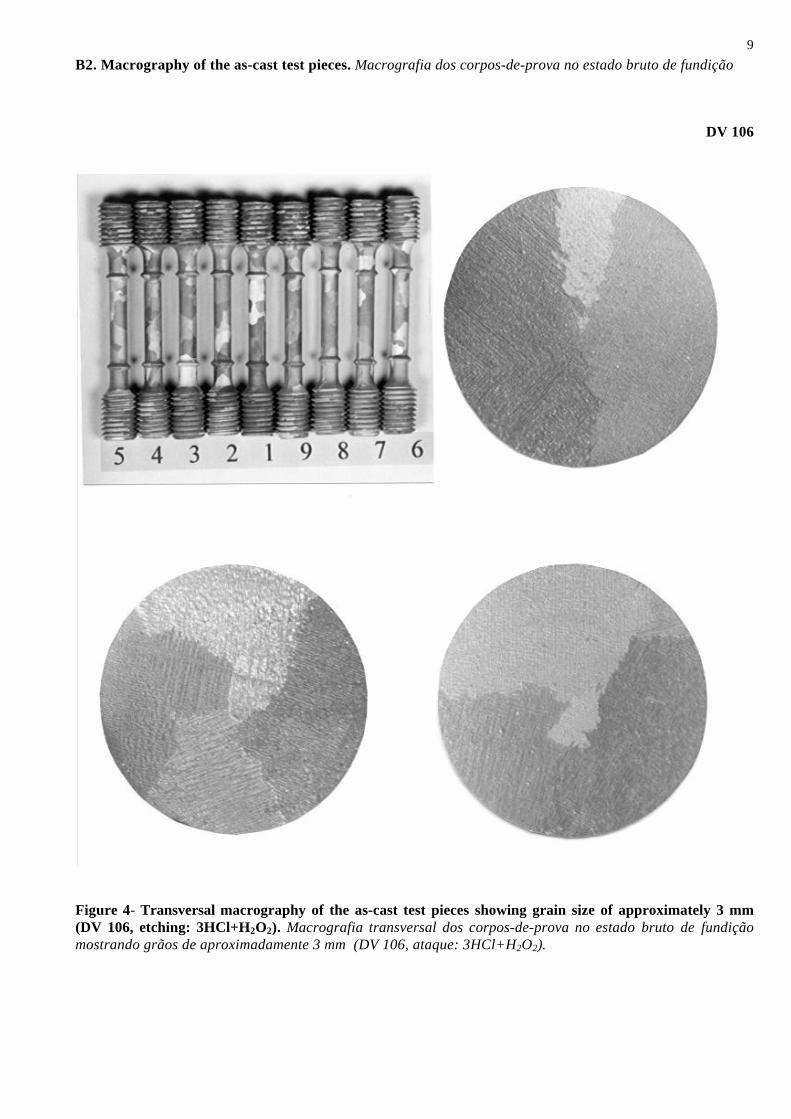
B2. Macrography of the as-cast test pieces. Macrografia dos corpos-de-prova no estado bruto de fundição
DV 106
Figure 4- Transversal macrography of the as-cast test pieces showing grain size of approximately 3 mm(DV 106, etching: 3HCl+H2O2). Macrografia transversal dos corpos-de-prova no estado bruto de fundiçãomostrando grãos de aproximadamente 3 mm (DV 106, ataque: 3HCl+H2O2).

10
B2. Macrography of the as-cast test pieces. Macrografia dos corpos-de-prova no estado bruto de fundição
DV 109
Figure 5- Transversal macrography of the as-cast test pieces showing grain size of approximately 3mm(DV 106, etching: 3HCl+H2O2). Macrografia transversal dos corpos-de-prova no estado bruto de fundiçãomostrando grãos de aproximadamente 3mm (DV 106, ataque: 3HCl+H2O2).
11
B3. Micrography of the as-cast test pieces. Micrografia dos corpos-de-prova no estado bruto de fundiçãoDV 109
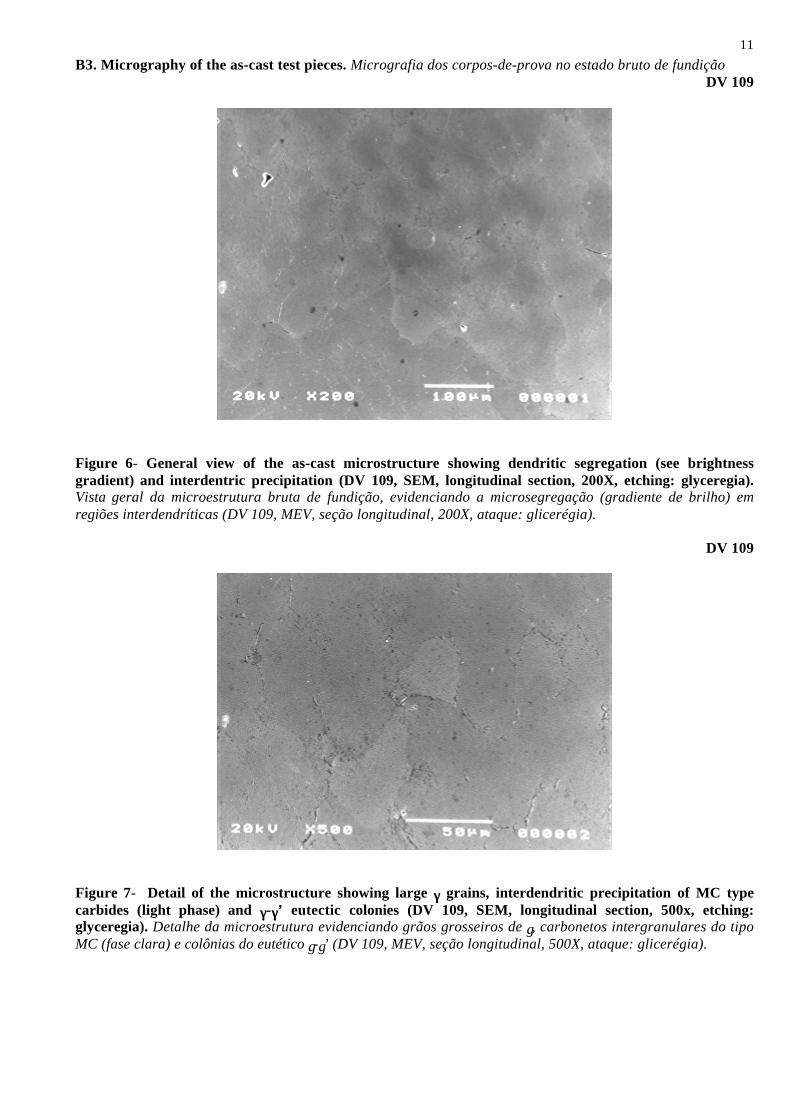
Figure 6- General view of the as-cast microstructure showing dendritic segregation (see brightnessgradient) and interdentric precipitation (DV 109, SEM, longitudinal section, 200X, etching: glyceregia).Vista geral da microestrutura bruta de fundição, evidenciando a microsegregação (gradiente de brilho) emregiões interdendríticas (DV 109, MEV, seção longitudinal, 200X, ataque: glicerégia).
DV 109
Figure 7- Detail of the microstructure showing large γγ grains, interdendritic precipitation of MC typecarbides (light phase) and γγ-γγ’ eutectic colonies (DV 109, SEM, longitudinal section, 500x, etching:glyceregia). Detalhe da microestrutura evidenciando grãos grosseiros de γ, carbonetos intergranulares do tipoMC (fase clara) e colônias do eutético γ-γ’ (DV 109, MEV, seção longitudinal, 500X, ataque: glicerégia).
12
B3. Micrography of the as-cast test pieces. Micrografia dos corpos-de-prova no estado bruto de fundiçãoDV 109
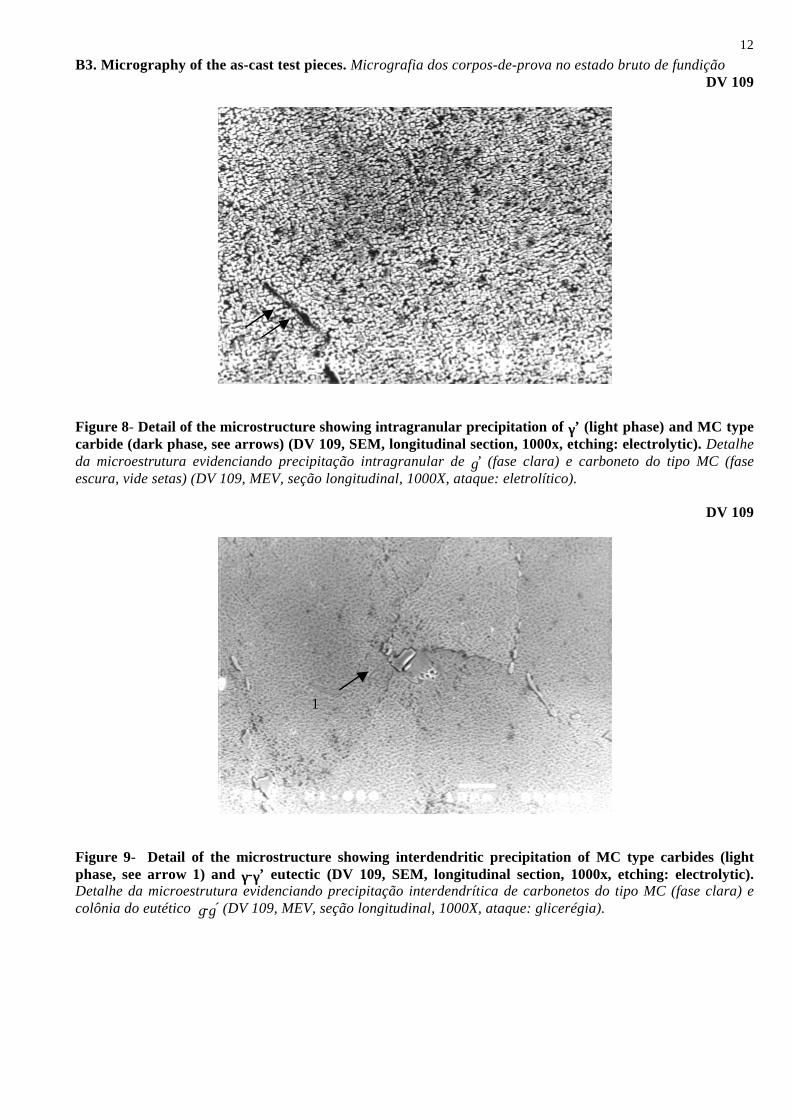
Figure 8- Detail of the microstructure showing intragranular precipitation of γγ’ (light phase) and MC typecarbide (dark phase, see arrows) (DV 109, SEM, longitudinal section, 1000x, etching: electrolytic). Detalheda microestrutura evidenciando precipitação intragranular de γ’ (fase clara) e carboneto do tipo MC (faseescura, vide setas) (DV 109, MEV, seção longitudinal, 1000X, ataque: eletrolítico).
DV 109
Figure 9- Detail of the microstructure showing interdendritic precipitation of MC type carbides (lightphase, see arrow 1) and γγ-γγ’ eutectic (DV 109, SEM, longitudinal section, 1000x, etching: electrolytic).Detalhe da microestrutura evidenciando precipitação interdendrítica de carbonetos do tipo MC (fase clara) ecolônia do eutético γ-γ́ (DV 109, MEV, seção longitudinal, 1000X, ataque: glicerégia).
1
13
B3. Micrography of the as-cast test pieces. Micrografia dos corpos-de-prova no estado bruto de fundição
DV 109
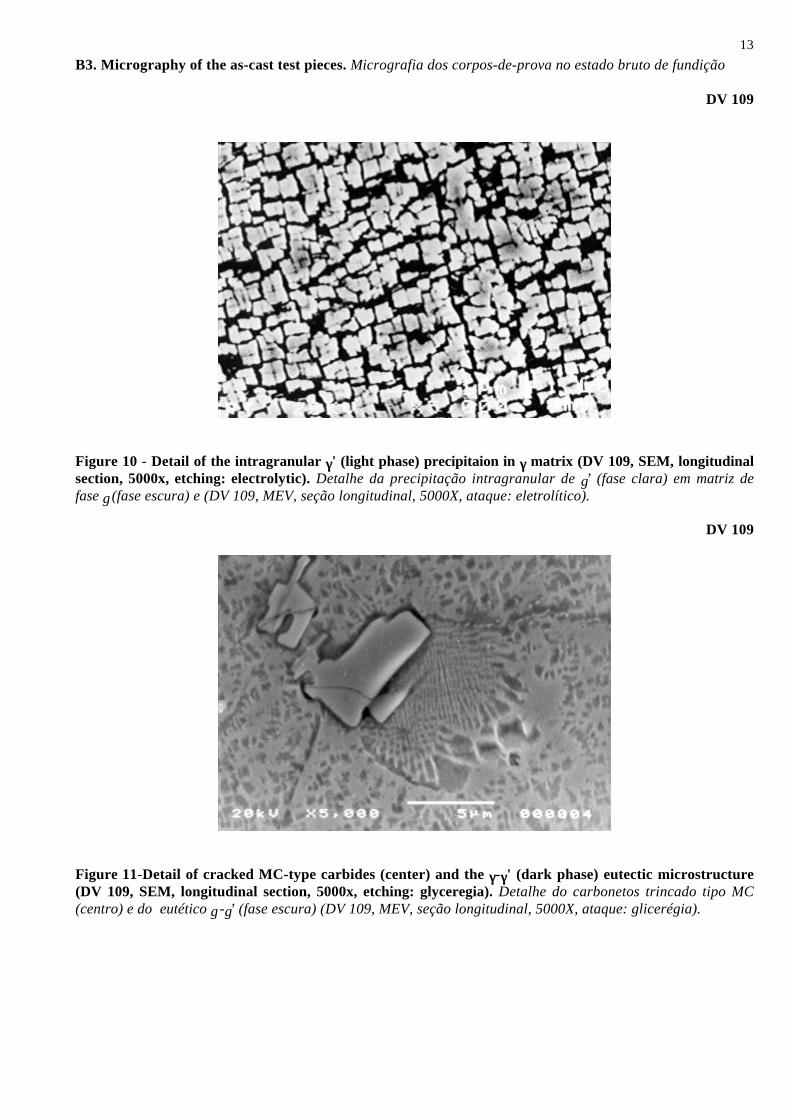
Figure 10 - Detail of the intragranular γγ' (light phase) precipitaion in γγ matrix (DV 109, SEM, longitudinalsection, 5000x, etching: electrolytic). Detalhe da precipitação intragranular de γ’ (fase clara) em matriz defase γ (fase escura) e (DV 109, MEV, seção longitudinal, 5000X, ataque: eletrolítico).
DV 109
Figure 11-Detail of cracked MC-type carbides (center) and the γγ-γγ' (dark phase) eutectic microstructure(DV 109, SEM, longitudinal section, 5000x, etching: glyceregia). Detalhe do carbonetos trincado tipo MC(centro) e do eutético γ -γ’ (fase escura) (DV 109, MEV, seção longitudinal, 5000X, ataque: glicerégia).
14
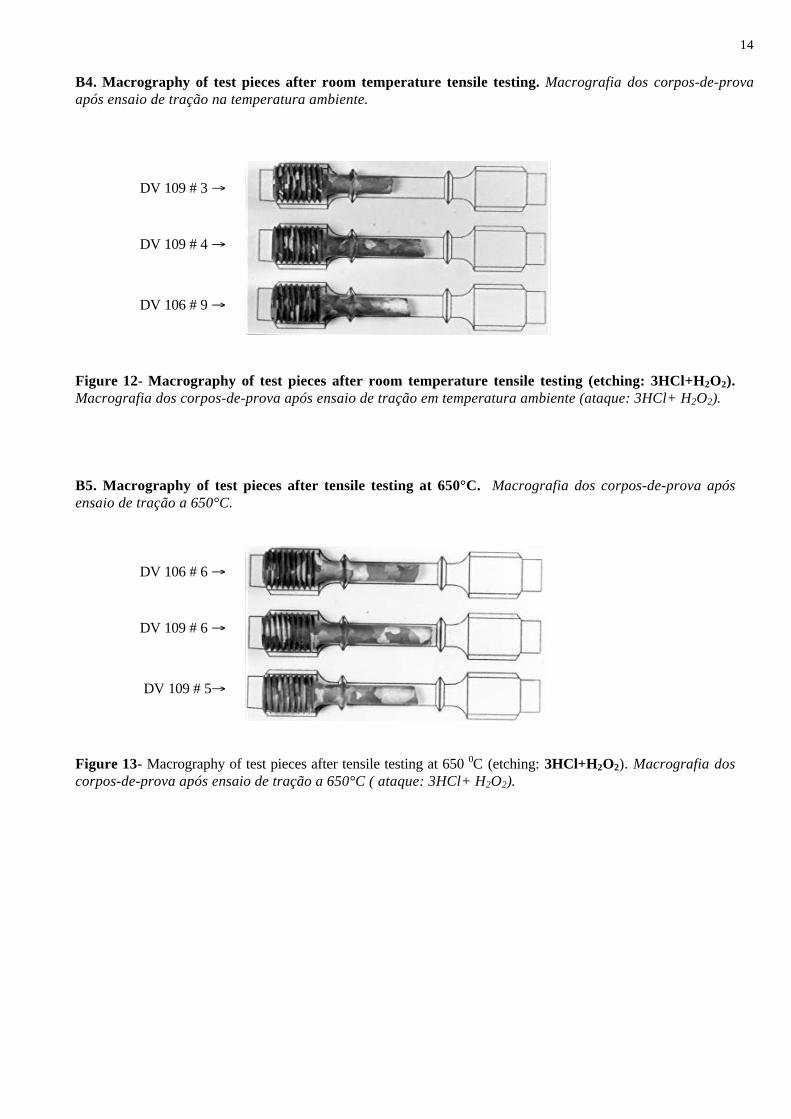
B4. Macrography of test pieces after room temperature tensile testing. Macrografia dos corpos-de-provaapós ensaio de tração na temperatura ambiente.
DV 109 # 3 →
DV 109 # 4 →
DV 106 # 9 →
Figure 12- Macrography of test pieces after room temperature tensile testing (etching: 3HCl+H2O2).Macrografia dos corpos-de-prova após ensaio de tração em temperatura ambiente (ataque: 3HCl+ H2O2).
B5. Macrography of test pieces after tensile testing at 650°C. Macrografia dos corpos-de-prova apósensaio de tração a 650°C.
DV 106 # 6 →
DV 109 # 6 →
DV 109 # 5→
Figure 13- Macrography of test pieces after tensile testing at 650 0C (etching: 3HCl+H2O2). Macrografia doscorpos-de-prova após ensaio de tração a 650°C ( ataque: 3HCl+ H2O2).
15
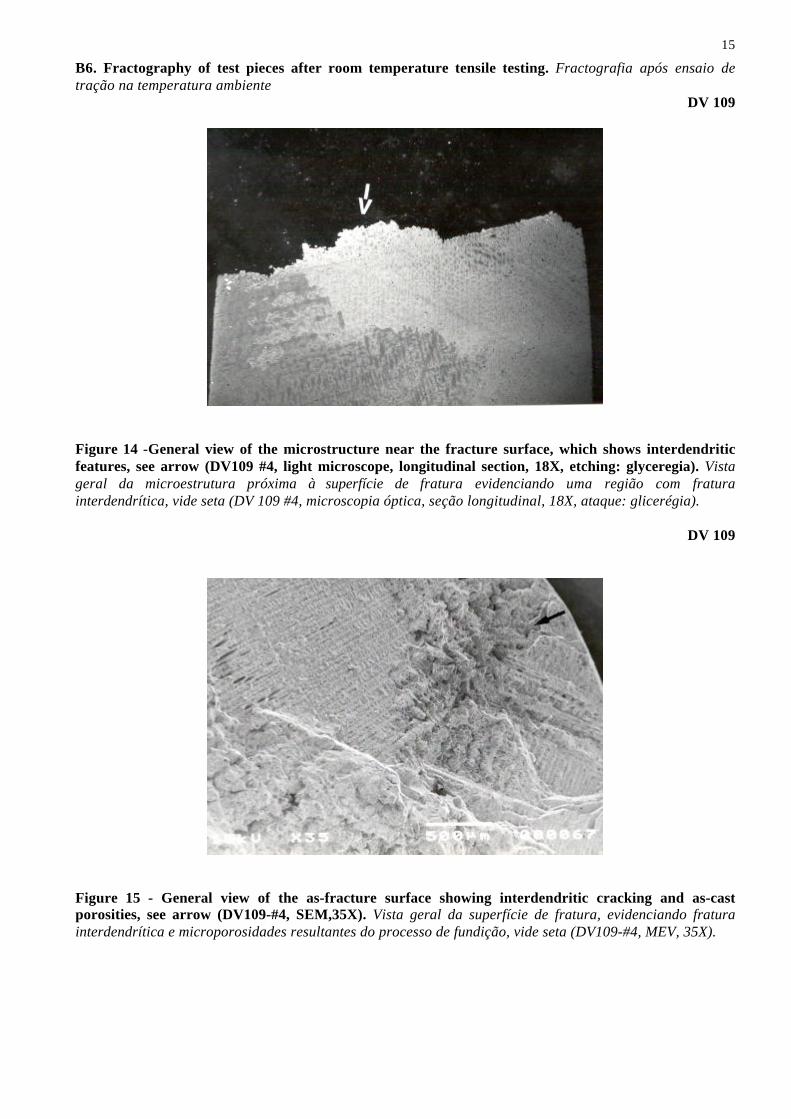
B6. Fractography of test pieces after room temperature tensile testing. Fractografia após ensaio detração na temperatura ambiente
DV 109
Figure 14 -General view of the microstructure near the fracture surface, which shows interdendriticfeatures, see arrow (DV109 #4, light microscope, longitudinal section, 18X, etching: glyceregia). Vistageral da microestrutura próxima à superfície de fratura evidenciando uma região com fraturainterdendrítica, vide seta (DV 109 #4, microscopia óptica, seção longitudinal, 18X, ataque: glicerégia).
DV 109
Figure 15 - General view of the as-fracture surface showing interdendritic cracking and as-castporosities, see arrow (DV109-#4, SEM,35X). Vista geral da superfície de fratura, evidenciando fraturainterdendrítica e microporosidades resultantes do processo de fundição, vide seta (DV109-#4, MEV, 35X).
16
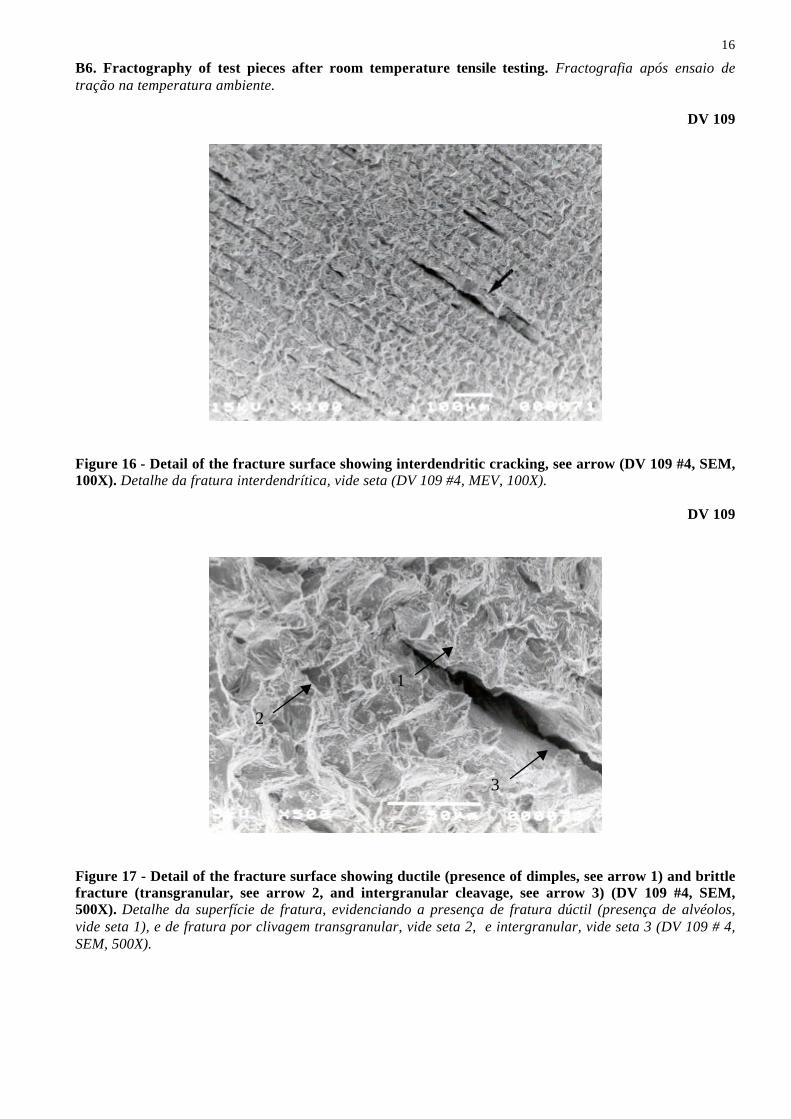
B6. Fractography of test pieces after room temperature tensile testing. Fractografia após ensaio detração na temperatura ambiente.
DV 109
Figure 16 - Detail of the fracture surface showing interdendritic cracking, see arrow (DV 109 #4, SEM,100X). Detalhe da fratura interdendrítica, vide seta (DV 109 #4, MEV, 100X).
DV 109
Figure 17 - Detail of the fracture surface showing ductile (presence of dimples, see arrow 1) and brittlefracture (transgranular, see arrow 2, and intergranular cleavage, see arrow 3) (DV 109 #4, SEM,500X). Detalhe da superfície de fratura, evidenciando a presença de fratura dúctil (presença de alvéolos,vide seta 1), e de fratura por clivagem transgranular, vide seta 2, e intergranular, vide seta 3 (DV 109 # 4,SEM, 500X).
1
3
2
17
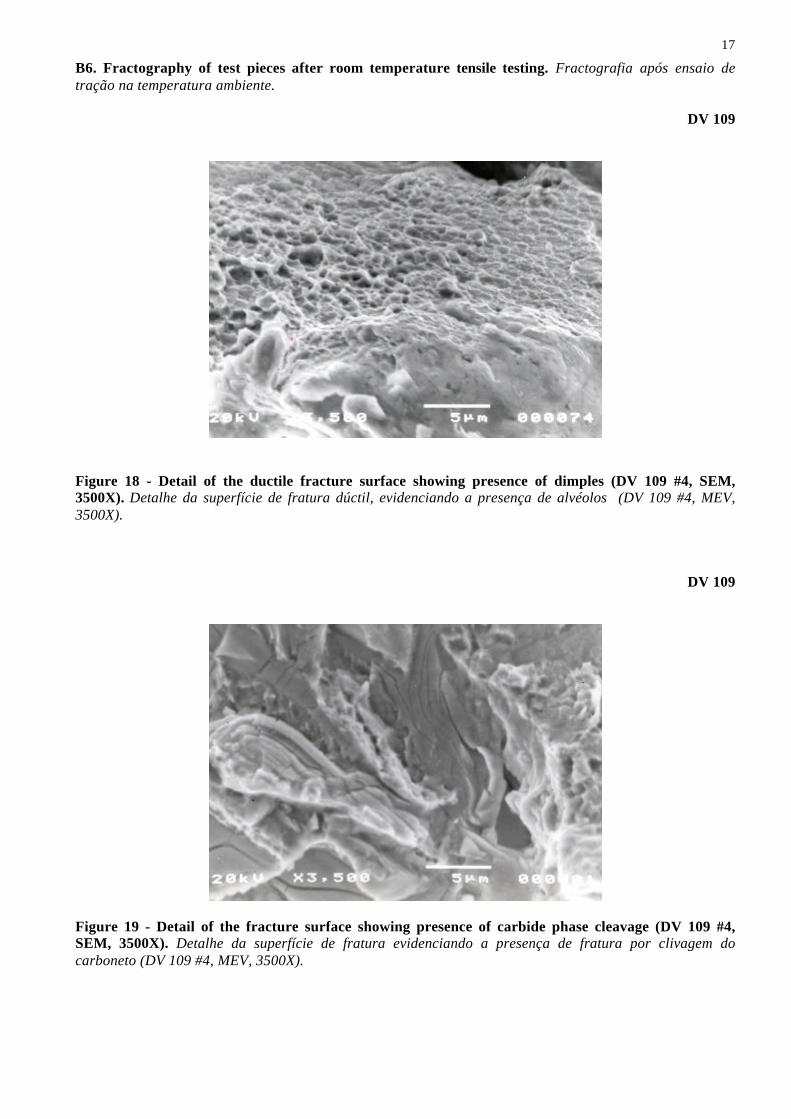
B6. Fractography of test pieces after room temperature tensile testing. Fractografia após ensaio detração na temperatura ambiente.
DV 109
Figure 18 - Detail of the ductile fracture surface showing presence of dimples (DV 109 #4, SEM,3500X). Detalhe da superfície de fratura dúctil, evidenciando a presença de alvéolos (DV 109 #4, MEV,3500X).
DV 109
Figure 19 - Detail of the fracture surface showing presence of carbide phase cleavage (DV 109 #4,SEM, 3500X). Detalhe da superfície de fratura evidenciando a presença de fratura por clivagem docarboneto (DV 109 #4, MEV, 3500X).
18
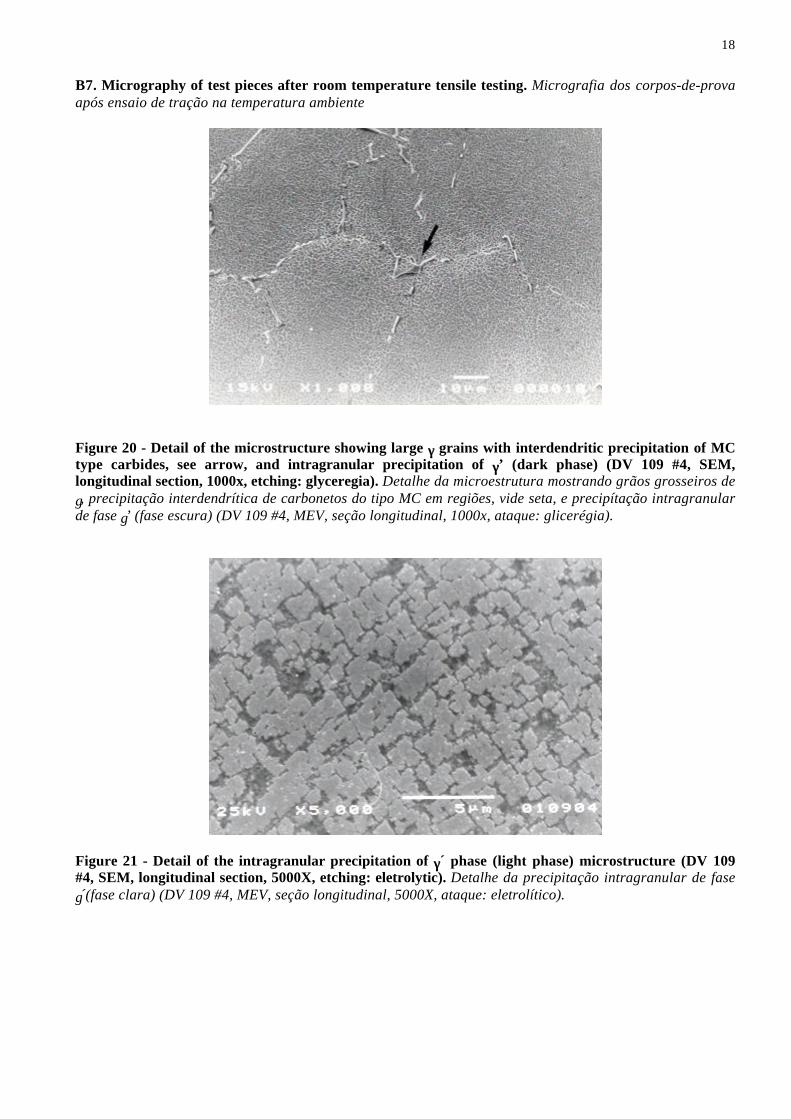
B7. Micrography of test pieces after room temperature tensile testing. Micrografia dos corpos-de-provaapós ensaio de tração na temperatura ambiente
Figure 20 - Detail of the microstructure showing large γγ grains with interdendritic precipitation of MCtype carbides, see arrow, and intragranular precipitation of γγ’ (dark phase) (DV 109 #4, SEM,longitudinal section, 1000x, etching: glyceregia). Detalhe da microestrutura mostrando grãos grosseiros deγ, precipitação interdendrítica de carbonetos do tipo MC em regiões, vide seta, e precipítação intragranularde fase γ’ (fase escura) (DV 109 #4, MEV, seção longitudinal, 1000x, ataque: glicerégia).
Figure 21 - Detail of the intragranular precipitation of γγ´ phase (light phase) microstructure (DV 109#4, SEM, longitudinal section, 5000X, etching: eletrolytic). Detalhe da precipitação intragranular de faseγ́ (fase clara) (DV 109 #4, MEV, seção longitudinal, 5000X, ataque: eletrolítico).
19
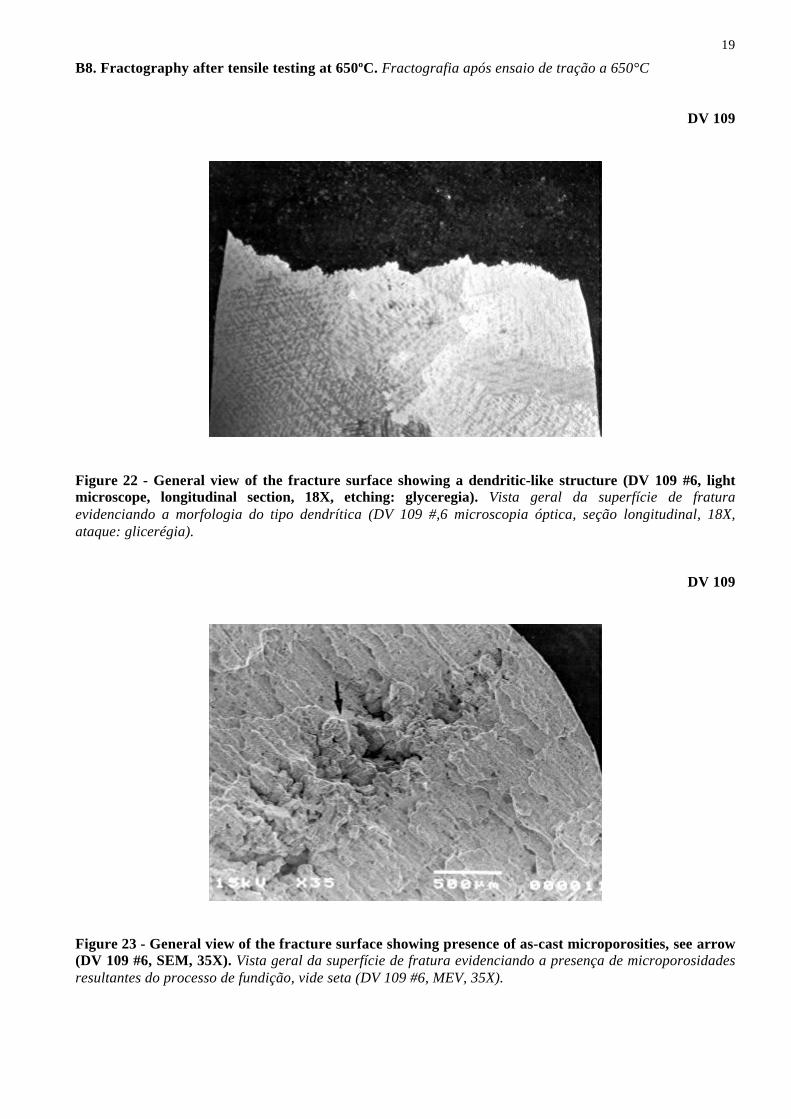
B8. Fractography after tensile testing at 650ºC. Fractografia após ensaio de tração a 650°C
DV 109
Figure 22 - General view of the fracture surface showing a dendritic-like structure (DV 109 #6, lightmicroscope, longitudinal section, 18X, etching: glyceregia). Vista geral da superfície de fraturaevidenciando a morfologia do tipo dendrítica (DV 109 #,6 microscopia óptica, seção longitudinal, 18X,ataque: glicerégia).
DV 109
Figure 23 - General view of the fracture surface showing presence of as-cast microporosities, see arrow(DV 109 #6, SEM, 35X). Vista geral da superfície de fratura evidenciando a presença de microporosidadesresultantes do processo de fundição, vide seta (DV 109 #6, MEV, 35X).
20
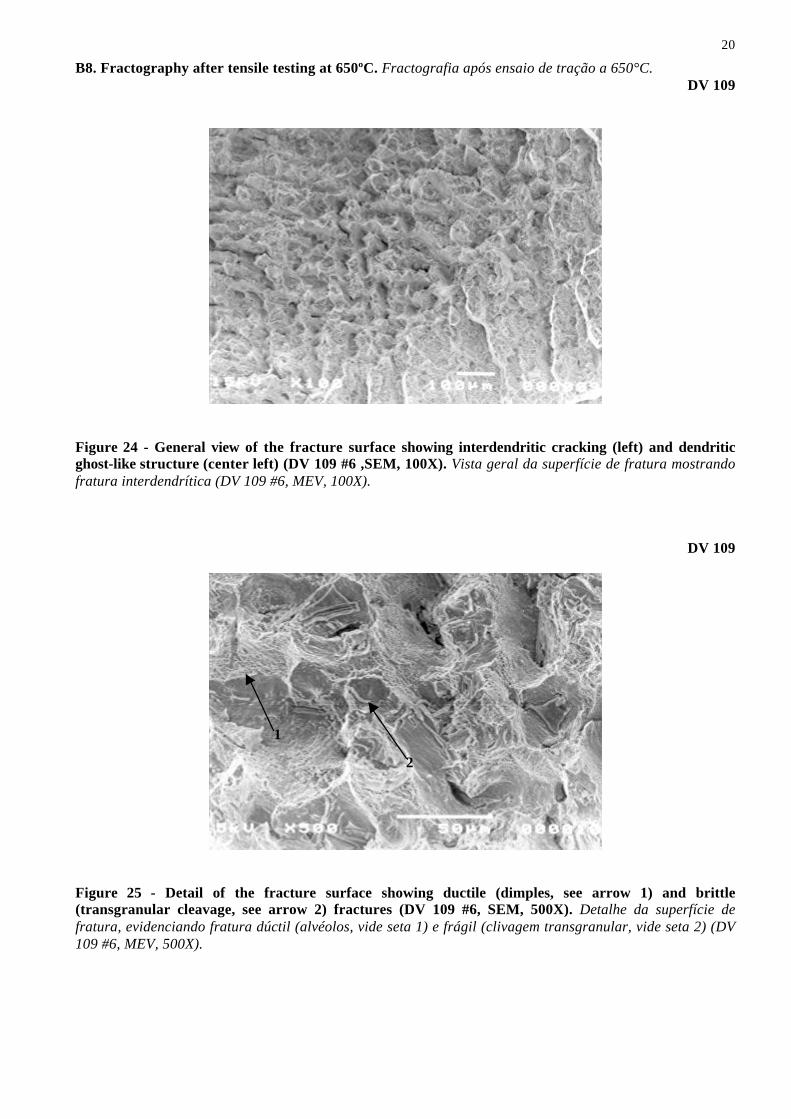
B8. Fractography after tensile testing at 650ºC. Fractografia após ensaio de tração a 650°C.DV 109
Figure 24 - General view of the fracture surface showing interdendritic cracking (left) and dendriticghost-like structure (center left) (DV 109 #6 ,SEM, 100X). Vista geral da superfície de fratura mostrandofratura interdendrítica (DV 109 #6, MEV, 100X).
DV 109
Figure 25 - Detail of the fracture surface showing ductile (dimples, see arrow 1) and brittle(transgranular cleavage, see arrow 2) fractures (DV 109 #6, SEM, 500X). Detalhe da superfície defratura, evidenciando fratura dúctil (alvéolos, vide seta 1) e frágil (clivagem transgranular, vide seta 2) (DV109 #6, MEV, 500X).
1
2
21
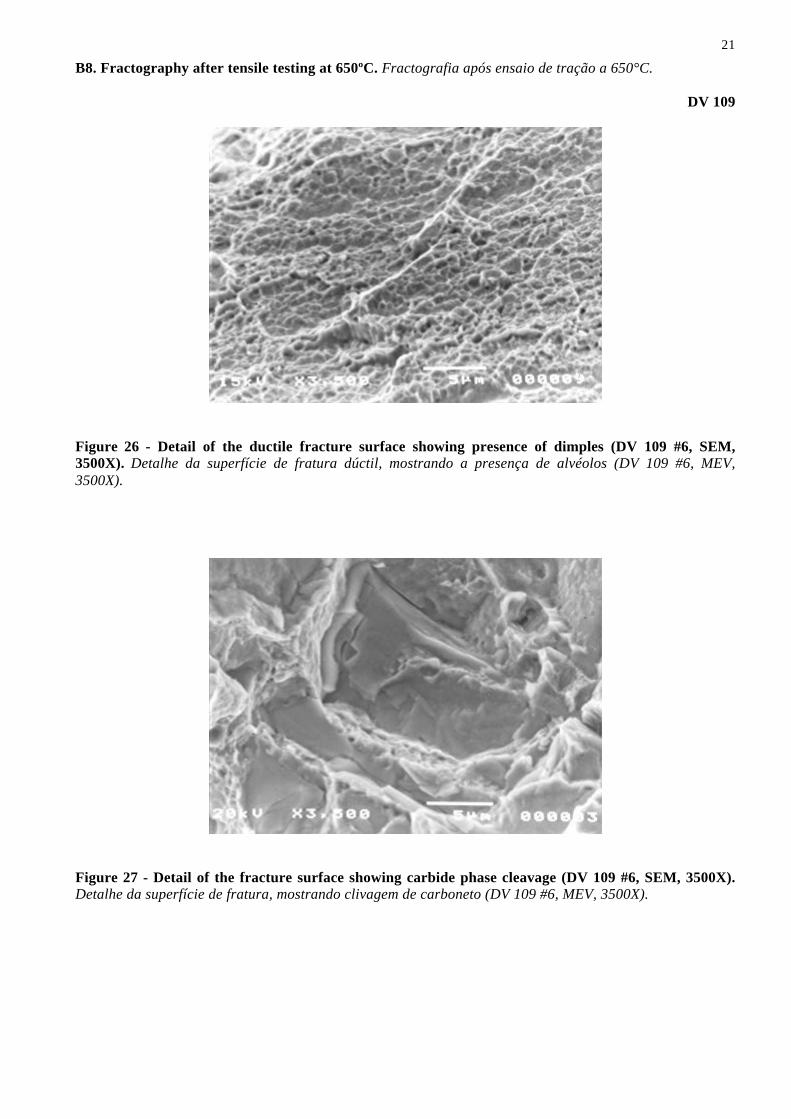
B8. Fractography after tensile testing at 650ºC. Fractografia após ensaio de tração a 650°C.
DV 109
Figure 26 - Detail of the ductile fracture surface showing presence of dimples (DV 109 #6, SEM,3500X). Detalhe da superfície de fratura dúctil, mostrando a presença de alvéolos (DV 109 #6, MEV,3500X).
Figure 27 - Detail of the fracture surface showing carbide phase cleavage (DV 109 #6, SEM, 3500X).Detalhe da superfície de fratura, mostrando clivagem de carboneto (DV 109 #6, MEV, 3500X).
22
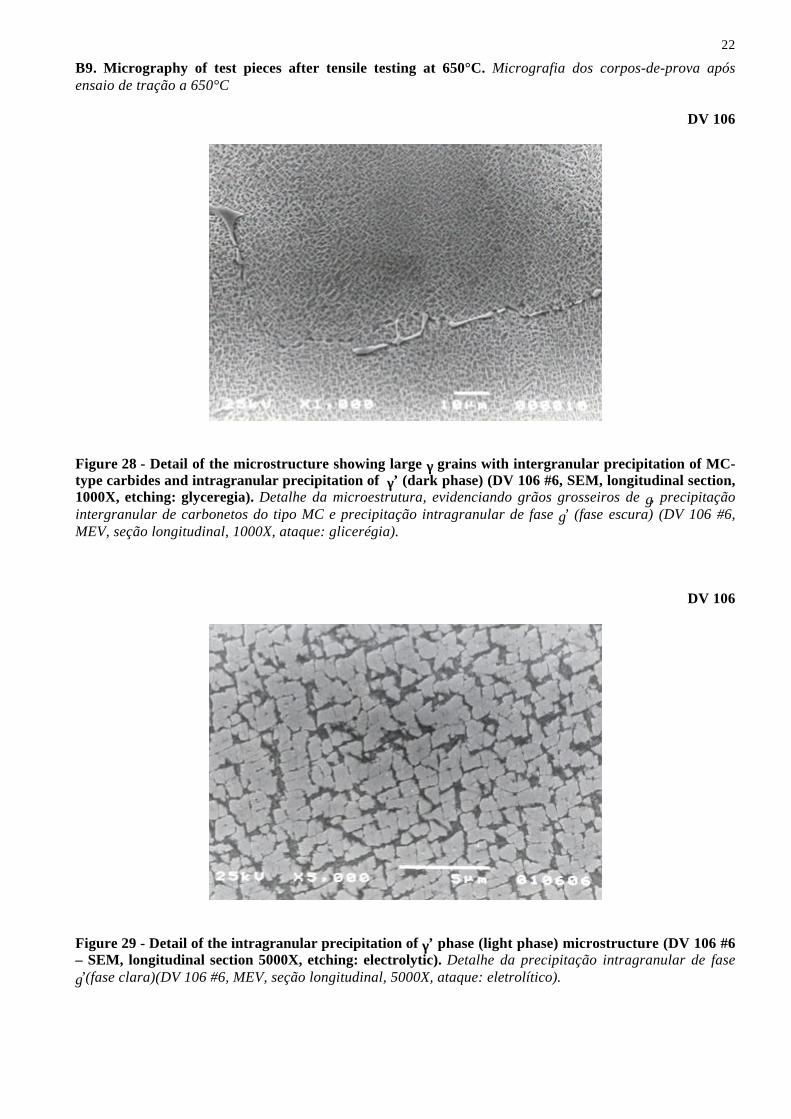
B9. Micrography of test pieces after tensile testing at 650°C. Micrografia dos corpos-de-prova apósensaio de tração a 650°C
DV 106
Figure 28 - Detail of the microstructure showing large γγ grains with intergranular precipitation of MC-type carbides and intragranular precipitation of γγ’ (dark phase) (DV 106 #6, SEM, longitudinal section,1000X, etching: glyceregia). Detalhe da microestrutura, evidenciando grãos grosseiros de γ, precipitaçãointergranular de carbonetos do tipo MC e precipitação intragranular de fase γ’ (fase escura) (DV 106 #6,MEV, seção longitudinal, 1000X, ataque: glicerégia).
DV 106
Figure 29 - Detail of the intragranular precipitation of γγ’ phase (light phase) microstructure (DV 106 #6– SEM, longitudinal section 5000X, etching: electrolytic). Detalhe da precipitação intragranular de faseγ’(fase clara)(DV 106 #6, MEV, seção longitudinal, 5000X, ataque: eletrolítico).
23
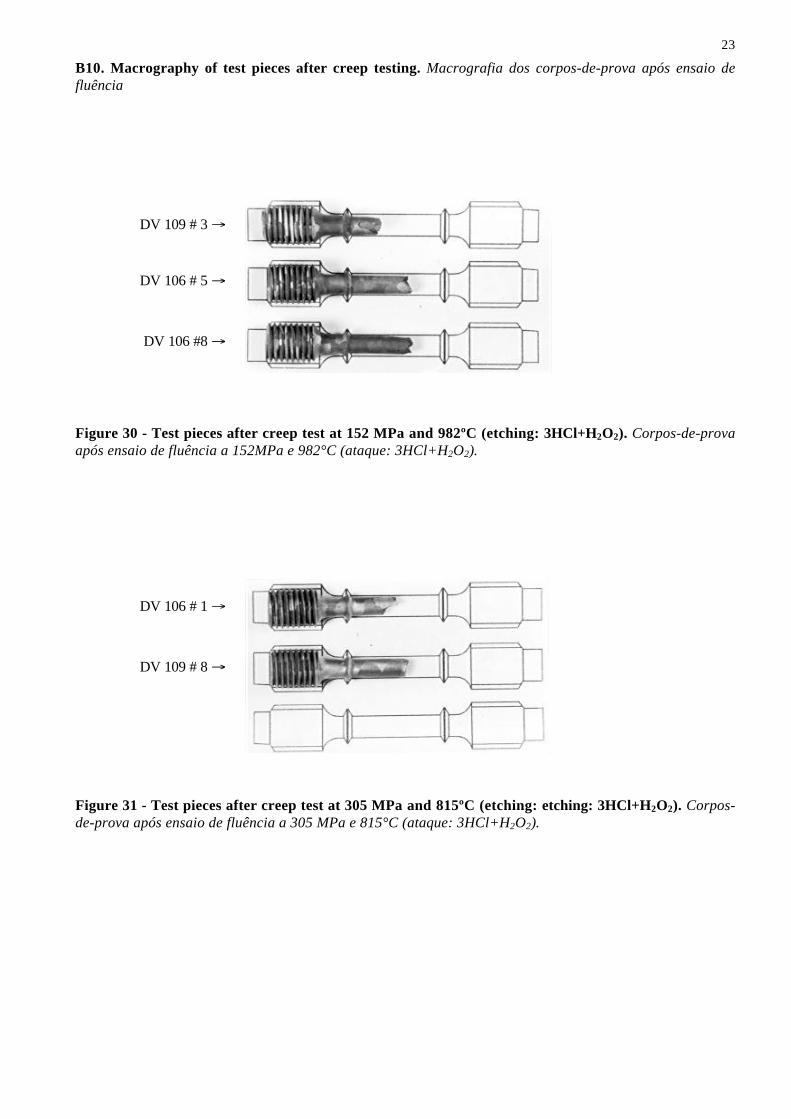
B10. Macrography of test pieces after creep testing. Macrografia dos corpos-de-prova após ensaio defluência
DV 109 # 3 →
DV 106 # 5 →
DV 106 #8 →
Figure 30 - Test pieces after creep test at 152 MPa and 982ºC (etching: 3HCl+H2O2). Corpos-de-provaapós ensaio de fluência a 152MPa e 982°C (ataque: 3HCl+H2O2).
DV 106 # 1 →
DV 109 # 8 →
Figure 31 - Test pieces after creep test at 305 MPa and 815ºC (etching: etching: 3HCl+H2O2). Corpos-de-prova após ensaio de fluência a 305 MPa e 815°C (ataque: 3HCl+H2O2).
24
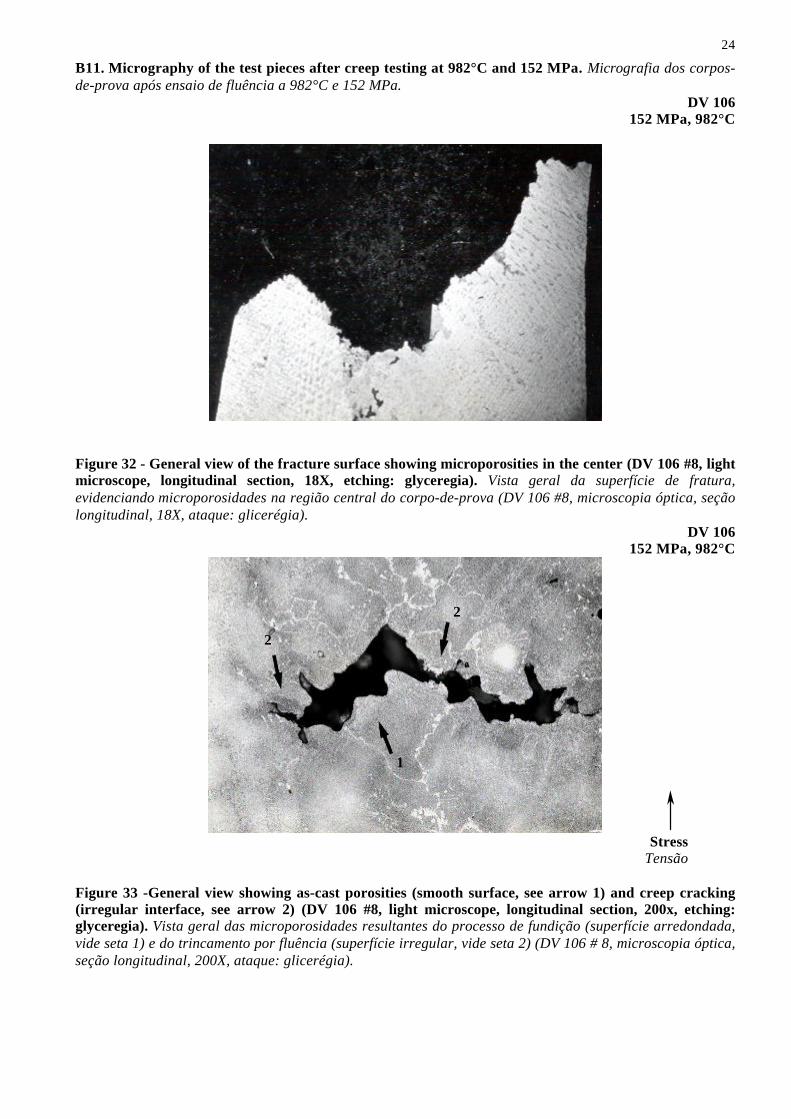
B11. Micrography of the test pieces after creep testing at 982°C and 152 MPa. Micrografia dos corpos-de-prova após ensaio de fluência a 982°C e 152 MPa.
DV 106152 MPa, 982°C
Figure 32 - General view of the fracture surface showing microporosities in the center (DV 106 #8, lightmicroscope, longitudinal section, 18X, etching: glyceregia). Vista geral da superfície de fratura,evidenciando microporosidades na região central do corpo-de-prova (DV 106 #8, microscopia óptica, seçãolongitudinal, 18X, ataque: glicerégia).
DV 106152 MPa, 982°C
StressTensão
Figure 33 -General view showing as-cast porosities (smooth surface, see arrow 1) and creep cracking(irregular interface, see arrow 2) (DV 106 #8, light microscope, longitudinal section, 200x, etching:glyceregia). Vista geral das microporosidades resultantes do processo de fundição (superfície arredondada,vide seta 1) e do trincamento por fluência (superfície irregular, vide seta 2) (DV 106 # 8, microscopia óptica,seção longitudinal, 200X, ataque: glicerégia).
1
2
2
25
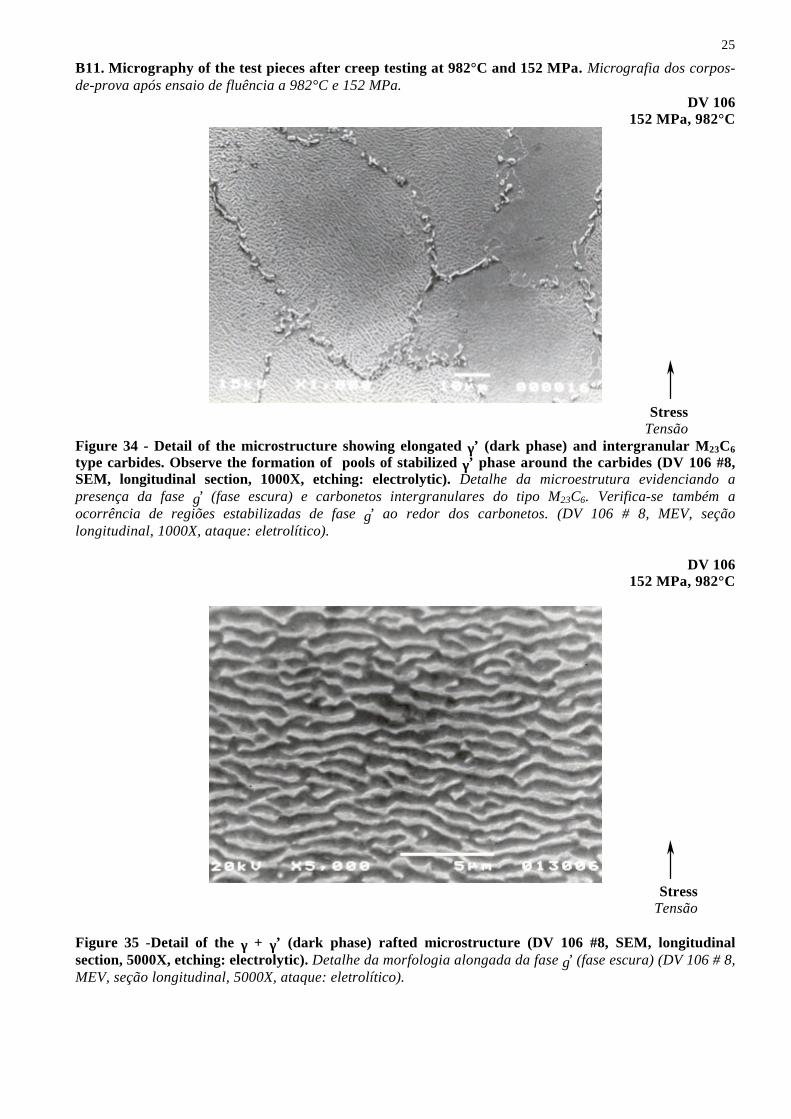
B11. Micrography of the test pieces after creep testing at 982°C and 152 MPa. Micrografia dos corpos-de-prova após ensaio de fluência a 982°C e 152 MPa.
DV 106152 MPa, 982°C
StressTensão
Figure 34 - Detail of the microstructure showing elongated γγ’ (dark phase) and intergranular M23C6
type carbides. Observe the formation of pools of stabilized γγ’ phase around the carbides (DV 106 #8,SEM, longitudinal section, 1000X, etching: electrolytic). Detalhe da microestrutura evidenciando apresença da fase γ’ (fase escura) e carbonetos intergranulares do tipo M23C6. Verifica-se também aocorrência de regiões estabilizadas de fase γ’ ao redor dos carbonetos. (DV 106 # 8, MEV, seçãolongitudinal, 1000X, ataque: eletrolítico).
DV 106152 MPa, 982°C
StressTensão
Figure 35 -Detail of the γγ + γγ’ (dark phase) rafted microstructure (DV 106 #8, SEM, longitudinalsection, 5000X, etching: electrolytic). Detalhe da morfologia alongada da fase γ’ (fase escura) (DV 106 # 8,MEV, seção longitudinal, 5000X, ataque: eletrolítico).
26
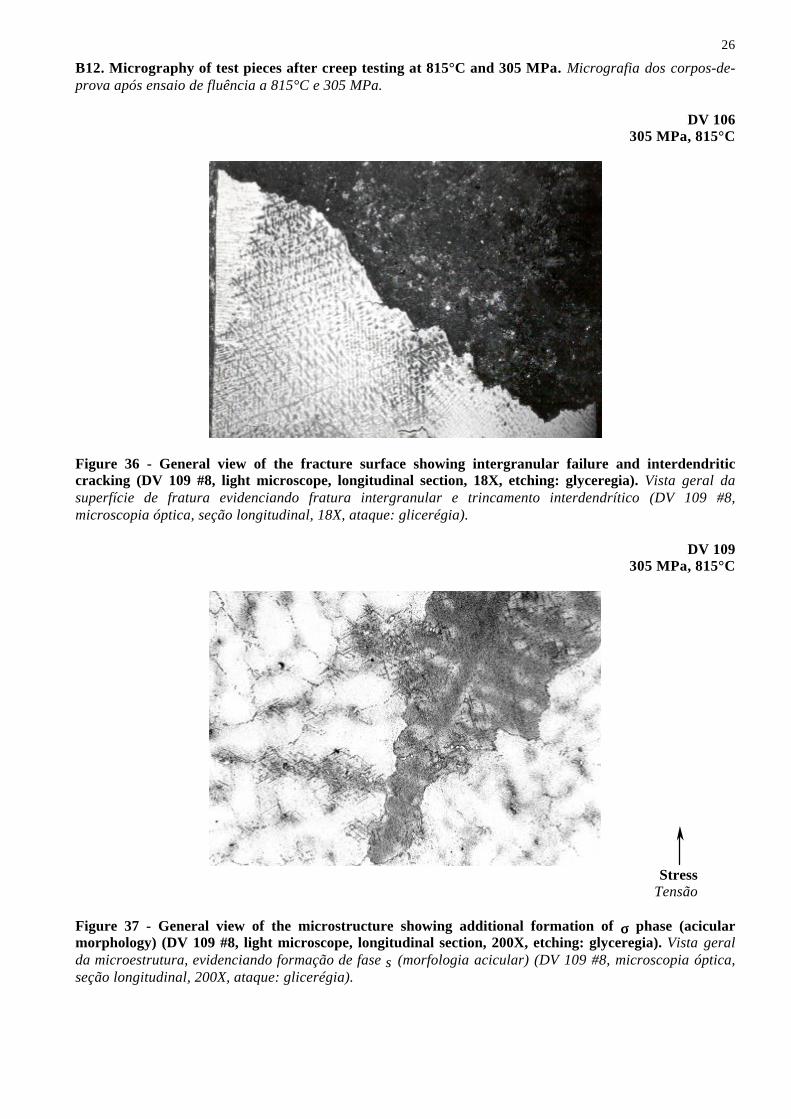
B12. Micrography of test pieces after creep testing at 815°C and 305 MPa. Micrografia dos corpos-de-prova após ensaio de fluência a 815°C e 305 MPa.
DV 106305 MPa, 815°C
Figure 36 - General view of the fracture surface showing intergranular failure and interdendriticcracking (DV 109 #8, light microscope, longitudinal section, 18X, etching: glyceregia). Vista geral dasuperfície de fratura evidenciando fratura intergranular e trincamento interdendrítico (DV 109 #8,microscopia óptica, seção longitudinal, 18X, ataque: glicerégia).
DV 109305 MPa, 815°C
StressTensão
Figure 37 - General view of the microstructure showing additional formation of σσ phase (acicularmorphology) (DV 109 #8, light microscope, longitudinal section, 200X, etching: glyceregia). Vista geralda microestrutura, evidenciando formação de fase σ (morfologia acicular) (DV 109 #8, microscopia óptica,seção longitudinal, 200X, ataque: glicerégia).
27
B12. Micrography of test pieces after creep testing at 815°C and 305 MPa. Micrografia dos corpos-de-prova após ensaio de fluência a 815°C e 305 MPa.
DV 109305 MPa, 815°C
StressTensão
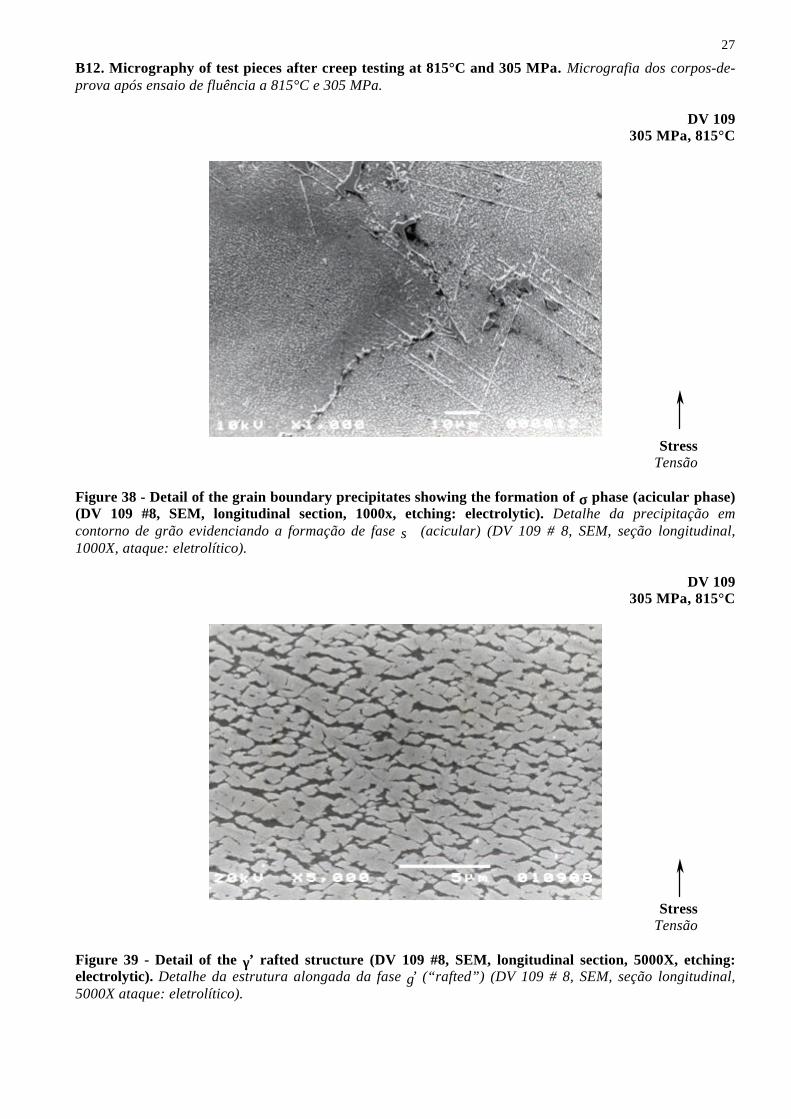
Figure 38 - Detail of the grain boundary precipitates showing the formation of σσ phase (acicular phase)(DV 109 #8, SEM, longitudinal section, 1000x, etching: electrolytic). Detalhe da precipitação emcontorno de grão evidenciando a formação de fase σ (acicular) (DV 109 # 8, SEM, seção longitudinal,1000X, ataque: eletrolítico).
DV 109305 MPa, 815°C
StressTensão
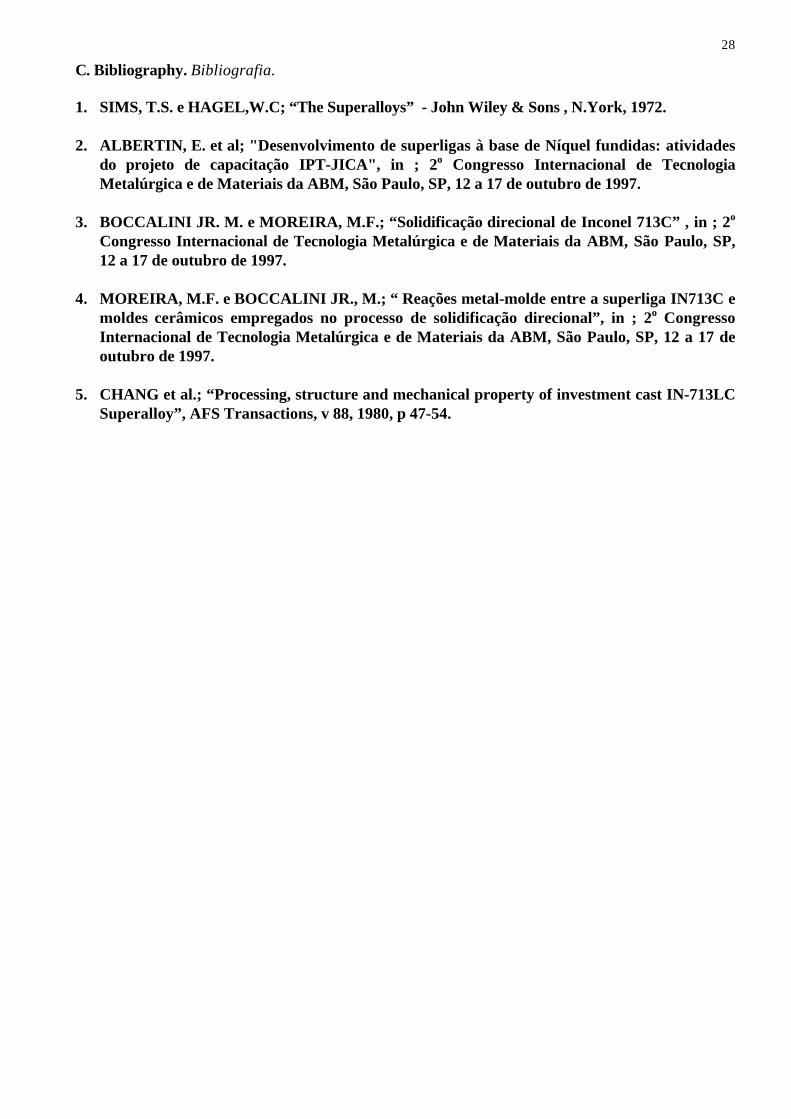
Figure 39 - Detail of the γγ’ rafted structure (DV 109 #8, SEM, longitudinal section, 5000X, etching:electrolytic). Detalhe da estrutura alongada da fase γ’ (“rafted”) (DV 109 # 8, SEM, seção longitudinal,5000X ataque: eletrolítico).
28
C. Bibliography. Bibliografia.
1. SIMS, T.S. e HAGEL,W.C; “The Superalloys” - John Wiley & Sons , N.York, 1972.
2. ALBERTIN, E. et al; "Desenvolvimento de superligas à base de Níquel fundidas: atividadesdo projeto de capacitação IPT-JICA", in ; 2o Congresso Internacional de TecnologiaMetalúrgica e de Materiais da ABM, São Paulo, SP, 12 a 17 de outubro de 1997.
3. BOCCALINI JR. M. e MOREIRA, M.F.; “Solidificação direcional de Inconel 713C” , in ; 2o
Congresso Internacional de Tecnologia Metalúrgica e de Materiais da ABM, São Paulo, SP,12 a 17 de outubro de 1997.
4. MOREIRA, M.F. e BOCCALINI JR., M.; “ Reações metal-molde entre a superliga IN713C emoldes cerâmicos empregados no processo de solidificação direcional”, in ; 2o CongressoInternacional de Tecnologia Metalúrgica e de Materiais da ABM, São Paulo, SP, 12 a 17 deoutubro de 1997.
5. CHANG et al.; “Processing, structure and mechanical property of investment cast IN-713LCSuperalloy”, AFS Transactions, v 88, 1980, p 47-54.





























