Embed Size (px)
Citation preview

Niederdruckguss- Zylinderkurbelgehäuse Optimal für hochbelastete Diesel- und Ottomotoren (Pkw-Motoren)

2
1. Erfolgsstory
Die Substitution von Grauguss durch Aluminium beim Zylin-derkurbelgehäuse (ZKG), auch Motorblock genannt, begann Anfang der 1970er Jahre bei großvolumigen bzw. vielzylind-rigen Motoren der Fahrzeugoberklasse. Das damalige Er-folgsrezept hieß Niederdruck Kokillenguss-ZKG aus der über-eutektischen Legierung AlSi17Cu4Mg/ALUSIL®. Mittlerweile hat die Substitutionswelle die Massenmotorisierung erfasst.
Veränderte Zielsetzungen und Rahmenbedingungen haben dem Markt eine Vielzahl von Konzepten beschert. Erstaun-lich ist allerdings, dass sich die ursprüngliche Technologie im genannten Marktsegment bis in die heutige Zeit hinein behaupten konnte. Dies spricht für ihre besonderen Quali-täten.
2. Bauart und Zylinderzahl bestimmen Wirtschaft-lichkeit von Gießverfahren
In wirtschaftlicher Hinsicht konkurrieren hochautomatisierte Gießverfahren, die Sandformen verwenden und daher mit
ihrer Taktzeit nicht an die Erstarrung gebunden sind, bei Rei-henmotoren mit dem Druckguss, bei V-Motoren häufig mit dem Niederdruck Kokillenguss (für beide Kategorien übliche jährliche Produktionsmengen unterstellt). Fortwährende Pro- zessoptimierung versetzt die KS Aluminium-Technologie heute in die Lage, trotz verfahrensbedingt spürbar längerer Erstarrungszeit, den Niederdruckgießprozess für V-Motoren wettbewerbsfähig mit dem Druckguss zu gestalten (Abb. 1).
3. Niederdruckguss
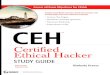
3.1 GießprozessDie Bezeichnung Niederdruckguss – hier Niederdruck-Ko-killenguss – bezieht sich auf die Bedingungen während der Formfüllung und Erstarrung (Abb. 2). Die Kokille wird langsam in vertikaler Richtung und daher turbulenzarm mit geringem Überdruck, der während der Erstarrung aufrecht-erhalten werden muss, gefüllt. Unter einer Kokille befindet sich ein Ofen, der über ein vertikales Steigrohr mit dieser verbunden ist. Wird der Ofen druckbeaufschlagt, steigt der Metallspiegel über das Steigrohr in die Kokille. Die Erstar-rungsfront läuft umgekehrt vom höchsten bzw. entferntes-
Abb. 1: Niederdruckguss-Zylinderkurbelgehäuse und Bedplate des Porsche V8 aus der ALUSIL® -Legierung

3
ten Punkt des Gussteils zum beheizten Anguss. Bei korrek-ter Prozessführung, die durch entsprechende, zeitlich richtig gesteuerte Formkühlung (hier Stahlkokille unterstellt) zu gewährleisten ist, kommt man dem Ideal der gerichteten Erstarrung prinzipbedingt recht nahe. Für das Gussteil ins-gesamt betrachtet, bedeutet dies tendenziell ein Plus in puncto Qualität gegenüber dem Schwerkraftguss.
3.2 Optimierte Kokille: Gelungene Synthese Bauteilkonstruktion – GießtechnikNiederdruckguss eignet sich grundsätzlich für verlorene For-men (Sandformen) und Dauerformen (Stahlkokillen) sowie Kombinationen (Stahl-/Sand-Halbkokillen bzw. Stahlkokillen mit Sandkernen) (Abb. 3). Dauerformen ermöglichen Zehn- tausende von Abgüssen bis zum Erreichen der Verschleiß-grenze.
Reine Stahlkokillen unterliegen allerdings streng der Bedin-gung der uneingeschränkten Ausformbarkeit. Größte kon- struktive Freiheit gewähren dagegen Sandformen. Sie schlie-ßen allerdings den Einsatz von Formkühlungen und damit eine größere Einflussnahme auf die Temperaturführung aus. Vorbildliche Konstruktionen bestechen meist auch durch ihre gestalterische Klarheit und in gewisser Hinsicht auch Einfachheit. So hat sich beim im Niederdruckguss herge-stellten ZKG die Stahlkokille bei Reduzierung der Anzahl der Sandkerne auf den Wassermantel zur Darstellung der Closed-deck-Bauweise überaus bewährt.
4. Wissenswertes über Aluminium- Gusslegierungen
Gusslegierungen für Aluminium-ZKG sind Aluminium-Silizi-um-Legierungen, wobei Sekundärlegierungen dominieren. Nach dem Silizium-Anteil (weniger oder mehr als 12 Gew. % = Eutektikum, d. h. Silizium-Anteil gemäß dem niedrigsten Schmelzpunkt der Legierung) werden sie als unter- bzw. übereutektisch bezeichnet. Typische Vertreter sind AlSi8Cu3 bzw. AlSi17Cu4Mg/ALUSIL®. Daneben wird zwischen kalt und warmaushärtenden Legierungen unterschieden. Erstere haben nennenswerte Kupfer(Cu)-, letztere, weitgehend kup-ferfrei, geringe Magnesium(Mg)-Anteile. Warmaushärtung bedeutet Lösungsglühen, Abschrecken und anschließende Warmauslagerung, die zur Erreichung der spezifizierten ho-hen Festigkeit und Härte dieser Legierungsgruppe unbedingt erforderlich ist. Kaltaushärtende Legierungen erreichen da-gegen auch bei Raumtemperatur nach ca. 48 Stunden ge-brauchsfähige Eigenschaften.
Abb. 3: Moderne Niederdruck-Gießzelle mit Roboterunter-stützung
Pinolenjoch mit beweglicher Formhälfte
geöffnete Kokille
feste Formhälfte
hydraulische Zylinderpinolenzüge
Zylinderpinolen
Gussteil hydraulische Seitenschiebezüge
Steigrohr
Hubtisch mit ca. 2 m Hub
Gießofen mitSchmelze
Abb. 2: Niederdruckguss-Gießzelle

4
eine funktionsfähige Zylinderlauffläche. Die Verwendung von Zylinderlaufbuchsen zur Lösung dieses Problems ist da-her nahe liegend. Diese schaffen andererseits heterogene Verhältnisse mit hinsichtlich Motorfunktion potenziell nach-teiligen Eigenschaften.
6. Monolithische und quasi-monolithische Zylin-derkurbelgehäuse
Monolithische bzw. quasi-monolithische Verhältnisse ver-meiden diese Nachteile weitgehend. Nur mit übereutekti-schen Legierungen (ALUSIL®) werden „Gehäuse aus einem Guss“ erzeugt, die keiner zusätzlichen Bewehrung in den Zylinderbohrungen bedürfen. Die tribologische Eignung be-ruht auf der Ausscheidung sogenannten primären Siliziums, das in Form von kleinen, an der Oberfläche freizulegenden Körnern (Traggerüst für Laufpartner Kolben und Kolbenringe) vorliegt (Abb. 4). ALUSIL® ist nach Stand der Technik weitge-hend an den Niederdruckguss gebunden. Die KS Aluminium-Technologie nimmt in diesem Bereich eine dominante Posi-tion im europäischen Markt ein.
6.1 Beschichtete ZylinderbohrungenQuasimonolithisch ist gleichbedeutend mit in Bezug auf das Gehäuse rückwirkungsfreier Bewehrung in den Zylin-derbohrungen. Beim Niederdruckguss-ZKG aus einer Stan-dard-Legierung sind dies dünne Schichten aus einem tribol-gisch geeigneten Beschichtungswerkstoff. Neben den – bei Mehrzylinder-Serienmotoren nur noch selten angewandten – galvanisch abgeschiedenen Nickel-Siliziumkarbid(Ni-SiC)-Dispersionsschichten sind heute die Plasma- bzw. verschie-dene andere thermische Spritzschichten zu nennen. Diese befinden sich bei den Automobilherstellern im Aufwind und sind heute bereits in einzelnen Motoren im Serieneinsatz – Tendenz stark steigend. Die Laufflächenbeschichtungen stel-len hohe Anforderungen an die Oberflächengüte (Stichwort: Poren), die am Besten von Niederdruck-Kokillengussteilen erfüllt werden. Mit der heutigen Druckgusstechnologie wird allerdings mittlerweile ebenfalls eine für die Beschichtung in Großserie notwendige Oberflächenqualität prozesssicher eingestellt.
Eine Wärmebehandlung ist bei thermisch beanspruchten Bauteilen wie dem ZKG jedoch generell zu empfehlen, um die „Volumenstabilität“ herbeizuführen. Das sogenannte „Wachstum“ nicht wärmebehandelter ZKG ist gleichbedeu-tend mit einer unkontrollierten, irreversiblen Ausdehnung (z. B. bleibendem Zylinderverzug) unter Temperatureinwir-kung im Motorbetrieb. Konventionell druckgegossene Bau- teile sind dagegen nicht voll wärmebehandelbar, da ver-fahrensbedingt eingeschlossene Gasporen unter Hochtem-peratureinwirkung zur Bauteilzerstörung führen. Warmaus-härtende Legierungen sind, sofern ihr Einsatz für notwendig erachtet wird, nur im Schwerkraft- bzw. Niederdruckguss sinnvoll einsetzbar. Ähnliches gilt für die Schweißbarkeit.
Abb. 4: Freigelegtes Silizium einer ALUSIL®-Zylinderoberfläche
5. Zylinderkurbelgehäuse-Konzepte
Im Gegensatz zum bisher weitgehend in einem einheitli-chen Konzept hergestellten ZKG aus Grauguss, das bei per-litischer Gefügeausbildung die Zylinderlaufflächen bereits enthält, eröffnen sich bei Aluminium sehr unterschiedliche Möglichkeiten.
Diese betreffen die Konzeptbausteine Bauart (Konstruk-tion), Legierung, Gießverfahren und Zylinderlauffläche, wo-bei mannigfaltige Unverträglichkeiten zu beachten sind. Der übergeordnete Aspekt ist daher die Kompatibilität der Kon-zeptbausteine. Selbst wenn die übrigen Konzeptbausteine unter einen Hut zu bringen sind, fehlt im allgemeinen noch

5
7. Das KS Aluminium-Technologie-Motto: „Konzeptdefinition von innen nach außen“
Beim Wettbewerb der Konzepte steht die Motorfunktion (ge- ringer Zylinderverzug, minimaler Ölverbrauch, geringer Zy-linderverschleiß usw.) neben niedrigen Herstellkosten im Vordergrund.
Eigene technische Lösungsansätze der KS Aluminium-Tech-nologie grenzen sich gegenüber vielen Wettbewerbslösun-gen dadurch entscheidend ab, dass sie sich eng an der Mo-torfunktion orientieren. Dies resultiert aus dem Anspruch, dem Kunden nicht nur mit breit angelegter gießtechnischer Erfahrung zur Verfügung zu stehen, sondern ganzheitliche Problemlösungen anzubieten und dabei die motorische Kompetenz einzubringen.
Der neuralgische Punkt für die Motorfunktion ist und bleibt die Zylinderlauffläche. Die KS Aluminium-Technologie defi-niert daher Motorblock-Konzepte „von innen nach außen“ und nicht umgekehrt. Für eine optimale Motorfunktion ist eine möglichst homogene Lösung grundsätzlich von Vorteil. Dies impliziert Aluminium-Zylinderlaufflächen, idealerweise auf der Basis eines monolithischen Gehäuses (Abb. 5). Mo-nolithische bzw. quasi-monolithische ZKG zeichnen sich im Vergleich mit heterogenen, z. B. mit eingegossenen Buchsen aus Grauguss, wie folgt aus:
Geringere MasseBei einem V8-ZKG in üblicher Baugröße macht dies z. B. immerhin einen Unterschied von 3,5 bis 4,5 kg aus.
Kompakteste Auslegung Es lassen sich schmale Stege zwischen den Zylindern mit Minimalabmessungen darstellen (bis zu min. 4 mm).
Hervorragende Wärmeleiteigenschaften von Aluminium sind voll nutzbarDies bedeutet eine thermische Entlastung bzw. Redu-zierung der Wassermanteltiefe (des Kühlmittelvolumens im ZKG) und der Kühlmittelfördermenge (reduzierte Küh-lungsmaßnahmen erwärmen den Motor rascher und er-höhen die Zylinderwandtemperatur in der Aufwärmpha-se). So lässt sich eine insgesamt positive Auswirkung auf die HC-Kaltstart Emission erzielen.
Geringerer thermischer ZylinderverzugDie hervorragenden Wärmeleiteigenschaften verringern die thermische Unrundheit (Temperaturunterschiede = unterschiedliche thermische Ausdehnung entlang des Zylinderumfangs).
Geringerer (Langzeit-)ZylinderverzugEs gibt:
keine Spalte zwischen Buchse und Umguss mit örtlich differierendem Wärmefluss.
keine den Zylinderverzug zwangsläufig begünstigen-den Effekte, verursacht durch Unrundheit bzw. unge-naue Positionierung eingegossener Buchsen (Tole- ranzprobleme): Durch Schwindung/Aufschrumpfen des Aluminium-Umgusses verformte, exzentrische ge- bohrte Buchsen im mechanischen Verbund mit einem anderen Werkstoff (mit größerem Elastizitäts-Modul und kleinerem Wärmeausdehnungskoeffizienten).
keine schwierig beherrschbaren Eigenspannungssitu-ationen (Zielkonflikt zwischen Volumenstabilisierung, Wärmebehandlung und Buchsenfestsitz bei Motorbe-triebstemperatur; Abbau von Eigenspannungen durch Wärmebehandlung usw.).
Abb.5: Unbewehrte ALUSIL®-Zylinderlaufläche

6
Ein ALUSIL®-ZKG bietet darüber hinaus weitere Vorteile:
Höhere, insbesondere dynamische Werkstoff-Festigkeit mit deutlich geringerer Kriechneigung: Sicherere Ver-schraubung (kleinere Setzbeträge) und
um ca. 12 % höheren Elastizitäts-Modul im Vergleich mit Standard-Legierungen: Etwas geringere Bauteilver-formung, tendenziell günstigeres Geräuschverhalten („NVH“) infolge höherer Bauteilsteifigkeit.
Kleinere Spiele
Kolbeneinbau/Kolbenlaufspiel (ähnliche Wärmeaus-dehnungskoeffizienten auf der Kolben- und Zylinder-seite): geringeres Kolbengeräusch.
Kurbelwellenwarmspiel (um ca. 15 % kleinerer Wärme-ausdehnungskoeffizient im Vergleich mit Standard-Legierungen): Geringere Geräuschanregung, geringere Hauptlagerspaltverluste.
Äquivalent verschleißfeste, sehr wenig fressempfind-liche und mit allen bekannten Kraftstoffen kompatible
Zylinderlauffläche mit vergleichsweise geringer Rau-heit: Feine Ölfilmverteilung (optimiert für niedrigen Ölverbrauch und günstige HC-Emission), reduzierte Reibung und weniger Kolbenringverschleiß.
Keinerlei Recyclingprobleme mangels eingegossener „Fremdkörper“, die den Eisengehalt der Schmelze er-höhen und die Metallqualität verschlechtern.
In der Technik gehen bekanntlich auch gute Lösungen stets mit Kompromissen einher. Bei ALUSIL® verhält es sich nicht anders. Da ist zunächst die Notwendigkeit einer Beschich-tung des Kolbenschafts zu nennen – nach Stand der Tech-nik eine dünne Eisenschicht, neuerdings auch alternative Schichten auf Kunststoffbasis mit Einlagerungsstoffen. Dann werden gelegentlich immer wieder alte Vorurteile strapa-ziert, wie die Gefahr mangelhafter Siliziumverteilung durch Vorausscheidung, die schlechtere Bearbeitbarkeit der über-eutektischen Legierung sowie die nasschemische Freilegung (Ätzen) der Siliziumkörner nach dem Honen. Diese sind heu- te kaum mehr stichhaltig. Nach Jahrzehnten Produktions-erfahrung kann der Gießprozess in sehr engen Grenzen ge-fahren werden, und die mechanische Bearbeitung wird zu-friedenstellend beherrscht (Taktzeit, Werkzeugverschleiß).
Abb. 6: Niederdruckguss-Zylinderkurbelgehäuse und Bedplate des Audi V6 aus der ALUSIL® -Legierung

7
Vorausgesetzt, die richtigen Schneidmittel (z. B. PKD) in Ver-bindung mit angepassten Bearbeitungsparametern kommen zur Anwendung. Hinzu kommt, dass die „Chemie“ längst durch einen mechanischen Bearbeitungsschritt (3. Honstu-fe) ersetzt werden kann. Insgesamt zählen letztlich bei gege-bener technologischer Funktionalität nur die Systemkosten. Hier schneidet ALUSIL® auf jeden Fall sehr günstig ab.
8. Ausgeführte Beispiele
Das ALUSIL®-Konzept in Verbindung mit den qualitativen Vorteilen des Niederdruck-Kokillengießverfahrens nimmt da- her auch weiterhin eine Spitzenstellung ein. Dies belegen die Produkte namhafter Hersteller, die dieses Konzept in der laufenden Serie anwenden und/oder für ihre zukünftigen Produkte eine entsprechende Entscheidung getroffen haben (Abb. 6 und 7).
Der Niederdruck Kokillenguss in Verbindung mit Standard-Legierungen ist darüber hinaus eine sichere Basis für die Be-schichtung von Zylinderbohrungen. Hersteller, die entspre-chende Technologien favorisieren, seien es herkömmliche oder zukünftige, schätzen die qualitativen Vorzüge dieses
Gießverfahrens. In jüngerer Zeit gewinnt das Niederdruck-gießverfahren wegen seiner Möglichkeit, das Festigkeits-potenzial des Werkstoffs durch eine Warmaushärtung voll auszureizen, bei der Entwicklung immer höher beanspruch-ter Pkw-Dieselmotoren weiter an Bedeutung. Hierbei werden durch das Eingießen von Sandkernen weitere Funktionen in das Bauteil integriert (wie z. B. das häufig gewünschte steife Closed-deck) sowie durch die Darstellung von Hinterschnit-ten ein zusätzliches Leichtbaupotenzial generiert.
Die KS Aluminium-Technologie fertigt heute folgende im Nie-derdruck-Kokillenguss gegossene ZKG in Serie:
Audi V6, ALUSIL® (verschiedene Varianten)Audi V8, ALUSIL® (verschiedene Varianten)Audi V10, ALUSIL®
BMW / Rolls Royce V12, ALUSIL®
Lamborghini V10, ALUSIL®
Aston Martin V8, untereutektische Sekundärlegierung mit eingeschrumpfter GraugussbuchsePorsche Boxer 6, ALUSIL® (verschiedene Varianten)Porsche V6, ALUSIL® Porsche V8, ALUSIL®
VW / Audi / Bentley W12, ALUSIL®.
Abb. 7: Niederdruckguss-Zylinderkurbelgehäuse des BMW-V12 aus der ALUSIL®-Legierung

Änderungen vorbehalten. Gedruckt in Deutschland. A|IX|k
KS Aluminium-Technologie GmbH · Hafenstraße 25 · 74172 NeckarsulmTel. +49 7132 33-1 · Fax +49 7132 33-4357 · www.kspg.com