Embed Size (px)
Citation preview


Noonelikesaknow-it-all.Mostofusrealizethere’snosuchthing–howcouldtherebe?Theworldisfartoocomplicatedforsomeonetounderstandeverythingthereistoknow.Sowhenyoucomeacrossaknow-it-all,yousmiletoyourselfastheyrambleonbecauseyouknowbetter.
Youunderstandthatthequestforknowledgeisanever-

endingone,andyou’reokaywiththat.Youhavenodesiretoknoweverything,justthenextthing.Youknowwhatyoudon’tknow,you’reconfidentenoughtoadmitit,andyou’remotivatedtodosomethingaboutit.
AtIdiot’sGuides,we,too,knowwhatwedon’tknow,andwemakeitourbusinesstofindout.Wefindreallysmartpeoplewhoareexperts

intheirfieldsandthenwerollupoursleevesandgettowork,askinglotsofquestionsandthinkinglongandhardabouthowbesttopassalongtheirknowledgetoyouintheeasiest,most-accessiblewaypossible.
Afterall,that’sourpromise–tomakewhateveryouwanttolearn“AsEasyasItGets.”Thatmeansgivingyouawell-organizeddesignthat

seamlesslyandeffortlesslyguidesyoufrompagetopage,topictotopic.Itmeanscontrollingthepaceyou’reaskedtoabsorbnewinformation–nottoomuchatoncebutjustwhatyouneedtoknowrightnow.Itmeansgivingyouaclearprogressionfromeasytomoredifficult.Itmeansgivingyoumoreinstructionalstepswherevernecessarytoreallyexplainthedetails.And

itmeansgivingyoufewerwordsandmoreillustrationswhereverit’sbettertoshowratherthantell.
Sohereyouare,atthestartofsomethingnew.Thenextchapterinyourquest.Itcanbeanintimidatingplacetobe,butyou’vebeenherebeforeandsohavewe.Clearyourmindandturnthepage.Bytheendofthisbook,youwon’tbeaknow-it-all,but

yourworldwillbealittlelesscomplicatedthanitwasbefore.Andwe’llbesureyourjourneyisaseasyasitgets.
MikeSandersPublisher,Idiot’sGuides


ThisbookisdedicatedtomylovelywifeSarah,whohasalwaysstoodbymeandsupportedme.Withouther,Icouldneverhavedonethis.

ALPHA BOOKSPublishedbyPenguinGroup(USA)Inc.
PenguinGroup(USA)Inc.,375HudsonStreet,NewYork,NewYork10014,USA•PenguinGroup(Canada),90EglintonAvenueEast,Suite700,Toronto,OntarioM4P2Y3,Canada(adivisionofPearsonPenguinCanadaInc.)•PenguinBooksLtd.,80Strand,LondonWC2R0RL,England•PenguinIreland,25St.Stephen’sGreen,Dublin2,Ireland(adivisionofPenguinBooksLtd.)•PenguinGroup(Australia),250CamberwellRoad,Camberwell,Victoria3124,Australia(adivisionofPearsonAustraliaGroupPty.Ltd.)•PenguinBooksIndiaPvt.Ltd.,11CommunityCentre,PanchsheelPark,NewDelhi—110017,India•PenguinGroup(NZ),67ApolloDrive,Rosedale,NorthShore,

Auckland1311,NewZealand(adivisionofPearsonNewZealandLtd.)•PenguinBooks(SouthAfrica)(Pty.)Ltd.,24SturdeeAvenue,Rosebank,Johannesburg2196,SouthAfrica•PenguinBooksLtd.,RegisteredOffices:80Strand,LondonWC2R0RL,England
Copyright © 2015 by PenguinGroup (USA) Inc.Allrightsreserved.Nopartofthisbookmaybereproduced,scanned,ordistributedinanyprintedorelectronicformwithoutpermission.Pleasedonotparticipateinorencouragepiracyofcopyrightedmaterialsinviolationoftheauthor’srights.Purchaseonlyauthorizededitions.Nopatentliabilityisassumedwithrespecttotheuseoftheinformationcontainedherein.Althougheveryprecautionhasbeentakeninthepreparationofthisbook,the

publisherandauthorassumenoresponsibilityforerrorsoromissions.Neitherisanyliabilityassumedfordamagesresultingfromtheuseofinformationcontainedherein.Forinformation,addressAlphaBooks,800East96thStreet,Indianapolis,IN46240.
IDIOT’SGUIDESandDesignaretrademarksofPenguinGroup(USA)Inc.
eISBN:9781615647453LibraryofCongressCatalogCardNumber:2014951305
17161587654321
Interpretationoftheprintingcode:Therightmostnumberofthefirstseriesofnumbersistheyearofthebook’sprinting;therightmostnumberofthesecondseriesofnumbersisthenumberofthebook’sprinting.Forexample,aprintingcodeof15-1shows

thatthefirstprintingoccurredin2015.
PrintedintheUnitedStatesofAmerica
Note:Thispublicationcontainstheopinionsandideasofitsauthor.Itisintendedtoprovidehelpfulandinformativematerialonthesubjectmattercovered.Itissoldwiththeunderstandingthattheauthorandpublisherarenotengagedinrenderingprofessionalservicesinthebook.Ifthereaderrequirespersonalassistanceoradvice,acompetentprofessionalshouldbeconsulted.Theauthorandpublisherspecificallydisclaimanyresponsibilityforanyliability,loss,orrisk,personalorotherwise,whichisincurredasaconsequence,directlyorindirectly,oftheuseandapplicationofanyofthecontentsofthisbook.
MostAlphabooksareavailableatspecialquantitydiscountsforbulkpurchasesforsales

promotions,premiums,fund-raising,oreducationaluse.Specialbooks,orbookexcerpts,canalsobecreatedtofitspecificneeds.Fordetails,write:SpecialMarkets,AlphaBooks,375HudsonStreet,NewYork,NY10014.
Publisher:MikeSandersExecutiveManagingEditor:BillyFields
SeniorAcquisitionsEditor:BrookFarlingDevelopmentEditor:KaylaDugger
ProductionEditor:JanaM.StefanciosaCoverDesigner:LauraMerriman
BookDesigner:WilliamThomasIndexer:BradHerrimanLayout:BrianMassey
Proofreader:VirginiaVasquezVought

DIGITALOPERATIONS,LONDONDigitalProducer:AlexValizadeh
SeniorDigitalProducer:MiguelCunhaDIGITALOPERATIONS,DELHI
HeadofDigitalOperations:ManjariRathiHooda
Producer:RahulKumar
AssistantEditor:EtikaKapilDTPDesigner:ManishBhatt
OperationsAssistant:TauhidNasir

ContentsPart1:WhatIs3DPrinting?
1 The Goal of3D PrintingForBusinesses
RapidPrototyping
Manufacturing

FortheHobbyistTheMaker
CultureAToolinYour
ArsenalCommon
MisconceptionsMaterialsYou
CanUseAReplicatorin
EveryHome
TheTimeItTakes
WhatItCan

PrintFinishing
2 The Historyand Future of3D Printing3DPrintingIs
BornHull’sand3D
Systems’Contributions
TheInventionofFDMPrinting
The

DevelopmentofOther3DPrintingProcesses
TheRepRapProjectInitial
IntentionsThe
ImportanceofOpenSource
RapidDevelopment

Refinement,Availability,andYourWalletMaturationof
TechnologyAvailabilityof
PartsTheRacetothe
LowestPrice
3Manufacturingwith 3D

Printers andCNC MillsTheSimple
PrincipleBehind3DPrintingSlicingand
CreatingLayersforYourModel
ExtrudingFilament
CNCMillingand

HowItWorksSubtracting
withCAMSoftware
MillingtheMaterial
ProsandConsof3DPrintersvs.CNCMillsCostPartGeometryMaterial
MattersSurfaceFinish
UsingtheRight

ToolfortheJob
4 Types of 3DPrintersStereolithographyDigitalLight
ProcessingPowderBed
PrintingMultiJetPrintingSelectiveLaser
SinteringFusedFilament
Fabrication

Part2:AllAbouttheHardware
5 The FrameCartesianLayouts
WaysCartesian3DPrintersAreConstructed
CartesianLayoutConsiderations

TheImportanceofFrameConstructionRigidityand
HowItAffectsQualityandReliability
WhatMakesaGoodFrame
SizeMatters
6 Movement

ComponentsComponentsfor
SmoothLinearMotionRailsand
SmoothRods
BearingsStepperMotorsBeltsandPulleysWeight-Bearing
ComponentsforConvertingMotionLeadScrews

ThreadedRodsAttachmentand
ConnectionComponentsCouplersNuts
7 The ExtruderWhatIsExtrusion?TheColdEnd
DirectFeedBowdenDirectDrive
vs.GearedTheHotEnd

ThermistorHeating
ElementPhysical
DesignandMakeup
TheNozzlePrintFansUsingMultiple
ExtrudersForSupport
MaterialForFilaments
with

DifferentProperties
8 The BuildPlatformBuildPlatform
MaterialsHeatedBedsHeatedBuild
ChambersandEnclosures
SurfaceTreatmentsPainter’sTapeWhiteGluePolyimideFilm

PETFilmABSJuiceHairspray
9 ControlComponentsEndStops
MechanicalEndStops
OpticalEndStops
OtherKindsofEndStops
ControlBoardsArduinosand

ProprietaryControlBoards
ChangingorUpgradingControlBoards
SDCardSupportUsinganSD
CardBenefitsofSD
CardsLCDControllers
10 Choosing a

3D PrinterOpenorClosed?
WhatDoesItMeantoBeOpenSource?
WhyItMightMattertoYou
Assembled,Kit,orDIY?Assembled3D
Printers3DPrinterKitsBuildingaDIY

3DPrinterDeterminingYour
NeedsPrintVolumePrint
ResolutionFilamentPrices
PrinterswithUnusualDesigns
Part3:SettingUpandPrinting

11 SoftwareSetup andPrinterControlFirmware
ExplainedChoosingHost
SoftwareChoosingSlicing
SoftwareConnectingto
YourPrinterControllingYour
Printer

G-CodePrintingwith
G-CodePerforming
FunctionsManuallywithG-Code
12 Leveling theBed andAdjusting theZ HeightWhyDoesYour
BedNeedtoBe

Leveled?Manual
LevelingAuto-Leveling
HowtoAdjustYourZHeightSettingtheZ
HeightManuallyorAutomatically
Knowingthe“Correct”ZHeight

13 Slicing andPrintingConfiguringYour
SlicingSoftware
SlicerSettingsExplainedPrinter
SettingsFilament
SettingsPrintSettings
PreparingforandRunningaPrint

HostPreparation
RunningaPrint
14TroubleshootingYour PrintsWhat’sthe
Problem?Extrusion
ProblemsOverextrusionUnderextrusionJamming

PoorDimensionalAccuracy
TemperatureProblemsHotEndIsToo
HotHotEndIsToo
ColdCrackingof
PartDuetoCooling
DiscolorationofFilament

DuetoHeat
AdhesionProblemsWarpingPartComes
LoosePartBreaks
DuringRemoval
OtherPrinterProblemsBlobsStringingDroopingGhosting

Project 1:CarabinerPreheatthe
ExtruderandHeatedBed
Loadthe.STLFileSlicetheModelLoadtheFilamentExtrudeSome
FilamentStartthePrintWatchtheFirst
LayerLetthePartCool

RemovethePart
Project 2:Pencil HolderLoadthe.STLFile
andResizetheModel,IfNecessary
PreheattheExtruderandHeatedBed,andLoadtheFilament
ModifytheSlicerSettingsto

MaketheModelaCup
SlicetheModelStartthePrintWatchtheFirst
LayerRemovethePart
Project 3:RobotLoadthe.STLFilePreheatthe
ExtruderandHeatedBed,andLoadthe

FilamentModifytheSlicer
SettingsforSupports
SlicetheModelStartthePrintWatchtheFirst
LayerRemovethePartRemovethe
Supports
Project 4:Storage Boxwith Drawers

OpenYourHostSoftwareandLoadtheStorageBody.STLFile
SlicetheStorageBody
PrinttheStorageBody
LoadtheDrawer.STLFileandSliceIt
PrinttheDrawerPrintTwoMore
Drawers

Part4:3DModeling15 Introduction
to CADWhyCADCame
AboutArtistic3D
Modelingvs.CADSoftware
CADSoftwareOptions
AnOverviewofCommonCADProgram

CommandsModeling
CommandsSketching
CommandsTheImportanceof
UnitsandScaleChoosingUnitsScalinginCAD
16 ModelingTechniquesand BestPracticesPremodeling

TricksoftheTradeAssembliesand
FittingPartsPlanningan
AssemblyFittingParts
TogetherModeling
Successful3DParts
ExportingFiles
17 PracticalReverseEngineering

WhyYouShouldLearnBasicReverseEngineering
FindingtheRightMeasurementToolsDigital
Calipers:ANecessaryTool
3DScanners:NotAllThey’re

CrackedUptoBe
MeasuringthePartInferences
GeometricDesign
IntentionProportions
ModelingthePart
Project 5:MonogrammedCoasterOpenYourCAD
Programand

CreateaNewPart
ExtrudeaCircleFillettheTopEdgeCuttheLetterExportthe.STL
FileandPrint
Project 6:CustomStorageDrawerOpenYourCAD
ProgramandCreateaNew

PartExtrudetheBody
oftheDrawerCutanOpeningfor
theHandleDesignthe
CompartmentsAddaRough
HandleAddFilletsto
HandleAddRidgesfor
GripExportthe.STL
FileandPrint

Project 7: DustCollectorCreateaNewPart
andRevolvetheBody
CutaGrooveCreatetheSecond
PartandRevolvetheBody
MaketheFirstClipCopytheClipExportthe.STL
FilesandPrint

Project 8:ReverseEngineering aUseful PartCreateaNewPart
andExtrudetheBody
FillettheEdgesShelltheCoverCutOneSocket
OpeningMirrortheSocket
OpeningCreatetheScrew

HoleSupportAddtheScrew
HoleExportthe.STL
FileandPrint
Part5:AdvancedUsageandTechniques
18 Printing withOtherMaterialsWhatMaterials

AreAvailable?NylonPolycarbonateFlexible
FilamentWoodFilamentPETHIPS
HardwareNeededAll-MetalHot
EndsPrintFansHeatedBeds
andBedMaterials

PrintingTechniquesTemperatureSpeedCoolingLayer
Thickness
19 ModifyingYour PrinterAddingaFan
ShroudAddingaHeated
BedBedSize

ControlBoardPowerSupply
SwitchingtoAll-MetalHotEnds
InstallingMultipleExtruders
ExtendingAxesConvertingtoa
PCBMillAlterationsfor
LaserCuttingFindingParts
Appendixes

A GlossaryB ResourcesC Further Uses
of 3DPrinting

IntroductionInmanyways,3Dprintingisthefulfillmentofthefuturewewereallpromised.Wemaynothaveflyingcarsorrobothousemaids,butwedohaveaccesstoanalmostmagicaldevicethatcanmakeourimaginationsareality.Itwasn’tlongagothatsucha

devicewasconsideredfar-fetched,evenbysciencefictionstandards.
I’vebeenalifelonggeekmyself.AslongasIcanremember,I’vebeenbuildingthings,takingthingsapart,andputtingthembacktogether(sometimessuccessfully).WhenIwasveryyoung,thismostlymeantbuildingthingslikespaceshipswithLegos.When

Igotalittlebitolder,Igainedaccesstohammersandnails,andsuddenlyIcouldbuildthingsatalife-sizescale(thoughthismostlyresultedinlopsidedtreehouses).
Likemanygeeksmyage,Ifoundcomputersinmyteenageyears.Thisopenedupawholenewworldforme.NolongerwasIconstrainedbythecostofwoodandnails,becauseIcouldcreate

programsonoldcomputersIfoundatgaragesales.Intoadulthood,computersweremylife.Ibuiltthem,programmedthem,andrepairedthem.
Butthedesiretocreatesomethingtangibleneverleftme.IknewIwantedtomakethings.SoIwenttoschoolfordraftingandmechanicaldesign.Aftergraduating,Igotajobintheengineering

teamatabiomedicalcompany.Whileworkingthere,ourengineeringdepartmentgotaprofessional3Dprinterformakingprototypesofourproducts.
Iwas,ofcourse,instantlysmitten.Herewasamachinethatcouldproduceaphysicalpartfrommydesignsinjustafewhours.Asyoumightexpect,everyoneontheengineeringteamfeltthe

sameway.Inbetweenprototypingparts,wetookturnsprintingdesignsforourownpersonalprojects.
ButIwasn’tsatisfiedtojustprintthingsatworkwhentheprinterwasavailable,soIpurchasedaninexpensiveconsumer3Dprinter.Suddenly,IcouldprintanythingIwantedatanytime.Ifsomeideastruckme,Icoulddesignitandprintit

injustafewhours.ItbroughtbackthatfeelingofbuildingspaceshipsoutoftheLegosthatIhadn’tfeltsinceIwasakid.ThatfeelingofbeingabletocreateanythingIcouldimagine.
It’safeelingthatmostpeopleneverfindagainafterchildhood.But,ifyou’rereadingthis,Isuspectyoumightbesearchingforthatfeelingyourself.Evenif

you’vejustpickedthisbookupatthebookstoreoutofcuriosity,Ithinkthatmeansyou’reyearningtoflexthosecreativemusclesonceagain.
Andthat’swhat3Dprintingcandoforyou.Yes,it’schallenging.No,it’snotaparticularlycheaphobby.Butit’saveryrewardingone.Thefeelingofprideyougetwhenyourfirstprintiscompletedwillbeundeniable.Thesmile

thatcrossesyourfacethefirsttimeyouseeoneofyourowndesignsmaderealwillbeoneofthebrightestyou’vehadinyears.Ifyou’relookingforawaytoexpressyourcreativity,3Dprintingistheanswer.Thisbookwillhelpyouthroughthecomplicatedtaskoflearninghowtodothat.
How This Book Is

OrganizedThisbookhasbeenwrittentohelpyoureallyunderstand3Dprinting,notjusttoteachyouthebasics.Tothatend,thebookhasbeensplitupintofiveparts:
Part1,WhatIs3DPrinting?,givesyouusefulinformationonthebackgroundof3Dprintingandhowitactuallyworks.

Thisincludesthehistoryof3Dprinting,how3Dprintersdevelopedintoaconsumerproduct,andhowdifferentkindsof3Dprintingprocesseswork.
Part2,AllAbouttheHardware,teachesyoueverythingyouneedtoknowaboutthedifferentpartsofconsumer3Dprinters.Learninghowthehardwareofa3Dprinteractuallyworks

isvaluableknowledgethatcanhelpyoualotthroughoutyourjourney.(And,becauseyou’rereadingthisbook,Isuspectyou’rethetypeofpersonwholikestolearnanyway.)
Part3,SettingUpandPrinting,iswhereyoustartgettingintothenitty-grittyof3Dprinting.Thisiswhereyoulearnhowtoactuallysetupandoperatea3Dprinter.

3Dprintersaren’tliketheoldinkjetprinteryouhaveonyourdesk;they’recomplicatedmachinesthatarechockfullofconfusingsettings.Thispartgivesyoutheinformationyouneedtoreallygetstarted.Ialsowalkyouthroughfourprojectsdesignedtoteachyouhowtogetstartedwith3Dprinting.
Part4,3DModeling,goesbeyondjust3Dprinting

modelsyoufindonline,because3Dprintingisaboutsomuchmorethanjustreplicatingotherpeople’sdesigns.Canyouimagineif,asakid,youwereonlyallowedtobuildofficialdesignswithyourLegos?Itwouldhavebeenawful!Forthatreason,thisiswhereyoulearnhowtodesignyourown3Dmodelsthatyoucreatewitha3Dprinter.Inthispart,Ialsoshowyouhow

tostart3Dmodelingwithfourmoreprojectsforyoutomodelandprint.
Part5,AdvancedUsageandTechniques,iswhatyouwanttoreadonceyou’vegainedproficiencyinbasic3Dprinting.Here,youlearnhowtoprintwithexoticmaterials,howtoprintwithmultipleextrudersatonce,andsomepopularmodificationsyoucanmake

toyour3Dprinter.Youalsolearnaboutsomeunexpectedusesforyour3Dprinterthatyoumaynothaveevenrealizedwerepossible.
ExtrasThroughoutthisbook,you’llfindsomehandybitsofinformationandadvicebeyondthemaintextinsidebars.They’rebrokenup

intoahandfuloftypesforyourconvenience.
DEFINITIONThe 3D printing
industry is full of technicalterms and words that mayhave a meaning specific to3D printing. These sidebarsinclude words you’re notfamiliar with, or that have adifferent meaning in thecontext of 3D printing.

WATCH OUT!While 3D printers are
now consumer products thatare safe for the home,they’re still machines thatcan hurt you. Therefore,keep an eye out for thesewarning sidebars, which giveyou safety information andhelp you avoid accidentallydamaging your 3D printer.

HOT TIPSometimes, there are
multiple ways of doingsomething. These tips helpyou avoid hassles andheadaches. Learn from mymistakes, and take theseinto account!

FASCINATING FACTI can’t always fit the
good stuff into the mainbody of the text. Checkthese out for interestingfacts, history, and otherinformation related to 3Dprinting.

But Wait! There’sMore!Haveyouloggedontoidiotsguides.comlately?Ifyouhaven’t,gotherenow!Asabonustothebook,we’veincludedthe3Dprintingmodelfilesyou’llneedforthePart3projects,allonline.Pointyourbrowsertoidiotsguides.com/3dprinting,

andenjoy!
AcknowledgmentsIcouldneverhavewrittenthisbookwithoutthesupportofmyfriendsandfamily,whohavealwaysencouragedme.MybeautifulwifeSarah,whoputupwithmeworkinglateintothenight.MyfriendsDaniel,Sean,Sam,Zach,Amanda,andJonathan,who

werealwayshappytostartnewhobbieswithme.Myin-lawsBonnieandJavad,whosomehowbelievedinmewhennooneshouldhave.MyparentsSharonandDavidandsiblingsDanielle,Lynnze,andNathin,whohadtolivewithmeforsolong.Tom,Beth,andMike,whonurturedmyinnergeekwhenIwasyoung.AndmydogCalaveras,whokeptmecompanywhileIwrotethis

book,andbecauseshe’sjustsodarncute.
I’dalsoliketogiveaspecialthankstothefinefolksatAlephObjects(especiallyHarrisKennyandJeffMoe),whowerekindenoughtolendmeaLulzBotTAZtouseforthisbook.TheRepRapprojectalsodeservesahugeamountofcreditformaking3Dprintingpossibleforhobbyistsandconsumers.

Special Thanks tothe TechnicalReviewerIdiot’sGuides:3DPrintingwasreviewedbyanexpertwhodouble-checkedtheaccuracyofwhatyou’lllearnhere,tohelpusensurethisbookgivesyoueverythingyouneedtoknowabout3Dprinting.Specialthanksare

extendedtoAaronTrocola.
TrademarksAlltermsmentionedinthisbookthatareknowntobeoraresuspectedofbeingtrademarksorservicemarkshavebeenappropriatelycapitalized.AlphaBooksandPenguinGroup(USA)Inc.cannotattesttotheaccuracyofthisinformation.Useofa

terminthisbookshouldnotberegardedasaffectingthevalidityofanytrademarkorservicemark.

PART
1
What Is 3DPrinting?
Everytopicneedssomebackgroundinformation,and3Dprintingisnodifferent.Inthispart,youlearnaboutthe

historyof3Dprinting,includinghowitwasinventedandhowitenteredtheconsumerspace.Youalsolearnaboutthedifferentkindsof3Dprintingtechnologiesavailable,andtheprosandconsofeach.
Thispartalsocoverstheprinciplesbehindhow3Dprintingactuallyworks.Inadditiontohowitworks,Igooverhowitdiffersfromother

prototypingandmanufacturingmethods.Thisincludeshow3Dprintingcanbeusedbybusinesses,andwhatyoucanuseitforpersonally.

CHAPTER
1
The Goal of3D Printing
In This Chapter
Whybusinessesinvestin3D

printersWhatyoucandowith3Dprinting
Commonmisconceptionsabout3Dprinting
Itwasn’tthatlongagothat3Dprintingwasajustanobscuretechnologyrelegatedtoprototypingusebyahandfulofspecificindustries.Butinthepastcoupleofdecades,3Dprintinghasbecomeamust-have

technologyforengineeringcompanies,andevenmorerecentlyausefulconsumertool.
Butwhydid3Dprintingbecomesuchanindispensabletoolforbusinesses?Whatadvantagesdo3Dprintersgivetheconsumerandhobbyist?Inthischapter,welookatwhy3Dprintingisbecomingsopopular,whatitcandoforyou,andwhatits

limitationsare.
ForBusinessesIsaythiscompletelywithouthyperbole:3Dprintingisadreamforanengineeringteam.Atechnologythatwouldhavebeenthestuffoffantasyjustafewdecades

ago,todayitgivescompaniestheabilitytobringanideatolifequickly,efficiently,easily,andinexpensively.
Theoriginalintentfor3Dprintingwastocreateprototypesforengineers.Thisallowedthemtoquicklytestanideabeforemovingontoproductionandmanufacturing.Veryrecently,somecompanieshaveevenbeguntouse3Dprintingfor

theactualmanufacturingofproductionparts.Bothuseshaveexplodedinpopularity,andbothbenefitbusinessesinanumberofways.
Rapid PrototypingRapidprototyping,simplyenough,isanyprocessthatcanbeusedtoquicklycreateaprototypeofapart.Aprototypepartisessentiallya

testpart,andisusefulduringthedevelopmentofanewproduct(orwhenrevisinganexistingproduct).Whattheprototypeisintendedtotestisuptotheengineer,butit’scommonlyusedtotestthefollowing:
Howpartsfittogetherinanassembly
Thestrengthofthepart
Regulationcompliance

Whenanewproductisbeingdeveloped,it’srarethatasingledesigniskeptuntilproduction.Commonly,ahandfulofpotentialdesignsaretested,andwhicheverdesignischosenforproductionwillevolvequiteabitthroughoutthedesignprocess.Muchofthetestingofthesedesignsisdoneviasimulationwithcomputer-aideddesign(CAD)software,butit’salmostalways

necessarytohavearealphysicalparttoworkwithduringthisprocess.
DEFINITIONComputer-aided
design (CAD) software is atype of computer programused by engineers anddesigners to developproducts using 3D models or2D drawings. Before CADsoftware, drawings werehand drawn by drafters for

production. Now, CADsoftware can export modelsdirectly to 3D printers (seeChapter 15 for more onCAD).
CADsoftwarebeingusedtocreate

a3Dmodel.
That’swhererapidprototyping,andespecially3Dprinting,comesin.Asthedesignofaproductevolves,engineerscan3Dprintthedesignandtestit.Inthepast,prototypeswerecostlyandoftenrequiredoutsourcingtocompanieswhospecializedinproducingtheseprototypesusingtraditionalmethodslikemachining,welding,sand

casting,andothercostlyprocesses.Now,it’scommonplaceforanengineeringteamtohavea3Dprinterintheirofficewithwhichtheycanprintaprototypeinamatterofhoursandforarelativelylowcost.
Asidefromthephysicaltestingofthepart,prototypesarealsovaluableforusertesting,designproposals,andpromotion.Whenanew

productisintheearlystagesofdevelopment,itdoesn’talwayshavefundingsecuredfortheentiredesignprocess.Projectfunding(whetherinternaltothecompanyorfromoutsideinvestors)oftendependsonadesignsubmittal,whichisessentiallyaproposaloftheproductdesign.
Designproposalscanbeanythingfromasimple

explanationoftheideatoacompleteworkingprototype.But3Dprintinghasmadeitpossibletospeedupthisprocessandhasmadeitmuchcheaper.Therefore,physicalprototypeshaverecentlybecomeavirtualnecessityforsecuringoutsidefundingviacrowdsourcing.Backersofcrowdsourcingwanttoseethatadesignisfunctionalbeforetheyinvest,and3Dprintedprototypesarethe

cheapestwaytoshowthat.
ManufacturingWhilerapidprototypingisdefinitelythemostcommonuseof3Dprinting,it’sstartingtobecomeaviablemethodofactualproductionmanufacturing.Traditionally,injectionmoldingisbyfarthemostcommonmethodofmanufacturingplasticparts.

Inmassproduction,injectionmoldingcanproducehigh-qualitypartsveryquicklyandinexpensively.
Injectionmoldingisafairlysimpleprocessinconcept:moltenplasticisshotintothecavityofatwo-piece(ormore)metalmoldandcooled,andthenthemoldispulledapartandtheplasticpartisremoved.Inamanufacturingsetting,thatprocesscan

happenveryquicklyandanewpartcanbemadeinafewseconds.Itcanalsobeveryinexpensive(perpart),astheplasticitselfischeapinrawform.
However,injectionmoldinghasonecriticaldownside:thecostoftooling.Tools,inreferencetoinjectionmolding,arethemoldsandassociatedpart-specificmachineryneededtoproduce

aparticularpart.Everyindividualpartneedsitsowntooling,andthatcanbeveryexpensive.Moldsareusuallymadefromsteeloraluminumandrequireprecisionmachining.Moldmakingisaspecializedtask,andindividualmoldsstartinthethousandsofdollarsandoftenreachintothetensofthousandsofdollars.
Whenyoutakeintoaccount

thefactthatmostproductsareassembliesmadeupofmanyindividualparts(whichwouldeachneedtheirowntooling),it’sobviousthatthecostsofgettingsetupforinjectionmoldingcanbeveryhigh.That’sokayifyou’remakingthousandsofthatpart,becausethecostperpartgetslowerasthetotalquantityincreases.Butwhatifyouwanttoproduceyourpartsinsmallerquantities?Theparts

mustbemanufacturedinhugequantitiesinorderforthepriceperparttoreasonable.

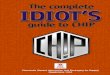
FASCINATING FACTAleph Objects, a 3D
printer manufacturer basedin Loveland, Colorado, usesits own 3D printers tomanufacture some of theparts to build new printers.This “cluster” of 3D printersused for manufacturing isthe largest in the world,consisting of 135 individual3D printers.

That’swhere3Dprintinghasstartedtoenterthemanufacturingworld.With3Dprinting,thereisnohightoolingcostupfront—yourprinterscanproducewhicheverpartyouneedthemtoatagiventime.Youcanprintonepartorahundred,andyourpriceperpartwillbethesame.Thismeansyoucanmanufactureinlowquantitieswithoutincurringhugetoolingcosts.

Possiblyevenmorevaluableistheabilitytochangedesignsonthefly.Youcanredesignapartandimmediatelystartmanufacturingthenewdesignwithouthavingtopurchaseanewmold,whichmeansyourproductcanevolveinrealtimeasyouimprovethedesign.

Theclusterof1353DprintersusedformanufacturingatAleph
Objects.(PhotocourtesyofAlephObjects)
Ofcourse,3Dprintinginamanufacturingsettingdoeshaveitsdownsides,which

havekeptitfromgainingwidespreadadoption.Ifapartisgoingtobemanufacturedinlargequantities,it’sstillcheapertohaveitinjectionmolded(despitethecostofthemolds).That’sbecausetherawmaterialismuchcheaperforinjectionmoldingthanitisfor3Dprinting.Possiblyevenmoreimportantlyinmassproductionistime—aninjection-moldedpartmight

onlytakeafewsecondstomake,whilea3D-printedequivalentcaneasilytakehours.
Tobeabletokeepupwithaninjectionmoldingmachine,many3Dprinterswouldhavetoberunsimultaneously.Soinjectionmoldingisstillthebestoptionwhenpartsneedtobeproducedinmassquantities.Butforsmallquantitiesordesignswhich

needtobeupdatedoften,3Dprintingisbecominganattractivealternative.
For theHobbyistEngineering3Dprintingprototypesforcorporationsisallwellandgood,butwhat’sreallyexcitingis3Dprinting

fortheaveragepersonathome!Injustacoupleofdecades,3Dprintershavegonefrombeingtooexpensiveformostcompaniestobuytobeingcheapenoughthatyoucanrealisticallypurchaseonejusttotinkerwithathome.Butwhywouldyouwantoneinyourhome?Whatcouldyouevendowithit?

The Maker CultureTheideaofmakingstuffforfunandself-fulfillmenthasgainedtremendouspopularityrecently,butthebasicmotivationisaninseparablepartofhumannature.Thesameurgetoinventthatputmanonthemoonisalsowhatmotivatedyourfathertobuildthatbirdhousewhenyouwereakid,andit’sthesamethingthathasyouinterestedin3D

printing.Weallhavethisurgetocreate(tovaryingdegrees,ofcourse),andthemakercultureisjustamodernbrandingofthat—awaytoidentifylike-mindedpeopleandformacommunity.
3Dprintinghasbeenahugefactorinthegrowingmakercommunity,andforgoodreason.Traditionalmakeractivitiesincludethingslike

woodworkingandmetalworking.Thoseareskillswhichtakeagreatdealofpractice,patience,time,andmoney.But3Dprintingallowsyoutocreatesimilarphysicalobjectsquicklyandrelativelyeasily.It’sbecomeafairlysimpletasktotaketheideasfromyourheadandmakethemreal.
Atitsheart,makercultureisaboutcreatingthings.It’s

usingwhatevertoolsyouhaveavailablecreativelytoinventandconstructthingsthatinterestyou.Inthesamewaythatyourfathermayhaveusedahandsaw,ahammer,andnailstobuildthatbirdhouse,youcanusea3Dprintertomakewhateveryoucanimagine.Robots,electronicsenclosures,andartisticcreationsareallpossible,alongwithanythingelsethatinterestsyou.

A Tool in YourArsenalBydefinition,a3Dprinterisjustatool,andthat’showyoushouldthinkofit.Ifyouwanttohammernails,youuseahammer.Ifyouwanttocutapieceofwood,youuseasaw.Andifyouwanttomakeapartoutofplastic,youusea3Dprinter.It’simportanttothinkofa3Dprinterlikeany

othertool—averyversatiletool,butstillatool.
HOT TIPMake sure to utilize 3D
printing in the right context.It’s impractical to try to 3Dprint an entire coffee table,but you can certainly useyour 3D printer to makebrackets, drawer handles,tracks, and other parts. Likeany other tool, a 3D printerhas uses for which it’s well

suited, and some thingswhich would be betterhandled by another tool.
Asalways,it’sbesttousetherighttoolforthejob.Itmightbepossibletocutametalpipewithawoodsaw,butit’snotagoodidea.3Dprintersarenoexception—theycandoalot,butthey’renottherighttoolforeveryjob.Whenyoufirststart3Dprinting,

you’llbetemptedtotryanduseitforeverything.Birdhouse?3Dprintit!Acoffeetable?Printthepiecesandgluethemtogether!Butyou’llquicklylearnthat3Dprintersaren’tthesolutiontoeveryproblem.Withthatsaid,3Dprintersareincrediblyversatile.That’swhythey’resucharevolutionarytool.Youcanusethemtoprinteverything

fromthingslikepencilholderstoreplacementpartsforyourcar.Thisiswhatmakes3Dprintingsoexciting:ifitfitsontheprinterandit’smadeofplastic,youcanmakeit!Sure,3Dprintersaren’tthesolutiontoeveryproblem,butthey’reoneofthemostwidelyusefultoolseverinvented.

CommonMisconceptionsInessence,thegoalof3Dprinting(whetherforbusinessorconsumeruse)istobeabletoquicklyandeasilycreateobjectswithasingledevice.Toanextent,3Dprinterstodaydoaccomplishthatfeat.
But3Dprintingpresentsakindofperfectstormof

misunderstandingthatmanyfallvictimto.It’satechnologythatisverynewtoconsumers,it’scomplex,andit’sstillfairlyexperimental.It’ssomewhatreminiscentoftheearlydaysoftheinternet,whenmostpeoplestilldidn’tquiteknowwhattomakeofit.Therearesomereal-worlddrawbackswhichkeepthemfrombeingthemiracledevicesenvisionedinpopularsciencefictionandmedia.

Materials You CanUseProbablythemostcommonofthesemisconceptionsconcernsmaterials.3Dprintingtechnologyhascomealongway,andthereareavarietyofmaterialsavailabletoprintwith.But,forconsumerprintersatleast,allofthesematerialsarestillsometypeofplastic.Printing

metalisoutofthequestionforaconsumerprinter.Metals,ceramics,andothermoreexoticmaterialsarepossibleonextremelyexpensiveprofessional3Dprinters,butdon’texpecttobeprintingthemathomeanytimesoon.
Thisisprimarilybecausethetechnologyneededtoprintinmetalorceramicsisfarmorecomplexthanwhatisneeded

foraconsumer3Dprinter.Consumer3Dprintersusefuseddepositionmodeling(FDM)orfusedfilamentfabrication(FFF)technology,whichisinexpensive(seeChapter2).Buttoprintinmetal,forexample,anexpensiveandcomplexprocesslikeselectivelasersintering(SLS)isrequired.SLS3Dprintersusehigh-poweredlaserstoactuallymeltmetalpowder,and,as

youcanimagine,thosearen’tcheap.Sofornow,consumerprintersarerelegatedtojustprintingplastic.
A Replicator inEvery HomeApopularthemeinnewsarticlesabout3Dprintingistheideaofareplicatorineveryhome.It’sthepicturesquefuturefromthe

popularcultureofthe’60sand’70s:adevicethatinstantlyproducesanythingyouneedatthetouchofabutton.
FASCINATING FACTThe replicator was first
introduced in Star Trek: TheOriginal Series (and officiallynamed in Star Trek: TheNext Generation) as adevice that could recyclegarbage and waste and

synthesize food and otheruseful things. The idea is sosimilar to 3D printing that apopular line of 3D printersmade by MakerBot evenuses the replicator name forsome of their models.
Thesetupissimple:thereyouareinyourkitchencookingdinner,whensuddenlyyourspatulabreaks.Yourdinnerisstartingtoburn,andyou

don’thavetimetodriveuptothestoreandbuyanewspatula.Nottoworrythough,youhaveyourtrusty3Dprinter!Yourunover,pushabuttonortwo,andinamatterofminutesyouhaveanewspatula.Problemsolved!Thisisthekindofthingimaginedbythemediaandthoseunfamiliarwiththerealitiesof3Dprinting.
Unfortunately,realitydoesn’t

quitemeettheexpectationssetbythesekindsofstories.3Dprinterdeveloperswouldcertainlylovetobeabletoproducesuchaproduct,butit’sjustnotthecase(andprobablywon’tbeforaverylongtime).
Yourdinnerfiascowouldbequiteabitdifferentinreallifetoday:yourspatulabreaks,anddinnerisabouttostartburning.Youturntoyour3D

printerforhelp.Butbeforeyoucanstartprintingthatnewspatula,you’vefirstgottofinda3Dfiletoprintfrom.Aftersearchingforafewminutesonline,you’reluckyandfindone(savingyourselffromhavingto3Dmodelone).Nowallyouhavetodoisloadthefile,heatuptheprinter,startitprinting,andwaitanhourortwoforittoprint.Ofcourse,bythatpoint,yourdinnerisalready

burned.
Asyoucansee,asamazingandversatileas3Dprintersare,theydohavetheirlimits(ofwhichtherearemany).Eventually,youmayhavethatsci-fireplicatorinyourhouse,butwe’renotquitethereyet.
The Time It TakesThetimeinvolvedtoprint

somethingisalsoahighlymisunderstoodtopic.3Dprintingisoftenreferredtoasbeingveryfast(I’veevensaidsoearlierinthischapter).Butit’simportanttonotethatthat’sonlyinrelationtotraditionalmanufacturingmethods.Eventhesmallestprintsaregoingtotakeafewminutesatbest.Largerprintsonconsumer3Dprinterscantakethebetterpartofaday,andit’spossibleforasingle

printtotakedays(evenonanaverage-sizeconsumerprinter).Sodon’texpecttobeprintingoutpartsinstantly;it’susuallyafairlylongwait.

WATCH OUT!3D printers have very
hot parts and can be asignificant fire hazard. Onlyleave a 3D printerunattended at your own risk,and be sure to followappropriate fire safetyprecautions when printingwith it.
What It Can Print

3Dprinterscarrywiththemthepromiseofbeingabletoprintanything.Buttherearesomecaveatswhenitcomestowhatgeometryyoucanactuallyprint.Overhangsarethebiggestenemyhere.Overhangsaregeometrywhichhavenosupportingmaterialdirectlyunderneath,whichistroublesomeforobviousreasons.Thiscanbeovercomewithsupportmaterial,whichI’llgooverin

moredepthinlaterchapters,butyoushouldbeawareofthefactthat3Dprintingdoeshavedesignchallengesofitsown.
Anotherareawhere3Dprinters(especiallyconsumer3Dprinters)havedifficultyiswithprintingsmallfeatureswithfinedetails.They’relimitedbythesizeofthefilamentbeingextruded(orpushedout)fromthenozzle,

andfinedetailtendstogetwashedoutwhencommonnozzlesizesareused.Professional3Dprintersthatusemoreexpensivetechnologyarecapableofastoundingdetail,butconsumer3Dprintersarestillprettylimited.
FinishingThefinishoftheprinted

objectisoneofthemostglaringlimitationsof3Dprinting.Becauseofthenatureoftheprocess(essentiallystackinglayersofplastic),thesurfacefinishofverticalsurfacesisusuallyquitepoor.Evenonthehighest-qualitysettings,you’llstillbeleftwithaseriesofsmallridges.It’svirtuallyimpossibletogetatrulysmoothfinishstraightfromaconsumer3Dprinter.

Peopleexpendagreatdealofefforttryingtominimizethisandimprovesurfacefinish,andtherearesomepostprinttechniquesyoucanusetosmoothitout.Butdon’texpecttogetanice,smoothparthotofftheprinter.

Evenwithhigh-qualitysettings,layerridgesareevidentonthisowl
model.
Youshouldn’tbetoodisheartenedbyallofthis,though.Theseareallfairly

minorlimitations,andarejustpartof3Dprinting.Therearewaystodealwithmostofthem,andalotofworkisbeingdonetoovercomethesechallenges.It’simportanttokeepyourexpectationsfor3Dprintingrealistic,butdon’tletthesedownsidestroubleyoutoomuch.
The Least You

Need to Know3Dprintersinitiallygainedpopularityforrapidprototyping,whichremainstheirmostcommonusetoday.
Manufacturingwith3Dprintersisaviableoptionforsmall-scaleproductionbutisstillimpracticalformassproduction.
Themakerculturehasbeenfueledby3Dprintingandthe

creativeoutletitprovides.Beingabletoproduceanythinginyourownhomeisanexcitingidea,butit’sfarfrombeingareality.

CHAPTER
2
The Historyand Future
of3D Printing

In This Chapter
Thedevelopmentandhistoryof3Dprinting
HowtheRepRapprojectaccelerateddevelopment
Predictingthenearfutureofconsumer3Dprinters
Ifyouwanttounderstandsomething,it’salwaysagoodideatobeginbylookingatthehistory.It’dbedifficultto

trulyunderstandhowacarworks,forexample,ifyoudidn’tknowhowtheinternalcombustionenginewasdeveloped.3Dprintersarenoexceptiontotherule,andforsuchanewproducttheyhavequitearichhistory.
Inthischapter,Itakeyouthroughthehistoryof3Dprintingandtheeffectsofitsevolutiononyounowandinthefuture.

3D Printing IsBorn3Dprintinghasjustenteredthepublicconsciousnessinthepastfewyearsasconsumer3Dprintershavebecomeavailable.But3Dprintinghasactuallybeenaroundfordecadesintheindustrialworld.3Dprintingrevolutionizedtheway

companiesproduceprototypes,andthatprovidedthebasisforconsumer3Dprinting.
Sohowwas3Dprintingactuallydeveloped?Whoinventeditandwhy?
Hull’s and 3DSystems’Contributions

Thefirstpatentfora3Dprinterwasfiledin1984byCharlesW.Hull.Hispatentwasfora3Dprintingprocesscalledstereolithography(SLA),whichusedUVlighttocurephotopolymerresininavattoformparts.Hull,anengineerspecializinginmaterialsscienceatthetime,cameupwiththeideaforSLAwhileworkingonresincoatingsfortabletops.

DEFINITIONPhotopolymer
resin is a type of liquid resinthat solidifies into plasticwhen exposed to light(usually in the ultravioletspectrum). Manufacturerscan produce the resin inmany varieties, with differentmechanical and chemicalproperties.
ThecompanyHullwas

workingforatthetime,Ultra-VioletProducts(UVP),employedhimtodevelopUV-curablecoatingstoimprovethedurabilityoftabletops.ThesecoatingswerealiquidresinthatreactedwithUVlighttobecomesolidplastic.Whileworkingwiththisresin,Hullstartedimaginingadevicewhichcouldcurethisresininsuccessivelayerstoformathree-dimensionalobject.

HulltookhisideatoUVPandwasgrantedpermissiontoworkonaprototypedeviceonnightsandweekends,whilecontinuinghisnormaldutiesduringtheday.Thedevelopmentprocesswasnotwithoutitshurdles,oneofthebiggestbeinghowtotranslatea3DcomputermodelintoprintinginstructionsforhisSLAprinter.
Atthetime,intheearly’80s,

computer-aideddesign(CAD)wasstillinitsinfancy.3Dmodelingwasadifficultprocess,andnotawholelotcouldbedonewiththeresultingmodels.Hullknewheneeded3Dmodelsinafileformatthatcouldbeusedtocreateinstructionsforhisprinter,butnosuitablefileformatexisted.SoHullcreatedhisown:theSLAfileformat,abbreviatedasSTL,whichisstillthestandard

today.(Thesedays,becausetheSTLfileformatisusedinawiderangeofmanufacturingprocesses,STLisoftenconsideredanabbreviationforstandardtessellationlanguage.)TheSTLfileiscreatedbytakinga3DmodelfromCADsoftwareandconvertingitintoasurfacemeshconsistingofmanytriangles.ThebeautyoftheSTLformatisthatthe

numberoftrianglesdeterminesthedetailoftheresultingsurfacemesh,makingitscalable.Withthisfileformatinhand,Hullwasabletocreatesoftwaretotranslatethe3Dmodelintoaseriesofinstructionsforhisprintertofollow.
In1983,Hullsuccessfullyprintedhisfirst3Dmodel:abasiccup.Knowinghehadaviableandusefulnewmethod

ofrapidlycreatingprototypes,hefiledhispatentforSLAin1984.In1986,hispatentwasgranted,andinthesameyearhecreatedhiscompany3DSystemstodevelopandsellSLAprinters.
FASCINATING FACTWhile Charles W. Hull
did patent his SLA process,he didn’t patent the STL file

format that he developed.This has allowed STL files tobe used by other 3D printermanufacturers and even inother types of machines, likecomputer numerical control(CNC) mills. For this reason,the STL file format hasbecome the standard for 3Dprinting and CNC milling.
The Invention ofFDM Printing

Thefuseddepositionmodeling(FDM)printingprocess—atechnologyusedbythevastmajorityofconsumerprinterstoday—wasoriginallydevelopedbyScottCrumpin1989,inordertoeasetheprocessofprototypingatIDEA,Inc.,acompanyhecofoundedin1982.Crump,alongwithFDMprintingitself,alsodevelopedsomeofthenecessaryassociated

technologies(suchasABSfilament,whichI’lldiscussmoreinChapter4).
AfterinventingtheFDM3Dprintingprocessin1989,CrumpfoundedStratasys—currentlythelargest3Dprintermanufacturer—withhiswifeLisa.In2009,Stratasys’sFDMprintingpatentexpired,openingupthemarketforconsumerFDM3Dprinters,usually

referredtoasfusedfilamentfabrication(FFF)fornon-Stratasys3Dprinters.
The Developmentof Other 3DPrinting ProcessesDuringthesametimeframethatStratasysand3DSystemsweredevelopingSLAandFDM3Dprinting,

other3Dprintingprocesseswerebeingdevelopedindependently.AttheUniversityofAustininthemid-1980s,selectivelasersintering(SLS)wasdevelopedbyDr.CarlDeckardandDr.JoeBeamanwithsponsorshipfromDefenseAdvancedResearchProjectsAgency(DARPA).ThistechnologywasoriginallysoldbyDTMCorporation,whichwasthen

purchasedby3DSystemsin2001.
Meanwhile,intheearly’90sattheMassachusettsInstituteofTechnology(MIT),inkjet3Dprintingwasinvented.ZCorp.gainedthelicenseforthistechnologyandproducedinkjet3Dprintersuntil2012.OnJanuary3,2012,ZCorp.waspurchasedby3DSystemsinordertoacquiretheassociatedinkjetprinting

patentsandlicenses.
Duetotheexpirationofkeypatents,manyofthesetechnologiesarestartingtoentertheconsumermarket(orwillbesoon).ButitwasFDMprintingthatjump-startedconsumer3Dprinting.ThiswasmostlythankstotheRepRapproject.

The RepRapProject3DSystems,Stratasys,andothersrevolutionizedresearchanddevelopmentwith3Dprinting.Butformanyyears,3Dprintersremainedexpensiveandcomplextools.Thehighlearningcurvetousethemmeantthatmostusersneededspecialtraining,

andtheirhighcostmeanttheywereoutofreachforanindividualperson.ThatremainedtrueuntiltheRepRapprojectwaslaunchedin2005byDr.AdrianBowyer,anengineeringlectureratauniversityintheUnitedKingdom.
Initial IntentionsWhenDr.Bowyerfirst

foundedtheRepRapproject,hisintentionsweresimple:todevelopaninexpensiveopen-source3Dprinter,withalong-termgoalofself-replication.Thename“RepRap”isacontractionof“replicatingrapidprototyper.”Theideaisthatthebestwaytogeta3Dprinterintoasmanyhandsaspossibleistodesigna3Dprinterthatcan3Dprintacopyofitself.Ifeachperson

printstwonewprintersforfriends,thespreadwouldbeexponential,andbeforelong,everyonewouldhavesmall-scalemanufacturingattheirfingertips.
Thegoalofself-replicationisalongwayofffromfruition;itisaloftygoal,afterall.Suchadesignwouldhavetobecapableofnotonlyprintingtheplasticframepieces,butalsomotors,

electronics,andothercomplexnonplasticparts.Butthatoptimisticlong-termgoalhasyieldedbountifuldevelopmentsforconsumer3Dprinters.
The Importance ofOpen SourceOneofthecoretenantsoftheRepRapproject,possiblythemostimportantofthem,is

thatitiscompletelyopensource.Everydesignanddevelopmentiscompletelypublic,allowinganyonetousethedesignsandcontributetotheproject.
Anytimeanewbreakthroughismade,itcanbeimmediatelyreleasedandintegratedintothedesignofnewprinters.AgoodexampleofthisistheRepRapArduinoMegaPololuShield

(RAMPS)controlboard,whichisessentiallythebrainofthe3Dprinter.TheRAMPSboardconnectstoanArduino(anotheropen-sourceproject)toprovidecomputercontrolofthe3Dprinter’smotorsandextruder.ThedevelopmentofRAMPSallowedpeopletoquickly,cheaply,andeasilycontroltheir3Dprinters,soitwasquicklyintegratedintothedesignofsubsequentRepRap

printers.

DEFINITIONArduino is an open-
source platform fordeveloping and prototypingelectronics. Arduino modelsare generally small circuitboards without inputs andoutputs for controllingvarious electronics. TheArduino Mega is used by theRAMPS control board for 3Dprinting.

ThesameistrueofanyothernewRepRapdevelopment.Becauseit’sopensource,therearenopatentstodealwith,andthenewdevelopmentcanbefreelyusedandimproved.ThisconcepthasbeenessentialtothesuccessandrapidevolutionofRepRap3Dprinters,andconsumerprintersingeneral.

RapidDevelopmentDuetotheiropen-sourcenature,RepRapprintershaveevolvedextremelyquickly.Thefirstcompletedesign,theDarwin3Dprinter,wasreleasedin2007.Darwinwasaverybasicdesign,wroughtwithlimitationsandcapableofonlymediocre-qualityprinting,butitprovedthat3D

printerscouldbeinexpensiveandbuiltathomebyhobbyists.LikemostsubsequentRepRapprinters,andconsumerprintersingeneral,Darwinutilizedthefusedfilamentfabrication(FFF)3Dprintingprocess.FFFisexactlythesameasFDMinpractice(filamentismeltedandsqueezedoutofanozzleinlines,forminglayers)andwasonlynameddifferentlytoavoidlegal

problemswithStratasys,whopatentedtheFDMprocess.

TheRepRapDarwin,whichwasthefirstdesignreleasedbythe
RepRapproject.
In2009,anewRepRapdesigncalledMendelwasreleased.Itmadeanumberof

improvementstotheDarwindesign,whichincreasedreliabilityandprintqualityanddecreasedthedifficultyofbuildingtheprinter.Mendelintegratedmanydevelopmentsthathadbeenmadebetween2007and2009intoacompletepackage,whichwouldbeacontinuingtrendwithnewdesignsthatfollowed.
BythetimethePrusaMendel

andHuxleyRepRapdesignswerereleasedin2010,thecommunityhadalreadygrowntremendously.Manyoffshootsandderivativesofthestandardmodelsalreadyexisted,makingimprovementsandcustomizationstosuitindividualtastes.Today,thereareatleast30officialRepRapdesigns,withderivativesnumberinginthehundreds.Currentdesigns

rivaltheconsumerprintersbeingreleasedbycompanieslike3DSystemsandStratasys,whoindependentlydevelopedtheirown(closed-source)designs.RepRapprintershaveachievedqualityandreliabilitysohighthatthey’reevenbeingusedinprofessionalprototypingsettings.

FASCINATING FACTRepRap models,
following the convention setby the original Darwin, arenamed after notableevolutionary biologists.However, some derivatives,such as the Prusa Mendel,are named after theirdesigners or names theychose.

Refinement,Availability,and YourWalletThejumpfromexpensiveprofessional3Dprinterstoconsumer3Dprintershappenedastonishinglyquickly.Injustafewyears,

consumer3Dprintingwentfrombeingexperimental,unreliable,anddifficulttosomethingthatcouldfeasiblybetakenadvantageofbytheaveragehobbyist.Sohowdidthatrapidevolutionhappen,andwhatdroveit?ThatwaslargelyduetothedevelopmentpioneeredbytheRepRapproject.
UntiltheRepRapDarwinprovedthatconsumer3D

printerswerefeasible,virtuallyall3Dprinterswereexpensiveprofessionalmachinesmeantforcorporatebuyers.ButwiththesuccessoftheRepRapproject,consumer3Dprintingwassuddenlyoneveryone’smind.
3Dprintermanufacturersspecializingininexpensivemodelsintendedforhomeusebeganpoppinguprapidly.Someofthesemanufacturers

soldprintersbasedonRepRapdesigns,whileothersdevelopedtheirown.However,eventhosethatdevelopedtheirowndidsowithknowledgeandinformationthatoftenoriginatedwiththeRepRapproject.
IntheshorttimesinceDarwinwasreleasedin2007,theconsumer3Dprintermarkethasgrown

exponentially.Priceshavedroppedfromthetensofthousandsofdollarstojustafewhundreddollarsfortheleastexpensiveprinters.Butit’snotjustthepricethathaschanged.Thequalityofavailable3Dprintershasevolvedbyleapsandboundsaswell.JustlikewiththeCambrianExplosion,themarkethasgonefrombeingessentiallynonexistenttobeingahugeanddiverse

ecosystemfullofevolvedandrefined3Dprinters.
Whatdoesthatexplosionof3Dprinterevolutioninrecentyearsmeanforthecurrentmarket?Withsuchashorthistory,youmightexpectthat3Dprintersaren’tquitereadyformainstreamuse,andtoanextentyou’reright.3Dprintinginthehomeisstillprettyexperimental,andit’snotassimpleasprintingona

sheetofpaperwithaninkjetprinter.But3Dprintingisarevolutionaryandexcitingtechnology,andthepaceatwhichit’simprovingisastounding.
Maturation ofTechnology

Nomatterwhattheparticularproductis,youcanbetthatitwillimproveastheassociatedtechnologymatures.Thishasbeenespeciallyevidentsincetheadventofpersonalcomputing.Thefirstpersonalcomputerswerebig,expensive,slow,andweren’tparticularlyuseful.Butthetechnologyimprovedsoquicklythatwithinafewyears,priceshaddroppeddramaticallyandusefulness

hadimprovedexponentially.Ofcourse,nowthetechnologyissogoodthatcomputersareubiquitous.
Asimilarmetamorphosisishappeningwith3Dprintersrightnow.We’realreadypastthe“expensiveanduseless”stagenow,andwe’rewellinto3Dprintingenteringmainstreamuse.Asthetechnologyhasmatured,provenformulasanddesign

principleshavestartedtoemerge.
Intheearlydaysofconsumer3Dprinting,everythingwasstillhighlyexperimental.Engineerswerestilltryingtofigureoutthebestwaytodesignprinters,individualpartswerestillbeingcobbledtogetherfromwhateverwasavailableonthemarket,andprintingmethodsandpracticeswerestillbeing

developed.Nowwe’veenteredastageofrefinement.We’vegotthebasicsdown,thereisasolidknowledgebasewithwhichtoworkfrom,andindustrystandardshavestartedtoform.
Atthispoint,printermanufacturersarenolongertryingtosimplyinventapractical3Dprinter;instead,they’reimprovingthefunctionalityofproven

designs.Inthesamewaythatautomanufacturersrefineexistingenginedesignsratherthaninventingnewengines,3Dprintermanufacturersarenowworkingonrefiningtheirprinterstomakethembetterandmoreuseful.
Availability of PartsAsatechnologymatures,

thereisalsoasignificantincreaseintheavailabilityofpartsspecifictothatindustry.WhenacompanylikeDelldecidestobuildanewlaptop,theydon’tmanufacturealloftheindividualpartsfromscratch.Instead,theypurchaseprocessorsfromIntel,memoryfromCorsair,harddrivesfromSeagate,andsoon.Thesepartsareallstandardized,andDellcanpurchasethemknowing

they’llworktogether.Theycanthenassemblethepartsintoaworkingcomputeroftheirdesign.

FASCINATING FACTJust 10 years ago, in
2004, the most inexpensive3D printers available stillcost about $25,000. Now, in2014, functional 3D printerscan be purchased for as littleas $200. This perfectlyillustrates the effect thatdevelopment and partsavailability has had on 3Dprinter prices.

Thesameprocessistrueinmostindustries.Butuntilrecently,3Dprintingwassonewthatindividualpartssimplyweren’tavailabletoprintermanufacturers.Manufacturerswereforcedtoeitherrepurposepartsusedinotherindustries(whichmaynotbewellsuitedto3Dprinting)ormakethemthemselves(inwhichcase,qualityandcostbecameaproblem).Thelackofparts

availableinthe3Dprintingindustrywasahugefactorinthehighcostsofearlyconsumerprinters.
Butthathasstartedtochange.Manypartsarestartingtobecomeavailabletoprintermanufacturers.JustlikeDellcanorderaprocessorfromIntel,a3Dprintermanufacturercannoworderahotend,controlboard,orheatedbedforuseintheir

printers.Thishasgreatlyreducedthecostsinvolvedindesigningandmanufacturing3Dprintersandhasalsoimprovedquality.
Insteadoftheprintermanufacturerhavingtotryanddesigneachandeveryindividualpartwithmarginalresults,theycannoworderthemfromacompanywhichspecializesinthatindividualpart.E3D,forexample,isa

companythatmakeshotendsfor3Dprinters,andthat’salltheydo.Becauseit’stheirsolefocus,E3Dcanconcentrateonjusttryingtomakethebesthotendsonthemarket.Printermanufacturerscanthenpurchasethosehotendsfortheirprintersandhaveahigh-qualitypartwithoutamassivedesignandmanufacturinginvestment.

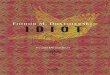
AhotendmanufacturedbyE3Dthat’sintendedforuseonavariety

ofprinters.
WithcompanieslikeE3Dproducingpartsspecificallyforthe3Dprintingindustry,thequalityofconsumer3Dprintershasincreasedverynoticeably.Andthatwillonlygetbetterasnewmanufacturersofpartsenterthemarketandcompetitionincreases.

The Race to theLowest PriceThatcompetitionbetweenpartmanufacturers,andthecompetitionbetween3Dprintermanufacturers,hasdonewondersfortheconsumermarket.Competitioninthemarketplacealwaysfuels

progressandinnovation,andthathasbeenparticularlyevidentwith3Dprintersbecauseit’shappenedsofast.IntheshorttimesincetheRepRapprojectwasstarted,alargenumberof3Dprintermanufacturershavesprungup.Virtuallyallofthemhavethesamegoal:toprovideahigh-qualityandeasy-to-useprintertoconsumersatthelowestpricepossible.

Originally,thatlowestpricewasstillprettyhigh.Butaspartsavailabilityhasincreasedanddesignshavematured,thosepriceshavebeenfallinglikearock.3Dprintersarenowunder$350,whenoriginallythecheapestconsumerprinterswerestillthousandsofdollars.

HOT TIPWhile prices are
certainly going to keep goingdown, they’re alreadystarting to level out. So ifyou’ve been waiting topurchase a 3D printer untilprices drop, don’t expectthem to get dramaticallylower (at least not for aworthwhile model).
However,theracetohavethe

lowestpricescanonlygosofarbeforeitlevelsout.Materialsandmanufacturingarealwaysgoingtobeanunavoidableexpensefor3Dprintermanufacturers,andtherewillbeapointwhenit’sjustnotpossibletosellprintersanycheaper.Wemaynotevenbethatfarfromthatpointtoday.
Thegoodnewsisthatjustbecausepricescan’tdrop

anymore,thatdoesn’tmeanprogresscan’tstillbemade.Oncepriceslevelout,thenewracewillbetowardmakingthebestprinteratthatprice.A$500computerthatyoubuytodaywillvastlyoutperforma$500computerfrom10yearsago.Andsomethingsimilarislikelytohappenwith3Dprintersinthefuture.Pricesmightleveloutataroundacouplehundreddollars,butwhatyou

getforthatmoneywillcontinuetogetbetterandbetterastimepasses.
The Least YouNeed to Know
3DprintingwasoriginallyinventedbyCharlesW.Hull.Healsostarted3DSystems,whichremainsoneofthelargest3Dprintermanufacturers.FDM3D

printing—thetechnologyusedonmostconsumer3Dprinters—wasinventedbyScottCrump,whowentontofoundStratasyswithhiswifeLisa.
Theconsumer3DprintermarketwaslargelynonexistentuntiltheRepRapprojectfueledopen-sourcedevelopment.
3Dprinterpriceshavedecreaseddramaticallyasthetechnologyhasmaturedandpartshavebecomeavailable.

Quality,reliability,andeaseofusehavesimultaneouslyimprovedasaresult.
Whilethecostof3Dprintersissuretoloweralittlebitmore,pricesarestartingtolevelout.However,theprintersthemselveswillalmostdefinitelyimproveagreatdealincomingyears.

CHAPTER
3
Manufacturingwith 3D
Printers andCNC Mills

In This Chapter
How3Dprinterswork
TheworkingsofCNCmills
Shouldyouusea3DprinteroraCNCmill?
Whenitcomestorapidprototyping,therearegenerallytwoapproachesthatcanbetaken:3Dprintingandcomputernumericalcontrol(CNC)milling.CNCmilling

isn’tstrictlyconsidered“rapidprototyping,”butthat’smostlyamatterofsemantics.Inpractice,CNCmillscancreate3Dpartsjustlikea3Dprinter,andcanoftendoitmorequicklyandwithgreaterprecision.
However,CNCmillsand3Dprintersdiffergreatlyintheiractualoperation.Essentially,they’retwocompletelydifferentwaysofsolvingthe

sameproblem:howtoquicklycreateafunctionalthree-dimensionalpartfromacomputermodel.3Dprinterssolvethisproblemwithadditivemanufacturing,meaningthe3Dprinterstartswithnothingandaddsmaterialtocreatethepart.Ontheotherhand,CNCmillsusesubtractivemanufacturing,aprocesswhichstartswithablockofmaterialandcutsitaway,

leavingthepartbehind.
Bothprocesseshavetheiradvantagesanddisadvantagesandareusefulindifferentsituations.You’vepurchasedthisbook,soyou’veprobablyalreadydecidedthat3Dprintingisrightforyou.SowhyevendiscussCNCmilling?Forone,highlightingthedifferenceswillhelpyouunderstandhow3Dprintingworksanditsbenefits.The

secondreasonismorepractical:it’softenpossibletoconvertCNCmillsinto3Dprinters,andsomemanufacturersareevenbuildingmultipurposemachinesthatarecapableofbothCNCmillingand3Dprinting.Inthischapter,Itakeyouthroughthefunctionsofboth3DprintersandCNCmillsandhowtheycanbeusefultoyouinthe3Dprintingprocess.

The SimplePrincipleBehind 3DPrinting3Dprintingisanadditivemanufacturingprocess,andhowa3Dprinteroperatesisallaboutlayingdownnewmaterialaspreciselyas

possible.Forvirtuallyall3Dprinterstoday,thisisaccomplishedbybuildingthepartupinaseriesofhorizontallayersstackedontopofeachother.Inconsumer3Dprinting,thoselayersarealmostalwayscreatedbyextrudingmoltenplasticinaprecise2Dcross-sectionofthepart.
Slicing and

Creating Layers forYour ModelTheonethingthatvirtuallyall3Dprintershaveincommon,regardlessoftheparticulartechnologythey’reusing,isthattheyallbuildpartslayerbylayer.Partofthe3Dprintingworkflowistakingthedesired3Dmodel(generallyinSTLformat)andfeedingitintoslicing

software.Thisappropriatelynamedsoftwarethenslicesthat3Dmodelintoaseriesofthinhorizontalcross-sectionsthatwillformthecompletepartwhenstacked.

AscreencaptureofSlic3r,anopen-sourceprogramforslicing
modelsfor3Dprinting.
Thesehorizontalcross-sections(calledlayers)canvaryinthicknessdependingonthehardwareofthe3D

printerbeingusedandthesettingsenteredbytheuser.Forconsumer3Dprinters,thelayerthicknessisgenerallysomewherebetween.10mmand.50mm,althoughitcanbeoutsidethatrangewiththerighthardwareandsettings.

HOT TIPCheck to see if the
manufacturer of a 3D printerhas publishedrecommended layersettings. Manufacturersusually do testing todetermine an optimal layerthickness based on theirhardware. Theserecommended settings willbe a good starting point andwill help you quickly achievehigh-quality prints.

Layerthicknessisoneofthemostrelevantcontributorsinthequalityoftheprintedpart.Thethinnereachlayeris,thehigherthequalityofprint.Theeasiestwaytovisualizethisistopictureitatitsextremes.Ifyouhadamodelwithverythicklayers,say5mm(whichiswayoutsideofwhatactual3Dprinterswillprint),yourprintedpartwouldbeextremelyblocky.Attheotherendofthe

spectrum,amodelprintedwithextremelysmalllayers,like.01mm,wouldyieldavery-high-qualityresult.
Thedifferencebetween5mm(left)and.01mm(right)layerheights.
But,ofcourse,therearelimitationsthatkeepyoufrombeingabletoprintvery

smalllayers.Thehardwareitself,especiallyforconsumerfusedfilamentfabrication(FFF)3Dprinters,haslimitsonhowthinitcanextrudefilament.Evenifthehardwarewascapableofextremelythinlayers,itwouldtakeanimpracticalamountoftimefortheslicingsoftwaretogeneratethelayers.
Themostnoticeablefactor

fortheenduser,however,endsupbeingprinttime.Asthethicknessofthelayersdecreases,thetotalnumberoflayersincreases.Themorelayerstherearetoprint,thelongeritwilltaketheprinttocomplete.Forexample,ifaparticularmodeltakestwohourstoprintwithlayerssetat.4mm,youwouldexpectittotakefourhourswhenthelayerthicknessiscutinhalfto.2mm.Youdoubledthe

numberoflayers,andsothetimetoprintwoulddoubleaswell,right?
Unfortunately,that’snotthecase,andtheprinttimewouldactuallyincreasebyalotmorethanthat.Thereasonforthisisthatthefilamentbeingextrudedhasa3Dprofile,soastheheightdecreases(intheZdirection),itswidth(intheX/Yplane)alsodecreases.Theresultis

thateachlayeritselftakeslongertoprint,inadditiontohavingmorelayerstoprint.
Extruding FilamentFilamentextrusionishowthe3Dprinteractuallycreateseachofthoselayers.InconsumerFFFprinters,theprocessgenerallyworkslikethis:aspooloffilamentisfedintoanextruder(seeChapter

7),whichhasamotoranddrivesystemtopushthefilamentintothehotend.Thehotendthenveryquicklymeltsthefilamentandpushesitthroughasmallnozzle.Theresultisathinthreadofsoftmoltenplasticbeingsquirtedoutofthenozzle.
DEFINITIONThe hot end of a 3D
printer is what heats and

melts the filament that is fedby the extruder assembly.As filament is pushed intothe hot end, a heatingelement heats the hot end.The temperature is hotenough to almost instantlymelt the plastic into a veryviscous fluid, which is thensqueezed out of the nozzleand deposited on the printbed.
Whilethe3Dprinteris

running,thetipofthenozzleisheldveryclosetotheprintbed.Asit’sbeingejectedfromthenozzle,thethreadofplasticstickstotheprintbed.The3Dprintercontinuouslymovesthetipofthenozzlearoundtheprintbed,trailingathreadofplasticbehind,toformasolidlayerofplasticthatmatchesthelayergeneratedbytheslicingsoftware.Theprinterthenmovesthenozzleupslightly

(relativetothebed)andstartsextrudinganewlayerofplasticontopofthepreviouslayer.Thatprocessisrepeateduntilallthelayershavebeenprintedandthepartiscomplete.
Thesizeofthemoltenplasticthreadcomingoutofthenozzle,thedistancebetweenthenozzleandprintbed,andtheamountoffilamentbeingpushedintothehotendare

howthe3Dprintercontrolsthethicknessofthelayerit’sprinting.Thethreadsizeisdirectlyproportionaltothesizeoftheholeinthetipofthenozzle.Solayerthicknesscanbeadjustedbychangingtheseparameters.

Moltenfilamentbeingextrudedtocreatethefirstlayerofapart.
However,asItouchedonintheprevioussection,thelayerthicknessislinkedtotheamountoftimeittakesto

printthelayer.Asthatthreadofmoltenplasticgetsthinner,ittakesmoretimetocreateasolidlayer.Theresultisatrendthatholdstrueinmostaspectsof3Dprinting:thequalityoftheprintedobjectandthetimeittakestoprintarelockedtogether.

CNC Millingand How ItWorksMillingmachinesareastandardtoolinmachineshopsaroundtheworld.Intheirmostbasicform,theyhaveamotorcalledaspindlethatspinsanendmill(whichisverysimilartoadrillbit).

Thematerialtobemilledisattachedtoaplatformthatcanbemovedinthree(ormore)dimensions,relativetotheendmill.Themachinistthenmanuallymovestheplatform(orendmill)aroundusingcontrolmechanisms.Thisallowshimtocutawayatthematerialwiththeendmilltoformthedesiredpart.
FASCINATING FACT

Before the advent ofcomputer numericalcontrol, there was just
numerical control. Numericalcontrol mills relied on acomplex mechanical punchcard system to program themill. These programs took agreat deal of time andexpertise to create, but therepeatability of the programsmade numerical control millsuseful in manufacturingsettings.

CNCmillssimplyremovemanualoperationfromtheequation.Insteadofamachinisthavingtomanipulatethecontrols,acomputercontrolsthemovement.Thewaythecomputercontrolsmovementisactuallyprettysimilartotheway3Dprinterswork:electricmotorsmovetheendmillintheX,Y,andZaxesrelativetotheprintbed.Theprimarydifferencesarethe

subtractivemanufacturingaspectandthematerialsCNCmillscanworkwithcomparedto3Dprinters.Thesimilaritybetweenthethree-axismovementinCNCmillsand3DprintersiswhatmakesitpossibletoconvertaCNCmillintoa3Dprinter.It’salsowhatallowsmanufacturerstomakemachinesthatcanhandlebothtasks.

Subtracting withCAM SoftwareBecauseCNCmillscreateapartbysubtractingmaterial(asopposedtoaddingitlikea3Dprinter),thesoftwareandprocesstheyfollowarecompletelydifferent.While3Dprintersaddmaterialinlayers,CNCmillsstartwithablockofmaterial(orbar,cylinder,andsoondepending

onthestockused)andcutawaymaterialin“pockets.”Theydon’tcutawayalayerattime,butrathercutoutparticularsectionsandfeatures(oftencompletely)beforemovingontootherfeatures.SometimescastmetalpartsareevenusedastheinitialstockandthenarerefinedwithCNCmilling.
Thisiscontrolledwithcomputer-aided

manufacturing(CAM)software.Likeslicingsoftware,CAMsoftwaretakesa3Dmodel(ofteninSTLformat)andprocessesittocreateinstructionsfortheCNCmilltofollow.However,unlikeslicingsoftwarefor3Dprinters,CAMsoftwaregenerallyrequiresmuchmoreoperatorinteraction.Thisisaprofessionuntoitself,becausesettingupaCNC

programrequiresexperienceandskill.

CAMsoftwareservesthesamepurposeasslicingsoftwarebutfollowsverydifferentrules.
HOT TIPThe skill and
experience of the CNC

operator is importantbecause CNC millingtechniques and settings canvary tremendously based onthe shape of the part beingmade, the material it’s cutfrom, the type of end millbeing used, and the desiredsurface finish and quality.For these reasons (amongothers), 3D printers aremore suitable for home use,as the slicing software ismuch simpler to use thanCNC CAM software.

Milling the MaterialWhile3Dprintersaremostlylimitedtoplastic(exceptinexperimentalprintersandveryexpensiveprinters),acommonCNCmilliscapableofcreatingpartsfromavarietyofmaterials.Steel,aluminum,brass,titanium,wood,andmostplastictypesareallpossibletomachineonasuitableCNCmill.Whateverthematerial,CNC

millsstartwithablockofit,andwhateverismillediseitherthrownawayorrecycled.
ThatversatilitymakesCNCmillingusefulformorethanjustrapidprototyping.CNCmillsareveryoftenusedtoactuallymanufactureparts,especiallyaluminumandsteelparts.TheprecisionofCNCmillingalsoallowsittoachieveverytighttolerances

thatarenecessaryforproductionparts.
However,becausemillingisasubtractiveprocess,thematerialthat’scutawayisgenerallywasted.3Dprintersusuallyonlyusethematerialthat’sactuallyneededtocreatethepart(althoughsometimesmoreisusedforsupportstructures).Consideringthehighcostofmaterials,thatcanbea

significantfactorinthepriceofthepart.
Pros andCons of 3DPrinters vs.CNC Mills

3DprintersandCNCmillsarebothversatileanduseful,andeachexcelsatdifferenttasks.Eachhasjobsforwhichthey’rebettersuited,andeachhasjobsforwhichtheywouldbeapoorchoice.Sowhataretheprosandconsofeach?Whenshouldyouuseoneversustheother?
Cost

Themostobviousdifference,foranyonepurchasinga3DprinterorCNCmill,isgoingtobecost.Capableconsumer3Dprinterscanbepurchasedforunder$1,000,whileCNCmillscapableofmachiningmetalslikealuminumandsteelarerarelylessthan$5,000(andareusuallymuchmore).However,lesspowerfulCNCmillscapableofmillingsoftmaterialslikewoodaresignificantlyless

expensive(usuallylessthan$2,000).
Thecostdifferenceismostlyduetotheexpensivehigh-powerelectricmotorneededfortheCNCspindle,thecoolingsystemsneededwhenmillingmetal,andthefactthatCNCmillsrequireaverysolidandrigidframe.3Dprinters,incomparison,requiremuchlessexpensivepartstobuild.

Asidefromthepriceofthemachineitself,thereareothercoststoconsider.CNCmillsrequireendmills,whichneedtobereplacedaftertheybecomeworn.MostCNCoperatorsprefertohavearangeofendmillsaswell,indifferentsizesandshapesfordifferentjobs.3Dprinters,ontheotherhand,generallyonlyrequirethatyourpurchasethematerialitself.

IfyouwantedtoconvertaCNCmilltoa3Dprinter,itisrelativelyinexpensive,generallyonlyafewhundreddollars.

HOT TIPWhile 3D printers don’t
require expensiveconsumable accessories likeend mills, you shouldconsider the cost of filament.Most people end uppurchasing many rolls offilament in a variety of colorsand materials. This expensecan be significant, especiallyfor exotic filament materials.

Part GeometryOneofthebiggestadvantagesthat3Dprintershavetoofferistheirabilitytocreatecomplexgeometry.Therearepartsthatcanbe3Dprintedthatsimplyaren’tpossiblewithtraditionalmanufacturingmethods.Thewaythat3Dprinterscreatepartsinlayersmeansthatinternalgeometrycanbeproducedjustaseasilyas

externalgeometry,aprospectwhichsimplyisn’tpossiblewithanyothermanufacturingmethod.
Aneasy-to-understandexampleofthisisasimplecubewithahollowsphereinthecenter.Noothermanufacturingmethodiscapableofproducingsuchapart,butit’satrivialtaskfora3Dprinter.Practicallyspeaking,it’snotanymore

difficultfora3Dprintertocreateapartlikethatthanitwouldbetocreateasolidcube.
Thiscapabilityunleashesawholeworldofpossibilitiesthatwerepreviouslyconsideredunfeasibleorsimplyimpossible.Youcouldevenprinttwo(ormore)partsthatarealreadyassembled,allowingyoutocreateassemblieswhichwouldn’tbe

possiblewithanyothermanufacturingtool.

Apartthatcouldonlybecreatedbya3Dprinter.
Evenmoretraditionalpartsareeasiertocreatewitha3Dprinter.Partswithfeaturesonallsides,forexample,can’t

bemachinedonastandardthree-axisCNCmillwithoutadditionalwork.Thepartwouldhavetobeturnedovertomachinetheotherside,orafourthaxiswouldhavetobeaddedtothemillforrotatingthepart(whichisafairlyexpensiveaddition).
However,3Dprintersdohavelimitationsonwhatkindofgeometrytheycanhandle(especiallyconsumerFFF

printers).Theselimitationsareusuallyrelatedtooverhangsinthepart,astherealwayshastobesomethingtoprintontopof.Butthatcanbeovercomebyprintingsupportmaterialwhichislaterremoved.
FASCINATING FACT3D printers with two or
more extruders can use oneof the extruders solely for

printing support material.This support material isoften a special kind offilament producedspecifically for this use.Once the print is finished, itcan be soaked in a chemicalbath, which dissolves thesupport material but leavesthe rest of the partuntouched. Such a setupwould be capable ofproducing almost anygeometry imaginable.

Material MattersAsIexplainedintheprevioussections,thematerialCNCmillsarecapableofmachiningisalotmorevariedthanwhat3Dprinterscanprint.3Dprintersintheconsumermarketarelimitedtodifferentkindsofplastics,whileCNCmillscanmachinemostcommonmaterials(withtherightsetup).

Butit’sactuallynotthatsimpleinpractice.Thecostofmaterialiscertainlyaconcern.MachinableblocksofmaterialsuitableforCNCmillingtendtobefairlyexpensiveandhavetobepurchasedorcutinthenecessarysizes.Ifthepartyou’remakingisn’tverycloseinsizetotheblockofmaterial,thechancesaregoodthatalotofmaterialwillgotowaste.

MillingdifferentmaterialsalsorequiresthattheCNCmillbesetupforthatmaterial.Theendmill,coolingsystem,andeventheframeoftheCNCmillitselfneedstobecorrectforthatmaterial.Thisiswhymillsarelessexpensivewhentheyonlyneedtobecapableofcuttingsoftmaterials,andaremoreexpensivewhentheyneedtocuthardmaterialslikesteel.Eachmaterialalso

requiresdifferentmillingsettings,andittakesexperienceandknowledgetoproperlymillavarietyofmaterials.
Incontrast,3Dprintersgenerallyonlyrequirethatyouadjustafewsettings(namelytemperature)whenswitchingbetweenmaterials.Simplyput,3Dprintingismucheasier,andthelearningcurveisshorterthanCNC

milling.CNCmillscertainlyhavetheadvantageofmaterialversatility,butthatversatilityisdifficulttoachieve.
Surface FinishThefinalqualityofapartislargelyaconsequenceofthesurfacefinishonthepart.Thesurfacefinish,inthiscontext,ismostlyabouthowsmooth

thecompletedpartis.Inamanufacturingsetting,surfacefinishhasaslightlydifferentconnotation.Forproductionparts,asmoothsurfaceisn’talwayswhatisdesired.Sometimesit’spreferabletohavearoughfinish,brushedfinish,ormattefinish.Thesearealldifferenttypesofsurfacefinishes,andtherearemanyothers.Noparticulartypeisnecessarilybetter;it’sjusta

matterofwhat’sneededforthepart.
However,inmostcases,themanufacturermustfirststartwithasmoothfinishandthenaddthedesiredsurfacefinish.Ifweuseinjectionmoldedplasticpartsasanexample,thisprocessispartofmakingthemold.Ifatexturedmattefinishisdesiredonthepart,thatfinishhastobeonthesurfaceofthemold.Inthis

case,themoldismilledassmoothlyaspossible,andthenthefinishisaddedafterward(eithermechanicallywithsandingorwithchemicaletching).
Inalmosteverycase,themoldorpartisideallyassmoothaspossibletobeginwith,andthenthesurfacefinishisadded.Thereasonit’sdonethatwayistoavoidimpartingunintendedartifacts

ontothesurface.Andso,you’dwanttobeabletoachieveassmoothofasurfacefinishaspossiblewheninitiallymakingapart.
GettingaverysmoothfinishisusuallyasimplematterwithaCNCmill.ItdoestakeskillontheCNCoperator’spart,andusuallyasmootherfinishtakeslongertomachine,butit’scertainlypossibletogetaverysmooth

finishstraightoffthemill.Unfortunately,thisisn’tthecasewith3Dprinters,andisprobablyoneoftheprimaryreasonsthat3Dprintingisn’tmorecommoninproductionmanufacturing.
AsI’veexplainedpreviously,thenatureof3Dprintingmakesridgesonthesurfacealmostunavoidable.Theway3Dprinterscreatepartsbyaddinglayersvirtually

ensuresthatsmalldifferencesbetweenthoselayerswillbevisible.Very-high-end(non-FFF)3Dprintersusedinprofessionalsettingscanachievesmoothsurfacefinishes,butthosekindsofprintersarefaroutofreachforconsumers.Theirhighcostalsomakesthemimpracticalforanykindofmanufacturing,evenforthecompaniesthatcanaffordthem.

Evenathigh-qualitysettings,a3D-printedparthasarough
surface.
Soisiteverpossibletoachieveasmoothsurfacefinishonaconsumer3D

printer?Luckily,theanswerisyes!Smoothfinisheson3D-printedpartscanbeattainedwithpostprintfinishing.Therearemanytechniquestodothis:everythingfromsimplysandingtheparttomorecomplicatedchemicalmethods.ButthosepostprintfinishingmethodsarestillanadditionalstepthatCNCmillsdon’trequire.

Attheendoftheday,ifyou’relookingforprofessional-lookingpartswithasmoothsurfacefinish,CNCmillsarethebetterchoice.Withoutpostprintfinishing,3D-printedpartswillalwayslookliketheywere3Dprinted.Youcangetaniceandprofessionalfinishona3D-printedpart;itwilljusttakemorework.

Using theRight Toolfor the JobWithallofthesedifferences,howdoyouknowifyoushouldusea3DprinteroraCNCmill?Asalways,it’simportanttochoosetherighttoolforthejob.Justlikeyouwouldn’tuseawoodsawto

cutametalpipe,youdon’twanttousea3DprinterwhenaCNCmillwoulddothejobbetter(andviceversa).Inthiscase,choosingtherighttoolisaboutfirstdeterminingwhatthejobwillbe.
HOT TIPThere are practical
differences which mightaffect your decision as well.For example, CNC mills are

very loud and can be quitemessy. 3D printers,however, are usually fairlyquiet and don’t create muchmess. If you live in anapartment, a CNC mill wouldprobably be pretty disturbingto your neighbors, while a3D printer shouldn’t even benoticeable to them.
Ifyouintendtomakeproductionpartsormoldsforinjection-moldedparts,a

CNCmillisgenerallytheclearchoice.They’restillcapableofcreatingprototypepartsinashortamountoftimebutcanalsoproduceprofessionalpartswithahigh-qualitysurfacefinish.However,theirnoise,mess,andexpensearecertainlyaconcern.
Formosthomeusersandhobbyists,a3Dprinterwillbeeasiertouseandmore

usefulingeneral.Youcancreateawiderangeofpartswithlittleconcernaboutgeometrylimitationsandcomplicatedsettings.Thecostofmaterialislower,youwastelessofit,andthenoiseandmessareminimal.
Intheend,it’seasytoseewhyamachinecapableofbothtaskswouldbesouseful.Theframe,movementmechanics,andcontrolsare

verysimilarbetween3DprintersandCNCmills.SwitchingtheCNCspindleforanextruderallowsyoutodobothCNCmillingand3Dprintingwiththesamebasicmachine.Thisiscertainlymoreexpensivethanadedicated3DprinterorCNCmill,butmuchlessexpensivethanpurchasingoneofeach.
The Least You

Need to Know3Dprinterscreatepartsbybuildinguplayersofmaterial,aprocesscalledadditivemanufacturing.CNCmillsusesubtractivemanufacturing,whichmeanstheycreatepartsbycuttingawaymaterial.
Generallyspeaking,3Dprintersarebetterforthehomeuser,whileCNCmillsmaybeabetterchoicefor

businesses,dependingontheexpecteduse.

CHAPTER
4
Types of 3DPrinters
In This Chapter
Stereolithographyandits

subset,digitallightprocessing
Creatingcolorfulmodelswithpowderbedprinters
PrintingstrongpartswithMultiJetprinters
Meltingparticleswithselectivelasersintering
Thereasonforfusedfilamentfabrication’spopularity
Sofarinthisbook,I’vetalkedabout3Dprintingingenerictermsthatapplyto

most3Dprinters.Butinpractice,notall3Dprintersworkinthesameway.Tomoveforwardwiththisbook,Ineedtopickaparticular3DprintingprocessthatIcandigdeeperinto.
Therearemanykindsof3Dprintingtechnologiesonthemarkettoday,andeachofthemoperatesdifferently.Mostoftheseprocessesareusedspecificallyforacertain

applicationoraparticularmaterial.Idon’thavethespacetocovereveryprocesshere,soinsteadIgooverthemostcommontypesof3Dprintinginusetoday,plustalkaboutwhyfusedfilamentfabrication(FFF)printingisthego-totypeformanyhobbyists.

StereolithographyIfyourecallfromChapter2,thisistheoriginaltypeof3DprintingprocessdevelopedbyCharlesW.Hullandhiscompany3DSystemsinthe’80s.Stereolithography(SLA)worksbyshiningaUVlaserontoavatofUV-curablephotopolymerresin.Thelaserisfocusedontheresintoproducethe2Dcross-

sectionofeachlayeronabuildplatform,andthentheplatformisslightlyloweredinordertoformthenextlayer.
SLA,asidefromhavingtheprovenhistoryofbeingthefirst3Dprintingprocess,hassomekeyadvantageswhichmakeitapopularchoiceeventoday.AnSLAprintercanprintpartswithrelativelysmoothsurfacefinishes

comparedtoothertypesof3Dprinting,withalmostcompletelyunnoticeabledifferencesbetweenlayers.ThisqualityispossiblebecauseofthehighprecisionoftheUVlaser,whichalsoallowsittocreatepartswithinverytighttolerances.
ThequalityandprecisionofSLAprintersmakesthemidealinprofessionalresearchanddevelopmentsituations,

whereprototypepartsneedtoverycloselyresembletheirmass-producedcounterparts.Thesurfacefinishalsohasahigh-enoughqualitythatSLAprintedpartscanbeusedasmastersforcreatingmolds.
However,thequalityofanSLAprintercomesatahighprice.High-endconsumermodelSLAprintershavestartedenteringthemarketrecently,butthey’vemostly

beenusedonlybybusinessesforcreatingprototypes.ThecheapestSLAprintersstartinthethousandsofdollarsandcanbemorethanahundredthousanddollarsforprofessionalmodels.
Asidefromthecostoftheprinteritself,expensiveresinisalsoneededasthematerialtocreateparts.Thisresincancostanywherefrom$80to$200perliter,andismuch

moreexpensivethantheplasticfilamentusedinmostconsumer3Dprinters.ThewaySLAprinterscreatepartsinavatalsomeansthat,forconventionaldesignsatleast,hollowpartswillbefilledwithresin.Thiscanaddtothecostofthematerialandtotheweightofthepart.
Insomecases,theprintedpartrequiresadditionalcuringaswell.Thisisdependenton

theprinterandresinbeingused,butisstillafactor.Curingthepartgenerallyrequiresaseparatedeviceandadditionaltime.
Digital LightProcessingDigitallightprocessing(DLP)3Dprintingisvery

similartoSLAprinting;infact,it’sconsideredasubsetofSLAprinting.DLPprintingworksalmostexactlylikeSLAprinting,withavatofphotopolymerresinthatishardenedlayerbylayer.
TheprimarydifferencebetweenDLPprintingandtraditionalSLAprintingisthemethodusedtoshinelightontotheresin.Ifyou’refamiliarwithvideoprojector

systems,youmayhavealreadyheardofDLPinthecontextofmovieprojects.Thetechnologyisusedtoprojectlight(intheformofimages)ontoascreen.
ThissametechnologycanalsobeusedtocurethelayersofresininaDLP3Dprinter.Insteadofprojectingavideo,aDLPprinterprojectslightintheshapeofeachcross-sectionontheresin.This

allowsaDLP3Dprintertocureanentirelayeratonce,abigadvantageoverthesingle-pointlaserusedinconventionalSLAprinters.

FASCINATING FACTDLP 3D printers are
capable of curing an entirelayer of resin in just a fewseconds. This speed allowsthem to print very quicklycompared to other types ofprinters.
Bycuringanentirelayeratonce,DLPprintersdramaticallyreducethetimeittakestoprintapart.

Additionally,thesize,shape,andcomplexityofeachlayerhavenoeffectonthetimeittakesaprint.Asidefromtheobviousadvantageofbeingabletoprintlargeandcomplexparts,thisalsomeansthatmanyduplicatepartscanallbeprintedatoncewithoutaddinganyprinttimecomparedtoasinglepart.
However,DLP3Dprinters

tendtohavethesamedownsideasstandardSLAprinters:cost.WhilethepriceofresinisusuallyaboutthesameasSLAresin,theprintersthemselvesaremoreexpensive.DLPprojectorsarestillcomplexandexpensivepiecesoftechnology,andaddingthemtoa3Dprinterisnotacheapproposition.

Powder BedPrintingAhandfulofspecificprintingprocessescouldallbeconsideredpowderbedprinting.Allofthesetypesofprintershaveonethingincommon:apowdermaterialisspreadonabed,andaliquidbinderisusedtosolidifyitinlayers.The

differencescomefromthefollowing:
Thetypeofpowdermaterialused
Thetypeofbinderused
Themethodusedtoinjectthebinderintothepowder
Thetypesofpowderandbinderusedcanvarybasedonneed,andhaveevolvedovertheyearssincepowerbedprintingwasinvented.Itcan

beanythingfromsimpleplasterpowderthatissolidifiedbyinjectingwater(liketheoriginalbinderjettingprocessdevelopedatMITandsoldbyZCorp.)toadvancedresinorepoxycombinationsthatreplicatecommonengineeringmaterials.
Oneofthemostcommonandpopularofthesepowderbedprintersonthemarkettoday

istheinkjettype.Theyuseaprintheadsimilartowhatisusedincommonhouseholdinkjetprinters,butinsteadofprintingink,theyprintabinderontothepowder.
Therearetwoprimaryadvantagesthatpowderbedinkjetprintershaveoverothertypesofprinters:supportmaterialisn’tnecessary,andtheyhavethecapabilityofprintingmulticolorparts.

Theydon’tneedadditionalsupportmaterialbecausethepowderitselfcansupportoverhangswhilethepartisbeingprinted.
Theleftoverpowdercanbereused,sonotmuchmaterialiswasted.However,cleaningthepowderoffthepartisn’tasmalljob.Itcanbeatime-consumingtask,sometimesmadeevenmoredifficultbythefragilityofthepart

producedbysomeprinters(anddependingonthematerial).Removingthepowderwithoutdamagingthepartinthosecasestakesfinesseandcare,buttheothermajorbenefitscanmakethatinconvenienceworthwhile.
Byusingmultipleinkjetsintheprinthead,eachwithadifferent-colorbinder,partscanbeprintedinmultiplecolors.Colorscanevenbe

combined,similarlytoinkjetprintingonpaper,tocreateawidespectrumofcolors.
Theabilitytohandleoverhangswitheaseandtoprintcolorfulpartshasmadepowderbedinkjetprintersverypopularforcreatingarchitecturalmodels.Usageforarchitecturalmodelsisalsoaresultoftherelativeeaseofbuildinglargepowderbedprinters,whicharen’t

limitedtosmallsizeslikeothertechnologies.Thisallowsarchitecturefirmstoprintlargefull-colormodelsoftheirbuildingdesignsforpresentationpurposes.
Mostpowderbedprintershaveamajordownsidethough,whichisthatprintstendtobebrittleandweak(thoughthisproblemhaslargelybeensolvedwithnewermaterialsand

processes).Thisoftennecessitatestheuseofadditionalpostprinttreatmentsjusttomakethepartsuitableforhandling.Thepowderbedalsointroducesthesameproblemthatiscommonwithprintersthatusevatsofresin:youcan’tprintahollowpartwithoutawayofremovingtheunusedmaterialinsidebeforeit’scompletelysealed.

MultiJetPrintingMultiJetPrinting(MJP),alsocalledPolyJetPrinting,isanother3Dprintertechnologythatusesaninkjet-styleprintheadandcanprintinmultiplecolors.Butunlikepowderbedprinters,MJPprintersdon’tusepowderbeds;instead,theyprintUV-curableresin

directlyontotheprintbed.MJPprintersaddaUVlighttotheprinthead,whichinstantlycuresthephotopolymerresinasit’sdeposited.
HOT TIPMultiJet Printing and
PolyJet Printing areexamples of differentcompanies using similartechnologies under differentnames. MultiJet Printing is

used by 3D Systems, whileStratasys uses PolyJetPrinting. Both work inapproximately the same waybut use different names fortrademark, patent, ormarketing reasons. Whenlooking at 3D printers, keepin mind that the same typeof printer can go by multiplenames.
Becausetheyuseresininsteadofpowder,MJPand

PolyJetprinterscanproducestrongandusableparts.Thisgivesthemadistinctadvantageoverpowderbedprinters,whichproducerelativelyweakparts.
MJPprintershandleoverhangsbyprintingagelsupportmaterialwherenecessary.Thesupportmaterialcanbeeasilywashedawaywithoutdamagingthepart,makingthesupport

removalprocesseasierandfasterthanmoretraditionalapproaches.
ThedisadvantagesofMJPandPolyJetprintersarethecostoftheprinteritselfandthecostoftheresin.Theresincostisonparwiththeresinusedinothertypesofprinters.However,toprintinmultiplecolorsormaterials,differenttypesofresinarerequired.Inthelongterm,

thisshouldn’taddanysignificantcost,becausethetotalamountofresinbeingusedshouldberoughlythesame.Butintheshortterm,itcanbealargeupfrontcosttogetoutfittedwitharangeofresintypes.
Theprintersthemselvesarepricedsimilarlytootherprofessional3Dprinters,whichofcoursearestilltooexpensiveformost

consumers.Beinganewtechnology,MJPprintershaven’tyetmaturedenoughtoreachmoreaffordablepricesthatwouldallowthemtobepurchasedforhomeuse.
SelectiveLaserSintering

Selectivelasersintering(SLS),directmetallasersintering(DMLS),andselectivelasermelting(SLM)allworkinbasicallythesameway.Theyusehigh-powerlaserstoactually“sinter”ormeltpowderedparticlestogetherintoasolidmass.
Likepowerbedinkjetprinters,theyuseacontainerthatisfilledwithpowderlayerafterlayer.Afteranew

layerofpowderisadded,thelaserheatsthepartcross-sectionandthenmovesontothenextlayer.Asusual,theprocessisrepeateduntilthepartisfinished.
However,unlikeotherpowderbedprintingmethods,SLSprintingdoesn’trequireanykindofbinder.Thatmeansanymaterialthatcanbepowderedandmeltedorsinteredwithalasercanbe

used,suchasvariousmetals,ceramics,plastics,andevengreensand.
DEFINITIONGreen sand is a
specially formulated materialused for sand casting. Sandcasting is used to producemetal parts by pouringmolten metal into a moldmade of sand. The mold isnormally produced byforming it around a positive

master part; however, 3Dprinting the mold removesthe need to first create amaster part.
Thesearetheonlycommonlyused3Dprinterscapableofprintingmetalparts,whichgivesthemanobviousadvantage.Insomecases,theprintedpartscanevenbeasstrongasanidenticalpartmanufacturedbytraditional

means.ThismakesSLS-createdpartsparticularlyuniqueandespeciallyuseful.
Unfortunately,SLS,DMLS,andSLM3Dprintersareallveryexpensiveatthispoint,tothepointthatthey’remostlyonlyusedinahandfulofindustriesthatrequirethespecificcapabilitiestheyoffer.Inmostcases,acapablemultiaxisCNCmillismoreeconomicalthananSLS

printer,socompaniesthatpurchasethemdon’tusuallydosowithoutastrongnecessity.
FusedFilamentFabricationAllofthetechnologiesI’ve

talkedaboutsofarinthischapterhavebeentooexpensiveortoospecializedforconsumeruse.Sowhatprocessareyoulikelytouseathome?That’swherefusedfilamentfabrication(FFF)comesin.Thisprocesstakesastringofthermoplastic(calledfilament),meltsit,anddepositsitontotheprintbed.
FFFprintersarehighlyeconomical,makingthem

popularforconsumeruse.Theaffordabilityoftheprintersthemselvesisdueprimarilytothelowcostoftheindividualpartswhichmakeuptheprinterandthefactthattheydon’tneedtobepreciselybuilttofunctionwell.MostoftheotherprintertypesI’vediscussedaredifficulttobuildandhavetobefinelytunedtoproducegoodresults.

Ontheotherhand,FFFprinterscanbebuiltinagaragewithcommonhandtoolsandstillprintwell.Mechanicallyspeaking,they’realsorelativelysimpleandeasytounderstand.Nocomplexlaseroropticalsystemsareneeded,becausetheyoperateonmechanicalprinciples.
Ifyou’veeverusedahotgluegun,youcanprobably

understandhowanFFF3Dprinterworks.Thefilamentiscomparabletothegluestick,thehotendissimilartotheheatednozzleofthegluegun,andtheextruderworkslikethetriggersystemthatpushesthegluestickintothehotnozzle(althoughextrudersworkwithcontinuousrotation).
TheFFF3Dprinterprocess,then,islikeusingahotglue

guntodrawasquare,andthenanothersquareontopofthatone,andthenanothersquareonthatone,andsoon.The3Dprinterisdoingitmuchmorepreciselythanyoucouldbyhand,ofcourse,andit’sdoingitwithplastic,butthegeneralideaisthesame.
WhiletheaffordabilityofFFF3Dprintersmakesthemidealforconsumeruse,the

technologyisusedforprofessional3Dprintersaswell.Professionalversionsworkinexactlythesamewayasconsumermodels,justwithgreaterprecisionandsometimeswithadditionalfeaturesadded.
Thecostadvantagedoesn’tstopattheprinteritselfeither.ThefilamentusedinFFFprintersisthemostinexpensivematerial

availableforany3Dprinteroutthere.Thisispartiallyduetothelow-technatureofthefilament,butit’salsoaresultofthecompetitionintheconsumermarketdrivingpricesdown.ThepopularityofFFFprintershasalsoensuredrapiddevelopmentofboththeprintersthemselvesandthefilamentusedwiththem.
WhileFFFprintersare

popularmostlybecausethey’reaffordableandeasytounderstand,unfortunately,theyprobablyyieldthelowest-qualityprintsofanyofthe3Dprintertypesdiscussedinthischapter.Thefilamentextrusionmethodoflayeringplasticisinherentlyimprecise.And,whileagreatdealofeffortisbeingputintoimprovingthequality,FFFprintersstilllagbehindtheothers.

HOT TIPWhile the quality is
lower than other printers,FFF printers can print arange of thermoplastics.Many of thosethermoplastics are popularfor engineering workbecause of their superiormechanical properties. Partsprinted with materials likeABS and nylon are verystrong, and are usable assoon as they’re finishedprinting.

AnotherdownsideisthetimeittakesanFFFprintertocreateapart.Becauseoftheweightbeingmovedaround,FFFprinterscanonlyacceleratesofast.Thismakessmallfeaturesslowertoprint.Becausetheplasticismeltedasit’sbeingdeposited,it’salsonecessaryforittocoolbeforeprintinganotherlayerontopofit.Mostofthetime,

it’salreadycoolbythetimethenextlayerisprinted.Butifthelayersareverysmall,anFFF3Dprinterwilleitherneedtopausebetweenlayersorriskdeformingthepartduetotheheat.
ThatheatalsoprovidestheunderlyingcauseofthesinglebiggestdisadvantageofFFFprinters:warping.Becausethermoplasticsexpandandcontractasthey’reheatedand

cooled,thepartactuallychangesshapeslightlyasit’sbeingprinted.Ifsomelayerscoolbeforetheothers,thiswillresultinthepartwarpingorevencracking.

AnFFF-printedpartshowingwarpingandcracking.
Howextremethiswarpingisdependsontheparticularthermoplasticbeingused.Acrylonitrilebutadiene

styrene(ABS),forexample,isespeciallypronetowarpingandcracking.Othermaterialsminimizewarping,butnoneofthemseemtobeabletoavoiditentirely.
Printermanufacturers,inanefforttoavoidwarpingandcrackingissues,haveintroducedanumberofwaystotryandcontrolit—heatedbeds,enclosures,andheatedprintchambers.

Thesemethodsaremostlyrelatedtomanagingthetemperatureoftheparttotryandkeepitconsistentthroughouttheprint.Theseworkfairlywellandalmostcompletelyeliminatetheprobleminsomematerials.Rightnow,however,itstillcan’tbeavoidedentirely.
FASCINATING FACTSome of the methods

of reducing warping, such asheated build chambers, arepatented technology. Thismeans that small 3D printermanufacturers can’t usethose methods withoutmaking a deal with thepatent owner. This is part ofthe reason that some of thefeatures seen onprofessional 3D printersaren’t available on consumerprinters.

Thoughwarpingproblemsandrelativelylowprintqualityarecertainlyconsiderabledisadvantages,thereisnodenyingthelowcostofFFF3Dprinters.Theyarebyfarthemostpopulartypeof3Dprinterontheconsumermarket,andvirtuallyallprintersinusebyhobbyistandhomeuserstodayareFDM/FFF3Dprinters.Therefore,it’sextremelylikelythatthiswill

bethetypeofprinteryou’llbepurchasing.
Forthatreason,throughouttherestofthebook,I’llbetalkingabout3DprintinginthecontextofFFF3Dprinting.Manyoftheprinciplesapplytoothertypesof3Dprintingaswell,buttheFFFprocessiswhatI’llbefocusingon.
The Least You

Need to KnowTherearemanytypesof3Dprintersonthemarket,eachwiththeirownadvantagesanddisadvantages.
WhileSLA,DLP,powderbed,MJP,andSLSprintersprinthigh-qualityparts,theircostkeepsmanyhobbyistsfrombuyingthem.
FFF3Dprintersarethemostpopularforconsumerusebecauseoftheiraffordability.


PART
2
All Aboutthe
Hardware3Dprintersarecomplicatedmachines,whichiswhyI’m

devotingthisparttoexplaininghowallofthathardwareactuallyworks.Notonlydoesunderstandingthehardwarehelpyouunderstandhow3Dprintingworks,butitalsogivesyoutheknowledgenecessarytotroubleshootanyproblemsyoumayruninto.Youalsolearnhowbesttoprepareyour3Dprinterforsuccessfulprints.

CHAPTER
5
The FrameIn This Chapter
Cartesian-layout3Dprinters
Theimportanceofframerigidity

Choosingtheright-sizeprinterforyou
Theframeofa3Dprinteriswhateverythingelseisbuilton,makingitaveryimportantfactorinthequalityofyourprints.Printersarebuiltinavarietyofdifferentways,andallthedifferentlayoutsandconstructionmaterialsmakeadifference.Tounderstandwhy,it’sbesttostartbylearninghow3D

printerframesaregenerallyconstructed.
Inthischapter,IgoovertheCartesianlayoutof3Dprinters,constructiontechniquesforthem,andtheimportanceofsizewhenitcomestoyour3Dprinter.
Cartesian

LayoutsWhenitcomesto3Dprinters,layoutreferstothewaytheprinterisdesignedtomoveinthree-dimensionalspace.Thatmovementcanbeachievedindifferentways,butthemostcommonofthoseistheCartesianstyle.TheseprintersarenamedaftertheCartesiancoordinatesystem,whichisthemostbasicway

todefineapointin3Dspace.Thiscoordinatesystemiswhatyouprobablyrememberusinginyourmathclassesinschool:apointisdefinedbyitsXcoordinateandYcoordinateona2Dplane.With3DCartesiancoordinatesystems,you’resimplyaddinganotheraxis(Z)todefinetheverticalpositionofthepoint.

DEFINITIONCartesian is an
adjective used to describethings related to RenéDescartes, who was aFrench mathematician andphilosopher. His manycontributions to mathematicswere the reason for theCartesian coordinate systembeing named for him (thoughhe wasn’t solely responsiblefor its development).

Cartesian3Dprintersusethesamebasicprincipletomovethetipofthehotendtoaspecificpoint.TheyhavemechanismstomoveintheXaxis,Yaxis,andZaxis,allowingthemtopositionthehotendanywherein3Dspace.Forexample,ifthehotendneedstomovefromthepoint[10,10,10](X,Y,Z)to[20,5,10],it’sasimplematterofmovingtheXaxis10unitsinthepositive

directionandtheYaxis5unitsinthenegativedirection.
3DprinterswithCartesianlayoutsarebyfarthemostcommon,bothintheconsumermarketandtheprofessionalmarket,mostlikelyduetothesimplicityofthemathinvolvedincontrollingtheirmovement.Othertypesoflayouts,likeDeltaprinters,requiretheuse

oftrigonometrytoadjustforasimplemoveonasingleaxis.CartesianprintersalsoseemtobeeasierforpeopletounderstandbecausetheymirrortheCartesiancoordinatesystemsusedinCADprograms(seeChapter15).

Ways Cartesian 3DPrinters AreConstructedDespitethesimplicityofthewayCartesian3Dprintershandlepositioning,theiractualconstructioncanbequitevaried.TheX,Y,andZmovementisonlyhowthehotendmovesrelativetotheprintbed.Thepartsthatare

actuallyphysicallymovingcanbecompletelydifferentbetweenprinters.One3DprintermodelmighthavetheprintbedmoveintheXandYdirections,andthehotendmoveintheZdirection.AnotherprintermighthavetheprintbedmoveintheYdirection,andthehotendmoveintheXandZdirections.

This3DprinterhasabedthatmovesintheYaxisandan
extrudercarriagethatmovesintheXandZaxes.
Themostcommonsetuprightnowseemstobetohavethe

printbedmovinginonedirection(eitherXorY)andthehotendmovinginZandtheotherdirection(eitherXorY).Butthisisbynomeansarule,andit’snotevennecessarilythebestmethod.That’smostlybecausewhat’sbestdependsonyourprioritiesandwhatyou’retryingtoachieve.
Cartesian Layout

ConsiderationsSowhydo3DprintermanufacturersusedifferentCartesianlayouts?Shoulditevenmattertoyou?Theshortanswertothefirstquestionisthatone3Dprintermanufacturermightbetryingtoachievesomethingdifferentthananothermanufacturer.Theparticularlayouttheychoosetousecanaffectthecostoftheprinter,

thequalityoftheprints,thespeedatwhichitcanprint,theoverallsizeoftheprinter,andthedifficultyofbuildingit.
Costisusuallythemostobviousofthefactors,andit’scertainlynoticeabletoboththemanufacturerandthecustomer.Thecostvariesbetweendifferentsetupsbecauseofthematerialsneededandhowpowerfulthe

motorsneedtobe.Ifallofyourmovementisdonebythehotendwhiletheprintbedstaysstationary,theZaxismotorswillneedtobeverypowerfulinordertolifttheweightofallthecomponentsoftheXandYaxes.Andofcourse,ifaparticularlayoutusesmorematerialinitsconstruction,itwillcostmore.
Thequalityoftheprintsand

thespeedatwhichtheprintercanprintarealsoinherentlyinterrelated.Generallyspeaking,printspeedislimitedbyprintquality.Mostprintersarecapableofphysicallymovingmuchfasterthantheyactuallyprint.It’samatterofhowfastaprintercanmovewhilemaintainingacceptableprintquality.Thesetwothingsarelargelydeterminedbytheamountofmassbeingmoved

andhowwelltheframeoftheprintercanhandlethestressofthatmass.
Printqualityisaffectedbymovingmassbecauseofsimpleinertia.Ifyourememberyourphysicslessons,you’llrecallthatinertiaincreasesproportionallywithmass.Inertiaistheresistanceofamasstochangeinitscurrentstateofmotion.Thereason

thisaffectsprintqualityisprettystraightforward:ifyou’reprintinginonedirectionandneedtochangedirection(forexample,whenyoureachacorner),inertiawillresistthatchange.Andbecauseinertiaisrelatedtomass,thatchangeindirectionwillbemoredifficultasmoremassisadded.Sotheprinterwillhaveatendencytoovershootthecorner,resultinginpoorprintquality

onthatcorner.
Thisiswhyspeedisasignificantfactoraswell.Ifthemovingmassishighonthataxis,theprintermaynotbeabletoturnthatcornerquicklyathighspeed.Butatlowerspeeds,theeffectwillbereduced,resultinginbetterprintquality.Thelessonhereisthatyoucanprintatfasterspeedsasmovingmassisloweredwhilemaintaining

thesameprintquality.
FASCINATING FACTBacklash (an
undesirable delay inmovement during directionchanges) producessomewhat similar effects tothose caused by poorrigidity, but is a separatephenomenon with a differentcause. Backlash is causedby looseness in theinterfacing parts of the linear

movement systems used on3D printers. When thatlooseness is present, thereis a small delay before thesystem is engaged when thedirection of an axis’smovement is changed.
Butwhatdoesthathavetodowiththeparticularlayoutusedforagiven3Dprinter?Itmeansthatprintermanufacturerstrytoreduce

themovingmassontheXandYaxes,whichiswhythatmovementisoftendividedbetweenthehotendandtheprintbed.Thatway,theoneaxisonlyhasthemassandinertiaoftheextrudertodealwith,whiletheotheraxisonlyhastohandlethemassandinertiaoftheprintbed.Thisallowsyouprintathigherspeedswhilemaintaininganacceptableprintquality.

Thesizeoftheprinterisalsodirectlyaffectedbythelayoutchosen,especiallywhenyouconsiderthetotalareaneededbytheprinterwhentheprintbedmoves.IftheprintbedweretomoveinboththeXandYdirections,theprinterwouldneedfourtimestheareaofacompletelystationarybed.Thisissimplybecauseeachaxiswouldneedtobetwiceaslongasthebedinorderforthenozzleto

reacheverypointonthebed.Soifthegoalistoproduceaverycompact3Dprinterthattakesupverylittledeskspace,astationarybedwithallmovementdonebythehotendwouldbeideal.Ofcourse,thatwouldleadtoalotofmovingmass,andpotentialprintspeedswouldbelower.

ThesizedifferencebetweenaPrintrbotSimple(left)andaLulzBotTAZ4(right).Note,
however,thatthePrintrbothasa6×6-inchbed,whiletheLulzBot
hasa12×12-inchbed.

Howallofthisaffectsthedifficultyofactuallybuildingtheprintershouldbereadilyapparent.Themorecomplexthedesignofa3Dprinter,thelongeritwillittakethemanufacturertoassembleit(oryou,ifyoubuyakit).Betweenthisandallofthefactorsinvolved,it’sobviousthat3Dprintermanufacturershavealottoconsiderwhendesigningaprinter.

Butshouldyoubeconcernedwithwhatlayoutaparticularmodeluses?Itdoesmatter,forthereasonsI’vegoneoverinthissection.Butit’sdifficulttodeterminereal-worldresultsbasedonthelayoutalone.That’sbecausethingsliketheinertiaandmomentumcanbecounteracted,andoneofthebestwaystodothatiswithahigh-qualityframe.

TheImportanceof FrameConstructionHowthe3Dprinterisactuallyconstructedisoneofthemostimportantfactorswhenitcomestoprintqualityandreliability.Everyother

partoftheprintercouldbeperfect,butiftheframeispoorlyconstructed,theresultswillbeverypoor.
A3Dprinterframedoesn’tjustneedtoholdtheotherpartstogether;italsohastokeepthemstableandaligned.Ithastoholduptotheforcesofmomentumandinertiacausedbythemassbeingmovedaroundtheprinter’saxes,aswellaskeeptheaxes

properlyalignedatalltimesandmaintainthecalibrationoftheprinterunderthestressofconstantmovementandvibration.
Rigidity and How ItAffects Quality andReliabilityThesinglemostimportantcharacteristicofa3Dprinter

frameisrigidity.Flexibilityintheframeisthebiggestenemyofprintquality.Ifthereisanyflexintheframe,themomentumofthemovingpartswillresultinpoorprintquality,unlessyouprintatslowspeeds.
Reliabilityisalsoaffectedbytherigidityoftheframe.3Dprintersrequirecalibrationinordertoproducehigh-qualityprints.Calibrationinvolves,

amongotherthings,settingaZheightina“Goldilockszone.”IftheZheightistoohigh,thefirstlayerwon’tadhereproperlytotheprintbed;ifit’stoolow,youwon’tbeabletoextrudeacleanandsolidline.
TheacceptablerangeforZheightisverysmall;usually,itneedstobewithin1/20ofamillimeterforgoodresults.AZheightoutsideofthatrange

willresultinfailedorpoor-qualityprints.TokeepfromhavingtofrequentlycalibratetheZheight,a3Dprintershouldbecapableofmaintainingyourcalibrationforalongtime.AflexibleorlooseframewillcauseyourZstop,Zaxiscomponents,orhotendtomoveslightlyovertime.Thatslightmovementmeansthatyouwillhavetoconstantlyrecalibrateyourprintertocontinuetoget

goodresults.
What Makes aGood FrameSoyounowknowwhyit’simportantfortheframetoberigid,butwhatmakesahigh-qualityandsolidframe?Rigidframeshaveafewcharacteristicsincommon:
Thedesignoftheframe

structure:3Dprinterframestructuredesignisafairlycomplexsubject.Becauseofthecomplexityinvolvedindesigningaframestructureoptimizedforrigidity,alotof3Dprintermanufacturerstaketheoverkillapproachbyusingheavy-dutymaterialsfortheframe.Thebestwaytobesureyouhavethemostrigidframepossibleistomakeitfullyboxed,witheachframepiececonnectedat

bothendstoanotherpartoftheframe.Othermoreunconventionaldesignscanstillyieldgoodresults,butdifficultyofengineeringthemmakesthemlesscommon.

HOT TIPYour intuition might be
your best tool when it comesto determining the quality ofthe frame. Ideally, you wantto actually get your hands onthe printer and see how itfeels. If you can flex it withyour hands, it’s probably nota good choice. But even justlooking at it should give youa good idea: if it looks niceand sturdy, it probably is.

Theconnectionsbetweenframecomponents:Eventhemostingeniousframedesignisgoingtofailiftheframeisheldtogetherwithducttape.Framepiecesshouldbeconnectedtogetherwithastrongmaterialthatresistsflex,whiletheconnectionsthemselvesshouldbedesignedtoresistmovementinalldirections.Asimpleflatsheetmetal90-degreeconnectorwilldoagreatjob

ofresistingflexandmovementparalleltoitsplanebutwilldoapoorjobwhenaperpendicularforceisappliedtothatplane.Toresistforcesinalldirections,connectorsshouldbe3Dinsteadofflat.Or,ifflatconnectorsareused,twoshouldbeusedtogetherinaperpendicularorientation.
Theframematerial:Inessence:strongmaterialsare

good.Metalisbetterthanwood.Steelisstronger(butheavier)thanaluminum.Plasticcouldbeokayifit’sahigh-qualityplasticandtheframeiswelldesigned.
Thebestpossibleperformancewouldbeachievedwithabig,heavy,cast-ironframe.Thesearethekindsofframesusedinheavy-dutymachinetools,becausethey’reincredibly

rigidandstrong.However,theweightandcostmakethemprettyimpracticalforusein3Dprinters(especiallyforconsumerdesktopprinters).
Asafeandcommonframematerialisstandardt-slotaluminumextrusion.Thisisahigh-qualitystructuralmaterialusedinavarietyofindustries.It’spopularin3Dprinterconstructionbecause

it’sfairlyinexpensive,easytofindinallkindsofsizes,easytoworkwithandtoconnectpartsto,andprettystrongforitsweight.

T-slotaluminumextrusionisaveryversatileconstructionmaterialusedinawidevarietyof
applications,including3Dprinterframeslikethisone.

HOT TIPT-slot aluminum
extrusion comes in a varietyof sizes and shapes. 3Dprinters commonly use thevery popular 20×20mm size,which is adequate for theapplication. But bigger wouldbe even better to increasethe strength of each piece ofextrusion (assuming theoverall design is the same).

Woodisalsousedprettyfrequently,mostlybecauseit’scheapandeasytolasercutandworkwith.However,woodprobablyisn’tthebestmaterialtousein3Dprinting.It’shardtoachieveandmaintaindimensionalaccuracyinwoodparts,especiallybecausetheycanexpandorcontractinthepresenceofmoisture.Woodalsotendstobeatleastsomewhatflexible,which,as

youknowbynow,isabadthing.
Plasticandsheetmetalframescanbothbeacceptableaslongasthey’rewelldesigned.Theyshouldbefullyboxedandpreferablyreinforced.Plasticframesshouldbemadefromasturdyandrigidplastic,makingacrylicapopularchoice.

Size MattersNowthatIhaveallofthatdenseengineeringstuffoutoftheway,Icanmoveontoamorestraightforwardtopic:thesizeoftheprinteritself.
Thereisnodenyingthebenefitofalarge3Dprinter.Thebiggertheprinter,thebiggerthepartsyoucanprint.Havingtheabilitytoprintlargeobjectsiscertainly

useful.However,thesizeofa3Dprinterinfluencesmorethanjustthesizeoftheobjectsyoucanprint.
Thelargeraprintergets,themoreit’sgoingtocost.Thisispartiallybecauseoftheobviousmaterialincrease,butthat’snottheonlyreason.Biggerprintersmeanmoremass,whichmeansmorepowerfulmotorsareneededformovement.That

additionalmassalsomeanstheframeneedstobestrongertoresistflex.Thelongersmoothrods(seeChapter6formoreonsmoothrods)alsoneedtobethickersotheydon’tsag.
Thosepowerfulmotorsandalargerheatedbedarealsogoingtoneedmorepower.Notonlydoesthatmeanyouneedabiggerpowersupplytofeedthem,butitalsomeans

youmayneedspecialcontrolelectronicsthatcanhandletheload.
Putthatalltogether,andtherearealotofcostsassociatedwithincreasingthesizeofa3Dprinter.Subsequently,sizeusuallyendsupbeingthesinglebiggestfactorinthepriceofconsumerFFF3Dprinters.
Ofcourse,pricemightnotbetheonlydownsidetolarge3D

printers.Dependingonhowmuchspaceyouhaveavailable,youjustmightnothaveenoughroomforabig3Dprinter.Asmallprinterthatsitscomfortablyonthecornerofyourdeskmightbemoresuitable.
Inordertofigureoutwhatsizeprinteryouneed,youshouldaskyourselfwhatsizeobjectsyou’relikelytoprint.Bigpartscantakeaverylong

timetoprint,usealotofmaterial,andincreaseyourchancesofsomekindofprintfailureduringtheprint—thereisnothingworsethana24-hourprintgettingruined1hourbeforecompletion.Buttheusefulnessofalargeprintareaishardtodeny.Theabilitytoprintlargepartswhenneededisveryhandy,anditwillbeequallycapableofprintingsmallpartstherestofthetime.

HOT TIPNo matter what size
printer you’re looking at,make sure the frame is niceand sturdy. Pay attention tothe layout and look for anypotential flaws, like the printbed or hot end moving onboth axes. Look at theprinter as whole, not just theindividual components, todetermine its quality.

The Least YouNeed to Know
Cartesian3DprintershavemechanismstomoveintheXaxis,Yaxis,andZaxis,allowingthemtopositionthehotendanywherein3Dspace.
Rigidityisveryimportantin3Dprinterdesign.Frameswithflexwillhavepoorprintqualityorwillonlybeabletoprintslowly.

Thelargertheprinter,thebiggerthepartsyoucanprint.However,largerprinterstendtocostmore.

CHAPTER
6
MovementComponentsIn This Chapter
Howlinearmotionworksin

3DprintersUsingsteppermotorsforprecisemovement
Howthreadedrodsmake3Dprintersmoreaffordable
Basicconnectioncomponents
Theframeofa3Dprinteristhefoundationforeveryotherpart,whichmakesitveryimportant.Buteventhebestframeintheworldisuselesswithoutsomekindof

mechanicalsystemformovement.Thegoalforall3Dprintersistoprovidelinearmovementoneachaxis.Thespecificwaythisisaccomplishedcanvarybasedontheparticularprinter,butmostusethesamefundamentalpartsandsystems.
Inthischapter,Igooverthepiecesthataccomplishthemovementneededwitha3D

printer.
Componentsfor SmoothLinearMotionWithanykindoflinearmotionsystem,it’simportant

thatthemotionbeconstrainedtoasingleaxisinonedimension.Anykindofmovementoutsideofthatonedimensionisalmostalwaysconsideredtobeundesirable,becauseitintroducesunintendedmovementintheotheraxes.
Furthermore,themotiononthatoneaxisshouldbeassmoothandfrictionlessaspossible.Thelessfriction

thereisinthesystem,thelessforceisrequiredformovementonthataxis.Frictioninthesystemincreasesthepowerrequiredformotiononthataxisandcancreateinconsistenciesinthemovement.
Forsmoothlinearmotion,regardlessoftheparticularmachine,themostcommonsetupisasmoothrodorrailwithbearingsonthemoving

part.Thisworksinexactlythewaythatyouwouldexpect:thebearingsreducefrictioninthemovement,andtherodorrailgivesthebearingasmoothandstraightsurfacetorideon.Theconceptissimple,buttheindividualcomponentsarestillimportant.

SmoothrodsandsolidbearingsonaLulzbotTAZ4.
Rails and SmoothRods

Smoothrodsareexactlywhattheysoundlike:astraightcylindricalmetalrodthatispolishedsmooth.Railsaresimilar,excepttheydon’tneedtobecylindricalandcanbeflatinstead.Railsareoftenusedwhentheyneedtoprovidesomelevelofstructuralsupport,whilerodsgenerallyaren’tusedaspartofthestructure.However,rodshavetheadvantageofconstrainingmovementin

twodirectionswithasinglebearing,whilerailsoftenneedtwoorthreebearingstodothesame.
FASCINATING FACTIn some 3D printer
designs, the aluminumextrusion that makes up theframe is also used as the railfor moving parts to ride on.One or more bearings makecontact with the surface ofthe extrusion, allowing parts

like the print bed to slideacross it. These designs areusually very economical butmay not be capable of thesame quality as designs thathave dedicated smoothrods.
Whetherit’sarodorarail,thereareafewcharacteristicsthatareimportantforthemtoworkwell:
Thesmoothnessofthe

surfaceThehardnessofthesurface
Thestraightnessofthepart
Thestiffnessofthepart
Thediameterofthepart
Thesmoothnessofthesurfaceisimportantforreducingfriction,ofcourse.Buttheotherqualitiesneedalittlemoreexplanation.
Theimportanceofsurface

hardness,forexample,maynotbeimmediatelyobvious.Afterall,it’snotlikeyou’llbehammeringitoranything.Butwhatyouwillbedoingiscontinuouslyrunningabearingbackandforthalongthelengthofthepart.Overtime,thebearingcangougethesurface,makingthesurfacesignificantlylesssmooth.Andasyouknow,withoutasmoothsurface,frictioncanbeaproblem.

Howstraighttherodorrailisalsoimportantforareasonthatshouldbereadilyapparent—ifit’snotstraight,movementwon’tbeperfectlylinear.Butwhatmaynotbeapparentisexactlyhowstraightitneedstobe.Inmanufacturing,straightnesshasitsownspecificgeometrictolerance(aspecificationforhowcloselytherealpartmustmatchthedesign).Thistoleranceisvery

tightinrodsandrailsmanufacturedforuseinlinearmotionsystemsbutmaynotbequitesostrictforrodsandrailsthatarespecificallymadeforthispurpose.Forthatreason,it’simportanttobecarefulaboutchoosingthosecomponentswhenbuildinga3Dprinter.
Luckily,thereasonrodsorrailsneedtobestiffisstraightforward.Rodsorrails

usedinlinearmotionsystemssimplycan’thaveanyflexinthemundertheintendedloads.Thisandtheothercharacteristicsmeanthatonlyafewmaterialsarebothsuitablefortheapplicationandaffordable.
Ofthosematerials,themostcommonlyusedseemstobehardenedstainlesssteel.Whenmanufacturedproperly,thismaterialcanpossessall

ofthedesiredcharacteristicswhilealsobeingcorrosionresistantandfairlyinexpensive.Othermaterialscanbeused(andmayevenbenecessaryinsomeindustries),butfor3Dprinters,theredoesn’tseemtobeanyreasontouseanythingelse.
Thelastfactor,particularlyforsmoothrods,isthediameteroftherod.Whiletherodsdon’tgenerallyprovide

structuralsupportfortheframe,theydoneedtosupporttheweightofthemovingparts.Howmuchweighttheyneedtosupportandhowlongtheyarewilldeterminethediameterneededfortherods.Thisvariesfromone3Dprintertoanother,butsmoothrodsareusuallysomewherebetween8mmand12mm(althoughtheycanbebiggerorsmallerinsomecases).

BearingsAsfarasmechanicalcomponentsgo,bearingsaresomeofthemostfundamentalpartsinuse;infact,they’realmostcomparabletofastenerslikenutsandbolts.Anytimetherearemovingparts,bearingspracticallybecomeanecessity.Thepurposeofabearingissimplytoreducefrictionbetweenmoving

parts.Therearetwobasictypesofbearings:solidbearings(usuallycalledbushings)androllerbearings.Asolidbearingdoesn’thaveanyrollingelementsandisusuallymeanttobelubricated.Thebearingitselfismadeofeithermetalorplastic.Whenit’smadeofmetal,themetalshouldbeofadifferenttypethantheshaftit’sincontactwith.

Generally,asoftermetalisidealsothebearingwearsinsteadoftheshaft.Combinedwithalubricant,asolidmetalbearingcanbesatisfactoryforreducingfriction.

HOT TIPWhen looking at
bearings, be aware thatmany different names areused to describe essentiallythe same things. Forexample, solid bearings areoften called sleeve bearings.This is a result of their longhistory, their use in manydifferent industries, and veryminute differences betweensimilar bearings.

Solidplasticbearingsaremadefromself-lubricatingtypesofplasticlikenylon,Delrin(thetradenameforastrong,self-lubricatingplastic),orsomevariationofpolyethylene(likeUHMW,HDPE,orLDPE).Thesetypesofplasticshaveverylowcoefficientsoffriction,allowingthemtobeusedforsolidbearingswithoutanylubricant.Thismakesthemidealinmechanicalsystems

wherelubricantisimpractical,likeinsealedsystemsorwhenlubricantcandamagethemechanisms.
Theprimaryadvantageofsolidbearingshastraditionallybeencost.Becausetherearenosmallmovingparts,they’reinexpensivetomake,whichreducestheoverallcostofthemachinebeingbuilt.Theywerealsothefirsttypeof

bearingused,beforetheIndustrialRevolutionmaderollerbearingsfeasible.Evennow,solidbearingsarestillthemostcommontypeofbearinginuse.
Butwhenamechanismneedstohaveaslittlefrictionaspossible,rollerbearingsaretheanswer.Thesetypesofbearings,oftencalledballbearings,usuallyhavethreecomponents:aninnersleeve,

anoutersleeve,andanumberofsmallballsbetweenthetwo.Asonesleeveisrotated,itrollsontheballs.Forlinearballbearings,theshaftitselfactsastheinnersleeveandtheballsrollbetweentheshaftandoutersleeve.
Bothsolidbearingsandrollerbearingscomeintwobasicstyles:linearandrotational.Theapplicationdetermineswhichkindisneeded.Ifthe

movingpartsonlyneedtorotateonasingleaxis,rotationalbearingsareused.Iflinearmotionisneeded,likeina3Dprinter,linearbearingsareused.Therefore,nomatterthetypeofbearing,yourprinterwillneedthemtobelinear.
Stepper

MotorsWithallofthismotionhappening,therehastobesomekindofelectricmotorinvolvedtoactuallymakethingsmove.Therearemanytypesofelectricmotorsthataretechnicallycapableofprovidingthismotion.However,thereisonetypeinparticularthatisperfectlysuitedtothetask:astepper

motor.
Thekeycharacteristicofasteppermotorisitsabilitytorotateveryprecisely.Aplainoldelectricmotorwillsimplyrotatewhenelectricityisapplied,andwillrotatefasterastheamountofelectricitybeingappliedisincreased.Thissimplicitymeansthataregularelectricmotorisveryefficient,butitalsomeansthey’redifficulttoprecisely

control.Thisiswhatsteppermotorswerecreatedspecificallytoaddress.
Asteppermotorisatypeofelectricmotorconstructedspecificallytoallowprecisecontrol.Thatprecisionisimportantforproducingaccurateanddetailedprints.Itdoesthisbyrotatinginaseriesofsteps,insteadofjustrotatingcontinuouslywhenelectricityisconnected.A

commonsteppermotor,likewhatisusedinmost3Dprinters,canhave200stepsforeverycompleterotationoftheoutputshaft.

Theinternalconstructionofasteppermotor.Noticehowtheteethoftherotoraredesignedsothatwhentheyarealignedtoonephase,theyaremisalignedtothe
other.

HOT TIPWhile stepper motors
are by far the most commontype of motor for 3D printing,there are other options.Continuous-rotation servoscan be used and are alsofairly accurate. And, in amethod similar to whatpaper printers use, a plainelectric motor can be used incombination with an encoderstrip to monitor position. Butthe ease of use and highprecision of stepper motors

continues to make themideal for 3D printing.
Becausethesteppermotorcanmoveasinglestepatatime,thatmeansitcanrotatetheoutputshaftprecisely1.8°foreachstep(fora200-stepmotor).Additionally,atechniquecalledmicrosteppingcanbeusedtoreduceeachstepevenfurther.Microsteppingishandledby

thesteppermotorcontroller,andmanycontrollersarecapableof1/16microstepping.Thatmeanseachindividualstepcanbebrokenupinto16microsteps.At16microstepsona200-stepmotor,theoutputshaftiscapableofbeingpositionedat3,200individualplacesperrotation.That’sonepositionevery.1125°,anincrediblelevelofprecisionthatsimply

isn’tpossiblewithanyotherkindofelectricmotor.
Thishighlevelofprecisioniswhatmakessteppermotorsidealformachineslike3Dprinters.Evenwithoutusingmicrostepping,theaccuracyisveryhigh.Ifafullrotationofthesteppermotoroutputshaftmovesanaxis1mm,eachstepwillmoveit.005mm.Thatmeanseachaxisofthe3Dprintercanbe

positionedanywherewithinatoleranceof+/-.0025mm,andthatcanbemadesignificantlymoreaccuratewithmicrostepping.
Withthatkindofaccuracy,it’seasytoseewhysteppermotorsaresopopular,andwhythey’reusedinvirtuallyall3Dprinters.Buthowdoestherotationalmovementofasteppermotortranslateintothelinearmotionneededfor

3Dprinting?That’swherebelts,pulleys,andleadscrewsorthreadedrodscomein.
Belts andPulleysBeltandpulleysystemsareoneoftheoldestmechanicalsystemsinhistoryandhavea

widerangeofuses.Asidefromsimplytransmittingmotionfromonepulleytoanother,theycanbeusedtoreduceadrivesystemtogainmechanicaladvantage.
DEFINITIONMechanical
advantage is theamplification of force withthe use of a tool ormechanical system. This isusually achieved by trading

movement distance forforce. A lever is the mostbasic example of this,because if one side of thefulcrum (pivot point) is twiceas long as the other, it willdouble the force exerted(though it will also doublethe distance it needs to bepushed). This same basicconcept is applied in a vastarray of machines usingthings like gears, pulleys,screws, and so on.

Initsmostbasicsetup,abeltandpulleysystemisverysimple.Onepulleyisdrivenbyamotorofsomekind,andabeltconnectsittoasecondpulleytotransmittherotationofthefirstpulleytothesecond.Ifbothpulleysarethesamesize,thedrivesystemhasa1:1ratioandthepurposeofthesystemissimplytotransferpower.
Mechanicaladvantageis

achievedwhenthepulleysareofdifferentsizes.Ifthefirstpulley(thedrivepulley)issmallerthanthesecond,theresultingoutputhasmoretorquebutlessspeed.Whenthesystemisreversedandthefirstpulleylargerthanthesecond,theoutputhasgreaterspeedbutreducedtorque.
Multiplepulleyscanbeusedtogainevengreaterreductionsandsignificant

mechanicaladvantage.Systemslikethatarewhatallowapersontoliftloadsmanytimestheirownweight.Inthesameway,suchasystemcanallowarelativelylow-torque(buthigh-speed)motor,likeanelectricmotor,tohandlehighloads.
However,whilesomeprintersusemechanicaladvantageintheirdesigns(especiallyforthecoldend),otherskeep

powertransmissionata1:1ratio.Tomovetheprintbed,forexample,apulleyisattachedtotheoutputshaftofasteppermotorandasecondpulleyismountedontheoppositeendoftheaxis.Abeltisloopedaroundthemandattachedtotheprintbedinthemiddle.Astheoutputshaftofthesteppermotorspins,itpullsthebeltandthereforemovestheprintbedalongtheaxis.

Asfaraspulleysystemsgo,thisisaverysimplesetup.However,mechanicaladvantagecanbeintroducedbychangingthesizeofthedrivepulley.Thebiggerthedrivepulleyis,thefurtheritwillmovetheprintbedperrevolution.Ifthespeedatwhichthesteppermotorturnedremainedconstant,thesizeofthedrivepulleywoulddeterminethespeedandtorqueoftheprintbed

movement.Alargedrivepulleywouldmoveitquicklybutwithreducedprecisionandtorque.Asmalldrivepulleywouldmoveitslowlybutwithhigherprecisionandmoretorque.Thisallowstheprintermanufacturertoprioritizespeedorprecisionintheirdesigns.
Whilethesetupisprettymuchstandard,thephysicaldesignofthebeltsand

pulleyson3Dprinterscanvary.Theycanbeaslowtechasafishinglineactingasabelt,wrappedaroundadrumactingaspulley.Ortheycanbehigh-techpartsdesignedspecificallyforthispurpose.Mostcommonly,though,3Dprintermanufacturersusesimpletoothedbeltsandpulleys.
Thesetoothedbeltsandpulleysarefairlysimilartoa

carengine’stimingbelt.It’sarubberbeltwithteethononesidethatmeshwithpulleysthatalsohaveteeth.Thissetupisidealbecauseitdoesn’tslip,thebeltdoesn’tstretch,andit’saffordable.
Beltandpulleysystemsaregreatforhorizontalmovement(theXandYaxes),wherethebeltdoesn’thavetobearanyweight.Allithastodoispulloneway,

andthenbacktheotherway.

ThisisacommonGT2beltandpulleysetup.
Weight-

BearingComponentsforConverting MotionWhenrotationalmotion(fortheverticalZaxis)needstobeconvertedintolinearmotion,andthereisasignificantloadonthe

system,leadscrewsorthreadedrods(whichareinexpensivealternativestoleadscrews)arethebestoption.Therearetworeasonsleadscrewsareidealforsuchasituation:theycanprovideasignificantmechanicaladvantagewithoutcomplicatedpulleyorgearsystems,andtheleadscrewitselfcanbeartheweightofthecomponentsit’slifting.

Aleadscrewdrivesystemisalotlikeaboltandnut;infact,that’sprettymuchwhatitis(physicallyspeaking).Whenyourotatetheboltbutdon’tallowthenuttospinwithit,itpushesorpullsthenutalongtherotationalaxis.Aleadscrewworksinthesameway:thesteppermotorturnstheleadscrew,whichpushesorpullsthenutupanddownontheZaxis.Thenutisattachedtowhatever

componentsneedtobemovedintheZaxis,allowingthesteppermotortoliftorlowerthemasitturns.
Lead ScrewsLeadscrewscomeinallkindsofsizestosuittherequirementsofthemachinebeingbuilt.Theycomeinvariousdiametersandpitches(metricandstandard)with

onestartthreads,twostartthreads,orevenmore.Thediameterisfactorinthestrengthandstiffnessoftheleadscrewandcanhelpthesmoothrodsconstrainmovementtoasingleaxis.Thethreadpitchdeterminesthemechanicaladvantageofthedrive,becauseitiswhatcontrolshowfarthenutismovedperrotationoftheleadscrew.

AleadscrewandnutlinearmotionsystemfortheZaxis.
DEFINITIONThe pitch of a
thread is the distance from

one thread to the next. Thisis what determines how farthe screw and nut will move(relative to each) with onefull rotation. For example, anM8 screw has a standardpitch of 1.25mm. So if youhave a lead screw with anM8 thread, every full rotationof the lead screw will movethe nut 1.25mm.
Despitehowcommonandutilitarianleadscrewsare,

theyarestillverypreciselymadeparts.Thecomplexityofthespecificationsofleadscrews(theyneedtobesmooth,straight,hard,andstiff),alongwiththeprecisionrequiredwhenmachiningthem,makesthemveryexpensive.Many3Dprinterdesignsrequiretwoofthem(oneoneithersideoftheprinter),whichjustaddstothebill.Infact,thiscostissohighthatleadscrewscanend

upbeingthemostexpensivepartsonaconsumer3Dprinter.Withsuchahighpriceforsuchabasicpart,3DprintermanufacturersandDIYbuildershavetriedtofindanothersolution.
Threaded RodsInanefforttoreducethecostof3Dprinters,many

designershavechosentosubstitutethreadedrodsforleadscrews.Athreadedrodisessentiallyaverylongheadlessbolt.Thegeneralpurposeofathreadedrodisforfastening,whichisdonebythreadinganutontoeitherend.
Becausethreadedrodsareonlyintendedtobefasteners,themanufacturersputlittleimportanceonthequalities

thatareconsiderednecessaryforleadscrews.Theresultisapartthatisn’tparticularlystraightorhardanddoesn’thaveperfectlymachinedthreads.Athreadedrodisjustgoodenoughtothreadanutontowhilebeingsortofstraight.
Manufacturersareabletomakethreadedrodsatverylowscostswhilestillmaintainingtherequired

precision.Thatcostissolowthatthreadedrodsaregenerallyabout1/10thepriceofleadscrews.Atthatkindofprice,it’seasytoseetheiralluretoa3Dprintermanufacturertryingtobuildanaffordableconsumerprinter.

Athreadedrodusedinplaceofaleadscrew.
Butthereisaprettyglaringproblemhere:ifthreadedrodswork,whywouldanyonespendtheextra

moneyonleadscrews?Fromthepointofviewofthosewhousethreadedroads,thereareacoupleofdifferentanswerstothatquestion.
Onepossibilityisthatleadscrewsarenecessaryforcertainkindsofmachinesbutnotfor3Dprinters.Theargumentisthattheloadsbeingputontheleadscrewbya3Dprinteraresmall,andtheprecisionrequiredisfairly

low.Ifarealleadscrewmakesadifferenceatall,it’sverysubtle.
Anotherpossibilityisthatthereisaperceptibledifferencebetweenleadscrewsandthreadedrodsbutthatitcanbedesignedaround.Theideahereisthatleadscrewsareonlynecessaryifthey’refirmlyconstrained,inwhichcasethey’reactingkindoflikea

smoothrodtorestrictmovementperpendiculartotheZaxis.Butbecausetherearealreadysmoothrodsforthispurpose,itisunnecessaryfortheleadscrewtoprovidethatfunction.Becausethethreadedroddoesn’thavetorestrictperpendicularmovement,it’snotnecessaryforitbeperfectlystraight.Allthatmattersisthatitdoesn’tinadvertentlyintroduceperpendicular

movement.
Atthispoint,thereisverylittleevidencefororagainsttheeffectivenessofthreadedrodsthatisn’tjustanecdotal.Thequalityofa3D-printedpartistheresultofthecomplexinteractionofmanydifferentpiecesofhardwareandmanysettingsinsoftware.It’sdifficulttocontroleveryotherfactorwhileonlychangingfrom

leadscrewstothreadsinordertoscientificallytestthis.However,theanecdotalevidenceseemstosuggestthatthreadedrodscanworkwellifthedesignisdoneproperly.
Attachmentand

ConnectionComponentsWhetherleadscrewsorthreadedrodsarebeingused,therealwaysneedstobeawaytoconnectthesteppermotorstothem.And,oncethatsteppermotorisspinning,thereneedstobeawaytotranslatetheturningscrewintomovementonthe

Zaxis.Bothoftheseproblemshavespecificpartsdesignedtosolvethem:acouplerconnectsthesteppershafttothescrew,whileanutattachespartstothatscrewsotheycanbemovedalongtheZaxis.
CouplersThejobofthecouplerisratherunspectacular:it’sjust

theretoconnectoneshafttoanother.However,variouskindsofcouplersexisttoserveallsortsofspecificpurposes.Therearecouplersdesignedtoflexandothersthataredesignedspecificallytominimizeflex.Somecouplersaresupposedtobespringytoabsorbshockintheshaft,whileothersaredesignedtoavoidthis.
Inthecaseof3Dprinters,

whichtypeofcouplerisidealdependsonwhetherleadscrewsorthreadedrodsarebeingused.Ifaleadscrewisbeingused,it’sreasonabletoassumeitisbothverystraightandverystiff.Ifthat’sthecase,thecouplershouldbesolidandstiffaswell,sothatmovementissmoothandconstrainedtothatrotationalaxis.

FASCINATING FACTIn many RepRap 3D
printer designs, the coupleris simply a small piece offlexible plastic tubing that fitsover the stepper motor shaftand the threaded rod. Thetubing is then zip tied onboth ends to keep it tight.This low-tech solution isboth very inexpensive andsurprisingly effective.

However,ifathreadedrodisbeingused,it’sverylikelyit’snotstraightatall.It’sprobablyslightlybentandmaybealittlebitflexibleitself.Insuchacase,it’spreferableforthecouplertobeflexibleinordertoabsorbthemovementcausedbythethreadedrodnotbeingstraight.

Astandardcouplermeanttoallowsomeflexibility.
Thecoupleritselfcanbemadefromavarietyofmaterialsandinavarietyofstyles.Aluminum,steel,and

brassareallpopularmaterials,andtypesofplasticcanbeusedaswell.Designscanbeasimplestraighttube,canbecutinahelixtoabsorbforcesalongtherotationalaxis,orcanbecutwithslotstoabsorbforcesperpendiculartotherotationalaxis.Mostwillhavesomesortofsetscreworclampingapparatustolockthecouplerontobothshafts,buteventhatmaychangeinsomespecific

circumstances.
NutsAnutisasimplepartthatisthreadedontoathreadedrodorleadscrew.Itcanbeabasichexnutlikethekindyoucursewheneveryouhavetodoworkonyourcar,oritcanbeaspecializedtypeofnutmeantspecificallyforlinearmotionsystems.

Likemostothercomponents,materialscanvary.However,it’swidelyconsideredtobenecessaryforthenutmaterialtobesofterthanthematerialoftheleadscreworthreadedrod.Thereasonisbasicallythesameaswhybearingsandbushingsaremadeofsoftermetals:sothattheywearfirst.Asexpensiveasleadscrewsare,itwouldbearealshameifthethreadsgotworndownbya50-centnut.It’smuch

bettertoreplacetheinexpensivenutasitgetsworndown.
Withthatsaid,nutsthatareusedon3Dprintersaren’toftenassimpleasthekindyoubuyinbulkatthehardwarestore.Becausethesenutsaremeantforpowertransmission,notfastening,theyhavetwouniquequalities:

Theyneedtohavesomekindofmountonthem.
Theyshouldresistbacklash.
Theneedforamountisprettystraightforward;therehastobewaytoattachthepartsyouwanttomove.Forthisreason,therearenutsmadewithmountingflangessothemovingpartscanbeconnected.Thesemountingflangescomeinvarioussizes,shapes,andholepatterns,but

thosedetailsaren’treallyrelevanttotheiroperation.
Whatisrelevanttotheoperationofascrewdrivesystemisbacklash.Backlash,inthiscontext,iswhenthenutslightlyshiftswhentherotationofthescrewreverses.Thedirectionofmovementsuddenlychangesandthenutmovesslightlybecauseofthespacebetweenthethreads.Tobeclear,thisisaverysmall

shift,comparabletothemovementyoufeelifyoutrytowiggleanutthat’sthreadedontoabolt.ButI’mtalkingaboutamachinethatistryingtomovewithveryhighaccuracy,soevenaslightshiftcanaffectthat.
Thesolutiontothisproblemisthecreativelynamedanti-backlashnut.Averybasicdesignforthisconsistsoffourparts:ahousing,two

normalnuts,andaspring.Thehousingfitsoverthenutsandkeepsthemfrommovingindependentlyofeachother,whilethespringsitscompressedbetweenthetwonuts.Becausethespringiscompressed,it’sconstantlypushingoutonbothnuts.Thisensuresthatthetopsurfaceofonenut’sthreadsisincontactwiththescrew,whilethebottomsurfaceoftheothernut’sthreadsisin

contact.Thiseffectivelyeliminatesbacklash,becausewhenthedirectionischanged,oneofthenut’sthreadswillalwaysalreadybeincontactwiththescrew.
Asimpleanti-backlashnutdesign.

Withallofthisdetailonthenutsandscrewsof3Dprinters,itmayseemlikethey’reverycomplexmachines.Andinaway,theyare.Buttherealityisthatmostmachinesareatleastthiscomplicatedwhenyoureallygetintothedetails,and3Dprintersaren’tanexception.
The Least You

Need to KnowSmoothrods,rails,andbearingsareusedtoprovidesmooth,low-frictionmovement.
Steppermotorsareuniquetypesofelectricmotorsthatareperfectlysuitedfor3Dprintingbecauseoftheirprecision.
BeltsandpulleysareoftenusedtodrivetheXandYaxesof3Dprinters,while

leadscrewsareusedtodrivetheZaxis.
Threadedrodscanbeusedinplaceofleadscrews,butthereissomeambiguityabouthowwelltheydothejob.
Couplersareusedtoattachleadscrewsorthreadedrodstosteppermotorshafts,whilenuts(anti-backlashorotherwise)areusedtoattachthemovingpartstotheleadscrews.

CHAPTER
7
TheExtruder
In This Chapter
HowFFFextrusionworks

Differenttypesofcoldendsandhotends
Changingnozzles
Whentouseaprintfan
Thebenefitsofmultipleextruders
ExtrusionisthekeytoFFF(andFDM)3Dprinting.It’swhatseparatestheFFFprintingprocessthatissocommoninconsumerprintersfromtheotherprocessesthat

areusedinmoreexpensive3Dprinters.Extrusionitselfisusedinmanywaysinmanufacturing,butthetechniquehasbeenfine-tunedfor3DprintinginFFFprinters.Inthischapter,Icoverhowextrusionworksandhowitaffectsyourprints.
What Is

Extrusion?Ingeneralterms,extrusionisanyprocessusedtoejectmaterialwithaspecifiedcross-section.Extrusioninmanufacturingcanbeusedtocreateawiderangeofparts,withthemajorrestrictionbeingthatthecross-sectionoftheparthastoremainconstant.
WithFDM/FFF3Dprinting

(seeChapter2),extrusionistheprocessusedtoactuallydepositnewplasticontotheprintbed.Italsoreferstohowthealuminumframepiecesthatareoftenusedtobuild3Dprintersarecreated.
Complexshapesarepossiblewithextrusioninmanufacturing,buttheprocessismuchsimpleron3Dprinters.Plasticisextrudedoutofaplain

circularnozzle,resultinginaverysimplecylindricalextrusion.
Toextrudeplastic,FFFprintersuseasystemknownasanextruderthatfeedsfilamentintoahotendtobemelted,andthendepositsitontheprintbed.Howexactlythisisdonevariesalittlebitdependingontheparticular3Dprinter,butthey’reactuallyallprettysimilar.

The Cold EndThesystembeginswithfeedingthefilament,ataskhandledbyamechanismcalledacoldend.Thecoldendpullsfilamentandpushesitintothehotend.Asmorefilamentispushedintothehotend,themeltedfilamentissqueezedoutthroughthenozzlefordepositionontotheprintbed.Sothepurposeof

thecoldendiseasytounderstand;it’sjusttheretofeedthefilament.Butit’smorethanjustthat;itneedstobeabletofeedthefilamentpreciselyandconsistently.
HOT TIPThe terminology used
for various parts of 3Dprinters can often be a bitconfusing. Sometimes,different terms are used todescribe the same part

based on themanufacturer, plus thehobbyist nature of 3Dprinting has led to partsbeing developedsimultaneously byindependent designers.
The cold end is one exampleof this confusion. The coldend is what feeds filamentinto the hot end, which inturn melts the filament.However, the cold end isoften referred to as theextruder instead. This is

made even more confusing,because extruder is the termused to describe the entiresystem (cold end and hotend). To try and avoid anyconfusion in this book, I’llrefer to the individualmechanisms as the cold endand the hot end, and thesystem as a whole as theextruder. But be aware thatthese terms may be useddifferently depending on thesource.

It’simportantthattheprinterbeabletoextrudeexactlytherightamountoffilamentinorderfortheprintqualitytobegood.AsImentionedinChapter3,thelayerthicknessisdeterminedinpartbyhowmuchfilamentisbeingextruded.Theslicingsoftwareknowsexactlyhowmuchfilamentisbeingpushedoutofthehotendatanygiventimeandcalculatestheextrusionasneeded.

Inorderfortheslicertobeabletomakeusablecalculations,thecoldendhastobecapableofconsistentlyfeedingexactlythepredictedamountoffilamentatalltimes.Ifthefilamentisfedinconsistently,thecalculationsbeingmadebytheslicersoftwarebecomeuseless,resultingineitheroverextrusionorunderextrusion(bothofwhichwillyieldapoor-

qualityprint).
Forthisreason,theextruderhastobeproperlycalibrated.Extrudercalibrationisabsolutelynecessarytomakesurethecorrectamountoffilamentisbeingextruded.Thisisasimplematterofmakingsuretheamountoffilamentbeingfedintothehotendmatchesthepredicatedamountandadjustingthefeedrateifit’s

notright.
Todothis,coldendsusesteppermotorsforprecisecontrol—thesametypeofsteppermotorsthatareusedformovingtheaxesofthe3Dprinter.Thesteppermotorturnssomesortofhobbledboltordrivegearthathasserrationstogripthefilament,andabearingonaspringprovidestension.Thefilamentisheldtightbetween

thebearingandhobbledbolt,andasthesteppermotorturns,itpushesthefilamentintothehotend.
Thesetupforthismechanismdependsonwhatkindofcoldendisbeingdesigned,andtherearetwodistincttypes:directfeedandBowden.
Direct FeedThemostcommontypeof

coldendisthedirectfeedstyle(nottobeconfusedwithdirectdrive,whichIdiscusslaterinthischapter).It’scalledadirectfeedcoldendbecausethehotendislocatedrightbelowit,andfilamentisfeddirectlyfromthedrivegearintothehotend.
Therearetwoadvantagestothisdirectfeedstyle:it’sasimplesetup,anditreducesthechancesofthefilament

bindingorbunchingbeforeitentersthehotend.
Thesimplicityofthesetupisprobablytheprimaryreasonwhydirectfeedcoldendsaresopopularandwhyalmostallconsumer3Dprintersusethem.Themotoranddrivegeararemountedrightabovethehotend,andthefilamentispulledfromaspool,whichcanbemountedanywhereonoraroundtheprinter.

AdirectfeedcoldendmadebyPrintrbot.
Butasconsumer3Dprintertechnologyhasmaturedandourunderstandingofithasimproved,ithasbecome

apparentthattherealbenefitofadirectfeedcoldendisthatitlessensthelikelihoodofthefilamentbunching.Asflexiblefilament(amaterialwhichfeelssimilartorubberorsilicone)and1.75mmfilamenthavegainedpopularity,it’sbecomemoreofaproblemforfilamenttobunchupandjambeforeitactuallyentersthehotend.Havingthedrivewheelrightabovethehotendtopushthe

filamentdoesn’tleaveanyspaceforittobunchup.
BowdenBowden-stylecoldendsarenamedafteramechanismcalledaBowdencable.ABowdencableisapush/pulldevicethatconsistsofahollowtubewithasolidorstrandedcablerunningthroughitthatletsyou

transmitpushingorpullingforceoveradistancewithaflexiblecable.Thismechanismisusedinallsortsofthings,includingairplanecontrols,bicyclebrakesandgearshifters,motorcycleclutches,throttlecables,andmanyotherthings.
FASCINATING FACTThere is some debate
over who Bowden cables

are named for. The originalBowden mechanism wasinvented and patented byErnest Monnington Bowden,but Sir Frank Bowden(founder of the RaleighBicycle Company) is oftengiven credit for its invention.The two men were notrelated, but their commonlast name is surely a factorin the confusion. ErnestBowden actually licensed hispatent to Sir Frank Bowdenfor use in his bicycle brakesystems, which just further

confuses things.
ABowdencoldendworksonasimilarprinciple.Insteadofhavingthedrivemechanismrightabovethehotendontheextrudercarriage,it’slocatedelsewhereonthe3Dprinter.Ahollowandflexibletube(usuallymadefromalow-frictionplasticlikepolytetrafluoroethylene

[PTFE])runsfromthecoldendtothehotend,andthefilamentispushedthroughit.Thissetupservesoneveryspecificpurpose:toremovemassfromtheextrudercarriage.

ABowdencoldendonanUltimaker2.
(CourtesyofUltimaker)
Havingasmallerandlighterextrudercarriageisadvantageousfortwo

reasons:
Itreducestheoverallsizeofthe3Dprinter.
Itimprovesprintquality.
Itreducesthesizeoftheprinterbecausetheextrudercarriagedoesn’tneedasmuchroomtoreachtheendsoftheprintbed.Howitaffectsprintqualityisalittlemorecomplicated.

Movingalargeamountofmassaroundquicklyisadifficulttask.Everytimethedirectionofthemovingmasschanges,theprinterhastoovercometheinertiaofthatmass.Butunlessyou’reprintingatslowspeeds,the3Dprinternevercompletelyovercomestheinertiaanditslightlyovershootstheintendedstoppingpoint.Whenitovershoots,itresultsinunevenedgesaround

features,makingfinedetailsimpossibletoprintwell.
Alarge,movingmassalsocreatesvibrationsastheextrudercarriagemovesbackandforth.Thisresultsinaneffectcalledghosting,wherefaintoutlinesofafeatureshowuponthesurfacesnearthosefeatures.Sothemassoftheextrudercarriageendsuphavingaprettysignificanteffectontheoutputqualityof

a3Dprinter.
Bowdenstylecoldendssolvethisproblembyremovingasmuchmassaspossiblefromtheextrudercarriage.Ittakestheweightofthesteppermotoranddrivegearandmovesittoastationarylocation.But,ofcourse,thissetupdoeshaveitsdrawbacks.
Intheprevioussection,Iexplainedhowdirectfeed

coldendsreducethechancesoffilamentbunchingbeforeitentersthehotend.Andthat’sexactlytheproblemwithBowdencoldends.Withsuchalongdistancebetweenthedrivegearandthehotend,thereisalotofroomforthefilamenttobunchandjam.Thismakesitdifficulttouse1.75mmfilamentandalmostimpossibletouseflexible1.75mmfilament.

Direct Drive vs.GearedWhetheraBowdenordirectfeedcoldendisbeingused,thereisstilltheoptionofpushingthefilamenteitherwithadrivegearconnecteddirectlytothesteppermotorshaftorwithahobbledboltconnectedtoagearsystem.AsI’msureyou’resickofhearingbynowinthisbook,

eachhasitsadvantagesanddisadvantages.
Directdriveextrudersuseadrivegearthatismountedontothesteppermotorshaft.Thisistheabsolutesimplestwaytodesignanextruder,whichisalwaysagoodthing.However,ittakesalotofforcetopushfilamentthroughahotend.Becausetheyarelightandcompact,directdriveextrudershave

difficultyhandlingtheforceneededfor3mmfilament.
Ontheotherhand,gearedextrudersuseapairofgearstogainmechanicaladvantageandthetorqueneededtoforce3mmfilamentthroughthehotendwithoutdifficulty.Thedisadvantage,ofcourse,isthatthegearsaddsizeandweighttotheextrudercarriage,althoughthat’snotaproblemforBowden

extruderssincethecoldenddoesn’tmove.

AGreg’sWadeReloadedgeareddirectfeedcoldend.
The Hot EndAsyou’velearnedinprevious

chaptersofthisbook,thehotendservesoneveryspecificpurpose:tomelttheplasticfilament.Itmustmeltthefilamentveryquicklyinorderforthe3Dprintertoprintatareasonablespeed.Forthattohappen,thetemperatureofthehotendhastobeveryhigh.
Exactlyhowhighthetemperatureneedstobedependsonthematerialbeing

printed,thefilamentmanufacturer,andevensometimesthespecificbatchoffilament.Forthemostcommonmaterials,however,thehotendneedstobeoperatingattemperaturesbetween180°Cand250°C.Toputthatintoperspective,that’sapproximatelythesametemperatureasthehotoilinadeepfryer.

AnUbishotend,whichisusedonPrintrbot3Dprinters.
Somematerials,however,requiremuchhottertemperatures.Forexample,polycarbonateisanextremely

toughplasticthatrequirestemperaturesof300°Cormoretoprintwell.Withsuchhightemperatures,it’seasytoseethatsomespecialhardwareisrequired.Inordertoheatupthehotend,twospecificelectroniccomponentsareneeded:athermistorandaheatingelement.
Thermistor

Athermistorisatypeofvariableresistorsimilartoathermocouplethatchangesbasedonhowhotitis.Thetermthermocoupleisoftenusedincorrectlytodescribethethermistorusedin3Dprinters,butthey’reactuallyentirelydifferentcomponents.Theyworksimilarly,butthermistorsaregenerallymoreaccurateandarebettersuitedfor3Dprinters.

Thethermistorismountedontothehotendatthepointwherethefilamentissupposedtobemelted.Asthehotendheatsup,theresistanceofthethermistorchanges.Thecontrolboardofthe3Dprintermonitorsthisresistancechangeandusesittocalculatethetemperatureofthehotend.Inessence,it’sbasicallyjustaveryaccuratethermometerthatcanbereadbythe3Dprinter.

DEFINITIONA thermocouple is
a type of temperature-measuring device used in awide range of industries. It’sinexpensive and doesn’trequire a power source,which makes it ideal forsome applications. However,thermocouples aren’t veryaccurate, which generallymakes them unsuitable foruse in 3D printer hot ends.

Thermistorsareaccuratetowithinafractionofadegreewhenproperlysetup.Becausethermistorsaremadebyavarietyofmanufacturers,sometimesforslightlydifferentapplications,thepropersetupcanvary.Tosolvethisproblem,3Dprinterfirmwarecomeswithinformationformanydifferentthermistormodelsinordertomakethetemperaturereadingasaccurateas

possible.Withanaccuratetemperaturereading,the3Dprintercanpreciselycontrolhowhotthehotendis.Thisallowstheusertosetthetemperatureasnecessaryforaspecifictypeoffilament.
Butgettinganyaccuratetemperaturereadingisonlyhalfoftheequation;the3Dprinteralsoneedstobeableheatupthehotendtothedesiredtemperatureusinga

heatingelement.
Heating ElementTheheatingelementforahotendisamuchmoregeneraltypeofcomponentthanthethermistor.Virtuallyallelectronicheatingelementsworkinthesameway,whetherit’sforanelectricspaceheater,anelectricstove,orthehotendofa3D

printer.Allofthesedevicesuseamethodcalledresistiveheating.Resistiveheatingisanextremelybasicprocess,andisreallyjustafundamentalpropertyofelectronicsingeneral.Whencurrentpassesthroughaconductor,itheatstheconductor.Ifthevoltageinacircuitremainsconstant,theheatofaresistorincreasesastheresistancedecreases.

Thecurrentdrawalsoincreasesalongwiththeheat.Sowhentheobjectiveistoheatsomethingup,likeahotend,aheatingelementwithalowresistanceisused.
Thatlowresistancedrawsahighcurrent,andthereforealotofpowerneedstobedissipatedbythesourceoftheresistance(inthiscase,theheatingelement).Thatpowerisdissipatedinthe

formofheatinguptheheatingelement,andinturnthehotend.
Physical Designand MakeupThecombinationofthethermistorandtheheatingelementallowsthe3Dprintertosetthetemperatureofthehotendveryaccurately.Whenthe3Dprinterisfirst

turnedonandthehotendisstillcool,constantvoltageisappliedtotheheatingelementtoheatitupasfastaspossible.Asitgetsclosetothedesiredtemperature,thatvoltageispulsedtoslowdowntheheatingprocessuntilitreachesthecorrecttemperature.
Onceit’satthecorrecttemperature,theprintermonitorsthethermistorand

turnstheheatingelementonandoffasnecessarytomaintainthetemperature.Itdoesthiswithamethodcalledpulse-widthmodulation(PWM),whichflipsthevoltageonandoffveryquicklytoaverageoutintoaspecificvoltagetokeepthetemperatureconstant.
Sohowisitdesignedtomakethisprocesshappen?Thedesignofahotendisa

reflectionofafewgoals:
Maintainaconstanttemperaturenearthenozzletomeltthefilament.Thisisachievedwithaheatingblockwherethethermistorandheatingelementarelocated.Theblockisheatedandmonitored,andhasaholerunningthroughwherethenozzleismounted.Asthefilamententerstheheatingblock,it’srapidlymeltedinto

moltenplastictobesqueezedthroughthenozzle.
Heatuptheheatingblockquickly.Theheatingblockisgenerallymadefromametalwithahighthermalconductivity.Thisallowstheheatfromtheheatingelementtoberapidlytransferredtotheheatingblock;therefore,itheatsupquickly.
Getcooloveraveryshortareasoitcanbemountedto

the3Dprinter.Themountisoftenmadeofthesametypeofplasticthatisbeingextruded,sothehotendneedstobecoolatthatpointinordertonotmeltthemountitself.Tomakethatpossible,aheatsinkisoftenlocatedbetweentheheatingblockandthemount.Insomedesigns,thereisafanlocatedontheheatsinktocoolitevenmore.Thiscanlowerthetemperaturefromavery

hot300°Ctoroughlyroomtemperatureoverjustacoupleofinches.
HOT TIPHot ends are often
interchangeable, dependingon the type of mount theyuse. Progress is rapidlybeing made in improving hotend designs, and newmodels are frequently beingreleased. So it’s probablynot necessary to choose a

3D printer based on the hotend as long as it uses acommon or replaceablemount.
Traditionalhotenddesignsincorporateavarietyofmaterials,includingsomehigh-temperatureplastics.Forcommonfilamentmaterialslikepolylacticacid(PLA)andacrylonitrilebutadienestyrene(ABS),thisis

perfectlyacceptablebecausetheplasticcanhandlethetemperaturesrequiredforthosematerials.Butforsomematerialsthathavehighermeltingpoints(likepolycarbonate),thehotendhastobeheatedtotemperaturesthattheplasticinthehotendcan’twithstand.
Forthatreason,all-metalhotendsarebecomingpopular.A

hotendmadecompletelyfrommetal,insteadofusingsomeplasticparts,canbeheatedtomuchhighertemperatureswithoutriskingdamagetothehotenditself.Withanall-metalhotend,manymorematerialtypescanbeprintedsuccessfully,allowingtheuserawiderrangeofpossibilities.

ThisE3DV5isanall-metalhotendandrequiresactivecooling
fromafan.
Butmakingahotendcompletelyoutofmetal

presentssomedesignchallengesthatarestillbeingovercome.Oneofthebiggestproblemsisthattheheatfromtheheatingblockistransferredmoreefficientlyacrosstheentirehotend,meaningthemountingpointcangettoohotforthemount.Tosolvethisproblem,muchlargerheatsinksareneeded,andafanisoftenrequired.Buttheversatilityofall-metalhotendscandefinitelymake

thechallengesworththetrouble.
The NozzleThenozzleisoftenconsideredtobepartofthehotend,butit’sareplaceablepartthatIthinkdeservesitsownsection.Hotendsalmostalwayscomewithacompatiblenozzle,buthot

endmanufacturersalsogenerallyselladditionalnozzlesinavarietyofsizes.
Whywouldyouwanttopurchasedifferent-sizenozzles?Because,asI’veexplainedinChapter3,thesizeofthenozzleisoneofthefactorsthatdetermineslayerheight—thelargerthenozzle,themoreofanincreaseinlayerheight.Nozzlesizeisn’ttheonly

thingthatdetermineslayerheight,sothereissomewiggleroomforeachnozzlesize.Butifyouwanttoprintalayerheightthatissignificantlydifferent,itcanbeworthchangingnozzles.
Nozzlesthatcomewithhotendsareusuallysomewherebetween.25mmand.50mm,becausethat’sageneralsizethatisusefulformostprinting.Butnozzlescanbe

muchsmallerforspecializedprintingwhereveryfinedetailisrequired.Alternatively,someprintscanbedonewithlargernozzlesinordertoprintlargeobjectsmorequickly.
WATCH OUT!Nozzles aren’t
generally compatiblebetween different hot endmodels. This is because hot

ends usually have nozzlesthat are made specifically forthem. They use differentthreads, are different sizes,and are sometimes evendifferent shapes. For thisreason, it may be a goodidea to check ahead of timewhat nozzles are available ifyou know you’re going toneed a smaller- or larger-than-usual nozzle.

Print FansInadditiontothehotendfansthatareusedtocoolthehotendformounting,oneormorefanscanalsobeusedtocooltheprintedobjectitself.Thefanisdirectedtowardtheextrudedfilamentasitexitsthenozzleinordertoquicklycooltheplastic.
Thepurposeofcoolingtheplasticistogetfromthehigh

temperatureneededforextrusiontoroomtemperatureasquicklyaspossible.Plasticexpandswhenitgetshotandcontractsasitcools.Thatcontractioncanresultinwarpedparts,becausetheentirepartcoolsandcontractstogether.Soafancanbeusedtocoolthefilamentquicklytoavoidtheentirepartcontractingatonce,whichhelpstoreducewarping.

Somefilamentmaterials,likePLA,alsorequireactivecoolingfromafantocombatdeformation.PLAisverysoftuntilitcools,andtheplasticcansagasitsbeingprintedifit’snotcool.Thisisespeciallyapparentwhenprintingoverhangsorbridges,whichwillsagdramaticallyiftheplasticistoohot.
Havingafanblowingontheplasticcomingoutofthe

nozzleallowsyoutoprintoverhangsandbridgeswithoutthembecomingdeformed.Justafanblowinginthedirectionofthenozzlecandoalottohelp,butinordertocooleffectively,fanshroudscanbeused.Theshroudactsasasortoffunneltodirectairtoaverysmallareajustbelowthenozzlewherethefilamentisbeingdeposited.Thisveryquicklycoolsthefilamentassoonas

itexitsthenozzle,sotheplasticgetshardanddoesn’tdeform.
Whetheryoushoulduseafanisdeterminedbythematerialyou’reusing.ForPLA,aprintfanisvirtuallyanecessity.Forothermaterials,likeABS,afancanactuallybedetrimentaltoprintquality.ABSisn’tassoftasPLAwhenit’sextruded,soafanisn’tneededtokeepit

fromdeforming.Infact,activelycoolingABSwithafancanmakeitsolidifytoomuchandcankeepitfromstickingtothepreviouslayer.
Ifthe3Dprinterisequippedwithaprintfan,it’susuallycontrolledviasoftware.Theslicersoftwarecanturnthefanonandoff(orevenonatdifferentspeeds)throughouttheprintingprocess.It’scommontohavethefanonat

differentpartsoftheprint(likeforoverhangs)andoffforothers(likethefirstfewlayers).Inlaterchapters,I’llbegoingoverwhenandhowtouseprintfans,butfornow,youshouldjustbeawareofitspurpose.
UsingMultiple

ExtrudersAllFFF3Dprintershaveatleastoneextruder,butit’salsopossibletohavemultipleextrudersonthesameprinter.Thesearemountedrightnexttoeachothersotheprintercanusealloftheextrudersatthesametime.Themostbasicreasonfordoingthisissoyoucanprintasinglepartinmorethanonecolor.But

thepossibilitiesintroducedbyusingdualextruders(ormore)canbemuchmoreexcitingthanjustmakingcolorfulparts.

TheKraken,alsomadebyE3D,hasfourextrudersbuiltintoa
singleunit.(CourtesyofE3D)

For SupportMaterialOneveryusefulwaytotakeadvantageofadualextrudersetupistouseoneextruderforregularfilamentandtheotherforsupportmaterial.Therearespecialkindsoffilamentwhichareformulatedspecificallyforthistask.Somemanufacturers,suchas

Stratasys,havedevelopedtheirownformulasforaccomplishingthistask,butinmanycasespatentskeepthesefrombeingavailableonprintersfromothermanufacturers.Whenitcomestothemostcommonsupportmaterialinconsumerprinting,peopletendtousehigh-impactpolystyrene(HIPS).HIPSisatypeofplasticthatdissolvesinacommonsolventcalled

limonene.Limonenedoesn’taffectPLAorABS,soHIPScanbeusedforsupportmaterialandthendissolvedaway,leavingtheprintedpartuntouched.
Usingasolublesupportmateriallikethisinthesecondextrudereliminatesthehassleofhavingtomanuallyremovesupportmaterialmadefromthesamematerialasthepart.Notonly

isitalotofworktoremovesupportmaterial,itcanbedifficulttodowithoutdamagingthepartiftherearefinedetails.Insomecases,supportmaterialcouldbealmostimpossibletoremoveif,forinstance,it’ssupportinginternalgeometrythatcan’tbereached.
Dualextruderswithastandardmaterialandsolublesupportmaterialcompletely

solvethisproblem.Youcanjustprintthepartwiththetwotypesoffilament,andwhentheprintisfinished,youcansoakitinalimonenesolution.Afterafewhours,thesupportmaterialisdissolvedawayandyourfinishedpartcanberemoved.
For Filaments withDifferent

PropertiesAnotherusefordualextrudersisprintingtwokindsoffilamentwithdifferentpropertiesatthesametime.AsinglepartcouldbeprintedwithahardABSplasticandalsoaflexiblefilament,forexample.Youcouldprintaplastictoolwithasoftrubberyhandle.Orapartcouldbemadewithflexible

jointstoallowmovement.
Withthewiderangeoffilamentsonthemarkettoday,therearealotofpossibilitiesforanimaginativeperson.Youcantakeadvantageofthedifferentmeltingpoints,coefficientsoffriction,hardness,andflexibilityofvariousfilamenttypestocreateuniqueobjects.Thisisanareaof3Dprintingthatis

juststartingtobeexplored,andalotofunconventionaldesignsarepossible.
HOT TIPIt doesn’t stop with just
dual extruders either. Youcan already purchase a four-extruder assembly meant forconsumer printers that letsyou print four differentfilament typessimultaneously. You coulduse this to print two different

colors of ABS, a flexiblefilament, and HIPS supportmaterial all at the same time.Or you could use it for anyother combination offilament materials that youthink would be useful.Imagine the kinds of designsyou could come up with!
The Least YouNeed to Know

AnFFFextruderconsistsofacoldendthatfeedsfilamentintothehotend.
Directfeedcoldendsfeedmorereliably,whilethelowermassofBowdencoldendscanimproveprintquality.
Inordertoheatupthehotend,twospecificelectroniccomponentsareneeded:athermistorandaheatingelement.
Multipleextruderscanadda

greatdealofversatilitytothekindsofprintsa3Dprinteriscapableof.

CHAPTER
8
The BuildPlatform
In This Chapter
Materialscommonlyusedfor

buildplatformsThepurposeofheatedbedsandbuildchambers
Differentsurfacetreatmentstoimproveadhesion
Whenitcomesto3Dprinters,everypartonthemachineisimportanttoitsfunctionality.That’strueevenforthingsthatseemsimpleanduncomplicated,likethebuildplatform(alsocalledaprintbedorbuildplate).Thebuild

platformisactuallyjustascrucialasanyoftheotherpartsandcanbejustascomplicated.
Thebuildplatformiswheretheprinteractuallydepositstheplastictomakethepart.Thisseemsstraightforward,butinorderfortheprinttobesuccessful,theplasticneedstostickwelltotheplatform.Thereareafewfactorswhichdeterminehowwellthe

plasticwillstick:theflatnessoftheplatform,howlevelitis,whatmaterialthebuildplatformismadeof,andanysurfacetreatmentswhichareappliedtotheplatform.
Inthischapter,Igothroughallyouneedtoknowaboutthebuildplatform,includingwhatit’smadeof,thevariouspartsthatmakeitup,andthesurfacetreatmentsusedonittoimproveadhesion.

BuildPlatformMaterialsThereareahandfulofmaterialsthatarecommonlyusedforbuildplatforms,suchasglass,borosilicate,aluminum,andcopper.Whatallofthesematerialshaveincommonistheycanbemade

veryflat.Theflatnessofthebuildplatformisessentialforensuringtheplasticstickstothebed.Thisisbecausethenozzlehastoremainataveryspecificheightabovethebuildplatformfortheextrudedfilamenttoadheretothebed,andthatheightwouldn’tremainconstantiftheplatformweren’tflat.
DEFINITION

Borosilicate, also known asPyrex (one of its tradenames), is a type of glassthat is formulated to reducethermal expansion. Becauseit’s much less prone tothermal expansion thannormal glass, it’s at a muchlower risk of thermal shock.Thermal shock can cracktraditional glass if it’s quicklyheated or cooled unevenly,a problem that borosilicatedoesn’t experience.

Inadditiontobeingflat,thebuildplatformhastobeconstructedfromamaterialthatthemoltenfilamentcanactuallystickto.Somematerialsaretooslick,andtheextrudedfilamentsimplywon’tsticktoit.Anidealmaterialwouldletthefilamentstickverywellwhileit’sprinting,andthenallowittocomeoffeasilywhentheprintisdone.Ifitstickstoowellaftertheprintisdone,it

canbedifficulttoremovethepartwithoutdamagingit.
Forthisreason,specialtybuildplatformsarebeingdevelopedjustfor3Dprinters.Thisisabrandnewtypeofproduct,buttheselectionshouldincreasedramaticallyinthecomingyears.Theplatformsthemselvesaremadefromavarietyofmaterials,dependingontheparticular

manufacturer.Butthegoalisthesameforallofthem:fortheplastictostickwellwhileprintingandcomeoffeasilywhentheprintisdone.Butinmanycases,inorderforthattowork,thebuildplatformneedstobehot.Thisiswhereheatedbedscomein.
Heated Beds

Heatedbeds,asthenameimplies,keepmaterialwarm.Aheatedbedworksprettysimilarlytoahotendinprinciple:athermistormeasurestemperature,whileresistiveheatingisusedtogetthebedhot.Inthiscase,though,theentirebedisabigresistorthatheatsupinsteadofjustasmallheatingelement.
Conventionalheatedbedsare

largeprintedcircuitboards(PCBs)specificallydesignedwithlargecoppertracesthatactasaverylow-ohmresistor(duetoOhm’slaw).Whenvoltageisapplied,thisdrawsaverylargeamountofcurrent.

Alarge12×12-inchPCBusedforheatingthebuildplatform.

FASCINATING FACTRecently, other types of
heated beds have started togain popularity in theconsumer 3D printingindustry. This includessilicone heating pads, whichhave long been popular inother industries. Unliketraditional PCB heat beds,these are flexible and aremanufactured in a widerange of sizes and shapes.

Withallofthatpowerflowingthroughwhatisbasicallyaresistor,theheatedbedgetshot—anywherefrom60°Cto120°Ciscommon.This,inturn,heatsupthebuildplatform.Andjustlikewiththehotend,the3Dprintermonitorsthetemperatureusingthethermistor(seeChapter7)andadjuststhevoltagegoingtotheheatedbedtokeepthetemperaturesteady.

Oneofthebenefitsofaheatedbedisreductioninthewarpingofapart.AsIcoveredinearlierchapters,warpinghappenswhenthepartcontractsastheplasticcools.Aheatedbedcanhelpcombatthisproblembykeepingthepartwarmasitisbeingprinted.Forsomematerials,likeABS,aheatedbedisbasicallyarequirement.Othermaterials,suchasPLA,don’tneeda

heatedbedbutcanstillbenefitfromone.
Thisisthereasonwhysome3Dprintersincludeaheatedbedandothersdon’t.Generally,onlyinexpensive3Dprinterscomewithoutaheatedbed.ThoseprinterscanusuallyonlysuccessfullyprintPLA.InordertoprintABS(andmanyothermaterials),aheatedbedisanecessity.

Inadditiontoreducingwarping,heatedbedsalsohelpfilamentsticktothebuildplatform.Heatingthebuildplatformgivesthefilamentanice,hotsurfacetostickonto,whichistrueforallofthematerialtypesonthemarket.Whileit’snotabsolutelynecessaryforallmaterials,aheatedbeddoesalotforgettingthefirstlayeroftheprinttoadherewelltothebuildplatform.

Heated BuildChambersandEnclosuresAheatedbuildchamberisusedtopreventwarping.Itcontainstheheatgeneratedbythehotendandheatbed,keepingtheairwarmand

reducingdrafts.Unlikeanenclosure,aheatedbuildchamberincludesactiveheating.Thismeansaheatingelementandsomekindoftemperaturesensor(athermistor,forexample)areplacedinsideoftheenclosuretoheatitup,almostlikeanelectricoven.ThiscangettheairinsideveryhotandcanalmostcompletelyeliminatewarpingwithmaterialslikeABS.

Unfortunately,notall3Dprintersincludeheatedbuildchambers.ThemainreasonisthatStratasysownsthepatentforheatedbuildchambers,meaningtheyusethemextensivelyontheirprofessionalFFF3Dprintersbutothermanufacturerscan’taddthemtotheirprinters.Ifitweren’tforthatpatent,you’dsurelyseeheatedbuildchambersonalotofconsumer3Dprinters.

HOT TIPStratasys now owns
MakerBot, a popularconsumer 3D printermanufacturer. BecauseStratasys has the patent forheated build chambers, it’slikely that in the future thetechnology could be used onconsumer 3D printers madeby MakerBot. If a heatedbuild chamber is importantto you, it might be worthwaiting for this to happen.

Butthatpatentdoesn’tkeepmanufacturersfromaddinganunheatedenclosuretotheirprinters.Manyconsumer3Dprintershaveenclosuresthatcanholdintheheatgeneratedbythehotendandheatbed,keepingtheairwarmandreducingdrafts.Warmairaroundtheprinterkeepsthepartwarm,soevenwithoutactiveheating,thiscandoalottoreducethewarpingthatiscommonwhenprinting

withABS.
SurfaceTreatmentsAnotherwaytoreducewarpingistomakesurethefirstlayeroftheprintsticksverywelltothebuildplatform.Mostofthematerialsthatbuildplatforms

arecommonlymadefromdon’tworkverywellontheirown.Evenwithaheatedbed,thefilamentdoesn’talwaysadherewell.Sotomakesurethatplasticreallysticks,avarietyofsurfacetreatmentscanbeappliedtothebuildplatform.Thesetreatmentsareusuallysomesortoftape,film,orglue.
The3Dprintingcommunityhascomeupwithalotof

novelwaystoensurethefilamentadhereswelltothebuildplatform.Ahandfulofthesemethodsstandoutasbeingespeciallyeffective,andhavecometobeasortofstandardoperatingprocedureforhobbyistsdoing3Dprinting.Therearetoomanytocoverallofthem,butI’llgooversomeofthemorepopularoneshere.

Painter’s TapeOneofthemostpopularsurfacetreatmentsispainter’stape.Thisisjusttheplainoldbluetapeyouputaroundyourtrimwhenyoupaintyourwalls.Thetapeisappliedwiththeadhesiveonthebuildplatform,sotheentirebuildplatformiscompletelycovered.Youthenprintdirectlyontothenonadhesivesideofthepainter’stape.

Printingapartonabuildplatformcoveredwithpainter’stape.
Thetextureofthetapegivesthefilamentgoodpurchasesoitstickswell.Someparticular

brandsseemtoworkbetterthanothers,butmostofthecommonlyavailabletypesfoundathardwarestoresworkprettywell.
Painter’stapeseemstoworkbestforPLAonunheatedbeds.ItcanbeusedwithABSandonheatedbeds,butthereareusuallybetteroptions.It’salsonotaparticularlydurablesurfacetreatment,soyou’llprobablyneedtoreplacethe

tapeoften(maybeevenaftereveryprint).
White GluePolyvinylacetate(PVA)-basedwhiteglue(commonlyreferredtobythetradenameElmer’sGlue)isalsoapopularwaytogetgoodadherencetothebuildplatform.Thisisthesameglueyouprobablyused

throughoutyourchildhoodforvariouscraftprojects,andit’seasytofindatjustaboutanyofficesupplystore.
Toapplyittothebed,mixasmallamountwithwaterataratioofabout1:1.Next,useasmallbrushorpapertoweltospreaditaroundonthebuildplatform;itcanbeappliedontopofbluepainter’stapeordirectlytothebuildplatform.Ideally,youwantathinlayer

leftbehindasthewaterevaporates,leavingastickyresidue.Thewaterdoesn’thavetobecompletelyevaporatedforyoutostartprinting,butthebuildplatformshouldn’tbewet.
Thisgluehelpsthefilamentstickforobviousreasons—it’sglue,afterall!Whenusedinconjunctionwithbluepainter’stape,itcanalmostcompletelyeliminatewarping

whenprintingPLA.However,ABSwarpssomuchthatyoumightnotbeabletocompletelyovercomeit.Also,beawarethatyou’llalmostcertainlyneedtoreplacethetape(ifusing)andreapplythegluebeforeeveryprint.
Polyimide FilmPolyimidefilmisusedina

handfulofparticularindustriesandapplications,includingforsuperconductorsandspacecraft.It’sverystrong(eveninthinsheets)andflexibleandcanprovideelectricalinsulationandthermalinsulation.PolyimidesheetsandtapeareusuallyreferredtobythetradenameKapton(developedbyDuPont).
Polyimidefilm,likeblue

painter’stape,hasasurfacetexturetowhichfilamentadheresverywell.Additionally,itcanwithstandveryhightemperatures,andthereisvirtuallynoriskofdamagingitwiththeheatgeneratedby3Dprinters.ABSalsosticksverywelltopolyimidefilm,whichmakesitespeciallyusefulwhencombinedwithaheatedbed.

A12×12-inchsheetofpolyimidefilm.
Oneofthemostdesirablepropertiesofpolyimidefilm,however,isitsstrength.Itcanbereusedmanytimeswithout

damage,whichisconvenientofcourse.Theonlyrealdownsidestopolyimidefilmareitsavailabilityandcost.It’snotusuallyavailableinlocalstoresandhastobeorderedonline.And,evenwhenorderedonline,itcanbefairlyexpensive.
PET FilmPolyethyleneterephthalate

(PET)filmisusedsimilarlytopolyimidefilm,althoughitsphysicalpropertiesandtraditionalapplicationsarequitedifferent.PETfilmcomesinsheetsandtapelikepolyimidefilmandcanbeappliedinthesameway.
Infact,inthecontextof3Dprinting,PETfilmisreallyverysimilartopolyimidefilm.However,itdoesn’thavethesameabilityto

withstandhightemperaturesthatpolyimidefilmhas.Polyimidefilmisoftenusedtoholdthermistorsontothehotend,forexample,andthisisanapplicationPETfilmisn’twellsuitedto.Itjustcan’tholduptotheheatfromthehotend.Butitworksjustfineforthebuildplatform.
ABS Juice

ProbablythemosteffectivewaytoeliminateABSwarpingistouseasortofgluemadefromABSandacetone,commonlycalledABSjuiceorABSglueinthe3Dprintingcommunity.BecauseABSdissolvesinacetone,ABSjuiceismadebydissolvingalargeamountofABSfilament(neworfromfailedprints)inpureacetone,whichcaneasilybefoundatyourlocalhardware

store.
DEFINITIONAcetone is a
common household andindustrial solvent. Acetonebreaks down styrene, whichallows it to dissolve ABS.
Whenkeptinasealedcontainertokeeptheacetonefromevaporating,this

producesaviscousfluid.Itcanthenbeappliedtothebuildplatform,eitherdirectlyontoglassorontopolyimidefilmorPET.Thismixtureisextremelysticky,andwhenathinlayerisapplied,theacetonequicklyevaporatesaway.Aftertheacetoneisevaporated,afilmofABSisleftfirmlystucktothebuildplatform.
Onceyoustartprinting,the

moltenABSfilamentisdepositedontopofthisABSfilmthatisstucktothebuildplatform.ABSadhereswelltoitself,andsoitsticksextremelywelltothefilm(whichremainsstucktothebuildplatform).Theresultisaprintthatremainsveryfirmlyattachedtothebuildplatform.
UsingABSjuicecanalmostcompletelystopABSparts

fromwarping,makingitveryuseful.However,itcanalsobeprettymessytoworkwith.Ithastobemadeaheadoftime,keptinasealedacetone-safecontainer,andhastobeappliedtothebuildplatform.Anditworkssowellthatitcanbedifficulttoremovepartswithoutdamagingthem.
Furthermore,thecoloroftheABSjuicewillcoatthe

bottomoftheprintedpart.So,forexample,ifyouprintedawhitepartwithblackABSjuice,thebottomwouldendupatleastpartiallyblack.However,thiscanbecounteractedbyusinganatural(uncolored)ABSfilamentwhenmakingthejuice.
Hairspray

Onesurprisingsurfacetreatmentthathasrecentlygainedpopularityishairspray.ThesamestuffthatgaveFarrahFawcett’shairitsfamousflipcanhelpyourpartssticktothebuildplatform.And,maybeevenmoresurprisingly,itactuallyworksverywell!
Asoddasitmaysound,hairspraymayjustbeperfectfor3Dprinting.It’scheap,it

canbefoundinanygrocerystoreordrugstore,it’seasytoapply,itworkswell,anditdoesn’tdamageoraddcolortoyourparts.Whatmorecouldyouwant?
Thekindsofhairspraythatworkbestaretheonesthataremarkedwithwordslikeextraorsuper,orideallyextrasuperhold—thestrongerthehairspray,thebetter.Allyouhavetodois

sprayafewcoatsontothebuildplatform,waitforittodry,andthenstartprinting!However,itmayhelptoremovethebuildplatformfromthe3Dprinter,ifpossible,inordertoavoidgettinghairsprayonanyofthemovingpartsormechanisms.
Hairsprayisessentiallyjustanaerosoladhesive,soyou’rereallyjustsprayingalayerof

glueontoyourbuildplatform.Thisworksverywelltokeepprintedpartsstuckwelltotheplatform,andwhenusedonaheatedbed,itcancompletelyeliminatewarping.EvenlargeABSpartscanbesuccessfullyprinted,whichisprettygoodforabeautyproduct.

Hairspraybeingappliedtheprintbedtohelpthepartstick.
The Least YouNeed to Know

Buildplatformscanbemadefromavarietyofmaterials,aslongasthey’reveryflat.
Heatedbedsaren’tnecessaryforallmaterialsbutarerequiredforsome.However,theycanimproveprintqualityforvirtuallyallmaterials.
Heatedbuildchamberscandoalottoreducewarping,butthetechnologyispatented.Becauseofthis,mostconsumer3Dprintersdonothaveheatedbuild

chambers;however,manystilluseenclosures.
Therearemanysurfacetreatmentsthatcanbeappliedinordertoimprovetheadhesionofthefilamenttotheprintbed,suchaspainter’stape,whiteglue,polyimidefilm,PETfilm,ABSjuice,andhairspray.

CHAPTER
9
ControlComponentsIn This Chapter
Whatendstopsareandhow

theyworkWhatthecontrolboarddoes
HowLCDcontrollersandSDcardscanhelp
Controllinga3Dprinterisnoeasytask,becausethereisalotofhardwaretosimultaneouslycoordinate.Themovementofthreeaxeshastobecoordinated,thefilamentbeingfedbythecoldendhastobecontrolled,the

temperaturesofthehotendandheatedbedneedtobemonitoredandadjusted,andfanshavetobeturnedonandoff.Thisallrequiresprocessingpower,significantamountsofcurrentbeingpassedthroughthecontrolboard,andthesimultaneouscontrolofmultipleoutputsandinputs.
Inthischapter,Iexplainwhathardwareiscommonlyused

tocontrolconsumer3Dprinters,someoptionalcomponentsyoucanusetohelpwiththecontrols,andhowtheyallwork.
Inadditiontotherequiredcomponentsthathavetobecontrolled,therearealsoacoupleofthingsthatcanbeoptionallyusedaswell.AnLCDscreenandSDcardreader,forexample,canbeusedsoit’snotnecessaryto

haveacomputerconnectedtothe3Dprinterforittorun.ThereisalsooneothertypeofcomponentIhaven’tyetdiscussed,butwhichisveryimportant:anendstop.
End StopsAnendstopisasmallandsimplecomponentwithoneveryspecificpurpose:totell

the3Dprinterwhenithasreachedtheendofeachaxis.Thisisaveryimportantfunction,becauseit’stheonlywaytheprintercanknowwherethezeropointofeachaxisis.Withoutendstops,youwouldhavetomanuallypositionthehotendeachandeverytimeyouusedtheprinter,whichwouldbeespeciallydifficultfortheZaxis(whichhastobeatanextremelypreciseheight

abovethebed).
FASCINATING FACTEnd stops are also
used on CNC mills forexactly the same reason. ACNC mill, just like a 3Dprinter, needs to knowwhere the zero point is foreach of its axes in order tooperate properly. The onlymajor difference is that CNCmills don’t have a constantzero point for the Z axis;

instead, they need to findthe top of the material beingmilled. For this reason, the Zheight is either set manuallyor with a probe.
Withsuchanimportantjobtodo,youmightthinkthatendstopswouldbeexpensivecomponents.Butinreality,they’reactuallygenerallyverycheapparts.That’sbecausethey’resimply

switches—justverysensitiveswitches.Thekeytraitsofanendstopswitcharesensitivityandrepeatability.Theyneedtobetriggeredbythefaintesttouchandatexactlythesamedistanceeverytime.Thisisusuallydoneinoneoftwoways:mechanicallyoroptically.
Mechanical End

StopsMechanicalendstopsarethesimplest,cheapest,andprobablymostreliabletypeofendstop.Theyare,quiteliterally,justaphysicalswitchthatistriggeredwheneachaxisgetstoitszeropoint.Theswitchconsistsofasmallarmthatsticksoutfromthebodyoftheswitch.Whentheextrudercarriage,buildplatform,orZassembly

reachestheendofitsaxis,itpushesonthearmtotemporarilytriggertheswitch.
Theswitchiseitheropenorclosedinitsnormalstate,andthecontrolboard(whichI’lldiscusslaterinthischapter)monitorswhatstateit’sin.Whencontactismadeonthearm,thestateoftheswitchisreversed.Soifitwasopenbefore,it’sswitchedto

closed.Ifitwasclosedbefore,it’sswitchedtoopen.Whenthecontrolboardseesthestatechange,itknowsthatparticularaxisisatitszeropoint.
Aswitchwiredtobenormallyopenhasasmallamountofvoltageappliedtoonecontactoftheswitch.Whentheswitchistriggered,theconnectionisclosedandthecircuithasvoltage

flowingthroughit.Thecontrolboardseesthecircuithasvoltageflowingandknowsthattheswitchhasbeenflipped.
Switchesthatarewiredtobenormallyclosedworkintheoppositeway.Whentheswitchisn’ttriggered,thevoltageisalwaysflowingthroughthecircuit.Butwhentheswitchistriggered,itcutsofftheflow.And,as

expected,thecontrolboardseesthatchangeandproceedsaccordingly.

Thisisacommonmechanicalendstopswitch,wiredtobenormally
closed.
It’sgenerallyconsideredtobebettertowiretheendstopswitchtobenormallyclosed.

Thisisbecausea3Dprintercanbedamagediftheswitchisn’ttriggeredandtheaxiskeepstryingtomovepastitsendpoint.Withtheswitchnormallyclosed,anydamagetothecircuitwillresultintheswitchbeingtriggered,soitactsasasortoffailsafe.
However,interferencefromthesteppermotorwirescaninducecurrentintheendstopwires.Soit’spossibleforthe

switchtobephysicallytriggeredbutforthevoltagetostillreachthecontrolboard.Ifthishappens,thataxiscouldcontinuemovingwhenit’snotsupposedtoandcouldcausedamage.
HOT TIPInterference can be a
major problem for end stopswitches, either causingfalse triggers or failure to

trigger. The interference isgenerally caused be steppermotor wires, which are oftenrun right next to the end stopwires. To protect against thisinterference, the end stopwires should ideally be ashielded and twisted pair. Ashielded and twisted pair isa type of wiring where pairsof wires are twisted togetherand then electricallyshielded to preventinterference.

Whentheendstopiswiredtobenormallyopen,anyinducedcurrentcausedbyinterferencewouldsimplycauseafalsetrigger,andnodamagewouldoccur.Sobothsetupshavetheirprosandcons,andoneisn’tnecessarilyobjectivelybetterthantheother.
Optical End Stops

Opticalendstopsservethesamefunctionasmechanicalendstops.Butinsteadofbeingtriggeredbyphysicalcontact,theyaretriggeredbychangesinlight.Thisishandledbyacomponentcalledaphotointerrupter.Nophysicalcontactisnecessary;instead,anopticalendstopistriggeredwhenthelightinthephotointerrupterisinterrupted.

Aphotointerrupterworksverymuchlikethesensorsusedonautomaticgaragedooropeners.Itconsistsofanemitterandareceiver(aphototransistor)thatfaceeachother.Infraredlightisoutputbytheemitter,andthereceiversensesthatinfraredlight.Whenitseesthelight,theswitchisn’ttriggered;however,whenthatbeamoflightisbrokenandthereceivernolongersensesthe

infraredlight,theswitchbecomestriggered.
Thisworksalmostexactlylikeyourgaragedoorsensors.Whensomethingisblockingyourgaragedoor,theinfraredlightbeamisbrokenandyourgaragedooropenerknowsnottoclose.Thephotointerruptersusedinopticalendstopsdothesamething,justonamuchsmallerscale.
Inaphotointerrupterusedfor

opticalendstops,theemitterandreceiveraremountedrightnexttoeachother.They’regenerallyonlyafewmillimetersapart,leavingjustenoughroomforsomethingtotriggertheswitch.Thisproximitymakesthemverysensitive,unlikeyourgaragedoorsensors.Thissensitivityiswhatmakesthemdesirableforusein3Dprinters.
AsI’vepreviouslydiscussed,

it’simportantforthe3Dprintertoknowexactlywheretheendpointofeachaxisis(especiallytheZaxis).Mechanicalendstopsdothisjobwell,butbecausethey’remechanical,thereisalwaysgoingtobesmallamountofdifference(evenifit’sonlyafractionofamillimeter).Opticalendstopshavenomovingpartsandaretriggeredassoonastheinfraredlightbeamisbroken.

Thismakesthemveryprecise,sothe3Dprinterknowsexactlywheretheendpointiseverytime.
Ofcourse,opticalendstopsdohavesomedrawbacks.Themostobviousoftheseisthecostoftheendstopitself.Mechanicalendstopsarejustprecisemechanicalswitches,makingthemverycheap.Ontheotherhand,opticalendstopsuseelectrical

components(namelythephotointerrupter),whicharemoreexpensive.Thecostdifferenceisn’thuge,butitisnotable(thoughopticalendstoppriceshavedroppedsignificantlyinrecentyears).
Opticalendstopsarealsoslightlymorecomplicatedtowire,astheyrequirethreewires(whilemechanicalendstopsonlyrequiretwo).Thisisbecausetheyneedconstant

powerinadditiontoasignalwire.Mountinganopticalendstopisalsoquiteabitmorecomplicatedthanamechanicalendstop,becausesomesortoftabhastobeusedtointerrupttheinfraredlightbeam.Thismeanstheendstophastobeperfectlylinedupwiththetabonthataxisinordertofunction,whileamechanicalendstopcanreallybemountedinanywaythatletsitgetpushedby

somethingonthataxis.
Other Kinds of EndStopsBecauseendstopsarereallyjustswitchesthatgettriggeredwhentheaxisreachesitsendpoint,therearealotofmechanismsthatcanbeusedasendstops.Anythingthatcanactasaproximityswitchcould

probablywork,technicallyspeaking.Thismeansthereareothertypesofendstopsoutthere,evenifthey’renotparticularlypopular.
Oneofthese,forexample,isaHalleffectsensor.AHalleffectsensorsensesanearbymagnetandvariesitsoutputvoltagebasedonthehowcloseorpowerfulthemagnetis.Soasmallmagnetcanbemountedonthemovingpart

ofa3Dprinteraxis,andwhenitgetsclosetotheHalleffectsensor,theendstopistriggered.

DEFINITIONThe Hall effect,
discovered by Edwin Hall in1879, is the tendency forvoltage in a circuit to changewhen exposed tomagnetism. It can beharnessed to createproximity sensors and issometimes used for endstops and probes.
BeyondHalleffectsensors,

peoplehaveexperimentedwithawiderangeofdifferenttypesofdevicestomakeendstops(everythingfromultrasonicdistancesensorstoaccelerometers).Butsofar,mechanicalandopticalendstopsremainthemostcommontypesofendstopsbyalongshot.Theirrelativelylowcostandreliabilitymakethemidealforusein3Dprinters,andtherejusthasn’tbeen

anythingthatworksanybetter.
ControlBoardsInordertomonitorandcontrolthoseendstopsandalloftheothercomponentsofa3Dprinter,acontrolboard

isneeded.Thecontrolboardisasmallcomputerthat’sessentiallythebrainofthe3Dprinter.Itisresponsibleforbothinterpretingcommandsfromtheslicingsoftwareandsignalsfromthe3Dprinter’ssensorsandusingthatinformationtocontroltheoperationoftheprinter.
Controlboardscomeinavarietyofdifferenttypesandstylesfrommanydifferent

manufacturers.Thereareopen-sourceboardsmeanttoworkwithvarioustypesof3Dprinters,open-sourceboardsmeanttoworkwithspecific3Dprinters,andproprietaryboardsthatonlyworkwiththeparticularprintertheyweredesignedfor.Buttheyalltendtoworkinroughlythesameway,withsimilarinputsandoutputs.

Arduinos andProprietary ControlBoardsEverycontrolboardneedstobeabletodobasicallythesamethings:
Takethecommandsoutputtedbytheslicingsoftwareandusethemasinstructionsforoperatingthe3Dprinter

Monitorandheatupthehotend(andprobablyaheatedbed,too)
Simultaneouslycontrolfourormoresteppermotors—oneforeachaxis,andafourthfortheextruder
Monitoratleastthreeendstops
Doingallofthisrequiresprocessingpower,ofcourse.Butmoreimportantly,itrequiresalotofinputsand

outputs.Everycomponentonthe3Dprinterneedstohaveitsowninputoroutput(dependingonitsfunction),andtheyallhavetobecontrolledormonitoredatthesametime.Forthisreason,Arduinosareapopularchoiceasthebaseofmostopen-sourcecontrolboards.
Arduinos,bytheirverynature,areverywellsuitedtothistask.They’re

programmable,haveonboardprocessingcapabilities,andhavenativesupportformanyinputsandoutputs.Whenusedfor3Dprinting,Arduinosaregenerallyequippedwithashieldthatprovidesalloftheconnectionsforthesteppers,hotend,endstops,andsoon.Or,insomecases,theArduinoandconnectionsareallintegratedintoasinglecircuitboardforsimplicity

andeaseofuse.
DEFINITIONIn the context of
Arduinos, a shield is acircuit board designed to beattached to the Arduinoboard. Shields are generallyused to expand thecapabilities of Arduinos byadding either moreconnections or sensors.They are usually designedfor a specific application (like

GPS tracking or to interfacewith another device),although plenty of general-use shields exist.

ARAMPS1.4controlboard,whichisashieldforanArduinoMega.
Proprietarycontrolboardsthatareclosedsourceandaren’tArduinobasedstillworkinthesamewaybutare

justdevelopedbythemanufacturerspecificallyforuseina3Dprinter.Theystillhavetohaveallofthesamecapabilitiesforprocessingandinputandoutput;theonlydifferenceistheyaren’tbuiltonanArduino.It’sanalogoustointernetbrowsers:whetheryou’reusinganopen-sourcebrowserlikeFirefoxoraclosed-sourcebrowserlikeInternetExplorer,theydisplaywebpages,andyou

canusethemtosurftheinternet.
Changing orUpgrading ControlBoardsInmanycases,thecontrolboardscanbeinterchangeable.Forexample,ifyoudecidedyouwantedtoadddualextruders

toyourprinterbutthecontrolboarddidn’thavethepropersupport,youcouldpotentiallyremovetheoriginalcontrolboardandreplaceitwithonethatsupportsdualextruders.Thisispossiblebecausetheothercomponentsofthe3Dprinteralltendtobethesame,regardlessofwhomakesit,andtheyworkinthesameway.
However,complicationscan

beencounteredwhenitcomestofirmwareandsoftware.Firmwareismadespecificallyforthecontrolboard;itcan’tbetransferredbetweendifferentkindsofcontrolboards.Andinsomecases,onlyspecificslicingandcontrolsoftwarecanbeusedwithaparticularcontrolboard.Thisisn’tthecasewithopen-sourcecontrolboards,whichvirtuallyalwaysworkwiththecommonsoftware

programs,butitcanbethecasewithsomeproprietarysoftwareandcontrolboards.
Sowhenshouldyouworryaboutthecontrolboard,ifever?Therearegenerallytwoinstanceswherethecontrolboardusedbythe3Dprintermightmakeadifferencetotheuser:whenitcomestoexpandability,andifthesoftwareyoucanuseisconstrained.

WATCH OUT!While it’s usually
possible to replace thecontrol board with a differenttype, you shouldn’t count onit. Changing the controlboard can be complicated bythe enclosure andconnectors used. It’s rarely aplug-and-play type ofchange, even when it ispossible.

Theexpandabilityofthecontrolboardcanbeaprettybigdealifyoueverwanttoupgradeormodifyyour3Dprinter.Ifyouwanttoadddualextruders,aheatedbed,anLCDcontroller,oranythingelse,thecontrolboardhastobecapableofsupportingit.Somecontrolboardssimplydon’thavetheconnectionsnecessarytoaddthesethings.Or,evenifthephysicalconnectionis

present,theremaynotbefirmwareavailablethatsupportsthecontrolofthoseparts.
Softwarecompatibilitycanalsopotentiallybeafairlymajorconcern.Somesoftwarewillonlyworkwithspecificcontrolboards,andviceversa.Thisisusuallyonlythecasewith3Dprintersfrommanufacturerswhowantacomplete3Dprinting

ecosystemundertheirbrand.Theydevelopacontrolboardspecificallyfortheprinterstheymanufacturer,andthenhaveslicingandcontrolsoftwarewhichjustworkswiththosecontrolboards.
Insuchasituation,itmaybedifficultorimpossibletouseanyothersoftwaretoslice3Dmodelsortocontrolthe3Dprinter.Italsomaynotbepossibletousethesoftwareif

youdon’thavethatparticular3Dprinter.Thelatterproblemmaynotbigaverybigdeal,becausethereareplentyofsoftwareoptionsthatarefreeandworkwell.Buttheformerproblemcouldbeprettyserious.Ifyoudon’tlikethesoftwarereleasedbythemanufacturer,you’dstillhavetouseitanyway.Ifthemanufacturerwentoutofbusinessorstoppedsupportingthesoftware,you

maybestuckusingoutdatedsoftware.
Ifeitherofthesethingssoundslikesomethingthatmightmattertoyou,it’sagoodideatodoalittleresearchaheadoftimeaboutwhatyou’regetting.Doesthecontrolboardallowyoutoaddupgradeslater?Areyoufreetousewhateversoftwareyoulike,orareyoustuckwithaparticularprogram

madebythemanufacturer?Dependingonyourneedsandexpectations,thosecouldbemajorfactorsinyourdecisiononwhich3Dprintertopurchase.
SD CardSupportOneniftyadd-onthatmany

controlboardscantakeadvantageofissecuredigital(SD)cardsupport.Normally,youhavetohaveacomputerconnectedtoa3Dprinterwhileitruns.Thisissothehostcontrolsoftwarecansendtheinstructionstotheprinter,whichtellsitwhattodotocreatethepart.However,thoseinstructionsarecreatedaheadoftimebytheslicingsoftware.Allthehostsoftwaredoesiscontrol

thesetupoftheprinter(likehomingtheaxesandheatingthehotend)andthensendtheinstructionsviaUSBtothe3Dprinter.Atthispoint,thecomputerisn’treallydoinganyprocessing,otherthanwhatittakestorunthecomputeritselfandthesoftware.Allit’sdoingisstoringtheinstructionsontheharddriveandthensendingeachcommandtotheprinter.

Becausenosignificantprocessingisbeingdone,thecomputerreallyisn’tnecessaryaftertheslicinghasbeendone.Instead,theinstructionscanbesavedtoanSDcardandthecontrolboardcanreadtheinstructionsdirectlywithouthavingtouseacomputerasanintermediary.Somecontrolboardshavethisfunctionalitybuiltin,whileotherscanhaveitaddedasan

upgradelater.(Somecontrolboardsdon’thavethisabilityatall,butluckily,they’reintheminority.)
Using an SD CardIfthecontrolboarddoescomewithSDcardsupport,orithasbeenadded,youcanforgotheuseofacomputerentirelyduringprinting.Youstillhavetouseslicing

softwareonthecomputertoconvertyour3Dmodelintoaseriesofinstructionsthatcanbereadbythecontrolboard.Butoncethoseinstructionshavebeencreated,youdon’thavetouseacomputeratall;youcansimplysavetheinstructionsfromtheslicingsoftwareontheSDcardandtheninsertitintoaslotonthecontrolboard(oraseparateboard,ifSDcardsupportisadded).

HOT TIPIf your control board
does support SD cards,make sure you do a littleresearch on what kind itsupports. SD cards come indifferent physical sizes, andyou need the right size foryour SD card reader.Additionally, they come indifferent storage capacities,and some might not becompatible with the controlboard if they are too large.

Whenthe3DprinteristurnedonwithanSDcardinserted,thecontrolboardwillautomaticallylookfortheinstructionscreatedbytheslicingsoftware.Ifitfindstheinstructions,itwillproceedwithrunningthem.Generally,theinstructionsincludeinformationonwhattemperaturethehotendandheatedbedaresupposedtobeandanyhominginstructions.Sothe3Dprinterwillstart

withthosethings,andonceit’sheateduptothepropertemperatureandhominghasbeendone,itcanstartprinting.
Fromthenon,it’sjustlikeifyouwereprintingfromyourcomputer,becauseit’sreadingtheexactsameinstructionsfromtheSDcardthatthecomputerwouldhavebeenfeedingtoitoverUSB.

Benefits of SDCardsSDcardsupporthasanumberofbenefitsthatmightproveveryuseful.Thereistheobviousbenefitofnothavingtoleaveyourcomputerattachedtoyour3Dprinterwheneveraprintisrunning.Thatway,youcanuseyourcomputerforotherthingswhileyour3Dprintingis

printing.Youdon’tevenhavetohavethecomputerinthesameroom(orevenbuilding)asthe3Dprinter,becausetheprinteronlyneedstheSDcardtorun.
Italsomakesprintingmorereliable,becausethecomputerisnolongerpartoftheequation.AnyonewhohaseverhadalongprintruinedbecauseWindowsUpdatedecidedtorestartthe

computerknowshowvaluablethatcanbe.ThesamebenefitappliesforthoseofuswhohavedogsthatliketopulloutUSBcables.
Forpeoplewhoareeco-conscious(orbudgetconscious),havingSDcardsupportmeansyoudon’thavetowasteelectricityrunningyourcomputer.Ifyou’refrequentlydoinglongprints,thiscanactuallybepretty

significant.Leavingyourcomputerrunningfortwodayswhileyour3Dprintermakessomebigobjectcanusequitealotofpower.
LCDControllersAsbeneficialasSDcardsupportis,itdoespresenta

coupleofchallenges.Becauseitcanonlyreadinstructionsthathavealreadybeencreatedbytheslicingsoftware,thatmeansyoustillcan’tmanuallycontroltheprinterwithoutacomputer.Thereisalsonowaytochoosefrommultipleinstructionfiles,whichmeansyoucanonlystoreonefileontheSDcardatatimetoprint.
Luckily,thereisasolution

forthat:anLCDcontroller.AnLCDcontrollercombinesanLCDpanelfordisplayinginformation,aswellassomesortofcontrolmechanism(oritcouldbeatouchscreenLCD).ManyLCDcontrollersalsointegrateanSDcardreaderorcanbeusedwithaseparateSDcardreader.Ineithercase,theresultisthesame:youcanmanuallycontrolthe3Dprinterandselectspecificfilesfromthe

SDcardtoprint.

AnLCDcontrollerwithSDcardsupportmadebyRepRapDiscount.
Whena3DprinterisequippedwithanLCDcontroller,youcanmanuallymovethesteppers(including

theextruder)andheatupthehotendandheatedbedwithoutusingacomputeratall.WhenanSDcardisinserted,youcanmanuallyselectwhichfilesyouwanttoprintaswell.SoyoucanloaduptheSDcardwithmanyfilesandchoosewhichoneyou’dliketoprint.
ThismakesanLCDcontrollerveryusefulinsituationswhereyoudon’t

haveacomputernearby.Forinstance,attradeshowsandconventions,youcouldbringthe3DprinterwithanSDcardfullofexampleprints.Youcouldthenhaveyour3Dprinterchurningoutpartsataboothwithoutevenhavingtobringacomputer.
It’salsousefulinsituationswherea3Dprinterissharedbetweenmultiplepeople,likeataschool.Studentscanuse

theirowncomputerstoslicemodelsandthenloadthefilesontoanSDcard.ThestudentscanthenloadtheirfilesfromtheSDcardwithouthavingtohaveacomputerdedicatedtocontrollingtheprinter.
FASCINATING FACTWhat if everything
could be handled by the3D printer without havingto touch a separate

computer at all? This isterritory that is just startingto be explored. A smalltouchscreen computer canbe mounted on the 3Dprinter, allowing you todownload 3D models, slicethem, and print themwithout ever touching yourcomputer.
This is still a pretty newtechnology, but many 3Dprinter manufacturers areworking on integrating it intohigher-end 3D printers. It

isn’t cheap, of course, butwith the popularity of tablets,it’s not as expensive as youmight think. And theusefulness of such a setupis so high that it’s likely tobecome commonplace in thenext few years.
The Least YouNeed to Know
Endstopsarenecessaryfor

tellingthe3Dprinterwheneachaxishasreacheditsendpoint.
Mechanicalandopticalendstopsarebyfarthemostcommon,butanytypeofproximitysensorcouldtechnicallywork.
Thecontrolboardisresponsibleforinterpretingtheinstructionscreatedbytheslicingsoftwareandforusingthoseinstructionstocontrolallofthecomponentsofthe3Dprinter.

Someadditionaldevices,likeLCDcontrollersandSDcardsupport,canbeaddedtocontrolboardstoimprovetheirfunctionality.

CHAPTER
10
Choosing a3D Printer
In This Chapter
Openvs.closedsource

Whethergettinganassembledprinter,printerkit,orDIYprinterisrightforyou
Whatareyourprintingneeds?
DesignsbeyondCartesianprinters
Nowthatyouknowthedifferentpartsthatmakeupa3Dprinter,it’stimetothinkaboutwhattypeof3Dprinterisrightforyou.Decidingon

what3Dprintertopurchasecanbebothoverwhelmingandexciting.Theincreasinglyabundantnumberofmanufacturersandmodelsonthemarketaresuretomakeanyonedizzy.Doyouneeda1.75mmor3mmhotend?Isonecompanybetterthananother?Shouldyoucareaboutwhetherornotit’sopensource?
Thereareaplethoraof

optionsandfactorstothinkabout,butifyoucanmakeafewearlydecisions,you’llgainalotoffocusinyoursearch.Mostpeoplealreadyhaveanideaofwhattheywantandexpectfromtheirprinter,soit’sjustamatterofconsciouslydecidingwhat’simportanttoyou.
Inthischapter,Itakeyouthroughsomethingsyoushouldconsiderwhen

purchasinga3Dprinter.Onceyou’venarrowedyourlistdowntoafewmodels,thechoicewillbecomeasimplematterofpickingwhichhasthebestreviewsandprice.
Open orClosed?Doyoucareiftheprinteris

opensource?Formanypeople,thisisthemostimportantfactorintheirpurchase.Forothers,it’slargelyirrelevant.Theconsumer3Dprintermarketisdividedroughly50/50betweenopen-sourceandclosed-sourceprinters,sochoosingwhichkindyouwantinitiallycancutdownyouroptionsbyhalf.

What Does It Meanto Be OpenSource?LetmefirstexplainwhatImeanby“opensource.”IfyourecallfromChapter2,thebasicopen-sourceconceptissimple:intellectualpropertyissharedfreelysootherscanmodifyit,useit,andshareitthemselves.Thisisindirect

oppositiontothepracticeofcontrollingintellectualpropertyviapatentsandcopyrights(otherwiseknownasclosedsource).Open-sourcedatacanstillbepatentedandcopyrighted,buttobeconsideredopensource,ithastobelicensedtoallowsharing.
DEFINITIONIntellectual

property is any idea that islegally protected. Providinglegal protection for intangiblethings like ideas is acomplicated matter, and thelaws vary from country tocountry. But in the UnitedStates, intellectual propertylike inventions, music,copywriting, patents, and soon are legally protectedproperty.
Intheearlydaysofthe

internet,manypeoplebelievedthatpatentsandcopyrightsoftechnology,especiallysoftware,werecounterproductiveandinhibitedprogress.Bothindividualsandcorporationspushedtheideayoucouldshareyourideaswhilemakingaprofitandfuelinginnovation.
In1985,theFreeSoftwareFoundation(FSF)wascreated

tosupportandpromotethismovement.Atthetime,theprimarygoalwastoensurepeople’sfreedomtousetheirhardwareastheypleasedwithoutbeingrestrictedbyproprietarysoftware.Overtime,thisideologyevolvedtoencompassabroaderideaofopensoftware.Then,in1998,theOpenSoftwareInitiative(OSI)wascreatedwithverysimilargoalsinmind.Together,theseorganizations

(andothers)havehelpedtocreatethemanyfreeandopensoftwareoptionsweenjoytoday.
Butitdoesn’tstopwithjustthesoftware.Amorerecenttrendistheopenhardwaremovement.Theidealsaresimilar,butinsteadofdevelopersmakingtheirsourcecodepublic,engineersaremakingtheirdesignspublic.Inthesamewayyou

candownloadLinuxsourcecodeundertheGNULicensecreatedbyFSF,youcandownloadblueprintsanddesignfilesfromopenhardwarecompanies.TheentireRepRapprojectisbasedonthatideaandhasbeencompletelyopensourcefromtheverybeginning.Infact,manyofthe3DprintersonthemarkettodayareRepRapdesignsorderivatives.

Additionally,othermanufacturershavedevelopedtheirowndesignsindependentlyoftheRepRapprojectbutalsohavemadethemopensource.Forexample,AlephObjectsmakestheonly3DprintertocarryahardwarecertificationfromtheFSF.Thatprinter,theLulzbot,istheprinterfeaturedinthephotosthroughoutthisbook.Thekindofinformationmost

companieskeepunderlockandkey,suchasdesignfilesanddocumentation,ismadefreelyavailablebyAlephObjects.

TheLulzbotTAZ4istheonly3Dprinteravailablethatiscertified
bytheFSF.
Manyothermanufacturersstaytruetotheopen-sourceideologyaswell.LikeAleph

Objects,theymaketheirdesignandengineeringdocumentsavailabletothepublic.Thekeyistheysharetheirdesigns,maketheirprinterscompatiblewithopen-sourcesoftware,andallowcustomerstousetheirprintershowevertheywish.
Why It Might Matterto You

Younowknowwhatitmeanstobeopensource,butwhyshoulditmattertoyou?Whatdifferencewillitmake,practicallyspeaking?
Thebiggestargumentforthepurchaseofanopen-sourceprinterisfreedom.You’llhavethefreedomtousewhateversoftwareyoupleaseandtomodifyyourprinterhoweveryoulike.Youwon’tberestrictedinwhatyoucan

andcan’tprint,whereyourfilescomefrom,orhowyouusethem.Ifyoudecideyoudon’tlikethesoftwarerecommendedbythemanufacturer,youcanjustswitchtoanotherprogram.Youwon’tberequiredtouseproprietaryfilamentcartridgesorberestrictedtoapprovedaccessories.

HOT TIPMany 3D printers with
closed-source hardware arestill capable of using open-source software for slicingand control. Open-sourcesoftware may even berecommended by themanufacturer. When you’relooking at printers, be sureto check which software themanufacturer recommendsand whether you’re free touse other software.

Withallofthatsaid,therearemanygreat3Dprintersonthemarketthatarenotopensource.Youmaydecidetheprinterforyouisclosedsource.Thereisabsolutelynothingwrongwithgoingthatdirection.Afterall,thevastmajorityofthingswebuyonaday-to-daybasisaren’topensource.Mostcompletelyclosed-sourcemanufacturersstrivetomaketheirsystemsseamlessand

easytouse,andyoumayfindthatyoupreferoneofthosesystems.Butbesuretoconsiderthedecisioncarefully,sinceclosedsourceismorerestricted.
Assembled,Kit, or DIY?Thenextfactortoconsideris

howyouwanttoreceiveyourprinterfromthemanufacturer,orifyouwanttoskipthemanufactureraltogetherandbuildyourown3Dprinter.Thischoiceshouldn’tbetakenlightly,soI’mgoingtoexplaintheadvantagesanddisadvantagesofeachoption.
Assembled 3D

PrintersIfyouareunsurewhatyouwanttodo,thisisabsolutelythesafestchoice.Purchasingyourprinteralreadyassembledfromthefactoryistheeasiestandmostreliablewaytostartprinting.Youwon’thavetoworryaboutassembly;youcanjustunboxit,doafewsetupsteps,andbeprintingyourfirstmodelinanhourortwo.Andmost

assembledprinterswillcomewithawarrantyofsomekindincaseanythinggoeswrong,whichmaynotbethecasewiththeotheroptions.It’salsolikelythatyou’llbeabletoreceivesometechnicalsupportifyourunintoanyproblems.
Costisthebiggestdownsidehere.Someonehadtobepaidtoassembletheprinter,andthatresultsinahigherprice.

Shippingcostsmaybehigheraswell,astheboxwillusuallybebiggerthanthatofanunassembledprinter.And,althoughit’sassembled,you’llprobablystillneedtodoalittlebitofadjustmenttogetitactuallyprinting.
3D Printer KitsKitsareagreatwaytosavesomemoneyandan

opportunitytolearnaboutyourprinterasyou’rebuilding.Theknowledgeandexperienceyougainbuildingtheprintercanhelptremendouslyinthefuturewithtroubleshootingandmodifications.
Generally,akitwillincludeallofthepartsandhardwareyouneedtobuildyourownprinter.Itshouldcomewiththeframepieces,fasteners,

electronics,motors,andanythingelseyou’llneedtobuildaworking3Dprinter.MostkitsonthemarkettodayarebasedonRepRapdesigns,buttherearesomethatwereindependentlydesigned.Likewithanassembledprinter,yourdecisionshouldbebasedonyourneeds,butyou’llalsoneedtotakeintoaccountbuildtimeanddifficulty.
Whatittakestobuildakit

canvaryquitealot.Somekitscomepartiallyassembledandjustrequirethatyoufitthepiecestogether.Otherkitswillrequirethatyouassembleeachandeverypartonyourown,soyoumayneedspecialskills(liketheabilitytosolder).Youmayalsohavetheoptionoforderingapartialkitthatincludeseverythingexcept3D-printedparts,whichcanbeagoodwaytosavesomemoneyif

youknowsomeonewhocanprintthosepartsforyou.
Thedownsidestokitsarethattheycanbeverytimeconsumingtoassemble,theyrequiretools,andassemblycanbedifficult.Therefore,makesureyou’reconfidentinyourabilitytoassembletheprinterbeforeyoupurchaseit.
Building a DIY 3D

PrinterAnotheroptionistobuildyourowndo-it-yourself(DIY)printerusingdesignspublishedbyindividualsoropen-sourcecompanies.MostofthesedesignsarebasedontheRepRapproject,andmanyaretriedandtrue.Buildingyourownprintercansaveyouasignificantamountofmoneyandgivesyoutheopportunitytomodify

thedesigntobuildtheexactprinteryouwant.(SeeAppendixBforsomehelpfullinksonhowtodothis.)

MyDIY3Dprinter,basedontheopen-sourceTAZdesign.
Thedownside,ofcourse,isthatit’scompletelyuptoyoutosourceallofthepartsandputthemtogether.Thisisa

verydifficulttask,andIwouldn’trecommenditforyourfirstprinter.Butforasecondprinter,orfortheadventurous,itcanbeveryrewardingandagreatlearningexperience.
DeterminingYour Needs

Atthispoint,yourchoicesshouldalreadybeconsiderablynarrowed,andhopefullyafewmanufacturersandmodelsarestartingtostandout.Whenlookingattheseremainingmodels,considerwhatyourneedsareandwhatyouneedyourprintertodoforyou.Whatkindofmodelswillyoubeprinting?Whatwilltheirusebe?Whatkindoffilamentwillyouuse?Whatshould

everythingcost?Thefollowingareafewspecificthingsyou’llwanttopayattentionto.
HOT TIP3D printer
manufacturers willsometimes publishspecifications in inches,millimeters, or both, so youmay have to do some unitconversions whencomparing printers.

However, metric units(millimeters specifically) aregenerally the standard whenexporting and importing STLfiles and when configuringparameters in software andfirmware. Be sure to checkwhat units are used andrequired when working withdifferent 3D printers.
Print VolumePrintvolumeisthe

specificationthattellsyouhowlargeamodel(ormodels)youcanprint.Inmostcases,thiswillberectangular,andiscalculatedbymultiplyingtheprintwidth,length,andheight.However,forsomeprinters(particularlyDelta-styleprinters),theprintvolumeiscylindricalandcalculatedbymultiplyingpibyradiussquaredandheight(πr2h).IfyoudochooseaDeltaprinter,

besurethecircularbaseissuitableforyourneeds.Whilelookingattheprintvolumeiscertainlyausefulwayofcomparingprinters,itdoesn’tquitetellthewholestory.Twoprinterswiththesameprintvolumecouldhavevastlydifferentdimensionsthatmightaffectyourdecision.Forexample,PrinterAhasprintdimensionsof8×8×8inches,whilePrinterB

hasprintdimensionsof16×16×2inches.Bothprinterswillhaveaprintvolumeof512cubicinches,buthowusefulwouldaprinterbethatcouldonlyprintamodel2inchestall,asinthecaseofPrinterB?
Forthatreason,it’sagoodideatolookattheactualdimensions.WhatistheprintsizeintheXdirection?HowaboutYandZ?Determine

thelargestsizeyou’llbelikelytoprint,andmakesuretheprintersyou’reconsideringcanhandleit.
Youmaybetemptedtojustbuytheprinterwiththelargestprintvolume,justincase.Butkeepinmindthatbothcostandprinttimeincreasewithprintvolume.Therefore,thereislittlesenseinpayingalotofmoneyforabigprintvolumeyouwon’t

actuallyuse.Plus,printtimeincreasesexponentiallywithsize(youcanthankthesquare-cubelawforthat).
DEFINITIONThe square-cube
law is a scientific principlethat describes themathematical relationshipbetween size, surface area,and volume. Its relevance to3D printing is the way thatvolume (and therefore print

time) increasesexponentially with size. Forexample, a cube 10mm to aside has a volume of1,000mm3. Doubling thedimensions of the cube to20mm to a side results in avolume of 8,000mm3.Because the larger cube is 8times the volume, it will take8 times longer to print thanthe smaller cube.

Print ResolutionPrintresolutionisessentiallyameasureofthepotentialqualityofyourprintedmodels.Smallerisbetterhere,similartohowsmallerpixelsresultinbetterimagequalityonyourcomputermonitor.Asmallerresolutionmeansyoucanprintfinerdetails,andtheoverallsurfacefinishofthemodelwillbesmoother.But

determiningtheprintresolutionthataprinteriscapableofcanactuallybeatrickytask.Thereiscurrentlynopracticalwayofspecifyingtheactualeffectiveprintresolutionofa3Dprinterintherealworld.
Theoreticallyspeaking,printresolutionshouldbetheresultoftwofactors:nozzlesizeandmovementprecision.Thenozzlesizedetermineshow

finethefilamentthreadbeingejectedfromthehotendis.Becausenozzlesarereplaceable,thisisn’tsomethingyoushouldbetooconcernedwith—youcanalwayschangethenozzletoonewithasmalleropening.However,movementprecisioncan’tbealteredwithoutsignificantmodificationtotheprinter’shardware,makingitanimportantconsideration.

Thiscanbecalculatedwiththe“stepspermm”information,whichshouldbeprovidedbythemanufacturerforusewhenconfiguringyourslicerandfirmware.Forinstance,ifyourXaxisis200stepspermm,yourmovementprecisiononthataxisis0.005mm(1mmdividedby200).Butnomatterhowprecisethemovementis,thenozzlesizewillrestricthowdetailedyour

printscanbe.Ifthenozzleistoobig,itwon’tbeabletoprintveryfinedetail.It’sanalogoustotryingtowritesmalltextwithamarker—themarkerisjusttoobigtowritefinedetails.
Thereareotherconcernsthatfactorintotheresolutionofa3Dprinterthough.Justsomethingthatseemsrelativelyminor,likeflexintheprinter’sframe,can

reducetheeffectiveresolutionoftheprinter.Thismeansthattheresolutionspecifiedbythemanufacturermightonlybeachievableatslowspeedsunderthebestcircumstances.
FilamentTherearemanyfilamentmaterialsonthemarket,andthechoicesarerapidly

increasing.Different3Dprintersarecapableofutilizingdifferentfilamentmaterials,andit’sworthpayingattentiontothiswhenchoosingaprinter.
IfyourememberfromChapter7,thetwomostcommonfilamentmaterialsinusetodayarePLAandABS.PLAiswidelyconsideredtoyieldhigher-qualityprints,whileABSpartsaregenerally

strongerandmoredurable.ABSisalsoeasiertoworkwithpostprint(forsanding,drillingholes,andsoon).VirtuallyallFFF3DprintersareabletoprintwithPLA,whileABSrequiresaheatedbedtoprintsuccessfully.Ifyoupurchaseaprinterwithaheatedbed,you’llbeabletoprintthetwomostpopularmaterials.However,3Dprintersthatdon’tcomewithaheatedbedincludedwill

oftenhavethatasanaccessoryspecificallytoallowyoutoprintABS.
Othermoreexoticmaterialsmayrequirespecializedhardware.Forexample,ifyou’reinterestedinprintingflexiblefilament,aprinterwithaBowdenextruderwillnotwork.Thefilamentsimplybendstoomuchinthefeedtubeandwon’tbeabletofeedreliably.Soyou

shouldonlyconsiderdirectfeedextrudertypesifyouwanttoprintflexiblefilament.
DEFINITIONFlexible filament is
an umbrella term for anyfilament material that isflexible, rubbery, andsquishy. This can be usedas an alternative to the hardand rigid plastic that is morecommonly used for 3D

printing. The exactcomposition differsdepending on themanufacturer, but theresulting material is fairlysimilar with all of them.
Othermaterials,likepolycarbonate,requirespecialhardwaretoprint.InChapter18,I’llgointoalotmoredepthaboutwhatothermaterialsareavailableand

whatkindofhardwareyou’llneedtousethem.It’sworthskippingaheadtothatchapterifyou’recuriousaboutsomeofthemoreuniquematerialsandwanttoknowwhatyou’llneedtoprintwiththem.
Besidesfilamentmaterial,youalsoneedtodecideonwhatfilamentsizeyou’dliketobeabletouse.Currently,3Dprinterfilamentcomesintwosizes:1.75mmand3mm.

Originally,mostfilamentcamein3mm.Asnozzlesizesdecreased,however,ittookmoreforcetopush3mmfilamentthroughthenozzle.Forthatreason,1.75mmhasbecomethemorepopularchoice,withawiderangeofmanufacturersandcoloroptions.However,flexiblefilamentsgenerallyfeedmorereliablyin3mmbecausethethicknessincreasesthestiffness,makingitlesslikely

tobendandjam.Somefilamentmanufacturersonlyselltheirflexiblefilamentsin3mmduetothat.
Withallofthatsaid,both1.75mmand3mm3Dprinterswillhaveaverywideselectionoffilamenttochoosefrom.Don’tputtoomuchweightonthisfactor;rather,firstfinda3Dprinteryoulike.Ifthatprinterhasanoptionof1.75mmor3mm,

decideonasizebasedonyourneeds.
PricesUntiljustafewyearsago,thehighcostof3Dprintersmeantthatusuallyonlycorporationscouldaffordtopurchasethemforprototypingpurposes.Luckilyforbothhobbyistsandsmallcompanies,3Dprinterprices

haverecentlydroppeddramatically.Inaveryshortamountoftime,theleastexpensiveprintershavegonefrombeingtensofthousandsofdollarstojustafewhundred.Evenbetter,acurrentmidrangeconsumerprinteriscapableofrivalingthequalityandprintvolumeofprofessional3Dprintersfromonlyafewyearsago.
Sowhatcanyouexpectto

payforaconsumer3Dprinterforpersonaluse?Obviously,pricewillvarydependingonsizeandfeatures,butprovenandwell-reviewedprintersrangefromabout$400to$3,000.Atthebottomend,youhaveverybasicprinterswithsmallprintvolumesthatareoftenconstructedoutofinexpensivematerialslikewood.Aspricesrise,printvolumegenerallyincreases,morefeaturesareadded,and

framesaremadeofhigher-qualitymaterials.Atthehighendoftheconsumermarket,youhave3Dprintersthatwouldevenbesuitableforanengineeringorprototypingenvironment.
Simplyput,thisisanexcitingtimetopurchasea3Dprinter!Pricesarelowenoughthatit’srealisticforanaveragepersontopurchaseoneforhomeuse.Themarketisvery

healthy,andthereareoptionsouttheretosuitavarietyofneeds.
HOT TIPWhen thinking about
cost, remember to keeproom in your budget fortools, accessories, andfilament as well. Filamentprices range from about $25to $50 per kilogram for ABSand PLA, and a kilogramshould be enough for you to

get started with. It’s also agood idea to have a basicset of hand tools available—such as wrenches, pliers,and screwdrivers—alongwith various glues andtapes.
Printers withUnusual

DesignsForthepurposesofsimplifyingthisguide,I’vebeentalkingprimarilyaboutCartesian3DprintersthatuseFFFtechnologyforprinting.Cartesianprintersaresetupwitharectangularbuildareawithmovementinthreeaxes,andarebyfarthemostcommontypeofprinteronthemarket(seeChapter5).

However,thereareotherkindsofprintersouttherewhichyoumightcomeacross.OnetypethathasgainedalotofpopularityrecentlyistheDelta-style3Dprinter.Theseuseauniquemethodofmovementwherethebuildplatformisstationaryandthehotendismovedonthreearmsattachedtoverticalrails.Deltaprintersareadvantageousbecausethey’recapableofprintingat

higherspeeds.However,beinganewerdesign,thereislessinformationandsupportavailable.Theyalsohaveacircularbuildplatformasaresultoftheiruniquegeometry,whichmightnotsuityourneeds.


ThisisaDelta-styleRostock3Dprinter,aRepRapdesign.
Anotherdesignthathasrecentlystartedtoentertheconsumermarketisdigitallightprocessing(DLP).Traditionally,thesetypesof3Dprinterswereexpensiveandthetechnologywasonlyusedinprofessionalprinters.Butpriceshavedroppedlowenoughthattheycouldbeworthconsidering.DLP

printersworkbyshininglightontoavatofUV-curableresin.Asthelighthitstheresin,itcuresandhardens,eventuallyresultinginaplasticpart.
DLP3Dprintersarecapableofproducinghigh-qualitypartswithveryfinedetail,buttheyalsohavesignificantdrawbacksthatmakethemunattractiveoptionsoutsideofspecializeduses.Theresin

usedismuchmoreexpensive(perkilogram)thantraditionalfilament,andtheselectionismuchsmaller.Plus,colorandmaterialoptionsareonlyasmallfractionofwhatisavailabletoFFFprinters.They’realsounabletoprinthollowparts,astheuncuredresinisleftinsidethepart.
InadditiontoDeltaandDLP3Dprinters,therearea

numberofothermoreexoticdesignsoutthere.However,theyareallfairlyexperimentalatthispointandprobablywouldn’tbeagoodchoiceforyourfirst3Dprinter.Infact,it’sprobablybesttosticktoaCartesianprinterunlessyouhaveaspecificneedforoneoftheothertypes.ThepopularityofCartesianprintersensuresthatyou’llhaveaccesstoawealthofinformationandsupport,as

wellasawiderangeofchoices.
The Least YouNeed to Know
Makesureyouconsideryourpresentandfutureneedswhendeterminingwhatprintertobuy.
Choosinganopen-source3Dprinterprovidesbenefitsforsupport,flexibility,and

modifications.
Priceshavedroppeddramaticallyinrecentyears,but3Dprintersarestillaheftyinvestment.Kitsoffersavingsandanopportunitytolearntheinsandoutsofyourprinter.
Ifyou’renewto3Dprinters,it’sbesttostickwiththepopularCartesianprinter.Thatway,you’llhaveaccesstoplentyofsupportandinformation.

PART
3
Setting Upand PrintingNowthatyou’refamiliarwithhow3Dprinterswork,it’stimetogetintotheiractualoperation.Inthispart,Igo

overhowtosetupyour3Dprinter’shardwarewhenyoureceiveit.Ialsoteachyouhowtoconfigureyoursoftwareandconnecttoyourprinter.
YoualsolearnimportantthingslikehowtolevelthebedandhowtoadjusttheheightoftheZaxis.Ithenfinishthispartwithsomebasicprintingprojectstogetyoustarted.


CHAPTER
11
SoftwareSetup and
Printer Control

In This Chapter
Thepurposeoffirmwareandhostsoftware
Howslicingsoftwareworks
CommonhostcontrolcommandsandusefulG-code
Beforeyoucanactuallyprintanything,youhavetosetupthesoftwaretoslicemodelsandcontrolthe3Dprinter.

Therearemanyoptionsfortheseprograms,andit’spossiblethatyour3Dprintermayberestrictedtooneparticularsoftwarepackage.However,thesettingsandsetupprocesstendtobefairlysimilarbetweenallofthem.
Inthischapter,youlearnaboutyourprinter’sfirmware,aswellashowtochoosehostandslicingsoftware.Ithendiscusshow

youusethissoftwaretoconnecttoandcontrolyourprinter.
FirmwareExplainedFirmwareisbasicallyaprogramthatisstoredonadevice.Iknowthatsoundsterriblyvague,butthat’s

becausethespecificsvaryquiteabitdependingonthedevice.Forexample,onyourcomputer,theoperatingsystemisnotfirmware,buttheBasicInput/OutputSystem(BIOS)is.Onacellphone,however,theentirecellinterfacemayrunonfirmware,orthefirmwarecouldjustbeusedtoloadanoperatingsystemlikeyourcomputer.

Thekeycharacteristicsoffirmwarearethefollowing:
It’salwaysthefirstthingtorunwhenthedeviceisturnedon.
It’snotstoredinmassstorage.Instead,it’sstoredonanonboardchipthat’salwayspresent,sincedevicescan’tfunctionwithoutit.
It’salmostalwayssetupforonlyonespecificdevice.

DEFINITIONThe Basic
Input/Output System(BIOS) is the firmwareinterface used on mostcomputers. It’s the first thingto load as soon as yourcomputer starts up andcontrols how the operatingsystem (Windows, forexample) is booted.
Firmwareisdifferentfrom

software,thoughinaverygeneralwaytheyappearsimilar.Thinkofitasbeingasseriesoflayersbuiltontopofeachother:thefirmwareloadsfirstanddirectlycontrolsthehardware,andthenthesoftwareloadsandonlycontrolsthehardwareindirectlyviathefirmware.Becausethefirmwarecontrolsthehardwaredirectly,ithastobewrittenforthespecifichardware

beingused.Thisallowsthesoftwaretobemuchmoregeneric(andtoworkwithawiderangeofdevices),becauseit’snotdirectlyinterfacingwiththehardware.
In3Dprinting,thefirmwareisstoredonthecontrolboardandisusedforthecompleteoperationofthe3Dprinter.Nosoftwareisneededontopofthefirmware,andallofthefunctionsofthe3Dprinter

arecontrolledbythefirmwarerunningonthecontrolboard.Despitethecomplexityof3Dprinters,thesoftwareneededtocontrolthemisstillsmallenoughtobeloadedasfirmwareontotheread-onlymemory(ROM)ofthecontrolboard.
BecausefirmwarehastobesmallenoughtofitinROM,it’sgenerallywrittentobeassmallaspossible.Thesmall

sizecombinedwiththebase-leveloperationoffirmwareusuallymeansitcanonlyworkwiththespecifichardwareitwasdesignedfor.Ifthehardwareischanged,thefirmwarehastoberewrittenforthathardware.
Inthecaseof3Dprinters,therearemanytypesofprinters,withmanytypesofcontrolboards.Luckily,they’redesignedsimilarly

enoughthatthesamebasicfirmwarecanbeusedforalotofthem.Thefirmwarejusthastobeproperlyconfiguredforthecontrolboardit’sloadedon.Thatconfigurationcanbeperformedbytheprintermanufacturerorevenbytheuser.However,othercontrolboards—especiallyonesthataren’topensource—canonlybeloadedwithfirmwarereleasedbythemanufacturer.Ifthat’sthe

case,theuserhastorelyonthemanufacturertoprovideadequatefirmware.
FASCINATING FACTThere are only a few
basic firmware systems thatare used for the majority of3D printers (especially open-source 3D printers). This ispossible because thehardware used for 3Dprinters is so similar for mostmodels. As long as the

control board is compatible,the firmware just has to beconfigured for the specifichardware being used.
Still,3Dprintercontrolboardsalmostalwayshavefirmwarethatissomewhatconfigurableevenafterithasbeenloaded.Thisissotheusercanadjustthesettingsforthingslikethesizeoftheprinter,howmanystepsit

takestomoveeachaxis1mm,andsoon.Thisinformationisstoredintheelectricallyerasableprogrammableread-onlymemory(EEPROM)andcanbechangedandoverwritten.
Ifnewfirmwareisflashed(essentiallyinstalled)ontothecontrolboard,thedatastoredintheEEPROMisstillkept,sothesettingsremain.Thisisgoodforwhenyou’re

justupdatingfirmware,butkeepinmindthatiftheEEPROMsettingsareincorrect,theywillstillpersist.Ifyounoticesomeproblemdoesn’tgoawayevenafterflashingnewfirmware,you’llprobablywanttomakesureitisn’tsomeEEPROMsettingthatiscausingtheproblem.
Unlessyouhaveaproblemwithit,though,thereis

usuallynoreasonwhyyouneedtodoanythingwiththefirmwareunlessyouwantto.Occasionally,manufacturerswillreleasenewfirmwareversionsthateitherfixabugoraddafeature,butforthemostpart,thefirmwareisn’tsomethingyouneedtoworryaboutasauser.
Choosing

HostSoftwareUnlessyouhaveanLCDcontroller(seeChapter9),youneedhostcontrolsoftwaretomanuallycontroltheprinterandrunprints.Thehostsoftwareiswhatcontrolscommunicationbetweenyourcomputerandyour3Dprinter.

Thehostsoftwareconnectstothe3Dprinter’scontrolboardviaUSB.Whenyoustartaprint,thehostsoftwaretakesthecommandsgeneratedbytheslicingsoftwareandsendsthemovertheUSBconnectiontothe3Dprinter.Thenumberofindividualcommandscaneasilynumberinthethousands,andeachcommandissentoneatatime.Oncethecommandhasbeenperformed,the3D

printer’scontrolboardreturnsaconfirmationtothehostsoftware,whichthensendsthenextcommand.Thesestepsarerepeatedoverandoveragainuntiltheprintisfinished.
Some3Dprintermanufacturersrequirespecifichostsoftwaretocontroltheirprinters.Inmostcases,however,youcanchoosefromavarietyofhost

software,includingRepetier,Cura,ReplicatorG,andPronterface.Alloftheseperformthesamegeneralfunctions:manualcontrolofthe3Dprinter,sendingcommandstorunprints,andusuallyintegrationofslicingsoftware.YoucanalsomodifyEEPROMsettingsviathehostsoftware.
HOT TIP

Because eachcommand is sent oneat a time, the USB
connection has to remainestablished throughout theentire printing process. If theUSB cable is unplugged, thehost software is closed, orthe computer is turned off,the printing will stop and thepart will be ruined. For thisreason, you should makesure your computer isrunning throughout theentire print. More than onepart has been ruined by a

Windows Update restartingthe computer halfwaythrough the print.

Repetierhostsoftware,withSlic3rintegrated.
ChoosingSlicing

SoftwareEvenifyour3DprinterhasanLCDcontrollerandhostsoftwareisn’tneeded,you’llstillhavetosliceyour3Dmodelsforprinting.That’swhatslicingsoftwareisfor:toconvertyour3DmodelsintoaseriesofG-codecommands.Thisisacomplextaskthatrequiresalotofprocessingpower,sofornow

it’snecessarytodotheslicingonacomputer.

DEFINITIONG-code is the
programming language that3D printers and othercomputer-controlledmachine tools can use forinstructions. The G-code iswhat is used to give most 3Dprinters the commands theyfollow to produce parts. I’llgo into more detail on G-code later in this chapter.

Unlikehostsoftware,theslicingsoftwareyouusecanactuallymakeaprettybigdifferenceinhowyourprintsturnout.Thisisbecausetheslicingsoftwareiswhatdetermineshowthe3Dprinteractuallymovestocreatethepart.
Slicersusealgorithmstobreakdowna3Dmodelintoaseriesofstepsforthe3Dprintertofollow.Those

algorithmsareallprogrammeddifferently,sooneslicerwillproducedifferentcommandsthananotherslicerwould.Thiscanresultinverydifferentprints,dependingonwhichsliceryouchoosetouse.Somemayproducehigher-qualityprints,somemayprintfaster,andsomemayhandlespecialtasks(likegeneratingsupports)better.

Becausetheslicingsoftwarecanmakesuchabigdifferenceinhowpartsareactuallyprinted,itcancertainlybeworthwhiletotrymultipleslicers.Forexample,someslicersmighthandlethecurvedsurfacesofartisticmodelsbetter,whileothersmightbebettersuitedtoengineeringmodelsthathaveflatsurfacesandrequirealotofsupports.Youmightevenfindthatsomeslicerswork

betterwithyourparticular3Dprinterthanothers.Experimentingwithsomeofthepopularslicerscanhelpyoufindtheonethatsuitsyourpriorities,the3Dprinteryou’reusing,andthekindsofmodelsyou’llbeprinting.
Youcanfindslicingsoftwareintegratedwithhostsoftwareinthesamepackage.RepetierandCuraaretwoexamplesofhostsoftwarethatinclude

slicingsoftwarewiththem.However,slicingsoftwarethat’sseparatefromhostsoftwareisalsoavailable,suchasKISSlicer,Simplify3D,andmanyothers.
Connectingto YourPrinter

Onceyou’vechosenwhichhostsoftwareandslicingsoftwaretouse(oratleasttotry),youneedtoactuallyconnectthehostsoftwaretoyour3Dprinter.Howyoudothisdependsonyourprinter,yourcontrolboard,andthehostsoftwareyou’reusing.
Ifyou’vepurchasedaprinterthatrequirestheuseofproprietarysoftware,Ican’tgiveanyrealspecificson

howtoconnectit.Thegoodnewsisthat3Dprintermanufacturersusuallychoosetouseproprietarysoftwareinordertomaketheuserexperiencefriendlier,soconnectingyourprintershouldbeasimpleprocess.Themanufacturershouldalsoprovideyouwithinstructionsonhowtodoso.
However,ifyoupurchasedaprinterwithanopen-source

controlboard,therearesomestepsyoucanfollowtogetyour3Dprinterconnected:
Gettheproperdriversinstalledforyourcontrolboard.ThedriversgiveyourcomputertheinformationitneedstoestablishaUSBconnectionwithyour3Dprinter.Thesearedriversjustlikeyou’dhavetoinstallwhenyouconnectanyothernewdevicetoyourcomputer,

likeacameraoraninkjetprinter.
Whichdriversyouneedtoinstallnotonlydependonyouroperatingsystem,butalsocontrolboardyou’reusing.Arduino-basedcontrolboards,forexample,needArduinodriversthatcanbedownloadedfromtheArduinowebsite(arduino.cc/en/Main/Software).Checkwiththemanufacturer

ofthe3Dprinterorcontrolboardforthespecificdriversneededforyourprinter.

HOT TIPIf your control board is
Arduino-based, you’llprobably want to go aheadand install the completeArduino software package.This will allow you to modifyand update the firmware inthe future if you choose to,along with providing thedrivers needed to connectthe 3D printer to thecomputer.

ConnectaUSBcablefromthe3Dprinter’scontrolboardtoyourcomputer.YourcomputershouldgivesomeindicationthatitseestheUSBconnectionbutshouldn’ttrytoinstallanything.Ifittriestoinstalldrivers,thedriversmightnothavebeeninstalledproperlybefore;gobacktothefirststeptogetyourdriversinorderandthentryconnectingagain.

OpenyourhostsoftwareandchoosetheCOMport.Somewhereontheinterface,youshouldseeawaytochangetheprintersettingandabuttontoconnecttheprinter.Inthesettings,choosewhichCOMportyour3Dprinterison.ThisshouldcorrespondtowhichUSBportthecableispluggedinto,butthereisgenerallynophysicalindicationofthenumberingusedfortheUSB

ports.
ConnectingtothecorrectCOMportusingPronterface.
YoucancheckyourdevicemanagertodeterminewhichCOMportisbeingusedbythe3Dprinter,butsortingthroughthedevicemanager

canbedifficult,asthedevicesaren’talwaysnamedasyoumightexpect.Instead,itmightbeeasiertotryeachoftheCOMportsifyoudon’thavealotofdevicesconnectedviaUSB.Ifyoudon’tseetheCOMportwhichcorrespondstotheUSBconnectionwithyour3Dprinter,refreshthelistofavailableCOMports.
Onceyou’vefoundthe

correctCOMport,itshouldonlytakeafewsecondsforyourprinterandhostsoftwaretoconnect.
ControllingYour PrinterOncetheconnectionbetweenthehostsoftwareandthe3Dprinterhasbeenmade,you

canmanuallycontroltheprinter.Yourhostsoftwareshouldhaveaninterfacefordoingthis,usuallycalledsomethinglikemanualcontrol.ThisisformanuallysendingG-codecommandstothe3Dprinter’scontrolboard,whichthenfollowsthecommand.(I’llgooverG-codemorelaterinthischapter.)
Mosthostsoftwarehavea

fewbasicmanualcontrolfunctions,themostcommonofwhicharethefollowing:
Jogaxis:Thiscommandisusedtomoveanaxisbyasetamountinaparticulardirection.Themovementdistanceisusuallysetinincrements—like.1mm,1mm,10mm,50mm,and100mm—inboththepositiveandnegativedirections.

WATCH OUT!If you don’t have end
stops on your 3D printer, donot use the homingfunctions. Without end stopsto tell the 3D printer whenthe axis is at its end point,they will keep trying to moveeven when they can’tphysically move any further.This could potentiallydamage your printer.

Homeaxis:Homingmovestheextruder,printbed,orZaxisassemblytoitsendpoint.Whenthisfunctionisused,theprintermovestheselectedaxisuntilitsendstopistriggered.Oncetheendstophasbeentriggered,theprintersetsthecurrentpositionforthataxistozero.
Homeall:Thisfunctionsimplyhomesalloftheaxeswithonecommand.

Generally,ithomeseachaxisoneatatime,notallsimultaneously.
Extrude:Thiscommandisforextrudingasetamountoffilament.You’llgenerallyonlyneedtousethiscommandwhenloadingnewfilamentorwhencalibratingyourextruder.
Retract:Thisistheoppositeoftheextrudecommand.Itrunstheextruderstepper

motorinreverseinordertopullthefilamentoutofthehotend.Often,theextrudecommandandretractcommandarecombined,asretractionisreallyjustnegativeextrusion.
Steppermotorpower:Normally,onceyou’vestartedmanuallycontrollingthe3Dprinter,thesteppermotorsaregivenpower.Evenwhenthey’renotmoving,the

steppermotorsusepowertoholdtheirpositions.Ifyouwanttophysicallymoveanythingconnectedtoasteppermotor,youhavetoturnoffthepowertothesteppermotors,whichiswhatthiscommandisusedfor.
Hotendpower:Thisprovidestheobviouslynecessaryfunctionofturningthehotendonandoffandsettingthetemperatureofthe

hotend.Ifyou’regoingtobemanuallyextrudingfilament,youhavetofirstheatupthehotendtothepropertemperature.
Heatedbedpower:Asyoumightexpect,thisturnstheheatedbedonandoffandallowsyoutosetitstemperature.Therereallyaren’tmanyreasonswhyyou’dneedtomanuallyturnontheheatedbed,butitcan

beusefulforpreheatingthebedbeforeyoustartaprint.
Fanpower:I’mnotsurewhyyou’dwanttomanuallyturnonthefan(otherthantotestitsfunctionality),butifyoudid,youcoulddosousingthiscommand.

TheRepetiermanualcontrolinterface.

G-CodeInadditiontothesecommandswhichusuallyhavebuttons,thehostcontrolsoftwarealsohasawaytosendyourownG-codecommands.Thisisjustasimplecommandlinethatallowsyoutosendacommandandreceiveareturn(ifapplicable).
Ifyourecallfromearlier,G-

codeiswhatthe3Dprinter’scontrolboardactuallyusesforinstructions.Itisalongseriesofcommandsthatcalloutaparticularfunctionalongwithcoordinates,ifnecessary.
Thecommandsareverybasic,andthefunctionalitycomesfromstringingmanycommandstogether.Eachindividualcommandissomethingsimple,liketracea

linefrompointAtopointBordrawanarcwithaspecifiedradiusbetweentwopoints.Butwhenthesesimplecommandsnumberinthethousands,theycanproduceverycomplexparts.
Printing with G-CodeWhenyouuseslicingsoftwaretoslicea3Dmodel,

thatsoftware’salgorithmsanalyzethe3DmodeltodeterminewhatG-codecommandsitcanusetoreproducethemodel.Afterthemodelhasbeenslicedinthinlayers,thesliceristhenleftwithessentiallyatwo-dimensionaldrawing,whichitneedstotracewithG-code.
HOT TIPTechnically speaking,

3D printers don’t have to useG-code. They can use otherinstructions, if that’s whatthey’re programmed to use.In fact, some 3D printermanufacturers do build 3Dprinters that use proprietarylanguages for instructions.However, that’s rare; most3D printers today, especiallyin the consumer market,operate using G-code.
ThesoftwaregeneratesG-

codebasedonrulesdeterminedbythevaluesyouset,alongwiththealgorithmswrittenbytheprogrammer(s)ofthesoftware.Thingslikefilamentsize,extrusionwidth,movementspeed,andsoonareallusedtogeneratethatG-code.OnceacompletesetofG-codeinstructionsisgenerated,theG-codecanthenbefedtothe3Dprinterfromthehostsoftware.

PerformingFunctionsManually with G-CodeAsidefromwhenyou’reactuallyprinting,youcanalsosendG-codecommandstoperformfunctionsmanually,suchaschangingEEPROMvalues,auto-levelingthebed,checkingthestatusoftheend

stops,andsoon.

G-codecommandscanbeenteredmanuallyinthehostsoftwareandsentdirectlytothe3Dprinter.
G-codecommandshaveaverysimplesyntax;allyouhavetodoisenterthecommandname(forexample,

M212)followedbytherequiredvalues,ifnecessary.Ifyou’rejustrequestinginformation,noadditionalvaluesareneededmostofthetime.Ifthecommandallowsyoutoentermultiplevalues,youcanenteranycombinationofthem.If,forinstance,youweredoingahomingcommand,youcouldspecifyifyouwantedtohomeX,Y,Z,oranycombinationofthethree.

TherearehundredsofpossibleG-codecommands,althoughnotallofthemwillworkwith3Dprinters(andsomeofthemmayevenhavedifferenteffects,dependingontheparticularfirmware).Whilethevastmajorityofthemaren’tveryusefulorpracticaltousemanually,thefollowingareahandfulofthemthatmightprovetobehelpfultoyou:

G20(unitstoinches):Youcanusethiscommandtochangethecurrentunitsfromthe(generally)defaultmillimeterstoinches.
G21(unitstomm):Thissetsthecurrentunitstomillimeters,whichisgenerallythedefault.
G28(homing):Thisisusedtohomeanaxisoraxes.Ifjust“G28”isentered,allthreeaxeswillbehomed.

However,youcanenter“G28XZ,”forexample,anditwilljusthometheXandZaxesandskiptheYaxis.
G29(auto-leveling):Ifyour3Dprinterhasaprobe,youcanusethistoauto-levelthebedbyprobingthreepoints.Thisusestheprobetomeasuretheheightofthreecornersofthebedinordertocalculatetheplaneofthebed.This,inturn,canbeusedto

raiseandlowertheZheightthroughouttheprinttokeepthenozzleataconstantdistancefromthebed.
G92(settingcoordinates):Ifyouneedtomanuallytellthe3Dprinterwhatitscurrentcoordinatesare,youcanusethiscommand.G92alonesetsallthreeaxestozero.Itcanbeappendedwithanumbertosetanaxisatthatcoordinatewithoutchangingtheothers;

forexample,“X52.3”wouldsettheXaxisto52.3withoutchangingtheotheraxes.Anycombinationcanbeusedtospecifyindividualaxes.
M92(settingsteps):Ifyouneedtochangehowmanystepsareneededpermillimeterofmovement—suchaswhenyou’recalibratingyourprinter—youcandosowiththiscommand.Forexample,“M92Y200”

wouldsetthestepspermillimeterto200ontheYaxis.
M119(endstopstatus):Thistellsyouifeachoftheendstopsiscurrentlyreadinghighorlow,whichshouldletyouknowifthey’retriggeredornot.Youcantrypushinganendstopswitchwithyourfingerwhenyourunthecommandtotestiftheendstopisworking(thestate

shouldchange).
M500(storingEEPROMvalues):IfyouhavemodifiedanyoftheEEPROMvalues(likestepspermm)usingG-codecommands,thiscommandstoresthempermanentlyintheEEPROM.Becarefulwiththis,asit’seasytoaccidentallyoverwriteyoursettingswithunusablevalues.
M503(readingEEPROM

values):ThiscommanddisplaysallofthevaluescurrentlystoredintheEEPROM.Thecommandnameatthebeginningofeachreturnedvaluecanalsobeusedtochangetheparticularvaluesonthatline.Soifareturnedlinereads“M92X200.0Y200.0Z802.2,”youcanchangeanyofthosevaluesbyenteringsomethinglike“M92Z820.3”

WhileyoumaynoteverhavetoactuallysendanymanualG-codecommands,it’sagoodideatobecomeatleastvaguelyfamiliarwiththeseincaseyoueverneedthem.

WATCH OUT!If you were so inclined,
you could technically printan entire part by manuallysending G-code commandsto the 3D printer. Of course,doing so would be hugelyimpractical, and there reallywouldn’t be any point indoing so.
The Least You

Need to KnowFirmwareisbase-levelsoftwarethatrunsonthecontrolboardandisstoredinROM.It’swrittenspecificallyforaparticularcontrolboardandhardwaresetup.
Hostsoftwareiswhatallowsyourcomputertoconnecttoyour3Dprinter.Italsosendscommandstorunprints.
Slicingsoftwaregenerates

theG-codeinstructionsthataresenttothe3Dprinterbythehostsoftware.It’softencombinedintoasinglepackagewiththehostsoftware.
G-codeistheprogramminglanguageusedtoissuecommandstomost3Dprinters.Thisiswhattheslicingsoftwaregeneratestoprintparts,butyoucanalsoenterG-codecommandsmanuallytoperformsomeusefulfunctions.


CHAPTER
12
Leveling theBed and
Adjustingthe Z Height

In This Chapter
Whyyourbedneedstobelevel
Manuallylevelingorauto-levelingyourbed
HowtosetyourZheight
You’vealreadylearnedhowimportantitisforthefirstlayerofaprinttostickwelltothebed.Thematerialthebuildplatformismadefrom

isimportant,asarethesurfacetreatmentsyouapplytoit.Butthefilamentwillneverstickwelltothebedifit’snotlevelorifyourZheightisn’tsetproperly.
TheZheightishowfarthenozzleisfromtheprintbed.It’simportant,becauseitdetermineshowmuchthefilamentispushedontothebedasitisextruded.Thebedbeinglevelisequally

important,becauseotherwisetheZheightwillchangedependingonwhatareaofthebedthenozzleisover.Inthischapter,IgooverhowtogetthebedandZheightwhereyouneedthemtobe.
Why Does

Your BedNeed to BeLeveled?WhenIsaythebedneedstobelevel,Idon’tmeanitneedstobelevelrelativetoEarth;youdon’tevenwanttotouchabubblelevelforthis.Instead,thebedneedstobelevelrelativetotheaxesof

the3Dprinter.Basically,theZaxisneedstobeperpendiculartothebuildplatform,andtheXandYaxesneedtobeperfectlyparalleltothebuildplatform.
Whydoesitmatter?Alevelbedensuresthenozzleisalwaysaconsistentheightabovethebed.Thefirstlayerofaprintisverysensitivetohowfarthenozzleisfromthebed.Toohigh,andthe

filamentwon’tstickwell;toolow,andthenozzlewilldragthroughthefilament.
Theacceptableheightisaverysmallwindow(usuallyonlyonetenthofamillimeterorso).Soevenifthebedisonlyslightlyofflevel,itcouldeasilymakepartsofthebedtoohighortoolow.
Forexample,imagineyouhada150mm-widebedandhadyourZheightsetat

.25mmatoneend.Ifthebedwerejust1°offfromlevel,theZheightattheotherendofthebedwouldbemorethan2.8mm.Thatcouldeasilycauseyourprinttofail,becausethefilamentwouldn’tadherewellatthefarend.
Evenatjust1°fromlevel,theprint

wouldberuined.
Thismakeslevelingvirtuallyanecessityinordertoprintsuccessfully.Itshouldbethefirstthingyoudowhenyoufirstsetupa3Dprinter,andthenfairlyfrequentlytomakesurethebedstayslevel.Therearetwowaystolevelaprintbed:manuallevelingandauto-leveling.
Manual Leveling

Mostconsumer3Dprintersoutrightnowrequirethatyoumanuallyleveltheprintbed.It’svirtuallyimpossibletomanufactureaprinterwithaperfectlylevelbedthatstayslevel,somostmanufacturersincludesomesortoflevelingmechanisminthedesign.
Thebuildplatformisgenerallyattachedtothreeorfourscrewswithsprings,andyoutightenorloosenthe

screwsinordertoadjusttheheightofthebedateachpoint.Othermechanismsareusedinsomeprinters,butallofthemhavetoprovidesomewayofadjustingtheheightinatleastthreeplacesinordertokeepthebedlevelrelativetoboththeXaxisandtheYaxis.
HOT TIPLeveling a build

platform also requires it tobe completely flat. If the bedis warped or bent at all, it willbe impossible to level. Therewill always be part of thebed that isn’t completelyparallel to the X and Y axes.This is why glass andborosilicate are socommonly used for buildplatforms; those materialsare easy to make and keepflat. Other materials, likealuminum, are still used forbuild platforms but canpretty easily become

warped. Still, even with aperfectly flat build platform,the bed still has to beleveled.
Tolevelthebed,allyou’llneedisapieceofpaper.Theideahereisthatyou’llsetyourZheightatonecornersothenozzlejustbarelytouchesthebed.Youthenplacethepieceofpaperbetweenthenozzleandbedandpullitout.

Payattentiontohowmuchforceittakestopullthepaperoutandhowmuchresistancethereis.

Manuallylevelingthebuildplatformbyusingapieceofpaper
tomeasureresistance.
Forthefirstcorner,you’lljustwantasmallamountofresistancethatcanbe

overcomeeasilywithalittleforce(withouttearingthepaper).Youthenraisethenozzleandmoveitontotoanothercorner(preferablytheonediagonallyacrossthebed)andloweritonthepaperthere.Pullthepaperoutandpayattentiontohowmuchresistanceittakes.Iftakesmoreresistancetopullthepaperoutonthesecondpointthanitdidonthefirst,you’llneedtolowerthatcornera

bit.Ifittakeslessresistance,you’llneedtoraisethatcorner.Fine-tuneituntilittakesapproximatelythesameamountofresistanceasthefirstcorner.
Next,repeattheprocessforthethirdandfourthcorners.Theresistanceittakestopullthepaperoutshouldbeequalbetweenallfourcorners.Onceallfourcornershaveequalresistance,thebedwill

belevel.
Onethingyoushouldkeepinmindisthatthisprocessisn’tquiteassimpleasitseemsintheory.Ittakessometimetodoandcanbefairlyfrustrating.Itmighttakeyouafewtriestogetasenseforhowmuchresistanceyouneedtofeelinthepaper,andonceyoustartprinting,youmaynoticethatfilamentadheresbetterinsomeplaces

thanothers.Ifthat’sthecase,youcanjustmakesomefineadjustments,likeaquarterturnofthescrews.
Auto-LevelingAsyoucanimagine,manuallylevelingtheprintbedisn’texactlyafunprocess.Itcanbetimeconsumingandfrustrating.Forthatreason,many3D

printermanufacturershavereleasedprintersthatincludeauto-leveling.
Theauto-levelingprobeonaPrintrbotSimple.
Sohowdoesauto-levelingwork?Itdoesn’tphysically

adjustthebedatall.Infact,auto-levelingsystemsdon’thaveanymovingpartsatall.Instead,theyworkcompletelyinthefirmwareofthe3Dprinter.
Auto-levelingsystemsessentiallyworkbyvirtuallylevelingthebed.Theydothisbyraisingandloweringthenozzledependingonwhatpointofthebedit’sat.Theydothistokeepthenozzleata

consistentheightabovethebed,nomatterwhatpointit’sat.
Forthissystemtowork,theprinter’sfirmwarehastoknowhowmuchtoraiseorlowerthenozzledependingonwhereitisatintheXandYdirections.Thisisdonewitheitheraphysicalprobe(basicallyjustaswitch),aninductiveprobe(whichistriggeredwhenitsenses

metal),oranopticalprobe(whichistriggeredwhenitgetscloseenoughtoseethebed).Thefirmwarecontrolstheprocessandmovestheprobetothreecornersofthebedtomeasuretheirheightsrelativetoeachother.

FASCINATING FACTThe probes used in
auto-leveling systems caneither be triggered byphysical contact or bysensing the bed withouttouching it. In this way, theprobes work similarly to endstop switches.
Oncethefirmwarehastheheightinformationforeachofthethreecorners,itcanuse

thatinformationtodeterminehowfarofflevelthebedis.Itbasicallyconstructsaflatplanefromthethreepoints,whichrepresentstheactualbed.Itthenknowshowfartomovethenozzleupanddownatdifferentpointsonthebed.
Forexample,ifonecorneris1mmlowerthananothercorner,theprinterknowstolowerthenozzleby1mmwhenit’satthatcorner.Of

course,itdoesn’tjustsuddenlylowerorraisethenozzlewhenitreachesacorner.Itwillmovethenozzleupordowngraduallyasitapproacheseachcornerasnecessarytokeepthenozzleataconstantdistancefromthebed.
Thismakesauto-levelingaveryconvenientfeature;however,itdoeshaveacoupleofdrawbacks.The

firstisthatitreliesontheaccuracyoftheprobe,whichmaynotalwaysbeperfect.Thesecondisthatithasnowaytocompensateforwarpedbeds.Forinstance,ifonecornerofthebedwaswarped,youcouldstillmanuallylevelthebedandjustavoidprintinginthatcorner,whichcan’thappenwhenyouuseauto-leveling.
However,thosearerelatively

minordrawbacks.Formostpeople,theconvenienceofauto-levelingfaroutweighsthepotentialproblems.Andforthatreason,auto-levelingisrapidlybecomingmorepopularandcommon.
How toAdjust Your

Z HeightOnceyourbedhasbeenleveled,youcanworkonsettingyourZheight.TheZheightishowfarthetipofthenozzleisfromthesurfaceoftheprintbed.Thiswillbejustafractionofamillimeterandneedstobesetveryprecisely.
Unfortunately,settingitisn’tjustamatterofwhippingoutarulerandmeasuringa

specificdistance.Thenecessarygapbetweenthenozzleandthebedcanvarydramaticallydependingonanumberoffactors,suchasthefollowing:
Filamentsize
Nozzlesize
Layerheight
Otherprintsettings
Allofthosefactorshaveone

result:howmuchplasticisbeingsqueezedoutofthenozzle.That,inturn,determineshowmuchofagapneedstobebetweenthenozzleandthebed.Technically,youcouldprobablycalculatewhattheidealheightis.Butevenifyoudidcalculateit,itwouldbedifficulttomanuallysetittothatheight.
Sohowdopeoplegoabout

actuallysettingtheZheightthen?It’smostlyamatteroftrialanderrorthatgoeslikethis:
Setthenozzleclosetothebedwithjustatinygap,andstartprinting.
Ifthefilamentdoesn’tstick,lowerthenozzle.
Ifthefilamentisgettingsmashedintothebedbythenozzle,raisethenozzle.

Youcangobackandforthlikethisafewtimesuntilyougetitright.
Setting the ZHeight Manually orAutomaticallyOnmost3Dprinters,you’llbesettingtheZheightmanually.Thereissomesortofscrewmechanismtoraise

orlowertheZstop(wheretheendstopswitchmakescontact),soyoujustmakesmalladjustmentswiththescrewtochangetheZheight.
However,onprinterswithauto-leveling,theprobeusuallyactsasyourendstopswitch.Inthatcase,eithertheprobeitselfisphysicallyadjustedtochangetheZheight,orit’sdoneinsoftware.Ifit’sdonein

software,theideaistospecifyhowmuchthenozzleneedstoberaisedbackupaftertheprobeistriggered.
Bothsystemsworkwell,thoughmanualadjustmentsusuallytendtobequicker.That’sbecauseyoudon’thavetofiddlewithanysettingsinthefirmware—allyouhavetodoismakeaquickturnontheadjustmentscrew.

Knowing the“Correct” Z HeightKnowingwhatthe“correct”Zheightistakesalittleexperience.AsIsaid,you’relookingforhowtheextrudedfilamentstickstothebed.Ifit’sjustbarelyclingingon(orworse,doesn’tstickatall),it’sobviouslytoohigh.Thiswillusuallylooklikeathreadjustlyingonthebed.When

theZheightistoohigh,it’sobviouswhythereisgoingtobeaproblem:thefilamentjustwon’tstickwell.
Noticingwhenit’stoolowisabitmoredifficultthough.Inthatcase,itwilllooklikeaflatline,almostlikeit’sbeingdrawnontothebed.Unfortunately,thereasonthisisaproblemisn’talwaysaproblemuntillater.

HOT TIPAlways pay close
attention to your first layer.It’s the most important partof the print, and is vital to thesuccess of the print. Even ifyou’ve leveled your bed andset your Z height properly,it’s possible that it couldneed to be recalibrated (it’snormal for 3D printers toneed recalibrationoccasionally). Watching thefirst layer is the best way tomake sure it’s correctly

adjusted.
Whathappensisthatthefilamentstillhastogosomewhere,soittendstoexpandout.Aseachnewlineoffilamentisaddednexttothepreviousone,wavesstarttodevelopinthelinesfromthenozzledraggingthroughit.Eventually,thisaddsupandthenozzlewillbe

bouncingallovertheplaceonthesewaves,ruiningyouraccuracyinthefirstfewlayers.

Thefirstfilamentlinesonthefirstlayershouldadherewellwithoutbesquishedbythenozzle.Asyoucanseewiththislayer,thenozzlewastoolowandsquishedthefilamentonthecorner.
Sowhatshoulditlooklike?

Youwantanicethree-dimensionalshape,butnotsomuchsothatit’sjustathreadoffilamentlyingonthebed.Ifthefilamentnaturallycomesoutinacircularcross-section,you’relookingforittohaveasortofsquishedovalcross-sectiononthebed.
LearningwhattheperfectZheightlookslikewilltakesomeexperience.You’llneedtoseetheeffectsofitbeing

toohighandbeingtoolow.Luckily,itdoesn’ttakelongtogetitright.Itshouldalsobeapparentprettysoonintheprintingprocessifit’snotright.
Intheend,levelingthebedandsettingtheZheightareallaboutgettingthatfirstlayerright.Ifyougetthatfirstlayerright,youcanusuallycountontheprintturningoutwell.

The Least YouNeed to Know
It’simperativethatthebedbelevelinordertosuccessfullyprintapart.
Manuallylevelingthebedisn’tafunprocess,butitcanbedonewithjustapieceof

paper.
Manymanufacturersarenowincludingauto-levelingsystems,whicharemoreconvenientthanmanualleveling.Theytelltheprintertoeitherraiseorlowerthenozzlebasedonreadingsfromaprobe.
ProperlysettingyourZheightisasimportantaslevelingthebed.Itneedstobesetsothefilamentadhereswellwithoutbeingsmashedbythenozzle.


CHAPTER
13
Slicing andPrinting
In This Chapter
Explanationsofallofthe

slicersettingsHowtoprepareyourobjectforprinting
Howtogetaprintstarted
Soyou’vegotyourprinterallunpackedandsetup.YourbedisleveledandyourZheightissetup.Youknowpracticallyeverythingthereistoknowaboutthehistoryof3Dprintingandhowdifferentkindsof3Dprinterswork.

Nowit’stimetoactuallystartprinting!
Todothat,youneedtogetyourslicingsoftwareconfigured.Youalsoneedtolearnabouthowtosetupanewprintandhowtorunit.Inthischapter,Igooverboththesethings.Don’tworry,you’reinthehomestretch.Soonyou’llbein3Dprintingbliss!

ConfiguringYour SlicingSoftwareIfyou’vefollowedChapter11,youhavealreadysetupyourhostsoftware,andmostlikelythehostsoftwarehadslicingsoftwarebundledwithit.(Ifyoutookmyrecommendation,you’re

usingSlic3r,whichisbundledwithRepetier.)Youhavealsoentered3Dprinter-specificsettingsinthehostsoftware.However,youstillneedtodothesameforyourslicingsoftware.
Why?Becausethey’restillseparatepiecesofsoftware,eveniftheywerebundledtogether.Technically,bothpiecesofsoftwarecanbeusedindependentlyofeach

other.Soeachhasitsownsettingsandneedstobeconfiguredindividually.
TheSlic3rconfigurationcanbefoundwithintheRepetiersoftware.
Ifyou’reusingRepetier,configuringSlic3risprettyeasy.FromtheSlicertabin

Repetier,youcanjustclicktheConfigurationbuttontobegin.Ifyou’reusinganothersoftwarecombination,youcanfindsimilarsettingswithintheparticularslicingsoftwareyou’reusing.
However,youshouldn’tlamentifyou’reusingsomethingotherthanSlic3r.It’sallprettymuchthesame,andsimilarsettingswillbefoundinallslicingsoftware

(maybewithaslightlydifferentname).Forthatreason,I’mnowgoingtocoverwhateachoftheslicersettingsactuallydoes.Onceyouunderstandwhatthesettingsactuallydo,you’llhavenotroubleusingthemregardlessofwhatthey’recalled.
Slicer

SettingsExplainedIngeneral,theslicingsettingsyou’llbeconfiguringcanberoughlydividedintothreedifferenttypes:printersettings,filamentsettings,andprintsettings.IntheSlic3rconfigurationwindow,thesearehelpfullydividedupintothreeseparatetabsfor

yourconvenience.

ThesettingsintheSlic3rconfigurationwindowaredividedintothreetypes:printsettings,filamentsettings,andprinter
settings.Thisshowsthedifferenttabsfortheminthewindow.
Inotherslicingsoftware,they

mightbedividedupdifferently(ornotdividedupatall).Still,it’sagoodideatothinkofthemasseparatekindsofsettings.Thiswillhelpyoumentallyorganizethemintothosesettingsyou’llneedtotweakfrequently,occasionally,orrarely.
HOT TIPMost software will

allow you to save multipleconfigurations. This lets youquickly switch betweenpredefined settings that youset up for specific types ofprints, specific filaments,and even for multiple 3Dprinters. I advise you to takeadvantage of multipleconfigurations, so you canreuse settings withoutconstantly tweaking them.

Printer SettingsTheprintersettingsarethesettingsyoushouldrarelyhavetomodify.Ideally,you’lljustsetthemuponceandthennevertouchthemagain—oratleastnotuntilyougetanew3Dprinter.Thesetelltheslicingsoftwarealittlebitabouttheprinteritself,soitknowswhatit’sworkingwith.

Theprintersettings,whichyou’llrarelychange,givetheslicingsoftwareinfoabouttheprinter.
Printersettingsarethefirstthingyoushouldconfigure.Luckily,thereisn’tawhole

lottosetuphere.Thefollowingarethesettingsyou’llencounter(keepinmindthatthesemaybeinseparatesectionsofthePrinterSettingstab):
Bedsize:Thisisaneasyonetostartwith!AllyouhavetodoisenterthesizeofyourprintbedintheXandYdirections.
Printcenter:Asyoumightexpect,thisisjusttheXand

Ycoordinatesforthecenterofthebed.Generally,youjustdividethebedsizeby2andenterthosenumbershere.Butyoucanmodifythisifyouwantittocenteryourprintsinanotherspot.
G-codeflavor:Hereyou’llspecifywhatkindofG-codeyourprinteruses.Thismightbeahead-scratcheratfirst,butdifferentcontrolboardscanactuallyinterpretG-code

slightlydifferently.Ifyoudon’tseeyourspecificprinterorcontrolboardlisted,it’susuallysafetouse“RepRap.”
UserelativeEdistances:YoucancheckthisboxifyouwanttouserelativeG-codedistances(asopposedtoabsolutecoordinates).Unlessyourmanufacturersaysyouneedtocheckthis,justleaveitunchecked.
Extruders:Thenumberof

extrudersyour3Dprinterhascanbeenteredhere.Normallyit’llbejust1,butifyouhavemultipleextruders,youcanspecifythathere.Ifyoudo,itwilladdsectionstosetuptheadditionalextruders.
Usefirmwareretraction:Thisletsyourfirmwarehandletheretractionsettings(asopposedtohavingyourslicingsoftwaredoitmanually).Inmostcases,

you’llwanttoleavethisoffunlessyouhaveareasonnotto.However,ifthesoftwareretractionsettingsdon’tworkproperly,youcanusethefirmwaresettings.
Vibrationlimit:Youcanattempttoreduceprintervibrationproblemswiththissetting.However,it’sdifficulttogetittoworkright,andthevibrationsusuallyaren’tsubstantial.Irecommendyou

leavethisat0todisableit.
StartG-code:WhateveryouenterherewillbeaddedtothebeginningofeveryG-codefilethesliceroutputs.SotheseG-codefunctionswillbeperformedatthebeginningofeveryprint.Usually,peopleusethisforthingslikehomingalltheaxes(G28)orauto-leveling(G29).
EndG-code:Thisworkslike

thestartingG-code,exceptitgoesattheend(crazy,huh?).Thisismostoftenusedtoturnoffeverythingontheprinter,soitdoesn’tstayhotwhenyou’reaway.Fornow,youcanjustleavethedefaultcommandsthere.
LayerchangeG-code:ThisalsoaddsG-code,exceptitputstheG-codeinbetweeneverylayer.Youcanaddcodeherethatyouwanttobe

executedeverytimethelayerchanges(forinstance,youcouldaddapausetoletthepreviouslayercoolbeforestartinganewone).
ToolchangeG-code:G-codeenteredherewillbeinsertedanytimetheprinterswitchesfromusingoneextrudertousinganother.Youcancompletelyignorethisifyouonlyhaveoneextruder.
Nozzlediameter:Thisis

whereyouneedtoenterthephysicaldiameterofthenozzleopeningonyourhotend.Ifyoudon’tknowit,don’tjustguess!Thisisanimportantsetting,solookupyournozzlediameterifyou’renotsure.
Position:Ifyouhavemorethanoneextruder,thissettingspecifieshowfarapartthetwonozzlesoftheextrudersare.

Retractionlength:Retractionreversestheextrudertopullthefilamentbackoutofthehotendslightly.Thisimprovesprintqualitybyreducingblobswhenlinesegmentsarecompleted.Forthis,1mmor2mmisusuallyagoodsettingtotry.
LiftZ:Thisactuallyliftsthenozzleup(bythespecifiedamount)whenalinesegment

isfinishedandtheprinterismovingtoanotherposition.Thiscanhelpkeepthenozzlefromdraggingacrossyourprint.
Speed:Thisisjustthespeedtheextruderwillretractfilament.Whateverthedefaultisshouldworkfine(usually20to40mm/s).
Extralengthonrestart:Ifyou’rehavingproblemswithfilamentnotextruding

immediatelyafteraretraction,youcanusethissettingtoextrudealittleextra.However,youwillhavetoexperimentwiththelengthtouse.
Minimumtravelafterretraction:Youcanusethissettingtoskipretractionsonmovesthatonlycoverashortdistance.Thatdistancecanbeadjustedtoyourliking.
Retractonlayerchange:

Thisforcesaretractionwhenyoumoveuptothenextlayerofaprint.
Wipewhileretracting:Tofurtherreduceblobsandstringing,youcanusethissettingtophysicallywipethenozzleontheprintbetweenmoves.Personally,Irecommendthatyouturnthisoff,becauseithasatendencytomessupthesurfaceasitwipes(asyoumightexpect

fromdraggingthehotnozzleontheplastic).
Filament SettingsThesearesettingsyoushouldn’thavetomodifyoftenbutthatyouwillhavetoadjustoccasionally.Basically,they’resettingsthatdefinethespecificationsofyourparticularfilamentandhowitshouldbeusedby

theprinter.

Thefilamentsettingsarethereforyoutoenterthespecificationsof
thefilamentyou’reusing.
You’llusuallyneedtomodifythesewheneveryouputanewrolloffilamenton(atleast

slightly).Thisisbecauseeverymaterial,manufacturer,color,andevenspecificrollisslightlydifferent.Thediameterofthefilament,idealextrusiontemperature,bedtemperature,andcoolingsettingswillallvary.
Thefollowingarethedifferentfilamentsettingsyou’lldealwith:
Diameter:Thissettingiseasilyoneofthebiggest

causesofprintqualityproblems.Whileyoucanjustsetitto1.75mmor3.00mm,theactualfilamentisrarelyactuallythatsize.Instead,foreveryrolloffilamentyouget,youshouldmeasurethediameterinafewplaceswithcalipersandentertheaveragemeasurementhere.Thisensuresthattheslicingsoftwareaccuratelycalculateshowmuchfilamenttoextrude.

DEFINITIONCalipers are a
common measurement toolused in a wide range offields and industries. Theycome in both analog anddigital varieties and are usedto measure lengths,distances, and depths.Calipers are capable of veryhigh precision andcommonly come in 6- to 12-inch sizes (though largerand smaller ones exist).

Extrusionmultiplier:Youcanusethissettingtofine-tunehowmuchfilamentisbeingextruded.Forexample,ifyounoticetheprinterisoverextruding,youcansetitto.95soitonlyextrudes95percentofwhatitnormallycalculatesisnecessary.
Firstlayerextrudertemperature:Thisiswhereyousetthetemperatureforthefilamentyou’reusing.

Thefirstlayercanbesetindependentlybecausesomepeopleliketomakethefirstlayerhotterinorderforittostickbetter.
Otherlayersextrudertemperature:Thisisthefilamentextrusiontemperaturefortherestofthelayers(afterthefirstone).
Firstlayerbedtemperature:Ifyouhaveaheatedbed,youcansetits

temperatureforthefirstlayerhere.
Otherlayersbedtemperature:Thisiswhereyousetthebedtemperaturefortherestofthelayers.
Keepfanalwayson:Ifyouhaveaprintfanyouwanttorunallthetime,checkthis.However,Irecommendyoudon’tdosoforABS,asitcauseswarpingproblems.

Enableautocooling:Thisletstheslicingsoftwaredecidewhentoturnthefanon,dependingonwhatyouspecifyintheothersettings.
Fanspeed:Thisistheminimumandmaximumfanspeedusedatanytimeduringtheprint.Differentfansrespondtothisdifferently(forexample,somewon’teventurnonatallbelowacertainnumber).Pay

attentiontohowyourfanactsandsounds,andfine-tuneitwiththesesettings.
Bridgesfanspeed:Bridgesarepartsoftheprintwherethefilamenthastobeextrudedacrossanemptyspacewithnoothermaterialbelowit.Tokeepthesefromdrooping,it’srecommendedthatyoucoolitquicklywithafan.Soifyouhaveafan,enteranumbertoturnthisup.

Disablefanforthefirst:AsImentionedpreviously,somepeopleliketheirfirstlayertobehottohelpitstick.Withthissetting,youcanturnoffthefanforaspecifiednumberoflayersinthebeginningtohelpwithadhesion.
Enablefaniflayerprinttimeisbelow:Ifaparticularlayeroftheprintisverysmall,theremaynotbeadequatetimeforittocool

beforethenextlayerisadded.Youcanusethissettingtoforcethefantocomeontocoolthosesmalllayers.
Slowdowniflayerprinttimeisbelow:Inextremecases(verysmalllayers),thefanisn’tenoughtocoolthelayerbeforethenextisadded.Thiscancausethelayerstosortofmeltanddeform.Thissettingforcestheprintertoslowdownontheselayersto

givethemtimetocool.
Minprintspeed:Thisisslowesttheprinterisallowedtomoveonthosesmalllayers.Settingthistoolowcanmakesmallpartstakeaverylongtimetoprint.
Print SettingsSoyou’reatthefinaltaboftheslicersettings.Doyouwantthegoodnewsorbad

newsfirst?Let’sstartwiththebadnews:thistabhasthemostsettingsbyfar.Thegoodnewsisthatalotofthesesettingsareforadvancedusage.Forthetimebeing,it’sbesttojustleavethoseatthedefaultsorautomaticsetting.

HOT TIPA lot of the print
settings are for really fine-tuning specific areas of theprint, meaning they’re reallyfor advanced users. So ifyou don’t see a setting listedin this chapter, don’t fret!Just leave it at the default orautomatic setting and moveon. You can always look upthe specific setting if you’rereally curious about it.

ThePrintSettingstabcanbeascaryplace,butmanyofthe
settingscan(andshould)beleftontheirdefaults.
Thefollowingarethevariousprintsettingsyou’ll

encounter:Layerheight:Ifyoupurchasedyourprinter,themanufacturerprobablygaveyouarecommendationforthissetting.Ifnot,youcansafelysetthistoabout65to75percentofyournozzlediameter.
Firstlayerheight:Often,it’sgoodtomakeyourfirstlayerbiggertoimproveadhesion.Agoodnumbertostartwith

is125percent.
Perimeters(minimum):Inordertogivethewallsofthepartanice,solidstructure,youneedtospecifyaminimumnumberofsolidperimeters.Twotofouraregoodstartingpoints.
Spiralvase:Thisniftyfeatureallowstheentireparttobecreatedfromonecontinuouslayerthatslowlyrises.However,itreallyonly

workswithasingleperimeterandnoinfill.Soyoushouldonlyusethisfortall,hollowobjects(likeavase),meaningyoushouldnormallyleavethisblackorunchecked.
Solidlayers(top):Thisishowmanysolid(noninfill)layersareonthetop.It’ssimilartoperimeters,justforhorizontalwalls.Again,2to4shouldworkwell.
Solidlayers(bottom):This

issamethingastheprevioussetting,justforthebottomlayers.
Filldensity:Infillisusedontheinterioroftheparttoavoidhavingtomakeitsolid.Thisreducesweight,filamentusage,andwarping.Forpartsthatneedtobestrong,use50to80percent.Forpartsthatdon’tneedtobestrong,use20to50percent.
Fillpattern:Thisindicates

whatkindofpatternwillbeusedfortheinfill.Honeycombandrectilinearnormallyworkthebest(withrectilinearusuallythefastest).
Top/bottomfillpattern:Ifyouwantadifferentpatternforthetopandbottomlayers,youcanspecifyithere.However,I’drecommendstickingwithrectilinear.
Speedsettings:Unfortunately,Ican’tmake

recommendationsforthesesettings,asthey’reveryhighlydependentonyourspecificprinter.Startwiththemanufacturer’srecommendationsorwiththedefaults.
Skirtloops:Inordertogettheextruderflowingwellbeforeyouactuallystartprintingthepart,youcanhaveitprintacoupleofloopsaroundthepart.Thishasthe

dualpurposeofallowingyoutomakesureit’scompletelyontheprintbed.Youcanjustenterthenumberofloopsyouwanttheprintertomakebeforeitstartsprintingtheactualpart.
Distancefromobject:Thisishowfartheloopswillbeprintedfromtheedgesofthepart.Thisneedstobefartherthanthebrim(ifyouuseit),whichI’llgooverina

moment.Ifthepartisverylargeandbarelyfitsonthebed,youmayneedtoreducethistomaketheoverallprintsmaller.
Skirtheight:Youcanusethistomaketheskirtverytalltobuildasortofwallaroundyourpart.Thiscanhelpreducedraftsonthepartinordertoavoidwarping.
Minimumextrusionlength:Youcansetthisifyouwant

tomakesuretheskirtusesacertainamountoffilament.Usually,youcanjustleavethisat0unlessyouhaveextrusionissues(suchasunderextrusioninthebeginning).
Brimwidth:Abrimisasortofbasethat’sprintedaroundyourpart.Thiscanbeusefulformakingsurethebaseofthepartstaysstucktothebedandforkeepingtall,thinparts

upright.Youcanspecifythewidthofthebrimaroundthepart,andthebrimcaneasilyberemovedaftertheprintisfinished.
Supportsettings:Iftheparthasoverhangsandwillrequiresupports,youcanturnonthesupportgenerationhere.However,Irecommendusingthedefaultand/orautomaticsettingsforthebestresults.

Raft:Araftservesasimilarpurposetothebrim,exceptit’sprintedunderneaththepart.Youcanspecifythethicknessoftheraft,aswellastheinterfacinglayerswiththepart.
Multipleextruders:Ifyou’reusingmultipleextruders,thissectionisforyou.Essentially,itallowsyoutospecifywhichextrudersareusedfordifferentoperations.

Forexample,youcoulduseoneextruderforsupportsandtheotherfortheactualpart.
HOT TIPWhen setting up
multiple extruders, thesettings that tend to be themost confusing are theoffset settings. These areimportant, because they tellthe slicing software wherethe second extruder is inrelation to the first extruder.

The nozzles of the twoextruders must be at thesame height, so this willspecify how far the center ofthe second nozzle is fromthe first (in both the X and Ydirections). If these are evena little off, the filamentextruded by the secondextruder will be deposited inthe wrong place.

Preparing forand Runninga PrintAfteryou’veputinyourfilament,printer,andprintsettings,it’stimetogetdowntopreparingforandrunningaprint.Thisiswhereyou’llspendmostofyourtimewhenyou’reprintingthings.

Becauseyou’llfrequentlybemodifyingyourprintsettingsforspecifickindsofparts,you’llalwaysneedtodothepreparationandrunningstepstomakesureyourpartcomesoutcorrectly.
Host PreparationPreparingyourprintisaprettysimplebutimportantprocess.I’llgoovereach

specificstepinmoredetailintheprojectsectionsofthisbook,butletmecoverthegeneralideahere.
Irecommendthatyoubeginbyconnectingtoyourprinterandheatingupthehotendandheatedbed(ifyouhaveone).Thiswillgiveittimetowarmupwhileyou’redoingtherestofthesteps.Youcanthenloadthepartorpartsyouwanttoprint.

Withthepartsloaded,you’llbeabletoviewthemintheObjectPlacementtabinRepetier.Here,youcanmovethemaround,rotatethem,duplicatethem,deletethem,andsoon.Youshouldalsotakeamomenttomakesureeverythingfitsonthebedandthatthey’reallorientedproperly.(Tryingtoprintapartupsidedownwillusuallyresultinfailure.)

Ifeverythinglooksgood,youcanmoveovertotheSlicertab.Ifyou’reinRepetierandusingSlic3r,makesureSlic3risselectedundertheSlicerdrop-downbox.Belowthat,you’llnoticedrop-downmenusforyourPrintSetting,PrinterSetting,andFilamentSettingconfigurations.Makesuretheonesyou’reintendingtouseareselected.Onceyou’veverifiedthose,youcanclicktheSlicewith

Slic3rbutton.

Afterloadingyourpart(s),makesuretheyfitonyourbedandareorientedproperly.Asyoucansee,thismodelofanelephantfitsonthebedandisrightsideup.
Running a Print

Slicingyourobjectorobjectscantakeanywherefromafewsecondstohoursdependingonthecomplexityofthepart,howpowerfulyourcomputeris,andthesettingsyouchose(forexample,supportstakemoretimetoprocess).Butonceit’sfinishedslicing,youshouldbepresentedwithapreviewoftheprint.
Lookoverthepreview,whichshowsyouwheretheslicing

softwareisintendingfortheprintertoactuallyextrudeplastic.Itshouldlooklikeyouroriginalpartbutbrokendownintolines.Ifyou’reusingsupports,thosewillbeshownaswell.Thisisyourchancetocatchanyserioussettingproblemsthatmightcausetheprintertodounexpectedthings.

Thepreviewshowstheparttobeprintedbrokendownintolines.
Ifeverythinglooksgood,youcangoaheadandpushStartPrinttostartprintingthepart.Yourprintermustremainconnectedtotheprinter

throughouttheentireprocess(anditmustbeturnedon,ofcourse).Itmighttakeyourprinteraminuteortwotostartmovingifitstillneedstoreachtherequiredtemperature.
Onceitstartsprinting,don’tgorunningoffquiteyet.Stickaroundforafewminuteswhileitprintsthefirstlayer.Yourfirstlayerisbyfarthemostimportantone,because

it’sthefoundationfortheentirepart.Makesureitstickswelltothebedandthatthefilamentisextrudingwell.Then,inanywherefromafewminutestoadayortwo,yourpartwillbedone!
The Least YouNeed to Know
Mostofthefilament,printer,andprintsettingsare

important,sotakethetimetolearnwhattheydo.Butwhenindoubt,stickwiththedefaults.
Makesureyourobjectsareplacedandorientedcorrectlyandthattheyfitonthebedbeforeslicing.
Alwaystakeaquicklookatthepreviewtomakesureeverythinglooksrightbeforestartingaprint.
Thefirstlayerofaprintisalwaysthemostimportant

one.It’swellworthyourtimetostickaroundforafewminutestomakesurethatfirstlayergoeswell.

CHAPTER
14
TroubleshootingYour Prints
In This Chapter
Howtoidentifyprint

problemsExtrusion,temperature,andadhesionissues
Fixingothercommonprintqualityissues
3Dprintingisprettycomplicated,andthatmeanstherearealotofproblemsyoucanruninto.Afewsmalltweaksinyoursettingscaneasilymakethedifferencebetweenahigh-qualityprintandonethat’sgoingtoget

thrownaway.Butbecausetherearesomanyfactors,itcanbedifficulttofigureoutwhattheproblemis.Inthischapter,Iwalkyouthroughsomecommonissuesandwhatyoucandotofixthem.
What’s theProblem?

Obviously,thereareawholelotofthingsthatcangowronginthecourseofyour3Dprintingjourney.Ifyou’refamiliarwithMurphy’sLaw,youknowthatanythingthatcangowrongwill.Theseproblemscanbeasminoraspoorsurfacequality(likeripples)tomajorproblemsthatcauseyourentireprinttofail.

FASCINATING FACTYou can hold on to your
failed prints for use in thefuture. They can be used tomake ABS glue and evenyour own filament. If you domake your own filament,however, keep in mind thatyou shouldn’t use more than10 percent recycled plastic.If you don’t have the abilityto make filament yourself,you can drop the used ABSoff at your local hackerspaceor makerspace for them to

use.
Mostpeoplewillspendagreatdealoftimefine-tuningtheirsettingstogetreallyhigh-qualityprints.Butwhatifyourpartsarecomingoutterribly?Itcanbeveryfrustratingifthisishappeningandyoucan’tevenachievemediocreresults.

Completefailuresofprintslikethisarenotuncommon.
Luckily,theseissuescanusuallybeidentifiedfairlyeasilybycomparingyourbadprinttoknownproblems.

Onceyou’vefiguredoutwhattheprimarycauseoftheproblemis,youcanadjustyoursettingstofixit.Actuallygettingthesettingsrightmighttakealittletrialanderror,butatleastyou’llknowwheretofocusyourattention.
Extrusion

ProblemsExtrusionproblemsarethosecausedbyimproperfilamentextrusion.Asyou’velearnedmultipletimesinthisbook,extrusionisthekeytoFFF3Dprinting.However,theslicingsoftwarehastomakealotofcalculationsbasedonmanyparametersinordertodeterminehowmuchfilamentneedstobeextruded.Forthe

mostpart,theslicingsoftwareisgoodatthesecalculations,butwithsomanyparameters,it’seasyforonesmallerrortoresultinafailedprint.
OverextrusionOverextrusioniswhentoomuchfilamentispushedthroughthenozzle.Itusuallycausesthesurfaceoftheprinttolooklumpy,uneven,and

sloppy.Thisisalmostalwayscausedbyasettingthatwasenteredincorrectlythough,insomeveryrarecases,itcouldbeahardwareproblem.

Overextrusioncausessurfacequalityproblems,likethebubbling
aroundtheoctopus’seye.
Themostcommonsettingthatcausesthisproblemisthefilamentdiameter.Inorderto

fixthis,youhavetoactuallymeasureyourfilament’sdiameter(preferablyinmultipleplaces)inordertogetanaccuratenumber.Othersettingsthatcancausethis:theextrusionmultiplierbeingsettoohigh,thenozzlediameterbeingsettoosmall,manualextrusionsettings(trychangingthemtoauto),andtheextruderstepspermm(yourextrudershouldbecalibrated).

UnderextrusionTheoppositeofoverextrusionisunderextrusion,whichiswhentoolittlefilamentisextruded.Theeffectofunderextrusionisusuallyvisiblegapsbetweenlinesoffilament.Inextremecases,thiscancauseacompletefailureofthepart,becauselayersdon’tadherewellenoughtoeachother.

Underextrusionmakesthefilamentstrandstoothin,causinggaps,asyoucanseeinthisprintoutofan
octopus.
Thecausesofunderextrusionareprettymuchthesameas

overextrusion.Itwilljustbeintheoppositedirection.Forexample,ifyousetyourfilamentdiametertoolow,itwillcauseoverextrusion.But,ifyousetittoohigh,itwillcauseunderextrusion.Thesolutionissimple:measureyourfilament’sdiameterandenterthat.
Jamming

Themostdrastic(andobvious)extrusionproblemisjammingorclogging.Eithertheprinterwillstopextrudingaltogether,intermittentlystopextruding,orextrudethinandunevenlinesoffilament.Thisusuallyendsupcompletelyruiningthepart.
Jamsusuallyhappenwhenthefilamentgetstwistedupinthecoldend.Thisiseasyenoughtofixbyjustpulling

itout,cleaningoutthecoldend,andstartingover.Clogsinthenozzlearemoredifficulttodealwith.Theyusuallyhappenwhenthehotendtemperatureistoolow,dustordirtgetsintothehotend,orthequalityofthefilamentislow.

Jammedextrudersandcloggednozzlescancausetheprintertostopextrudingcompletely.Thiswillcausesurfacestobethininsteadofsolid,asyoucansee
withthispart.

WATCH OUT!Low-quality filament,
especially in dark colors, isoften difficult to melt andextrude properly. There isjust too much nonplasticjunk in the filament, and itcauses the nozzle to clog.
WhenyournozzlebecomescloggedwithABS,thebestsolutionistoremoveitandsoakitinacetoneinorderto

cleanitout.ForPLAorothermaterials,youcanheatupthehotendandstickapieceoffilamentintoit.Allowittocooltoabout150°C,andthenpullthepieceoffilamentout.Youmayneedtorepeatthisafewtimes,butyoucanusuallypullouttheclog.
Poor DimensionalAccuracy

Youmaynoticethatyourpartsarecomingoutwiththedimensionsslightlyoff.Oryoumighttrytofittwoprintedpartstogetheronlytofindtheydon’tfit.Thereareusuallythreepossibleculprits:
Yourstepsaren’tcalibrated.
Somepartofyourdrivesystemisloose.
Theslicerisn’thandlingtheslicingcorrectly.

Whenitcomestothefirstissue,eachaxishastohavethenumberofstepspermillimetercalibrated.Ifit’snotright,thelengthsonthataxiswillbetooshortortoolong.Mostpeoplenoticethiswhencircularfeatures(likeholes)endupcomingoutasovals.That’sbecauseoneaxisismovingtoofar(ornotfarenough),causingthecircletobecomeelongated.Youcanfindtheinformation

forcorrectcalibrationfromthemanufacturerofyour3Dprinteroroncommunityforums(seeAppendixB).
Intermsofthesecondissue,thedrivesystembecomingloosecancauseunintendedmovement,resultinginpooraccuracy.Fixingthisisusuallyasimplematteroftighteningupallofyourscrewsandmakingsureyourbeltsareniceandtaut.

Andfinally,themostfrustratingcauseistheslicingsoftwareitself.Theshapeofthefilamentasit’sdepositedisfairlydifficulttoaccountformathematically,andmanyslicersdon’tquitegetitright.Thiscanmakeyourpartslightlytoobig(usuallybyafractionofamillimeter).Theonlyrealsolutiontothisistotryanotherslicerortoturndownyourextrusionmultipliersettinginorderto

slightlyunderextrudeandmakethepartsmaller.
TemperatureProblemsThetemperaturesofthehotendandheatedbedbothplayimportantrolesinthequalityoftheprintedpart.Pretty

obvious,right?Butit’snotalwaysobviouswhenatemperatureproblemistheculpritforaparticularproblem,soI’mgoingtocoverwhatcommontemperature-relatedproblemslooklike.
Hot End Is Too HotThefilamenthastobemeltedjustenoughtoflowfreelyout

ofthenozzlebutstillhastobeabletoquicklycoolonceit’sbeendeposited.Ifthehotendistoohot,thefilamentwon’tcoolquicklyenough.Theeffectisthattheparttendstolookslightlymelted(thoughitmayonlylookthiswayincertainspots).Thesameproblemcanoccurifthelayerissmall,becauseitdoesn’thavetimetocoolbeforeanewlayerisadded.

Ifit’sconsistent(notjustonsmalllayers),youcanturnyourhotendtemperaturedown.Ifit’sjustonsmalllayers,youcanuseafanforcoolingorslowdownsmalllayersinyoursettings.

Ifthehotendistoohotorthelayersaresmallwithoutadequatecooling,thepartwilldevelopameltedappearancelikethetopof
thisone.

HOT TIPExtreme hot end
temperature problems areoften caused by problemswith the thermistor. This isusually either because thethermistor has failed or hascome loose. If it’s loose, itcan be affixed with Kaptontape. If that’s not theproblem, the thermistor canbe replaced. (They’reusually only a few dollars.)Contact the manufacturer forinformation on replacing the

thermistor and to see if it willbe covered under awarranty.
Hot End Is TooColdIfthehotendistoocold,ittendstoproduceresultssimilartonozzleclogs.Eitherfilamentwon’textrudeatalloritwillextrude

inconsistently.Allyouhavetodoissimplyturnthetemperatureofthehotendup.

Whenthehotendtemperatureistoolow,itresultsininconsistentextrusion.Thispartshowshowmessythisissuecanlook.
Cracking of Part

Due to CoolingApartcrackingisacommonproblemwhenyouprintlargepartsinABS.ThisisbecausetheABScoolsandcontracts,splittingtheparthorizontallybetweenlayers.Whilethisisadifficultproblemtoovercome,thereareafewpotentialwaysyoucantrytoavoidthis.
Becauseprintfansandeven

draftsintheroomcancoolapartandcausecontractionsthatleadtocracks,onesolutionistokeepthepartfromcoolingoffasmuchaspossible.Enclosures(especiallyheatedenclosures)arethebestwaytoovercomethis.However,ifthat’snotfeasibleforyou,youcantryusingatallskirttoactasashieldaroundtheprint.Anotheroptiontoavoidcracksistodesignthepart

itselfsoitdoesn’thaveanylong,tall,horizontalsurfacesinordertoreducethestressfromcontraction.

Thecontractionoftheplasticasitcoolscancauseaparttocrackhorizontallybetweenthelayers.
Discoloration ofFilament Due to

HeatIfyou’reusingalight-coloredfilament(especiallywhite),youmaynoticethepartbecomesdiscolored.Thisiscausedbyheat,eitherfromtheheatedbedorthehotend.
Ifit’sjustonthebottomofthepart,it’stheheatedbed;ifit’severywhere,it’sthehotend.Inbothcases,itcouldsignalthetemperatureis

dramaticallytoohigh,meaningyoushouldturndownthetemperature.Sometimeswiththehotend,however,yourextrusionspeedmaybetooslowandthefilamentcouldbesittinginthehotendtoolong.Ifthat’sthecase,tryspeedingupyourprints.

AdhesionProblemsYou’velearnedinpreviouschaptershowimportantitisforthefilamenttostickwelltothebed.Thosetimeswhenitdoesn’tcanbeabigheadacheforyou.Formostpeople,adhesionproblemsarethebiggestsourceoffrustrationin3Dprinting.

Thisisbecausetherearesomanypotentialcausesandsomanypotentialsolutions.Here,youlearnwhattheresultsofpooradhesionareandwhattodoaboutthem.
WarpingThesamecontractionthatcausescrackingalsocausestheparttowarp.Thisisusuallymadeevidentwhen

thebottomofthepartcurves(especiallyattheedges).Thiscanbesolvedthesamewayascracking—enclosuresanddesignsthatlimitlong,horizontalsurfaces—butyoucanalsodramaticallyreduceitbyincreasingbedadhesion.

ThecontractiononthisABSpartcausedextremewarping.
Toincreaseadhesionbetweenthefirstlayeroffilamentandthebed,takealookatthesurfacetreatmentoptions

mentionedinChapter8.Heatedbedshelpalot,aswellastapes,films,glue,andevenhairspray.
Part Comes LooseIfyoursurfaceadhesionisreallypoor,theentirepartmightcomeoffthebedduringtheprint.Usually,thishappenswhenyourZheightistoohigh,orwhenyoudon’t

haveanysurfacetreatmentsatall.Ifyou’reusingthepropersurfacetreatments,tryloweringyourZheightalittlebittofixthisissue.
FASCINATING FACTAuto-leveling systems
do a very good job ofalleviating problems causedby improperly adjusted Zheights, because they allowyou to set exactly how high itshould be in the software.

Even if your 3D printer didn’tcome with auto-leveling, it’spossible that it could beavailable as an upgrade. Ifyou’re having frequentproblems with setting the Zheight on your printer, itmight be worth checking tosee if that’s an optionavailable to you.
Part Breaks DuringRemoval

Sometimesyourpartmightactuallysticktoowell.Thiscancausetheparttobreakduringremovaloreventobreakglassbedsinextremecases.
ThisparticularproblemisoftencausedbyoveruseofABSjuice/glue—acaseofgoingalittleoverboardwithasurfacetreatment.YoushouldonlyuseathinlayerofABSjuicetoavoidthis.However,

goodadhesionisn’tabadthing,soanotheroptionistotryusingaflattooltoprythepartoffwithoutbreakingit.
Other PrinterProblemsSomeproblemsjustdon’tfitneatlyintoapredefinedcategory.Thesearetheissues

thattendtocomeoutofleftfieldandoftenthrowyouforaloop.Mostofthesewon’tresultinacompletefailureoftheprint,butthey’restillirritatingandaffectthequalityofthepart.
BlobsIfyounoticelittleblobsofplasticonthesurfaceofthepart,it’susuallycausedby

eitherlackofretraction,overextrusion,orahotendthat’ssettoohigh.
I’vealreadycoveredsolutionsforthelattertwocauses,andthefirstoneiseasyenoughtofixinyoursettings.Simplyturnonretractioninyourslicersettings(1mmto2mmusuallydoesthetrick).
Stringing

Stringinglookslikeyou’dexpect:thinstrandsoffilamentbetweenfeaturesonthepart.Thecausesforthisarelackofretractionorthehotend’stemperaturebeingsettoohigh.Thiscanbesolvedbyturningonretractionorloweringthetemperatureofthehotend.

Turningonretractionwillusuallyfixstringingproblemslikewhat’s
shownonthisrobot.
DroopingBridgesarefeatureswherea

newlayerisplacedoveremptyspace.Forthesefeatures,theprinterhastoextrudefilamentacrossthechasmfromonesolidtoanother.Ideally,theseshouldturnoutniceandflat.Butifyounoticethey’redrooping,it’susuallycausedbyalackofcooling.Youmightalsoseethissameproblemhappenonotheroverhangingfeatures.

Usingaprintfanwilldoalottoreducedroopingonbridgesandoverhangssimilartothis.
Tofixthis,youneedtomakesureyourprintfanisturnedon.Ifyoudon’thaveaprintfan,you’llhavetoaddone.Ifthefanisonbuttheproblem

stilloccurs,youshouldmakesureit’sturnedallthewayup.Ifit’sstilloccurringevenafterthat,youshouldlookintoprintablefanshroudsforyour3Dprinter,whichmoreeffectivelydirecttheairfromthefantothepart.
GhostingGhostingiswhenfaintlinesappearonthesurfaceoffset

aroundfeatures,somethingusuallyonlyvisibleonfairlyflatsurfacesthatarenexttoperpendicularfeatures.It’scausedbyvibrationsfromtheweightoftheextrudercarriageasit’smovingbackandforth.

Ghostinglikeyouseeonthispencilholdercanusuallyonlybefixedby
reducingprintspeedand/oracceleration.
Theonlywaytofixthiswithoutmodifyingyour

printer’shardwareistoslowdowntheprintspeedortoexperimentwiththeaccelerationsettings.Theaccelerationsettingsmightbehiddeninanadvancedareaofyourslicer’ssettings,buttheydeterminehowfasttheprintercanspeedupandslowdownasitmovesanaxis.Loweringtheaccelerationwillallowtheprintertostillmovequicklyonlongstretchesbutwillmakethechangesindirection

lessabrupt.
The Least YouNeed to Know
Incorrectsettingscaneasilyintroducemanydifferentkindsofprintqualityproblems.
Mostprintqualityproblemscanbefixedbytweakingtheprintsettings.
Inextremecases,badprint

settingscanresultinacompletefailureoftheprint.

PROJECT
1
CarabinerProject Time: 30minutesInthisproject,you’llbegettinghandsonandprinting

yourveryfirstpart.Foryourfirstprint,let’sstartwithsomethingquickandeasy:aone-piececarabiner.Thismodelshouldprintquickly,andmostprinterswillhaveitfinishedinunder20minutes.
Beforeyoubegin,makesureyou’vedownloadedthemodelpackfromtheIdiot’sGuideswebsite(idiotsguides.com/3dprinting)andhaveunzippedthefolder

soyoucanaccessthefiles.Forthisprojectandthesubsequentprojects,I’llbeusingRepetierHostandSlic3r,becausebotharefreeandpopularprograms.However,ifyou’dprefertouseothersoftware(oryourprinterrequiresit),thestepsshouldstillbeprettysimilar.
Preheat the

Extruder andHeated BedStartbyopeningRepetier(orwhateverhostsoftwareyou’reusing)andconnectingtoyour3Dprinter.Oncetheconnectionhasbeenmadebetweenyourhostsoftwareandyourprinter,clickontheManualControltabtogettothetemperaturesettingsfor

theextruderandheatedbed,whichyou’llnowbeginpreheating.Ifyou’reprintinginABS,theextrudershouldbesetatabout230°Candtheheatedbedshouldbesomewherebetween80°Cto100°C.ForPLA,theextrudershouldbe200°Candtheheatedbed(ifyouhaveone)shouldbebetween50°Cto70°C.

Preheattheextruderandheatedbedtotheappropriatetemperatureforthematerialyou’llbeusing.
Load the.STL File

Whiletheextruderandheatedbedareheatingup,goaheadandloadthe.STLfileforthecarabinerandsliceit(foundatidiotsguides.com/3dprinting).Todothis,lookforabuttoninyourhostsoftwarethatsaysLoadorOpen.Pushthatbutton,andthenfindandselectthecarabiner.stlfile.Slic3r,whichrunswithinRepetier,willdisplaythe3DmodelintheObject

Placementwindow.

TheObjectPlacementtabwilldisplaytheloaded3Dmodel.
Thegrayboxintheviewerwindowcorrespondstoyour3Dprinter’sprintareaandisbasedonthesettingsyou

enteredwhenyousetupthehostsoftware.Thecarabinerisasmallpartthatisonlyafewincheslong,soitshouldbeprintableonvirtuallyevery3Dprinteronthemarket.

WATCH OUT!If the model shows up
very large (compared to thegray box), either your printersettings for the print area arewrong or you have yourunits set to inches (it shouldbe in millimeters).
Slice the

ModelWiththemodelloaded,youcangoaheadandsliceit.Withasimplepartlikethis,theparticularsettingsyouusewon’tbecrucial.However,makesureyouhaveatleasttwoorthreeperimeters(includingtopandbottom)andatleasta50percentinfill.ThiscanbemodifiedbygoingtotheSlicertaband

clickingonConfiguration.Oncethere,clickthePrintSettingstabandfillintheinformationifnecessaryundertheLayersandPerimetersandInfillsubsections.Yourprinttemperaturesettingsshouldbethesameaswhatyoupreheatedtheextruderandheatedbedto.

Checktobesureyouhaveatleasttwoorthreeperimeters(includingtopandbottom)andatleasta50
percentinfill.
Withyoursettingsentered,youcanstartslicingthemodelbyclickingSlicewithSlic3r.Howlongittakesto

slicedependsonyourcomputerandthesliceryou’reusing,butitshouldn’ttakemorethanafewminutes.

Slicingasmallmodellikethisshouldonlytakeafewminutes.
Load the

FilamentAlotofpeoplekeepthefilamentloadedallthetimeandonlychangeitwhentheyrunoutoffilamentorswitchtoadifferentmaterialorcolor.Butifyouhaven’tloadedanyfilamentyet,loaditintotheextrudernow,whiletheslicerisrunning.
Howyouloadthefilamentdependsonthespecific

extruderyourprinterisequippedwith.Someofthem,liketheGreg’sWadeReloadedI’musing,havethumbscrewsandalatchthatneedstobeopenedup.Othershavealeverthatneedstobepushedtoreleasetensiononthebearing.Oritcouldbeacompletelydifferentmechanismaltogether.
However,nomatterwhatkindofmechanismitis,the

processisaboutthesameonceyouhaveitopen:
1.Trimtheendofyourfilamentwithscissorsatanangle,sothereisapoint(thishelpsitslideintothehotend).
2.Pushthefilamentintotheholebelowthehobbledboltordrivegear.Withthehotendheatedup,youshouldbeabletopushitinuntilmeltedfilamentstarts

comingoutofthenozzle.

Loadthefilamentbyopeningthemechanismandslidingthefilament
intothehotend.
Extrude

SomeFilamentOnceyou’veclosedthemechanism,switchbackovertotheManualControltabinyourhostsoftware.Thereshouldbeabuttontoextrudeaspecifiedamountoffilament,whichyoucanseeinthefollowingfigure.Extrude10mmor50mmof

filamentinordertoverifythefilamenthasbeenloadedproperlyandtobuildupsomepressureinthehotend(whichhelpsimproveflowwhileyou’reprinting).Thisisn’tabsolutelynecessarytodo,butithelpstomakesureeverythingisworking.

Extrudeasmallamountoffilamenttomakesureit’sloadedproperlyandtobuildpressureinthehot
end.
Whenyouextrude,youshouldhavefilamentcomeoutofthenozzlesteadilyina

consistentsize.Ifit’serraticorcomesoutatanangle,somethingmaybewrong.(Ifyourunintothisoranyotherproblems,besuretocheckChapter15,whichcoverstroubleshooting.)Onceyou’vedeterminedthatthefilamentisextrudingcorrectly,youcanpulloffthepileoffilamentwithapairofpliers,beingcarefulnottoburnyourselfonthehotend.

Makesurethatthefilamentextrudesconsistently,andthen
removetheplastic.
Start the

PrintNowit’stimetogoaheadandstarttheprint!GoovertothePreviewtab,whichgivesyouestimatesontheprinttimeandhowmuchfilamentisneeded(inmillimeters).TheviewerwindowshowsyoutheG-codepathstheslicergenerated,soyoucangetanideaofwhattheprinterwillactuallybedoingfromlayer

tolayer.

CheckthePreviewtabtomakesureeverythinglooksright,and
thenstartprinting.
Ifeverythingappearstobecorrect,pushStartPrint.Dependingonthesoftwareandsettings,theprintermay

notdoanythingimmediately.Sometimesitwillwaittomakesurethetemperatureissteadybeforeitbegins.Oncethat’sdone,though,itshouldhomeeachoftheaxesandstartprinting.
Watch theFirst Layer

Payverycloseattentiontothefirstlayerbeingprinted.Thefirstlayeristhemostimportantone,becauseit’sthefoundationfortherestofthepart.Ifthefirstlayerisright,thechancesaregoodthepartwillturnoutright.You’relookingtomakesureyouhavegoodadhesion,withoutsquishingthefilamenttoomuch.Youalsowanttomakesuretheflowoftheextrusionissteadyand

consistent.

Paycloseattentiontothefirstlayer,becauseit’sthemost
importantone.
HOT TIPI have my slicer set up

to do a couple of loopsaround the part before itactually starts printing thefirst layer of the part. Thepurpose of this is to get thehot end flowing before itactually gets to the part, so Ican see that the filament isadhering nicely all the wayaround (meaning the bed islevel) and that the partactually fits on the bed. Irecommend doing this foryour prints as well.

Afteryou’veensuredthefirstlayerisgood,youcansitbackandrelax.However,it’sstillagoodideatocheckontheprinteverynowandthentomakesuretherearenoproblems.
Let the PartCool

Tento20minuteslater,yourcarabinershouldbedone!Iknowit’stempting,butresisttheurgetoimmediatelyyankoffthepart.Youwanttogiveitfiveminutesorsotofinishcoolingofftomakesuretheplastichasfinishedhardening.

Yourfirstprintisdone.Takeaminutetoadmireyourwork!
Remove the

PartOnceyou’vetestedyourpatiencebylettingthepartcooloff,it’stimetoremoveit.Ifyoucan’tgetagriponthepart,youcanuseaflattooltopryitupfromthebottom.Becareful,though;it’seasytobreakthepartiftheadhesionisgood.Youmayneedtoworkatitfromdifferentsidestogetitoffthe

bed.

Aflattoolcanbeusedgentlytoremovethepartifit’sstuckonthe
bed.
Ifyou’rehavingareallyhardtimegettingitoff,giveitsomemoretimetocool

down.Oncethebedandtheparthavecooleddowntoroomtemperature,itshouldbealoteasiertoremove.
Enjoyyourfirstprint,andspendsometimecontemplatingthefactyoujusthadarobotdoyourbiddingtocreateaphysicalobjectfromscratch!

Congratulationsonyourfirstpart!Thefutureisnow!

PROJECT
2
PencilHolder
Project Time: 4hours

Inthisproject,you’llbesteppingupthedifficultyabit.Printingapencilholderrequiresacoupleoftrickstoaccomplish.Asyou’llnoticeonceyouopenthefile,themodelissolidanddoesn’topenlikeacup.Inordertouseitasapencilholder,theSlic3rsettingsmustbemodifiedtoremovethetopandmaketheinsidehollow.Thisshouldgiveyouanideaofhowpowerfultheslicing

softwareisandhowitcanbeusedtocustomizethemodel.
Load the.STL File andResize theModel,If Necessary

InRepetier,clickLoadandselectthepencil_holder.stlfile,whichisincludedinthemodelpackattheIdiot’sGuideswebsite(idiotsguides.com/3dprinting).Next,checkitssizeontheObjectPlacementtab,whichshouldalreadybeup.Thismodelisalotlargerthanthelastone,soyoushouldmakesureitfitsonyour3Dprinter.
Ifitdoesn’tfit,youcantry

resizingthemodel.OntheObjectPlacementtab,youshouldbeabletoselecttheloadedmodel.Youhavetheoptiontodobasicmodification,likerepositioning,rotating,andresizingthemodel.

Youcanresizethemodel,ifnecessary,intheObjectPlacement
tab.

WATCH OUT!While you can resize to
fit on your printer, keep inmind that it can’t be toosmall. Otherwise, it won’t bevery useful as a pencilholder.
Preheat theExtruder and

Heated Bed,and Load theFilamentMakesureRepetierisconnectedtoyour3Dprinter.Justlikeinproject1,youmaywanttostartbygettingtheextruderandheatedbedwarmedup.Ifyourecall,ABSrequiressettingsof

230°Cfortheextruderandbetween80°Cto100°Cfortheheatedbed,whilePLArequiressettingsof200°Cfortheextruderandbetween50°Cto70°Cfortheheatedbed(ifyouhaveone).BothABSandPLAworkwellforthismodel,soyoushouldbefineusingwhicheveryouhaveonhandorprefer.
Oncetheextruderisuptotemperature,loadthefilament

intothehotend,ifyouhaven’talready.Thestepsfordoingthisareexactlythesameasinproject1,socheckthatoutifyouneedarefresher.
Modify theSlicerSettings to

Make theModel a CupForthismodel,youhavetomakeacoupleofchangestotheSlic3rsettingsinordertoremovethetopofthemodelandmakeithollow;otherwise,itwon’tfunctionverywellasapencilholder.
InRepetier,gototheSlicertabandclickthe

Configurationbutton.(Seeproject1ifyouneedarefresher.)Oncetheconfigurationwindowopens,underthePrintSettingstab,locateandclickonLayersandPerimeters.Here,youwanttochangethenumberofhorizontalandbottomperimetersto4.Thenchangethenumberoftopperimetersto0.Thisgivesthebottomandsidesofthemodelasolidthicknessof4layersand

removesthetopofthemodelentirely.

Turnoffthetopperimeters.
Next,clickonInfill,whichislocatedbelowLayersandPerimeters,andchangethefilldensityto0%.This

makestheinsideofthemodelhollow.

Setthefilldensityto0%.
Slice theModel

WithyourSlic3rsettingsmodifiedtomakethemodelcuplike,youcangoaheadandslicethemodel.GototheSlicertabandclickSlicewithSlic3r.Thisprintshouldtake2to4hoursatthestandardsize,dependingmostlyonhowfastyourprintermoves.

HOT TIPThe actual slicing
process might take a fewminutes, so be patient here,especially if your computeris a bit older.

Start thePrintAftertheslicinghasbeencompleted,clickonthePreviewtab.Youshouldseethattheprojectedextrusionpathsmakeapencilholderinsteadofjustasolidmodel.Thisisbecausethepreviewwindowshowsyouwhatissupposedtobeprinted,not

theoriginalmodel.

Checkthepreviewtoverifyiftheprintlooksright.
Ifyou’rehappywithpreviewandtheextruderandheatedbedareuptotemperature,youcanstartprintingby

clickingStartPrint.
Watch theFirst LayerAsyoushoulddowitheveryprint,stickaroundtowatchthefirstlayer.Thefirstlayeristhemostimportant,somakesureitturnsoutright.Youwantgoodadhesion,but

youdon’twantthehotendsoclosetothebedthatitsquishestheplastic.

Printingthefirstlayer.Alwayscheckthefirstlayertomakesureit
lookscorrect.
Remove the

PartOncetheprinthasfinished,giveitatleastfiveminutestocooloff,soitcancompletelyharden.Lettingtheheatedbedcooldowntoroomtemperaturemakesitmorelikelythatthepartwilljustpoprightoff.Butifyou’reeagertostartstoringyourpencilsinstyle,youcanuseatooltoremovethepencil

holder.Justbesuretodothisgentlytoavoiddamagingthebedorthepart.

Youcanuseatooltocarefullyremovethepartfromthebed.
Withthepartremoved,youcanadmireyourhandiwork.Totestitandmakesureitworks,placesomepencils(or

evenpens)init.Iftheydon’tfallout,thencongratulations,youhaveapencilholder!

Itholdspencils!


PROJECT
3
RobotProject Time: 4hoursForthisproject,you’regoingtobeprintingarobotfigurine

modeledbyNathanDeas.Whatmakesthisabittrickierthanthepreviousprojectsistheprintwillrequiretheuseofsupports.Thismodelhasalotofoverhangingfeatures,soremovablesupportmaterialhastobeusedtoholdupthosefeaturesduringprinting.Aftertheprinthasfinished,however,youcanremovethesupports.

Load the.STL FileAsusual,startbyloadingthemodel.InRepetier,clickLoadandselecttherobot.stlfile,whichisincludedinthemodelpackattheIdiot’sGuideswebsite(idiotsguides.com/3dprinting).Themodelshouldloadwiththerobot’sbackfacingdown,

butifit’snot,youcanrotateitusingthecircularrotatebuttoninthetop-leftcorner.
HOT TIPYou also have the
option of printing the modelwith the feet down. Printing itwith the feet down willreduce the amount of themodel that comes intocontact with the supportmaterial, which shouldimprove the surface quality

of the overall print. However,because the feet are small, itwill be less stable. Tocombat this, you’d want toprint with a thick brim inorder to ensure the modelstays upright throughout theentire print.
Preheat theExtruder and

Heated Bed,and Load theFilamentWiththemodelloaded,it’sagoodideatosettheextruderandheatedbedtothetemperaturesyou’llusewhenyouprint.ThismodelshouldturnoutwellinbothABSandPLA,sofeelfreetouseeither

one.Justkeepinmindthattheextruderandheatedbedneedtobesetatdifferenttemperaturesdependingonwhichmaterialyouuse(seeproject1forthetemperaturesnecessaryforABSversusPLA).
Ifyourfilamentisn’talreadyloaded,youshouldloaditoncetheextruderisuptotemperature;project1cangivearefresheronthesteps

todothis,ifyouneedthem.Ifyou’rechangingfilamentmaterialsorcolors,besuretoextrudeatleast100mmoffilament.Doingthiswillbasicallyflushouttheoldfilament.
Modify theSlicer

Settings forSupportsBecausethismodelrequiressupports,youneedtochangeafewsettingsfromthepreviousprints.Themostimportantoftheseisturningonsupportgeneration.Thistellstheslicertocreatesupportswherenecessary.
Dependingontheparticular

sliceryou’reusing,thesupportsettingsmayvary.Ifthereisasimpleautomaticsetting,startwiththat.Otherwise,youwanttotellittogeneratesupportsforoverhangswithanangleover45°.Fornow,leavetherestofthesupportsettingsattheirdefaults.Gettinggoodsupportstakesalotofexperimentation,sostartwithsomethingsimpleandthenrefinethesettingsonfuture

prints.

InRepetier,generatingsupportsettingsisjustasimpleclickofGeneratesupportmaterial.
Otherthanthesupportsettings,youalsowanttomakesureyourfilament

diameterissetcorrectlyinordertomakesurethesupportsconnectjustwellenoughtothepart.Filamentisrarelyexactlytherightdiameter,soit’sbesttouseapairofdigitalcaliperstomeasure.Evenbetter,measureinthreeorfourdifferentplacesonthefilamentspoolandthenaveragethenumbers.Youcanthenchangeyourfilamentdiametersettingby

clickingConfigurationandthengoingtotheFilamentSettingstabtomatchtheactualdiameterofthefilament.

TheFilamentsubsectionoftheFilamentSettingstabhasaplacewhereyoucanadjustthefilament
diameter.
Also,ifyou’reusingPLA,makesureyouturnonyour

printfan.You’llfindthesettingstoturnonthefanintheCoolingsubsectionoftheFilamentSettingstab.ThisisalwaysagoodideawhenprintingPLA,butit’sespeciallyimportantwhenusingsupportmaterial.Withoutafanrunning,supportmaterialmightsticktoowelltothemodelwhenprintinginPLA.

TheCoolingsubsectionoftheFilamentSettingstaballowsyoutoturnonandadjustthefansettings.
Slice the

ModelOnceyou’veupdatedyoursettings,youcanslicethemodel.GototheSlicertabandclickSlicewithSlic3r.Thisparticularmodelcouldtakeanywherefrom2to4hourstoprintatitsdefaultsize.
HOT TIP

If you don’t want to wait thatlong (who does?), you canscale down the model tosomething smaller.However, if you do scale themodel, keep in mind thatsmaller features may notshow up well on someprinters. Luckily, this figurinedoesn’t have many finefeatures, so you should beable to scale it to 50 percentor so without any issues.The eyes may not show upwell, but everything elseshould.

Start thePrintAftertheslicinghasbeencompleted,clickonthePreviewtab.Youshouldseethemodeloftherobotonitsback,aswellasthesupports.Ifyou’resatisfiedwiththesettings,supportgeneration,

andprinttime,goaheadandclickStartPrint.

Afterslicingtherobotmodel,thepreviewwindowshouldshowyouwheresupportswillbegenerated.
Watch the

First LayerAsalways,paycloseattentiontothefirstlayertomakesureyou’regettinggoodadhesionbetweenthefilamentandthebed.
Thefirstlayerforthisprintmaylookalittledifferentthantheprevioustwo.I’musingabrimonthisprinttoincreasethesurfaceareaofthefirstlayertohelpwith

adhesion,whichiswhythereisalarge,flatareaaroundthemodel.(Formoreinformationonbrims,checkoutthe“PrintSettings”sectionofChapter13.)Butyoumayalsonoticealotofsmall,jaggedlinesoffilamentaround.Theselinesarethebaseofthesupportmaterialtheslicergenerated,whichisnormal.

Withthisfirstlayer,youcanseethebaseofthesupportmaterial.
Remove the

PartOncetheprinthasbeencompleted,youmaynoticeitdoesn’treallylooklikearobot.Thisisbecausethemodelispartiallysurroundedbysupportmaterial,whichhastoberemoved.Butfirst,theprinthastoberemovedfromthebed.

WATCH OUT!While the full-size
model should be done afterroughly three hours, youshould check on how it’sdoing once or twice everyhour. Especially for longprints like this, you don’twant to wait until the end todiscover there was someproblem.

Thefinishedprintwithsupportsshouldlooksomethinglikethis.
Youcanuseyourhandsoratooltoremovethepartfromthebed,whichshouldbeeasiertodooncetheparthas

cooled.Becausethereissomuchsupportmaterial,don’tbetooconcernedifpartsofitbreakoff.Thesupportmaterialisdesignedtodothat,soit’snotabigdeal(aslongastheactualmodelstaysintact).

Waitfortheprinttocool,andthenremoveitfromthebed.
Remove the

SupportsAfteryou’vewrestledtheprintloosefromthebed,it’stimetogothroughthesomewhattediousprocessofremovingthesupports.Thesupportsareconnectedtothemodel,buttheslicerattemptstomakethatconnectionasfragileaspossible.Ideally,thesupportswilljustpoprightoff.Butunfortunately,

therealityisn’tusuallyquitesosimple.Instead,you’llprobablyneedtousesomeplierstograbthesupportsandworkthemoff.

Apairofplierscanhelpyouremovethesupportsfromthe
model.
Itcantakesometimetoremoveallofthesupportmaterialfromthemodel.Be

carefulnottodamagethemodel,andresisttheurgetouseahammerandchisel.Bepatientandtakeyourtimehere.Eventually,youshouldbeabletopulloffallofthesupportmaterial.

Therobotfigurinewithallofthesupportsremoved.
HOT TIPWith the supports
removed, you may notice

that the surface quality isn’tnearly as good in the areaswhere the supportscontacted the model. Thiscan be improved by fine-tuning your settings, butthere will always be someloss of quality here. For thisreason, designers generallytry to reduce thedependence on thesupports.
Nowenjoyyourfreshly

printedrobot,whichwasprintedbyarobot!Maybeyoucanprintawholerobotarmytodefendyourcubiclefrominvadingcoworkers?

Thefinishedrobotfigurine,readytofollowyourorders.

PROJECT
4
Storage Boxwith
Drawers

Project Time: 1 dayItwilltakequitesometimetoprintallofthepartsforthisproject.That’sbecauseyou’regoingtobeprintingfourpartsintotal:thebodyofthestorageboxandthreedrawers.Eachofthesepartswilltakeafewhourstoprint,soprintingthemisgoingtobeanall-dayaffair.
Butitwillallbeworthitin

theend.Thishandystoragesolutionwillgiveyournuts,bolts,andanyothertinyitemsacomfynewhome.
HOT TIPIn a later project, you’ll
learn how to design andprint your own customdrawers, so you’ll be able tostore whatever your heartdesires (so long as it’ssmall).

Open YourHostSoftware andLoad theStorage Body.STL FileStartbyopeningupyour

printerhostsoftware.Asusual,I’llbeusingRepetierforthesephotos.Butifyou’reusingothersoftware,theprocessshouldbeprettysimilar.Youcanalsopreheatthehotendandheatedbed,ifyouhaveone(project1providesarefresheronthetemperaturesnecessaryforABSversusPLA,ifyouneedit).
Next,clickLoadandselect

thestorage_body.stlfile,whichisincludedinthemodelpackattheIdiot’sGuideswebsite(idiotsguides.com/3dprinting).Thestoragebodyshouldbelyingonitsendbydefault,butifit’snot,youcanusetherotationtoolsintheObjectPlacementtabtoorientitproperly.

Thepartshouldbeorientedthiswaytoavoidtheuseofsupports.
Thepurposeoforientingthemodelthiswayistoavoidhavingtousesupports.Theslotsinthesidescanbe

printedwithoutsupportsbecausetheendsarecircular.Overhangsthataremoreverticalthan45°canusuallybeprintedwithoutsupports.Becausecirclesnevergetlessthanthat,youcansafelyassumethey’llprintwithoutsupports.

Circularfeatures,likeholesandslots,canbeprintedwithout
supports.Thisisbecausetheangleisneverlessthan45°,asyoucan
seehere.

Slice theStorage BodyNowit’stimetoslicethemodel.Thismodelwon’trequiresupportsoranyspecialsettings.However,youshouldmakesuretheinfillissetfairlyhigh,atleast50percent(seeproject2ifyouneedareminderofhowtosettheinfillpercentage).In

ordertoreducewarping,IalsorecommendyouprintthisinPLAandwithabrim.
Onceyou’vegotyourmodelorientedproperlyandyoursettingstweaked,gototheSlicertabandclickSlicewithSlic3r.Thiscouldtakeawhile,especiallyonslowercomputers.

Slicingthemodelcantakequiteawhile,sobepatient!
Print the

Storage BodyThenextstepisprettypredictable:you’regoingtoprintthepart.Butbeforeyoustarttheprint,clickonthePreviewtabandtakeamomenttocheckthemodeltoseeifitlookslikeit’ssupposedto.
Ifitisright,goaheadandpushthatStartPrintbutton!AsIalwaysdo,Irecommend

youstickaroundtowatchthefirstlayer.Ifthatoneprintscorrectly,thepartwillprobablyturnoutwell.

Ifitlooksright,printit.
Load theDrawer .STL

File and SliceItAfteryourfirstprinthasfinished,youcanpullitofftheprinterandgetstartedonthedrawers.Mostlikely(thoughitdependsonyoursettings),yourprinter’shotendandheatedbedturnedoffaftertheprintfinished.Iftheydid,youneedtopreheatthem

again.
Whilethey’reheatingup,youcanloadthestoragedrawermodelbyclickingLoadandselectingthestorage_drawer.stlfile,whichisincludedinthemodelpackattheIdiot’sGuideswebsite(idiotsguides.com/3dprinting).Thisoneneedstobeorientedwiththebottomdown,soit’sprettystraightforward;any

adjustmentscanbemadeusingthetoolsintheObjectPlacementtab.Thisprintwillalsousetheexactsamesettingsasthelastone.Onceyou’rereadytosliceit,gototheSlicertabandclickSlicewithSlic3r.

Orientthedrawerwiththebottomdown.

HOT TIPYou may want to use a
different color for thedrawers for some lovelycontrast. If you do, be sureto adjust the filamentdiameter settings to matchthe new filament.
Print the

DrawerIfeverythinglooksgoodaftertheslicinginthePreviewtab,youcanstarttheprintbyclickingStartPrint.Justlikewiththestoragebody,you’llwanttowatchthefirstlayertomakesuretherearenoobviousproblems.Youshouldthenletitcoolafewminutesbeforeremoving.

Asalways,makesurethepreviewlooksrightbeforetheprint,andwatchthefirstlayerafter.
Print Two

MoreDrawersIfthestoragebodyanddrawersturnedoutwell,you’llprobablywantacouplemoredrawerstoputintheothertwosectionsofthestoragebody.Todothis,youcanjustrepeattheprevioustwostepstoprinttwomoredrawers.Or,ifyou’refeeling

reallyadventurous,youcanhopovertoproject6tolearnhowtodesignyourowncustomdrawers!Eitherway,onceeachisdone,allowtocoolbeforeremoving.

Theprintedparts.Youcangotoproject6tolearnhowtomakeyourowncustomdrawerstouse
withthisbody.

PART
4
3D ModelingOnceyou’velearnedhowto3Dprint,you’llbeeagertoprintallofthecoolmodelsyoufindonline.Butitwon’tbelongbeforeyouwanttodesignyourownmodelsto

print.Inthispart,Iteachyouhowtodojustthat.YoulearnhowtouseCADsoftwaretocreateyourownmodels,andhowtooptimizethemfor3Dprinting.Youalsolearnaboutbasicreverseengineeringtechniques,soyoucanprintusefulpartsthatworkwithexistingproducts.

CHAPTER
15
Introductionto CAD
In This Chapter
HowCADdiffersfromother

kindsof3DmodelingCommonCADmodelingandsketchingcommands
WhyunitsandscaleareimportantinCAD
Computer-aideddesign(CAD)ishowvirtuallyallnewproductsaredesignedthesedays.CADsoftwareisusedtocreate3Dmodelsofthepartsofaproduct,whichcanbeusedtomakeeverystepofthedevelopmentand

productionprocessmoreefficient.Overthepast30yearsorso,CADhasliterallyrevolutionizedproductdesignanddevelopment.
Toreallytakefulladvantageof3Dprinting,you’llwanttolearn3DCADmodeling.It’snotaneasyskilltolearn,butit’snecessaryifyouwanttocreateyourowndesigns.Andlearningthebasicsshouldn’tbetoodifficult.In

thischapter,ItakeyouthroughallyouneedtoknowaboutCADfor3Dprinting.
Why CADCame AboutBeforetheintroductionofCAD,developinganewdesignwasaveryslowanderror-proneprocess.If

someonehadanideaforaproduct,thedesignhadtobedrawnbyhand.Justcreatingthedrawingintroducedthepossibilityofmistakes,andthat’sassumingthedesignwouldwork.Itwasn’tuntilthepartswereactuallymadethatthedesignercouldknowforsurewhethertheywouldevenfittogether,muchlesswork.

FASCINATING FACTMost modern
professional CAD systemshave add-ons for runningsimulations. Engineers canuse these simulations to testheat transfer, stressanalysis, load capabilities,and so on. With the properuse of simulations, thedevelopment process inmany industries has beenmade significantly moreefficient.

ModernCADsystemschangeallofthatanddrasticallyimprovetheprocess.3Dmodelscanbecreatedandusedtotesthowthepartsfittogether.Thosemodelscanevenbeusedinphysicssimulations,whichcantelltheengineeriftheindividualpartswillholduptothestressesinvolved,andiftheassemblyasawholewillwork.

Oncethe3Dmodelshavebeencreated,theycanbeusedtoquicklycreateaccurate2Dtechnicaldrawingsformanufacturing.Becausethosedrawingsarebasedonthemodels,thereislittleriskofinaccuracy.Creatingthosedrawingsisalotfasterthandrawingthembyhand,andtheycanbeautomaticallyupdatedifthe3Dmodelisrevised.

Inmanycases,likewhenthepartswillbe3DprintedorCNCmilled,thedrawingisn’tevennecessary.Instead,the3Dmodelscanbesentstraighttothe3Dprinter.Thismakesdrawingsunnecessaryintheprototypingstage(althoughmostcompaniesstillusedrawingsformanufacturing).
Basically,CADhasmadeeverystepoftheengineering

processbetter.Butit’snotjustengineersanddesignerswhocantakeadvantageofthebenefitsofCAD.Asa3Dprinteruser,you,too,canuseCADsoftwaretocreatedesignstoprint.

Asimpleflatpatterndesignedin2DCAD.

Artistic 3DModeling vs.CADSoftwareTechnicallyspeaking,CADisnotsynonymouswith3Dmodeling(thoughitisoftenimproperlyusedthatway).AgreatdealofCADworkis

donepurelyin2D,inwhichcaseit’ssimilartotraditionaldraftingbyhand(justusingacomputertodrawinsteadofapencil).Andconversely,notall3DmodelingisCAD.

DEFINITIONDrafting is the
process of creating technicaldrawings of parts andassemblies. A person whodoes this is a drafter (ordraftsman or draughtsman).Traditionally, this was donewith a pencil and paper, butit is now done almostexclusively with CADsoftware.

CADisatermusuallyusedinthecontextofengineering.CADsoftwareisgenerallyusedtodesignfunctionalpartsandassemblies.Thisisincontrastto3Dmodelingsoftwarethat’susedtocreateartisticmodelslikesculpturesandcharacters.
Sowhythedifferentiation?It’snotjusttheusagethatmakesthemunique;thesoftwareitselfisvastly

differentaswell.Becauseartistic3DmodelingandCADmodelingservecompletelyseparatepurposes,therespectivesoftwareisoptimizedforthosepurposes.
Artistic3Dmodelingsoftware,orsculptingsoftware,ismadetomakeiteasierforartiststodotheirjobs.Exactdimensionsarerarelyimportanttothem;instead,theyneedtobeable

tofreelyformthemodelsvisually.Theirgoalistocreateamodelwhichisaestheticinnature,sotheir3Dmodelingtoolsreflectthat.
CADmodeling,ontheotherhand,isallaboutcreatingmodelswithveryspecificdimensionsandadefinedform.CADdesignersdon’tapproachthisfromavisualperspective,butfroma

mathematicalone.Theaestheticsofthepartbeingdesignedcancertainlybeimportant,buttheystillhavetobespecificallydefined.
ThedifferinggoalsbetweenartisticandCAD3Dmodelingresultinafundamentaldifferenceinthewaythesoftwareworks.Artistic3Dmodelingsoftwareisfreeformandallowstheartisttocreateand

modifyshapes,points,andfaceswithoutnecessarilydefininganyparameters.Theartistcanjustsculptthemodelbasedonhowhethinksitshouldlook.
3DCADsoftwareisparametric,whichmeansthateveryshapeisdefinedwithspecificparameters(ordimensions).Technicallyspeaking,someshapescanbecreatedwithoutexplicitly

definingparameters,butdoingsoisgenerallyconsideredtobebadform.Andwhethertheuserdefinestheparametersornot,theyarestillcreatedbythesoftwareandcanbemodifiedlater.
HOT TIPIf you’d prefer to use
an artistic 3D modelingprogram instead of a CAD

program, Blender is a goodoption. It’s also free andopen source, and has ahuge user base and plentyof add-ons. It’s a very high-quality program, so much sothat it competes with theprofessional alternatives.However, it has a very steeplearning curve and is difficultto learn.
Theabilitytomodifyexistingparametersisprobablythe

mostimportantfunctionofCADsoftware.Becauseeveryfeatureyoucreateisdefinedbyparameters,thoseparameterscanbemodifiedtochangethemodel.Evenifit’stheveryfirstfeatureyoucreate,youcanstillchangeit,evenaftertherestoftheparthasbeenmodeled.
Fromadesignperspective,thistraitofCADsoftwareisinvaluable.Youcaneasily

adjustthedimensionsofthepartsasneededduringthedesignprocess.Parameterscanalsobelinkedtogetherwithmathformulas,sothatadjustingonedimensionautomaticallyupdatesothers.Usingthatfunctionality,youcancreateasinglemodelthatcanbeusedtoproducepartsinavarietyofsizes(forexample,nutsandboltsindifferentsizes).

CADSoftwareOptionsWhenitcomestoCADsoftware,thebestprogramsyou’llfindaretheonesmadespecificallyforengineering.ThethreemostpopularparametricengineeringCADprogramstodayare

Solidworks,AutodeskInventor,andPro/Engineer(whichhasbeenrenamedtoCreo).Theseareallgreatprograms,butbecausethey’remeantforprofessionaluse,they’reveryexpensive.However,theyoftenhavestudentversionsavailable,sothatcanbeworthlookingintoifyou’reastudent.
However,ifyou’renotastudentanddon’twantto

spendasmallfortuneonsoftware,therearestillsomeoptionsavailable.Inrecentyears,anumberofopen-sourceand/orfreeCADprogramshavebeenreleased,suchasFreeCAD,Tinkercad,andAutodesk123D.Theseareallusable,andfreeisahardpricetobeat,butI’vefoundthemtobeprettylackingincomparisontotheprofessionaloptions.Thatsaid,theyshouldbeadequate

forhobbyuse,especiallywhenyou’rejustgettingstarted.
AsidefromCADapplications,therearesomeother3Dmodelingprogramsyoumayfinduseful.Thesewon’tbeparametricliketheothers,butmanypeoplestillfindthemuseful.SketchUp,Blender,andWings3Daresomegoodexamplesyoumaywanttotryifyoufind

theCADworkflowdoesn’tworkforyou.
Anotherfree(andopen-source)optionisOpenSCAD,whichisveryuniqueamongCADprograms.Thedevelopersadvertiseitas“TheProgrammer’sSolid3DCADModeler,”becauseyoubuildthemodelbywritingascriptwhichdefinesthemodelinsteadofusingagraphicaluserinterface

(GUI).Itmaysoundstrange,butit’sproventobeverypopularwithpeoplewhoarecomfortablewithcode.

HOT TIPTry using a variety of
different programs to get afeel for what each offers.Even the programs thataren’t free will usually havefree trials available.This software is difficult tolearn, and it’s a good idea totry different ones todetermine which makes themost sense to you.

An Overviewof CommonCADProgramCommandsIdon’thaveroomheretocoverallofthecommandsusedinallofthevarious

CADprograms,butIwillcoversomeofthemorecommonones.Bearinmindthatthecommandnameswillvarydependingonthespecificsoftwareyou’reusing,butthebasicfunctionsofthecommandswillremainthesame.Thespecificmethodforusingthecommandswillalsodifferbetweenprograms,soI’llreallyjustbeexplainingtheirfunctionshere.

I’llbreaktheseupintotwosetsofcommands:modelingcommandsandsketchingcommands.Themodelingcommandsareusedtoaddnewfeaturestothemodel,whilethesketchingcommandsareusedtodefine2Ddrawingstousewiththosefeatures.
Modeling

CommandsExtrude:Thisisalmostdefinitelygoingtobethemostcommoncommandyou’lluse.Itsnameisderivedfromtheextrusionmanufacturingprocess,whichmighthelpyouunderstandwhatitdoes.(SeeChapter3forarefresherifyoudon’t.)Whenusingthiscommand,yousketcha2Dcross-section,whichisthen

extruded(perpendiculartothecross-section)toforma3Dfeature.
Extrudedcut:InsomeCADprograms,thiscommandiscombinedwiththeextrudecommand(youjustspecifythatit’sacut).Thisworksinthesamewayastheextrudecommand,exceptitremovesmaterialfromanexistingsolidbody(tocreateahole,forexample).

AnexampleoftheextrudedcutcommandinaCADprogram.
Revolve:Thiscommandallowsyoutocreateafeaturebyspinninga2Dcross-sectionaroundacentralaxis.

Youdefinehowmanydegreesitwillspin,andasolidbodyiscreatedbasedonthat.So,forexample,tocreateasphere,youcouldrotateahalf-circle360°.

AnexampleoftherevolvecommandinaCADprogram.
Revolvedcut:Justlikewiththeextrudedcut,thiscommanddoesthesamethingastherevolve,exceptit

removesmaterialinsteadofaddingmaterial.
Sweep:Asweepisalittlemorecomplicatedthantheextrudeandrevolvecommands.Thiscreatesasolidbytakinga2Dcross-sectionandsweepingitalonga2Dor3Dtrajectory(thepath).Thisrequiresasketchforthecross-section,aswellasanothersketchforthetrajectory.Thesweep

commandisoftenusedtocreatepipesandtubesbutcanbeusedforavarietyofpurposes.
Sweptcut:Youmaybenoticingatrendhere.Mostcommandsthatcancreateanewsolidalsohaveacounterpartforremovingmaterialfromanexistingsolid,sosweephasacounterpartinsweptcut.Thiscommandhasmanyuses,like

cuttingchannelsintoapart.
Loft:Thiscommandissimilartothesweepcommand,exceptyousketchtwoormorecross-sections(insteadofsinglecross-sectionandapath).Thismeansthecross-sectionalshapeofthesolidcanvaryalongitslength(forinstance,fromacircletoasquare).If,forinstance,youwantedtotransitionfromasquaretube

toaroundtube,youcouldusethiscommand.
Loftedcut:Asusual,theloftcommandhasamaterialremovalcounterpart.Ifyou’refamiliarwithaVenturi(likeinacarburetor),thisisthecommandthatcouldbeusedtocreatesuchafeature.
Hole:ManyCADprogramsalsoincludesomekindofholecommand.Youcouldreallymakethesamefeature

withtheothercommands,butthisoftensimplifiestheprocess.Often,specificationsforanumberofstandardfastenerswillbeautomaticallyloaded,allowingyoutoquicklycreateholesforthosefasteners.However,thefastenerthreadsaren’tusuallyphysicallymodeled;instead,avisualrepresentation(usuallyagraphic)isaddedalongwiththespecifications.

Thismeansthethreadsmadewiththistoolwon’tbe3Dprinted.
Fillet:Usethiscommandtocreateroundededges.Itcanbeusedonbothinteriorandexterioredges.Itisdefinedbasedontheradiusofacircle,whichistangenttobothfacesthatintersecttomaketheselectededge.

AnexampleofthefilletcommandinaCADprogram.
DEFINITIONIn geometry, a
tangent line touches a curve

at a single point andcontinues straight on fromthat point. The easiest wayto visualize this is to picturea circle. A tangent linetouching the far-right side ofthe circle will continue onvertically (up, down, orboth), touching just a singlepoint of the circle. The actualmathematics of defining atangent line are fairlycomplicated, but luckily theCAD software handles all ofthat—you only need to beconcerned with the practical

effect.
Chamfer:Thisissimilartoafillet,exceptitcutstheedgeinsteadofroundingit.It’susefulformakingedgeslesssharpwithoutroundingthem.It’sdefinedbasedonthedistanceit’scutinoneachface,oronedistanceandanangle(commonly45°).

AnexampleofthechamfercommandinaCADprogram.
Shell:Youcanusethiscommandtomakeasolidbodyhollow.Forexample,youcoulduseittomakea

cubeintoahollowbox(withonesideremovedandtheothersgivenathickness).Theshellcommandrequiresthatyouselectafacetoremoveanddefineathicknesstogivetotheotherfaces.Thisisveryusefulforcreatingpartslikeprojectenclosures.
Mirror:Thefunctionofthiscommandisprettystraightforward:itallowsyoutotakeafeatureandreflectit

acrossaplane.Youusethistocreatesymmetricalfeatureslikeboltholes.
Helix/spiral:Thisreallyisn’tamodelingcommandonitsownbutismoreofanintermediary.Thehelixcommandcanbeusedtocreatevariouskindsofspiralpaths,whichcaninturnbeusedtocreatethingslikespringsandthreads.
Plane:Thisisacommandfor

creatingareferenceplanein3Dspace.Itcanbeusedasamirroringplane,asaplanetoextrudefrom,orsimplyasadimensionreference.
Axis:Likeaplane,thisisusedforreference.Itcanbeusedfordimensioning,asanaxisfortherevolvecommand,orforcreatingotherreferences(likeplanes).
Point:Anotherreference,thisoneisusedtocreateasingle

pointin3Dspace.Forinstance,youcouldcreateapointattheintersectionofaplaneandanaxis.It’susefulforcreatingdimensions,andtouseasareferenceforotherfeatures.
Sketch:Mostfeatureswillrequirea2Dsketchtodefinetheircross-sections,andthiscommandallowsyoutocreatethatsketch.Asketchcanbemadeonanyplane;

onceyou’veselectedaplane,you’llhaveawholenewsetofcommandsthatareusedspecificallyfordrawing.
SketchingCommandsLine:Themostbasicofallofthesketchingcommandsisthehumblestraightline.It’sprettyself-explanatory:youuseittomakelines.Draw

fourlinesinasquare,andthenextrudethat,andyou’llhaveacube.
Circle:Again,thisoneisprettyobvious:youuseittomakecircles.Theycanbedefinedinanumberofways,suchasbyradius,diameter,centerpoint,tangentlines,andsoon.
Ellipse:Asyou’dexpect,thisisusedtodrawellipses.Youspecifytheheightandwidth

separatelyasneeded.
Arc:Bothcirclesandellipsescanbetrimmedtomakearcs,butyoucanskipthatextrastepanddrawanarcfromtheget-go.Justlikecirclesandellipses,arcscanbedefinedinanumberofdifferentwaysthatareusefulindifferentsituations(suchasbytheirendpointsandradii,threepoints,andtangencies).
Rectangle:Ifyoudon’twant

tobotherdrawingfourlinesmanually,youcanusethistoquicklycreatesquaresandrectangles.
Polygon:Tocreateapolygon(likeahexagonoroctagon),youcouldmanuallydrawit,butthatwouldtakeasignificantamountoftimetoproperlydefinetheanglesandlengthsofeachlinesegment.SomanyCADprogramsincludethis

commandtoquicklycreatepolygonswithaspecifiednumberofsides.
Text:Thetextcommandisusefulforengravingorembossinglettersontoafaceorforcreatingcut-outtext.
Fillet:Justlikeyoucanroundedgeswhenworkingwiththe3Dmodel,youcanalsoroundcornerswhensketching.Thecommandworksinthesamewaybydefiningaradius.

Chamfer:Youcanalsochamfercornerswhilesketching.Again,thisworksinthesamewayaswhenyou’reusingitonthe3Dmodel.

DEFINITIONA chamfer is a
simple beveled edge thatconnects two surfaces. If thesurfaces meet at 90degrees, a standard chamferwill cut across at 45 degreesfor symmetry. However, achamfer does not have to besymmetrical and can cutacross at other angles aswell.

Trim:Thiscommandisusedtotrimaline,circle,ellipse,andsoonbeforeorafteranintersection(orbetweentwointersections).Thisisanextremelyusefultool,asitallowsyoutocombineprimitiveoverlappingshapesintocomplexcross-sections.
Extend:Theoppositeofthetrimcommand.Thisextendsalinealongitscurrentpathuntilitintersectsanotherline.

Offset:Theoffsetcommandisusedtocreateanotherlinethatisoffsetfromanexistingline.Forexample,tocreateahollowtube,youcoulddrawacircleandoffsetitbythethicknessofthetubewall.Whenyouextrudethat,itwillcreateyourhollowtube.
Mirror:Thisisformirroringlinesacrossamirrorline.It’sverysimilartothemirrorfeatureusedinthe3D

modelingarea.
Pattern:HowexactlythepatternfeaturesworkdependsontheCADsoftwareyou’reusing,buttheyallhavethesamegoal.Itsjobistotakeapartofyoursketchandcreatecopiesofitinaspecifiedpattern.Thisisusefulforcreatingthingslikeventholes.
Dimension:Dimensioningyoursketchesisextremely

important.Ifyoursketchisn’tcompletelydefined,itcaneasilybeaccidentallydistorted.It’salsoessentialthatyouadddimensionseverywhereonyoursketchtomakesureit’sthecorrectsize.Howcanyoucreateatruecubeifyoudon’tensurethateverysidehasequaldimensions?
Constraints:Constraintsserveasimilarpurposeto

dimensions;they’reusedtokeepasketchdefinedexactlyasyouintend.Theycanbeusedtokeeplinesparallel,perpendicular,equalinlength,andsoon.SomeCADprogramsattempttoautomaticallycreateconstraints,whileothersrequirethatyouaddthemallmanually.Eitherway,it’simportanttomakesurethey’retherewhennecessary.

TheImportanceof Units andScaleBeforeyoustartmodelinganythingusingthecommandsI’vejusttaughtyou,it’sessentialthatyouunderstandtheconceptsofunitsand

scale.BothofthesearebasicfactorsinCADdesign,whichmakesthemcriticaltotheproperuseofyourCADsoftware.
Choosing UnitsThefirstthingyoushoulddowhenyoucreateanew3DmodelischooseyourunitssotheCADprogramknowswhatyouwant.Doyouwant

toworkininchesormillimeters?Poundsorkilograms?Forexample,whenyoutypein“1.25,”doesthatmean1.25mm,1.25cm,1¼inches,or1foot3inches?It’snotjustaquestionofwhetheryouwanttousethemetricsystemornot;rather,it’saboutthespecificunitsyou’llbeusingfordimensionsandforotherinformationlikevolumeandmass.

Theunitsyouuseforlengtharethemostimportantthingtospecifybyfar.That’sbecauseeverythingyoudimensionwhileyou’remodelingwillbeinlengthsandangles;whiletheanglesareuniversal,thelengthsarenot.
However,youcanalsochangetheunitsforvolume,weight,andeventime.Volumeandweightareuseful

fordeterminingthingsliketheweightandvolumeofthepart,densityofmaterials,andsoon.Timeisreallyonlyusedforsimulations,though,soyoushouldn’tworrytoomuchaboutit.

FASCINATING FACTThe proper use of units
will allow you to do a lot ofuseful things. For example,you can determine theweight of the part youdesign, its volume, and itscenter of gravity. This canhelp you figure out howmuch filament you’ll needand how the part willperform.

Sowhatunitsshouldyouuse?Ifyou’reAmerican,you’reprobablythemostcomfortablewithinches.However,thereisastrongcasetobemadeforusingmillimetersinstead.Firstofall,themathisjustaloteasierwhenyouusethemetricsystem.Fractionsofaninchcangetprettycumbersome,and12inchestoafootdoesn’tmakeforeasymath.

Butit’snotjustthemaththatmakesthemetricsystembetterforCADmodeling.Whenyouexportthemodelintothe.STLformatfor3Dprinting,theunitsyoumodeleditinaren’tsaved.Sotheyhavetobespecifiedbytheslicingsoftwarewhenyouimportthe.STL.Mostslicingsoftwareusesmillimetersbydefault,andmostpeopleexporttheirmodelsinmillimetersaswell.The.STL

filedoesn’tstorewhatkindofunitwasusedinitscreation,soit’snecessarytomakesuretheexportedunittypematchestheimportedunittype.
Whilethemodelcanbeconvertedtomillimeterswhenyouexportit,that’sjustaddinganotherstep.Personally,Ithinkit’sbesttousethemetricsystemfromthebeginningsoyou’re

comfortablewithit.However,ifyoureallywanttostickwithusinginches,youcertainlycan.

SpecifyingunitsinSolidworks.
Scaling in CAD

Onceuponatime,whenengineeringdrawingswerestillcreated\withapencilandpaperbydrafters,scalewasapracticalconcern.Ifyouwantedtodrawabuildingonapieceofpaperthatwouldfitinyourbriefcase,youobviouslycouldn’tdrawitatitsactualsize.That’swherescalecamein.
Inordertodrawsomethinglargeatapracticalsize,the

drafterwoulddrawitatafixedscale.Forabuilding,hemightdrawitatascaleof“⅛inch=1foot0inches,”meaningthatevery⅛inchonthepaperrepresented1footontheactualbuilding.Soawall10feetlongwouldbedrawnas1¼incheslongonpaper.Thedrafterhadtotakethisintoaccountwhilecreatingthedrawinginordertokeeptheentiredrawingatthecorrectscale.

However,withtheintroductionofCAD,thiswasnolongernecessary.In2DCAD,thedraftercoulddrawthebuildingatafull1:1scaleandsimplyrescaleitasneededforprinting.CADsoftwarecouldhandlerescalingthedrawingautomatically,sothedrafterwouldonlyeverhavetodrawthingsata1:1scaleandletthesoftwaredotherest.

Butsomehabitsdiehard.Forpeoplewholearneddraftingwithapencilandpaper,theideathatthingshadtobescaledtendedtostick.SomanypeoplecontinuedtocarryonwiththathabitandstilldrewthingsatdifferentscaleseveninCADprogramswhereitwasn’tnecessarytodoso.Thatcontinueseventothisday,despitethefactthatit’sentirelyunnecessary(andevencausesconfusion).

Evenmorebizarrely,thathabithasevenmanagedtomakeitswayinto3Dmodelinginsomecases.It’snotcommon,butsomepeoplestillmakethemistakeofdefiningthedimensionsatascaleotherthan1:1.It’simportantthatyoulearnfromtheverybeginningnottodothis,becauseit’llcausealotofheadachesifyoudo.
Whenyou’reusingCAD

software,alwayscreatedimensionsata1:1scale.Ifsomethingissupposedtobe100mmlong,giveitadimensionof100mm.Thisshouldn’tbehardtodo,becauseit’sthenaturalthingtodoanywayifyou’renewtoCADanddrafting.
Ifforsomereasonyouneedtocreateadrawingandthemodeldoesn’tfitonthepageat1:1(orit’stoosmall),scale

thedrawingitselfinsteadofthemodel.Ifyouwantto3Dprintaminiatureversionofsomethingyoumodeled,youcanscaleitinslicingsoftware(unlessit’sintendedtoalwaysbeminiature).Basically,thebestwaytoapproachthisistojustnotthinkaboutitanddimensioneverythingatitsactualsize.
The Least You

Need to KnowCADsoftwareisdesignedforcreatingmodelswithspecificdimensions,whileartistic3Dmodelingsoftwareisusefulforsculptingfree-formmodels.
SpecificCADcommandsdependonthesoftwareyou’reusing,butmosthavesimilarsetsofcommands.
Unitsareimportant,andmyrecommendationistousethe

metricsystem,becauseit’swhatthe3Dprintingcommunitytendstouse.
AlwayscreateallCADdimensionsata1:1scale.Ifanyscalingneedstobedone,itshouldbedoneseparatelyinthedrawingortheslicingsoftware.

CHAPTER
16
ModelingTechniques
andBest Practices

In This Chapter
Designingassemblies
Tipsforsuccessful3Dmodeling
Howtocreatemodelsfor3Dprinting
JustknowingtheCADcommandsisn’tenoughifyouwanttohaveanenjoyable3Dmodelingexperience.It’salso

importanttogetagoodgraspoftheworkflowusedbyCADdesigners.Withagoodworkflow,you’llbeabletodesignanythingwithenoughpatience.Everyonehastheirownmodelingstyle,andyou’lldevelopyourown.Butwiththischapter,Igiveyouagoodstartingpointtogetyouonyourway.

PremodelingBeforeyouactuallystartmodelinganything,youwanttohaveagoodpictureinyourmindofwhatitisyouwanttomodel.Youcan’tjuststartmodelingifyoudon’thaveaclearideaofwhatthefinishedobjectshouldlooklike.(Well,technicallyIsupposeyoucould,butitwouldbeafrustratingexperience.)In

fact,it’snotuncommontospendmoretimethinkingaboutwhatyou’regoingtomodelthanactuallymodelingit.
Takeyourtimewiththisprocess,anddon’tjustjumprightintothemodeling.Ifyoustartbeforeyou’reready,youcouldeasilyspendmoretimefixingthemodelthanifyouhadjustbeenpatientanddoneitrightfromthe

beginning.
Onceyou’vecomeupwithaclearideaofwhatyou’regoingtomodel,it’stimetoopenyourCADprogramandgetstarted.Thereareamillionwaystomodeltheexactsamepart,andhowyougoaboutmodelingitispartofyourstyle.Everyonewilltakedifferentapproachestothesamemodel,andthereisn’tnecessarilyanyright

way.
Thatsaid,therearesomebasictechniqueswhichmostpeopleuse.Theideaistostartwithlargefeaturestocreatearoughshape,andthenaddfeaturestorefineit.Asyou’remodelingthosefeatures,besuretoadddimensionsandconstraintstofullydefinethesketchesyoucreate.
Inordertoaddthose

dimensions,youshouldalreadyhaveanideaofwhattheyshouldbebeforeyoustartmodeling.That’spartofthepremodelingthoughtprocessandhelpstospeeduptheactualmodeling.
Tricks of theTrade

WhenI’mnotwritingdelightfulbookson3Dprintingforyoutoread,Iworkasamechanicaldesigneranddrafter.Thismeansmyjobistodo3DCADmodelingandtocreatetechnicaldrawings.Inmytimedoingthis,I’vepickedupafewtrickstomakethemodelingprocessmoreefficient,andI’mgoingtoteachthemtoyou!

HOT TIPTo determine if a
particular feature isessential, ask yourself if thepart could still functionwithout it. In most cases, aparticular part will only havea handful of essentialfeatures. The rest are reallyonly there to improve theaesthetic and feel of thepart.

Separatetheessentialfeaturesfromthosethataremostlyjustcosmetic.Startwithgettingthefunctionalityofthemodelrightbeforeyoustartinwiththosefeaturesthatarereallyjusttheretomakethepartlookfinished.Thingslikefilletsandchamfersareusuallyjustaddedtomakeedgeslesssharp,sosavethoseforlast.Ontheotherhand,thingslikeboltholesandmating

surfacesareessentialtothefunctionalityofthepart,soconcentrateongettingthoserightfirst.
Ifyoucan,trytoprioritizethefeaturesbasedonhow“hard”theyare.Bythat,Imeanfeaturesthathavestrictrequirementsshouldcomefirst.If,forexample,you’redesigningareplacementbracketforashelf,you’llwanttomodelthescrew

holesassoonaspossibletomakesurethey’reright.Afterthat’sdone,youcanmoveontoaddingthingslikesupports,andthenfinishingtoucheslikefillets.

Startwithimportantfeatures,likemountingholes.
Getcomfortablewiththecommandsthataredesigned

tospeedupthemodelingprocess.Ifyourpartisgoingtobesymmetrical,thereisnosenseinmodelingtheentirething.Instead,justmodelonehalfandthenmirrorthefeaturestotheotherside.Thathastheaddedbenefitofensuringthatbothsidesareexactlythesameandreducesthechancesofmakingasimplemistake(likeenteringthewrongdimension).

ThepatterntoolsincludedinmostCADprogramscanalsobeveryhelpfulinthisregard.Ifidenticalfeatures(likeholesorslots)willbeusedinregularintervals,that’stheperfectsituationtotakeadvantageofthepatterntool.Thisisn’tjustforlinearorrectangularpatternseither;mostCADsoftwarehastheabilitytocreatecircularpatterns,whichisgreatformodelingthingslikegear

teeth.
Inordertotakeadvantageofallofthesetools,youshouldtakethetimetoexploreyourCADsoftwareeverynowandthen.MostCADdesignerstendtogetcomfortablewithcertaintoolsandwilloftenusethoseevenwhenanothertoolwouldworkbetter.Sodon’tbeafraidtoexperimentwithdifferentcommands,soyou’llbefamiliarwiththem

whentherightsituationarises.
Keepthingssimple.It’sbettertousetwosimplefeaturesthanonecomplexfeature.Doingsowillmakeerrorslesslikelyandwillmakethefeatureseasiertomodifylaterifneeded.Ifyoueversharethemodel,it’llalsomakeiteasierforotherpeopletofollowyourwork.
Ifyouhaveanyexperience

withprogramming,you’llprobablyrecognizetheimportanceofthis.Complexformulasandstatementsmaytakeuplessspace,butthey’realsodifficulttodecipherandmodify.Thefeaturesina3Dmodelcanbesimilar.Youcoulddrawareallycomplexsketchtodoasmuchaspossibleinasinglefeature,buttherereallyisn’tanybenefitindoingthat.Instead,youcouldjustbreakitupinto

afewsimplesketchesthatwillbeeasytounderstandandmodifylater.
You’llprobablyneedtomodifyyourmodel.Relatingtomy“keepthingssimple”tip,it’sraretogetthemodelexactlyrightonyourfirsttry.Thechancesaregoodthatyou’llneedtochangesomedimensionsattheveryleast,andpossiblyremodelsomethingscompletely.

Tobeabletomakethosemodificationswithoutalotoftrouble,you’llwanttousegoodtechniquewhilemodeling.Setupallofyourconstraintsproperlyanddefineallofyourdimensions.Don’tgetsloppy,becauseyou’lljustbemakingitharderonyourselfwhenyouhavetomodifythemodellater.CADmodelingisn’tarace;takeyourtimetodoitright,andyou’llsaveyourself

sometroublelater.
Sometimesit’sbesttojuststartoverfromscratch.Thistipmaybethehardesttoswallow.Ifyou’vespentalotoftimemodelingsomething,itcanbedifficulttojustgiveuponit,butthat’softenthebestchoice.AsI’vementioned,thereareamillionwaystomodelsomething.Youmaynotrealizeuntilyou’refinishedthatyou

chosethewrongwaytomodelaparticularpart;ithappenstoallofus.
Ifyoumodeledthepartinawaythatislessthanideal,itcanbedifficulttomakeadjustments.Tryingtomakeadjustmentstoabadmodelwilloftentakemoretimethansimplyremodelingtheentirething.Oneofthebestskillsyoucanlearnishowtoknowwhentojuststartoverwitha

cleanslate.
Assembliesand FittingPartsModelingasinglestandalonepartisusuallyarelativelysimplematter.Butthingsgetsignificantlymore

complicatedwhenyoudesignassemblies.Anassemblyissimplyagroupofpartsthataredesignedtofittogether.Forexample,acarengineisanassembly.And,technicallyspeaking,thecaritselfisanassembly,too.
Butthetermsaren’treallyimportant.What’simportantistheideathatassembliesaresystemsofpartsthataredesignedtofittogether.

Asanexample,picturearegularoldpairofscissors.Thinkoftheall-metalkind,notthekindwithplastichandles.Apairofscissorslikethatisaverysimplethree-partassembly,madeupofonebladeandhandle,thesecondbladeandhandle,andtherivetholdingthemtogether.Butevenasimpleassemblylikethattakessomeplanning.

Eachbladeandhandlehastobedesignedasyou’dexpect:tohaveasharpenededgeandcomfortablehandle.Butitalsohastobedesignedtofitwiththeotherpiecetomakeafunctionalpairofscissors.Thatmeansthebladeshavetobedesignedtolineupproperly,atthesametimethatthetwohandlestouch.
Asyouaddmorepartstoanassembly,thingsget

exponentiallymorecomplicated.Amechanicalwristwatch,forexample,isoneofthemostcomplexmechanicalassemblieseverdevised.Thereareabunchofpartsthatallhavetofittogetherperfectlyinaverysmallspace.Designingsomethinglikethatismind-bogglinglydifficult,becausetherearejustsomanyinterfacingpartstoplan.

FASCINATING FACTAs complicated as
mechanical wrist watchesare, they’re even moreimpressive when youconsider the times in whichthey were designed. Theparts and assemblies wereall sketched with a penciland paper, and the partswere mostly made with basichand tools. Even with ourmodern software and tools,replicating a mechanism thatcomplicated is very difficult.

Asyoucansee,designingassembliesisnoeasytask;I’mnottalkingaboutjustputtingLegostogether.Eachparthastobedesignedtoperformitsfunction,andalsotoconnectwiththeotherpartsintheassembly.
Planning an

AssemblySohowshouldyougoaboutdesigninganassemblywithmultiplepartsthatneedtofittogether?Theansweriscarefulplanning,andunfortunatelythereisnoquickandeasytricktothis.Thisiswhatmechanicalengineersanddesignersarepaidtofigureout,sodon’tletitbotheryouifyoufindtheprocessdifficult.

Thisplanningstageisoneareawhere2DCADprogramscancomeinhandy,eveniftheactualpartswillbemodeledin3D.Youcandrawoutarepresentationofthepartsintheassemblytogetanideaofthedimensionsoftheindividualparts.
Toillustratethis,imagineyouhada100mm-longbeltandtwopulleyswithdiametersof10mm.Youwantto

determinehowfarapartthepulleysneedtobemountedinordertokeepthebelttaut.
Tryingtofigurethisoutwhilemodelingthepartswouldbefairlydifficult,butyoucandoitquicklyandeasilyin2DCAD.Youcandrawonepulleyasacircle,withanotherhalf-circlearoundittorepresentthatpartofthebelt.Youcanthenmeasurethelengthofthathalf-circle

(inthiscase,16.4934mm).Weknowthattherearetwopulleys,soyoumultiplythatby2andget32.9868mm.Subtractthatfrom100mm,andyouget67.0132mm,whichistherestofthebelt.Dividethatby2,andyouget33.5066mm.

Sketchingin2Dtocomeupwithdimensionsformodelingabeltand
pulleysystem.
HOT TIPIf the pulley example is
a little difficult to wrap yourhead around, try thinkingabout why it works. The beltis wrapping around twopulleys, so it will be incontact with half of eachone. So you take half of theperimeter of each pulley and

add that. You know the beltis 100mm, so you subtractthe perimeters from that.You then divide the result by2 in order to get the distancebetween the pulleys (sincethe belt is a loop). Drawingthis just saves you fromhaving to do the mathmanually.
Soyounowknowthepulleysneedtobemountedabout33.5mmapartinorderto

keepthat100mm-longbelttaut.Withthatinformation,youcandesignyourassemblyknowingexactlywhereyourpulleysneedtobemounted.Thisremovestheguessworkfromtheprocess,whichiskeytosuccessfullydesigningassemblies.
Thisillustration,ofcourse,isaverysimpleexampleofthekindofthingyou’llneedtoplanfor.Intherealworld,

assembliesareusuallymuchmorecomplicated.That’swhyyou’llneedtotakethetimetocarefullyplanouttheassemblybeforeyoustartmodelingit.
Fitting PartsTogetherButwhataboutjustdesigningtwopartsthatneedtofittogether?Anytimeyoudesign

anassembly,you’llhavetothinkabouthowyou’reactuallygoingtoconnectthevariouspartstoeachother.Areyoujustgoingtoboltthemtogether?Doyouwanttodesignsomekindofclipsystem?Whataboutpartsthatneedtofittogetherlikepuzzlepieces?Youcangenerallybreakthisdownintotwobasictypes:partsthatwillbefastenedtogetherandpartsthatneedto

fittogether.Fasteningpartstogetherisactuallyasurprisinglycomplicatedtopic.Takeastrollthroughthefasteneraisleatyourlocalhardwarestoreandjustlookathowmanydifferentkindsofscrews,bolts,nuts,clips,nails,andsoonthereare.Thereasontherearesomanytypesoffastenersoutthereisbecausethereareallkindsof

differentrequirementswhenitcomestoputtingpartstogether.
Butforourpurposesit’sbesttokeepitassimpleaspossible.Herearesomedifferentwaystofitpartstogether:
Ifyou’rejustattachingtwopartstogetherandtherewon’tbealotofstress,youcanjustuseundersizedholesandscrewsomemachine

screwsintothem.Becausetheplasticisrelativelysoft,itwillbasicallyjustcutitsownthreads.
Ifyourassemblyrequiresabitmorestrength,youcanuseheatsetinserts.Thesearelittlemetaltubeswiththreadsontheinsideandridgesontheoutside.Youheatthemupandpushthemintoaholeintheplastic.Asyoupushitin,itwillmelttheplasticaroundtheinsert,andthenitwillcooltolocktheinsertin.

You’llthenhavesomenicemetalthreadsforyourscrews.
It’spossibletoavoidusingscrewsaltogetherinsomesituations.ThebatterycoveronthebackofyourTV’sremotecontrolisagoodexampleofthis.Insteadofscrewingthebatterycoverontothebodyoftheremote,asmall,springytabisusedtoholditinplace.Youcandesignsimilartabstoholdyour3D-printedparts

together.
FASCINATING FACTThere are many such
techniques like the springytab that can be used toconnect parts togetherwithout having to usefasteners. Woodworking isfull of these ingeniousjoinery methods that don’tuse fasteners, so that maybe one area you can lookinto for inspiration. You can

also just look at the productsaround your home for ideas.You may be surprised byhow many techniques havebeen developed over theyears.
Fittingpartstogetherwithoutfastenersisawholeotherskill.It’sonethingtosimplybolttwopiecesofwoodtogether,whileit’ssomethingelseentirelytojointhem

togetherwithsomethinglikeatongueandgroove.Whenitcomesto3Dprinting,howpartsactuallyfittogethercanbealittlefrustrating.Sayyouwantedoneparttofitinsideother,likeapistoninacylinder.Togetatightfit,thepistonhastobejustslightlysmallerthantheinnerdiameterofthecylinder.Thequestionis:howmuchsmaller?

Thatquestionisamajoroneintheengineeringworld,anditreallydependsonwhatyou’retryingtoaccomplish.Ifthepartswillbemoving(likeapiston),itcan’tbetootightorthefrictioncanbeaproblem.Ontheotherhand,ifthepartsaren’tsupposedtomove(likeadowelpin),itneedstobeverytight.
But3Dprintingthrowsinanothercurveball.Because

thetolerancesinvolvedwithFFF3Dprintingaresoloose(easily+/-0.1mm,butoftenmuchmore),it’shardtogetaprecisefit.Soyou’llneedtodosomeexperimentingtodeterminehowmuchofagaptoleavebetweenpartsfordifferentapplications.Thiswilldependonyourprinter,thetypeoffityou’retryingtoget,andevenontheparticularpartyou’reprinting.

ModelingSuccessful3D PartsWhenyou’remodelingpartsfor3Dprinting,thereareafewthingsyoushoulddotoensuretheycanbeprintedsuccessfully:
Avoidsupports,ifpossible.Youcanreallydesignthepart

howeveryouwant,ifyouplanonusingsupports.Butideally,you’dwanttodesignthepartsoyoucanprintitwithoutsupports.Printingwithoutsupportsgenerallyyieldshigher-qualityparts.
Makesurethepartisn’ttoobigforyourprinter.Thatincludesanythingthat’saddedintheprintingprocess,likerafts,brims,orsupports.Thosecaneasilyadd10mm

toallsidesofthepart,sotakethatintoaccountwhendesigningthepart.Ifit’satightsqueeze,youmaynotbeabletousebrimsorrafts,whichcouldaffecthowwellthepartprints.
Takestepstolimitwarping.Warpingcanbeaverydifficultproblemtoovercome,anditgetsworseasthepartgetslarger.That’sbecausewarpingiscausedby

thecontractionoftheplasticasitcools.Thelongerandtallerthepartis,themorematerialthereiscontractingandthemorewarpingthereis.

Slotswereaddedtothiselectronicsenclosureforventilationandto
limitwarping.
Thereissomethingyoucandotolimitthatwarping,though.Becausewarpingiscausedbythecontractionin

longpiecesofplastic,youcanfightthewarpingbyinterruptingthoselong,solidpiecesofplasticwithholesorslots.Theideaisjusttobreakupanylong,solidstretches,sothecontractiononlyoccursinshortareastoreducetheeffect.Ofcourse,that’snotalwayspossible.Ifthat’sthecase,youmayhavetouseamaterialthatislessproneto

warping(inotherwords,materialsthatdon’tcontractasmuch).PLAisagoodoption,becauseit’ssignificantlylesssusceptibletowarpingthanABS.

HOT TIPThese challenges can
sometimes be difficult toovercome, but it shouldn’ttake long for it to becomesecond nature. Compared toother manufacturingprocesses, 3D printingactually has very few designconstraints. Just keep inmind how the design of yourpart will be printed.

ExportingFilesOnceyou’vefinishedmodelingyourpart,you’llneedtoexportitfor3Dprinting.Asyou’velearnedinpreviouschapters,youneeda.STLfilefortheslicingsoftwaretoworkwith.Luckily,allCADsoftwarecaneasilyexportmodelsinto

the.STLformat.
Whenyouexportthemodel,youwillthenneedtospecifyafewthingsforthe.STLfile.Thefirstthingyou’llneedtosetistheunits.I’vementionedpreviouslythat.STLfilesdonotstoreunitinformation,sothathastobesetwhenyouexportthefilefromtheCADprogramandwhenyouimportitintotheslicingsoftware.The

exportedandimportedunitshavetomatch.Mostslicingsoftwareusesmillimetersbydefault,soyoushouldexportthefileinmillimeters(unlessyouhaveareasonnotto).
You’llalsoneedtospecifythequalityyouwantinthe.STLfile.Thisessentiallydetermineshowmanytriangleswillbeusedtomakethesurfacesofthemodels.Moretrianglesmeanhigher-

qualitysurfaces.Thisisespeciallyapparentwithmodelsthathavecurvedsurfaces.

The.STLexportsettingsinSolidworks,includingtheoptionstosettheresolution(forthequality
ofthemodel).

Ifamodelwithcurvedsurfacesisexportedwithalownumberoftriangles(resultinginasmallfilesize),thosecurvedsurfacescouldcomeoutlookingfaceted.Insteadofanice,gracefulcurve,you’llhaveaseriesofflatsegmentsmakingupthecurve.
Inordertomakesureyourprintedpartscomeoutatthehighestqualitypossible,I

recommendyouturnthequalitysettingsallthewayupwhenyouexportthe.STLfile.Thismightcreatean.STLfilethatisverylarge.So,ifyou’replanningonsharingthefileonline,youmayneedtoturnthequalitydown.Otherwise,thereisnorealreasonnottousehigh-qualitysettingsonamoderncomputer.

The Least YouNeed to Know
Alwaysplanyourmodeloutaheadoftime,especiallyifyou’remodelinganassembly.
Sometimesit’sbettertojuststartoverthantotryandsalvageabadmodel.
3Dprintinghassomeuniqueconsiderationswhenitcomestomodeling.Thisis

especiallytruewhenitcomestoreducingwarping,whichhappenswhenthematerialcontractsasitcools.

CHAPTER
17
PracticalReverse
Engineering

In This Chapter
Whyyou’llwanttolearnreverseengineering
Measurementtoolsthatareusefulandaffordable
Techniquesfordeterminingpartdimensions
Thetwowaysyoucanmodelapart
Inthecontextof3Dprinting,reverseengineeringisthe

practiceofduplicatingthedesignofapartorassembly.It’seasytoseewhythisisausefulskilltolearnforthe3Dprintingenthusiast.Ifyouwanttoreproduceapartorinterfacewithanexistingpart,you’llneedtoknowhowtoreverseengineerit.
Luckily,reverseengineeringsimplepartsprobablyisn’tquiteasdifficultasyou’reexpecting.It’sarelatively

simpleprocessoftakingmeasurementsand3Dmodelingthepartbasedonthat.However,actuallytakingaccuratemeasurementscanbealittletrickyinsomecases,soI’vegivenyousomehelpfultipsandhintsinthischaptertohelpyouout.
Why You

Should LearnBasicReverse EngineeringOneusefor3Dprintingthatmanypeopleareinterestedinistheabilitytoreplacebrokenpartstheycomeacross.Brokenshelfbrackets,carparts,andreallyanythingmadeofplasticcanbe

replacedwitha3D-printedpart.Spending50¢onfilamentissurebetterthanbuyingoverpricedreplacementpartsfromthemanufacturer(ifthey’reevenavailable).
Insomecases,youmaybeabletofindsomeofthosepartsonlinethatsomeoneelsemodeled.Butmostlikely,themajorityofthethingsyou’llwanttoreplacehaven’tbeen

modeledyet.Forthatreason,you’llneedtolearnhowtodoityourself.
Reverseengineeringapartmaysoundabitoverwhelming,butit’snotasbadasitsounds.Allyou’llbedoingis3Dmodelingapartascloselytotheoriginalaspossible.You’lljustbetakingmeasurementsandmakingsuretheimportantmeasurementsareasaccurate

aspossible.
DEFINITIONReverse
engineering, in a generalsense, is the process ofdetermining the functionand/or design of a man-made object or system. Thiscan be anything fromreverse engineeringsoftware to complicatedmechanical systems.

Sowhichmeasurementsaretheimportantones?They’retheonesforthingslikescrewandboltholes,theoverallshapeandsizeofthepart,andanyfunctionalfeatures.Formostthingsyou’llprobablywanttoreplace,therewillprobablyonlybeafewfeaturesthathavetobeexact.Thismeansthereisalmostalwayssomeroomforinaccuracyontheunimportantfeatures.

Finding theRightMeasurementToolsThereareawiderangeoftoolsusedtomeasurepartsforreverseengineering.Professionalengineersusesomeexpensivetoolslike

comparators,go/nogogauges,orthreadgauges.Theseareprecisiontools(withthegaugesneedingtobeboughtinsets)andareusuallyquiteexpensive.Inaprofessionalenvironment,theyalsoneedtoberegularlycheckedtoensurethattheyarewithinspec.Luckilyforhobbyists,though,mostofthosearen’tnecessaryforthekindofreverseengineeringyou’dbedoingathome.

Thefollowingdescribethetwomostcommonlyusedmeasurementtoolsbyhobbyists;asyou’lllearn,oneisanecessityformeasuring,whiletheotherisoneyoushouldprobablystayawayfrom.
Digital Calipers: ANecessary ToolCalipersareasimple

measurementtoolthatmeasurethedistancebetweenthearmsoftheslide.Evenintheprofessionalworld,digitalcalipersarewhatengineersusemostofthetime.They’reasurprisinglyversatileinstrument.Digitalcaliperscanbeusedtomeasureinteriordistances,exteriordistances,andusuallydepthsaswell.Withsimpledistancemeasurements,mostothermeasurements(likeangles

andradii)canbededuced.
Averyinexpensivepairofdigitalcalipers.
Thesedays,simpledigitalcaliperscanbepurchasedforlessthan$20.Evenatthatprice,they’restillreasonably

accurate.Theaccuracyofdigitalcalipersisusuallywithin0.02mm,whichisbetterthanmost3Dprintersarecapableofanyway.

HOT TIPDon’t bother spending
a lot of money on your firstpair of digital calipers. High-end digital calipers can bepretty pricey and areunnecessary for hobbytasks. Inexpensive caliperswill do just fine for mostpeople outside of aprofessional engineeringenvironment.

3D Scanners: NotAll They’reCracked Up to BeIfyou’vebeeninvestigating3Dprinters,youmayhavealsocomeacross3Dscanners.3Dscannersaredevicesthatopticallymeasurethousandsofpointsonthesurfaceofanobject.Withthosepointsmeasured,a

computercanreconstructthesurfaceofa3Dobject.
Theideaisthatyoucanjustthrowapartonthe3Dscanner,scanit,andthenprintaperfectcopy.Theappealofthisisprettyobvious;ittakesawayallofthetroubleofhavingtoreverseengineerapart.Butdo3Dscannersfulfilltheirpurpose?
Theshortanswer,

unfortunately,isno.Thisisfortwobigreasons:theaccuracyofthescanandtheusabilityoftheresultingmodel.Bothoftheseareaprettybigdealandarekeeping3Dscannersfrombeingparticularlyusefulinengineeringapplications.
Theaccuracyissueisonewhichyoucanprobablyseetheproblemwithprettyeasily.Evenhigh-quality

scannerstendtoresultinimperfectmodels.That’sespeciallytrueforcomplicatedpartsorpartswithanyinternalgeometry.
Because3Dscannersworkoptically,theycanonlyscanwhattheycansee.Ifthereisanyinternalgeometry,thescannerwouldn’tbeabletoseeit.Sothatgeometrywouldn’tbereplicatedandwouldbelost.

FASCINATING FACTTinkerers, hackers, and
makers have beenexperimenting with thedevelopment of inexpensive3D scanners for a whilenow. Prototypes have beenmade from the MicrosoftKinect and even as apps oncell phones. However, noneof these are at the point yetwhere they’re very useful forreverse engineering.

Thatleadsustothebiggerissue:thecreatedgeometrycan’tbeeasilymodified.Thescanjustproduceswhatisessentiallyasurfacemesh.Noactualfeaturesarecreated,whichmeanstherearenofeaturesforyoutomodify.
Ifyouwanttomodifythemodelgeneratedbythe3Dscanner,you’llhavetomodifythemesh.Thesameis

trueifyoujustwanttofixthemodel,likeaddinginternalgeometryorfixingerrors.Tomodifythemesh,you’llhavetousethoseartistic3DmodelingprogramsItalkedaboutbefore.
Measuringthe Part

Forsomeparts,measuringwillbeasimpleprocess.Forothers,itcanbesignificantlymorecomplicated.
Let’sstartwithaverysimplepart,likeacube10mmtoaside.Tomeasurethatpart,youjustcloseyourcalipersandsetthemtozero.Youthenjustmeasurethedistancebetweenthreesetsofperpendicularfaces.Ifitwasaperfectcube,you’dget

exactly10mmbetweeneachsetoffaces.And,ofcourse,tomodelthatpartyou’djustmakeacubethatis10mmineachdirection.

Makesuretosetyourcaliperstozerobeforemeasuring.
However,asyoumightimagine,mostpartsaremuchmorecomplicatedthanacube.Tomeasurerealparts,

you’llhavetomeasurethedistancebetweenalotmorepoints.Butthebasicprincipleremainsthesame:gathermeasurementsandreproducetheminyourmodel.
Doingthiswilltakeadecentunderstandingofgeometry.Inmostcases,youprobablywon’tphysicallybeabletotakemeasurementsofeveryfeatureonthepart.Somewon’tbereachable,while

otherswillhavecurvesorangleswithcan’tbemeasured.Thatbringsmetothemostimportantreverseengineeringskillyouneedtolearn:howmakeinferences.
InferencesWhencalipersareyouronlymeasurementtool,you’vegottolearnhowtomakesome

inferencesaboutthepart.Theinferencesyou’llneedtomakecanbebrokendownintoroughlythreetypes:geometric,designintention,andproportions.Formostparts,you’llneedtouseallthreetoreallygetthepartmodeledright.
GeometricTheeasiestkindofinference

youcanmakeisgeometric.Ifyoucanrememberyourhighschoolmathclasses,thesearethetypesofproblemswhereyou’regiventwovariablesandhavetofindthethird.They’rebasedonunderstandingthemathematicsofgeometry.
Lengthsanddistancescanbeeasilymeasuredwiththedigitalcalipers,soyou’llusuallybetryingtouse

geometricinferencestofigureoutanglesandradii.Doingthatmightseemoverwhelmingatfirst,butrememberthatyourCADsoftwarecanhelpyoudomostoftheactualmath.Youcanjustdrawlineswiththeinformationyouknow,andthenletthesoftwarefillintherest.
Anexampleofmakingageometricinferenceaboutan

angleisabasicrighttriangle.Youdon’thavetoknowtheangleofthehypotenuse;youjusthavetoknowthelengthoftwosides(sinceyouknowthatoneangleis90°).Inthecaseofthefollowingimage,thetwosideswere10,andthesoftwarefilledinthehypotenuseof14.1421.IfyouusethePythagoreantheorem—wherea2+b2=c2(withcbeingthehypotenuse)—to

checkthis,you’llfindthisiscorrect.Similarinferencescanbemadeaboutisoscelestriangles,whichhavetwosidesofequallength,ifyouknowthelengthsofallthreesidesortwosidesandtheheight.

DEFINITIONThe hypotenuse of
a right-angled triangle is thelongest side of the triangle.It’ll always be the sidewhose endpoint doesn’ttouch the right angle.
Ofcourse,youwon’tjustbemeasuringtriangles.However,thegoodnewsisthatmostfeatureswithanglescanbebrokendowninto

simpleshapesliketriangles.

Twosidesofthisrighttrianglewereenteredmanually,andthe
hypotenusewasthendeterminedbytheCADsoftware.

Design IntentionInmyhumbleopinion,designintentisthesinglemostimportantclueyouhavewhenitcomestoreverseengineering.Theprinciplebehindthisissimple:everypartwasdesignedbyanotherperson.Peopletendtodesignpartsinfairlypredictableways,soyoucanmakeassumptionsaboutthepartbasedonthat.

Remembertheprevious10mmcubeexample?Let’simaginethatinsteadofmeasuringexactly10mmforeachpairoffaces,youactuallymeasured9.89mm,10.01mm,and10.8mm.Youcouldmodeltheparttothoseexactdimensions.Oryoucouldaskyourselfaboutthedesigner’sintentionswhenhecreatedthepart.
Isthereanyreasonwhyhe

wouldhavegivenitthoseexactdimensions?Ifnot,isitmorelikelythatitwasintendedtobe10×10×10mm?Maybethedifferencesareactuallyasimpleresultofpoortolerancesinmanufacturing.

Acaseoffiguringdesignintention.Themeasurementwas11.9mm,butwecanprettysafelyassumeitwas
intendedtobe12mm.

Unfortunately,it’snotquitethatsimple.Thistime,let’ssaythemeasurementswere9.52mm,9.53mm,and9.51mm.Youmightchalkthatuptopoormanufacturing.Butinreality,thedesignermighthavebeenworkingininches.⅜inchequals9.525mm,sothedesignermighthaveintendedittobeexactly⅜inch.
Ibetthisisstartingtosound

likeaprettybigheadache,right?Howcanyoupossiblyfigurethisoutwhentherearesomanyfactors?Oneoftheeasiestwaysistofirstdeterminetheoriginofthepart.
IfitwasdesignedanywherebutintheUnitedStates,itwasprobablydesignedinmillimeters.IfitwasdesignedintheUnitedStates,itreallycouldgoeitherway.

Someindustries,especiallyolderonesliketheconstructionandautomotiveindustries,tendtosticktousinginches.Somenewerindustries,likethetechindustry,oftenusemillimetersinstead.Thismaynothelpyoudetermineforsurewhatunitswereusedtodesignthepart,butitshouldhelp.
Linearmeasurementsaren’t

theonlythingthatcanbedeterminedbasedondesignintent,though.Youcanusetakethatintoaccountforeveryfeatureonapart,includingcurves.Doesananglelooklikeit’sabout45°?Thereisaverygoodchanceitis.Ifaradiusseemstomeasureouttoabout3mm,youcanprettysafelyassumethatwashowitwasdesigned.
Thewholeideabehindthis

techniqueisthatyoutryandthinkliketheoriginaldesignerofthepart.Ifyouweredesigningthatpart,wouldyouchoosesomeoddnumber?Probablynot;you’dmostlikelychooseanice,roundnumberunlessyouhadnootherchoice.Youcanusethatfacttoyouradvantagewhentryingtodeterminehowyoushouldmodelthepart.

ProportionsAndfinally,youcanmakeproportionalinferences.Thesearejudgmentsyoucanmakejustbyeyeballingthepart.Togobacktothe10mmcubeagain,wouldyoureallyneedtotakeallofthemeasurementstoknowitisacube?Youcouldprobablyjusttakeone10mmmeasurement,andthennoticeitwasacubeandderivethe

othermeasurementsfromthat.
Asusual,though,mostpartsaren’tcubesandwon’tbethissimple.Instead,you’llbelookingattheproportionsoftheparttohelpdeterminethemeasurements.Ifthereisarectangularshapeandyouknowthatonesideis10mmandtheothersidelookstobeabouttwiceaslong,youcanprettysafelyassumeit’s

about20mm.
Evenifyoucanonlydetermineonemeasurement,it’seasytoreasonablyinfertheother
dimension.
That’sbecauseashumans(youarehuman,right?),

we’reprettyterribleatestimatinglengthsanddistances.Butwe’resurprisinglygoodatmakingcomparisons,liketheproportionsbetweenfeatures.I’mnotsureexactlywhythisis,butit’strue.
Whateverthereason,it’struethathumansaremuchbetteratjudgingproportionsthantheyareatjudgingactualmeasurements.Sousethatto

youradvantagewhenmodelingparts.Don’ttrytoguessallofthemeasurements;justguessproportionsbasedonknownmeasurements.
Butwhywouldyouevenneedtobeguessingatall?Ifyouhavethosenicedigitalcalipers,whyevenbothertryingtoguessproportions?Themostcommonreasoniswhenyou’retryingtomodel

apartthatyoudon’tphysicallyhaveaccessto,likeifyou’rereproducingapartfromaphoto.Youmightbeabletodeducesomeofthemeasurementsfromotherobjectsinthephoto,oryoumightbeabletofindsomemeasurementsonlinethatotherpeoplehavetaken.Ifthat’sthecase,youcanusetheproportionsoftheparttodeterminethemissingmeasurements.

Youcanalsousethistechniqueforfiguringoutdimensionsinareasyoucan’tmeasure.Thisisespeciallytrueforinteriorfeaturesthatjustaren’taccessible.Unlessyouwanttotryandcutthepartinhalf,you’llneedtomakesomeinferencestogetthosemeasurements.
Modeling the

PartYou’velearnedallofthesemethodsfordeterminingthedimensionsofapartyouwanttoreplicate,sonowit’stimetomodelit.Therearetwowaysyoucanapproachthis:modelitasyoumeasureit,ortakeallofyourmeasurementsaheadoftimeandthenmodelit.Whichapproachyoutakeismostlyjustamatterof

personalpreference.
Personally,ItendtomodelthepartatthesametimeItakethemeasurements.Themainreasonisthatit’seasierthanhavingtotryandwritethemeasurementsdowninasensibleway.Ithinkitalsosavesalittletimeintheprocess.
Butwritingdownthedimensionscanalsoworkwell.Thatwayyoudon’t

havetokeepswitchingbackandforthbetweenmodelingandmeasuring.Youcanjusttakeallofyourmeasurementsandthenswitchtomodeling.
HOT TIPWhen writing down
dimensions, you’ll alwayswant some method forkeeping them in order. Youcan do this by sketching aquick drawing of the partand writing in the

dimensions. Or if drawingisn’t your cup of tea, you canassign descriptions to thedimensions. But dosomething to keep themorganized, so you don’taccidentally get them mixedup.
Modelingapartwhenyouonlyhavedigitalcalipersformeasurementscanbealittletricky.AsIwentoverinthe

previoussections,thereareoftenalotofmeasurementsthatcan’tbetakenwithcalipers.Sothisiswhenyou’llwanttostartusingthetechniquesyoujustlearned.
Startbydoingasmuchasyoucanwiththemeasurementsyouwereabletotake.Thesewillbeyour“hard”dimensions,whichyoucanbereasonablysureabout.Makeinferencesaboutthedesign

intenthere,likeusingroundnumbersunlessitmakessensenotto.
Onceyou’vegotallofthoseharddimensionsin,youcanstartfillingintheblanks.Inmanycases,thegeometryitselfwillgiveyoutheanswers.Justlikefindingthehypotenuseofthetriangles,alotofthedimensionswillfillthemselvesinbasedonthedimensionsyoudohave.Or

moreaccurately,thosedimensionswon’tbeneededtofullydefinethemodel.
Lastly,you’llneedtomakesomejudgmentcallstofillinthedimensionsyoucouldn’tmeasureandcan’tbedeterminedwithsimplegeometry.Thesewillusuallybethingslikeanglesandradiiforfilletededges.Luckily,thesearethefeaturesthatlendthemselvesthemostto

makinginferences.
That’sforacoupleofreasons:theyusuallydon’thavetobeperfectfortheparttofunctionproperly,andthey’refairlyeasytogetrightwithouttakingmeasurements.Filletsareoftenjustcosmeticandaren’tevenintegraltothefunctionofthepart.Iftheyareimportant,it’sokaybecausethey’restillprettyeasytoguessat.

Anglesaremorelikelytobeimportanttothepart’sfunctionality.Butthey’realsoeasiertodetermine.Designersusuallystickto15°incrementsunlesstheyhaveareasonnotto.Youcanusuallycorrectlyguesstheanglejustbylookingatit.
Inthecaseswherefilletsandanglesaren’tobvious,yourbestbetwillbetrialanderror.Experimentwithdifferent

anglesandradiiuntilitlooksliketherealpart.Thisiswherethehumanknackforcomparisonswillcomeinhandy.Youmaybesurprisedbyhowcloseyou’llbeabletogetthepartjustbydoingthis.
Usingthesemethods,youshouldbeabletosuccessfullyreverseengineermostofthecommonplasticpartsyoucomeacross.You’llbeabletoreplacebrokenthings

aroundthehouse,onyourcar,oranywhereelsesomethingplasticbreaks.Thepartsmaynotcomeoutperfectlythefirsttimeyouprintthem,butwithalittlerefinementandpractice,youshouldbeabletoproducefunctionalreplacementparts.
The Least YouNeed to Know

Reverseengineeringisaveryusefulskillforreproducingandreplacingbrokenparts.
Digitalcalipersaretheonlytoolthehobbyistreallyneedstotakemeasurementsinmostcases.
Fordimensionsthatcan’tbedeterminedwithdigitalcalipers,youcanmakeinferencesandusedeductivereasoning.
Whenreverseengineering,alwaysconsiderthefactthat

thepartwasdesignedbyanotherperson.Thinkaboutwhatthatpersonwouldhavedonewhiledesigningit.

PROJECT
5
MonogrammedCoaster
Project Time: 20minutes

Foryourfirst3DCADmodelingproject,you’regoingtostartwithsomethingsimplethatyoucanproudlydisplayonyourcoffeetable(untilyourspousemakesyoumoveit).You’regoingtobemodelingacustom-monogrammedcoaster!
Thisshouldbeaneasyfirstproject.You’lljustbemodelingabasiccircularplateandcuttingaletterinto

it.Thiswillalsobeeasytoprintafteryou’vemodeledit.
Open YourCADProgram andCreate aNew Part

Obviously,thefirstthingyou’llneedtodoisopenupyourCADprogram.(Inthisexample,likealloftheothers,I’llbeusingSolidworks.)Whentheprogramisopen,youcancreateanewpart.Forthisexample,I’llbeusingmillimeters.Ifyou’dprefertouseinches,justdividethosedimensionsby25.4.

Extrude aCircleTocreatethemainbodyofthecoaster,youshouldstartbyextrudingasimplecircle.Youneedtoselectaplanetosketchonfortheextrudecommand.Choosewhicheverplanemakesthemostsensetoyouforthatspecificpart,butkeepinmindthatyoumight

needtorotatethepartwhenyousliceitinordertoorientitproperly.SoundertheFeaturestab,findtheextrudecommandinyoursoftwareandselectFrontPlane.

Extrudefromthefrontplane.
TheCADsoftwareshouldthenswitchyoutothesketchingtoolbar(oritmayalreadybeopen);inthissoftware,youclickthe

Sketchtab.Selectthecircleicon(definedbythecenterpoint)andclickontheoriginpointtoplacethecenterofthecirclethere.Youcanthenjustdragthecircleoutalittlebit.Choosethedimensioncommandinyoursoftware(youmayneedtochoosethediametertypespecifically)andselectthecircle.Thiswillplaceadimensionthat

definesthediameterofthecircle.Youcanthenmodifythedimensiontofityourneeds;inthiscase,youwantittobe100mm.

Givethecircleadiameterdimensionof100mm.
Withthediameterofthecircledefined,youcangoaheadandextrudeit.Thereshouldbeabuttonfor

completingthesketch(inSolidworks,it’sagreencheckmark,asyoucanseeinthefollowingimage),whichwilltakeyoutothefeature’soptions.Inthoseoptions,giveitanextrudedistanceof10mm.

Extrudethecircle10mmout.
Fillet the TopEdge

Next,youwanttofilletthetopedgeofthecoaster.Thiswillgiveitanice,roundedtop.Roundingthetopwillmakeitmoreaestheticallypleasingandwillalsokeepitfromhavingasharpuncomfortableedge.
ClickontheFeaturestabandselectFillet.UsingtheFillettool,selectthetopedgeofthecoaster.UnderFilletParametersontheleft,

specifyaradiusof5mm.Becausethetopandsidemeetata90°angle,theedgewillberoundeddown5mmonthesideandin5mmonthetop.(Remember,filletsaredefinedbytheradiusofacirclethatistangenttobothsurfaces.)

Filletthetopedgeofthecoasterwitha5mmradius.
Cut the Letter

Thefinalfeaturetoaddtothecoasterisyourinitial(orinitials)cutout.Thiswillbeaddedwiththeextrudedcutcommandinyoursoftware.AfterchoosingthecommandintheFeaturestab,selectthetopsurfaceofthecoastertosketchon.
Beforeyouaddtheletter,youfirstneedtoaddaguidetopositionthetext.Youcouldjusteyeballitandplaceit

whereitlooksgood,butasI’vetaughtyou,it’sbettertofullydefineeverything.Thetext(forasingleletter)willbe60mmhigh,soinordertocentertheletteronthecoaster,youneedtoputaconstructionline30mmbelowtheorigin.
Startbyclickingthelineicontodrawahorizontallinebelowtheoriginpoint.Youthenchangethatlinetoa

constructionlinesoit’snotusedforthefeaturebyright-clickingonthelinethecheckingthe“forconstruction”optioninyoursoftware.Addadimensiontoputtheline30mmbelowtheoriginpoint.

Addaconstructionlinetouseasaguideforthetext.
Youcannowgoaheadandaddthetext.Inthetextcommandofyoursoftware,selectyourconstructionline

astheguide.Next,changethefontoptionssothetextiscenteredandis60mmtall.Chooseafontstylethatsuitsyourtastes,andthentypeinwhateverletteryou’dliketouse.

Cuttheletterallthewaythroughthecoaster.
FinishthesketchtomovebacktotheextrudedcutoptionsintheFeaturestab.Youcaneitherspecifyacut

distanceof10mmorsimplychooseThroughAll(orhoweverit’sspecifiedinyoursoftware),whichwillcutthroughallofthematerialinthatdirection.Oryoucanjustcutinacoupleofmillimetersifyoudon’twantittogoallthewaythrough.Completethefeature,andyourcoasterwillbefinished!

Oncethecuthasbeendone,thecoasterisfinished!
Export the

.STL File andPrintIfyou’resatisfiedwithhowthemodelturnedout,youcanexportitasan.STLforprinting.ThestepstoexportthefilewilldependonyourspecificCADsoftware,butgenerallyyou’lleither“saveas”orexportasan.STL.Whenyouexportit,besure

tochoosemillimeters,becausethat’sprobablywhatyourslicingsoftwarewillbesettoasthedefault.Youalsowanttosaveitatthehighest-qualitysettings,becausethismodelhaslotsofcurvesinit.
Withthe.STLfileinhand,youcangoaheadandprintit.Thismodelwon’trequireanyspecialsettingstoprint,sojustusebasicsettings.Youcanthensimplystartyour

printandletitcoolafterward,andsoonenough,you’llhaveyourveryownmonogrammedcoaster!

Yourprintedcoaster(ifyourinitialhappenstobe“C”).

PROJECT
6
CustomStorageDrawer

Project Time: 1hourYoursecondmodelingprojectisgoingtobequiteabitmoredifficultthanthefirstone.You’llbemodelingacustomstoragedrawerforthestorageshelfyouprintedforproject4.You’llbeabletodesignthecompartmentshoweveryouwishtosuitwhateveryou’dliketostore.

Becausethiswillbeharderthanthefirstmodelingproject,itmaybebeneficialtospendsometimemodelingsomemorebasicdesignsonyourowntogetafeelforthesoftwarebeforedoingthis.I’llalsobeassumingthatyouknowthebasicsofusingthecommandsandsoftware,soIwon’tbegoingovereachfeatureingreatdetail;however,youcancheckoutproject5ifyouneeda

refresheronwheretogoandwhattodointhesoftware.Ifyou’reready,let’sjumprightin!
Open YourCADProgram andCreate a

New PartStartbyopeningyourCADsoftwareandcreatinganewpart.Asusual,myrecommendationistoworkinmillimeters.Thisisespeciallytrueforthispart,becauseitwillbeslidingintotheexistingstorageframe.
Theframewasdesignedinmillimeters,sothebestwaytoensureaproperfitistouse

millimetersforthenewdraweraswell.However,ifyouprefertouseinches,youcandivideallofthemeasurementsby25.4.
Extrude theBody of theDrawer

Forthispart,youneedtostartwithanextrusiononthetopplane.Thisisbecausethemainbodyofthedrawerwillbecreatedbyextrudingfromtheside,andyouwantittolaydownflatonthebuildplatewhenyouprintit.Sointhiscase,thetopplaneactuallycorrespondstothefrontofthepart.
Theopeningintheframeisarectangle25mmtalland

100mmwide,with5mmfilletsonthecorners.Inordertomakethedrawerfitintotheframe,itneedstobeslightlysmallerthanthatopening.Youcandrawthe25×100mmopeningwithconstructionlines,andthenoffsetthoseinsideby.50mm.Youcanthenextrudetheoffsetlinesby100mm(thelengthofthedrawer).

Thedrawerbodyisoffset.50mmfromthe25×100mmopeninginthe
frame.
Cut anOpening for

the HandleThenextfeatureisacutoutthatwillallowroomforthedrawerhandle.Thisissothehandledoesn’tprotrudefromthefrontofthedrawer.Thisdesignchoiceismostlycosmetic,butwillalsohelpthedrawertobeprintableonsmallerprinters.
Tomakethisfeature,youusetheextrudecutcommandin

yoursoftwareonthetopofthepart(orthefrontplane).Makeanarcwitha100mmradius,withitsendpoints15mmfromeachsideofthedrawer.Next,drawalineconnectingtheendpointstomakeitaclosedshape.Youcanthensimplydothecutallthewaythroughthepart.

Cutoutaplaceforthedrawerhandle.
Tofinishthecutout,adda50mmfillettotheendsofthecutout.Thisshouldbewhere

theendpointsofthearcwere.Thepurposeofthefilletsissimplytoroundtheedgeandgiveitamorefinishedlookandfeel.
Design theCompartmentsThisnextstepiswherethecustomizationcomesin.You

essentiallyhollowoutthedraweranddivideitintothedesiredcompartmentsinonefeature.Howyoudivideitupiscompletelyuptoyou.
However,youshouldsticktoafewbasicconventionstomakesurethedrawerturnsoutright.Inmydesign,Igaveallofthewallsa2mmthickness.Thisshouldmakeitsturdywithoutbeingtoobulky,soIrecommendyou

dothesame.
Todothis,startbyoffsettingtheoutsidelinesofthepartby2mmallthewayaround.Next,drawconstructionlinestodivideitupintothedesiredcompartments.Offsetthoseconstructionlinesby1mminbothdirections(tomakethewallsofthecompartments).Thenjusttrimtheoverlappinglinessothateachcompartmentisitsownfully

closedshape.

Designthecompartmentsbasedonyourneeds.However,it’sagoodideatogivethewallsa2mmthicknesstomakethemsturdy.
Fortheoptionsinthe

extrudedcutfeature,choosewhat’susedtoindicate“offsetfromsurface”inyoursoftware.Youcanthenselectthebottomfaceofthedrawer.Enter2.00mm,anditwillcutthecompartmentsdownto2mmfromthebottomface.

Offsetthecut2mmfromthebottomofthedrawer.
Add a Rough

HandleNowyoucanstartaddingabasicdrawerhandle.Youcanusetheextrudecommandinyoursoftware,andusethebottomofthedrawerasareference.

HOT TIPWhy not put the handle
in the middle of the drawer?Because doing so wouldrequire the use of supportmaterial to print the drawer.Extruding it from the bottomwill allow the drawer to beprinted without any supports,which will improve thequality.
Theexactdimensionsyouuse

forthehandleareuptoyou.Butifyouwantthemtomatchtheotherdrawersyou’vealreadyprinted,youcanusethedimensionsshowninthefollowingimage.It’sasimplerectanglecenteredonthepartthatis30mmwideandprotrudes5mmfromthefrontofthedrawer.Theoutsidecornershavea5mmfillet,andthehandleitselfis3mmthick.

Createabasichandlewiththeextrudefeature.
Add Fillets to

HandleAddingfilletstothehandleservestwopurposes:toimprovetheaestheticsandtostrengthenthehandle.Theaestheticreasonsareaprettyobvious:filletededgesjustlooknicer.Butthey’realsoimportantbecausetheymakethehandlestronger.Thegradualtransitiontakesawaytheweakpointthatwould

otherwisebepresentatthe90°edges.
Inthiscase,twodifferentfilletsareused.Ontheverticaledgesoneithersideofthehandle,10mmfilletsareused.Onthetopofthehandle(thehorizontaledge),a3mmfilletisused.Thisgivesitstrengthwhilestillleavingaflatspotforyoutogripwhenopeningthedrawer.

Addfilletstoimprovethelookandstrengthofthehandle.
Add Ridgesfor Grip

Thefinaltwofeaturesyou’llcreatearetheretomakeacoupleofsmallridgesonthehandle.Theirpurposewillbesimplytomakethehandleeasiertogripwhenyou’reopeningthedrawer.
Thefirststeptomakingtheseisasimpleextrusionontopofthehandle.Imademinebydrawing1mm-diametercircles20mmapart,andthenconnectingthemwithlineson

thetopandbottom.Theinsidesofthecirclescanthenbetrimmedaway.Thecenterofthefirstridgeis2mmfromtheedgeofthehandle,andthesecondridgeis3mmfromthat.
Addacoupleofsmall1×21mm

ridgestothetopofthehandle.
Thefinalfeatureis.25mmfilletsallthewayaroundthetopandbottomedgesofbothridges.Thisisjusttosmoothouttheridgesandmakethemmorecomfortableforyourfingers.

Filletthetopandbottomedgesofbothridges.
Export the.STL File and

PrintWiththepartfinished,youcanexportitandprintit.Exportthe.STLfileathigh-qualitysettingstomakesureyouretainthecurvesofthemodel.Youcanthenjustprintitusingthesamesettingsyouusedtoprintthedrawersinproject4andallowtocoolbeforeremoving.

Yourfinisheddrawershouldlooksomethinglikethis,butwith
whatevercompartmentlayoutyoudecidedtomodel.

PROJECT
7
DustCollector
Project Time: 45minutes

Adustcollectorisasimplelittledeviceyoufeedyourfilamentthrough.Inside,asmallspongecatchesanydustthatwasonthefilament.Dustcancausesomemajorheadachesin3Dprinting,includingnozzleclogs,soit’sbesttoavoidtheproblemaltogetherbyusingadustcollector.
Thisprojectalsogivesyouthechancetoexperimentwith

partsthataredesignedtofittogether,helpingyougetafeelfortheaccuracyofyour3Dprinterandhowtodesignpartsthatfitsnuggly.Sobootupthatcomputerandlet’sgetstarted!
Create a NewPart and

Revolve theBodyGoaheadandopenyourCADsoftwaretocreateanewpartinmillimeters.Thebasicdesignofthedustcollectorisprettysimple:ahollowcylinderdividedintotwopartsthatcliptogether.Thismeansyou’llactuallybemodelingtwodifferentparts.

Forthebaseofthefirstpart,startbyusingtherevolvefeatureinyoursoftware.Youcanjustusethesamedimensionsthatareinthefollowingfigure.Theonlyexceptionisthe1.25mmradiusdimensionrightnexttothecenterline,whichisdependentonthesizeofyourfilament.Myfilamentis1.75mm,soImadetheopening2.50mmtogiveitsomeroom.Ifyou’reusing

3mmfilament,you’llwanttomakethatdimensionsomethinglike2mmradius.

Thefirstfeatureisarevolvetocreatethecylindricalshapeofthe
part.
Cut a Groove

Nextyou’llbecuttingagrooveontopofthecylinderfortheclipstofitinto.Thisisaprettysimpleoperationwiththerevolvedcutcommandinyoursoftware.
Usingthesamecenterlinefromtheoriginyouusedfortheinitialfeature,youcanjustdrawacircleattheedgeofthepart.Putthecenterpointofthecircleontheedgeofthecylinderso

it’sconstrainedthere,andthenjustspecifyadiameterof2mmandadistancefromthetopof3mm.

Usetherevolvedcutcommandtocutagroove.
Youthenneedtoaddfilletstothetopandbottomofthegroove.Thiswilljusthelptheclipsfitmorecleanlywhen

thetwopiecesareputtogether.IntheFeaturestab,chooseFilletandspecify1mmfillets.Nextjustchoosethetopandbottomedgesofthegroove,andfinishthefeature.That’sallyouneedtodoforthefirstpart,sojustsaveit.

Fillettheedgesofthegrooveyoujustcut.
Create the

Second Partand Revolvethe BodyNowit’stimetocreatethesecondpart.Thispartisalittlemorecomplicated,butitstartsthesameway:witharevolvedbase.
Justlikewiththelastpart,youcanusethedimensions

fromthefollowingimagetocreatetherevolve.Again,youmayneedtochangethedimensionclosesttothecenterlineifyouhave3mmfilament.

Thesecondpartalsostartswitharevolve.
Make the

First ClipYoucan’tjustextrudetheclipsbecauseyouneedthemtofollowthecurveofthecylinderinordertofunctionproperly.Soyoushouldusetherevolvecommandinyoursoftware.
Onceagain,youcanusethedimensionsfromthefollowingimage.Ifyou’rereallypayingattention,you

maynoticeit’soffsetoutandupby.25mmcomparedtowhereitshouldbebasedonthefirstpart.Thisistogiveitalittleclearance,sothetwopartsfittogethermoreeasily.
Whenyouactuallyfinishtherevolve,don’tdoitafull360°.Youwanttheclipstobeflexible,soyoushouldonlyrevolveitbyasmallamount.(Iused30°onmine.)

Therevolvecommandshouldbeusedfortheclip,soitfollowsthe
curveofthecylinder.
Copy the Clip

Toavoidhavingtoremodeltheclipthreemoretimes,youcanusethecircularpatternbuttonintheFeaturestab.Butinordertousethatcommand,youneedtofirstcreateanaxistouseasareference.Thisiseasyenough;justcreatetheaxisbyselectinganyofthecylindricalsurfaces.

Createanaxistouseforthecircularpatterncommand.
Withtheaxiscreatedforreference,youcanpatterntheclip.Selectthefirstclip,andthenselectthecircularpattern

command.UnderParameters,selecttheaxisofrevolution,typein90.000toseparatetheclipsby90°,andenter4forthenumberofclips(theoriginalplusthethreecopies).

Useyourcircularpatterncommandtocopytheclip.
Finally,addsomefilletstotheedgesoftheclips.Thiswilljustmaketheclipsalittlebitstronger.

Filletsalleviatestressesonedgesandmakethepartstronger.

WATCH OUT!You could have added
fillets to the first clip andthen patterned it along withthe rest of the clip, but I’vefound that patterningmultiple features togethersometimes causes errors.

Youcanseehowthepartswillcliptogetherinthissectionview.
Export the

.STL Filesand PrintAsyou’vedonewiththepreviousprojects,youjustneedtoexportthepartasan.STLtoprintit.Theonlydifferencehereisthatyou’llneedexportbothparts.Youcanthenloadbothpartsatthesametimeandslicethemtogethertobeprinted.Todo

this,justloadthefirstpartandthenthesecondpart.Thepartsshouldautomaticallybeplacednexttoeachotherforslicing.Fromthenon,youslicethepartsthesamewayasyounormallywould.

Bothpartscanbeprintedatthesametime.
Onceyourpartsaredoneprintingandcooled,youcanstartusingthemtocollectdust.Allyouhavetodois

feedthefilamentthroughtheholes,cutoffasmallpieceofahouseholdspongeandputitaroundthefilament,andthenclipthetwopiecestogether.Asthefilamentslidesthrough,thespongewillcollectanydustonthepart.

Thetwopartsshouldbeabletocliptogether.Iftheydon’t,youcantrytweakingthedimensionstoexperimentwithhowpartsfit
together.

PROJECT
8
ReverseEngineering
aUseful Part

Project Time: 30minutesThisprojectwillinvolvereverseengineeringapartfromaroundyourhouse:anelectricalsocketcover.Whyasocketcover?Becauseeveryonehasoneintheirhome,soit’ssomethingeveryonewillbeabletofollowalongwith.I’llbemodelingastandardU.S.

socketcover,buttheprocessshouldbeprettysimilarforotherkindsofsocketsinothercountries.

AstandardU.S.electricalsocketcover.
Theideahereisthatyou’llbelearninghowtotakemeasurementsfromtheoriginalpart.SoIwon’tbe

providingyouwiththeactualdimensionsIusedinmostcases.Instead,you’llbeinchargeofcomingupwiththemeasurementsyourself.
Create a NewPart andExtrude the

BodyOpenupyourCADsoftwareandcreateanewpart.Asalways,Ipersonallyprefertoworkwithmillimeters.Butyou’rewelcometouseinchesifyouprefer,especiallysinceyou’llbetakingthemeasurementsyourself.
Youcanstartbymodelingasimplerectangletogettheoverallbodyofthecover

done.Youwanttoextrudeoffofthefrontplane,soitliesflatonprintbed.Justmeasurethelengthandwidthofthecovertodrawarectangle,andmakesureit’scenteredontheorigin.Next,measuretheoverallthicknessofthecoverfortheextrusionthickness.

Modelasimplerectangularsolidforthebodyofthecover.
Fillet the

EdgesAsI’msureyou’venoticed,theoutsideedgesofthesocketcoverarerounded.Thisisreallyjustacosmeticfeature,butit’sonewhichiseasytoadd.
Yousimplyneedtofilletthetopoutsideedgesofthecover.Becauseit’sjustcosmetic,youdon’tneedtogettheradiusofthefillet

perfect;justpickaradiusthatlooksrighttoyou.

Filletthetopedgestoimprovetheaesthetics.Asyoucanseehere,Iusedaradiusof3mm,buttheradiusyouuseisentirelyupto
you.

Shell theCoverUnlikethefillets,thisfeatureisimportanttothefunctionalityofthepart.You’llneedtousetheshellcommandinyoursoftwaretoessentiallyhollowoutthecover.Todothis,youfirstneedtomeasurethethicknessoftheplasticthatmakesup

thecover(nottheoverallthickness).

Measurethethicknessoftheplasticthatmakesupthecover.
Onceyouknowthethicknessoftheplastic,youcanthencreatetheshellfeature.Todothis,youneedtospecifythat

thicknessyoumeasured,aswellasthefaceyou’dliketodelete.Inthiscase,youwanttodeletethebackfaceofthecover(oppositeofthefillets).
Createtheshellbyspecifyingthethicknessandwhichfaceyou’dlike
toremove.

Cut OneSocketOpeningNowit’stimetogoaddanextrudedcutfortheopeningfortheactualsocket.Ifyoulookclosely,you’llseethatit’sactuallyarelativelysimplecutout.It’smadeupoftwostraightlinesthatare

connectedbytwoarcs(atleastontheU.S.socket).
Youcanmodelthisinanumberofdifferentways,butIrecommendyoustartwiththetwostraightlines.Drawthembasedontheirlengthanddistancefromthetop(theyshouldbecenteredfromlefttoright).
Next,youcandrawthearcs.Youknowtheirendpoints(thestraightlines),soyou

justneedtofigureoutthemidpointsofthearcs.Youcandothatbymeasuringthewidthatthewidestpointanddrawingaconstructionlinecenteredbetweenthetwostraightlinestorepresentit.Youcanthenjustdrawanarcwithitsendpointsonthestraightlines,anditsmidpointontheendoftheconstructionline.

Cuttheopeningfortheelectricalsocket.
Mirror the

SocketOpeningTheopeningsfortheelectricalsocketsaresymmetrical,soallyou’llneedtodotomakethesecondopeningistomirrorthefirst.Selectthemirrorcommandinyoursoftwareandusethetopplaneasthemirrorplane,withthefirst

openingasthefeaturetomirror.

Mirrorthefirstsocketopeningtocreatethesecond.
Create the

Screw HoleSupportOnthisparticularsocketcover,thereisadditionalmaterialonthebackwherethescrewholegoesthrough.Thisistoaddsupportforthescrew,whereitpushesagainsttheoutletmountedonthewall.Therearealsosomeribsontheback,butthey’re

probablynotintegraltothefunctionofthepart.
Thisisaprettysimplefeature—justarectangularsupportwithroundedcorners.Tobegin,measurethelength,width,anddepthofthesupportusinganactualsocketcover.

HOT TIPMeasuring the width
and length are easy enough,but the depth is a littleharder. If your calipers havea depth gauge at the end,this is one feature where itwill come in handy. If younot, you’ll just have measureit as best as you can.

Measurethelength,width,anddepthofthesupport.
Thecornersofthesupportarerounded.However,theexactradiusalmostdefinitelyisn’tgoingtoaffecthowwellthe

partfunctions.Sojustestimatetheradiusofthefilletsasbestasyoucan.

Addfilletstoroundthecornersofthesupport.
Add theScrew Hole

Thescrewholeonthispartiscountersunktoallowthescrewtositflush(oralmostflush)withthesurfaceofthecover.Tomakethis,startbymeasuringthediameteroftheactualhole(thisiseasiesttodofromtheback)andcutthat.
Finally,youneedtoaddthecountersink.Thiscaneasilybecreatedbyusingthechamfercommandinyour

softwareontheedgeofthehole.However,youneedtoknowtwothings:chamferdistanceandangle.Thedistanceiseasyenough;allyouhavetodoismeasurethediameteratthetopofthecountersinkanddivideitby2.Theanglewillbehardertomeasure,though.However,45°isaprettysafeassumption,becauseit’scommonlyusedforcountersunkscrewholes.

Achamfercanbeusedtoaddthecountersink.
Export the.STL File and

PrintThebestwaytodeterminehowwellyoumeasuredandmodeledthepartistoactuallyprintitoutandtryit.Youcanexportitthesamewayasanyotherpart,andIrecommendusingthehighest-qualitysettings.Whenyouprintit,youshouldn’tneedtouseanysupports,andyoucanprobablygetawaywitha

moderateinfill(like25to50percent).Letthepartcoolbeforeremoving.

Thefinishedcovermountedonthewall,anditfitscorrectly!

PART
5
AdvancedUsage andTechniquesIfyou’vealreadyreadthe

firstfourparts,you’repracticallya3Dprintingexpertalready.Sointhispart,Iintroduceyoutosomemoreadvancedtechniquesandusesforyour3Dprinting—thingslikeprintingwithmoreexoticmaterials,usingmultipleextruders,andsomepopularmodificationsyoucanmaketoyour3Dprinter.Ialsotellyoualittlebitaboutsomeusesforyour3Dprinterthatyoumaynothaveeven

realizedwerepossible.

CHAPTER
18
Printingwith OtherMaterials

In This Chapter
Uniquefilamentmaterialsyoucanprintwith
Specialhardwareneededtoprintcertainmaterials
Settingsyou’llneedtochangetosupportothermaterials
Throughoutthisbook,I’vebeentalkingalmostexclusivelyaboutprinting

withPLAandABSfilament.Thereasonforthatisprettysimple:they’rebyfarthemostpopularfilamenttypesonthemarket.Thevastmajorityofallhobby3Dprintingisdonewiththosetwomaterials.
ButaspopularasPLAandABSare,therearemanyothertypesoffilamentmaterialonthemarket.Noneoftheseareevencloseto

approachingthepopularityofPLAorABS,buttheydohavetheiruses.Mostofthemarespecialtymaterialsdesignedtobeusedforparticulartypesofprints.Inthischapter,Igooversomedifferentmaterialsyoucanuse,aswellaswhatalterationsyou’llneedtomakeinhardwareandsettingstoprintthem.

WhatMaterials AreAvailable?Sowhatotherfilamentmaterialsareonthemarket,andwhatkindofprintsaretheyidealfor?Whilenewfilamentmaterialsarebeingdevelopedandreleasedallthetime,thesearesomeofthe

oneswhicharegainingpopularitynow.
NylonNylonisaverycommonplastictypethathasbeenpopularfordecades.It’srecentlybecomeavailableinfilamentformfor3Dprinters.Thedesirablepropertiesofnylonareitsstrengthanditslowcoefficientoffriction.

Partsthatarepartofamovingsystem,suchasbushingsandslides,areusuallymadefromnylonbecauseofitslowfriction.Sonylonfilamentisgenerallyusedforthesamepurpose:toprintpartswherefrictionisaconcern.
PolycarbonateAnothermaterialthathas

beenaroundforaverylongtimeispolycarbonate.Polycarbonateisaverystrongmaterial,makingitidealforapplicationswheredurabilityandimpactresistanceareimportant.Forexample,bulletproofglassismadefromlaminatedlayersofpolycarbonate.

WATCH OUT!Please do not attempt
to shoot something you’veprinted in polycarbonate. It’svery strong, but bulletproofglass is made using a veryspecific manufacturingprocess, and regularpolycarbonate will not stop abullet. So go ahead andforget any ideas about 3Dprinting bulletproof armor orsomething.

Soifincrediblyhighstrengthisrequiredina3Dprintingapplication,polycarbonateisagoodchoice.Infact,it’sprobablythestrongestfilamentcurrentlyavailableforconsumer3Dprinters.
Flexible FilamentI’vetalkedaboutflexiblefilamentsafewtimesalready,soyou’reprobablyalreadyat

leastalittlebitfamiliarwiththeidea.Flexiblefilamentisagenerictermusedtodescribeanyoftheflexible,rubberyfilamentmaterialsavailablefromahandfulofmanufacturers.Theactualformulasusedvaryfrommanufacturertomanufacturer,sothesearereallygroupedbytheirproperties(notbecausethey’reaparticularkindofplastic).

ThispartwasmadefromNinjaFlex,apopularbrandof
flexiblefilament.
Flexiblefilamenthasgrowninpopularitytremendouslyoverthepastcoupleofyears.

Inthehobbymarket,it’softenusedforthingslikerobotorRCtires,grips,andanythingelsethatrequiresarubberlikefeel.Withadualextrudersetup,it’spopulartoprintbothflexiblefilamentandatraditionalhardfilamentinthesamepart.Forexample,youcouldprintawheelandtireasasinglepiecefromthetwodifferentmaterials.

Wood FilamentOnefilamentmaterialthatisprettysurprisingandunusualis“wood”filament.Thereareonlyacoupleofmanufacturerscurrentlymakingthisfilament,soit’squiteunique.Thematerialitselfisessentiallyamixofpolymerandwoodfiber.
Whenprinted,thematerialactuallylooksremarkably

likewood.Infact,itcanevenbesandedjustlikewood.Theappealisobvious:youcan3Dprintobjectsthatlooklikethey’remadeofwood.
PETPolyethyleneterephthalate(PET)isanotherplasticthathasbeenaroundinvariousformsfordecades.It’soneofmanyplastictypesthatare

commonlyusedinawiderangeofproducts,frombottlestotapes.Asfarasmechanicalpropertiesgo,it’sfairlysimilartootherfilamentmaterialsonthemarket.
TheprimaryadvantagethatPEThasoverotherfilamentsishowwellitprints.IthasstrengthsimilartoABSbutdoesn’trequireaheatedbedanddoesn’twarpmuch(ifatall).Basically,itcombines

theadvantagesofPLAandABSwhileavoidingtheirdisadvantages.However,PEThasonlyrecentlybeenmadeavailableintheformoffilament.It’sonlybeingmadebyacoupleofmanufacturers,soit’sstillalotmoreexpensivethanPLAandABS.
HIPS

High-impactpolystyrene(HIPS)hastraditionallybeenusedforplasticpartsthatdon’trequirealotofstrength(likepackaging),butithasgainedanewusein3Dprintingasasupportmaterial.Inadual-extruder3Dprinter,HIPScanbeusedasthesupportmaterialwhileanothermaterialisusedfortheactualpart.
ThereasonthatHIPSiswell

suitedforthisapplicationisbecauseitdissolvesinlimonene.Theprimarymaterialdoesn’tdissolveinlimonene,sothisisidealbecausethesupportmaterialcanberemovedchemicallyinsteadofwithapairofpliers.Whilethereareotherfilamentmaterialsthatarealsosuitableforthistask,rightnowHIPSisthemostcommon.

HardwareNeededIt’sprobablynotsurprisingthatsomeofthesematerialswillrequirespecialhardware.Asnewmaterialsareaddedtothemarket,it’slikelythatthehardwarerequirementswillbecomeevenmorespecialized.Ican’tcovertherequiredhardwareforallof

thefilamentmaterials,soinsteadI’llgiveyouanideaofwhatkindofhardwareiscommonlyneeded.
All-Metal Hot EndsAll-metalhotends,asI’vetouchedonpreviously,aresimplyhotendswhichareconstructedentirelyfrommetal.Traditionalhotendsaremadefromacombination

ofmetalandplastic,whichisadequateforstandardhotendtemperatures.ButalotofthesematerialsrequirethatthehotendbemuchhotterthanisnecessaryforABSorPLA.
Someofthesematerialsneededtobeprintedattemperaturesof300°Corhigher.That’ssimplytoohotfortraditionalhotendconstructions,whichcan

becomedamagedattemperaturesthathigh.All-metalhotendscanhandletheseextremetemperatureswithoutbecomingdamaged.

HOT TIPAll-metal hot ends are
becoming very popularbecause of their high-temperature capabilities. Butthey’re not perfect for allsituations. Many all-metalhot ends are prone toclogging and jamming, soit’s usually not worth addingone to your 3D printerunless you know you needto print at high temperatures.

Print FansI’vealreadytalkedabouthowimportantprintfansareinChapter10.They’reveryhelpfulforsomefeatures,likebridgesandsmalllayers.Butsomematerialsrequireaprintfaninordertoprintatall.
Printfansexisttoquicklycoolthefilamentafterithasbeendepositedontothebedorthepreviouslayer.

MaterialslikeABSsolidifyprettyquicklyontheirown,soafanisn’tnecessary.Butothermaterialsaremorefinickyandhavetobeactivelycooledinordertosolidifyquicklyenough.
Ofcourse,printfansingeneralareagoodideaanyway,soit’sdebatablewhethertheyshouldevenbeconsidered“specialtyhardware.”Butstrictly

speaking,theyaren’tnecessaryforallprintsandmaterials,makingthemoptional.It’salsoworthmentioningthattheresultsfromafanalonearen’talwaysgood.Sometimesit’snecessarytoaddafanshroudtodirectthecoolairinordertogetgoodresults.

TheLulzbotTAZcomeswithashroudforthefantodirectcoolair
justbelowthenozzle.
Heated Beds andBed Materials

YoualreadyknowthatheatedbedsarerequiredforprintingABS,butthereareothermaterialsthatrequireaheatedbedaswell.Plussomematerialslikenylonevenbenefitfromspecialbuildplatformmaterials.Traditionaladhesionimprovementmethodsdon’talwaysworkforallmaterials.Therefore,somematerialshavetheirownuniquetechniquesformakingsure

thefilamentstickstothebed.

FASCINATING FACTPhenolic resin plastic
was the very firstcommercially availablesynthetic resin. It wasoriginally sold by theBakelite Corporation, andwas immediately popular ina wide range of products.Since its invention, it hasbeen used to make virtuallyeverything plastic at onetime or another.

Atfirst,thatmaysoundtrivial,butitcanactuallybeafairlybigdealforsomematerials.Forexample,nylonfilamentreportedlyadheresbesttophenolicresin(usuallyknownbythetradenamesGaroliteandBakelite).Differentfilamentmaterialshavedifferentidealbedmaterials,andit’softenhelpfultoswitchbetweenbedmaterialsdependingonthefilamentyou’reusing.

Forinstance,aglassbedworkswellforABSandPLA,butyoumaywanttoswitchtoGarolitefornylon.
PrintingTechniquesAsyouprobablysurmisedalready,allofthesefilamentmaterialsdon’tjustrequire

specialhardware.Inadditiontothathardware,thedifferenttypesoffilamentalsorequirespecificsettings.JustlikehowyouhavetoadjustthesettingswhenyouswitchbetweenPLAandABS,youhavetoadjustthesettingstousethesemoreexoticfilamentmaterialsaswell.
Temperature

Theprinttemperatureisthemostobvioussettingthatwillprettymuchalwaysneedtobeadjusted.Almostallfilamentmaterialshavetheirownidealtemperaturesetting,andtherangecanbe100°Cormore.Thefilamentmanufacturershouldhavesomeinformationonwhattemperatureisidealfortheirfilament,sobesuretocheckwiththemfirst.Forexample,PLAisusuallyprintedaround

200°C,ABSat230°C,nylonat250°C,andsoon.IfyoutriedtoprintatPLAtemperatures,itwouldn’tevenextrude.PLAprintedatnylontemperatureswouldburnorpoolonthebed.

Adjustingthefilamenttemperaturewithinthefilamentsettings.
Onceyouhaveanideaofwhatthetemperatureshouldbe,it’sbesttoexperimentalittletofindwhatgivesyou

thebestresults.Thatparticularfilamentmayprintbetteronyourprinterwhenit’salittlecoolerorhotterthanrecommended.Printafewsmallpartstogetyourtemperaturedialedin,andthensaveitasaconfigurationforthatmaterial.
Youshouldalsofollowthesamestepsforthetemperatureoftheheatedbed.Somematerialswon’t

needtheheatedbedtobeonatall,whileothersmightneedittobeveryhot.However,thetemperatureofthebedismuchmoreforgivingthanthetemperatureofthehotend,soaslongasyou’rewithin10°Corso,itshouldworkjustfine.

SpeedPrintspeedisanothermajorvariablewhenyou’reswitchingbetweenfilamentmaterials.Manyofthemoreexoticmaterialshavetobeprintedveryslowlyandwillproducepoorresultsifthey’reprintedtooquickly.Thisisbasicallydeterminedbyhowquicklythatparticularmaterialcanmeltinthehotend,whichcanbe

dramaticallydifferentbetweenmaterials.Forexample,PLAcanusuallybeprintedatveryfastspeedsbecauseitflowswell.Nylon,ontheotherhand,usuallyneedstobeprintedslowly(around40mm/s)oritwon’tbondproperlytoitself.
Justlikewiththetemperaturesettings,youshouldstartbylookingatwhatthemanufacturerrecommends.If

thatinformationisn’tavailable,dosomesearchingtofindoutwhatsettingsotherpeopleareusingforthesametypeofmaterial.Onceyou’vegotsomenumberstostartwith,youshouldfine-tuneitbyprintingafewparts,justlikeyoudidafteradjustingthetemperaturesettings.
Cooling

Asyoulearnedearlierinthischapter,somematerialswillrequireactivecoolingwhileothersshouldn’tbecooledatall.Onceagain,thisinformationcanusuallybefoundfromthemanufacturerofthefilamentorbysearchingaroundtoseewhatothersaredoing.Butcoolingcanbealotmoresubjectivethantemperatureandspeed.
Forsomematerials,you’ll

wantthefanonatfullblastallthetime.Forothers,itshouldn’tbeturnedatall.Thereisalsoalotofmiddlegroundwhenitcomestousingafan.Youcanhavethefancomeonjustforcertainfeatures(likebridgesoroverhangs),orthefancouldbeonalowspeed.Forexample,PLAvirtuallyrequiresaprintfantoturnoutwell.However,ABSshouldonlyhavethefanonfor

extremebridgeoroverhangs;otherwise,itwillwarp.Asageneralruleofthumb,tostartyourexperimenting,thefanshouldbeoffformaterialsthatarepronetowarping,whilematerialsthatdon’thavethisissuecanusuallybeprintedsafelywiththefanon.Gettingyourcoolingsettingsrightwilldefinitelytakesomepatienceandexperimentation.
Sohowdoyougetitadjusted

properly?Startbyrunningaprintwiththefanonhightheentiretime.Youcanthentryrunninganotherprintwithitoffcompletely.Comparetheresultsandseewhichoneworkedbetter.Onceyouknowhowthematerialreactstocooling,youcanstartadjustingthesettingsforparticularfeatures.Forexample,youmighthavethefanoffcompletelyforthefirstfewlayers,onlowfor

therestoftheprint,andonhighforbridgesandoverhangs.Thepointis,you’llneedtolookattheresultstoseewhatworksbest.
Layer ThicknessThisisasettingyoumaynotexpecttohavetochange,andinmostcasesyouwon’t.Butasmallminorityoffilament

materials(suchasnylon)canbeabitsensitivewhenitcomestolayerheight/thickness.Unlessthefilamentmanufacturerrecommendsotherwise,it’sbesttostartbyusingwhateverlayerheightyouwouldnormallyuse.
Butifyou’regettingpoorresults(especiallyinconsistentextrusionandpoorsurfacequality),layer

thicknessmaybetheculprit.Whenthishappens,it’salmostalwaysbecausethelayerheightistoosmall,sotryincreasingitalittlebitandseeifthatimprovesyourresults.Inextremecases,youmayevenhavetoswitchyournozzleoutforsomematerialsthatsimplydon’tflowwellthroughasmallnozzle.
The Least You

Need to KnowTheoptionsforfilamentmaterialsarerapidlyincreasing,andthereisnowaprettylargevarietyofmaterialsavailableonthemarket.
Somematerialsarebettersuitedtoparticularprintsthanothers.Youshouldpickthematerialbasedonyourneedsforspecificparts.
Manymaterialsrequire

specifichardware—suchasall-metalhotends,printfans,andheatedbedsandbedmaterials—inordertoprint.Beforeyouorderanewfilamenttype,besuretocheckthatyour3Dprinteriscapableofprintingit.
Theprintsettingswillalmostalwaysneedtobeadjustedfornewmaterials.Besuretotakethetimetotweakyoursettingsuntilyou’regettinggoodresultswithanewmaterial.


CHAPTER
19
ModifyingYour PrinterIn This Chapter
Addingfanshroudsorheated

bedsMakingtheswitchtoall-metalhotends
Installingextrudersandextendingaxes
Modificationsformillingorlasercutting
Sitesforpurchasingpartsorfinding3Dmodelstoupgradeyourprinter
Onceyou’recomfortablewithyour3Dprinterandhavegottenboredwithprinting

pencilholdersandcoasters,you’llprobablystartthinkingabouthowyoucanupgradeormodifyyour3Dprinter.Thereareanendlessnumberofmodificationsyoucandotoyourprintertomakeitbiggerandbetter,andifyou’rethetinkeringtype(whichyouprobablyareifyou’rereadingthisbook),I’msureyou’reeagertogetyourhandsdirty.

Youcanreallymodifyeverythingonmostprinterswithenoughwork.Afterall,youhavea3Dprinteryoucanusetomakenewpartsforupgrades.Butthereareahandfulofpopularmodificationsthatyoucandotomost3Dprinterstoimprovetheirfunctionality.Sointhischapter,let’stakealookatsomeofthemorecommonupgradesandmodificationsyoucando!

Adding a FanShroudIfyour3Dprinterdoesn’talreadycomewithafanshroud,addingoneisdefinitelythemostpopular3Dprintermodification.Infact,it’susuallythefirstmodificationpeoplemaketotheir3Dprinters.

WATCH OUT!Attempting to modify
your printer always carrieswith it the risk of damagingthe printer. It’s also likelythat your warranty (if youhave one) will be voided bythe modifications. Therefore,make any modifications andupgrades with the risks inmind.
Whilemanymanufacturers

includeaprintfanwiththeprinter,it’softenjustasmallfanblowinginthegeneraldirectionofthenozzle.Fanshroudsimprovethesituationbyactingasafunneltodirectandfocustheairjustbelowthenozzle.Doingsousuallyimprovesthecoolingcapabilitiesofthefanquitedramatically.Whileyoushouldn’texpectmiracles,afanshroudcandefinitelymakeadifference.

ThePrintrbotSimpledoesnotcomewithafanshroud,butPrintrbotsuppliesaprintablemodeltoaddoneyourself.
Addingafanshroudisusuallyafairlyeasyjob.Most3Dprintermodelson

themarkethavefanshroudsalreadymodeledandavailablefordownload.Inmanycases,you’llbeabletoattachtheshroudusingthemountingscrewsthatarealreadyontheprinterforthefan.
Soallyouneedtodoisfindafanshroudmodelforyour3Dprintermodelandthenjustdownloadandprintit.Onceit’sfinishedprinting,youcan

justmounttheshroudtothefan.Youshouldimmediatelyseeacoolingimprovement.
Adding aHeated BedIfyour3Dprinterdidn’tcomewithaheatedbed,yourmaterialoptionsaregoingtobeprettylimited.PLAwillbe

theonlycommonlyavailablematerialyoucanprintsuccessfully.NowPLAisactuallyareallygreatmaterialthatprintswellandisreasonablystrong,butit’salwaysnicetohavetheoptiontouseothermaterials.
Todothat,youneedtoaddaheatedbedtoyour3Dprinter.Thedifficultyofdoingthisdependsonthreemajorfactors:howlargethebedis,

thecontrolboardyou’reusing,andthepowersupplyyou’reusing.
Bed SizeGeneric3D-printedheatedbedsusuallycomeinarelativelysmallselectionofstandardsizes.Ifyourbedsizeissomethingcommonlike6×6inches,findingaheatedbedshouldn’tbe

difficult.Butifyou’relookingforsomethingstrangelike3×9inches,you’reprobablynotgoingtohavemuchluckfindingone.
Itispossibletomakeyourownheatedbedinwhateversizeyoulike,butit’snoteasytodo.You’dessentiallyhavetomakeyourownprintedcircuitboard(PCB)atthesizeyouneed,andyou’dhavetomakesurethetraces

werethecorrectsizetogettheresistanceright.Oryoucancontactaheatedbedmanufacturerandhavethemmakeyouacustombed,butthatwillbealittlepricey.

HOT TIPThe heated bed
doesn’t have to be exactlythe same size as the buildplatform. As long as itcovers the print area (or isclose to it), it should workfine. For example, if yourprint bed is 150×150mm, a6×6-inch heated bed(152.4×152.4mm) wouldprobably work just fine.

However,thatshouldn’tbeanissueformostpeople.3Dprintersgenerallycomewithprettystandardbedsizes,sofindingtherightsizeforyourprintershouldn’tbetoodifficult.
Control BoardInordertoaddaheatedbed,yourcontrolboardhastohaveanoutputtopowerit

andaninputforthethermistor(whichmeasuresthebed’stemperature).Mostmoderncontrolboardswillhavetheoutputandinputfortheheatedbed,butnotallwill.
Ifyourcontrolboarddoesn’thavetheconnectionsfortheheatedbed,you’llneedtoupgradetoacontrolboardthatdoes.Therearemanycontrolboardsonthemarket

thatshouldbecompatiblewithjustaboutany3Dprinter.Changingcontrolboardswilltakeafairamountofrewiringwork,buttheprocessisusuallywelldocumentedonwebsiteslikeRepRap.org.
Ifthecontrolboardalreadyhastheheatedbedconnections,addingtheheatedbedwillbesignificantlyeasier.However,

ifthebedislarge(over8×8inches),you’llalsoneedtomakesureitcanhandlethecurrentrequiredforthebed.Forexample,ifthebeddraws15ampsandthecontrolboardcanonlyhandle10amps,you’llhaveaproblem.Butthatshouldonlybeanissueforlargeheatedbeds.
Power Supply

Thefinalconcernwhenaddingaheatedbediswhetherornotthepowersupplycanhandleit.Heatedbedsusealotofpower,sothepowersupplyhastobeabletoprovidethepowerfortheheatedbedaswellastherestofthe3Dprinter.It’snotuncommonforthestockpowersupplytobeinadequateonceaheatedbedhasbeenadded.

Luckily,upgradingthepowersupplyisaprettyeasyjob.Powersuppliescomeinavarietyofstylesandformfactors,withallkindsofdifferentconnections.Someprintersuselaptop-stylepowersupplies,whichmeansyou’llneedtomakesurethejackistherightsizeandshape(inadditiontoitmeetingthepowerrequirements).

WATCH OUT!Rewiring your printer,
especially when it comes tothe power supply, can bepotentially dangerous. It’spossible to improperlyconnect the wires, whichcould result in electrocutionor fire. Be sure you knowwhat you’re doing and usethe proper safetyprecautions when doing thiskind of work.

Otherprintersusegenericpowersuppliesthathavebareconnectorsyousimplescrewwiresinto.Thosearetheeasiesttoreplace,becauseyoujusthavetogetamorepowerfuloneandswitchthewiresover.Theyalsotendtoberelativelyinexpensive.
ManypeoplealsousedesktopcomputerATXpowersupplies.They’reidealbecausethey’recheap,

readilyavailable,andcanputoutalotofpower.However,theyusuallyhavetobejury-riggedtoworkwith3Dprintersbecausetheyhavebuilt-inswitchesandsafetymechanisms.Butthey’reagreatoptionforsupplyingalotofpoweronabudget.
Ifthenewpowersupplydoesn’thaveapowerconnectorthatmatchestheoriginal,you’llneedtodo

somerewiringforthismodificationaswell.Luckily,thisisusuallyasimplematterofcuttingofftheoldconnectorsandinstallingnewmatchingconnectors.Mostpowersupplieswillonlyhavetwowires(positiveandnegative)thatarecolorcoded(blackandwhiteorred),whichjustconnecttothecorrespondingcolorsontheotherend.

AstandardATXcomputerpowersupplyconvertedforusewitha3D
printer.
Switching to

All-Metal HotEndsInthepreviouschapter,Italkedabouthowall-metalhotendsarerequiredforsomematerialsbecauseoftheirhightemperaturerequirements.Forthatreason,ithasbecomeverypopulartoswitchoutthestandardhotendforanall-metalmodel.

Makingthatswitchisusuallyprettyeasytodo,butlikeallthingsitcanbecomecomplicated.
Manufacturersofaftermarketall-metalhotendspurposefullymakethemsothey’reeasytoaddtoyourprinter.Obviously,it’sintheirbestinteresttomakethemasuniversalaspossible.Butthey’restillnotquiteplug-and-play.

Therearetwofactorshere:physicallymakingtheconnectionsandmountingthehotend.Makingtheconnectionsisusuallyassimpleasjustsplicingfourwires(twofortheheatingelementandtwoforthethermistor).Thesmallerwireswillbeforthethermistor,andthepolaritywon’tmatter.However,you’llusuallyneedtoreconfigureyourfirmwarefor

thenewthermistoraswell(whichentailschangingthethermistormodel).
Actuallymountingthehotendcanbealittlemorecomplicated.Thereareafewsomewhatstandardizedmounttypes,andthenahandfulofcompletelyuniquewaysofmountinghotends.Ifyourprinter’shotendisoneofthestandardmounts,youcanoftenjustswapoutthe

hotend.Insomecases,youmayneedtofirstprintsomekindofadapterifthemounttypesarestandardbutdifferent.
Itonlybecomesaseriousheadacheifyourprinterhasanunusualtypeofhotendmount.Somemanufacturersusecompletelyproprietaryhotendsthathaveuniquemounts.Inacaselikethat,you’lleitherneedtofindan

adapter(orentirelynewextrudercarriage)that’salreadybeenmodeledbysomeoneelseormodelyourown.
HOT TIPHot end compatibility is
definitely something youshould look into beforeordering an all-metal hotend. Do some searching onthe forums for your 3Dprinter and see what other

people are doing. Is there aspecific model of hot endthat people prefer? Maybesome fit better than othersand are easier to mount. Ifso, that can help you decidewhat hot end to order.
InstallingMultiple

ExtrudersAddinganadditionalextrudertoyour3Dprinter(orafewadditionalextruders)isaveryexcitingmodification.Itopensupawholenewsetofpossibilitieswhenitcomestowhatyoucanprint.Youcanprintinmultiplecolors,indifferentmaterials,orwithadedicatedsupportmaterial.Butit’salsoaprettydifficult

modificationtomake.
Some3Dprintermanufacturershavekitsavailabletoupgradeyourprintertoadualextrudersetup.Forexample,Lulzbothasanupgradeavailablefordualextruders.ButI’mnotawareofanythatcurrentlyhavekitsavailableforaddingmorethanoneadditionalextruder.Andit’snotparticularlycommonforthem

toevensellthose.

Thisisadrop-indualextruderdevelopedbyLulzbotfortheirTAZ

43Dprinter.
Formostpeople,addingoneormoreextrudersendsupbeingacompletelycustomjob.You’llneedtodesignanewextrudercarriagewithmountsfortheextruders,upgradeyourcontrolboardtoonewithmultipleextruderconnections,andreconfigureyourfirmware.Noneofthatiseasytodo,andcanbequitecomplicated.TheRepRap

forums(forums.reprap.org)areagoodplacetolookforinformationondoingthiskindofextensivemodification.
Fortunately,thehobby3Dprintingcommunityisverygoodaboutsharinginformationanddesigns.Ifyour3Dprintermodelisfairlypopular,thereisaprettygoodchancethatsomeonehasalreadydoneall

ofthatworkforyou.Withalittlesearchingandsomeluck,it’sentirelypossiblethatyou’llbeabletofindthemodelsyouneedtoprint,alongwithinformationonthecontrolboardandfirmware.
Butevenifthatinformationisavailable,youneedtobeverycomfortablewithmodifyingyourprinter.Youneedtotakethingsapartandputthembacktogether,rewirethe

controlboardandextruders,andsoon.Addingextrudersdefinitelyisn’tajobforthefaintofheart.
ExtendingAxesWhileI’monthetopicofdifficultmodifications,let’sgoaheadandtalkabout

extendingyourprinter’saxes.Itshouldbereadilyapparentwhythisisadesirablemodification:itmakesyourprintarealarger.Whowouldn’twanttheoptionofprintingbiggerobjects?
Onthesurface,thisseemslikearelativelysimplejob:justgetsomelongersmoothrodsandalargerbuildplatform.Andinsomecases,itisthatsimple.However,it

oftenturnsintomuchmorethanthat.
Thoselongersmoothrodsmayforceyoutomodifytheframetofitthem.Ifthey’reespeciallylong,theymaydroop,whichmeansyou’llneedtogetthickerrods.Thickerrodswillrequirenewmountsandbearings.Theadditionalweightmaymeanyou’llhavetoupgradethesteppermotorsandpossibly

eventhecontrolboardandpowersupply.
Asyoucansee,thisoftenresultsinacascadingeffect.Someprinters(likePrintrbots)canhavetheiraxesextendedeasilyandinexpensivelybecauseofthewaythey’redesigned.ThereareevenkitsavailableforsomePrintrbotmodelstodojustthat.Otherprinters(especiallythosewithfully

boxedframes)willrequirealotmorework.
Asusual,youshouldalwaysstartbylookingatwhatotherpeoplehavedone.Ifothershavebeenabletosuccessfullyupgradetheirprinterswithextendedaxes,lookathowtheydidit.Ifnooneelsehasdoneit,that’sabadsign.Insomecases,itmaynotevenbepracticalorevenpossibletodo.Incases

likethat,it’sbettertojustpurchasealargerprinter.
Converting toa PCB MillEarlierinthisbook,IspentafairamountoftalkingaboutwhatCNCmillsdo.Ifyourecall,CNCmillsmakepartsbycuttingintoablockof

material.Aprintedcircuitboard(PCB)millisbasicallyjustatypeofCNCmillthat’sdesignedtocuttracesoutofstandardPCBsheetsforelectronicsprojects.
HOT TIPMany people convert
their CNC mills into 3Dprinters, but going the otherway doesn’t usually work aswell. The components usedto build 3D printers simply

aren’t as robust as thoseused for CNC mills. Thismeans a 3D printerconverted into a CNC millusually won’t have thepower or rigidity to millanything but very softmaterials (like plastic,machinable wax, and wood).
BeingabletomakePCBsathomeisaprettybigdealforelectronicshobbyists,makingtheconversionfrom3D

printertoPCBmillideal.Soifyou’reinterestedinmakingPCBs,convertingyour3Dprintercanbeaworthwhilesolution.
Convertinga3DprinterintoaPCBmillisverysimilartoconvertingitintoaCNCmillsincePCBmillsandCNCmillsareverysimilar.ButtheconversiontoamillstrictlyforPCBuseisusuallyalittlebiteasier.PCBmillsjust

needtobeabletocutthroughthethinsheetofcopperonablankPCB,whichdoesn’trequirealotofforce.
ThelowpowerrequirementsofPCBmillsmeanthey’reeasiertoconverta3Dprinterinto.Thespindledoesn’thavetobehighpower(anormalrotarytoolwillusuallywork),andtheframedoesn’tneedtobeincrediblyrigid.Overall,it’samuchcheaperandeasier

conversion.
TheeasiestwaytoaccomplishthisistodesignaDremelmountforyour3Dprinter.Ideally,you’llreplacetheextrudermountwiththeDremelmount.That’sallthephysicalmodificationthatisreallyneededfortheconversion.ADremel(orotherrotarytool)hasallofthepowerneededforPCBmilling.

Alterationsfor LaserCuttingMaybeyou’rethinkingtoyourself“Millingissotwentiethcentury;Iwantsomethingmorefuturistic!”Well,ifthat’swhatyou’rethinking,Ihaveatreatforyou:lasers!That’sright,you

canevenaddlaserstoyour3Dprinter.
Lasercuttingisactuallyafairlymaturemanufacturingprocessatthispointandhasbeenaroundforquitesometime.Thebasicprocessissimple:aflatsheetofmaterialislaidoutandahigh-poweredlaserburnsthroughittocreateflatparts.Manypartsarecreatedthisway,andit’sespecially

popularforflatpartsmadefromwood,acrylic,andvariousmetals.
Alasercutteronlyneedstomoveintwoaxes,soa3Dprinteriseasilycapableofthenecessarymovements.Theconversionismostlyamatterofslappingalaseronwheretheextruderwouldgoandreplacingthebedwithaplatformdesignedforlasercutting.Theplatformcanbe

assimpleasatraywithwaterinit,justtokeepthelaserfromdamagingwhateverisbelowthematerialbeingcut.
ThephysicalmodificationswouldbeverysimilartothoseneededforPCBmilling.Justremovetheextrudermountandreplaceitwithamountwhichholdsthecuttinglaser.Theplatformbelowneedstobecapableofreflectingthelaser,sothatit

doesn’tcutthrough.
Butbeforeyoustartdaydreamingaboutopeningametalfabricationshop,youshouldbeawareoftherequirementsforthelaser.Cuttingthroughmetalrequiresavery,verypowerfullaser.Thoselasersareexpensive,andsoistheequipmenttoadequatelypowerit.
However,someother

materialscanbecutwithrelativelyinexpensivelasers.Acrylic,forexample,doesn’trequireaparticularhigh-poweredlaser.Thisismostlyduetohowwellitabsorbstheenergyfromthelaser(asopposedtometals,whichreflectalotoftheenergy).Therefore,it’spossibletoconvertyour3Dprinterintoalasercuttercapableofcutting1⁄4-inch-thickacrylicforjustafewhundreddollars.

HOT TIPIf you’re interested in
converting your 3D printer toa laser cutter, be sure toresearch what kind of laseris needed for the materialsyou’d like to cut. Differentmaterials (and thicknesses)all require lasers of varyingpower. Some materials canbe cut with relatively low-powered lasers, while othersrequire very high-poweredlasers.

Finding PartsFormostofthesemodifications,you’llneedtobeabletosourcethenecessaryparts.Findingthespecificpartsyouneedisn’talwayseasy,butwiththepoweroftheinternet,youshouldn’thavetoomuchtrouble.Thesedays,therearemanywebsitesselling3Dprinterparts,andasimple

Googlesearchwillhelpyoufindaplethoraofthem.However,thefollowingaresomelinkstogetyoustarted:
McMaster-Carr(mcmaster.com):Thisisagreatresourceforallkindsofpartsandcomponents.Theyhaveanenormousselectionofmaterials,fasteners,andallkindsofmachinerycomponents.They’reverypopularintheengineering

world,becausetheirselectionisjustsocomprehensive.
eBay(ebay.com):Youcanfindallsortsof3Dprinterpartsthroughthisauctionandshoppingsite.ThisisespeciallytrueforinexpensivepartscomingdirectlyfromChina.Youwouldbehardpressedtofindbetterpricesanywhereelse,thoughyou’llhavetobepatientifyourpartsarebeing

shippedfromoverseas.
Thingiverse(thingiverse.com):Thisiscurrentlythelargestrepositoryof3D-printablemodels.Asidefromallofthenormalknickknacksanddecorativeitemstoprint,you’llalsofindalotofmodelsforupgrading3Dprinters.Thereisaverygoodchanceyou’llfindahandfulofupgradesforyourprinter

thatpeoplehavealreadymodeledandtestedhere.
The Least YouNeed to Know
Therearemanymodificationsyoucanmaketoupgradeyour3Dprinter,someofwhicharemoredifficultandexpensivethanothers.
Addingaheatedbedallows

youtousematerialsbeyondPLA,makingitapopularmodification.
Withmultipleextruders,youcanprintinmultiplecolors,indifferentmaterials,orwithadedicatedsupportmaterial.
McMaster-CarrandeBayarebothgoodresourcesforfinding3Dprinterpartsonline.Thingiverseisthelargestonlinerepositoryofprintable3Dmodels.Youcanoftenfindmodelsthereforupgradingyourprinter.


APPENDIX
A
GlossaryABSAcronymforacrylonitrilebutadienestyrene,atypeofthermoplasticcommonlyusedfor3Dprinterfilament.Itis

strongbutpronetowarpingandcrackingduringprinting.
ABSjuiceAlsocalledABSglue,asolutionofABSplasticdissolvedinacetone.Itmakesaverystickysubstancethatcanbeusedasasurfacetreatmentontheprintbedtoimproveadhesion.
acetoneAcommonhouseholdandindustrialsolvent.Acetonebreaksdownstyrene,whichallowsitto

dissolveABS.ItcanbeusedforsmoothingABSprintsandformakingABSjuice.
additivemanufacturingTheprocessusedbyall3Dprinters,inwhichapartiscreatedbyslowlyaddinglayerafterlayerofmaterial.
ArduinoAnopen-sourceplatformfordevelopingandprototypingelectronics.Arduinomodelsaregenerallysmallcircuitboardswithout

inputsandoutputsforcontrollingvariouselectronics.TheArduinoMegaisusedbytheRAMPScontrolboardfor3Dprinting.
BasicInput/OutputSystem(BIOS)Thefirmwareinterfaceusedonmostcomputers.It’sthefirstthingtoloadassoonasyourcomputerstartsupandcontrolshowtheoperatingsystem(Windows,for

example)isbooted.
borosilicateAlsoknownasPyrex(oneofitstradenames),atypeofglassthatisformulatedtoreducethermalexpansion.Becauseit’smuchlesspronetothermalexpansionthannormalglass,it’satamuchlowerriskofthermalshock.Thermalshockcancracktraditionalglassifit’squicklyheatedorcooledunevenly,aproblem

thatborosilicatedoesn’texperience.
BowdenAgeneralcategoryofcoldendwherethefilamentisfedfromastationarylocationthroughafeedtubeandintothehotend.
calipersAcommonmeasurementtoolusedinawiderangeoffieldsandindustries.Theycomeinbothanaloganddigitalvarieties

andareusedtomeasurelengths,distances,anddepths.Calipersarecapableofveryhighprecisionandcommonlycomein6-to12-inchsizes(thoughlargerandsmalleronesexist).
CartesianAnadjectiveusedtodescribethingsrelatedtoRenéDescartes,whowasaFrenchmathematicianandphilosopher.Hismanycontributionstomathematics

werethereasonfortheCartesiancoordinatesystembeingnamedforhim(thoughhewasn’tsolelyresponsibleforitsdevelopment).Inthecontextof3Dprinting,itisawayofdefiningpointsin3DspacebytheirX,Y,andZcoordinates.
chamferAsimplebevelededgethatconnectstwosurfaces.Ifthesurfacesmeetat90degrees,astandard

chamferwillcutacrossat45degreesforsymmetry.However,achamferdoesnothavetobesymmetricalandcancutacrossatotheranglesaswell.
coldendThepartoftheextruderassemblythathasasteppermotoranddrivesystemtofeedthefilamentintothehotend.
computer-aideddesign(CAD)Theprocessof

designingpartsusingcomputersoftware(eitherin2Dor3D).Italsoreferstothesoftwareusedtoaccomplishthat.
computer-aidedmanufacturing(CAM)Atermusedtodescribemanufacturingprocessesthatarecontrolledbyacomputer(generallyCNCmills).Italsoreferstothesoftwareusedbythecomputersforcontrolling

themachinery.
computernumericalcontrol(CNC)Awayofcontrollingmachinetoolsusingacomputer,oftenusedforcomputer-controlledmillingmachines.
controlboardThebrainofthe3Dprinter,thecontrolboardisresponsibleforhandlingandprocessingalloftheinputsandoutputsontheprinter.

couplerAmechanicalfastenerusedtoconnecttheleadscrewsonthedrivesystemtotheshaftofthesteppermotor.
DelrinAtradenameforatypeoflow-frictionplastic.
digitallightprocessing(DLP)Oneofmany3Dprintingprocesses,DLPusesprojectedlighttocurephotopolymerresininlayers.

directdriveAtypeofextruderthatdoesn’tuseagearreductionsystem.Becauseoftherelativelylowtorque,directdrivecoldendsaregenerallyonlysuitablefor1.75mmfilament.
directfeedAcategoryofcoldendwherethedrivesystemislocateddirectlyabovethehotend,sofilamentisfeddirectlyfromthecoldendintothehotend.

draftingTheprocessofcreatingtechnicaldrawingsofpartsandassemblies.Apersonwhodoesthisisadrafter(ordraftsmanordraughtsman).Traditionally,thiswasdonewithapencilandpaper,butitisnowdonealmostexclusivelywithCADsoftware.
enclosureAcasethatsurroundsthe3Dprintertokeephotairinandcolddrafts

out.Enclosurescansignificantlyreducewarpingandcrackingonprintedparts.
endstopAswitchattheendofeachofthe3Dprinter’saxesthattellsthecontrolboardwheneachaxisisatitslimit.
extrusionTheprocessusedbyFFF3Dprinterstomeltplasticanddeposititbysqueezingthemoltenplasticthroughanozzle.

filamentThematerialusedbyFFF3Dprinters,whichcomesintheformofalongstrandofplasticandisgenerallywoundonaspool.
firmwareTheprogramthatrunsonthecontrolboardforcontrollingthe3Dprinter.
flatnessOneofmanytermsusedinengineeringtospecifygeometrictolerances.Inthecaseof3Dprinting,itdescribeshowflatasurface

is.
flexiblefilamentAnumbrellatermforanyfilamentmaterialthatisflexible,rubbery,andsquishy.Thiscanbeusedasanalternativetothehardandrigidplasticthatismorecommonlyusedfor3Dprinting.Theexactcompositiondiffersdependingonthemanufacturer,butthe

resultingmaterialisfairlysimilarwithallofthem.
fusedfilamentfabrication(FFF)Alsocalledfuseddepositionmodeling(FDM),the3Dprintingprocessusedbyalmostallconsumer3Dprinters.
G-codeAprogramminglanguagethat3Dprintersandothercomputer-controlledmachinetoolscanuseforinstructions.TheG-codeis

whatisusedtogivemost3Dprintersthecommandstheyfollowtoproduceparts.
greensandAspeciallyformulatedmaterialusedforsandcasting.Sandcastingisusedtoproducemetalpartsbypouringmoltenmetalintoamoldmadeofsand.Themoldisnormallyproducedbyformingitaroundapositivemasterpart;however,3Dprintingthemoldremovesthe

needtofirstcreateamasterpart.
HalleffectDiscoveredbyEdwinHallin1879,referstothetendencyforvoltageinacircuittochangewhenexposedtomagnetism.Itcanbeharnessedtocreateproximitysensorsandissometimesusedforendstopsandprobes.
heatedbedAtypeof3Dprintingbuildplatformthatis

electricallyheatedinordertoaidadhesionandreducewarping.
heatedbuildchamberSimilartoanenclosure,exceptitisactivelyheated.Heatedbuildchamberscanofteneliminatewarpingandcrackingentirely.
heatingelementAsimpleelectricalresistance-basedheatingdeviceusuallyusedtoheatupthehotend.

HIPSAcronymforhigh-impactpolystyrene,atypeofplasticthatcanbeusedassupportmaterialfor3Dprinting.Itdissolvesinlimonene,soitcanberemovedchemicallytoavoiddamagetotheprintedpart.
hostsoftwareThesoftwarethatrunsonyourcomputerandconnectsyourcomputertothe3Dprinter.Itcanbeusedtomanuallycontrolthe

printer,aswellastosendfilestobeprinted.
hotendThepartoftheextruderassemblythatheatsandmeltsthefilamentthatisfedbytheextruderassembly.Asfilamentispushedintothehotend,aheatingelementheatsthehotend.Thetemperatureishotenoughtoalmostinstantlymelttheplasticintoaveryviscousfluid,whichisthensqueezed

outofthenozzleanddepositedontheprintbed.
hypotenuseThelongestsideofaright-angledtriangle.Itisalwaysthesidewhoseendpointdoesn’ttouchtherightangle.
intellectualpropertyAnyideathatislegallyprotected.Providinglegalprotectionforintangiblethingslikeideasisacomplicatedmatter,andthelawsvaryfromcountryto

country.ButintheUnitedStates,intellectualpropertylikeinventions,music,copywriting,patents,andsoonarelegallyprotectedproperty.
layerheightHowthickeachindividuallayeris.Theheightisinverselyproportionaltobothqualityandprinttime,sothethinnereachlayeris,thelongeritwilltaketoprintandthebetterthequalitywillbe.

LCDcontrollerAdevicethatconnectstothecontrolboardandletsyoucontrolthe3Dprinterwithouthavingacomputerattached.
leadscrewAprecision-machinedcomponentfortranslatingrotarymotionintolinearmotion.
mechanicaladvantageTheamplificationofforcewiththeuseofatoolormechanicalsystem.Thisis

usuallyachievedbytradingmovementdistanceforforce.Aleveristhemostbasicexampleofthis,becauseifonesideofthefulcrum(pivotpoint)istwiceaslongastheother,itwilldoubletheforceexerted(thoughitwillalsodoublethedistanceitneedstobepushed).Thissamebasicconceptisappliedinavastarrayofmachinesusingthingslikegears,pulleys,screws,andsoon.

MultiJetPrinting(MJP)A3Dprintingprocessthatusesmultiplenozzlestospraybinderontopowder.
nozzleThesmallopeningattheendofthehotendthatdetermineshowthicktheextrudedfilamentis.
nylonAtypeofplasticthatisnoteworthyforitsverylowcoefficientoffriction.Itcanbefoundinfilamentformfor3Dprinting.

opensourceAphilosophyandusagerightssystemthatallowsinformationtobesharedfreely.
parametricA3DmodelingsystemusedbyCADsoftwarethatdefinesthemodelbyaseriesofparameterswhichcanbemodified.
PETAcronymforpolyethyleneterephthalate,atypeofplasticthatcanbe

usedasa3Dprintingsurfaceinfilmformorasa3Dprintingmaterialinfilamentform.
photopolymerresinAtypeofliquidresinthatsolidifiesintoplasticwhenexposedtolight(usuallyintheultravioletspectrum).Manufacturerscanproducetheresininmanyvarieties,withdifferentmechanicalandchemicalproperties.

pitchThedistancefromonethreadtothenext.Thisiswhatdetermineshowfarthescrewandnutwillmove(relativetoeach)withonefullrotation.Forexample,anM8screwhasastandardpitchof1.25mm.SoifyouhavealeadscrewwithanM8thread,everyfullrotationoftheleadscrewwillmovethenut1.25mm.
polycarbonateAverystrong

plasticthatcanbe3Dprinted.Thisisthetypeofplasticthatbulletproofwindowsaremadefrom.
polyimidefilmOftenreferredtobyitstradenameKapton,afilmthatcanbeusedasa3Dprintingsurfacetoimproveadhesion.Itcanalsobeusedasatapeinveryhigh-temperatureapplications,suchasonthehotend.

powderbedprintingAnytypeof3Dprintingprocessthatappliesaliquidbindertopowder.
printfanAsmallfanthatcoolstheextrudedplasticafterithasbeendeposited.
rapidprototypingAtermthatisoftenusedsynonymouslywith3Dprinting.
RepRapThiscanrefertothe

RepRapproject,whichdevelopsopen-source3Dprinters,aswellasthe3Dprintersthemselves.
reverseengineeringTheprocessofdeterminingthefunctionand/ordesignofaman-madeobjectorsystem.Thiscanbeanythingfromreverseengineeringsoftwaretocomplicatedmechanicalsystems.
scaleThesizeofapartin

relationtoitsphysicalreal-worldcounterpart.Itisoftenusedtorepresentsomethinglarge(likeabuilding)atamanageablesize.
selectivelasersintering(SLS)A3Dprintingprocessthatusesalasertoessentiallymeltapowderintoasolidpiece.Thisprocesscanbeusedfor3Dprintingmetalparts.
shieldInthecontextof

Arduinos,acircuitboarddesignedtobeattachedtotheArduinoboard.ShieldsaregenerallyusedtoexpandthecapabilitiesofArduinosbyaddingeithermoreconnectionsorsensors.Theyareusuallydesignedforaspecificapplication(likeGPStrackingortointerfacewithanotherdevice),althoughplentyofgeneral-useshieldsexist.

slicingsoftwareThe3Dprintingsoftwarethattakesa3Dmodelandconvertsitintoaseriesofinstructionsforthe3Dprinter.
smoothrodAcylindricalmetalrodusedin3Dprintersforlinearmotion.
square-cubelawDescribesthemathematicalrelationshipbetweenareaandvolume.Itsrelevanceto3Dprintingisthewaythatvolume(and

thereforeprinttime)increasesexponentiallywithsize.Forexample,acube10mmtoasidehasavolumeof1,000mm3.Doublingthedimensionsofthecubeto20mmtoasideresultsinavolumeof8,000mm3.Becausethelargercubeis8timesthevolume,itwilltake8timeslongertoprintthanthesmallercube.
steppermotorAtypeof

electricmotorcommonlyusedfor3Dprintersbecauseitsrotationcanbeverypreciselycontrolled.
stereolithographyTheveryfirst3Dprintingprocess,thisusesafocusedUVlasertocurephotopolymerresin.
STLAfileformatusedtostore3Dmodels.Thisfileformatisusedbyalmostall3Dprintingsoftware,aswellasCAMsoftware.

surfacefinishThequality(generallysmoothness)ofthesurfaceofaprintedpart.
tangentReferstoalinethattouchesacurveatasinglepointandcontinuesstraightonfromthatpoint.Theeasiestwaytovisualizethisistopictureacircle.Atangentlinetouchingthefar-rightsideofthecirclewillcontinueonvertically(up,down,orboth),touchingjust

asinglepointofthecircle.Theactualmathematicsofdefiningatangentlinearefairlycomplicated,butluckilyCADsoftwarehandlesallofthat—youonlyneedtobeconcernedwiththepracticaleffect.
thermistorAnelectroniccomponentthatchangesresistancebasedonheat.It’susuallyusedtomonitorthetemperatureofthehotend

andheatedbed.
thermocoupleAtypeoftemperature-measuringdeviceusedinawiderangeofindustries.It’sinexpensiveanddoesn’trequireapowersource,whichmakesitidealforsomeapplications.However,thermocouplesaren’tveryaccurate,whichgenerallymakesthemunsuitableforusein3Dprinterhotends.

threadedrodAtypeoffastenerthatisbasicallyalongboltwithoutaheadattheend.Athreadedrodisoftenusedinplaceofleadscrewson3Dprinters.
unitsTheunitofmeasurementusedin3Dmodelingandprinting.Thisspecifieswhatisusedforthecoordinates—forinstance,millimetersorinches.
ZheightThedistance

betweenthetipofthenozzleandtheprintbed.Thisisadjustableandisimportantforadhesion.

APPENDIX
B
ResourcesIfyou’vefinishedreadingthisbookandyou’relookingformorematerial,orifyoujustneedsomehelpforyourspecific3Dprinter,thisisthe

placetolook.ThefollowingaresomeonlinecommunityresourcesI’vecompiledthatmaybehelpfultoyou.
GeneralResourcesTheseareonlineresourcesthatshouldbeapplicabletojustabouteveryconsumer3D

printer.Thesewebsitescangiveyouinformationontroubleshooting,printermodifications,andprintingingeneral.
3DPrintingSubreddit(reddit.com/r/3Dprinting/):Ifyou’refamiliarwithReddit,besuretocheckoutthissubreddit.It’sthemostactive3Dprintingsubredditandhasmanyknowledgeableusers.
RepRap(reprap.org):This

community-editedresourceisfullofinformationonRepRapandRepRap-derived3Dprinters.Italsocontainsalothelpfulinformationonvarious3Dprintercomponentsthatareusedinallconsumer3Dprinters.
RepRapForums(forums.reprap.org):ThisisanotherRepRapcommunity,butbecauseit’saforum,youcanaskquestionsandget

helpfromotherforummembers.Beforeaskingquestions,besuretousethesearchfunctiontoseeifyourquestionshavealreadybeenanswered.
RepRapSubreddit(reddit.com/r/reprap/):AnotherRedditcommunity,thisoneisspecificallyfordiscussionsaboutRepRap3Dprinters(andtheirderivatives).

Printer-SpecificResourcesThisisalistofwebsitesdedicatedtospecific3Dprintermodelsorbrands.Ifyouneedin-depthinformationonyourparticular3Dprinter,thesearesomewebsitestocheck.

DeezmakerBukobotForums(forum.bukobot.com)
FlashForgeKnowledgeBase(http://www.flashforge-usa.com/support/)
LulzBotForums(forum.lulzbot.com)
MakerBotCommunityLinks(makerbot.com/blog/)MakerBotSubreddit(reddit.com/r/makerbot/)

PrintrbotSubreddit(reddit.com/r/printrbot/)
PrintrbotTalkForums(printrbottalk.com)
SeeMeCNCForums(forum.seemecnc.com)
SolidoodleForums(soliforum.com)
SolidoodleSubreddit(reddit.com/r/solidoodle/)
UltimakerForums

(umforum.ultimaker.com)
UltimakerSubreddit(reddit.com/r/ultimaker/)
MiscellaneousResourcesHereyou’llfindashortlistof

websitesrelatedto3Dprinting,butnotdirectly.Thesewillbegoodforfurtherreadingandresearchforyour3Dprintingprojects.
Instructables(instructables.com):ThiswebsitehasdetailedinstructionsformanykindsofDIYprojects.Alotofthesetakeadvantageof3Dprinting,andthiscanbeagoodplacetofindideasfor

3Dprintingprojects.
Make:(makezine.com):TheonlinewebsiteforMake:magazine,whichisapublicationformakersandtinkerers.ThesamecompanyorganizesMakerFaires,whicharegreatlocaleventswithlotsof3Dprintingboothsanddisplays.
MakerBotThingiverse(thingiverse.com):Thisis,byfar,thelargestandmost

active3Dmodelrepositorythatisspecificallyfor3Dprinting.Asauser,youcandownload3Dmodels,freeofcharge,toprintonany3Dprinter.Youcanalsouploadyourownmodelstosharewithothers.
SerialHobbyism(serialhobbyism.com):Thisismypersonalwebsite,whereIpostarticlesonvarioushobbies(including3D

printing).Ifyoustillwanttoreadmorefrommeafterthisbook,besuretocheckitout!

APPENDIX
C
FurtherUses of 3D
PrintingYou’vereadthroughthis

entirebookandevenmanagedtoreachthefinalappendix!Obviously,youjustcan’tgetenoughof3Dprinting.Luckily,therearealotofusesfor3DprintingIhaven’tgoneintoyet.Someoftheserequiremorethanjustaregular3Dprinter,whileothersareverynewandexperimentalwaysofusinga3Dprinter.Whateverthecase,mostofthesewillalsorequireadditionalresearchon

yourpart.Butthisshouldgiveyouanideaofsomemorethingsyoucandowithyour3Dprinternowandpotentiallyinthefuture.
Your 3DPrinter as anIntermediary

Process ToolOnewaytotakeadvantageofyour3Dprinteristouseitasanintermediaryforothercreativeprocesses.Thinkofitlikehowyouuseamixerbeforeusingtheovenwhenyoubakeacake.The3Dprinterbecomesjustonetoolintheprocessinsteadofdoingeverything.Usingthisapproach,youcangetaround

thelimitationsof3Dprinting,especiallywhenitcomestomaterialoptionsandproducinglargequantitiesofparts.
Investment CastingInvestmentcastingisanextremelyoldmanufacturingtechnique.It’stheprocessofmakingapart,surroundingitwithamold,andthenpouring

moltenmetalintothemoldtoreproducethepart.Thereasonit’scalledinvestmentcastingisbecausetheoriginalpartislostduringtheprocessandthemoldcannotbereused.
Traditionally,investmentcastingwasdonewithawaxoriginalpart.Thewaxwaseasytoworkwith,meltedeasily,andwascheap,allowingapersontomakean

intricatemetalpartbyfirstworkingwithwax.Investmentcastingwas(andis)verypopularformakingjewelry.
Butastonishingly,3Dprintersarealmostperfectforthisprocessaswell.YoucandesignapartinCAD,3DprintitinPLA,andusethatprintedpartforinvestmentcasting.ThemeltingpointofPLAislowenoughthatit’s

suitableforinvestmentcasting.
Withthisprocess,youdon’tneedawildlyexpensiveSLS3Dprintertomakemetalparts.Instead,youcanjustuseyourinexpensivehobbyprintertoprintPLAparts,andthenuseinvestmentcastingtomakemetalparts.Thisisamethodthathasbeenproventoworkverywellandisactuallyrelatively

inexpensive.
Sowhatdoyouneedtoactuallydothis?Well,firstyouneedawaytomeltthemetal,whichisajobhandledbyafoundry.Aluminumfoundriescanbemadeathomeforlessthan$100.You’llalsoneedahandfulofbasictoolsandsafetyequipmentforhandlingthemoltenmetal.Andfinally,you’llneedsomecastingsand

formakingthemoldsthemselves.
Allinall,youcanprettyeasilygetsetupforinvestmentcastingforjustacouplehundreddollars.Homemetalfoundriesareusuallyonlycapableofhandlingaluminum(whichhasarelativelylowmeltingpoint),butthat’sgoodenoughformosthobbyists.
Awholebookcouldbe

writtenoninvestmentcastingalone,butthebasicsareeasyenoughtounderstand:
Onceyou’veprintedapartinPLA,fillacontainerabouthalfwayfullwithyourcastingsand.Therearemanyformulasinuseforthesand,butit’sgenerallynormalsandmixedwithsomesortofbinder,likeplaster.
Pushhalfthepartintothesand,makingsureallofthecrevicesofthepartarefilled

in.
Filltherestofthecontainerwithsand,withasprue(whichformsachannel)forpouringthemetalandanothertoventtheairandgasesasthemetalispoured.
Oncethecastingsandhashadtimetoset(thetimeframewillvarydramaticallydependingonthesandformula),removethehardenedblockofsandfromtheformingcontainer.

Usingthefoundry,meltthemetal(usuallyaluminumforhobbycasting)inacrucible.Onceit’smolten,itcanbepouredintotheopeningformedbythesprue.Asit’spouredin,themoltenmetalwillmeltawaytheoriginalPLApart.
Afterthemetalhascooled,theblockofsandcanbebrokenapart,andthemetalpartcanberemovedforfinishing.

Itmaytakesomepractice,butsoonyou’llbeabletomakeyourown3Dmetalpartsathome!
Mold Making andResin Casting3Dprintingisgreatformakingafewparts,butwhatifyouwanttomakemanycopiesofthesamepart?Investmentcastingdestroys

theoriginalpartandthemold,soit’snotagoodoptionifyouwantmultiplecopies.Thisiswheremoldmakingandresincastingcomein.Theyallowyoutomakemanycopiesofapartbysimplypouringmolds.Thisisamoretime-andcost-effectivemethodofcreatingduplicatepartsthansimply3Dprintingthem.
Thefirstwaytogoaboutthis

isto3Dprintthemolditself(whichisthenegative).Thiswillrequireyoutoeitherusemold-makingtoolsinCADormanuallymodelthemoldinCAD.Withamodelofthemold,youcansimply3Dprintitlikeanyotherpart.

Aone-piecemoldformakingachocolatebunny.
Onceyouhaveyourmold,youcanusecommonhobbycastingmaterialstomakeyourparts.However,notallmaterialswillbesuitable,

becausesomewillsticktothemold.Butmanymaterials(suchassilicone)canbeused.
Allyouhavetodoispourtheliquidmaterialintothemoldandwaitforittosetandcure.Dependingonthematerial,thiscouldtakeanywherefromafewminutestoacoupleofdays.Onceit’scured,youcanjustpullitoutofthemoldandstartanew

part.
Theotherwayofcastingaddsanextrastepbuthasanumberofbenefits.Forthisprocess(oftencalledresincasting),youprintanormalpartonyour3Dprinterexactlyasyounormallywould.Youthenuseaflexiblesiliconemold-makingrubbertomakeamoldaroundtheprintedpart(thepositive).Afterthesiliconehascured,

youcanremovetheoriginalpartandbegincastingnewpartsbypouringresinintothesiliconemold.
Thebenefitsoftheresincastingmethodaretwofold:youcanmakemanymoldsfromasingleprintedpartwhichcanbeusedsimultaneously,andyourfinalpartscanbemadefromavarietyofmaterials.Withtheresincastingmethod,you

canmakeyourfinalpartsfrommaterialslikepolyurethane,whichisincrediblystrong—andmuchstrongerthantheoriginalprintedpart.
Using YourPrinter forGood

Butmaybeyou’renotjustlookingforanotherwayofmakingparts.Maybeyouwanttodoalittlemore,andmaybeyou’reevenfeelingphilanthropic.Asluckwouldhaveit,3Dprintingcanhelpwiththat,too!
Charity WorkOneofthemostexcitingthings3Dprintersarebeing

usedforrightnowischaritywork.Oneuseinparticularhasgrabbedtheattentionofmanypeople:3Dprintingprosthetics.
Traditionally,prostheticshavebeenveryutilitarianandratherunwieldy.They’reexpensiveandtendtobeill-fittinganddifficulttouse.Customprostheticshavealwaysbeenmuchbetter,butthey’reevenmoreexpensive

andaren’tusuallycoveredbymedicalinsurance.
That’swhere3Dprintinghascomein.Underthedirectionoforganizationslikee-NABLE(enablingthefuture.org),3Dprinterownershavebeenabletogiveahandtothoseinneed—literally.Peoplewithaccessto3Dprinterscan3Dprintprosthetichandsandgivethemtothepeoplewho

needthem.

Allofthepartsneededforaprosthetichand,readytoprint.
Ican’toverstatehowrevolutionarythisis.Theprostheticsthemselvesarerapidlybecomingmoreandmoreadvancedasthey’re

developedfurther.Theycanbecustomizedtofittheuserperfectly.And,perhapsbestofall,they’reveryinexpensiveto3Dprint.
Thishasallowedthosewhohavelostlimbstogethigh-qualityprostheticsforfree.Andthoseprostheticsaren’tjunkeither;inmostcases,they’remuchbetterthantheprostheticstheywouldhavereceivedthroughtraditional

avenues.
Perhapsmostimportantly,thee-NABLEprojectishugelybeneficialtochildren.Becausechildrengrowsoquickly,it’sdifficultforthemtogetprostheticsthatfitthemastheygrow.Butnowtheycanreceivenew3Dprintedprostheticsthatfitthemperfectlyastheygetolder.
Soifyouhaveanyinterestingivingback,Ihighly

recommendyoulookintothisproject(andothers).Withjustalittlebitofyourtimeandfewbucksworthoffilament,youcanreallymakeadifferenceinsomeone’slife.
HackerspacesIftheideaofgettinginvolvedinmakingthingswithotherpeopleappealstoyou,considerjoiningalocal

hackerspace(hackerspaces.org)ormakerspaceinyourarea.Hackerspacesarebasicallysmallcommunityworkspaceswherememberscanuseavarietyoftoolsfortheirownpersonalprojects.Theideaisprettysimple:toolsareexpensive,sowhynotsharethem?
MostbigcitiesintheUnitedStateshaveoneormore

hackerspaces,andit’slikelythereisoneinyourarea.Tojoin,youusuallypayamonthlyfeetogainaccesstothehackerspace.Onceyou’reamember,you’llhaveaccesstoawiderangeoftoolslike3Dprinters,CNCmills,lasercutters,welders,carpentrytools,andsoon.
Additionally,thiswillgiveyouaplacetocongregatewithotherlike-minded

people.Youcancollaborateonprojects,gethelpwithchallengingproblems,andtakeclassestoexpandyourskillset.Somehackerspacesarefocusedonparticulartopics(likeelectronicsormetalworking),whileothersaremoregeneralandhavealittlebitofeverything.
Ifyoudojoinahackerspaceandhavea3Dprinter,it’scertainlyworthconsidering

bringingyour3Dprinter.Theydousemembershipduestopurchasetools,buthackerspacesareexpensivetorun.Alotofthetoolsthereareownedbymembersorweredonatedbymembers.Whetheryoudecidedtobringyour3Dprinterornot,hackerspacesandmakerspacesareagreatwaytogetinvolvedwithpeopleinyourcommunity.

PotentialApplicationsfor 3DPrintingSofar,I’vetalkedabout

thingsyoucanuseyour3Dprinterfor.Butmaybeyou’reinterestedinlearningaboutsomeexperimentalusesof3Dprintingcurrentlyindevelopment.Ifso,therearemanyinterestingapplicationsfor3Dprintingthatarecurrentlybeingexplored.
Fornow,theseusesof3Dprintingarestillexperimentalandunderdevelopment,butthepossibilitiesforimproving

people’slivesareveryinteresting.They’restillverynew,butasthesetechnologiesmature,you’llstarttoseehowtheycantrulyaffectpeople’slivesaroundtheworld.
Printing FoodFFFisuniqueamong3Dprintingtechnologies,becausethesamebasic

conceptthatallowsanFFFprintertoextrudermoltenplasticcanalsoworkforanyothermaterialthatcanbeliquefiedandthensolidified.Ifasubstancecanbeliquefied,squeezedoutofanozzle,andthensolidified,itcantheoreticallybe3DprintedusingtheFFFprintingprocess.Thatcanevenincludefood.
Whywouldanyonewantto

3Dprintfood?Rightnow,myimpressionisthatit’smostlyamatterofnovelty.Buttherearesomereasonswhyitcouldbemorethanjustacuriosity.Oneexampleofthisisweddingcakes.Anyonewhohaseverhadtoshopforweddingcakesknowsthatintricatedetailinthedecorationishighlysoughtafter.Thosedecorationsarecarefullycraftedbyhandbythebaker,

whichcanbedifficultandtime-consuming,whichmeansit’sexpensive.
Butwhatifthoseintricatedecorationscouldbe3Dprinted?It’spossibletouseanFFF3Dprintertoextrudeicingontoacakeandtocreatecomplexdecorationswiththeicing.Infact,it’salreadybeendone.Icingisstoredinatubewhichcanbecompressedtosqueezethe

icingthroughanozzle.JustlikewithastandardFFFprinter,theicingcanthenbelayeredtocreate3Ddesigns.
Cakedecorationsarejustoneexampleof3Dprintingfood,andadmittedlyit’snotlikelytochangetheworld.Butwhatif3Dprintingcouldbeusedinanunconventionalwaythatdoeshavethepotentialtochangetheworld?

Creating BuildingsIfyou’veeverseenanewbuildingbeingconstructed,youknowitcantakeweeksormonths.First,afoundationneedstobepoured.Afterthat,aframehastobeconstructed,wallsmustbeadded,aroofneedstobebuilt,sidinghastobeadded,andsoon.It’salengthyandcomplicatedprocess,andalotoflaborisneededforthe

construction.Butwhatifbuildingsthemselvescouldbe3Dprinted?
That’snotonlypossible,butit’salreadybeendone.It’sstillveryexperimental,ofcourse,andismostlybeingdonetotesttheidea.Butitisbeingdone,andtheideahasbeenproven.Theprocessworksbyextrudingconcrete,layerbylayer,toformthestructureofthehouse.

Theideaof3Dprintinghousesorotherbuildingshastremendouspotentialforchangingtheworld.Forone,automatingtheprocessofconstructionmeansthelaborneededisgreatlyreduced.Also,alarge-scale3Dprintercanalsorunalldayandnight,reducingthetimeittakestoconstructabuilding.
Thepossibilitiesarealmostlimitlessforthistechnology.

Stronganddurablehomescanbebuiltquicklyandcheaplywithoutskilledlabor.Bymountingtheconcreteextruderonacrane,thepotentialsizeofthe3Dprintedbuildingisalmostcompletelyunrestricted.Buildingplanscanbeeasilyreused,reducingthetimeandcostofdesigningthem.
Youcanprobablyeasilyimaginetheimplicationsin

third-worldanddevelopingcountries.Long-lastinghomesandbuildingscouldbeconstructedquicklyandefficiently,makingabigdifferenceincountrieswherefamiliescan’taffordhomesconstructedusingtraditionalmeans.
Thepotentialforimprovingthelivingconditionsofpeoplearoundtheworldisfantastic.Butwhatif3D

printingcouldgoevenfurther?Whatifitcouldactuallysavelives?
Making OrgansEventhewealthiestcountriesintheworldstrugglewithprovidingadequatehealthcaretotheircitizens.Onecomplicationinparticularisholdingbackmedicalcare:organtransplants.Two

problemsmakeorgantransplantsespeciallydifficult:findingorgandonorsandrejectionofthetransplantedorgan.
Findinganorgantotransplantisproblematicforobviousreasons:itrequiresadonor.Forsomeorgans,likekidneys,thedonorcanbealive,butmostpeoplearen’teagertopartwiththeirorgans.Forothers—like

hearts,forexample—thedonorhastobedeceased.Inbothcases,it’sdifficulttofindadonor.Evenifadonorisfound,bloodtypeshavetomatchbetweenthedonorandtherecipientofthetransplant(amongotherrequirements).
Afterallofthathasbeendone,it’sstillpossibleforatransplantedorgantoberejectedbytherecipient.Thehumanbodyjustisn’ttoo

acceptingoftissuethatoriginatedinanotherbody.
Luckily,researchersthink3Dprintingcansolvebothoftheseproblems.Theideaisthattissueisharvestedfromthepatient’sownbodyandusedasthematerialto3Dprintaneworgan.Thismeansadonorisn’tneeded,andalsomeansthatthepatient’sbodyislikelytoaccepttheneworgan.This

possibilityaloneisenoughtorevolutionizemedicine,butitdoesn’tstopthere.
Whenpharmaceuticalcompaniestestnewdrugsortreatments,theyneedsomethingtotestthemon.Traditionally,thisisdoneonanimalsorhumanpatients,whichcanberiskyforboth.Butiflivingtissuecanbe3Dprinted,itwouldbepossibletoethicallytestdrugswithout

theriskofharminganyhumansoranimals.Italsomeanstissuecanbeprintedwithaspecificconditionthatthedrugisdesignedtotreat.
Forexample,ifapharmaceuticalcompanywantedtodevelopanewtreatmentforcancer,theycould3Dprinttissuewithcancer.Thatwouldletthemtestthetreatmentonrealhumantissuethathascancer

withoutriskingthewell-beingofanactualcancerpatient.Doneonalargescale,thiscoulddramaticallyreducethetimeittakestodevelopanewdrugwhilesimultaneouslyincreasingtheeffectivenessofthatdrug.

About theAuthorCameronCowardisamechanicaldesignerand3Dprintingenthusiast.Asamechanicaldesigner,hehasextensiveexperiencewithCAD,3Dprinting,CNCmilling,andtraditional

manufacturing.Onhisself-runwebsite,SerialHobbyism(serialhobbyism.com),heuseshisprofessionalandpersonalexperiencetoteachreaderseverythingtheyneedtoknowaboutstartingnewhobbies.Whenhe’snotwriting,CameroncanbefoundworkingonprojectsinhisworkshoporinthemountainsofColorado.