-
Chapter 1 Introduction to Workshop
Safety Regulations Chapter Outline
1.1 Introduction 1.2 General workshop safety rules 1.3 Personal
Protective Equipment (PPE) 1.4 Fire Safety
Learning outcome When you complete this chapter you should be
able to:
1. Acquire knowledge about safety precautions while working in
workshop.
2. Use the protective wear. 3. Classify and be able to
understand the safety
equipment : e.g fire extinguisher.
-
1.1 : INTRODUCTION Before you can use equipment and machines or
attempt practical work in a workshop you must understand basic
safety rules. These rules will help keep you and others safe in the
workshop.
Free access to the workshop areas is restricted to authorised
personnel only. No other person may enter the workshop without
permission.
Always listen carefully to the workshop supervisor and follow
instructions. Safety in a machine shop may be divided into two
broad categories:
Those practices that will prevent injury to workers. Those
practices that will prevent damage to machines and equipment.
Too
often damaged equipment results in personal injuries.
1.2 : GENERAL WORKSHOP SAFETY RULE Any person working in the
mechanical workshop must familiarise themselves
with equipments, tools, etc used. Personal Protective Equipment
(PPE) is provided and must be used where
necessary. Lab. coats, safety glasses/goggles and safety shoes
are to be used as the work dictates.
Report any defective equipment to the workshop supervisor. Do
not run in the workshop, you could bump into another pupil and
cause an
accident. Always be patient, never rush in the workshop. The
gangway through the workshop must be kept clear. Any oil spillage,
grease
etc. must be cleaned up immediately. Tools/equipment must be
cleaned after use. Any materials, tools or equipment
used must be tidied away. Precision measuring equipment, drills,
etc. must be replaced in their appropriate
cabinets after each working day. When carrying tools, sharp
edges should be pointed downwards. Tools and equipment must not be
removed from the workshop without permission
from the workshop supervisor. In the event of a fire, leave the
building immediately and proceed to the assembly
point. All unusual incidents (cuts. burns, direct chemical
exposure, etc.) and
emergencies whether personal injury resulted or not, must be
reported to the workshop supervisor. The person witnessing the
occurrence, the person directly involved and the supervisor
workshop may fill out the report. The report must be signed by the
person reporting the incident.
Safety rules for MACHINE used in the workshop :
When learning how to use a machine, listen very carefully to all
the instructions given by the workshop supervisor. Ask questions,
especially if you do not fully understand.
Use the appropriate machine for the work to be done.
-
When working with machine tools or other equipment with rotating
spindles, jewellery, loose clothes etc. are prohibited and long
hair must be completely covered.
No machine may be used or work undertaken unless the workshop
supervisor is satisfied that the person is capable of doing so
safely. If equipment is fitted with guards these must be used.
Equipment should never be used if the safety guards have been
removed.
1.3 : PERSONAL PROTECTIVE EQUIPMENT (PPE) For the operation of
the work, PPE must be worn in the workshop. It is the individuals
responsibility to maintain PPE in good condition. PPE is used to
increase individual safety while performing potentially hazardous
tasks.
Eye Protection Where a potential for flying particles or any
damage to the eyes exists, eye protection must be worn by all
persons who may be affected. Face shields or goggles must be worn
when operating a grinding wheel. Examples of operation requiring
the use of eye protection include chipping, impact drilling,
welding or grinding.
Hearing protection Damage to hearing can occur from both impact
noise and exposure to lower intensity steady state noise over long
period of time. Both hand and power tools are capable of producing
damage to hearing. It is recommended that hearing protection must
be worn if average noise levels exceed 85BA (decibels) over an 8
hour period. Dust Masks Make sure that the appropriate masks are
worn in dusty conditions. Foot wear Make sure that appropriate
solid covered footwear is worn to protect feet from falling
objects. NO slippers are allowed!!! Gloves Wear the appropriate
work gloves as needed to protect your hands from injuries caused by
handling sharp or jagged objects, wood, or similar hazard-producing
materials.
-
Laboratory coats Lab coats provide additional protection and it
is recommended that they must be worn at all times in a workshop.
Body protection Loose fitting clothing, neckties, rings, bracelets,
or other apparel that may become entangled in moving machinery will
not be worn by machine operators.
1.4 : FIRE SAFETY Workshop must be equipped with a fire
extinguisher. In selecting the appropriate extinguishers, the type
of combustible material must
be considered. Fire extinguishers Class A : Combustible
materials such as wood, cloth, paper, rubber and many plastic
(RED). Class B : Flammable liquid and gases, oils, greases, tars,
oil-base paints, lacquers and some plastics (LIGHT YELLOW). Class C
: Involve Class A and/or B materials in the presence of live
electrical equipment, motors, switches and wires (BLACK/GREEN).
Class D : Combustible materials such as Magnesium, Titanium,
Sodium, Potassium, Zirconium, Lithium and any other finely-divided
metals which are oxidizable (LIGHT BLUE). Fire prevention
precautious : Know the location and the operation of every fire
extinguisher in the workshop. Know the location of the nearest fire
exit from the building. Know the location of the nearest fire-alarm
box and its operating procedure. When using a welding or cutting
torch, be sure to direct the sparks away from any
combustible material. Always dispose of oily rags in proper
metal containers. Be sure of the proper procedure before lighting a
gas furnace. Storage of Flammables Flammable liquids shall be
handled and stored away from sources of heat, spark,or open
flame.
-
Chapter 2.0: Introduction to Bench Fitting
Chapter Outline2.1 Introduction to bench fitting2.2 Overall
safety in bench fitting2.3 Application of hand tools
a) Fileb) Hacksawc) Fixing tools
2.4 Application of layout tools a) Steel ruleb) Caliperc)
Scriberd) Try squaree) Surface gauge
2.5 Application of simple manual machines a) Drillingb)
Tapping
Learning outcomeWhen you complete this chapter, you should be
able to:
1. Understand common operations in bench fitting workshop
2. Describe various types of hand tools used.3. Explain the
application of various hand tools. 4. Understand the safety
procedure/practice in bench
fitting workshop
-
2.1 INTRODUCTION TO BENCH FITTINGBench Fitting is an operation
where hand tool are use (which are held by hand to perform the
operation and not required any machine).
Hand tools are used to remove small amounts of material, usually
from small areas of the workpiece.
Bench fitting usually conducted due to :i. No machine is
availableii. The workpiece is too large to go on a machineiii. The
shape is too complicated or simply that it would be too expensive
to set up a
machine to do work
Since the use of hand tools is physically tiring, it is
important that the amount of material to be removed by hand is kept
to an absolute minimum and thus that the correct tool is chosen for
the task.
Common bench fitting operation1. Marking2. Sawing3. Filing4.
Scrapping5. Chipping
6. Drilling7. Threading8. etc
COMMON HAND TOOL1. Hammer2. Hacksaw3. Files4. Vices5. V-block6.
C-Clamp7. Try Square8. Scribers9. Punch
10. Scrappers11. Chisels12. Trammel13. Screw driver14. Drills15.
Spanner16. Pliers17. Tap
-
2.2 OVERALL SAFETY IN BENCH FITTING1. Dont used pliers for
cutting hardened steel wire2. Never used bent, dented, crack,
chipped or worn-out chisel3. Used right tool for job4. Keep tool at
their proper place5. Never play with tools6. Dont used pipe or
other improvised leverage extensions on handles7. Plastic handles
are only for comfort and dont act as insulation8. Always used eye
protection equipment9. Ensure that files have handles10. Dont put
sharp or pointed tools in your pocket
2.3 APPLICATIONS OF HAND TOOLS
2.3a FileA file is a metalworking and woodworking tool used to
cut fine amounts of material from a workpiece. Prior to the
industrialization of machining and the development of
interchangeable parts, filing is much more important in the
construction of mechanisms. component parts were roughly shaped by
forging, casting or machining. These components were then
individually hand-fit for assembly by careful and deliberate
filing.
Files come in a wide variety of sizes, shapes, cuts, and tooth
configurations. The cross-section of a file can be flat, round,
half-round, triangular, square, knife edge or of a more specialized
shape.
File featuresMost files are made from high carbon steel where
the Length has been hardened and tempered, but the Tang has been
left soft. Files are manufactured in a variety of shapes and sizes.
They are known either by their cross-section, the general shape, or
by their particular use. Which file you use is dependent on the
type of work you are doing and the material you are using. Files
are used to square ends, file rounded corners, remove burrs from
metal, straighten uneven edges, file holes and slots, smooth rough
edges, etc. Files have three distinguishing features, and are
classified by these features:
Length (measured without the Tang) Cross-section or Shape Grade
of Cut
-
Figure 2.1 : File features
The Point is sometimes called the Top. The Shoulder can also be
called the Heel. Files have cutting teeth on both Faces. In the
case of the Hand File, only one of
the Edges has teeth on it and the other is smooth, and called
the Safe Edge. The Safe Edge allows you to rub the File up against
a surface without wearing any material away.
Always make sure that the Handle is securely attached to the
Tang, otherwise you could give yourself a nasty injury.
The Length of the File, (measured in millimeters), is measured
from the Shoulder to the Point.
Grade of Cut Files are usually made in two types of cuts :
Single Cut; and
Double Cut
The Single Cut File has a single row of teeth extending across
the face at an angle of 65 to 85 for the length of the file. It is
often used with light pressure to produce a smooth surface or to
put a keen edge on knives, shears and saws.
The Double Cut File has two rows of teeth which cross each
other. For general work, the angle of the first row is 40 to 45,
and the angle of the second row can be anywhere between 30 and 87.
First set of teeth is know as the overcut, second is known as upcut
and upcut is finer then overcut. This type of file usually used
with heavier pressure than the single cut and removes material
faster from the workpiece.
-
Figure 2.2 : Single cut file and double cut file
Files are also classified by the coarseness of the teeth. The
bigger the teeth the rougher the feel of the File, and the quicker
the File will remove material when you are using it.
There are four main levels of coarseness that you may come
across in the metalwork room and they are :
1. Rough file (8 teeth per cm)2. Coarse middle file (10 teeth
per cm)3. Bastard file (12 teeth per cm)4. Second cut file (16
teeth per cm)5. Smooth file (20 - 24 teeth per cm)6. Dead file (40
or more teeth per cm)
-
Type of files
Figure 2.3 : Types of file
Care of file 1. Store the files in wooden rack and must not
contact each other2. If not using for long time applied lubricant
for preventing from rust. When it
going to used, lubricant have to be wash out3. Applied chalk to
the file before use prevent chip stick on file surface (holes
between teeth)4. Clean files before and after used -- file
cleaner or file brush5. If the file have been used for filling hard
material never used it for filling soft
material
-
2.2b HACKSAW Used for cutting metal rods, bars, pipes etc.
Job piece held in a vice and hacksaw move forward and
backward
Cutting operation occur in forward stroke (required pressure)
and in return stroke, no cutting action takes place
Hacksaw blade are made from high carbon steel and high speed
steel
A hacksaw is a fine-tooth saw with a blade in a frame, used for
cutting materials such as metal or bone.
Hacksaw features
Hand-held hacksaws consist of a metal arch with a handle,
usually a pistol grip, with pins for attaching a narrow disposable
blade. A screw or other mechanism is used to put the thin blade
under tension. The blade can be mounted with the teeth facing
toward or away from the handle, resulting in cutting action on
either the push or pull stroke. On the push stroke, the arch will
flex slightly, decreasing the tension on the blade.
Figure 2.4 : Hacksaw features
Frame : There are two types of Hacksaw Frame, a fixed and an
adjustable. The fixed frame can only take one length of Blade, but
is more rigid that the adjustable type, which can take Blades of
different lengths ( typically handles 25 mm and 30 mm blades, some
can accept blades ranging from 20 mm to 40 mm).
Blade & teeth : Blades are available in standardized
lengths, usually 25 mm or 30 mm for a standard hand hacksaw. The
blade chosen is based on the thickness of the material being cut,
with a minimum of three teeth in the material.
-
Hacksaw blade are made from Low Tungsten Steel or Carbon Steel,
however the more expensive blades are made from High Speed
Steel.
Different hacksaw blades have different number of teeth ranging
from 14 to 32 teeth per 25 mm. Blades having lesser number of teeth
per cm are used for cutting soft materials like aluminum, brass and
bronze. Blades having larger number of teeth per cm are used for
cutting hard materials like steel and cast iron.
Table 2.1. Selection of hacksaw blade
Teeth per 25mm
Use
14 Soft thick materials. Aluminium, Copper, Mild Steel
18 General use. Soft materials in thin sections. Hard materials
in thick sections.
24 Thin section hard materials.
32 Very thin materials such as thin tubing and sheet metal.
No of teeth per 25 mmMaterial
thickness (mm) Hard materials Soft materialsUp to 3 32 323 to 6
24 246 to 13 24 1813 to 25 18 14
Thin stock calls for finer teeth; thicker metal requires fewer
teeth per 25 mm.
Handle :There are three types of Hacksaw Handle used. The most
commonly used handles are the File Handle and the Pistol Grip
Handle.
-
Figure 2.5 : Types of hacksaw handleSawing Procedure
i. The hacksaw blade is fixed in the hacksaw frame through.ii.
When fitting a new blade to a hacksaw, point the teeth forward,
(away from the
handle). iii. Tighten the wing nut and then as a general rule
tighten three turns. It is important
to have the correct tension on the blade, if it is too loose
then the blade will buckle and not cut straight, and if it is too
tight damage to the blade ends or the frame may result.
-
Figure 2.6 : Types of hacksaw a) Adjustable frame [pistol grip],
b) Fixed frame, c) Tubular adjustable frame
1. Groove 2. Pistol 3. Pin 4. Pin 5. Thumb rest6. Lock screw
Care of hacksaw1. Choose the correct blade for the material
being cut. 2. Secure the blade with the teeth pointing forward. 3.
Keep the blade rigid and the frame properly aligned. 4. Cut using
strong, steady strokes directed away from you. 5. Use the entire
length of the blade in each cutting stroke. 6. Keep saw blades
clean, and use light machine oil on the blade to keep it from
overheating and breaking.
-
7. Cut harder materials more slowly than soft materials. 8.
Clamp thin, flat pieces that require edge cutting.
2.2c FIXING TOOLS i] Vice A vice is a mechanical screw apparatus
used for holding or clamping a work piece to allow work to be
performed on it with tools such as saws, drills, screwdrivers, etc.
Vises usually have one fixed jaw and another, parallel, jaw which
is moved towards or away from the fixed jaw by the screw.
There are three types of vice :
Bench vice
Drilling vice
Hand vice
Bench vice
Figure 2.7 : Bench viceBecause the bench vise is fitted on the
bench, generally it is not possible to change the height of the
vice or the vice itself. Thus, care is needed when fitting a vice
on the bench so that it is at a suitable and convenient height. The
height of the top of the bench vice should be at level with the
elbow of the worker. For this purpose, the height of an average man
is selected as height of elbow of individual varies.
Fixed jaw Moveable jaw
Handle
Spindle with buttress thread
-
Figure 2.8 : A vice must be mounted so that when you are
standing next to it, the top surface of its jaws is level with your
bent elbow.
Figure 2.9 : If the bench top is too low, the vice can be raised
with a hardwood block.
Drilling viceIt is used to hold the job on the drilling machine
for drilling holes in the workpiece.
Drilling vice generally consists of different parts like handle,
fixed jaw, screw, moveable jaw, nut, washer, etc but its base is
provided with slots through which it is fitted on the drilling
machine.
-
Figure 2.10 : a) Machine vice with swivel base b) Parallel jaw
machine vice1. Moveable jaw 2. Fixed handle 3. Body fixed on
base
4. Swivel base
Hand viceIt is a very small machine which is used for gripping
very small jobs.
-
Figure 2.11 : Hand vice
Figure 2.12 : Holding of flat, small workpieces in the hand
vice
Care of viceWhile using a vice, the following precautions should
always be ensured :
1. Always set the workpiece in the centre of the jaw.
Figure 2.132. If it is necessary to hold the job on one side of
the jaws, then use a piece of steel
or wood on the other side to keep jaws parallel and free from
excessive strain.
-
3. Length of the handle of the vice must be sufficient to
tighten the job. Never use a hammer to tighten the workpiece.
4. Clean the vice and its moving parts regularly before use for
smooth working.5. Fixed the vice rigidly to the work bench with the
help of nuts and bolts.
2.2c FIXING TOOLS ii] ClampIt is used to hold different jobs
together to perform fitting operations like assembly and marking. A
c clamp is a form of a clamp used to hold metal or wood items. As
the name implies, they are shaped in the letter C which offers a
good grip to the metal and wooden items.
Many people also refer this clamp to be a G clamp as the screw
part beneath the revolving rod gives it a shape of the letter G.
These tools are considered as the most recognizable clamps and are
available in sizes varying from 1 inch to 8 inches. Every size
denotes the maximum opening width of the tool. Although, there are
larger sizes available as well however, the smaller ones are most
commonly used.
Figure 2.14 : Types of C-clamp
2.2c FIXING TOOLS
-
iii] V block Basic function of V block is to mark and drill. The
bar length is placed longitudinally in the V groove and the screw
of U-clamp is tightened. It grips the rod firmly with its axis
parallel to the axis of the V groove. It is used in conjuction with
a U-clamp for holding round bars for marking, centre drilling, for
holding in the centre of a lathe and for drilling holes.
Figure 2.15 : V block
Figure 2.16 : V blocks hold round stock securely
2.4 APPLICATION OF LAYOUT TOOLS
-
i. Steel ruleii. Caliper
iii. Scriberiv. Try squarev. Surface gauge
vi. Surface flat
i] Steel rule The most basic of the graduated measuring devices
is the rule (made of steel, and
often called a steel rule), used to measure linear
dimensions.
Rules are available in various lengths. Metric rule lengths
include 150, 300, 600, and 1000 mm, with graduations of 1 or 0.5
mm.
Steel rules may be flexible or non flexible, but the thinner the
rule, the more accurately it measures, because the division marks
are closer to the work.
Figure 2.17 : Steel rule
Beside measuring the length, a steel rule can also be used to
assess the flatness of a surface.
Procedure to measure the flatness of a surface :
-
1. Place the rule on edge across the surface then hold the work
and the rule up to the light (Figure 2.18)
2. If the surface is flat, no light will be able to penetrate
between the edge of the rule and the work piece.
Figure 2.18 : Measuring flatness of a material by using a steel
rule
There are two important aspects to keep in mind when using a
steel rule :1) The first is that the rule should be placed so that
the graduations are as close to the
work as possible (Figure 2.19). This will eliminate parallax and
other errors which might result because of the thickness of the
rule.For example, where possible, the rule should be placed at 90
to the work so that the graduations actually touch the work
surface.
Figure 2.19
-
2) Secondly, a habit to avoid is measuring a work piece from the
beginning of the rule the very end markings of a steel rule may
have been damaged.Read the measurement at the graduation that
coincides with the distance to be measured.
However, when you use the rule in this way, remember to subtract
the initial numbered amount from the total reading.
Figure 2.20
ii] Caliper The calipers are opened (either by being pulled open
against a friction screw or
having an adjustment knob unwound) until the jaws of the caliper
are a gentle push-fit over the work.
This manual calipers do not have a scale to read the
measurement. Therefore, the calipers are then transferred to steel
rule and a reading made of the distance between the manual calipers
jaws. With care, this process can be highly accurate.
Three types of spring calipers : Inside Outside
Hermaphrodite
-
Figure 2.21 : Inside Caliper
Figure 2.22 : Outside Caliper
-
Figure 2.23 : Hermaphrodite Caliper
iii] Scriber A scriber is a piece of hardened steel rod having a
needle like a point on one or
both sides. It is used in metalworking to mark lines on
workpiece, prior to machining.
The process of using a scriber is called scribing and is just
part of the process of marking out.
It is used instead of pencil or pen, because the marks are hard
to see, easily erased, and inaccurate due to their wide mark;
scribe lines are thin and semi-permanent.
For proper use, the end of scriber must be kept sharp. If the
end of the scriber gets blunt, it can be sharpened with an oil
stone.
Figure 2.24 : Types of scriber
-
Using the Scribera.Sharpness. Make sure the point of the scriber
is sharp. To sharpen, rotate the scriber between the thumb and
forefinger while moving the point back-and forth on an
oilstone.
b.Work Surface . Clean work surfaces of all dirt and oil.
c.Steel Rule . Place a steel rule or straight edge on the work
beside the line to be scribed.
d.Holding the Scriber . Use the fingertips of one hand to hold
the rule in position and hold the scriber in the other hand as you
would a pencil.
e. Scribing the Line . Scribe the line by drawing the scriber
along the edge of the rule, at a 45 degree angle and tipped outward
slightly in the direction it is being moved.
Figure 2.25 : Scribing the line
Care of scriber1. Place a soft wood over the point of scriber
when not in use. 2. Coat scriber with rust prevention compound
before storage. 3. Do not store scribers in drawer with other
tools. This practice can cause damage
to scribers and injury to personnel. 4. Rack properly and store
in a suitable box. Do not use scribers for purposes other
than those intended.
-
iv] Try squareIt is used for scribing straight lines at right
angles to each other, for testing trueness of a surface and for
testing mutually perpendicular surface.Try squares are made from
hardened alloy steel blades. More accurate try squares have
properly ground and leveled edges with a fine finish. Both inner
and outer surfaces of the blade are kept true at right angles to
the corresponding surfaces of the stock.
Figure 2.26 : Try square
v] Surface gauge It is also called scribing block. A surface
gauge is used for layout work.
It consists of a heavy flat cast iron black fitted with a
vertical steel rod.
Surface gauge is used for locating the centre of round bars held
in V block by drawing straight lines and by tilting the job through
different angles.
Figure 2.27 : Surface gauge is also used to the diameter of
round bars
-
Figure 2.28 : Surface gauge is used to scribe layout lines
The spindle may be adjusted to any position with respect to the
base and tightened in place with the spindle nut.
The scriber can be positioned at any height and in any desired
direction on the spindle by adjusting the scriber.
Figure 2.29: Surface gauge
-
Normally, surface gauge is used in conjunction with either a
surface plate or a marking table which is needed to set the surface
gauge to the correct dimension (Figure 2.30).
Figure 2.30
-
2.5 APPLICATION OF SIMPLE MANUAL MACHINESi. Drilling
ii. Tapping
i] Drilling Drilling is an operation of producing circular holes
o different sizes with the help
of drills.
It cuts by applying pressure and rotation to the workpiece,
which forms chips at the cutting edge.
Twist drills are generally used drills for drilling holes in
workpieces.
Figure 2.31 : Twist drill
-
Figure 2.32 : A drill bit enters the workpiece axially and cuts
a hole with a diameter equal to that of the tool
ii] Tapping
This tool is used for cutting internal threads in cylindrical
holes.
A tap cuts a thread on the inside surface of a hole, creating a
female surface which functions like a nut.
Figure 2.33 : Tap
-
Figure 2.34 : Parts of a tap
Two types of taps :1) Hand operated taps2) Machine operated
taps
-
Hand operated taps
Figure 2.35 : Hand operated taps
By using a set of taps : starting tap, intermediate tap and
finishing tap.
Different tap set are required for cutting different threads of
different diameter.
Figure 2.36 : Hand tap
-
Figure 2.37 : Set of taps
Starting tap (a.k.a taper tap) : * The number of tapered threads
typically ranges from 8 to 10. * A very gradual cutting action that
is less aggressive than that of the plug tap.* Most often used when
the material to be tapped is difficult to work (e.g., alloy steel)
or the tap is of a very small diameter and thus prone to
breakage.
Intermediate tap (a.k.a plug tap or second tap) : * The number
of tapered threads typically ranges from 3 to 5.* It has tapered
cutting edges, which assist in aligning and starting the tap into
an untapped hole. Finishing tap (a.k.a bottoming tap) : * It has a
continuous cutting edge with almost no taper between 1 and 1.5
threads. * This feature enables a bottoming tap to cut threads to
the bottom of a blind hole.* A bottoming tap is usually used to cut
threads in a hole that has already been partially threaded using
one of the more tapered types of tap.
-
Wrench is a tool for holding the tap during the hand tapping
process.
Figure 2.38 : A tap and T-wrench.
Procedure (using wrench-hand operated taps):1. A hole must be
drilled to the tapping size for the thread. 2. After drilling a
hole of the required size, the taper or fixed in the wrench and
screwed into the hole. 3. When starting the cutting, the tap
must be perpendicular in all planes to the work. 4. Excessive force
must not be used, as this will result in breaking the tap. 5.
Cutting fluid should be used to improve the surface finish of
threads..6. Start the cutting action keeping in mind that the tap
is turned continuously but
after every half turn, it should be reversed slightly to clear
the threads.7. Therefore, threads must be cleared as often as is
necessary to prevent the flutes
from clogging.8. Proceed until the taper tap is through the
hole.9. Repeat the above operations with the intermediate and
finishing tap to finish the
hole.
Figure 2.39 : Using Tap Wrench to create a thread for a
screw
-
Machine operated taps
* By using lathe, radial drilling machine, vertical milling
machine, etc.* Machine tapping is faster and generally more
accurate because human error is eliminated.
Figure 2.40 : Machine operated taps
Care of tap
1. Care must be taken not to damage the cutting edges. A chipped
tap must never be used.
2. When not in use, taps should be kept clean and stored in a
rack (Figure 2.34).
Figure 2.41
-
References
Books :1. B.J.Black, Workshop processes, practices and
materials, 2nd Edition, Arnold,
1997.2. F.W.Turner, O.E.Perrigo, H.P.Fairfield, Machine Shop
Work3. S.K. Yadav, Workshop Practice : Principles and Applications,
IBS Buku Sdn
Bhd.
Website : 1. http://www.wikipedia.com2.
http://home.howstuffworks.com3. http://homerepair,about.com4.
http://www.practicalstudent.com5. http://autospeed.co.nz 6.
http://www.technologystudent.com 7. http://www.tpub.com8.
http://books.google.com.my 9. http://chestofbooks.com 10.
http://www.mechlook.com11. http://www-mdp.eng.cam.ac.uk12.
http://www.cdxetextbook.com 13. http://www.custompartnet.com
-
Chapter 3 Measuring instrument, gauges
and marking out tools Chapter Outline 3.1 Introduction 3.2
Errors In Measurement 3.3 Vernier Scale
3.3.1 Vernier Caliper 3.3.2 Vernier Height Gauge 3.3.3 Vernier
Depth Gauge 3.4 Micrometers
3.4.1 External Micrometer 3.4.2 Internal Micrometer 3.4.3 Depth
Micrometer
3.5 Gauges Learning outcome When you complete this chapter you
should be able to:
1. Describe common measuring instruments, gauges and marking out
tools in mechanical workshop
2. Select suitable measuring instruments, gauges and marking out
tools in engineering application.
3. Use accurately common measuring instruments, gauges and
marking out tools in engineering application.
-
3.1 INTRODUCTION There are three reasons why we need
measurement.
1. To make things, whether the things we make are of our own
designs or somebody elses.
2. To control the way other people make things. This applies to
ordering an engagement ring, fencing a yard or producing a million
spark plugs.
3. For scientific description. It would be impossible to give
definite information to someone about aircraft design, electron
mobility, etc without measurements.
In some application, not only measurements are required but
precise measurement is necessary especially where parts are to be
fit together. To achieve any degree of precision, the measuring
equipment used must be precisely manufactured with reference to the
same standard of length. Having produced the measuring equipment to
a high degree of accuracy, it must be used correctly. 3.2 ERRORS IN
MEASUREMENT Any measurement made with a measuring device is
approximate. If you measure the same object two different times,
the two measurements may not be exactly the same. The difference
between two measurements is called variation in the measurement.
Another word for this variation - or uncertainty in measurement is
"error". This "error" is not the same as a "mistake." It does not
mean that you got the wrong answer. The error in measurement is a
mathematical way to show the uncertainty in the measurement. It is
the difference between the result of the measurement and the true
value of what you were measuring Errors can be minimized, by
choosing an appropriate method of measurement, but they cannot be
eliminated. Causes of error : 1) Reading value Digital : Record all
the digits shown.
Figure 3.1
-
Non digital : Record all the figures that are known for
certain
Figure 3.2
2) Parallex Error The error that occurs when the pointer on a
scale is not observed along a line normal to the scale
Figure 3.3
3) Rounding off If the last figure is between 5 and 9 inclusive
round up If the last figure is between 0 and 4 inclusive round
down
Should not be done after each step of a calculation (it causes
rounding errors) Should only be done at the end of a
calculation
-
4) Errors in procedure The accuracy of a final result also
depends on the procedure used. Ways to improve accuracy in
measurement : 1. Make the measurement with an instrument that has
the highest level of precision. The smaller the unit, or fraction
of a unit, on the measuring device, the more precisely the device
can measure. The precision of a measuring instrument is determined
by the smallest unit to which it can measure.
2. Know your tools! Apply correct techniques when using the
measuring instrument and reading the value measured. Avoid the
error called "parallax" -- always take readings by looking straight
down (or ahead) at the measuring device. Looking at the measuring
device from a left or right angle will give an incorrect value.
3. Repeat the same measure several times to get a good average
value.
4. Measure under controlled conditions. If the object you are
measuring could change size depending upon climatic conditions
(swell or shrink), be sure to measure it under the same conditions
each time. This may apply to your measuring instruments as well.
3.3 VERNIER SCALE 3.3.1 VERNIER CALIPER The vernier caliper is a
precision instrument that can be used to measure internal,
external, step and depth measurement. It is used to take
measurements that are accurate to within 0.001 of an inch or 0.02
of a millimeter, depending whether the vernier is metric or
imperial. Vernier Caliper are important in tool room die making,
model making and similar applications. They provide long
measurement ranges (6 to 80 inch) and are economical.
A vernier caliper has an L-shaped design with a movable arm. The
movable arm can be slid out to allow an object to fit between the
arms, and a measurement can be taken.
Vernier calipers have two scales. The main scale is fixed, while
the vernier, the secondary scale, slides along the main scale as
the movable arm is shifted. Measurements are taken by looking for
the mark on the main scale which is just to the left of the zero on
the vernier caliper for the first
-
measurement, and then looking to see which mark on the vernier
caliper comes most closely into alignment with a mark on the main
scale. This yields a secondary measurement.
Features Parts of a vernier caliper:
1. External jaws: used to measure external diameter or width of
an object 2. Inside jaws: used to measure internal diameter of an
object 3. Depth probe: used to measure depths of an object or a
hole 4. Matric scale: gives measurements of up to one decimal
place(in cm). 5. Imperial scale: gives measurements in fraction(in
inch) 6. Vernier scale gives measurements up to two decimal
places(in cm and inch) 7. Locking screw(Retainer): used to block
movable part to allow the easy transferring a measurement
Figure 3.4 : Vernier caliper
Measuring with Vernier Caliper Example 1
-
Example 2
Exercise
-
DIAL CALIPER Accomplish with a dial for the least count readout.
Normally dial caliper is accurate to 20 m per 150 mm (0.001 in. per
6 in.) of travel.
In this instrument, a small gear rack drives a pointer on a
circular dial. Typically, the pointer rotates once every inch,
tenth of an inch, or 1 millimeter, allowing for a direct reading
without the need to read a vernier scale (although one still needs
to add the basic inches or tens of millimeters value read from the
slide of the caliper).
Figure 3.5 : Dial caliper
DIGITAL CALIPER Another extension of vernier caliper scale
reading is used in the electronic digital caliper. These battery
operated devices not only count the distance travelled by the
moveable jaw and display the count on a digital readout, but they
also provide parts for computer cables, so that the data can easily
be used in statistical process control.
Because the digital display makes the instrument even easier to
read, electronic digital caliper is very useful for less
experienced users. It also use a floating zero which allows users
to make any point within the scale ranges the references, setting
it to zero. Some digital calipers can be switched between metric
and inch units.
Figure 3.6 : Digital caliper
-
3.3.2 VERNIER HEIGHT GAUGE This is also a sort of vernier
caliper, equipped with a special base block and other attachments
which make the instrument suitable for height measurements. It
follows the principle of a vernier caliper and also follows the
same procedure for linear measurement. The vernier height gauge is
mainly used in the inspection of parts and layout work. With a
scribing attachment in place of measuring jaw, this can be used to
scribe lines at certain distance above surface.The vernier height
gage may be used to measure or mark work off vertical distances to
+ or - .001 inch (.02 mm) accuracy.
Figure 3.7 : Vernier height gauge features The vernier height
gauge consists of a vertical graduated beam or columnon which the
main scale is engraved. The vernier scale can move up and down over
the beam. The bracket carries the vernier scale which slides
vertically to match the main scale. The bracket also carries a
rectangular clamp used for clamping a sciber blade. The whole
arrangement is designed and assembled in such a way that when the
tip of the sciber blade rests on the surface plate, the zero of the
main scale and vernier scale coincides. The scriber tip is used to
scribed horizontal lines for preset height dimensions.
-
The height gauges can also be provided with dial gauges or
electronic readout instead of a vernier. The dial height gauge
reads to 20 m (0.001 in). Electronic height gauge is even more
precise which reads to 10 m (0.0001 in)
Figure 3.8 : Electronic and dial height gauge
3.3.3 VERNIER DEPTH GAUGE A depth gauge is a precision measuring
instrument, designed specifically to measure the depth of holes,
recesses, cavities and distances from a plane surface to a
projection. In other word, a depth gauge is a variation of the
ruler. The depth gauge consists of a rulerusually a narrow one to
measure the depth of holes, counter bores, etc. There is a base
through which the ruler can slide up and down, and a locking screw
on the cover to clamp the ruler in place.
Figure 3.9 : Vernier depth gauge
Locking screw
ruler
base
-
Depth gauges comes in various configurations, depending on the
specific application. Depth gauge types include digital tire thread
depth gauges, digital depth gauges, single hook type digital depth
gauges, needle digital depth gauges, double hooks digital depth
gauges, digital depth gauges with adjustable base, vernier depth
gauges, and dial depth gauges.
The digital version is capable to output measurements to a wide
variety of peripherals and data collection devices. These simple,
inexpensive tools are typically about 150mm long, and they can even
measure up to longer range, such as 1000mm.
Figure 3.10 : Digital depth gauge
Caution
1) All depth gauges should be calibrated at least once a year,
depending on how frequent it is used. If a gauge had an impact, it
should be tested before use. If a gauge is not calibrated, it can
be checked against an accurately marked shot line.
2) When the display keeps flashing or does not appear, take off
the battery cover as the arrow shows and replace the battery with a
new one (SR44, 1.55V). Note that the positive pole of the battery
must be facing out. If the battery bought from the market does not
work properly, it might be power lost due to long shelf life.
3.4 MICROMETER A micrometer allows a measurement of the size of
a body. It is one of the most accurate mechanical devices in common
use.
Three most common types of micrometer; the names are based on
their application:
External micrometer, used to measure the diameter of holes.
Internal micrometer (aka micrometer caliper), typically used to
measure wires, spheres,
shafts and blocks. Depth micrometer, measures depths of slots
and steps.
-
Figure 3.11 : a) External micrometer b) Internal micrometer c)
Depth micrometer
The micrometer is a precision measuring instrument, used by
engineers. Each revolution of the rachet moves the spindle face
0.5mm towards the anvil face. The object to be measured is placed
between the anvil face and the spindle face. The rachet is turned
clockwise until the object is trapped between these two surfaces
and the rachet makes a clicking noise. This means that the rachet
cannot be tightened anymore and the measurement can be read.
Reading an inch-system micrometer
The spindle of an inch-system micrometer has 40 threads per
inch, so that one turn moves the spindle axially 0.025 inch (1 40 =
0.025), equal to the distance between two graduations on the frame.
The 25 graduations on the thimble allow the 0.025 inch to be
further divided, so that turning the thimble through one division
moves the spindle axially 0.001 inch (0.025 25 = 0.001). To read a
micrometer, count the number of whole divisions that are visible on
the scale of the frame, multiply this number by 25 (the number of
thousandths of an inch that each division represents) and add to
the product the number of that division on the thimble which
coincides with the axial zero line on the frame. The result will be
the diameter expressed in thousandths of an inch.
-
Figure 3.12 : Micrometer thimble showing 0.276 inch where 0.2000
+ 0.075 + 0.001
Example :
- The spindle has 40 threads per inch. - Distance between two
graduations on the sleeve = 1/40 = 0.025 - 25 graduations on the
thimble allow the 0.025 inch to be further divided
(0.025 25 = 0.001).
Sleeve read (full) = 0.3 Sleeve read (sub-division) = 1 * 0.025
= 0.025 Thimble read = 1* 0.001 = 0.001 Total Measurement = 0.326
inch
Sleeve = 0.025 inch Thimble = 0.001 inch
-
Reading a metric micrometer
The spindle of an ordinary metric micrometer has 2 threads per
millimeter, and thus one complete revolution moves the spindle
through a distance of 0.5 millimeter. The longitudinal line on the
frame is graduated with 1 millimeter divisions and 0.5 millimeter
subdivisions. The thimble has 50 graduations, each being 0.01
millimeter (one-hundredth of a millimeter). To read a metric
micrometer, note the number of millimeter divisions visible on the
scale of the sleeve, and add the total to the particular division
on the thimble which coincides with the axial line on the
sleeve.
Figure 3.13 : Micrometer thimble showing 5.78 mm where 5.00 +
0.5 + 0.28 = 5.78 mm
Example :
The accuracy of micrometers is checked by using them to measure
gauge blocks, rods, or
similar standards whose lengths are precisely and accurately
known.
-
3.4.1 EXTERNAL MICROMETER
Figure 3.14 : External micrometer features
Frame
The C-shaped body that holds the anvil and barrel in constant
relation to each other. It is thick because it needs to minimize
flexion, expansion, and contraction, which would distort the
measurement.
Anvil The shiny part that the spindle moves toward, and that the
sample rests against.
Sleeve / barrel / stock The stationary round part with the
linear scale on it. Sometimes vernier markings.
Lock nut / lock-ring / thimble lock The knurled part (or lever)
that one can tighten to hold the spindle stationary, such as when
momentarily holding a measurement.
Screw (not seen) The heart of the micrometer, as explained under
"Operating principles". It is inside the barrel.
Spindle The shiny cylindrical part that the thimble causes to
move toward the anvil.
Thimble The part that one's thumb turns. Graduated markings.
Ratchet stop Device on end of handle that limits applied
pressure by slipping at a calibrated torque.
-
3.4.2 INTERNAL MICROMETER The normal procedure for using inside
micrometers is to set them across diameters or between inside
surfaces, remove them, and then read the dimension. For this
reason, the thimble on an inside micrometer is much stiffer than
the one on a micrometer caliper. Thus, it holds the dimension
better. It is good practice to verify the reading of an inside
micrometer by measuring it with a micrometer caliper.
Figure 3.15 : Internal micrometer
3.4.3 DEPTH MICROMETER
The depth micrometer is used to measure the precise depths of
holes, grooves, and recesses by using interchangeable rods to
accommodate different depth measurements. The ratchet is turned
clockwise until the spindle face touches the bottom of the blind
hole. The scales are read in exactly the same way as the scales of
a normal micrometer.
Figure 3.16 : Depth micrometer
-
Care of micrometer
1. Coat metal parts of all micrometers with a light coat of oil
to prevent rust. 2. Store micrometers in a separate container
provided by manufacturer. 3. Keep graduations and markings on all
micrometers clean and legible. 4. Do not drop any micrometer. Small
nicks or scratcthes can cause inaccurate
measurements.
3.5 GAUGES In engineering, a gauge or gage, is used to make
measurements.
1. Bore gauge 2. Center gauge 3. Dial indicator 4. Feeler gauge
5. Block gauge 6. Pressure gauge 7. Radius gauge 8. Ring gauge 9.
Thread pitch gauge
Types of
gauge Purpose Picture
Bore gauge A device used for measuring holes.
-
Center gauge (a.k.a fishtail gauge)
It is a tool used in machining to check the angle of tool bits
used to cut screw threads
The center gauge helps ensure that the tool bit is the correct
dimensions to cut these threads.
Dial indicator (a.k.a dial test indicator, dial gauge or probe
indicator)
To check the variation in tolerance during the inspection
process of a machined parts.
Used in industrial.
Feeler gauge
Used to measure gap widths.
Mostly used in engineering to measure the clearance between two
parts.
They consist of a number of small lengths of steel of different
thicknesses with measurements marked on each piece.
In a metric set of feeler gauges the thickness ranges from 0.05
mm to approximately 1 mm in varying steps.
When using the thinner gauges care should be taken to pull the
gauge through a gap rather than push, as by pushing, the gauge will
tend to bend and wrinkle or possibly if a sideway movement is used
the gauge will tear.
-
Block gauge Used as a reference for the setting of measuring
equipment used in machine shops, such as micrometers, calipers, and
dial indicators
Pressure gauge (a.k.a vacuum gauge)
Used for pressure measurement of a gas or liquid. E.g. : used to
measure the pressure difference between a system and the
surrounding atmosphere.
Radius gauge (a.k.a fillet gauge)
Used to measure the radius [internal and external] of an
object.
The gauges are a set of thin blades with a convex (external) and
concave (internal) radius of the same size on each blade.
The size of the radius is marked on each blade.
It requires a bright light behind the object to be measured.
The gauge is placed against the edge to be checked and any light
leakage between the blade and edge indicates a mismatch that
requires correction.
Inside radius
Outside radius
-
Ring gauge
Used for checking the external diameter of a cylindrical
object.
Thread pitch gauge (treading gauge, pitch gauge, screw
gauge)
Used to measure the screw pitch threads.
It is a series of thin marked blades which have different
pitched teeth. Each set of screw pitch gauges has the thread form
stamped on it.
Thread pitch gauges also come in the standard thread forms of
metric, Whitworth, BSF, UNF, and UNC which allows both the pitch of
the thread to be gauged and the form or shape of the thread, to be
checked.
References
1. http://www.knockhardy.org.uk 2. http://www.me.iitb.ac.in 3.
http://www.regentsprep.org 4. http://www.splashmaritime.com.au 5.
http://www.technologystudent.com 6. http://www.tresnainstrument.com
7. http://www.wikihow.com 8. http://www.wisegeek.com 9. Anand K
Bewoor, Vinay A. Kulkarni. Metrology & measurement. McGraw
Hill.
-
Chapter 4 Industrial materials used in
workshop and identification
Chapter Outline 4.1 Steel and its alloys 4.2 Cast Iron 4.3
Copper and its alloys 4.4 Aluminum and its alloys 4.5 Bearing
Metals Learning outcome When you complete this chapter you should
be able to:
1) Acquire knowledge on basic engineering materials in real
world industry.
2) Differentiate types of engineering materials, basic
characteristics and its application.
3) Application of engineering materials especially in workshop
practice.
-
4.0 : INTRODUCTION Generally, engineering materials can be
divided into two categories; metal and non-metal. The major
characteristics of metallic materials are their crystallinity,
conductivity to heat and electricity and relatively high strength
and toughness.
In workshop practices, all materials we use are metallic
material. Metal mainly comprises as ferrous and nonferrous. It
means classification of metal based on ferrous (iron) content or
non ferrous content. There are five types of metal covered in this
topic such as :
4.1 Steel and its alloys 4.2 Cast Iron 4.3 Copper and its alloys
4.4 Aluminum and its alloys 4.5 Bearing Metals Table below show
classification of engineering material based on manufacturing
engineering references book by Serope Kalpakjian.
Figure 4.1 : Enginering materials
-
4.1 : STEEL AND ITS ALLOYS Steel mainly consist of iron that
contains carbon ranging by weight between 0.022% and 2.14% It often
includes other alloying ingredients: -
Manganese Chromium Nickel Molybdenum
Steel can be grouped into the following categories:
(1) PLAIN CARBON STEELS Contain carbon as the principal alloying
element; with only small amounts of other elements (about 0.5%
manganese is normal). Designation scheme : American Iron and Steel
Institute (AISI) & the Society of Automotive Engineers (SAE)
First digit indicates the family to which the steel belongs : 1-
Carbon steels; 2- Nickel steels; 3- Nickel-chromium steels; 4-
Molybdenum steels; 5- Chromium steels;
Steel
Plain carbon steels
Low alloy steels
Stainless steels
Low carbon steels
Medium carbon steels
High carbon steels
Tool steels
-
6- Chromium-vanadium steels; 7- Tungsten-chromium steels; 9-
Silicon-manganese steels. Second digit indicate % of major alloying
elements (1 means 1%). Last two digits (3rd and 4th number)
indicate amount of carbon in steel (10 means 0.10% C). Example :
Plain carbon steels are specified by a four-digit number system:
10XX
where , 10 indicates that the steel is plain carbon, and XX
indicates the percent of carbon in hundredths of percentage points.
For example, 1020 steel contains 0.20% C.
The plain carbon steels can be classified into three groups
according to their carbon content: TYPES OF
PLAIN CARBON
STEEL
CARBON CONTENT
APPLICATION PROPERTIES/ CHARACTERISTICS
Low carbon steels
Contain less than 0.25% C
Automobile sheet metal parts
Plate steel for fabrication
Tin can Nails Bolt and nut
Relatively soft and
weak, but possess high ductility and toughness
Good formability, Good weldability
Low cost Rated at 55-60%
machinability
Easy to form in which high strength is not
required.
Medium carbon steel
Range in carbon between 0.25% and 0.60%
Machinery components and engine parts
i.e : crankshafts, gears and connecting rods.
Applications requiring higher strength than low carbon steel
Machinability is 60-70%
Good toughness and ductility
-
Fair formability
High carbon steel
Carbon in amounts greater than 0.60% but less than 1.4%
Springs, cutlery Cutting tools &
blades
Hardest, strongest Least ductile of the
carbon steel High wear resistance
Increasing carbon content :
Strengthens and hardens the steel Ductility is reduced. Can be
heat treated - improved properties of steel (hard and strong)
(2) LOW ALLOY STEELS Low alloy steels are iron-carbon alloys
that contain additional alloying elements in amounts totaling less
than about 5% by weight. Owing to these additions, low alloy steels
have mechanical properties that are superior to those of the plain
carbon steels for given applications. Superior properties usually
mean;
Higher strength Higher hardness High hot hardness High wear
resistance Higher toughness
Heat treatment is often required to achieve these improved
properties.
The effects of the principal alloying ingredients as
follows:
ALLOYING ELEMENTS EFFECTS OTHERS
Chromium (Cr)
Improves : Strength, Hardness, Wear resistance Hot hardness.
Effective alloying ingredients for increasing hardenability
Cr improves corrosion resistance.
Manganese (Mn)
Improves Strength Hardness of steel
when the steel is heat treated, hardenability is improved with
increased manganese.
Molybdenum (Mo)
Increases Toughness
improves hardenability and forms carbides for wear
resistance.
-
Hot hardness Nickel (Ni)
improves Strength Toughness
Increases hardenability but not as much as some of the other
alloying elements
It improves corrosion resistance
Vanadium (V)
Enhances strength toughness of steel
Forms carbides that increase wear resistance.
(3) STAINLESS STEELS A group of highly alloyed steels. Differ
from carbon steel by the amount of chromium present.
Called stainless because in the presence of oxygen (air), they
develop a thin, hard, adherent film of chromium oxide that protect
the metal from corrosion. Also the protective film builds up when
the surface is scratched.
Designed to provide high corrosion resistance. Stainless steel
does not stain, corrode, or rust as easily as ordinary steel, but
it is not stain-proof. It is also called corrosion-resistant steel,
particularly in the aviation industry. Stainless steel is used
where both the properties of steel and resistance to corrosion are
required. The principal alloying element in stainless steel are as
follow:
ALLOYING ELEMENTS EFFECTS
Chromium, (usually above 15%)
Contain sufficient chromium to form a passive film of chromium
oxide, which prevents further surface corrosion and blocks
corrosion from spreading into the metal's internal structure.
Nickel Increase corrosion protection.
Carbon
Used to strengthen and harden the metal; However, increasing the
carbon content has the effect of reducing corrosion protection Why?
Because chromium carbide forms to reduce the amount of free Cr
available in the alloy.
-
Common used of stainless steel is kitchen cutlery, watch strap,
piping and fitting.
Figure 4.2 : Applications of stainless steel (4) TOOL STEELS
Tool steel refers to a variety of carbon and alloy steels that are
particularly well-suited to be made into tools. Their suitability
comes from their distinctive hardness, resistance to abrasion,
their ability to hold a cutting edge, and/or their resistance to
deformation at elevated temperatures (red-hardness). A class of
high-carbon alloy steels used to forming, machining or cutting
other materials. It has an excess carbides (carbon alloys) which
make them hard and wear resistant.
Its characteristics:
high strength impact toughness wear resistance
Commonly has two types:
High speed steel(HSS) - The most highly alloyed tool and die
steels. - Two basic types of HSS, the molybdenum type (M-series)
contain about 10%
molybdenum with other materials or the tungsten type (T-series)
contain 12-18% tungsten with other alloying elements. It can be
coated with titanium nitride and titanium carbide for improving
wear resistance.
Die steel
- Are designed for use at elevated temperatures. It has high
toughness and high resistance to wear and cracking. Alloying
elements are tungsten, molybdenum, chromium and vanadium.
-
4.2 : CAST IRON Cast iron is a family of ferrous alloys composed
of iron, carbon (ranging from 2% - 4.5%) and silicon (about 3.5%)
Mainly act as casting raw material in metal casting industry. There
are several types of cast iron :
TYPES OF CAST IRON
DESCRIPTIONS ATTRACTIVE PROPERTIES
TYPICAL PRODUCT
Grey Cast Iron
* The structure causes the surface of the metal to have a grey
color when fractured; hence the name gray cast iron. * Grey cast
iron accounts for the largest tonnage among the cast irons.
Composition In the range 2.5% to 4% carbon and 1% to 3%
silicon.
* Good vibration damping, which is desirable in engines and
other machinery * Internal lubricating qualities, which makes the
cast metal machinable. * Ductility of grey cast iron is very low;
it is a relatively brittle material.
* Automotive engine blocks and heads * Motor housings * Machine
tool bases
Ductile Iron
* Composition of grey iron in which the molten metal is
chemically treated before pouring to cause the formation of
graphite spheroids rather than flakes.
* Stronger and more ductile iron * Ductile and shock
resistant
* Machinery components requiring high strength and good wear
resistance
White Cast Iron * Has less carbon and silicon than gray cast *
Hard and brittle
* Railway brake shoes
-
iron * Formed by more rapid cooling of the molten metal after
pouring * When fractured, the surface has a white crystalline
appearance that gives the iron its name.
* Excellent wear resistance * Good strength
Malleable Iron
* When castings of white cast iron are heat treated to separate
the carbon out of solution and form graphite
* Ductility (up to 20% elongation)
* Strength
* Shock resistant
* Pipe fittings & flanges * Certain machine components *
Railroad equipment parts.
4.3 : COPPER AND ITS ALLOYS Copper first produced in about 4000
B.C.
Properties of copper :
Reddish-pink color, Low electrical resistivity - one of the
lowest of all elements. An excellent thermal conductor. Noble
metals (gold and silver are also noble
metals), so it is corrosion resistant. Low strength and hardness
of copper. Easily process by various forming, machining,
casting and joining technique. Applications : Widely used as an
electrical conductor. To improve strength, copper is frequently
alloyed. Bronze is an alloy of copper and tin (typically, about 90%
Cu and 10% Sn). Brass is another familiar copper alloy, composed of
copper and zinc (typically
around 65% Cu and 35% Zn). The highest strength alloy of copper
is beryllium - copper (only about 2% Be). Be -
Cu alloys are used for springs.
-
4.4 : ALUMINUM AND ITS ALLOYS Among the commercial metals,
aluminum is second only to iron in production and consumption.
Aluminum and its alloy are the most important in nonferrous
metallic materials following a few based characteristic.
Attractive Properties
High strength to weight ratio allows the design and construction
of strong lightweight structures. Advantages for portable
equipment, vehicles and aircraft application (82% of a Boeing 747
and 70% of a Boeing 777) its structural made from aluminum.
Resistance to corrosion in atmospheric environment, in fresh and
salt waters and in many chemicals solution. Resistance to corrosion
is excellent due to the formation of a hard thin oxide surface
film.
Aluminum has no toxic-suitable for processing, handling, storing
and packaging of foods and beverage (aluminum can & foil).
High electrical and heat conductivity, especially when light
weight is important. Very ductile metal easy to form
Pure aluminum is relatively low in strength, but it can be
alloyed and heat treated to compete with some of the steels,
especially when weight is taken into consideration high strength
but light weight
-
4.5 : BEARING METALS Also known as babbit metal, was invented in
1839 by Isaac Babbit (USA). Most commonly used in as a thin surface
layer in a complex, multi-metal structure, but its original use was
as a cast-in place bulk bearing material. Babbitt metal is soft and
easily damaged, which suggests that it might be unsuitable for a
bearing surface. However, its structure is made up of small hard
crystals dispersed in a softer metal, which makes it a metal matrix
composite. As the bearing wears, the softer metal erodes somewhat,
which creates paths for lubricant between the hard high spots that
provide the actual bearing surface. When tin is used as the softer
metal, friction causes the tin to melt and function as a lubricant,
which protects the bearing from wear when other lubricants are
absent.
Figure 4.3 : Bearing metals
-
Chapter 5 Introduction to Welding
Chapter Outline 5.1 Overall safety in welding 5.2 Filler, Flux,
Electrode and shielding gases 5.3 Gas welding
5.3.1 Oxy-acetylene gas welding 5.4 Arc welding
5.4.1 SMAW 5.4.2 MIG 5.4.3 TIG
5.5 Spot welding Learning outcome When you complete this chapter
you should be able to:
1. Acquire basic knowledge on arc welding and gas welding and
its operating.
2. Differentiate between arc welding, gas welding and its
application.
3. Justify which welding operation is relevant to certain
task.
4. Acknowledge safety procedure when handling with this
equipment
-
5.1 : OVERALL SAFETY IN WELDING
Figure 1 : Oxy-gas welding station (keep cylinders and hoses
away from the flame)
1. Because of the heat sources, such as open flames, arcs,
sparks, and hot metal used in
welding and related operations, fire and explosion hazards are
always present in the work area.
2. Welding processes should be carried out away from all
combustible materials, including flammable fluids, vapors, gases,
fuel, wood and textiles.
3. Protection of the operators eyes, face, and body against
sparks, spatter, and infrared and ultraviolet radiation is
essential.
4. Several types of safety equipment and protective clothing are
available and should be used.
5. Welding and related methods and machinery that use
electricity as a source of energy also present hazards.
6. Proper installation and maintenance of equipment and training
of personnel are essential.
7. Proper ventilation systems must be installed and maintained.
8. Never look at the arc with the naked eye. 9. Stand on dry
footing when welding. 10. Keep area around welder clean.
-
INTRODUCTION This chapter covers permanent joining technique
using welding process such as gas welding, arc welding and spot
welding.
Welding is a materials joining process in which two or more
parts are coalescence at their contacting surfaces by a suitable
application of heat and/or pressure. Oxyfuel-gas and arc welding
are among the most commonly used joining operations. Gas welding
uses chemical energy; to supply the necessary heat, arc welding use
electrical energy instead. In all of these processes, heat is used
to bring the joint being welded to a liquid state. Shielding gases
are used to protect the molten-weld pool and the weld area against
oxidation. Filler rods may or may not be used in oxyfuel-gas and
arc welding to fill the weld area. The selection of a welding
process for a particular operation depends on the workpiece
material, on its thickness and size, on its shape complexity, on
the type of joint, on the strength required, and on the change in
product appearance caused by welding. A variety of welding
equipment is availablemuch of which is now robotics and computer
controlled with programmable features. Discontinuities can develop
in the weld zone (such as porosity, inclusions, incomplete welds,
tears, surface damage, and cracks). Residual stresses and relieving
them also are important considerations in welding. The weldability
of metals and alloys depends greatly on their composition, the type
of welding operation and process parameters employed, and on the
control of welding parameters. General guidelines are available to
help in the initial selection of suitable and economical welding
methods for a particular application. Applications of welding :
Manufacture of automobile bodies, furniture, machine frames,
general repair work and ship building. The weld joint is where two
or more metal parts are joined by welding. The five basic types of
weld joints are shown in figure below :
Figure 2 : Basic types of weld joints
-
Butt joint : The parts lie in the same plane and are joined at
their edges. Corner joint : The parts in a corner joint form a
right angle and are joined at the
corner of the angle. Lap joint : Consist of two overlapping
parts.
Tee joint : One part if perpendicular to the other in the
approximate shape of the
letter T. Edge joint : A joint between the edges of two or more
parallel or mainly parallel
members. 5.2 : FILLER, FLUX, ELECTRODE AND SHIELDING GASES 5.2.1
Filler When welding two pieces of metal together, we often have to
leave a space
between the joint. The material that is added to fill this space
during the welding process is known
as the filler material (or filler metal). Filler metals are used
to supply additional metal to the weld zone during welding. Filler
metal that does not conduct an electric current during the welding
process
and often used for gas welding. They are available as filler
rods or filler wire and may be bare or coated with flux.
i) Coated Filler Metal Rods of this type of filler metal
consists the coating of flux material.
ii) Bare Filler Metal No coating of flux. Typically, filler
metal is in the form of rod, 90 mm long and diameter ranging
from 1.6 mm to 9.5 mm. Different types of welding rods are used
for welding of different metals. Some
examples are given below. Metal to be welded (a) Iron rich
steels (b) Stainless steel (c) Copper (d) Aluminium and its
alloy
Composition of welding rod (a) More C Si, Mn less P and S (b)
Should have Cr and V. (c) Copper rods with phorphorus. (d) Rods of
same metal containing some silicon.
-
Filler metal composition should be same as that of the material
to be welded. Sometimes additional alloying elements are added to
them to improve mechanical properties of weldment.
5.2.2 Flux Flux is a substance which is nearly inert at room
temperature, but which becomes
strongly reducing at elevated temperatures, preventing the
formation of metal oxides.
The role of flux is typically dual: dissolving of the oxides on
the metal surface, which facilitates wetting by molten metal, and
acting as an oxygen barrier by coating the hot surface, preventing
its oxidation.
Before performing any welding process, the base metal must be
cleaned form impurities such as oxide because this will weaken the
weldment. Flux is used to convert the oxides and nitrides to slag
that can be removed from welding zone easily.
Fluxes come in the form of a paste, powder, or liquid. Typical
flux : SiO2, TiO2, FeO, MgO, Al2O3
Flux can be supplied through coating of electrode or coating on
filler metal or separately.
Different fluxes are used for welding of different metals. For
the welding of copper and its alloy sodium nitrate, sodium
carbonates are used as flux. For welding of aluminum or its alloy
chloride of sodium, potassium, lithium or barium are used.
Figure 3 : Flux used in shielded metal arc welding: (a) overall
process; (b) welding area enlarged
-
5.2.3 Electrode Electrode is a metal rod which conducts a
current from the electrode holder to the
base metal. Used in electric arc welding. Two types of electrode
:Consumable ; Non consumable
A) Consumable electrode Consumable electrodes not only used as a
conductor for the electrical current, but
it provides the source of the filler metal in arc welding. These
electrodes are available in two principal forms of wire and rods
(also called
sticks). These electrodes are available in two principal forms:
rods (also called sticks) and
wire. Welding rods are typically 225 to 450 mm (918 in.) long
and 9.5 mm (3/8 in.)
or less in diameter. The problem with consumable welding rods,
at least in production welding
operations, is that they must be changed periodically, reducing
arc time of the welder
Consumable weld wire has the advantage that it can be
continuously fed into the weld pool from spools containing long
lengths of wire, thus avoiding the frequent interruptions that
occur when using welding sticks.
In both rod and wire forms, the electrode is consumed by the arc
during the welding process and added to the weld joint as
metal.
Figure 4 : Shielded metal arc welding process (consumable
electrode)
-
Figure 5 : Various welding electrodes and an electrode
holder
Consumable electrodes can further be classified into two
categories :
i) Coated electrode The most popular arc welding electrodes. No
additional filler metal and flux are required with them. Purposes
of electrodes coating : It forms a gas shield to prevent impurities
in
the atmosphere from getting into the weld and form separable
slag from metal impurities.
ii) Bare electrode Rarely used (only in MIG) Simple rods made of
filler metal with no coating over them. Flux is required
additionally.
B) Nonconsumable electrode Only used as a conductor for the
electrical current. Electrode is made of tungsten which resist
melting by the arc. A nonconsumable electrode is gradually depleted
during the welding process. For arc welding processes that utilize
nonconsumable electrodes, any filler metal
used in the operation must be supplied by means of a separate
wire that is fed into the weld pool.
5.2.4 Shielding gases Form a protective envelope around the weld
area prevent oxidation Shielding gases fall into two categories
:
i) Inert shielding gases Example : Argon, helium
ii) Semi-inert shielding gases Carbon dioxide, oxygen, nitrogen,
and hydrogen. Most of these gases, in large quantities, would
damage the weld, but when
used in small, controlled quantities, can improve weld
characteristics.
-
No flux is required Used in MIG and TIG
5.3 : GAS WELDING 5.3.1 Oxy-acetylene gas welding Oxyfuel-gas
welding (OFW) is a general term used to describe any welding
process that uses a fuel gas combined with oxygen to produce a
flame. This flame is the source of the heat that is used to melt
the metals at the joint. Fuel gases (such as hydrogen and
methylacetylene propadiene) can be used in oxyfuel-gas welding.
But, the most common fuel gas welding process uses acetylene
(C2H2). This process is known as oxyacetylene-gas welding (OAW) and
is used typically for structural sheet-metal fabrication,
automotive bodies and various repair work.
The apparatus used in gas welding consists basically of an
oxygen source and a fuel gas source (usually cylinders), two
pressure regulators and two flexible hoses (one of each for each
cylinder), and a torch. The cylinders are often carried in a
special wheeled trolley.
Figure 6 : Apparatus in oxyfuel gas welding
-
Advantages : 1. Simple, portable and cheap
Disadvantages
1. Low welding speed 2. Not recommended for welding reactive
metals such as titanium and zirconium
Flame types In oxy-acetylene welding, flame is the most
important tool. All the welding equipment simply serves to maintain
and control the flame. The correct type of flame is essential for
the production of satisfactory welds. The flame must be of the
proper size, shape and condition in order to operate with maximum
efficiency. The proportion of acetylene and oxygen in the gas
mixture is an important factor in oxyfuel-gas welding. Three basic
types of oxyacetylene flames used in oxyfuel gas welding : (a)
neutral flame
(b) oxidizing flame (c) carburizing or reducing flame
a) Neutral flame The neutral flame as shown in figure below is
produced when the ratio of oxygen to acetylene, in the mixture
leaving the torch, is almost exactly one-to-one. Its termed
"neutral because it will usually have no chemical effect on the
metal being welded. It will not oxidize the weld metal and it will
not cause an increase in the carbon content of the weld metal. The
neutral flame is commonly used for the welding of:
(i) Mild Steel (ii) Stainless steel (iii) Cast iron (iv) Copper
(v) Aluminum
b) Oxidizing flame The oxidizing flame results from burning a
mixture which contains more oxygen than required for a neutral
flame. It will oxidize or burn some of the metal being welded. To
have this flame set carburizing flame first convert it to neutral
flame and then reduce the supply of acetylene to get oxidizing
flame. Its inner cone is relatively shorter and excess oxygen turns
the flame to light blue color. It burns with a harsh sound. An
oxidizing flame tends to be hotter than the neutral flame. This is
because of excess oxygen and which causes the temperature to rise
as high as 6300F. The oxidizing flame is commonly used for the
welding metals that are not oxidized readily such as :
(i) Copper base metals (brass, bronze) (ii) Zinc base metals
(iii) A few types of ferrous metals, such as manganese steel and
cast iron
-
c) Carburizing flame The carburizing (or reducing) flame, is
created when the proportion of acetylene in the mixture is higher
than that required to produce the neutral flame. A carburizing
flame has an approximate temperature of 5500F (3038C). A reducing
flame can be recognized by acetylene feather which exists between
the inner cone and the outer envelope. The outer flame envelope is
longer than that of the neutral flame and is usually much brighter
in color. Larger the excess of acetylene larger will be its length.
The carburizing flame is commonly used for the welding of aluminum
and nickel alloys. Metals that tend to absorb carbon should not be
welded with reducing flame. For example, iron and steel, it
produces very hard, brittle substance known as iron carbide. This
chemical change makes the metal unfit for many applications in
which the weld may need to be bent or stretched.
Figure 7 : (a), (b), (c) shows the three basic types of flames.
(d) The principle of the
oxyfuel-gas welding operation.
-
Figure 8 : Comparison between all three flames:
Welding practice procedure and equipment The basic steps can be
summarized as follows:
1. Prepare the edges to be joined and establish and maintain
their proper position by using clamps and fixtures.
2. Open the acetylene valve and ignite the gas at the tip of the
torch. Open the oxygen valve and adjust the flame for that
particular operation.
3. Hold the torch at about 45 from the plane of the workpiece
with the inner flame near the workpiece and the filler rod at about
30 to 40.
4. Touch the filler rod to the joint and control its movement
along the joint length by observing the rate of melting and filling
of the joint.
-
Figure 9 : (a) General view of and (b) cross-section of a torch
used in oxyacetylene welding. (c) Basic equipment used in
oxyfuel-gas welding.
5.4 : ARC WELDING In arc welding, developed in the mid-1800s,
the heat required is obtained from electrical energy. The process
involves either a consumable or a nonconsumable electrode. An arc
is produced between the tip of the electrode and the workpiece to
be welded, by using an AC or a DC power supply. Power supply A
welding power supply is a device that provides an electric current
to perform arc welding operation. Welding usually requires high
current (over 80 amperes) and it can need above 12,000 amps in spot
welding. Low current can also be used; welding two razor blades
together at 5 amps with gas tungsten arc welding is a good example.
A welding power supply can be as simple as a car battery and as
sophisticated as a modern machine based on silicon controlled
rectifier technology with additional logic to assist in the welding
process.
-
Figure 10 : A constant current welding power supply capable of
AC and DC
Arc welding (AW) is a fusion-welding process in which
coalescence of the metals is achieved by the heat from an electric
arc between an electrode and the work. To initiate the arc in an AW
process, the electrode is brought into contact with the
work and is then quickly separated from it by a short distance.
The electric energy from the arc thus formed produces temperatures
of 5500C (10,000F) or higher, sufficiently hot to melt any
metal.
A pool of molten metal, consisting of base metal(s) and filler
metal (if one is used) is formed near the tip of the electrode. In
most arc-welding processes, filler metal is added during the
operation to increase the volume and strength of the weld joint. As
the electrode is moved along the joint, the molten weld pool
solidifies in its wake.
Types of arc gas welding : (i) Shielded metal arc welding (SMAW)
(ii) Gas metal arc welding, GMAW (@ metal inert gas welding, MIG)
(iii)Gas tungsten arc welding, GTAW (@ tungsten inert gas welding,
TIG)
Figure 11 : Basic equipment in arc welding
-
5.4.1 : Shielded metal arc welding (SMAW) A process that use a
coated consumable electrode to lay the weld. SMAW is by far the
most widely used arc welding process. Applications : Shipbuilding,
repair work, pipelines, construction.
Principle : 1. During operation, the bare metal end of the
welding stick (opposite the welding tip)
is clamped in an electrode holder that is connected to the power
source. 2. The holder has an insulated handle so that it can be
held and manipulated by a
human welder. 3. The heat of the welding process melts the
coating to provide a protective atmosphere
and slag for the welding operation. It also helps to stabilize
the arc and regulate the rate at which the electrode melts.
4. An electric arc is produced between the end of a coated metal
electrode and the steel components to be welded.
5. As the electrode melts, the (flux) coating disintegrates,
giving off shielding gases that protect the weld area from
atmospheric gases and provides molten slag which covers the filler
metal as it travels from the electrode to the weld pool. The slag
floats to the surface and protects the weld from contamination as
it solidifies. Once hardened, the slag must be chipped away to
reveal the finished weld.
6. This process may be performed manually. Advantages : 1.
Equipment is portable, cheap & easy to use most widely used of
AW process 2. Can be used on carbon steels, low alloy steels,
stainless steels, cast irons, copper,
nickel, aluminum
Disadvantages 1. Low productivity 2. Operator dependant 3.
Electrode must periodically be changed
-
Figure 12 : SMAW
5.4.2 : Gas metal arc welding, GMAW (@ metal inert gas welding,
MIG)
Also known as MIG welding Most widely used arc welding process
for aluminum alloys. A process in which a continuous and consumable
wire electrode and a shielding
gas are fed through a welding gun. Applications : Used in
fabrication operations in factories for welding a variety of
ferrous and non-ferrous metals, automated welding using robots.
Principle :
1. A continuous wire (known as consumable electrode) is fed into
the welding gun. 2. The wire melts and combines with the base metal
to form the weld. 3. The molten metal is protected from the
atmosphere by a gas shield which is fed
through a conduit to the tip of the welding gun. 4. Gases used
for shielding : Argon, Helium, Carbon Dioxide (CO2) inert gas 5.
The inert gas shield eliminates slag and allows cleaner and
stronger weld. 6. This process may be automated.
-
Advantages : 1. Continuous weld may be produced. 2. High level
of operators skill is not required. 3. Slag removal is not
required.
Disadvantages :
1. Expensive and non-portable equipment is required. 2. Outdoor
applications are limited because of effect of wind, dispersing
the
shielding gas. 3. GMAW guns can be bulky and difficult-to-reach
small areas or corners.
Figure 13 : MIG 5.4.3 : Gas tungsten arc welding, GTAW (@
tungsten inert gas welding, TIG)
Also known as TIG welding A process that use a nonconsumable
electrode [tungsten, Tm = 3410C] to
produce a weld. The weld area is protected from atmospheric
contamination by a shielding gas (argon, helium) and a filler metal
that is fed manually is usually used.
Applications : Used extensively in the manufacture of space
vehicles, when joining pipes for offshore applications, applied to
thin materials, frequently employed to weld small-diameter and
thin-wall tubing such as those used in the bicycle industry
-
Principle : 1. The torch holding the tungsten electrode is
connected to a shielding gas cylinder
as well as one terminal of the power source. This will allow the
welding current from the power source to enter the electrode.
2. The workpiece is connected to the other terminal of the power
source through a different cable.
3. The shielding gas goes through the torch body and is directed
by a nozzle toward the weld pool to protect it from the air.
4. Protection from the air is much better in TIG than in SMAW
because an inert gas such as argon or helium is usually used as the
shielding gas and because the shielding gas is directed toward the
weld pool.
5. When a filler metal is used, it is added to the weld pool
from a separate rod or wire, being melted by the heat of the
arc.
6. This process may be performed manually or by machine and
automated methods.
Figure 14 : TIG
Advantages : 1. High quality weld 2. Little or no postweld
cleaning 3. Can be used to weld reactive metals, such as titanium,
zirconium, aluminum and
magnesium.
Disadvantages : 1. Slow process
-
5.5 : SPOT WELDING Used to join two sheet of metal by lap joint
form a small nugget at the
interface. Thickness of workpiece = up to 3 mm (1/8 inch).
Applications : In mass production of automobiles, appliances, metal
furniture.
Principle : 1. Pressure are applied to workpiece. 2. Current
[1000A to 100,000A] is passed through the joint for certain period
of
time, so that just enough heat generated to melt the joint. 3. A
current stop but the pressure is maintained for certain time until
solidification
complete.
Figure 15: Spot welding
Advantages : 1. Very little skill required to operate 2. High
production rate 3. Heating involve a small portion (less
distortion) 4. Possible to weld dissimilar metal with different
thickness
Disadvantages
1. Complex equipment (expensive) 2. Limited to lap joint
only
References : http://www.asminternational.org
https://eis.hu.edu.jo http://www.ignou.ac.in
-
Chapter 6 Introduction to Metal
Casting Chapter Outline 6.1 Overall safety in metal casting 6.2
Melting practice 6.3 Sand casting
6.3.1 Process cycle 6.3.2 Elements of gating system 6.3.3
Molding material 6.3.4 Pattern 6.3.5 Core
6.4 Die casting 6.5 Basic design rule in casting 6.6 Cleaning
and casting defects Learning outcome When you complete this chapter
you should be able to:
1. Have a basic understanding on casting terminology and
processes
2. Have acquired knowledge on casting defects and design
rules
-
6.1 : Overall safety in metal casting
1. Aprons, gloves and leggings should be leather as this offers
the most protection is a spillage of molten metal occurs.
2. Wear protective clothing and devices like safety glasses and
full face shields. 3. Cloths made of natural fibers like cotton are
to be preferred over synthetics
that can melt and stick to the skin. 4. Strong, leather shoes
should be worn at all times in the workshop as they offer
the best protection for feet. Do not distract anybody during a
pour. 5. Do not look into the furnace without appropriate eye
safety gear for
splattering and infrared radiation. 6. Always operate in a
well-ventilated area. Fumes and dusts from combustion
and other foundry chemicals, processes and metals can be toxic.
7. Spilled molten metal can travel for a great distance. Operate in
a clear work
area.
6.2 : Melting Practices Furnaces are charged with melting stock
consisting of liquid and/or solid metal, alloying elements and
various other materials such as flux and slag forming constituents.
Furnace choice is based on the type of metals that are to be
melted. Factors for furnace selection
1. Economic consideration (less cost during operation) 2.
Composition and melting point of the metal/alloy 3. Capability to
control furnace atmosphere 4. Capacity 5. Environmental
consideration (environment pollution) 6. Maintenance (less) 7.
Safety (high)
Metals or alloys in casting process are melted and prepared in a
furnace which may be of:
1. Electric arc 2. Induction 3. Crucible 4. Cupola
When the metal is heat up in the furnace, this molten metal is
poured into the assembled mold either via a ladle or directly from
the furnace. When the metal has cooled, the mold and the core
materials are removed and the casting is cleaned. Certain castings
may require welding, heat treatment or painting.
-
1. Electric arc furnace : The furnace is charged with ingots,
scrap, alloy metals and fluxing agents. An arc is produced between
three electrodes and the metal charge, melting the metal. A slag
with fluxed covers the surfave of the molten metal to prevent
oxidation, to refine the metal and to protect the furnace roof from
excessive heat. When ready, the electrodes are raised and the
furnace tilt



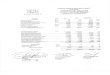

















![Nota Nota Temuduga[1]](https://img.pdfslide.net/doc/110x75/55cf9b62550346d033a5dda1/nota-nota-temuduga1.jpg)







