Embed Size (px)
Citation preview

V. Hessel [email protected]
1 Institut für Mikrotechnik Mainz GmbHDirectorate Chemical Milli and Micro Process Technologies
2 Eindhoven University of TechnologyDepartment of Chemical Engineering and Chemistry
3 Technische Universität DarmstadtTechnische Chemie / Cluster of Excellence Smart Interfaces
Limburg Horhausen Mainz Eindhoven Darmstadt
March 22th, 2011CPAC Satellite Workshop, Rome / Italy
Novel Process Windows
- Gates to Intensified Flow Chemistry

GATEWAYS STAND FOR OPENNESSAND ENTRANCE INTO NEW WORLDS
Miyajima Torii – Miyajima Island, next to Hiroshima
Torii is commonly found at the entrance or within a Shinto shrine, where it symbolically marks the transition from the profane to the sacred

RESEARCH vs DEVELOPMENT
Top-Down
Enabling technologies
Business, Environment
Bottom-up
University research(ERC Advanced Grant,Cluster of Excellence)
New processing/Microfluidics
Catalysts/Reactors
Systems/Scale-up
Processes/Products
Applied research
Large-scale project coordination
‘Net-Present-Value’
‘Selectivity’

FABRICATIONCATALYSTS
REACTORS
PLANTS
PROCESSESOH
OH
OH
OH
COOHKHCO3 (aq)OH
OH
OH
OH
COOHKHCO3 (aq)
Aristotle (Αριστο τέλη ς; Aristoteles) (384 BC – 7 March 322 BC)
“The whole is more than the sum of its parts" – from Metaphysics 1041 b (VII 17, 1041b)“With regard to excellence, it is not enough to know, but we must try to have and use it.”
FULL-CHAIN, ALL-EMBRACING VIEWS IN ENGINEERING
Process Chemist’s View

High Level Group on the competitiveness of the European chemicals industry, 2009, Final Report: European Chemical Industry, Enabler of a Sustainable Future, European Communities
ROADMAP TO FUTURE CHEMICAL INDUSTRY
“In the next 20 years, these processes will undergo
substantial changes thanks to the smart design of the
synthetic route itself, micro process technologies,
integration and intensification of processes
combined with new catalyst concepts and the
development of in silico technologies”
(High Level Group, 2009)

CONTENTS
• Novel Process Windows (NPW) at selectivity-sensitive reactions
• NPW at multi-phase reactions – role of microfluidics
• Combined PI efforts – MW / conti / smart catalysts
• ERC Advanced Grant on NPW and new group at TU/e centering in NPW
• Outlook: NPW for material synthesis & process self-optimisation

COPIRIDE – One Page White Paper
• Epoxidation (Mythen; U Naples)
• Biodiesel production (Chemtex; Polito)
• Ammonia production (ITI Energy; U New castle)
• Polymer reaction 1 (Evonik-Degussa; U Stuttgart)
• Polymer reaction 2 (Evonik-Degussa)
• Sugar hydrogenation (Åbo Akademi)
Process Intensification Criteria
All-embracing, full-chain ‚Future Factory‘ approach, headed by industrial drivers
Modular plants: Container Flow Chemistry and Novel Process Windows
Enabling Technologies
COPIRIDE Plant & Process Innovations
Industrial Guidance / Commitment and Ex-Ante Cost & LCA Evaluation
Ex-Ante Evaluation: Cost & Life-Cycle Analysis
Top-Down
SustainabilityCompetitiveness of European Industries
Side product formation, Catalyst recovery, Productivity, Safety, Catalyst switch, Reactant consumption, Digestion time, Productivity, CO2
emissions, Capital costs, Plant operating costs, Plant volume, Space-time yield, Product properties, Feed ratios, Process integration
… 50% reduction, 5fold increase, CO2-neutral ….

V. Hessel Chem. Eng. Technol. 32, 11 (2009) 1655-1681.
NOVEL PROCESS WINDOWS
German NPW Research Cluster: 7 projects
ERC Advanced Grant NPW
V. Hessel, B. Cortese, M.H.J.M. de Croon Chem. Eng. Sci. (2010) available online.

NOVEL PROCESS WINDOWS EXTEND MUCH THE OPERATIONAL POSSIBILITIES
T. Razzaq, C. O. Kappe, Chem. Asian J. 5, 6, 1274-128.
Other reviews
M. Damm, T. N. Glasnov, C. O. Kappe, Translating High-Tempera-ture Microwave Chemistry to Scalable Continuous Flow Processes, Org. Process Res. Dev.14 (2010) 215-224.
T. Razzaq, T. N. Glasnov, C. O. Kappe, Continuous-flow micro-reactor chemistry under high-temperature/pressure conditions, European J. Org. Chem. (2010) 1321-1325.
T. Razzaq, T. N. Glasnov, C. O. Kappe, Accessing Novel Process Windows in a high<temperatur/ pressure capillary flow reactor, Chem. Eng. Technol. 32, 11 (2009) 1–16.

2010 EXAMPLES FOR SUPERHEATED µ-PROCESSING (‘high T,P’)
High-T, high-p processing
B. Gutmann, J.-P. Roduit, D. Roberge, C. Oliver Kappe“Synthesis of 5-substituted 1H-tetrazoles from nitriles and hydrazoic acid by using a safe
and scalable high-temperature microreactor approach”Angew. Chem. 122 (2010) 7255 –7259
J. F. Ng, Y. Nie, G. K. Chuah, S. Jaenicke“A wall-coated catalytic capillary microreactor for the direct formation of hydrogen
peroxide”J. Catalysis 269 (2010) 302–308
T. Razzaq, T. N. Glasnov and C. O. Kappe “Accessing Novel Process Windows in a high-temperature/pressure capillary flow reactor”
Chem. Eng. Technol.32, 11 (2009) 1702–1716
H. Kawanami, M. Sato, M. Chatterjee, N. Otabe, T. Tuji, Y. Ikushima, TakayukiIshizaka, T. Yokoyama, T. M.Suzuki
“Highly selective non-catalytic Claisen rearrangement in a high-pressure and high-temperature water microreaction system”
Chem. Eng. J. (2011) online
M. W. Bedore, Nikolay Zaborenko, K. F. Jensen, T. F. Jamison“Aminolysis of epoxides in a microreactor system: A continuous flow approach to b-amino
alcohols”
Org. Process Res. Dev. 14 (2010) 432–440
L. Kong, X. Lv, Qi Lin, X. Liu, Y. Zhou, Y. Jia“Efficient synthesis of imidazoles from aldehydes and 1,2-diketones under superheating
conditions by using a continuous flow microreactor system under pressure”
Org. Process Res. Dev. 14, 4 (2010) 902–904
N. Zaborenko, M. W. Bedore, T. F. Jamison, K. F. Jensen “Kinetic and scale-up investigations of epoxide aminolysis in microreactors at hightemperatures and pressures”
Org. Process Res. Dev. 15, 1 (2011) 131–139
S. Marre, A. Adamo, S. Basak, C. Aymonier, K. F. Jensen“Design and packaging of microreactors for high pressure and high temperature
Applications”
Ind. Eng. Chem. Res. 49, 22 (2010) 11310–11320

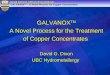
PROCESS INTENSIFICATION: INCREASE IN SPACE-TIME YIELD BY HIGH-p,T PROCESSING
V. Hessel, C. Hofmann, P. Löb, J. Löhndorf, et al. Org. Proc. Res. Dev. 9, 4 (2005) 479-489.V. Hessel, U. Krtschil, P. Löb, A. Stark, et al. Org. Proc. Res. Dev. 13, 5 (2009) 970-982.U. Krtschil, V. Hessel, A. Stark, D. Reinhard Chem. Eng. Technol. 32, 11 (2009) 1774-1789.
àReaction time reduction at best up to 2000 times; increase in space-time yield by factor 3200
4 t / a
64200 kg/(m³ h)
4 s
Flow chem (9 ml)
Batch (1 l)
2 h – 7200 s
20 kg/(m³ h)
1 t / aat high temperatures and for longer residence times:ð minor variation in yield
at high temperatures and for longer residence times:ð minor variation in yield
at high temperatures and for longer residence times:ð minor variation in yield
at high temperatures and for longer residence times:ð minor variation in yield
ð substantial increase in selectivity
ð substantial increase in selectivity
ð substantial increase in selectivity
ð substantial increase in selectivity
Capillary reactor, O.D. 1/8 inch 35 bar
0
5
10
15
20
25
30
35
40
45
0,0000 0,0100 0,0200 0,0300 0,0400 0,0500 0,0600 0,0700 0,0800 0,0900
Residence time [s] (reciprocal)
Yie
ld2
,4-D
HB
A a
nd
2,6
-DH
BA
[%
] ((
2,4-DHBA, 160°C2,4-DHBA, 180°C2,4-DHBA, 200°C
2,6-DHBA, 160°C2,6-DHBA, 180°C2,6-DHBA, 200°C
130385 33 25 20 17 1113
1
65
O OH
OH
OH
rearrangement
DT
O
OHOH
OHDT
OH
OH
+ CO2
2,4-Dihydroxybenzoic acid 2,6-Dihydroxybenzoic acid Resorcinol

SYNTHESIS OF 3-CHLORO-2-HYDROXYPROPYL PIVALOATE
OO
Cl Cl
O O
ClOH
O O
Cl
OH
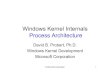
48 h for batch operation: high conversions + 60% yield
Similar yields at 180– 200ºC for 5-10 min
by superheated continuous processingAt 30 s - 240-fold reduction
M. Escribà, V. Hessel, J. Eras, R. Canela, S. Rothstock, P. Löb, Green Chemistry (2011) in press.
0102030405060708090
100
180 190 200 210 220 230 240
Temperature [°C]
Co
nv
ers
ion
, Y
ield
[%
] Conversion
Yield (Monoproduct)
Yield (Diproduct)
Residence time = 20'
0
10
20
30
40
50
60
70
80
90
100
200 210 220 230 240 250 260
Temperature [°C]
Co
nv
ers
ion
, S
ele
cti
vit
y [
%] Conversion
Selectivity (Monoproduct)
Selectivity (Diproduct)
Residence time = 30''

NOVEL PROCESS WINDOWS FOR THE SYNTHESIS OF 3-CHLORO-2-HYDROXYPROPYL PIVALOATE
M. Escribà, V. Hessel, J. Eras, R. Canela, S. Rothstock, P. Löb, Green Chemistry (2011) in press.
0
20
40
60
80
0 500 1000 1500 2000 2500 3000 350080
100120140160180200220240260
Yie
ld (%
)
t (min)
T (
ºC)
Continous processBatch process
0
20
40
60
80
0
1000
2000
3000
80120
160200
240
Continous processBatch process
OO
Cl Cl
O O
ClOH
O O
Cl
OH

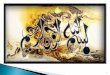
NOVEL PROCESS WINDOWS FOR THE SYNTHESIS OF 3-CHLORO-2-HYDROXYPROPYL PIVALOATE
Continous processBatch process
OO
Cl Cl
O O
ClOH
O O
Cl
OH
M. Escribà, V. Hessel, J. Eras, R. Canela, S. Rothstock, P. Löb, Green Chemistry (2011) in press.

ProcessNet – Jahrestagung 2010 / 21-23 Sept. Seite [email protected]
SYNTHESIS of tert.-BUTYLPEROXYPIVALAT IN GENERAL
1st Stage: Deprotonation of tert.-Butylhydroperoxide to Potassium tert.-butylperoxide
? DTad = 25 K ( slightly exothermic)
? Single phase reaction
2nd Stage: Formation of tert.-Butylperoxypivalate
? DTad = 72 K (exothermic)
? Temperature sensitive
+ KOHaq CH3
CH3
CH3
O
O-
K+
CH3
CH3
CH3
O
OH
CH3
CH3
CH3
O
O-
K+
+CH3
CH3
CH3O
Cl
CH3
CH3
CH3O
O
O
CH3
CH3
CH3
? Biphasic reaction ? Corrosive

ProcessNet – Jahrestagung 2010 / 21-23 Sept. Seite [email protected]
POTASSIUM tert.-BUTYLPEROXIDE - FROM BATCH TO CONTINUOUS PROCESSING
0
10
20
30
40
50
60
70
80
90
100
Continuous- modet=0.4 s
Continuous- modet=4 s
Me
an
co
nve
rsio
n a
nd
me
an
yie
ld / %
Mean conversion tert.-butyl hydroperoxide Mean conversion pivaloyl chloride Mean yield tert.-butyl peroxypivalate
Batch - modet=1200 s
TBHP
KOH
22.7%
PIVCl
mixer 1mixer 2
TIR
TIR
PI
TIRPI
C l
O
O
O
O
O
O H
5mL/min
3.1mL/min
2.2mL/min
CH3
CH3
CH3
O
O-
K+
? Reaction temperature 20 – 25 °C
? Flow rate 8.1 mL/min
? Reduction of reaction time to 0.4 s shows similar performance as in batch mode
Successful transfer into continuous mode[1] T. Illg et al., ChemSusChem, 2011, 4, 392-398

ProcessNet – Jahrestagung 2010 / 21-23 Sept. Seite [email protected]
[1] T. Illg et al., ChemSusChem, 2011, 4, 392-398[2] T. Illg et al., Chem. Eng. J., 2011,167, 504-509[3] T. Illg et al., in Proc. IMRET-11; Editors: -, Kyoto, Japan, 2010
tert.-BUTYLPEROXIPIVALATE – CONTINUOUS PROCESSING USING ORIFICES AS EMULSIFICATION UNITS
KOH22.7wt%
TBHP
PIVCl
mixer 1mixer 2
Orifice 1ID 0.25mm
Orifice 2ID 0.25mm
Orifice 3ID 0.25mm
TIR
TIRPI
PI
Orifice 4ID 0.25mm
Orifice 5ID 0.25mm
0,0 0,2 0,4 0,6 0,8 1,0 1,2 1,4 1,6
0
10
20
30
40
50
60
70
80
90
100 Conversion tert.-Butylhydroperoxide Conversion Pivaloylchloride Yield tert.-Butylperoxypivalate
Co
nve
rsio
n a
nd
yie
ld / %
Time / s
? Reaction temperature 20 – 25 °C
? Flow rate 10.3 mL/min
? Reaction time (2nd Stage) 1.5 s
Successful transfer into continuous mode using orifices as emulsification units

ProcessNet – Jahrestagung 2010 / 21-23 Sept. Seite [email protected]
tert.-BUTYL PEROXIPIVALATE SYNTHESIS AT INCREASED REACTION TEMPERATURE
10 20 30 40 50
0
10
20
30
40
50
60
70
80
90
100 Conversion tert.-Butylhydroperoxide Conversion Pivaloylchloride Yield tert.-Butylperoxypivalate
Co
nve
rsio
n a
nd
yie
ld / %
Reaction temperature / °C
? Reaction temperature 10 – 50 °C
for both steps
? Flow rate 10.3 mL/min
? Reaction time (2nd Stage) 1.5 s
? No negative impact of reaction temperature 30 – 50 °C due to short impact
Using micro reactor technology will lead to a more flexible process control compared to high volume batch systems.

ProcessNet – Jahrestagung 2010 / 21-23 Sept. Seite [email protected]
ORIFICE CONCEPT - BENCHMARK
[4] Azzawi et al. Method for the production of organic peroxide by means of micro reaction technique, US20090043122, 2009
? 9 Orifices
? 10x52 cm Loops
? RT: 40°C
? YTBPP: 78%
? t: 15 s
? STY: 55600 g/Lh
Micro reactor process [4]
? RT: 10 - 20°C
? YTBPP: 93 % bei ~6 min
? STY: 3600 g/Lh (-10 - 20°C)
3 x 350 L Cascaded batch [4]
? RT: 10 - 20 °C
? YTBPP: 84% bei ~100 min
? STY: 190 g/Lh (8 - 20°C)
? 9 Orifices
? 10x5 cm Loops
? RT: 40°C
? YTBPP: 64%
? t: 1.5 s
? STY: 469000 g/Lh
Reactor length Temperature controlCombination
Optimum design

PAGE 20
ANNULAR BUBBLY
PARALLEL SLUG
f (flow, flow ratio, diameter, length, ∆P, T, fluid properties, wall wetting properties)
Flow patterns
PhD Jovanonic

PAGE 21
ANNULAR BUBBLY
PARALLEL SLUG
Flow ratio
Slug flow:
5000 m2/m3
40000 m2/m3
Flow rate
80000 m2/m3
180000 m2/m3
Bubbly flow:
ml/min range > l/min range
Flow patterns: Fluidic control
PhD Jovanonic

PAGE 22
Reaction time of 10 min
Controlling the slug size : Conversion and Selectivity control
Fluidic control of phase transfer catalysis
Decoupling of kinetics and mass transfer
Fast kinetic screening
Selective synthesis
PhD Jovanonic

PAGE 23
∆Ptotal = ∆Pdispersed + ∆Pinterface + ∆Pcontinous
∆Ptotal ~ 1/D2
D < 300 µm:
∆Pinterface is > 50 % of ∆Ptotal
Flow in porous media: Surface tension
∆Pinterface
Resistance to flow
∆Pdispersed ∆Pcontinous∆Pinterface
D
Pressure drop
PhD Jovanonic

PAGE 24
Process characteristics Conventional PTC Microprocess PTC
Yield, % 90 99
Reaction time 3 h 1 min
Temperature <85 °C 105 °C
Base NaOH, KOH none
Solvent Toluene, benzene, chloroform, … none
Post reaction workup Washing + distillation Washing
98.8 % selectivity
“Green” process, no bases, no solvents, no distillation
Pilot plant: 1-10 t/year
up to 250,000 m2/m3
Scale-up using interdigital mixer
PhD Jovanonic

0
1
2
3
4
5
6
7
8
0.005 0.050 0.500 5.000
Oxi
ran
en
um
be
r
Time (minutes)
N.E. = f(t,T)
30
60
90
120
150
180
210
240
270
Time [min]
Micro process technology – 2h à ~10min
Novel Process Windows – 10 min à 300 ms
Temperature [°C]8
7
6
5
4
3
2
1
0 0.005 (0.3 s) 0.050 (3 s) 0.50 (30s)
Soybean Oil Epoxidation: Potential of Superheated Micro Processing
‘Single phase’ modeling – mass transfer limitations will give longer reaction times
30
60
90
120
150
180
210
240 270
H2O2 + HCOOHH
+
HCOOOH + H2O
H2O2 H2 + 0.5 O2
+ Nu R1
OH
Nu
R2
O
R1 R2
+ H2O2 R1
OH
OOH
R2
O
R1 R2
R1 R2 + HCOOOH R1
OR2
H2O2 H2 + 0.5 O2
+ Nu R1
OH
Nu
R2
O
R1 R2
+ H2O2 R1
OH
OOH
R2
O
R1 R2
R1 R2 + HCOOOH R1
OR2R1 R2 + HCOOOH R1
OR2
Gan, Goh, Ool, JAOCS69, 4 (1992) 347-351
Oxir
an
e n
um
ber
[a.u
.]
V. Hessel, B. Cortese, M.H.J.M. de Croon Chem. Eng. Sci. (2010) available online.

Soybean Oil Epoxidation- Heat Releases and Cascaded Reactor Design
Single-Stage (150°C)
Multi-Stage (100, 120, 160°C)
Yield
Yield
Temperature
Temperature
Micro heat exchanger, 4000 W/m2 K
V. Hessel, B. Cortese, M.H.J.M. de Croon Chem. Eng. Sci. (2010) available online.

Evotrainer, container plant – ‘Future Factory’
Option for automatic filling
Raw material logitics transport
can
Option for air conditioning
Desaster collection pan (WHG)
Element for environmental
protection
Control room
Ex zone gate
Extinguishing installation
Constructive fire protectionReduced emissionse.g. nois
Bus integration: a) lightingb) Ex controlc) cabel ways, powerd) Pneumatic systeme) Field busf) compressed air, gasesg) cooling water, soleh) local area networki) air ventilationj) etc.
* Easy entry* integrated emergency exits* montage doors
integrated elements for construction
On demand CMP- a./o. clean room condition
Modular measure and control technology
Patent pending

Think big @ plant invest is one option
Großinvestition (4 Mio €) versus verteilte Investition (4*1,2 Mio €)
-10.000
0
10.000
20.000
30.000
Periodennummer
Periode
T-E
UR
-2.000
-1.000
0
1.000
2.000
3.000
4.000
5.000
Periode
T-E
UR
Investitionssumme ohne Bauzeitzinsen 4 Mio € Investitionssumme ohne Bauzeitzinsen 4,8 Mio € vert.
kumuliert abgezinster Cash Flow 4 Mio € kumuliert abgezinster Cash Flow 4,8 Mio € vert.
Result: big plants are not the best option!
One big plant (4 Mio €) versus 4 small, time shifted plants (4*1,2 Mio €)Cash-flow calculation

MICROWAVE-MICROREACTOR (‚µ2‘) OPERATION – ULLMANN ETHER SYNTHESIS
Metallic Cu 75 µm Traces
Metallic Cu 45 µm 3% yield
Metallic Cu 3 µm 20% yield
Nano Cu 10 nm 80% yield
Benaskar, Engels, Patil, Rebrov, Meuldijk, Hessel, Hulshof, Jefferson, Schouten, Wheatley, Tetrahedron Letters 5, 2 (2010) 248-251.
Engels, Benaskar, Patil, Rebrov, Hessel, Hulshof, Jefferson, Vekemans, Karwal, Schouten, Wheatley, Org. Process Res. Dev. 14, 3 (2010) 644-649.
Engels, Benaskar, Jefferson, Johnson, Wheatley, Dalton Transactions39 (2010) 6496-6502.
J. Org Chem. (2010) submitted.
Nanoparticulate catalyst development

PAGE 30
N
Cl OK
N
O
N
O
N
Cl
+
OKDMA
18-crown-6
Cu/TiO2/SiO2
Single-mode
microwave 140 oC
2) Support synthesisTiO2 deposition on
SiO2-surface
1) Cat-synthesisCu nanoparticle
colloid synthesis
3) Cat depositionNPs impregnation
ZnO and TiO2
4) Reactor packing
5) Reactor testing
Process design for MW-flow Ullmann chemistry
Non-porous TiO2 MesoporousTiO2
Ti K
Ti K
Cu K
Cu K
Ti K
Ti K
Cu K
Cu K
Mesoporous titania much higher Cu loading
F. Benaskar/ TUe
N
Cl OKO
+ 18-crown-6
DMA

PAGE 31
Continuous milli-processing in single mode MW-cavity
Micro-Mixer Micro-HEX
F. Benaskar/ TUe
Fixed-bed milli reactorSingle-mode
cavity
Multi-cavity single-mode microwave
N
Cl OKO
+ 18-crown-6
DMAOil-bath

PAGE 32
Cost-analysis on integrated µ 2-conceptOperating and capital cost
• Division of plant
Raw materials
Waste materials Energy
Personnel
Capital costCatalyst unit
Microwave & micoprocess plant
Post-treatment
Pre-treatment
Catalyst-free chemistry
Cu-catalyzed chemistry

PAGE 33
Cost-analysis on integrated µ 2-conceptProposed scenarios
• Proposal of several scenario studies
• Study parameters• Heating:
• Multimode microwave cavity
• Singlemode microwave multi-cavity
• Electrical heating
• Chemistry:
• Ullmann reaction: Catalyzed process with expensive raw materials
• Aspirin synthesis: Non-catalyzed process with cheap raw materials
• Catalyst:
• Slurry-type catalyst in flow and batch
• Supported catalyst as fixed-bed or wall-coated

PAGE 38
Cost-analysis on integrated µ 2-conceptResults: “Profitability”
• Overall cost results
Homogenous systems: clear go!!
Heterogeneous systems: only adapted systems!!

PAGE 39
• Catalyst performance on initial rates and yields
• Cat-loading most effective for unsupported systems
• Temperature most effective for supported systems
Testing supported Cu-catalyst systems
low
high
low
high0
0.2
0.4
0.6
0.8
1140 oC
120 oC
Iin
itia
lra
tes
(mm
ol*
L-1
*s-1
) Reaction time: 5 min
Cat loadings (mol%) Cu/MP-TiO2 Cu/NW-ZnO Cu/ML-TiO2 CuZn-NPs’
High 0.05 0.001 0.001 0.3
Low 0.2 0.004 0.004 1.2
N
Cl OKO
+ 18-crown-6
DMA
low
high
lowhigh
0
20
40
60
80
100140 oC
120 oC
Yie
ld (
%)
Reaction time: 90 min
F. Benaskar/ TUe

PAGE 40
Supported Cu nanoparticles in microprocessing“Ullmann reaction towards aromatic ethers”
• Development of support film for wall-coated and fixed-bed reactors in microreactors

PAGE 41
CuZn X-ray photoelectron spectroscopy“Zn as oxidative stabilizer”
X-ray Photo-electron and 65Cu-Nuclear Magnetic Resonance spectroscopy provided in parallelan explanation on the role of Zn as promoting metal in Cu-catalyst:
“Sacrificial Anode effect”
Cu(0) state was observed in the presence of the Zn promoter in XPS spectra of the CuZn catalysts after 4 hrs reaction time. After 12 h on-stream the copper was oxidized simultaneous with
decreasing zinc signal, signifying a “sacrificial anode” effect.
1023.3 1020.6 1017.9
C
PS
(a.
u.)
Zn 2p Cu 2p Ti 2p
CuZn/TiO2 12h
CuZn/TiO2 4h
CuZn/TiO2 fresh
Cu/TiO2 12h
Cu/TiO2 4h
Cu/TiO2 fresh
CuZn NP
468 462 456
960 948 936
Binding energy (eV)
Cu NP

PAGE 42
Synchrotron beam-time:“In-situ oxidation behavior of CuZn catalyst”
• Why synchrotron X-ray analysis?• XPS results indicated a “Sacrificial Anode effect”
• Bulk or atomic effect?
• XPS provides only surface information, i.e. less representative for porous systems
• Synchrotron-EXAFS provides atomic-scale crystal environment of catalyst
• What to do now?• Powdered catalyst synthesis :
• Previously only films
• Own reactor cell design
• No ESRF user shares Cell information
• XRD, XPS, TPX and S(TEM) pre-analysis required

PAGE 43
CuZn-XANES“Temperature programmed reduction of CuZn catalyst”
• Results of Cu and Zn XANES edges under H2 flow
• Cu reduction at 200 oC
• Zinc still complicated “metal”
1
2 3
8.96 8.98 9.00 9.02 9.04
3.10
3.15
3.20
3.25
3.30
Inte
nsity (
A.U
.)
Energy (keV)
RT
400 oC
200 oC
Pre-edge peak
9.62 9.64 9.66 9.68 9.70 9.72 9.74
2.20
2.24
2.28
2.32
2.36
Inte
nsity (
A.U
.)
Energy (keV)
RT
400 oC
200 oCCu Zn

44
ERC Advanced Grant 2010 - NPW
Graphic scheme of the project overall view

45
Sub-project 1: Cross Project on Generic Aspects of Novel Process Windows
• Develop a coordinated methodology for identifying, classifying, detailing and evaluating of Novel Process Windows
• Give the frame for the actions in the sub-projects 2-5
• Create a ‘superficial process level’ with extended generic insight
• Create a techno-economic-ecological evaluation of the NPW options –cost and life-cycle analysis (Fig. 1).
Fig. 1Life-cycle analysis of process variants of the Kolbe-Schmitt synthesis [1]
[1] V. Hessel, D. Kralisch, et al., Energy Environ. Sci., 1, pp. 467-478 (2008)

46
Sub-project 2: New Direct or Integrated Chemical Transformations
Fig. 2 The reaction pathway for the direct oxidation of cyclohexene to adipic acid with aqueous H2O2
[2]
2. Develop a one-flow multi-step route for Click chemistry
1. Investigate a direct oxidation route (see Fig. 2)
Fig. 3 “Sharpless-type click reaction” – Triazole [3]
[2] K. Sato, M. Aoki, et al., Science, 281, pp. 1646 (1998)[3] H. C. Kolb, M. G. Finn, et al., Angew. Chem. Intern. Ed., 40(11), pp. 2004-2021 (2001)

47
Sub-project 3: Boosting Reactivity at High-Temperature / High-Pressure
• Speeding-up can be easily done at the microscale by using capillaries and HPLC pumps (Fig. 4)
Fig. 4 Schematic high-temperature/pressure capillary flow reactor [4]
• Perform organic reactions under much higher temperature and high pressure .
Fig. 5 Claisen rearrangement [5]
• Claisen rearrangement (Fig. 5): Experimental study on selectivity effects, stereo-and regioselectivity effects, solvents effects, catalysts effects and pressure effects; thorough kinetic study.
[4] T. Razzaq, T. N. Glasnov, et al., Chem. Eng. Technol., 32(11), pp. 1702–1716 (2009)[5] L. Abraham, R. Czerwonka, et al., Angew. Chem. Int. Ed., 40(24), pp. 4700-4703 (2001)

48
Sub-project 4:Innovative Reaction Environments
• Reduce the amount of solvent for a given process, to yield solvent-less operation, down to zero-solvent loads, solvent-free operation.• Supercritical fluids, being transient between gas and liquid state, have physical properties favourable for the reaction kinetics (Fig. 6)• Supercritical processing, in particular via the addition of carbon dioxide, will be used to have improved control of rates and selectivity in chemical reactions. Hydroformylation will be chosen (Fig. 7).
Fig. 6 [6] Supported ionic liquid catalysis used in the hydroformylation reaction of 1-hexene to form n,i-heptanal
Fig. 7 Hydroformylation [7].
[6] C. P. Mehnert, R. A. Cook, et al., J. Am. Chem. Soc., 124, pp. 12932-12933 (2002)[7]Cornils, Herrmann, Rasch, Angew. Chem. Int. Ed. 33, pp. 2144 (1994)

49
Sub-project 5:Process Simplification and Integration
• Provide a systematic experimental and theoretic investigation on the simplification of the downstream purification through increasing selectivity by microstructured reactors.
• Compare the performance of the three-step chain of reaction-distillation/extraction-filtration to that of the reduction to two steps, reaction-filtration.
• The reactions in projects 2 and 4 will be considered, and this project will build bridges to these two projects.
Figure 8 Hydroformylation process flow sheet for n-valeraldehyde [8]
[8] N. Harris, A. J. Dennis, et al., US patent 4287370 (1981)

50
Volker Hessel’s new group in TU/e
Dr. Q. Wang, Postdoc
Dr. L. Protasova, Postdoc
Ing. Tobias Illg, Ph.D student
MSc. B. Cortese, Ph.D student
MSc. I. Dencic, Ph.D student
MSc. C. A. Sanchez Pedraza, Ph.D student
4 new recruited Ph.D students, N.N. starting > April 1st
Associate professor, N.N.

51
Process Technology in TU/evSix professorsvThree of them – awarded ERC Advanced GrantsvOne of them – awarded ERC Starting Grant

FSFSI SSFSI
Ascorbic acid, PVA, mass ratio polymer/Au 10
FSFSIF: Fast mixing – high flow rateS: Slow reducer ascorbic acidF: Fast particle growth -assumed S: Slow diffusion - long-chain PVA I: Intense binding – PVA
Mixing: low to high flow rateReducer: ascorbic acid to NaBH4
Particle growth: not impacted Stabilization: PVP; PVA
mix
ing
mix
ing
M. Luty-Blocho, F. Fizner, V. Hessel, P. Löb, M. Maskos, Chem. Eng. J. (2010) submitted.
GOLD NANOPARTICLES THROUGH ASCORBIC ACID REDUCTION

A) Mixing
- slow (S) / fast (F) --- Flow rate (mixing quality)
B) Nucleation
- slow (S) / fast (F) --- Chemicals; temperature; concentration / ratio
C) Particle growth
- slow (S) / fast (F) --- impact unclear
D) Particle stabilization
- slow (S) / fast (F) --- Flow rate; chain length, temperature- intense (I) / weak (W) --- chain length; chemicals;
concentration / ratio
FFFSI, SSFSI, FFFSW, …
Vision: Integrated device with sequential units
A B C D ?
A, B
C, D
Image taken from Prof. Köhler,Handbook of Micro Process Technology
NOVEL PROCESS WINDOWS AND INTEGRATED REACTOR DESIGN … TO MATERIAL SCIENCE

Self-Optimising Reaction Systems (1)
McMullen, Jensen et al. Angew. Chem. Int. Ed. 49 (2010) 7076 –7080McMullen, Jensen et al. Org. Process Res. Dev. 14, 5 (2010) 1169–1176
Reactor System
Process Control (New FP7 topic)
Lab Self-Optimisation
Scale-out
Standardisation(New FP8 topic)

Self-Optimising Reaction Systems (2)
Rasheed, Wirth Angew. Chem. Int. Ed. 50 (2010) 357 – 358
Process windows in time and temperature