Embed Size (px)
Citation preview

February 2016www.taegutec.com
1/8
Now Available, The High Positive SBMT 09 Insert Line for High Feed &
High Productivity Machining

February 2016www.taegutec.com
2/8
The SBMT 09 insert comes with a high positive helix cutting edge and is perfectly suited for smooth machining applications. Similar to its SBMT 13 counterpart, the SBMT 09 is a single-sided, four cutting edge insert specifically suited to generate a lower cutting load during machining. The SBMT 09 insert line includes end mills in diameters 25-40mm, modular types in 25-42mm and face mill types in diameters 32-80mm. Also, all SBMT 09 line tool holders are coolant capable due to their built-in through hole design. Specifically made for high durability, these inserts can reach a feed rate of 1.5mm/tooth at a maximum depth of cut of 1.2mm. These strong and positive single-sided inserts come in a 4mm thickness generating smooth machining in high feed milling on various workpiece materials. The SBMT 09 inserts are available in 3 geometries: ‘M’ for optimum machining in steel and general machining; ‘ML’ for stainless steel, heat resistant alloy, low power machining in unstable and long overhang situations as well as ‘MR’ for high hardness machining and interrupted conditions.
Features Four corners high positive insert for high feed cutting conditions Lower cutting force than double-sided inserts High helix geometry for smooth cutting Increased insert thickness for better endurance under high feed conditions
KEY POINTTaeguTec’s CHASEFEED family of highly efficient SBMT inserts and relevant holders have
been expanded to enable the same excellent performance for high feed rate conditions in
smaller depth of cut applications.

February 2016www.taegutec.com
3/8
Insert Designation
Recommended machining conditions Coated
Feed(mm/tooth)
ap (mm) TT
9540
TT90
80
TT80
80
TT80
20
TT78
00
TT70
80
TT60
80
TT35
40
TT25
10
SBMT 090415R-M 0.2-2.0 0.1-1.2
090415R-ML 0.1-1.5 0.1-1.2
090415R-MR 0.3-2.5 0.1-1.2
Size Dimension (mm)d t r ap
09 9 4 1.5 1.2
: Standard items : Special items
InsertSBMT 09
MM ML MR
d
5º
ap
r
t

February 2016www.taegutec.com
4/8
Designation Dimension (mm) Coolant InsertD D1 d L H apTESB 225-25-09-L150 2 25 10.8 25 150 70 1.2 0.46 SBMT 0904...
225-25-09-L200 2 25 10.8 25 200 70 1.2 0.65325-25-09-L150 3 25 10.8 25 150 70 1.2 0.46325-25-09-L200 3 25 10.8 25 200 70 1.2 0.65226-25-09-L200 2 26 11.7 25 200 30 1.2 0.69226-25-09-L250 2 26 11.7 25 250 30 1.2 0.88326-25-09-L150 3 26 11.7 25 150 30 1.2 0.51326-25-09-L200 3 26 11.7 25 200 30 1.2 0.71326-25-09-L250 3 26 11.7 25 250 30 1.2 0.88330-32-09-L200 3 30 15.5 32 200 70 1.2 1.06332-32-09-L160 3 32 17.4 32 160 70 1.2 0.85332-32-09-L200 3 32 17.4 32 200 70 1.2 1.09332-32-09-L300 3 32 17.4 32 300 70 1.2 1.7432-32-09-L160 4 32 17.4 32 160 70 1.2 0.87432-32-09-L220 4 32 17.4 32 220 70 1.2 1.27233-32-09-L250 2 33 18.4 32 250 30 1.2 1.47333-32-09-L250 3 33 18.4 32 250 30 1.2 1.47333-32-09-L300 3 33 18.4 32 300 30 1.2 1.77433-32-09-L180 4 33 18.4 32 180 30 1.2 1.05433-32-09-L250 4 33 18.4 32 250 30 1.2 1.48335-32-09-L250 3 35 20.4 32 250 30 1.2 1.48440-32-09-L250 4 40 25.4 32 250 40 1.2 1.52440-32-09-L300 4 40 25.4 32 300 40 1.2 1.82540-32-09-L180 5 40 25.4 32 180 40 1.2 1.1540-32-09-L250 5 40 25.4 32 250 40 1.2 1.53
End millTESB-09
DesignationScrew Wrench
TESB-09 TS 35A088I/HG TD 10P
Spare parts
D D1 d
HL
ap
February 2016www.taegutec.com
5/8
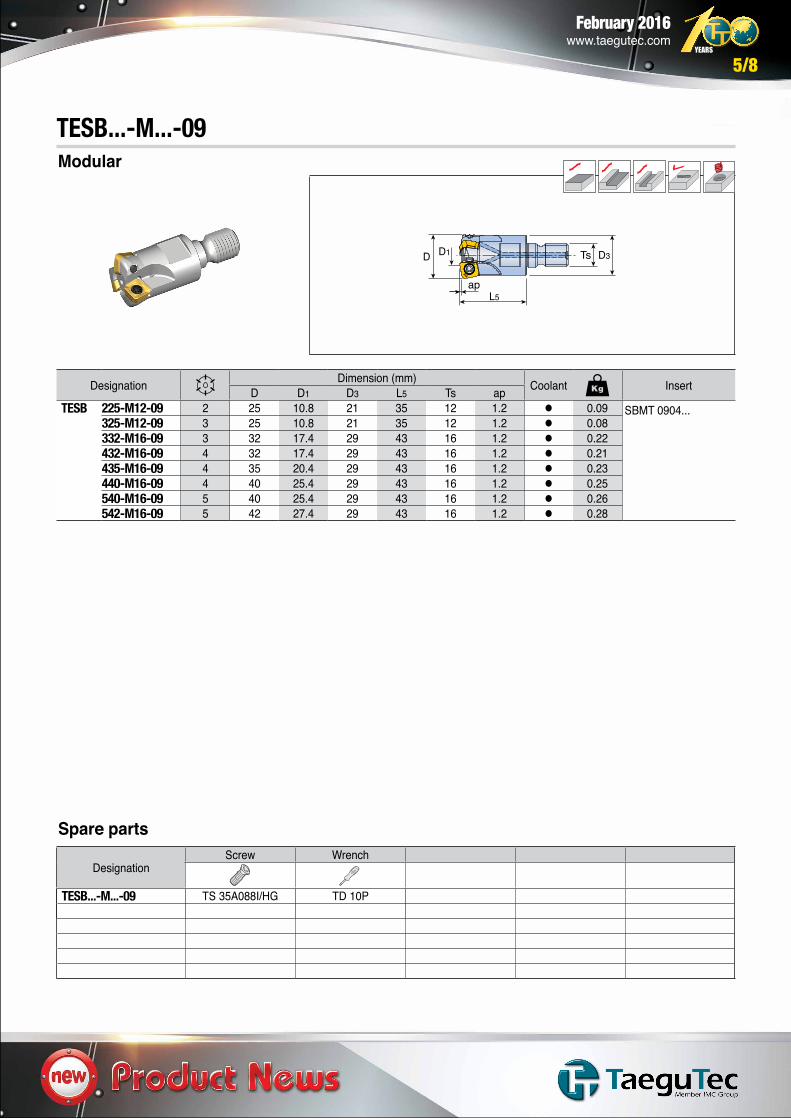
Designation Dimension (mm) Coolant InsertD D1 D3 L5 Ts apTESB 225-M12-09 2 25 10.8 21 35 12 1.2 0.09 SBMT 0904...
325-M12-09 3 25 10.8 21 35 12 1.2 0.08332-M16-09 3 32 17.4 29 43 16 1.2 0.22432-M16-09 4 32 17.4 29 43 16 1.2 0.21435-M16-09 4 35 20.4 29 43 16 1.2 0.23440-M16-09 4 40 25.4 29 43 16 1.2 0.25540-M16-09 5 40 25.4 29 43 16 1.2 0.26542-M16-09 5 42 27.4 29 43 16 1.2 0.28
ModularTESB...-M...-09
DesignationScrew Wrench
TESB...-M...-09 TS 35A088I/HG TD 10P
Spare parts
D D1 D3
L5ap
Ts

February 2016www.taegutec.com
6/8
Designation Dimension (mm) Coolant Arbor style Mounting bolt InsertD D1 Da L ap
TFMSB 432-16R-09 4 32 17.4 16 40 1.2 E 0.1 KTB 32B SBMT 0904...440-16R-09 4 40 25.5 16 40 1.2 A 0.2 SH M8x1.25x25540-16R-09 5 40 25.5 16 40 1.2 A 0.2 SH M8x1.25x25450-22R-09 4 50 35.5 22 50 1.2 A 0.4 SH M10x1.5x30550-22R-09 5 50 35.5 22 50 1.2 A 0.4 SH M10x1.5x30650-22R-09 6 50 35.5 22 50 1.2 A 0.4 SH M10x1.5x30750-22R-09 7 50 35.5 22 50 1.2 A 0.4 SH M10x1.5x30652-22R-09 6 52 37.5 22 50 1.2 A 0.4 SH M10x1.5x30752-22R-09 7 52 37.5 22 50 1.2 A 0.4 SH M10x1.5x30663-22R-09 6 63 48.4 22 50 1.2 A 0.8 SH M10x1.5x30763-22R-09 7 63 48.4 22 50 1.2 A 0.8 SH M10x1.5x30763-27R-09 7 63 48.4 27 50 1.2 A 0.7 SH M12x1.75x35863-22R-09 8 63 48.4 22 50 1.2 A 0.8 SH M10x1.5x30866-22R-09 8 66 51.5 22 50 1.2 A 0.8 SH M10x1.5x30780-27R-09 7 80 65.8 27 60 1.2 A 1.4 SH M12x1.75x35880-27R-09 8 80 65.8 27 60 1.2 A 1.4 SH M12x1.75x35
Face millTFMSB-09
DesignationScrew Wrench
TFMSB-09 TS 35A088I/HG TD 10PTFMSB 750-22R-09 TS 35A070I/HG TD 10PTFMSB 752-22R-09 TS 35A070I/HG TD 10P
Spare parts
Da
DD1
L
ap
Mounting bolt with coolant through hole is available on request (ordering example: SH M8x1.25x25-C)
February 2016www.taegutec.com
7/8
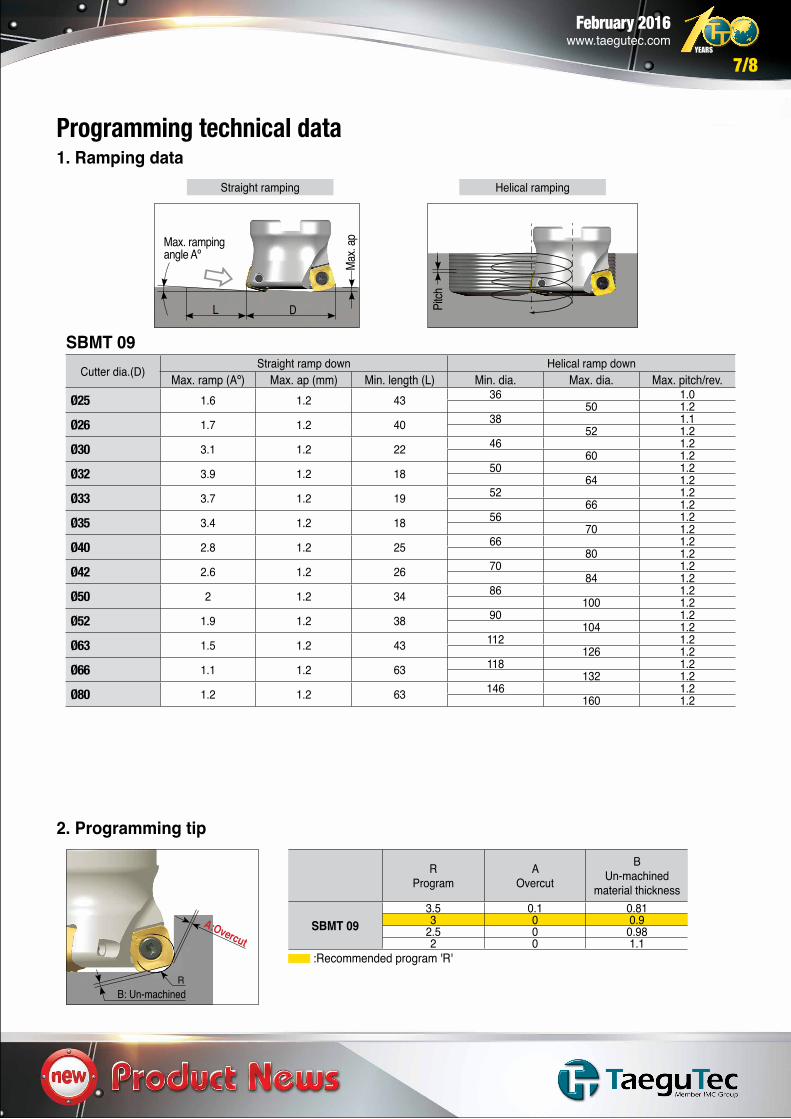
Programming technical data1. Ramping data
2. Programming tip
SBMT 09
RProgram
AOvercut
BUn-machined
material thickness
SBMT 093.5 0.1 0.813 0 0.9
2.5 0 0.982 0 1.1
:Recommended program 'R'R
B: Un-machined
A:Overcut
Straight ramping Helical ramping
Max. ramping angle Aº
L D
Max.
ap
Pitch
Cutter dia.(D) Straight ramp down Helical ramp downMax. ramp (Aº) Max. ap (mm) Min. length (L) Min. dia. Max. dia. Max. pitch/rev.
Ø25 1.6 1.2 43 36 1.050 1.2
Ø26 1.7 1.2 40 38 1.152 1.2
Ø30 3.1 1.2 22 46 1.260 1.2
Ø32 3.9 1.2 18 50 1.264 1.2
Ø33 3.7 1.2 19 52 1.266 1.2
Ø35 3.4 1.2 18 56 1.270 1.2
Ø40 2.8 1.2 25 66 1.280 1.2
Ø42 2.6 1.2 26 70 1.284 1.2
Ø50 2 1.2 34 86 1.2100 1.2
Ø52 1.9 1.2 38 90 1.2104 1.2
Ø63 1.5 1.2 43 112 1.2126 1.2
Ø66 1.1 1.2 63 118 1.2132 1.2
Ø80 1.2 1.2 63 146 1.2160 1.2

February 2016www.taegutec.com
8/8
Recommended cutting conditions
ISO Material ConditionTensilestrength(N/mm2)
HardnessHB
Material No.
Coated
TT9080 TT7080 TT7800 TT8080 TT8020 TT6080 TT2510
P
Non-alloy steel,cast steel, free cutting steel
< 0.25%C Annealed 420 125 1 220-370 250-410 160-270 170-250 150-210>= 0.25%C Annealed 650 190 2 180-310 200-380 140-210 130-220 120-200< 0.55%C Quenched and tempered 850 250 3 115-195 140-230 90-160 90-170 70-140>= 0.55%C Annealed 750 220 4 130-210 160-250 100-170 100-190 90-150
Quenched and tempered 1000 300 5 115-175 135-195 80-140 70-160 60-130
Low alloy steeland cast steel(less than 5% ofalloying elements)
Annealed 600 200 6 175-265 190-290 140-200 150-220 130-170
Quenched and tempered
930 275 7 130-215 150-240 90-160 110-190 70-1501000 300 8 105-185 135-225 70-150 80-160 60-1101200 350 9 95-160 120-190 60-110 70-120 50-100
High alloy steel, cast steel and tool steel
Annealed 680 200 10 85-155 100-150 60-90 70-110 50-80Quenched and tempered 1100 325 11 75-135 90-140 50-90 60-100 40-80
M Stainless steeland cast steel
Ferritic / martensitic 680 200 12 115-270 90-200 75-170Martensitic 820 240 13 100-230 70-160 60-130Austenitic 600 180 14 120-275 100-210 80-180
K
Gray cast iron (GG)
Ferritic 160 15 200-390Pearlitic 250 16 160-300
Cast iron nodular (GGG)
Ferritic 180 17 130-250Pearlitic 260 18 110-210
Malleable cast iron Ferritic 130 19 210-330Pearlitic 230 20 130-280
N
Aluminum - wrought alloy
Not cureable 60 21Cured 100 22
Aluminum-cast, alloyed
<=12% Si Not cureable 75 23Cured 90 24
>12% Si High temp. 130 25
Copper alloys
>1% Pb Free cutting 110 26Brass 90 27Electrolitic copper 100 28
Non-metallic
Duroplastics, fiber plastics 29Hard rubber 30
S
High temp. alloys
Fe based Annealed 200 31 40-80 30-65Cured 280 32 30-60 20-45
Ni orCo based
Annealed 250 33 35-70 25-50Cured 350 34 30-60 20-40Cast 320 35 35-65 20-45
Titanium, Ti alloys
Rm 400 36 90-130 60-100Alpha+beta alloys cured Rm 1050 37 35-70 25-55
H
Hardened steel
Hardened 55HRC 38 40-75 70-180Hardened 60HRC 39 30-55 50-130
Chilled cast iron Cast 400 40Cast iron nodular Hardened 55HRC 41
Cutting speed :Vc(m/min)
Steel Stainless steel Cast iron Nonferrous High temp. alloys Hardened steel





















![[INSERT SPEAKER’S NAME] [INSERT TITLE] [INSERT DATE]](https://img.pdfslide.net/doc/110x75/56649d0a5503460f949dcfac/insert-speakers-name-insert-title-insert-date.jpg)







![Welcome [] · 2019. 7. 31. · Shipper ID: 00000000 Insert #1 Insert #2 Shipping Method: 2ND DAY Insert #3 Insert #4 CARRIER: UPS Insert #5 Insert #6 Address: Insert #7 Insert #8](https://img.pdfslide.net/doc/110x75/606af0d80d38412add396492/welcome-2019-7-31-shipper-id-00000000-insert-1-insert-2-shipping-method.jpg)