Embed Size (px)
Citation preview
die in der Lage sind, diese Aufgaben-stellung umfassend zu betrachten. Da-für sind numerische Methoden geeig-net, die komplexe Materialmodelle mitkomplizierten Prozessmodellen kop-peln können. Stehen zuverlässigeMethoden der Kalibrierung zurVerfü-gung, gelingt es, die vorhandenen Me-thoden effektiv einzusetzen und prak-tisch wertvolle Ergebnisse zu erhalten.
Wichtig sind insbesondere reali-tätsnahe Materialgesetze, die die ther-misch bedingten Umwandlungsme-chanismen so abbilden, dass Effekteaus Eigenspannungen und Gefügebil-dungen mit der notwendigen Genauig-keit erfasst werden können. Für Glas-werkstoffe ist dies deutlich einfacherals für Stähle, da hier das Materialver-halten lediglich durch das Auftrennender Gitterverbindungen gesteuert wird.Die eingesetzten Wärmequellen fürdie Schweißprozesse und die Berück-sichtigung der Wärmeverluste infolgeAbstrahlung, Konvektion usw. sind einezweite wesentliche Voraussetzung fürdie Simulation der Schweißprozesse.Hier kann auf vorhandene Erfahrun-gen zurückgegriffen bzw. die Möglich-keiten der Kalibrierung mittels Mess-verfahren genutzt werden.
Unter den aktuell gegebenen Vor-aussetzungen, das heißt insbesondereder Kapazität und der Schnelligkeitder Computer, ist es notwendig, denSchweißprozess in drei unabhängigeBearbeitungsgebiete zu zerlegen –Prozesssimulation, Struktursimulationund Werkstoffsimulation – und dieseGebiete eigenständig abzuarbeiten.Diese Vorgehensweise hat sich be-währt. Ausführliche Darstellungendazu finden sich in [1], [2], [3].
Im vorliegenden Aufsatz wirdnicht auf Probleme der Bruchmecha-nik eingegangen, da diese für die Be-
Frank WernerMichael GöbelJörg Hildebrand
Numerische Analyse geschweißter Verbindungen von Duplexstahl und QuarzglasHerrn Prof. Dr.-Ing. habil. Wolfgang Graße zur Vollendung seines 70. Lebensjahres gewidmet
1 Einleitung
Die Beurteilung des Verhaltens vonSchweißverbindungen bekannterWerkstoffe, die Entwicklung neuer
DOI: 10.1002/stab.200910017
Schweißverbindungen sind ein wesentliches Element im konstruktiven Ingenieurwesen.Ausgehend von der Verbindung aus gebräuchlichen Baustählen ermöglicht die Weiterent-wicklung der Schweißtechnologie auch Verbindungen aus modernen hochfesten Stählenund Glaswerkstoffen. Eine Untersuchung der Schweißverbindungen hinsichtlich der Trag-eigenschaften kann sowohl experimentell als auch numerisch mit den heutzutage ver-fügbaren Methoden erfolgen. Insbesondere bei der numerischen Analyse ist die Erfassungder nichtlinearen thermischen und mechanischen Eigenschaften der Werkstoffe wichtig,um eine realitätsnahe Bestimmung von Temperatur, Gefüge und Eigenspannung bei unter-schiedlichen Verbindungsarten zu ermöglichen. Die Simulation einer mehrlagigen Schweißverbindung von Duplex-Stahl zeigt, dass einegezielte Wärmeführung beim MAG-Schweißen durch Variation der Schweißparameter eingünstiges Verhältnis zwischen Ferrit und Austenit erreicht werden kann, um beispielsweiseeine gute Korrosionsbeständigkeit auch in der Schweißnaht zu gewährleisten.Der Werkstoff Quarzglas lässt sich mittels CO2-Laser im Allgemeinen als Stumpfnaht schwei-ßen. Bei den Simulationen der Schweißverbindungen einer Platte und eines Rohres wer-den deutlich, dass eine Optimierung der Schweißtechnologie von Vorwärm- und Schweiß-laserstrahl notwendig ist, um die thermische Belastung während des Schweißprozessesund Eigenspannungen in der Verbindung zu reduzieren. An der Professur Stahlbau derBauhaus-Universität Weimar sind numerische Simulationen von Schweißverbindungenaus Stahl- und Glaswerkstoffen ein aktueller Forschungsschwerpunkt.
Numerical analysis of welded joints between duplex steel and quartz glass. Welded jointsare a vital element in structural engineering. Originating from conventional carbon steelwelding in construction, recent advancements in welding technology now allow the jointof modern high-strength steel and glass materials. With today’s methods, an analysis of thewelded joints’ structural behaviour can be conducted by experiment, as well as by nume-rical analysis. Particularly for the numeric analysis, capturing the non-linear thermal andmechanical properties of the materials is important, in order to allow a realistic determi-nation of temperature, microstructure and residual stresses for different types of joints.Simulations of multi-layered weld joint on duplex steel show, that a targeted heat treat-ment during MAG-welding by variation of the welding parameters achieves a beneficialratio between ferrite and austenite which, for example, ensures a high resistance of theweld to corrosion.The material quartz glass can generally be welded as butt-weld with a CO2-laser. Thesimulations of a welded joint of a plate and a pipe show, that an optimization of the weldingtechnology of preheat laser beam and welding laser beam is necessary, in order to reducethe thermal impact during the welding process, as well as residual stress in the joint. Atthe Department of Steel Structures at the Bauhaus-Universität Weimar, numerical simu-lations of welded joints between steel and glass materials are a current and topical re-search focus.
Schweißverfahren, der Einsatz neuerzu verschweißender Materialien oderdie konstruktive Lösung anspruchs-voller praktischer Probleme verlangennach zeitgemäßen Analysemethoden,
180
Fachthemen
© Ernst & Sohn Verlag für Architektur und technische Wissenschaften GmbH & Co. KG, Berlin · Stahlbau 78 (2009), Heft 3
10_180-187_Werner (1195) 26.02.2009 10:10 Uhr Seite 180
181Stahlbau 78 (2009), Heft 3
F. Werner/M. Göbel/J. Hildebrand · Numerische Analyse geschweißter Verbindungen von Duplexstahl und Quarzglas
urteilung der Schweißnähte und derSchweißumgebung nach dem Schweiß-vorgang nicht relevant sind. Werdendynamische Beanspruchungen be-trachtet, können numerische Simula-tionen wichtige realitätsnahe Aus-gangsinformationen zu Gefügebildun-gen und Eigenspannungen infolgeMaterialumwandlungen liefern.
Die gewählten Beispiele, die be-wusst Materialien betreffen, die weni-gerAufmerksamkeit erfahren als Bau-stähle oder sehr neu sind in der An-wendung, verdeutlichen die Potenzender numerischen Analysemethoden.In den nächsten Jahren werden durchweitere Forschungsarbeiten und stei-gende Computerleistungen neue Mög-lichkeiten hinzugewonnen, die insbe-sondere der praktischen Nutzungdienen. Die hier betrachteten Pro-blemfelder könnten noch wesentlichausgeweitet werden, wie Untersuchun-gen zu Stabilitätsproblem [4], Schwei-ßen dicker Bleche unter Last [3] oderÄhnliches.
2 Duplex-Stahl2.1 Einführung
Die ferritisch-austenitischen Stählehaben aufgrund ihrer hohen Bestän-digkeit gegen Chlorid-, Spannungsriss-,Loch- und Spaltkorrosion sowie ihrerhohen Festigkeiten ein breites Anwen-dungsspektrum,z. B. bei der Erdöl- undErdgasförderung, der Meerestechnikund der Lagerung von Chemikalien[5]. Aber auch Brücken werden ausnichtrostenden Stählen gebaut [6].
2.2 Eigenschaften
Die thermischen als auch mechani-schen Eigenschaften von Duplex-Stäh-len bis zu einer Temperatur von T =1500 °C sind in [3] zu finden. EineBeschreibung des Stahls auf Basis derGefüge Ferrit und Austenit ermöglichtdie Erfassung von umwandlungsbe-dingten Änderungen bei den Werk-stoffkennwerten auf Grundlage derZeit-Temperatur-Umwandlungs (ZTU)-Schaubilder. Das Ausgangsgefüge vonDuplex-Stählen kann sich ähnlichwie bei den Feinkornbaustählen inAbhängigkeit von der Erwärmungund der Einwirkungsdauer verändern.Für typische Temperaturzyklen, diedurch den Schweißprozess erzeugtwerden, sind keine Zeit-Temperatur-Austenitisierungs (ZTA) -Schaubilder
verfügbar. Eine Berechnung derUmwandlungstemperaturen auf derGrundlage der chemischen Zusam-mensetzung ist gegenwärtig nicht be-kannt. Bei der Simulation wird die Ge-fügeumwandlung im Temperaturbe-reich von T = 950 °C bis T = 1400 °Centsprechend dem ZTU-Schaubild [11]angenommen. Für das Schweißgutwird das gleiche Umwandlungsverhal-ten wie für den Grundwerkstoff vor-ausgesetzt. Beim Schweißen wird derTemperaturbereich von T = 1500 °Cbis T = 500 °C sehr schnell durchlau-fen. Die Ferrit-Austenit-Umwandlungals diffusionsgesteuerter Prozess istaufgrund der kurzen Verweildauerüber T = 800 °C nur unvollständig ab-geschlossen. Das hat zur Folge, dassdie Schweißnaht höhere Ferritanteileaufweist. Zur Charakterisierung derAbkühlvorgänge von ferritisch-austeni-tischen Stählen wird in der Schweiß-technik die Abkühlzeit zwischen T =1200 °C und T = 800 °C genutzt, ge-nannt t12/8 [8].
Zur Erzielung eines ausreichendhohen Austenitgehaltes (AG) im
Schweißgut und in derWärmeeinfluss-zone ist eine hinreichend lange Ab-kühlzeit t12/8 notwendig. DerAustenit-gehalt im Schweißgut sollte nach [9]zwischen AG = 30 % und AG = 70 %liegen. In [10] ist ein Austenitgehaltzwischen AG = 40 % und AG = 80 %angegeben. Erfolgt eine anschließendeLösungsglühung, ist ein geringererAustenitgehalt im Schweißgut akzep-tabel.
2.3 Beispiele
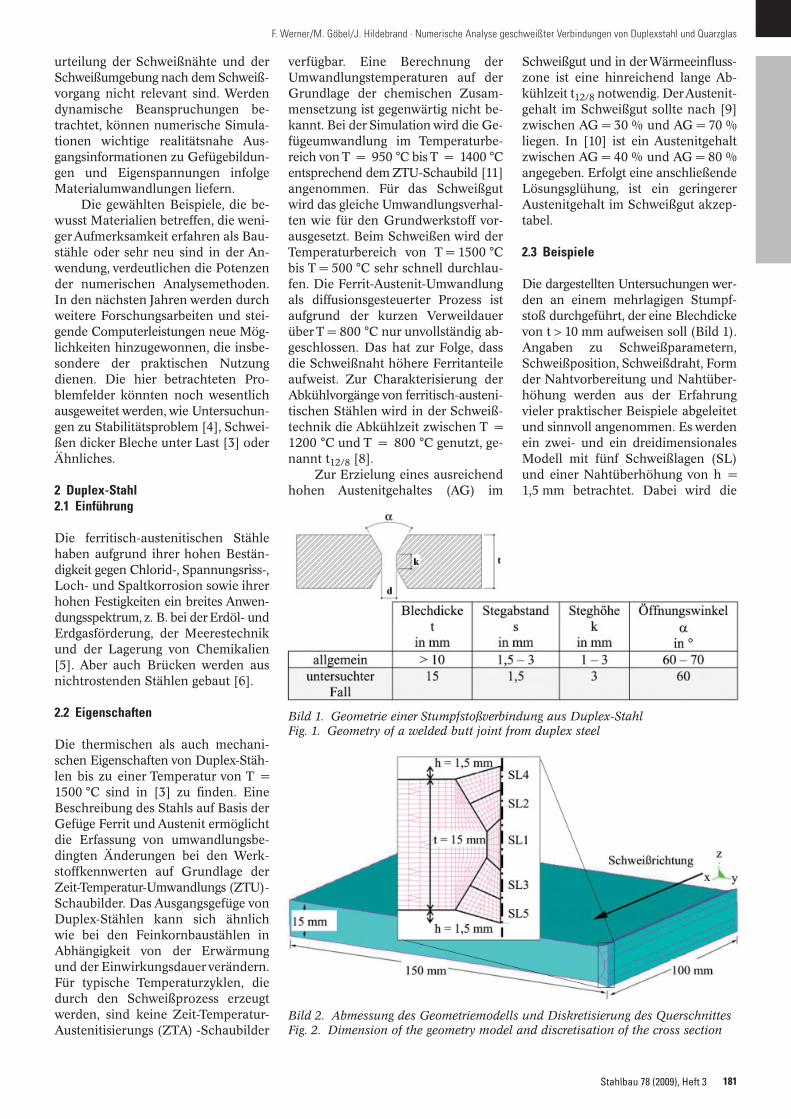
Die dargestellten Untersuchungen wer-den an einem mehrlagigen Stumpf-stoß durchgeführt, der eine Blechdickevon t > 10 mm aufweisen soll (Bild 1).Angaben zu Schweißparametern,Schweißposition, Schweißdraht, Formder Nahtvorbereitung und Nahtüber-höhung werden aus der Erfahrungvieler praktischer Beispiele abgeleitetund sinnvoll angenommen. Es werdenein zwei- und ein dreidimensionalesModell mit fünf Schweißlagen (SL)und einer Nahtüberhöhung von h =1,5 mm betrachtet. Dabei wird die
Bild 1. Geometrie einer Stumpfstoßverbindung aus Duplex-StahlFig. 1. Geometry of a welded butt joint from duplex steel
Bild 2. Abmessung des Geometriemodells und Diskretisierung des QuerschnittesFig. 2. Dimension of the geometry model and discretisation of the cross section
10_180-187_Werner (1195) 26.02.2009 10:10 Uhr Seite 181
Form der mittels MAG-Schweißen er-zeugten einzelnen Schweißlagen sehrstark abstrahiert. Eine Diskretisie-rung des Querschnittes im Bereichder Schweißnaht und der Wärmeein-flusszone (WEZ) erfolgt mit Elemen-ten, die eine Kantenlänge von lE =0,5 mm aufweisen. Ein dreidimensio-nales Modell als Ausschnitt aus einerlängeren Platte ist in Bild 2 dargestellt.
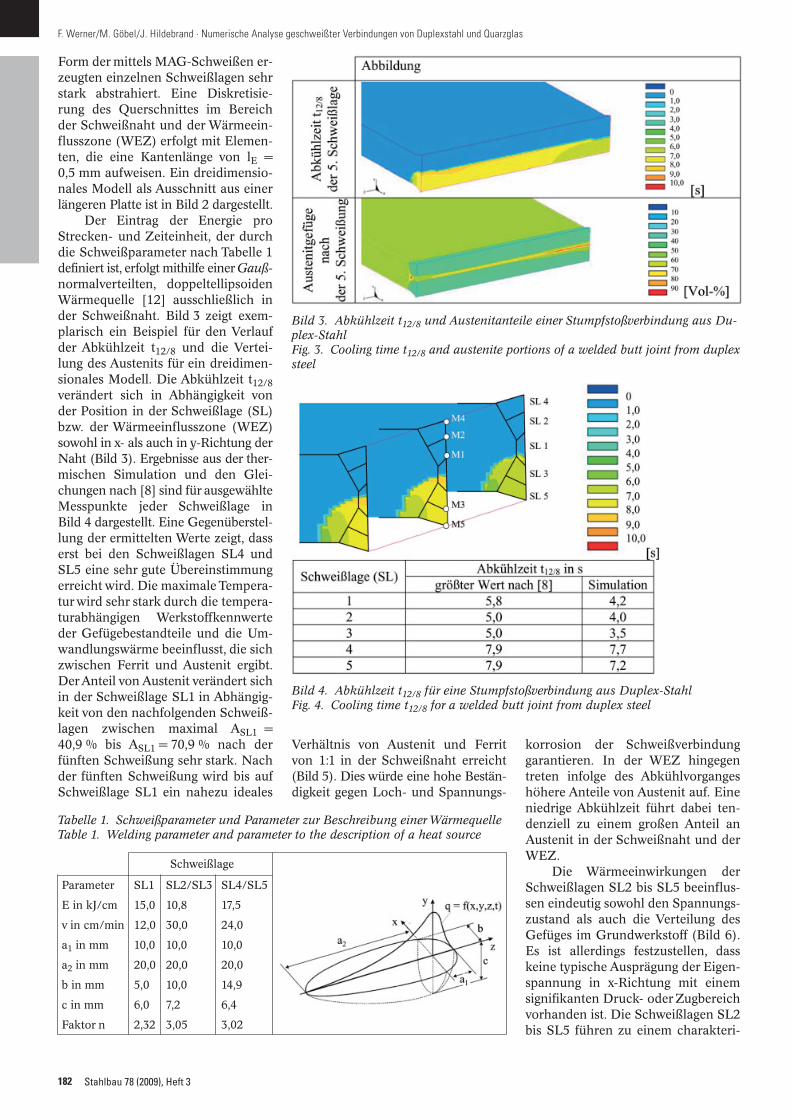
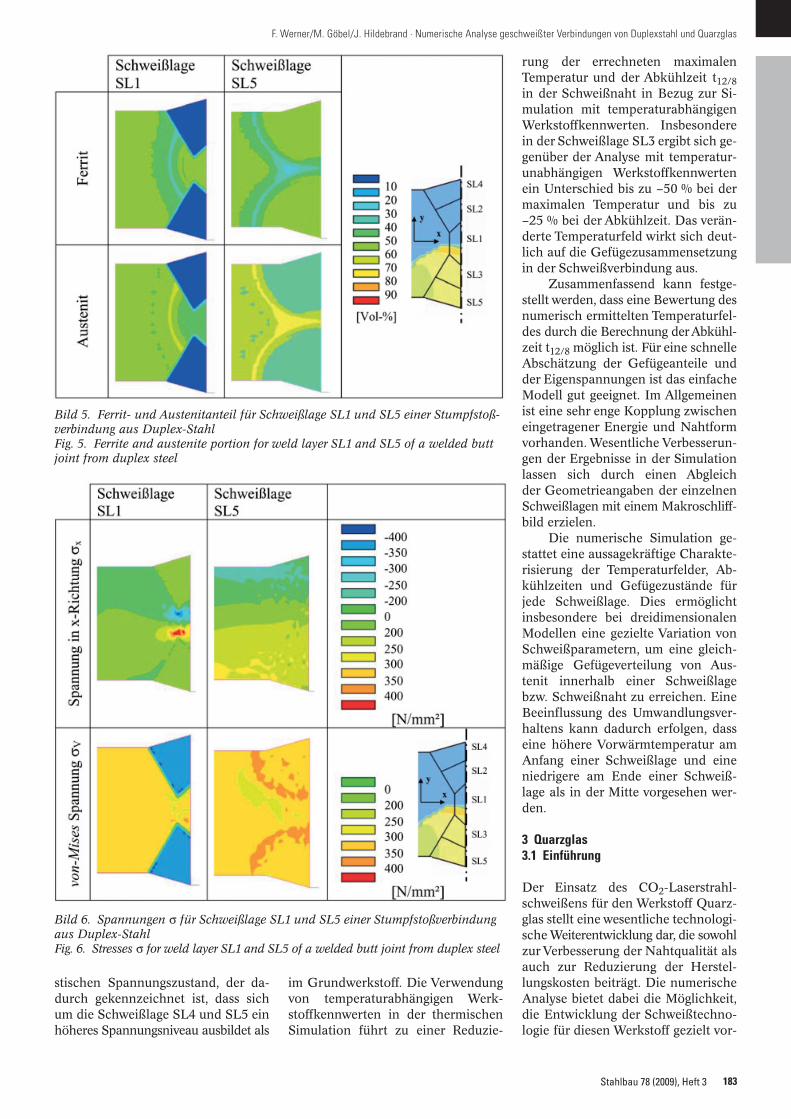
Der Eintrag der Energie proStrecken- und Zeiteinheit, der durchdie Schweißparameter nach Tabelle 1definiert ist, erfolgt mithilfe einerGauß-normalverteilten, doppeltellipsoidenWärmequelle [12] ausschließlich inder Schweißnaht. Bild 3 zeigt exem-plarisch ein Beispiel für den Verlaufder Abkühlzeit t12/8 und die Vertei-lung des Austenits für ein dreidimen-sionales Modell. Die Abkühlzeit t12/8verändert sich in Abhängigkeit vonder Position in der Schweißlage (SL)bzw. der Wärmeeinflusszone (WEZ)sowohl in x- als auch in y-Richtung derNaht (Bild 3). Ergebnisse aus der ther-mischen Simulation und den Glei-chungen nach [8] sind für ausgewählteMesspunkte jeder Schweißlage inBild 4 dargestellt. Eine Gegenüberstel-lung der ermittelten Werte zeigt, dasserst bei den Schweißlagen SL4 undSL5 eine sehr gute Übereinstimmungerreicht wird. Die maximale Tempera-tur wird sehr stark durch die tempera-turabhängigen Werkstoffkennwerteder Gefügebestandteile und die Um-wandlungswärme beeinflusst, die sichzwischen Ferrit und Austenit ergibt.DerAnteil von Austenit verändert sichin der Schweißlage SL1 in Abhängig-keit von den nachfolgenden Schweiß-lagen zwischen maximal ASL1 =40,9 % bis ASL1 = 70,9 % nach derfünften Schweißung sehr stark. Nachder fünften Schweißung wird bis aufSchweißlage SL1 ein nahezu ideales
Verhältnis von Austenit und Ferritvon 1:1 in der Schweißnaht erreicht(Bild 5). Dies würde eine hohe Bestän-digkeit gegen Loch- und Spannungs-
korrosion der Schweißverbindunggarantieren. In der WEZ hingegentreten infolge des Abkühlvorgangeshöhere Anteile von Austenit auf. Eineniedrige Abkühlzeit führt dabei ten-denziell zu einem großen Anteil anAustenit in der Schweißnaht und derWEZ.
Die Wärmeeinwirkungen derSchweißlagen SL2 bis SL5 beeinflus-sen eindeutig sowohl den Spannungs-zustand als auch die Verteilung desGefüges im Grundwerkstoff (Bild 6).Es ist allerdings festzustellen, dasskeine typische Ausprägung der Eigen-spannung in x-Richtung mit einemsignifikanten Druck- oder Zugbereichvorhanden ist. Die Schweißlagen SL2bis SL5 führen zu einem charakteri-
182
F. Werner/M. Göbel/J. Hildebrand · Numerische Analyse geschweißter Verbindungen von Duplexstahl und Quarzglas
Stahlbau 78 (2009), Heft 3
Tabelle 1. Schweißparameter und Parameter zur Beschreibung einer WärmequelleTable 1. Welding parameter and parameter to the description of a heat source
Schweißlage
Parameter SL1 SL2/SL3 SL4/SL5
E in kJ/cm 15,0 10,8 17,5
v in cm/min 12,0 30,0 24,0
a1 in mm 10,0 10,0 10,0
a2 in mm 20,0 20,0 20,0
b in mm 5,0 10,0 14,9
c in mm 6,0 7,2 6,4
Faktor n 2,32 3,05 3,02
Bild 3. Abkühlzeit t12/8 und Austenitanteile einer Stumpfstoßverbindung aus Du-plex-StahlFig. 3. Cooling time t12/8 and austenite portions of a welded butt joint from duplexsteel
Bild 4. Abkühlzeit t12/8 für eine Stumpfstoßverbindung aus Duplex-StahlFig. 4. Cooling time t12/8 for a welded butt joint from duplex steel
10_180-187_Werner (1195) 26.02.2009 10:10 Uhr Seite 182
183Stahlbau 78 (2009), Heft 3
F. Werner/M. Göbel/J. Hildebrand · Numerische Analyse geschweißter Verbindungen von Duplexstahl und Quarzglas
stischen Spannungszustand, der da-durch gekennzeichnet ist, dass sichum die Schweißlage SL4 und SL5 einhöheres Spannungsniveau ausbildet als
im Grundwerkstoff. Die Verwendungvon temperaturabhängigen Werk-stoffkennwerten in der thermischenSimulation führt zu einer Reduzie-
rung der errechneten maximalenTemperatur und der Abkühlzeit t12/8in der Schweißnaht in Bezug zur Si-mulation mit temperaturabhängigenWerkstoffkennwerten. Insbesonderein der Schweißlage SL3 ergibt sich ge-genüber der Analyse mit temperatur-unabhängigen Werkstoffkennwertenein Unterschied bis zu –50 % bei dermaximalen Temperatur und bis zu–25 % bei der Abkühlzeit. Das verän-derte Temperaturfeld wirkt sich deut-lich auf die Gefügezusammensetzungin der Schweißverbindung aus.
Zusammenfassend kann festge-stellt werden, dass eine Bewertung desnumerisch ermittelten Temperaturfel-des durch die Berechnung derAbkühl-zeit t12/8 möglich ist. Für eine schnelleAbschätzung der Gefügeanteile undder Eigenspannungen ist das einfacheModell gut geeignet. Im Allgemeinenist eine sehr enge Kopplung zwischeneingetragener Energie und Nahtformvorhanden. Wesentliche Verbesserun-gen der Ergebnisse in der Simulationlassen sich durch einen Abgleich der Geometrieangaben der einzelnenSchweißlagen mit einem Makroschliff-bild erzielen.
Die numerische Simulation ge-stattet eine aussagekräftige Charakte-risierung der Temperaturfelder, Ab-kühlzeiten und Gefügezustände fürjede Schweißlage. Dies ermöglichtinsbesondere bei dreidimensionalenModellen eine gezielte Variation vonSchweißparametern, um eine gleich-mäßige Gefügeverteilung von Aus-tenit innerhalb einer Schweißlagebzw. Schweißnaht zu erreichen. EineBeeinflussung des Umwandlungsver-haltens kann dadurch erfolgen, dasseine höhere Vorwärmtemperatur amAnfang einer Schweißlage und eineniedrigere am Ende einer Schweiß-lage als in der Mitte vorgesehen wer-den.
3 Quarzglas3.1 Einführung
Der Einsatz des CO2-Laserstrahl-schweißens für den Werkstoff Quarz-glas stellt eine wesentliche technologi-sche Weiterentwicklung dar, die sowohlzur Verbesserung der Nahtqualität alsauch zur Reduzierung der Herstel-lungskosten beiträgt. Die numerischeAnalyse bietet dabei die Möglichkeit,die Entwicklung der Schweißtechno-logie für diesen Werkstoff gezielt vor-
Bild 5. Ferrit- und Austenitanteil für Schweißlage SL1 und SL5 einer Stumpfstoß-verbindung aus Duplex-StahlFig. 5. Ferrite and austenite portion for weld layer SL1 and SL5 of a welded buttjoint from duplex steel
Bild 6. Spannungen s für Schweißlage SL1 und SL5 einer Stumpfstoßverbindungaus Duplex-StahlFig. 6. Stresses s for weld layer SL1 and SL5 of a welded butt joint from duplex steel
10_180-187_Werner (1195) 26.02.2009 10:10 Uhr Seite 183
anzutreiben und aufwändige Experi-mente einzusparen.
3.2 Eigenschaften
Die Festigkeit des Glases hängt sehrstark von inneren Inhomogenitäten,Mikrorissen, Kerbstellen und Ober-flächenfehlern ab. Im Unterschied zufestkristallinen Stoffen beeinflussenZeit und Geschwindigkeit der Bean-spruchung die Struktur des Glases,waszu einem viskosen Verhalten führt [13].Eine Beschreibung des mechanischenVerhaltens in der numerischen Simu-lation erfolgt mit dem Standard-So-lid-Modell. Dieses stellt eine Erweite-rung des Modells nach Maxwell darund ist für die Modellierung des visko-elastischen Verhaltens des WerkstoffesQuarzglas geeignet [14]. Es beschreibtden Zusammenhang zwischen demEnd-Elastizitätsmodul E•, dem zeit-abhängigen Elastizitätsmodul E(t) undder Viskosität h eines Festkörpers.Dieses Modell repräsentiert die me-chanischen Eigenschaften von Glasunterhalb der Transformationstempe-ratur bei geringen Verformungen [14].
3.3 Beispiele
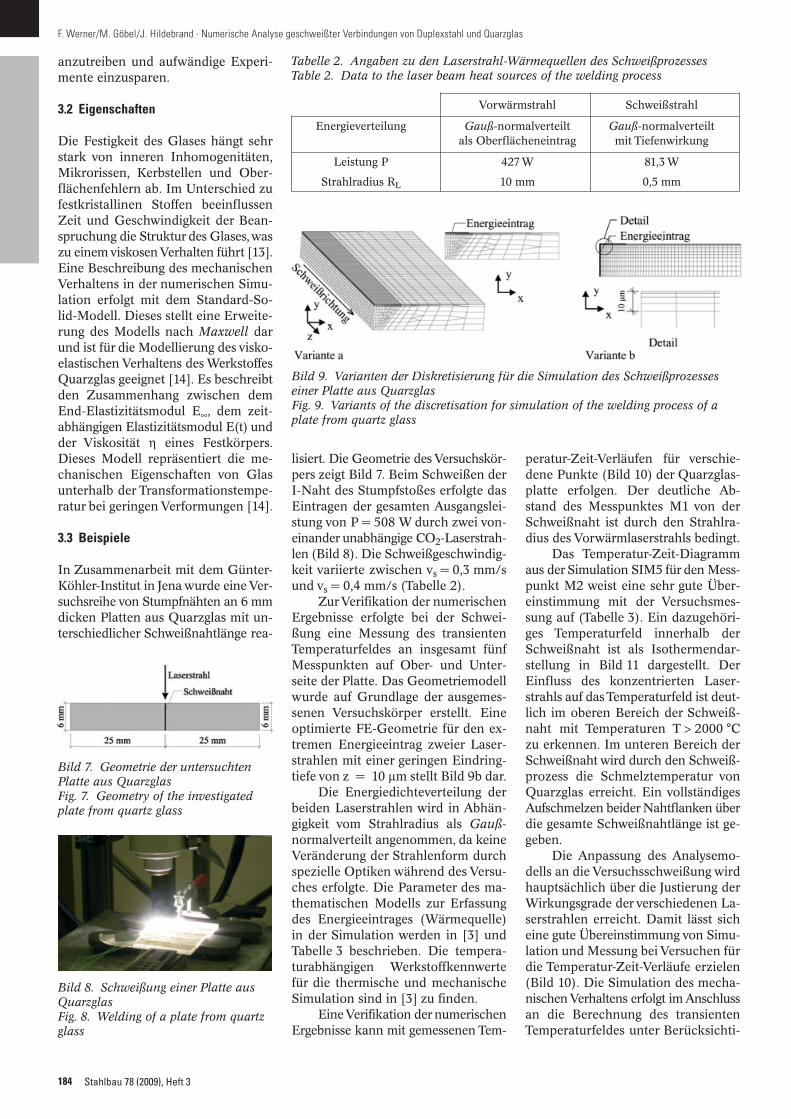
In Zusammenarbeit mit dem Günter-Köhler-Institut in Jena wurde eine Ver-suchsreihe von Stumpfnähten an 6 mmdicken Platten aus Quarzglas mit un-terschiedlicher Schweißnahtlänge rea-
lisiert. Die Geometrie des Versuchskör-pers zeigt Bild 7. Beim Schweißen derI-Naht des Stumpfstoßes erfolgte dasEintragen der gesamten Ausgangslei-stung von P = 508 W durch zwei von-einander unabhängige CO2-Laserstrah-len (Bild 8). Die Schweißgeschwindig-keit variierte zwischen vs = 0,3 mm/sund vs = 0,4 mm/s (Tabelle 2).
ZurVerifikation der numerischenErgebnisse erfolgte bei der Schwei-ßung eine Messung des transientenTemperaturfeldes an insgesamt fünfMesspunkten auf Ober- und Unter-seite der Platte. Das Geometriemodellwurde auf Grundlage der ausgemes-senen Versuchskörper erstellt. Eineoptimierte FE-Geometrie für den ex-tremen Energieeintrag zweier Laser-strahlen mit einer geringen Eindring-tiefe von z = 10 mm stellt Bild 9b dar.
Die Energiedichteverteilung derbeiden Laserstrahlen wird in Abhän-gigkeit vom Strahlradius als Gauß-normalverteilt angenommen, da keineVeränderung der Strahlenform durchspezielle Optiken während des Versu-ches erfolgte. Die Parameter des ma-thematischen Modells zur Erfassungdes Energieeintrages (Wärmequelle)in der Simulation werden in [3] undTabelle 3 beschrieben. Die tempera-turabhängigen Werkstoffkennwertefür die thermische und mechanischeSimulation sind in [3] zu finden.
Eine Verifikation der numerischenErgebnisse kann mit gemessenen Tem-
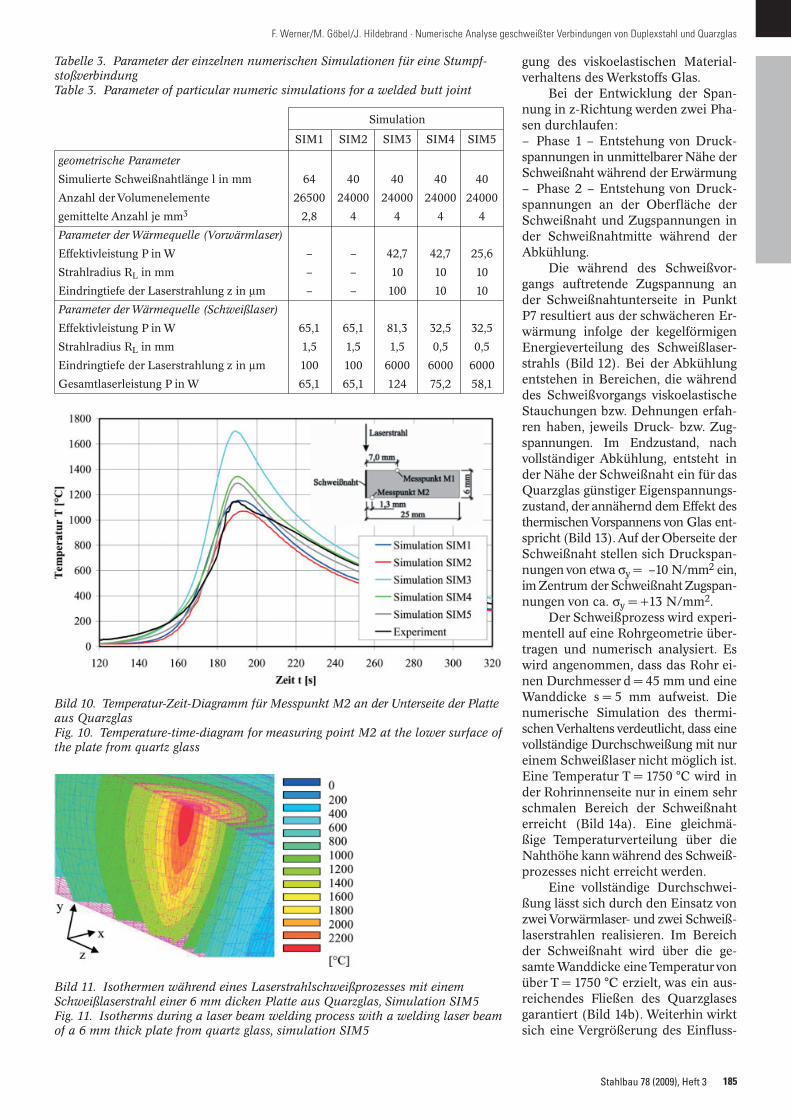
peratur-Zeit-Verläufen für verschie-dene Punkte (Bild 10) der Quarzglas-platte erfolgen. Der deutliche Ab-stand des Messpunktes M1 von derSchweißnaht ist durch den Strahlra-dius des Vorwärmlaserstrahls bedingt.
Das Temperatur-Zeit-Diagrammaus der Simulation SIM5 für den Mess-punkt M2 weist eine sehr gute Über-einstimmung mit der Versuchsmes-sung auf (Tabelle 3). Ein dazugehöri-ges Temperaturfeld innerhalb derSchweißnaht ist als Isothermendar-stellung in Bild 11 dargestellt. DerEinfluss des konzentrierten Laser-strahls auf das Temperaturfeld ist deut-lich im oberen Bereich der Schweiß-naht mit Temperaturen T > 2000 °Czu erkennen. Im unteren Bereich derSchweißnaht wird durch den Schweiß-prozess die Schmelztemperatur vonQuarzglas erreicht. Ein vollständigesAufschmelzen beider Nahtflanken überdie gesamte Schweißnahtlänge ist ge-geben.
Die Anpassung des Analysemo-dells an die Versuchsschweißung wirdhauptsächlich über die Justierung derWirkungsgrade der verschiedenen La-serstrahlen erreicht. Damit lässt sicheine gute Übereinstimmung von Simu-lation und Messung bei Versuchen fürdie Temperatur-Zeit-Verläufe erzielen(Bild 10). Die Simulation des mecha-nischen Verhaltens erfolgt im Anschlussan die Berechnung des transientenTemperaturfeldes unter Berücksichti-
184
F. Werner/M. Göbel/J. Hildebrand · Numerische Analyse geschweißter Verbindungen von Duplexstahl und Quarzglas
Stahlbau 78 (2009), Heft 3
Bild 7. Geometrie der untersuchtenPlatte aus QuarzglasFig. 7. Geometry of the investigatedplate from quartz glass
Bild 8. Schweißung einer Platte ausQuarzglasFig. 8. Welding of a plate from quartzglass
Bild 9. Varianten der Diskretisierung für die Simulation des Schweißprozesseseiner Platte aus QuarzglasFig. 9. Variants of the discretisation for simulation of the welding process of aplate from quartz glass
Tabelle 2. Angaben zu den Laserstrahl-Wärmequellen des SchweißprozessesTable 2. Data to the laser beam heat sources of the welding process
Vorwärmstrahl Schweißstrahl
Energieverteilung Gauß-normalverteilt Gauß-normalverteiltals Oberflächeneintrag mit Tiefenwirkung
Leistung P 427W 81,3 W
Strahlradius RL 10 mm 0,5 mm
10_180-187_Werner (1195) 26.02.2009 10:10 Uhr Seite 184
185Stahlbau 78 (2009), Heft 3
F. Werner/M. Göbel/J. Hildebrand · Numerische Analyse geschweißter Verbindungen von Duplexstahl und Quarzglas
gung des viskoelastischen Material-verhaltens des Werkstoffs Glas.
Bei der Entwicklung der Span-nung in z-Richtung werden zwei Pha-sen durchlaufen:– Phase 1 – Entstehung von Druck-spannungen in unmittelbarer Nähe derSchweißnaht während der Erwärmung– Phase 2 – Entstehung von Druck-spannungen an der Oberfläche derSchweißnaht und Zugspannungen inder Schweißnahtmitte während derAbkühlung.
Die während des Schweißvor-gangs auftretende Zugspannung ander Schweißnahtunterseite in PunktP7 resultiert aus der schwächeren Er-wärmung infolge der kegelförmigenEnergieverteilung des Schweißlaser-strahls (Bild 12). Bei der Abkühlungentstehen in Bereichen, die währenddes Schweißvorgangs viskoelastischeStauchungen bzw. Dehnungen erfah-ren haben, jeweils Druck- bzw. Zug-spannungen. Im Endzustand, nachvollständiger Abkühlung, entsteht inder Nähe der Schweißnaht ein für dasQuarzglas günstiger Eigenspannungs-zustand, der annähernd dem Effekt desthermischen Vorspannens von Glas ent-spricht (Bild 13). Auf der Oberseite derSchweißnaht stellen sich Druckspan-nungen von etwa sy = –10 N/mm2 ein,im Zentrum der Schweißnaht Zugspan-nungen von ca. sy = +13 N/mm2.
Der Schweißprozess wird experi-mentell auf eine Rohrgeometrie über-tragen und numerisch analysiert. Eswird angenommen, dass das Rohr ei-nen Durchmesser d = 45 mm und eineWanddicke s = 5 mm aufweist. Dienumerische Simulation des thermi-schen Verhaltens verdeutlicht, dass einevollständige Durchschweißung mit nureinem Schweißlaser nicht möglich ist.Eine Temperatur T = 1750 °C wird inder Rohrinnenseite nur in einem sehrschmalen Bereich der Schweißnahterreicht (Bild 14a). Eine gleichmä-ßige Temperaturverteilung über dieNahthöhe kann während des Schweiß-prozesses nicht erreicht werden.
Eine vollständige Durchschwei-ßung lässt sich durch den Einsatz vonzwei Vorwärmlaser- und zwei Schweiß-laserstrahlen realisieren. Im Bereichder Schweißnaht wird über die ge-samte Wanddicke eine Temperaturvonüber T = 1750 °C erzielt, was ein aus-reichendes Fließen des Quarzglasesgarantiert (Bild 14b). Weiterhin wirktsich eine Vergrößerung des Einfluss-
Tabelle 3. Parameter der einzelnen numerischen Simulationen für eine Stumpf-stoßverbindungTable 3. Parameter of particular numeric simulations for a welded butt joint
Simulation
SIM1 SIM2 SIM3 SIM4 SIM5
geometrische Parameter
Simulierte Schweißnahtlänge l in mm 64 40 40 40 40
Anzahl der Volumenelemente 26500 24000 24000 24000 24000
gemittelte Anzahl je mm3 2,8 4 4 4 4
Parameter der Wärmequelle (Vorwärmlaser)
Effektivleistung P in W – – 42,7 42,7 25,6
Strahlradius RL in mm – – 10 10 10
Eindringtiefe der Laserstrahlung z in mm – – 100 10 10
Parameter der Wärmequelle (Schweißlaser)
Effektivleistung P in W 65,1 65,1 81,3 32,5 32,5
Strahlradius RL in mm 1,5 1,5 1,5 0,5 0,5
Eindringtiefe der Laserstrahlung z in mm 100 100 6000 6000 6000
Gesamtlaserleistung P in W 65,1 65,1 124 75,2 58,1
Bild 10. Temperatur-Zeit-Diagramm für Messpunkt M2 an der Unterseite der Platteaus QuarzglasFig. 10. Temperature-time-diagram for measuring point M2 at the lower surface ofthe plate from quartz glass
Bild 11. Isothermen während eines Laserstrahlschweißprozesses mit einemSchweißlaserstrahl einer 6 mm dicken Platte aus Quarzglas, Simulation SIM5Fig. 11. Isotherms during a laser beam welding process with a welding laser beamof a 6 mm thick plate from quartz glass, simulation SIM5
10_180-187_Werner (1195) 26.02.2009 10:10 Uhr Seite 185
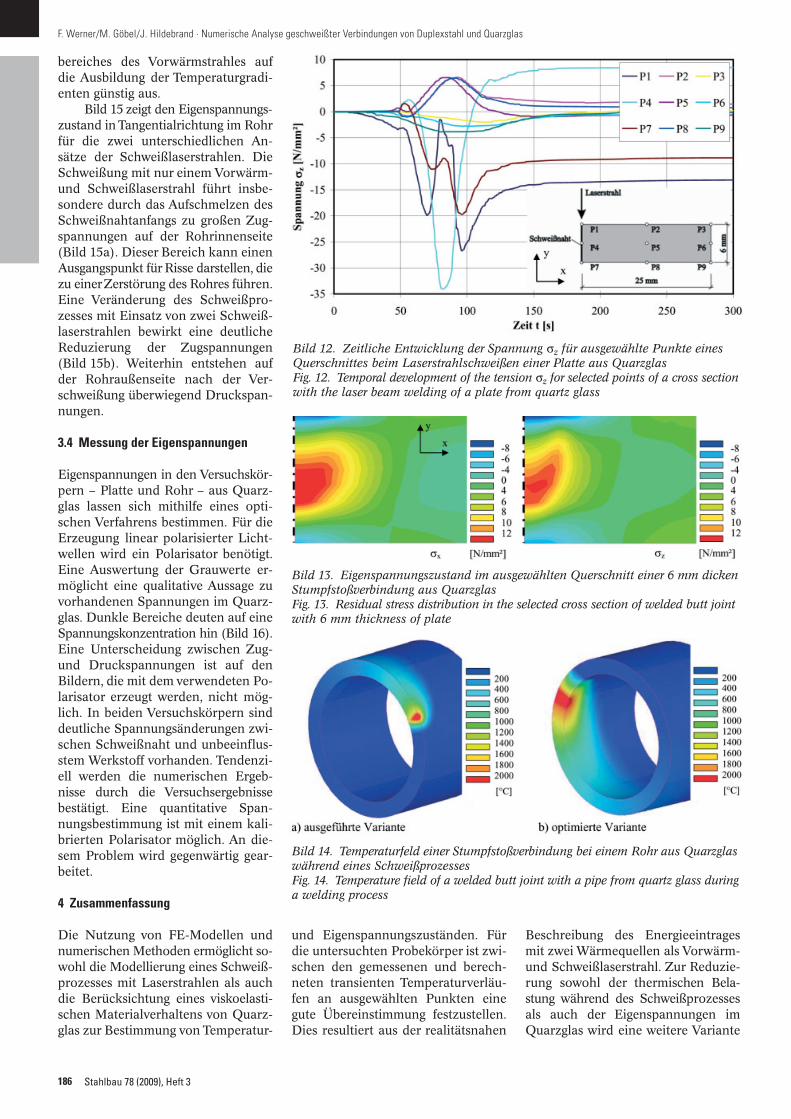
bereiches des Vorwärmstrahles aufdie Ausbildung der Temperaturgradi-enten günstig aus.
Bild 15 zeigt den Eigenspannungs-zustand in Tangentialrichtung im Rohrfür die zwei unterschiedlichen An-sätze der Schweißlaserstrahlen. DieSchweißung mit nur einem Vorwärm-und Schweißlaserstrahl führt insbe-sondere durch das Aufschmelzen desSchweißnahtanfangs zu großen Zug-spannungen auf der Rohrinnenseite(Bild 15a). Dieser Bereich kann einenAusgangspunkt für Risse darstellen, diezu einerZerstörung des Rohres führen.Eine Veränderung des Schweißpro-zesses mit Einsatz von zwei Schweiß-laserstrahlen bewirkt eine deutlicheReduzierung der Zugspannungen(Bild 15b). Weiterhin entstehen aufder Rohraußenseite nach der Ver-schweißung überwiegend Druckspan-nungen.
3.4 Messung der Eigenspannungen
Eigenspannungen in den Versuchskör-pern – Platte und Rohr – aus Quarz-glas lassen sich mithilfe eines opti-schen Verfahrens bestimmen. Für dieErzeugung linear polarisierter Licht-wellen wird ein Polarisator benötigt.Eine Auswertung der Grauwerte er-möglicht eine qualitative Aussage zuvorhandenen Spannungen im Quarz-glas. Dunkle Bereiche deuten auf eineSpannungskonzentration hin (Bild 16).Eine Unterscheidung zwischen Zug-und Druckspannungen ist auf denBildern, die mit dem verwendeten Po-larisator erzeugt werden, nicht mög-lich. In beiden Versuchskörpern sinddeutliche Spannungsänderungen zwi-schen Schweißnaht und unbeeinflus-stem Werkstoff vorhanden. Tendenzi-ell werden die numerischen Ergeb-nisse durch die Versuchsergebnissebestätigt. Eine quantitative Span-nungsbestimmung ist mit einem kali-brierten Polarisator möglich. An die-sem Problem wird gegenwärtig gear-beitet.
4 Zusammenfassung
Die Nutzung von FE-Modellen undnumerischen Methoden ermöglicht so-wohl die Modellierung eines Schweiß-prozesses mit Laserstrahlen als auchdie Berücksichtung eines viskoelasti-schen Materialverhaltens von Quarz-glas zur Bestimmung von Temperatur-
und Eigenspannungszuständen. Fürdie untersuchten Probekörper ist zwi-schen den gemessenen und berech-neten transienten Temperaturverläu-fen an ausgewählten Punkten einegute Übereinstimmung festzustellen.Dies resultiert aus der realitätsnahen
Beschreibung des Energieeintragesmit zwei Wärmequellen als Vorwärm-und Schweißlaserstrahl. Zur Reduzie-rung sowohl der thermischen Bela-stung während des Schweißprozessesals auch der Eigenspannungen imQuarzglas wird eine weitere Variante
186
F. Werner/M. Göbel/J. Hildebrand · Numerische Analyse geschweißter Verbindungen von Duplexstahl und Quarzglas
Stahlbau 78 (2009), Heft 3
Bild 12. Zeitliche Entwicklung der Spannung sz für ausgewählte Punkte einesQuerschnittes beim Laserstrahlschweißen einer Platte aus QuarzglasFig. 12. Temporal development of the tension sz for selected points of a cross sectionwith the laser beam welding of a plate from quartz glass
Bild 13. Eigenspannungszustand im ausgewählten Querschnitt einer 6 mm dickenStumpfstoßverbindung aus QuarzglasFig. 13. Residual stress distribution in the selected cross section of welded butt jointwith 6 mm thickness of plate
Bild 14. Temperaturfeld einer Stumpfstoßverbindung bei einem Rohr aus Quarzglaswährend eines SchweißprozessesFig. 14. Temperature field of a welded butt joint with a pipe from quartz glass duringa welding process
10_180-187_Werner (1195) 26.02.2009 10:10 Uhr Seite 186

187Stahlbau 78 (2009), Heft 3
F. Werner/M. Göbel/J. Hildebrand · Numerische Analyse geschweißter Verbindungen von Duplexstahl und Quarzglas
mit gegenüberliegenden Schweiß-quellen und je zwei Wärmequellenuntersucht. Es kann gezeigt werden,dass bei gleichem Energieeintrageine deutliche Veränderung desEigenspannungszustandes in einerPlatte und einem Rohr erreicht wird.Dies führt bei einer praktischen Um-setzung zu einer wesentlichen Ver-besserung der Schweißbarkeit vonKonstruktionselementen aus Quarz-glas.
Literatur
[1] Radaj, D.: Schweißprozeßsimulation:Grundlagen und Anwendungen. Düssel-
dorf: Verlag für Schweißen und ver-wandte Verfahren, 1999.
[2] Gross,A.: Experimentelle und theore-tische Untersuchungen des Unterwas-serschweißens unter Berücksichtigungvon Gefügeumwandlung. Düsseldorf:VDI-Verlag 2005.
[3] Hildebrand, J.: Numerische Schweiß-simulation – Bestimmung von Tempe-ratur, Gefüge und Eigenspannung anSchweißverbindungen aus Stahl- undGlaswerkstoffen. Dissertation Bauhaus-Universität Weimar, 2008.
[4] Loose, T.: Einfluss des transientenSchweißvorganges auf Verzug, Eigen-spannungen und Stabilitätsverhaltenaxial gedrückter Kreiszylinderschalenaus Stahl. Dissertation, UniversitätKarlsruhe, 2007.
[5] Papaiacovou, P.: Übersicht zu Her-stellung, Produktformen und Anwen-dungen von Duplexstählen. Düsseldorf:Informationsstelle Edelstahl Rostfrei2003.
[6] Stahl-Informations-Zentrum (Hrsg.):Fußgängerbrücken aus Stahl. Düssel-dorf: Übersicht zu Herstellung, Produktfor-men und Anwendungen von Duplex-stählen. Düsseldorf: Stahl-Informations-Zentrum 2004.
[7] DIN EN ISO 8249:2000-10: Schwei-ßen – Bestimmung der Ferrit-Nummer(FN) in austenitischem und ferritisch-austenitischem (Duplex-)Schweißgutvon Cr-Ni-Stählen. Berlin: Beuth Ver-lag 2000.
[8] Wurm, T.: Werkstoffkundliche undmetallurgische Untersuchungen zumMetall-Schutzgasschweißen des ferri-tisch-austenitischen Super-DuplexstahlsX2CrNiMoCuN25-6-3. Dissertation,Technischen Universität Clausthal.Clausthal-Zellerfeld: Papierflieger 2000.
[9] DVS MB 0946: Empfehlungen zumSchweißen von nicht rostenden aus-tenitisch-ferritischen Duplex- undSuperduplexstählen. Düsseldorf: DVS2004.
[10] URANUS® 45N+, Datenblatt, 2000.[11] Dilthey, U.: Diplom-Hauptprüfung
Schweißtechnische Fertigungsverfah-ren. Aachen: 1999.
[12] Goldak, J., Chakravarit, A., Bibby,M.: A New Finite Element Model forWelding Heat Source. MetallurgicalTransaction B 15B (1984), pp. 299–305.
[13] Klindt, L. B., Klein, W.: Glas alsBaustoff – Eigenschaften, Anwendung,Bemessung. Köln-Braunsfeld: RudolfMüller Verlag 1977.
[14] Matzenmiller, A., Loch, H.: Visko-elastizität und Viskoplastizität – Rela-xationsvorgänge in Glas. Kassel: 1999.
Autoren dieses Beitrages:Prof. Dr.-Ing. habil. Frank Werner, Dipl.-Ing.Michael Göbel, Dr.-Ing. Jörg Hildebrand, Bauhaus-Universität Weimar, Fakultät Bauinge-nieurwesen, Professur Stahlbau, 99423 Weimar
Bild 15. Eigenspannungszustand in Tangentialrichtung nach einem Schweißprozesseines Rohres aus QuarzglasFig. 15. Residual stress distribution in tangential direction after a welding processof a pipe from quartz glass
Bild 16. Eigenspannungen s in Versuchskörpern aus QuarzglasFig. 16. Residual stress distribution in test specimens from quartz glass
10_180-187_Werner (1195) 26.02.2009 10:10 Uhr Seite 187