Embed Size (px)
Citation preview
Oberflächenhärten von Armaturenkomponenten aus Edelstählen, Nickelbasis- und Titan-Werkstoffen
DIAM 2021, Dr. Holger Selg, Sales Director bei Expanite GmbH
Motivation
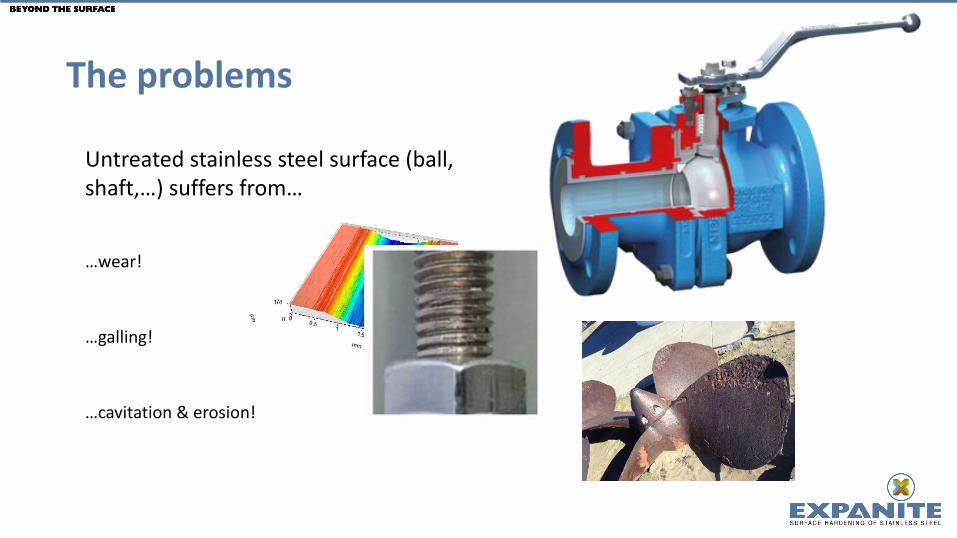
The problems
Untreated stainless steel surface (ball, shaft,…) suffers from…
9h June 2015 AT n° CET0111600_PV_01_a Page 20/23
Final
Figure 15 : Figure 16 : Worn surface on reference stainless steel plane – test #3.
µm
0
10
20
30
40
50
60
70
80
90
100
110
120
130
140
150
160
170
Longueur = 3.00 mm Pt = 144 µm Echelle = 200 µm
0 0.5 1 1.5 2 2.5 mm
µm
-100
-75
-50
-25
0
25
50
75
Profondeur maximum 135 µm Surface du trou 153411 µm²
Hauteur maximum 1.59 µm
…wear!
…galling!
…cavitation & erosion!
The solution - surface hardening!
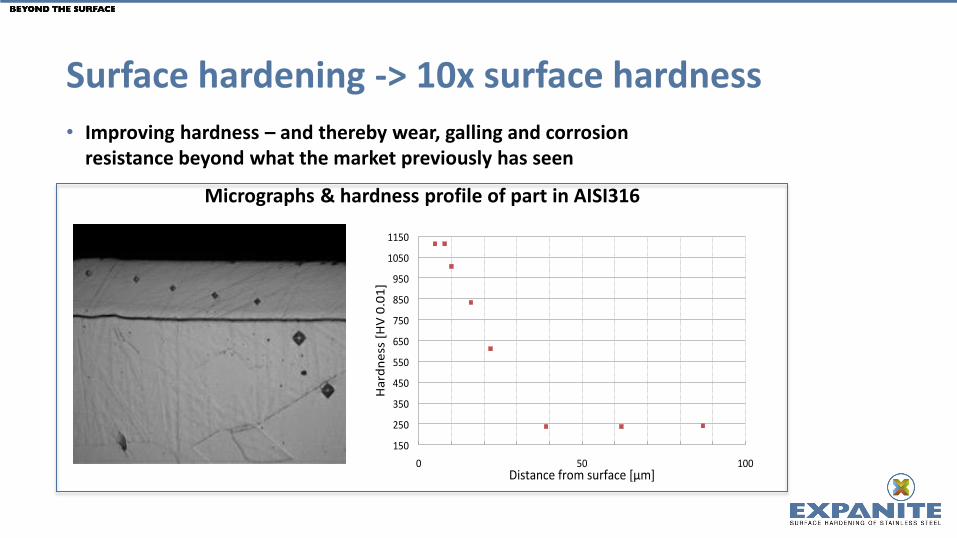
Surface hardening -> 10x surface hardness
• Improving hardness – and thereby wear, galling and corrosion resistance beyond what the market previously has seen
150
250
350
450
550
650
750
850
950
1050
1150
0 50 100
Hardness[HV0.01]
Distancefromsurface[µm]
Micrographs & hardness profile of part in AISI316
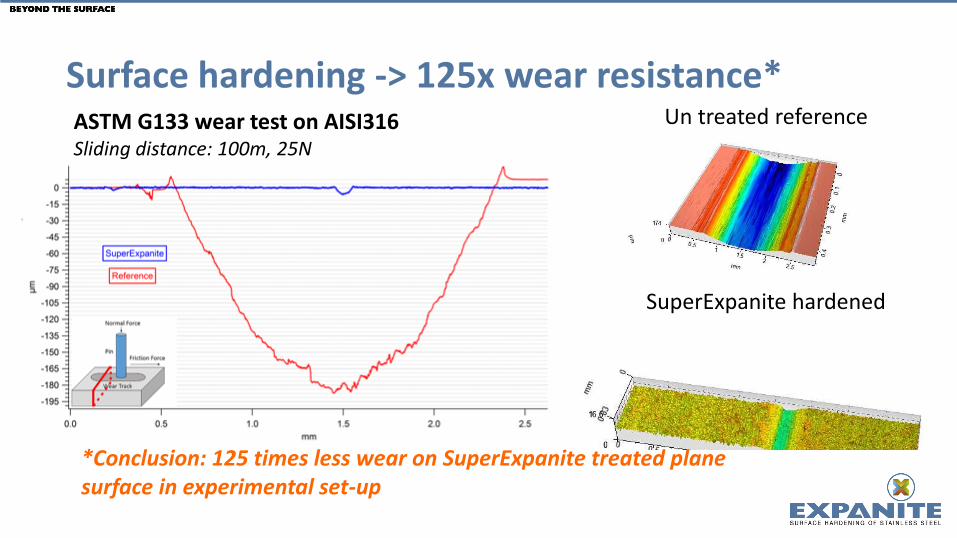
Surface hardening -> 125x wear resistance*
9h June 2015 AT n° CET0111600_PV_01_a Page 21/23
Final
“SuperExpanite” tests: worn plane surfaces
Figure 17 : Worn surface on “SuperExpanite” plane – test #1.
µm
0
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
Longueur = 3.99 mm Pt = 4.19 µm Echelle = 10.0 µm
0 0.5 1 1.5 2 2.5 3 3.5 mm
µm
-6
-5
-4
-3
-2
-1
0
1
2
3
Profondeur maximum 3.38 µm Surface du trou 664 µm²
Hauteur maximum 0.306 µm Surface repoussée 2.39 µm²
Un treated reference
SuperExpanite hardened
ASTM G133 wear test on AISI316Sliding distance: 100m, 25N
9h June 2015 AT n° CET0111600_PV_01_a Page 20/23
Final
Figure 15 : Figure 16 : Worn surface on reference stainless steel plane – test #3.
µm
0
10
20
30
40
50
60
70
80
90
100
110
120
130
140
150
160
170
Longueur = 3.00 mm Pt = 144 µm Echelle = 200 µm
0 0.5 1 1.5 2 2.5 mm
µm
-100
-75
-50
-25
0
25
50
75
Profondeur maximum 135 µm Surface du trou 153411 µm²
Hauteur maximum 1.59 µm
*Conclusion: 125 times less wear on SuperExpanite treated plane surface in experimental set-up
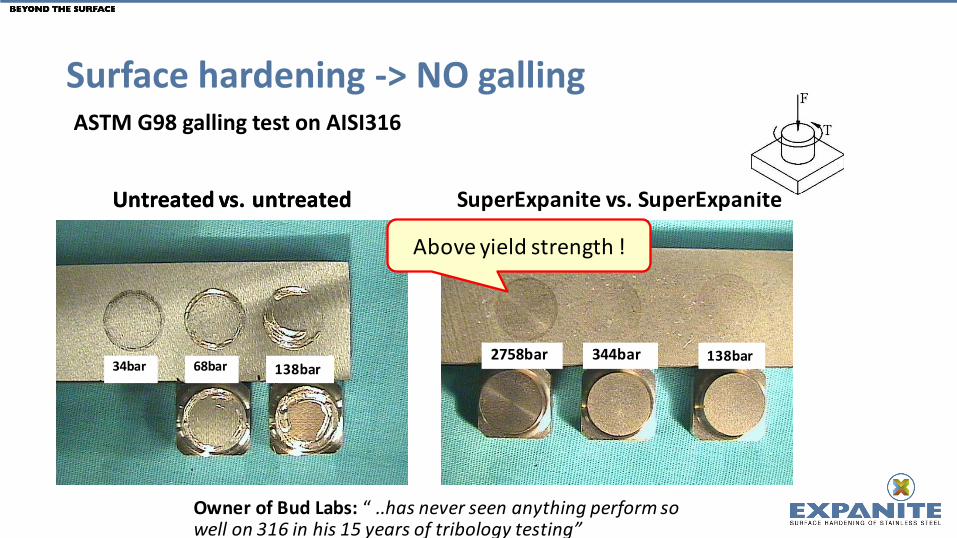
Surface hardening -> NO galling
OwnerofBudLabs:“ ..hasneverseenanythingperformsowellon316inhis15yearsoftribologytesting”
Untreatedvs.untreated
34bar 68bar 138bar2758bar 344bar 138bar
SuperExpanitevs.SuperExpanite
Aboveyieldstrength!
ASTM G98 galling test on AISI316
OwnerofBudLabs:“ ..hasneverseenanythingperformsowellon316inhis15yearsoftribologytesting”
Untreatedvs.untreated
34bar 68bar 138bar2758bar 344bar 138bar
SuperExpanitevs.SuperExpanite
Aboveyieldstrength!
OwnerofBudLabs:“ ..hasneverseenanythingperformsowellon316inhis15yearsoftribologytesting”
Untreatedvs.untreated
34bar 68bar 138bar2758bar 344bar 138bar
SuperExpanitevs.SuperExpanite
Aboveyieldstrength!
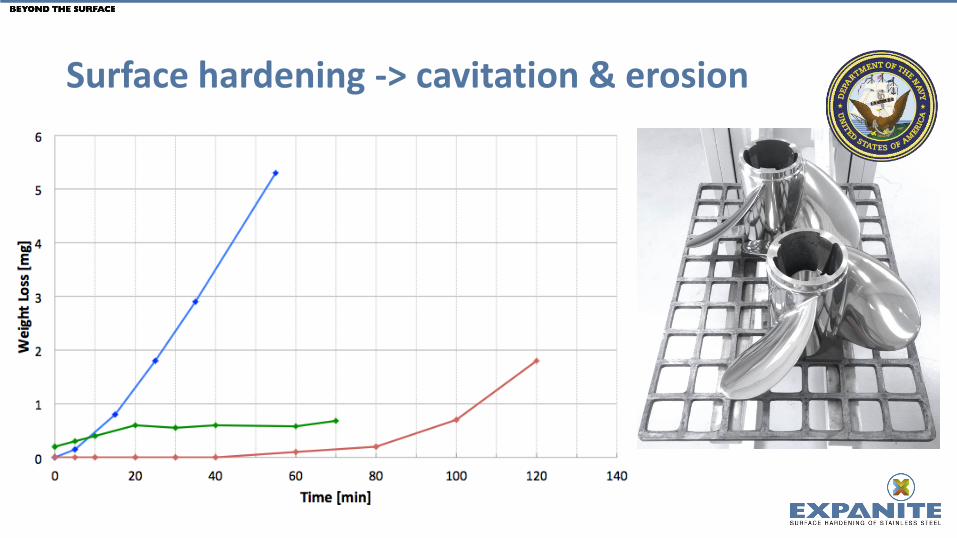
Surface hardening -> cavitation & erosion
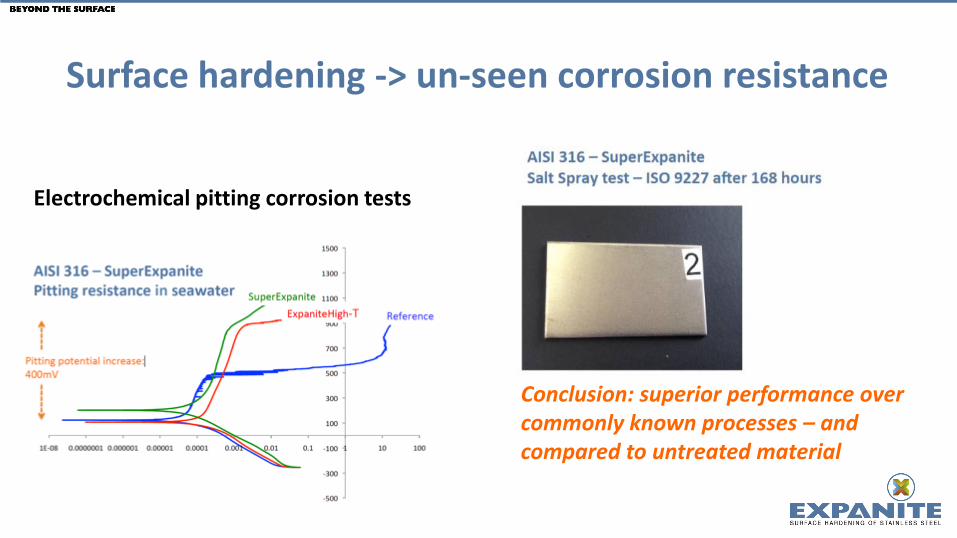
Surface hardening -> un-seen corrosion resistance
Electrochemical pitting corrosion tests
Conclusion: superior performance over commonly known processes – and compared to untreated material
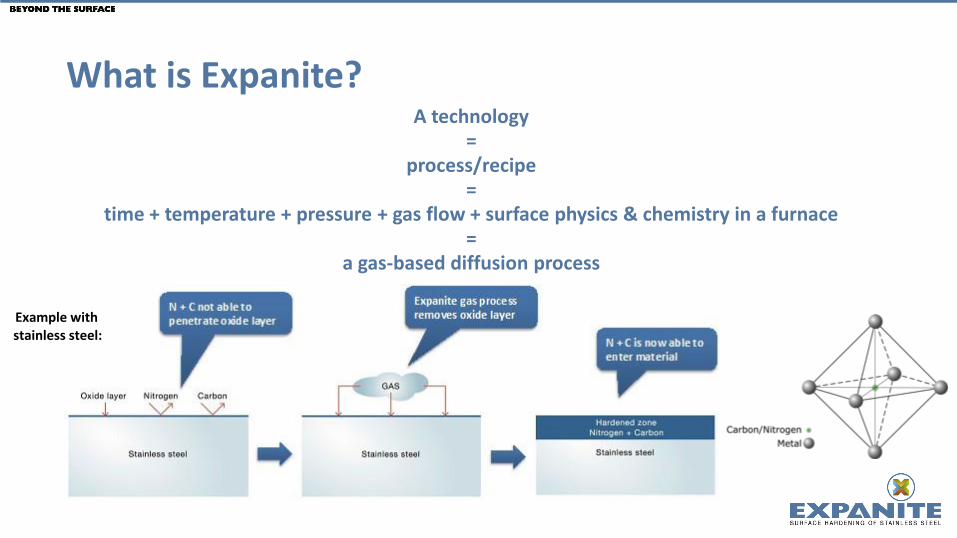
What is Expanite?A technology
= process/recipe
= time + temperature + pressure + gas flow + surface physics & chemistry in a furnace
=a gas-based diffusion process
Example with stainless steel:
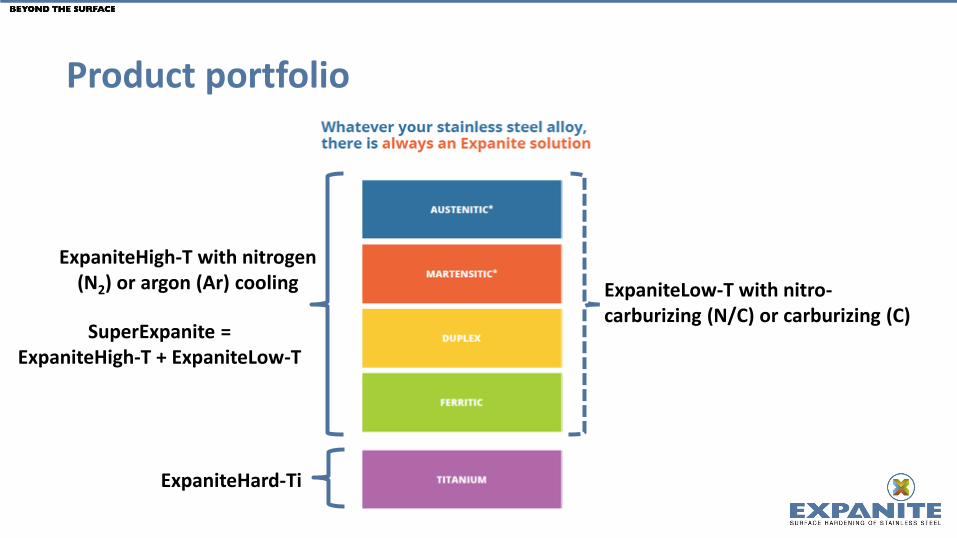
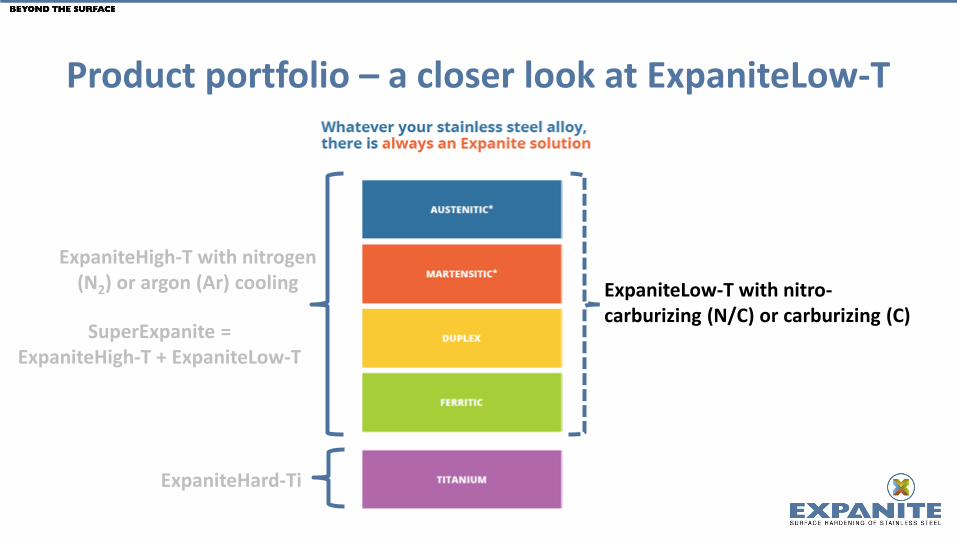
Product portfolio
ExpaniteHigh-T with nitrogen (N2) or argon (Ar) cooling
ExpaniteHard-Ti
ExpaniteLow-T with nitro-carburizing (N/C) or carburizing (C)
SuperExpanite = ExpaniteHigh-T + ExpaniteLow-T
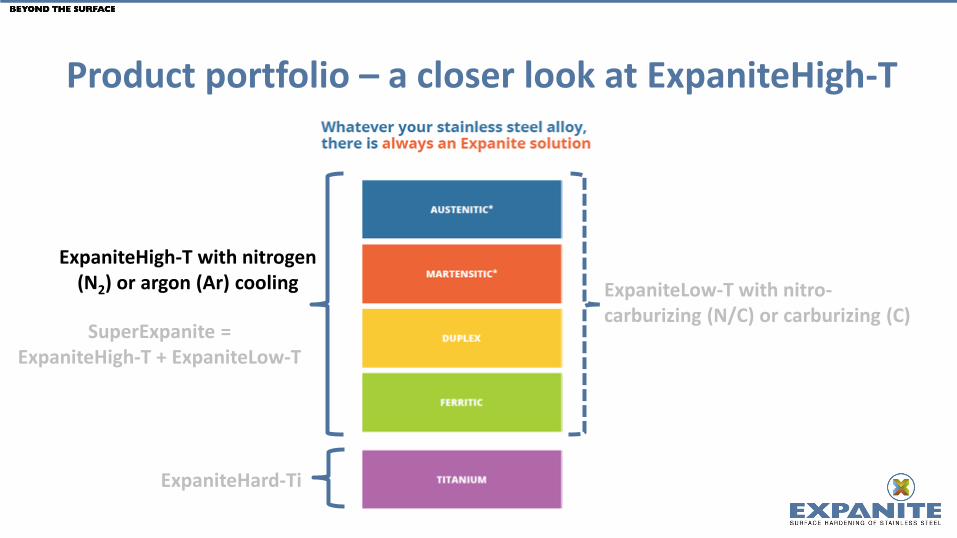
Product portfolio – a closer look at ExpaniteHigh-T
ExpaniteHigh-T with nitrogen (N2) or argon (Ar) cooling
The ExpaniteHigh-T process
• High temperature vacuum process: 1000-1200C – fast gas quench with N2 or Ar
• Adds nitrogen during process
• Can be used for:
• Austenitic & Duplex alloys in combination with ExpaniteLow-T
• Martensitic & Ferritic alloys as standalone or in combination with ExpaniteLow-T
• Surface/core hardness: 250-900 HV depending on alloy; lowest on austenitic & highest on martensitic stainless steel
• Case depth: 200-1000µm
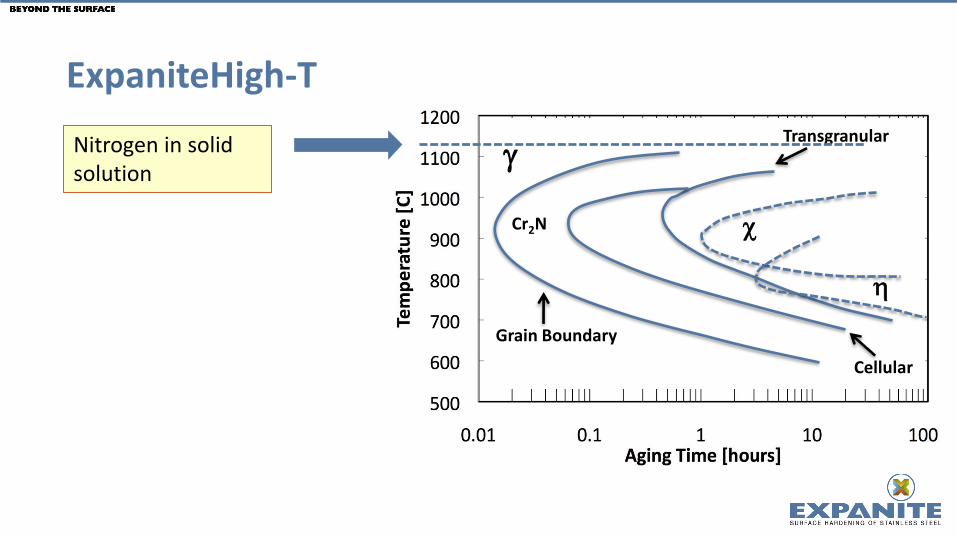
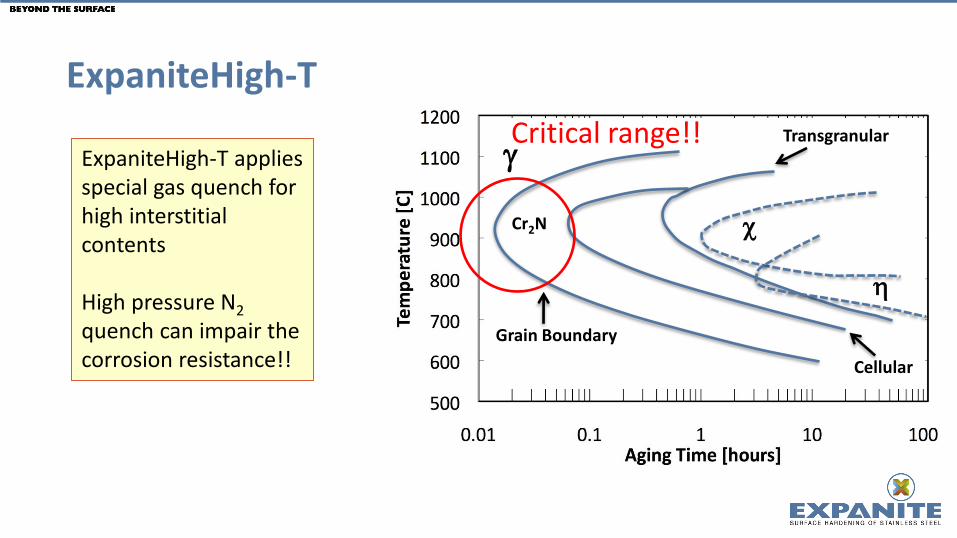
Transgranular
Cellular
Grain Boundary
Cr2N
g
c
h
ExpaniteHigh-T
Nitrogen in solid solution
Transgranular
Cellular
Grain Boundary
Cr2N
g
c
h
ExpaniteHigh-T
Critical range!!ExpaniteHigh-T applies special gas quench for high interstitial contents
High pressure N2
quench can impair the corrosion resistance!!
350
400
450
500
550
600
650
700
750
0 0.4 0.8 1.2 1.6 2
Har
dn
ess
[H
V0
.3]
Distancefromsurface[mm]
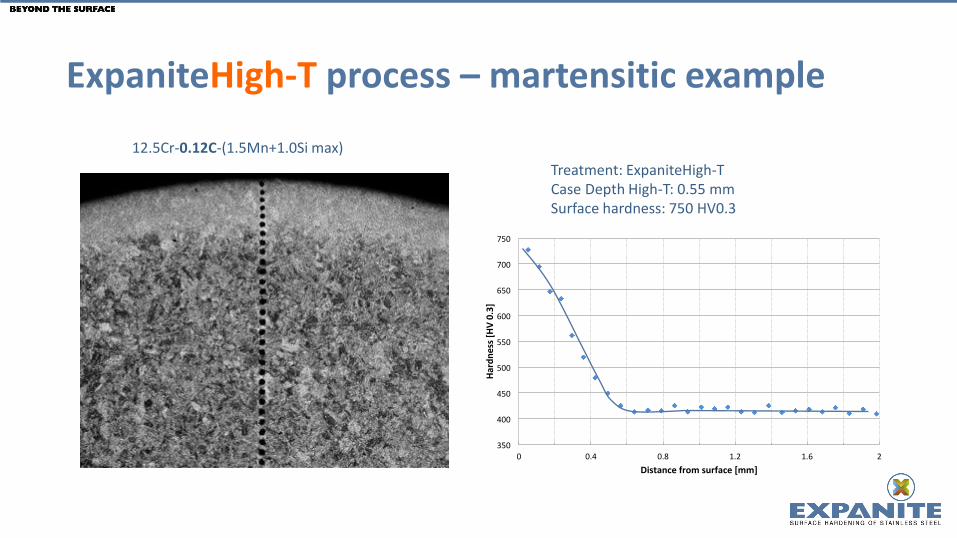
Treatment: ExpaniteHigh-TCase Depth High-T: 0.55 mmSurface hardness: 750 HV0.3
12.5Cr-0.12C-(1.5Mn+1.0Si max)
ExpaniteHigh-T process – martensitic example
Product portfolio – a closer look at ExpaniteLow-T
ExpaniteLow-T with nitro-carburizing (N/C) or carburizing (C)
The ExpaniteLow-T process
• Low-temperature gas process: 380-490°C
• Adds nitrogen & carbon or carbon only in solid solution – Expanded Austenite
• Can be used for:
• Austenitic, Duplex, Martensitic & Ferritic alloys in combination with ExpaniteHigh-T -> SuperExpanite
• Generally not applicable standalone.
• Surface hardness: 1000-1500 HV
• Case depth: 5-40µm
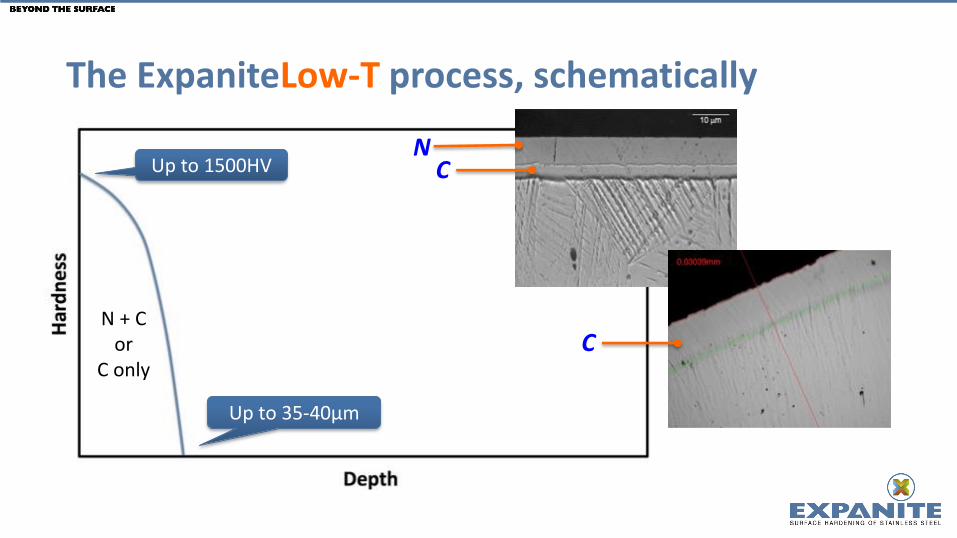
N + Cor
C only
Up to 35-40µm
Up to 1500HV
The ExpaniteLow-T process, schematically
NC
C
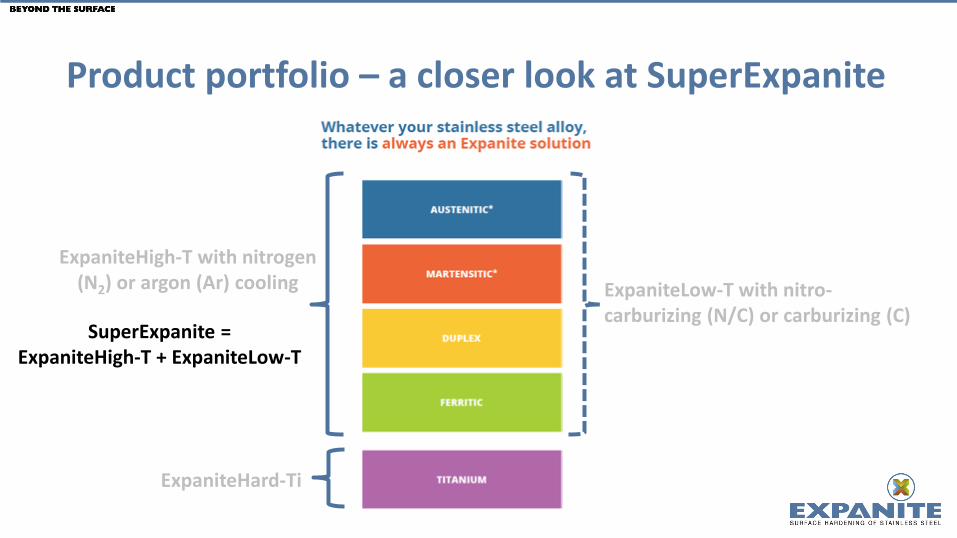
Product portfolio – a closer look at SuperExpanite
SuperExpanite = ExpaniteHigh-T + ExpaniteLow-T
SuperExpanite
PA 2011 70208 patent
+
ExpaniteHigh-T ExpaniteLow-T
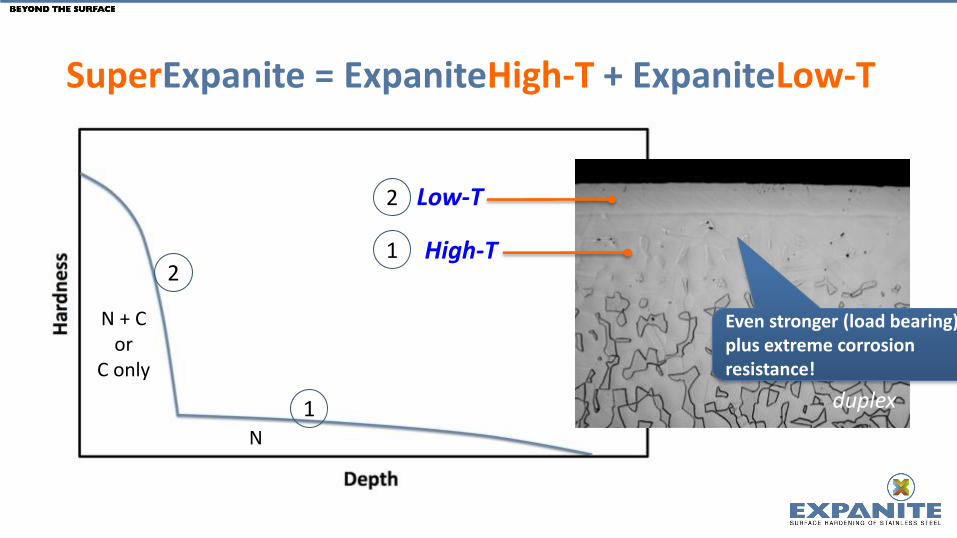
SuperExpanite = ExpaniteHigh-T + ExpaniteLow-T
Low-T
High-T
duplex
N
Even stronger (load bearing) plus extreme corrosion resistance!
1
21
2
N + Cor
C only

The ExpaniteHard-Ti Process
• Diffusion-based process
• Applicable to Ti-G5 (G2)
• Surface hardness: ca. 1000 HV
• Case depth: 10-50µm
• No Ti-nitrides – no golden colour!
• Post-polishing possible
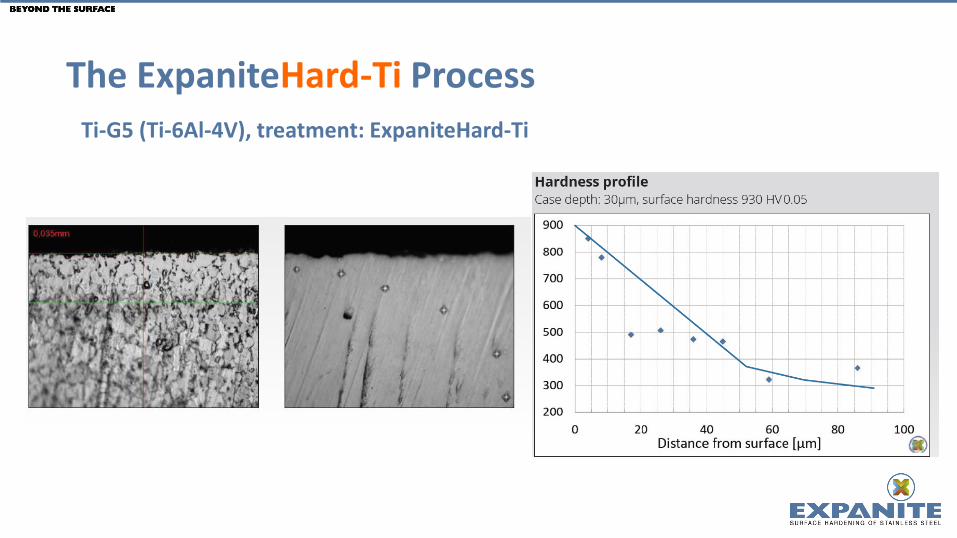
The ExpaniteHard-Ti Process
Ti-G5 (Ti-6Al-4V), treatment: ExpaniteHard-Ti
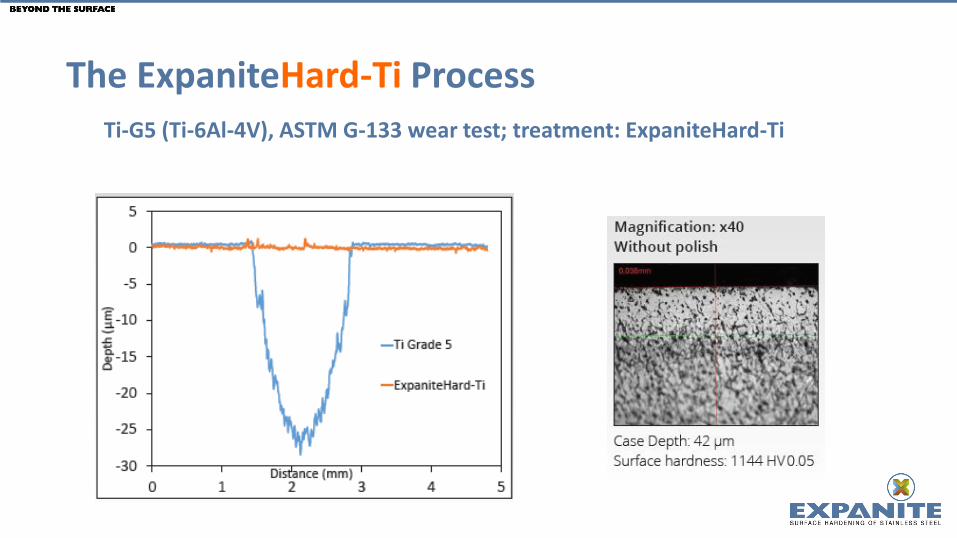
The ExpaniteHard-Ti Process
Ti-G5 (Ti-6Al-4V), ASTM G-133 wear test; treatment: ExpaniteHard-Ti
About Expanite

Expanite - from research to business in a decade!
• Expanite was founded in 2010 by
• Prof. Marcel A.J. Somers
• Ph.D. Thomas L. Christiansen
• Ph.D. Thomas Strabo Hummelshøj
…but development goes back to 2000!
• First major customer early 2012
• Company culture driven by being a game-changer on the following parameters
• Speed
• Tailoring
• Cleanliness
• On-site
University anno 2009
Expanite in Denmark ultimo 2012
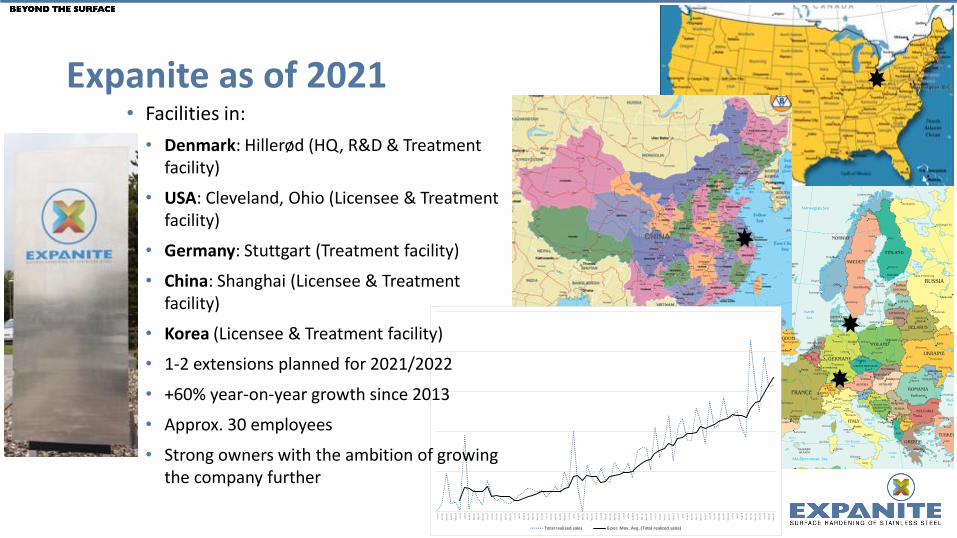
Expanite as of 2021
Jan-13
Feb-13
Mar-13
Apr-13
May-13
Jun-13
Jul-13
Aug-13
Sep-13
Oct-13
Nov-13
Dec-13
Jan-14
Feb-14
Mar-14
Apr-14
May-14
Jun-14
Jul-14
Aug-14
Sep-14
Oct-14
Nov-14
Dec-14
Jan-15
Feb-15
Mar-15
Apr-15
May-15
Jun-15
Jul-15
Aug-15
Sep-15
Oct-15
Nov-15
Dec-15
Jan-16
Feb-16
Mar-16
Apr-16
May-16
Jun-16
Jul-16
Aug-16
Sep-16
Oct-16
Nov-16
Dec-16
Jan-17
Feb-17
Mar-17
Apr-17
May-17
Jun-17
Jul-17
Aug-17
Sep-17
Oct-17
Nov-17
Dec-17
Jan-18
Feb-18
Mar-18
Apr-18
May-18
Jun-18
Jul-18
Aug-18
Sep-18
Oct-18
Nov-18
Dec-18
Jan-19
Feb-19
Mar-19
Total realized sales 6 per. Mov. Avg. (Total realized sales)
• Facilities in:
• Denmark: Hillerød (HQ, R&D & Treatment facility)
• USA: Cleveland, Ohio (Licensee & Treatment facility)
• Germany: Stuttgart (Treatment facility)
• China: Shanghai (Licensee & Treatment facility)
• Korea (Licensee & Treatment facility)
• 1-2 extensions planned for 2021/2022
• +60% year-on-year growth since 2013
• Approx. 30 employees
• Strong owners with the ambition of growing the company further
Customer cases – 4 examples
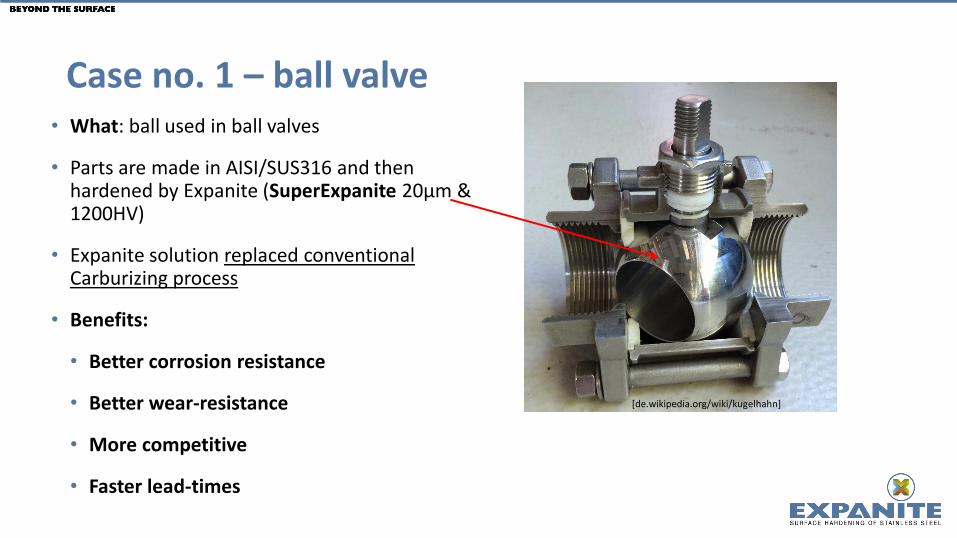
Case no. 1 – ball valve• What: ball used in ball valves
• Parts are made in AISI/SUS316 and then hardened by Expanite (SuperExpanite 20µm & 1200HV)
• Expanite solution replaced conventional Carburizing process
• Benefits:
• Better corrosion resistance
• Better wear-resistance
• More competitive
• Faster lead-times
[de.wikipedia.org/wiki/kugelhahn]
Case no. 2 – hygienic valve• What: valve part used in food industry
• Parts are made in AISI/SUS316 and then hardened by Expanite (SuperExpanite 20µm & 1200HV)
• Expanite solution replaced hard-chrome plating and Carburizing process
• Benefits:
• Significant improvement in corrosion resistance
• Significant price reduction
• Lead-times down to 3 working days!
Case no. 3 – valve seat/plate• What: valve seat/plates in gasoline high-pressure
(300bar) pump
• Parts are made in AISI/SUS420 (X46Cr13) – new solution with ExpaniteHigh-T (core hardness min. 600HV10, surface hardness 750HV1 +/-50HV1)
• Expanite solution replaced conventional heat treatmentso pump pressure could be increased, biofuel and less pure fuels could be allowed
• Benefits:
• Better corrosion resistance
• Better wear resistance
• Simplified logistics; identical hardening process available in Europe and Asia
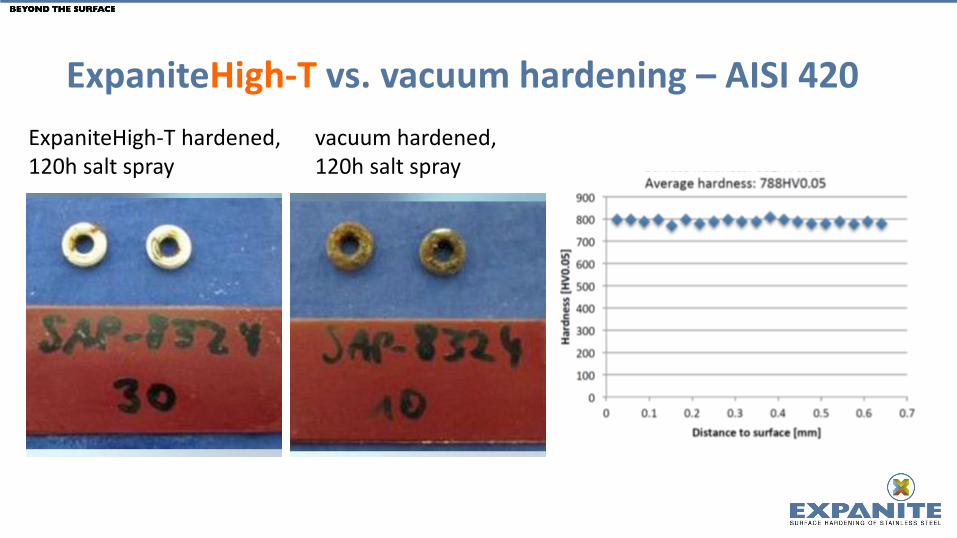
ExpaniteHigh-T vs. vacuum hardening – AISI 420
ExpaniteHigh-T hardened, 120h salt spray
vacuum hardened, 120h salt spray
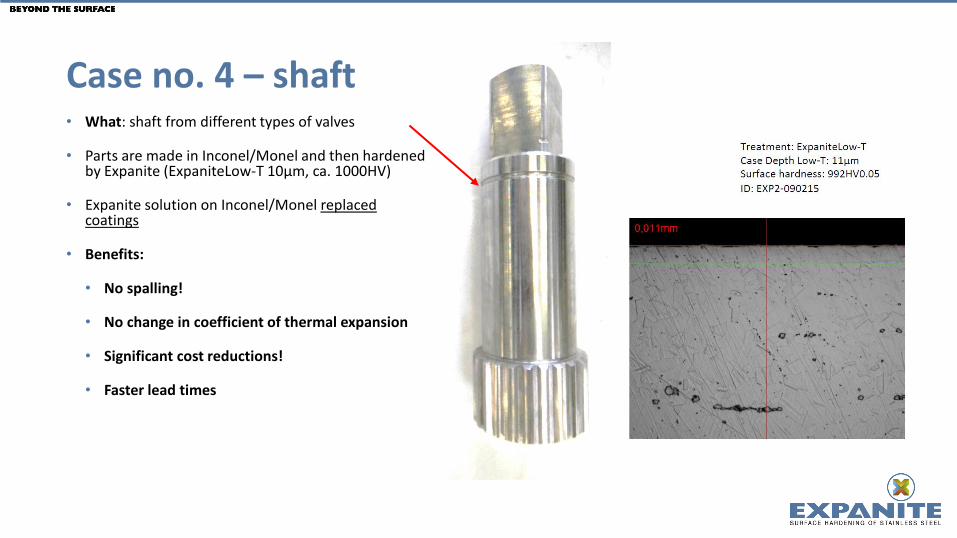
Case no. 4 – shaft• What: shaft from different types of valves
• Parts are made in Inconel/Monel and then hardened by Expanite (ExpaniteLow-T 10µm, ca. 1000HV)
• Expanite solution on Inconel/Monel replaced coatings
• Benefits:
• No spalling!
• No change in coefficient of thermal expansion
• Significant cost reductions!
• Faster lead times

Summary
What can Expanite be used for…
• Generally increase wear, galling or corrosion resistance of stainless steel and titanium!
• More specifically for austenitic and duplex stainless steel:
• Replace known processes such as Kolsterising® from Bodycote or NV Pionite® from Air Water Inc. Typical outcome; faster lead-time, cost reduction and improved corrosion resistance.
• Replace hard-chrome plating/coatings. Typically outcome; replace the coatings with diffusion -> no issues with spalling & in-homogenous layers, better environmental compliance.
• Replace plasma nitriding. Typically outcome; improved corrosion resistance.
• More specifically for ferritic and martensitic stainless steel:
• Replace conventional heat treatment / vacuum hardening. Typically outcome; significant increase in wear and corrosion resistance.
• Replace hard-chrome plating/coatings. Typically outcome; replace the coatings with diffusion -> no issues with spalling & in-homogenous layers, better environmental compliance.

Thank you – see you in Foyer, booth 5a
www.expanite.com













![Rückstände von Flammschutzmitteln in Frauenmilch aus ...1].pdf · Rückstände von Flammschutzmitteln in Frauenmilch aus Deutschland unter besonderer Berücksichtigung von polybromierten](https://img.pdfslide.net/doc/110x75/5fb93ffbca15d239227b3ef9/rckstnde-von-flammschutzmitteln-in-frauenmilch-aus-1pdf-rckstnde.jpg)















