Embed Size (px)
Citation preview
- 1 -
중소기업 기술혁신개발사업
최종보고서
플라즈마를 이용한 플라스틱 반투과반사
윈도우 코팅기술개발
년 월 일2003 8 29
주관기업 아주공업주식회사
- 2 -
별지 제 호 서식[ 4 ]
중소기업 기술혁신개발사업 최종보고서
업 체 명아주 공업 주식회사(Tel 053) 615-4000)
주소711-855대구시 달성군 논공읍 본리 29-27
기술개발과 제 명
분야 기계소재 표면처리 (110604)플라즈마를 이용한 플라스틱 반투과반사윈도우 코팅기술개발
대 표 자 김 은 엽
과제책임자 고 한 범
개발기간 년 월 일 년 월 일2002 7 1 ~2003 6 30 위탁기관
계획대비목표달성도() 10 20 30 40 50 60 70 80 90 100
개 발 완 료 시 기 년 월2003 6
중소기업기술혁신개발사업운용요령 제 조의 규정에 의하여 최종보고서를 제출21합니다
붙임 중소기업 기술혁신개발사업 최종보고서 부1 8 개발사업비 집행내역보고서 부2 8 기술료 납부 동의서 부3 2 기술혁신개발자금 사용내역 장부 사본 부4 ( ) 1 자금집행 영수증철 사본 부5 ( ) 1 관리통장 사본 부6 1
년2003 8 월 29 일
주관기업 아주공업 주식회사
대 표 자 김 은 엽 직인( )
중소기업청장 귀하
- 3 -
제 출 문
중소기업청장 귀하
본 보고서를 플라즈마를 이용한 플라스틱 반투과반사 윈도우 코팅기술개발에 관한ldquo
중소기업 기술혁신개발사업 개발기간 과제의 최종보고서로rdquo ( 200271 2003630)~
제출합니다
년 월 일2003 8 29
주관 기업 아주공업주식회사
과제책임자 고 한 범
연 구 원 유 영 주
연 구 원 김 홍 일
연 구 원 공 인 수
- 4 -
요 약 서 초 록( )
과 제 명 플라즈마를 이용한 플라스틱 반투과반사윈도우 코팅기술개발
주 관 기 업 아주공업 주식회사 과제책임자 고 한 범
개 발 기 간 월2002 7 1 2003 6 30 ( 12 )~
총개발사업비
천원( )
정부 출연금 72000총 개 발
사 업 비96200
기업부담금현금 7300
현물 16900
위탁연구기관
개발참여기업
주요기술용어
개(6~10 )플라즈마 플라스틱 반투과반사 고진공증착 윈도우 흡수율
기술개발목표1
본 과제는 플라즈마 표면처리 광경화형 하드코팅 고진공증착공정개발을 통하여
플라스틱 반투과반사 윈도우 시제품을 제작하는 것이며 구체적인 항목 및 목표
치는 다음 표와 같다
No 평 가 항 목 단 위 개발 목표치
1 광흡수율 기준(30T ) 25
2 내마모성( Haze) 3
3 접착력 회(10 ) times100 10
4 표면경도(Pencil) H 4
5 표면친수성 10
6 미세파티클(1um) ea 01
기술개발의 목적 및 중요성2
국내 전자산업은 정보통신 컴퓨터 전자부품 등을 주축으로 생산규모면에 있어
서 세계 위 로 주요생산국 중 하나이며 최근 디지털화 인터넷붐 등으로5 ( lsquo00)
매년 내외의 고속성장을 하고 있다 그러나 규모의 성장에도 불구하고 전자20
산업의 핵심부품 및 소재는 관련기술의 부족으로 일본 미국 등 관련 선진국으로
부터 수입에 의존하고 있어 이에 대한 대책 및 전략적 기술개발에의한 국산화가
필요한 상황이다 특히 수입되는 소재 중 플라스틱 반투과반사 윈도우는 국내에
서 인쇄 및 가공 등 후가공 기술만을 확보하고 있어 코팅층의 박리 얼룩CNC
접착력 저하 등의 발생시 문제해결에 한계가 있는 상황으로 관련 기술개발 에의
한 플라스틱 윈도우부품소재의 국산화 및 수입대체가 절실하며 국내 전자제품의
원가경쟁력과 개발기술의 파급효과를 고려할 때 개발의 필요성이 높다고 할 수
있다
- 5 -
기술개발의 내용 및 범위3
본 과제의 기술개발은 플라즈마 표면처리기술 광경화에의한 하드코팅기술 고진
공증착에의한 미세금속박막공정연구로 크게 구분할 수 있다 각 공정기술 개발에
의한 플라스틱 반투과반사윈도우 시제품을 제작하는 것이며 시제품의 특성평가
기술을 확립하는 것이다
기술개발 결과4
본 과제 수행에의한 주요기술개발내용은 플라즈마를 이용하여 고분자 표1) RF
면의 친수성 을 크게 높였으며 금속박막과의 접착력 을 크게 향( 171deg) (100100)
상시켰다 광경화에의한 하드코팅공정개발에의해 플라스틱 표면경도 및 2) (5H)
내마모성 을 크게 향상시켰다 고진공 증착공정개발에의해 금속박막의(28) 3)
흡수율 을 크게 낮추어 광효율이 높은 플라스틱 반투과반사 윈도우 시제(248)
품을 개발하였다 플라스틱 반투과반사윈도우 소재를 평가하기 위한 광학적 4)
기계적특성 평가기법을 확립하였다
기대효과5
본 과제에의한 플라스틱 반투과반사 윈도우의 시제품은 수입시판되고 있는 상용
소재와 동등이상의 특성을 나타내고 있어 향후 양산설비 및 양산공정연구에의한
소재의 국산화가 가능하다고 할 수 있다 또한 본 과제의 플라즈마 표면처리는
저온 표면처리를 요하는 광학용 플라스틱 소재의 표면처리에 활용될 수 있으며
광경화에의한 하드코팅공정은 기존 열경화방식과는 달리 화가 가능하며in-line
대량 양산체제를 갖출 수 있어 향후 큰 폭의 성장이 기대된다
- 6 -
목 차
제 출 문
요 약 서
목 차
제 1 장 서 론
제 장 관련기술의 이론적 배경2
제 절 플라즈마에의한 표면처리1
원리 및 구성1 Plasma Ion Beam Source
가 Magnet Array
나 Matching Box
다 Ion Optical Grid
이온원의 특성2
가 조절성 Ion Current
나 Ion Beam Uniformity
제 절 고진공 증착막의 균일성2
제 절 플라스틱 특성평가3
광흡수율1
내마모성2 (ASTM D1044)
접착력3
표면경도4 (ASTM D3363)
표면친수성 에너지5 ( )
제 장 플라스틱 반투과반사 윈도우 코팅공정개발3
제 절 플라즈마 이온원에의한 표면처리1
제 절 하드코팅공정연구2
전처리공정1
공정2 Dipping
경화공정3
- 7 -
제 3 절 고진공증착공정
증착공정개발1
가 증착물질 및 증착조건
나 측정값에의한 증착막의 두께분포
다 평행이송에 의한 균일성확보
시스템의 특성2 IBAD
가 증착시 온도의 변화
나 플라스틱의 Outgassing
제 4 장 시제품의 제작 및 특성분석
제 절 상용제품의 특성분석1
제 절 플라즈마 표면처리2
제 절 광경화에의한 하드코팅3
광경화 하드코팅공정1
시제품의 하드코팅층 물성평가2
제 절 고진공금속박막증착4
하드코팅막의 표면처리1
미세금속박막증착2
제 5 장 결론
제 절 연구결과1
제 절 향후전망2
참고문헌
- 8 -
표 차 례lt gt
표 극성용액의 물성[ 1]
표 기판에 대한 세척 코팅 접착력[ 2] PMMA Casting +
표 코팅제 종류 및 경화조건[ 3]
표 주요 증착 물질의 물성표[ 4]
표 주요 증착물질의 증착조건[ 5]
표 주요 물질의 기체방출율[ 6]
표 막의 두께측정결과[ 7] Hard Coating (SEM)
표 막에 대한 시험결과[ 8] Hard Coating
표 플라스틱 박막의 결과[ 9] HCAI Cross-Cut Tape Test
표 금속증착막의 특성분석결과[ 10]
표 반투과반사 윈도우 시제품의 특성표[ 11]
- 9 -
lt 그 림 차 례 gt
그림 의 구성도[ 1] Ion Source
그림[ 2] Ion Source Magnet Array(2x3)
그림 의 전기회로 개략도[ 3] Matching Box
그림 의 개략도[ 4] Ion Optical Grid
그림 에서의 변화[ 5] Optical Grid Potential
그림[ 6] RF Ion Source
그림 및 측정[ 7] Faraday Cup Ion Current
그림 에 따른[ 8] RF Power Ion Current Density
그림[ 9] Linear Ion Beam Porfile
그림 점증발원의 기학학적 해석[ 10]
그림 수식에의한 증착막의 두께분포[ 11]
그림[ 12] Taber Abrasion Tester
그림[ 13] Cross-Cut Tape Test
그림 스크레치 테스트 개념도[ 14]
그림[ 15] Water Wetting Angle(IBE 1KeV)
그림 포름아미드[ 16] Wetting Angle(lBE 1KeV)
그림 이온선량에 따른[ 17] Surface Energy
그림 에 따른 물과의 접촉각 변화[ 18] Ion Beam Energy
그림 초음파 세척장치[ 19]
그림 내부사진[ 20] Clean Room
그림 장치 유공압[ 21] Dip-Coating ( type)
그림[ 22] UV Dryer
- 10 -
그림 측정값에의한 증착막의 두께분포[ 23]
그림 금속박막의 시간에 따른 온도변화 비교[ 24]
그림 세라믹 박막의 시간에 따른 온도변화 비교[ 25]
그림 플라스틱 기판 유무에 따른 진공도 변화[ 26]
그림 반투과반사 윈도우 상용제품의 사진[ 27] SEM
그림 반투과반사 윈도우 상용제품의[ 28] RBS Spectrum
그림 표면개질 전후의 사진[ 29] AFM
그림[ 30] Wetting Angle Test
그림 시료의 크기 및 측정점[ 31]
그림 층의 단면 사진[ 32] Hard Coating SEM
그림[ 33] Steel Wool Scratch Tester
그림[ 34] Pencil Hardness Tester
그림 플라즈마 표면처리된 하드코팅막의 사진[ 35] AFM
그림 증착시스템[ 36] IBAD
그림 금속박막의 투과율[ 37] Spectrum
그림 금속박막의 전후면 반사[ 38] Spectrum
- 11 -
제 장 서 론1
국내전자산업은 정보통신 컴퓨터 전자부품 등을 주축으로 생산규모면에 있어서 세
계 위 로 주요생산국 중 하나이며 최근 디지털화 인터넷붐 등으로 매년5 ( lsquo00)
내외의 고속성장을 하고 있다 국내 전자산업은 전체산업의 약 의 비중을20 13
차지하고 있으나 일부 핵심부품 및 소재는 관련기술의 부족으로 일본 미국 등 관
련 선진국으로부터 수입에 의존하고 있어 이에 대한 대책 및 전략적 기술 개발에
의한 국산화가 시급한 실정이다 또한 플라스틱 소재는 높은 성형성 경량성 및 탄
성이 우수하여 자동차 항공기 가전제품 등 모든 산업분야에서 기존의 금속 유리
등 무기물을 급속히 대체하고 있으며 표면처리를 통한 플라스틱의 낮은 내열성 내
마모성 등의 단점을 보완하고 기능성을 개선함으로써 그 활용 폭이 지속적으로 확
대되고 있는 상황이다
플라스틱 반투과반사 윈도우는 년 일본 사의 에 첫 적1997 Sony Portable Audio
용된 후 첨단 전자제품에 급격히 파급되고 있으며 삼성 대우 등 국내 전자LG
업체에서도 디자인성이 높아 최근 첨단전제품의 전면에 반투과반사윈도우를 적극
채용하고 있는 추세이다 그러나 플라스틱 반투과반사 윈도우는 내부 광원으로부터
의 가시광은 투과하면서도 외부의 빛은 반사시키는 기능이 있어야하며 흡수율이
낮아 광효율이 높아야 하고 순수금속층을 수 십 나노 두께로 균일하게 코팅해야하
는 어려움이 있으며 더욱이 유기 물인 플라스틱과의 접착력을 높일 수 있는 플라
스틱 표면처리기술과 미세파티클 제어를 위한 청정기술 등을 필요로하는 복합적인
기술 제품이다 현재 국내 전자업체에서는 고가의 반투과반사 윈도우용 소재를 수
입하여 인쇄 및 가공 등 후가공 기술만을 확보하고 있어 코팅층의 박리 얼CNC
룩 접착력 저하 등의 발생시 문제해결에 한계가 있는 상황으로 관련기술 개발에의
한 플라스틱 윈도우 부품소재의 국산화 및 수입대체가 절실하며 국내 전자제품의
원가경쟁력 향상을 위해서도 시급히 개발되어야할 기술이다
- 12 -
본 과제는 플라즈마에의한 표면개질로 고분자 표면의 친수성증대 및 금속층과RF
의 접착력 향상을 위한 표면처리기술 유공압 디핑방식에의한 코팅층의 도포 및 자
외선에의한 광경화 하드코팅기술 전자선 증발 평행이송 및 매스크설계에의한 미세
금속박막 증착공정 기술개발 및 각 공정의 최적화를 통한 시제품을 제작하는 것이
며 아울러 플라스틱 반투과 반사윈도우소재의 기계적 광학적 특성 평가 기술을 확
립하는데 있다
- 13 -
제 장 관련기술의 이론적 배경2
제 절 플라즈마에의한 표면처리1
다양한 산업분야에서 광범위하게 적용되고 있는 플라스틱 소재는 높은 성형성 경
량성으로 인해 폭발적인 성장을 하고 있으며 최근에는 기존 금속 목재 등 무기물
을 급속하게 대체하고 있는 상황이다 그러나 플라스틱은 낮은 내열성 내마모성
마찰에의한 정전성 등의 단점을 갖고 있으며 특히 광학용 소재로 사용시 정밀세정
이 용이하지 않아 다양한 세정방법이 모색되고 있는 상황이다 일반적으로 플라스
틱 오염물은 초음파세척에 의해 제거가 가능하나 모재에 물리 또는 화학적으로 붙
어있는 이물질이나 모재 표면 자체가 갖고 있는 표면 거칠기(surface roughness)
등의 개선에는 한계가 있어 코팅층과의 박리가 발생하는 문제점이 있어왔다 최근
이러한 문제점을 해결하기 위해 저온 플라즈마 를 이용한 플라즈마 표면처(plasma)
리기술이 도입되고 있으며 더욱이 플라즈마는 플라스틱 표면에 친수성기를 활성
화할 수 있는 장점이 있어 코팅층의 접착력 향상에 있어 핵심적인 방법으로 평가받
고 있다 이 방법은 전리된 전자와 이온이 전기장에 의해 운동하면서 모재 표면에
충돌하여 표면에 존재하는 유무기물 등 오염물을 제거하고 미세에칭을 통해 표면
조도를 향상시키는 역할을 하는 것으로 알려져 있다 플라즈마 표면처리 장치에서
플라즈마 발생 장치는 고전압을 이용한 직류 플라즈마 원이 있고 주파수가 1356
혹은 그의 배수인 플라즈마 원 등이 있다 직류 플라즈RF (RF-plasma source)
마 원은 구조가 간단하고 사용하기 편리하지만 절연체가 두 전극 사이에 있을 경
우 절연체 표면에 전자가 쌓여서 또 하나의 음극을 형성하여 플라즈마가 형성되지
않아 절연체 표면처리에는 적용이 불가능하다고 활 수 있다 이런 이유로 본 연구
에서는 절연체인 고분자의 표면처리를 위해 및 를RF plasma source Optical Grid
이용한 를 적용하여 표면처리를 수행하였다Ion Beam source
원리 및 구성1 Plasma Ion Beam Source
내열성이 취약한 등 엔지니어링 플라스틱의 표면에 금속 및 세라믹박막PC PMMA
을 증착하기 위한 표면처리방법으로 상온에서 모재의 표면손상을 최소화할 수 있
는 저온 플라즈마 이온원의 활용은 필수적이라고 할 수 있다 본 과제에서는 플라
스틱 기판의 표면처리를 위해 의 를 적용하filamentless type RF ion beam source
였으며 개략적인 부품의 구성 및 작동원리는 다음과 같다
- 14 -
에서 발생된 는 의 을 따라 흐르면서 주변에RF generator microwave antenna coil
를 형성하고 동시에 는 를 형성하게magnetic field AC magnetic field electric field
된다 를 통하여 공급된 중에 존재하는 일부 은 형성된 MFC gas charged particle
내를 이동하면서 내부에서의 많은 중성입자들electic field gas discharge chamber
과 연속적인 충돌을 일으키고 차 충돌된 은 새로운 을 발1 particle charged particle
생시키며 형성된 내에서 연속적인 플라즈마를 생성하게된다 생성된magentic field
플라즈마 중 양이온은 ion optical 내의 양음극 전극사이의 에 의하여grid potential
밖으로 인출되도록 하여 특정 에너지를 갖는 이온을 얻는 것이다 이온원 플라즈마
의 을 위하여 사의 와generation Comdel 80 500W (Model CPS-500AS80)
를 사용하였으며 및 에 전압1356 RF generator Emitting grid accelerating grid
을 인가하기 위하여 의 를 사용하였다2KV DC power supply
적용된 는 의 조절에 의해 를 까지 조RF ion source RF power ion currrent 5~80 Aμ
절할 수 있으며 에 인가된 전압의 조절에 의해 의 에너지 조절grid 200~ 2000eV
이 가능하다 이온원은 크게 및 부 공급 및 부 magnet support gas discharge
부 부로 나눌 수 있으며 구성도는 아래 그림 과 같mat ching box optical grid [ 1]
다
그림 의 구성도[ 1] Ion Source
- 15 -
가 Magnet Array
의 설치목적은 전자의 나선형 운동을 유도함으로써 평균자유경로를Magnet array
길게하는데 있다 전자의 을 증가시켜 연속적인 플라즈마를 발생시키는 것 life time
이다 이온원에는 크기 인 를 사용하여 플라즈마의 20times30times10t 20times30times35t SmCo5
고온분위기에서도 자성을 쉽게 잃지 않으며 각각 개로 구성되어 개의 을 28 4 6 pile
이루고 있다 에의한 이온원의 자력분포는 그림 과 같다 Magnet array [ 2] Magnet
지지부는 강자성물질중의 하나인 순철이며 의 상하 주 quartz discharge chamber
변에는 판형을 이루고 있으며 부에 열전도계수가 높은 를 사용 flange Copper Rod
하여 플라즈마에 의해 발생된 열이 쉽게 방출되는 구조를 갖고 있다
그림[ 2] Ion Source Magnet Array(2times3)
나 Matching Box
의 고주파를 사용하는 는 의 출력Radio frequency linear ion source RF power
값에 상응하는 부의 값의impedance plasma discharge load impedance matching
여부가 의 특성을 크게 좌우하게된다 의 출력이Ion beam current RF generator
까지 모두 전달되어 효율적인 플라즈마를 발생시키기 위해서는antenna discharge
부의 가 가능한 적어 를 최소화되어야 바람직하나impedance reflecting power
값은 량 및 상태 주변환경 등의 변화에 매load impenance gas insulator ground
우 민감하게 반응하고 고주파의 노출시 각종전자장치 및 인체에 치명적일 수 있어
고주파의 에 각별한 주의를 필요로한다 의 값은 약shield antenna inductance 19 X
10-8 이며 사의H Jennings VVC(Vacuum Variable Capacitor 7 ~ 500 pF 5KV)μ
를 사용하여 값을 조절하였다capacitance
- 16 -
그림 의 전기회로 개략도[ 3] Matching Box
다 Ion Optical Grid
는 내부의 중 만을 인출Ion beam optical grid gas discharge chamber plasma +ion
시키는 역할을 한다 아래 그림 에서 와 사이에 [ 4] emitting grid accelerating grid
높은 을 인가하여 을 인출하고 외부에는 로써potential +ion decelerating grid
가 있어 외부의 및 의 유입을 방지하는 기능을 하ground electron charged particle
고 있다
그림 의 개략도[ 4] Ion Optical Grid
되는 은 사이의 차이 만큼의 에너지Emitting ion emitting-accelerating gird potential
를 갖게되며 작동시 의 인가전압을 조절함으로써 의 에너지를 조절emitting grid Ion
할 수 있도록 되어있다
- 17 -
그림 에서의 변화[ 5] Optical Grid Potential
각 는 의 일정한 간격을 유지하고 있으며 플라즈마 발생시 온도grid 08 ~ 12
에 의한 변형을 막기 위해 선팽창계수가 낮은 박판 소재를 사용하고 있titanium (1t)
다 본 과제어 적용된 는 아래 그림 과 같다 RF ion source [ 6]
그림[ 6] RF Ion Source
이온원의 특성2
가 의 조절성 Ion Current
의 특성은 개구부의 단면적이 인 에RF linear ion source 1 faraday cup DC
의 전압을 인가한 후 이온 전류를 측정하였다 그림 는27V [ 7] Ion source RF
의 조절에 의하여 의 가 조절되며 에power ion beam current density emitting grid
인가전압을 조절함으로써 의 를 조절할 수 있도록 되어 있다 Ion Beam energy Ar
O2 의 유량 는 인 조건에서 측정된gas 15sccm ion beam energy 1KeV ion beam
의 값은 그림 에 나타내었다current [ 8]
- 18 -
그림 및 측정[ 7] Faraday Cup Ion Current
그림 에 따른[ 8] RF Power Ion Current Density
그림 에서 알 수 있듯이 원자량 또는 분자량이 클수록 같은 에서 이[ 8] RF power
온 전류가 많이 생성되는 것을 알 수 있다 이는 질량이 무거울수록 미분산란 단면
적이 증가하여 이온화가 잘 되기 때문이며 는 공급을 Ion current density RF power
로 증가시킴에 따라 까지의 범위에서 비교적 선형적으로10~130W 5 ~ 38 Aμ
증가됨을 알수 있다 의 조절성 확보와 Ion beam current 5times10-4 ~ 3times10-5 의torr
넓은 작동영역은 플라스틱 표면처리의 다양한 적용을 가능하게 하였다
- 19 -
나 의 Ion Beam Uniformity
플라스틱 모재의 표면개질 및 에 사용된 는 대면cleaning linear ion beam source
적 기판의 표면처리에 있어서 의 균일성 확보는 필수적이라 할 수 있다ion beam
더욱이 플라스틱의 경우 친수성 증대를 위한 량의 적정영역 폭은 상대적ion dose
으로 광범위하지 않아 균일성이 낮을 시는 대면적 시료를 일괄처리할 수 없어 후공
정인 반사막 및 다층막의 부분적 박리 및 을 유발할 수 있다crack
와의 거리가 인 지점에서Optical grid 400 Ar 20 sccm RF 60W ion beam
는 각각 이고 진공도energy 05 1KeV 8x10-5 에서 측정된 의torr ion beam current
분포를 그림 에 나타내었다 의 는 로 시료크기[ 9] Ion Beam uniformity 82 500
이상의 대면적에서 사용가능하다고 할 수 있다
그림[ 9] Linear Ion Beam Profile
제 절 고진공 금속증착2
증착막의 균일성1 (uniformity)
본 개발에 사용된 의 은 수많은 전자의 충돌에의해 증Electron-Beam Gun crucible
착물이 되는 시발점이며 종종 점증발원으로 이상화되어 수학적으로 해evaporation
석되고 있다 이 때 증발된 물질은 불균일하게 방사형으로 퍼져 나가기 때문에 평
면 모재에 균일한 박막을 증착하기는 그리 쉽지않다 증발된 물질은 일반적으로
COS2의 법칙을 만족하여 증발된다고 알려져 있으며 이에 대한 대책으로 안경렌즈
등 광학 코팅업체에서는 형의 기판 를 설치하여 회전시키고 고정 를dome jig mask
제작하여 균일성을 확보하고 있다 그러나 본 과제와 같이 대면적 평판의 경우 장
단의 차가 매우 커서 회전방식을 이용할 경우 공간의 효율적 활용이 어렵고 증착물
의 소모가 너무 많은 단점이 있어 기판의 평행이송과 고정 를 복합적용하여mask
증착박막의 균일성을 확보코자 하였다
- 20 -
가 이론적 두께 분포
증발원의 형상 및 기판의 상대위치에 따른 박막의 두께분포는 수식에 의해 계산이
가능하며 점증발원에서 높은 거리에 있는 평면상의 중심 에서 만큼 떨어져 있 0 X
는 점에서의 막두께 는 기하학적 가정과 해석을 통해 다음과 같이 구할 수 있다t
그림[ 10]
m 증발량 h 증발원과 기판과의 수직거리
p 증착물질의 밀도 x 기판의 중심에서 측정하고자하는 미소평면과의 거리
그림 점증발원의 기하학적해석[ 10]
아래의 그림 은 점증발원 및 미소평면증발원인 경우 각각 평면기판상에 증착된[ 11]
막의 두께 분포를 수식에 의해 구한 결과이다
그림 수식에 의한 증착막의 두께분포[ 11] (H Macleod)
- 21 -
축은 중심에서의 두께에 대한 비를 나타내며 축은 점에서 측정하고자 하는 미Y X 0
소평면까지의 거리 와 증발원과 기판사이의 거리 에 대한 비를 나타내고 있다 중X h
심부에서 최대의 두께를 나타내며 가 인 부터는 급격한 변화가 있으나 연속 Xh 03
적으로 감소함을 알 수 있다
제 절 플라스틱 특성평가3
광흡수율1
가 의 구비조건 Spectrophotometer
파장범위는 를 측정할 수 있어야 한다1) 340 ~ 780nm
측정 파장 간격은 이하로하고 분광측정기의 사출 슬릿에서 나오는 방사2) 10nm
속의 유효 파장폭은 이하로 한다10nm
측광방식은 기준물체로 부터의 투과 광속 또는 반사광속의 비교 측정에 의한 것3)
으로 하고 측과의 정확성은 측광 범위 최대 눈금의 이내로 하고 반복 정밀도 1
는 이내로 한다05
분광측정기 파장눈금의 치우침은 분광 측광기의 투과 파장대에 대한 최대 강도4)
의 파장으로부터 이내로 한다1nm
나 측정방법
투과율 측정방법 시료면의 법선방향에서 분광 측정기의 사출 슬릿에서 나오는1)
평행에 가까운 광선속을 입사시켜서 그 투과광의 방향에서 간격의 파장에 10nm
대해 분광 투과율을 측정한다 기준 물체는 광로 중에 시료를 삽입하지 않는 경우
의 공기층으로서 그 분광투과율을 로한다1
반사율 측정방법 시료의 면에 대해서 법선에 대한 각도가 도를 초과하지 않2) 15
는 입사각으로서 분광 측정기의 사출 슬릿에서 나오는 평행에 가까운 광선속을 입
사시켜서 간격의 파장에 대해서 분광반사율을 측정한다 기준 물체로서는 절10nm
대 반사율 측정법에 따라 표준 거울면 반사체를 사용한다
- 22 -
흡수율 계산 금속박막의 광흡수율 은 전체 입사광 에서3) (A) 100 visual range
에서의 평균투과율(Tav 과 평균반사율) (Rav 의 을 뺀 광량을 다음식에서 구할 수 있)
다
광흡수율(A) = 100-(Tav+Rav)
다 평가시 주의사항
측정시 온도와 습도를 기록한다o Spectrophotometer
의 램프는 적어도 시험 분전에 켜 놓는다o Spectrophotometer 5
측정시 주변의 진동이 없도록한다o Spectrophotometer
표준 반사 시편은 주기적으로 평가하고 기록하여 보정계수를 수정한다o
내마모성2 (ASTM D1044)-TaberHaze Test
가 시험개요
이 시험 방법은 를 사용하여 시료표면에 를 발생시킨 후 광투Taber abraser haze
과율에 의한 값의 변화를 측정함으로써 표면의 내마모성을 평가하는 방법으haze
로 값이 클수록 내마모성이 나쁘고 작을수록 내마모성이 높다고 할 수 Haze()
있다
그림[ 12] Taber Abrasion Tester
- 23 -
나 시험방법
시료의 준비1)
시험할 시료는 깨끗하고 원형 혹은 사각으로 지름 이상 크기의 투명판상부재80
여야하며 두께는 이하가 바람직하다 시료의 중앙에는 홀가공되어 12 Taber
에 장착이 가능해야 한다Abraser
에의한 마모2) Taber Abraser
는 시편을 회전시키는 회전판과 회전하는 시편 표면에 접촉하여 표Taber Abraser
면을 마모시키는 두 개의 마모윤으로 이루어져 있다 시편을 회전판 위에 고정시킨
후 일정한 무게 를 갖는 마모윤을 시편 위에 올려놓아 하중을 가한 상태에서(500g)
마모윤과 시편을 동시에 회전시켜 표면을 마모시키는 장치로 하중 및 회전 cycle
은 시료에 따라 적용을 달리한다 시험환경은 온도 상대습도 23 plusmn 2 50 plusmn 5
이어야 하며 마모윤은 마다 교환해서 사용한다 100 cycle
측정3) Haze Valve
로 마모된 시편은 로 혼탁도 를 측정하여 내마모Taber Abraser Hazemeter (Haze)
성을 평가한다 는 투명판의 를 측정하는 장치로서 여기서 Hazemeter Haze Haze
란 시편이 얼마나 깨끗한가에 대한 척도이며 투명판에 빛을 비추었을 때 투명판을
투과하는 빛 중에서 입사광으로부터 보다 큰 각도로 벗어나는 빛의 백분율을25deg
뜻한다 한 시편 당 개 이상의 측정 점에서의 평균값을 구하고 마모 전에 측정 4
된 값과의 차 를 구한다haze Haze()
접착력3 (ASTM D3359)
코팅층의 접착력 평가를 위한 다양한 방법이 개발되고 있으나 대부분 금속 유리 등
무기소재가 주를 이루고 있으며 플라스틱과 같은 유기물과 코팅층과의 접착력을
정량적으로 평가하기에는 다소 한계가 있는 실정이다 일반적으로 가장 광범위하게
간단히 적용되는 방법은 이며 최근에는 임계하중값을 이용Cross-Cut-Tape-Test
하는 방법도 적용되고 있다scratch-test
가 Tape-Test 접착테이프 접착력시험법으로 그림 과 같이 칼로 간격으 [ 13] 1
로 개의 선을 직교하도록 긋고 접착테이프 사의 를 사용하여11 (3M 610)
한 코팅층 위에 밀착시킨 후 순간적으로 도 방향 테이프를 떼어 초cross-cut (45 )
기의 정사각형 수 개 와 시편에 잔존하는 코팅층의 정사각형 수를 비교함으로(100 )
써 부착력을 정량적으로 표현하는 방법이다 신뢰성 측면에서 곳이상에서 각 회 3 5
이상 실시 할 수 있다
- 24 -
그림[ 13] Cross-Cut Tape Test
나 Scratch Test 그림 과 같이 다이아몬드 팁이 달린 로 기 [ 14] Nano-indenter
판의 표면에 위치한 후 수직방향의 힘을 선형적으로 증가시키면서 동시에 수평방
향으로 기판을 등속으로 이송하여 표면의 긁힘 자국을 관찰한다 밀착력은 수평방
향의 전체 이송길이 에 대응하는 임계길이 에서의 임계하중을 간단한 비례식으로L
계산하여 밀착력 을 계산한다(N)
그림 스크레치 테스크 개념도[ 14]
표면경도4 (ASTM D3363)
가 개 요
플라스틱 코팅층의 표면경도는 경도값을 알고 있는 연필심을 이용하여 소재의 표면
경도를 평가하는 방법이다 분위기 온도범위와 습도 의 상 23 degC plusmn 2degC 50plusmn 5
대습도에서 시험한다
연필경도 단계는 다음과 같다
- 25 -
6B-5B-3B-2B-B-HB-F-H-2H-3H-4H-5H-6H-7H-8H
(Softer) (Harder)
나 시험 및 평가방법
경도를 알고있는 연필의 심 길이를 로하고 끝단을 심방향과 직각이도록1) 5~6
로 깍아 단면이 동심원이 되도록 준비한다 기계식 연필깍기 사포 등 사용90deg ( )
측정하려는 시편을 단단하고 수명한 면 위에 올려놓는다2)
준비된 연필을 시편면과 과가 되도록 올려 놓고 단단히 연필홀더에 고정시킨3) 45deg
다
연필심에 일정한 압력이 전달되도록 균일한 힘을 가하면서 균일한 속도로4) 65
이상을 전진시킨다
상기 번을 회 반복한다 확보된 다섯개의 경로선을 관찰하여 코팅층의5) 1234 3
긁힘여부를 확인한다
세개의 선 중 긁힘이 발생한 선이 있으면 아랫 등급의 연필을 사용하여 상기6)
를 반복한다12345
세개의 연필경로선 모두에서 긁힘 발생이 없으면 사용한 연필의 경도를 코팅층7)
의 표면경도로 기록한다
다 주의사항
시험전 시편의 표면에 오일 콤파운드 등을 제거하여 시험중 미끄럼발생이 없도
록 한다
시험중 연필심의 에지부에 크랙 파손이 발생할시에는 재가공후 시험한다
- 26 -
표면친수성 에너지5 ( )
플라스틱 모재의 향상을 위한 연구에 있어서 표면 특성의 정량적인 평가wettability
가 수행되어야 하며 직접적인 실험에 의한 향상정도를 확인할 수 있어야 한다 표
면 특성의 정량적인 평가로서 본 과제에서는 액체의 접촉각을 측정하여 표면에너지
를 구함으로써 향상정도를 비교할 수 있었으며 에 의해 향상됨cross-cut tape test
을 파악할 수 있었다 일반적으로 고체표면의 에너지는 표면의 형상조도에 의해 좌
우되는 와 극성작용기에 의한 의 합으로 계산된다dispersion force polar force
고체표면의 와 를 구하기 위해서는 물성을 알고있는 두dispersion force polar force
극성용액의 고체표면과의 을 측정함으로써 다음과 같이 간단히 계산wetting angle
할 수 있다
Wetting angle120563120574s
d Dispersion force of Solid120574ld Dispersion force of Liquid
120574sp Polar force of Solid
120574lp Polar force of Liquid
일반적으로 사용되는 극성용액은 차증류수와 용액을 사용하며 각 용액3 formamide
의 물성은 아래 표 과 같다[ 1]
표 극성용액의 물성[ 1]
각 용액의 을 측정하고 용액의 기지의 상수를 활용하여 상기식을 이wetting angle
용한 두방정식의 연립을 통하여 고체의 표면에너지를 계산하는 것이다 본 과제에
서는 의 에너지 및 량에 따라 고분자 및 하드코팅표면의ion beam dose wetting
을 측정하고 상기 식에 적용하여 표면에너지를 구할 수 있었으며 박막 증착angle
후 를 통하여 접착력의 향상을 확인할 수 있다cross-cut tape test
- 27 -
제 장 플라스틱 반투과반사 윈도우 코팅공정개발3
제 절 플라즈마 이온원에의한 표면처리1
산업전반에 걸쳐 광범위하게 사용되고 있는 플라스틱은 경량성 및 높은 생산성으로
인해 그 활용 폭을 점차 넓혀가고 있으나 플라스틱의 열에너지chemical reaction
에 의한 표면거칠기 열변형 무기물과의 접착력 등의 특성은 플라carbonization
스틱의 활용에 한계가 되고 있으며 이러한 문제를 해결하려는 연구개발이 다양한
분야에서 활발하게 진행되고 있다 특히 glow discharge electron beam arc
등의 방법으로 플라스틱 표면의 특성을 개선하기 위discharge corona discharge
한 연구가 이루어지고 있으며 일부 연구결과는 산업현장에서 적용되어 핵심공정으
로 자리를 잡고있다 본 과제에서는 에너지를 갖는 조사에 의한 고분자 ion beam
표면의 친수성을 높이고 표면에너지의 향상을 통하여 금속 무기물과의 를wettability
증진코자 하였다 수백 에서 수 의 에너지를 갖는 을 사용한 것과 KeV MeV ion beam
는 달리 내외의 에너지를 갖는 을 사용함으로써 플라스틱 표면의1KeV ion beam
큰 손상없이 만을 증진시켜 무기물과 고분자의 접착력이 혁신적으로 개wettabiIity
선되는 결과를 나타냈다
플라스틱 모재에 플라즈마 을 조사하여 의 량 변화에 따른ion beam ion beam dose
극성용액의 을 측정하였다 그림 는 의 에너지를wetting angle [ 15] ion beam 1
로 일정하게하고KeV O2와 이온 빔의 이온선량을Ar 1times1014 에서 1times1017 ion
의 범위로 변화시키며 조사하였을 때 증류수의 접촉각 변화를 나타낸 것이다
그림[ 15] Water Wetting Angle(lon Beam Energy 1KeV)
- 28 -
기판의 증류수에 대한 접촉각 측정은 플라즈마 이온빔 처리된 모재의 표면에 증류
수 를 각각 군데 떨어뜨린 후002 3 contact anglometer (Goniometer Model
를 사용하여 을 측정한 후 평균값을 취하였다G-1 ELMA Inc) wetting angle
플라스틱표면에 플라즈마 처리안된 시료의 증류수에 대한 접촉각은 였으며 플92deg
라즈마 표면 개질된 모재의 은 정도wetting angle 30deg (1times1017 로 떨어짐을ions )
확인할 수 있었다 표면에너지값을 구하기 위하여 포름아미드 용액의 접촉각을 같
은 방법으로 측정하였다 그림 이온선량이 증가하면서 접촉각이 조금씩 감소하[ 16]
는 경향은 증류수 접촉각 실험과 같은 경향을 보이고 있다
그림 포름아미드[ 16] Wetting Angle(Ion Beam Energy 1Kev)
물과 포름아미드 극성용액의 측정된 접촉각을 이용하여 플라스틱 모재의 표면에너
지를 구할 수 있었다 그림[ 17]
그림 이온선량에 따른[ 17] Surface Energy
- 29 -
표면거칠기에 큰 영향을 받는 의 경우 이온선량이 증가함에 따라dispersion force
대체적으로 완만한 변화를 보이고 있으나 의 경우 이온선량이 증가함에 polar force
따라 지속적으로 급격히 증가하여 이온선량이 1times1015 Ar+ 에서는ions 40 ergs
까지 도달하였으며 이온선량이 1times10 17 Ar+ 에 이르러서는 의ions 64 ergs
표면에너지까지 증가하여 초기의 보다는 배이상이 증가함을 알 수 있었30 ergs
다 이와 같은 변화는 이온 빔의 조사로 인하여 플라스틱 기판 표면에 free radical
이 생성되고 의 형성으로 설명되고 있다hydrophilic group
한편 의 에너지 변화에 따른 플라스틱의 표면에너지 변화를 알아보기 위 ion beam
하여 이온선량을 8x1016 Ar+ 로 일정하게 하고 의 에너지를ions ion beam
까지 일정하게 증가시키면서 물과의 접촉각을 측정하였다 그림1500eV [ 18]
그림 에 따른 물과의 접촉각 변화[ 18] Ion Beam Energy
플라스틱 종류별 차이는 있으나 대체로 내외였으며 이상에서는 점차40deg 1500eV
로 다시 증가하는 것을 보여주었다 으로 표면처리시 의 보다는 Ion beam ion energy
의 량에 지배를 받는 것으로 파악되었으며ion dose Ar+만의 조사보다는 02 분위기
에서의 Ar+ 조사시 효과가 높았으나 진공도가 낮아지는 점과 이 불안정하ion beam
다는 단점이 있어 Ar+ 만의 조사가 생산적용시에는 유리하다고 판단된다
- 30 -
제 절 하드코팅공정연구2
전처리 공정1
플라스틱 표면 상에 흡착 부착된 오일 미세먼지 지문 등 다양한 오염물은 하드코
팅 후 코팅층의 박리 핀홀 표면 얼룩 등의 다양한 불량을 초래할 수 있어 coating
액의 도포공정에 앞서 필수적으로 세정공정을 수행해야한다 본 과제에서는 초음파
세척방법을 전처리공정에 적용하여 하드코팅공정 연구를 수행하였다 그림 는 [ 19]
본 연구에 사용된 세척장치로써 세정액이 담긴 세정조 차 및 차 수세조와 탕세 1 2
조로 구성되어 있다
그림 초음파 세척 장치[ 19]
본 과제에서는 초음파를 기본적으로 사용하고 플라스틱 소재의 성형방법에 따라
표면특성 및 오염된 표면 이물질이 달라 각각 다른 공정 방법을 적용하였다
가 사출 및 압출 성형된 모재
대부분의 플라스틱 기판은 알카리 세제를 사용한 전처리공정으로 깨끗한 기판을 얻
을 수 있었으며 처리 후 부착력이 우수한 코팅층을 얻을 수 있었다 hard coating
세척순서는 아래와 같다
알카리 세제 수용액에 초음파 세척 분(1) 5 50~60 times 10
흐르는 수도물에 수세 대략 초(2) 10
증류수에 초음파 수세 분(3) 50~60 times 10
증류수에 탕세(4) 4 s 60~70
- 31 -
건조 분(5) 70 times 60
보관 에 보관(6) SUS box
나 성형된 모재 Casting
성형시 필수적으로 포함되는 모재의 이형성분을 제거하기위한 최적공정을Casting
파악하기 위해 세제의 농도 및 처리시간에 따른 실험을 수행하였다 실험은 1~
의 알카리 세제로 각각 분으로 나누어 초음파 처리하고 의 으10 5 10 30 50 IPA
로 분 범위내에서 시간을 달리하여 초음파 세척한 후 코팅제로3~10 A-104 hard
을 하였다 다음은 세척공정 순서이다coating
알카리 세제 수용액에 초음파 세척 분(1) 5 50~60 times 10
흐르는 수도물에 수세 대략 초(2) 10
수용액에 초음파 세척 분(3) 20~50 IPA 30~40 times 7~8
증류수에 초음파 수세 분(4) 50~60 times 10
증류수에 탕세(5) 4 s 60~70
건조 분(6) 70 times 60
보관 에 보관(7) SUS box
시편의 평가는 육안에 의한 얼룩의 유무확인과 에 의한 부착력cross-cut tape test
으로 판단하였다 알카리 세제와 농도가 각각 와 미만일 때는 오염 물질 IPA 5 50
이 완전히 제거되지 않아서 코팅막에 약간의 얼룩이 관찰되었으며 의 알카리 5
세제로 분 분간 초음파 세척과 분간 초음파 세척공정시에5 ~10 7 IPA hard coating
의 부착력이 우수하였고 코팅막에 얼룩도 발생하지 않았다
표 는 알카리세제와 수용액으로 세척된 기판위에[ 2] IPA PMMA casting hard
막을 형성시킨 후 코팅층의 부착력을 시험한 결과이다coating
표 기판에 대한 세척 코팅 접착력[ 2] PMMA Casting +
- 32 -
공정2 Dipping
하드코팅공정에 있어서 도포공정은 다양한 방법이 개발되어 있으며 본 과제에서는
두께조절성 액의 소모성 등을 고려해 디핑방식을 적용하였다 공정의 Dip-coating
개략적 방법은 다음과 같다
플라스틱 모재는 함수율이 높아 코팅전 모재건조를 실시한다(1)
플라스틱 모재에 묻어있는 먼지를 안에서 제전건으로 완벽히 제거(2) clean room
한 후 의 에 수직으로 고정시킨다dip-coater jig
시편을 코팅액이 담겨져 있는 코팅조에 일정한 속도로 하고 초간 유(3) dipping 10
지시킨다
의 인상속도를 조절 한 후 시편을 일정 속도로 인상한(4) Dip-coater (2~6 sec)
다
이 때 인상속도를 조절하여 코팅층의 두께를 조절할 수 있다 딥코팅시 분위기 습
도를 이하 온도 상온 코팅액 온도를 로 유지하여 액의 경시변RH 50 18 ~ 20
화를 최소화 해야한다 플라스틱렌즈 및 보안경 등 공정을 요하는 업 hard coating
체에서는 정도의 청정실에서 하드코팅을 실시하고 미만의 상대습class 1000 50
도 조건을 유지함으로써 대기 중의 먼지 부유물등에의한 오염을 최소화하고 있으
며 날씨변화에 따른 분위기 환경을 일정하게 유지하고 있다
코팅 분위기 조건의 변화는 경화 후 막에 에 의한hard coating particle pin-hole
과 현상 등을 일으킬 수 있으며 양질의 우수한 코팅막을 얻기가 힘들다 본hazing
연구에서는 인 의 을 설치하여 하class 1000 conventional air flow type clean room
드코팅공정을 실시하였다
그림 내부 사진[ 20]Clean room
- 33 -
내부에는 제전건 기 클린 오븐 광경화기 초음파세척장Clean room dip-coating
치 등의 설비를 구비하여 경화형 처리가 일괄적으로 처리됨으로써UV hard coating
우수한 물성의 하드코팅막을 얻을 수 있었다 그림 은 내부의 사 [ 20] clean room
진이며 작업시 내부온도는 습도는 이하를 유지하 hard coating 18~20 40RH
였다
전도체인 금속과 달리 플라스틱은 절연물질로 전기전하의 이동을 허용치 않아 마찰
등에 의하여 쉽게 정전기장을 형성하여 정전기장 내에 놓여있는 반대 극성을 갖는
입자를 끌어들이게 된다 이러한 입자를 제거하기 위해서는 플라스틱 표면 및 입자
의 극성을 중성으로 바꾸어 줌으로써 간단히 해결할 수 있다 본 과제에서는
공정 전에 공기를 이온화시켜 대량의 양 음이온을 발생시키는 장치인dipping
을 사용하여 을 제거할 수 있었으며 이물에의한 코팅층의Anti-Static-Gun particle
불량을 줄일 수 있었다
본 과제의 딥방식은 인상방식과 장치의 정밀성이 코팅특성을 좌우한다고 할 수 있
다 본 과제에 적요된 딥인상은 에의한 조의 인상 하강 방식으로 air-hydro type ㆍ
정숙성이 높은 방식이다
그림 장치 유공압[ 21] Dip-coating ( type)
- 34 -
실린더의 제어는 유공압 방식을 사용하였으며 이는 압축공기를 이용하여 유압실린
더를 제어하는 방식으로 공기의 압축성으로 인한 문제점을 개선한 것이다 즉 공기
압을 사용하면서 유압유니트와 같이 작동개시 때나 부하변동시에 접속구동이 가능
하고 저속 구동시 현상을 방지할 수 있는 유압실린더의 장점을 활용한 것 stick slip
이다 일반적으로 유공압은 실린더의 정밀정속구동 중간정지 이속제어나 로터리형
액츄에이터의 완속구동 등에도 많이 적용되고 있다 그림 은 본 실험에 사용한 [ 21]
유공압 방식의 장치로써 실린더와dip-coating air hydro type convertor coating
조 냉각 및 시스템 용량 사용 line filtering (chemical pump (10 min) 15 filter )ℓ
등으로 구성되어 있다
경화공정3
플라스틱 기판위에 경화형 액을 딥방식에의한 도포 후 에UV hard coating 50~70
서 분동안 시키고 램프 에의한 를 조사시키면3~5 pre-heating UV (200~400nm) UV
표면경도 및 내마모성이 우수한 막이 형성된다 표 에서는 본 연구에 사coating [ 3]
용되어진 코팅제 종류 및 경화조건을 나타내었다
표 코팅제 종류 및 경화 조건[ 3]
Maker Grade 용 도 경 화 조 건
사 국내L ( ) A-104GN 겸용PC amp PMMA파장UV lamp (250~360nm)
에너지UV 65~90mjcm2
사 국내H ( ) 0-299 용PMMA파장UV lamp (250~360nm)
에너지UV 60~85mjcm2
사 국외E ( ) C-220 겸용PC amp PMMAUV lamp 300Winch
이송속도 25ftmin
사 국외H ( ) B-8558 겸용PC amp PMMA파장UV lamp (250~360nm)
에너지UV 75mjcm2
본 과제의 광경화공정연구에 사용된 광경화기를 그림 에 나타내었으며 일반적[ 22]
인 광경화의 원리 및 메커니즘은 다음과 같다
가 경화원리 및 특징 UV
전자파 중 자외선 은 파장이 까지의 영역을 의미하고 있으나 경(UV) 10~400nm UV
화에 이용되는 파장범위는 대체로 이며 이 자외선이 화학작용에 유효200~400nm
한 것은 유기 화합물의 해리 분해반응을 일으킬 수 있는 강력한 에너지를 가지고
있기 때문이다
- 35 -
경화 메커니즘(1) UV
일반적으로 코팅제의 경화는 광개시제로부터 시작되는데 자외선이 갖는 에너지UV
에 의해 광개시제가 분해되어 라디칼 반응을 형성하여 반응을 유도할 수 있는 활성
체가 된다 이 활성체에 의하여 및 와 연쇄적으로 반응하여 망 monomer oligomer
상구조화된 고분자막이 형성되는 것이다
경화의 특징(2) UV
저온에서 경화가 가능하다 내열성이 좋지 않은 플라스틱 모재에도 고품질의(1)
막을 형성시킬 수 있다coating
경화속도가 빠르다 건조단위가 초단위로 설정되기 때문에 의 연속자동화가(2) line
가능하며 작업효율이 향상된다
예열시간이 짧아 신속한 작업이 가능하며 에너지가 절감된다(3)
운전관리가 간단하고 신뢰성이 높다(4)
그림[ 22] UV dryer
- 36 -
나 사 사양 UV dryer (EYE GRAPHICS model ECS-301G1)
종류 와 수은등(1) lamp metal halide
(2) lamp power 및 로 조절 가능 15KW 2KW 3KW
발광장(3) 250nm
반사판 집광형(4)
조사거리 으로 조절가능(5) 100 ~ 180
속도 으로 조절 가능(6) conveyer 08 ~ 8mmin
냉각 방식 공냉식(7)
제 절 고진공증착공정3
증착공정개발1
가 증착물질 및 증착조건
반투과반사 윈도우는 투과성과 반사성을 동시에 만족해야하며 일반적으로 금속박
막을 고진공증착함으로써 구현될 수 있다 이러한 금속박막은 진공영역에서 작업을
수행해야하며 스퍼터링과 증착이 주를 이루고 있다 그 중 스퍼터링 방법 e-beam
은 재현성이 우수하고 방식으로의 적용이 용이하다는 장점이 있으나in-line target
및 의 교체 초기조건설정 등이 용이하지 않아 본 과제에서는 다양한 재료cathode
를 코팅할 수 있는 을 적용하였다 유기물인 플라스틱상에 금속무기물e-beam type
의 접착력과 코팅후의 기계적 특성확보를 위해서는 다양한 증착공정 연구가 수행
되어야 한다 표 와 표 에 사용된 증착물의 물성과 증착조건을 각각 나타었 [ 4] [ 5]
다
표 주요 증착 물질의 물성표[ 4]
- 37 -
표 주요 증착물질의 증착조건[ 5]
나 측정값에 의한 증착막의 두께 분포
증착에 의한 증착막의 두께분포를 파악하기 위하여 크기의E-Beam 600 x500
위에 두께 의 증착속도 을 증착하였다 위치에 따른 증착glass 2500 AI ( 5 sec) Å Å
막의 두께를 측정하기 위하여 유리판 중앙부에서 바깥쪽으로 폭 간격 길이10 (
으로 등분하여 시편의 증착막두께를 으로 측정하였다 그림 계산30mm) 25 SEM [ 23]
에 의한 두께분포와 비교하였을 때 대체적인 경향은 비슷하지만 상대적으로 기울기
가 급함을 알 수 있다
그림 측정값에 의한 증착막의 두께분포[ 23]
두께측정시 사진에 의존한 측정이고 사용된 진공시스템은 이상화와는 거리가SEM
있어 약간의 차이가 발생되었다고 판단된다 측정된 값의 추세선을 구함으로써 고
정 의 제작시 로 활용할 수 있었으며 평행이송에 의한 균일성확보mask reference
연구에 참고데이터로 활용할 수 있었다
- 38 -
다 평행이송에 의한 균일성확보
기판의 평행이송과 고정 를 동시에 사용하여 두께가 균일한 박막을 제작하고mask
자 하였다 를 평행이송하여 동서방향의 균일성을 확보하고 이때 등두께를 기준 Jig
으로 동서방향을 등분하여 평면으로 이상화 해 구간내에서의 선의 형상을 두께13
기울기에 비례한 형상을 구현한 고정 를 제작하여 남북방향의 균일성을 확보하mask
고자 하였다 평행이송은 로 회전수를 inverter motor(LG -KMI400K1) 0~160rpm社
으로 조절하면서 이송하였으며 고정 는 기판이송방향의 직각방향에 대한 균일 mask
성만을 고려하여 설계제작하였다 그러나 에 의한 가림과 이송시 증착영역을 mask
벗어남으로 인해서 생기는 증착물 가 크다는 단점이 있었으며 고정 의 형loss mask
상은 증착물 증착율에 따라 다소 차이가 있어 여러 세트를 구비해야만 했다 수차
례 실험을 통해 증착물별 를 제작할 수 있었으며 평행이송속도를 증가시키고mask
왕복이송 횟수를 증가시킴으로써 이내의 균일성을 확보할 수 있었다10
시스템의 특성2 IBAD
가 증착시 온도의 변화
플라스틱 기판은 내열성이 낮아 열원에 장시간 노출되면 열변형과 함께 탄화되고
이 발생하여 박막물성에 악영향을 미칠 수 있으며 증착막과 비교하여out gassing
평균 수 십배 이상 선팽창계수가 높아 선팽창 차에 의한 박막의 과 박리를 일crack
으킬 수 있다 본 연구에서는 증착시 플라스틱에 미치는 분위기 온도의 영향을 파
악하고 적정 증착조건을 파악하기 위하여 금속 및 세라믹으로 나누어 증착시 분위
기온도 변화를 측정하였다
금속물의 시간에 따른 온도 변화(1)
은 분후 약 도정도 상승하여 시간에 따른 온도 변화가 거의 없었지만 은AI 10 3 Cr
약 도가 상승하여 급격한 상승을 보이고 있어 증착시 온도변화를 주목할 필요가12
있었다 더욱이 은 증착율이 높을수록 박막이 형태로 증착되어 반사율을 Cr granule
저하시키는 원인이 되었으며 막 자체에 도 많이 발생되었다 반투과반사 윈도crack
우 제작을 위한 금속박막 물질로는 보다는 이 온도측면에서 유리하다고 판단Cr AI
되었으며 아래의 그림 에 금속박막의 시간에 따른 온도의 변화를 비교하였다[ 24]
- 39 -
주) 증착률Al -10 sec EC-260~280Å
증착률Cr -10 sec EC-65 ~ 95Å
그림 금속박막의 시간에 따른 온도변화 비교[ 24]
세라믹의 시간에 따른 온도 변화(2)
세라믹은 금속과 달리 일반적으로 가 매우 높아 증착시 분위기온도melting point
상승이 매우 컸다 측정된 세라믹의 시간에 따른 온도의 변화는 그림 에 나타 [ 25]
내었다
주) SiO2 증착률 -10 sec EC-45 ~ 60Å
TiO2 증착률 -10 sec EC- 175Å
AI2O3 증착률 -10 sec EC-180~260Å
그림 세라믹박막의 시간에 따른 온도변화 비교[ 25]
- 40 -
그 중 SiO2 TiO2는 분 경과후 가량의 비교적 완만한 온도변화를 보이고 있10 10
으나 AI2O3는 가량의 급격한 온도상승을 보여 고증착율에서의 사용에는 한계30
가 있었다 실증착시에는 의 를 낮춤으로써 증착율 E-gun emission current 3~5 Å
내에서 증착하여 급격한 온도상승을 막을 수 있었다 AI2O3은 경도가 매우 높고 증
착시 조밀도가 높아 보호막으로 많이 사용되는 증착물이다 그러나 본 실험에서는
증착시 열발산이 특히 심하고 증착율을 낮추어도 온도가 급상승하여 증착시 crack
이 쉽게 발생하여 플라스틱 기판에는 부적합하다고 판단되었다
나 플라스틱의 Out gassing
기체방출 은 진공용기 속에서 사용하는 물질의 표면이나 내부에 흡착(out gassing)
되어 있던 분자들이 방출되는 현상을 의미하며 진공조의 압력상승 및 박막의 물성
에 큰 영향을 미치게 된다 또한 고진공 에서 배기시간을 증가시키고 최저 system
도달 압력을 결정짓는 직접적인 요인이 된다 표 는 주요 물질의 기체방출율을 [ 6]
나타낸 것이다
표 주요 물질의 기체방출율[ 6] (Pa m3sm2)
본 연구에서는 플라스틱 기판 장입 유무에 따라 의 영항에 의한 진공도out gassing
의 변화를 알아보기 위하여 진공조 내부에 기판 를 장입한PC (250times65times3 ) 10ea
후 진공도를 측정함으로써 장입전과 비교하여 변화가 있음을 알 수 있었으며 측정
된 값은 그림 에 나타내었다[ 26]
- 41 -
그림 플라스틱 기판 유 무에 따른 진공도 변화[ 26]
그림 의 결과에서 나타나듯이 플라스틱 기판의 장입시 배기속도가 다소 늦[ 26] (PC)
어짐을 알 수 있었으며 이는 플라스틱 모재가 함유한 수분 등의 에 의out gassing
한 차이로 보여진다 기체 방출률은 표면상태나 세척정도 등에 의해 크게 baking
좌우된다고 알려져있어 본 연구에서는 진공조 내부의 에 세심한 주의를 cleaning
기울였으며 함수율이 높은 플라스틱 기판의 세척공정과 함께 건조공정을 확립하고
을 설치하여 플라스틱 기판이 진공조에 머무는 시간을 최소화함load lock system
으로써 플라스틱 모재로 인한 을 최소화할 수 있었다 out gassing
- 42 -
제 장 시제품제작 및 특성분석4
제 절 상용제품의 특성분석1
본 과제의 반투과반사윈도우 개발을 위해서 일본 상용제품의 특성을 분석하였다
일본제품의 측정결과 상하부는 이며 층의 두게는SEM 147 121 m Top coatingμ
로 층보다는 다소 얇은 코팅층이였다 또한 금속박막층은106 m Base coating μ
으로 관찰이 용이하지 않으나 및 에 근거한 추정결과 내SEM RBS SEM data 20nm
외로 판단되었다 아래 그림 은 상용제품의 모재 상하면의 단면 사진이다 [ 27] SEM
그림 반투과반사 윈도우 상용제품의 사진 상 하단면[ 27] SEM ( )
그림 은 일본제품의 분석 결과이다 이온을 조사하였고 이 때[ 28] RBS He2+
는 였으며 고에너지에의한 플라스틱 표면의 손상을 줄이기beam energy 224MeV
위해 이온 량을 으로 낮게 설정하였다dose 80 C μ
그림 반투과반사 윈도우 상용제품의[ 28] RBS Spectrum
- 43 -
분석결과 표층에는 내외의 이 관찰되었으며 내부로 됨에 따라 유20nm AI etching
기물이 지속적으로 관찰되고 있음을 알 수 있다 그림 과는 달리 표면에 [ 27] top
층이 존재하지 않으며 표면에서는 층만이 존재함을 알 수 있다coating AI
제 절 플라즈마 표면처리2
플라스틱 반투과반사 윈도우 시제품제작을 위해 플라즈마 이온빔을 조사하여 플라
스틱 모재의 표면처리를 수행하였다 플라즈마는 의 고순도 의 999999 20 sccm
를 공급하면서 를 사용하여 발생시켰다 이 때 는Ar gas RF power RF Power 80W
였으며 는 로 설정하여 모재가 장착된 지그를 좌우 이송하 Ion Beam energy 1KeV
면서 표면처리공정을 수행하였다 는 Base Pressure 12times10-6 였으며torr Working
는Pressure 5x10-4 였다 조사시간은 로torr Ion Beam 120sec 5times1017 Ar+ ions
의 였다 그림 는 에의한 표면처리 후 표면의 상태를 보기위한dose [ 29] ion beam
사진이다 의 면적을 하였으며 곳을 측정하여 평균값을 취AFM 1 x 1 scanning 5
하였다 조사 전후 표면의 거칠기 는 에서 로 다소 증가하였으 Ion (Ra) 55 589Å Å
나 플라스틱의 표면에는 큰 손상을 주지는 않는 것으로 파악되었다
그림 표면개질전후의 사진[ 29] AFM
그림 은 표면처리후 플라스틱 모재 상에 증류수를 떨어트려 을[ 30] Wetting angle
측정한 결과이다 표면처리 전 의 이 로 크게 줄여 들어 722 deg Wetting angle 171 deg
표면친수성이 크게 향상되었음을 알 수 있다
- 44 -
그림[ 30] Wetting Angle Test
제 절 광경화에의한 하드코팅3
광경화 하드코팅공정1
반투과반사 윈도우로 사용되는 플라스틱 소재는 낮은 내열성과 표면경도로 인해 코
팅층의 내구성 높이는데 한계가 있어 유무기계 막을 형성시킴으로써 표hard coating
면경도나 내마모성 등의 기계적 특성을 크게 향상시켰으며 코팅후 소재의 내마모
성 표면경도에 대한 평가를 수행하였다 하드코팅 공정에 있어서 가장 유의해야할
사항 중 하나는 공기 중 무수히 존재하는 미세먼지 및 파티클에의한 코팅층의 오염
이라고 할 수 있다 코팅층에 포함된 파티클은 코팅액의 흐름과 두께불균일성을 발
생할 수 있으며 더욱이 투명제품의 파티클은 제품불량에 있어서 주요요인이라고
할 수 있다 미세 파티클은 세척공정에서부터 경화 후 포장공정에 까지 일관되게
제어되어야 하며 양압에의한 클린룸을 필요로 하고 있다 더욱이 도포 및 경화조건
은 온습도 매우 민감하여 클린룸에 의한 항온항습이 필수적이라고 할 수 있다 본
과제에서는 헤파필터에 의한 의 항온항습 클린룸에서 하드코팅공정을Class 1000
수행하였다
막의 두께 균일성을 파악하기 위하여 측정위치를 변화시키면서Hard coating SEM
에의한 두께를 측정하였다
가 측정 방법 인 플라스틱기판을 대략 정도 250 X65 X3(t) 150 dip-coating
하여 기판을 아래 그림 과 같이 크기로 등분 한 후[ 31] 65cmX25cm 5 (1) (2)
샘플을 로 절단하여 단면가공 후 으로 관찰하였다(3) 10 X 4 SEM
- 45 -
그림 시료의 크기 및 측정점[ 31]
나 측정 결과 시료의 각 위치에서의 코팅층 측정두께를 표 에 나타내었다 아 [ 7]
울러 단면 사진을 그림 에 나타내었다SEM [ 32]
표 막의 두께 측정 결과 사용[ 7] hard coating (SEM )
그림 층의 단면 사진[ 32] Hard coating SEM
시제품의 하드코팅층 물성평가2
플라스틱 반투과반사 윈도우용 소재는 표면경도 접착력 내마모성 등 waveness
다양한 물성들을 만족시켜야 한다 물성시험을 위한 시료는 상에 코 PMMA A-104
팅액을 속도로 인상하여 광경화공정을 통해 제작되었다2 s
- 46 -
가 내마모성
하드코팅된 소재의 내마모성은 를 사용하여 물성평가를 실시하였steel wool tester
다 은 를 사용하였으며 하중은 을 유지하였고 왕복회수는 Steel wool 0000 1kg 50
회로 설정하여 시험 후 각 시편의 스크레치 발생 정도를 비교분석함으로써 코팅층
을 평가할 수 있었다 그림 은 자체에서 설계 제작한 [ 33] steel wool scratch
의 사진이며 사양은 다음과 같다tester
기계규격 670 times 265 times 370①
로울러 지지축 운동규격 20 times 158 times 304 ( 120 )②
로울러 12 times 50③ empty회전축 모터와 연결축 11 ( )④ empty무게추 고정봉 5 times 80⑤ empty무게추 500g 2 ea 200g 4 ea 100g 4 ea⑥
밸런스 추 295g⑦
로울러축 지지대 20 times 24 times 62⑧
이동 정반 8 times 168 times 372⑨
시험품 고정판 40 84 times 150 ( 2 ea )⑩
가압 핸들 5 times40⑪
그림[ 33] Steel Wool Scratch Tester
나 표면경도
막은 내마모성과 표면경도에서 한계가 있는 플라스틱 표면특성을 향Hard coating
상시키기 위해 수행되었으며 딥방식에의한 도포와 에의한 광경화공정을 적용하 UV
였다
- 47 -
그림[ 34] Pencil Hardness Tester
딥 도포공정에서 인상속도를 로 유지하였다 표 는 플라스틱 모재 위에4 sec [ 8]
다양한 의 제를 사용하여 코팅한 실험 결과이며 표면연필경도는grade hard coating
로써 모재의 경도보다 단계 상승하였으며 코팅제로 막을4~5H 3~4 A-104 coating
형성시킨 경우 내스크레치성에서도 하중 하에서 으로 1kg steel wool 0000
막 위를 회 왕복하였을 때 막에 스크레치가 거의 발생하지 않았coating 50 coating
다
표 막에 대한 시험 결과[ 8] Hard coating (4 s)
- 48 -
제 절 고진공금속박막증착4
하드코팅막의 표면처리1
그림 플라즈마 표면처리된 하드코팅막의 사진[ 35] AFM
하드코팅막은 등 무기물을 다량 함유하고 있는 유무기의 혼합물질이다 고분silicon
자와는 달리 하드코팅막은 이온선량의 넓은 범위에 걸쳐서 증류수와의 접촉각이 매
우 낮았다
결과 막에 있어서는Water drop test hard coating 3times1015 ~ 4times1017 Ar+ ions
의 범위내의 량으로 증류수의 접촉각이 낮음을 알 수 있었다 증착막의 접ion dose
착력 향상정도를 확인하기 위하여 이온선량을 변화시키며 하드코팅층 표면에 dose
량에 따라 Ar+ 을 조사한 후 의 박막을 증착하여ion beam 100nm AI cross-cut
를 수행하였다 표tape test [ 9]
표 플라스틱 박막의 결과[ 9] HCAI Cross-cut tape test
하드코팅층의 에 의한 표면처리전 결과는 플라스틱에서처럼 모두 박리 되ion beam
었으나 의 량ion beam dose 5x1015 ~ 1x1017의 범위에서는 모두 접착력이 우수함
을 알 수 있었다 이는 하드코팅층위에 일부 무기질 재료가 포함되어 금속 박막과
의 친화성이 강하기 때문으로 판단되며 일반 고분자와는 달리 내열성이 매우 우수
하여 의 고에너지에서 수십분간의 조사에서도 표면에 탄화되는 경향이 없15 KeV
었다
- 49 -
미세금속박막증착2
플라스틱 반투과반사윈도우의 미세금속박막은 당사에서 보유하고 있는 고진공
시스템을 사용하여 증착하였다 그림 시스템을 구비하고 있IBAD [ 36] LoadLock
는 본 장비는 가 장착되어 있으며 모재의 평행이송과 를RF Plasma source Mask
사용하여 두께 균일성을 확보하였다
그림 증착 시스템[ 36] IBAD
반투과반사미러에 사용된 금속은 의 사의 을 사용하였다 당사에서9999 Cerac AI
보유하고 있는 4x10-6 진공도에서 을 사용하였다 증착시torr e-beam gun
는 증착율은 였으며 상하 좌우의 을 통Emission Current 280 5 sec Sweeping Å
해 균일한 증착율 유도하였다
그림 금속박막의 투과율[ 37] Spectrum
- 50 -
그림 금속박막의 전후면 반사[ 38] spectrum
사의 로 측정된 가시영역에서의 투과 반Hitachi U-2000 UV-Vis Spectrophotometer
사 을 그림 그림 에 나타내었다 각각의 투과반사율을 가시영spectrum [ 37] [ 38]
역에서의 평균값을 구한뒤 아래 표와 같이 흡수율을 구하였다 제작된 시제품의 흡[
수율은 였다248
표 금속증착막의 특성분석결과[ 10]
No 항 목 평 가 방 법 시 험 결 과
1 접 착 력 Cross-Cut 100100
2 투 과 율 Spectrophotometer 445
3 반사율 전면( ) Visual Range 307
4 반사율 후면( ) Visual Range 171
5 흡 수 율 Visual Range 248
- 51 -
제 장 결론5
제 절 연구결과1
플라즈마 표면처리공정연구 광경화에의한 하드코팅공정연구 고진공증착에의한 미
세 금속박막 증착연구개발을 통하여 수입되고 있는 플라스틱 반투과반사윈도우 소
재를 개발하였다 현재 상용되고 있는 수입소재의 기계적 광학적 특성을 분석을 통
하여 개발 목표치를 설정하였으며 최적 공정개발에의한 시제품제작을 완료하였다
시제품의 평가항목 및 특성치를 아래 표 에 나타내었다[ 12]
표 반투과반사윈도우 시제품의 특성표[ 12]
평 가 항 목 특성치 비 고
광흡수율1 () 248 분광기 기준30T
내마모성2 () 28 자체기준( haze)
접착력3 (x100) 100 회ASTMD3359 10
표면경도4 (H) 5 ASTMD3363 Mitsu-B
표면친수성5 (deg ) 171 Anglometer
미세파티클6 (1um) 01 Clean Room
본 과제 수행에의한 개발목표를 달성할 수 있었으며 주요기술개발내용은 다음과
같다 플라즈마를 이용하여 고분자 표면의 친수성 를 크게 높였으며 1) RF (171deg )
금속박막과의 접착력 을 크게 향상시켰다 광경화에의한 하드코팅공정(100100) 2)
개발에의해 플라스틱 표면경도 및 내마모성 을 크게 향상시켰다 고진(5H) (28) 3)
공 증착공정개발에의해 금속박막의 흡수율 을 크게 낮추어 광효율이 높은(248)
플라스틱 반투과반사 윈도우 시제품을 개발하였다 플라스틱 반투과반사윈도우 4)
소재를 평가하기 위한 광학적 기계적특성 평가기법을 확립하였다
- 52 -
제 절 향후전망2
개발된 플라스틱 반투과반사 윈도우는 플라스틱의 낮은 내열성과 표면경도 흡수율
을 개선하기 위한 것으로 최근 전자제품 정보통신부품 등 첨단전자제품에 적극 채
택되고 있다 특히 휴대폰 및 디스플레이의 투과창 소재가 기존 에서 투명플 glass
라스틱으로 적극 채택되면서 관련 공정기술개발과 함께 소재특성을 위한 다양한 연
구가 활발히 추진되고 있으며 선진국에서는 개발완료에 따른 양산체제 구축으로
전세계 시장을 석권하고 있는 상황이다
본 과제에의한 플라스틱 반투과반사 윈도우의 시제품은 수입시판되고 있는 상용소
재와 동등이상의 특성을 나타내고 있어 향후 양산설비 및 양산공정연구에의한 소
재의 국산화가 가능하다고 할 수있다 또한 본 과제의 플라즈마 표면처리는 저온
표면처리를 요하는 광학용 플라스틱 소재의 표면처리에 활용될 수 있으며 광경화에
의한 하드코팅공정은 기존 열경화방식과는 달리 화가 가능하며 대량 양산in-line
체제를 갖출 수 있어 향후 큰 폭의 성장이 기대된다
- 53 -
참 고 문 헌
1 Oleg A Popov ldquoHigh Density Plasma Sourcesrdquo NOYES Publications(1995)
전자기술연구회 초음파 응용 기문사2 ldquo ( 1997)
임준섭외 명3 4 ldquoImprovement in Surface Hardness of Plastic Surface Mirrorrdquo
Korea-Russia Symposium(1998)
4 Lan G Brown ldquoThe Physics and Technology of Ion Sourcerdquo John Wiley amp
Sons(1989)
이규환 외 명 진공증착법으로 제조된 박막의 밀착성에 관한연구 한국5 4 ldquo AI-Cr rdquo
표면공학회지 VoI27No1Feb(1994)
한성남 외 명6 4 ldquoImproving Wettability of Polycarbonate and adhesion with
aluminum by Ar+ ion irradiationrdquo JMaterial Res Vol9 Sep(1995)
한성남외 명 표면에 아르곤 조사와 친수성증대7 4 ldquoPolymethylmethacrylate rdquo The
Korean Physical Society Vol8No2 Mar pp193~198(1995)
인하대 광기술교육센터 광학시스템의 설계 및 평가 인하대 광기술교육센터8 ldquo rdquo
(1999)
임준섭외 명9 5 ldquoEffect of Ion Beam Assisted Cleaning on Adhesion of AI to
Polymer Substrate of PC and PMMArdquo Asian Finish lsquo98(1998)
10 CJ Brinker and GW Scherrer ldquoSol-Gel Science The Physics and
Chemistry of Sol-Gel ProcessingrdquoAcademic Press NY(1990)
아주공업 주 표면처리 기술을 이용한 자동차용 후사경 개발 산업자11 ( )rdquoPlasma rdquo
원부 최종보고서(2000)
고성진외 명 자동차용 플라스틱 미러와 그 제조방법 아주공업 주12 2 rdquo rdquo ( )(2002)
아주공업 주 플라즈마 기술을 이용한 오토바이 헬멧용 무적쉴드개발 중소기13 ( ) ldquo rdquo
업청 최종보고서(2002)
박원규 졸겔법의 응용과 제품 명현문화사14 rdquo rdquo (1999)
홍진후 경화코팅 조선대학교 출판부15 rdquoUV rdquo (2002)
- 2 -
별지 제 호 서식[ 4 ]
중소기업 기술혁신개발사업 최종보고서
업 체 명아주 공업 주식회사(Tel 053) 615-4000)
주소711-855대구시 달성군 논공읍 본리 29-27
기술개발과 제 명
분야 기계소재 표면처리 (110604)플라즈마를 이용한 플라스틱 반투과반사윈도우 코팅기술개발
대 표 자 김 은 엽
과제책임자 고 한 범
개발기간 년 월 일 년 월 일2002 7 1 ~2003 6 30 위탁기관
계획대비목표달성도() 10 20 30 40 50 60 70 80 90 100
개 발 완 료 시 기 년 월2003 6
중소기업기술혁신개발사업운용요령 제 조의 규정에 의하여 최종보고서를 제출21합니다
붙임 중소기업 기술혁신개발사업 최종보고서 부1 8 개발사업비 집행내역보고서 부2 8 기술료 납부 동의서 부3 2 기술혁신개발자금 사용내역 장부 사본 부4 ( ) 1 자금집행 영수증철 사본 부5 ( ) 1 관리통장 사본 부6 1
년2003 8 월 29 일
주관기업 아주공업 주식회사
대 표 자 김 은 엽 직인( )
중소기업청장 귀하
- 3 -
제 출 문
중소기업청장 귀하
본 보고서를 플라즈마를 이용한 플라스틱 반투과반사 윈도우 코팅기술개발에 관한ldquo
중소기업 기술혁신개발사업 개발기간 과제의 최종보고서로rdquo ( 200271 2003630)~
제출합니다
년 월 일2003 8 29
주관 기업 아주공업주식회사
과제책임자 고 한 범
연 구 원 유 영 주
연 구 원 김 홍 일
연 구 원 공 인 수
- 4 -
요 약 서 초 록( )
과 제 명 플라즈마를 이용한 플라스틱 반투과반사윈도우 코팅기술개발
주 관 기 업 아주공업 주식회사 과제책임자 고 한 범
개 발 기 간 월2002 7 1 2003 6 30 ( 12 )~
총개발사업비
천원( )
정부 출연금 72000총 개 발
사 업 비96200
기업부담금현금 7300
현물 16900
위탁연구기관
개발참여기업
주요기술용어
개(6~10 )플라즈마 플라스틱 반투과반사 고진공증착 윈도우 흡수율
기술개발목표1
본 과제는 플라즈마 표면처리 광경화형 하드코팅 고진공증착공정개발을 통하여
플라스틱 반투과반사 윈도우 시제품을 제작하는 것이며 구체적인 항목 및 목표
치는 다음 표와 같다
No 평 가 항 목 단 위 개발 목표치
1 광흡수율 기준(30T ) 25
2 내마모성( Haze) 3
3 접착력 회(10 ) times100 10
4 표면경도(Pencil) H 4
5 표면친수성 10
6 미세파티클(1um) ea 01
기술개발의 목적 및 중요성2
국내 전자산업은 정보통신 컴퓨터 전자부품 등을 주축으로 생산규모면에 있어
서 세계 위 로 주요생산국 중 하나이며 최근 디지털화 인터넷붐 등으로5 ( lsquo00)
매년 내외의 고속성장을 하고 있다 그러나 규모의 성장에도 불구하고 전자20
산업의 핵심부품 및 소재는 관련기술의 부족으로 일본 미국 등 관련 선진국으로
부터 수입에 의존하고 있어 이에 대한 대책 및 전략적 기술개발에의한 국산화가
필요한 상황이다 특히 수입되는 소재 중 플라스틱 반투과반사 윈도우는 국내에
서 인쇄 및 가공 등 후가공 기술만을 확보하고 있어 코팅층의 박리 얼룩CNC
접착력 저하 등의 발생시 문제해결에 한계가 있는 상황으로 관련 기술개발 에의
한 플라스틱 윈도우부품소재의 국산화 및 수입대체가 절실하며 국내 전자제품의
원가경쟁력과 개발기술의 파급효과를 고려할 때 개발의 필요성이 높다고 할 수
있다
- 5 -
기술개발의 내용 및 범위3
본 과제의 기술개발은 플라즈마 표면처리기술 광경화에의한 하드코팅기술 고진
공증착에의한 미세금속박막공정연구로 크게 구분할 수 있다 각 공정기술 개발에
의한 플라스틱 반투과반사윈도우 시제품을 제작하는 것이며 시제품의 특성평가
기술을 확립하는 것이다
기술개발 결과4
본 과제 수행에의한 주요기술개발내용은 플라즈마를 이용하여 고분자 표1) RF
면의 친수성 을 크게 높였으며 금속박막과의 접착력 을 크게 향( 171deg) (100100)
상시켰다 광경화에의한 하드코팅공정개발에의해 플라스틱 표면경도 및 2) (5H)
내마모성 을 크게 향상시켰다 고진공 증착공정개발에의해 금속박막의(28) 3)
흡수율 을 크게 낮추어 광효율이 높은 플라스틱 반투과반사 윈도우 시제(248)
품을 개발하였다 플라스틱 반투과반사윈도우 소재를 평가하기 위한 광학적 4)
기계적특성 평가기법을 확립하였다
기대효과5
본 과제에의한 플라스틱 반투과반사 윈도우의 시제품은 수입시판되고 있는 상용
소재와 동등이상의 특성을 나타내고 있어 향후 양산설비 및 양산공정연구에의한
소재의 국산화가 가능하다고 할 수 있다 또한 본 과제의 플라즈마 표면처리는
저온 표면처리를 요하는 광학용 플라스틱 소재의 표면처리에 활용될 수 있으며
광경화에의한 하드코팅공정은 기존 열경화방식과는 달리 화가 가능하며in-line
대량 양산체제를 갖출 수 있어 향후 큰 폭의 성장이 기대된다
- 6 -
목 차
제 출 문
요 약 서
목 차
제 1 장 서 론
제 장 관련기술의 이론적 배경2
제 절 플라즈마에의한 표면처리1
원리 및 구성1 Plasma Ion Beam Source
가 Magnet Array
나 Matching Box
다 Ion Optical Grid
이온원의 특성2
가 조절성 Ion Current
나 Ion Beam Uniformity
제 절 고진공 증착막의 균일성2
제 절 플라스틱 특성평가3
광흡수율1
내마모성2 (ASTM D1044)
접착력3
표면경도4 (ASTM D3363)
표면친수성 에너지5 ( )
제 장 플라스틱 반투과반사 윈도우 코팅공정개발3
제 절 플라즈마 이온원에의한 표면처리1
제 절 하드코팅공정연구2
전처리공정1
공정2 Dipping
경화공정3
- 7 -
제 3 절 고진공증착공정
증착공정개발1
가 증착물질 및 증착조건
나 측정값에의한 증착막의 두께분포
다 평행이송에 의한 균일성확보
시스템의 특성2 IBAD
가 증착시 온도의 변화
나 플라스틱의 Outgassing
제 4 장 시제품의 제작 및 특성분석
제 절 상용제품의 특성분석1
제 절 플라즈마 표면처리2
제 절 광경화에의한 하드코팅3
광경화 하드코팅공정1
시제품의 하드코팅층 물성평가2
제 절 고진공금속박막증착4
하드코팅막의 표면처리1
미세금속박막증착2
제 5 장 결론
제 절 연구결과1
제 절 향후전망2
참고문헌
- 8 -
표 차 례lt gt
표 극성용액의 물성[ 1]
표 기판에 대한 세척 코팅 접착력[ 2] PMMA Casting +
표 코팅제 종류 및 경화조건[ 3]
표 주요 증착 물질의 물성표[ 4]
표 주요 증착물질의 증착조건[ 5]
표 주요 물질의 기체방출율[ 6]
표 막의 두께측정결과[ 7] Hard Coating (SEM)
표 막에 대한 시험결과[ 8] Hard Coating
표 플라스틱 박막의 결과[ 9] HCAI Cross-Cut Tape Test
표 금속증착막의 특성분석결과[ 10]
표 반투과반사 윈도우 시제품의 특성표[ 11]
- 9 -
lt 그 림 차 례 gt
그림 의 구성도[ 1] Ion Source
그림[ 2] Ion Source Magnet Array(2x3)
그림 의 전기회로 개략도[ 3] Matching Box
그림 의 개략도[ 4] Ion Optical Grid
그림 에서의 변화[ 5] Optical Grid Potential
그림[ 6] RF Ion Source
그림 및 측정[ 7] Faraday Cup Ion Current
그림 에 따른[ 8] RF Power Ion Current Density
그림[ 9] Linear Ion Beam Porfile
그림 점증발원의 기학학적 해석[ 10]
그림 수식에의한 증착막의 두께분포[ 11]
그림[ 12] Taber Abrasion Tester
그림[ 13] Cross-Cut Tape Test
그림 스크레치 테스트 개념도[ 14]
그림[ 15] Water Wetting Angle(IBE 1KeV)
그림 포름아미드[ 16] Wetting Angle(lBE 1KeV)
그림 이온선량에 따른[ 17] Surface Energy
그림 에 따른 물과의 접촉각 변화[ 18] Ion Beam Energy
그림 초음파 세척장치[ 19]
그림 내부사진[ 20] Clean Room
그림 장치 유공압[ 21] Dip-Coating ( type)
그림[ 22] UV Dryer
- 10 -
그림 측정값에의한 증착막의 두께분포[ 23]
그림 금속박막의 시간에 따른 온도변화 비교[ 24]
그림 세라믹 박막의 시간에 따른 온도변화 비교[ 25]
그림 플라스틱 기판 유무에 따른 진공도 변화[ 26]
그림 반투과반사 윈도우 상용제품의 사진[ 27] SEM
그림 반투과반사 윈도우 상용제품의[ 28] RBS Spectrum
그림 표면개질 전후의 사진[ 29] AFM
그림[ 30] Wetting Angle Test
그림 시료의 크기 및 측정점[ 31]
그림 층의 단면 사진[ 32] Hard Coating SEM
그림[ 33] Steel Wool Scratch Tester
그림[ 34] Pencil Hardness Tester
그림 플라즈마 표면처리된 하드코팅막의 사진[ 35] AFM
그림 증착시스템[ 36] IBAD
그림 금속박막의 투과율[ 37] Spectrum
그림 금속박막의 전후면 반사[ 38] Spectrum
- 11 -
제 장 서 론1
국내전자산업은 정보통신 컴퓨터 전자부품 등을 주축으로 생산규모면에 있어서 세
계 위 로 주요생산국 중 하나이며 최근 디지털화 인터넷붐 등으로 매년5 ( lsquo00)
내외의 고속성장을 하고 있다 국내 전자산업은 전체산업의 약 의 비중을20 13
차지하고 있으나 일부 핵심부품 및 소재는 관련기술의 부족으로 일본 미국 등 관
련 선진국으로부터 수입에 의존하고 있어 이에 대한 대책 및 전략적 기술 개발에
의한 국산화가 시급한 실정이다 또한 플라스틱 소재는 높은 성형성 경량성 및 탄
성이 우수하여 자동차 항공기 가전제품 등 모든 산업분야에서 기존의 금속 유리
등 무기물을 급속히 대체하고 있으며 표면처리를 통한 플라스틱의 낮은 내열성 내
마모성 등의 단점을 보완하고 기능성을 개선함으로써 그 활용 폭이 지속적으로 확
대되고 있는 상황이다
플라스틱 반투과반사 윈도우는 년 일본 사의 에 첫 적1997 Sony Portable Audio
용된 후 첨단 전자제품에 급격히 파급되고 있으며 삼성 대우 등 국내 전자LG
업체에서도 디자인성이 높아 최근 첨단전제품의 전면에 반투과반사윈도우를 적극
채용하고 있는 추세이다 그러나 플라스틱 반투과반사 윈도우는 내부 광원으로부터
의 가시광은 투과하면서도 외부의 빛은 반사시키는 기능이 있어야하며 흡수율이
낮아 광효율이 높아야 하고 순수금속층을 수 십 나노 두께로 균일하게 코팅해야하
는 어려움이 있으며 더욱이 유기 물인 플라스틱과의 접착력을 높일 수 있는 플라
스틱 표면처리기술과 미세파티클 제어를 위한 청정기술 등을 필요로하는 복합적인
기술 제품이다 현재 국내 전자업체에서는 고가의 반투과반사 윈도우용 소재를 수
입하여 인쇄 및 가공 등 후가공 기술만을 확보하고 있어 코팅층의 박리 얼CNC
룩 접착력 저하 등의 발생시 문제해결에 한계가 있는 상황으로 관련기술 개발에의
한 플라스틱 윈도우 부품소재의 국산화 및 수입대체가 절실하며 국내 전자제품의
원가경쟁력 향상을 위해서도 시급히 개발되어야할 기술이다
- 12 -
본 과제는 플라즈마에의한 표면개질로 고분자 표면의 친수성증대 및 금속층과RF
의 접착력 향상을 위한 표면처리기술 유공압 디핑방식에의한 코팅층의 도포 및 자
외선에의한 광경화 하드코팅기술 전자선 증발 평행이송 및 매스크설계에의한 미세
금속박막 증착공정 기술개발 및 각 공정의 최적화를 통한 시제품을 제작하는 것이
며 아울러 플라스틱 반투과 반사윈도우소재의 기계적 광학적 특성 평가 기술을 확
립하는데 있다
- 13 -
제 장 관련기술의 이론적 배경2
제 절 플라즈마에의한 표면처리1
다양한 산업분야에서 광범위하게 적용되고 있는 플라스틱 소재는 높은 성형성 경
량성으로 인해 폭발적인 성장을 하고 있으며 최근에는 기존 금속 목재 등 무기물
을 급속하게 대체하고 있는 상황이다 그러나 플라스틱은 낮은 내열성 내마모성
마찰에의한 정전성 등의 단점을 갖고 있으며 특히 광학용 소재로 사용시 정밀세정
이 용이하지 않아 다양한 세정방법이 모색되고 있는 상황이다 일반적으로 플라스
틱 오염물은 초음파세척에 의해 제거가 가능하나 모재에 물리 또는 화학적으로 붙
어있는 이물질이나 모재 표면 자체가 갖고 있는 표면 거칠기(surface roughness)
등의 개선에는 한계가 있어 코팅층과의 박리가 발생하는 문제점이 있어왔다 최근
이러한 문제점을 해결하기 위해 저온 플라즈마 를 이용한 플라즈마 표면처(plasma)
리기술이 도입되고 있으며 더욱이 플라즈마는 플라스틱 표면에 친수성기를 활성
화할 수 있는 장점이 있어 코팅층의 접착력 향상에 있어 핵심적인 방법으로 평가받
고 있다 이 방법은 전리된 전자와 이온이 전기장에 의해 운동하면서 모재 표면에
충돌하여 표면에 존재하는 유무기물 등 오염물을 제거하고 미세에칭을 통해 표면
조도를 향상시키는 역할을 하는 것으로 알려져 있다 플라즈마 표면처리 장치에서
플라즈마 발생 장치는 고전압을 이용한 직류 플라즈마 원이 있고 주파수가 1356
혹은 그의 배수인 플라즈마 원 등이 있다 직류 플라즈RF (RF-plasma source)
마 원은 구조가 간단하고 사용하기 편리하지만 절연체가 두 전극 사이에 있을 경
우 절연체 표면에 전자가 쌓여서 또 하나의 음극을 형성하여 플라즈마가 형성되지
않아 절연체 표면처리에는 적용이 불가능하다고 활 수 있다 이런 이유로 본 연구
에서는 절연체인 고분자의 표면처리를 위해 및 를RF plasma source Optical Grid
이용한 를 적용하여 표면처리를 수행하였다Ion Beam source
원리 및 구성1 Plasma Ion Beam Source
내열성이 취약한 등 엔지니어링 플라스틱의 표면에 금속 및 세라믹박막PC PMMA
을 증착하기 위한 표면처리방법으로 상온에서 모재의 표면손상을 최소화할 수 있
는 저온 플라즈마 이온원의 활용은 필수적이라고 할 수 있다 본 과제에서는 플라
스틱 기판의 표면처리를 위해 의 를 적용하filamentless type RF ion beam source
였으며 개략적인 부품의 구성 및 작동원리는 다음과 같다
- 14 -
에서 발생된 는 의 을 따라 흐르면서 주변에RF generator microwave antenna coil
를 형성하고 동시에 는 를 형성하게magnetic field AC magnetic field electric field
된다 를 통하여 공급된 중에 존재하는 일부 은 형성된 MFC gas charged particle
내를 이동하면서 내부에서의 많은 중성입자들electic field gas discharge chamber
과 연속적인 충돌을 일으키고 차 충돌된 은 새로운 을 발1 particle charged particle
생시키며 형성된 내에서 연속적인 플라즈마를 생성하게된다 생성된magentic field
플라즈마 중 양이온은 ion optical 내의 양음극 전극사이의 에 의하여grid potential
밖으로 인출되도록 하여 특정 에너지를 갖는 이온을 얻는 것이다 이온원 플라즈마
의 을 위하여 사의 와generation Comdel 80 500W (Model CPS-500AS80)
를 사용하였으며 및 에 전압1356 RF generator Emitting grid accelerating grid
을 인가하기 위하여 의 를 사용하였다2KV DC power supply
적용된 는 의 조절에 의해 를 까지 조RF ion source RF power ion currrent 5~80 Aμ
절할 수 있으며 에 인가된 전압의 조절에 의해 의 에너지 조절grid 200~ 2000eV
이 가능하다 이온원은 크게 및 부 공급 및 부 magnet support gas discharge
부 부로 나눌 수 있으며 구성도는 아래 그림 과 같mat ching box optical grid [ 1]
다
그림 의 구성도[ 1] Ion Source
- 15 -
가 Magnet Array
의 설치목적은 전자의 나선형 운동을 유도함으로써 평균자유경로를Magnet array
길게하는데 있다 전자의 을 증가시켜 연속적인 플라즈마를 발생시키는 것 life time
이다 이온원에는 크기 인 를 사용하여 플라즈마의 20times30times10t 20times30times35t SmCo5
고온분위기에서도 자성을 쉽게 잃지 않으며 각각 개로 구성되어 개의 을 28 4 6 pile
이루고 있다 에의한 이온원의 자력분포는 그림 과 같다 Magnet array [ 2] Magnet
지지부는 강자성물질중의 하나인 순철이며 의 상하 주 quartz discharge chamber
변에는 판형을 이루고 있으며 부에 열전도계수가 높은 를 사용 flange Copper Rod
하여 플라즈마에 의해 발생된 열이 쉽게 방출되는 구조를 갖고 있다
그림[ 2] Ion Source Magnet Array(2times3)
나 Matching Box
의 고주파를 사용하는 는 의 출력Radio frequency linear ion source RF power
값에 상응하는 부의 값의impedance plasma discharge load impedance matching
여부가 의 특성을 크게 좌우하게된다 의 출력이Ion beam current RF generator
까지 모두 전달되어 효율적인 플라즈마를 발생시키기 위해서는antenna discharge
부의 가 가능한 적어 를 최소화되어야 바람직하나impedance reflecting power
값은 량 및 상태 주변환경 등의 변화에 매load impenance gas insulator ground
우 민감하게 반응하고 고주파의 노출시 각종전자장치 및 인체에 치명적일 수 있어
고주파의 에 각별한 주의를 필요로한다 의 값은 약shield antenna inductance 19 X
10-8 이며 사의H Jennings VVC(Vacuum Variable Capacitor 7 ~ 500 pF 5KV)μ
를 사용하여 값을 조절하였다capacitance
- 16 -
그림 의 전기회로 개략도[ 3] Matching Box
다 Ion Optical Grid
는 내부의 중 만을 인출Ion beam optical grid gas discharge chamber plasma +ion
시키는 역할을 한다 아래 그림 에서 와 사이에 [ 4] emitting grid accelerating grid
높은 을 인가하여 을 인출하고 외부에는 로써potential +ion decelerating grid
가 있어 외부의 및 의 유입을 방지하는 기능을 하ground electron charged particle
고 있다
그림 의 개략도[ 4] Ion Optical Grid
되는 은 사이의 차이 만큼의 에너지Emitting ion emitting-accelerating gird potential
를 갖게되며 작동시 의 인가전압을 조절함으로써 의 에너지를 조절emitting grid Ion
할 수 있도록 되어있다
- 17 -
그림 에서의 변화[ 5] Optical Grid Potential
각 는 의 일정한 간격을 유지하고 있으며 플라즈마 발생시 온도grid 08 ~ 12
에 의한 변형을 막기 위해 선팽창계수가 낮은 박판 소재를 사용하고 있titanium (1t)
다 본 과제어 적용된 는 아래 그림 과 같다 RF ion source [ 6]
그림[ 6] RF Ion Source
이온원의 특성2
가 의 조절성 Ion Current
의 특성은 개구부의 단면적이 인 에RF linear ion source 1 faraday cup DC
의 전압을 인가한 후 이온 전류를 측정하였다 그림 는27V [ 7] Ion source RF
의 조절에 의하여 의 가 조절되며 에power ion beam current density emitting grid
인가전압을 조절함으로써 의 를 조절할 수 있도록 되어 있다 Ion Beam energy Ar
O2 의 유량 는 인 조건에서 측정된gas 15sccm ion beam energy 1KeV ion beam
의 값은 그림 에 나타내었다current [ 8]
- 18 -
그림 및 측정[ 7] Faraday Cup Ion Current
그림 에 따른[ 8] RF Power Ion Current Density
그림 에서 알 수 있듯이 원자량 또는 분자량이 클수록 같은 에서 이[ 8] RF power
온 전류가 많이 생성되는 것을 알 수 있다 이는 질량이 무거울수록 미분산란 단면
적이 증가하여 이온화가 잘 되기 때문이며 는 공급을 Ion current density RF power
로 증가시킴에 따라 까지의 범위에서 비교적 선형적으로10~130W 5 ~ 38 Aμ
증가됨을 알수 있다 의 조절성 확보와 Ion beam current 5times10-4 ~ 3times10-5 의torr
넓은 작동영역은 플라스틱 표면처리의 다양한 적용을 가능하게 하였다
- 19 -
나 의 Ion Beam Uniformity
플라스틱 모재의 표면개질 및 에 사용된 는 대면cleaning linear ion beam source
적 기판의 표면처리에 있어서 의 균일성 확보는 필수적이라 할 수 있다ion beam
더욱이 플라스틱의 경우 친수성 증대를 위한 량의 적정영역 폭은 상대적ion dose
으로 광범위하지 않아 균일성이 낮을 시는 대면적 시료를 일괄처리할 수 없어 후공
정인 반사막 및 다층막의 부분적 박리 및 을 유발할 수 있다crack
와의 거리가 인 지점에서Optical grid 400 Ar 20 sccm RF 60W ion beam
는 각각 이고 진공도energy 05 1KeV 8x10-5 에서 측정된 의torr ion beam current
분포를 그림 에 나타내었다 의 는 로 시료크기[ 9] Ion Beam uniformity 82 500
이상의 대면적에서 사용가능하다고 할 수 있다
그림[ 9] Linear Ion Beam Profile
제 절 고진공 금속증착2
증착막의 균일성1 (uniformity)
본 개발에 사용된 의 은 수많은 전자의 충돌에의해 증Electron-Beam Gun crucible
착물이 되는 시발점이며 종종 점증발원으로 이상화되어 수학적으로 해evaporation
석되고 있다 이 때 증발된 물질은 불균일하게 방사형으로 퍼져 나가기 때문에 평
면 모재에 균일한 박막을 증착하기는 그리 쉽지않다 증발된 물질은 일반적으로
COS2의 법칙을 만족하여 증발된다고 알려져 있으며 이에 대한 대책으로 안경렌즈
등 광학 코팅업체에서는 형의 기판 를 설치하여 회전시키고 고정 를dome jig mask
제작하여 균일성을 확보하고 있다 그러나 본 과제와 같이 대면적 평판의 경우 장
단의 차가 매우 커서 회전방식을 이용할 경우 공간의 효율적 활용이 어렵고 증착물
의 소모가 너무 많은 단점이 있어 기판의 평행이송과 고정 를 복합적용하여mask
증착박막의 균일성을 확보코자 하였다
- 20 -
가 이론적 두께 분포
증발원의 형상 및 기판의 상대위치에 따른 박막의 두께분포는 수식에 의해 계산이
가능하며 점증발원에서 높은 거리에 있는 평면상의 중심 에서 만큼 떨어져 있 0 X
는 점에서의 막두께 는 기하학적 가정과 해석을 통해 다음과 같이 구할 수 있다t
그림[ 10]
m 증발량 h 증발원과 기판과의 수직거리
p 증착물질의 밀도 x 기판의 중심에서 측정하고자하는 미소평면과의 거리
그림 점증발원의 기하학적해석[ 10]
아래의 그림 은 점증발원 및 미소평면증발원인 경우 각각 평면기판상에 증착된[ 11]
막의 두께 분포를 수식에 의해 구한 결과이다
그림 수식에 의한 증착막의 두께분포[ 11] (H Macleod)
- 21 -
축은 중심에서의 두께에 대한 비를 나타내며 축은 점에서 측정하고자 하는 미Y X 0
소평면까지의 거리 와 증발원과 기판사이의 거리 에 대한 비를 나타내고 있다 중X h
심부에서 최대의 두께를 나타내며 가 인 부터는 급격한 변화가 있으나 연속 Xh 03
적으로 감소함을 알 수 있다
제 절 플라스틱 특성평가3
광흡수율1
가 의 구비조건 Spectrophotometer
파장범위는 를 측정할 수 있어야 한다1) 340 ~ 780nm
측정 파장 간격은 이하로하고 분광측정기의 사출 슬릿에서 나오는 방사2) 10nm
속의 유효 파장폭은 이하로 한다10nm
측광방식은 기준물체로 부터의 투과 광속 또는 반사광속의 비교 측정에 의한 것3)
으로 하고 측과의 정확성은 측광 범위 최대 눈금의 이내로 하고 반복 정밀도 1
는 이내로 한다05
분광측정기 파장눈금의 치우침은 분광 측광기의 투과 파장대에 대한 최대 강도4)
의 파장으로부터 이내로 한다1nm
나 측정방법
투과율 측정방법 시료면의 법선방향에서 분광 측정기의 사출 슬릿에서 나오는1)
평행에 가까운 광선속을 입사시켜서 그 투과광의 방향에서 간격의 파장에 10nm
대해 분광 투과율을 측정한다 기준 물체는 광로 중에 시료를 삽입하지 않는 경우
의 공기층으로서 그 분광투과율을 로한다1
반사율 측정방법 시료의 면에 대해서 법선에 대한 각도가 도를 초과하지 않2) 15
는 입사각으로서 분광 측정기의 사출 슬릿에서 나오는 평행에 가까운 광선속을 입
사시켜서 간격의 파장에 대해서 분광반사율을 측정한다 기준 물체로서는 절10nm
대 반사율 측정법에 따라 표준 거울면 반사체를 사용한다
- 22 -
흡수율 계산 금속박막의 광흡수율 은 전체 입사광 에서3) (A) 100 visual range
에서의 평균투과율(Tav 과 평균반사율) (Rav 의 을 뺀 광량을 다음식에서 구할 수 있)
다
광흡수율(A) = 100-(Tav+Rav)
다 평가시 주의사항
측정시 온도와 습도를 기록한다o Spectrophotometer
의 램프는 적어도 시험 분전에 켜 놓는다o Spectrophotometer 5
측정시 주변의 진동이 없도록한다o Spectrophotometer
표준 반사 시편은 주기적으로 평가하고 기록하여 보정계수를 수정한다o
내마모성2 (ASTM D1044)-TaberHaze Test
가 시험개요
이 시험 방법은 를 사용하여 시료표면에 를 발생시킨 후 광투Taber abraser haze
과율에 의한 값의 변화를 측정함으로써 표면의 내마모성을 평가하는 방법으haze
로 값이 클수록 내마모성이 나쁘고 작을수록 내마모성이 높다고 할 수 Haze()
있다
그림[ 12] Taber Abrasion Tester
- 23 -
나 시험방법
시료의 준비1)
시험할 시료는 깨끗하고 원형 혹은 사각으로 지름 이상 크기의 투명판상부재80
여야하며 두께는 이하가 바람직하다 시료의 중앙에는 홀가공되어 12 Taber
에 장착이 가능해야 한다Abraser
에의한 마모2) Taber Abraser
는 시편을 회전시키는 회전판과 회전하는 시편 표면에 접촉하여 표Taber Abraser
면을 마모시키는 두 개의 마모윤으로 이루어져 있다 시편을 회전판 위에 고정시킨
후 일정한 무게 를 갖는 마모윤을 시편 위에 올려놓아 하중을 가한 상태에서(500g)
마모윤과 시편을 동시에 회전시켜 표면을 마모시키는 장치로 하중 및 회전 cycle
은 시료에 따라 적용을 달리한다 시험환경은 온도 상대습도 23 plusmn 2 50 plusmn 5
이어야 하며 마모윤은 마다 교환해서 사용한다 100 cycle
측정3) Haze Valve
로 마모된 시편은 로 혼탁도 를 측정하여 내마모Taber Abraser Hazemeter (Haze)
성을 평가한다 는 투명판의 를 측정하는 장치로서 여기서 Hazemeter Haze Haze
란 시편이 얼마나 깨끗한가에 대한 척도이며 투명판에 빛을 비추었을 때 투명판을
투과하는 빛 중에서 입사광으로부터 보다 큰 각도로 벗어나는 빛의 백분율을25deg
뜻한다 한 시편 당 개 이상의 측정 점에서의 평균값을 구하고 마모 전에 측정 4
된 값과의 차 를 구한다haze Haze()
접착력3 (ASTM D3359)
코팅층의 접착력 평가를 위한 다양한 방법이 개발되고 있으나 대부분 금속 유리 등
무기소재가 주를 이루고 있으며 플라스틱과 같은 유기물과 코팅층과의 접착력을
정량적으로 평가하기에는 다소 한계가 있는 실정이다 일반적으로 가장 광범위하게
간단히 적용되는 방법은 이며 최근에는 임계하중값을 이용Cross-Cut-Tape-Test
하는 방법도 적용되고 있다scratch-test
가 Tape-Test 접착테이프 접착력시험법으로 그림 과 같이 칼로 간격으 [ 13] 1
로 개의 선을 직교하도록 긋고 접착테이프 사의 를 사용하여11 (3M 610)
한 코팅층 위에 밀착시킨 후 순간적으로 도 방향 테이프를 떼어 초cross-cut (45 )
기의 정사각형 수 개 와 시편에 잔존하는 코팅층의 정사각형 수를 비교함으로(100 )
써 부착력을 정량적으로 표현하는 방법이다 신뢰성 측면에서 곳이상에서 각 회 3 5
이상 실시 할 수 있다
- 24 -
그림[ 13] Cross-Cut Tape Test
나 Scratch Test 그림 과 같이 다이아몬드 팁이 달린 로 기 [ 14] Nano-indenter
판의 표면에 위치한 후 수직방향의 힘을 선형적으로 증가시키면서 동시에 수평방
향으로 기판을 등속으로 이송하여 표면의 긁힘 자국을 관찰한다 밀착력은 수평방
향의 전체 이송길이 에 대응하는 임계길이 에서의 임계하중을 간단한 비례식으로L
계산하여 밀착력 을 계산한다(N)
그림 스크레치 테스크 개념도[ 14]
표면경도4 (ASTM D3363)
가 개 요
플라스틱 코팅층의 표면경도는 경도값을 알고 있는 연필심을 이용하여 소재의 표면
경도를 평가하는 방법이다 분위기 온도범위와 습도 의 상 23 degC plusmn 2degC 50plusmn 5
대습도에서 시험한다
연필경도 단계는 다음과 같다
- 25 -
6B-5B-3B-2B-B-HB-F-H-2H-3H-4H-5H-6H-7H-8H
(Softer) (Harder)
나 시험 및 평가방법
경도를 알고있는 연필의 심 길이를 로하고 끝단을 심방향과 직각이도록1) 5~6
로 깍아 단면이 동심원이 되도록 준비한다 기계식 연필깍기 사포 등 사용90deg ( )
측정하려는 시편을 단단하고 수명한 면 위에 올려놓는다2)
준비된 연필을 시편면과 과가 되도록 올려 놓고 단단히 연필홀더에 고정시킨3) 45deg
다
연필심에 일정한 압력이 전달되도록 균일한 힘을 가하면서 균일한 속도로4) 65
이상을 전진시킨다
상기 번을 회 반복한다 확보된 다섯개의 경로선을 관찰하여 코팅층의5) 1234 3
긁힘여부를 확인한다
세개의 선 중 긁힘이 발생한 선이 있으면 아랫 등급의 연필을 사용하여 상기6)
를 반복한다12345
세개의 연필경로선 모두에서 긁힘 발생이 없으면 사용한 연필의 경도를 코팅층7)
의 표면경도로 기록한다
다 주의사항
시험전 시편의 표면에 오일 콤파운드 등을 제거하여 시험중 미끄럼발생이 없도
록 한다
시험중 연필심의 에지부에 크랙 파손이 발생할시에는 재가공후 시험한다
- 26 -
표면친수성 에너지5 ( )
플라스틱 모재의 향상을 위한 연구에 있어서 표면 특성의 정량적인 평가wettability
가 수행되어야 하며 직접적인 실험에 의한 향상정도를 확인할 수 있어야 한다 표
면 특성의 정량적인 평가로서 본 과제에서는 액체의 접촉각을 측정하여 표면에너지
를 구함으로써 향상정도를 비교할 수 있었으며 에 의해 향상됨cross-cut tape test
을 파악할 수 있었다 일반적으로 고체표면의 에너지는 표면의 형상조도에 의해 좌
우되는 와 극성작용기에 의한 의 합으로 계산된다dispersion force polar force
고체표면의 와 를 구하기 위해서는 물성을 알고있는 두dispersion force polar force
극성용액의 고체표면과의 을 측정함으로써 다음과 같이 간단히 계산wetting angle
할 수 있다
Wetting angle120563120574s
d Dispersion force of Solid120574ld Dispersion force of Liquid
120574sp Polar force of Solid
120574lp Polar force of Liquid
일반적으로 사용되는 극성용액은 차증류수와 용액을 사용하며 각 용액3 formamide
의 물성은 아래 표 과 같다[ 1]
표 극성용액의 물성[ 1]
각 용액의 을 측정하고 용액의 기지의 상수를 활용하여 상기식을 이wetting angle
용한 두방정식의 연립을 통하여 고체의 표면에너지를 계산하는 것이다 본 과제에
서는 의 에너지 및 량에 따라 고분자 및 하드코팅표면의ion beam dose wetting
을 측정하고 상기 식에 적용하여 표면에너지를 구할 수 있었으며 박막 증착angle
후 를 통하여 접착력의 향상을 확인할 수 있다cross-cut tape test
- 27 -
제 장 플라스틱 반투과반사 윈도우 코팅공정개발3
제 절 플라즈마 이온원에의한 표면처리1
산업전반에 걸쳐 광범위하게 사용되고 있는 플라스틱은 경량성 및 높은 생산성으로
인해 그 활용 폭을 점차 넓혀가고 있으나 플라스틱의 열에너지chemical reaction
에 의한 표면거칠기 열변형 무기물과의 접착력 등의 특성은 플라carbonization
스틱의 활용에 한계가 되고 있으며 이러한 문제를 해결하려는 연구개발이 다양한
분야에서 활발하게 진행되고 있다 특히 glow discharge electron beam arc
등의 방법으로 플라스틱 표면의 특성을 개선하기 위discharge corona discharge
한 연구가 이루어지고 있으며 일부 연구결과는 산업현장에서 적용되어 핵심공정으
로 자리를 잡고있다 본 과제에서는 에너지를 갖는 조사에 의한 고분자 ion beam
표면의 친수성을 높이고 표면에너지의 향상을 통하여 금속 무기물과의 를wettability
증진코자 하였다 수백 에서 수 의 에너지를 갖는 을 사용한 것과 KeV MeV ion beam
는 달리 내외의 에너지를 갖는 을 사용함으로써 플라스틱 표면의1KeV ion beam
큰 손상없이 만을 증진시켜 무기물과 고분자의 접착력이 혁신적으로 개wettabiIity
선되는 결과를 나타냈다
플라스틱 모재에 플라즈마 을 조사하여 의 량 변화에 따른ion beam ion beam dose
극성용액의 을 측정하였다 그림 는 의 에너지를wetting angle [ 15] ion beam 1
로 일정하게하고KeV O2와 이온 빔의 이온선량을Ar 1times1014 에서 1times1017 ion
의 범위로 변화시키며 조사하였을 때 증류수의 접촉각 변화를 나타낸 것이다
그림[ 15] Water Wetting Angle(lon Beam Energy 1KeV)
- 28 -
기판의 증류수에 대한 접촉각 측정은 플라즈마 이온빔 처리된 모재의 표면에 증류
수 를 각각 군데 떨어뜨린 후002 3 contact anglometer (Goniometer Model
를 사용하여 을 측정한 후 평균값을 취하였다G-1 ELMA Inc) wetting angle
플라스틱표면에 플라즈마 처리안된 시료의 증류수에 대한 접촉각은 였으며 플92deg
라즈마 표면 개질된 모재의 은 정도wetting angle 30deg (1times1017 로 떨어짐을ions )
확인할 수 있었다 표면에너지값을 구하기 위하여 포름아미드 용액의 접촉각을 같
은 방법으로 측정하였다 그림 이온선량이 증가하면서 접촉각이 조금씩 감소하[ 16]
는 경향은 증류수 접촉각 실험과 같은 경향을 보이고 있다
그림 포름아미드[ 16] Wetting Angle(Ion Beam Energy 1Kev)
물과 포름아미드 극성용액의 측정된 접촉각을 이용하여 플라스틱 모재의 표면에너
지를 구할 수 있었다 그림[ 17]
그림 이온선량에 따른[ 17] Surface Energy
- 29 -
표면거칠기에 큰 영향을 받는 의 경우 이온선량이 증가함에 따라dispersion force
대체적으로 완만한 변화를 보이고 있으나 의 경우 이온선량이 증가함에 polar force
따라 지속적으로 급격히 증가하여 이온선량이 1times1015 Ar+ 에서는ions 40 ergs
까지 도달하였으며 이온선량이 1times10 17 Ar+ 에 이르러서는 의ions 64 ergs
표면에너지까지 증가하여 초기의 보다는 배이상이 증가함을 알 수 있었30 ergs
다 이와 같은 변화는 이온 빔의 조사로 인하여 플라스틱 기판 표면에 free radical
이 생성되고 의 형성으로 설명되고 있다hydrophilic group
한편 의 에너지 변화에 따른 플라스틱의 표면에너지 변화를 알아보기 위 ion beam
하여 이온선량을 8x1016 Ar+ 로 일정하게 하고 의 에너지를ions ion beam
까지 일정하게 증가시키면서 물과의 접촉각을 측정하였다 그림1500eV [ 18]
그림 에 따른 물과의 접촉각 변화[ 18] Ion Beam Energy
플라스틱 종류별 차이는 있으나 대체로 내외였으며 이상에서는 점차40deg 1500eV
로 다시 증가하는 것을 보여주었다 으로 표면처리시 의 보다는 Ion beam ion energy
의 량에 지배를 받는 것으로 파악되었으며ion dose Ar+만의 조사보다는 02 분위기
에서의 Ar+ 조사시 효과가 높았으나 진공도가 낮아지는 점과 이 불안정하ion beam
다는 단점이 있어 Ar+ 만의 조사가 생산적용시에는 유리하다고 판단된다
- 30 -
제 절 하드코팅공정연구2
전처리 공정1
플라스틱 표면 상에 흡착 부착된 오일 미세먼지 지문 등 다양한 오염물은 하드코
팅 후 코팅층의 박리 핀홀 표면 얼룩 등의 다양한 불량을 초래할 수 있어 coating
액의 도포공정에 앞서 필수적으로 세정공정을 수행해야한다 본 과제에서는 초음파
세척방법을 전처리공정에 적용하여 하드코팅공정 연구를 수행하였다 그림 는 [ 19]
본 연구에 사용된 세척장치로써 세정액이 담긴 세정조 차 및 차 수세조와 탕세 1 2
조로 구성되어 있다
그림 초음파 세척 장치[ 19]
본 과제에서는 초음파를 기본적으로 사용하고 플라스틱 소재의 성형방법에 따라
표면특성 및 오염된 표면 이물질이 달라 각각 다른 공정 방법을 적용하였다
가 사출 및 압출 성형된 모재
대부분의 플라스틱 기판은 알카리 세제를 사용한 전처리공정으로 깨끗한 기판을 얻
을 수 있었으며 처리 후 부착력이 우수한 코팅층을 얻을 수 있었다 hard coating
세척순서는 아래와 같다
알카리 세제 수용액에 초음파 세척 분(1) 5 50~60 times 10
흐르는 수도물에 수세 대략 초(2) 10
증류수에 초음파 수세 분(3) 50~60 times 10
증류수에 탕세(4) 4 s 60~70
- 31 -
건조 분(5) 70 times 60
보관 에 보관(6) SUS box
나 성형된 모재 Casting
성형시 필수적으로 포함되는 모재의 이형성분을 제거하기위한 최적공정을Casting
파악하기 위해 세제의 농도 및 처리시간에 따른 실험을 수행하였다 실험은 1~
의 알카리 세제로 각각 분으로 나누어 초음파 처리하고 의 으10 5 10 30 50 IPA
로 분 범위내에서 시간을 달리하여 초음파 세척한 후 코팅제로3~10 A-104 hard
을 하였다 다음은 세척공정 순서이다coating
알카리 세제 수용액에 초음파 세척 분(1) 5 50~60 times 10
흐르는 수도물에 수세 대략 초(2) 10
수용액에 초음파 세척 분(3) 20~50 IPA 30~40 times 7~8
증류수에 초음파 수세 분(4) 50~60 times 10
증류수에 탕세(5) 4 s 60~70
건조 분(6) 70 times 60
보관 에 보관(7) SUS box
시편의 평가는 육안에 의한 얼룩의 유무확인과 에 의한 부착력cross-cut tape test
으로 판단하였다 알카리 세제와 농도가 각각 와 미만일 때는 오염 물질 IPA 5 50
이 완전히 제거되지 않아서 코팅막에 약간의 얼룩이 관찰되었으며 의 알카리 5
세제로 분 분간 초음파 세척과 분간 초음파 세척공정시에5 ~10 7 IPA hard coating
의 부착력이 우수하였고 코팅막에 얼룩도 발생하지 않았다
표 는 알카리세제와 수용액으로 세척된 기판위에[ 2] IPA PMMA casting hard
막을 형성시킨 후 코팅층의 부착력을 시험한 결과이다coating
표 기판에 대한 세척 코팅 접착력[ 2] PMMA Casting +
- 32 -
공정2 Dipping
하드코팅공정에 있어서 도포공정은 다양한 방법이 개발되어 있으며 본 과제에서는
두께조절성 액의 소모성 등을 고려해 디핑방식을 적용하였다 공정의 Dip-coating
개략적 방법은 다음과 같다
플라스틱 모재는 함수율이 높아 코팅전 모재건조를 실시한다(1)
플라스틱 모재에 묻어있는 먼지를 안에서 제전건으로 완벽히 제거(2) clean room
한 후 의 에 수직으로 고정시킨다dip-coater jig
시편을 코팅액이 담겨져 있는 코팅조에 일정한 속도로 하고 초간 유(3) dipping 10
지시킨다
의 인상속도를 조절 한 후 시편을 일정 속도로 인상한(4) Dip-coater (2~6 sec)
다
이 때 인상속도를 조절하여 코팅층의 두께를 조절할 수 있다 딥코팅시 분위기 습
도를 이하 온도 상온 코팅액 온도를 로 유지하여 액의 경시변RH 50 18 ~ 20
화를 최소화 해야한다 플라스틱렌즈 및 보안경 등 공정을 요하는 업 hard coating
체에서는 정도의 청정실에서 하드코팅을 실시하고 미만의 상대습class 1000 50
도 조건을 유지함으로써 대기 중의 먼지 부유물등에의한 오염을 최소화하고 있으
며 날씨변화에 따른 분위기 환경을 일정하게 유지하고 있다
코팅 분위기 조건의 변화는 경화 후 막에 에 의한hard coating particle pin-hole
과 현상 등을 일으킬 수 있으며 양질의 우수한 코팅막을 얻기가 힘들다 본hazing
연구에서는 인 의 을 설치하여 하class 1000 conventional air flow type clean room
드코팅공정을 실시하였다
그림 내부 사진[ 20]Clean room
- 33 -
내부에는 제전건 기 클린 오븐 광경화기 초음파세척장Clean room dip-coating
치 등의 설비를 구비하여 경화형 처리가 일괄적으로 처리됨으로써UV hard coating
우수한 물성의 하드코팅막을 얻을 수 있었다 그림 은 내부의 사 [ 20] clean room
진이며 작업시 내부온도는 습도는 이하를 유지하 hard coating 18~20 40RH
였다
전도체인 금속과 달리 플라스틱은 절연물질로 전기전하의 이동을 허용치 않아 마찰
등에 의하여 쉽게 정전기장을 형성하여 정전기장 내에 놓여있는 반대 극성을 갖는
입자를 끌어들이게 된다 이러한 입자를 제거하기 위해서는 플라스틱 표면 및 입자
의 극성을 중성으로 바꾸어 줌으로써 간단히 해결할 수 있다 본 과제에서는
공정 전에 공기를 이온화시켜 대량의 양 음이온을 발생시키는 장치인dipping
을 사용하여 을 제거할 수 있었으며 이물에의한 코팅층의Anti-Static-Gun particle
불량을 줄일 수 있었다
본 과제의 딥방식은 인상방식과 장치의 정밀성이 코팅특성을 좌우한다고 할 수 있
다 본 과제에 적요된 딥인상은 에의한 조의 인상 하강 방식으로 air-hydro type ㆍ
정숙성이 높은 방식이다
그림 장치 유공압[ 21] Dip-coating ( type)
- 34 -
실린더의 제어는 유공압 방식을 사용하였으며 이는 압축공기를 이용하여 유압실린
더를 제어하는 방식으로 공기의 압축성으로 인한 문제점을 개선한 것이다 즉 공기
압을 사용하면서 유압유니트와 같이 작동개시 때나 부하변동시에 접속구동이 가능
하고 저속 구동시 현상을 방지할 수 있는 유압실린더의 장점을 활용한 것 stick slip
이다 일반적으로 유공압은 실린더의 정밀정속구동 중간정지 이속제어나 로터리형
액츄에이터의 완속구동 등에도 많이 적용되고 있다 그림 은 본 실험에 사용한 [ 21]
유공압 방식의 장치로써 실린더와dip-coating air hydro type convertor coating
조 냉각 및 시스템 용량 사용 line filtering (chemical pump (10 min) 15 filter )ℓ
등으로 구성되어 있다
경화공정3
플라스틱 기판위에 경화형 액을 딥방식에의한 도포 후 에UV hard coating 50~70
서 분동안 시키고 램프 에의한 를 조사시키면3~5 pre-heating UV (200~400nm) UV
표면경도 및 내마모성이 우수한 막이 형성된다 표 에서는 본 연구에 사coating [ 3]
용되어진 코팅제 종류 및 경화조건을 나타내었다
표 코팅제 종류 및 경화 조건[ 3]
Maker Grade 용 도 경 화 조 건
사 국내L ( ) A-104GN 겸용PC amp PMMA파장UV lamp (250~360nm)
에너지UV 65~90mjcm2
사 국내H ( ) 0-299 용PMMA파장UV lamp (250~360nm)
에너지UV 60~85mjcm2
사 국외E ( ) C-220 겸용PC amp PMMAUV lamp 300Winch
이송속도 25ftmin
사 국외H ( ) B-8558 겸용PC amp PMMA파장UV lamp (250~360nm)
에너지UV 75mjcm2
본 과제의 광경화공정연구에 사용된 광경화기를 그림 에 나타내었으며 일반적[ 22]
인 광경화의 원리 및 메커니즘은 다음과 같다
가 경화원리 및 특징 UV
전자파 중 자외선 은 파장이 까지의 영역을 의미하고 있으나 경(UV) 10~400nm UV
화에 이용되는 파장범위는 대체로 이며 이 자외선이 화학작용에 유효200~400nm
한 것은 유기 화합물의 해리 분해반응을 일으킬 수 있는 강력한 에너지를 가지고
있기 때문이다
- 35 -
경화 메커니즘(1) UV
일반적으로 코팅제의 경화는 광개시제로부터 시작되는데 자외선이 갖는 에너지UV
에 의해 광개시제가 분해되어 라디칼 반응을 형성하여 반응을 유도할 수 있는 활성
체가 된다 이 활성체에 의하여 및 와 연쇄적으로 반응하여 망 monomer oligomer
상구조화된 고분자막이 형성되는 것이다
경화의 특징(2) UV
저온에서 경화가 가능하다 내열성이 좋지 않은 플라스틱 모재에도 고품질의(1)
막을 형성시킬 수 있다coating
경화속도가 빠르다 건조단위가 초단위로 설정되기 때문에 의 연속자동화가(2) line
가능하며 작업효율이 향상된다
예열시간이 짧아 신속한 작업이 가능하며 에너지가 절감된다(3)
운전관리가 간단하고 신뢰성이 높다(4)
그림[ 22] UV dryer
- 36 -
나 사 사양 UV dryer (EYE GRAPHICS model ECS-301G1)
종류 와 수은등(1) lamp metal halide
(2) lamp power 및 로 조절 가능 15KW 2KW 3KW
발광장(3) 250nm
반사판 집광형(4)
조사거리 으로 조절가능(5) 100 ~ 180
속도 으로 조절 가능(6) conveyer 08 ~ 8mmin
냉각 방식 공냉식(7)
제 절 고진공증착공정3
증착공정개발1
가 증착물질 및 증착조건
반투과반사 윈도우는 투과성과 반사성을 동시에 만족해야하며 일반적으로 금속박
막을 고진공증착함으로써 구현될 수 있다 이러한 금속박막은 진공영역에서 작업을
수행해야하며 스퍼터링과 증착이 주를 이루고 있다 그 중 스퍼터링 방법 e-beam
은 재현성이 우수하고 방식으로의 적용이 용이하다는 장점이 있으나in-line target
및 의 교체 초기조건설정 등이 용이하지 않아 본 과제에서는 다양한 재료cathode
를 코팅할 수 있는 을 적용하였다 유기물인 플라스틱상에 금속무기물e-beam type
의 접착력과 코팅후의 기계적 특성확보를 위해서는 다양한 증착공정 연구가 수행
되어야 한다 표 와 표 에 사용된 증착물의 물성과 증착조건을 각각 나타었 [ 4] [ 5]
다
표 주요 증착 물질의 물성표[ 4]
- 37 -
표 주요 증착물질의 증착조건[ 5]
나 측정값에 의한 증착막의 두께 분포
증착에 의한 증착막의 두께분포를 파악하기 위하여 크기의E-Beam 600 x500
위에 두께 의 증착속도 을 증착하였다 위치에 따른 증착glass 2500 AI ( 5 sec) Å Å
막의 두께를 측정하기 위하여 유리판 중앙부에서 바깥쪽으로 폭 간격 길이10 (
으로 등분하여 시편의 증착막두께를 으로 측정하였다 그림 계산30mm) 25 SEM [ 23]
에 의한 두께분포와 비교하였을 때 대체적인 경향은 비슷하지만 상대적으로 기울기
가 급함을 알 수 있다
그림 측정값에 의한 증착막의 두께분포[ 23]
두께측정시 사진에 의존한 측정이고 사용된 진공시스템은 이상화와는 거리가SEM
있어 약간의 차이가 발생되었다고 판단된다 측정된 값의 추세선을 구함으로써 고
정 의 제작시 로 활용할 수 있었으며 평행이송에 의한 균일성확보mask reference
연구에 참고데이터로 활용할 수 있었다
- 38 -
다 평행이송에 의한 균일성확보
기판의 평행이송과 고정 를 동시에 사용하여 두께가 균일한 박막을 제작하고mask
자 하였다 를 평행이송하여 동서방향의 균일성을 확보하고 이때 등두께를 기준 Jig
으로 동서방향을 등분하여 평면으로 이상화 해 구간내에서의 선의 형상을 두께13
기울기에 비례한 형상을 구현한 고정 를 제작하여 남북방향의 균일성을 확보하mask
고자 하였다 평행이송은 로 회전수를 inverter motor(LG -KMI400K1) 0~160rpm社
으로 조절하면서 이송하였으며 고정 는 기판이송방향의 직각방향에 대한 균일 mask
성만을 고려하여 설계제작하였다 그러나 에 의한 가림과 이송시 증착영역을 mask
벗어남으로 인해서 생기는 증착물 가 크다는 단점이 있었으며 고정 의 형loss mask
상은 증착물 증착율에 따라 다소 차이가 있어 여러 세트를 구비해야만 했다 수차
례 실험을 통해 증착물별 를 제작할 수 있었으며 평행이송속도를 증가시키고mask
왕복이송 횟수를 증가시킴으로써 이내의 균일성을 확보할 수 있었다10
시스템의 특성2 IBAD
가 증착시 온도의 변화
플라스틱 기판은 내열성이 낮아 열원에 장시간 노출되면 열변형과 함께 탄화되고
이 발생하여 박막물성에 악영향을 미칠 수 있으며 증착막과 비교하여out gassing
평균 수 십배 이상 선팽창계수가 높아 선팽창 차에 의한 박막의 과 박리를 일crack
으킬 수 있다 본 연구에서는 증착시 플라스틱에 미치는 분위기 온도의 영향을 파
악하고 적정 증착조건을 파악하기 위하여 금속 및 세라믹으로 나누어 증착시 분위
기온도 변화를 측정하였다
금속물의 시간에 따른 온도 변화(1)
은 분후 약 도정도 상승하여 시간에 따른 온도 변화가 거의 없었지만 은AI 10 3 Cr
약 도가 상승하여 급격한 상승을 보이고 있어 증착시 온도변화를 주목할 필요가12
있었다 더욱이 은 증착율이 높을수록 박막이 형태로 증착되어 반사율을 Cr granule
저하시키는 원인이 되었으며 막 자체에 도 많이 발생되었다 반투과반사 윈도crack
우 제작을 위한 금속박막 물질로는 보다는 이 온도측면에서 유리하다고 판단Cr AI
되었으며 아래의 그림 에 금속박막의 시간에 따른 온도의 변화를 비교하였다[ 24]
- 39 -
주) 증착률Al -10 sec EC-260~280Å
증착률Cr -10 sec EC-65 ~ 95Å
그림 금속박막의 시간에 따른 온도변화 비교[ 24]
세라믹의 시간에 따른 온도 변화(2)
세라믹은 금속과 달리 일반적으로 가 매우 높아 증착시 분위기온도melting point
상승이 매우 컸다 측정된 세라믹의 시간에 따른 온도의 변화는 그림 에 나타 [ 25]
내었다
주) SiO2 증착률 -10 sec EC-45 ~ 60Å
TiO2 증착률 -10 sec EC- 175Å
AI2O3 증착률 -10 sec EC-180~260Å
그림 세라믹박막의 시간에 따른 온도변화 비교[ 25]
- 40 -
그 중 SiO2 TiO2는 분 경과후 가량의 비교적 완만한 온도변화를 보이고 있10 10
으나 AI2O3는 가량의 급격한 온도상승을 보여 고증착율에서의 사용에는 한계30
가 있었다 실증착시에는 의 를 낮춤으로써 증착율 E-gun emission current 3~5 Å
내에서 증착하여 급격한 온도상승을 막을 수 있었다 AI2O3은 경도가 매우 높고 증
착시 조밀도가 높아 보호막으로 많이 사용되는 증착물이다 그러나 본 실험에서는
증착시 열발산이 특히 심하고 증착율을 낮추어도 온도가 급상승하여 증착시 crack
이 쉽게 발생하여 플라스틱 기판에는 부적합하다고 판단되었다
나 플라스틱의 Out gassing
기체방출 은 진공용기 속에서 사용하는 물질의 표면이나 내부에 흡착(out gassing)
되어 있던 분자들이 방출되는 현상을 의미하며 진공조의 압력상승 및 박막의 물성
에 큰 영향을 미치게 된다 또한 고진공 에서 배기시간을 증가시키고 최저 system
도달 압력을 결정짓는 직접적인 요인이 된다 표 는 주요 물질의 기체방출율을 [ 6]
나타낸 것이다
표 주요 물질의 기체방출율[ 6] (Pa m3sm2)
본 연구에서는 플라스틱 기판 장입 유무에 따라 의 영항에 의한 진공도out gassing
의 변화를 알아보기 위하여 진공조 내부에 기판 를 장입한PC (250times65times3 ) 10ea
후 진공도를 측정함으로써 장입전과 비교하여 변화가 있음을 알 수 있었으며 측정
된 값은 그림 에 나타내었다[ 26]
- 41 -
그림 플라스틱 기판 유 무에 따른 진공도 변화[ 26]
그림 의 결과에서 나타나듯이 플라스틱 기판의 장입시 배기속도가 다소 늦[ 26] (PC)
어짐을 알 수 있었으며 이는 플라스틱 모재가 함유한 수분 등의 에 의out gassing
한 차이로 보여진다 기체 방출률은 표면상태나 세척정도 등에 의해 크게 baking
좌우된다고 알려져있어 본 연구에서는 진공조 내부의 에 세심한 주의를 cleaning
기울였으며 함수율이 높은 플라스틱 기판의 세척공정과 함께 건조공정을 확립하고
을 설치하여 플라스틱 기판이 진공조에 머무는 시간을 최소화함load lock system
으로써 플라스틱 모재로 인한 을 최소화할 수 있었다 out gassing
- 42 -
제 장 시제품제작 및 특성분석4
제 절 상용제품의 특성분석1
본 과제의 반투과반사윈도우 개발을 위해서 일본 상용제품의 특성을 분석하였다
일본제품의 측정결과 상하부는 이며 층의 두게는SEM 147 121 m Top coatingμ
로 층보다는 다소 얇은 코팅층이였다 또한 금속박막층은106 m Base coating μ
으로 관찰이 용이하지 않으나 및 에 근거한 추정결과 내SEM RBS SEM data 20nm
외로 판단되었다 아래 그림 은 상용제품의 모재 상하면의 단면 사진이다 [ 27] SEM
그림 반투과반사 윈도우 상용제품의 사진 상 하단면[ 27] SEM ( )
그림 은 일본제품의 분석 결과이다 이온을 조사하였고 이 때[ 28] RBS He2+
는 였으며 고에너지에의한 플라스틱 표면의 손상을 줄이기beam energy 224MeV
위해 이온 량을 으로 낮게 설정하였다dose 80 C μ
그림 반투과반사 윈도우 상용제품의[ 28] RBS Spectrum
- 43 -
분석결과 표층에는 내외의 이 관찰되었으며 내부로 됨에 따라 유20nm AI etching
기물이 지속적으로 관찰되고 있음을 알 수 있다 그림 과는 달리 표면에 [ 27] top
층이 존재하지 않으며 표면에서는 층만이 존재함을 알 수 있다coating AI
제 절 플라즈마 표면처리2
플라스틱 반투과반사 윈도우 시제품제작을 위해 플라즈마 이온빔을 조사하여 플라
스틱 모재의 표면처리를 수행하였다 플라즈마는 의 고순도 의 999999 20 sccm
를 공급하면서 를 사용하여 발생시켰다 이 때 는Ar gas RF power RF Power 80W
였으며 는 로 설정하여 모재가 장착된 지그를 좌우 이송하 Ion Beam energy 1KeV
면서 표면처리공정을 수행하였다 는 Base Pressure 12times10-6 였으며torr Working
는Pressure 5x10-4 였다 조사시간은 로torr Ion Beam 120sec 5times1017 Ar+ ions
의 였다 그림 는 에의한 표면처리 후 표면의 상태를 보기위한dose [ 29] ion beam
사진이다 의 면적을 하였으며 곳을 측정하여 평균값을 취AFM 1 x 1 scanning 5
하였다 조사 전후 표면의 거칠기 는 에서 로 다소 증가하였으 Ion (Ra) 55 589Å Å
나 플라스틱의 표면에는 큰 손상을 주지는 않는 것으로 파악되었다
그림 표면개질전후의 사진[ 29] AFM
그림 은 표면처리후 플라스틱 모재 상에 증류수를 떨어트려 을[ 30] Wetting angle
측정한 결과이다 표면처리 전 의 이 로 크게 줄여 들어 722 deg Wetting angle 171 deg
표면친수성이 크게 향상되었음을 알 수 있다
- 44 -
그림[ 30] Wetting Angle Test
제 절 광경화에의한 하드코팅3
광경화 하드코팅공정1
반투과반사 윈도우로 사용되는 플라스틱 소재는 낮은 내열성과 표면경도로 인해 코
팅층의 내구성 높이는데 한계가 있어 유무기계 막을 형성시킴으로써 표hard coating
면경도나 내마모성 등의 기계적 특성을 크게 향상시켰으며 코팅후 소재의 내마모
성 표면경도에 대한 평가를 수행하였다 하드코팅 공정에 있어서 가장 유의해야할
사항 중 하나는 공기 중 무수히 존재하는 미세먼지 및 파티클에의한 코팅층의 오염
이라고 할 수 있다 코팅층에 포함된 파티클은 코팅액의 흐름과 두께불균일성을 발
생할 수 있으며 더욱이 투명제품의 파티클은 제품불량에 있어서 주요요인이라고
할 수 있다 미세 파티클은 세척공정에서부터 경화 후 포장공정에 까지 일관되게
제어되어야 하며 양압에의한 클린룸을 필요로 하고 있다 더욱이 도포 및 경화조건
은 온습도 매우 민감하여 클린룸에 의한 항온항습이 필수적이라고 할 수 있다 본
과제에서는 헤파필터에 의한 의 항온항습 클린룸에서 하드코팅공정을Class 1000
수행하였다
막의 두께 균일성을 파악하기 위하여 측정위치를 변화시키면서Hard coating SEM
에의한 두께를 측정하였다
가 측정 방법 인 플라스틱기판을 대략 정도 250 X65 X3(t) 150 dip-coating
하여 기판을 아래 그림 과 같이 크기로 등분 한 후[ 31] 65cmX25cm 5 (1) (2)
샘플을 로 절단하여 단면가공 후 으로 관찰하였다(3) 10 X 4 SEM
- 45 -
그림 시료의 크기 및 측정점[ 31]
나 측정 결과 시료의 각 위치에서의 코팅층 측정두께를 표 에 나타내었다 아 [ 7]
울러 단면 사진을 그림 에 나타내었다SEM [ 32]
표 막의 두께 측정 결과 사용[ 7] hard coating (SEM )
그림 층의 단면 사진[ 32] Hard coating SEM
시제품의 하드코팅층 물성평가2
플라스틱 반투과반사 윈도우용 소재는 표면경도 접착력 내마모성 등 waveness
다양한 물성들을 만족시켜야 한다 물성시험을 위한 시료는 상에 코 PMMA A-104
팅액을 속도로 인상하여 광경화공정을 통해 제작되었다2 s
- 46 -
가 내마모성
하드코팅된 소재의 내마모성은 를 사용하여 물성평가를 실시하였steel wool tester
다 은 를 사용하였으며 하중은 을 유지하였고 왕복회수는 Steel wool 0000 1kg 50
회로 설정하여 시험 후 각 시편의 스크레치 발생 정도를 비교분석함으로써 코팅층
을 평가할 수 있었다 그림 은 자체에서 설계 제작한 [ 33] steel wool scratch
의 사진이며 사양은 다음과 같다tester
기계규격 670 times 265 times 370①
로울러 지지축 운동규격 20 times 158 times 304 ( 120 )②
로울러 12 times 50③ empty회전축 모터와 연결축 11 ( )④ empty무게추 고정봉 5 times 80⑤ empty무게추 500g 2 ea 200g 4 ea 100g 4 ea⑥
밸런스 추 295g⑦
로울러축 지지대 20 times 24 times 62⑧
이동 정반 8 times 168 times 372⑨
시험품 고정판 40 84 times 150 ( 2 ea )⑩
가압 핸들 5 times40⑪
그림[ 33] Steel Wool Scratch Tester
나 표면경도
막은 내마모성과 표면경도에서 한계가 있는 플라스틱 표면특성을 향Hard coating
상시키기 위해 수행되었으며 딥방식에의한 도포와 에의한 광경화공정을 적용하 UV
였다
- 47 -
그림[ 34] Pencil Hardness Tester
딥 도포공정에서 인상속도를 로 유지하였다 표 는 플라스틱 모재 위에4 sec [ 8]
다양한 의 제를 사용하여 코팅한 실험 결과이며 표면연필경도는grade hard coating
로써 모재의 경도보다 단계 상승하였으며 코팅제로 막을4~5H 3~4 A-104 coating
형성시킨 경우 내스크레치성에서도 하중 하에서 으로 1kg steel wool 0000
막 위를 회 왕복하였을 때 막에 스크레치가 거의 발생하지 않았coating 50 coating
다
표 막에 대한 시험 결과[ 8] Hard coating (4 s)
- 48 -
제 절 고진공금속박막증착4
하드코팅막의 표면처리1
그림 플라즈마 표면처리된 하드코팅막의 사진[ 35] AFM
하드코팅막은 등 무기물을 다량 함유하고 있는 유무기의 혼합물질이다 고분silicon
자와는 달리 하드코팅막은 이온선량의 넓은 범위에 걸쳐서 증류수와의 접촉각이 매
우 낮았다
결과 막에 있어서는Water drop test hard coating 3times1015 ~ 4times1017 Ar+ ions
의 범위내의 량으로 증류수의 접촉각이 낮음을 알 수 있었다 증착막의 접ion dose
착력 향상정도를 확인하기 위하여 이온선량을 변화시키며 하드코팅층 표면에 dose
량에 따라 Ar+ 을 조사한 후 의 박막을 증착하여ion beam 100nm AI cross-cut
를 수행하였다 표tape test [ 9]
표 플라스틱 박막의 결과[ 9] HCAI Cross-cut tape test
하드코팅층의 에 의한 표면처리전 결과는 플라스틱에서처럼 모두 박리 되ion beam
었으나 의 량ion beam dose 5x1015 ~ 1x1017의 범위에서는 모두 접착력이 우수함
을 알 수 있었다 이는 하드코팅층위에 일부 무기질 재료가 포함되어 금속 박막과
의 친화성이 강하기 때문으로 판단되며 일반 고분자와는 달리 내열성이 매우 우수
하여 의 고에너지에서 수십분간의 조사에서도 표면에 탄화되는 경향이 없15 KeV
었다
- 49 -
미세금속박막증착2
플라스틱 반투과반사윈도우의 미세금속박막은 당사에서 보유하고 있는 고진공
시스템을 사용하여 증착하였다 그림 시스템을 구비하고 있IBAD [ 36] LoadLock
는 본 장비는 가 장착되어 있으며 모재의 평행이송과 를RF Plasma source Mask
사용하여 두께 균일성을 확보하였다
그림 증착 시스템[ 36] IBAD
반투과반사미러에 사용된 금속은 의 사의 을 사용하였다 당사에서9999 Cerac AI
보유하고 있는 4x10-6 진공도에서 을 사용하였다 증착시torr e-beam gun
는 증착율은 였으며 상하 좌우의 을 통Emission Current 280 5 sec Sweeping Å
해 균일한 증착율 유도하였다
그림 금속박막의 투과율[ 37] Spectrum
- 50 -
그림 금속박막의 전후면 반사[ 38] spectrum
사의 로 측정된 가시영역에서의 투과 반Hitachi U-2000 UV-Vis Spectrophotometer
사 을 그림 그림 에 나타내었다 각각의 투과반사율을 가시영spectrum [ 37] [ 38]
역에서의 평균값을 구한뒤 아래 표와 같이 흡수율을 구하였다 제작된 시제품의 흡[
수율은 였다248
표 금속증착막의 특성분석결과[ 10]
No 항 목 평 가 방 법 시 험 결 과
1 접 착 력 Cross-Cut 100100
2 투 과 율 Spectrophotometer 445
3 반사율 전면( ) Visual Range 307
4 반사율 후면( ) Visual Range 171
5 흡 수 율 Visual Range 248
- 51 -
제 장 결론5
제 절 연구결과1
플라즈마 표면처리공정연구 광경화에의한 하드코팅공정연구 고진공증착에의한 미
세 금속박막 증착연구개발을 통하여 수입되고 있는 플라스틱 반투과반사윈도우 소
재를 개발하였다 현재 상용되고 있는 수입소재의 기계적 광학적 특성을 분석을 통
하여 개발 목표치를 설정하였으며 최적 공정개발에의한 시제품제작을 완료하였다
시제품의 평가항목 및 특성치를 아래 표 에 나타내었다[ 12]
표 반투과반사윈도우 시제품의 특성표[ 12]
평 가 항 목 특성치 비 고
광흡수율1 () 248 분광기 기준30T
내마모성2 () 28 자체기준( haze)
접착력3 (x100) 100 회ASTMD3359 10
표면경도4 (H) 5 ASTMD3363 Mitsu-B
표면친수성5 (deg ) 171 Anglometer
미세파티클6 (1um) 01 Clean Room
본 과제 수행에의한 개발목표를 달성할 수 있었으며 주요기술개발내용은 다음과
같다 플라즈마를 이용하여 고분자 표면의 친수성 를 크게 높였으며 1) RF (171deg )
금속박막과의 접착력 을 크게 향상시켰다 광경화에의한 하드코팅공정(100100) 2)
개발에의해 플라스틱 표면경도 및 내마모성 을 크게 향상시켰다 고진(5H) (28) 3)
공 증착공정개발에의해 금속박막의 흡수율 을 크게 낮추어 광효율이 높은(248)
플라스틱 반투과반사 윈도우 시제품을 개발하였다 플라스틱 반투과반사윈도우 4)
소재를 평가하기 위한 광학적 기계적특성 평가기법을 확립하였다
- 52 -
제 절 향후전망2
개발된 플라스틱 반투과반사 윈도우는 플라스틱의 낮은 내열성과 표면경도 흡수율
을 개선하기 위한 것으로 최근 전자제품 정보통신부품 등 첨단전자제품에 적극 채
택되고 있다 특히 휴대폰 및 디스플레이의 투과창 소재가 기존 에서 투명플 glass
라스틱으로 적극 채택되면서 관련 공정기술개발과 함께 소재특성을 위한 다양한 연
구가 활발히 추진되고 있으며 선진국에서는 개발완료에 따른 양산체제 구축으로
전세계 시장을 석권하고 있는 상황이다
본 과제에의한 플라스틱 반투과반사 윈도우의 시제품은 수입시판되고 있는 상용소
재와 동등이상의 특성을 나타내고 있어 향후 양산설비 및 양산공정연구에의한 소
재의 국산화가 가능하다고 할 수있다 또한 본 과제의 플라즈마 표면처리는 저온
표면처리를 요하는 광학용 플라스틱 소재의 표면처리에 활용될 수 있으며 광경화에
의한 하드코팅공정은 기존 열경화방식과는 달리 화가 가능하며 대량 양산in-line
체제를 갖출 수 있어 향후 큰 폭의 성장이 기대된다
- 53 -
참 고 문 헌
1 Oleg A Popov ldquoHigh Density Plasma Sourcesrdquo NOYES Publications(1995)
전자기술연구회 초음파 응용 기문사2 ldquo ( 1997)
임준섭외 명3 4 ldquoImprovement in Surface Hardness of Plastic Surface Mirrorrdquo
Korea-Russia Symposium(1998)
4 Lan G Brown ldquoThe Physics and Technology of Ion Sourcerdquo John Wiley amp
Sons(1989)
이규환 외 명 진공증착법으로 제조된 박막의 밀착성에 관한연구 한국5 4 ldquo AI-Cr rdquo
표면공학회지 VoI27No1Feb(1994)
한성남 외 명6 4 ldquoImproving Wettability of Polycarbonate and adhesion with
aluminum by Ar+ ion irradiationrdquo JMaterial Res Vol9 Sep(1995)
한성남외 명 표면에 아르곤 조사와 친수성증대7 4 ldquoPolymethylmethacrylate rdquo The
Korean Physical Society Vol8No2 Mar pp193~198(1995)
인하대 광기술교육센터 광학시스템의 설계 및 평가 인하대 광기술교육센터8 ldquo rdquo
(1999)
임준섭외 명9 5 ldquoEffect of Ion Beam Assisted Cleaning on Adhesion of AI to
Polymer Substrate of PC and PMMArdquo Asian Finish lsquo98(1998)
10 CJ Brinker and GW Scherrer ldquoSol-Gel Science The Physics and
Chemistry of Sol-Gel ProcessingrdquoAcademic Press NY(1990)
아주공업 주 표면처리 기술을 이용한 자동차용 후사경 개발 산업자11 ( )rdquoPlasma rdquo
원부 최종보고서(2000)
고성진외 명 자동차용 플라스틱 미러와 그 제조방법 아주공업 주12 2 rdquo rdquo ( )(2002)
아주공업 주 플라즈마 기술을 이용한 오토바이 헬멧용 무적쉴드개발 중소기13 ( ) ldquo rdquo
업청 최종보고서(2002)
박원규 졸겔법의 응용과 제품 명현문화사14 rdquo rdquo (1999)
홍진후 경화코팅 조선대학교 출판부15 rdquoUV rdquo (2002)
- 3 -
제 출 문
중소기업청장 귀하
본 보고서를 플라즈마를 이용한 플라스틱 반투과반사 윈도우 코팅기술개발에 관한ldquo
중소기업 기술혁신개발사업 개발기간 과제의 최종보고서로rdquo ( 200271 2003630)~
제출합니다
년 월 일2003 8 29
주관 기업 아주공업주식회사
과제책임자 고 한 범
연 구 원 유 영 주
연 구 원 김 홍 일
연 구 원 공 인 수
- 4 -
요 약 서 초 록( )
과 제 명 플라즈마를 이용한 플라스틱 반투과반사윈도우 코팅기술개발
주 관 기 업 아주공업 주식회사 과제책임자 고 한 범
개 발 기 간 월2002 7 1 2003 6 30 ( 12 )~
총개발사업비
천원( )
정부 출연금 72000총 개 발
사 업 비96200
기업부담금현금 7300
현물 16900
위탁연구기관
개발참여기업
주요기술용어
개(6~10 )플라즈마 플라스틱 반투과반사 고진공증착 윈도우 흡수율
기술개발목표1
본 과제는 플라즈마 표면처리 광경화형 하드코팅 고진공증착공정개발을 통하여
플라스틱 반투과반사 윈도우 시제품을 제작하는 것이며 구체적인 항목 및 목표
치는 다음 표와 같다
No 평 가 항 목 단 위 개발 목표치
1 광흡수율 기준(30T ) 25
2 내마모성( Haze) 3
3 접착력 회(10 ) times100 10
4 표면경도(Pencil) H 4
5 표면친수성 10
6 미세파티클(1um) ea 01
기술개발의 목적 및 중요성2
국내 전자산업은 정보통신 컴퓨터 전자부품 등을 주축으로 생산규모면에 있어
서 세계 위 로 주요생산국 중 하나이며 최근 디지털화 인터넷붐 등으로5 ( lsquo00)
매년 내외의 고속성장을 하고 있다 그러나 규모의 성장에도 불구하고 전자20
산업의 핵심부품 및 소재는 관련기술의 부족으로 일본 미국 등 관련 선진국으로
부터 수입에 의존하고 있어 이에 대한 대책 및 전략적 기술개발에의한 국산화가
필요한 상황이다 특히 수입되는 소재 중 플라스틱 반투과반사 윈도우는 국내에
서 인쇄 및 가공 등 후가공 기술만을 확보하고 있어 코팅층의 박리 얼룩CNC
접착력 저하 등의 발생시 문제해결에 한계가 있는 상황으로 관련 기술개발 에의
한 플라스틱 윈도우부품소재의 국산화 및 수입대체가 절실하며 국내 전자제품의
원가경쟁력과 개발기술의 파급효과를 고려할 때 개발의 필요성이 높다고 할 수
있다
- 5 -
기술개발의 내용 및 범위3
본 과제의 기술개발은 플라즈마 표면처리기술 광경화에의한 하드코팅기술 고진
공증착에의한 미세금속박막공정연구로 크게 구분할 수 있다 각 공정기술 개발에
의한 플라스틱 반투과반사윈도우 시제품을 제작하는 것이며 시제품의 특성평가
기술을 확립하는 것이다
기술개발 결과4
본 과제 수행에의한 주요기술개발내용은 플라즈마를 이용하여 고분자 표1) RF
면의 친수성 을 크게 높였으며 금속박막과의 접착력 을 크게 향( 171deg) (100100)
상시켰다 광경화에의한 하드코팅공정개발에의해 플라스틱 표면경도 및 2) (5H)
내마모성 을 크게 향상시켰다 고진공 증착공정개발에의해 금속박막의(28) 3)
흡수율 을 크게 낮추어 광효율이 높은 플라스틱 반투과반사 윈도우 시제(248)
품을 개발하였다 플라스틱 반투과반사윈도우 소재를 평가하기 위한 광학적 4)
기계적특성 평가기법을 확립하였다
기대효과5
본 과제에의한 플라스틱 반투과반사 윈도우의 시제품은 수입시판되고 있는 상용
소재와 동등이상의 특성을 나타내고 있어 향후 양산설비 및 양산공정연구에의한
소재의 국산화가 가능하다고 할 수 있다 또한 본 과제의 플라즈마 표면처리는
저온 표면처리를 요하는 광학용 플라스틱 소재의 표면처리에 활용될 수 있으며
광경화에의한 하드코팅공정은 기존 열경화방식과는 달리 화가 가능하며in-line
대량 양산체제를 갖출 수 있어 향후 큰 폭의 성장이 기대된다
- 6 -
목 차
제 출 문
요 약 서
목 차
제 1 장 서 론
제 장 관련기술의 이론적 배경2
제 절 플라즈마에의한 표면처리1
원리 및 구성1 Plasma Ion Beam Source
가 Magnet Array
나 Matching Box
다 Ion Optical Grid
이온원의 특성2
가 조절성 Ion Current
나 Ion Beam Uniformity
제 절 고진공 증착막의 균일성2
제 절 플라스틱 특성평가3
광흡수율1
내마모성2 (ASTM D1044)
접착력3
표면경도4 (ASTM D3363)
표면친수성 에너지5 ( )
제 장 플라스틱 반투과반사 윈도우 코팅공정개발3
제 절 플라즈마 이온원에의한 표면처리1
제 절 하드코팅공정연구2
전처리공정1
공정2 Dipping
경화공정3
- 7 -
제 3 절 고진공증착공정
증착공정개발1
가 증착물질 및 증착조건
나 측정값에의한 증착막의 두께분포
다 평행이송에 의한 균일성확보
시스템의 특성2 IBAD
가 증착시 온도의 변화
나 플라스틱의 Outgassing
제 4 장 시제품의 제작 및 특성분석
제 절 상용제품의 특성분석1
제 절 플라즈마 표면처리2
제 절 광경화에의한 하드코팅3
광경화 하드코팅공정1
시제품의 하드코팅층 물성평가2
제 절 고진공금속박막증착4
하드코팅막의 표면처리1
미세금속박막증착2
제 5 장 결론
제 절 연구결과1
제 절 향후전망2
참고문헌
- 8 -
표 차 례lt gt
표 극성용액의 물성[ 1]
표 기판에 대한 세척 코팅 접착력[ 2] PMMA Casting +
표 코팅제 종류 및 경화조건[ 3]
표 주요 증착 물질의 물성표[ 4]
표 주요 증착물질의 증착조건[ 5]
표 주요 물질의 기체방출율[ 6]
표 막의 두께측정결과[ 7] Hard Coating (SEM)
표 막에 대한 시험결과[ 8] Hard Coating
표 플라스틱 박막의 결과[ 9] HCAI Cross-Cut Tape Test
표 금속증착막의 특성분석결과[ 10]
표 반투과반사 윈도우 시제품의 특성표[ 11]
- 9 -
lt 그 림 차 례 gt
그림 의 구성도[ 1] Ion Source
그림[ 2] Ion Source Magnet Array(2x3)
그림 의 전기회로 개략도[ 3] Matching Box
그림 의 개략도[ 4] Ion Optical Grid
그림 에서의 변화[ 5] Optical Grid Potential
그림[ 6] RF Ion Source
그림 및 측정[ 7] Faraday Cup Ion Current
그림 에 따른[ 8] RF Power Ion Current Density
그림[ 9] Linear Ion Beam Porfile
그림 점증발원의 기학학적 해석[ 10]
그림 수식에의한 증착막의 두께분포[ 11]
그림[ 12] Taber Abrasion Tester
그림[ 13] Cross-Cut Tape Test
그림 스크레치 테스트 개념도[ 14]
그림[ 15] Water Wetting Angle(IBE 1KeV)
그림 포름아미드[ 16] Wetting Angle(lBE 1KeV)
그림 이온선량에 따른[ 17] Surface Energy
그림 에 따른 물과의 접촉각 변화[ 18] Ion Beam Energy
그림 초음파 세척장치[ 19]
그림 내부사진[ 20] Clean Room
그림 장치 유공압[ 21] Dip-Coating ( type)
그림[ 22] UV Dryer
- 10 -
그림 측정값에의한 증착막의 두께분포[ 23]
그림 금속박막의 시간에 따른 온도변화 비교[ 24]
그림 세라믹 박막의 시간에 따른 온도변화 비교[ 25]
그림 플라스틱 기판 유무에 따른 진공도 변화[ 26]
그림 반투과반사 윈도우 상용제품의 사진[ 27] SEM
그림 반투과반사 윈도우 상용제품의[ 28] RBS Spectrum
그림 표면개질 전후의 사진[ 29] AFM
그림[ 30] Wetting Angle Test
그림 시료의 크기 및 측정점[ 31]
그림 층의 단면 사진[ 32] Hard Coating SEM
그림[ 33] Steel Wool Scratch Tester
그림[ 34] Pencil Hardness Tester
그림 플라즈마 표면처리된 하드코팅막의 사진[ 35] AFM
그림 증착시스템[ 36] IBAD
그림 금속박막의 투과율[ 37] Spectrum
그림 금속박막의 전후면 반사[ 38] Spectrum
- 11 -
제 장 서 론1
국내전자산업은 정보통신 컴퓨터 전자부품 등을 주축으로 생산규모면에 있어서 세
계 위 로 주요생산국 중 하나이며 최근 디지털화 인터넷붐 등으로 매년5 ( lsquo00)
내외의 고속성장을 하고 있다 국내 전자산업은 전체산업의 약 의 비중을20 13
차지하고 있으나 일부 핵심부품 및 소재는 관련기술의 부족으로 일본 미국 등 관
련 선진국으로부터 수입에 의존하고 있어 이에 대한 대책 및 전략적 기술 개발에
의한 국산화가 시급한 실정이다 또한 플라스틱 소재는 높은 성형성 경량성 및 탄
성이 우수하여 자동차 항공기 가전제품 등 모든 산업분야에서 기존의 금속 유리
등 무기물을 급속히 대체하고 있으며 표면처리를 통한 플라스틱의 낮은 내열성 내
마모성 등의 단점을 보완하고 기능성을 개선함으로써 그 활용 폭이 지속적으로 확
대되고 있는 상황이다
플라스틱 반투과반사 윈도우는 년 일본 사의 에 첫 적1997 Sony Portable Audio
용된 후 첨단 전자제품에 급격히 파급되고 있으며 삼성 대우 등 국내 전자LG
업체에서도 디자인성이 높아 최근 첨단전제품의 전면에 반투과반사윈도우를 적극
채용하고 있는 추세이다 그러나 플라스틱 반투과반사 윈도우는 내부 광원으로부터
의 가시광은 투과하면서도 외부의 빛은 반사시키는 기능이 있어야하며 흡수율이
낮아 광효율이 높아야 하고 순수금속층을 수 십 나노 두께로 균일하게 코팅해야하
는 어려움이 있으며 더욱이 유기 물인 플라스틱과의 접착력을 높일 수 있는 플라
스틱 표면처리기술과 미세파티클 제어를 위한 청정기술 등을 필요로하는 복합적인
기술 제품이다 현재 국내 전자업체에서는 고가의 반투과반사 윈도우용 소재를 수
입하여 인쇄 및 가공 등 후가공 기술만을 확보하고 있어 코팅층의 박리 얼CNC
룩 접착력 저하 등의 발생시 문제해결에 한계가 있는 상황으로 관련기술 개발에의
한 플라스틱 윈도우 부품소재의 국산화 및 수입대체가 절실하며 국내 전자제품의
원가경쟁력 향상을 위해서도 시급히 개발되어야할 기술이다
- 12 -
본 과제는 플라즈마에의한 표면개질로 고분자 표면의 친수성증대 및 금속층과RF
의 접착력 향상을 위한 표면처리기술 유공압 디핑방식에의한 코팅층의 도포 및 자
외선에의한 광경화 하드코팅기술 전자선 증발 평행이송 및 매스크설계에의한 미세
금속박막 증착공정 기술개발 및 각 공정의 최적화를 통한 시제품을 제작하는 것이
며 아울러 플라스틱 반투과 반사윈도우소재의 기계적 광학적 특성 평가 기술을 확
립하는데 있다
- 13 -
제 장 관련기술의 이론적 배경2
제 절 플라즈마에의한 표면처리1
다양한 산업분야에서 광범위하게 적용되고 있는 플라스틱 소재는 높은 성형성 경
량성으로 인해 폭발적인 성장을 하고 있으며 최근에는 기존 금속 목재 등 무기물
을 급속하게 대체하고 있는 상황이다 그러나 플라스틱은 낮은 내열성 내마모성
마찰에의한 정전성 등의 단점을 갖고 있으며 특히 광학용 소재로 사용시 정밀세정
이 용이하지 않아 다양한 세정방법이 모색되고 있는 상황이다 일반적으로 플라스
틱 오염물은 초음파세척에 의해 제거가 가능하나 모재에 물리 또는 화학적으로 붙
어있는 이물질이나 모재 표면 자체가 갖고 있는 표면 거칠기(surface roughness)
등의 개선에는 한계가 있어 코팅층과의 박리가 발생하는 문제점이 있어왔다 최근
이러한 문제점을 해결하기 위해 저온 플라즈마 를 이용한 플라즈마 표면처(plasma)
리기술이 도입되고 있으며 더욱이 플라즈마는 플라스틱 표면에 친수성기를 활성
화할 수 있는 장점이 있어 코팅층의 접착력 향상에 있어 핵심적인 방법으로 평가받
고 있다 이 방법은 전리된 전자와 이온이 전기장에 의해 운동하면서 모재 표면에
충돌하여 표면에 존재하는 유무기물 등 오염물을 제거하고 미세에칭을 통해 표면
조도를 향상시키는 역할을 하는 것으로 알려져 있다 플라즈마 표면처리 장치에서
플라즈마 발생 장치는 고전압을 이용한 직류 플라즈마 원이 있고 주파수가 1356
혹은 그의 배수인 플라즈마 원 등이 있다 직류 플라즈RF (RF-plasma source)
마 원은 구조가 간단하고 사용하기 편리하지만 절연체가 두 전극 사이에 있을 경
우 절연체 표면에 전자가 쌓여서 또 하나의 음극을 형성하여 플라즈마가 형성되지
않아 절연체 표면처리에는 적용이 불가능하다고 활 수 있다 이런 이유로 본 연구
에서는 절연체인 고분자의 표면처리를 위해 및 를RF plasma source Optical Grid
이용한 를 적용하여 표면처리를 수행하였다Ion Beam source
원리 및 구성1 Plasma Ion Beam Source
내열성이 취약한 등 엔지니어링 플라스틱의 표면에 금속 및 세라믹박막PC PMMA
을 증착하기 위한 표면처리방법으로 상온에서 모재의 표면손상을 최소화할 수 있
는 저온 플라즈마 이온원의 활용은 필수적이라고 할 수 있다 본 과제에서는 플라
스틱 기판의 표면처리를 위해 의 를 적용하filamentless type RF ion beam source
였으며 개략적인 부품의 구성 및 작동원리는 다음과 같다
- 14 -
에서 발생된 는 의 을 따라 흐르면서 주변에RF generator microwave antenna coil
를 형성하고 동시에 는 를 형성하게magnetic field AC magnetic field electric field
된다 를 통하여 공급된 중에 존재하는 일부 은 형성된 MFC gas charged particle
내를 이동하면서 내부에서의 많은 중성입자들electic field gas discharge chamber
과 연속적인 충돌을 일으키고 차 충돌된 은 새로운 을 발1 particle charged particle
생시키며 형성된 내에서 연속적인 플라즈마를 생성하게된다 생성된magentic field
플라즈마 중 양이온은 ion optical 내의 양음극 전극사이의 에 의하여grid potential
밖으로 인출되도록 하여 특정 에너지를 갖는 이온을 얻는 것이다 이온원 플라즈마
의 을 위하여 사의 와generation Comdel 80 500W (Model CPS-500AS80)
를 사용하였으며 및 에 전압1356 RF generator Emitting grid accelerating grid
을 인가하기 위하여 의 를 사용하였다2KV DC power supply
적용된 는 의 조절에 의해 를 까지 조RF ion source RF power ion currrent 5~80 Aμ
절할 수 있으며 에 인가된 전압의 조절에 의해 의 에너지 조절grid 200~ 2000eV
이 가능하다 이온원은 크게 및 부 공급 및 부 magnet support gas discharge
부 부로 나눌 수 있으며 구성도는 아래 그림 과 같mat ching box optical grid [ 1]
다
그림 의 구성도[ 1] Ion Source
- 15 -
가 Magnet Array
의 설치목적은 전자의 나선형 운동을 유도함으로써 평균자유경로를Magnet array
길게하는데 있다 전자의 을 증가시켜 연속적인 플라즈마를 발생시키는 것 life time
이다 이온원에는 크기 인 를 사용하여 플라즈마의 20times30times10t 20times30times35t SmCo5
고온분위기에서도 자성을 쉽게 잃지 않으며 각각 개로 구성되어 개의 을 28 4 6 pile
이루고 있다 에의한 이온원의 자력분포는 그림 과 같다 Magnet array [ 2] Magnet
지지부는 강자성물질중의 하나인 순철이며 의 상하 주 quartz discharge chamber
변에는 판형을 이루고 있으며 부에 열전도계수가 높은 를 사용 flange Copper Rod
하여 플라즈마에 의해 발생된 열이 쉽게 방출되는 구조를 갖고 있다
그림[ 2] Ion Source Magnet Array(2times3)
나 Matching Box
의 고주파를 사용하는 는 의 출력Radio frequency linear ion source RF power
값에 상응하는 부의 값의impedance plasma discharge load impedance matching
여부가 의 특성을 크게 좌우하게된다 의 출력이Ion beam current RF generator
까지 모두 전달되어 효율적인 플라즈마를 발생시키기 위해서는antenna discharge
부의 가 가능한 적어 를 최소화되어야 바람직하나impedance reflecting power
값은 량 및 상태 주변환경 등의 변화에 매load impenance gas insulator ground
우 민감하게 반응하고 고주파의 노출시 각종전자장치 및 인체에 치명적일 수 있어
고주파의 에 각별한 주의를 필요로한다 의 값은 약shield antenna inductance 19 X
10-8 이며 사의H Jennings VVC(Vacuum Variable Capacitor 7 ~ 500 pF 5KV)μ
를 사용하여 값을 조절하였다capacitance
- 16 -
그림 의 전기회로 개략도[ 3] Matching Box
다 Ion Optical Grid
는 내부의 중 만을 인출Ion beam optical grid gas discharge chamber plasma +ion
시키는 역할을 한다 아래 그림 에서 와 사이에 [ 4] emitting grid accelerating grid
높은 을 인가하여 을 인출하고 외부에는 로써potential +ion decelerating grid
가 있어 외부의 및 의 유입을 방지하는 기능을 하ground electron charged particle
고 있다
그림 의 개략도[ 4] Ion Optical Grid
되는 은 사이의 차이 만큼의 에너지Emitting ion emitting-accelerating gird potential
를 갖게되며 작동시 의 인가전압을 조절함으로써 의 에너지를 조절emitting grid Ion
할 수 있도록 되어있다
- 17 -
그림 에서의 변화[ 5] Optical Grid Potential
각 는 의 일정한 간격을 유지하고 있으며 플라즈마 발생시 온도grid 08 ~ 12
에 의한 변형을 막기 위해 선팽창계수가 낮은 박판 소재를 사용하고 있titanium (1t)
다 본 과제어 적용된 는 아래 그림 과 같다 RF ion source [ 6]
그림[ 6] RF Ion Source
이온원의 특성2
가 의 조절성 Ion Current
의 특성은 개구부의 단면적이 인 에RF linear ion source 1 faraday cup DC
의 전압을 인가한 후 이온 전류를 측정하였다 그림 는27V [ 7] Ion source RF
의 조절에 의하여 의 가 조절되며 에power ion beam current density emitting grid
인가전압을 조절함으로써 의 를 조절할 수 있도록 되어 있다 Ion Beam energy Ar
O2 의 유량 는 인 조건에서 측정된gas 15sccm ion beam energy 1KeV ion beam
의 값은 그림 에 나타내었다current [ 8]
- 18 -
그림 및 측정[ 7] Faraday Cup Ion Current
그림 에 따른[ 8] RF Power Ion Current Density
그림 에서 알 수 있듯이 원자량 또는 분자량이 클수록 같은 에서 이[ 8] RF power
온 전류가 많이 생성되는 것을 알 수 있다 이는 질량이 무거울수록 미분산란 단면
적이 증가하여 이온화가 잘 되기 때문이며 는 공급을 Ion current density RF power
로 증가시킴에 따라 까지의 범위에서 비교적 선형적으로10~130W 5 ~ 38 Aμ
증가됨을 알수 있다 의 조절성 확보와 Ion beam current 5times10-4 ~ 3times10-5 의torr
넓은 작동영역은 플라스틱 표면처리의 다양한 적용을 가능하게 하였다
- 19 -
나 의 Ion Beam Uniformity
플라스틱 모재의 표면개질 및 에 사용된 는 대면cleaning linear ion beam source
적 기판의 표면처리에 있어서 의 균일성 확보는 필수적이라 할 수 있다ion beam
더욱이 플라스틱의 경우 친수성 증대를 위한 량의 적정영역 폭은 상대적ion dose
으로 광범위하지 않아 균일성이 낮을 시는 대면적 시료를 일괄처리할 수 없어 후공
정인 반사막 및 다층막의 부분적 박리 및 을 유발할 수 있다crack
와의 거리가 인 지점에서Optical grid 400 Ar 20 sccm RF 60W ion beam
는 각각 이고 진공도energy 05 1KeV 8x10-5 에서 측정된 의torr ion beam current
분포를 그림 에 나타내었다 의 는 로 시료크기[ 9] Ion Beam uniformity 82 500
이상의 대면적에서 사용가능하다고 할 수 있다
그림[ 9] Linear Ion Beam Profile
제 절 고진공 금속증착2
증착막의 균일성1 (uniformity)
본 개발에 사용된 의 은 수많은 전자의 충돌에의해 증Electron-Beam Gun crucible
착물이 되는 시발점이며 종종 점증발원으로 이상화되어 수학적으로 해evaporation
석되고 있다 이 때 증발된 물질은 불균일하게 방사형으로 퍼져 나가기 때문에 평
면 모재에 균일한 박막을 증착하기는 그리 쉽지않다 증발된 물질은 일반적으로
COS2의 법칙을 만족하여 증발된다고 알려져 있으며 이에 대한 대책으로 안경렌즈
등 광학 코팅업체에서는 형의 기판 를 설치하여 회전시키고 고정 를dome jig mask
제작하여 균일성을 확보하고 있다 그러나 본 과제와 같이 대면적 평판의 경우 장
단의 차가 매우 커서 회전방식을 이용할 경우 공간의 효율적 활용이 어렵고 증착물
의 소모가 너무 많은 단점이 있어 기판의 평행이송과 고정 를 복합적용하여mask
증착박막의 균일성을 확보코자 하였다
- 20 -
가 이론적 두께 분포
증발원의 형상 및 기판의 상대위치에 따른 박막의 두께분포는 수식에 의해 계산이
가능하며 점증발원에서 높은 거리에 있는 평면상의 중심 에서 만큼 떨어져 있 0 X
는 점에서의 막두께 는 기하학적 가정과 해석을 통해 다음과 같이 구할 수 있다t
그림[ 10]
m 증발량 h 증발원과 기판과의 수직거리
p 증착물질의 밀도 x 기판의 중심에서 측정하고자하는 미소평면과의 거리
그림 점증발원의 기하학적해석[ 10]
아래의 그림 은 점증발원 및 미소평면증발원인 경우 각각 평면기판상에 증착된[ 11]
막의 두께 분포를 수식에 의해 구한 결과이다
그림 수식에 의한 증착막의 두께분포[ 11] (H Macleod)
- 21 -
축은 중심에서의 두께에 대한 비를 나타내며 축은 점에서 측정하고자 하는 미Y X 0
소평면까지의 거리 와 증발원과 기판사이의 거리 에 대한 비를 나타내고 있다 중X h
심부에서 최대의 두께를 나타내며 가 인 부터는 급격한 변화가 있으나 연속 Xh 03
적으로 감소함을 알 수 있다
제 절 플라스틱 특성평가3
광흡수율1
가 의 구비조건 Spectrophotometer
파장범위는 를 측정할 수 있어야 한다1) 340 ~ 780nm
측정 파장 간격은 이하로하고 분광측정기의 사출 슬릿에서 나오는 방사2) 10nm
속의 유효 파장폭은 이하로 한다10nm
측광방식은 기준물체로 부터의 투과 광속 또는 반사광속의 비교 측정에 의한 것3)
으로 하고 측과의 정확성은 측광 범위 최대 눈금의 이내로 하고 반복 정밀도 1
는 이내로 한다05
분광측정기 파장눈금의 치우침은 분광 측광기의 투과 파장대에 대한 최대 강도4)
의 파장으로부터 이내로 한다1nm
나 측정방법
투과율 측정방법 시료면의 법선방향에서 분광 측정기의 사출 슬릿에서 나오는1)
평행에 가까운 광선속을 입사시켜서 그 투과광의 방향에서 간격의 파장에 10nm
대해 분광 투과율을 측정한다 기준 물체는 광로 중에 시료를 삽입하지 않는 경우
의 공기층으로서 그 분광투과율을 로한다1
반사율 측정방법 시료의 면에 대해서 법선에 대한 각도가 도를 초과하지 않2) 15
는 입사각으로서 분광 측정기의 사출 슬릿에서 나오는 평행에 가까운 광선속을 입
사시켜서 간격의 파장에 대해서 분광반사율을 측정한다 기준 물체로서는 절10nm
대 반사율 측정법에 따라 표준 거울면 반사체를 사용한다
- 22 -
흡수율 계산 금속박막의 광흡수율 은 전체 입사광 에서3) (A) 100 visual range
에서의 평균투과율(Tav 과 평균반사율) (Rav 의 을 뺀 광량을 다음식에서 구할 수 있)
다
광흡수율(A) = 100-(Tav+Rav)
다 평가시 주의사항
측정시 온도와 습도를 기록한다o Spectrophotometer
의 램프는 적어도 시험 분전에 켜 놓는다o Spectrophotometer 5
측정시 주변의 진동이 없도록한다o Spectrophotometer
표준 반사 시편은 주기적으로 평가하고 기록하여 보정계수를 수정한다o
내마모성2 (ASTM D1044)-TaberHaze Test
가 시험개요
이 시험 방법은 를 사용하여 시료표면에 를 발생시킨 후 광투Taber abraser haze
과율에 의한 값의 변화를 측정함으로써 표면의 내마모성을 평가하는 방법으haze
로 값이 클수록 내마모성이 나쁘고 작을수록 내마모성이 높다고 할 수 Haze()
있다
그림[ 12] Taber Abrasion Tester
- 23 -
나 시험방법
시료의 준비1)
시험할 시료는 깨끗하고 원형 혹은 사각으로 지름 이상 크기의 투명판상부재80
여야하며 두께는 이하가 바람직하다 시료의 중앙에는 홀가공되어 12 Taber
에 장착이 가능해야 한다Abraser
에의한 마모2) Taber Abraser
는 시편을 회전시키는 회전판과 회전하는 시편 표면에 접촉하여 표Taber Abraser
면을 마모시키는 두 개의 마모윤으로 이루어져 있다 시편을 회전판 위에 고정시킨
후 일정한 무게 를 갖는 마모윤을 시편 위에 올려놓아 하중을 가한 상태에서(500g)
마모윤과 시편을 동시에 회전시켜 표면을 마모시키는 장치로 하중 및 회전 cycle
은 시료에 따라 적용을 달리한다 시험환경은 온도 상대습도 23 plusmn 2 50 plusmn 5
이어야 하며 마모윤은 마다 교환해서 사용한다 100 cycle
측정3) Haze Valve
로 마모된 시편은 로 혼탁도 를 측정하여 내마모Taber Abraser Hazemeter (Haze)
성을 평가한다 는 투명판의 를 측정하는 장치로서 여기서 Hazemeter Haze Haze
란 시편이 얼마나 깨끗한가에 대한 척도이며 투명판에 빛을 비추었을 때 투명판을
투과하는 빛 중에서 입사광으로부터 보다 큰 각도로 벗어나는 빛의 백분율을25deg
뜻한다 한 시편 당 개 이상의 측정 점에서의 평균값을 구하고 마모 전에 측정 4
된 값과의 차 를 구한다haze Haze()
접착력3 (ASTM D3359)
코팅층의 접착력 평가를 위한 다양한 방법이 개발되고 있으나 대부분 금속 유리 등
무기소재가 주를 이루고 있으며 플라스틱과 같은 유기물과 코팅층과의 접착력을
정량적으로 평가하기에는 다소 한계가 있는 실정이다 일반적으로 가장 광범위하게
간단히 적용되는 방법은 이며 최근에는 임계하중값을 이용Cross-Cut-Tape-Test
하는 방법도 적용되고 있다scratch-test
가 Tape-Test 접착테이프 접착력시험법으로 그림 과 같이 칼로 간격으 [ 13] 1
로 개의 선을 직교하도록 긋고 접착테이프 사의 를 사용하여11 (3M 610)
한 코팅층 위에 밀착시킨 후 순간적으로 도 방향 테이프를 떼어 초cross-cut (45 )
기의 정사각형 수 개 와 시편에 잔존하는 코팅층의 정사각형 수를 비교함으로(100 )
써 부착력을 정량적으로 표현하는 방법이다 신뢰성 측면에서 곳이상에서 각 회 3 5
이상 실시 할 수 있다
- 24 -
그림[ 13] Cross-Cut Tape Test
나 Scratch Test 그림 과 같이 다이아몬드 팁이 달린 로 기 [ 14] Nano-indenter
판의 표면에 위치한 후 수직방향의 힘을 선형적으로 증가시키면서 동시에 수평방
향으로 기판을 등속으로 이송하여 표면의 긁힘 자국을 관찰한다 밀착력은 수평방
향의 전체 이송길이 에 대응하는 임계길이 에서의 임계하중을 간단한 비례식으로L
계산하여 밀착력 을 계산한다(N)
그림 스크레치 테스크 개념도[ 14]
표면경도4 (ASTM D3363)
가 개 요
플라스틱 코팅층의 표면경도는 경도값을 알고 있는 연필심을 이용하여 소재의 표면
경도를 평가하는 방법이다 분위기 온도범위와 습도 의 상 23 degC plusmn 2degC 50plusmn 5
대습도에서 시험한다
연필경도 단계는 다음과 같다
- 25 -
6B-5B-3B-2B-B-HB-F-H-2H-3H-4H-5H-6H-7H-8H
(Softer) (Harder)
나 시험 및 평가방법
경도를 알고있는 연필의 심 길이를 로하고 끝단을 심방향과 직각이도록1) 5~6
로 깍아 단면이 동심원이 되도록 준비한다 기계식 연필깍기 사포 등 사용90deg ( )
측정하려는 시편을 단단하고 수명한 면 위에 올려놓는다2)
준비된 연필을 시편면과 과가 되도록 올려 놓고 단단히 연필홀더에 고정시킨3) 45deg
다
연필심에 일정한 압력이 전달되도록 균일한 힘을 가하면서 균일한 속도로4) 65
이상을 전진시킨다
상기 번을 회 반복한다 확보된 다섯개의 경로선을 관찰하여 코팅층의5) 1234 3
긁힘여부를 확인한다
세개의 선 중 긁힘이 발생한 선이 있으면 아랫 등급의 연필을 사용하여 상기6)
를 반복한다12345
세개의 연필경로선 모두에서 긁힘 발생이 없으면 사용한 연필의 경도를 코팅층7)
의 표면경도로 기록한다
다 주의사항
시험전 시편의 표면에 오일 콤파운드 등을 제거하여 시험중 미끄럼발생이 없도
록 한다
시험중 연필심의 에지부에 크랙 파손이 발생할시에는 재가공후 시험한다
- 26 -
표면친수성 에너지5 ( )
플라스틱 모재의 향상을 위한 연구에 있어서 표면 특성의 정량적인 평가wettability
가 수행되어야 하며 직접적인 실험에 의한 향상정도를 확인할 수 있어야 한다 표
면 특성의 정량적인 평가로서 본 과제에서는 액체의 접촉각을 측정하여 표면에너지
를 구함으로써 향상정도를 비교할 수 있었으며 에 의해 향상됨cross-cut tape test
을 파악할 수 있었다 일반적으로 고체표면의 에너지는 표면의 형상조도에 의해 좌
우되는 와 극성작용기에 의한 의 합으로 계산된다dispersion force polar force
고체표면의 와 를 구하기 위해서는 물성을 알고있는 두dispersion force polar force
극성용액의 고체표면과의 을 측정함으로써 다음과 같이 간단히 계산wetting angle
할 수 있다
Wetting angle120563120574s
d Dispersion force of Solid120574ld Dispersion force of Liquid
120574sp Polar force of Solid
120574lp Polar force of Liquid
일반적으로 사용되는 극성용액은 차증류수와 용액을 사용하며 각 용액3 formamide
의 물성은 아래 표 과 같다[ 1]
표 극성용액의 물성[ 1]
각 용액의 을 측정하고 용액의 기지의 상수를 활용하여 상기식을 이wetting angle
용한 두방정식의 연립을 통하여 고체의 표면에너지를 계산하는 것이다 본 과제에
서는 의 에너지 및 량에 따라 고분자 및 하드코팅표면의ion beam dose wetting
을 측정하고 상기 식에 적용하여 표면에너지를 구할 수 있었으며 박막 증착angle
후 를 통하여 접착력의 향상을 확인할 수 있다cross-cut tape test
- 27 -
제 장 플라스틱 반투과반사 윈도우 코팅공정개발3
제 절 플라즈마 이온원에의한 표면처리1
산업전반에 걸쳐 광범위하게 사용되고 있는 플라스틱은 경량성 및 높은 생산성으로
인해 그 활용 폭을 점차 넓혀가고 있으나 플라스틱의 열에너지chemical reaction
에 의한 표면거칠기 열변형 무기물과의 접착력 등의 특성은 플라carbonization
스틱의 활용에 한계가 되고 있으며 이러한 문제를 해결하려는 연구개발이 다양한
분야에서 활발하게 진행되고 있다 특히 glow discharge electron beam arc
등의 방법으로 플라스틱 표면의 특성을 개선하기 위discharge corona discharge
한 연구가 이루어지고 있으며 일부 연구결과는 산업현장에서 적용되어 핵심공정으
로 자리를 잡고있다 본 과제에서는 에너지를 갖는 조사에 의한 고분자 ion beam
표면의 친수성을 높이고 표면에너지의 향상을 통하여 금속 무기물과의 를wettability
증진코자 하였다 수백 에서 수 의 에너지를 갖는 을 사용한 것과 KeV MeV ion beam
는 달리 내외의 에너지를 갖는 을 사용함으로써 플라스틱 표면의1KeV ion beam
큰 손상없이 만을 증진시켜 무기물과 고분자의 접착력이 혁신적으로 개wettabiIity
선되는 결과를 나타냈다
플라스틱 모재에 플라즈마 을 조사하여 의 량 변화에 따른ion beam ion beam dose
극성용액의 을 측정하였다 그림 는 의 에너지를wetting angle [ 15] ion beam 1
로 일정하게하고KeV O2와 이온 빔의 이온선량을Ar 1times1014 에서 1times1017 ion
의 범위로 변화시키며 조사하였을 때 증류수의 접촉각 변화를 나타낸 것이다
그림[ 15] Water Wetting Angle(lon Beam Energy 1KeV)
- 28 -
기판의 증류수에 대한 접촉각 측정은 플라즈마 이온빔 처리된 모재의 표면에 증류
수 를 각각 군데 떨어뜨린 후002 3 contact anglometer (Goniometer Model
를 사용하여 을 측정한 후 평균값을 취하였다G-1 ELMA Inc) wetting angle
플라스틱표면에 플라즈마 처리안된 시료의 증류수에 대한 접촉각은 였으며 플92deg
라즈마 표면 개질된 모재의 은 정도wetting angle 30deg (1times1017 로 떨어짐을ions )
확인할 수 있었다 표면에너지값을 구하기 위하여 포름아미드 용액의 접촉각을 같
은 방법으로 측정하였다 그림 이온선량이 증가하면서 접촉각이 조금씩 감소하[ 16]
는 경향은 증류수 접촉각 실험과 같은 경향을 보이고 있다
그림 포름아미드[ 16] Wetting Angle(Ion Beam Energy 1Kev)
물과 포름아미드 극성용액의 측정된 접촉각을 이용하여 플라스틱 모재의 표면에너
지를 구할 수 있었다 그림[ 17]
그림 이온선량에 따른[ 17] Surface Energy
- 29 -
표면거칠기에 큰 영향을 받는 의 경우 이온선량이 증가함에 따라dispersion force
대체적으로 완만한 변화를 보이고 있으나 의 경우 이온선량이 증가함에 polar force
따라 지속적으로 급격히 증가하여 이온선량이 1times1015 Ar+ 에서는ions 40 ergs
까지 도달하였으며 이온선량이 1times10 17 Ar+ 에 이르러서는 의ions 64 ergs
표면에너지까지 증가하여 초기의 보다는 배이상이 증가함을 알 수 있었30 ergs
다 이와 같은 변화는 이온 빔의 조사로 인하여 플라스틱 기판 표면에 free radical
이 생성되고 의 형성으로 설명되고 있다hydrophilic group
한편 의 에너지 변화에 따른 플라스틱의 표면에너지 변화를 알아보기 위 ion beam
하여 이온선량을 8x1016 Ar+ 로 일정하게 하고 의 에너지를ions ion beam
까지 일정하게 증가시키면서 물과의 접촉각을 측정하였다 그림1500eV [ 18]
그림 에 따른 물과의 접촉각 변화[ 18] Ion Beam Energy
플라스틱 종류별 차이는 있으나 대체로 내외였으며 이상에서는 점차40deg 1500eV
로 다시 증가하는 것을 보여주었다 으로 표면처리시 의 보다는 Ion beam ion energy
의 량에 지배를 받는 것으로 파악되었으며ion dose Ar+만의 조사보다는 02 분위기
에서의 Ar+ 조사시 효과가 높았으나 진공도가 낮아지는 점과 이 불안정하ion beam
다는 단점이 있어 Ar+ 만의 조사가 생산적용시에는 유리하다고 판단된다
- 30 -
제 절 하드코팅공정연구2
전처리 공정1
플라스틱 표면 상에 흡착 부착된 오일 미세먼지 지문 등 다양한 오염물은 하드코
팅 후 코팅층의 박리 핀홀 표면 얼룩 등의 다양한 불량을 초래할 수 있어 coating
액의 도포공정에 앞서 필수적으로 세정공정을 수행해야한다 본 과제에서는 초음파
세척방법을 전처리공정에 적용하여 하드코팅공정 연구를 수행하였다 그림 는 [ 19]
본 연구에 사용된 세척장치로써 세정액이 담긴 세정조 차 및 차 수세조와 탕세 1 2
조로 구성되어 있다
그림 초음파 세척 장치[ 19]
본 과제에서는 초음파를 기본적으로 사용하고 플라스틱 소재의 성형방법에 따라
표면특성 및 오염된 표면 이물질이 달라 각각 다른 공정 방법을 적용하였다
가 사출 및 압출 성형된 모재
대부분의 플라스틱 기판은 알카리 세제를 사용한 전처리공정으로 깨끗한 기판을 얻
을 수 있었으며 처리 후 부착력이 우수한 코팅층을 얻을 수 있었다 hard coating
세척순서는 아래와 같다
알카리 세제 수용액에 초음파 세척 분(1) 5 50~60 times 10
흐르는 수도물에 수세 대략 초(2) 10
증류수에 초음파 수세 분(3) 50~60 times 10
증류수에 탕세(4) 4 s 60~70
- 31 -
건조 분(5) 70 times 60
보관 에 보관(6) SUS box
나 성형된 모재 Casting
성형시 필수적으로 포함되는 모재의 이형성분을 제거하기위한 최적공정을Casting
파악하기 위해 세제의 농도 및 처리시간에 따른 실험을 수행하였다 실험은 1~
의 알카리 세제로 각각 분으로 나누어 초음파 처리하고 의 으10 5 10 30 50 IPA
로 분 범위내에서 시간을 달리하여 초음파 세척한 후 코팅제로3~10 A-104 hard
을 하였다 다음은 세척공정 순서이다coating
알카리 세제 수용액에 초음파 세척 분(1) 5 50~60 times 10
흐르는 수도물에 수세 대략 초(2) 10
수용액에 초음파 세척 분(3) 20~50 IPA 30~40 times 7~8
증류수에 초음파 수세 분(4) 50~60 times 10
증류수에 탕세(5) 4 s 60~70
건조 분(6) 70 times 60
보관 에 보관(7) SUS box
시편의 평가는 육안에 의한 얼룩의 유무확인과 에 의한 부착력cross-cut tape test
으로 판단하였다 알카리 세제와 농도가 각각 와 미만일 때는 오염 물질 IPA 5 50
이 완전히 제거되지 않아서 코팅막에 약간의 얼룩이 관찰되었으며 의 알카리 5
세제로 분 분간 초음파 세척과 분간 초음파 세척공정시에5 ~10 7 IPA hard coating
의 부착력이 우수하였고 코팅막에 얼룩도 발생하지 않았다
표 는 알카리세제와 수용액으로 세척된 기판위에[ 2] IPA PMMA casting hard
막을 형성시킨 후 코팅층의 부착력을 시험한 결과이다coating
표 기판에 대한 세척 코팅 접착력[ 2] PMMA Casting +
- 32 -
공정2 Dipping
하드코팅공정에 있어서 도포공정은 다양한 방법이 개발되어 있으며 본 과제에서는
두께조절성 액의 소모성 등을 고려해 디핑방식을 적용하였다 공정의 Dip-coating
개략적 방법은 다음과 같다
플라스틱 모재는 함수율이 높아 코팅전 모재건조를 실시한다(1)
플라스틱 모재에 묻어있는 먼지를 안에서 제전건으로 완벽히 제거(2) clean room
한 후 의 에 수직으로 고정시킨다dip-coater jig
시편을 코팅액이 담겨져 있는 코팅조에 일정한 속도로 하고 초간 유(3) dipping 10
지시킨다
의 인상속도를 조절 한 후 시편을 일정 속도로 인상한(4) Dip-coater (2~6 sec)
다
이 때 인상속도를 조절하여 코팅층의 두께를 조절할 수 있다 딥코팅시 분위기 습
도를 이하 온도 상온 코팅액 온도를 로 유지하여 액의 경시변RH 50 18 ~ 20
화를 최소화 해야한다 플라스틱렌즈 및 보안경 등 공정을 요하는 업 hard coating
체에서는 정도의 청정실에서 하드코팅을 실시하고 미만의 상대습class 1000 50
도 조건을 유지함으로써 대기 중의 먼지 부유물등에의한 오염을 최소화하고 있으
며 날씨변화에 따른 분위기 환경을 일정하게 유지하고 있다
코팅 분위기 조건의 변화는 경화 후 막에 에 의한hard coating particle pin-hole
과 현상 등을 일으킬 수 있으며 양질의 우수한 코팅막을 얻기가 힘들다 본hazing
연구에서는 인 의 을 설치하여 하class 1000 conventional air flow type clean room
드코팅공정을 실시하였다
그림 내부 사진[ 20]Clean room
- 33 -
내부에는 제전건 기 클린 오븐 광경화기 초음파세척장Clean room dip-coating
치 등의 설비를 구비하여 경화형 처리가 일괄적으로 처리됨으로써UV hard coating
우수한 물성의 하드코팅막을 얻을 수 있었다 그림 은 내부의 사 [ 20] clean room
진이며 작업시 내부온도는 습도는 이하를 유지하 hard coating 18~20 40RH
였다
전도체인 금속과 달리 플라스틱은 절연물질로 전기전하의 이동을 허용치 않아 마찰
등에 의하여 쉽게 정전기장을 형성하여 정전기장 내에 놓여있는 반대 극성을 갖는
입자를 끌어들이게 된다 이러한 입자를 제거하기 위해서는 플라스틱 표면 및 입자
의 극성을 중성으로 바꾸어 줌으로써 간단히 해결할 수 있다 본 과제에서는
공정 전에 공기를 이온화시켜 대량의 양 음이온을 발생시키는 장치인dipping
을 사용하여 을 제거할 수 있었으며 이물에의한 코팅층의Anti-Static-Gun particle
불량을 줄일 수 있었다
본 과제의 딥방식은 인상방식과 장치의 정밀성이 코팅특성을 좌우한다고 할 수 있
다 본 과제에 적요된 딥인상은 에의한 조의 인상 하강 방식으로 air-hydro type ㆍ
정숙성이 높은 방식이다
그림 장치 유공압[ 21] Dip-coating ( type)
- 34 -
실린더의 제어는 유공압 방식을 사용하였으며 이는 압축공기를 이용하여 유압실린
더를 제어하는 방식으로 공기의 압축성으로 인한 문제점을 개선한 것이다 즉 공기
압을 사용하면서 유압유니트와 같이 작동개시 때나 부하변동시에 접속구동이 가능
하고 저속 구동시 현상을 방지할 수 있는 유압실린더의 장점을 활용한 것 stick slip
이다 일반적으로 유공압은 실린더의 정밀정속구동 중간정지 이속제어나 로터리형
액츄에이터의 완속구동 등에도 많이 적용되고 있다 그림 은 본 실험에 사용한 [ 21]
유공압 방식의 장치로써 실린더와dip-coating air hydro type convertor coating
조 냉각 및 시스템 용량 사용 line filtering (chemical pump (10 min) 15 filter )ℓ
등으로 구성되어 있다
경화공정3
플라스틱 기판위에 경화형 액을 딥방식에의한 도포 후 에UV hard coating 50~70
서 분동안 시키고 램프 에의한 를 조사시키면3~5 pre-heating UV (200~400nm) UV
표면경도 및 내마모성이 우수한 막이 형성된다 표 에서는 본 연구에 사coating [ 3]
용되어진 코팅제 종류 및 경화조건을 나타내었다
표 코팅제 종류 및 경화 조건[ 3]
Maker Grade 용 도 경 화 조 건
사 국내L ( ) A-104GN 겸용PC amp PMMA파장UV lamp (250~360nm)
에너지UV 65~90mjcm2
사 국내H ( ) 0-299 용PMMA파장UV lamp (250~360nm)
에너지UV 60~85mjcm2
사 국외E ( ) C-220 겸용PC amp PMMAUV lamp 300Winch
이송속도 25ftmin
사 국외H ( ) B-8558 겸용PC amp PMMA파장UV lamp (250~360nm)
에너지UV 75mjcm2
본 과제의 광경화공정연구에 사용된 광경화기를 그림 에 나타내었으며 일반적[ 22]
인 광경화의 원리 및 메커니즘은 다음과 같다
가 경화원리 및 특징 UV
전자파 중 자외선 은 파장이 까지의 영역을 의미하고 있으나 경(UV) 10~400nm UV
화에 이용되는 파장범위는 대체로 이며 이 자외선이 화학작용에 유효200~400nm
한 것은 유기 화합물의 해리 분해반응을 일으킬 수 있는 강력한 에너지를 가지고
있기 때문이다
- 35 -
경화 메커니즘(1) UV
일반적으로 코팅제의 경화는 광개시제로부터 시작되는데 자외선이 갖는 에너지UV
에 의해 광개시제가 분해되어 라디칼 반응을 형성하여 반응을 유도할 수 있는 활성
체가 된다 이 활성체에 의하여 및 와 연쇄적으로 반응하여 망 monomer oligomer
상구조화된 고분자막이 형성되는 것이다
경화의 특징(2) UV
저온에서 경화가 가능하다 내열성이 좋지 않은 플라스틱 모재에도 고품질의(1)
막을 형성시킬 수 있다coating
경화속도가 빠르다 건조단위가 초단위로 설정되기 때문에 의 연속자동화가(2) line
가능하며 작업효율이 향상된다
예열시간이 짧아 신속한 작업이 가능하며 에너지가 절감된다(3)
운전관리가 간단하고 신뢰성이 높다(4)
그림[ 22] UV dryer
- 36 -
나 사 사양 UV dryer (EYE GRAPHICS model ECS-301G1)
종류 와 수은등(1) lamp metal halide
(2) lamp power 및 로 조절 가능 15KW 2KW 3KW
발광장(3) 250nm
반사판 집광형(4)
조사거리 으로 조절가능(5) 100 ~ 180
속도 으로 조절 가능(6) conveyer 08 ~ 8mmin
냉각 방식 공냉식(7)
제 절 고진공증착공정3
증착공정개발1
가 증착물질 및 증착조건
반투과반사 윈도우는 투과성과 반사성을 동시에 만족해야하며 일반적으로 금속박
막을 고진공증착함으로써 구현될 수 있다 이러한 금속박막은 진공영역에서 작업을
수행해야하며 스퍼터링과 증착이 주를 이루고 있다 그 중 스퍼터링 방법 e-beam
은 재현성이 우수하고 방식으로의 적용이 용이하다는 장점이 있으나in-line target
및 의 교체 초기조건설정 등이 용이하지 않아 본 과제에서는 다양한 재료cathode
를 코팅할 수 있는 을 적용하였다 유기물인 플라스틱상에 금속무기물e-beam type
의 접착력과 코팅후의 기계적 특성확보를 위해서는 다양한 증착공정 연구가 수행
되어야 한다 표 와 표 에 사용된 증착물의 물성과 증착조건을 각각 나타었 [ 4] [ 5]
다
표 주요 증착 물질의 물성표[ 4]
- 37 -
표 주요 증착물질의 증착조건[ 5]
나 측정값에 의한 증착막의 두께 분포
증착에 의한 증착막의 두께분포를 파악하기 위하여 크기의E-Beam 600 x500
위에 두께 의 증착속도 을 증착하였다 위치에 따른 증착glass 2500 AI ( 5 sec) Å Å
막의 두께를 측정하기 위하여 유리판 중앙부에서 바깥쪽으로 폭 간격 길이10 (
으로 등분하여 시편의 증착막두께를 으로 측정하였다 그림 계산30mm) 25 SEM [ 23]
에 의한 두께분포와 비교하였을 때 대체적인 경향은 비슷하지만 상대적으로 기울기
가 급함을 알 수 있다
그림 측정값에 의한 증착막의 두께분포[ 23]
두께측정시 사진에 의존한 측정이고 사용된 진공시스템은 이상화와는 거리가SEM
있어 약간의 차이가 발생되었다고 판단된다 측정된 값의 추세선을 구함으로써 고
정 의 제작시 로 활용할 수 있었으며 평행이송에 의한 균일성확보mask reference
연구에 참고데이터로 활용할 수 있었다
- 38 -
다 평행이송에 의한 균일성확보
기판의 평행이송과 고정 를 동시에 사용하여 두께가 균일한 박막을 제작하고mask
자 하였다 를 평행이송하여 동서방향의 균일성을 확보하고 이때 등두께를 기준 Jig
으로 동서방향을 등분하여 평면으로 이상화 해 구간내에서의 선의 형상을 두께13
기울기에 비례한 형상을 구현한 고정 를 제작하여 남북방향의 균일성을 확보하mask
고자 하였다 평행이송은 로 회전수를 inverter motor(LG -KMI400K1) 0~160rpm社
으로 조절하면서 이송하였으며 고정 는 기판이송방향의 직각방향에 대한 균일 mask
성만을 고려하여 설계제작하였다 그러나 에 의한 가림과 이송시 증착영역을 mask
벗어남으로 인해서 생기는 증착물 가 크다는 단점이 있었으며 고정 의 형loss mask
상은 증착물 증착율에 따라 다소 차이가 있어 여러 세트를 구비해야만 했다 수차
례 실험을 통해 증착물별 를 제작할 수 있었으며 평행이송속도를 증가시키고mask
왕복이송 횟수를 증가시킴으로써 이내의 균일성을 확보할 수 있었다10
시스템의 특성2 IBAD
가 증착시 온도의 변화
플라스틱 기판은 내열성이 낮아 열원에 장시간 노출되면 열변형과 함께 탄화되고
이 발생하여 박막물성에 악영향을 미칠 수 있으며 증착막과 비교하여out gassing
평균 수 십배 이상 선팽창계수가 높아 선팽창 차에 의한 박막의 과 박리를 일crack
으킬 수 있다 본 연구에서는 증착시 플라스틱에 미치는 분위기 온도의 영향을 파
악하고 적정 증착조건을 파악하기 위하여 금속 및 세라믹으로 나누어 증착시 분위
기온도 변화를 측정하였다
금속물의 시간에 따른 온도 변화(1)
은 분후 약 도정도 상승하여 시간에 따른 온도 변화가 거의 없었지만 은AI 10 3 Cr
약 도가 상승하여 급격한 상승을 보이고 있어 증착시 온도변화를 주목할 필요가12
있었다 더욱이 은 증착율이 높을수록 박막이 형태로 증착되어 반사율을 Cr granule
저하시키는 원인이 되었으며 막 자체에 도 많이 발생되었다 반투과반사 윈도crack
우 제작을 위한 금속박막 물질로는 보다는 이 온도측면에서 유리하다고 판단Cr AI
되었으며 아래의 그림 에 금속박막의 시간에 따른 온도의 변화를 비교하였다[ 24]
- 39 -
주) 증착률Al -10 sec EC-260~280Å
증착률Cr -10 sec EC-65 ~ 95Å
그림 금속박막의 시간에 따른 온도변화 비교[ 24]
세라믹의 시간에 따른 온도 변화(2)
세라믹은 금속과 달리 일반적으로 가 매우 높아 증착시 분위기온도melting point
상승이 매우 컸다 측정된 세라믹의 시간에 따른 온도의 변화는 그림 에 나타 [ 25]
내었다
주) SiO2 증착률 -10 sec EC-45 ~ 60Å
TiO2 증착률 -10 sec EC- 175Å
AI2O3 증착률 -10 sec EC-180~260Å
그림 세라믹박막의 시간에 따른 온도변화 비교[ 25]
- 40 -
그 중 SiO2 TiO2는 분 경과후 가량의 비교적 완만한 온도변화를 보이고 있10 10
으나 AI2O3는 가량의 급격한 온도상승을 보여 고증착율에서의 사용에는 한계30
가 있었다 실증착시에는 의 를 낮춤으로써 증착율 E-gun emission current 3~5 Å
내에서 증착하여 급격한 온도상승을 막을 수 있었다 AI2O3은 경도가 매우 높고 증
착시 조밀도가 높아 보호막으로 많이 사용되는 증착물이다 그러나 본 실험에서는
증착시 열발산이 특히 심하고 증착율을 낮추어도 온도가 급상승하여 증착시 crack
이 쉽게 발생하여 플라스틱 기판에는 부적합하다고 판단되었다
나 플라스틱의 Out gassing
기체방출 은 진공용기 속에서 사용하는 물질의 표면이나 내부에 흡착(out gassing)
되어 있던 분자들이 방출되는 현상을 의미하며 진공조의 압력상승 및 박막의 물성
에 큰 영향을 미치게 된다 또한 고진공 에서 배기시간을 증가시키고 최저 system
도달 압력을 결정짓는 직접적인 요인이 된다 표 는 주요 물질의 기체방출율을 [ 6]
나타낸 것이다
표 주요 물질의 기체방출율[ 6] (Pa m3sm2)
본 연구에서는 플라스틱 기판 장입 유무에 따라 의 영항에 의한 진공도out gassing
의 변화를 알아보기 위하여 진공조 내부에 기판 를 장입한PC (250times65times3 ) 10ea
후 진공도를 측정함으로써 장입전과 비교하여 변화가 있음을 알 수 있었으며 측정
된 값은 그림 에 나타내었다[ 26]
- 41 -
그림 플라스틱 기판 유 무에 따른 진공도 변화[ 26]
그림 의 결과에서 나타나듯이 플라스틱 기판의 장입시 배기속도가 다소 늦[ 26] (PC)
어짐을 알 수 있었으며 이는 플라스틱 모재가 함유한 수분 등의 에 의out gassing
한 차이로 보여진다 기체 방출률은 표면상태나 세척정도 등에 의해 크게 baking
좌우된다고 알려져있어 본 연구에서는 진공조 내부의 에 세심한 주의를 cleaning
기울였으며 함수율이 높은 플라스틱 기판의 세척공정과 함께 건조공정을 확립하고
을 설치하여 플라스틱 기판이 진공조에 머무는 시간을 최소화함load lock system
으로써 플라스틱 모재로 인한 을 최소화할 수 있었다 out gassing
- 42 -
제 장 시제품제작 및 특성분석4
제 절 상용제품의 특성분석1
본 과제의 반투과반사윈도우 개발을 위해서 일본 상용제품의 특성을 분석하였다
일본제품의 측정결과 상하부는 이며 층의 두게는SEM 147 121 m Top coatingμ
로 층보다는 다소 얇은 코팅층이였다 또한 금속박막층은106 m Base coating μ
으로 관찰이 용이하지 않으나 및 에 근거한 추정결과 내SEM RBS SEM data 20nm
외로 판단되었다 아래 그림 은 상용제품의 모재 상하면의 단면 사진이다 [ 27] SEM
그림 반투과반사 윈도우 상용제품의 사진 상 하단면[ 27] SEM ( )
그림 은 일본제품의 분석 결과이다 이온을 조사하였고 이 때[ 28] RBS He2+
는 였으며 고에너지에의한 플라스틱 표면의 손상을 줄이기beam energy 224MeV
위해 이온 량을 으로 낮게 설정하였다dose 80 C μ
그림 반투과반사 윈도우 상용제품의[ 28] RBS Spectrum
- 43 -
분석결과 표층에는 내외의 이 관찰되었으며 내부로 됨에 따라 유20nm AI etching
기물이 지속적으로 관찰되고 있음을 알 수 있다 그림 과는 달리 표면에 [ 27] top
층이 존재하지 않으며 표면에서는 층만이 존재함을 알 수 있다coating AI
제 절 플라즈마 표면처리2
플라스틱 반투과반사 윈도우 시제품제작을 위해 플라즈마 이온빔을 조사하여 플라
스틱 모재의 표면처리를 수행하였다 플라즈마는 의 고순도 의 999999 20 sccm
를 공급하면서 를 사용하여 발생시켰다 이 때 는Ar gas RF power RF Power 80W
였으며 는 로 설정하여 모재가 장착된 지그를 좌우 이송하 Ion Beam energy 1KeV
면서 표면처리공정을 수행하였다 는 Base Pressure 12times10-6 였으며torr Working
는Pressure 5x10-4 였다 조사시간은 로torr Ion Beam 120sec 5times1017 Ar+ ions
의 였다 그림 는 에의한 표면처리 후 표면의 상태를 보기위한dose [ 29] ion beam
사진이다 의 면적을 하였으며 곳을 측정하여 평균값을 취AFM 1 x 1 scanning 5
하였다 조사 전후 표면의 거칠기 는 에서 로 다소 증가하였으 Ion (Ra) 55 589Å Å
나 플라스틱의 표면에는 큰 손상을 주지는 않는 것으로 파악되었다
그림 표면개질전후의 사진[ 29] AFM
그림 은 표면처리후 플라스틱 모재 상에 증류수를 떨어트려 을[ 30] Wetting angle
측정한 결과이다 표면처리 전 의 이 로 크게 줄여 들어 722 deg Wetting angle 171 deg
표면친수성이 크게 향상되었음을 알 수 있다
- 44 -
그림[ 30] Wetting Angle Test
제 절 광경화에의한 하드코팅3
광경화 하드코팅공정1
반투과반사 윈도우로 사용되는 플라스틱 소재는 낮은 내열성과 표면경도로 인해 코
팅층의 내구성 높이는데 한계가 있어 유무기계 막을 형성시킴으로써 표hard coating
면경도나 내마모성 등의 기계적 특성을 크게 향상시켰으며 코팅후 소재의 내마모
성 표면경도에 대한 평가를 수행하였다 하드코팅 공정에 있어서 가장 유의해야할
사항 중 하나는 공기 중 무수히 존재하는 미세먼지 및 파티클에의한 코팅층의 오염
이라고 할 수 있다 코팅층에 포함된 파티클은 코팅액의 흐름과 두께불균일성을 발
생할 수 있으며 더욱이 투명제품의 파티클은 제품불량에 있어서 주요요인이라고
할 수 있다 미세 파티클은 세척공정에서부터 경화 후 포장공정에 까지 일관되게
제어되어야 하며 양압에의한 클린룸을 필요로 하고 있다 더욱이 도포 및 경화조건
은 온습도 매우 민감하여 클린룸에 의한 항온항습이 필수적이라고 할 수 있다 본
과제에서는 헤파필터에 의한 의 항온항습 클린룸에서 하드코팅공정을Class 1000
수행하였다
막의 두께 균일성을 파악하기 위하여 측정위치를 변화시키면서Hard coating SEM
에의한 두께를 측정하였다
가 측정 방법 인 플라스틱기판을 대략 정도 250 X65 X3(t) 150 dip-coating
하여 기판을 아래 그림 과 같이 크기로 등분 한 후[ 31] 65cmX25cm 5 (1) (2)
샘플을 로 절단하여 단면가공 후 으로 관찰하였다(3) 10 X 4 SEM
- 45 -
그림 시료의 크기 및 측정점[ 31]
나 측정 결과 시료의 각 위치에서의 코팅층 측정두께를 표 에 나타내었다 아 [ 7]
울러 단면 사진을 그림 에 나타내었다SEM [ 32]
표 막의 두께 측정 결과 사용[ 7] hard coating (SEM )
그림 층의 단면 사진[ 32] Hard coating SEM
시제품의 하드코팅층 물성평가2
플라스틱 반투과반사 윈도우용 소재는 표면경도 접착력 내마모성 등 waveness
다양한 물성들을 만족시켜야 한다 물성시험을 위한 시료는 상에 코 PMMA A-104
팅액을 속도로 인상하여 광경화공정을 통해 제작되었다2 s
- 46 -
가 내마모성
하드코팅된 소재의 내마모성은 를 사용하여 물성평가를 실시하였steel wool tester
다 은 를 사용하였으며 하중은 을 유지하였고 왕복회수는 Steel wool 0000 1kg 50
회로 설정하여 시험 후 각 시편의 스크레치 발생 정도를 비교분석함으로써 코팅층
을 평가할 수 있었다 그림 은 자체에서 설계 제작한 [ 33] steel wool scratch
의 사진이며 사양은 다음과 같다tester
기계규격 670 times 265 times 370①
로울러 지지축 운동규격 20 times 158 times 304 ( 120 )②
로울러 12 times 50③ empty회전축 모터와 연결축 11 ( )④ empty무게추 고정봉 5 times 80⑤ empty무게추 500g 2 ea 200g 4 ea 100g 4 ea⑥
밸런스 추 295g⑦
로울러축 지지대 20 times 24 times 62⑧
이동 정반 8 times 168 times 372⑨
시험품 고정판 40 84 times 150 ( 2 ea )⑩
가압 핸들 5 times40⑪
그림[ 33] Steel Wool Scratch Tester
나 표면경도
막은 내마모성과 표면경도에서 한계가 있는 플라스틱 표면특성을 향Hard coating
상시키기 위해 수행되었으며 딥방식에의한 도포와 에의한 광경화공정을 적용하 UV
였다
- 47 -
그림[ 34] Pencil Hardness Tester
딥 도포공정에서 인상속도를 로 유지하였다 표 는 플라스틱 모재 위에4 sec [ 8]
다양한 의 제를 사용하여 코팅한 실험 결과이며 표면연필경도는grade hard coating
로써 모재의 경도보다 단계 상승하였으며 코팅제로 막을4~5H 3~4 A-104 coating
형성시킨 경우 내스크레치성에서도 하중 하에서 으로 1kg steel wool 0000
막 위를 회 왕복하였을 때 막에 스크레치가 거의 발생하지 않았coating 50 coating
다
표 막에 대한 시험 결과[ 8] Hard coating (4 s)
- 48 -
제 절 고진공금속박막증착4
하드코팅막의 표면처리1
그림 플라즈마 표면처리된 하드코팅막의 사진[ 35] AFM
하드코팅막은 등 무기물을 다량 함유하고 있는 유무기의 혼합물질이다 고분silicon
자와는 달리 하드코팅막은 이온선량의 넓은 범위에 걸쳐서 증류수와의 접촉각이 매
우 낮았다
결과 막에 있어서는Water drop test hard coating 3times1015 ~ 4times1017 Ar+ ions
의 범위내의 량으로 증류수의 접촉각이 낮음을 알 수 있었다 증착막의 접ion dose
착력 향상정도를 확인하기 위하여 이온선량을 변화시키며 하드코팅층 표면에 dose
량에 따라 Ar+ 을 조사한 후 의 박막을 증착하여ion beam 100nm AI cross-cut
를 수행하였다 표tape test [ 9]
표 플라스틱 박막의 결과[ 9] HCAI Cross-cut tape test
하드코팅층의 에 의한 표면처리전 결과는 플라스틱에서처럼 모두 박리 되ion beam
었으나 의 량ion beam dose 5x1015 ~ 1x1017의 범위에서는 모두 접착력이 우수함
을 알 수 있었다 이는 하드코팅층위에 일부 무기질 재료가 포함되어 금속 박막과
의 친화성이 강하기 때문으로 판단되며 일반 고분자와는 달리 내열성이 매우 우수
하여 의 고에너지에서 수십분간의 조사에서도 표면에 탄화되는 경향이 없15 KeV
었다
- 49 -
미세금속박막증착2
플라스틱 반투과반사윈도우의 미세금속박막은 당사에서 보유하고 있는 고진공
시스템을 사용하여 증착하였다 그림 시스템을 구비하고 있IBAD [ 36] LoadLock
는 본 장비는 가 장착되어 있으며 모재의 평행이송과 를RF Plasma source Mask
사용하여 두께 균일성을 확보하였다
그림 증착 시스템[ 36] IBAD
반투과반사미러에 사용된 금속은 의 사의 을 사용하였다 당사에서9999 Cerac AI
보유하고 있는 4x10-6 진공도에서 을 사용하였다 증착시torr e-beam gun
는 증착율은 였으며 상하 좌우의 을 통Emission Current 280 5 sec Sweeping Å
해 균일한 증착율 유도하였다
그림 금속박막의 투과율[ 37] Spectrum
- 50 -
그림 금속박막의 전후면 반사[ 38] spectrum
사의 로 측정된 가시영역에서의 투과 반Hitachi U-2000 UV-Vis Spectrophotometer
사 을 그림 그림 에 나타내었다 각각의 투과반사율을 가시영spectrum [ 37] [ 38]
역에서의 평균값을 구한뒤 아래 표와 같이 흡수율을 구하였다 제작된 시제품의 흡[
수율은 였다248
표 금속증착막의 특성분석결과[ 10]
No 항 목 평 가 방 법 시 험 결 과
1 접 착 력 Cross-Cut 100100
2 투 과 율 Spectrophotometer 445
3 반사율 전면( ) Visual Range 307
4 반사율 후면( ) Visual Range 171
5 흡 수 율 Visual Range 248
- 51 -
제 장 결론5
제 절 연구결과1
플라즈마 표면처리공정연구 광경화에의한 하드코팅공정연구 고진공증착에의한 미
세 금속박막 증착연구개발을 통하여 수입되고 있는 플라스틱 반투과반사윈도우 소
재를 개발하였다 현재 상용되고 있는 수입소재의 기계적 광학적 특성을 분석을 통
하여 개발 목표치를 설정하였으며 최적 공정개발에의한 시제품제작을 완료하였다
시제품의 평가항목 및 특성치를 아래 표 에 나타내었다[ 12]
표 반투과반사윈도우 시제품의 특성표[ 12]
평 가 항 목 특성치 비 고
광흡수율1 () 248 분광기 기준30T
내마모성2 () 28 자체기준( haze)
접착력3 (x100) 100 회ASTMD3359 10
표면경도4 (H) 5 ASTMD3363 Mitsu-B
표면친수성5 (deg ) 171 Anglometer
미세파티클6 (1um) 01 Clean Room
본 과제 수행에의한 개발목표를 달성할 수 있었으며 주요기술개발내용은 다음과
같다 플라즈마를 이용하여 고분자 표면의 친수성 를 크게 높였으며 1) RF (171deg )
금속박막과의 접착력 을 크게 향상시켰다 광경화에의한 하드코팅공정(100100) 2)
개발에의해 플라스틱 표면경도 및 내마모성 을 크게 향상시켰다 고진(5H) (28) 3)
공 증착공정개발에의해 금속박막의 흡수율 을 크게 낮추어 광효율이 높은(248)
플라스틱 반투과반사 윈도우 시제품을 개발하였다 플라스틱 반투과반사윈도우 4)
소재를 평가하기 위한 광학적 기계적특성 평가기법을 확립하였다
- 52 -
제 절 향후전망2
개발된 플라스틱 반투과반사 윈도우는 플라스틱의 낮은 내열성과 표면경도 흡수율
을 개선하기 위한 것으로 최근 전자제품 정보통신부품 등 첨단전자제품에 적극 채
택되고 있다 특히 휴대폰 및 디스플레이의 투과창 소재가 기존 에서 투명플 glass
라스틱으로 적극 채택되면서 관련 공정기술개발과 함께 소재특성을 위한 다양한 연
구가 활발히 추진되고 있으며 선진국에서는 개발완료에 따른 양산체제 구축으로
전세계 시장을 석권하고 있는 상황이다
본 과제에의한 플라스틱 반투과반사 윈도우의 시제품은 수입시판되고 있는 상용소
재와 동등이상의 특성을 나타내고 있어 향후 양산설비 및 양산공정연구에의한 소
재의 국산화가 가능하다고 할 수있다 또한 본 과제의 플라즈마 표면처리는 저온
표면처리를 요하는 광학용 플라스틱 소재의 표면처리에 활용될 수 있으며 광경화에
의한 하드코팅공정은 기존 열경화방식과는 달리 화가 가능하며 대량 양산in-line
체제를 갖출 수 있어 향후 큰 폭의 성장이 기대된다
- 53 -
참 고 문 헌
1 Oleg A Popov ldquoHigh Density Plasma Sourcesrdquo NOYES Publications(1995)
전자기술연구회 초음파 응용 기문사2 ldquo ( 1997)
임준섭외 명3 4 ldquoImprovement in Surface Hardness of Plastic Surface Mirrorrdquo
Korea-Russia Symposium(1998)
4 Lan G Brown ldquoThe Physics and Technology of Ion Sourcerdquo John Wiley amp
Sons(1989)
이규환 외 명 진공증착법으로 제조된 박막의 밀착성에 관한연구 한국5 4 ldquo AI-Cr rdquo
표면공학회지 VoI27No1Feb(1994)
한성남 외 명6 4 ldquoImproving Wettability of Polycarbonate and adhesion with
aluminum by Ar+ ion irradiationrdquo JMaterial Res Vol9 Sep(1995)
한성남외 명 표면에 아르곤 조사와 친수성증대7 4 ldquoPolymethylmethacrylate rdquo The
Korean Physical Society Vol8No2 Mar pp193~198(1995)
인하대 광기술교육센터 광학시스템의 설계 및 평가 인하대 광기술교육센터8 ldquo rdquo
(1999)
임준섭외 명9 5 ldquoEffect of Ion Beam Assisted Cleaning on Adhesion of AI to
Polymer Substrate of PC and PMMArdquo Asian Finish lsquo98(1998)
10 CJ Brinker and GW Scherrer ldquoSol-Gel Science The Physics and
Chemistry of Sol-Gel ProcessingrdquoAcademic Press NY(1990)
아주공업 주 표면처리 기술을 이용한 자동차용 후사경 개발 산업자11 ( )rdquoPlasma rdquo
원부 최종보고서(2000)
고성진외 명 자동차용 플라스틱 미러와 그 제조방법 아주공업 주12 2 rdquo rdquo ( )(2002)
아주공업 주 플라즈마 기술을 이용한 오토바이 헬멧용 무적쉴드개발 중소기13 ( ) ldquo rdquo
업청 최종보고서(2002)
박원규 졸겔법의 응용과 제품 명현문화사14 rdquo rdquo (1999)
홍진후 경화코팅 조선대학교 출판부15 rdquoUV rdquo (2002)
- 4 -
요 약 서 초 록( )
과 제 명 플라즈마를 이용한 플라스틱 반투과반사윈도우 코팅기술개발
주 관 기 업 아주공업 주식회사 과제책임자 고 한 범
개 발 기 간 월2002 7 1 2003 6 30 ( 12 )~
총개발사업비
천원( )
정부 출연금 72000총 개 발
사 업 비96200
기업부담금현금 7300
현물 16900
위탁연구기관
개발참여기업
주요기술용어
개(6~10 )플라즈마 플라스틱 반투과반사 고진공증착 윈도우 흡수율
기술개발목표1
본 과제는 플라즈마 표면처리 광경화형 하드코팅 고진공증착공정개발을 통하여
플라스틱 반투과반사 윈도우 시제품을 제작하는 것이며 구체적인 항목 및 목표
치는 다음 표와 같다
No 평 가 항 목 단 위 개발 목표치
1 광흡수율 기준(30T ) 25
2 내마모성( Haze) 3
3 접착력 회(10 ) times100 10
4 표면경도(Pencil) H 4
5 표면친수성 10
6 미세파티클(1um) ea 01
기술개발의 목적 및 중요성2
국내 전자산업은 정보통신 컴퓨터 전자부품 등을 주축으로 생산규모면에 있어
서 세계 위 로 주요생산국 중 하나이며 최근 디지털화 인터넷붐 등으로5 ( lsquo00)
매년 내외의 고속성장을 하고 있다 그러나 규모의 성장에도 불구하고 전자20
산업의 핵심부품 및 소재는 관련기술의 부족으로 일본 미국 등 관련 선진국으로
부터 수입에 의존하고 있어 이에 대한 대책 및 전략적 기술개발에의한 국산화가
필요한 상황이다 특히 수입되는 소재 중 플라스틱 반투과반사 윈도우는 국내에
서 인쇄 및 가공 등 후가공 기술만을 확보하고 있어 코팅층의 박리 얼룩CNC
접착력 저하 등의 발생시 문제해결에 한계가 있는 상황으로 관련 기술개발 에의
한 플라스틱 윈도우부품소재의 국산화 및 수입대체가 절실하며 국내 전자제품의
원가경쟁력과 개발기술의 파급효과를 고려할 때 개발의 필요성이 높다고 할 수
있다
- 5 -
기술개발의 내용 및 범위3
본 과제의 기술개발은 플라즈마 표면처리기술 광경화에의한 하드코팅기술 고진
공증착에의한 미세금속박막공정연구로 크게 구분할 수 있다 각 공정기술 개발에
의한 플라스틱 반투과반사윈도우 시제품을 제작하는 것이며 시제품의 특성평가
기술을 확립하는 것이다
기술개발 결과4
본 과제 수행에의한 주요기술개발내용은 플라즈마를 이용하여 고분자 표1) RF
면의 친수성 을 크게 높였으며 금속박막과의 접착력 을 크게 향( 171deg) (100100)
상시켰다 광경화에의한 하드코팅공정개발에의해 플라스틱 표면경도 및 2) (5H)
내마모성 을 크게 향상시켰다 고진공 증착공정개발에의해 금속박막의(28) 3)
흡수율 을 크게 낮추어 광효율이 높은 플라스틱 반투과반사 윈도우 시제(248)
품을 개발하였다 플라스틱 반투과반사윈도우 소재를 평가하기 위한 광학적 4)
기계적특성 평가기법을 확립하였다
기대효과5
본 과제에의한 플라스틱 반투과반사 윈도우의 시제품은 수입시판되고 있는 상용
소재와 동등이상의 특성을 나타내고 있어 향후 양산설비 및 양산공정연구에의한
소재의 국산화가 가능하다고 할 수 있다 또한 본 과제의 플라즈마 표면처리는
저온 표면처리를 요하는 광학용 플라스틱 소재의 표면처리에 활용될 수 있으며
광경화에의한 하드코팅공정은 기존 열경화방식과는 달리 화가 가능하며in-line
대량 양산체제를 갖출 수 있어 향후 큰 폭의 성장이 기대된다
- 6 -
목 차
제 출 문
요 약 서
목 차
제 1 장 서 론
제 장 관련기술의 이론적 배경2
제 절 플라즈마에의한 표면처리1
원리 및 구성1 Plasma Ion Beam Source
가 Magnet Array
나 Matching Box
다 Ion Optical Grid
이온원의 특성2
가 조절성 Ion Current
나 Ion Beam Uniformity
제 절 고진공 증착막의 균일성2
제 절 플라스틱 특성평가3
광흡수율1
내마모성2 (ASTM D1044)
접착력3
표면경도4 (ASTM D3363)
표면친수성 에너지5 ( )
제 장 플라스틱 반투과반사 윈도우 코팅공정개발3
제 절 플라즈마 이온원에의한 표면처리1
제 절 하드코팅공정연구2
전처리공정1
공정2 Dipping
경화공정3
- 7 -
제 3 절 고진공증착공정
증착공정개발1
가 증착물질 및 증착조건
나 측정값에의한 증착막의 두께분포
다 평행이송에 의한 균일성확보
시스템의 특성2 IBAD
가 증착시 온도의 변화
나 플라스틱의 Outgassing
제 4 장 시제품의 제작 및 특성분석
제 절 상용제품의 특성분석1
제 절 플라즈마 표면처리2
제 절 광경화에의한 하드코팅3
광경화 하드코팅공정1
시제품의 하드코팅층 물성평가2
제 절 고진공금속박막증착4
하드코팅막의 표면처리1
미세금속박막증착2
제 5 장 결론
제 절 연구결과1
제 절 향후전망2
참고문헌
- 8 -
표 차 례lt gt
표 극성용액의 물성[ 1]
표 기판에 대한 세척 코팅 접착력[ 2] PMMA Casting +
표 코팅제 종류 및 경화조건[ 3]
표 주요 증착 물질의 물성표[ 4]
표 주요 증착물질의 증착조건[ 5]
표 주요 물질의 기체방출율[ 6]
표 막의 두께측정결과[ 7] Hard Coating (SEM)
표 막에 대한 시험결과[ 8] Hard Coating
표 플라스틱 박막의 결과[ 9] HCAI Cross-Cut Tape Test
표 금속증착막의 특성분석결과[ 10]
표 반투과반사 윈도우 시제품의 특성표[ 11]
- 9 -
lt 그 림 차 례 gt
그림 의 구성도[ 1] Ion Source
그림[ 2] Ion Source Magnet Array(2x3)
그림 의 전기회로 개략도[ 3] Matching Box
그림 의 개략도[ 4] Ion Optical Grid
그림 에서의 변화[ 5] Optical Grid Potential
그림[ 6] RF Ion Source
그림 및 측정[ 7] Faraday Cup Ion Current
그림 에 따른[ 8] RF Power Ion Current Density
그림[ 9] Linear Ion Beam Porfile
그림 점증발원의 기학학적 해석[ 10]
그림 수식에의한 증착막의 두께분포[ 11]
그림[ 12] Taber Abrasion Tester
그림[ 13] Cross-Cut Tape Test
그림 스크레치 테스트 개념도[ 14]
그림[ 15] Water Wetting Angle(IBE 1KeV)
그림 포름아미드[ 16] Wetting Angle(lBE 1KeV)
그림 이온선량에 따른[ 17] Surface Energy
그림 에 따른 물과의 접촉각 변화[ 18] Ion Beam Energy
그림 초음파 세척장치[ 19]
그림 내부사진[ 20] Clean Room
그림 장치 유공압[ 21] Dip-Coating ( type)
그림[ 22] UV Dryer
- 10 -
그림 측정값에의한 증착막의 두께분포[ 23]
그림 금속박막의 시간에 따른 온도변화 비교[ 24]
그림 세라믹 박막의 시간에 따른 온도변화 비교[ 25]
그림 플라스틱 기판 유무에 따른 진공도 변화[ 26]
그림 반투과반사 윈도우 상용제품의 사진[ 27] SEM
그림 반투과반사 윈도우 상용제품의[ 28] RBS Spectrum
그림 표면개질 전후의 사진[ 29] AFM
그림[ 30] Wetting Angle Test
그림 시료의 크기 및 측정점[ 31]
그림 층의 단면 사진[ 32] Hard Coating SEM
그림[ 33] Steel Wool Scratch Tester
그림[ 34] Pencil Hardness Tester
그림 플라즈마 표면처리된 하드코팅막의 사진[ 35] AFM
그림 증착시스템[ 36] IBAD
그림 금속박막의 투과율[ 37] Spectrum
그림 금속박막의 전후면 반사[ 38] Spectrum
- 11 -
제 장 서 론1
국내전자산업은 정보통신 컴퓨터 전자부품 등을 주축으로 생산규모면에 있어서 세
계 위 로 주요생산국 중 하나이며 최근 디지털화 인터넷붐 등으로 매년5 ( lsquo00)
내외의 고속성장을 하고 있다 국내 전자산업은 전체산업의 약 의 비중을20 13
차지하고 있으나 일부 핵심부품 및 소재는 관련기술의 부족으로 일본 미국 등 관
련 선진국으로부터 수입에 의존하고 있어 이에 대한 대책 및 전략적 기술 개발에
의한 국산화가 시급한 실정이다 또한 플라스틱 소재는 높은 성형성 경량성 및 탄
성이 우수하여 자동차 항공기 가전제품 등 모든 산업분야에서 기존의 금속 유리
등 무기물을 급속히 대체하고 있으며 표면처리를 통한 플라스틱의 낮은 내열성 내
마모성 등의 단점을 보완하고 기능성을 개선함으로써 그 활용 폭이 지속적으로 확
대되고 있는 상황이다
플라스틱 반투과반사 윈도우는 년 일본 사의 에 첫 적1997 Sony Portable Audio
용된 후 첨단 전자제품에 급격히 파급되고 있으며 삼성 대우 등 국내 전자LG
업체에서도 디자인성이 높아 최근 첨단전제품의 전면에 반투과반사윈도우를 적극
채용하고 있는 추세이다 그러나 플라스틱 반투과반사 윈도우는 내부 광원으로부터
의 가시광은 투과하면서도 외부의 빛은 반사시키는 기능이 있어야하며 흡수율이
낮아 광효율이 높아야 하고 순수금속층을 수 십 나노 두께로 균일하게 코팅해야하
는 어려움이 있으며 더욱이 유기 물인 플라스틱과의 접착력을 높일 수 있는 플라
스틱 표면처리기술과 미세파티클 제어를 위한 청정기술 등을 필요로하는 복합적인
기술 제품이다 현재 국내 전자업체에서는 고가의 반투과반사 윈도우용 소재를 수
입하여 인쇄 및 가공 등 후가공 기술만을 확보하고 있어 코팅층의 박리 얼CNC
룩 접착력 저하 등의 발생시 문제해결에 한계가 있는 상황으로 관련기술 개발에의
한 플라스틱 윈도우 부품소재의 국산화 및 수입대체가 절실하며 국내 전자제품의
원가경쟁력 향상을 위해서도 시급히 개발되어야할 기술이다
- 12 -
본 과제는 플라즈마에의한 표면개질로 고분자 표면의 친수성증대 및 금속층과RF
의 접착력 향상을 위한 표면처리기술 유공압 디핑방식에의한 코팅층의 도포 및 자
외선에의한 광경화 하드코팅기술 전자선 증발 평행이송 및 매스크설계에의한 미세
금속박막 증착공정 기술개발 및 각 공정의 최적화를 통한 시제품을 제작하는 것이
며 아울러 플라스틱 반투과 반사윈도우소재의 기계적 광학적 특성 평가 기술을 확
립하는데 있다
- 13 -
제 장 관련기술의 이론적 배경2
제 절 플라즈마에의한 표면처리1
다양한 산업분야에서 광범위하게 적용되고 있는 플라스틱 소재는 높은 성형성 경
량성으로 인해 폭발적인 성장을 하고 있으며 최근에는 기존 금속 목재 등 무기물
을 급속하게 대체하고 있는 상황이다 그러나 플라스틱은 낮은 내열성 내마모성
마찰에의한 정전성 등의 단점을 갖고 있으며 특히 광학용 소재로 사용시 정밀세정
이 용이하지 않아 다양한 세정방법이 모색되고 있는 상황이다 일반적으로 플라스
틱 오염물은 초음파세척에 의해 제거가 가능하나 모재에 물리 또는 화학적으로 붙
어있는 이물질이나 모재 표면 자체가 갖고 있는 표면 거칠기(surface roughness)
등의 개선에는 한계가 있어 코팅층과의 박리가 발생하는 문제점이 있어왔다 최근
이러한 문제점을 해결하기 위해 저온 플라즈마 를 이용한 플라즈마 표면처(plasma)
리기술이 도입되고 있으며 더욱이 플라즈마는 플라스틱 표면에 친수성기를 활성
화할 수 있는 장점이 있어 코팅층의 접착력 향상에 있어 핵심적인 방법으로 평가받
고 있다 이 방법은 전리된 전자와 이온이 전기장에 의해 운동하면서 모재 표면에
충돌하여 표면에 존재하는 유무기물 등 오염물을 제거하고 미세에칭을 통해 표면
조도를 향상시키는 역할을 하는 것으로 알려져 있다 플라즈마 표면처리 장치에서
플라즈마 발생 장치는 고전압을 이용한 직류 플라즈마 원이 있고 주파수가 1356
혹은 그의 배수인 플라즈마 원 등이 있다 직류 플라즈RF (RF-plasma source)
마 원은 구조가 간단하고 사용하기 편리하지만 절연체가 두 전극 사이에 있을 경
우 절연체 표면에 전자가 쌓여서 또 하나의 음극을 형성하여 플라즈마가 형성되지
않아 절연체 표면처리에는 적용이 불가능하다고 활 수 있다 이런 이유로 본 연구
에서는 절연체인 고분자의 표면처리를 위해 및 를RF plasma source Optical Grid
이용한 를 적용하여 표면처리를 수행하였다Ion Beam source
원리 및 구성1 Plasma Ion Beam Source
내열성이 취약한 등 엔지니어링 플라스틱의 표면에 금속 및 세라믹박막PC PMMA
을 증착하기 위한 표면처리방법으로 상온에서 모재의 표면손상을 최소화할 수 있
는 저온 플라즈마 이온원의 활용은 필수적이라고 할 수 있다 본 과제에서는 플라
스틱 기판의 표면처리를 위해 의 를 적용하filamentless type RF ion beam source
였으며 개략적인 부품의 구성 및 작동원리는 다음과 같다
- 14 -
에서 발생된 는 의 을 따라 흐르면서 주변에RF generator microwave antenna coil
를 형성하고 동시에 는 를 형성하게magnetic field AC magnetic field electric field
된다 를 통하여 공급된 중에 존재하는 일부 은 형성된 MFC gas charged particle
내를 이동하면서 내부에서의 많은 중성입자들electic field gas discharge chamber
과 연속적인 충돌을 일으키고 차 충돌된 은 새로운 을 발1 particle charged particle
생시키며 형성된 내에서 연속적인 플라즈마를 생성하게된다 생성된magentic field
플라즈마 중 양이온은 ion optical 내의 양음극 전극사이의 에 의하여grid potential
밖으로 인출되도록 하여 특정 에너지를 갖는 이온을 얻는 것이다 이온원 플라즈마
의 을 위하여 사의 와generation Comdel 80 500W (Model CPS-500AS80)
를 사용하였으며 및 에 전압1356 RF generator Emitting grid accelerating grid
을 인가하기 위하여 의 를 사용하였다2KV DC power supply
적용된 는 의 조절에 의해 를 까지 조RF ion source RF power ion currrent 5~80 Aμ
절할 수 있으며 에 인가된 전압의 조절에 의해 의 에너지 조절grid 200~ 2000eV
이 가능하다 이온원은 크게 및 부 공급 및 부 magnet support gas discharge
부 부로 나눌 수 있으며 구성도는 아래 그림 과 같mat ching box optical grid [ 1]
다
그림 의 구성도[ 1] Ion Source
- 15 -
가 Magnet Array
의 설치목적은 전자의 나선형 운동을 유도함으로써 평균자유경로를Magnet array
길게하는데 있다 전자의 을 증가시켜 연속적인 플라즈마를 발생시키는 것 life time
이다 이온원에는 크기 인 를 사용하여 플라즈마의 20times30times10t 20times30times35t SmCo5
고온분위기에서도 자성을 쉽게 잃지 않으며 각각 개로 구성되어 개의 을 28 4 6 pile
이루고 있다 에의한 이온원의 자력분포는 그림 과 같다 Magnet array [ 2] Magnet
지지부는 강자성물질중의 하나인 순철이며 의 상하 주 quartz discharge chamber
변에는 판형을 이루고 있으며 부에 열전도계수가 높은 를 사용 flange Copper Rod
하여 플라즈마에 의해 발생된 열이 쉽게 방출되는 구조를 갖고 있다
그림[ 2] Ion Source Magnet Array(2times3)
나 Matching Box
의 고주파를 사용하는 는 의 출력Radio frequency linear ion source RF power
값에 상응하는 부의 값의impedance plasma discharge load impedance matching
여부가 의 특성을 크게 좌우하게된다 의 출력이Ion beam current RF generator
까지 모두 전달되어 효율적인 플라즈마를 발생시키기 위해서는antenna discharge
부의 가 가능한 적어 를 최소화되어야 바람직하나impedance reflecting power
값은 량 및 상태 주변환경 등의 변화에 매load impenance gas insulator ground
우 민감하게 반응하고 고주파의 노출시 각종전자장치 및 인체에 치명적일 수 있어
고주파의 에 각별한 주의를 필요로한다 의 값은 약shield antenna inductance 19 X
10-8 이며 사의H Jennings VVC(Vacuum Variable Capacitor 7 ~ 500 pF 5KV)μ
를 사용하여 값을 조절하였다capacitance
- 16 -
그림 의 전기회로 개략도[ 3] Matching Box
다 Ion Optical Grid
는 내부의 중 만을 인출Ion beam optical grid gas discharge chamber plasma +ion
시키는 역할을 한다 아래 그림 에서 와 사이에 [ 4] emitting grid accelerating grid
높은 을 인가하여 을 인출하고 외부에는 로써potential +ion decelerating grid
가 있어 외부의 및 의 유입을 방지하는 기능을 하ground electron charged particle
고 있다
그림 의 개략도[ 4] Ion Optical Grid
되는 은 사이의 차이 만큼의 에너지Emitting ion emitting-accelerating gird potential
를 갖게되며 작동시 의 인가전압을 조절함으로써 의 에너지를 조절emitting grid Ion
할 수 있도록 되어있다
- 17 -
그림 에서의 변화[ 5] Optical Grid Potential
각 는 의 일정한 간격을 유지하고 있으며 플라즈마 발생시 온도grid 08 ~ 12
에 의한 변형을 막기 위해 선팽창계수가 낮은 박판 소재를 사용하고 있titanium (1t)
다 본 과제어 적용된 는 아래 그림 과 같다 RF ion source [ 6]
그림[ 6] RF Ion Source
이온원의 특성2
가 의 조절성 Ion Current
의 특성은 개구부의 단면적이 인 에RF linear ion source 1 faraday cup DC
의 전압을 인가한 후 이온 전류를 측정하였다 그림 는27V [ 7] Ion source RF
의 조절에 의하여 의 가 조절되며 에power ion beam current density emitting grid
인가전압을 조절함으로써 의 를 조절할 수 있도록 되어 있다 Ion Beam energy Ar
O2 의 유량 는 인 조건에서 측정된gas 15sccm ion beam energy 1KeV ion beam
의 값은 그림 에 나타내었다current [ 8]
- 18 -
그림 및 측정[ 7] Faraday Cup Ion Current
그림 에 따른[ 8] RF Power Ion Current Density
그림 에서 알 수 있듯이 원자량 또는 분자량이 클수록 같은 에서 이[ 8] RF power
온 전류가 많이 생성되는 것을 알 수 있다 이는 질량이 무거울수록 미분산란 단면
적이 증가하여 이온화가 잘 되기 때문이며 는 공급을 Ion current density RF power
로 증가시킴에 따라 까지의 범위에서 비교적 선형적으로10~130W 5 ~ 38 Aμ
증가됨을 알수 있다 의 조절성 확보와 Ion beam current 5times10-4 ~ 3times10-5 의torr
넓은 작동영역은 플라스틱 표면처리의 다양한 적용을 가능하게 하였다
- 19 -
나 의 Ion Beam Uniformity
플라스틱 모재의 표면개질 및 에 사용된 는 대면cleaning linear ion beam source
적 기판의 표면처리에 있어서 의 균일성 확보는 필수적이라 할 수 있다ion beam
더욱이 플라스틱의 경우 친수성 증대를 위한 량의 적정영역 폭은 상대적ion dose
으로 광범위하지 않아 균일성이 낮을 시는 대면적 시료를 일괄처리할 수 없어 후공
정인 반사막 및 다층막의 부분적 박리 및 을 유발할 수 있다crack
와의 거리가 인 지점에서Optical grid 400 Ar 20 sccm RF 60W ion beam
는 각각 이고 진공도energy 05 1KeV 8x10-5 에서 측정된 의torr ion beam current
분포를 그림 에 나타내었다 의 는 로 시료크기[ 9] Ion Beam uniformity 82 500
이상의 대면적에서 사용가능하다고 할 수 있다
그림[ 9] Linear Ion Beam Profile
제 절 고진공 금속증착2
증착막의 균일성1 (uniformity)
본 개발에 사용된 의 은 수많은 전자의 충돌에의해 증Electron-Beam Gun crucible
착물이 되는 시발점이며 종종 점증발원으로 이상화되어 수학적으로 해evaporation
석되고 있다 이 때 증발된 물질은 불균일하게 방사형으로 퍼져 나가기 때문에 평
면 모재에 균일한 박막을 증착하기는 그리 쉽지않다 증발된 물질은 일반적으로
COS2의 법칙을 만족하여 증발된다고 알려져 있으며 이에 대한 대책으로 안경렌즈
등 광학 코팅업체에서는 형의 기판 를 설치하여 회전시키고 고정 를dome jig mask
제작하여 균일성을 확보하고 있다 그러나 본 과제와 같이 대면적 평판의 경우 장
단의 차가 매우 커서 회전방식을 이용할 경우 공간의 효율적 활용이 어렵고 증착물
의 소모가 너무 많은 단점이 있어 기판의 평행이송과 고정 를 복합적용하여mask
증착박막의 균일성을 확보코자 하였다
- 20 -
가 이론적 두께 분포
증발원의 형상 및 기판의 상대위치에 따른 박막의 두께분포는 수식에 의해 계산이
가능하며 점증발원에서 높은 거리에 있는 평면상의 중심 에서 만큼 떨어져 있 0 X
는 점에서의 막두께 는 기하학적 가정과 해석을 통해 다음과 같이 구할 수 있다t
그림[ 10]
m 증발량 h 증발원과 기판과의 수직거리
p 증착물질의 밀도 x 기판의 중심에서 측정하고자하는 미소평면과의 거리
그림 점증발원의 기하학적해석[ 10]
아래의 그림 은 점증발원 및 미소평면증발원인 경우 각각 평면기판상에 증착된[ 11]
막의 두께 분포를 수식에 의해 구한 결과이다
그림 수식에 의한 증착막의 두께분포[ 11] (H Macleod)
- 21 -
축은 중심에서의 두께에 대한 비를 나타내며 축은 점에서 측정하고자 하는 미Y X 0
소평면까지의 거리 와 증발원과 기판사이의 거리 에 대한 비를 나타내고 있다 중X h
심부에서 최대의 두께를 나타내며 가 인 부터는 급격한 변화가 있으나 연속 Xh 03
적으로 감소함을 알 수 있다
제 절 플라스틱 특성평가3
광흡수율1
가 의 구비조건 Spectrophotometer
파장범위는 를 측정할 수 있어야 한다1) 340 ~ 780nm
측정 파장 간격은 이하로하고 분광측정기의 사출 슬릿에서 나오는 방사2) 10nm
속의 유효 파장폭은 이하로 한다10nm
측광방식은 기준물체로 부터의 투과 광속 또는 반사광속의 비교 측정에 의한 것3)
으로 하고 측과의 정확성은 측광 범위 최대 눈금의 이내로 하고 반복 정밀도 1
는 이내로 한다05
분광측정기 파장눈금의 치우침은 분광 측광기의 투과 파장대에 대한 최대 강도4)
의 파장으로부터 이내로 한다1nm
나 측정방법
투과율 측정방법 시료면의 법선방향에서 분광 측정기의 사출 슬릿에서 나오는1)
평행에 가까운 광선속을 입사시켜서 그 투과광의 방향에서 간격의 파장에 10nm
대해 분광 투과율을 측정한다 기준 물체는 광로 중에 시료를 삽입하지 않는 경우
의 공기층으로서 그 분광투과율을 로한다1
반사율 측정방법 시료의 면에 대해서 법선에 대한 각도가 도를 초과하지 않2) 15
는 입사각으로서 분광 측정기의 사출 슬릿에서 나오는 평행에 가까운 광선속을 입
사시켜서 간격의 파장에 대해서 분광반사율을 측정한다 기준 물체로서는 절10nm
대 반사율 측정법에 따라 표준 거울면 반사체를 사용한다
- 22 -
흡수율 계산 금속박막의 광흡수율 은 전체 입사광 에서3) (A) 100 visual range
에서의 평균투과율(Tav 과 평균반사율) (Rav 의 을 뺀 광량을 다음식에서 구할 수 있)
다
광흡수율(A) = 100-(Tav+Rav)
다 평가시 주의사항
측정시 온도와 습도를 기록한다o Spectrophotometer
의 램프는 적어도 시험 분전에 켜 놓는다o Spectrophotometer 5
측정시 주변의 진동이 없도록한다o Spectrophotometer
표준 반사 시편은 주기적으로 평가하고 기록하여 보정계수를 수정한다o
내마모성2 (ASTM D1044)-TaberHaze Test
가 시험개요
이 시험 방법은 를 사용하여 시료표면에 를 발생시킨 후 광투Taber abraser haze
과율에 의한 값의 변화를 측정함으로써 표면의 내마모성을 평가하는 방법으haze
로 값이 클수록 내마모성이 나쁘고 작을수록 내마모성이 높다고 할 수 Haze()
있다
그림[ 12] Taber Abrasion Tester
- 23 -
나 시험방법
시료의 준비1)
시험할 시료는 깨끗하고 원형 혹은 사각으로 지름 이상 크기의 투명판상부재80
여야하며 두께는 이하가 바람직하다 시료의 중앙에는 홀가공되어 12 Taber
에 장착이 가능해야 한다Abraser
에의한 마모2) Taber Abraser
는 시편을 회전시키는 회전판과 회전하는 시편 표면에 접촉하여 표Taber Abraser
면을 마모시키는 두 개의 마모윤으로 이루어져 있다 시편을 회전판 위에 고정시킨
후 일정한 무게 를 갖는 마모윤을 시편 위에 올려놓아 하중을 가한 상태에서(500g)
마모윤과 시편을 동시에 회전시켜 표면을 마모시키는 장치로 하중 및 회전 cycle
은 시료에 따라 적용을 달리한다 시험환경은 온도 상대습도 23 plusmn 2 50 plusmn 5
이어야 하며 마모윤은 마다 교환해서 사용한다 100 cycle
측정3) Haze Valve
로 마모된 시편은 로 혼탁도 를 측정하여 내마모Taber Abraser Hazemeter (Haze)
성을 평가한다 는 투명판의 를 측정하는 장치로서 여기서 Hazemeter Haze Haze
란 시편이 얼마나 깨끗한가에 대한 척도이며 투명판에 빛을 비추었을 때 투명판을
투과하는 빛 중에서 입사광으로부터 보다 큰 각도로 벗어나는 빛의 백분율을25deg
뜻한다 한 시편 당 개 이상의 측정 점에서의 평균값을 구하고 마모 전에 측정 4
된 값과의 차 를 구한다haze Haze()
접착력3 (ASTM D3359)
코팅층의 접착력 평가를 위한 다양한 방법이 개발되고 있으나 대부분 금속 유리 등
무기소재가 주를 이루고 있으며 플라스틱과 같은 유기물과 코팅층과의 접착력을
정량적으로 평가하기에는 다소 한계가 있는 실정이다 일반적으로 가장 광범위하게
간단히 적용되는 방법은 이며 최근에는 임계하중값을 이용Cross-Cut-Tape-Test
하는 방법도 적용되고 있다scratch-test
가 Tape-Test 접착테이프 접착력시험법으로 그림 과 같이 칼로 간격으 [ 13] 1
로 개의 선을 직교하도록 긋고 접착테이프 사의 를 사용하여11 (3M 610)
한 코팅층 위에 밀착시킨 후 순간적으로 도 방향 테이프를 떼어 초cross-cut (45 )
기의 정사각형 수 개 와 시편에 잔존하는 코팅층의 정사각형 수를 비교함으로(100 )
써 부착력을 정량적으로 표현하는 방법이다 신뢰성 측면에서 곳이상에서 각 회 3 5
이상 실시 할 수 있다
- 24 -
그림[ 13] Cross-Cut Tape Test
나 Scratch Test 그림 과 같이 다이아몬드 팁이 달린 로 기 [ 14] Nano-indenter
판의 표면에 위치한 후 수직방향의 힘을 선형적으로 증가시키면서 동시에 수평방
향으로 기판을 등속으로 이송하여 표면의 긁힘 자국을 관찰한다 밀착력은 수평방
향의 전체 이송길이 에 대응하는 임계길이 에서의 임계하중을 간단한 비례식으로L
계산하여 밀착력 을 계산한다(N)
그림 스크레치 테스크 개념도[ 14]
표면경도4 (ASTM D3363)
가 개 요
플라스틱 코팅층의 표면경도는 경도값을 알고 있는 연필심을 이용하여 소재의 표면
경도를 평가하는 방법이다 분위기 온도범위와 습도 의 상 23 degC plusmn 2degC 50plusmn 5
대습도에서 시험한다
연필경도 단계는 다음과 같다
- 25 -
6B-5B-3B-2B-B-HB-F-H-2H-3H-4H-5H-6H-7H-8H
(Softer) (Harder)
나 시험 및 평가방법
경도를 알고있는 연필의 심 길이를 로하고 끝단을 심방향과 직각이도록1) 5~6
로 깍아 단면이 동심원이 되도록 준비한다 기계식 연필깍기 사포 등 사용90deg ( )
측정하려는 시편을 단단하고 수명한 면 위에 올려놓는다2)
준비된 연필을 시편면과 과가 되도록 올려 놓고 단단히 연필홀더에 고정시킨3) 45deg
다
연필심에 일정한 압력이 전달되도록 균일한 힘을 가하면서 균일한 속도로4) 65
이상을 전진시킨다
상기 번을 회 반복한다 확보된 다섯개의 경로선을 관찰하여 코팅층의5) 1234 3
긁힘여부를 확인한다
세개의 선 중 긁힘이 발생한 선이 있으면 아랫 등급의 연필을 사용하여 상기6)
를 반복한다12345
세개의 연필경로선 모두에서 긁힘 발생이 없으면 사용한 연필의 경도를 코팅층7)
의 표면경도로 기록한다
다 주의사항
시험전 시편의 표면에 오일 콤파운드 등을 제거하여 시험중 미끄럼발생이 없도
록 한다
시험중 연필심의 에지부에 크랙 파손이 발생할시에는 재가공후 시험한다
- 26 -
표면친수성 에너지5 ( )
플라스틱 모재의 향상을 위한 연구에 있어서 표면 특성의 정량적인 평가wettability
가 수행되어야 하며 직접적인 실험에 의한 향상정도를 확인할 수 있어야 한다 표
면 특성의 정량적인 평가로서 본 과제에서는 액체의 접촉각을 측정하여 표면에너지
를 구함으로써 향상정도를 비교할 수 있었으며 에 의해 향상됨cross-cut tape test
을 파악할 수 있었다 일반적으로 고체표면의 에너지는 표면의 형상조도에 의해 좌
우되는 와 극성작용기에 의한 의 합으로 계산된다dispersion force polar force
고체표면의 와 를 구하기 위해서는 물성을 알고있는 두dispersion force polar force
극성용액의 고체표면과의 을 측정함으로써 다음과 같이 간단히 계산wetting angle
할 수 있다
Wetting angle120563120574s
d Dispersion force of Solid120574ld Dispersion force of Liquid
120574sp Polar force of Solid
120574lp Polar force of Liquid
일반적으로 사용되는 극성용액은 차증류수와 용액을 사용하며 각 용액3 formamide
의 물성은 아래 표 과 같다[ 1]
표 극성용액의 물성[ 1]
각 용액의 을 측정하고 용액의 기지의 상수를 활용하여 상기식을 이wetting angle
용한 두방정식의 연립을 통하여 고체의 표면에너지를 계산하는 것이다 본 과제에
서는 의 에너지 및 량에 따라 고분자 및 하드코팅표면의ion beam dose wetting
을 측정하고 상기 식에 적용하여 표면에너지를 구할 수 있었으며 박막 증착angle
후 를 통하여 접착력의 향상을 확인할 수 있다cross-cut tape test
- 27 -
제 장 플라스틱 반투과반사 윈도우 코팅공정개발3
제 절 플라즈마 이온원에의한 표면처리1
산업전반에 걸쳐 광범위하게 사용되고 있는 플라스틱은 경량성 및 높은 생산성으로
인해 그 활용 폭을 점차 넓혀가고 있으나 플라스틱의 열에너지chemical reaction
에 의한 표면거칠기 열변형 무기물과의 접착력 등의 특성은 플라carbonization
스틱의 활용에 한계가 되고 있으며 이러한 문제를 해결하려는 연구개발이 다양한
분야에서 활발하게 진행되고 있다 특히 glow discharge electron beam arc
등의 방법으로 플라스틱 표면의 특성을 개선하기 위discharge corona discharge
한 연구가 이루어지고 있으며 일부 연구결과는 산업현장에서 적용되어 핵심공정으
로 자리를 잡고있다 본 과제에서는 에너지를 갖는 조사에 의한 고분자 ion beam
표면의 친수성을 높이고 표면에너지의 향상을 통하여 금속 무기물과의 를wettability
증진코자 하였다 수백 에서 수 의 에너지를 갖는 을 사용한 것과 KeV MeV ion beam
는 달리 내외의 에너지를 갖는 을 사용함으로써 플라스틱 표면의1KeV ion beam
큰 손상없이 만을 증진시켜 무기물과 고분자의 접착력이 혁신적으로 개wettabiIity
선되는 결과를 나타냈다
플라스틱 모재에 플라즈마 을 조사하여 의 량 변화에 따른ion beam ion beam dose
극성용액의 을 측정하였다 그림 는 의 에너지를wetting angle [ 15] ion beam 1
로 일정하게하고KeV O2와 이온 빔의 이온선량을Ar 1times1014 에서 1times1017 ion
의 범위로 변화시키며 조사하였을 때 증류수의 접촉각 변화를 나타낸 것이다
그림[ 15] Water Wetting Angle(lon Beam Energy 1KeV)
- 28 -
기판의 증류수에 대한 접촉각 측정은 플라즈마 이온빔 처리된 모재의 표면에 증류
수 를 각각 군데 떨어뜨린 후002 3 contact anglometer (Goniometer Model
를 사용하여 을 측정한 후 평균값을 취하였다G-1 ELMA Inc) wetting angle
플라스틱표면에 플라즈마 처리안된 시료의 증류수에 대한 접촉각은 였으며 플92deg
라즈마 표면 개질된 모재의 은 정도wetting angle 30deg (1times1017 로 떨어짐을ions )
확인할 수 있었다 표면에너지값을 구하기 위하여 포름아미드 용액의 접촉각을 같
은 방법으로 측정하였다 그림 이온선량이 증가하면서 접촉각이 조금씩 감소하[ 16]
는 경향은 증류수 접촉각 실험과 같은 경향을 보이고 있다
그림 포름아미드[ 16] Wetting Angle(Ion Beam Energy 1Kev)
물과 포름아미드 극성용액의 측정된 접촉각을 이용하여 플라스틱 모재의 표면에너
지를 구할 수 있었다 그림[ 17]
그림 이온선량에 따른[ 17] Surface Energy
- 29 -
표면거칠기에 큰 영향을 받는 의 경우 이온선량이 증가함에 따라dispersion force
대체적으로 완만한 변화를 보이고 있으나 의 경우 이온선량이 증가함에 polar force
따라 지속적으로 급격히 증가하여 이온선량이 1times1015 Ar+ 에서는ions 40 ergs
까지 도달하였으며 이온선량이 1times10 17 Ar+ 에 이르러서는 의ions 64 ergs
표면에너지까지 증가하여 초기의 보다는 배이상이 증가함을 알 수 있었30 ergs
다 이와 같은 변화는 이온 빔의 조사로 인하여 플라스틱 기판 표면에 free radical
이 생성되고 의 형성으로 설명되고 있다hydrophilic group
한편 의 에너지 변화에 따른 플라스틱의 표면에너지 변화를 알아보기 위 ion beam
하여 이온선량을 8x1016 Ar+ 로 일정하게 하고 의 에너지를ions ion beam
까지 일정하게 증가시키면서 물과의 접촉각을 측정하였다 그림1500eV [ 18]
그림 에 따른 물과의 접촉각 변화[ 18] Ion Beam Energy
플라스틱 종류별 차이는 있으나 대체로 내외였으며 이상에서는 점차40deg 1500eV
로 다시 증가하는 것을 보여주었다 으로 표면처리시 의 보다는 Ion beam ion energy
의 량에 지배를 받는 것으로 파악되었으며ion dose Ar+만의 조사보다는 02 분위기
에서의 Ar+ 조사시 효과가 높았으나 진공도가 낮아지는 점과 이 불안정하ion beam
다는 단점이 있어 Ar+ 만의 조사가 생산적용시에는 유리하다고 판단된다
- 30 -
제 절 하드코팅공정연구2
전처리 공정1
플라스틱 표면 상에 흡착 부착된 오일 미세먼지 지문 등 다양한 오염물은 하드코
팅 후 코팅층의 박리 핀홀 표면 얼룩 등의 다양한 불량을 초래할 수 있어 coating
액의 도포공정에 앞서 필수적으로 세정공정을 수행해야한다 본 과제에서는 초음파
세척방법을 전처리공정에 적용하여 하드코팅공정 연구를 수행하였다 그림 는 [ 19]
본 연구에 사용된 세척장치로써 세정액이 담긴 세정조 차 및 차 수세조와 탕세 1 2
조로 구성되어 있다
그림 초음파 세척 장치[ 19]
본 과제에서는 초음파를 기본적으로 사용하고 플라스틱 소재의 성형방법에 따라
표면특성 및 오염된 표면 이물질이 달라 각각 다른 공정 방법을 적용하였다
가 사출 및 압출 성형된 모재
대부분의 플라스틱 기판은 알카리 세제를 사용한 전처리공정으로 깨끗한 기판을 얻
을 수 있었으며 처리 후 부착력이 우수한 코팅층을 얻을 수 있었다 hard coating
세척순서는 아래와 같다
알카리 세제 수용액에 초음파 세척 분(1) 5 50~60 times 10
흐르는 수도물에 수세 대략 초(2) 10
증류수에 초음파 수세 분(3) 50~60 times 10
증류수에 탕세(4) 4 s 60~70
- 31 -
건조 분(5) 70 times 60
보관 에 보관(6) SUS box
나 성형된 모재 Casting
성형시 필수적으로 포함되는 모재의 이형성분을 제거하기위한 최적공정을Casting
파악하기 위해 세제의 농도 및 처리시간에 따른 실험을 수행하였다 실험은 1~
의 알카리 세제로 각각 분으로 나누어 초음파 처리하고 의 으10 5 10 30 50 IPA
로 분 범위내에서 시간을 달리하여 초음파 세척한 후 코팅제로3~10 A-104 hard
을 하였다 다음은 세척공정 순서이다coating
알카리 세제 수용액에 초음파 세척 분(1) 5 50~60 times 10
흐르는 수도물에 수세 대략 초(2) 10
수용액에 초음파 세척 분(3) 20~50 IPA 30~40 times 7~8
증류수에 초음파 수세 분(4) 50~60 times 10
증류수에 탕세(5) 4 s 60~70
건조 분(6) 70 times 60
보관 에 보관(7) SUS box
시편의 평가는 육안에 의한 얼룩의 유무확인과 에 의한 부착력cross-cut tape test
으로 판단하였다 알카리 세제와 농도가 각각 와 미만일 때는 오염 물질 IPA 5 50
이 완전히 제거되지 않아서 코팅막에 약간의 얼룩이 관찰되었으며 의 알카리 5
세제로 분 분간 초음파 세척과 분간 초음파 세척공정시에5 ~10 7 IPA hard coating
의 부착력이 우수하였고 코팅막에 얼룩도 발생하지 않았다
표 는 알카리세제와 수용액으로 세척된 기판위에[ 2] IPA PMMA casting hard
막을 형성시킨 후 코팅층의 부착력을 시험한 결과이다coating
표 기판에 대한 세척 코팅 접착력[ 2] PMMA Casting +
- 32 -
공정2 Dipping
하드코팅공정에 있어서 도포공정은 다양한 방법이 개발되어 있으며 본 과제에서는
두께조절성 액의 소모성 등을 고려해 디핑방식을 적용하였다 공정의 Dip-coating
개략적 방법은 다음과 같다
플라스틱 모재는 함수율이 높아 코팅전 모재건조를 실시한다(1)
플라스틱 모재에 묻어있는 먼지를 안에서 제전건으로 완벽히 제거(2) clean room
한 후 의 에 수직으로 고정시킨다dip-coater jig
시편을 코팅액이 담겨져 있는 코팅조에 일정한 속도로 하고 초간 유(3) dipping 10
지시킨다
의 인상속도를 조절 한 후 시편을 일정 속도로 인상한(4) Dip-coater (2~6 sec)
다
이 때 인상속도를 조절하여 코팅층의 두께를 조절할 수 있다 딥코팅시 분위기 습
도를 이하 온도 상온 코팅액 온도를 로 유지하여 액의 경시변RH 50 18 ~ 20
화를 최소화 해야한다 플라스틱렌즈 및 보안경 등 공정을 요하는 업 hard coating
체에서는 정도의 청정실에서 하드코팅을 실시하고 미만의 상대습class 1000 50
도 조건을 유지함으로써 대기 중의 먼지 부유물등에의한 오염을 최소화하고 있으
며 날씨변화에 따른 분위기 환경을 일정하게 유지하고 있다
코팅 분위기 조건의 변화는 경화 후 막에 에 의한hard coating particle pin-hole
과 현상 등을 일으킬 수 있으며 양질의 우수한 코팅막을 얻기가 힘들다 본hazing
연구에서는 인 의 을 설치하여 하class 1000 conventional air flow type clean room
드코팅공정을 실시하였다
그림 내부 사진[ 20]Clean room
- 33 -
내부에는 제전건 기 클린 오븐 광경화기 초음파세척장Clean room dip-coating
치 등의 설비를 구비하여 경화형 처리가 일괄적으로 처리됨으로써UV hard coating
우수한 물성의 하드코팅막을 얻을 수 있었다 그림 은 내부의 사 [ 20] clean room
진이며 작업시 내부온도는 습도는 이하를 유지하 hard coating 18~20 40RH
였다
전도체인 금속과 달리 플라스틱은 절연물질로 전기전하의 이동을 허용치 않아 마찰
등에 의하여 쉽게 정전기장을 형성하여 정전기장 내에 놓여있는 반대 극성을 갖는
입자를 끌어들이게 된다 이러한 입자를 제거하기 위해서는 플라스틱 표면 및 입자
의 극성을 중성으로 바꾸어 줌으로써 간단히 해결할 수 있다 본 과제에서는
공정 전에 공기를 이온화시켜 대량의 양 음이온을 발생시키는 장치인dipping
을 사용하여 을 제거할 수 있었으며 이물에의한 코팅층의Anti-Static-Gun particle
불량을 줄일 수 있었다
본 과제의 딥방식은 인상방식과 장치의 정밀성이 코팅특성을 좌우한다고 할 수 있
다 본 과제에 적요된 딥인상은 에의한 조의 인상 하강 방식으로 air-hydro type ㆍ
정숙성이 높은 방식이다
그림 장치 유공압[ 21] Dip-coating ( type)
- 34 -
실린더의 제어는 유공압 방식을 사용하였으며 이는 압축공기를 이용하여 유압실린
더를 제어하는 방식으로 공기의 압축성으로 인한 문제점을 개선한 것이다 즉 공기
압을 사용하면서 유압유니트와 같이 작동개시 때나 부하변동시에 접속구동이 가능
하고 저속 구동시 현상을 방지할 수 있는 유압실린더의 장점을 활용한 것 stick slip
이다 일반적으로 유공압은 실린더의 정밀정속구동 중간정지 이속제어나 로터리형
액츄에이터의 완속구동 등에도 많이 적용되고 있다 그림 은 본 실험에 사용한 [ 21]
유공압 방식의 장치로써 실린더와dip-coating air hydro type convertor coating
조 냉각 및 시스템 용량 사용 line filtering (chemical pump (10 min) 15 filter )ℓ
등으로 구성되어 있다
경화공정3
플라스틱 기판위에 경화형 액을 딥방식에의한 도포 후 에UV hard coating 50~70
서 분동안 시키고 램프 에의한 를 조사시키면3~5 pre-heating UV (200~400nm) UV
표면경도 및 내마모성이 우수한 막이 형성된다 표 에서는 본 연구에 사coating [ 3]
용되어진 코팅제 종류 및 경화조건을 나타내었다
표 코팅제 종류 및 경화 조건[ 3]
Maker Grade 용 도 경 화 조 건
사 국내L ( ) A-104GN 겸용PC amp PMMA파장UV lamp (250~360nm)
에너지UV 65~90mjcm2
사 국내H ( ) 0-299 용PMMA파장UV lamp (250~360nm)
에너지UV 60~85mjcm2
사 국외E ( ) C-220 겸용PC amp PMMAUV lamp 300Winch
이송속도 25ftmin
사 국외H ( ) B-8558 겸용PC amp PMMA파장UV lamp (250~360nm)
에너지UV 75mjcm2
본 과제의 광경화공정연구에 사용된 광경화기를 그림 에 나타내었으며 일반적[ 22]
인 광경화의 원리 및 메커니즘은 다음과 같다
가 경화원리 및 특징 UV
전자파 중 자외선 은 파장이 까지의 영역을 의미하고 있으나 경(UV) 10~400nm UV
화에 이용되는 파장범위는 대체로 이며 이 자외선이 화학작용에 유효200~400nm
한 것은 유기 화합물의 해리 분해반응을 일으킬 수 있는 강력한 에너지를 가지고
있기 때문이다
- 35 -
경화 메커니즘(1) UV
일반적으로 코팅제의 경화는 광개시제로부터 시작되는데 자외선이 갖는 에너지UV
에 의해 광개시제가 분해되어 라디칼 반응을 형성하여 반응을 유도할 수 있는 활성
체가 된다 이 활성체에 의하여 및 와 연쇄적으로 반응하여 망 monomer oligomer
상구조화된 고분자막이 형성되는 것이다
경화의 특징(2) UV
저온에서 경화가 가능하다 내열성이 좋지 않은 플라스틱 모재에도 고품질의(1)
막을 형성시킬 수 있다coating
경화속도가 빠르다 건조단위가 초단위로 설정되기 때문에 의 연속자동화가(2) line
가능하며 작업효율이 향상된다
예열시간이 짧아 신속한 작업이 가능하며 에너지가 절감된다(3)
운전관리가 간단하고 신뢰성이 높다(4)
그림[ 22] UV dryer
- 36 -
나 사 사양 UV dryer (EYE GRAPHICS model ECS-301G1)
종류 와 수은등(1) lamp metal halide
(2) lamp power 및 로 조절 가능 15KW 2KW 3KW
발광장(3) 250nm
반사판 집광형(4)
조사거리 으로 조절가능(5) 100 ~ 180
속도 으로 조절 가능(6) conveyer 08 ~ 8mmin
냉각 방식 공냉식(7)
제 절 고진공증착공정3
증착공정개발1
가 증착물질 및 증착조건
반투과반사 윈도우는 투과성과 반사성을 동시에 만족해야하며 일반적으로 금속박
막을 고진공증착함으로써 구현될 수 있다 이러한 금속박막은 진공영역에서 작업을
수행해야하며 스퍼터링과 증착이 주를 이루고 있다 그 중 스퍼터링 방법 e-beam
은 재현성이 우수하고 방식으로의 적용이 용이하다는 장점이 있으나in-line target
및 의 교체 초기조건설정 등이 용이하지 않아 본 과제에서는 다양한 재료cathode
를 코팅할 수 있는 을 적용하였다 유기물인 플라스틱상에 금속무기물e-beam type
의 접착력과 코팅후의 기계적 특성확보를 위해서는 다양한 증착공정 연구가 수행
되어야 한다 표 와 표 에 사용된 증착물의 물성과 증착조건을 각각 나타었 [ 4] [ 5]
다
표 주요 증착 물질의 물성표[ 4]
- 37 -
표 주요 증착물질의 증착조건[ 5]
나 측정값에 의한 증착막의 두께 분포
증착에 의한 증착막의 두께분포를 파악하기 위하여 크기의E-Beam 600 x500
위에 두께 의 증착속도 을 증착하였다 위치에 따른 증착glass 2500 AI ( 5 sec) Å Å
막의 두께를 측정하기 위하여 유리판 중앙부에서 바깥쪽으로 폭 간격 길이10 (
으로 등분하여 시편의 증착막두께를 으로 측정하였다 그림 계산30mm) 25 SEM [ 23]
에 의한 두께분포와 비교하였을 때 대체적인 경향은 비슷하지만 상대적으로 기울기
가 급함을 알 수 있다
그림 측정값에 의한 증착막의 두께분포[ 23]
두께측정시 사진에 의존한 측정이고 사용된 진공시스템은 이상화와는 거리가SEM
있어 약간의 차이가 발생되었다고 판단된다 측정된 값의 추세선을 구함으로써 고
정 의 제작시 로 활용할 수 있었으며 평행이송에 의한 균일성확보mask reference
연구에 참고데이터로 활용할 수 있었다
- 38 -
다 평행이송에 의한 균일성확보
기판의 평행이송과 고정 를 동시에 사용하여 두께가 균일한 박막을 제작하고mask
자 하였다 를 평행이송하여 동서방향의 균일성을 확보하고 이때 등두께를 기준 Jig
으로 동서방향을 등분하여 평면으로 이상화 해 구간내에서의 선의 형상을 두께13
기울기에 비례한 형상을 구현한 고정 를 제작하여 남북방향의 균일성을 확보하mask
고자 하였다 평행이송은 로 회전수를 inverter motor(LG -KMI400K1) 0~160rpm社
으로 조절하면서 이송하였으며 고정 는 기판이송방향의 직각방향에 대한 균일 mask
성만을 고려하여 설계제작하였다 그러나 에 의한 가림과 이송시 증착영역을 mask
벗어남으로 인해서 생기는 증착물 가 크다는 단점이 있었으며 고정 의 형loss mask
상은 증착물 증착율에 따라 다소 차이가 있어 여러 세트를 구비해야만 했다 수차
례 실험을 통해 증착물별 를 제작할 수 있었으며 평행이송속도를 증가시키고mask
왕복이송 횟수를 증가시킴으로써 이내의 균일성을 확보할 수 있었다10
시스템의 특성2 IBAD
가 증착시 온도의 변화
플라스틱 기판은 내열성이 낮아 열원에 장시간 노출되면 열변형과 함께 탄화되고
이 발생하여 박막물성에 악영향을 미칠 수 있으며 증착막과 비교하여out gassing
평균 수 십배 이상 선팽창계수가 높아 선팽창 차에 의한 박막의 과 박리를 일crack
으킬 수 있다 본 연구에서는 증착시 플라스틱에 미치는 분위기 온도의 영향을 파
악하고 적정 증착조건을 파악하기 위하여 금속 및 세라믹으로 나누어 증착시 분위
기온도 변화를 측정하였다
금속물의 시간에 따른 온도 변화(1)
은 분후 약 도정도 상승하여 시간에 따른 온도 변화가 거의 없었지만 은AI 10 3 Cr
약 도가 상승하여 급격한 상승을 보이고 있어 증착시 온도변화를 주목할 필요가12
있었다 더욱이 은 증착율이 높을수록 박막이 형태로 증착되어 반사율을 Cr granule
저하시키는 원인이 되었으며 막 자체에 도 많이 발생되었다 반투과반사 윈도crack
우 제작을 위한 금속박막 물질로는 보다는 이 온도측면에서 유리하다고 판단Cr AI
되었으며 아래의 그림 에 금속박막의 시간에 따른 온도의 변화를 비교하였다[ 24]
- 39 -
주) 증착률Al -10 sec EC-260~280Å
증착률Cr -10 sec EC-65 ~ 95Å
그림 금속박막의 시간에 따른 온도변화 비교[ 24]
세라믹의 시간에 따른 온도 변화(2)
세라믹은 금속과 달리 일반적으로 가 매우 높아 증착시 분위기온도melting point
상승이 매우 컸다 측정된 세라믹의 시간에 따른 온도의 변화는 그림 에 나타 [ 25]
내었다
주) SiO2 증착률 -10 sec EC-45 ~ 60Å
TiO2 증착률 -10 sec EC- 175Å
AI2O3 증착률 -10 sec EC-180~260Å
그림 세라믹박막의 시간에 따른 온도변화 비교[ 25]
- 40 -
그 중 SiO2 TiO2는 분 경과후 가량의 비교적 완만한 온도변화를 보이고 있10 10
으나 AI2O3는 가량의 급격한 온도상승을 보여 고증착율에서의 사용에는 한계30
가 있었다 실증착시에는 의 를 낮춤으로써 증착율 E-gun emission current 3~5 Å
내에서 증착하여 급격한 온도상승을 막을 수 있었다 AI2O3은 경도가 매우 높고 증
착시 조밀도가 높아 보호막으로 많이 사용되는 증착물이다 그러나 본 실험에서는
증착시 열발산이 특히 심하고 증착율을 낮추어도 온도가 급상승하여 증착시 crack
이 쉽게 발생하여 플라스틱 기판에는 부적합하다고 판단되었다
나 플라스틱의 Out gassing
기체방출 은 진공용기 속에서 사용하는 물질의 표면이나 내부에 흡착(out gassing)
되어 있던 분자들이 방출되는 현상을 의미하며 진공조의 압력상승 및 박막의 물성
에 큰 영향을 미치게 된다 또한 고진공 에서 배기시간을 증가시키고 최저 system
도달 압력을 결정짓는 직접적인 요인이 된다 표 는 주요 물질의 기체방출율을 [ 6]
나타낸 것이다
표 주요 물질의 기체방출율[ 6] (Pa m3sm2)
본 연구에서는 플라스틱 기판 장입 유무에 따라 의 영항에 의한 진공도out gassing
의 변화를 알아보기 위하여 진공조 내부에 기판 를 장입한PC (250times65times3 ) 10ea
후 진공도를 측정함으로써 장입전과 비교하여 변화가 있음을 알 수 있었으며 측정
된 값은 그림 에 나타내었다[ 26]
- 41 -
그림 플라스틱 기판 유 무에 따른 진공도 변화[ 26]
그림 의 결과에서 나타나듯이 플라스틱 기판의 장입시 배기속도가 다소 늦[ 26] (PC)
어짐을 알 수 있었으며 이는 플라스틱 모재가 함유한 수분 등의 에 의out gassing
한 차이로 보여진다 기체 방출률은 표면상태나 세척정도 등에 의해 크게 baking
좌우된다고 알려져있어 본 연구에서는 진공조 내부의 에 세심한 주의를 cleaning
기울였으며 함수율이 높은 플라스틱 기판의 세척공정과 함께 건조공정을 확립하고
을 설치하여 플라스틱 기판이 진공조에 머무는 시간을 최소화함load lock system
으로써 플라스틱 모재로 인한 을 최소화할 수 있었다 out gassing
- 42 -
제 장 시제품제작 및 특성분석4
제 절 상용제품의 특성분석1
본 과제의 반투과반사윈도우 개발을 위해서 일본 상용제품의 특성을 분석하였다
일본제품의 측정결과 상하부는 이며 층의 두게는SEM 147 121 m Top coatingμ
로 층보다는 다소 얇은 코팅층이였다 또한 금속박막층은106 m Base coating μ
으로 관찰이 용이하지 않으나 및 에 근거한 추정결과 내SEM RBS SEM data 20nm
외로 판단되었다 아래 그림 은 상용제품의 모재 상하면의 단면 사진이다 [ 27] SEM
그림 반투과반사 윈도우 상용제품의 사진 상 하단면[ 27] SEM ( )
그림 은 일본제품의 분석 결과이다 이온을 조사하였고 이 때[ 28] RBS He2+
는 였으며 고에너지에의한 플라스틱 표면의 손상을 줄이기beam energy 224MeV
위해 이온 량을 으로 낮게 설정하였다dose 80 C μ
그림 반투과반사 윈도우 상용제품의[ 28] RBS Spectrum
- 43 -
분석결과 표층에는 내외의 이 관찰되었으며 내부로 됨에 따라 유20nm AI etching
기물이 지속적으로 관찰되고 있음을 알 수 있다 그림 과는 달리 표면에 [ 27] top
층이 존재하지 않으며 표면에서는 층만이 존재함을 알 수 있다coating AI
제 절 플라즈마 표면처리2
플라스틱 반투과반사 윈도우 시제품제작을 위해 플라즈마 이온빔을 조사하여 플라
스틱 모재의 표면처리를 수행하였다 플라즈마는 의 고순도 의 999999 20 sccm
를 공급하면서 를 사용하여 발생시켰다 이 때 는Ar gas RF power RF Power 80W
였으며 는 로 설정하여 모재가 장착된 지그를 좌우 이송하 Ion Beam energy 1KeV
면서 표면처리공정을 수행하였다 는 Base Pressure 12times10-6 였으며torr Working
는Pressure 5x10-4 였다 조사시간은 로torr Ion Beam 120sec 5times1017 Ar+ ions
의 였다 그림 는 에의한 표면처리 후 표면의 상태를 보기위한dose [ 29] ion beam
사진이다 의 면적을 하였으며 곳을 측정하여 평균값을 취AFM 1 x 1 scanning 5
하였다 조사 전후 표면의 거칠기 는 에서 로 다소 증가하였으 Ion (Ra) 55 589Å Å
나 플라스틱의 표면에는 큰 손상을 주지는 않는 것으로 파악되었다
그림 표면개질전후의 사진[ 29] AFM
그림 은 표면처리후 플라스틱 모재 상에 증류수를 떨어트려 을[ 30] Wetting angle
측정한 결과이다 표면처리 전 의 이 로 크게 줄여 들어 722 deg Wetting angle 171 deg
표면친수성이 크게 향상되었음을 알 수 있다
- 44 -
그림[ 30] Wetting Angle Test
제 절 광경화에의한 하드코팅3
광경화 하드코팅공정1
반투과반사 윈도우로 사용되는 플라스틱 소재는 낮은 내열성과 표면경도로 인해 코
팅층의 내구성 높이는데 한계가 있어 유무기계 막을 형성시킴으로써 표hard coating
면경도나 내마모성 등의 기계적 특성을 크게 향상시켰으며 코팅후 소재의 내마모
성 표면경도에 대한 평가를 수행하였다 하드코팅 공정에 있어서 가장 유의해야할
사항 중 하나는 공기 중 무수히 존재하는 미세먼지 및 파티클에의한 코팅층의 오염
이라고 할 수 있다 코팅층에 포함된 파티클은 코팅액의 흐름과 두께불균일성을 발
생할 수 있으며 더욱이 투명제품의 파티클은 제품불량에 있어서 주요요인이라고
할 수 있다 미세 파티클은 세척공정에서부터 경화 후 포장공정에 까지 일관되게
제어되어야 하며 양압에의한 클린룸을 필요로 하고 있다 더욱이 도포 및 경화조건
은 온습도 매우 민감하여 클린룸에 의한 항온항습이 필수적이라고 할 수 있다 본
과제에서는 헤파필터에 의한 의 항온항습 클린룸에서 하드코팅공정을Class 1000
수행하였다
막의 두께 균일성을 파악하기 위하여 측정위치를 변화시키면서Hard coating SEM
에의한 두께를 측정하였다
가 측정 방법 인 플라스틱기판을 대략 정도 250 X65 X3(t) 150 dip-coating
하여 기판을 아래 그림 과 같이 크기로 등분 한 후[ 31] 65cmX25cm 5 (1) (2)
샘플을 로 절단하여 단면가공 후 으로 관찰하였다(3) 10 X 4 SEM
- 45 -
그림 시료의 크기 및 측정점[ 31]
나 측정 결과 시료의 각 위치에서의 코팅층 측정두께를 표 에 나타내었다 아 [ 7]
울러 단면 사진을 그림 에 나타내었다SEM [ 32]
표 막의 두께 측정 결과 사용[ 7] hard coating (SEM )
그림 층의 단면 사진[ 32] Hard coating SEM
시제품의 하드코팅층 물성평가2
플라스틱 반투과반사 윈도우용 소재는 표면경도 접착력 내마모성 등 waveness
다양한 물성들을 만족시켜야 한다 물성시험을 위한 시료는 상에 코 PMMA A-104
팅액을 속도로 인상하여 광경화공정을 통해 제작되었다2 s
- 46 -
가 내마모성
하드코팅된 소재의 내마모성은 를 사용하여 물성평가를 실시하였steel wool tester
다 은 를 사용하였으며 하중은 을 유지하였고 왕복회수는 Steel wool 0000 1kg 50
회로 설정하여 시험 후 각 시편의 스크레치 발생 정도를 비교분석함으로써 코팅층
을 평가할 수 있었다 그림 은 자체에서 설계 제작한 [ 33] steel wool scratch
의 사진이며 사양은 다음과 같다tester
기계규격 670 times 265 times 370①
로울러 지지축 운동규격 20 times 158 times 304 ( 120 )②
로울러 12 times 50③ empty회전축 모터와 연결축 11 ( )④ empty무게추 고정봉 5 times 80⑤ empty무게추 500g 2 ea 200g 4 ea 100g 4 ea⑥
밸런스 추 295g⑦
로울러축 지지대 20 times 24 times 62⑧
이동 정반 8 times 168 times 372⑨
시험품 고정판 40 84 times 150 ( 2 ea )⑩
가압 핸들 5 times40⑪
그림[ 33] Steel Wool Scratch Tester
나 표면경도
막은 내마모성과 표면경도에서 한계가 있는 플라스틱 표면특성을 향Hard coating
상시키기 위해 수행되었으며 딥방식에의한 도포와 에의한 광경화공정을 적용하 UV
였다
- 47 -
그림[ 34] Pencil Hardness Tester
딥 도포공정에서 인상속도를 로 유지하였다 표 는 플라스틱 모재 위에4 sec [ 8]
다양한 의 제를 사용하여 코팅한 실험 결과이며 표면연필경도는grade hard coating
로써 모재의 경도보다 단계 상승하였으며 코팅제로 막을4~5H 3~4 A-104 coating
형성시킨 경우 내스크레치성에서도 하중 하에서 으로 1kg steel wool 0000
막 위를 회 왕복하였을 때 막에 스크레치가 거의 발생하지 않았coating 50 coating
다
표 막에 대한 시험 결과[ 8] Hard coating (4 s)
- 48 -
제 절 고진공금속박막증착4
하드코팅막의 표면처리1
그림 플라즈마 표면처리된 하드코팅막의 사진[ 35] AFM
하드코팅막은 등 무기물을 다량 함유하고 있는 유무기의 혼합물질이다 고분silicon
자와는 달리 하드코팅막은 이온선량의 넓은 범위에 걸쳐서 증류수와의 접촉각이 매
우 낮았다
결과 막에 있어서는Water drop test hard coating 3times1015 ~ 4times1017 Ar+ ions
의 범위내의 량으로 증류수의 접촉각이 낮음을 알 수 있었다 증착막의 접ion dose
착력 향상정도를 확인하기 위하여 이온선량을 변화시키며 하드코팅층 표면에 dose
량에 따라 Ar+ 을 조사한 후 의 박막을 증착하여ion beam 100nm AI cross-cut
를 수행하였다 표tape test [ 9]
표 플라스틱 박막의 결과[ 9] HCAI Cross-cut tape test
하드코팅층의 에 의한 표면처리전 결과는 플라스틱에서처럼 모두 박리 되ion beam
었으나 의 량ion beam dose 5x1015 ~ 1x1017의 범위에서는 모두 접착력이 우수함
을 알 수 있었다 이는 하드코팅층위에 일부 무기질 재료가 포함되어 금속 박막과
의 친화성이 강하기 때문으로 판단되며 일반 고분자와는 달리 내열성이 매우 우수
하여 의 고에너지에서 수십분간의 조사에서도 표면에 탄화되는 경향이 없15 KeV
었다
- 49 -
미세금속박막증착2
플라스틱 반투과반사윈도우의 미세금속박막은 당사에서 보유하고 있는 고진공
시스템을 사용하여 증착하였다 그림 시스템을 구비하고 있IBAD [ 36] LoadLock
는 본 장비는 가 장착되어 있으며 모재의 평행이송과 를RF Plasma source Mask
사용하여 두께 균일성을 확보하였다
그림 증착 시스템[ 36] IBAD
반투과반사미러에 사용된 금속은 의 사의 을 사용하였다 당사에서9999 Cerac AI
보유하고 있는 4x10-6 진공도에서 을 사용하였다 증착시torr e-beam gun
는 증착율은 였으며 상하 좌우의 을 통Emission Current 280 5 sec Sweeping Å
해 균일한 증착율 유도하였다
그림 금속박막의 투과율[ 37] Spectrum
- 50 -
그림 금속박막의 전후면 반사[ 38] spectrum
사의 로 측정된 가시영역에서의 투과 반Hitachi U-2000 UV-Vis Spectrophotometer
사 을 그림 그림 에 나타내었다 각각의 투과반사율을 가시영spectrum [ 37] [ 38]
역에서의 평균값을 구한뒤 아래 표와 같이 흡수율을 구하였다 제작된 시제품의 흡[
수율은 였다248
표 금속증착막의 특성분석결과[ 10]
No 항 목 평 가 방 법 시 험 결 과
1 접 착 력 Cross-Cut 100100
2 투 과 율 Spectrophotometer 445
3 반사율 전면( ) Visual Range 307
4 반사율 후면( ) Visual Range 171
5 흡 수 율 Visual Range 248
- 51 -
제 장 결론5
제 절 연구결과1
플라즈마 표면처리공정연구 광경화에의한 하드코팅공정연구 고진공증착에의한 미
세 금속박막 증착연구개발을 통하여 수입되고 있는 플라스틱 반투과반사윈도우 소
재를 개발하였다 현재 상용되고 있는 수입소재의 기계적 광학적 특성을 분석을 통
하여 개발 목표치를 설정하였으며 최적 공정개발에의한 시제품제작을 완료하였다
시제품의 평가항목 및 특성치를 아래 표 에 나타내었다[ 12]
표 반투과반사윈도우 시제품의 특성표[ 12]
평 가 항 목 특성치 비 고
광흡수율1 () 248 분광기 기준30T
내마모성2 () 28 자체기준( haze)
접착력3 (x100) 100 회ASTMD3359 10
표면경도4 (H) 5 ASTMD3363 Mitsu-B
표면친수성5 (deg ) 171 Anglometer
미세파티클6 (1um) 01 Clean Room
본 과제 수행에의한 개발목표를 달성할 수 있었으며 주요기술개발내용은 다음과
같다 플라즈마를 이용하여 고분자 표면의 친수성 를 크게 높였으며 1) RF (171deg )
금속박막과의 접착력 을 크게 향상시켰다 광경화에의한 하드코팅공정(100100) 2)
개발에의해 플라스틱 표면경도 및 내마모성 을 크게 향상시켰다 고진(5H) (28) 3)
공 증착공정개발에의해 금속박막의 흡수율 을 크게 낮추어 광효율이 높은(248)
플라스틱 반투과반사 윈도우 시제품을 개발하였다 플라스틱 반투과반사윈도우 4)
소재를 평가하기 위한 광학적 기계적특성 평가기법을 확립하였다
- 52 -
제 절 향후전망2
개발된 플라스틱 반투과반사 윈도우는 플라스틱의 낮은 내열성과 표면경도 흡수율
을 개선하기 위한 것으로 최근 전자제품 정보통신부품 등 첨단전자제품에 적극 채
택되고 있다 특히 휴대폰 및 디스플레이의 투과창 소재가 기존 에서 투명플 glass
라스틱으로 적극 채택되면서 관련 공정기술개발과 함께 소재특성을 위한 다양한 연
구가 활발히 추진되고 있으며 선진국에서는 개발완료에 따른 양산체제 구축으로
전세계 시장을 석권하고 있는 상황이다
본 과제에의한 플라스틱 반투과반사 윈도우의 시제품은 수입시판되고 있는 상용소
재와 동등이상의 특성을 나타내고 있어 향후 양산설비 및 양산공정연구에의한 소
재의 국산화가 가능하다고 할 수있다 또한 본 과제의 플라즈마 표면처리는 저온
표면처리를 요하는 광학용 플라스틱 소재의 표면처리에 활용될 수 있으며 광경화에
의한 하드코팅공정은 기존 열경화방식과는 달리 화가 가능하며 대량 양산in-line
체제를 갖출 수 있어 향후 큰 폭의 성장이 기대된다
- 53 -
참 고 문 헌
1 Oleg A Popov ldquoHigh Density Plasma Sourcesrdquo NOYES Publications(1995)
전자기술연구회 초음파 응용 기문사2 ldquo ( 1997)
임준섭외 명3 4 ldquoImprovement in Surface Hardness of Plastic Surface Mirrorrdquo
Korea-Russia Symposium(1998)
4 Lan G Brown ldquoThe Physics and Technology of Ion Sourcerdquo John Wiley amp
Sons(1989)
이규환 외 명 진공증착법으로 제조된 박막의 밀착성에 관한연구 한국5 4 ldquo AI-Cr rdquo
표면공학회지 VoI27No1Feb(1994)
한성남 외 명6 4 ldquoImproving Wettability of Polycarbonate and adhesion with
aluminum by Ar+ ion irradiationrdquo JMaterial Res Vol9 Sep(1995)
한성남외 명 표면에 아르곤 조사와 친수성증대7 4 ldquoPolymethylmethacrylate rdquo The
Korean Physical Society Vol8No2 Mar pp193~198(1995)
인하대 광기술교육센터 광학시스템의 설계 및 평가 인하대 광기술교육센터8 ldquo rdquo
(1999)
임준섭외 명9 5 ldquoEffect of Ion Beam Assisted Cleaning on Adhesion of AI to
Polymer Substrate of PC and PMMArdquo Asian Finish lsquo98(1998)
10 CJ Brinker and GW Scherrer ldquoSol-Gel Science The Physics and
Chemistry of Sol-Gel ProcessingrdquoAcademic Press NY(1990)
아주공업 주 표면처리 기술을 이용한 자동차용 후사경 개발 산업자11 ( )rdquoPlasma rdquo
원부 최종보고서(2000)
고성진외 명 자동차용 플라스틱 미러와 그 제조방법 아주공업 주12 2 rdquo rdquo ( )(2002)
아주공업 주 플라즈마 기술을 이용한 오토바이 헬멧용 무적쉴드개발 중소기13 ( ) ldquo rdquo
업청 최종보고서(2002)
박원규 졸겔법의 응용과 제품 명현문화사14 rdquo rdquo (1999)
홍진후 경화코팅 조선대학교 출판부15 rdquoUV rdquo (2002)
- 5 -
기술개발의 내용 및 범위3
본 과제의 기술개발은 플라즈마 표면처리기술 광경화에의한 하드코팅기술 고진
공증착에의한 미세금속박막공정연구로 크게 구분할 수 있다 각 공정기술 개발에
의한 플라스틱 반투과반사윈도우 시제품을 제작하는 것이며 시제품의 특성평가
기술을 확립하는 것이다
기술개발 결과4
본 과제 수행에의한 주요기술개발내용은 플라즈마를 이용하여 고분자 표1) RF
면의 친수성 을 크게 높였으며 금속박막과의 접착력 을 크게 향( 171deg) (100100)
상시켰다 광경화에의한 하드코팅공정개발에의해 플라스틱 표면경도 및 2) (5H)
내마모성 을 크게 향상시켰다 고진공 증착공정개발에의해 금속박막의(28) 3)
흡수율 을 크게 낮추어 광효율이 높은 플라스틱 반투과반사 윈도우 시제(248)
품을 개발하였다 플라스틱 반투과반사윈도우 소재를 평가하기 위한 광학적 4)
기계적특성 평가기법을 확립하였다
기대효과5
본 과제에의한 플라스틱 반투과반사 윈도우의 시제품은 수입시판되고 있는 상용
소재와 동등이상의 특성을 나타내고 있어 향후 양산설비 및 양산공정연구에의한
소재의 국산화가 가능하다고 할 수 있다 또한 본 과제의 플라즈마 표면처리는
저온 표면처리를 요하는 광학용 플라스틱 소재의 표면처리에 활용될 수 있으며
광경화에의한 하드코팅공정은 기존 열경화방식과는 달리 화가 가능하며in-line
대량 양산체제를 갖출 수 있어 향후 큰 폭의 성장이 기대된다
- 6 -
목 차
제 출 문
요 약 서
목 차
제 1 장 서 론
제 장 관련기술의 이론적 배경2
제 절 플라즈마에의한 표면처리1
원리 및 구성1 Plasma Ion Beam Source
가 Magnet Array
나 Matching Box
다 Ion Optical Grid
이온원의 특성2
가 조절성 Ion Current
나 Ion Beam Uniformity
제 절 고진공 증착막의 균일성2
제 절 플라스틱 특성평가3
광흡수율1
내마모성2 (ASTM D1044)
접착력3
표면경도4 (ASTM D3363)
표면친수성 에너지5 ( )
제 장 플라스틱 반투과반사 윈도우 코팅공정개발3
제 절 플라즈마 이온원에의한 표면처리1
제 절 하드코팅공정연구2
전처리공정1
공정2 Dipping
경화공정3
- 7 -
제 3 절 고진공증착공정
증착공정개발1
가 증착물질 및 증착조건
나 측정값에의한 증착막의 두께분포
다 평행이송에 의한 균일성확보
시스템의 특성2 IBAD
가 증착시 온도의 변화
나 플라스틱의 Outgassing
제 4 장 시제품의 제작 및 특성분석
제 절 상용제품의 특성분석1
제 절 플라즈마 표면처리2
제 절 광경화에의한 하드코팅3
광경화 하드코팅공정1
시제품의 하드코팅층 물성평가2
제 절 고진공금속박막증착4
하드코팅막의 표면처리1
미세금속박막증착2
제 5 장 결론
제 절 연구결과1
제 절 향후전망2
참고문헌
- 8 -
표 차 례lt gt
표 극성용액의 물성[ 1]
표 기판에 대한 세척 코팅 접착력[ 2] PMMA Casting +
표 코팅제 종류 및 경화조건[ 3]
표 주요 증착 물질의 물성표[ 4]
표 주요 증착물질의 증착조건[ 5]
표 주요 물질의 기체방출율[ 6]
표 막의 두께측정결과[ 7] Hard Coating (SEM)
표 막에 대한 시험결과[ 8] Hard Coating
표 플라스틱 박막의 결과[ 9] HCAI Cross-Cut Tape Test
표 금속증착막의 특성분석결과[ 10]
표 반투과반사 윈도우 시제품의 특성표[ 11]
- 9 -
lt 그 림 차 례 gt
그림 의 구성도[ 1] Ion Source
그림[ 2] Ion Source Magnet Array(2x3)
그림 의 전기회로 개략도[ 3] Matching Box
그림 의 개략도[ 4] Ion Optical Grid
그림 에서의 변화[ 5] Optical Grid Potential
그림[ 6] RF Ion Source
그림 및 측정[ 7] Faraday Cup Ion Current
그림 에 따른[ 8] RF Power Ion Current Density
그림[ 9] Linear Ion Beam Porfile
그림 점증발원의 기학학적 해석[ 10]
그림 수식에의한 증착막의 두께분포[ 11]
그림[ 12] Taber Abrasion Tester
그림[ 13] Cross-Cut Tape Test
그림 스크레치 테스트 개념도[ 14]
그림[ 15] Water Wetting Angle(IBE 1KeV)
그림 포름아미드[ 16] Wetting Angle(lBE 1KeV)
그림 이온선량에 따른[ 17] Surface Energy
그림 에 따른 물과의 접촉각 변화[ 18] Ion Beam Energy
그림 초음파 세척장치[ 19]
그림 내부사진[ 20] Clean Room
그림 장치 유공압[ 21] Dip-Coating ( type)
그림[ 22] UV Dryer
- 10 -
그림 측정값에의한 증착막의 두께분포[ 23]
그림 금속박막의 시간에 따른 온도변화 비교[ 24]
그림 세라믹 박막의 시간에 따른 온도변화 비교[ 25]
그림 플라스틱 기판 유무에 따른 진공도 변화[ 26]
그림 반투과반사 윈도우 상용제품의 사진[ 27] SEM
그림 반투과반사 윈도우 상용제품의[ 28] RBS Spectrum
그림 표면개질 전후의 사진[ 29] AFM
그림[ 30] Wetting Angle Test
그림 시료의 크기 및 측정점[ 31]
그림 층의 단면 사진[ 32] Hard Coating SEM
그림[ 33] Steel Wool Scratch Tester
그림[ 34] Pencil Hardness Tester
그림 플라즈마 표면처리된 하드코팅막의 사진[ 35] AFM
그림 증착시스템[ 36] IBAD
그림 금속박막의 투과율[ 37] Spectrum
그림 금속박막의 전후면 반사[ 38] Spectrum
- 11 -
제 장 서 론1
국내전자산업은 정보통신 컴퓨터 전자부품 등을 주축으로 생산규모면에 있어서 세
계 위 로 주요생산국 중 하나이며 최근 디지털화 인터넷붐 등으로 매년5 ( lsquo00)
내외의 고속성장을 하고 있다 국내 전자산업은 전체산업의 약 의 비중을20 13
차지하고 있으나 일부 핵심부품 및 소재는 관련기술의 부족으로 일본 미국 등 관
련 선진국으로부터 수입에 의존하고 있어 이에 대한 대책 및 전략적 기술 개발에
의한 국산화가 시급한 실정이다 또한 플라스틱 소재는 높은 성형성 경량성 및 탄
성이 우수하여 자동차 항공기 가전제품 등 모든 산업분야에서 기존의 금속 유리
등 무기물을 급속히 대체하고 있으며 표면처리를 통한 플라스틱의 낮은 내열성 내
마모성 등의 단점을 보완하고 기능성을 개선함으로써 그 활용 폭이 지속적으로 확
대되고 있는 상황이다
플라스틱 반투과반사 윈도우는 년 일본 사의 에 첫 적1997 Sony Portable Audio
용된 후 첨단 전자제품에 급격히 파급되고 있으며 삼성 대우 등 국내 전자LG
업체에서도 디자인성이 높아 최근 첨단전제품의 전면에 반투과반사윈도우를 적극
채용하고 있는 추세이다 그러나 플라스틱 반투과반사 윈도우는 내부 광원으로부터
의 가시광은 투과하면서도 외부의 빛은 반사시키는 기능이 있어야하며 흡수율이
낮아 광효율이 높아야 하고 순수금속층을 수 십 나노 두께로 균일하게 코팅해야하
는 어려움이 있으며 더욱이 유기 물인 플라스틱과의 접착력을 높일 수 있는 플라
스틱 표면처리기술과 미세파티클 제어를 위한 청정기술 등을 필요로하는 복합적인
기술 제품이다 현재 국내 전자업체에서는 고가의 반투과반사 윈도우용 소재를 수
입하여 인쇄 및 가공 등 후가공 기술만을 확보하고 있어 코팅층의 박리 얼CNC
룩 접착력 저하 등의 발생시 문제해결에 한계가 있는 상황으로 관련기술 개발에의
한 플라스틱 윈도우 부품소재의 국산화 및 수입대체가 절실하며 국내 전자제품의
원가경쟁력 향상을 위해서도 시급히 개발되어야할 기술이다
- 12 -
본 과제는 플라즈마에의한 표면개질로 고분자 표면의 친수성증대 및 금속층과RF
의 접착력 향상을 위한 표면처리기술 유공압 디핑방식에의한 코팅층의 도포 및 자
외선에의한 광경화 하드코팅기술 전자선 증발 평행이송 및 매스크설계에의한 미세
금속박막 증착공정 기술개발 및 각 공정의 최적화를 통한 시제품을 제작하는 것이
며 아울러 플라스틱 반투과 반사윈도우소재의 기계적 광학적 특성 평가 기술을 확
립하는데 있다
- 13 -
제 장 관련기술의 이론적 배경2
제 절 플라즈마에의한 표면처리1
다양한 산업분야에서 광범위하게 적용되고 있는 플라스틱 소재는 높은 성형성 경
량성으로 인해 폭발적인 성장을 하고 있으며 최근에는 기존 금속 목재 등 무기물
을 급속하게 대체하고 있는 상황이다 그러나 플라스틱은 낮은 내열성 내마모성
마찰에의한 정전성 등의 단점을 갖고 있으며 특히 광학용 소재로 사용시 정밀세정
이 용이하지 않아 다양한 세정방법이 모색되고 있는 상황이다 일반적으로 플라스
틱 오염물은 초음파세척에 의해 제거가 가능하나 모재에 물리 또는 화학적으로 붙
어있는 이물질이나 모재 표면 자체가 갖고 있는 표면 거칠기(surface roughness)
등의 개선에는 한계가 있어 코팅층과의 박리가 발생하는 문제점이 있어왔다 최근
이러한 문제점을 해결하기 위해 저온 플라즈마 를 이용한 플라즈마 표면처(plasma)
리기술이 도입되고 있으며 더욱이 플라즈마는 플라스틱 표면에 친수성기를 활성
화할 수 있는 장점이 있어 코팅층의 접착력 향상에 있어 핵심적인 방법으로 평가받
고 있다 이 방법은 전리된 전자와 이온이 전기장에 의해 운동하면서 모재 표면에
충돌하여 표면에 존재하는 유무기물 등 오염물을 제거하고 미세에칭을 통해 표면
조도를 향상시키는 역할을 하는 것으로 알려져 있다 플라즈마 표면처리 장치에서
플라즈마 발생 장치는 고전압을 이용한 직류 플라즈마 원이 있고 주파수가 1356
혹은 그의 배수인 플라즈마 원 등이 있다 직류 플라즈RF (RF-plasma source)
마 원은 구조가 간단하고 사용하기 편리하지만 절연체가 두 전극 사이에 있을 경
우 절연체 표면에 전자가 쌓여서 또 하나의 음극을 형성하여 플라즈마가 형성되지
않아 절연체 표면처리에는 적용이 불가능하다고 활 수 있다 이런 이유로 본 연구
에서는 절연체인 고분자의 표면처리를 위해 및 를RF plasma source Optical Grid
이용한 를 적용하여 표면처리를 수행하였다Ion Beam source
원리 및 구성1 Plasma Ion Beam Source
내열성이 취약한 등 엔지니어링 플라스틱의 표면에 금속 및 세라믹박막PC PMMA
을 증착하기 위한 표면처리방법으로 상온에서 모재의 표면손상을 최소화할 수 있
는 저온 플라즈마 이온원의 활용은 필수적이라고 할 수 있다 본 과제에서는 플라
스틱 기판의 표면처리를 위해 의 를 적용하filamentless type RF ion beam source
였으며 개략적인 부품의 구성 및 작동원리는 다음과 같다
- 14 -
에서 발생된 는 의 을 따라 흐르면서 주변에RF generator microwave antenna coil
를 형성하고 동시에 는 를 형성하게magnetic field AC magnetic field electric field
된다 를 통하여 공급된 중에 존재하는 일부 은 형성된 MFC gas charged particle
내를 이동하면서 내부에서의 많은 중성입자들electic field gas discharge chamber
과 연속적인 충돌을 일으키고 차 충돌된 은 새로운 을 발1 particle charged particle
생시키며 형성된 내에서 연속적인 플라즈마를 생성하게된다 생성된magentic field
플라즈마 중 양이온은 ion optical 내의 양음극 전극사이의 에 의하여grid potential
밖으로 인출되도록 하여 특정 에너지를 갖는 이온을 얻는 것이다 이온원 플라즈마
의 을 위하여 사의 와generation Comdel 80 500W (Model CPS-500AS80)
를 사용하였으며 및 에 전압1356 RF generator Emitting grid accelerating grid
을 인가하기 위하여 의 를 사용하였다2KV DC power supply
적용된 는 의 조절에 의해 를 까지 조RF ion source RF power ion currrent 5~80 Aμ
절할 수 있으며 에 인가된 전압의 조절에 의해 의 에너지 조절grid 200~ 2000eV
이 가능하다 이온원은 크게 및 부 공급 및 부 magnet support gas discharge
부 부로 나눌 수 있으며 구성도는 아래 그림 과 같mat ching box optical grid [ 1]
다
그림 의 구성도[ 1] Ion Source
- 15 -
가 Magnet Array
의 설치목적은 전자의 나선형 운동을 유도함으로써 평균자유경로를Magnet array
길게하는데 있다 전자의 을 증가시켜 연속적인 플라즈마를 발생시키는 것 life time
이다 이온원에는 크기 인 를 사용하여 플라즈마의 20times30times10t 20times30times35t SmCo5
고온분위기에서도 자성을 쉽게 잃지 않으며 각각 개로 구성되어 개의 을 28 4 6 pile
이루고 있다 에의한 이온원의 자력분포는 그림 과 같다 Magnet array [ 2] Magnet
지지부는 강자성물질중의 하나인 순철이며 의 상하 주 quartz discharge chamber
변에는 판형을 이루고 있으며 부에 열전도계수가 높은 를 사용 flange Copper Rod
하여 플라즈마에 의해 발생된 열이 쉽게 방출되는 구조를 갖고 있다
그림[ 2] Ion Source Magnet Array(2times3)
나 Matching Box
의 고주파를 사용하는 는 의 출력Radio frequency linear ion source RF power
값에 상응하는 부의 값의impedance plasma discharge load impedance matching
여부가 의 특성을 크게 좌우하게된다 의 출력이Ion beam current RF generator
까지 모두 전달되어 효율적인 플라즈마를 발생시키기 위해서는antenna discharge
부의 가 가능한 적어 를 최소화되어야 바람직하나impedance reflecting power
값은 량 및 상태 주변환경 등의 변화에 매load impenance gas insulator ground
우 민감하게 반응하고 고주파의 노출시 각종전자장치 및 인체에 치명적일 수 있어
고주파의 에 각별한 주의를 필요로한다 의 값은 약shield antenna inductance 19 X
10-8 이며 사의H Jennings VVC(Vacuum Variable Capacitor 7 ~ 500 pF 5KV)μ
를 사용하여 값을 조절하였다capacitance
- 16 -
그림 의 전기회로 개략도[ 3] Matching Box
다 Ion Optical Grid
는 내부의 중 만을 인출Ion beam optical grid gas discharge chamber plasma +ion
시키는 역할을 한다 아래 그림 에서 와 사이에 [ 4] emitting grid accelerating grid
높은 을 인가하여 을 인출하고 외부에는 로써potential +ion decelerating grid
가 있어 외부의 및 의 유입을 방지하는 기능을 하ground electron charged particle
고 있다
그림 의 개략도[ 4] Ion Optical Grid
되는 은 사이의 차이 만큼의 에너지Emitting ion emitting-accelerating gird potential
를 갖게되며 작동시 의 인가전압을 조절함으로써 의 에너지를 조절emitting grid Ion
할 수 있도록 되어있다
- 17 -
그림 에서의 변화[ 5] Optical Grid Potential
각 는 의 일정한 간격을 유지하고 있으며 플라즈마 발생시 온도grid 08 ~ 12
에 의한 변형을 막기 위해 선팽창계수가 낮은 박판 소재를 사용하고 있titanium (1t)
다 본 과제어 적용된 는 아래 그림 과 같다 RF ion source [ 6]
그림[ 6] RF Ion Source
이온원의 특성2
가 의 조절성 Ion Current
의 특성은 개구부의 단면적이 인 에RF linear ion source 1 faraday cup DC
의 전압을 인가한 후 이온 전류를 측정하였다 그림 는27V [ 7] Ion source RF
의 조절에 의하여 의 가 조절되며 에power ion beam current density emitting grid
인가전압을 조절함으로써 의 를 조절할 수 있도록 되어 있다 Ion Beam energy Ar
O2 의 유량 는 인 조건에서 측정된gas 15sccm ion beam energy 1KeV ion beam
의 값은 그림 에 나타내었다current [ 8]
- 18 -
그림 및 측정[ 7] Faraday Cup Ion Current
그림 에 따른[ 8] RF Power Ion Current Density
그림 에서 알 수 있듯이 원자량 또는 분자량이 클수록 같은 에서 이[ 8] RF power
온 전류가 많이 생성되는 것을 알 수 있다 이는 질량이 무거울수록 미분산란 단면
적이 증가하여 이온화가 잘 되기 때문이며 는 공급을 Ion current density RF power
로 증가시킴에 따라 까지의 범위에서 비교적 선형적으로10~130W 5 ~ 38 Aμ
증가됨을 알수 있다 의 조절성 확보와 Ion beam current 5times10-4 ~ 3times10-5 의torr
넓은 작동영역은 플라스틱 표면처리의 다양한 적용을 가능하게 하였다
- 19 -
나 의 Ion Beam Uniformity
플라스틱 모재의 표면개질 및 에 사용된 는 대면cleaning linear ion beam source
적 기판의 표면처리에 있어서 의 균일성 확보는 필수적이라 할 수 있다ion beam
더욱이 플라스틱의 경우 친수성 증대를 위한 량의 적정영역 폭은 상대적ion dose
으로 광범위하지 않아 균일성이 낮을 시는 대면적 시료를 일괄처리할 수 없어 후공
정인 반사막 및 다층막의 부분적 박리 및 을 유발할 수 있다crack
와의 거리가 인 지점에서Optical grid 400 Ar 20 sccm RF 60W ion beam
는 각각 이고 진공도energy 05 1KeV 8x10-5 에서 측정된 의torr ion beam current
분포를 그림 에 나타내었다 의 는 로 시료크기[ 9] Ion Beam uniformity 82 500
이상의 대면적에서 사용가능하다고 할 수 있다
그림[ 9] Linear Ion Beam Profile
제 절 고진공 금속증착2
증착막의 균일성1 (uniformity)
본 개발에 사용된 의 은 수많은 전자의 충돌에의해 증Electron-Beam Gun crucible
착물이 되는 시발점이며 종종 점증발원으로 이상화되어 수학적으로 해evaporation
석되고 있다 이 때 증발된 물질은 불균일하게 방사형으로 퍼져 나가기 때문에 평
면 모재에 균일한 박막을 증착하기는 그리 쉽지않다 증발된 물질은 일반적으로
COS2의 법칙을 만족하여 증발된다고 알려져 있으며 이에 대한 대책으로 안경렌즈
등 광학 코팅업체에서는 형의 기판 를 설치하여 회전시키고 고정 를dome jig mask
제작하여 균일성을 확보하고 있다 그러나 본 과제와 같이 대면적 평판의 경우 장
단의 차가 매우 커서 회전방식을 이용할 경우 공간의 효율적 활용이 어렵고 증착물
의 소모가 너무 많은 단점이 있어 기판의 평행이송과 고정 를 복합적용하여mask
증착박막의 균일성을 확보코자 하였다
- 20 -
가 이론적 두께 분포
증발원의 형상 및 기판의 상대위치에 따른 박막의 두께분포는 수식에 의해 계산이
가능하며 점증발원에서 높은 거리에 있는 평면상의 중심 에서 만큼 떨어져 있 0 X
는 점에서의 막두께 는 기하학적 가정과 해석을 통해 다음과 같이 구할 수 있다t
그림[ 10]
m 증발량 h 증발원과 기판과의 수직거리
p 증착물질의 밀도 x 기판의 중심에서 측정하고자하는 미소평면과의 거리
그림 점증발원의 기하학적해석[ 10]
아래의 그림 은 점증발원 및 미소평면증발원인 경우 각각 평면기판상에 증착된[ 11]
막의 두께 분포를 수식에 의해 구한 결과이다
그림 수식에 의한 증착막의 두께분포[ 11] (H Macleod)
- 21 -
축은 중심에서의 두께에 대한 비를 나타내며 축은 점에서 측정하고자 하는 미Y X 0
소평면까지의 거리 와 증발원과 기판사이의 거리 에 대한 비를 나타내고 있다 중X h
심부에서 최대의 두께를 나타내며 가 인 부터는 급격한 변화가 있으나 연속 Xh 03
적으로 감소함을 알 수 있다
제 절 플라스틱 특성평가3
광흡수율1
가 의 구비조건 Spectrophotometer
파장범위는 를 측정할 수 있어야 한다1) 340 ~ 780nm
측정 파장 간격은 이하로하고 분광측정기의 사출 슬릿에서 나오는 방사2) 10nm
속의 유효 파장폭은 이하로 한다10nm
측광방식은 기준물체로 부터의 투과 광속 또는 반사광속의 비교 측정에 의한 것3)
으로 하고 측과의 정확성은 측광 범위 최대 눈금의 이내로 하고 반복 정밀도 1
는 이내로 한다05
분광측정기 파장눈금의 치우침은 분광 측광기의 투과 파장대에 대한 최대 강도4)
의 파장으로부터 이내로 한다1nm
나 측정방법
투과율 측정방법 시료면의 법선방향에서 분광 측정기의 사출 슬릿에서 나오는1)
평행에 가까운 광선속을 입사시켜서 그 투과광의 방향에서 간격의 파장에 10nm
대해 분광 투과율을 측정한다 기준 물체는 광로 중에 시료를 삽입하지 않는 경우
의 공기층으로서 그 분광투과율을 로한다1
반사율 측정방법 시료의 면에 대해서 법선에 대한 각도가 도를 초과하지 않2) 15
는 입사각으로서 분광 측정기의 사출 슬릿에서 나오는 평행에 가까운 광선속을 입
사시켜서 간격의 파장에 대해서 분광반사율을 측정한다 기준 물체로서는 절10nm
대 반사율 측정법에 따라 표준 거울면 반사체를 사용한다
- 22 -
흡수율 계산 금속박막의 광흡수율 은 전체 입사광 에서3) (A) 100 visual range
에서의 평균투과율(Tav 과 평균반사율) (Rav 의 을 뺀 광량을 다음식에서 구할 수 있)
다
광흡수율(A) = 100-(Tav+Rav)
다 평가시 주의사항
측정시 온도와 습도를 기록한다o Spectrophotometer
의 램프는 적어도 시험 분전에 켜 놓는다o Spectrophotometer 5
측정시 주변의 진동이 없도록한다o Spectrophotometer
표준 반사 시편은 주기적으로 평가하고 기록하여 보정계수를 수정한다o
내마모성2 (ASTM D1044)-TaberHaze Test
가 시험개요
이 시험 방법은 를 사용하여 시료표면에 를 발생시킨 후 광투Taber abraser haze
과율에 의한 값의 변화를 측정함으로써 표면의 내마모성을 평가하는 방법으haze
로 값이 클수록 내마모성이 나쁘고 작을수록 내마모성이 높다고 할 수 Haze()
있다
그림[ 12] Taber Abrasion Tester
- 23 -
나 시험방법
시료의 준비1)
시험할 시료는 깨끗하고 원형 혹은 사각으로 지름 이상 크기의 투명판상부재80
여야하며 두께는 이하가 바람직하다 시료의 중앙에는 홀가공되어 12 Taber
에 장착이 가능해야 한다Abraser
에의한 마모2) Taber Abraser
는 시편을 회전시키는 회전판과 회전하는 시편 표면에 접촉하여 표Taber Abraser
면을 마모시키는 두 개의 마모윤으로 이루어져 있다 시편을 회전판 위에 고정시킨
후 일정한 무게 를 갖는 마모윤을 시편 위에 올려놓아 하중을 가한 상태에서(500g)
마모윤과 시편을 동시에 회전시켜 표면을 마모시키는 장치로 하중 및 회전 cycle
은 시료에 따라 적용을 달리한다 시험환경은 온도 상대습도 23 plusmn 2 50 plusmn 5
이어야 하며 마모윤은 마다 교환해서 사용한다 100 cycle
측정3) Haze Valve
로 마모된 시편은 로 혼탁도 를 측정하여 내마모Taber Abraser Hazemeter (Haze)
성을 평가한다 는 투명판의 를 측정하는 장치로서 여기서 Hazemeter Haze Haze
란 시편이 얼마나 깨끗한가에 대한 척도이며 투명판에 빛을 비추었을 때 투명판을
투과하는 빛 중에서 입사광으로부터 보다 큰 각도로 벗어나는 빛의 백분율을25deg
뜻한다 한 시편 당 개 이상의 측정 점에서의 평균값을 구하고 마모 전에 측정 4
된 값과의 차 를 구한다haze Haze()
접착력3 (ASTM D3359)
코팅층의 접착력 평가를 위한 다양한 방법이 개발되고 있으나 대부분 금속 유리 등
무기소재가 주를 이루고 있으며 플라스틱과 같은 유기물과 코팅층과의 접착력을
정량적으로 평가하기에는 다소 한계가 있는 실정이다 일반적으로 가장 광범위하게
간단히 적용되는 방법은 이며 최근에는 임계하중값을 이용Cross-Cut-Tape-Test
하는 방법도 적용되고 있다scratch-test
가 Tape-Test 접착테이프 접착력시험법으로 그림 과 같이 칼로 간격으 [ 13] 1
로 개의 선을 직교하도록 긋고 접착테이프 사의 를 사용하여11 (3M 610)
한 코팅층 위에 밀착시킨 후 순간적으로 도 방향 테이프를 떼어 초cross-cut (45 )
기의 정사각형 수 개 와 시편에 잔존하는 코팅층의 정사각형 수를 비교함으로(100 )
써 부착력을 정량적으로 표현하는 방법이다 신뢰성 측면에서 곳이상에서 각 회 3 5
이상 실시 할 수 있다
- 24 -
그림[ 13] Cross-Cut Tape Test
나 Scratch Test 그림 과 같이 다이아몬드 팁이 달린 로 기 [ 14] Nano-indenter
판의 표면에 위치한 후 수직방향의 힘을 선형적으로 증가시키면서 동시에 수평방
향으로 기판을 등속으로 이송하여 표면의 긁힘 자국을 관찰한다 밀착력은 수평방
향의 전체 이송길이 에 대응하는 임계길이 에서의 임계하중을 간단한 비례식으로L
계산하여 밀착력 을 계산한다(N)
그림 스크레치 테스크 개념도[ 14]
표면경도4 (ASTM D3363)
가 개 요
플라스틱 코팅층의 표면경도는 경도값을 알고 있는 연필심을 이용하여 소재의 표면
경도를 평가하는 방법이다 분위기 온도범위와 습도 의 상 23 degC plusmn 2degC 50plusmn 5
대습도에서 시험한다
연필경도 단계는 다음과 같다
- 25 -
6B-5B-3B-2B-B-HB-F-H-2H-3H-4H-5H-6H-7H-8H
(Softer) (Harder)
나 시험 및 평가방법
경도를 알고있는 연필의 심 길이를 로하고 끝단을 심방향과 직각이도록1) 5~6
로 깍아 단면이 동심원이 되도록 준비한다 기계식 연필깍기 사포 등 사용90deg ( )
측정하려는 시편을 단단하고 수명한 면 위에 올려놓는다2)
준비된 연필을 시편면과 과가 되도록 올려 놓고 단단히 연필홀더에 고정시킨3) 45deg
다
연필심에 일정한 압력이 전달되도록 균일한 힘을 가하면서 균일한 속도로4) 65
이상을 전진시킨다
상기 번을 회 반복한다 확보된 다섯개의 경로선을 관찰하여 코팅층의5) 1234 3
긁힘여부를 확인한다
세개의 선 중 긁힘이 발생한 선이 있으면 아랫 등급의 연필을 사용하여 상기6)
를 반복한다12345
세개의 연필경로선 모두에서 긁힘 발생이 없으면 사용한 연필의 경도를 코팅층7)
의 표면경도로 기록한다
다 주의사항
시험전 시편의 표면에 오일 콤파운드 등을 제거하여 시험중 미끄럼발생이 없도
록 한다
시험중 연필심의 에지부에 크랙 파손이 발생할시에는 재가공후 시험한다
- 26 -
표면친수성 에너지5 ( )
플라스틱 모재의 향상을 위한 연구에 있어서 표면 특성의 정량적인 평가wettability
가 수행되어야 하며 직접적인 실험에 의한 향상정도를 확인할 수 있어야 한다 표
면 특성의 정량적인 평가로서 본 과제에서는 액체의 접촉각을 측정하여 표면에너지
를 구함으로써 향상정도를 비교할 수 있었으며 에 의해 향상됨cross-cut tape test
을 파악할 수 있었다 일반적으로 고체표면의 에너지는 표면의 형상조도에 의해 좌
우되는 와 극성작용기에 의한 의 합으로 계산된다dispersion force polar force
고체표면의 와 를 구하기 위해서는 물성을 알고있는 두dispersion force polar force
극성용액의 고체표면과의 을 측정함으로써 다음과 같이 간단히 계산wetting angle
할 수 있다
Wetting angle120563120574s
d Dispersion force of Solid120574ld Dispersion force of Liquid
120574sp Polar force of Solid
120574lp Polar force of Liquid
일반적으로 사용되는 극성용액은 차증류수와 용액을 사용하며 각 용액3 formamide
의 물성은 아래 표 과 같다[ 1]
표 극성용액의 물성[ 1]
각 용액의 을 측정하고 용액의 기지의 상수를 활용하여 상기식을 이wetting angle
용한 두방정식의 연립을 통하여 고체의 표면에너지를 계산하는 것이다 본 과제에
서는 의 에너지 및 량에 따라 고분자 및 하드코팅표면의ion beam dose wetting
을 측정하고 상기 식에 적용하여 표면에너지를 구할 수 있었으며 박막 증착angle
후 를 통하여 접착력의 향상을 확인할 수 있다cross-cut tape test
- 27 -
제 장 플라스틱 반투과반사 윈도우 코팅공정개발3
제 절 플라즈마 이온원에의한 표면처리1
산업전반에 걸쳐 광범위하게 사용되고 있는 플라스틱은 경량성 및 높은 생산성으로
인해 그 활용 폭을 점차 넓혀가고 있으나 플라스틱의 열에너지chemical reaction
에 의한 표면거칠기 열변형 무기물과의 접착력 등의 특성은 플라carbonization
스틱의 활용에 한계가 되고 있으며 이러한 문제를 해결하려는 연구개발이 다양한
분야에서 활발하게 진행되고 있다 특히 glow discharge electron beam arc
등의 방법으로 플라스틱 표면의 특성을 개선하기 위discharge corona discharge
한 연구가 이루어지고 있으며 일부 연구결과는 산업현장에서 적용되어 핵심공정으
로 자리를 잡고있다 본 과제에서는 에너지를 갖는 조사에 의한 고분자 ion beam
표면의 친수성을 높이고 표면에너지의 향상을 통하여 금속 무기물과의 를wettability
증진코자 하였다 수백 에서 수 의 에너지를 갖는 을 사용한 것과 KeV MeV ion beam
는 달리 내외의 에너지를 갖는 을 사용함으로써 플라스틱 표면의1KeV ion beam
큰 손상없이 만을 증진시켜 무기물과 고분자의 접착력이 혁신적으로 개wettabiIity
선되는 결과를 나타냈다
플라스틱 모재에 플라즈마 을 조사하여 의 량 변화에 따른ion beam ion beam dose
극성용액의 을 측정하였다 그림 는 의 에너지를wetting angle [ 15] ion beam 1
로 일정하게하고KeV O2와 이온 빔의 이온선량을Ar 1times1014 에서 1times1017 ion
의 범위로 변화시키며 조사하였을 때 증류수의 접촉각 변화를 나타낸 것이다
그림[ 15] Water Wetting Angle(lon Beam Energy 1KeV)
- 28 -
기판의 증류수에 대한 접촉각 측정은 플라즈마 이온빔 처리된 모재의 표면에 증류
수 를 각각 군데 떨어뜨린 후002 3 contact anglometer (Goniometer Model
를 사용하여 을 측정한 후 평균값을 취하였다G-1 ELMA Inc) wetting angle
플라스틱표면에 플라즈마 처리안된 시료의 증류수에 대한 접촉각은 였으며 플92deg
라즈마 표면 개질된 모재의 은 정도wetting angle 30deg (1times1017 로 떨어짐을ions )
확인할 수 있었다 표면에너지값을 구하기 위하여 포름아미드 용액의 접촉각을 같
은 방법으로 측정하였다 그림 이온선량이 증가하면서 접촉각이 조금씩 감소하[ 16]
는 경향은 증류수 접촉각 실험과 같은 경향을 보이고 있다
그림 포름아미드[ 16] Wetting Angle(Ion Beam Energy 1Kev)
물과 포름아미드 극성용액의 측정된 접촉각을 이용하여 플라스틱 모재의 표면에너
지를 구할 수 있었다 그림[ 17]
그림 이온선량에 따른[ 17] Surface Energy
- 29 -
표면거칠기에 큰 영향을 받는 의 경우 이온선량이 증가함에 따라dispersion force
대체적으로 완만한 변화를 보이고 있으나 의 경우 이온선량이 증가함에 polar force
따라 지속적으로 급격히 증가하여 이온선량이 1times1015 Ar+ 에서는ions 40 ergs
까지 도달하였으며 이온선량이 1times10 17 Ar+ 에 이르러서는 의ions 64 ergs
표면에너지까지 증가하여 초기의 보다는 배이상이 증가함을 알 수 있었30 ergs
다 이와 같은 변화는 이온 빔의 조사로 인하여 플라스틱 기판 표면에 free radical
이 생성되고 의 형성으로 설명되고 있다hydrophilic group
한편 의 에너지 변화에 따른 플라스틱의 표면에너지 변화를 알아보기 위 ion beam
하여 이온선량을 8x1016 Ar+ 로 일정하게 하고 의 에너지를ions ion beam
까지 일정하게 증가시키면서 물과의 접촉각을 측정하였다 그림1500eV [ 18]
그림 에 따른 물과의 접촉각 변화[ 18] Ion Beam Energy
플라스틱 종류별 차이는 있으나 대체로 내외였으며 이상에서는 점차40deg 1500eV
로 다시 증가하는 것을 보여주었다 으로 표면처리시 의 보다는 Ion beam ion energy
의 량에 지배를 받는 것으로 파악되었으며ion dose Ar+만의 조사보다는 02 분위기
에서의 Ar+ 조사시 효과가 높았으나 진공도가 낮아지는 점과 이 불안정하ion beam
다는 단점이 있어 Ar+ 만의 조사가 생산적용시에는 유리하다고 판단된다
- 30 -
제 절 하드코팅공정연구2
전처리 공정1
플라스틱 표면 상에 흡착 부착된 오일 미세먼지 지문 등 다양한 오염물은 하드코
팅 후 코팅층의 박리 핀홀 표면 얼룩 등의 다양한 불량을 초래할 수 있어 coating
액의 도포공정에 앞서 필수적으로 세정공정을 수행해야한다 본 과제에서는 초음파
세척방법을 전처리공정에 적용하여 하드코팅공정 연구를 수행하였다 그림 는 [ 19]
본 연구에 사용된 세척장치로써 세정액이 담긴 세정조 차 및 차 수세조와 탕세 1 2
조로 구성되어 있다
그림 초음파 세척 장치[ 19]
본 과제에서는 초음파를 기본적으로 사용하고 플라스틱 소재의 성형방법에 따라
표면특성 및 오염된 표면 이물질이 달라 각각 다른 공정 방법을 적용하였다
가 사출 및 압출 성형된 모재
대부분의 플라스틱 기판은 알카리 세제를 사용한 전처리공정으로 깨끗한 기판을 얻
을 수 있었으며 처리 후 부착력이 우수한 코팅층을 얻을 수 있었다 hard coating
세척순서는 아래와 같다
알카리 세제 수용액에 초음파 세척 분(1) 5 50~60 times 10
흐르는 수도물에 수세 대략 초(2) 10
증류수에 초음파 수세 분(3) 50~60 times 10
증류수에 탕세(4) 4 s 60~70
- 31 -
건조 분(5) 70 times 60
보관 에 보관(6) SUS box
나 성형된 모재 Casting
성형시 필수적으로 포함되는 모재의 이형성분을 제거하기위한 최적공정을Casting
파악하기 위해 세제의 농도 및 처리시간에 따른 실험을 수행하였다 실험은 1~
의 알카리 세제로 각각 분으로 나누어 초음파 처리하고 의 으10 5 10 30 50 IPA
로 분 범위내에서 시간을 달리하여 초음파 세척한 후 코팅제로3~10 A-104 hard
을 하였다 다음은 세척공정 순서이다coating
알카리 세제 수용액에 초음파 세척 분(1) 5 50~60 times 10
흐르는 수도물에 수세 대략 초(2) 10
수용액에 초음파 세척 분(3) 20~50 IPA 30~40 times 7~8
증류수에 초음파 수세 분(4) 50~60 times 10
증류수에 탕세(5) 4 s 60~70
건조 분(6) 70 times 60
보관 에 보관(7) SUS box
시편의 평가는 육안에 의한 얼룩의 유무확인과 에 의한 부착력cross-cut tape test
으로 판단하였다 알카리 세제와 농도가 각각 와 미만일 때는 오염 물질 IPA 5 50
이 완전히 제거되지 않아서 코팅막에 약간의 얼룩이 관찰되었으며 의 알카리 5
세제로 분 분간 초음파 세척과 분간 초음파 세척공정시에5 ~10 7 IPA hard coating
의 부착력이 우수하였고 코팅막에 얼룩도 발생하지 않았다
표 는 알카리세제와 수용액으로 세척된 기판위에[ 2] IPA PMMA casting hard
막을 형성시킨 후 코팅층의 부착력을 시험한 결과이다coating
표 기판에 대한 세척 코팅 접착력[ 2] PMMA Casting +
- 32 -
공정2 Dipping
하드코팅공정에 있어서 도포공정은 다양한 방법이 개발되어 있으며 본 과제에서는
두께조절성 액의 소모성 등을 고려해 디핑방식을 적용하였다 공정의 Dip-coating
개략적 방법은 다음과 같다
플라스틱 모재는 함수율이 높아 코팅전 모재건조를 실시한다(1)
플라스틱 모재에 묻어있는 먼지를 안에서 제전건으로 완벽히 제거(2) clean room
한 후 의 에 수직으로 고정시킨다dip-coater jig
시편을 코팅액이 담겨져 있는 코팅조에 일정한 속도로 하고 초간 유(3) dipping 10
지시킨다
의 인상속도를 조절 한 후 시편을 일정 속도로 인상한(4) Dip-coater (2~6 sec)
다
이 때 인상속도를 조절하여 코팅층의 두께를 조절할 수 있다 딥코팅시 분위기 습
도를 이하 온도 상온 코팅액 온도를 로 유지하여 액의 경시변RH 50 18 ~ 20
화를 최소화 해야한다 플라스틱렌즈 및 보안경 등 공정을 요하는 업 hard coating
체에서는 정도의 청정실에서 하드코팅을 실시하고 미만의 상대습class 1000 50
도 조건을 유지함으로써 대기 중의 먼지 부유물등에의한 오염을 최소화하고 있으
며 날씨변화에 따른 분위기 환경을 일정하게 유지하고 있다
코팅 분위기 조건의 변화는 경화 후 막에 에 의한hard coating particle pin-hole
과 현상 등을 일으킬 수 있으며 양질의 우수한 코팅막을 얻기가 힘들다 본hazing
연구에서는 인 의 을 설치하여 하class 1000 conventional air flow type clean room
드코팅공정을 실시하였다
그림 내부 사진[ 20]Clean room
- 33 -
내부에는 제전건 기 클린 오븐 광경화기 초음파세척장Clean room dip-coating
치 등의 설비를 구비하여 경화형 처리가 일괄적으로 처리됨으로써UV hard coating
우수한 물성의 하드코팅막을 얻을 수 있었다 그림 은 내부의 사 [ 20] clean room
진이며 작업시 내부온도는 습도는 이하를 유지하 hard coating 18~20 40RH
였다
전도체인 금속과 달리 플라스틱은 절연물질로 전기전하의 이동을 허용치 않아 마찰
등에 의하여 쉽게 정전기장을 형성하여 정전기장 내에 놓여있는 반대 극성을 갖는
입자를 끌어들이게 된다 이러한 입자를 제거하기 위해서는 플라스틱 표면 및 입자
의 극성을 중성으로 바꾸어 줌으로써 간단히 해결할 수 있다 본 과제에서는
공정 전에 공기를 이온화시켜 대량의 양 음이온을 발생시키는 장치인dipping
을 사용하여 을 제거할 수 있었으며 이물에의한 코팅층의Anti-Static-Gun particle
불량을 줄일 수 있었다
본 과제의 딥방식은 인상방식과 장치의 정밀성이 코팅특성을 좌우한다고 할 수 있
다 본 과제에 적요된 딥인상은 에의한 조의 인상 하강 방식으로 air-hydro type ㆍ
정숙성이 높은 방식이다
그림 장치 유공압[ 21] Dip-coating ( type)
- 34 -
실린더의 제어는 유공압 방식을 사용하였으며 이는 압축공기를 이용하여 유압실린
더를 제어하는 방식으로 공기의 압축성으로 인한 문제점을 개선한 것이다 즉 공기
압을 사용하면서 유압유니트와 같이 작동개시 때나 부하변동시에 접속구동이 가능
하고 저속 구동시 현상을 방지할 수 있는 유압실린더의 장점을 활용한 것 stick slip
이다 일반적으로 유공압은 실린더의 정밀정속구동 중간정지 이속제어나 로터리형
액츄에이터의 완속구동 등에도 많이 적용되고 있다 그림 은 본 실험에 사용한 [ 21]
유공압 방식의 장치로써 실린더와dip-coating air hydro type convertor coating
조 냉각 및 시스템 용량 사용 line filtering (chemical pump (10 min) 15 filter )ℓ
등으로 구성되어 있다
경화공정3
플라스틱 기판위에 경화형 액을 딥방식에의한 도포 후 에UV hard coating 50~70
서 분동안 시키고 램프 에의한 를 조사시키면3~5 pre-heating UV (200~400nm) UV
표면경도 및 내마모성이 우수한 막이 형성된다 표 에서는 본 연구에 사coating [ 3]
용되어진 코팅제 종류 및 경화조건을 나타내었다
표 코팅제 종류 및 경화 조건[ 3]
Maker Grade 용 도 경 화 조 건
사 국내L ( ) A-104GN 겸용PC amp PMMA파장UV lamp (250~360nm)
에너지UV 65~90mjcm2
사 국내H ( ) 0-299 용PMMA파장UV lamp (250~360nm)
에너지UV 60~85mjcm2
사 국외E ( ) C-220 겸용PC amp PMMAUV lamp 300Winch
이송속도 25ftmin
사 국외H ( ) B-8558 겸용PC amp PMMA파장UV lamp (250~360nm)
에너지UV 75mjcm2
본 과제의 광경화공정연구에 사용된 광경화기를 그림 에 나타내었으며 일반적[ 22]
인 광경화의 원리 및 메커니즘은 다음과 같다
가 경화원리 및 특징 UV
전자파 중 자외선 은 파장이 까지의 영역을 의미하고 있으나 경(UV) 10~400nm UV
화에 이용되는 파장범위는 대체로 이며 이 자외선이 화학작용에 유효200~400nm
한 것은 유기 화합물의 해리 분해반응을 일으킬 수 있는 강력한 에너지를 가지고
있기 때문이다
- 35 -
경화 메커니즘(1) UV
일반적으로 코팅제의 경화는 광개시제로부터 시작되는데 자외선이 갖는 에너지UV
에 의해 광개시제가 분해되어 라디칼 반응을 형성하여 반응을 유도할 수 있는 활성
체가 된다 이 활성체에 의하여 및 와 연쇄적으로 반응하여 망 monomer oligomer
상구조화된 고분자막이 형성되는 것이다
경화의 특징(2) UV
저온에서 경화가 가능하다 내열성이 좋지 않은 플라스틱 모재에도 고품질의(1)
막을 형성시킬 수 있다coating
경화속도가 빠르다 건조단위가 초단위로 설정되기 때문에 의 연속자동화가(2) line
가능하며 작업효율이 향상된다
예열시간이 짧아 신속한 작업이 가능하며 에너지가 절감된다(3)
운전관리가 간단하고 신뢰성이 높다(4)
그림[ 22] UV dryer
- 36 -
나 사 사양 UV dryer (EYE GRAPHICS model ECS-301G1)
종류 와 수은등(1) lamp metal halide
(2) lamp power 및 로 조절 가능 15KW 2KW 3KW
발광장(3) 250nm
반사판 집광형(4)
조사거리 으로 조절가능(5) 100 ~ 180
속도 으로 조절 가능(6) conveyer 08 ~ 8mmin
냉각 방식 공냉식(7)
제 절 고진공증착공정3
증착공정개발1
가 증착물질 및 증착조건
반투과반사 윈도우는 투과성과 반사성을 동시에 만족해야하며 일반적으로 금속박
막을 고진공증착함으로써 구현될 수 있다 이러한 금속박막은 진공영역에서 작업을
수행해야하며 스퍼터링과 증착이 주를 이루고 있다 그 중 스퍼터링 방법 e-beam
은 재현성이 우수하고 방식으로의 적용이 용이하다는 장점이 있으나in-line target
및 의 교체 초기조건설정 등이 용이하지 않아 본 과제에서는 다양한 재료cathode
를 코팅할 수 있는 을 적용하였다 유기물인 플라스틱상에 금속무기물e-beam type
의 접착력과 코팅후의 기계적 특성확보를 위해서는 다양한 증착공정 연구가 수행
되어야 한다 표 와 표 에 사용된 증착물의 물성과 증착조건을 각각 나타었 [ 4] [ 5]
다
표 주요 증착 물질의 물성표[ 4]
- 37 -
표 주요 증착물질의 증착조건[ 5]
나 측정값에 의한 증착막의 두께 분포
증착에 의한 증착막의 두께분포를 파악하기 위하여 크기의E-Beam 600 x500
위에 두께 의 증착속도 을 증착하였다 위치에 따른 증착glass 2500 AI ( 5 sec) Å Å
막의 두께를 측정하기 위하여 유리판 중앙부에서 바깥쪽으로 폭 간격 길이10 (
으로 등분하여 시편의 증착막두께를 으로 측정하였다 그림 계산30mm) 25 SEM [ 23]
에 의한 두께분포와 비교하였을 때 대체적인 경향은 비슷하지만 상대적으로 기울기
가 급함을 알 수 있다
그림 측정값에 의한 증착막의 두께분포[ 23]
두께측정시 사진에 의존한 측정이고 사용된 진공시스템은 이상화와는 거리가SEM
있어 약간의 차이가 발생되었다고 판단된다 측정된 값의 추세선을 구함으로써 고
정 의 제작시 로 활용할 수 있었으며 평행이송에 의한 균일성확보mask reference
연구에 참고데이터로 활용할 수 있었다
- 38 -
다 평행이송에 의한 균일성확보
기판의 평행이송과 고정 를 동시에 사용하여 두께가 균일한 박막을 제작하고mask
자 하였다 를 평행이송하여 동서방향의 균일성을 확보하고 이때 등두께를 기준 Jig
으로 동서방향을 등분하여 평면으로 이상화 해 구간내에서의 선의 형상을 두께13
기울기에 비례한 형상을 구현한 고정 를 제작하여 남북방향의 균일성을 확보하mask
고자 하였다 평행이송은 로 회전수를 inverter motor(LG -KMI400K1) 0~160rpm社
으로 조절하면서 이송하였으며 고정 는 기판이송방향의 직각방향에 대한 균일 mask
성만을 고려하여 설계제작하였다 그러나 에 의한 가림과 이송시 증착영역을 mask
벗어남으로 인해서 생기는 증착물 가 크다는 단점이 있었으며 고정 의 형loss mask
상은 증착물 증착율에 따라 다소 차이가 있어 여러 세트를 구비해야만 했다 수차
례 실험을 통해 증착물별 를 제작할 수 있었으며 평행이송속도를 증가시키고mask
왕복이송 횟수를 증가시킴으로써 이내의 균일성을 확보할 수 있었다10
시스템의 특성2 IBAD
가 증착시 온도의 변화
플라스틱 기판은 내열성이 낮아 열원에 장시간 노출되면 열변형과 함께 탄화되고
이 발생하여 박막물성에 악영향을 미칠 수 있으며 증착막과 비교하여out gassing
평균 수 십배 이상 선팽창계수가 높아 선팽창 차에 의한 박막의 과 박리를 일crack
으킬 수 있다 본 연구에서는 증착시 플라스틱에 미치는 분위기 온도의 영향을 파
악하고 적정 증착조건을 파악하기 위하여 금속 및 세라믹으로 나누어 증착시 분위
기온도 변화를 측정하였다
금속물의 시간에 따른 온도 변화(1)
은 분후 약 도정도 상승하여 시간에 따른 온도 변화가 거의 없었지만 은AI 10 3 Cr
약 도가 상승하여 급격한 상승을 보이고 있어 증착시 온도변화를 주목할 필요가12
있었다 더욱이 은 증착율이 높을수록 박막이 형태로 증착되어 반사율을 Cr granule
저하시키는 원인이 되었으며 막 자체에 도 많이 발생되었다 반투과반사 윈도crack
우 제작을 위한 금속박막 물질로는 보다는 이 온도측면에서 유리하다고 판단Cr AI
되었으며 아래의 그림 에 금속박막의 시간에 따른 온도의 변화를 비교하였다[ 24]
- 39 -
주) 증착률Al -10 sec EC-260~280Å
증착률Cr -10 sec EC-65 ~ 95Å
그림 금속박막의 시간에 따른 온도변화 비교[ 24]
세라믹의 시간에 따른 온도 변화(2)
세라믹은 금속과 달리 일반적으로 가 매우 높아 증착시 분위기온도melting point
상승이 매우 컸다 측정된 세라믹의 시간에 따른 온도의 변화는 그림 에 나타 [ 25]
내었다
주) SiO2 증착률 -10 sec EC-45 ~ 60Å
TiO2 증착률 -10 sec EC- 175Å
AI2O3 증착률 -10 sec EC-180~260Å
그림 세라믹박막의 시간에 따른 온도변화 비교[ 25]
- 40 -
그 중 SiO2 TiO2는 분 경과후 가량의 비교적 완만한 온도변화를 보이고 있10 10
으나 AI2O3는 가량의 급격한 온도상승을 보여 고증착율에서의 사용에는 한계30
가 있었다 실증착시에는 의 를 낮춤으로써 증착율 E-gun emission current 3~5 Å
내에서 증착하여 급격한 온도상승을 막을 수 있었다 AI2O3은 경도가 매우 높고 증
착시 조밀도가 높아 보호막으로 많이 사용되는 증착물이다 그러나 본 실험에서는
증착시 열발산이 특히 심하고 증착율을 낮추어도 온도가 급상승하여 증착시 crack
이 쉽게 발생하여 플라스틱 기판에는 부적합하다고 판단되었다
나 플라스틱의 Out gassing
기체방출 은 진공용기 속에서 사용하는 물질의 표면이나 내부에 흡착(out gassing)
되어 있던 분자들이 방출되는 현상을 의미하며 진공조의 압력상승 및 박막의 물성
에 큰 영향을 미치게 된다 또한 고진공 에서 배기시간을 증가시키고 최저 system
도달 압력을 결정짓는 직접적인 요인이 된다 표 는 주요 물질의 기체방출율을 [ 6]
나타낸 것이다
표 주요 물질의 기체방출율[ 6] (Pa m3sm2)
본 연구에서는 플라스틱 기판 장입 유무에 따라 의 영항에 의한 진공도out gassing
의 변화를 알아보기 위하여 진공조 내부에 기판 를 장입한PC (250times65times3 ) 10ea
후 진공도를 측정함으로써 장입전과 비교하여 변화가 있음을 알 수 있었으며 측정
된 값은 그림 에 나타내었다[ 26]
- 41 -
그림 플라스틱 기판 유 무에 따른 진공도 변화[ 26]
그림 의 결과에서 나타나듯이 플라스틱 기판의 장입시 배기속도가 다소 늦[ 26] (PC)
어짐을 알 수 있었으며 이는 플라스틱 모재가 함유한 수분 등의 에 의out gassing
한 차이로 보여진다 기체 방출률은 표면상태나 세척정도 등에 의해 크게 baking
좌우된다고 알려져있어 본 연구에서는 진공조 내부의 에 세심한 주의를 cleaning
기울였으며 함수율이 높은 플라스틱 기판의 세척공정과 함께 건조공정을 확립하고
을 설치하여 플라스틱 기판이 진공조에 머무는 시간을 최소화함load lock system
으로써 플라스틱 모재로 인한 을 최소화할 수 있었다 out gassing
- 42 -
제 장 시제품제작 및 특성분석4
제 절 상용제품의 특성분석1
본 과제의 반투과반사윈도우 개발을 위해서 일본 상용제품의 특성을 분석하였다
일본제품의 측정결과 상하부는 이며 층의 두게는SEM 147 121 m Top coatingμ
로 층보다는 다소 얇은 코팅층이였다 또한 금속박막층은106 m Base coating μ
으로 관찰이 용이하지 않으나 및 에 근거한 추정결과 내SEM RBS SEM data 20nm
외로 판단되었다 아래 그림 은 상용제품의 모재 상하면의 단면 사진이다 [ 27] SEM
그림 반투과반사 윈도우 상용제품의 사진 상 하단면[ 27] SEM ( )
그림 은 일본제품의 분석 결과이다 이온을 조사하였고 이 때[ 28] RBS He2+
는 였으며 고에너지에의한 플라스틱 표면의 손상을 줄이기beam energy 224MeV
위해 이온 량을 으로 낮게 설정하였다dose 80 C μ
그림 반투과반사 윈도우 상용제품의[ 28] RBS Spectrum
- 43 -
분석결과 표층에는 내외의 이 관찰되었으며 내부로 됨에 따라 유20nm AI etching
기물이 지속적으로 관찰되고 있음을 알 수 있다 그림 과는 달리 표면에 [ 27] top
층이 존재하지 않으며 표면에서는 층만이 존재함을 알 수 있다coating AI
제 절 플라즈마 표면처리2
플라스틱 반투과반사 윈도우 시제품제작을 위해 플라즈마 이온빔을 조사하여 플라
스틱 모재의 표면처리를 수행하였다 플라즈마는 의 고순도 의 999999 20 sccm
를 공급하면서 를 사용하여 발생시켰다 이 때 는Ar gas RF power RF Power 80W
였으며 는 로 설정하여 모재가 장착된 지그를 좌우 이송하 Ion Beam energy 1KeV
면서 표면처리공정을 수행하였다 는 Base Pressure 12times10-6 였으며torr Working
는Pressure 5x10-4 였다 조사시간은 로torr Ion Beam 120sec 5times1017 Ar+ ions
의 였다 그림 는 에의한 표면처리 후 표면의 상태를 보기위한dose [ 29] ion beam
사진이다 의 면적을 하였으며 곳을 측정하여 평균값을 취AFM 1 x 1 scanning 5
하였다 조사 전후 표면의 거칠기 는 에서 로 다소 증가하였으 Ion (Ra) 55 589Å Å
나 플라스틱의 표면에는 큰 손상을 주지는 않는 것으로 파악되었다
그림 표면개질전후의 사진[ 29] AFM
그림 은 표면처리후 플라스틱 모재 상에 증류수를 떨어트려 을[ 30] Wetting angle
측정한 결과이다 표면처리 전 의 이 로 크게 줄여 들어 722 deg Wetting angle 171 deg
표면친수성이 크게 향상되었음을 알 수 있다
- 44 -
그림[ 30] Wetting Angle Test
제 절 광경화에의한 하드코팅3
광경화 하드코팅공정1
반투과반사 윈도우로 사용되는 플라스틱 소재는 낮은 내열성과 표면경도로 인해 코
팅층의 내구성 높이는데 한계가 있어 유무기계 막을 형성시킴으로써 표hard coating
면경도나 내마모성 등의 기계적 특성을 크게 향상시켰으며 코팅후 소재의 내마모
성 표면경도에 대한 평가를 수행하였다 하드코팅 공정에 있어서 가장 유의해야할
사항 중 하나는 공기 중 무수히 존재하는 미세먼지 및 파티클에의한 코팅층의 오염
이라고 할 수 있다 코팅층에 포함된 파티클은 코팅액의 흐름과 두께불균일성을 발
생할 수 있으며 더욱이 투명제품의 파티클은 제품불량에 있어서 주요요인이라고
할 수 있다 미세 파티클은 세척공정에서부터 경화 후 포장공정에 까지 일관되게
제어되어야 하며 양압에의한 클린룸을 필요로 하고 있다 더욱이 도포 및 경화조건
은 온습도 매우 민감하여 클린룸에 의한 항온항습이 필수적이라고 할 수 있다 본
과제에서는 헤파필터에 의한 의 항온항습 클린룸에서 하드코팅공정을Class 1000
수행하였다
막의 두께 균일성을 파악하기 위하여 측정위치를 변화시키면서Hard coating SEM
에의한 두께를 측정하였다
가 측정 방법 인 플라스틱기판을 대략 정도 250 X65 X3(t) 150 dip-coating
하여 기판을 아래 그림 과 같이 크기로 등분 한 후[ 31] 65cmX25cm 5 (1) (2)
샘플을 로 절단하여 단면가공 후 으로 관찰하였다(3) 10 X 4 SEM
- 45 -
그림 시료의 크기 및 측정점[ 31]
나 측정 결과 시료의 각 위치에서의 코팅층 측정두께를 표 에 나타내었다 아 [ 7]
울러 단면 사진을 그림 에 나타내었다SEM [ 32]
표 막의 두께 측정 결과 사용[ 7] hard coating (SEM )
그림 층의 단면 사진[ 32] Hard coating SEM
시제품의 하드코팅층 물성평가2
플라스틱 반투과반사 윈도우용 소재는 표면경도 접착력 내마모성 등 waveness
다양한 물성들을 만족시켜야 한다 물성시험을 위한 시료는 상에 코 PMMA A-104
팅액을 속도로 인상하여 광경화공정을 통해 제작되었다2 s
- 46 -
가 내마모성
하드코팅된 소재의 내마모성은 를 사용하여 물성평가를 실시하였steel wool tester
다 은 를 사용하였으며 하중은 을 유지하였고 왕복회수는 Steel wool 0000 1kg 50
회로 설정하여 시험 후 각 시편의 스크레치 발생 정도를 비교분석함으로써 코팅층
을 평가할 수 있었다 그림 은 자체에서 설계 제작한 [ 33] steel wool scratch
의 사진이며 사양은 다음과 같다tester
기계규격 670 times 265 times 370①
로울러 지지축 운동규격 20 times 158 times 304 ( 120 )②
로울러 12 times 50③ empty회전축 모터와 연결축 11 ( )④ empty무게추 고정봉 5 times 80⑤ empty무게추 500g 2 ea 200g 4 ea 100g 4 ea⑥
밸런스 추 295g⑦
로울러축 지지대 20 times 24 times 62⑧
이동 정반 8 times 168 times 372⑨
시험품 고정판 40 84 times 150 ( 2 ea )⑩
가압 핸들 5 times40⑪
그림[ 33] Steel Wool Scratch Tester
나 표면경도
막은 내마모성과 표면경도에서 한계가 있는 플라스틱 표면특성을 향Hard coating
상시키기 위해 수행되었으며 딥방식에의한 도포와 에의한 광경화공정을 적용하 UV
였다
- 47 -
그림[ 34] Pencil Hardness Tester
딥 도포공정에서 인상속도를 로 유지하였다 표 는 플라스틱 모재 위에4 sec [ 8]
다양한 의 제를 사용하여 코팅한 실험 결과이며 표면연필경도는grade hard coating
로써 모재의 경도보다 단계 상승하였으며 코팅제로 막을4~5H 3~4 A-104 coating
형성시킨 경우 내스크레치성에서도 하중 하에서 으로 1kg steel wool 0000
막 위를 회 왕복하였을 때 막에 스크레치가 거의 발생하지 않았coating 50 coating
다
표 막에 대한 시험 결과[ 8] Hard coating (4 s)
- 48 -
제 절 고진공금속박막증착4
하드코팅막의 표면처리1
그림 플라즈마 표면처리된 하드코팅막의 사진[ 35] AFM
하드코팅막은 등 무기물을 다량 함유하고 있는 유무기의 혼합물질이다 고분silicon
자와는 달리 하드코팅막은 이온선량의 넓은 범위에 걸쳐서 증류수와의 접촉각이 매
우 낮았다
결과 막에 있어서는Water drop test hard coating 3times1015 ~ 4times1017 Ar+ ions
의 범위내의 량으로 증류수의 접촉각이 낮음을 알 수 있었다 증착막의 접ion dose
착력 향상정도를 확인하기 위하여 이온선량을 변화시키며 하드코팅층 표면에 dose
량에 따라 Ar+ 을 조사한 후 의 박막을 증착하여ion beam 100nm AI cross-cut
를 수행하였다 표tape test [ 9]
표 플라스틱 박막의 결과[ 9] HCAI Cross-cut tape test
하드코팅층의 에 의한 표면처리전 결과는 플라스틱에서처럼 모두 박리 되ion beam
었으나 의 량ion beam dose 5x1015 ~ 1x1017의 범위에서는 모두 접착력이 우수함
을 알 수 있었다 이는 하드코팅층위에 일부 무기질 재료가 포함되어 금속 박막과
의 친화성이 강하기 때문으로 판단되며 일반 고분자와는 달리 내열성이 매우 우수
하여 의 고에너지에서 수십분간의 조사에서도 표면에 탄화되는 경향이 없15 KeV
었다
- 49 -
미세금속박막증착2
플라스틱 반투과반사윈도우의 미세금속박막은 당사에서 보유하고 있는 고진공
시스템을 사용하여 증착하였다 그림 시스템을 구비하고 있IBAD [ 36] LoadLock
는 본 장비는 가 장착되어 있으며 모재의 평행이송과 를RF Plasma source Mask
사용하여 두께 균일성을 확보하였다
그림 증착 시스템[ 36] IBAD
반투과반사미러에 사용된 금속은 의 사의 을 사용하였다 당사에서9999 Cerac AI
보유하고 있는 4x10-6 진공도에서 을 사용하였다 증착시torr e-beam gun
는 증착율은 였으며 상하 좌우의 을 통Emission Current 280 5 sec Sweeping Å
해 균일한 증착율 유도하였다
그림 금속박막의 투과율[ 37] Spectrum
- 50 -
그림 금속박막의 전후면 반사[ 38] spectrum
사의 로 측정된 가시영역에서의 투과 반Hitachi U-2000 UV-Vis Spectrophotometer
사 을 그림 그림 에 나타내었다 각각의 투과반사율을 가시영spectrum [ 37] [ 38]
역에서의 평균값을 구한뒤 아래 표와 같이 흡수율을 구하였다 제작된 시제품의 흡[
수율은 였다248
표 금속증착막의 특성분석결과[ 10]
No 항 목 평 가 방 법 시 험 결 과
1 접 착 력 Cross-Cut 100100
2 투 과 율 Spectrophotometer 445
3 반사율 전면( ) Visual Range 307
4 반사율 후면( ) Visual Range 171
5 흡 수 율 Visual Range 248
- 51 -
제 장 결론5
제 절 연구결과1
플라즈마 표면처리공정연구 광경화에의한 하드코팅공정연구 고진공증착에의한 미
세 금속박막 증착연구개발을 통하여 수입되고 있는 플라스틱 반투과반사윈도우 소
재를 개발하였다 현재 상용되고 있는 수입소재의 기계적 광학적 특성을 분석을 통
하여 개발 목표치를 설정하였으며 최적 공정개발에의한 시제품제작을 완료하였다
시제품의 평가항목 및 특성치를 아래 표 에 나타내었다[ 12]
표 반투과반사윈도우 시제품의 특성표[ 12]
평 가 항 목 특성치 비 고
광흡수율1 () 248 분광기 기준30T
내마모성2 () 28 자체기준( haze)
접착력3 (x100) 100 회ASTMD3359 10
표면경도4 (H) 5 ASTMD3363 Mitsu-B
표면친수성5 (deg ) 171 Anglometer
미세파티클6 (1um) 01 Clean Room
본 과제 수행에의한 개발목표를 달성할 수 있었으며 주요기술개발내용은 다음과
같다 플라즈마를 이용하여 고분자 표면의 친수성 를 크게 높였으며 1) RF (171deg )
금속박막과의 접착력 을 크게 향상시켰다 광경화에의한 하드코팅공정(100100) 2)
개발에의해 플라스틱 표면경도 및 내마모성 을 크게 향상시켰다 고진(5H) (28) 3)
공 증착공정개발에의해 금속박막의 흡수율 을 크게 낮추어 광효율이 높은(248)
플라스틱 반투과반사 윈도우 시제품을 개발하였다 플라스틱 반투과반사윈도우 4)
소재를 평가하기 위한 광학적 기계적특성 평가기법을 확립하였다
- 52 -
제 절 향후전망2
개발된 플라스틱 반투과반사 윈도우는 플라스틱의 낮은 내열성과 표면경도 흡수율
을 개선하기 위한 것으로 최근 전자제품 정보통신부품 등 첨단전자제품에 적극 채
택되고 있다 특히 휴대폰 및 디스플레이의 투과창 소재가 기존 에서 투명플 glass
라스틱으로 적극 채택되면서 관련 공정기술개발과 함께 소재특성을 위한 다양한 연
구가 활발히 추진되고 있으며 선진국에서는 개발완료에 따른 양산체제 구축으로
전세계 시장을 석권하고 있는 상황이다
본 과제에의한 플라스틱 반투과반사 윈도우의 시제품은 수입시판되고 있는 상용소
재와 동등이상의 특성을 나타내고 있어 향후 양산설비 및 양산공정연구에의한 소
재의 국산화가 가능하다고 할 수있다 또한 본 과제의 플라즈마 표면처리는 저온
표면처리를 요하는 광학용 플라스틱 소재의 표면처리에 활용될 수 있으며 광경화에
의한 하드코팅공정은 기존 열경화방식과는 달리 화가 가능하며 대량 양산in-line
체제를 갖출 수 있어 향후 큰 폭의 성장이 기대된다
- 53 -
참 고 문 헌
1 Oleg A Popov ldquoHigh Density Plasma Sourcesrdquo NOYES Publications(1995)
전자기술연구회 초음파 응용 기문사2 ldquo ( 1997)
임준섭외 명3 4 ldquoImprovement in Surface Hardness of Plastic Surface Mirrorrdquo
Korea-Russia Symposium(1998)
4 Lan G Brown ldquoThe Physics and Technology of Ion Sourcerdquo John Wiley amp
Sons(1989)
이규환 외 명 진공증착법으로 제조된 박막의 밀착성에 관한연구 한국5 4 ldquo AI-Cr rdquo
표면공학회지 VoI27No1Feb(1994)
한성남 외 명6 4 ldquoImproving Wettability of Polycarbonate and adhesion with
aluminum by Ar+ ion irradiationrdquo JMaterial Res Vol9 Sep(1995)
한성남외 명 표면에 아르곤 조사와 친수성증대7 4 ldquoPolymethylmethacrylate rdquo The
Korean Physical Society Vol8No2 Mar pp193~198(1995)
인하대 광기술교육센터 광학시스템의 설계 및 평가 인하대 광기술교육센터8 ldquo rdquo
(1999)
임준섭외 명9 5 ldquoEffect of Ion Beam Assisted Cleaning on Adhesion of AI to
Polymer Substrate of PC and PMMArdquo Asian Finish lsquo98(1998)
10 CJ Brinker and GW Scherrer ldquoSol-Gel Science The Physics and
Chemistry of Sol-Gel ProcessingrdquoAcademic Press NY(1990)
아주공업 주 표면처리 기술을 이용한 자동차용 후사경 개발 산업자11 ( )rdquoPlasma rdquo
원부 최종보고서(2000)
고성진외 명 자동차용 플라스틱 미러와 그 제조방법 아주공업 주12 2 rdquo rdquo ( )(2002)
아주공업 주 플라즈마 기술을 이용한 오토바이 헬멧용 무적쉴드개발 중소기13 ( ) ldquo rdquo
업청 최종보고서(2002)
박원규 졸겔법의 응용과 제품 명현문화사14 rdquo rdquo (1999)
홍진후 경화코팅 조선대학교 출판부15 rdquoUV rdquo (2002)
- 6 -
목 차
제 출 문
요 약 서
목 차
제 1 장 서 론
제 장 관련기술의 이론적 배경2
제 절 플라즈마에의한 표면처리1
원리 및 구성1 Plasma Ion Beam Source
가 Magnet Array
나 Matching Box
다 Ion Optical Grid
이온원의 특성2
가 조절성 Ion Current
나 Ion Beam Uniformity
제 절 고진공 증착막의 균일성2
제 절 플라스틱 특성평가3
광흡수율1
내마모성2 (ASTM D1044)
접착력3
표면경도4 (ASTM D3363)
표면친수성 에너지5 ( )
제 장 플라스틱 반투과반사 윈도우 코팅공정개발3
제 절 플라즈마 이온원에의한 표면처리1
제 절 하드코팅공정연구2
전처리공정1
공정2 Dipping
경화공정3
- 7 -
제 3 절 고진공증착공정
증착공정개발1
가 증착물질 및 증착조건
나 측정값에의한 증착막의 두께분포
다 평행이송에 의한 균일성확보
시스템의 특성2 IBAD
가 증착시 온도의 변화
나 플라스틱의 Outgassing
제 4 장 시제품의 제작 및 특성분석
제 절 상용제품의 특성분석1
제 절 플라즈마 표면처리2
제 절 광경화에의한 하드코팅3
광경화 하드코팅공정1
시제품의 하드코팅층 물성평가2
제 절 고진공금속박막증착4
하드코팅막의 표면처리1
미세금속박막증착2
제 5 장 결론
제 절 연구결과1
제 절 향후전망2
참고문헌
- 8 -
표 차 례lt gt
표 극성용액의 물성[ 1]
표 기판에 대한 세척 코팅 접착력[ 2] PMMA Casting +
표 코팅제 종류 및 경화조건[ 3]
표 주요 증착 물질의 물성표[ 4]
표 주요 증착물질의 증착조건[ 5]
표 주요 물질의 기체방출율[ 6]
표 막의 두께측정결과[ 7] Hard Coating (SEM)
표 막에 대한 시험결과[ 8] Hard Coating
표 플라스틱 박막의 결과[ 9] HCAI Cross-Cut Tape Test
표 금속증착막의 특성분석결과[ 10]
표 반투과반사 윈도우 시제품의 특성표[ 11]
- 9 -
lt 그 림 차 례 gt
그림 의 구성도[ 1] Ion Source
그림[ 2] Ion Source Magnet Array(2x3)
그림 의 전기회로 개략도[ 3] Matching Box
그림 의 개략도[ 4] Ion Optical Grid
그림 에서의 변화[ 5] Optical Grid Potential
그림[ 6] RF Ion Source
그림 및 측정[ 7] Faraday Cup Ion Current
그림 에 따른[ 8] RF Power Ion Current Density
그림[ 9] Linear Ion Beam Porfile
그림 점증발원의 기학학적 해석[ 10]
그림 수식에의한 증착막의 두께분포[ 11]
그림[ 12] Taber Abrasion Tester
그림[ 13] Cross-Cut Tape Test
그림 스크레치 테스트 개념도[ 14]
그림[ 15] Water Wetting Angle(IBE 1KeV)
그림 포름아미드[ 16] Wetting Angle(lBE 1KeV)
그림 이온선량에 따른[ 17] Surface Energy
그림 에 따른 물과의 접촉각 변화[ 18] Ion Beam Energy
그림 초음파 세척장치[ 19]
그림 내부사진[ 20] Clean Room
그림 장치 유공압[ 21] Dip-Coating ( type)
그림[ 22] UV Dryer
- 10 -
그림 측정값에의한 증착막의 두께분포[ 23]
그림 금속박막의 시간에 따른 온도변화 비교[ 24]
그림 세라믹 박막의 시간에 따른 온도변화 비교[ 25]
그림 플라스틱 기판 유무에 따른 진공도 변화[ 26]
그림 반투과반사 윈도우 상용제품의 사진[ 27] SEM
그림 반투과반사 윈도우 상용제품의[ 28] RBS Spectrum
그림 표면개질 전후의 사진[ 29] AFM
그림[ 30] Wetting Angle Test
그림 시료의 크기 및 측정점[ 31]
그림 층의 단면 사진[ 32] Hard Coating SEM
그림[ 33] Steel Wool Scratch Tester
그림[ 34] Pencil Hardness Tester
그림 플라즈마 표면처리된 하드코팅막의 사진[ 35] AFM
그림 증착시스템[ 36] IBAD
그림 금속박막의 투과율[ 37] Spectrum
그림 금속박막의 전후면 반사[ 38] Spectrum
- 11 -
제 장 서 론1
국내전자산업은 정보통신 컴퓨터 전자부품 등을 주축으로 생산규모면에 있어서 세
계 위 로 주요생산국 중 하나이며 최근 디지털화 인터넷붐 등으로 매년5 ( lsquo00)
내외의 고속성장을 하고 있다 국내 전자산업은 전체산업의 약 의 비중을20 13
차지하고 있으나 일부 핵심부품 및 소재는 관련기술의 부족으로 일본 미국 등 관
련 선진국으로부터 수입에 의존하고 있어 이에 대한 대책 및 전략적 기술 개발에
의한 국산화가 시급한 실정이다 또한 플라스틱 소재는 높은 성형성 경량성 및 탄
성이 우수하여 자동차 항공기 가전제품 등 모든 산업분야에서 기존의 금속 유리
등 무기물을 급속히 대체하고 있으며 표면처리를 통한 플라스틱의 낮은 내열성 내
마모성 등의 단점을 보완하고 기능성을 개선함으로써 그 활용 폭이 지속적으로 확
대되고 있는 상황이다
플라스틱 반투과반사 윈도우는 년 일본 사의 에 첫 적1997 Sony Portable Audio
용된 후 첨단 전자제품에 급격히 파급되고 있으며 삼성 대우 등 국내 전자LG
업체에서도 디자인성이 높아 최근 첨단전제품의 전면에 반투과반사윈도우를 적극
채용하고 있는 추세이다 그러나 플라스틱 반투과반사 윈도우는 내부 광원으로부터
의 가시광은 투과하면서도 외부의 빛은 반사시키는 기능이 있어야하며 흡수율이
낮아 광효율이 높아야 하고 순수금속층을 수 십 나노 두께로 균일하게 코팅해야하
는 어려움이 있으며 더욱이 유기 물인 플라스틱과의 접착력을 높일 수 있는 플라
스틱 표면처리기술과 미세파티클 제어를 위한 청정기술 등을 필요로하는 복합적인
기술 제품이다 현재 국내 전자업체에서는 고가의 반투과반사 윈도우용 소재를 수
입하여 인쇄 및 가공 등 후가공 기술만을 확보하고 있어 코팅층의 박리 얼CNC
룩 접착력 저하 등의 발생시 문제해결에 한계가 있는 상황으로 관련기술 개발에의
한 플라스틱 윈도우 부품소재의 국산화 및 수입대체가 절실하며 국내 전자제품의
원가경쟁력 향상을 위해서도 시급히 개발되어야할 기술이다
- 12 -
본 과제는 플라즈마에의한 표면개질로 고분자 표면의 친수성증대 및 금속층과RF
의 접착력 향상을 위한 표면처리기술 유공압 디핑방식에의한 코팅층의 도포 및 자
외선에의한 광경화 하드코팅기술 전자선 증발 평행이송 및 매스크설계에의한 미세
금속박막 증착공정 기술개발 및 각 공정의 최적화를 통한 시제품을 제작하는 것이
며 아울러 플라스틱 반투과 반사윈도우소재의 기계적 광학적 특성 평가 기술을 확
립하는데 있다
- 13 -
제 장 관련기술의 이론적 배경2
제 절 플라즈마에의한 표면처리1
다양한 산업분야에서 광범위하게 적용되고 있는 플라스틱 소재는 높은 성형성 경
량성으로 인해 폭발적인 성장을 하고 있으며 최근에는 기존 금속 목재 등 무기물
을 급속하게 대체하고 있는 상황이다 그러나 플라스틱은 낮은 내열성 내마모성
마찰에의한 정전성 등의 단점을 갖고 있으며 특히 광학용 소재로 사용시 정밀세정
이 용이하지 않아 다양한 세정방법이 모색되고 있는 상황이다 일반적으로 플라스
틱 오염물은 초음파세척에 의해 제거가 가능하나 모재에 물리 또는 화학적으로 붙
어있는 이물질이나 모재 표면 자체가 갖고 있는 표면 거칠기(surface roughness)
등의 개선에는 한계가 있어 코팅층과의 박리가 발생하는 문제점이 있어왔다 최근
이러한 문제점을 해결하기 위해 저온 플라즈마 를 이용한 플라즈마 표면처(plasma)
리기술이 도입되고 있으며 더욱이 플라즈마는 플라스틱 표면에 친수성기를 활성
화할 수 있는 장점이 있어 코팅층의 접착력 향상에 있어 핵심적인 방법으로 평가받
고 있다 이 방법은 전리된 전자와 이온이 전기장에 의해 운동하면서 모재 표면에
충돌하여 표면에 존재하는 유무기물 등 오염물을 제거하고 미세에칭을 통해 표면
조도를 향상시키는 역할을 하는 것으로 알려져 있다 플라즈마 표면처리 장치에서
플라즈마 발생 장치는 고전압을 이용한 직류 플라즈마 원이 있고 주파수가 1356
혹은 그의 배수인 플라즈마 원 등이 있다 직류 플라즈RF (RF-plasma source)
마 원은 구조가 간단하고 사용하기 편리하지만 절연체가 두 전극 사이에 있을 경
우 절연체 표면에 전자가 쌓여서 또 하나의 음극을 형성하여 플라즈마가 형성되지
않아 절연체 표면처리에는 적용이 불가능하다고 활 수 있다 이런 이유로 본 연구
에서는 절연체인 고분자의 표면처리를 위해 및 를RF plasma source Optical Grid
이용한 를 적용하여 표면처리를 수행하였다Ion Beam source
원리 및 구성1 Plasma Ion Beam Source
내열성이 취약한 등 엔지니어링 플라스틱의 표면에 금속 및 세라믹박막PC PMMA
을 증착하기 위한 표면처리방법으로 상온에서 모재의 표면손상을 최소화할 수 있
는 저온 플라즈마 이온원의 활용은 필수적이라고 할 수 있다 본 과제에서는 플라
스틱 기판의 표면처리를 위해 의 를 적용하filamentless type RF ion beam source
였으며 개략적인 부품의 구성 및 작동원리는 다음과 같다
- 14 -
에서 발생된 는 의 을 따라 흐르면서 주변에RF generator microwave antenna coil
를 형성하고 동시에 는 를 형성하게magnetic field AC magnetic field electric field
된다 를 통하여 공급된 중에 존재하는 일부 은 형성된 MFC gas charged particle
내를 이동하면서 내부에서의 많은 중성입자들electic field gas discharge chamber
과 연속적인 충돌을 일으키고 차 충돌된 은 새로운 을 발1 particle charged particle
생시키며 형성된 내에서 연속적인 플라즈마를 생성하게된다 생성된magentic field
플라즈마 중 양이온은 ion optical 내의 양음극 전극사이의 에 의하여grid potential
밖으로 인출되도록 하여 특정 에너지를 갖는 이온을 얻는 것이다 이온원 플라즈마
의 을 위하여 사의 와generation Comdel 80 500W (Model CPS-500AS80)
를 사용하였으며 및 에 전압1356 RF generator Emitting grid accelerating grid
을 인가하기 위하여 의 를 사용하였다2KV DC power supply
적용된 는 의 조절에 의해 를 까지 조RF ion source RF power ion currrent 5~80 Aμ
절할 수 있으며 에 인가된 전압의 조절에 의해 의 에너지 조절grid 200~ 2000eV
이 가능하다 이온원은 크게 및 부 공급 및 부 magnet support gas discharge
부 부로 나눌 수 있으며 구성도는 아래 그림 과 같mat ching box optical grid [ 1]
다
그림 의 구성도[ 1] Ion Source
- 15 -
가 Magnet Array
의 설치목적은 전자의 나선형 운동을 유도함으로써 평균자유경로를Magnet array
길게하는데 있다 전자의 을 증가시켜 연속적인 플라즈마를 발생시키는 것 life time
이다 이온원에는 크기 인 를 사용하여 플라즈마의 20times30times10t 20times30times35t SmCo5
고온분위기에서도 자성을 쉽게 잃지 않으며 각각 개로 구성되어 개의 을 28 4 6 pile
이루고 있다 에의한 이온원의 자력분포는 그림 과 같다 Magnet array [ 2] Magnet
지지부는 강자성물질중의 하나인 순철이며 의 상하 주 quartz discharge chamber
변에는 판형을 이루고 있으며 부에 열전도계수가 높은 를 사용 flange Copper Rod
하여 플라즈마에 의해 발생된 열이 쉽게 방출되는 구조를 갖고 있다
그림[ 2] Ion Source Magnet Array(2times3)
나 Matching Box
의 고주파를 사용하는 는 의 출력Radio frequency linear ion source RF power
값에 상응하는 부의 값의impedance plasma discharge load impedance matching
여부가 의 특성을 크게 좌우하게된다 의 출력이Ion beam current RF generator
까지 모두 전달되어 효율적인 플라즈마를 발생시키기 위해서는antenna discharge
부의 가 가능한 적어 를 최소화되어야 바람직하나impedance reflecting power
값은 량 및 상태 주변환경 등의 변화에 매load impenance gas insulator ground
우 민감하게 반응하고 고주파의 노출시 각종전자장치 및 인체에 치명적일 수 있어
고주파의 에 각별한 주의를 필요로한다 의 값은 약shield antenna inductance 19 X
10-8 이며 사의H Jennings VVC(Vacuum Variable Capacitor 7 ~ 500 pF 5KV)μ
를 사용하여 값을 조절하였다capacitance
- 16 -
그림 의 전기회로 개략도[ 3] Matching Box
다 Ion Optical Grid
는 내부의 중 만을 인출Ion beam optical grid gas discharge chamber plasma +ion
시키는 역할을 한다 아래 그림 에서 와 사이에 [ 4] emitting grid accelerating grid
높은 을 인가하여 을 인출하고 외부에는 로써potential +ion decelerating grid
가 있어 외부의 및 의 유입을 방지하는 기능을 하ground electron charged particle
고 있다
그림 의 개략도[ 4] Ion Optical Grid
되는 은 사이의 차이 만큼의 에너지Emitting ion emitting-accelerating gird potential
를 갖게되며 작동시 의 인가전압을 조절함으로써 의 에너지를 조절emitting grid Ion
할 수 있도록 되어있다
- 17 -
그림 에서의 변화[ 5] Optical Grid Potential
각 는 의 일정한 간격을 유지하고 있으며 플라즈마 발생시 온도grid 08 ~ 12
에 의한 변형을 막기 위해 선팽창계수가 낮은 박판 소재를 사용하고 있titanium (1t)
다 본 과제어 적용된 는 아래 그림 과 같다 RF ion source [ 6]
그림[ 6] RF Ion Source
이온원의 특성2
가 의 조절성 Ion Current
의 특성은 개구부의 단면적이 인 에RF linear ion source 1 faraday cup DC
의 전압을 인가한 후 이온 전류를 측정하였다 그림 는27V [ 7] Ion source RF
의 조절에 의하여 의 가 조절되며 에power ion beam current density emitting grid
인가전압을 조절함으로써 의 를 조절할 수 있도록 되어 있다 Ion Beam energy Ar
O2 의 유량 는 인 조건에서 측정된gas 15sccm ion beam energy 1KeV ion beam
의 값은 그림 에 나타내었다current [ 8]
- 18 -
그림 및 측정[ 7] Faraday Cup Ion Current
그림 에 따른[ 8] RF Power Ion Current Density
그림 에서 알 수 있듯이 원자량 또는 분자량이 클수록 같은 에서 이[ 8] RF power
온 전류가 많이 생성되는 것을 알 수 있다 이는 질량이 무거울수록 미분산란 단면
적이 증가하여 이온화가 잘 되기 때문이며 는 공급을 Ion current density RF power
로 증가시킴에 따라 까지의 범위에서 비교적 선형적으로10~130W 5 ~ 38 Aμ
증가됨을 알수 있다 의 조절성 확보와 Ion beam current 5times10-4 ~ 3times10-5 의torr
넓은 작동영역은 플라스틱 표면처리의 다양한 적용을 가능하게 하였다
- 19 -
나 의 Ion Beam Uniformity
플라스틱 모재의 표면개질 및 에 사용된 는 대면cleaning linear ion beam source
적 기판의 표면처리에 있어서 의 균일성 확보는 필수적이라 할 수 있다ion beam
더욱이 플라스틱의 경우 친수성 증대를 위한 량의 적정영역 폭은 상대적ion dose
으로 광범위하지 않아 균일성이 낮을 시는 대면적 시료를 일괄처리할 수 없어 후공
정인 반사막 및 다층막의 부분적 박리 및 을 유발할 수 있다crack
와의 거리가 인 지점에서Optical grid 400 Ar 20 sccm RF 60W ion beam
는 각각 이고 진공도energy 05 1KeV 8x10-5 에서 측정된 의torr ion beam current
분포를 그림 에 나타내었다 의 는 로 시료크기[ 9] Ion Beam uniformity 82 500
이상의 대면적에서 사용가능하다고 할 수 있다
그림[ 9] Linear Ion Beam Profile
제 절 고진공 금속증착2
증착막의 균일성1 (uniformity)
본 개발에 사용된 의 은 수많은 전자의 충돌에의해 증Electron-Beam Gun crucible
착물이 되는 시발점이며 종종 점증발원으로 이상화되어 수학적으로 해evaporation
석되고 있다 이 때 증발된 물질은 불균일하게 방사형으로 퍼져 나가기 때문에 평
면 모재에 균일한 박막을 증착하기는 그리 쉽지않다 증발된 물질은 일반적으로
COS2의 법칙을 만족하여 증발된다고 알려져 있으며 이에 대한 대책으로 안경렌즈
등 광학 코팅업체에서는 형의 기판 를 설치하여 회전시키고 고정 를dome jig mask
제작하여 균일성을 확보하고 있다 그러나 본 과제와 같이 대면적 평판의 경우 장
단의 차가 매우 커서 회전방식을 이용할 경우 공간의 효율적 활용이 어렵고 증착물
의 소모가 너무 많은 단점이 있어 기판의 평행이송과 고정 를 복합적용하여mask
증착박막의 균일성을 확보코자 하였다
- 20 -
가 이론적 두께 분포
증발원의 형상 및 기판의 상대위치에 따른 박막의 두께분포는 수식에 의해 계산이
가능하며 점증발원에서 높은 거리에 있는 평면상의 중심 에서 만큼 떨어져 있 0 X
는 점에서의 막두께 는 기하학적 가정과 해석을 통해 다음과 같이 구할 수 있다t
그림[ 10]
m 증발량 h 증발원과 기판과의 수직거리
p 증착물질의 밀도 x 기판의 중심에서 측정하고자하는 미소평면과의 거리
그림 점증발원의 기하학적해석[ 10]
아래의 그림 은 점증발원 및 미소평면증발원인 경우 각각 평면기판상에 증착된[ 11]
막의 두께 분포를 수식에 의해 구한 결과이다
그림 수식에 의한 증착막의 두께분포[ 11] (H Macleod)
- 21 -
축은 중심에서의 두께에 대한 비를 나타내며 축은 점에서 측정하고자 하는 미Y X 0
소평면까지의 거리 와 증발원과 기판사이의 거리 에 대한 비를 나타내고 있다 중X h
심부에서 최대의 두께를 나타내며 가 인 부터는 급격한 변화가 있으나 연속 Xh 03
적으로 감소함을 알 수 있다
제 절 플라스틱 특성평가3
광흡수율1
가 의 구비조건 Spectrophotometer
파장범위는 를 측정할 수 있어야 한다1) 340 ~ 780nm
측정 파장 간격은 이하로하고 분광측정기의 사출 슬릿에서 나오는 방사2) 10nm
속의 유효 파장폭은 이하로 한다10nm
측광방식은 기준물체로 부터의 투과 광속 또는 반사광속의 비교 측정에 의한 것3)
으로 하고 측과의 정확성은 측광 범위 최대 눈금의 이내로 하고 반복 정밀도 1
는 이내로 한다05
분광측정기 파장눈금의 치우침은 분광 측광기의 투과 파장대에 대한 최대 강도4)
의 파장으로부터 이내로 한다1nm
나 측정방법
투과율 측정방법 시료면의 법선방향에서 분광 측정기의 사출 슬릿에서 나오는1)
평행에 가까운 광선속을 입사시켜서 그 투과광의 방향에서 간격의 파장에 10nm
대해 분광 투과율을 측정한다 기준 물체는 광로 중에 시료를 삽입하지 않는 경우
의 공기층으로서 그 분광투과율을 로한다1
반사율 측정방법 시료의 면에 대해서 법선에 대한 각도가 도를 초과하지 않2) 15
는 입사각으로서 분광 측정기의 사출 슬릿에서 나오는 평행에 가까운 광선속을 입
사시켜서 간격의 파장에 대해서 분광반사율을 측정한다 기준 물체로서는 절10nm
대 반사율 측정법에 따라 표준 거울면 반사체를 사용한다
- 22 -
흡수율 계산 금속박막의 광흡수율 은 전체 입사광 에서3) (A) 100 visual range
에서의 평균투과율(Tav 과 평균반사율) (Rav 의 을 뺀 광량을 다음식에서 구할 수 있)
다
광흡수율(A) = 100-(Tav+Rav)
다 평가시 주의사항
측정시 온도와 습도를 기록한다o Spectrophotometer
의 램프는 적어도 시험 분전에 켜 놓는다o Spectrophotometer 5
측정시 주변의 진동이 없도록한다o Spectrophotometer
표준 반사 시편은 주기적으로 평가하고 기록하여 보정계수를 수정한다o
내마모성2 (ASTM D1044)-TaberHaze Test
가 시험개요
이 시험 방법은 를 사용하여 시료표면에 를 발생시킨 후 광투Taber abraser haze
과율에 의한 값의 변화를 측정함으로써 표면의 내마모성을 평가하는 방법으haze
로 값이 클수록 내마모성이 나쁘고 작을수록 내마모성이 높다고 할 수 Haze()
있다
그림[ 12] Taber Abrasion Tester
- 23 -
나 시험방법
시료의 준비1)
시험할 시료는 깨끗하고 원형 혹은 사각으로 지름 이상 크기의 투명판상부재80
여야하며 두께는 이하가 바람직하다 시료의 중앙에는 홀가공되어 12 Taber
에 장착이 가능해야 한다Abraser
에의한 마모2) Taber Abraser
는 시편을 회전시키는 회전판과 회전하는 시편 표면에 접촉하여 표Taber Abraser
면을 마모시키는 두 개의 마모윤으로 이루어져 있다 시편을 회전판 위에 고정시킨
후 일정한 무게 를 갖는 마모윤을 시편 위에 올려놓아 하중을 가한 상태에서(500g)
마모윤과 시편을 동시에 회전시켜 표면을 마모시키는 장치로 하중 및 회전 cycle
은 시료에 따라 적용을 달리한다 시험환경은 온도 상대습도 23 plusmn 2 50 plusmn 5
이어야 하며 마모윤은 마다 교환해서 사용한다 100 cycle
측정3) Haze Valve
로 마모된 시편은 로 혼탁도 를 측정하여 내마모Taber Abraser Hazemeter (Haze)
성을 평가한다 는 투명판의 를 측정하는 장치로서 여기서 Hazemeter Haze Haze
란 시편이 얼마나 깨끗한가에 대한 척도이며 투명판에 빛을 비추었을 때 투명판을
투과하는 빛 중에서 입사광으로부터 보다 큰 각도로 벗어나는 빛의 백분율을25deg
뜻한다 한 시편 당 개 이상의 측정 점에서의 평균값을 구하고 마모 전에 측정 4
된 값과의 차 를 구한다haze Haze()
접착력3 (ASTM D3359)
코팅층의 접착력 평가를 위한 다양한 방법이 개발되고 있으나 대부분 금속 유리 등
무기소재가 주를 이루고 있으며 플라스틱과 같은 유기물과 코팅층과의 접착력을
정량적으로 평가하기에는 다소 한계가 있는 실정이다 일반적으로 가장 광범위하게
간단히 적용되는 방법은 이며 최근에는 임계하중값을 이용Cross-Cut-Tape-Test
하는 방법도 적용되고 있다scratch-test
가 Tape-Test 접착테이프 접착력시험법으로 그림 과 같이 칼로 간격으 [ 13] 1
로 개의 선을 직교하도록 긋고 접착테이프 사의 를 사용하여11 (3M 610)
한 코팅층 위에 밀착시킨 후 순간적으로 도 방향 테이프를 떼어 초cross-cut (45 )
기의 정사각형 수 개 와 시편에 잔존하는 코팅층의 정사각형 수를 비교함으로(100 )
써 부착력을 정량적으로 표현하는 방법이다 신뢰성 측면에서 곳이상에서 각 회 3 5
이상 실시 할 수 있다
- 24 -
그림[ 13] Cross-Cut Tape Test
나 Scratch Test 그림 과 같이 다이아몬드 팁이 달린 로 기 [ 14] Nano-indenter
판의 표면에 위치한 후 수직방향의 힘을 선형적으로 증가시키면서 동시에 수평방
향으로 기판을 등속으로 이송하여 표면의 긁힘 자국을 관찰한다 밀착력은 수평방
향의 전체 이송길이 에 대응하는 임계길이 에서의 임계하중을 간단한 비례식으로L
계산하여 밀착력 을 계산한다(N)
그림 스크레치 테스크 개념도[ 14]
표면경도4 (ASTM D3363)
가 개 요
플라스틱 코팅층의 표면경도는 경도값을 알고 있는 연필심을 이용하여 소재의 표면
경도를 평가하는 방법이다 분위기 온도범위와 습도 의 상 23 degC plusmn 2degC 50plusmn 5
대습도에서 시험한다
연필경도 단계는 다음과 같다
- 25 -
6B-5B-3B-2B-B-HB-F-H-2H-3H-4H-5H-6H-7H-8H
(Softer) (Harder)
나 시험 및 평가방법
경도를 알고있는 연필의 심 길이를 로하고 끝단을 심방향과 직각이도록1) 5~6
로 깍아 단면이 동심원이 되도록 준비한다 기계식 연필깍기 사포 등 사용90deg ( )
측정하려는 시편을 단단하고 수명한 면 위에 올려놓는다2)
준비된 연필을 시편면과 과가 되도록 올려 놓고 단단히 연필홀더에 고정시킨3) 45deg
다
연필심에 일정한 압력이 전달되도록 균일한 힘을 가하면서 균일한 속도로4) 65
이상을 전진시킨다
상기 번을 회 반복한다 확보된 다섯개의 경로선을 관찰하여 코팅층의5) 1234 3
긁힘여부를 확인한다
세개의 선 중 긁힘이 발생한 선이 있으면 아랫 등급의 연필을 사용하여 상기6)
를 반복한다12345
세개의 연필경로선 모두에서 긁힘 발생이 없으면 사용한 연필의 경도를 코팅층7)
의 표면경도로 기록한다
다 주의사항
시험전 시편의 표면에 오일 콤파운드 등을 제거하여 시험중 미끄럼발생이 없도
록 한다
시험중 연필심의 에지부에 크랙 파손이 발생할시에는 재가공후 시험한다
- 26 -
표면친수성 에너지5 ( )
플라스틱 모재의 향상을 위한 연구에 있어서 표면 특성의 정량적인 평가wettability
가 수행되어야 하며 직접적인 실험에 의한 향상정도를 확인할 수 있어야 한다 표
면 특성의 정량적인 평가로서 본 과제에서는 액체의 접촉각을 측정하여 표면에너지
를 구함으로써 향상정도를 비교할 수 있었으며 에 의해 향상됨cross-cut tape test
을 파악할 수 있었다 일반적으로 고체표면의 에너지는 표면의 형상조도에 의해 좌
우되는 와 극성작용기에 의한 의 합으로 계산된다dispersion force polar force
고체표면의 와 를 구하기 위해서는 물성을 알고있는 두dispersion force polar force
극성용액의 고체표면과의 을 측정함으로써 다음과 같이 간단히 계산wetting angle
할 수 있다
Wetting angle120563120574s
d Dispersion force of Solid120574ld Dispersion force of Liquid
120574sp Polar force of Solid
120574lp Polar force of Liquid
일반적으로 사용되는 극성용액은 차증류수와 용액을 사용하며 각 용액3 formamide
의 물성은 아래 표 과 같다[ 1]
표 극성용액의 물성[ 1]
각 용액의 을 측정하고 용액의 기지의 상수를 활용하여 상기식을 이wetting angle
용한 두방정식의 연립을 통하여 고체의 표면에너지를 계산하는 것이다 본 과제에
서는 의 에너지 및 량에 따라 고분자 및 하드코팅표면의ion beam dose wetting
을 측정하고 상기 식에 적용하여 표면에너지를 구할 수 있었으며 박막 증착angle
후 를 통하여 접착력의 향상을 확인할 수 있다cross-cut tape test
- 27 -
제 장 플라스틱 반투과반사 윈도우 코팅공정개발3
제 절 플라즈마 이온원에의한 표면처리1
산업전반에 걸쳐 광범위하게 사용되고 있는 플라스틱은 경량성 및 높은 생산성으로
인해 그 활용 폭을 점차 넓혀가고 있으나 플라스틱의 열에너지chemical reaction
에 의한 표면거칠기 열변형 무기물과의 접착력 등의 특성은 플라carbonization
스틱의 활용에 한계가 되고 있으며 이러한 문제를 해결하려는 연구개발이 다양한
분야에서 활발하게 진행되고 있다 특히 glow discharge electron beam arc
등의 방법으로 플라스틱 표면의 특성을 개선하기 위discharge corona discharge
한 연구가 이루어지고 있으며 일부 연구결과는 산업현장에서 적용되어 핵심공정으
로 자리를 잡고있다 본 과제에서는 에너지를 갖는 조사에 의한 고분자 ion beam
표면의 친수성을 높이고 표면에너지의 향상을 통하여 금속 무기물과의 를wettability
증진코자 하였다 수백 에서 수 의 에너지를 갖는 을 사용한 것과 KeV MeV ion beam
는 달리 내외의 에너지를 갖는 을 사용함으로써 플라스틱 표면의1KeV ion beam
큰 손상없이 만을 증진시켜 무기물과 고분자의 접착력이 혁신적으로 개wettabiIity
선되는 결과를 나타냈다
플라스틱 모재에 플라즈마 을 조사하여 의 량 변화에 따른ion beam ion beam dose
극성용액의 을 측정하였다 그림 는 의 에너지를wetting angle [ 15] ion beam 1
로 일정하게하고KeV O2와 이온 빔의 이온선량을Ar 1times1014 에서 1times1017 ion
의 범위로 변화시키며 조사하였을 때 증류수의 접촉각 변화를 나타낸 것이다
그림[ 15] Water Wetting Angle(lon Beam Energy 1KeV)
- 28 -
기판의 증류수에 대한 접촉각 측정은 플라즈마 이온빔 처리된 모재의 표면에 증류
수 를 각각 군데 떨어뜨린 후002 3 contact anglometer (Goniometer Model
를 사용하여 을 측정한 후 평균값을 취하였다G-1 ELMA Inc) wetting angle
플라스틱표면에 플라즈마 처리안된 시료의 증류수에 대한 접촉각은 였으며 플92deg
라즈마 표면 개질된 모재의 은 정도wetting angle 30deg (1times1017 로 떨어짐을ions )
확인할 수 있었다 표면에너지값을 구하기 위하여 포름아미드 용액의 접촉각을 같
은 방법으로 측정하였다 그림 이온선량이 증가하면서 접촉각이 조금씩 감소하[ 16]
는 경향은 증류수 접촉각 실험과 같은 경향을 보이고 있다
그림 포름아미드[ 16] Wetting Angle(Ion Beam Energy 1Kev)
물과 포름아미드 극성용액의 측정된 접촉각을 이용하여 플라스틱 모재의 표면에너
지를 구할 수 있었다 그림[ 17]
그림 이온선량에 따른[ 17] Surface Energy
- 29 -
표면거칠기에 큰 영향을 받는 의 경우 이온선량이 증가함에 따라dispersion force
대체적으로 완만한 변화를 보이고 있으나 의 경우 이온선량이 증가함에 polar force
따라 지속적으로 급격히 증가하여 이온선량이 1times1015 Ar+ 에서는ions 40 ergs
까지 도달하였으며 이온선량이 1times10 17 Ar+ 에 이르러서는 의ions 64 ergs
표면에너지까지 증가하여 초기의 보다는 배이상이 증가함을 알 수 있었30 ergs
다 이와 같은 변화는 이온 빔의 조사로 인하여 플라스틱 기판 표면에 free radical
이 생성되고 의 형성으로 설명되고 있다hydrophilic group
한편 의 에너지 변화에 따른 플라스틱의 표면에너지 변화를 알아보기 위 ion beam
하여 이온선량을 8x1016 Ar+ 로 일정하게 하고 의 에너지를ions ion beam
까지 일정하게 증가시키면서 물과의 접촉각을 측정하였다 그림1500eV [ 18]
그림 에 따른 물과의 접촉각 변화[ 18] Ion Beam Energy
플라스틱 종류별 차이는 있으나 대체로 내외였으며 이상에서는 점차40deg 1500eV
로 다시 증가하는 것을 보여주었다 으로 표면처리시 의 보다는 Ion beam ion energy
의 량에 지배를 받는 것으로 파악되었으며ion dose Ar+만의 조사보다는 02 분위기
에서의 Ar+ 조사시 효과가 높았으나 진공도가 낮아지는 점과 이 불안정하ion beam
다는 단점이 있어 Ar+ 만의 조사가 생산적용시에는 유리하다고 판단된다
- 30 -
제 절 하드코팅공정연구2
전처리 공정1
플라스틱 표면 상에 흡착 부착된 오일 미세먼지 지문 등 다양한 오염물은 하드코
팅 후 코팅층의 박리 핀홀 표면 얼룩 등의 다양한 불량을 초래할 수 있어 coating
액의 도포공정에 앞서 필수적으로 세정공정을 수행해야한다 본 과제에서는 초음파
세척방법을 전처리공정에 적용하여 하드코팅공정 연구를 수행하였다 그림 는 [ 19]
본 연구에 사용된 세척장치로써 세정액이 담긴 세정조 차 및 차 수세조와 탕세 1 2
조로 구성되어 있다
그림 초음파 세척 장치[ 19]
본 과제에서는 초음파를 기본적으로 사용하고 플라스틱 소재의 성형방법에 따라
표면특성 및 오염된 표면 이물질이 달라 각각 다른 공정 방법을 적용하였다
가 사출 및 압출 성형된 모재
대부분의 플라스틱 기판은 알카리 세제를 사용한 전처리공정으로 깨끗한 기판을 얻
을 수 있었으며 처리 후 부착력이 우수한 코팅층을 얻을 수 있었다 hard coating
세척순서는 아래와 같다
알카리 세제 수용액에 초음파 세척 분(1) 5 50~60 times 10
흐르는 수도물에 수세 대략 초(2) 10
증류수에 초음파 수세 분(3) 50~60 times 10
증류수에 탕세(4) 4 s 60~70
- 31 -
건조 분(5) 70 times 60
보관 에 보관(6) SUS box
나 성형된 모재 Casting
성형시 필수적으로 포함되는 모재의 이형성분을 제거하기위한 최적공정을Casting
파악하기 위해 세제의 농도 및 처리시간에 따른 실험을 수행하였다 실험은 1~
의 알카리 세제로 각각 분으로 나누어 초음파 처리하고 의 으10 5 10 30 50 IPA
로 분 범위내에서 시간을 달리하여 초음파 세척한 후 코팅제로3~10 A-104 hard
을 하였다 다음은 세척공정 순서이다coating
알카리 세제 수용액에 초음파 세척 분(1) 5 50~60 times 10
흐르는 수도물에 수세 대략 초(2) 10
수용액에 초음파 세척 분(3) 20~50 IPA 30~40 times 7~8
증류수에 초음파 수세 분(4) 50~60 times 10
증류수에 탕세(5) 4 s 60~70
건조 분(6) 70 times 60
보관 에 보관(7) SUS box
시편의 평가는 육안에 의한 얼룩의 유무확인과 에 의한 부착력cross-cut tape test
으로 판단하였다 알카리 세제와 농도가 각각 와 미만일 때는 오염 물질 IPA 5 50
이 완전히 제거되지 않아서 코팅막에 약간의 얼룩이 관찰되었으며 의 알카리 5
세제로 분 분간 초음파 세척과 분간 초음파 세척공정시에5 ~10 7 IPA hard coating
의 부착력이 우수하였고 코팅막에 얼룩도 발생하지 않았다
표 는 알카리세제와 수용액으로 세척된 기판위에[ 2] IPA PMMA casting hard
막을 형성시킨 후 코팅층의 부착력을 시험한 결과이다coating
표 기판에 대한 세척 코팅 접착력[ 2] PMMA Casting +
- 32 -
공정2 Dipping
하드코팅공정에 있어서 도포공정은 다양한 방법이 개발되어 있으며 본 과제에서는
두께조절성 액의 소모성 등을 고려해 디핑방식을 적용하였다 공정의 Dip-coating
개략적 방법은 다음과 같다
플라스틱 모재는 함수율이 높아 코팅전 모재건조를 실시한다(1)
플라스틱 모재에 묻어있는 먼지를 안에서 제전건으로 완벽히 제거(2) clean room
한 후 의 에 수직으로 고정시킨다dip-coater jig
시편을 코팅액이 담겨져 있는 코팅조에 일정한 속도로 하고 초간 유(3) dipping 10
지시킨다
의 인상속도를 조절 한 후 시편을 일정 속도로 인상한(4) Dip-coater (2~6 sec)
다
이 때 인상속도를 조절하여 코팅층의 두께를 조절할 수 있다 딥코팅시 분위기 습
도를 이하 온도 상온 코팅액 온도를 로 유지하여 액의 경시변RH 50 18 ~ 20
화를 최소화 해야한다 플라스틱렌즈 및 보안경 등 공정을 요하는 업 hard coating
체에서는 정도의 청정실에서 하드코팅을 실시하고 미만의 상대습class 1000 50
도 조건을 유지함으로써 대기 중의 먼지 부유물등에의한 오염을 최소화하고 있으
며 날씨변화에 따른 분위기 환경을 일정하게 유지하고 있다
코팅 분위기 조건의 변화는 경화 후 막에 에 의한hard coating particle pin-hole
과 현상 등을 일으킬 수 있으며 양질의 우수한 코팅막을 얻기가 힘들다 본hazing
연구에서는 인 의 을 설치하여 하class 1000 conventional air flow type clean room
드코팅공정을 실시하였다
그림 내부 사진[ 20]Clean room
- 33 -
내부에는 제전건 기 클린 오븐 광경화기 초음파세척장Clean room dip-coating
치 등의 설비를 구비하여 경화형 처리가 일괄적으로 처리됨으로써UV hard coating
우수한 물성의 하드코팅막을 얻을 수 있었다 그림 은 내부의 사 [ 20] clean room
진이며 작업시 내부온도는 습도는 이하를 유지하 hard coating 18~20 40RH
였다
전도체인 금속과 달리 플라스틱은 절연물질로 전기전하의 이동을 허용치 않아 마찰
등에 의하여 쉽게 정전기장을 형성하여 정전기장 내에 놓여있는 반대 극성을 갖는
입자를 끌어들이게 된다 이러한 입자를 제거하기 위해서는 플라스틱 표면 및 입자
의 극성을 중성으로 바꾸어 줌으로써 간단히 해결할 수 있다 본 과제에서는
공정 전에 공기를 이온화시켜 대량의 양 음이온을 발생시키는 장치인dipping
을 사용하여 을 제거할 수 있었으며 이물에의한 코팅층의Anti-Static-Gun particle
불량을 줄일 수 있었다
본 과제의 딥방식은 인상방식과 장치의 정밀성이 코팅특성을 좌우한다고 할 수 있
다 본 과제에 적요된 딥인상은 에의한 조의 인상 하강 방식으로 air-hydro type ㆍ
정숙성이 높은 방식이다
그림 장치 유공압[ 21] Dip-coating ( type)
- 34 -
실린더의 제어는 유공압 방식을 사용하였으며 이는 압축공기를 이용하여 유압실린
더를 제어하는 방식으로 공기의 압축성으로 인한 문제점을 개선한 것이다 즉 공기
압을 사용하면서 유압유니트와 같이 작동개시 때나 부하변동시에 접속구동이 가능
하고 저속 구동시 현상을 방지할 수 있는 유압실린더의 장점을 활용한 것 stick slip
이다 일반적으로 유공압은 실린더의 정밀정속구동 중간정지 이속제어나 로터리형
액츄에이터의 완속구동 등에도 많이 적용되고 있다 그림 은 본 실험에 사용한 [ 21]
유공압 방식의 장치로써 실린더와dip-coating air hydro type convertor coating
조 냉각 및 시스템 용량 사용 line filtering (chemical pump (10 min) 15 filter )ℓ
등으로 구성되어 있다
경화공정3
플라스틱 기판위에 경화형 액을 딥방식에의한 도포 후 에UV hard coating 50~70
서 분동안 시키고 램프 에의한 를 조사시키면3~5 pre-heating UV (200~400nm) UV
표면경도 및 내마모성이 우수한 막이 형성된다 표 에서는 본 연구에 사coating [ 3]
용되어진 코팅제 종류 및 경화조건을 나타내었다
표 코팅제 종류 및 경화 조건[ 3]
Maker Grade 용 도 경 화 조 건
사 국내L ( ) A-104GN 겸용PC amp PMMA파장UV lamp (250~360nm)
에너지UV 65~90mjcm2
사 국내H ( ) 0-299 용PMMA파장UV lamp (250~360nm)
에너지UV 60~85mjcm2
사 국외E ( ) C-220 겸용PC amp PMMAUV lamp 300Winch
이송속도 25ftmin
사 국외H ( ) B-8558 겸용PC amp PMMA파장UV lamp (250~360nm)
에너지UV 75mjcm2
본 과제의 광경화공정연구에 사용된 광경화기를 그림 에 나타내었으며 일반적[ 22]
인 광경화의 원리 및 메커니즘은 다음과 같다
가 경화원리 및 특징 UV
전자파 중 자외선 은 파장이 까지의 영역을 의미하고 있으나 경(UV) 10~400nm UV
화에 이용되는 파장범위는 대체로 이며 이 자외선이 화학작용에 유효200~400nm
한 것은 유기 화합물의 해리 분해반응을 일으킬 수 있는 강력한 에너지를 가지고
있기 때문이다
- 35 -
경화 메커니즘(1) UV
일반적으로 코팅제의 경화는 광개시제로부터 시작되는데 자외선이 갖는 에너지UV
에 의해 광개시제가 분해되어 라디칼 반응을 형성하여 반응을 유도할 수 있는 활성
체가 된다 이 활성체에 의하여 및 와 연쇄적으로 반응하여 망 monomer oligomer
상구조화된 고분자막이 형성되는 것이다
경화의 특징(2) UV
저온에서 경화가 가능하다 내열성이 좋지 않은 플라스틱 모재에도 고품질의(1)
막을 형성시킬 수 있다coating
경화속도가 빠르다 건조단위가 초단위로 설정되기 때문에 의 연속자동화가(2) line
가능하며 작업효율이 향상된다
예열시간이 짧아 신속한 작업이 가능하며 에너지가 절감된다(3)
운전관리가 간단하고 신뢰성이 높다(4)
그림[ 22] UV dryer
- 36 -
나 사 사양 UV dryer (EYE GRAPHICS model ECS-301G1)
종류 와 수은등(1) lamp metal halide
(2) lamp power 및 로 조절 가능 15KW 2KW 3KW
발광장(3) 250nm
반사판 집광형(4)
조사거리 으로 조절가능(5) 100 ~ 180
속도 으로 조절 가능(6) conveyer 08 ~ 8mmin
냉각 방식 공냉식(7)
제 절 고진공증착공정3
증착공정개발1
가 증착물질 및 증착조건
반투과반사 윈도우는 투과성과 반사성을 동시에 만족해야하며 일반적으로 금속박
막을 고진공증착함으로써 구현될 수 있다 이러한 금속박막은 진공영역에서 작업을
수행해야하며 스퍼터링과 증착이 주를 이루고 있다 그 중 스퍼터링 방법 e-beam
은 재현성이 우수하고 방식으로의 적용이 용이하다는 장점이 있으나in-line target
및 의 교체 초기조건설정 등이 용이하지 않아 본 과제에서는 다양한 재료cathode
를 코팅할 수 있는 을 적용하였다 유기물인 플라스틱상에 금속무기물e-beam type
의 접착력과 코팅후의 기계적 특성확보를 위해서는 다양한 증착공정 연구가 수행
되어야 한다 표 와 표 에 사용된 증착물의 물성과 증착조건을 각각 나타었 [ 4] [ 5]
다
표 주요 증착 물질의 물성표[ 4]
- 37 -
표 주요 증착물질의 증착조건[ 5]
나 측정값에 의한 증착막의 두께 분포
증착에 의한 증착막의 두께분포를 파악하기 위하여 크기의E-Beam 600 x500
위에 두께 의 증착속도 을 증착하였다 위치에 따른 증착glass 2500 AI ( 5 sec) Å Å
막의 두께를 측정하기 위하여 유리판 중앙부에서 바깥쪽으로 폭 간격 길이10 (
으로 등분하여 시편의 증착막두께를 으로 측정하였다 그림 계산30mm) 25 SEM [ 23]
에 의한 두께분포와 비교하였을 때 대체적인 경향은 비슷하지만 상대적으로 기울기
가 급함을 알 수 있다
그림 측정값에 의한 증착막의 두께분포[ 23]
두께측정시 사진에 의존한 측정이고 사용된 진공시스템은 이상화와는 거리가SEM
있어 약간의 차이가 발생되었다고 판단된다 측정된 값의 추세선을 구함으로써 고
정 의 제작시 로 활용할 수 있었으며 평행이송에 의한 균일성확보mask reference
연구에 참고데이터로 활용할 수 있었다
- 38 -
다 평행이송에 의한 균일성확보
기판의 평행이송과 고정 를 동시에 사용하여 두께가 균일한 박막을 제작하고mask
자 하였다 를 평행이송하여 동서방향의 균일성을 확보하고 이때 등두께를 기준 Jig
으로 동서방향을 등분하여 평면으로 이상화 해 구간내에서의 선의 형상을 두께13
기울기에 비례한 형상을 구현한 고정 를 제작하여 남북방향의 균일성을 확보하mask
고자 하였다 평행이송은 로 회전수를 inverter motor(LG -KMI400K1) 0~160rpm社
으로 조절하면서 이송하였으며 고정 는 기판이송방향의 직각방향에 대한 균일 mask
성만을 고려하여 설계제작하였다 그러나 에 의한 가림과 이송시 증착영역을 mask
벗어남으로 인해서 생기는 증착물 가 크다는 단점이 있었으며 고정 의 형loss mask
상은 증착물 증착율에 따라 다소 차이가 있어 여러 세트를 구비해야만 했다 수차
례 실험을 통해 증착물별 를 제작할 수 있었으며 평행이송속도를 증가시키고mask
왕복이송 횟수를 증가시킴으로써 이내의 균일성을 확보할 수 있었다10
시스템의 특성2 IBAD
가 증착시 온도의 변화
플라스틱 기판은 내열성이 낮아 열원에 장시간 노출되면 열변형과 함께 탄화되고
이 발생하여 박막물성에 악영향을 미칠 수 있으며 증착막과 비교하여out gassing
평균 수 십배 이상 선팽창계수가 높아 선팽창 차에 의한 박막의 과 박리를 일crack
으킬 수 있다 본 연구에서는 증착시 플라스틱에 미치는 분위기 온도의 영향을 파
악하고 적정 증착조건을 파악하기 위하여 금속 및 세라믹으로 나누어 증착시 분위
기온도 변화를 측정하였다
금속물의 시간에 따른 온도 변화(1)
은 분후 약 도정도 상승하여 시간에 따른 온도 변화가 거의 없었지만 은AI 10 3 Cr
약 도가 상승하여 급격한 상승을 보이고 있어 증착시 온도변화를 주목할 필요가12
있었다 더욱이 은 증착율이 높을수록 박막이 형태로 증착되어 반사율을 Cr granule
저하시키는 원인이 되었으며 막 자체에 도 많이 발생되었다 반투과반사 윈도crack
우 제작을 위한 금속박막 물질로는 보다는 이 온도측면에서 유리하다고 판단Cr AI
되었으며 아래의 그림 에 금속박막의 시간에 따른 온도의 변화를 비교하였다[ 24]
- 39 -
주) 증착률Al -10 sec EC-260~280Å
증착률Cr -10 sec EC-65 ~ 95Å
그림 금속박막의 시간에 따른 온도변화 비교[ 24]
세라믹의 시간에 따른 온도 변화(2)
세라믹은 금속과 달리 일반적으로 가 매우 높아 증착시 분위기온도melting point
상승이 매우 컸다 측정된 세라믹의 시간에 따른 온도의 변화는 그림 에 나타 [ 25]
내었다
주) SiO2 증착률 -10 sec EC-45 ~ 60Å
TiO2 증착률 -10 sec EC- 175Å
AI2O3 증착률 -10 sec EC-180~260Å
그림 세라믹박막의 시간에 따른 온도변화 비교[ 25]
- 40 -
그 중 SiO2 TiO2는 분 경과후 가량의 비교적 완만한 온도변화를 보이고 있10 10
으나 AI2O3는 가량의 급격한 온도상승을 보여 고증착율에서의 사용에는 한계30
가 있었다 실증착시에는 의 를 낮춤으로써 증착율 E-gun emission current 3~5 Å
내에서 증착하여 급격한 온도상승을 막을 수 있었다 AI2O3은 경도가 매우 높고 증
착시 조밀도가 높아 보호막으로 많이 사용되는 증착물이다 그러나 본 실험에서는
증착시 열발산이 특히 심하고 증착율을 낮추어도 온도가 급상승하여 증착시 crack
이 쉽게 발생하여 플라스틱 기판에는 부적합하다고 판단되었다
나 플라스틱의 Out gassing
기체방출 은 진공용기 속에서 사용하는 물질의 표면이나 내부에 흡착(out gassing)
되어 있던 분자들이 방출되는 현상을 의미하며 진공조의 압력상승 및 박막의 물성
에 큰 영향을 미치게 된다 또한 고진공 에서 배기시간을 증가시키고 최저 system
도달 압력을 결정짓는 직접적인 요인이 된다 표 는 주요 물질의 기체방출율을 [ 6]
나타낸 것이다
표 주요 물질의 기체방출율[ 6] (Pa m3sm2)
본 연구에서는 플라스틱 기판 장입 유무에 따라 의 영항에 의한 진공도out gassing
의 변화를 알아보기 위하여 진공조 내부에 기판 를 장입한PC (250times65times3 ) 10ea
후 진공도를 측정함으로써 장입전과 비교하여 변화가 있음을 알 수 있었으며 측정
된 값은 그림 에 나타내었다[ 26]
- 41 -
그림 플라스틱 기판 유 무에 따른 진공도 변화[ 26]
그림 의 결과에서 나타나듯이 플라스틱 기판의 장입시 배기속도가 다소 늦[ 26] (PC)
어짐을 알 수 있었으며 이는 플라스틱 모재가 함유한 수분 등의 에 의out gassing
한 차이로 보여진다 기체 방출률은 표면상태나 세척정도 등에 의해 크게 baking
좌우된다고 알려져있어 본 연구에서는 진공조 내부의 에 세심한 주의를 cleaning
기울였으며 함수율이 높은 플라스틱 기판의 세척공정과 함께 건조공정을 확립하고
을 설치하여 플라스틱 기판이 진공조에 머무는 시간을 최소화함load lock system
으로써 플라스틱 모재로 인한 을 최소화할 수 있었다 out gassing
- 42 -
제 장 시제품제작 및 특성분석4
제 절 상용제품의 특성분석1
본 과제의 반투과반사윈도우 개발을 위해서 일본 상용제품의 특성을 분석하였다
일본제품의 측정결과 상하부는 이며 층의 두게는SEM 147 121 m Top coatingμ
로 층보다는 다소 얇은 코팅층이였다 또한 금속박막층은106 m Base coating μ
으로 관찰이 용이하지 않으나 및 에 근거한 추정결과 내SEM RBS SEM data 20nm
외로 판단되었다 아래 그림 은 상용제품의 모재 상하면의 단면 사진이다 [ 27] SEM
그림 반투과반사 윈도우 상용제품의 사진 상 하단면[ 27] SEM ( )
그림 은 일본제품의 분석 결과이다 이온을 조사하였고 이 때[ 28] RBS He2+
는 였으며 고에너지에의한 플라스틱 표면의 손상을 줄이기beam energy 224MeV
위해 이온 량을 으로 낮게 설정하였다dose 80 C μ
그림 반투과반사 윈도우 상용제품의[ 28] RBS Spectrum
- 43 -
분석결과 표층에는 내외의 이 관찰되었으며 내부로 됨에 따라 유20nm AI etching
기물이 지속적으로 관찰되고 있음을 알 수 있다 그림 과는 달리 표면에 [ 27] top
층이 존재하지 않으며 표면에서는 층만이 존재함을 알 수 있다coating AI
제 절 플라즈마 표면처리2
플라스틱 반투과반사 윈도우 시제품제작을 위해 플라즈마 이온빔을 조사하여 플라
스틱 모재의 표면처리를 수행하였다 플라즈마는 의 고순도 의 999999 20 sccm
를 공급하면서 를 사용하여 발생시켰다 이 때 는Ar gas RF power RF Power 80W
였으며 는 로 설정하여 모재가 장착된 지그를 좌우 이송하 Ion Beam energy 1KeV
면서 표면처리공정을 수행하였다 는 Base Pressure 12times10-6 였으며torr Working
는Pressure 5x10-4 였다 조사시간은 로torr Ion Beam 120sec 5times1017 Ar+ ions
의 였다 그림 는 에의한 표면처리 후 표면의 상태를 보기위한dose [ 29] ion beam
사진이다 의 면적을 하였으며 곳을 측정하여 평균값을 취AFM 1 x 1 scanning 5
하였다 조사 전후 표면의 거칠기 는 에서 로 다소 증가하였으 Ion (Ra) 55 589Å Å
나 플라스틱의 표면에는 큰 손상을 주지는 않는 것으로 파악되었다
그림 표면개질전후의 사진[ 29] AFM
그림 은 표면처리후 플라스틱 모재 상에 증류수를 떨어트려 을[ 30] Wetting angle
측정한 결과이다 표면처리 전 의 이 로 크게 줄여 들어 722 deg Wetting angle 171 deg
표면친수성이 크게 향상되었음을 알 수 있다
- 44 -
그림[ 30] Wetting Angle Test
제 절 광경화에의한 하드코팅3
광경화 하드코팅공정1
반투과반사 윈도우로 사용되는 플라스틱 소재는 낮은 내열성과 표면경도로 인해 코
팅층의 내구성 높이는데 한계가 있어 유무기계 막을 형성시킴으로써 표hard coating
면경도나 내마모성 등의 기계적 특성을 크게 향상시켰으며 코팅후 소재의 내마모
성 표면경도에 대한 평가를 수행하였다 하드코팅 공정에 있어서 가장 유의해야할
사항 중 하나는 공기 중 무수히 존재하는 미세먼지 및 파티클에의한 코팅층의 오염
이라고 할 수 있다 코팅층에 포함된 파티클은 코팅액의 흐름과 두께불균일성을 발
생할 수 있으며 더욱이 투명제품의 파티클은 제품불량에 있어서 주요요인이라고
할 수 있다 미세 파티클은 세척공정에서부터 경화 후 포장공정에 까지 일관되게
제어되어야 하며 양압에의한 클린룸을 필요로 하고 있다 더욱이 도포 및 경화조건
은 온습도 매우 민감하여 클린룸에 의한 항온항습이 필수적이라고 할 수 있다 본
과제에서는 헤파필터에 의한 의 항온항습 클린룸에서 하드코팅공정을Class 1000
수행하였다
막의 두께 균일성을 파악하기 위하여 측정위치를 변화시키면서Hard coating SEM
에의한 두께를 측정하였다
가 측정 방법 인 플라스틱기판을 대략 정도 250 X65 X3(t) 150 dip-coating
하여 기판을 아래 그림 과 같이 크기로 등분 한 후[ 31] 65cmX25cm 5 (1) (2)
샘플을 로 절단하여 단면가공 후 으로 관찰하였다(3) 10 X 4 SEM
- 45 -
그림 시료의 크기 및 측정점[ 31]
나 측정 결과 시료의 각 위치에서의 코팅층 측정두께를 표 에 나타내었다 아 [ 7]
울러 단면 사진을 그림 에 나타내었다SEM [ 32]
표 막의 두께 측정 결과 사용[ 7] hard coating (SEM )
그림 층의 단면 사진[ 32] Hard coating SEM
시제품의 하드코팅층 물성평가2
플라스틱 반투과반사 윈도우용 소재는 표면경도 접착력 내마모성 등 waveness
다양한 물성들을 만족시켜야 한다 물성시험을 위한 시료는 상에 코 PMMA A-104
팅액을 속도로 인상하여 광경화공정을 통해 제작되었다2 s
- 46 -
가 내마모성
하드코팅된 소재의 내마모성은 를 사용하여 물성평가를 실시하였steel wool tester
다 은 를 사용하였으며 하중은 을 유지하였고 왕복회수는 Steel wool 0000 1kg 50
회로 설정하여 시험 후 각 시편의 스크레치 발생 정도를 비교분석함으로써 코팅층
을 평가할 수 있었다 그림 은 자체에서 설계 제작한 [ 33] steel wool scratch
의 사진이며 사양은 다음과 같다tester
기계규격 670 times 265 times 370①
로울러 지지축 운동규격 20 times 158 times 304 ( 120 )②
로울러 12 times 50③ empty회전축 모터와 연결축 11 ( )④ empty무게추 고정봉 5 times 80⑤ empty무게추 500g 2 ea 200g 4 ea 100g 4 ea⑥
밸런스 추 295g⑦
로울러축 지지대 20 times 24 times 62⑧
이동 정반 8 times 168 times 372⑨
시험품 고정판 40 84 times 150 ( 2 ea )⑩
가압 핸들 5 times40⑪
그림[ 33] Steel Wool Scratch Tester
나 표면경도
막은 내마모성과 표면경도에서 한계가 있는 플라스틱 표면특성을 향Hard coating
상시키기 위해 수행되었으며 딥방식에의한 도포와 에의한 광경화공정을 적용하 UV
였다
- 47 -
그림[ 34] Pencil Hardness Tester
딥 도포공정에서 인상속도를 로 유지하였다 표 는 플라스틱 모재 위에4 sec [ 8]
다양한 의 제를 사용하여 코팅한 실험 결과이며 표면연필경도는grade hard coating
로써 모재의 경도보다 단계 상승하였으며 코팅제로 막을4~5H 3~4 A-104 coating
형성시킨 경우 내스크레치성에서도 하중 하에서 으로 1kg steel wool 0000
막 위를 회 왕복하였을 때 막에 스크레치가 거의 발생하지 않았coating 50 coating
다
표 막에 대한 시험 결과[ 8] Hard coating (4 s)
- 48 -
제 절 고진공금속박막증착4
하드코팅막의 표면처리1
그림 플라즈마 표면처리된 하드코팅막의 사진[ 35] AFM
하드코팅막은 등 무기물을 다량 함유하고 있는 유무기의 혼합물질이다 고분silicon
자와는 달리 하드코팅막은 이온선량의 넓은 범위에 걸쳐서 증류수와의 접촉각이 매
우 낮았다
결과 막에 있어서는Water drop test hard coating 3times1015 ~ 4times1017 Ar+ ions
의 범위내의 량으로 증류수의 접촉각이 낮음을 알 수 있었다 증착막의 접ion dose
착력 향상정도를 확인하기 위하여 이온선량을 변화시키며 하드코팅층 표면에 dose
량에 따라 Ar+ 을 조사한 후 의 박막을 증착하여ion beam 100nm AI cross-cut
를 수행하였다 표tape test [ 9]
표 플라스틱 박막의 결과[ 9] HCAI Cross-cut tape test
하드코팅층의 에 의한 표면처리전 결과는 플라스틱에서처럼 모두 박리 되ion beam
었으나 의 량ion beam dose 5x1015 ~ 1x1017의 범위에서는 모두 접착력이 우수함
을 알 수 있었다 이는 하드코팅층위에 일부 무기질 재료가 포함되어 금속 박막과
의 친화성이 강하기 때문으로 판단되며 일반 고분자와는 달리 내열성이 매우 우수
하여 의 고에너지에서 수십분간의 조사에서도 표면에 탄화되는 경향이 없15 KeV
었다
- 49 -
미세금속박막증착2
플라스틱 반투과반사윈도우의 미세금속박막은 당사에서 보유하고 있는 고진공
시스템을 사용하여 증착하였다 그림 시스템을 구비하고 있IBAD [ 36] LoadLock
는 본 장비는 가 장착되어 있으며 모재의 평행이송과 를RF Plasma source Mask
사용하여 두께 균일성을 확보하였다
그림 증착 시스템[ 36] IBAD
반투과반사미러에 사용된 금속은 의 사의 을 사용하였다 당사에서9999 Cerac AI
보유하고 있는 4x10-6 진공도에서 을 사용하였다 증착시torr e-beam gun
는 증착율은 였으며 상하 좌우의 을 통Emission Current 280 5 sec Sweeping Å
해 균일한 증착율 유도하였다
그림 금속박막의 투과율[ 37] Spectrum
- 50 -
그림 금속박막의 전후면 반사[ 38] spectrum
사의 로 측정된 가시영역에서의 투과 반Hitachi U-2000 UV-Vis Spectrophotometer
사 을 그림 그림 에 나타내었다 각각의 투과반사율을 가시영spectrum [ 37] [ 38]
역에서의 평균값을 구한뒤 아래 표와 같이 흡수율을 구하였다 제작된 시제품의 흡[
수율은 였다248
표 금속증착막의 특성분석결과[ 10]
No 항 목 평 가 방 법 시 험 결 과
1 접 착 력 Cross-Cut 100100
2 투 과 율 Spectrophotometer 445
3 반사율 전면( ) Visual Range 307
4 반사율 후면( ) Visual Range 171
5 흡 수 율 Visual Range 248
- 51 -
제 장 결론5
제 절 연구결과1
플라즈마 표면처리공정연구 광경화에의한 하드코팅공정연구 고진공증착에의한 미
세 금속박막 증착연구개발을 통하여 수입되고 있는 플라스틱 반투과반사윈도우 소
재를 개발하였다 현재 상용되고 있는 수입소재의 기계적 광학적 특성을 분석을 통
하여 개발 목표치를 설정하였으며 최적 공정개발에의한 시제품제작을 완료하였다
시제품의 평가항목 및 특성치를 아래 표 에 나타내었다[ 12]
표 반투과반사윈도우 시제품의 특성표[ 12]
평 가 항 목 특성치 비 고
광흡수율1 () 248 분광기 기준30T
내마모성2 () 28 자체기준( haze)
접착력3 (x100) 100 회ASTMD3359 10
표면경도4 (H) 5 ASTMD3363 Mitsu-B
표면친수성5 (deg ) 171 Anglometer
미세파티클6 (1um) 01 Clean Room
본 과제 수행에의한 개발목표를 달성할 수 있었으며 주요기술개발내용은 다음과
같다 플라즈마를 이용하여 고분자 표면의 친수성 를 크게 높였으며 1) RF (171deg )
금속박막과의 접착력 을 크게 향상시켰다 광경화에의한 하드코팅공정(100100) 2)
개발에의해 플라스틱 표면경도 및 내마모성 을 크게 향상시켰다 고진(5H) (28) 3)
공 증착공정개발에의해 금속박막의 흡수율 을 크게 낮추어 광효율이 높은(248)
플라스틱 반투과반사 윈도우 시제품을 개발하였다 플라스틱 반투과반사윈도우 4)
소재를 평가하기 위한 광학적 기계적특성 평가기법을 확립하였다
- 52 -
제 절 향후전망2
개발된 플라스틱 반투과반사 윈도우는 플라스틱의 낮은 내열성과 표면경도 흡수율
을 개선하기 위한 것으로 최근 전자제품 정보통신부품 등 첨단전자제품에 적극 채
택되고 있다 특히 휴대폰 및 디스플레이의 투과창 소재가 기존 에서 투명플 glass
라스틱으로 적극 채택되면서 관련 공정기술개발과 함께 소재특성을 위한 다양한 연
구가 활발히 추진되고 있으며 선진국에서는 개발완료에 따른 양산체제 구축으로
전세계 시장을 석권하고 있는 상황이다
본 과제에의한 플라스틱 반투과반사 윈도우의 시제품은 수입시판되고 있는 상용소
재와 동등이상의 특성을 나타내고 있어 향후 양산설비 및 양산공정연구에의한 소
재의 국산화가 가능하다고 할 수있다 또한 본 과제의 플라즈마 표면처리는 저온
표면처리를 요하는 광학용 플라스틱 소재의 표면처리에 활용될 수 있으며 광경화에
의한 하드코팅공정은 기존 열경화방식과는 달리 화가 가능하며 대량 양산in-line
체제를 갖출 수 있어 향후 큰 폭의 성장이 기대된다
- 53 -
참 고 문 헌
1 Oleg A Popov ldquoHigh Density Plasma Sourcesrdquo NOYES Publications(1995)
전자기술연구회 초음파 응용 기문사2 ldquo ( 1997)
임준섭외 명3 4 ldquoImprovement in Surface Hardness of Plastic Surface Mirrorrdquo
Korea-Russia Symposium(1998)
4 Lan G Brown ldquoThe Physics and Technology of Ion Sourcerdquo John Wiley amp
Sons(1989)
이규환 외 명 진공증착법으로 제조된 박막의 밀착성에 관한연구 한국5 4 ldquo AI-Cr rdquo
표면공학회지 VoI27No1Feb(1994)
한성남 외 명6 4 ldquoImproving Wettability of Polycarbonate and adhesion with
aluminum by Ar+ ion irradiationrdquo JMaterial Res Vol9 Sep(1995)
한성남외 명 표면에 아르곤 조사와 친수성증대7 4 ldquoPolymethylmethacrylate rdquo The
Korean Physical Society Vol8No2 Mar pp193~198(1995)
인하대 광기술교육센터 광학시스템의 설계 및 평가 인하대 광기술교육센터8 ldquo rdquo
(1999)
임준섭외 명9 5 ldquoEffect of Ion Beam Assisted Cleaning on Adhesion of AI to
Polymer Substrate of PC and PMMArdquo Asian Finish lsquo98(1998)
10 CJ Brinker and GW Scherrer ldquoSol-Gel Science The Physics and
Chemistry of Sol-Gel ProcessingrdquoAcademic Press NY(1990)
아주공업 주 표면처리 기술을 이용한 자동차용 후사경 개발 산업자11 ( )rdquoPlasma rdquo
원부 최종보고서(2000)
고성진외 명 자동차용 플라스틱 미러와 그 제조방법 아주공업 주12 2 rdquo rdquo ( )(2002)
아주공업 주 플라즈마 기술을 이용한 오토바이 헬멧용 무적쉴드개발 중소기13 ( ) ldquo rdquo
업청 최종보고서(2002)
박원규 졸겔법의 응용과 제품 명현문화사14 rdquo rdquo (1999)
홍진후 경화코팅 조선대학교 출판부15 rdquoUV rdquo (2002)
- 7 -
제 3 절 고진공증착공정
증착공정개발1
가 증착물질 및 증착조건
나 측정값에의한 증착막의 두께분포
다 평행이송에 의한 균일성확보
시스템의 특성2 IBAD
가 증착시 온도의 변화
나 플라스틱의 Outgassing
제 4 장 시제품의 제작 및 특성분석
제 절 상용제품의 특성분석1
제 절 플라즈마 표면처리2
제 절 광경화에의한 하드코팅3
광경화 하드코팅공정1
시제품의 하드코팅층 물성평가2
제 절 고진공금속박막증착4
하드코팅막의 표면처리1
미세금속박막증착2
제 5 장 결론
제 절 연구결과1
제 절 향후전망2
참고문헌
- 8 -
표 차 례lt gt
표 극성용액의 물성[ 1]
표 기판에 대한 세척 코팅 접착력[ 2] PMMA Casting +
표 코팅제 종류 및 경화조건[ 3]
표 주요 증착 물질의 물성표[ 4]
표 주요 증착물질의 증착조건[ 5]
표 주요 물질의 기체방출율[ 6]
표 막의 두께측정결과[ 7] Hard Coating (SEM)
표 막에 대한 시험결과[ 8] Hard Coating
표 플라스틱 박막의 결과[ 9] HCAI Cross-Cut Tape Test
표 금속증착막의 특성분석결과[ 10]
표 반투과반사 윈도우 시제품의 특성표[ 11]
- 9 -
lt 그 림 차 례 gt
그림 의 구성도[ 1] Ion Source
그림[ 2] Ion Source Magnet Array(2x3)
그림 의 전기회로 개략도[ 3] Matching Box
그림 의 개략도[ 4] Ion Optical Grid
그림 에서의 변화[ 5] Optical Grid Potential
그림[ 6] RF Ion Source
그림 및 측정[ 7] Faraday Cup Ion Current
그림 에 따른[ 8] RF Power Ion Current Density
그림[ 9] Linear Ion Beam Porfile
그림 점증발원의 기학학적 해석[ 10]
그림 수식에의한 증착막의 두께분포[ 11]
그림[ 12] Taber Abrasion Tester
그림[ 13] Cross-Cut Tape Test
그림 스크레치 테스트 개념도[ 14]
그림[ 15] Water Wetting Angle(IBE 1KeV)
그림 포름아미드[ 16] Wetting Angle(lBE 1KeV)
그림 이온선량에 따른[ 17] Surface Energy
그림 에 따른 물과의 접촉각 변화[ 18] Ion Beam Energy
그림 초음파 세척장치[ 19]
그림 내부사진[ 20] Clean Room
그림 장치 유공압[ 21] Dip-Coating ( type)
그림[ 22] UV Dryer
- 10 -
그림 측정값에의한 증착막의 두께분포[ 23]
그림 금속박막의 시간에 따른 온도변화 비교[ 24]
그림 세라믹 박막의 시간에 따른 온도변화 비교[ 25]
그림 플라스틱 기판 유무에 따른 진공도 변화[ 26]
그림 반투과반사 윈도우 상용제품의 사진[ 27] SEM
그림 반투과반사 윈도우 상용제품의[ 28] RBS Spectrum
그림 표면개질 전후의 사진[ 29] AFM
그림[ 30] Wetting Angle Test
그림 시료의 크기 및 측정점[ 31]
그림 층의 단면 사진[ 32] Hard Coating SEM
그림[ 33] Steel Wool Scratch Tester
그림[ 34] Pencil Hardness Tester
그림 플라즈마 표면처리된 하드코팅막의 사진[ 35] AFM
그림 증착시스템[ 36] IBAD
그림 금속박막의 투과율[ 37] Spectrum
그림 금속박막의 전후면 반사[ 38] Spectrum
- 11 -
제 장 서 론1
국내전자산업은 정보통신 컴퓨터 전자부품 등을 주축으로 생산규모면에 있어서 세
계 위 로 주요생산국 중 하나이며 최근 디지털화 인터넷붐 등으로 매년5 ( lsquo00)
내외의 고속성장을 하고 있다 국내 전자산업은 전체산업의 약 의 비중을20 13
차지하고 있으나 일부 핵심부품 및 소재는 관련기술의 부족으로 일본 미국 등 관
련 선진국으로부터 수입에 의존하고 있어 이에 대한 대책 및 전략적 기술 개발에
의한 국산화가 시급한 실정이다 또한 플라스틱 소재는 높은 성형성 경량성 및 탄
성이 우수하여 자동차 항공기 가전제품 등 모든 산업분야에서 기존의 금속 유리
등 무기물을 급속히 대체하고 있으며 표면처리를 통한 플라스틱의 낮은 내열성 내
마모성 등의 단점을 보완하고 기능성을 개선함으로써 그 활용 폭이 지속적으로 확
대되고 있는 상황이다
플라스틱 반투과반사 윈도우는 년 일본 사의 에 첫 적1997 Sony Portable Audio
용된 후 첨단 전자제품에 급격히 파급되고 있으며 삼성 대우 등 국내 전자LG
업체에서도 디자인성이 높아 최근 첨단전제품의 전면에 반투과반사윈도우를 적극
채용하고 있는 추세이다 그러나 플라스틱 반투과반사 윈도우는 내부 광원으로부터
의 가시광은 투과하면서도 외부의 빛은 반사시키는 기능이 있어야하며 흡수율이
낮아 광효율이 높아야 하고 순수금속층을 수 십 나노 두께로 균일하게 코팅해야하
는 어려움이 있으며 더욱이 유기 물인 플라스틱과의 접착력을 높일 수 있는 플라
스틱 표면처리기술과 미세파티클 제어를 위한 청정기술 등을 필요로하는 복합적인
기술 제품이다 현재 국내 전자업체에서는 고가의 반투과반사 윈도우용 소재를 수
입하여 인쇄 및 가공 등 후가공 기술만을 확보하고 있어 코팅층의 박리 얼CNC
룩 접착력 저하 등의 발생시 문제해결에 한계가 있는 상황으로 관련기술 개발에의
한 플라스틱 윈도우 부품소재의 국산화 및 수입대체가 절실하며 국내 전자제품의
원가경쟁력 향상을 위해서도 시급히 개발되어야할 기술이다
- 12 -
본 과제는 플라즈마에의한 표면개질로 고분자 표면의 친수성증대 및 금속층과RF
의 접착력 향상을 위한 표면처리기술 유공압 디핑방식에의한 코팅층의 도포 및 자
외선에의한 광경화 하드코팅기술 전자선 증발 평행이송 및 매스크설계에의한 미세
금속박막 증착공정 기술개발 및 각 공정의 최적화를 통한 시제품을 제작하는 것이
며 아울러 플라스틱 반투과 반사윈도우소재의 기계적 광학적 특성 평가 기술을 확
립하는데 있다
- 13 -
제 장 관련기술의 이론적 배경2
제 절 플라즈마에의한 표면처리1
다양한 산업분야에서 광범위하게 적용되고 있는 플라스틱 소재는 높은 성형성 경
량성으로 인해 폭발적인 성장을 하고 있으며 최근에는 기존 금속 목재 등 무기물
을 급속하게 대체하고 있는 상황이다 그러나 플라스틱은 낮은 내열성 내마모성
마찰에의한 정전성 등의 단점을 갖고 있으며 특히 광학용 소재로 사용시 정밀세정
이 용이하지 않아 다양한 세정방법이 모색되고 있는 상황이다 일반적으로 플라스
틱 오염물은 초음파세척에 의해 제거가 가능하나 모재에 물리 또는 화학적으로 붙
어있는 이물질이나 모재 표면 자체가 갖고 있는 표면 거칠기(surface roughness)
등의 개선에는 한계가 있어 코팅층과의 박리가 발생하는 문제점이 있어왔다 최근
이러한 문제점을 해결하기 위해 저온 플라즈마 를 이용한 플라즈마 표면처(plasma)
리기술이 도입되고 있으며 더욱이 플라즈마는 플라스틱 표면에 친수성기를 활성
화할 수 있는 장점이 있어 코팅층의 접착력 향상에 있어 핵심적인 방법으로 평가받
고 있다 이 방법은 전리된 전자와 이온이 전기장에 의해 운동하면서 모재 표면에
충돌하여 표면에 존재하는 유무기물 등 오염물을 제거하고 미세에칭을 통해 표면
조도를 향상시키는 역할을 하는 것으로 알려져 있다 플라즈마 표면처리 장치에서
플라즈마 발생 장치는 고전압을 이용한 직류 플라즈마 원이 있고 주파수가 1356
혹은 그의 배수인 플라즈마 원 등이 있다 직류 플라즈RF (RF-plasma source)
마 원은 구조가 간단하고 사용하기 편리하지만 절연체가 두 전극 사이에 있을 경
우 절연체 표면에 전자가 쌓여서 또 하나의 음극을 형성하여 플라즈마가 형성되지
않아 절연체 표면처리에는 적용이 불가능하다고 활 수 있다 이런 이유로 본 연구
에서는 절연체인 고분자의 표면처리를 위해 및 를RF plasma source Optical Grid
이용한 를 적용하여 표면처리를 수행하였다Ion Beam source
원리 및 구성1 Plasma Ion Beam Source
내열성이 취약한 등 엔지니어링 플라스틱의 표면에 금속 및 세라믹박막PC PMMA
을 증착하기 위한 표면처리방법으로 상온에서 모재의 표면손상을 최소화할 수 있
는 저온 플라즈마 이온원의 활용은 필수적이라고 할 수 있다 본 과제에서는 플라
스틱 기판의 표면처리를 위해 의 를 적용하filamentless type RF ion beam source
였으며 개략적인 부품의 구성 및 작동원리는 다음과 같다
- 14 -
에서 발생된 는 의 을 따라 흐르면서 주변에RF generator microwave antenna coil
를 형성하고 동시에 는 를 형성하게magnetic field AC magnetic field electric field
된다 를 통하여 공급된 중에 존재하는 일부 은 형성된 MFC gas charged particle
내를 이동하면서 내부에서의 많은 중성입자들electic field gas discharge chamber
과 연속적인 충돌을 일으키고 차 충돌된 은 새로운 을 발1 particle charged particle
생시키며 형성된 내에서 연속적인 플라즈마를 생성하게된다 생성된magentic field
플라즈마 중 양이온은 ion optical 내의 양음극 전극사이의 에 의하여grid potential
밖으로 인출되도록 하여 특정 에너지를 갖는 이온을 얻는 것이다 이온원 플라즈마
의 을 위하여 사의 와generation Comdel 80 500W (Model CPS-500AS80)
를 사용하였으며 및 에 전압1356 RF generator Emitting grid accelerating grid
을 인가하기 위하여 의 를 사용하였다2KV DC power supply
적용된 는 의 조절에 의해 를 까지 조RF ion source RF power ion currrent 5~80 Aμ
절할 수 있으며 에 인가된 전압의 조절에 의해 의 에너지 조절grid 200~ 2000eV
이 가능하다 이온원은 크게 및 부 공급 및 부 magnet support gas discharge
부 부로 나눌 수 있으며 구성도는 아래 그림 과 같mat ching box optical grid [ 1]
다
그림 의 구성도[ 1] Ion Source
- 15 -
가 Magnet Array
의 설치목적은 전자의 나선형 운동을 유도함으로써 평균자유경로를Magnet array
길게하는데 있다 전자의 을 증가시켜 연속적인 플라즈마를 발생시키는 것 life time
이다 이온원에는 크기 인 를 사용하여 플라즈마의 20times30times10t 20times30times35t SmCo5
고온분위기에서도 자성을 쉽게 잃지 않으며 각각 개로 구성되어 개의 을 28 4 6 pile
이루고 있다 에의한 이온원의 자력분포는 그림 과 같다 Magnet array [ 2] Magnet
지지부는 강자성물질중의 하나인 순철이며 의 상하 주 quartz discharge chamber
변에는 판형을 이루고 있으며 부에 열전도계수가 높은 를 사용 flange Copper Rod
하여 플라즈마에 의해 발생된 열이 쉽게 방출되는 구조를 갖고 있다
그림[ 2] Ion Source Magnet Array(2times3)
나 Matching Box
의 고주파를 사용하는 는 의 출력Radio frequency linear ion source RF power
값에 상응하는 부의 값의impedance plasma discharge load impedance matching
여부가 의 특성을 크게 좌우하게된다 의 출력이Ion beam current RF generator
까지 모두 전달되어 효율적인 플라즈마를 발생시키기 위해서는antenna discharge
부의 가 가능한 적어 를 최소화되어야 바람직하나impedance reflecting power
값은 량 및 상태 주변환경 등의 변화에 매load impenance gas insulator ground
우 민감하게 반응하고 고주파의 노출시 각종전자장치 및 인체에 치명적일 수 있어
고주파의 에 각별한 주의를 필요로한다 의 값은 약shield antenna inductance 19 X
10-8 이며 사의H Jennings VVC(Vacuum Variable Capacitor 7 ~ 500 pF 5KV)μ
를 사용하여 값을 조절하였다capacitance
- 16 -
그림 의 전기회로 개략도[ 3] Matching Box
다 Ion Optical Grid
는 내부의 중 만을 인출Ion beam optical grid gas discharge chamber plasma +ion
시키는 역할을 한다 아래 그림 에서 와 사이에 [ 4] emitting grid accelerating grid
높은 을 인가하여 을 인출하고 외부에는 로써potential +ion decelerating grid
가 있어 외부의 및 의 유입을 방지하는 기능을 하ground electron charged particle
고 있다
그림 의 개략도[ 4] Ion Optical Grid
되는 은 사이의 차이 만큼의 에너지Emitting ion emitting-accelerating gird potential
를 갖게되며 작동시 의 인가전압을 조절함으로써 의 에너지를 조절emitting grid Ion
할 수 있도록 되어있다
- 17 -
그림 에서의 변화[ 5] Optical Grid Potential
각 는 의 일정한 간격을 유지하고 있으며 플라즈마 발생시 온도grid 08 ~ 12
에 의한 변형을 막기 위해 선팽창계수가 낮은 박판 소재를 사용하고 있titanium (1t)
다 본 과제어 적용된 는 아래 그림 과 같다 RF ion source [ 6]
그림[ 6] RF Ion Source
이온원의 특성2
가 의 조절성 Ion Current
의 특성은 개구부의 단면적이 인 에RF linear ion source 1 faraday cup DC
의 전압을 인가한 후 이온 전류를 측정하였다 그림 는27V [ 7] Ion source RF
의 조절에 의하여 의 가 조절되며 에power ion beam current density emitting grid
인가전압을 조절함으로써 의 를 조절할 수 있도록 되어 있다 Ion Beam energy Ar
O2 의 유량 는 인 조건에서 측정된gas 15sccm ion beam energy 1KeV ion beam
의 값은 그림 에 나타내었다current [ 8]
- 18 -
그림 및 측정[ 7] Faraday Cup Ion Current
그림 에 따른[ 8] RF Power Ion Current Density
그림 에서 알 수 있듯이 원자량 또는 분자량이 클수록 같은 에서 이[ 8] RF power
온 전류가 많이 생성되는 것을 알 수 있다 이는 질량이 무거울수록 미분산란 단면
적이 증가하여 이온화가 잘 되기 때문이며 는 공급을 Ion current density RF power
로 증가시킴에 따라 까지의 범위에서 비교적 선형적으로10~130W 5 ~ 38 Aμ
증가됨을 알수 있다 의 조절성 확보와 Ion beam current 5times10-4 ~ 3times10-5 의torr
넓은 작동영역은 플라스틱 표면처리의 다양한 적용을 가능하게 하였다
- 19 -
나 의 Ion Beam Uniformity
플라스틱 모재의 표면개질 및 에 사용된 는 대면cleaning linear ion beam source
적 기판의 표면처리에 있어서 의 균일성 확보는 필수적이라 할 수 있다ion beam
더욱이 플라스틱의 경우 친수성 증대를 위한 량의 적정영역 폭은 상대적ion dose
으로 광범위하지 않아 균일성이 낮을 시는 대면적 시료를 일괄처리할 수 없어 후공
정인 반사막 및 다층막의 부분적 박리 및 을 유발할 수 있다crack
와의 거리가 인 지점에서Optical grid 400 Ar 20 sccm RF 60W ion beam
는 각각 이고 진공도energy 05 1KeV 8x10-5 에서 측정된 의torr ion beam current
분포를 그림 에 나타내었다 의 는 로 시료크기[ 9] Ion Beam uniformity 82 500
이상의 대면적에서 사용가능하다고 할 수 있다
그림[ 9] Linear Ion Beam Profile
제 절 고진공 금속증착2
증착막의 균일성1 (uniformity)
본 개발에 사용된 의 은 수많은 전자의 충돌에의해 증Electron-Beam Gun crucible
착물이 되는 시발점이며 종종 점증발원으로 이상화되어 수학적으로 해evaporation
석되고 있다 이 때 증발된 물질은 불균일하게 방사형으로 퍼져 나가기 때문에 평
면 모재에 균일한 박막을 증착하기는 그리 쉽지않다 증발된 물질은 일반적으로
COS2의 법칙을 만족하여 증발된다고 알려져 있으며 이에 대한 대책으로 안경렌즈
등 광학 코팅업체에서는 형의 기판 를 설치하여 회전시키고 고정 를dome jig mask
제작하여 균일성을 확보하고 있다 그러나 본 과제와 같이 대면적 평판의 경우 장
단의 차가 매우 커서 회전방식을 이용할 경우 공간의 효율적 활용이 어렵고 증착물
의 소모가 너무 많은 단점이 있어 기판의 평행이송과 고정 를 복합적용하여mask
증착박막의 균일성을 확보코자 하였다
- 20 -
가 이론적 두께 분포
증발원의 형상 및 기판의 상대위치에 따른 박막의 두께분포는 수식에 의해 계산이
가능하며 점증발원에서 높은 거리에 있는 평면상의 중심 에서 만큼 떨어져 있 0 X
는 점에서의 막두께 는 기하학적 가정과 해석을 통해 다음과 같이 구할 수 있다t
그림[ 10]
m 증발량 h 증발원과 기판과의 수직거리
p 증착물질의 밀도 x 기판의 중심에서 측정하고자하는 미소평면과의 거리
그림 점증발원의 기하학적해석[ 10]
아래의 그림 은 점증발원 및 미소평면증발원인 경우 각각 평면기판상에 증착된[ 11]
막의 두께 분포를 수식에 의해 구한 결과이다
그림 수식에 의한 증착막의 두께분포[ 11] (H Macleod)
- 21 -
축은 중심에서의 두께에 대한 비를 나타내며 축은 점에서 측정하고자 하는 미Y X 0
소평면까지의 거리 와 증발원과 기판사이의 거리 에 대한 비를 나타내고 있다 중X h
심부에서 최대의 두께를 나타내며 가 인 부터는 급격한 변화가 있으나 연속 Xh 03
적으로 감소함을 알 수 있다
제 절 플라스틱 특성평가3
광흡수율1
가 의 구비조건 Spectrophotometer
파장범위는 를 측정할 수 있어야 한다1) 340 ~ 780nm
측정 파장 간격은 이하로하고 분광측정기의 사출 슬릿에서 나오는 방사2) 10nm
속의 유효 파장폭은 이하로 한다10nm
측광방식은 기준물체로 부터의 투과 광속 또는 반사광속의 비교 측정에 의한 것3)
으로 하고 측과의 정확성은 측광 범위 최대 눈금의 이내로 하고 반복 정밀도 1
는 이내로 한다05
분광측정기 파장눈금의 치우침은 분광 측광기의 투과 파장대에 대한 최대 강도4)
의 파장으로부터 이내로 한다1nm
나 측정방법
투과율 측정방법 시료면의 법선방향에서 분광 측정기의 사출 슬릿에서 나오는1)
평행에 가까운 광선속을 입사시켜서 그 투과광의 방향에서 간격의 파장에 10nm
대해 분광 투과율을 측정한다 기준 물체는 광로 중에 시료를 삽입하지 않는 경우
의 공기층으로서 그 분광투과율을 로한다1
반사율 측정방법 시료의 면에 대해서 법선에 대한 각도가 도를 초과하지 않2) 15
는 입사각으로서 분광 측정기의 사출 슬릿에서 나오는 평행에 가까운 광선속을 입
사시켜서 간격의 파장에 대해서 분광반사율을 측정한다 기준 물체로서는 절10nm
대 반사율 측정법에 따라 표준 거울면 반사체를 사용한다
- 22 -
흡수율 계산 금속박막의 광흡수율 은 전체 입사광 에서3) (A) 100 visual range
에서의 평균투과율(Tav 과 평균반사율) (Rav 의 을 뺀 광량을 다음식에서 구할 수 있)
다
광흡수율(A) = 100-(Tav+Rav)
다 평가시 주의사항
측정시 온도와 습도를 기록한다o Spectrophotometer
의 램프는 적어도 시험 분전에 켜 놓는다o Spectrophotometer 5
측정시 주변의 진동이 없도록한다o Spectrophotometer
표준 반사 시편은 주기적으로 평가하고 기록하여 보정계수를 수정한다o
내마모성2 (ASTM D1044)-TaberHaze Test
가 시험개요
이 시험 방법은 를 사용하여 시료표면에 를 발생시킨 후 광투Taber abraser haze
과율에 의한 값의 변화를 측정함으로써 표면의 내마모성을 평가하는 방법으haze
로 값이 클수록 내마모성이 나쁘고 작을수록 내마모성이 높다고 할 수 Haze()
있다
그림[ 12] Taber Abrasion Tester
- 23 -
나 시험방법
시료의 준비1)
시험할 시료는 깨끗하고 원형 혹은 사각으로 지름 이상 크기의 투명판상부재80
여야하며 두께는 이하가 바람직하다 시료의 중앙에는 홀가공되어 12 Taber
에 장착이 가능해야 한다Abraser
에의한 마모2) Taber Abraser
는 시편을 회전시키는 회전판과 회전하는 시편 표면에 접촉하여 표Taber Abraser
면을 마모시키는 두 개의 마모윤으로 이루어져 있다 시편을 회전판 위에 고정시킨
후 일정한 무게 를 갖는 마모윤을 시편 위에 올려놓아 하중을 가한 상태에서(500g)
마모윤과 시편을 동시에 회전시켜 표면을 마모시키는 장치로 하중 및 회전 cycle
은 시료에 따라 적용을 달리한다 시험환경은 온도 상대습도 23 plusmn 2 50 plusmn 5
이어야 하며 마모윤은 마다 교환해서 사용한다 100 cycle
측정3) Haze Valve
로 마모된 시편은 로 혼탁도 를 측정하여 내마모Taber Abraser Hazemeter (Haze)
성을 평가한다 는 투명판의 를 측정하는 장치로서 여기서 Hazemeter Haze Haze
란 시편이 얼마나 깨끗한가에 대한 척도이며 투명판에 빛을 비추었을 때 투명판을
투과하는 빛 중에서 입사광으로부터 보다 큰 각도로 벗어나는 빛의 백분율을25deg
뜻한다 한 시편 당 개 이상의 측정 점에서의 평균값을 구하고 마모 전에 측정 4
된 값과의 차 를 구한다haze Haze()
접착력3 (ASTM D3359)
코팅층의 접착력 평가를 위한 다양한 방법이 개발되고 있으나 대부분 금속 유리 등
무기소재가 주를 이루고 있으며 플라스틱과 같은 유기물과 코팅층과의 접착력을
정량적으로 평가하기에는 다소 한계가 있는 실정이다 일반적으로 가장 광범위하게
간단히 적용되는 방법은 이며 최근에는 임계하중값을 이용Cross-Cut-Tape-Test
하는 방법도 적용되고 있다scratch-test
가 Tape-Test 접착테이프 접착력시험법으로 그림 과 같이 칼로 간격으 [ 13] 1
로 개의 선을 직교하도록 긋고 접착테이프 사의 를 사용하여11 (3M 610)
한 코팅층 위에 밀착시킨 후 순간적으로 도 방향 테이프를 떼어 초cross-cut (45 )
기의 정사각형 수 개 와 시편에 잔존하는 코팅층의 정사각형 수를 비교함으로(100 )
써 부착력을 정량적으로 표현하는 방법이다 신뢰성 측면에서 곳이상에서 각 회 3 5
이상 실시 할 수 있다
- 24 -
그림[ 13] Cross-Cut Tape Test
나 Scratch Test 그림 과 같이 다이아몬드 팁이 달린 로 기 [ 14] Nano-indenter
판의 표면에 위치한 후 수직방향의 힘을 선형적으로 증가시키면서 동시에 수평방
향으로 기판을 등속으로 이송하여 표면의 긁힘 자국을 관찰한다 밀착력은 수평방
향의 전체 이송길이 에 대응하는 임계길이 에서의 임계하중을 간단한 비례식으로L
계산하여 밀착력 을 계산한다(N)
그림 스크레치 테스크 개념도[ 14]
표면경도4 (ASTM D3363)
가 개 요
플라스틱 코팅층의 표면경도는 경도값을 알고 있는 연필심을 이용하여 소재의 표면
경도를 평가하는 방법이다 분위기 온도범위와 습도 의 상 23 degC plusmn 2degC 50plusmn 5
대습도에서 시험한다
연필경도 단계는 다음과 같다
- 25 -
6B-5B-3B-2B-B-HB-F-H-2H-3H-4H-5H-6H-7H-8H
(Softer) (Harder)
나 시험 및 평가방법
경도를 알고있는 연필의 심 길이를 로하고 끝단을 심방향과 직각이도록1) 5~6
로 깍아 단면이 동심원이 되도록 준비한다 기계식 연필깍기 사포 등 사용90deg ( )
측정하려는 시편을 단단하고 수명한 면 위에 올려놓는다2)
준비된 연필을 시편면과 과가 되도록 올려 놓고 단단히 연필홀더에 고정시킨3) 45deg
다
연필심에 일정한 압력이 전달되도록 균일한 힘을 가하면서 균일한 속도로4) 65
이상을 전진시킨다
상기 번을 회 반복한다 확보된 다섯개의 경로선을 관찰하여 코팅층의5) 1234 3
긁힘여부를 확인한다
세개의 선 중 긁힘이 발생한 선이 있으면 아랫 등급의 연필을 사용하여 상기6)
를 반복한다12345
세개의 연필경로선 모두에서 긁힘 발생이 없으면 사용한 연필의 경도를 코팅층7)
의 표면경도로 기록한다
다 주의사항
시험전 시편의 표면에 오일 콤파운드 등을 제거하여 시험중 미끄럼발생이 없도
록 한다
시험중 연필심의 에지부에 크랙 파손이 발생할시에는 재가공후 시험한다
- 26 -
표면친수성 에너지5 ( )
플라스틱 모재의 향상을 위한 연구에 있어서 표면 특성의 정량적인 평가wettability
가 수행되어야 하며 직접적인 실험에 의한 향상정도를 확인할 수 있어야 한다 표
면 특성의 정량적인 평가로서 본 과제에서는 액체의 접촉각을 측정하여 표면에너지
를 구함으로써 향상정도를 비교할 수 있었으며 에 의해 향상됨cross-cut tape test
을 파악할 수 있었다 일반적으로 고체표면의 에너지는 표면의 형상조도에 의해 좌
우되는 와 극성작용기에 의한 의 합으로 계산된다dispersion force polar force
고체표면의 와 를 구하기 위해서는 물성을 알고있는 두dispersion force polar force
극성용액의 고체표면과의 을 측정함으로써 다음과 같이 간단히 계산wetting angle
할 수 있다
Wetting angle120563120574s
d Dispersion force of Solid120574ld Dispersion force of Liquid
120574sp Polar force of Solid
120574lp Polar force of Liquid
일반적으로 사용되는 극성용액은 차증류수와 용액을 사용하며 각 용액3 formamide
의 물성은 아래 표 과 같다[ 1]
표 극성용액의 물성[ 1]
각 용액의 을 측정하고 용액의 기지의 상수를 활용하여 상기식을 이wetting angle
용한 두방정식의 연립을 통하여 고체의 표면에너지를 계산하는 것이다 본 과제에
서는 의 에너지 및 량에 따라 고분자 및 하드코팅표면의ion beam dose wetting
을 측정하고 상기 식에 적용하여 표면에너지를 구할 수 있었으며 박막 증착angle
후 를 통하여 접착력의 향상을 확인할 수 있다cross-cut tape test
- 27 -
제 장 플라스틱 반투과반사 윈도우 코팅공정개발3
제 절 플라즈마 이온원에의한 표면처리1
산업전반에 걸쳐 광범위하게 사용되고 있는 플라스틱은 경량성 및 높은 생산성으로
인해 그 활용 폭을 점차 넓혀가고 있으나 플라스틱의 열에너지chemical reaction
에 의한 표면거칠기 열변형 무기물과의 접착력 등의 특성은 플라carbonization
스틱의 활용에 한계가 되고 있으며 이러한 문제를 해결하려는 연구개발이 다양한
분야에서 활발하게 진행되고 있다 특히 glow discharge electron beam arc
등의 방법으로 플라스틱 표면의 특성을 개선하기 위discharge corona discharge
한 연구가 이루어지고 있으며 일부 연구결과는 산업현장에서 적용되어 핵심공정으
로 자리를 잡고있다 본 과제에서는 에너지를 갖는 조사에 의한 고분자 ion beam
표면의 친수성을 높이고 표면에너지의 향상을 통하여 금속 무기물과의 를wettability
증진코자 하였다 수백 에서 수 의 에너지를 갖는 을 사용한 것과 KeV MeV ion beam
는 달리 내외의 에너지를 갖는 을 사용함으로써 플라스틱 표면의1KeV ion beam
큰 손상없이 만을 증진시켜 무기물과 고분자의 접착력이 혁신적으로 개wettabiIity
선되는 결과를 나타냈다
플라스틱 모재에 플라즈마 을 조사하여 의 량 변화에 따른ion beam ion beam dose
극성용액의 을 측정하였다 그림 는 의 에너지를wetting angle [ 15] ion beam 1
로 일정하게하고KeV O2와 이온 빔의 이온선량을Ar 1times1014 에서 1times1017 ion
의 범위로 변화시키며 조사하였을 때 증류수의 접촉각 변화를 나타낸 것이다
그림[ 15] Water Wetting Angle(lon Beam Energy 1KeV)
- 28 -
기판의 증류수에 대한 접촉각 측정은 플라즈마 이온빔 처리된 모재의 표면에 증류
수 를 각각 군데 떨어뜨린 후002 3 contact anglometer (Goniometer Model
를 사용하여 을 측정한 후 평균값을 취하였다G-1 ELMA Inc) wetting angle
플라스틱표면에 플라즈마 처리안된 시료의 증류수에 대한 접촉각은 였으며 플92deg
라즈마 표면 개질된 모재의 은 정도wetting angle 30deg (1times1017 로 떨어짐을ions )
확인할 수 있었다 표면에너지값을 구하기 위하여 포름아미드 용액의 접촉각을 같
은 방법으로 측정하였다 그림 이온선량이 증가하면서 접촉각이 조금씩 감소하[ 16]
는 경향은 증류수 접촉각 실험과 같은 경향을 보이고 있다
그림 포름아미드[ 16] Wetting Angle(Ion Beam Energy 1Kev)
물과 포름아미드 극성용액의 측정된 접촉각을 이용하여 플라스틱 모재의 표면에너
지를 구할 수 있었다 그림[ 17]
그림 이온선량에 따른[ 17] Surface Energy
- 29 -
표면거칠기에 큰 영향을 받는 의 경우 이온선량이 증가함에 따라dispersion force
대체적으로 완만한 변화를 보이고 있으나 의 경우 이온선량이 증가함에 polar force
따라 지속적으로 급격히 증가하여 이온선량이 1times1015 Ar+ 에서는ions 40 ergs
까지 도달하였으며 이온선량이 1times10 17 Ar+ 에 이르러서는 의ions 64 ergs
표면에너지까지 증가하여 초기의 보다는 배이상이 증가함을 알 수 있었30 ergs
다 이와 같은 변화는 이온 빔의 조사로 인하여 플라스틱 기판 표면에 free radical
이 생성되고 의 형성으로 설명되고 있다hydrophilic group
한편 의 에너지 변화에 따른 플라스틱의 표면에너지 변화를 알아보기 위 ion beam
하여 이온선량을 8x1016 Ar+ 로 일정하게 하고 의 에너지를ions ion beam
까지 일정하게 증가시키면서 물과의 접촉각을 측정하였다 그림1500eV [ 18]
그림 에 따른 물과의 접촉각 변화[ 18] Ion Beam Energy
플라스틱 종류별 차이는 있으나 대체로 내외였으며 이상에서는 점차40deg 1500eV
로 다시 증가하는 것을 보여주었다 으로 표면처리시 의 보다는 Ion beam ion energy
의 량에 지배를 받는 것으로 파악되었으며ion dose Ar+만의 조사보다는 02 분위기
에서의 Ar+ 조사시 효과가 높았으나 진공도가 낮아지는 점과 이 불안정하ion beam
다는 단점이 있어 Ar+ 만의 조사가 생산적용시에는 유리하다고 판단된다
- 30 -
제 절 하드코팅공정연구2
전처리 공정1
플라스틱 표면 상에 흡착 부착된 오일 미세먼지 지문 등 다양한 오염물은 하드코
팅 후 코팅층의 박리 핀홀 표면 얼룩 등의 다양한 불량을 초래할 수 있어 coating
액의 도포공정에 앞서 필수적으로 세정공정을 수행해야한다 본 과제에서는 초음파
세척방법을 전처리공정에 적용하여 하드코팅공정 연구를 수행하였다 그림 는 [ 19]
본 연구에 사용된 세척장치로써 세정액이 담긴 세정조 차 및 차 수세조와 탕세 1 2
조로 구성되어 있다
그림 초음파 세척 장치[ 19]
본 과제에서는 초음파를 기본적으로 사용하고 플라스틱 소재의 성형방법에 따라
표면특성 및 오염된 표면 이물질이 달라 각각 다른 공정 방법을 적용하였다
가 사출 및 압출 성형된 모재
대부분의 플라스틱 기판은 알카리 세제를 사용한 전처리공정으로 깨끗한 기판을 얻
을 수 있었으며 처리 후 부착력이 우수한 코팅층을 얻을 수 있었다 hard coating
세척순서는 아래와 같다
알카리 세제 수용액에 초음파 세척 분(1) 5 50~60 times 10
흐르는 수도물에 수세 대략 초(2) 10
증류수에 초음파 수세 분(3) 50~60 times 10
증류수에 탕세(4) 4 s 60~70
- 31 -
건조 분(5) 70 times 60
보관 에 보관(6) SUS box
나 성형된 모재 Casting
성형시 필수적으로 포함되는 모재의 이형성분을 제거하기위한 최적공정을Casting
파악하기 위해 세제의 농도 및 처리시간에 따른 실험을 수행하였다 실험은 1~
의 알카리 세제로 각각 분으로 나누어 초음파 처리하고 의 으10 5 10 30 50 IPA
로 분 범위내에서 시간을 달리하여 초음파 세척한 후 코팅제로3~10 A-104 hard
을 하였다 다음은 세척공정 순서이다coating
알카리 세제 수용액에 초음파 세척 분(1) 5 50~60 times 10
흐르는 수도물에 수세 대략 초(2) 10
수용액에 초음파 세척 분(3) 20~50 IPA 30~40 times 7~8
증류수에 초음파 수세 분(4) 50~60 times 10
증류수에 탕세(5) 4 s 60~70
건조 분(6) 70 times 60
보관 에 보관(7) SUS box
시편의 평가는 육안에 의한 얼룩의 유무확인과 에 의한 부착력cross-cut tape test
으로 판단하였다 알카리 세제와 농도가 각각 와 미만일 때는 오염 물질 IPA 5 50
이 완전히 제거되지 않아서 코팅막에 약간의 얼룩이 관찰되었으며 의 알카리 5
세제로 분 분간 초음파 세척과 분간 초음파 세척공정시에5 ~10 7 IPA hard coating
의 부착력이 우수하였고 코팅막에 얼룩도 발생하지 않았다
표 는 알카리세제와 수용액으로 세척된 기판위에[ 2] IPA PMMA casting hard
막을 형성시킨 후 코팅층의 부착력을 시험한 결과이다coating
표 기판에 대한 세척 코팅 접착력[ 2] PMMA Casting +
- 32 -
공정2 Dipping
하드코팅공정에 있어서 도포공정은 다양한 방법이 개발되어 있으며 본 과제에서는
두께조절성 액의 소모성 등을 고려해 디핑방식을 적용하였다 공정의 Dip-coating
개략적 방법은 다음과 같다
플라스틱 모재는 함수율이 높아 코팅전 모재건조를 실시한다(1)
플라스틱 모재에 묻어있는 먼지를 안에서 제전건으로 완벽히 제거(2) clean room
한 후 의 에 수직으로 고정시킨다dip-coater jig
시편을 코팅액이 담겨져 있는 코팅조에 일정한 속도로 하고 초간 유(3) dipping 10
지시킨다
의 인상속도를 조절 한 후 시편을 일정 속도로 인상한(4) Dip-coater (2~6 sec)
다
이 때 인상속도를 조절하여 코팅층의 두께를 조절할 수 있다 딥코팅시 분위기 습
도를 이하 온도 상온 코팅액 온도를 로 유지하여 액의 경시변RH 50 18 ~ 20
화를 최소화 해야한다 플라스틱렌즈 및 보안경 등 공정을 요하는 업 hard coating
체에서는 정도의 청정실에서 하드코팅을 실시하고 미만의 상대습class 1000 50
도 조건을 유지함으로써 대기 중의 먼지 부유물등에의한 오염을 최소화하고 있으
며 날씨변화에 따른 분위기 환경을 일정하게 유지하고 있다
코팅 분위기 조건의 변화는 경화 후 막에 에 의한hard coating particle pin-hole
과 현상 등을 일으킬 수 있으며 양질의 우수한 코팅막을 얻기가 힘들다 본hazing
연구에서는 인 의 을 설치하여 하class 1000 conventional air flow type clean room
드코팅공정을 실시하였다
그림 내부 사진[ 20]Clean room
- 33 -
내부에는 제전건 기 클린 오븐 광경화기 초음파세척장Clean room dip-coating
치 등의 설비를 구비하여 경화형 처리가 일괄적으로 처리됨으로써UV hard coating
우수한 물성의 하드코팅막을 얻을 수 있었다 그림 은 내부의 사 [ 20] clean room
진이며 작업시 내부온도는 습도는 이하를 유지하 hard coating 18~20 40RH
였다
전도체인 금속과 달리 플라스틱은 절연물질로 전기전하의 이동을 허용치 않아 마찰
등에 의하여 쉽게 정전기장을 형성하여 정전기장 내에 놓여있는 반대 극성을 갖는
입자를 끌어들이게 된다 이러한 입자를 제거하기 위해서는 플라스틱 표면 및 입자
의 극성을 중성으로 바꾸어 줌으로써 간단히 해결할 수 있다 본 과제에서는
공정 전에 공기를 이온화시켜 대량의 양 음이온을 발생시키는 장치인dipping
을 사용하여 을 제거할 수 있었으며 이물에의한 코팅층의Anti-Static-Gun particle
불량을 줄일 수 있었다
본 과제의 딥방식은 인상방식과 장치의 정밀성이 코팅특성을 좌우한다고 할 수 있
다 본 과제에 적요된 딥인상은 에의한 조의 인상 하강 방식으로 air-hydro type ㆍ
정숙성이 높은 방식이다
그림 장치 유공압[ 21] Dip-coating ( type)
- 34 -
실린더의 제어는 유공압 방식을 사용하였으며 이는 압축공기를 이용하여 유압실린
더를 제어하는 방식으로 공기의 압축성으로 인한 문제점을 개선한 것이다 즉 공기
압을 사용하면서 유압유니트와 같이 작동개시 때나 부하변동시에 접속구동이 가능
하고 저속 구동시 현상을 방지할 수 있는 유압실린더의 장점을 활용한 것 stick slip
이다 일반적으로 유공압은 실린더의 정밀정속구동 중간정지 이속제어나 로터리형
액츄에이터의 완속구동 등에도 많이 적용되고 있다 그림 은 본 실험에 사용한 [ 21]
유공압 방식의 장치로써 실린더와dip-coating air hydro type convertor coating
조 냉각 및 시스템 용량 사용 line filtering (chemical pump (10 min) 15 filter )ℓ
등으로 구성되어 있다
경화공정3
플라스틱 기판위에 경화형 액을 딥방식에의한 도포 후 에UV hard coating 50~70
서 분동안 시키고 램프 에의한 를 조사시키면3~5 pre-heating UV (200~400nm) UV
표면경도 및 내마모성이 우수한 막이 형성된다 표 에서는 본 연구에 사coating [ 3]
용되어진 코팅제 종류 및 경화조건을 나타내었다
표 코팅제 종류 및 경화 조건[ 3]
Maker Grade 용 도 경 화 조 건
사 국내L ( ) A-104GN 겸용PC amp PMMA파장UV lamp (250~360nm)
에너지UV 65~90mjcm2
사 국내H ( ) 0-299 용PMMA파장UV lamp (250~360nm)
에너지UV 60~85mjcm2
사 국외E ( ) C-220 겸용PC amp PMMAUV lamp 300Winch
이송속도 25ftmin
사 국외H ( ) B-8558 겸용PC amp PMMA파장UV lamp (250~360nm)
에너지UV 75mjcm2
본 과제의 광경화공정연구에 사용된 광경화기를 그림 에 나타내었으며 일반적[ 22]
인 광경화의 원리 및 메커니즘은 다음과 같다
가 경화원리 및 특징 UV
전자파 중 자외선 은 파장이 까지의 영역을 의미하고 있으나 경(UV) 10~400nm UV
화에 이용되는 파장범위는 대체로 이며 이 자외선이 화학작용에 유효200~400nm
한 것은 유기 화합물의 해리 분해반응을 일으킬 수 있는 강력한 에너지를 가지고
있기 때문이다
- 35 -
경화 메커니즘(1) UV
일반적으로 코팅제의 경화는 광개시제로부터 시작되는데 자외선이 갖는 에너지UV
에 의해 광개시제가 분해되어 라디칼 반응을 형성하여 반응을 유도할 수 있는 활성
체가 된다 이 활성체에 의하여 및 와 연쇄적으로 반응하여 망 monomer oligomer
상구조화된 고분자막이 형성되는 것이다
경화의 특징(2) UV
저온에서 경화가 가능하다 내열성이 좋지 않은 플라스틱 모재에도 고품질의(1)
막을 형성시킬 수 있다coating
경화속도가 빠르다 건조단위가 초단위로 설정되기 때문에 의 연속자동화가(2) line
가능하며 작업효율이 향상된다
예열시간이 짧아 신속한 작업이 가능하며 에너지가 절감된다(3)
운전관리가 간단하고 신뢰성이 높다(4)
그림[ 22] UV dryer
- 36 -
나 사 사양 UV dryer (EYE GRAPHICS model ECS-301G1)
종류 와 수은등(1) lamp metal halide
(2) lamp power 및 로 조절 가능 15KW 2KW 3KW
발광장(3) 250nm
반사판 집광형(4)
조사거리 으로 조절가능(5) 100 ~ 180
속도 으로 조절 가능(6) conveyer 08 ~ 8mmin
냉각 방식 공냉식(7)
제 절 고진공증착공정3
증착공정개발1
가 증착물질 및 증착조건
반투과반사 윈도우는 투과성과 반사성을 동시에 만족해야하며 일반적으로 금속박
막을 고진공증착함으로써 구현될 수 있다 이러한 금속박막은 진공영역에서 작업을
수행해야하며 스퍼터링과 증착이 주를 이루고 있다 그 중 스퍼터링 방법 e-beam
은 재현성이 우수하고 방식으로의 적용이 용이하다는 장점이 있으나in-line target
및 의 교체 초기조건설정 등이 용이하지 않아 본 과제에서는 다양한 재료cathode
를 코팅할 수 있는 을 적용하였다 유기물인 플라스틱상에 금속무기물e-beam type
의 접착력과 코팅후의 기계적 특성확보를 위해서는 다양한 증착공정 연구가 수행
되어야 한다 표 와 표 에 사용된 증착물의 물성과 증착조건을 각각 나타었 [ 4] [ 5]
다
표 주요 증착 물질의 물성표[ 4]
- 37 -
표 주요 증착물질의 증착조건[ 5]
나 측정값에 의한 증착막의 두께 분포
증착에 의한 증착막의 두께분포를 파악하기 위하여 크기의E-Beam 600 x500
위에 두께 의 증착속도 을 증착하였다 위치에 따른 증착glass 2500 AI ( 5 sec) Å Å
막의 두께를 측정하기 위하여 유리판 중앙부에서 바깥쪽으로 폭 간격 길이10 (
으로 등분하여 시편의 증착막두께를 으로 측정하였다 그림 계산30mm) 25 SEM [ 23]
에 의한 두께분포와 비교하였을 때 대체적인 경향은 비슷하지만 상대적으로 기울기
가 급함을 알 수 있다
그림 측정값에 의한 증착막의 두께분포[ 23]
두께측정시 사진에 의존한 측정이고 사용된 진공시스템은 이상화와는 거리가SEM
있어 약간의 차이가 발생되었다고 판단된다 측정된 값의 추세선을 구함으로써 고
정 의 제작시 로 활용할 수 있었으며 평행이송에 의한 균일성확보mask reference
연구에 참고데이터로 활용할 수 있었다
- 38 -
다 평행이송에 의한 균일성확보
기판의 평행이송과 고정 를 동시에 사용하여 두께가 균일한 박막을 제작하고mask
자 하였다 를 평행이송하여 동서방향의 균일성을 확보하고 이때 등두께를 기준 Jig
으로 동서방향을 등분하여 평면으로 이상화 해 구간내에서의 선의 형상을 두께13
기울기에 비례한 형상을 구현한 고정 를 제작하여 남북방향의 균일성을 확보하mask
고자 하였다 평행이송은 로 회전수를 inverter motor(LG -KMI400K1) 0~160rpm社
으로 조절하면서 이송하였으며 고정 는 기판이송방향의 직각방향에 대한 균일 mask
성만을 고려하여 설계제작하였다 그러나 에 의한 가림과 이송시 증착영역을 mask
벗어남으로 인해서 생기는 증착물 가 크다는 단점이 있었으며 고정 의 형loss mask
상은 증착물 증착율에 따라 다소 차이가 있어 여러 세트를 구비해야만 했다 수차
례 실험을 통해 증착물별 를 제작할 수 있었으며 평행이송속도를 증가시키고mask
왕복이송 횟수를 증가시킴으로써 이내의 균일성을 확보할 수 있었다10
시스템의 특성2 IBAD
가 증착시 온도의 변화
플라스틱 기판은 내열성이 낮아 열원에 장시간 노출되면 열변형과 함께 탄화되고
이 발생하여 박막물성에 악영향을 미칠 수 있으며 증착막과 비교하여out gassing
평균 수 십배 이상 선팽창계수가 높아 선팽창 차에 의한 박막의 과 박리를 일crack
으킬 수 있다 본 연구에서는 증착시 플라스틱에 미치는 분위기 온도의 영향을 파
악하고 적정 증착조건을 파악하기 위하여 금속 및 세라믹으로 나누어 증착시 분위
기온도 변화를 측정하였다
금속물의 시간에 따른 온도 변화(1)
은 분후 약 도정도 상승하여 시간에 따른 온도 변화가 거의 없었지만 은AI 10 3 Cr
약 도가 상승하여 급격한 상승을 보이고 있어 증착시 온도변화를 주목할 필요가12
있었다 더욱이 은 증착율이 높을수록 박막이 형태로 증착되어 반사율을 Cr granule
저하시키는 원인이 되었으며 막 자체에 도 많이 발생되었다 반투과반사 윈도crack
우 제작을 위한 금속박막 물질로는 보다는 이 온도측면에서 유리하다고 판단Cr AI
되었으며 아래의 그림 에 금속박막의 시간에 따른 온도의 변화를 비교하였다[ 24]
- 39 -
주) 증착률Al -10 sec EC-260~280Å
증착률Cr -10 sec EC-65 ~ 95Å
그림 금속박막의 시간에 따른 온도변화 비교[ 24]
세라믹의 시간에 따른 온도 변화(2)
세라믹은 금속과 달리 일반적으로 가 매우 높아 증착시 분위기온도melting point
상승이 매우 컸다 측정된 세라믹의 시간에 따른 온도의 변화는 그림 에 나타 [ 25]
내었다
주) SiO2 증착률 -10 sec EC-45 ~ 60Å
TiO2 증착률 -10 sec EC- 175Å
AI2O3 증착률 -10 sec EC-180~260Å
그림 세라믹박막의 시간에 따른 온도변화 비교[ 25]
- 40 -
그 중 SiO2 TiO2는 분 경과후 가량의 비교적 완만한 온도변화를 보이고 있10 10
으나 AI2O3는 가량의 급격한 온도상승을 보여 고증착율에서의 사용에는 한계30
가 있었다 실증착시에는 의 를 낮춤으로써 증착율 E-gun emission current 3~5 Å
내에서 증착하여 급격한 온도상승을 막을 수 있었다 AI2O3은 경도가 매우 높고 증
착시 조밀도가 높아 보호막으로 많이 사용되는 증착물이다 그러나 본 실험에서는
증착시 열발산이 특히 심하고 증착율을 낮추어도 온도가 급상승하여 증착시 crack
이 쉽게 발생하여 플라스틱 기판에는 부적합하다고 판단되었다
나 플라스틱의 Out gassing
기체방출 은 진공용기 속에서 사용하는 물질의 표면이나 내부에 흡착(out gassing)
되어 있던 분자들이 방출되는 현상을 의미하며 진공조의 압력상승 및 박막의 물성
에 큰 영향을 미치게 된다 또한 고진공 에서 배기시간을 증가시키고 최저 system
도달 압력을 결정짓는 직접적인 요인이 된다 표 는 주요 물질의 기체방출율을 [ 6]
나타낸 것이다
표 주요 물질의 기체방출율[ 6] (Pa m3sm2)
본 연구에서는 플라스틱 기판 장입 유무에 따라 의 영항에 의한 진공도out gassing
의 변화를 알아보기 위하여 진공조 내부에 기판 를 장입한PC (250times65times3 ) 10ea
후 진공도를 측정함으로써 장입전과 비교하여 변화가 있음을 알 수 있었으며 측정
된 값은 그림 에 나타내었다[ 26]
- 41 -
그림 플라스틱 기판 유 무에 따른 진공도 변화[ 26]
그림 의 결과에서 나타나듯이 플라스틱 기판의 장입시 배기속도가 다소 늦[ 26] (PC)
어짐을 알 수 있었으며 이는 플라스틱 모재가 함유한 수분 등의 에 의out gassing
한 차이로 보여진다 기체 방출률은 표면상태나 세척정도 등에 의해 크게 baking
좌우된다고 알려져있어 본 연구에서는 진공조 내부의 에 세심한 주의를 cleaning
기울였으며 함수율이 높은 플라스틱 기판의 세척공정과 함께 건조공정을 확립하고
을 설치하여 플라스틱 기판이 진공조에 머무는 시간을 최소화함load lock system
으로써 플라스틱 모재로 인한 을 최소화할 수 있었다 out gassing
- 42 -
제 장 시제품제작 및 특성분석4
제 절 상용제품의 특성분석1
본 과제의 반투과반사윈도우 개발을 위해서 일본 상용제품의 특성을 분석하였다
일본제품의 측정결과 상하부는 이며 층의 두게는SEM 147 121 m Top coatingμ
로 층보다는 다소 얇은 코팅층이였다 또한 금속박막층은106 m Base coating μ
으로 관찰이 용이하지 않으나 및 에 근거한 추정결과 내SEM RBS SEM data 20nm
외로 판단되었다 아래 그림 은 상용제품의 모재 상하면의 단면 사진이다 [ 27] SEM
그림 반투과반사 윈도우 상용제품의 사진 상 하단면[ 27] SEM ( )
그림 은 일본제품의 분석 결과이다 이온을 조사하였고 이 때[ 28] RBS He2+
는 였으며 고에너지에의한 플라스틱 표면의 손상을 줄이기beam energy 224MeV
위해 이온 량을 으로 낮게 설정하였다dose 80 C μ
그림 반투과반사 윈도우 상용제품의[ 28] RBS Spectrum
- 43 -
분석결과 표층에는 내외의 이 관찰되었으며 내부로 됨에 따라 유20nm AI etching
기물이 지속적으로 관찰되고 있음을 알 수 있다 그림 과는 달리 표면에 [ 27] top
층이 존재하지 않으며 표면에서는 층만이 존재함을 알 수 있다coating AI
제 절 플라즈마 표면처리2
플라스틱 반투과반사 윈도우 시제품제작을 위해 플라즈마 이온빔을 조사하여 플라
스틱 모재의 표면처리를 수행하였다 플라즈마는 의 고순도 의 999999 20 sccm
를 공급하면서 를 사용하여 발생시켰다 이 때 는Ar gas RF power RF Power 80W
였으며 는 로 설정하여 모재가 장착된 지그를 좌우 이송하 Ion Beam energy 1KeV
면서 표면처리공정을 수행하였다 는 Base Pressure 12times10-6 였으며torr Working
는Pressure 5x10-4 였다 조사시간은 로torr Ion Beam 120sec 5times1017 Ar+ ions
의 였다 그림 는 에의한 표면처리 후 표면의 상태를 보기위한dose [ 29] ion beam
사진이다 의 면적을 하였으며 곳을 측정하여 평균값을 취AFM 1 x 1 scanning 5
하였다 조사 전후 표면의 거칠기 는 에서 로 다소 증가하였으 Ion (Ra) 55 589Å Å
나 플라스틱의 표면에는 큰 손상을 주지는 않는 것으로 파악되었다
그림 표면개질전후의 사진[ 29] AFM
그림 은 표면처리후 플라스틱 모재 상에 증류수를 떨어트려 을[ 30] Wetting angle
측정한 결과이다 표면처리 전 의 이 로 크게 줄여 들어 722 deg Wetting angle 171 deg
표면친수성이 크게 향상되었음을 알 수 있다
- 44 -
그림[ 30] Wetting Angle Test
제 절 광경화에의한 하드코팅3
광경화 하드코팅공정1
반투과반사 윈도우로 사용되는 플라스틱 소재는 낮은 내열성과 표면경도로 인해 코
팅층의 내구성 높이는데 한계가 있어 유무기계 막을 형성시킴으로써 표hard coating
면경도나 내마모성 등의 기계적 특성을 크게 향상시켰으며 코팅후 소재의 내마모
성 표면경도에 대한 평가를 수행하였다 하드코팅 공정에 있어서 가장 유의해야할
사항 중 하나는 공기 중 무수히 존재하는 미세먼지 및 파티클에의한 코팅층의 오염
이라고 할 수 있다 코팅층에 포함된 파티클은 코팅액의 흐름과 두께불균일성을 발
생할 수 있으며 더욱이 투명제품의 파티클은 제품불량에 있어서 주요요인이라고
할 수 있다 미세 파티클은 세척공정에서부터 경화 후 포장공정에 까지 일관되게
제어되어야 하며 양압에의한 클린룸을 필요로 하고 있다 더욱이 도포 및 경화조건
은 온습도 매우 민감하여 클린룸에 의한 항온항습이 필수적이라고 할 수 있다 본
과제에서는 헤파필터에 의한 의 항온항습 클린룸에서 하드코팅공정을Class 1000
수행하였다
막의 두께 균일성을 파악하기 위하여 측정위치를 변화시키면서Hard coating SEM
에의한 두께를 측정하였다
가 측정 방법 인 플라스틱기판을 대략 정도 250 X65 X3(t) 150 dip-coating
하여 기판을 아래 그림 과 같이 크기로 등분 한 후[ 31] 65cmX25cm 5 (1) (2)
샘플을 로 절단하여 단면가공 후 으로 관찰하였다(3) 10 X 4 SEM
- 45 -
그림 시료의 크기 및 측정점[ 31]
나 측정 결과 시료의 각 위치에서의 코팅층 측정두께를 표 에 나타내었다 아 [ 7]
울러 단면 사진을 그림 에 나타내었다SEM [ 32]
표 막의 두께 측정 결과 사용[ 7] hard coating (SEM )
그림 층의 단면 사진[ 32] Hard coating SEM
시제품의 하드코팅층 물성평가2
플라스틱 반투과반사 윈도우용 소재는 표면경도 접착력 내마모성 등 waveness
다양한 물성들을 만족시켜야 한다 물성시험을 위한 시료는 상에 코 PMMA A-104
팅액을 속도로 인상하여 광경화공정을 통해 제작되었다2 s
- 46 -
가 내마모성
하드코팅된 소재의 내마모성은 를 사용하여 물성평가를 실시하였steel wool tester
다 은 를 사용하였으며 하중은 을 유지하였고 왕복회수는 Steel wool 0000 1kg 50
회로 설정하여 시험 후 각 시편의 스크레치 발생 정도를 비교분석함으로써 코팅층
을 평가할 수 있었다 그림 은 자체에서 설계 제작한 [ 33] steel wool scratch
의 사진이며 사양은 다음과 같다tester
기계규격 670 times 265 times 370①
로울러 지지축 운동규격 20 times 158 times 304 ( 120 )②
로울러 12 times 50③ empty회전축 모터와 연결축 11 ( )④ empty무게추 고정봉 5 times 80⑤ empty무게추 500g 2 ea 200g 4 ea 100g 4 ea⑥
밸런스 추 295g⑦
로울러축 지지대 20 times 24 times 62⑧
이동 정반 8 times 168 times 372⑨
시험품 고정판 40 84 times 150 ( 2 ea )⑩
가압 핸들 5 times40⑪
그림[ 33] Steel Wool Scratch Tester
나 표면경도
막은 내마모성과 표면경도에서 한계가 있는 플라스틱 표면특성을 향Hard coating
상시키기 위해 수행되었으며 딥방식에의한 도포와 에의한 광경화공정을 적용하 UV
였다
- 47 -
그림[ 34] Pencil Hardness Tester
딥 도포공정에서 인상속도를 로 유지하였다 표 는 플라스틱 모재 위에4 sec [ 8]
다양한 의 제를 사용하여 코팅한 실험 결과이며 표면연필경도는grade hard coating
로써 모재의 경도보다 단계 상승하였으며 코팅제로 막을4~5H 3~4 A-104 coating
형성시킨 경우 내스크레치성에서도 하중 하에서 으로 1kg steel wool 0000
막 위를 회 왕복하였을 때 막에 스크레치가 거의 발생하지 않았coating 50 coating
다
표 막에 대한 시험 결과[ 8] Hard coating (4 s)
- 48 -
제 절 고진공금속박막증착4
하드코팅막의 표면처리1
그림 플라즈마 표면처리된 하드코팅막의 사진[ 35] AFM
하드코팅막은 등 무기물을 다량 함유하고 있는 유무기의 혼합물질이다 고분silicon
자와는 달리 하드코팅막은 이온선량의 넓은 범위에 걸쳐서 증류수와의 접촉각이 매
우 낮았다
결과 막에 있어서는Water drop test hard coating 3times1015 ~ 4times1017 Ar+ ions
의 범위내의 량으로 증류수의 접촉각이 낮음을 알 수 있었다 증착막의 접ion dose
착력 향상정도를 확인하기 위하여 이온선량을 변화시키며 하드코팅층 표면에 dose
량에 따라 Ar+ 을 조사한 후 의 박막을 증착하여ion beam 100nm AI cross-cut
를 수행하였다 표tape test [ 9]
표 플라스틱 박막의 결과[ 9] HCAI Cross-cut tape test
하드코팅층의 에 의한 표면처리전 결과는 플라스틱에서처럼 모두 박리 되ion beam
었으나 의 량ion beam dose 5x1015 ~ 1x1017의 범위에서는 모두 접착력이 우수함
을 알 수 있었다 이는 하드코팅층위에 일부 무기질 재료가 포함되어 금속 박막과
의 친화성이 강하기 때문으로 판단되며 일반 고분자와는 달리 내열성이 매우 우수
하여 의 고에너지에서 수십분간의 조사에서도 표면에 탄화되는 경향이 없15 KeV
었다
- 49 -
미세금속박막증착2
플라스틱 반투과반사윈도우의 미세금속박막은 당사에서 보유하고 있는 고진공
시스템을 사용하여 증착하였다 그림 시스템을 구비하고 있IBAD [ 36] LoadLock
는 본 장비는 가 장착되어 있으며 모재의 평행이송과 를RF Plasma source Mask
사용하여 두께 균일성을 확보하였다
그림 증착 시스템[ 36] IBAD
반투과반사미러에 사용된 금속은 의 사의 을 사용하였다 당사에서9999 Cerac AI
보유하고 있는 4x10-6 진공도에서 을 사용하였다 증착시torr e-beam gun
는 증착율은 였으며 상하 좌우의 을 통Emission Current 280 5 sec Sweeping Å
해 균일한 증착율 유도하였다
그림 금속박막의 투과율[ 37] Spectrum
- 50 -
그림 금속박막의 전후면 반사[ 38] spectrum
사의 로 측정된 가시영역에서의 투과 반Hitachi U-2000 UV-Vis Spectrophotometer
사 을 그림 그림 에 나타내었다 각각의 투과반사율을 가시영spectrum [ 37] [ 38]
역에서의 평균값을 구한뒤 아래 표와 같이 흡수율을 구하였다 제작된 시제품의 흡[
수율은 였다248
표 금속증착막의 특성분석결과[ 10]
No 항 목 평 가 방 법 시 험 결 과
1 접 착 력 Cross-Cut 100100
2 투 과 율 Spectrophotometer 445
3 반사율 전면( ) Visual Range 307
4 반사율 후면( ) Visual Range 171
5 흡 수 율 Visual Range 248
- 51 -
제 장 결론5
제 절 연구결과1
플라즈마 표면처리공정연구 광경화에의한 하드코팅공정연구 고진공증착에의한 미
세 금속박막 증착연구개발을 통하여 수입되고 있는 플라스틱 반투과반사윈도우 소
재를 개발하였다 현재 상용되고 있는 수입소재의 기계적 광학적 특성을 분석을 통
하여 개발 목표치를 설정하였으며 최적 공정개발에의한 시제품제작을 완료하였다
시제품의 평가항목 및 특성치를 아래 표 에 나타내었다[ 12]
표 반투과반사윈도우 시제품의 특성표[ 12]
평 가 항 목 특성치 비 고
광흡수율1 () 248 분광기 기준30T
내마모성2 () 28 자체기준( haze)
접착력3 (x100) 100 회ASTMD3359 10
표면경도4 (H) 5 ASTMD3363 Mitsu-B
표면친수성5 (deg ) 171 Anglometer
미세파티클6 (1um) 01 Clean Room
본 과제 수행에의한 개발목표를 달성할 수 있었으며 주요기술개발내용은 다음과
같다 플라즈마를 이용하여 고분자 표면의 친수성 를 크게 높였으며 1) RF (171deg )
금속박막과의 접착력 을 크게 향상시켰다 광경화에의한 하드코팅공정(100100) 2)
개발에의해 플라스틱 표면경도 및 내마모성 을 크게 향상시켰다 고진(5H) (28) 3)
공 증착공정개발에의해 금속박막의 흡수율 을 크게 낮추어 광효율이 높은(248)
플라스틱 반투과반사 윈도우 시제품을 개발하였다 플라스틱 반투과반사윈도우 4)
소재를 평가하기 위한 광학적 기계적특성 평가기법을 확립하였다
- 52 -
제 절 향후전망2
개발된 플라스틱 반투과반사 윈도우는 플라스틱의 낮은 내열성과 표면경도 흡수율
을 개선하기 위한 것으로 최근 전자제품 정보통신부품 등 첨단전자제품에 적극 채
택되고 있다 특히 휴대폰 및 디스플레이의 투과창 소재가 기존 에서 투명플 glass
라스틱으로 적극 채택되면서 관련 공정기술개발과 함께 소재특성을 위한 다양한 연
구가 활발히 추진되고 있으며 선진국에서는 개발완료에 따른 양산체제 구축으로
전세계 시장을 석권하고 있는 상황이다
본 과제에의한 플라스틱 반투과반사 윈도우의 시제품은 수입시판되고 있는 상용소
재와 동등이상의 특성을 나타내고 있어 향후 양산설비 및 양산공정연구에의한 소
재의 국산화가 가능하다고 할 수있다 또한 본 과제의 플라즈마 표면처리는 저온
표면처리를 요하는 광학용 플라스틱 소재의 표면처리에 활용될 수 있으며 광경화에
의한 하드코팅공정은 기존 열경화방식과는 달리 화가 가능하며 대량 양산in-line
체제를 갖출 수 있어 향후 큰 폭의 성장이 기대된다
- 53 -
참 고 문 헌
1 Oleg A Popov ldquoHigh Density Plasma Sourcesrdquo NOYES Publications(1995)
전자기술연구회 초음파 응용 기문사2 ldquo ( 1997)
임준섭외 명3 4 ldquoImprovement in Surface Hardness of Plastic Surface Mirrorrdquo
Korea-Russia Symposium(1998)
4 Lan G Brown ldquoThe Physics and Technology of Ion Sourcerdquo John Wiley amp
Sons(1989)
이규환 외 명 진공증착법으로 제조된 박막의 밀착성에 관한연구 한국5 4 ldquo AI-Cr rdquo
표면공학회지 VoI27No1Feb(1994)
한성남 외 명6 4 ldquoImproving Wettability of Polycarbonate and adhesion with
aluminum by Ar+ ion irradiationrdquo JMaterial Res Vol9 Sep(1995)
한성남외 명 표면에 아르곤 조사와 친수성증대7 4 ldquoPolymethylmethacrylate rdquo The
Korean Physical Society Vol8No2 Mar pp193~198(1995)
인하대 광기술교육센터 광학시스템의 설계 및 평가 인하대 광기술교육센터8 ldquo rdquo
(1999)
임준섭외 명9 5 ldquoEffect of Ion Beam Assisted Cleaning on Adhesion of AI to
Polymer Substrate of PC and PMMArdquo Asian Finish lsquo98(1998)
10 CJ Brinker and GW Scherrer ldquoSol-Gel Science The Physics and
Chemistry of Sol-Gel ProcessingrdquoAcademic Press NY(1990)
아주공업 주 표면처리 기술을 이용한 자동차용 후사경 개발 산업자11 ( )rdquoPlasma rdquo
원부 최종보고서(2000)
고성진외 명 자동차용 플라스틱 미러와 그 제조방법 아주공업 주12 2 rdquo rdquo ( )(2002)
아주공업 주 플라즈마 기술을 이용한 오토바이 헬멧용 무적쉴드개발 중소기13 ( ) ldquo rdquo
업청 최종보고서(2002)
박원규 졸겔법의 응용과 제품 명현문화사14 rdquo rdquo (1999)
홍진후 경화코팅 조선대학교 출판부15 rdquoUV rdquo (2002)
- 8 -
표 차 례lt gt
표 극성용액의 물성[ 1]
표 기판에 대한 세척 코팅 접착력[ 2] PMMA Casting +
표 코팅제 종류 및 경화조건[ 3]
표 주요 증착 물질의 물성표[ 4]
표 주요 증착물질의 증착조건[ 5]
표 주요 물질의 기체방출율[ 6]
표 막의 두께측정결과[ 7] Hard Coating (SEM)
표 막에 대한 시험결과[ 8] Hard Coating
표 플라스틱 박막의 결과[ 9] HCAI Cross-Cut Tape Test
표 금속증착막의 특성분석결과[ 10]
표 반투과반사 윈도우 시제품의 특성표[ 11]
- 9 -
lt 그 림 차 례 gt
그림 의 구성도[ 1] Ion Source
그림[ 2] Ion Source Magnet Array(2x3)
그림 의 전기회로 개략도[ 3] Matching Box
그림 의 개략도[ 4] Ion Optical Grid
그림 에서의 변화[ 5] Optical Grid Potential
그림[ 6] RF Ion Source
그림 및 측정[ 7] Faraday Cup Ion Current
그림 에 따른[ 8] RF Power Ion Current Density
그림[ 9] Linear Ion Beam Porfile
그림 점증발원의 기학학적 해석[ 10]
그림 수식에의한 증착막의 두께분포[ 11]
그림[ 12] Taber Abrasion Tester
그림[ 13] Cross-Cut Tape Test
그림 스크레치 테스트 개념도[ 14]
그림[ 15] Water Wetting Angle(IBE 1KeV)
그림 포름아미드[ 16] Wetting Angle(lBE 1KeV)
그림 이온선량에 따른[ 17] Surface Energy
그림 에 따른 물과의 접촉각 변화[ 18] Ion Beam Energy
그림 초음파 세척장치[ 19]
그림 내부사진[ 20] Clean Room
그림 장치 유공압[ 21] Dip-Coating ( type)
그림[ 22] UV Dryer
- 10 -
그림 측정값에의한 증착막의 두께분포[ 23]
그림 금속박막의 시간에 따른 온도변화 비교[ 24]
그림 세라믹 박막의 시간에 따른 온도변화 비교[ 25]
그림 플라스틱 기판 유무에 따른 진공도 변화[ 26]
그림 반투과반사 윈도우 상용제품의 사진[ 27] SEM
그림 반투과반사 윈도우 상용제품의[ 28] RBS Spectrum
그림 표면개질 전후의 사진[ 29] AFM
그림[ 30] Wetting Angle Test
그림 시료의 크기 및 측정점[ 31]
그림 층의 단면 사진[ 32] Hard Coating SEM
그림[ 33] Steel Wool Scratch Tester
그림[ 34] Pencil Hardness Tester
그림 플라즈마 표면처리된 하드코팅막의 사진[ 35] AFM
그림 증착시스템[ 36] IBAD
그림 금속박막의 투과율[ 37] Spectrum
그림 금속박막의 전후면 반사[ 38] Spectrum
- 11 -
제 장 서 론1
국내전자산업은 정보통신 컴퓨터 전자부품 등을 주축으로 생산규모면에 있어서 세
계 위 로 주요생산국 중 하나이며 최근 디지털화 인터넷붐 등으로 매년5 ( lsquo00)
내외의 고속성장을 하고 있다 국내 전자산업은 전체산업의 약 의 비중을20 13
차지하고 있으나 일부 핵심부품 및 소재는 관련기술의 부족으로 일본 미국 등 관
련 선진국으로부터 수입에 의존하고 있어 이에 대한 대책 및 전략적 기술 개발에
의한 국산화가 시급한 실정이다 또한 플라스틱 소재는 높은 성형성 경량성 및 탄
성이 우수하여 자동차 항공기 가전제품 등 모든 산업분야에서 기존의 금속 유리
등 무기물을 급속히 대체하고 있으며 표면처리를 통한 플라스틱의 낮은 내열성 내
마모성 등의 단점을 보완하고 기능성을 개선함으로써 그 활용 폭이 지속적으로 확
대되고 있는 상황이다
플라스틱 반투과반사 윈도우는 년 일본 사의 에 첫 적1997 Sony Portable Audio
용된 후 첨단 전자제품에 급격히 파급되고 있으며 삼성 대우 등 국내 전자LG
업체에서도 디자인성이 높아 최근 첨단전제품의 전면에 반투과반사윈도우를 적극
채용하고 있는 추세이다 그러나 플라스틱 반투과반사 윈도우는 내부 광원으로부터
의 가시광은 투과하면서도 외부의 빛은 반사시키는 기능이 있어야하며 흡수율이
낮아 광효율이 높아야 하고 순수금속층을 수 십 나노 두께로 균일하게 코팅해야하
는 어려움이 있으며 더욱이 유기 물인 플라스틱과의 접착력을 높일 수 있는 플라
스틱 표면처리기술과 미세파티클 제어를 위한 청정기술 등을 필요로하는 복합적인
기술 제품이다 현재 국내 전자업체에서는 고가의 반투과반사 윈도우용 소재를 수
입하여 인쇄 및 가공 등 후가공 기술만을 확보하고 있어 코팅층의 박리 얼CNC
룩 접착력 저하 등의 발생시 문제해결에 한계가 있는 상황으로 관련기술 개발에의
한 플라스틱 윈도우 부품소재의 국산화 및 수입대체가 절실하며 국내 전자제품의
원가경쟁력 향상을 위해서도 시급히 개발되어야할 기술이다
- 12 -
본 과제는 플라즈마에의한 표면개질로 고분자 표면의 친수성증대 및 금속층과RF
의 접착력 향상을 위한 표면처리기술 유공압 디핑방식에의한 코팅층의 도포 및 자
외선에의한 광경화 하드코팅기술 전자선 증발 평행이송 및 매스크설계에의한 미세
금속박막 증착공정 기술개발 및 각 공정의 최적화를 통한 시제품을 제작하는 것이
며 아울러 플라스틱 반투과 반사윈도우소재의 기계적 광학적 특성 평가 기술을 확
립하는데 있다
- 13 -
제 장 관련기술의 이론적 배경2
제 절 플라즈마에의한 표면처리1
다양한 산업분야에서 광범위하게 적용되고 있는 플라스틱 소재는 높은 성형성 경
량성으로 인해 폭발적인 성장을 하고 있으며 최근에는 기존 금속 목재 등 무기물
을 급속하게 대체하고 있는 상황이다 그러나 플라스틱은 낮은 내열성 내마모성
마찰에의한 정전성 등의 단점을 갖고 있으며 특히 광학용 소재로 사용시 정밀세정
이 용이하지 않아 다양한 세정방법이 모색되고 있는 상황이다 일반적으로 플라스
틱 오염물은 초음파세척에 의해 제거가 가능하나 모재에 물리 또는 화학적으로 붙
어있는 이물질이나 모재 표면 자체가 갖고 있는 표면 거칠기(surface roughness)
등의 개선에는 한계가 있어 코팅층과의 박리가 발생하는 문제점이 있어왔다 최근
이러한 문제점을 해결하기 위해 저온 플라즈마 를 이용한 플라즈마 표면처(plasma)
리기술이 도입되고 있으며 더욱이 플라즈마는 플라스틱 표면에 친수성기를 활성
화할 수 있는 장점이 있어 코팅층의 접착력 향상에 있어 핵심적인 방법으로 평가받
고 있다 이 방법은 전리된 전자와 이온이 전기장에 의해 운동하면서 모재 표면에
충돌하여 표면에 존재하는 유무기물 등 오염물을 제거하고 미세에칭을 통해 표면
조도를 향상시키는 역할을 하는 것으로 알려져 있다 플라즈마 표면처리 장치에서
플라즈마 발생 장치는 고전압을 이용한 직류 플라즈마 원이 있고 주파수가 1356
혹은 그의 배수인 플라즈마 원 등이 있다 직류 플라즈RF (RF-plasma source)
마 원은 구조가 간단하고 사용하기 편리하지만 절연체가 두 전극 사이에 있을 경
우 절연체 표면에 전자가 쌓여서 또 하나의 음극을 형성하여 플라즈마가 형성되지
않아 절연체 표면처리에는 적용이 불가능하다고 활 수 있다 이런 이유로 본 연구
에서는 절연체인 고분자의 표면처리를 위해 및 를RF plasma source Optical Grid
이용한 를 적용하여 표면처리를 수행하였다Ion Beam source
원리 및 구성1 Plasma Ion Beam Source
내열성이 취약한 등 엔지니어링 플라스틱의 표면에 금속 및 세라믹박막PC PMMA
을 증착하기 위한 표면처리방법으로 상온에서 모재의 표면손상을 최소화할 수 있
는 저온 플라즈마 이온원의 활용은 필수적이라고 할 수 있다 본 과제에서는 플라
스틱 기판의 표면처리를 위해 의 를 적용하filamentless type RF ion beam source
였으며 개략적인 부품의 구성 및 작동원리는 다음과 같다
- 14 -
에서 발생된 는 의 을 따라 흐르면서 주변에RF generator microwave antenna coil
를 형성하고 동시에 는 를 형성하게magnetic field AC magnetic field electric field
된다 를 통하여 공급된 중에 존재하는 일부 은 형성된 MFC gas charged particle
내를 이동하면서 내부에서의 많은 중성입자들electic field gas discharge chamber
과 연속적인 충돌을 일으키고 차 충돌된 은 새로운 을 발1 particle charged particle
생시키며 형성된 내에서 연속적인 플라즈마를 생성하게된다 생성된magentic field
플라즈마 중 양이온은 ion optical 내의 양음극 전극사이의 에 의하여grid potential
밖으로 인출되도록 하여 특정 에너지를 갖는 이온을 얻는 것이다 이온원 플라즈마
의 을 위하여 사의 와generation Comdel 80 500W (Model CPS-500AS80)
를 사용하였으며 및 에 전압1356 RF generator Emitting grid accelerating grid
을 인가하기 위하여 의 를 사용하였다2KV DC power supply
적용된 는 의 조절에 의해 를 까지 조RF ion source RF power ion currrent 5~80 Aμ
절할 수 있으며 에 인가된 전압의 조절에 의해 의 에너지 조절grid 200~ 2000eV
이 가능하다 이온원은 크게 및 부 공급 및 부 magnet support gas discharge
부 부로 나눌 수 있으며 구성도는 아래 그림 과 같mat ching box optical grid [ 1]
다
그림 의 구성도[ 1] Ion Source
- 15 -
가 Magnet Array
의 설치목적은 전자의 나선형 운동을 유도함으로써 평균자유경로를Magnet array
길게하는데 있다 전자의 을 증가시켜 연속적인 플라즈마를 발생시키는 것 life time
이다 이온원에는 크기 인 를 사용하여 플라즈마의 20times30times10t 20times30times35t SmCo5
고온분위기에서도 자성을 쉽게 잃지 않으며 각각 개로 구성되어 개의 을 28 4 6 pile
이루고 있다 에의한 이온원의 자력분포는 그림 과 같다 Magnet array [ 2] Magnet
지지부는 강자성물질중의 하나인 순철이며 의 상하 주 quartz discharge chamber
변에는 판형을 이루고 있으며 부에 열전도계수가 높은 를 사용 flange Copper Rod
하여 플라즈마에 의해 발생된 열이 쉽게 방출되는 구조를 갖고 있다
그림[ 2] Ion Source Magnet Array(2times3)
나 Matching Box
의 고주파를 사용하는 는 의 출력Radio frequency linear ion source RF power
값에 상응하는 부의 값의impedance plasma discharge load impedance matching
여부가 의 특성을 크게 좌우하게된다 의 출력이Ion beam current RF generator
까지 모두 전달되어 효율적인 플라즈마를 발생시키기 위해서는antenna discharge
부의 가 가능한 적어 를 최소화되어야 바람직하나impedance reflecting power
값은 량 및 상태 주변환경 등의 변화에 매load impenance gas insulator ground
우 민감하게 반응하고 고주파의 노출시 각종전자장치 및 인체에 치명적일 수 있어
고주파의 에 각별한 주의를 필요로한다 의 값은 약shield antenna inductance 19 X
10-8 이며 사의H Jennings VVC(Vacuum Variable Capacitor 7 ~ 500 pF 5KV)μ
를 사용하여 값을 조절하였다capacitance
- 16 -
그림 의 전기회로 개략도[ 3] Matching Box
다 Ion Optical Grid
는 내부의 중 만을 인출Ion beam optical grid gas discharge chamber plasma +ion
시키는 역할을 한다 아래 그림 에서 와 사이에 [ 4] emitting grid accelerating grid
높은 을 인가하여 을 인출하고 외부에는 로써potential +ion decelerating grid
가 있어 외부의 및 의 유입을 방지하는 기능을 하ground electron charged particle
고 있다
그림 의 개략도[ 4] Ion Optical Grid
되는 은 사이의 차이 만큼의 에너지Emitting ion emitting-accelerating gird potential
를 갖게되며 작동시 의 인가전압을 조절함으로써 의 에너지를 조절emitting grid Ion
할 수 있도록 되어있다
- 17 -
그림 에서의 변화[ 5] Optical Grid Potential
각 는 의 일정한 간격을 유지하고 있으며 플라즈마 발생시 온도grid 08 ~ 12
에 의한 변형을 막기 위해 선팽창계수가 낮은 박판 소재를 사용하고 있titanium (1t)
다 본 과제어 적용된 는 아래 그림 과 같다 RF ion source [ 6]
그림[ 6] RF Ion Source
이온원의 특성2
가 의 조절성 Ion Current
의 특성은 개구부의 단면적이 인 에RF linear ion source 1 faraday cup DC
의 전압을 인가한 후 이온 전류를 측정하였다 그림 는27V [ 7] Ion source RF
의 조절에 의하여 의 가 조절되며 에power ion beam current density emitting grid
인가전압을 조절함으로써 의 를 조절할 수 있도록 되어 있다 Ion Beam energy Ar
O2 의 유량 는 인 조건에서 측정된gas 15sccm ion beam energy 1KeV ion beam
의 값은 그림 에 나타내었다current [ 8]
- 18 -
그림 및 측정[ 7] Faraday Cup Ion Current
그림 에 따른[ 8] RF Power Ion Current Density
그림 에서 알 수 있듯이 원자량 또는 분자량이 클수록 같은 에서 이[ 8] RF power
온 전류가 많이 생성되는 것을 알 수 있다 이는 질량이 무거울수록 미분산란 단면
적이 증가하여 이온화가 잘 되기 때문이며 는 공급을 Ion current density RF power
로 증가시킴에 따라 까지의 범위에서 비교적 선형적으로10~130W 5 ~ 38 Aμ
증가됨을 알수 있다 의 조절성 확보와 Ion beam current 5times10-4 ~ 3times10-5 의torr
넓은 작동영역은 플라스틱 표면처리의 다양한 적용을 가능하게 하였다
- 19 -
나 의 Ion Beam Uniformity
플라스틱 모재의 표면개질 및 에 사용된 는 대면cleaning linear ion beam source
적 기판의 표면처리에 있어서 의 균일성 확보는 필수적이라 할 수 있다ion beam
더욱이 플라스틱의 경우 친수성 증대를 위한 량의 적정영역 폭은 상대적ion dose
으로 광범위하지 않아 균일성이 낮을 시는 대면적 시료를 일괄처리할 수 없어 후공
정인 반사막 및 다층막의 부분적 박리 및 을 유발할 수 있다crack
와의 거리가 인 지점에서Optical grid 400 Ar 20 sccm RF 60W ion beam
는 각각 이고 진공도energy 05 1KeV 8x10-5 에서 측정된 의torr ion beam current
분포를 그림 에 나타내었다 의 는 로 시료크기[ 9] Ion Beam uniformity 82 500
이상의 대면적에서 사용가능하다고 할 수 있다
그림[ 9] Linear Ion Beam Profile
제 절 고진공 금속증착2
증착막의 균일성1 (uniformity)
본 개발에 사용된 의 은 수많은 전자의 충돌에의해 증Electron-Beam Gun crucible
착물이 되는 시발점이며 종종 점증발원으로 이상화되어 수학적으로 해evaporation
석되고 있다 이 때 증발된 물질은 불균일하게 방사형으로 퍼져 나가기 때문에 평
면 모재에 균일한 박막을 증착하기는 그리 쉽지않다 증발된 물질은 일반적으로
COS2의 법칙을 만족하여 증발된다고 알려져 있으며 이에 대한 대책으로 안경렌즈
등 광학 코팅업체에서는 형의 기판 를 설치하여 회전시키고 고정 를dome jig mask
제작하여 균일성을 확보하고 있다 그러나 본 과제와 같이 대면적 평판의 경우 장
단의 차가 매우 커서 회전방식을 이용할 경우 공간의 효율적 활용이 어렵고 증착물
의 소모가 너무 많은 단점이 있어 기판의 평행이송과 고정 를 복합적용하여mask
증착박막의 균일성을 확보코자 하였다
- 20 -
가 이론적 두께 분포
증발원의 형상 및 기판의 상대위치에 따른 박막의 두께분포는 수식에 의해 계산이
가능하며 점증발원에서 높은 거리에 있는 평면상의 중심 에서 만큼 떨어져 있 0 X
는 점에서의 막두께 는 기하학적 가정과 해석을 통해 다음과 같이 구할 수 있다t
그림[ 10]
m 증발량 h 증발원과 기판과의 수직거리
p 증착물질의 밀도 x 기판의 중심에서 측정하고자하는 미소평면과의 거리
그림 점증발원의 기하학적해석[ 10]
아래의 그림 은 점증발원 및 미소평면증발원인 경우 각각 평면기판상에 증착된[ 11]
막의 두께 분포를 수식에 의해 구한 결과이다
그림 수식에 의한 증착막의 두께분포[ 11] (H Macleod)
- 21 -
축은 중심에서의 두께에 대한 비를 나타내며 축은 점에서 측정하고자 하는 미Y X 0
소평면까지의 거리 와 증발원과 기판사이의 거리 에 대한 비를 나타내고 있다 중X h
심부에서 최대의 두께를 나타내며 가 인 부터는 급격한 변화가 있으나 연속 Xh 03
적으로 감소함을 알 수 있다
제 절 플라스틱 특성평가3
광흡수율1
가 의 구비조건 Spectrophotometer
파장범위는 를 측정할 수 있어야 한다1) 340 ~ 780nm
측정 파장 간격은 이하로하고 분광측정기의 사출 슬릿에서 나오는 방사2) 10nm
속의 유효 파장폭은 이하로 한다10nm
측광방식은 기준물체로 부터의 투과 광속 또는 반사광속의 비교 측정에 의한 것3)
으로 하고 측과의 정확성은 측광 범위 최대 눈금의 이내로 하고 반복 정밀도 1
는 이내로 한다05
분광측정기 파장눈금의 치우침은 분광 측광기의 투과 파장대에 대한 최대 강도4)
의 파장으로부터 이내로 한다1nm
나 측정방법
투과율 측정방법 시료면의 법선방향에서 분광 측정기의 사출 슬릿에서 나오는1)
평행에 가까운 광선속을 입사시켜서 그 투과광의 방향에서 간격의 파장에 10nm
대해 분광 투과율을 측정한다 기준 물체는 광로 중에 시료를 삽입하지 않는 경우
의 공기층으로서 그 분광투과율을 로한다1
반사율 측정방법 시료의 면에 대해서 법선에 대한 각도가 도를 초과하지 않2) 15
는 입사각으로서 분광 측정기의 사출 슬릿에서 나오는 평행에 가까운 광선속을 입
사시켜서 간격의 파장에 대해서 분광반사율을 측정한다 기준 물체로서는 절10nm
대 반사율 측정법에 따라 표준 거울면 반사체를 사용한다
- 22 -
흡수율 계산 금속박막의 광흡수율 은 전체 입사광 에서3) (A) 100 visual range
에서의 평균투과율(Tav 과 평균반사율) (Rav 의 을 뺀 광량을 다음식에서 구할 수 있)
다
광흡수율(A) = 100-(Tav+Rav)
다 평가시 주의사항
측정시 온도와 습도를 기록한다o Spectrophotometer
의 램프는 적어도 시험 분전에 켜 놓는다o Spectrophotometer 5
측정시 주변의 진동이 없도록한다o Spectrophotometer
표준 반사 시편은 주기적으로 평가하고 기록하여 보정계수를 수정한다o
내마모성2 (ASTM D1044)-TaberHaze Test
가 시험개요
이 시험 방법은 를 사용하여 시료표면에 를 발생시킨 후 광투Taber abraser haze
과율에 의한 값의 변화를 측정함으로써 표면의 내마모성을 평가하는 방법으haze
로 값이 클수록 내마모성이 나쁘고 작을수록 내마모성이 높다고 할 수 Haze()
있다
그림[ 12] Taber Abrasion Tester
- 23 -
나 시험방법
시료의 준비1)
시험할 시료는 깨끗하고 원형 혹은 사각으로 지름 이상 크기의 투명판상부재80
여야하며 두께는 이하가 바람직하다 시료의 중앙에는 홀가공되어 12 Taber
에 장착이 가능해야 한다Abraser
에의한 마모2) Taber Abraser
는 시편을 회전시키는 회전판과 회전하는 시편 표면에 접촉하여 표Taber Abraser
면을 마모시키는 두 개의 마모윤으로 이루어져 있다 시편을 회전판 위에 고정시킨
후 일정한 무게 를 갖는 마모윤을 시편 위에 올려놓아 하중을 가한 상태에서(500g)
마모윤과 시편을 동시에 회전시켜 표면을 마모시키는 장치로 하중 및 회전 cycle
은 시료에 따라 적용을 달리한다 시험환경은 온도 상대습도 23 plusmn 2 50 plusmn 5
이어야 하며 마모윤은 마다 교환해서 사용한다 100 cycle
측정3) Haze Valve
로 마모된 시편은 로 혼탁도 를 측정하여 내마모Taber Abraser Hazemeter (Haze)
성을 평가한다 는 투명판의 를 측정하는 장치로서 여기서 Hazemeter Haze Haze
란 시편이 얼마나 깨끗한가에 대한 척도이며 투명판에 빛을 비추었을 때 투명판을
투과하는 빛 중에서 입사광으로부터 보다 큰 각도로 벗어나는 빛의 백분율을25deg
뜻한다 한 시편 당 개 이상의 측정 점에서의 평균값을 구하고 마모 전에 측정 4
된 값과의 차 를 구한다haze Haze()
접착력3 (ASTM D3359)
코팅층의 접착력 평가를 위한 다양한 방법이 개발되고 있으나 대부분 금속 유리 등
무기소재가 주를 이루고 있으며 플라스틱과 같은 유기물과 코팅층과의 접착력을
정량적으로 평가하기에는 다소 한계가 있는 실정이다 일반적으로 가장 광범위하게
간단히 적용되는 방법은 이며 최근에는 임계하중값을 이용Cross-Cut-Tape-Test
하는 방법도 적용되고 있다scratch-test
가 Tape-Test 접착테이프 접착력시험법으로 그림 과 같이 칼로 간격으 [ 13] 1
로 개의 선을 직교하도록 긋고 접착테이프 사의 를 사용하여11 (3M 610)
한 코팅층 위에 밀착시킨 후 순간적으로 도 방향 테이프를 떼어 초cross-cut (45 )
기의 정사각형 수 개 와 시편에 잔존하는 코팅층의 정사각형 수를 비교함으로(100 )
써 부착력을 정량적으로 표현하는 방법이다 신뢰성 측면에서 곳이상에서 각 회 3 5
이상 실시 할 수 있다
- 24 -
그림[ 13] Cross-Cut Tape Test
나 Scratch Test 그림 과 같이 다이아몬드 팁이 달린 로 기 [ 14] Nano-indenter
판의 표면에 위치한 후 수직방향의 힘을 선형적으로 증가시키면서 동시에 수평방
향으로 기판을 등속으로 이송하여 표면의 긁힘 자국을 관찰한다 밀착력은 수평방
향의 전체 이송길이 에 대응하는 임계길이 에서의 임계하중을 간단한 비례식으로L
계산하여 밀착력 을 계산한다(N)
그림 스크레치 테스크 개념도[ 14]
표면경도4 (ASTM D3363)
가 개 요
플라스틱 코팅층의 표면경도는 경도값을 알고 있는 연필심을 이용하여 소재의 표면
경도를 평가하는 방법이다 분위기 온도범위와 습도 의 상 23 degC plusmn 2degC 50plusmn 5
대습도에서 시험한다
연필경도 단계는 다음과 같다
- 25 -
6B-5B-3B-2B-B-HB-F-H-2H-3H-4H-5H-6H-7H-8H
(Softer) (Harder)
나 시험 및 평가방법
경도를 알고있는 연필의 심 길이를 로하고 끝단을 심방향과 직각이도록1) 5~6
로 깍아 단면이 동심원이 되도록 준비한다 기계식 연필깍기 사포 등 사용90deg ( )
측정하려는 시편을 단단하고 수명한 면 위에 올려놓는다2)
준비된 연필을 시편면과 과가 되도록 올려 놓고 단단히 연필홀더에 고정시킨3) 45deg
다
연필심에 일정한 압력이 전달되도록 균일한 힘을 가하면서 균일한 속도로4) 65
이상을 전진시킨다
상기 번을 회 반복한다 확보된 다섯개의 경로선을 관찰하여 코팅층의5) 1234 3
긁힘여부를 확인한다
세개의 선 중 긁힘이 발생한 선이 있으면 아랫 등급의 연필을 사용하여 상기6)
를 반복한다12345
세개의 연필경로선 모두에서 긁힘 발생이 없으면 사용한 연필의 경도를 코팅층7)
의 표면경도로 기록한다
다 주의사항
시험전 시편의 표면에 오일 콤파운드 등을 제거하여 시험중 미끄럼발생이 없도
록 한다
시험중 연필심의 에지부에 크랙 파손이 발생할시에는 재가공후 시험한다
- 26 -
표면친수성 에너지5 ( )
플라스틱 모재의 향상을 위한 연구에 있어서 표면 특성의 정량적인 평가wettability
가 수행되어야 하며 직접적인 실험에 의한 향상정도를 확인할 수 있어야 한다 표
면 특성의 정량적인 평가로서 본 과제에서는 액체의 접촉각을 측정하여 표면에너지
를 구함으로써 향상정도를 비교할 수 있었으며 에 의해 향상됨cross-cut tape test
을 파악할 수 있었다 일반적으로 고체표면의 에너지는 표면의 형상조도에 의해 좌
우되는 와 극성작용기에 의한 의 합으로 계산된다dispersion force polar force
고체표면의 와 를 구하기 위해서는 물성을 알고있는 두dispersion force polar force
극성용액의 고체표면과의 을 측정함으로써 다음과 같이 간단히 계산wetting angle
할 수 있다
Wetting angle120563120574s
d Dispersion force of Solid120574ld Dispersion force of Liquid
120574sp Polar force of Solid
120574lp Polar force of Liquid
일반적으로 사용되는 극성용액은 차증류수와 용액을 사용하며 각 용액3 formamide
의 물성은 아래 표 과 같다[ 1]
표 극성용액의 물성[ 1]
각 용액의 을 측정하고 용액의 기지의 상수를 활용하여 상기식을 이wetting angle
용한 두방정식의 연립을 통하여 고체의 표면에너지를 계산하는 것이다 본 과제에
서는 의 에너지 및 량에 따라 고분자 및 하드코팅표면의ion beam dose wetting
을 측정하고 상기 식에 적용하여 표면에너지를 구할 수 있었으며 박막 증착angle
후 를 통하여 접착력의 향상을 확인할 수 있다cross-cut tape test
- 27 -
제 장 플라스틱 반투과반사 윈도우 코팅공정개발3
제 절 플라즈마 이온원에의한 표면처리1
산업전반에 걸쳐 광범위하게 사용되고 있는 플라스틱은 경량성 및 높은 생산성으로
인해 그 활용 폭을 점차 넓혀가고 있으나 플라스틱의 열에너지chemical reaction
에 의한 표면거칠기 열변형 무기물과의 접착력 등의 특성은 플라carbonization
스틱의 활용에 한계가 되고 있으며 이러한 문제를 해결하려는 연구개발이 다양한
분야에서 활발하게 진행되고 있다 특히 glow discharge electron beam arc
등의 방법으로 플라스틱 표면의 특성을 개선하기 위discharge corona discharge
한 연구가 이루어지고 있으며 일부 연구결과는 산업현장에서 적용되어 핵심공정으
로 자리를 잡고있다 본 과제에서는 에너지를 갖는 조사에 의한 고분자 ion beam
표면의 친수성을 높이고 표면에너지의 향상을 통하여 금속 무기물과의 를wettability
증진코자 하였다 수백 에서 수 의 에너지를 갖는 을 사용한 것과 KeV MeV ion beam
는 달리 내외의 에너지를 갖는 을 사용함으로써 플라스틱 표면의1KeV ion beam
큰 손상없이 만을 증진시켜 무기물과 고분자의 접착력이 혁신적으로 개wettabiIity
선되는 결과를 나타냈다
플라스틱 모재에 플라즈마 을 조사하여 의 량 변화에 따른ion beam ion beam dose
극성용액의 을 측정하였다 그림 는 의 에너지를wetting angle [ 15] ion beam 1
로 일정하게하고KeV O2와 이온 빔의 이온선량을Ar 1times1014 에서 1times1017 ion
의 범위로 변화시키며 조사하였을 때 증류수의 접촉각 변화를 나타낸 것이다
그림[ 15] Water Wetting Angle(lon Beam Energy 1KeV)
- 28 -
기판의 증류수에 대한 접촉각 측정은 플라즈마 이온빔 처리된 모재의 표면에 증류
수 를 각각 군데 떨어뜨린 후002 3 contact anglometer (Goniometer Model
를 사용하여 을 측정한 후 평균값을 취하였다G-1 ELMA Inc) wetting angle
플라스틱표면에 플라즈마 처리안된 시료의 증류수에 대한 접촉각은 였으며 플92deg
라즈마 표면 개질된 모재의 은 정도wetting angle 30deg (1times1017 로 떨어짐을ions )
확인할 수 있었다 표면에너지값을 구하기 위하여 포름아미드 용액의 접촉각을 같
은 방법으로 측정하였다 그림 이온선량이 증가하면서 접촉각이 조금씩 감소하[ 16]
는 경향은 증류수 접촉각 실험과 같은 경향을 보이고 있다
그림 포름아미드[ 16] Wetting Angle(Ion Beam Energy 1Kev)
물과 포름아미드 극성용액의 측정된 접촉각을 이용하여 플라스틱 모재의 표면에너
지를 구할 수 있었다 그림[ 17]
그림 이온선량에 따른[ 17] Surface Energy
- 29 -
표면거칠기에 큰 영향을 받는 의 경우 이온선량이 증가함에 따라dispersion force
대체적으로 완만한 변화를 보이고 있으나 의 경우 이온선량이 증가함에 polar force
따라 지속적으로 급격히 증가하여 이온선량이 1times1015 Ar+ 에서는ions 40 ergs
까지 도달하였으며 이온선량이 1times10 17 Ar+ 에 이르러서는 의ions 64 ergs
표면에너지까지 증가하여 초기의 보다는 배이상이 증가함을 알 수 있었30 ergs
다 이와 같은 변화는 이온 빔의 조사로 인하여 플라스틱 기판 표면에 free radical
이 생성되고 의 형성으로 설명되고 있다hydrophilic group
한편 의 에너지 변화에 따른 플라스틱의 표면에너지 변화를 알아보기 위 ion beam
하여 이온선량을 8x1016 Ar+ 로 일정하게 하고 의 에너지를ions ion beam
까지 일정하게 증가시키면서 물과의 접촉각을 측정하였다 그림1500eV [ 18]
그림 에 따른 물과의 접촉각 변화[ 18] Ion Beam Energy
플라스틱 종류별 차이는 있으나 대체로 내외였으며 이상에서는 점차40deg 1500eV
로 다시 증가하는 것을 보여주었다 으로 표면처리시 의 보다는 Ion beam ion energy
의 량에 지배를 받는 것으로 파악되었으며ion dose Ar+만의 조사보다는 02 분위기
에서의 Ar+ 조사시 효과가 높았으나 진공도가 낮아지는 점과 이 불안정하ion beam
다는 단점이 있어 Ar+ 만의 조사가 생산적용시에는 유리하다고 판단된다
- 30 -
제 절 하드코팅공정연구2
전처리 공정1
플라스틱 표면 상에 흡착 부착된 오일 미세먼지 지문 등 다양한 오염물은 하드코
팅 후 코팅층의 박리 핀홀 표면 얼룩 등의 다양한 불량을 초래할 수 있어 coating
액의 도포공정에 앞서 필수적으로 세정공정을 수행해야한다 본 과제에서는 초음파
세척방법을 전처리공정에 적용하여 하드코팅공정 연구를 수행하였다 그림 는 [ 19]
본 연구에 사용된 세척장치로써 세정액이 담긴 세정조 차 및 차 수세조와 탕세 1 2
조로 구성되어 있다
그림 초음파 세척 장치[ 19]
본 과제에서는 초음파를 기본적으로 사용하고 플라스틱 소재의 성형방법에 따라
표면특성 및 오염된 표면 이물질이 달라 각각 다른 공정 방법을 적용하였다
가 사출 및 압출 성형된 모재
대부분의 플라스틱 기판은 알카리 세제를 사용한 전처리공정으로 깨끗한 기판을 얻
을 수 있었으며 처리 후 부착력이 우수한 코팅층을 얻을 수 있었다 hard coating
세척순서는 아래와 같다
알카리 세제 수용액에 초음파 세척 분(1) 5 50~60 times 10
흐르는 수도물에 수세 대략 초(2) 10
증류수에 초음파 수세 분(3) 50~60 times 10
증류수에 탕세(4) 4 s 60~70
- 31 -
건조 분(5) 70 times 60
보관 에 보관(6) SUS box
나 성형된 모재 Casting
성형시 필수적으로 포함되는 모재의 이형성분을 제거하기위한 최적공정을Casting
파악하기 위해 세제의 농도 및 처리시간에 따른 실험을 수행하였다 실험은 1~
의 알카리 세제로 각각 분으로 나누어 초음파 처리하고 의 으10 5 10 30 50 IPA
로 분 범위내에서 시간을 달리하여 초음파 세척한 후 코팅제로3~10 A-104 hard
을 하였다 다음은 세척공정 순서이다coating
알카리 세제 수용액에 초음파 세척 분(1) 5 50~60 times 10
흐르는 수도물에 수세 대략 초(2) 10
수용액에 초음파 세척 분(3) 20~50 IPA 30~40 times 7~8
증류수에 초음파 수세 분(4) 50~60 times 10
증류수에 탕세(5) 4 s 60~70
건조 분(6) 70 times 60
보관 에 보관(7) SUS box
시편의 평가는 육안에 의한 얼룩의 유무확인과 에 의한 부착력cross-cut tape test
으로 판단하였다 알카리 세제와 농도가 각각 와 미만일 때는 오염 물질 IPA 5 50
이 완전히 제거되지 않아서 코팅막에 약간의 얼룩이 관찰되었으며 의 알카리 5
세제로 분 분간 초음파 세척과 분간 초음파 세척공정시에5 ~10 7 IPA hard coating
의 부착력이 우수하였고 코팅막에 얼룩도 발생하지 않았다
표 는 알카리세제와 수용액으로 세척된 기판위에[ 2] IPA PMMA casting hard
막을 형성시킨 후 코팅층의 부착력을 시험한 결과이다coating
표 기판에 대한 세척 코팅 접착력[ 2] PMMA Casting +
- 32 -
공정2 Dipping
하드코팅공정에 있어서 도포공정은 다양한 방법이 개발되어 있으며 본 과제에서는
두께조절성 액의 소모성 등을 고려해 디핑방식을 적용하였다 공정의 Dip-coating
개략적 방법은 다음과 같다
플라스틱 모재는 함수율이 높아 코팅전 모재건조를 실시한다(1)
플라스틱 모재에 묻어있는 먼지를 안에서 제전건으로 완벽히 제거(2) clean room
한 후 의 에 수직으로 고정시킨다dip-coater jig
시편을 코팅액이 담겨져 있는 코팅조에 일정한 속도로 하고 초간 유(3) dipping 10
지시킨다
의 인상속도를 조절 한 후 시편을 일정 속도로 인상한(4) Dip-coater (2~6 sec)
다
이 때 인상속도를 조절하여 코팅층의 두께를 조절할 수 있다 딥코팅시 분위기 습
도를 이하 온도 상온 코팅액 온도를 로 유지하여 액의 경시변RH 50 18 ~ 20
화를 최소화 해야한다 플라스틱렌즈 및 보안경 등 공정을 요하는 업 hard coating
체에서는 정도의 청정실에서 하드코팅을 실시하고 미만의 상대습class 1000 50
도 조건을 유지함으로써 대기 중의 먼지 부유물등에의한 오염을 최소화하고 있으
며 날씨변화에 따른 분위기 환경을 일정하게 유지하고 있다
코팅 분위기 조건의 변화는 경화 후 막에 에 의한hard coating particle pin-hole
과 현상 등을 일으킬 수 있으며 양질의 우수한 코팅막을 얻기가 힘들다 본hazing
연구에서는 인 의 을 설치하여 하class 1000 conventional air flow type clean room
드코팅공정을 실시하였다
그림 내부 사진[ 20]Clean room
- 33 -
내부에는 제전건 기 클린 오븐 광경화기 초음파세척장Clean room dip-coating
치 등의 설비를 구비하여 경화형 처리가 일괄적으로 처리됨으로써UV hard coating
우수한 물성의 하드코팅막을 얻을 수 있었다 그림 은 내부의 사 [ 20] clean room
진이며 작업시 내부온도는 습도는 이하를 유지하 hard coating 18~20 40RH
였다
전도체인 금속과 달리 플라스틱은 절연물질로 전기전하의 이동을 허용치 않아 마찰
등에 의하여 쉽게 정전기장을 형성하여 정전기장 내에 놓여있는 반대 극성을 갖는
입자를 끌어들이게 된다 이러한 입자를 제거하기 위해서는 플라스틱 표면 및 입자
의 극성을 중성으로 바꾸어 줌으로써 간단히 해결할 수 있다 본 과제에서는
공정 전에 공기를 이온화시켜 대량의 양 음이온을 발생시키는 장치인dipping
을 사용하여 을 제거할 수 있었으며 이물에의한 코팅층의Anti-Static-Gun particle
불량을 줄일 수 있었다
본 과제의 딥방식은 인상방식과 장치의 정밀성이 코팅특성을 좌우한다고 할 수 있
다 본 과제에 적요된 딥인상은 에의한 조의 인상 하강 방식으로 air-hydro type ㆍ
정숙성이 높은 방식이다
그림 장치 유공압[ 21] Dip-coating ( type)
- 34 -
실린더의 제어는 유공압 방식을 사용하였으며 이는 압축공기를 이용하여 유압실린
더를 제어하는 방식으로 공기의 압축성으로 인한 문제점을 개선한 것이다 즉 공기
압을 사용하면서 유압유니트와 같이 작동개시 때나 부하변동시에 접속구동이 가능
하고 저속 구동시 현상을 방지할 수 있는 유압실린더의 장점을 활용한 것 stick slip
이다 일반적으로 유공압은 실린더의 정밀정속구동 중간정지 이속제어나 로터리형
액츄에이터의 완속구동 등에도 많이 적용되고 있다 그림 은 본 실험에 사용한 [ 21]
유공압 방식의 장치로써 실린더와dip-coating air hydro type convertor coating
조 냉각 및 시스템 용량 사용 line filtering (chemical pump (10 min) 15 filter )ℓ
등으로 구성되어 있다
경화공정3
플라스틱 기판위에 경화형 액을 딥방식에의한 도포 후 에UV hard coating 50~70
서 분동안 시키고 램프 에의한 를 조사시키면3~5 pre-heating UV (200~400nm) UV
표면경도 및 내마모성이 우수한 막이 형성된다 표 에서는 본 연구에 사coating [ 3]
용되어진 코팅제 종류 및 경화조건을 나타내었다
표 코팅제 종류 및 경화 조건[ 3]
Maker Grade 용 도 경 화 조 건
사 국내L ( ) A-104GN 겸용PC amp PMMA파장UV lamp (250~360nm)
에너지UV 65~90mjcm2
사 국내H ( ) 0-299 용PMMA파장UV lamp (250~360nm)
에너지UV 60~85mjcm2
사 국외E ( ) C-220 겸용PC amp PMMAUV lamp 300Winch
이송속도 25ftmin
사 국외H ( ) B-8558 겸용PC amp PMMA파장UV lamp (250~360nm)
에너지UV 75mjcm2
본 과제의 광경화공정연구에 사용된 광경화기를 그림 에 나타내었으며 일반적[ 22]
인 광경화의 원리 및 메커니즘은 다음과 같다
가 경화원리 및 특징 UV
전자파 중 자외선 은 파장이 까지의 영역을 의미하고 있으나 경(UV) 10~400nm UV
화에 이용되는 파장범위는 대체로 이며 이 자외선이 화학작용에 유효200~400nm
한 것은 유기 화합물의 해리 분해반응을 일으킬 수 있는 강력한 에너지를 가지고
있기 때문이다
- 35 -
경화 메커니즘(1) UV
일반적으로 코팅제의 경화는 광개시제로부터 시작되는데 자외선이 갖는 에너지UV
에 의해 광개시제가 분해되어 라디칼 반응을 형성하여 반응을 유도할 수 있는 활성
체가 된다 이 활성체에 의하여 및 와 연쇄적으로 반응하여 망 monomer oligomer
상구조화된 고분자막이 형성되는 것이다
경화의 특징(2) UV
저온에서 경화가 가능하다 내열성이 좋지 않은 플라스틱 모재에도 고품질의(1)
막을 형성시킬 수 있다coating
경화속도가 빠르다 건조단위가 초단위로 설정되기 때문에 의 연속자동화가(2) line
가능하며 작업효율이 향상된다
예열시간이 짧아 신속한 작업이 가능하며 에너지가 절감된다(3)
운전관리가 간단하고 신뢰성이 높다(4)
그림[ 22] UV dryer
- 36 -
나 사 사양 UV dryer (EYE GRAPHICS model ECS-301G1)
종류 와 수은등(1) lamp metal halide
(2) lamp power 및 로 조절 가능 15KW 2KW 3KW
발광장(3) 250nm
반사판 집광형(4)
조사거리 으로 조절가능(5) 100 ~ 180
속도 으로 조절 가능(6) conveyer 08 ~ 8mmin
냉각 방식 공냉식(7)
제 절 고진공증착공정3
증착공정개발1
가 증착물질 및 증착조건
반투과반사 윈도우는 투과성과 반사성을 동시에 만족해야하며 일반적으로 금속박
막을 고진공증착함으로써 구현될 수 있다 이러한 금속박막은 진공영역에서 작업을
수행해야하며 스퍼터링과 증착이 주를 이루고 있다 그 중 스퍼터링 방법 e-beam
은 재현성이 우수하고 방식으로의 적용이 용이하다는 장점이 있으나in-line target
및 의 교체 초기조건설정 등이 용이하지 않아 본 과제에서는 다양한 재료cathode
를 코팅할 수 있는 을 적용하였다 유기물인 플라스틱상에 금속무기물e-beam type
의 접착력과 코팅후의 기계적 특성확보를 위해서는 다양한 증착공정 연구가 수행
되어야 한다 표 와 표 에 사용된 증착물의 물성과 증착조건을 각각 나타었 [ 4] [ 5]
다
표 주요 증착 물질의 물성표[ 4]
- 37 -
표 주요 증착물질의 증착조건[ 5]
나 측정값에 의한 증착막의 두께 분포
증착에 의한 증착막의 두께분포를 파악하기 위하여 크기의E-Beam 600 x500
위에 두께 의 증착속도 을 증착하였다 위치에 따른 증착glass 2500 AI ( 5 sec) Å Å
막의 두께를 측정하기 위하여 유리판 중앙부에서 바깥쪽으로 폭 간격 길이10 (
으로 등분하여 시편의 증착막두께를 으로 측정하였다 그림 계산30mm) 25 SEM [ 23]
에 의한 두께분포와 비교하였을 때 대체적인 경향은 비슷하지만 상대적으로 기울기
가 급함을 알 수 있다
그림 측정값에 의한 증착막의 두께분포[ 23]
두께측정시 사진에 의존한 측정이고 사용된 진공시스템은 이상화와는 거리가SEM
있어 약간의 차이가 발생되었다고 판단된다 측정된 값의 추세선을 구함으로써 고
정 의 제작시 로 활용할 수 있었으며 평행이송에 의한 균일성확보mask reference
연구에 참고데이터로 활용할 수 있었다
- 38 -
다 평행이송에 의한 균일성확보
기판의 평행이송과 고정 를 동시에 사용하여 두께가 균일한 박막을 제작하고mask
자 하였다 를 평행이송하여 동서방향의 균일성을 확보하고 이때 등두께를 기준 Jig
으로 동서방향을 등분하여 평면으로 이상화 해 구간내에서의 선의 형상을 두께13
기울기에 비례한 형상을 구현한 고정 를 제작하여 남북방향의 균일성을 확보하mask
고자 하였다 평행이송은 로 회전수를 inverter motor(LG -KMI400K1) 0~160rpm社
으로 조절하면서 이송하였으며 고정 는 기판이송방향의 직각방향에 대한 균일 mask
성만을 고려하여 설계제작하였다 그러나 에 의한 가림과 이송시 증착영역을 mask
벗어남으로 인해서 생기는 증착물 가 크다는 단점이 있었으며 고정 의 형loss mask
상은 증착물 증착율에 따라 다소 차이가 있어 여러 세트를 구비해야만 했다 수차
례 실험을 통해 증착물별 를 제작할 수 있었으며 평행이송속도를 증가시키고mask
왕복이송 횟수를 증가시킴으로써 이내의 균일성을 확보할 수 있었다10
시스템의 특성2 IBAD
가 증착시 온도의 변화
플라스틱 기판은 내열성이 낮아 열원에 장시간 노출되면 열변형과 함께 탄화되고
이 발생하여 박막물성에 악영향을 미칠 수 있으며 증착막과 비교하여out gassing
평균 수 십배 이상 선팽창계수가 높아 선팽창 차에 의한 박막의 과 박리를 일crack
으킬 수 있다 본 연구에서는 증착시 플라스틱에 미치는 분위기 온도의 영향을 파
악하고 적정 증착조건을 파악하기 위하여 금속 및 세라믹으로 나누어 증착시 분위
기온도 변화를 측정하였다
금속물의 시간에 따른 온도 변화(1)
은 분후 약 도정도 상승하여 시간에 따른 온도 변화가 거의 없었지만 은AI 10 3 Cr
약 도가 상승하여 급격한 상승을 보이고 있어 증착시 온도변화를 주목할 필요가12
있었다 더욱이 은 증착율이 높을수록 박막이 형태로 증착되어 반사율을 Cr granule
저하시키는 원인이 되었으며 막 자체에 도 많이 발생되었다 반투과반사 윈도crack
우 제작을 위한 금속박막 물질로는 보다는 이 온도측면에서 유리하다고 판단Cr AI
되었으며 아래의 그림 에 금속박막의 시간에 따른 온도의 변화를 비교하였다[ 24]
- 39 -
주) 증착률Al -10 sec EC-260~280Å
증착률Cr -10 sec EC-65 ~ 95Å
그림 금속박막의 시간에 따른 온도변화 비교[ 24]
세라믹의 시간에 따른 온도 변화(2)
세라믹은 금속과 달리 일반적으로 가 매우 높아 증착시 분위기온도melting point
상승이 매우 컸다 측정된 세라믹의 시간에 따른 온도의 변화는 그림 에 나타 [ 25]
내었다
주) SiO2 증착률 -10 sec EC-45 ~ 60Å
TiO2 증착률 -10 sec EC- 175Å
AI2O3 증착률 -10 sec EC-180~260Å
그림 세라믹박막의 시간에 따른 온도변화 비교[ 25]
- 40 -
그 중 SiO2 TiO2는 분 경과후 가량의 비교적 완만한 온도변화를 보이고 있10 10
으나 AI2O3는 가량의 급격한 온도상승을 보여 고증착율에서의 사용에는 한계30
가 있었다 실증착시에는 의 를 낮춤으로써 증착율 E-gun emission current 3~5 Å
내에서 증착하여 급격한 온도상승을 막을 수 있었다 AI2O3은 경도가 매우 높고 증
착시 조밀도가 높아 보호막으로 많이 사용되는 증착물이다 그러나 본 실험에서는
증착시 열발산이 특히 심하고 증착율을 낮추어도 온도가 급상승하여 증착시 crack
이 쉽게 발생하여 플라스틱 기판에는 부적합하다고 판단되었다
나 플라스틱의 Out gassing
기체방출 은 진공용기 속에서 사용하는 물질의 표면이나 내부에 흡착(out gassing)
되어 있던 분자들이 방출되는 현상을 의미하며 진공조의 압력상승 및 박막의 물성
에 큰 영향을 미치게 된다 또한 고진공 에서 배기시간을 증가시키고 최저 system
도달 압력을 결정짓는 직접적인 요인이 된다 표 는 주요 물질의 기체방출율을 [ 6]
나타낸 것이다
표 주요 물질의 기체방출율[ 6] (Pa m3sm2)
본 연구에서는 플라스틱 기판 장입 유무에 따라 의 영항에 의한 진공도out gassing
의 변화를 알아보기 위하여 진공조 내부에 기판 를 장입한PC (250times65times3 ) 10ea
후 진공도를 측정함으로써 장입전과 비교하여 변화가 있음을 알 수 있었으며 측정
된 값은 그림 에 나타내었다[ 26]
- 41 -
그림 플라스틱 기판 유 무에 따른 진공도 변화[ 26]
그림 의 결과에서 나타나듯이 플라스틱 기판의 장입시 배기속도가 다소 늦[ 26] (PC)
어짐을 알 수 있었으며 이는 플라스틱 모재가 함유한 수분 등의 에 의out gassing
한 차이로 보여진다 기체 방출률은 표면상태나 세척정도 등에 의해 크게 baking
좌우된다고 알려져있어 본 연구에서는 진공조 내부의 에 세심한 주의를 cleaning
기울였으며 함수율이 높은 플라스틱 기판의 세척공정과 함께 건조공정을 확립하고
을 설치하여 플라스틱 기판이 진공조에 머무는 시간을 최소화함load lock system
으로써 플라스틱 모재로 인한 을 최소화할 수 있었다 out gassing
- 42 -
제 장 시제품제작 및 특성분석4
제 절 상용제품의 특성분석1
본 과제의 반투과반사윈도우 개발을 위해서 일본 상용제품의 특성을 분석하였다
일본제품의 측정결과 상하부는 이며 층의 두게는SEM 147 121 m Top coatingμ
로 층보다는 다소 얇은 코팅층이였다 또한 금속박막층은106 m Base coating μ
으로 관찰이 용이하지 않으나 및 에 근거한 추정결과 내SEM RBS SEM data 20nm
외로 판단되었다 아래 그림 은 상용제품의 모재 상하면의 단면 사진이다 [ 27] SEM
그림 반투과반사 윈도우 상용제품의 사진 상 하단면[ 27] SEM ( )
그림 은 일본제품의 분석 결과이다 이온을 조사하였고 이 때[ 28] RBS He2+
는 였으며 고에너지에의한 플라스틱 표면의 손상을 줄이기beam energy 224MeV
위해 이온 량을 으로 낮게 설정하였다dose 80 C μ
그림 반투과반사 윈도우 상용제품의[ 28] RBS Spectrum
- 43 -
분석결과 표층에는 내외의 이 관찰되었으며 내부로 됨에 따라 유20nm AI etching
기물이 지속적으로 관찰되고 있음을 알 수 있다 그림 과는 달리 표면에 [ 27] top
층이 존재하지 않으며 표면에서는 층만이 존재함을 알 수 있다coating AI
제 절 플라즈마 표면처리2
플라스틱 반투과반사 윈도우 시제품제작을 위해 플라즈마 이온빔을 조사하여 플라
스틱 모재의 표면처리를 수행하였다 플라즈마는 의 고순도 의 999999 20 sccm
를 공급하면서 를 사용하여 발생시켰다 이 때 는Ar gas RF power RF Power 80W
였으며 는 로 설정하여 모재가 장착된 지그를 좌우 이송하 Ion Beam energy 1KeV
면서 표면처리공정을 수행하였다 는 Base Pressure 12times10-6 였으며torr Working
는Pressure 5x10-4 였다 조사시간은 로torr Ion Beam 120sec 5times1017 Ar+ ions
의 였다 그림 는 에의한 표면처리 후 표면의 상태를 보기위한dose [ 29] ion beam
사진이다 의 면적을 하였으며 곳을 측정하여 평균값을 취AFM 1 x 1 scanning 5
하였다 조사 전후 표면의 거칠기 는 에서 로 다소 증가하였으 Ion (Ra) 55 589Å Å
나 플라스틱의 표면에는 큰 손상을 주지는 않는 것으로 파악되었다
그림 표면개질전후의 사진[ 29] AFM
그림 은 표면처리후 플라스틱 모재 상에 증류수를 떨어트려 을[ 30] Wetting angle
측정한 결과이다 표면처리 전 의 이 로 크게 줄여 들어 722 deg Wetting angle 171 deg
표면친수성이 크게 향상되었음을 알 수 있다
- 44 -
그림[ 30] Wetting Angle Test
제 절 광경화에의한 하드코팅3
광경화 하드코팅공정1
반투과반사 윈도우로 사용되는 플라스틱 소재는 낮은 내열성과 표면경도로 인해 코
팅층의 내구성 높이는데 한계가 있어 유무기계 막을 형성시킴으로써 표hard coating
면경도나 내마모성 등의 기계적 특성을 크게 향상시켰으며 코팅후 소재의 내마모
성 표면경도에 대한 평가를 수행하였다 하드코팅 공정에 있어서 가장 유의해야할
사항 중 하나는 공기 중 무수히 존재하는 미세먼지 및 파티클에의한 코팅층의 오염
이라고 할 수 있다 코팅층에 포함된 파티클은 코팅액의 흐름과 두께불균일성을 발
생할 수 있으며 더욱이 투명제품의 파티클은 제품불량에 있어서 주요요인이라고
할 수 있다 미세 파티클은 세척공정에서부터 경화 후 포장공정에 까지 일관되게
제어되어야 하며 양압에의한 클린룸을 필요로 하고 있다 더욱이 도포 및 경화조건
은 온습도 매우 민감하여 클린룸에 의한 항온항습이 필수적이라고 할 수 있다 본
과제에서는 헤파필터에 의한 의 항온항습 클린룸에서 하드코팅공정을Class 1000
수행하였다
막의 두께 균일성을 파악하기 위하여 측정위치를 변화시키면서Hard coating SEM
에의한 두께를 측정하였다
가 측정 방법 인 플라스틱기판을 대략 정도 250 X65 X3(t) 150 dip-coating
하여 기판을 아래 그림 과 같이 크기로 등분 한 후[ 31] 65cmX25cm 5 (1) (2)
샘플을 로 절단하여 단면가공 후 으로 관찰하였다(3) 10 X 4 SEM
- 45 -
그림 시료의 크기 및 측정점[ 31]
나 측정 결과 시료의 각 위치에서의 코팅층 측정두께를 표 에 나타내었다 아 [ 7]
울러 단면 사진을 그림 에 나타내었다SEM [ 32]
표 막의 두께 측정 결과 사용[ 7] hard coating (SEM )
그림 층의 단면 사진[ 32] Hard coating SEM
시제품의 하드코팅층 물성평가2
플라스틱 반투과반사 윈도우용 소재는 표면경도 접착력 내마모성 등 waveness
다양한 물성들을 만족시켜야 한다 물성시험을 위한 시료는 상에 코 PMMA A-104
팅액을 속도로 인상하여 광경화공정을 통해 제작되었다2 s
- 46 -
가 내마모성
하드코팅된 소재의 내마모성은 를 사용하여 물성평가를 실시하였steel wool tester
다 은 를 사용하였으며 하중은 을 유지하였고 왕복회수는 Steel wool 0000 1kg 50
회로 설정하여 시험 후 각 시편의 스크레치 발생 정도를 비교분석함으로써 코팅층
을 평가할 수 있었다 그림 은 자체에서 설계 제작한 [ 33] steel wool scratch
의 사진이며 사양은 다음과 같다tester
기계규격 670 times 265 times 370①
로울러 지지축 운동규격 20 times 158 times 304 ( 120 )②
로울러 12 times 50③ empty회전축 모터와 연결축 11 ( )④ empty무게추 고정봉 5 times 80⑤ empty무게추 500g 2 ea 200g 4 ea 100g 4 ea⑥
밸런스 추 295g⑦
로울러축 지지대 20 times 24 times 62⑧
이동 정반 8 times 168 times 372⑨
시험품 고정판 40 84 times 150 ( 2 ea )⑩
가압 핸들 5 times40⑪
그림[ 33] Steel Wool Scratch Tester
나 표면경도
막은 내마모성과 표면경도에서 한계가 있는 플라스틱 표면특성을 향Hard coating
상시키기 위해 수행되었으며 딥방식에의한 도포와 에의한 광경화공정을 적용하 UV
였다
- 47 -
그림[ 34] Pencil Hardness Tester
딥 도포공정에서 인상속도를 로 유지하였다 표 는 플라스틱 모재 위에4 sec [ 8]
다양한 의 제를 사용하여 코팅한 실험 결과이며 표면연필경도는grade hard coating
로써 모재의 경도보다 단계 상승하였으며 코팅제로 막을4~5H 3~4 A-104 coating
형성시킨 경우 내스크레치성에서도 하중 하에서 으로 1kg steel wool 0000
막 위를 회 왕복하였을 때 막에 스크레치가 거의 발생하지 않았coating 50 coating
다
표 막에 대한 시험 결과[ 8] Hard coating (4 s)
- 48 -
제 절 고진공금속박막증착4
하드코팅막의 표면처리1
그림 플라즈마 표면처리된 하드코팅막의 사진[ 35] AFM
하드코팅막은 등 무기물을 다량 함유하고 있는 유무기의 혼합물질이다 고분silicon
자와는 달리 하드코팅막은 이온선량의 넓은 범위에 걸쳐서 증류수와의 접촉각이 매
우 낮았다
결과 막에 있어서는Water drop test hard coating 3times1015 ~ 4times1017 Ar+ ions
의 범위내의 량으로 증류수의 접촉각이 낮음을 알 수 있었다 증착막의 접ion dose
착력 향상정도를 확인하기 위하여 이온선량을 변화시키며 하드코팅층 표면에 dose
량에 따라 Ar+ 을 조사한 후 의 박막을 증착하여ion beam 100nm AI cross-cut
를 수행하였다 표tape test [ 9]
표 플라스틱 박막의 결과[ 9] HCAI Cross-cut tape test
하드코팅층의 에 의한 표면처리전 결과는 플라스틱에서처럼 모두 박리 되ion beam
었으나 의 량ion beam dose 5x1015 ~ 1x1017의 범위에서는 모두 접착력이 우수함
을 알 수 있었다 이는 하드코팅층위에 일부 무기질 재료가 포함되어 금속 박막과
의 친화성이 강하기 때문으로 판단되며 일반 고분자와는 달리 내열성이 매우 우수
하여 의 고에너지에서 수십분간의 조사에서도 표면에 탄화되는 경향이 없15 KeV
었다
- 49 -
미세금속박막증착2
플라스틱 반투과반사윈도우의 미세금속박막은 당사에서 보유하고 있는 고진공
시스템을 사용하여 증착하였다 그림 시스템을 구비하고 있IBAD [ 36] LoadLock
는 본 장비는 가 장착되어 있으며 모재의 평행이송과 를RF Plasma source Mask
사용하여 두께 균일성을 확보하였다
그림 증착 시스템[ 36] IBAD
반투과반사미러에 사용된 금속은 의 사의 을 사용하였다 당사에서9999 Cerac AI
보유하고 있는 4x10-6 진공도에서 을 사용하였다 증착시torr e-beam gun
는 증착율은 였으며 상하 좌우의 을 통Emission Current 280 5 sec Sweeping Å
해 균일한 증착율 유도하였다
그림 금속박막의 투과율[ 37] Spectrum
- 50 -
그림 금속박막의 전후면 반사[ 38] spectrum
사의 로 측정된 가시영역에서의 투과 반Hitachi U-2000 UV-Vis Spectrophotometer
사 을 그림 그림 에 나타내었다 각각의 투과반사율을 가시영spectrum [ 37] [ 38]
역에서의 평균값을 구한뒤 아래 표와 같이 흡수율을 구하였다 제작된 시제품의 흡[
수율은 였다248
표 금속증착막의 특성분석결과[ 10]
No 항 목 평 가 방 법 시 험 결 과
1 접 착 력 Cross-Cut 100100
2 투 과 율 Spectrophotometer 445
3 반사율 전면( ) Visual Range 307
4 반사율 후면( ) Visual Range 171
5 흡 수 율 Visual Range 248
- 51 -
제 장 결론5
제 절 연구결과1
플라즈마 표면처리공정연구 광경화에의한 하드코팅공정연구 고진공증착에의한 미
세 금속박막 증착연구개발을 통하여 수입되고 있는 플라스틱 반투과반사윈도우 소
재를 개발하였다 현재 상용되고 있는 수입소재의 기계적 광학적 특성을 분석을 통
하여 개발 목표치를 설정하였으며 최적 공정개발에의한 시제품제작을 완료하였다
시제품의 평가항목 및 특성치를 아래 표 에 나타내었다[ 12]
표 반투과반사윈도우 시제품의 특성표[ 12]
평 가 항 목 특성치 비 고
광흡수율1 () 248 분광기 기준30T
내마모성2 () 28 자체기준( haze)
접착력3 (x100) 100 회ASTMD3359 10
표면경도4 (H) 5 ASTMD3363 Mitsu-B
표면친수성5 (deg ) 171 Anglometer
미세파티클6 (1um) 01 Clean Room
본 과제 수행에의한 개발목표를 달성할 수 있었으며 주요기술개발내용은 다음과
같다 플라즈마를 이용하여 고분자 표면의 친수성 를 크게 높였으며 1) RF (171deg )
금속박막과의 접착력 을 크게 향상시켰다 광경화에의한 하드코팅공정(100100) 2)
개발에의해 플라스틱 표면경도 및 내마모성 을 크게 향상시켰다 고진(5H) (28) 3)
공 증착공정개발에의해 금속박막의 흡수율 을 크게 낮추어 광효율이 높은(248)
플라스틱 반투과반사 윈도우 시제품을 개발하였다 플라스틱 반투과반사윈도우 4)
소재를 평가하기 위한 광학적 기계적특성 평가기법을 확립하였다
- 52 -
제 절 향후전망2
개발된 플라스틱 반투과반사 윈도우는 플라스틱의 낮은 내열성과 표면경도 흡수율
을 개선하기 위한 것으로 최근 전자제품 정보통신부품 등 첨단전자제품에 적극 채
택되고 있다 특히 휴대폰 및 디스플레이의 투과창 소재가 기존 에서 투명플 glass
라스틱으로 적극 채택되면서 관련 공정기술개발과 함께 소재특성을 위한 다양한 연
구가 활발히 추진되고 있으며 선진국에서는 개발완료에 따른 양산체제 구축으로
전세계 시장을 석권하고 있는 상황이다
본 과제에의한 플라스틱 반투과반사 윈도우의 시제품은 수입시판되고 있는 상용소
재와 동등이상의 특성을 나타내고 있어 향후 양산설비 및 양산공정연구에의한 소
재의 국산화가 가능하다고 할 수있다 또한 본 과제의 플라즈마 표면처리는 저온
표면처리를 요하는 광학용 플라스틱 소재의 표면처리에 활용될 수 있으며 광경화에
의한 하드코팅공정은 기존 열경화방식과는 달리 화가 가능하며 대량 양산in-line
체제를 갖출 수 있어 향후 큰 폭의 성장이 기대된다
- 53 -
참 고 문 헌
1 Oleg A Popov ldquoHigh Density Plasma Sourcesrdquo NOYES Publications(1995)
전자기술연구회 초음파 응용 기문사2 ldquo ( 1997)
임준섭외 명3 4 ldquoImprovement in Surface Hardness of Plastic Surface Mirrorrdquo
Korea-Russia Symposium(1998)
4 Lan G Brown ldquoThe Physics and Technology of Ion Sourcerdquo John Wiley amp
Sons(1989)
이규환 외 명 진공증착법으로 제조된 박막의 밀착성에 관한연구 한국5 4 ldquo AI-Cr rdquo
표면공학회지 VoI27No1Feb(1994)
한성남 외 명6 4 ldquoImproving Wettability of Polycarbonate and adhesion with
aluminum by Ar+ ion irradiationrdquo JMaterial Res Vol9 Sep(1995)
한성남외 명 표면에 아르곤 조사와 친수성증대7 4 ldquoPolymethylmethacrylate rdquo The
Korean Physical Society Vol8No2 Mar pp193~198(1995)
인하대 광기술교육센터 광학시스템의 설계 및 평가 인하대 광기술교육센터8 ldquo rdquo
(1999)
임준섭외 명9 5 ldquoEffect of Ion Beam Assisted Cleaning on Adhesion of AI to
Polymer Substrate of PC and PMMArdquo Asian Finish lsquo98(1998)
10 CJ Brinker and GW Scherrer ldquoSol-Gel Science The Physics and
Chemistry of Sol-Gel ProcessingrdquoAcademic Press NY(1990)
아주공업 주 표면처리 기술을 이용한 자동차용 후사경 개발 산업자11 ( )rdquoPlasma rdquo
원부 최종보고서(2000)
고성진외 명 자동차용 플라스틱 미러와 그 제조방법 아주공업 주12 2 rdquo rdquo ( )(2002)
아주공업 주 플라즈마 기술을 이용한 오토바이 헬멧용 무적쉴드개발 중소기13 ( ) ldquo rdquo
업청 최종보고서(2002)
박원규 졸겔법의 응용과 제품 명현문화사14 rdquo rdquo (1999)
홍진후 경화코팅 조선대학교 출판부15 rdquoUV rdquo (2002)
- 9 -
lt 그 림 차 례 gt
그림 의 구성도[ 1] Ion Source
그림[ 2] Ion Source Magnet Array(2x3)
그림 의 전기회로 개략도[ 3] Matching Box
그림 의 개략도[ 4] Ion Optical Grid
그림 에서의 변화[ 5] Optical Grid Potential
그림[ 6] RF Ion Source
그림 및 측정[ 7] Faraday Cup Ion Current
그림 에 따른[ 8] RF Power Ion Current Density
그림[ 9] Linear Ion Beam Porfile
그림 점증발원의 기학학적 해석[ 10]
그림 수식에의한 증착막의 두께분포[ 11]
그림[ 12] Taber Abrasion Tester
그림[ 13] Cross-Cut Tape Test
그림 스크레치 테스트 개념도[ 14]
그림[ 15] Water Wetting Angle(IBE 1KeV)
그림 포름아미드[ 16] Wetting Angle(lBE 1KeV)
그림 이온선량에 따른[ 17] Surface Energy
그림 에 따른 물과의 접촉각 변화[ 18] Ion Beam Energy
그림 초음파 세척장치[ 19]
그림 내부사진[ 20] Clean Room
그림 장치 유공압[ 21] Dip-Coating ( type)
그림[ 22] UV Dryer
- 10 -
그림 측정값에의한 증착막의 두께분포[ 23]
그림 금속박막의 시간에 따른 온도변화 비교[ 24]
그림 세라믹 박막의 시간에 따른 온도변화 비교[ 25]
그림 플라스틱 기판 유무에 따른 진공도 변화[ 26]
그림 반투과반사 윈도우 상용제품의 사진[ 27] SEM
그림 반투과반사 윈도우 상용제품의[ 28] RBS Spectrum
그림 표면개질 전후의 사진[ 29] AFM
그림[ 30] Wetting Angle Test
그림 시료의 크기 및 측정점[ 31]
그림 층의 단면 사진[ 32] Hard Coating SEM
그림[ 33] Steel Wool Scratch Tester
그림[ 34] Pencil Hardness Tester
그림 플라즈마 표면처리된 하드코팅막의 사진[ 35] AFM
그림 증착시스템[ 36] IBAD
그림 금속박막의 투과율[ 37] Spectrum
그림 금속박막의 전후면 반사[ 38] Spectrum
- 11 -
제 장 서 론1
국내전자산업은 정보통신 컴퓨터 전자부품 등을 주축으로 생산규모면에 있어서 세
계 위 로 주요생산국 중 하나이며 최근 디지털화 인터넷붐 등으로 매년5 ( lsquo00)
내외의 고속성장을 하고 있다 국내 전자산업은 전체산업의 약 의 비중을20 13
차지하고 있으나 일부 핵심부품 및 소재는 관련기술의 부족으로 일본 미국 등 관
련 선진국으로부터 수입에 의존하고 있어 이에 대한 대책 및 전략적 기술 개발에
의한 국산화가 시급한 실정이다 또한 플라스틱 소재는 높은 성형성 경량성 및 탄
성이 우수하여 자동차 항공기 가전제품 등 모든 산업분야에서 기존의 금속 유리
등 무기물을 급속히 대체하고 있으며 표면처리를 통한 플라스틱의 낮은 내열성 내
마모성 등의 단점을 보완하고 기능성을 개선함으로써 그 활용 폭이 지속적으로 확
대되고 있는 상황이다
플라스틱 반투과반사 윈도우는 년 일본 사의 에 첫 적1997 Sony Portable Audio
용된 후 첨단 전자제품에 급격히 파급되고 있으며 삼성 대우 등 국내 전자LG
업체에서도 디자인성이 높아 최근 첨단전제품의 전면에 반투과반사윈도우를 적극
채용하고 있는 추세이다 그러나 플라스틱 반투과반사 윈도우는 내부 광원으로부터
의 가시광은 투과하면서도 외부의 빛은 반사시키는 기능이 있어야하며 흡수율이
낮아 광효율이 높아야 하고 순수금속층을 수 십 나노 두께로 균일하게 코팅해야하
는 어려움이 있으며 더욱이 유기 물인 플라스틱과의 접착력을 높일 수 있는 플라
스틱 표면처리기술과 미세파티클 제어를 위한 청정기술 등을 필요로하는 복합적인
기술 제품이다 현재 국내 전자업체에서는 고가의 반투과반사 윈도우용 소재를 수
입하여 인쇄 및 가공 등 후가공 기술만을 확보하고 있어 코팅층의 박리 얼CNC
룩 접착력 저하 등의 발생시 문제해결에 한계가 있는 상황으로 관련기술 개발에의
한 플라스틱 윈도우 부품소재의 국산화 및 수입대체가 절실하며 국내 전자제품의
원가경쟁력 향상을 위해서도 시급히 개발되어야할 기술이다
- 12 -
본 과제는 플라즈마에의한 표면개질로 고분자 표면의 친수성증대 및 금속층과RF
의 접착력 향상을 위한 표면처리기술 유공압 디핑방식에의한 코팅층의 도포 및 자
외선에의한 광경화 하드코팅기술 전자선 증발 평행이송 및 매스크설계에의한 미세
금속박막 증착공정 기술개발 및 각 공정의 최적화를 통한 시제품을 제작하는 것이
며 아울러 플라스틱 반투과 반사윈도우소재의 기계적 광학적 특성 평가 기술을 확
립하는데 있다
- 13 -
제 장 관련기술의 이론적 배경2
제 절 플라즈마에의한 표면처리1
다양한 산업분야에서 광범위하게 적용되고 있는 플라스틱 소재는 높은 성형성 경
량성으로 인해 폭발적인 성장을 하고 있으며 최근에는 기존 금속 목재 등 무기물
을 급속하게 대체하고 있는 상황이다 그러나 플라스틱은 낮은 내열성 내마모성
마찰에의한 정전성 등의 단점을 갖고 있으며 특히 광학용 소재로 사용시 정밀세정
이 용이하지 않아 다양한 세정방법이 모색되고 있는 상황이다 일반적으로 플라스
틱 오염물은 초음파세척에 의해 제거가 가능하나 모재에 물리 또는 화학적으로 붙
어있는 이물질이나 모재 표면 자체가 갖고 있는 표면 거칠기(surface roughness)
등의 개선에는 한계가 있어 코팅층과의 박리가 발생하는 문제점이 있어왔다 최근
이러한 문제점을 해결하기 위해 저온 플라즈마 를 이용한 플라즈마 표면처(plasma)
리기술이 도입되고 있으며 더욱이 플라즈마는 플라스틱 표면에 친수성기를 활성
화할 수 있는 장점이 있어 코팅층의 접착력 향상에 있어 핵심적인 방법으로 평가받
고 있다 이 방법은 전리된 전자와 이온이 전기장에 의해 운동하면서 모재 표면에
충돌하여 표면에 존재하는 유무기물 등 오염물을 제거하고 미세에칭을 통해 표면
조도를 향상시키는 역할을 하는 것으로 알려져 있다 플라즈마 표면처리 장치에서
플라즈마 발생 장치는 고전압을 이용한 직류 플라즈마 원이 있고 주파수가 1356
혹은 그의 배수인 플라즈마 원 등이 있다 직류 플라즈RF (RF-plasma source)
마 원은 구조가 간단하고 사용하기 편리하지만 절연체가 두 전극 사이에 있을 경
우 절연체 표면에 전자가 쌓여서 또 하나의 음극을 형성하여 플라즈마가 형성되지
않아 절연체 표면처리에는 적용이 불가능하다고 활 수 있다 이런 이유로 본 연구
에서는 절연체인 고분자의 표면처리를 위해 및 를RF plasma source Optical Grid
이용한 를 적용하여 표면처리를 수행하였다Ion Beam source
원리 및 구성1 Plasma Ion Beam Source
내열성이 취약한 등 엔지니어링 플라스틱의 표면에 금속 및 세라믹박막PC PMMA
을 증착하기 위한 표면처리방법으로 상온에서 모재의 표면손상을 최소화할 수 있
는 저온 플라즈마 이온원의 활용은 필수적이라고 할 수 있다 본 과제에서는 플라
스틱 기판의 표면처리를 위해 의 를 적용하filamentless type RF ion beam source
였으며 개략적인 부품의 구성 및 작동원리는 다음과 같다
- 14 -
에서 발생된 는 의 을 따라 흐르면서 주변에RF generator microwave antenna coil
를 형성하고 동시에 는 를 형성하게magnetic field AC magnetic field electric field
된다 를 통하여 공급된 중에 존재하는 일부 은 형성된 MFC gas charged particle
내를 이동하면서 내부에서의 많은 중성입자들electic field gas discharge chamber
과 연속적인 충돌을 일으키고 차 충돌된 은 새로운 을 발1 particle charged particle
생시키며 형성된 내에서 연속적인 플라즈마를 생성하게된다 생성된magentic field
플라즈마 중 양이온은 ion optical 내의 양음극 전극사이의 에 의하여grid potential
밖으로 인출되도록 하여 특정 에너지를 갖는 이온을 얻는 것이다 이온원 플라즈마
의 을 위하여 사의 와generation Comdel 80 500W (Model CPS-500AS80)
를 사용하였으며 및 에 전압1356 RF generator Emitting grid accelerating grid
을 인가하기 위하여 의 를 사용하였다2KV DC power supply
적용된 는 의 조절에 의해 를 까지 조RF ion source RF power ion currrent 5~80 Aμ
절할 수 있으며 에 인가된 전압의 조절에 의해 의 에너지 조절grid 200~ 2000eV
이 가능하다 이온원은 크게 및 부 공급 및 부 magnet support gas discharge
부 부로 나눌 수 있으며 구성도는 아래 그림 과 같mat ching box optical grid [ 1]
다
그림 의 구성도[ 1] Ion Source
- 15 -
가 Magnet Array
의 설치목적은 전자의 나선형 운동을 유도함으로써 평균자유경로를Magnet array
길게하는데 있다 전자의 을 증가시켜 연속적인 플라즈마를 발생시키는 것 life time
이다 이온원에는 크기 인 를 사용하여 플라즈마의 20times30times10t 20times30times35t SmCo5
고온분위기에서도 자성을 쉽게 잃지 않으며 각각 개로 구성되어 개의 을 28 4 6 pile
이루고 있다 에의한 이온원의 자력분포는 그림 과 같다 Magnet array [ 2] Magnet
지지부는 강자성물질중의 하나인 순철이며 의 상하 주 quartz discharge chamber
변에는 판형을 이루고 있으며 부에 열전도계수가 높은 를 사용 flange Copper Rod
하여 플라즈마에 의해 발생된 열이 쉽게 방출되는 구조를 갖고 있다
그림[ 2] Ion Source Magnet Array(2times3)
나 Matching Box
의 고주파를 사용하는 는 의 출력Radio frequency linear ion source RF power
값에 상응하는 부의 값의impedance plasma discharge load impedance matching
여부가 의 특성을 크게 좌우하게된다 의 출력이Ion beam current RF generator
까지 모두 전달되어 효율적인 플라즈마를 발생시키기 위해서는antenna discharge
부의 가 가능한 적어 를 최소화되어야 바람직하나impedance reflecting power
값은 량 및 상태 주변환경 등의 변화에 매load impenance gas insulator ground
우 민감하게 반응하고 고주파의 노출시 각종전자장치 및 인체에 치명적일 수 있어
고주파의 에 각별한 주의를 필요로한다 의 값은 약shield antenna inductance 19 X
10-8 이며 사의H Jennings VVC(Vacuum Variable Capacitor 7 ~ 500 pF 5KV)μ
를 사용하여 값을 조절하였다capacitance
- 16 -
그림 의 전기회로 개략도[ 3] Matching Box
다 Ion Optical Grid
는 내부의 중 만을 인출Ion beam optical grid gas discharge chamber plasma +ion
시키는 역할을 한다 아래 그림 에서 와 사이에 [ 4] emitting grid accelerating grid
높은 을 인가하여 을 인출하고 외부에는 로써potential +ion decelerating grid
가 있어 외부의 및 의 유입을 방지하는 기능을 하ground electron charged particle
고 있다
그림 의 개략도[ 4] Ion Optical Grid
되는 은 사이의 차이 만큼의 에너지Emitting ion emitting-accelerating gird potential
를 갖게되며 작동시 의 인가전압을 조절함으로써 의 에너지를 조절emitting grid Ion
할 수 있도록 되어있다
- 17 -
그림 에서의 변화[ 5] Optical Grid Potential
각 는 의 일정한 간격을 유지하고 있으며 플라즈마 발생시 온도grid 08 ~ 12
에 의한 변형을 막기 위해 선팽창계수가 낮은 박판 소재를 사용하고 있titanium (1t)
다 본 과제어 적용된 는 아래 그림 과 같다 RF ion source [ 6]
그림[ 6] RF Ion Source
이온원의 특성2
가 의 조절성 Ion Current
의 특성은 개구부의 단면적이 인 에RF linear ion source 1 faraday cup DC
의 전압을 인가한 후 이온 전류를 측정하였다 그림 는27V [ 7] Ion source RF
의 조절에 의하여 의 가 조절되며 에power ion beam current density emitting grid
인가전압을 조절함으로써 의 를 조절할 수 있도록 되어 있다 Ion Beam energy Ar
O2 의 유량 는 인 조건에서 측정된gas 15sccm ion beam energy 1KeV ion beam
의 값은 그림 에 나타내었다current [ 8]
- 18 -
그림 및 측정[ 7] Faraday Cup Ion Current
그림 에 따른[ 8] RF Power Ion Current Density
그림 에서 알 수 있듯이 원자량 또는 분자량이 클수록 같은 에서 이[ 8] RF power
온 전류가 많이 생성되는 것을 알 수 있다 이는 질량이 무거울수록 미분산란 단면
적이 증가하여 이온화가 잘 되기 때문이며 는 공급을 Ion current density RF power
로 증가시킴에 따라 까지의 범위에서 비교적 선형적으로10~130W 5 ~ 38 Aμ
증가됨을 알수 있다 의 조절성 확보와 Ion beam current 5times10-4 ~ 3times10-5 의torr
넓은 작동영역은 플라스틱 표면처리의 다양한 적용을 가능하게 하였다
- 19 -
나 의 Ion Beam Uniformity
플라스틱 모재의 표면개질 및 에 사용된 는 대면cleaning linear ion beam source
적 기판의 표면처리에 있어서 의 균일성 확보는 필수적이라 할 수 있다ion beam
더욱이 플라스틱의 경우 친수성 증대를 위한 량의 적정영역 폭은 상대적ion dose
으로 광범위하지 않아 균일성이 낮을 시는 대면적 시료를 일괄처리할 수 없어 후공
정인 반사막 및 다층막의 부분적 박리 및 을 유발할 수 있다crack
와의 거리가 인 지점에서Optical grid 400 Ar 20 sccm RF 60W ion beam
는 각각 이고 진공도energy 05 1KeV 8x10-5 에서 측정된 의torr ion beam current
분포를 그림 에 나타내었다 의 는 로 시료크기[ 9] Ion Beam uniformity 82 500
이상의 대면적에서 사용가능하다고 할 수 있다
그림[ 9] Linear Ion Beam Profile
제 절 고진공 금속증착2
증착막의 균일성1 (uniformity)
본 개발에 사용된 의 은 수많은 전자의 충돌에의해 증Electron-Beam Gun crucible
착물이 되는 시발점이며 종종 점증발원으로 이상화되어 수학적으로 해evaporation
석되고 있다 이 때 증발된 물질은 불균일하게 방사형으로 퍼져 나가기 때문에 평
면 모재에 균일한 박막을 증착하기는 그리 쉽지않다 증발된 물질은 일반적으로
COS2의 법칙을 만족하여 증발된다고 알려져 있으며 이에 대한 대책으로 안경렌즈
등 광학 코팅업체에서는 형의 기판 를 설치하여 회전시키고 고정 를dome jig mask
제작하여 균일성을 확보하고 있다 그러나 본 과제와 같이 대면적 평판의 경우 장
단의 차가 매우 커서 회전방식을 이용할 경우 공간의 효율적 활용이 어렵고 증착물
의 소모가 너무 많은 단점이 있어 기판의 평행이송과 고정 를 복합적용하여mask
증착박막의 균일성을 확보코자 하였다
- 20 -
가 이론적 두께 분포
증발원의 형상 및 기판의 상대위치에 따른 박막의 두께분포는 수식에 의해 계산이
가능하며 점증발원에서 높은 거리에 있는 평면상의 중심 에서 만큼 떨어져 있 0 X
는 점에서의 막두께 는 기하학적 가정과 해석을 통해 다음과 같이 구할 수 있다t
그림[ 10]
m 증발량 h 증발원과 기판과의 수직거리
p 증착물질의 밀도 x 기판의 중심에서 측정하고자하는 미소평면과의 거리
그림 점증발원의 기하학적해석[ 10]
아래의 그림 은 점증발원 및 미소평면증발원인 경우 각각 평면기판상에 증착된[ 11]
막의 두께 분포를 수식에 의해 구한 결과이다
그림 수식에 의한 증착막의 두께분포[ 11] (H Macleod)
- 21 -
축은 중심에서의 두께에 대한 비를 나타내며 축은 점에서 측정하고자 하는 미Y X 0
소평면까지의 거리 와 증발원과 기판사이의 거리 에 대한 비를 나타내고 있다 중X h
심부에서 최대의 두께를 나타내며 가 인 부터는 급격한 변화가 있으나 연속 Xh 03
적으로 감소함을 알 수 있다
제 절 플라스틱 특성평가3
광흡수율1
가 의 구비조건 Spectrophotometer
파장범위는 를 측정할 수 있어야 한다1) 340 ~ 780nm
측정 파장 간격은 이하로하고 분광측정기의 사출 슬릿에서 나오는 방사2) 10nm
속의 유효 파장폭은 이하로 한다10nm
측광방식은 기준물체로 부터의 투과 광속 또는 반사광속의 비교 측정에 의한 것3)
으로 하고 측과의 정확성은 측광 범위 최대 눈금의 이내로 하고 반복 정밀도 1
는 이내로 한다05
분광측정기 파장눈금의 치우침은 분광 측광기의 투과 파장대에 대한 최대 강도4)
의 파장으로부터 이내로 한다1nm
나 측정방법
투과율 측정방법 시료면의 법선방향에서 분광 측정기의 사출 슬릿에서 나오는1)
평행에 가까운 광선속을 입사시켜서 그 투과광의 방향에서 간격의 파장에 10nm
대해 분광 투과율을 측정한다 기준 물체는 광로 중에 시료를 삽입하지 않는 경우
의 공기층으로서 그 분광투과율을 로한다1
반사율 측정방법 시료의 면에 대해서 법선에 대한 각도가 도를 초과하지 않2) 15
는 입사각으로서 분광 측정기의 사출 슬릿에서 나오는 평행에 가까운 광선속을 입
사시켜서 간격의 파장에 대해서 분광반사율을 측정한다 기준 물체로서는 절10nm
대 반사율 측정법에 따라 표준 거울면 반사체를 사용한다
- 22 -
흡수율 계산 금속박막의 광흡수율 은 전체 입사광 에서3) (A) 100 visual range
에서의 평균투과율(Tav 과 평균반사율) (Rav 의 을 뺀 광량을 다음식에서 구할 수 있)
다
광흡수율(A) = 100-(Tav+Rav)
다 평가시 주의사항
측정시 온도와 습도를 기록한다o Spectrophotometer
의 램프는 적어도 시험 분전에 켜 놓는다o Spectrophotometer 5
측정시 주변의 진동이 없도록한다o Spectrophotometer
표준 반사 시편은 주기적으로 평가하고 기록하여 보정계수를 수정한다o
내마모성2 (ASTM D1044)-TaberHaze Test
가 시험개요
이 시험 방법은 를 사용하여 시료표면에 를 발생시킨 후 광투Taber abraser haze
과율에 의한 값의 변화를 측정함으로써 표면의 내마모성을 평가하는 방법으haze
로 값이 클수록 내마모성이 나쁘고 작을수록 내마모성이 높다고 할 수 Haze()
있다
그림[ 12] Taber Abrasion Tester
- 23 -
나 시험방법
시료의 준비1)
시험할 시료는 깨끗하고 원형 혹은 사각으로 지름 이상 크기의 투명판상부재80
여야하며 두께는 이하가 바람직하다 시료의 중앙에는 홀가공되어 12 Taber
에 장착이 가능해야 한다Abraser
에의한 마모2) Taber Abraser
는 시편을 회전시키는 회전판과 회전하는 시편 표면에 접촉하여 표Taber Abraser
면을 마모시키는 두 개의 마모윤으로 이루어져 있다 시편을 회전판 위에 고정시킨
후 일정한 무게 를 갖는 마모윤을 시편 위에 올려놓아 하중을 가한 상태에서(500g)
마모윤과 시편을 동시에 회전시켜 표면을 마모시키는 장치로 하중 및 회전 cycle
은 시료에 따라 적용을 달리한다 시험환경은 온도 상대습도 23 plusmn 2 50 plusmn 5
이어야 하며 마모윤은 마다 교환해서 사용한다 100 cycle
측정3) Haze Valve
로 마모된 시편은 로 혼탁도 를 측정하여 내마모Taber Abraser Hazemeter (Haze)
성을 평가한다 는 투명판의 를 측정하는 장치로서 여기서 Hazemeter Haze Haze
란 시편이 얼마나 깨끗한가에 대한 척도이며 투명판에 빛을 비추었을 때 투명판을
투과하는 빛 중에서 입사광으로부터 보다 큰 각도로 벗어나는 빛의 백분율을25deg
뜻한다 한 시편 당 개 이상의 측정 점에서의 평균값을 구하고 마모 전에 측정 4
된 값과의 차 를 구한다haze Haze()
접착력3 (ASTM D3359)
코팅층의 접착력 평가를 위한 다양한 방법이 개발되고 있으나 대부분 금속 유리 등
무기소재가 주를 이루고 있으며 플라스틱과 같은 유기물과 코팅층과의 접착력을
정량적으로 평가하기에는 다소 한계가 있는 실정이다 일반적으로 가장 광범위하게
간단히 적용되는 방법은 이며 최근에는 임계하중값을 이용Cross-Cut-Tape-Test
하는 방법도 적용되고 있다scratch-test
가 Tape-Test 접착테이프 접착력시험법으로 그림 과 같이 칼로 간격으 [ 13] 1
로 개의 선을 직교하도록 긋고 접착테이프 사의 를 사용하여11 (3M 610)
한 코팅층 위에 밀착시킨 후 순간적으로 도 방향 테이프를 떼어 초cross-cut (45 )
기의 정사각형 수 개 와 시편에 잔존하는 코팅층의 정사각형 수를 비교함으로(100 )
써 부착력을 정량적으로 표현하는 방법이다 신뢰성 측면에서 곳이상에서 각 회 3 5
이상 실시 할 수 있다
- 24 -
그림[ 13] Cross-Cut Tape Test
나 Scratch Test 그림 과 같이 다이아몬드 팁이 달린 로 기 [ 14] Nano-indenter
판의 표면에 위치한 후 수직방향의 힘을 선형적으로 증가시키면서 동시에 수평방
향으로 기판을 등속으로 이송하여 표면의 긁힘 자국을 관찰한다 밀착력은 수평방
향의 전체 이송길이 에 대응하는 임계길이 에서의 임계하중을 간단한 비례식으로L
계산하여 밀착력 을 계산한다(N)
그림 스크레치 테스크 개념도[ 14]
표면경도4 (ASTM D3363)
가 개 요
플라스틱 코팅층의 표면경도는 경도값을 알고 있는 연필심을 이용하여 소재의 표면
경도를 평가하는 방법이다 분위기 온도범위와 습도 의 상 23 degC plusmn 2degC 50plusmn 5
대습도에서 시험한다
연필경도 단계는 다음과 같다
- 25 -
6B-5B-3B-2B-B-HB-F-H-2H-3H-4H-5H-6H-7H-8H
(Softer) (Harder)
나 시험 및 평가방법
경도를 알고있는 연필의 심 길이를 로하고 끝단을 심방향과 직각이도록1) 5~6
로 깍아 단면이 동심원이 되도록 준비한다 기계식 연필깍기 사포 등 사용90deg ( )
측정하려는 시편을 단단하고 수명한 면 위에 올려놓는다2)
준비된 연필을 시편면과 과가 되도록 올려 놓고 단단히 연필홀더에 고정시킨3) 45deg
다
연필심에 일정한 압력이 전달되도록 균일한 힘을 가하면서 균일한 속도로4) 65
이상을 전진시킨다
상기 번을 회 반복한다 확보된 다섯개의 경로선을 관찰하여 코팅층의5) 1234 3
긁힘여부를 확인한다
세개의 선 중 긁힘이 발생한 선이 있으면 아랫 등급의 연필을 사용하여 상기6)
를 반복한다12345
세개의 연필경로선 모두에서 긁힘 발생이 없으면 사용한 연필의 경도를 코팅층7)
의 표면경도로 기록한다
다 주의사항
시험전 시편의 표면에 오일 콤파운드 등을 제거하여 시험중 미끄럼발생이 없도
록 한다
시험중 연필심의 에지부에 크랙 파손이 발생할시에는 재가공후 시험한다
- 26 -
표면친수성 에너지5 ( )
플라스틱 모재의 향상을 위한 연구에 있어서 표면 특성의 정량적인 평가wettability
가 수행되어야 하며 직접적인 실험에 의한 향상정도를 확인할 수 있어야 한다 표
면 특성의 정량적인 평가로서 본 과제에서는 액체의 접촉각을 측정하여 표면에너지
를 구함으로써 향상정도를 비교할 수 있었으며 에 의해 향상됨cross-cut tape test
을 파악할 수 있었다 일반적으로 고체표면의 에너지는 표면의 형상조도에 의해 좌
우되는 와 극성작용기에 의한 의 합으로 계산된다dispersion force polar force
고체표면의 와 를 구하기 위해서는 물성을 알고있는 두dispersion force polar force
극성용액의 고체표면과의 을 측정함으로써 다음과 같이 간단히 계산wetting angle
할 수 있다
Wetting angle120563120574s
d Dispersion force of Solid120574ld Dispersion force of Liquid
120574sp Polar force of Solid
120574lp Polar force of Liquid
일반적으로 사용되는 극성용액은 차증류수와 용액을 사용하며 각 용액3 formamide
의 물성은 아래 표 과 같다[ 1]
표 극성용액의 물성[ 1]
각 용액의 을 측정하고 용액의 기지의 상수를 활용하여 상기식을 이wetting angle
용한 두방정식의 연립을 통하여 고체의 표면에너지를 계산하는 것이다 본 과제에
서는 의 에너지 및 량에 따라 고분자 및 하드코팅표면의ion beam dose wetting
을 측정하고 상기 식에 적용하여 표면에너지를 구할 수 있었으며 박막 증착angle
후 를 통하여 접착력의 향상을 확인할 수 있다cross-cut tape test
- 27 -
제 장 플라스틱 반투과반사 윈도우 코팅공정개발3
제 절 플라즈마 이온원에의한 표면처리1
산업전반에 걸쳐 광범위하게 사용되고 있는 플라스틱은 경량성 및 높은 생산성으로
인해 그 활용 폭을 점차 넓혀가고 있으나 플라스틱의 열에너지chemical reaction
에 의한 표면거칠기 열변형 무기물과의 접착력 등의 특성은 플라carbonization
스틱의 활용에 한계가 되고 있으며 이러한 문제를 해결하려는 연구개발이 다양한
분야에서 활발하게 진행되고 있다 특히 glow discharge electron beam arc
등의 방법으로 플라스틱 표면의 특성을 개선하기 위discharge corona discharge
한 연구가 이루어지고 있으며 일부 연구결과는 산업현장에서 적용되어 핵심공정으
로 자리를 잡고있다 본 과제에서는 에너지를 갖는 조사에 의한 고분자 ion beam
표면의 친수성을 높이고 표면에너지의 향상을 통하여 금속 무기물과의 를wettability
증진코자 하였다 수백 에서 수 의 에너지를 갖는 을 사용한 것과 KeV MeV ion beam
는 달리 내외의 에너지를 갖는 을 사용함으로써 플라스틱 표면의1KeV ion beam
큰 손상없이 만을 증진시켜 무기물과 고분자의 접착력이 혁신적으로 개wettabiIity
선되는 결과를 나타냈다
플라스틱 모재에 플라즈마 을 조사하여 의 량 변화에 따른ion beam ion beam dose
극성용액의 을 측정하였다 그림 는 의 에너지를wetting angle [ 15] ion beam 1
로 일정하게하고KeV O2와 이온 빔의 이온선량을Ar 1times1014 에서 1times1017 ion
의 범위로 변화시키며 조사하였을 때 증류수의 접촉각 변화를 나타낸 것이다
그림[ 15] Water Wetting Angle(lon Beam Energy 1KeV)
- 28 -
기판의 증류수에 대한 접촉각 측정은 플라즈마 이온빔 처리된 모재의 표면에 증류
수 를 각각 군데 떨어뜨린 후002 3 contact anglometer (Goniometer Model
를 사용하여 을 측정한 후 평균값을 취하였다G-1 ELMA Inc) wetting angle
플라스틱표면에 플라즈마 처리안된 시료의 증류수에 대한 접촉각은 였으며 플92deg
라즈마 표면 개질된 모재의 은 정도wetting angle 30deg (1times1017 로 떨어짐을ions )
확인할 수 있었다 표면에너지값을 구하기 위하여 포름아미드 용액의 접촉각을 같
은 방법으로 측정하였다 그림 이온선량이 증가하면서 접촉각이 조금씩 감소하[ 16]
는 경향은 증류수 접촉각 실험과 같은 경향을 보이고 있다
그림 포름아미드[ 16] Wetting Angle(Ion Beam Energy 1Kev)
물과 포름아미드 극성용액의 측정된 접촉각을 이용하여 플라스틱 모재의 표면에너
지를 구할 수 있었다 그림[ 17]
그림 이온선량에 따른[ 17] Surface Energy
- 29 -
표면거칠기에 큰 영향을 받는 의 경우 이온선량이 증가함에 따라dispersion force
대체적으로 완만한 변화를 보이고 있으나 의 경우 이온선량이 증가함에 polar force
따라 지속적으로 급격히 증가하여 이온선량이 1times1015 Ar+ 에서는ions 40 ergs
까지 도달하였으며 이온선량이 1times10 17 Ar+ 에 이르러서는 의ions 64 ergs
표면에너지까지 증가하여 초기의 보다는 배이상이 증가함을 알 수 있었30 ergs
다 이와 같은 변화는 이온 빔의 조사로 인하여 플라스틱 기판 표면에 free radical
이 생성되고 의 형성으로 설명되고 있다hydrophilic group
한편 의 에너지 변화에 따른 플라스틱의 표면에너지 변화를 알아보기 위 ion beam
하여 이온선량을 8x1016 Ar+ 로 일정하게 하고 의 에너지를ions ion beam
까지 일정하게 증가시키면서 물과의 접촉각을 측정하였다 그림1500eV [ 18]
그림 에 따른 물과의 접촉각 변화[ 18] Ion Beam Energy
플라스틱 종류별 차이는 있으나 대체로 내외였으며 이상에서는 점차40deg 1500eV
로 다시 증가하는 것을 보여주었다 으로 표면처리시 의 보다는 Ion beam ion energy
의 량에 지배를 받는 것으로 파악되었으며ion dose Ar+만의 조사보다는 02 분위기
에서의 Ar+ 조사시 효과가 높았으나 진공도가 낮아지는 점과 이 불안정하ion beam
다는 단점이 있어 Ar+ 만의 조사가 생산적용시에는 유리하다고 판단된다
- 30 -
제 절 하드코팅공정연구2
전처리 공정1
플라스틱 표면 상에 흡착 부착된 오일 미세먼지 지문 등 다양한 오염물은 하드코
팅 후 코팅층의 박리 핀홀 표면 얼룩 등의 다양한 불량을 초래할 수 있어 coating
액의 도포공정에 앞서 필수적으로 세정공정을 수행해야한다 본 과제에서는 초음파
세척방법을 전처리공정에 적용하여 하드코팅공정 연구를 수행하였다 그림 는 [ 19]
본 연구에 사용된 세척장치로써 세정액이 담긴 세정조 차 및 차 수세조와 탕세 1 2
조로 구성되어 있다
그림 초음파 세척 장치[ 19]
본 과제에서는 초음파를 기본적으로 사용하고 플라스틱 소재의 성형방법에 따라
표면특성 및 오염된 표면 이물질이 달라 각각 다른 공정 방법을 적용하였다
가 사출 및 압출 성형된 모재
대부분의 플라스틱 기판은 알카리 세제를 사용한 전처리공정으로 깨끗한 기판을 얻
을 수 있었으며 처리 후 부착력이 우수한 코팅층을 얻을 수 있었다 hard coating
세척순서는 아래와 같다
알카리 세제 수용액에 초음파 세척 분(1) 5 50~60 times 10
흐르는 수도물에 수세 대략 초(2) 10
증류수에 초음파 수세 분(3) 50~60 times 10
증류수에 탕세(4) 4 s 60~70
- 31 -
건조 분(5) 70 times 60
보관 에 보관(6) SUS box
나 성형된 모재 Casting
성형시 필수적으로 포함되는 모재의 이형성분을 제거하기위한 최적공정을Casting
파악하기 위해 세제의 농도 및 처리시간에 따른 실험을 수행하였다 실험은 1~
의 알카리 세제로 각각 분으로 나누어 초음파 처리하고 의 으10 5 10 30 50 IPA
로 분 범위내에서 시간을 달리하여 초음파 세척한 후 코팅제로3~10 A-104 hard
을 하였다 다음은 세척공정 순서이다coating
알카리 세제 수용액에 초음파 세척 분(1) 5 50~60 times 10
흐르는 수도물에 수세 대략 초(2) 10
수용액에 초음파 세척 분(3) 20~50 IPA 30~40 times 7~8
증류수에 초음파 수세 분(4) 50~60 times 10
증류수에 탕세(5) 4 s 60~70
건조 분(6) 70 times 60
보관 에 보관(7) SUS box
시편의 평가는 육안에 의한 얼룩의 유무확인과 에 의한 부착력cross-cut tape test
으로 판단하였다 알카리 세제와 농도가 각각 와 미만일 때는 오염 물질 IPA 5 50
이 완전히 제거되지 않아서 코팅막에 약간의 얼룩이 관찰되었으며 의 알카리 5
세제로 분 분간 초음파 세척과 분간 초음파 세척공정시에5 ~10 7 IPA hard coating
의 부착력이 우수하였고 코팅막에 얼룩도 발생하지 않았다
표 는 알카리세제와 수용액으로 세척된 기판위에[ 2] IPA PMMA casting hard
막을 형성시킨 후 코팅층의 부착력을 시험한 결과이다coating
표 기판에 대한 세척 코팅 접착력[ 2] PMMA Casting +
- 32 -
공정2 Dipping
하드코팅공정에 있어서 도포공정은 다양한 방법이 개발되어 있으며 본 과제에서는
두께조절성 액의 소모성 등을 고려해 디핑방식을 적용하였다 공정의 Dip-coating
개략적 방법은 다음과 같다
플라스틱 모재는 함수율이 높아 코팅전 모재건조를 실시한다(1)
플라스틱 모재에 묻어있는 먼지를 안에서 제전건으로 완벽히 제거(2) clean room
한 후 의 에 수직으로 고정시킨다dip-coater jig
시편을 코팅액이 담겨져 있는 코팅조에 일정한 속도로 하고 초간 유(3) dipping 10
지시킨다
의 인상속도를 조절 한 후 시편을 일정 속도로 인상한(4) Dip-coater (2~6 sec)
다
이 때 인상속도를 조절하여 코팅층의 두께를 조절할 수 있다 딥코팅시 분위기 습
도를 이하 온도 상온 코팅액 온도를 로 유지하여 액의 경시변RH 50 18 ~ 20
화를 최소화 해야한다 플라스틱렌즈 및 보안경 등 공정을 요하는 업 hard coating
체에서는 정도의 청정실에서 하드코팅을 실시하고 미만의 상대습class 1000 50
도 조건을 유지함으로써 대기 중의 먼지 부유물등에의한 오염을 최소화하고 있으
며 날씨변화에 따른 분위기 환경을 일정하게 유지하고 있다
코팅 분위기 조건의 변화는 경화 후 막에 에 의한hard coating particle pin-hole
과 현상 등을 일으킬 수 있으며 양질의 우수한 코팅막을 얻기가 힘들다 본hazing
연구에서는 인 의 을 설치하여 하class 1000 conventional air flow type clean room
드코팅공정을 실시하였다
그림 내부 사진[ 20]Clean room
- 33 -
내부에는 제전건 기 클린 오븐 광경화기 초음파세척장Clean room dip-coating
치 등의 설비를 구비하여 경화형 처리가 일괄적으로 처리됨으로써UV hard coating
우수한 물성의 하드코팅막을 얻을 수 있었다 그림 은 내부의 사 [ 20] clean room
진이며 작업시 내부온도는 습도는 이하를 유지하 hard coating 18~20 40RH
였다
전도체인 금속과 달리 플라스틱은 절연물질로 전기전하의 이동을 허용치 않아 마찰
등에 의하여 쉽게 정전기장을 형성하여 정전기장 내에 놓여있는 반대 극성을 갖는
입자를 끌어들이게 된다 이러한 입자를 제거하기 위해서는 플라스틱 표면 및 입자
의 극성을 중성으로 바꾸어 줌으로써 간단히 해결할 수 있다 본 과제에서는
공정 전에 공기를 이온화시켜 대량의 양 음이온을 발생시키는 장치인dipping
을 사용하여 을 제거할 수 있었으며 이물에의한 코팅층의Anti-Static-Gun particle
불량을 줄일 수 있었다
본 과제의 딥방식은 인상방식과 장치의 정밀성이 코팅특성을 좌우한다고 할 수 있
다 본 과제에 적요된 딥인상은 에의한 조의 인상 하강 방식으로 air-hydro type ㆍ
정숙성이 높은 방식이다
그림 장치 유공압[ 21] Dip-coating ( type)
- 34 -
실린더의 제어는 유공압 방식을 사용하였으며 이는 압축공기를 이용하여 유압실린
더를 제어하는 방식으로 공기의 압축성으로 인한 문제점을 개선한 것이다 즉 공기
압을 사용하면서 유압유니트와 같이 작동개시 때나 부하변동시에 접속구동이 가능
하고 저속 구동시 현상을 방지할 수 있는 유압실린더의 장점을 활용한 것 stick slip
이다 일반적으로 유공압은 실린더의 정밀정속구동 중간정지 이속제어나 로터리형
액츄에이터의 완속구동 등에도 많이 적용되고 있다 그림 은 본 실험에 사용한 [ 21]
유공압 방식의 장치로써 실린더와dip-coating air hydro type convertor coating
조 냉각 및 시스템 용량 사용 line filtering (chemical pump (10 min) 15 filter )ℓ
등으로 구성되어 있다
경화공정3
플라스틱 기판위에 경화형 액을 딥방식에의한 도포 후 에UV hard coating 50~70
서 분동안 시키고 램프 에의한 를 조사시키면3~5 pre-heating UV (200~400nm) UV
표면경도 및 내마모성이 우수한 막이 형성된다 표 에서는 본 연구에 사coating [ 3]
용되어진 코팅제 종류 및 경화조건을 나타내었다
표 코팅제 종류 및 경화 조건[ 3]
Maker Grade 용 도 경 화 조 건
사 국내L ( ) A-104GN 겸용PC amp PMMA파장UV lamp (250~360nm)
에너지UV 65~90mjcm2
사 국내H ( ) 0-299 용PMMA파장UV lamp (250~360nm)
에너지UV 60~85mjcm2
사 국외E ( ) C-220 겸용PC amp PMMAUV lamp 300Winch
이송속도 25ftmin
사 국외H ( ) B-8558 겸용PC amp PMMA파장UV lamp (250~360nm)
에너지UV 75mjcm2
본 과제의 광경화공정연구에 사용된 광경화기를 그림 에 나타내었으며 일반적[ 22]
인 광경화의 원리 및 메커니즘은 다음과 같다
가 경화원리 및 특징 UV
전자파 중 자외선 은 파장이 까지의 영역을 의미하고 있으나 경(UV) 10~400nm UV
화에 이용되는 파장범위는 대체로 이며 이 자외선이 화학작용에 유효200~400nm
한 것은 유기 화합물의 해리 분해반응을 일으킬 수 있는 강력한 에너지를 가지고
있기 때문이다
- 35 -
경화 메커니즘(1) UV
일반적으로 코팅제의 경화는 광개시제로부터 시작되는데 자외선이 갖는 에너지UV
에 의해 광개시제가 분해되어 라디칼 반응을 형성하여 반응을 유도할 수 있는 활성
체가 된다 이 활성체에 의하여 및 와 연쇄적으로 반응하여 망 monomer oligomer
상구조화된 고분자막이 형성되는 것이다
경화의 특징(2) UV
저온에서 경화가 가능하다 내열성이 좋지 않은 플라스틱 모재에도 고품질의(1)
막을 형성시킬 수 있다coating
경화속도가 빠르다 건조단위가 초단위로 설정되기 때문에 의 연속자동화가(2) line
가능하며 작업효율이 향상된다
예열시간이 짧아 신속한 작업이 가능하며 에너지가 절감된다(3)
운전관리가 간단하고 신뢰성이 높다(4)
그림[ 22] UV dryer
- 36 -
나 사 사양 UV dryer (EYE GRAPHICS model ECS-301G1)
종류 와 수은등(1) lamp metal halide
(2) lamp power 및 로 조절 가능 15KW 2KW 3KW
발광장(3) 250nm
반사판 집광형(4)
조사거리 으로 조절가능(5) 100 ~ 180
속도 으로 조절 가능(6) conveyer 08 ~ 8mmin
냉각 방식 공냉식(7)
제 절 고진공증착공정3
증착공정개발1
가 증착물질 및 증착조건
반투과반사 윈도우는 투과성과 반사성을 동시에 만족해야하며 일반적으로 금속박
막을 고진공증착함으로써 구현될 수 있다 이러한 금속박막은 진공영역에서 작업을
수행해야하며 스퍼터링과 증착이 주를 이루고 있다 그 중 스퍼터링 방법 e-beam
은 재현성이 우수하고 방식으로의 적용이 용이하다는 장점이 있으나in-line target
및 의 교체 초기조건설정 등이 용이하지 않아 본 과제에서는 다양한 재료cathode
를 코팅할 수 있는 을 적용하였다 유기물인 플라스틱상에 금속무기물e-beam type
의 접착력과 코팅후의 기계적 특성확보를 위해서는 다양한 증착공정 연구가 수행
되어야 한다 표 와 표 에 사용된 증착물의 물성과 증착조건을 각각 나타었 [ 4] [ 5]
다
표 주요 증착 물질의 물성표[ 4]
- 37 -
표 주요 증착물질의 증착조건[ 5]
나 측정값에 의한 증착막의 두께 분포
증착에 의한 증착막의 두께분포를 파악하기 위하여 크기의E-Beam 600 x500
위에 두께 의 증착속도 을 증착하였다 위치에 따른 증착glass 2500 AI ( 5 sec) Å Å
막의 두께를 측정하기 위하여 유리판 중앙부에서 바깥쪽으로 폭 간격 길이10 (
으로 등분하여 시편의 증착막두께를 으로 측정하였다 그림 계산30mm) 25 SEM [ 23]
에 의한 두께분포와 비교하였을 때 대체적인 경향은 비슷하지만 상대적으로 기울기
가 급함을 알 수 있다
그림 측정값에 의한 증착막의 두께분포[ 23]
두께측정시 사진에 의존한 측정이고 사용된 진공시스템은 이상화와는 거리가SEM
있어 약간의 차이가 발생되었다고 판단된다 측정된 값의 추세선을 구함으로써 고
정 의 제작시 로 활용할 수 있었으며 평행이송에 의한 균일성확보mask reference
연구에 참고데이터로 활용할 수 있었다
- 38 -
다 평행이송에 의한 균일성확보
기판의 평행이송과 고정 를 동시에 사용하여 두께가 균일한 박막을 제작하고mask
자 하였다 를 평행이송하여 동서방향의 균일성을 확보하고 이때 등두께를 기준 Jig
으로 동서방향을 등분하여 평면으로 이상화 해 구간내에서의 선의 형상을 두께13
기울기에 비례한 형상을 구현한 고정 를 제작하여 남북방향의 균일성을 확보하mask
고자 하였다 평행이송은 로 회전수를 inverter motor(LG -KMI400K1) 0~160rpm社
으로 조절하면서 이송하였으며 고정 는 기판이송방향의 직각방향에 대한 균일 mask
성만을 고려하여 설계제작하였다 그러나 에 의한 가림과 이송시 증착영역을 mask
벗어남으로 인해서 생기는 증착물 가 크다는 단점이 있었으며 고정 의 형loss mask
상은 증착물 증착율에 따라 다소 차이가 있어 여러 세트를 구비해야만 했다 수차
례 실험을 통해 증착물별 를 제작할 수 있었으며 평행이송속도를 증가시키고mask
왕복이송 횟수를 증가시킴으로써 이내의 균일성을 확보할 수 있었다10
시스템의 특성2 IBAD
가 증착시 온도의 변화
플라스틱 기판은 내열성이 낮아 열원에 장시간 노출되면 열변형과 함께 탄화되고
이 발생하여 박막물성에 악영향을 미칠 수 있으며 증착막과 비교하여out gassing
평균 수 십배 이상 선팽창계수가 높아 선팽창 차에 의한 박막의 과 박리를 일crack
으킬 수 있다 본 연구에서는 증착시 플라스틱에 미치는 분위기 온도의 영향을 파
악하고 적정 증착조건을 파악하기 위하여 금속 및 세라믹으로 나누어 증착시 분위
기온도 변화를 측정하였다
금속물의 시간에 따른 온도 변화(1)
은 분후 약 도정도 상승하여 시간에 따른 온도 변화가 거의 없었지만 은AI 10 3 Cr
약 도가 상승하여 급격한 상승을 보이고 있어 증착시 온도변화를 주목할 필요가12
있었다 더욱이 은 증착율이 높을수록 박막이 형태로 증착되어 반사율을 Cr granule
저하시키는 원인이 되었으며 막 자체에 도 많이 발생되었다 반투과반사 윈도crack
우 제작을 위한 금속박막 물질로는 보다는 이 온도측면에서 유리하다고 판단Cr AI
되었으며 아래의 그림 에 금속박막의 시간에 따른 온도의 변화를 비교하였다[ 24]
- 39 -
주) 증착률Al -10 sec EC-260~280Å
증착률Cr -10 sec EC-65 ~ 95Å
그림 금속박막의 시간에 따른 온도변화 비교[ 24]
세라믹의 시간에 따른 온도 변화(2)
세라믹은 금속과 달리 일반적으로 가 매우 높아 증착시 분위기온도melting point
상승이 매우 컸다 측정된 세라믹의 시간에 따른 온도의 변화는 그림 에 나타 [ 25]
내었다
주) SiO2 증착률 -10 sec EC-45 ~ 60Å
TiO2 증착률 -10 sec EC- 175Å
AI2O3 증착률 -10 sec EC-180~260Å
그림 세라믹박막의 시간에 따른 온도변화 비교[ 25]
- 40 -
그 중 SiO2 TiO2는 분 경과후 가량의 비교적 완만한 온도변화를 보이고 있10 10
으나 AI2O3는 가량의 급격한 온도상승을 보여 고증착율에서의 사용에는 한계30
가 있었다 실증착시에는 의 를 낮춤으로써 증착율 E-gun emission current 3~5 Å
내에서 증착하여 급격한 온도상승을 막을 수 있었다 AI2O3은 경도가 매우 높고 증
착시 조밀도가 높아 보호막으로 많이 사용되는 증착물이다 그러나 본 실험에서는
증착시 열발산이 특히 심하고 증착율을 낮추어도 온도가 급상승하여 증착시 crack
이 쉽게 발생하여 플라스틱 기판에는 부적합하다고 판단되었다
나 플라스틱의 Out gassing
기체방출 은 진공용기 속에서 사용하는 물질의 표면이나 내부에 흡착(out gassing)
되어 있던 분자들이 방출되는 현상을 의미하며 진공조의 압력상승 및 박막의 물성
에 큰 영향을 미치게 된다 또한 고진공 에서 배기시간을 증가시키고 최저 system
도달 압력을 결정짓는 직접적인 요인이 된다 표 는 주요 물질의 기체방출율을 [ 6]
나타낸 것이다
표 주요 물질의 기체방출율[ 6] (Pa m3sm2)
본 연구에서는 플라스틱 기판 장입 유무에 따라 의 영항에 의한 진공도out gassing
의 변화를 알아보기 위하여 진공조 내부에 기판 를 장입한PC (250times65times3 ) 10ea
후 진공도를 측정함으로써 장입전과 비교하여 변화가 있음을 알 수 있었으며 측정
된 값은 그림 에 나타내었다[ 26]
- 41 -
그림 플라스틱 기판 유 무에 따른 진공도 변화[ 26]
그림 의 결과에서 나타나듯이 플라스틱 기판의 장입시 배기속도가 다소 늦[ 26] (PC)
어짐을 알 수 있었으며 이는 플라스틱 모재가 함유한 수분 등의 에 의out gassing
한 차이로 보여진다 기체 방출률은 표면상태나 세척정도 등에 의해 크게 baking
좌우된다고 알려져있어 본 연구에서는 진공조 내부의 에 세심한 주의를 cleaning
기울였으며 함수율이 높은 플라스틱 기판의 세척공정과 함께 건조공정을 확립하고
을 설치하여 플라스틱 기판이 진공조에 머무는 시간을 최소화함load lock system
으로써 플라스틱 모재로 인한 을 최소화할 수 있었다 out gassing
- 42 -
제 장 시제품제작 및 특성분석4
제 절 상용제품의 특성분석1
본 과제의 반투과반사윈도우 개발을 위해서 일본 상용제품의 특성을 분석하였다
일본제품의 측정결과 상하부는 이며 층의 두게는SEM 147 121 m Top coatingμ
로 층보다는 다소 얇은 코팅층이였다 또한 금속박막층은106 m Base coating μ
으로 관찰이 용이하지 않으나 및 에 근거한 추정결과 내SEM RBS SEM data 20nm
외로 판단되었다 아래 그림 은 상용제품의 모재 상하면의 단면 사진이다 [ 27] SEM
그림 반투과반사 윈도우 상용제품의 사진 상 하단면[ 27] SEM ( )
그림 은 일본제품의 분석 결과이다 이온을 조사하였고 이 때[ 28] RBS He2+
는 였으며 고에너지에의한 플라스틱 표면의 손상을 줄이기beam energy 224MeV
위해 이온 량을 으로 낮게 설정하였다dose 80 C μ
그림 반투과반사 윈도우 상용제품의[ 28] RBS Spectrum
- 43 -
분석결과 표층에는 내외의 이 관찰되었으며 내부로 됨에 따라 유20nm AI etching
기물이 지속적으로 관찰되고 있음을 알 수 있다 그림 과는 달리 표면에 [ 27] top
층이 존재하지 않으며 표면에서는 층만이 존재함을 알 수 있다coating AI
제 절 플라즈마 표면처리2
플라스틱 반투과반사 윈도우 시제품제작을 위해 플라즈마 이온빔을 조사하여 플라
스틱 모재의 표면처리를 수행하였다 플라즈마는 의 고순도 의 999999 20 sccm
를 공급하면서 를 사용하여 발생시켰다 이 때 는Ar gas RF power RF Power 80W
였으며 는 로 설정하여 모재가 장착된 지그를 좌우 이송하 Ion Beam energy 1KeV
면서 표면처리공정을 수행하였다 는 Base Pressure 12times10-6 였으며torr Working
는Pressure 5x10-4 였다 조사시간은 로torr Ion Beam 120sec 5times1017 Ar+ ions
의 였다 그림 는 에의한 표면처리 후 표면의 상태를 보기위한dose [ 29] ion beam
사진이다 의 면적을 하였으며 곳을 측정하여 평균값을 취AFM 1 x 1 scanning 5
하였다 조사 전후 표면의 거칠기 는 에서 로 다소 증가하였으 Ion (Ra) 55 589Å Å
나 플라스틱의 표면에는 큰 손상을 주지는 않는 것으로 파악되었다
그림 표면개질전후의 사진[ 29] AFM
그림 은 표면처리후 플라스틱 모재 상에 증류수를 떨어트려 을[ 30] Wetting angle
측정한 결과이다 표면처리 전 의 이 로 크게 줄여 들어 722 deg Wetting angle 171 deg
표면친수성이 크게 향상되었음을 알 수 있다
- 44 -
그림[ 30] Wetting Angle Test
제 절 광경화에의한 하드코팅3
광경화 하드코팅공정1
반투과반사 윈도우로 사용되는 플라스틱 소재는 낮은 내열성과 표면경도로 인해 코
팅층의 내구성 높이는데 한계가 있어 유무기계 막을 형성시킴으로써 표hard coating
면경도나 내마모성 등의 기계적 특성을 크게 향상시켰으며 코팅후 소재의 내마모
성 표면경도에 대한 평가를 수행하였다 하드코팅 공정에 있어서 가장 유의해야할
사항 중 하나는 공기 중 무수히 존재하는 미세먼지 및 파티클에의한 코팅층의 오염
이라고 할 수 있다 코팅층에 포함된 파티클은 코팅액의 흐름과 두께불균일성을 발
생할 수 있으며 더욱이 투명제품의 파티클은 제품불량에 있어서 주요요인이라고
할 수 있다 미세 파티클은 세척공정에서부터 경화 후 포장공정에 까지 일관되게
제어되어야 하며 양압에의한 클린룸을 필요로 하고 있다 더욱이 도포 및 경화조건
은 온습도 매우 민감하여 클린룸에 의한 항온항습이 필수적이라고 할 수 있다 본
과제에서는 헤파필터에 의한 의 항온항습 클린룸에서 하드코팅공정을Class 1000
수행하였다
막의 두께 균일성을 파악하기 위하여 측정위치를 변화시키면서Hard coating SEM
에의한 두께를 측정하였다
가 측정 방법 인 플라스틱기판을 대략 정도 250 X65 X3(t) 150 dip-coating
하여 기판을 아래 그림 과 같이 크기로 등분 한 후[ 31] 65cmX25cm 5 (1) (2)
샘플을 로 절단하여 단면가공 후 으로 관찰하였다(3) 10 X 4 SEM
- 45 -
그림 시료의 크기 및 측정점[ 31]
나 측정 결과 시료의 각 위치에서의 코팅층 측정두께를 표 에 나타내었다 아 [ 7]
울러 단면 사진을 그림 에 나타내었다SEM [ 32]
표 막의 두께 측정 결과 사용[ 7] hard coating (SEM )
그림 층의 단면 사진[ 32] Hard coating SEM
시제품의 하드코팅층 물성평가2
플라스틱 반투과반사 윈도우용 소재는 표면경도 접착력 내마모성 등 waveness
다양한 물성들을 만족시켜야 한다 물성시험을 위한 시료는 상에 코 PMMA A-104
팅액을 속도로 인상하여 광경화공정을 통해 제작되었다2 s
- 46 -
가 내마모성
하드코팅된 소재의 내마모성은 를 사용하여 물성평가를 실시하였steel wool tester
다 은 를 사용하였으며 하중은 을 유지하였고 왕복회수는 Steel wool 0000 1kg 50
회로 설정하여 시험 후 각 시편의 스크레치 발생 정도를 비교분석함으로써 코팅층
을 평가할 수 있었다 그림 은 자체에서 설계 제작한 [ 33] steel wool scratch
의 사진이며 사양은 다음과 같다tester
기계규격 670 times 265 times 370①
로울러 지지축 운동규격 20 times 158 times 304 ( 120 )②
로울러 12 times 50③ empty회전축 모터와 연결축 11 ( )④ empty무게추 고정봉 5 times 80⑤ empty무게추 500g 2 ea 200g 4 ea 100g 4 ea⑥
밸런스 추 295g⑦
로울러축 지지대 20 times 24 times 62⑧
이동 정반 8 times 168 times 372⑨
시험품 고정판 40 84 times 150 ( 2 ea )⑩
가압 핸들 5 times40⑪
그림[ 33] Steel Wool Scratch Tester
나 표면경도
막은 내마모성과 표면경도에서 한계가 있는 플라스틱 표면특성을 향Hard coating
상시키기 위해 수행되었으며 딥방식에의한 도포와 에의한 광경화공정을 적용하 UV
였다
- 47 -
그림[ 34] Pencil Hardness Tester
딥 도포공정에서 인상속도를 로 유지하였다 표 는 플라스틱 모재 위에4 sec [ 8]
다양한 의 제를 사용하여 코팅한 실험 결과이며 표면연필경도는grade hard coating
로써 모재의 경도보다 단계 상승하였으며 코팅제로 막을4~5H 3~4 A-104 coating
형성시킨 경우 내스크레치성에서도 하중 하에서 으로 1kg steel wool 0000
막 위를 회 왕복하였을 때 막에 스크레치가 거의 발생하지 않았coating 50 coating
다
표 막에 대한 시험 결과[ 8] Hard coating (4 s)
- 48 -
제 절 고진공금속박막증착4
하드코팅막의 표면처리1
그림 플라즈마 표면처리된 하드코팅막의 사진[ 35] AFM
하드코팅막은 등 무기물을 다량 함유하고 있는 유무기의 혼합물질이다 고분silicon
자와는 달리 하드코팅막은 이온선량의 넓은 범위에 걸쳐서 증류수와의 접촉각이 매
우 낮았다
결과 막에 있어서는Water drop test hard coating 3times1015 ~ 4times1017 Ar+ ions
의 범위내의 량으로 증류수의 접촉각이 낮음을 알 수 있었다 증착막의 접ion dose
착력 향상정도를 확인하기 위하여 이온선량을 변화시키며 하드코팅층 표면에 dose
량에 따라 Ar+ 을 조사한 후 의 박막을 증착하여ion beam 100nm AI cross-cut
를 수행하였다 표tape test [ 9]
표 플라스틱 박막의 결과[ 9] HCAI Cross-cut tape test
하드코팅층의 에 의한 표면처리전 결과는 플라스틱에서처럼 모두 박리 되ion beam
었으나 의 량ion beam dose 5x1015 ~ 1x1017의 범위에서는 모두 접착력이 우수함
을 알 수 있었다 이는 하드코팅층위에 일부 무기질 재료가 포함되어 금속 박막과
의 친화성이 강하기 때문으로 판단되며 일반 고분자와는 달리 내열성이 매우 우수
하여 의 고에너지에서 수십분간의 조사에서도 표면에 탄화되는 경향이 없15 KeV
었다
- 49 -
미세금속박막증착2
플라스틱 반투과반사윈도우의 미세금속박막은 당사에서 보유하고 있는 고진공
시스템을 사용하여 증착하였다 그림 시스템을 구비하고 있IBAD [ 36] LoadLock
는 본 장비는 가 장착되어 있으며 모재의 평행이송과 를RF Plasma source Mask
사용하여 두께 균일성을 확보하였다
그림 증착 시스템[ 36] IBAD
반투과반사미러에 사용된 금속은 의 사의 을 사용하였다 당사에서9999 Cerac AI
보유하고 있는 4x10-6 진공도에서 을 사용하였다 증착시torr e-beam gun
는 증착율은 였으며 상하 좌우의 을 통Emission Current 280 5 sec Sweeping Å
해 균일한 증착율 유도하였다
그림 금속박막의 투과율[ 37] Spectrum
- 50 -
그림 금속박막의 전후면 반사[ 38] spectrum
사의 로 측정된 가시영역에서의 투과 반Hitachi U-2000 UV-Vis Spectrophotometer
사 을 그림 그림 에 나타내었다 각각의 투과반사율을 가시영spectrum [ 37] [ 38]
역에서의 평균값을 구한뒤 아래 표와 같이 흡수율을 구하였다 제작된 시제품의 흡[
수율은 였다248
표 금속증착막의 특성분석결과[ 10]
No 항 목 평 가 방 법 시 험 결 과
1 접 착 력 Cross-Cut 100100
2 투 과 율 Spectrophotometer 445
3 반사율 전면( ) Visual Range 307
4 반사율 후면( ) Visual Range 171
5 흡 수 율 Visual Range 248
- 51 -
제 장 결론5
제 절 연구결과1
플라즈마 표면처리공정연구 광경화에의한 하드코팅공정연구 고진공증착에의한 미
세 금속박막 증착연구개발을 통하여 수입되고 있는 플라스틱 반투과반사윈도우 소
재를 개발하였다 현재 상용되고 있는 수입소재의 기계적 광학적 특성을 분석을 통
하여 개발 목표치를 설정하였으며 최적 공정개발에의한 시제품제작을 완료하였다
시제품의 평가항목 및 특성치를 아래 표 에 나타내었다[ 12]
표 반투과반사윈도우 시제품의 특성표[ 12]
평 가 항 목 특성치 비 고
광흡수율1 () 248 분광기 기준30T
내마모성2 () 28 자체기준( haze)
접착력3 (x100) 100 회ASTMD3359 10
표면경도4 (H) 5 ASTMD3363 Mitsu-B
표면친수성5 (deg ) 171 Anglometer
미세파티클6 (1um) 01 Clean Room
본 과제 수행에의한 개발목표를 달성할 수 있었으며 주요기술개발내용은 다음과
같다 플라즈마를 이용하여 고분자 표면의 친수성 를 크게 높였으며 1) RF (171deg )
금속박막과의 접착력 을 크게 향상시켰다 광경화에의한 하드코팅공정(100100) 2)
개발에의해 플라스틱 표면경도 및 내마모성 을 크게 향상시켰다 고진(5H) (28) 3)
공 증착공정개발에의해 금속박막의 흡수율 을 크게 낮추어 광효율이 높은(248)
플라스틱 반투과반사 윈도우 시제품을 개발하였다 플라스틱 반투과반사윈도우 4)
소재를 평가하기 위한 광학적 기계적특성 평가기법을 확립하였다
- 52 -
제 절 향후전망2
개발된 플라스틱 반투과반사 윈도우는 플라스틱의 낮은 내열성과 표면경도 흡수율
을 개선하기 위한 것으로 최근 전자제품 정보통신부품 등 첨단전자제품에 적극 채
택되고 있다 특히 휴대폰 및 디스플레이의 투과창 소재가 기존 에서 투명플 glass
라스틱으로 적극 채택되면서 관련 공정기술개발과 함께 소재특성을 위한 다양한 연
구가 활발히 추진되고 있으며 선진국에서는 개발완료에 따른 양산체제 구축으로
전세계 시장을 석권하고 있는 상황이다
본 과제에의한 플라스틱 반투과반사 윈도우의 시제품은 수입시판되고 있는 상용소
재와 동등이상의 특성을 나타내고 있어 향후 양산설비 및 양산공정연구에의한 소
재의 국산화가 가능하다고 할 수있다 또한 본 과제의 플라즈마 표면처리는 저온
표면처리를 요하는 광학용 플라스틱 소재의 표면처리에 활용될 수 있으며 광경화에
의한 하드코팅공정은 기존 열경화방식과는 달리 화가 가능하며 대량 양산in-line
체제를 갖출 수 있어 향후 큰 폭의 성장이 기대된다
- 53 -
참 고 문 헌
1 Oleg A Popov ldquoHigh Density Plasma Sourcesrdquo NOYES Publications(1995)
전자기술연구회 초음파 응용 기문사2 ldquo ( 1997)
임준섭외 명3 4 ldquoImprovement in Surface Hardness of Plastic Surface Mirrorrdquo
Korea-Russia Symposium(1998)
4 Lan G Brown ldquoThe Physics and Technology of Ion Sourcerdquo John Wiley amp
Sons(1989)
이규환 외 명 진공증착법으로 제조된 박막의 밀착성에 관한연구 한국5 4 ldquo AI-Cr rdquo
표면공학회지 VoI27No1Feb(1994)
한성남 외 명6 4 ldquoImproving Wettability of Polycarbonate and adhesion with
aluminum by Ar+ ion irradiationrdquo JMaterial Res Vol9 Sep(1995)
한성남외 명 표면에 아르곤 조사와 친수성증대7 4 ldquoPolymethylmethacrylate rdquo The
Korean Physical Society Vol8No2 Mar pp193~198(1995)
인하대 광기술교육센터 광학시스템의 설계 및 평가 인하대 광기술교육센터8 ldquo rdquo
(1999)
임준섭외 명9 5 ldquoEffect of Ion Beam Assisted Cleaning on Adhesion of AI to
Polymer Substrate of PC and PMMArdquo Asian Finish lsquo98(1998)
10 CJ Brinker and GW Scherrer ldquoSol-Gel Science The Physics and
Chemistry of Sol-Gel ProcessingrdquoAcademic Press NY(1990)
아주공업 주 표면처리 기술을 이용한 자동차용 후사경 개발 산업자11 ( )rdquoPlasma rdquo
원부 최종보고서(2000)
고성진외 명 자동차용 플라스틱 미러와 그 제조방법 아주공업 주12 2 rdquo rdquo ( )(2002)
아주공업 주 플라즈마 기술을 이용한 오토바이 헬멧용 무적쉴드개발 중소기13 ( ) ldquo rdquo
업청 최종보고서(2002)
박원규 졸겔법의 응용과 제품 명현문화사14 rdquo rdquo (1999)
홍진후 경화코팅 조선대학교 출판부15 rdquoUV rdquo (2002)
- 10 -
그림 측정값에의한 증착막의 두께분포[ 23]
그림 금속박막의 시간에 따른 온도변화 비교[ 24]
그림 세라믹 박막의 시간에 따른 온도변화 비교[ 25]
그림 플라스틱 기판 유무에 따른 진공도 변화[ 26]
그림 반투과반사 윈도우 상용제품의 사진[ 27] SEM
그림 반투과반사 윈도우 상용제품의[ 28] RBS Spectrum
그림 표면개질 전후의 사진[ 29] AFM
그림[ 30] Wetting Angle Test
그림 시료의 크기 및 측정점[ 31]
그림 층의 단면 사진[ 32] Hard Coating SEM
그림[ 33] Steel Wool Scratch Tester
그림[ 34] Pencil Hardness Tester
그림 플라즈마 표면처리된 하드코팅막의 사진[ 35] AFM
그림 증착시스템[ 36] IBAD
그림 금속박막의 투과율[ 37] Spectrum
그림 금속박막의 전후면 반사[ 38] Spectrum
- 11 -
제 장 서 론1
국내전자산업은 정보통신 컴퓨터 전자부품 등을 주축으로 생산규모면에 있어서 세
계 위 로 주요생산국 중 하나이며 최근 디지털화 인터넷붐 등으로 매년5 ( lsquo00)
내외의 고속성장을 하고 있다 국내 전자산업은 전체산업의 약 의 비중을20 13
차지하고 있으나 일부 핵심부품 및 소재는 관련기술의 부족으로 일본 미국 등 관
련 선진국으로부터 수입에 의존하고 있어 이에 대한 대책 및 전략적 기술 개발에
의한 국산화가 시급한 실정이다 또한 플라스틱 소재는 높은 성형성 경량성 및 탄
성이 우수하여 자동차 항공기 가전제품 등 모든 산업분야에서 기존의 금속 유리
등 무기물을 급속히 대체하고 있으며 표면처리를 통한 플라스틱의 낮은 내열성 내
마모성 등의 단점을 보완하고 기능성을 개선함으로써 그 활용 폭이 지속적으로 확
대되고 있는 상황이다
플라스틱 반투과반사 윈도우는 년 일본 사의 에 첫 적1997 Sony Portable Audio
용된 후 첨단 전자제품에 급격히 파급되고 있으며 삼성 대우 등 국내 전자LG
업체에서도 디자인성이 높아 최근 첨단전제품의 전면에 반투과반사윈도우를 적극
채용하고 있는 추세이다 그러나 플라스틱 반투과반사 윈도우는 내부 광원으로부터
의 가시광은 투과하면서도 외부의 빛은 반사시키는 기능이 있어야하며 흡수율이
낮아 광효율이 높아야 하고 순수금속층을 수 십 나노 두께로 균일하게 코팅해야하
는 어려움이 있으며 더욱이 유기 물인 플라스틱과의 접착력을 높일 수 있는 플라
스틱 표면처리기술과 미세파티클 제어를 위한 청정기술 등을 필요로하는 복합적인
기술 제품이다 현재 국내 전자업체에서는 고가의 반투과반사 윈도우용 소재를 수
입하여 인쇄 및 가공 등 후가공 기술만을 확보하고 있어 코팅층의 박리 얼CNC
룩 접착력 저하 등의 발생시 문제해결에 한계가 있는 상황으로 관련기술 개발에의
한 플라스틱 윈도우 부품소재의 국산화 및 수입대체가 절실하며 국내 전자제품의
원가경쟁력 향상을 위해서도 시급히 개발되어야할 기술이다
- 12 -
본 과제는 플라즈마에의한 표면개질로 고분자 표면의 친수성증대 및 금속층과RF
의 접착력 향상을 위한 표면처리기술 유공압 디핑방식에의한 코팅층의 도포 및 자
외선에의한 광경화 하드코팅기술 전자선 증발 평행이송 및 매스크설계에의한 미세
금속박막 증착공정 기술개발 및 각 공정의 최적화를 통한 시제품을 제작하는 것이
며 아울러 플라스틱 반투과 반사윈도우소재의 기계적 광학적 특성 평가 기술을 확
립하는데 있다
- 13 -
제 장 관련기술의 이론적 배경2
제 절 플라즈마에의한 표면처리1
다양한 산업분야에서 광범위하게 적용되고 있는 플라스틱 소재는 높은 성형성 경
량성으로 인해 폭발적인 성장을 하고 있으며 최근에는 기존 금속 목재 등 무기물
을 급속하게 대체하고 있는 상황이다 그러나 플라스틱은 낮은 내열성 내마모성
마찰에의한 정전성 등의 단점을 갖고 있으며 특히 광학용 소재로 사용시 정밀세정
이 용이하지 않아 다양한 세정방법이 모색되고 있는 상황이다 일반적으로 플라스
틱 오염물은 초음파세척에 의해 제거가 가능하나 모재에 물리 또는 화학적으로 붙
어있는 이물질이나 모재 표면 자체가 갖고 있는 표면 거칠기(surface roughness)
등의 개선에는 한계가 있어 코팅층과의 박리가 발생하는 문제점이 있어왔다 최근
이러한 문제점을 해결하기 위해 저온 플라즈마 를 이용한 플라즈마 표면처(plasma)
리기술이 도입되고 있으며 더욱이 플라즈마는 플라스틱 표면에 친수성기를 활성
화할 수 있는 장점이 있어 코팅층의 접착력 향상에 있어 핵심적인 방법으로 평가받
고 있다 이 방법은 전리된 전자와 이온이 전기장에 의해 운동하면서 모재 표면에
충돌하여 표면에 존재하는 유무기물 등 오염물을 제거하고 미세에칭을 통해 표면
조도를 향상시키는 역할을 하는 것으로 알려져 있다 플라즈마 표면처리 장치에서
플라즈마 발생 장치는 고전압을 이용한 직류 플라즈마 원이 있고 주파수가 1356
혹은 그의 배수인 플라즈마 원 등이 있다 직류 플라즈RF (RF-plasma source)
마 원은 구조가 간단하고 사용하기 편리하지만 절연체가 두 전극 사이에 있을 경
우 절연체 표면에 전자가 쌓여서 또 하나의 음극을 형성하여 플라즈마가 형성되지
않아 절연체 표면처리에는 적용이 불가능하다고 활 수 있다 이런 이유로 본 연구
에서는 절연체인 고분자의 표면처리를 위해 및 를RF plasma source Optical Grid
이용한 를 적용하여 표면처리를 수행하였다Ion Beam source
원리 및 구성1 Plasma Ion Beam Source
내열성이 취약한 등 엔지니어링 플라스틱의 표면에 금속 및 세라믹박막PC PMMA
을 증착하기 위한 표면처리방법으로 상온에서 모재의 표면손상을 최소화할 수 있
는 저온 플라즈마 이온원의 활용은 필수적이라고 할 수 있다 본 과제에서는 플라
스틱 기판의 표면처리를 위해 의 를 적용하filamentless type RF ion beam source
였으며 개략적인 부품의 구성 및 작동원리는 다음과 같다
- 14 -
에서 발생된 는 의 을 따라 흐르면서 주변에RF generator microwave antenna coil
를 형성하고 동시에 는 를 형성하게magnetic field AC magnetic field electric field
된다 를 통하여 공급된 중에 존재하는 일부 은 형성된 MFC gas charged particle
내를 이동하면서 내부에서의 많은 중성입자들electic field gas discharge chamber
과 연속적인 충돌을 일으키고 차 충돌된 은 새로운 을 발1 particle charged particle
생시키며 형성된 내에서 연속적인 플라즈마를 생성하게된다 생성된magentic field
플라즈마 중 양이온은 ion optical 내의 양음극 전극사이의 에 의하여grid potential
밖으로 인출되도록 하여 특정 에너지를 갖는 이온을 얻는 것이다 이온원 플라즈마
의 을 위하여 사의 와generation Comdel 80 500W (Model CPS-500AS80)
를 사용하였으며 및 에 전압1356 RF generator Emitting grid accelerating grid
을 인가하기 위하여 의 를 사용하였다2KV DC power supply
적용된 는 의 조절에 의해 를 까지 조RF ion source RF power ion currrent 5~80 Aμ
절할 수 있으며 에 인가된 전압의 조절에 의해 의 에너지 조절grid 200~ 2000eV
이 가능하다 이온원은 크게 및 부 공급 및 부 magnet support gas discharge
부 부로 나눌 수 있으며 구성도는 아래 그림 과 같mat ching box optical grid [ 1]
다
그림 의 구성도[ 1] Ion Source
- 15 -
가 Magnet Array
의 설치목적은 전자의 나선형 운동을 유도함으로써 평균자유경로를Magnet array
길게하는데 있다 전자의 을 증가시켜 연속적인 플라즈마를 발생시키는 것 life time
이다 이온원에는 크기 인 를 사용하여 플라즈마의 20times30times10t 20times30times35t SmCo5
고온분위기에서도 자성을 쉽게 잃지 않으며 각각 개로 구성되어 개의 을 28 4 6 pile
이루고 있다 에의한 이온원의 자력분포는 그림 과 같다 Magnet array [ 2] Magnet
지지부는 강자성물질중의 하나인 순철이며 의 상하 주 quartz discharge chamber
변에는 판형을 이루고 있으며 부에 열전도계수가 높은 를 사용 flange Copper Rod
하여 플라즈마에 의해 발생된 열이 쉽게 방출되는 구조를 갖고 있다
그림[ 2] Ion Source Magnet Array(2times3)
나 Matching Box
의 고주파를 사용하는 는 의 출력Radio frequency linear ion source RF power
값에 상응하는 부의 값의impedance plasma discharge load impedance matching
여부가 의 특성을 크게 좌우하게된다 의 출력이Ion beam current RF generator
까지 모두 전달되어 효율적인 플라즈마를 발생시키기 위해서는antenna discharge
부의 가 가능한 적어 를 최소화되어야 바람직하나impedance reflecting power
값은 량 및 상태 주변환경 등의 변화에 매load impenance gas insulator ground
우 민감하게 반응하고 고주파의 노출시 각종전자장치 및 인체에 치명적일 수 있어
고주파의 에 각별한 주의를 필요로한다 의 값은 약shield antenna inductance 19 X
10-8 이며 사의H Jennings VVC(Vacuum Variable Capacitor 7 ~ 500 pF 5KV)μ
를 사용하여 값을 조절하였다capacitance
- 16 -
그림 의 전기회로 개략도[ 3] Matching Box
다 Ion Optical Grid
는 내부의 중 만을 인출Ion beam optical grid gas discharge chamber plasma +ion
시키는 역할을 한다 아래 그림 에서 와 사이에 [ 4] emitting grid accelerating grid
높은 을 인가하여 을 인출하고 외부에는 로써potential +ion decelerating grid
가 있어 외부의 및 의 유입을 방지하는 기능을 하ground electron charged particle
고 있다
그림 의 개략도[ 4] Ion Optical Grid
되는 은 사이의 차이 만큼의 에너지Emitting ion emitting-accelerating gird potential
를 갖게되며 작동시 의 인가전압을 조절함으로써 의 에너지를 조절emitting grid Ion
할 수 있도록 되어있다
- 17 -
그림 에서의 변화[ 5] Optical Grid Potential
각 는 의 일정한 간격을 유지하고 있으며 플라즈마 발생시 온도grid 08 ~ 12
에 의한 변형을 막기 위해 선팽창계수가 낮은 박판 소재를 사용하고 있titanium (1t)
다 본 과제어 적용된 는 아래 그림 과 같다 RF ion source [ 6]
그림[ 6] RF Ion Source
이온원의 특성2
가 의 조절성 Ion Current
의 특성은 개구부의 단면적이 인 에RF linear ion source 1 faraday cup DC
의 전압을 인가한 후 이온 전류를 측정하였다 그림 는27V [ 7] Ion source RF
의 조절에 의하여 의 가 조절되며 에power ion beam current density emitting grid
인가전압을 조절함으로써 의 를 조절할 수 있도록 되어 있다 Ion Beam energy Ar
O2 의 유량 는 인 조건에서 측정된gas 15sccm ion beam energy 1KeV ion beam
의 값은 그림 에 나타내었다current [ 8]
- 18 -
그림 및 측정[ 7] Faraday Cup Ion Current
그림 에 따른[ 8] RF Power Ion Current Density
그림 에서 알 수 있듯이 원자량 또는 분자량이 클수록 같은 에서 이[ 8] RF power
온 전류가 많이 생성되는 것을 알 수 있다 이는 질량이 무거울수록 미분산란 단면
적이 증가하여 이온화가 잘 되기 때문이며 는 공급을 Ion current density RF power
로 증가시킴에 따라 까지의 범위에서 비교적 선형적으로10~130W 5 ~ 38 Aμ
증가됨을 알수 있다 의 조절성 확보와 Ion beam current 5times10-4 ~ 3times10-5 의torr
넓은 작동영역은 플라스틱 표면처리의 다양한 적용을 가능하게 하였다
- 19 -
나 의 Ion Beam Uniformity
플라스틱 모재의 표면개질 및 에 사용된 는 대면cleaning linear ion beam source
적 기판의 표면처리에 있어서 의 균일성 확보는 필수적이라 할 수 있다ion beam
더욱이 플라스틱의 경우 친수성 증대를 위한 량의 적정영역 폭은 상대적ion dose
으로 광범위하지 않아 균일성이 낮을 시는 대면적 시료를 일괄처리할 수 없어 후공
정인 반사막 및 다층막의 부분적 박리 및 을 유발할 수 있다crack
와의 거리가 인 지점에서Optical grid 400 Ar 20 sccm RF 60W ion beam
는 각각 이고 진공도energy 05 1KeV 8x10-5 에서 측정된 의torr ion beam current
분포를 그림 에 나타내었다 의 는 로 시료크기[ 9] Ion Beam uniformity 82 500
이상의 대면적에서 사용가능하다고 할 수 있다
그림[ 9] Linear Ion Beam Profile
제 절 고진공 금속증착2
증착막의 균일성1 (uniformity)
본 개발에 사용된 의 은 수많은 전자의 충돌에의해 증Electron-Beam Gun crucible
착물이 되는 시발점이며 종종 점증발원으로 이상화되어 수학적으로 해evaporation
석되고 있다 이 때 증발된 물질은 불균일하게 방사형으로 퍼져 나가기 때문에 평
면 모재에 균일한 박막을 증착하기는 그리 쉽지않다 증발된 물질은 일반적으로
COS2의 법칙을 만족하여 증발된다고 알려져 있으며 이에 대한 대책으로 안경렌즈
등 광학 코팅업체에서는 형의 기판 를 설치하여 회전시키고 고정 를dome jig mask
제작하여 균일성을 확보하고 있다 그러나 본 과제와 같이 대면적 평판의 경우 장
단의 차가 매우 커서 회전방식을 이용할 경우 공간의 효율적 활용이 어렵고 증착물
의 소모가 너무 많은 단점이 있어 기판의 평행이송과 고정 를 복합적용하여mask
증착박막의 균일성을 확보코자 하였다
- 20 -
가 이론적 두께 분포
증발원의 형상 및 기판의 상대위치에 따른 박막의 두께분포는 수식에 의해 계산이
가능하며 점증발원에서 높은 거리에 있는 평면상의 중심 에서 만큼 떨어져 있 0 X
는 점에서의 막두께 는 기하학적 가정과 해석을 통해 다음과 같이 구할 수 있다t
그림[ 10]
m 증발량 h 증발원과 기판과의 수직거리
p 증착물질의 밀도 x 기판의 중심에서 측정하고자하는 미소평면과의 거리
그림 점증발원의 기하학적해석[ 10]
아래의 그림 은 점증발원 및 미소평면증발원인 경우 각각 평면기판상에 증착된[ 11]
막의 두께 분포를 수식에 의해 구한 결과이다
그림 수식에 의한 증착막의 두께분포[ 11] (H Macleod)
- 21 -
축은 중심에서의 두께에 대한 비를 나타내며 축은 점에서 측정하고자 하는 미Y X 0
소평면까지의 거리 와 증발원과 기판사이의 거리 에 대한 비를 나타내고 있다 중X h
심부에서 최대의 두께를 나타내며 가 인 부터는 급격한 변화가 있으나 연속 Xh 03
적으로 감소함을 알 수 있다
제 절 플라스틱 특성평가3
광흡수율1
가 의 구비조건 Spectrophotometer
파장범위는 를 측정할 수 있어야 한다1) 340 ~ 780nm
측정 파장 간격은 이하로하고 분광측정기의 사출 슬릿에서 나오는 방사2) 10nm
속의 유효 파장폭은 이하로 한다10nm
측광방식은 기준물체로 부터의 투과 광속 또는 반사광속의 비교 측정에 의한 것3)
으로 하고 측과의 정확성은 측광 범위 최대 눈금의 이내로 하고 반복 정밀도 1
는 이내로 한다05
분광측정기 파장눈금의 치우침은 분광 측광기의 투과 파장대에 대한 최대 강도4)
의 파장으로부터 이내로 한다1nm
나 측정방법
투과율 측정방법 시료면의 법선방향에서 분광 측정기의 사출 슬릿에서 나오는1)
평행에 가까운 광선속을 입사시켜서 그 투과광의 방향에서 간격의 파장에 10nm
대해 분광 투과율을 측정한다 기준 물체는 광로 중에 시료를 삽입하지 않는 경우
의 공기층으로서 그 분광투과율을 로한다1
반사율 측정방법 시료의 면에 대해서 법선에 대한 각도가 도를 초과하지 않2) 15
는 입사각으로서 분광 측정기의 사출 슬릿에서 나오는 평행에 가까운 광선속을 입
사시켜서 간격의 파장에 대해서 분광반사율을 측정한다 기준 물체로서는 절10nm
대 반사율 측정법에 따라 표준 거울면 반사체를 사용한다
- 22 -
흡수율 계산 금속박막의 광흡수율 은 전체 입사광 에서3) (A) 100 visual range
에서의 평균투과율(Tav 과 평균반사율) (Rav 의 을 뺀 광량을 다음식에서 구할 수 있)
다
광흡수율(A) = 100-(Tav+Rav)
다 평가시 주의사항
측정시 온도와 습도를 기록한다o Spectrophotometer
의 램프는 적어도 시험 분전에 켜 놓는다o Spectrophotometer 5
측정시 주변의 진동이 없도록한다o Spectrophotometer
표준 반사 시편은 주기적으로 평가하고 기록하여 보정계수를 수정한다o
내마모성2 (ASTM D1044)-TaberHaze Test
가 시험개요
이 시험 방법은 를 사용하여 시료표면에 를 발생시킨 후 광투Taber abraser haze
과율에 의한 값의 변화를 측정함으로써 표면의 내마모성을 평가하는 방법으haze
로 값이 클수록 내마모성이 나쁘고 작을수록 내마모성이 높다고 할 수 Haze()
있다
그림[ 12] Taber Abrasion Tester
- 23 -
나 시험방법
시료의 준비1)
시험할 시료는 깨끗하고 원형 혹은 사각으로 지름 이상 크기의 투명판상부재80
여야하며 두께는 이하가 바람직하다 시료의 중앙에는 홀가공되어 12 Taber
에 장착이 가능해야 한다Abraser
에의한 마모2) Taber Abraser
는 시편을 회전시키는 회전판과 회전하는 시편 표면에 접촉하여 표Taber Abraser
면을 마모시키는 두 개의 마모윤으로 이루어져 있다 시편을 회전판 위에 고정시킨
후 일정한 무게 를 갖는 마모윤을 시편 위에 올려놓아 하중을 가한 상태에서(500g)
마모윤과 시편을 동시에 회전시켜 표면을 마모시키는 장치로 하중 및 회전 cycle
은 시료에 따라 적용을 달리한다 시험환경은 온도 상대습도 23 plusmn 2 50 plusmn 5
이어야 하며 마모윤은 마다 교환해서 사용한다 100 cycle
측정3) Haze Valve
로 마모된 시편은 로 혼탁도 를 측정하여 내마모Taber Abraser Hazemeter (Haze)
성을 평가한다 는 투명판의 를 측정하는 장치로서 여기서 Hazemeter Haze Haze
란 시편이 얼마나 깨끗한가에 대한 척도이며 투명판에 빛을 비추었을 때 투명판을
투과하는 빛 중에서 입사광으로부터 보다 큰 각도로 벗어나는 빛의 백분율을25deg
뜻한다 한 시편 당 개 이상의 측정 점에서의 평균값을 구하고 마모 전에 측정 4
된 값과의 차 를 구한다haze Haze()
접착력3 (ASTM D3359)
코팅층의 접착력 평가를 위한 다양한 방법이 개발되고 있으나 대부분 금속 유리 등
무기소재가 주를 이루고 있으며 플라스틱과 같은 유기물과 코팅층과의 접착력을
정량적으로 평가하기에는 다소 한계가 있는 실정이다 일반적으로 가장 광범위하게
간단히 적용되는 방법은 이며 최근에는 임계하중값을 이용Cross-Cut-Tape-Test
하는 방법도 적용되고 있다scratch-test
가 Tape-Test 접착테이프 접착력시험법으로 그림 과 같이 칼로 간격으 [ 13] 1
로 개의 선을 직교하도록 긋고 접착테이프 사의 를 사용하여11 (3M 610)
한 코팅층 위에 밀착시킨 후 순간적으로 도 방향 테이프를 떼어 초cross-cut (45 )
기의 정사각형 수 개 와 시편에 잔존하는 코팅층의 정사각형 수를 비교함으로(100 )
써 부착력을 정량적으로 표현하는 방법이다 신뢰성 측면에서 곳이상에서 각 회 3 5
이상 실시 할 수 있다
- 24 -
그림[ 13] Cross-Cut Tape Test
나 Scratch Test 그림 과 같이 다이아몬드 팁이 달린 로 기 [ 14] Nano-indenter
판의 표면에 위치한 후 수직방향의 힘을 선형적으로 증가시키면서 동시에 수평방
향으로 기판을 등속으로 이송하여 표면의 긁힘 자국을 관찰한다 밀착력은 수평방
향의 전체 이송길이 에 대응하는 임계길이 에서의 임계하중을 간단한 비례식으로L
계산하여 밀착력 을 계산한다(N)
그림 스크레치 테스크 개념도[ 14]
표면경도4 (ASTM D3363)
가 개 요
플라스틱 코팅층의 표면경도는 경도값을 알고 있는 연필심을 이용하여 소재의 표면
경도를 평가하는 방법이다 분위기 온도범위와 습도 의 상 23 degC plusmn 2degC 50plusmn 5
대습도에서 시험한다
연필경도 단계는 다음과 같다
- 25 -
6B-5B-3B-2B-B-HB-F-H-2H-3H-4H-5H-6H-7H-8H
(Softer) (Harder)
나 시험 및 평가방법
경도를 알고있는 연필의 심 길이를 로하고 끝단을 심방향과 직각이도록1) 5~6
로 깍아 단면이 동심원이 되도록 준비한다 기계식 연필깍기 사포 등 사용90deg ( )
측정하려는 시편을 단단하고 수명한 면 위에 올려놓는다2)
준비된 연필을 시편면과 과가 되도록 올려 놓고 단단히 연필홀더에 고정시킨3) 45deg
다
연필심에 일정한 압력이 전달되도록 균일한 힘을 가하면서 균일한 속도로4) 65
이상을 전진시킨다
상기 번을 회 반복한다 확보된 다섯개의 경로선을 관찰하여 코팅층의5) 1234 3
긁힘여부를 확인한다
세개의 선 중 긁힘이 발생한 선이 있으면 아랫 등급의 연필을 사용하여 상기6)
를 반복한다12345
세개의 연필경로선 모두에서 긁힘 발생이 없으면 사용한 연필의 경도를 코팅층7)
의 표면경도로 기록한다
다 주의사항
시험전 시편의 표면에 오일 콤파운드 등을 제거하여 시험중 미끄럼발생이 없도
록 한다
시험중 연필심의 에지부에 크랙 파손이 발생할시에는 재가공후 시험한다
- 26 -
표면친수성 에너지5 ( )
플라스틱 모재의 향상을 위한 연구에 있어서 표면 특성의 정량적인 평가wettability
가 수행되어야 하며 직접적인 실험에 의한 향상정도를 확인할 수 있어야 한다 표
면 특성의 정량적인 평가로서 본 과제에서는 액체의 접촉각을 측정하여 표면에너지
를 구함으로써 향상정도를 비교할 수 있었으며 에 의해 향상됨cross-cut tape test
을 파악할 수 있었다 일반적으로 고체표면의 에너지는 표면의 형상조도에 의해 좌
우되는 와 극성작용기에 의한 의 합으로 계산된다dispersion force polar force
고체표면의 와 를 구하기 위해서는 물성을 알고있는 두dispersion force polar force
극성용액의 고체표면과의 을 측정함으로써 다음과 같이 간단히 계산wetting angle
할 수 있다
Wetting angle120563120574s
d Dispersion force of Solid120574ld Dispersion force of Liquid
120574sp Polar force of Solid
120574lp Polar force of Liquid
일반적으로 사용되는 극성용액은 차증류수와 용액을 사용하며 각 용액3 formamide
의 물성은 아래 표 과 같다[ 1]
표 극성용액의 물성[ 1]
각 용액의 을 측정하고 용액의 기지의 상수를 활용하여 상기식을 이wetting angle
용한 두방정식의 연립을 통하여 고체의 표면에너지를 계산하는 것이다 본 과제에
서는 의 에너지 및 량에 따라 고분자 및 하드코팅표면의ion beam dose wetting
을 측정하고 상기 식에 적용하여 표면에너지를 구할 수 있었으며 박막 증착angle
후 를 통하여 접착력의 향상을 확인할 수 있다cross-cut tape test
- 27 -
제 장 플라스틱 반투과반사 윈도우 코팅공정개발3
제 절 플라즈마 이온원에의한 표면처리1
산업전반에 걸쳐 광범위하게 사용되고 있는 플라스틱은 경량성 및 높은 생산성으로
인해 그 활용 폭을 점차 넓혀가고 있으나 플라스틱의 열에너지chemical reaction
에 의한 표면거칠기 열변형 무기물과의 접착력 등의 특성은 플라carbonization
스틱의 활용에 한계가 되고 있으며 이러한 문제를 해결하려는 연구개발이 다양한
분야에서 활발하게 진행되고 있다 특히 glow discharge electron beam arc
등의 방법으로 플라스틱 표면의 특성을 개선하기 위discharge corona discharge
한 연구가 이루어지고 있으며 일부 연구결과는 산업현장에서 적용되어 핵심공정으
로 자리를 잡고있다 본 과제에서는 에너지를 갖는 조사에 의한 고분자 ion beam
표면의 친수성을 높이고 표면에너지의 향상을 통하여 금속 무기물과의 를wettability
증진코자 하였다 수백 에서 수 의 에너지를 갖는 을 사용한 것과 KeV MeV ion beam
는 달리 내외의 에너지를 갖는 을 사용함으로써 플라스틱 표면의1KeV ion beam
큰 손상없이 만을 증진시켜 무기물과 고분자의 접착력이 혁신적으로 개wettabiIity
선되는 결과를 나타냈다
플라스틱 모재에 플라즈마 을 조사하여 의 량 변화에 따른ion beam ion beam dose
극성용액의 을 측정하였다 그림 는 의 에너지를wetting angle [ 15] ion beam 1
로 일정하게하고KeV O2와 이온 빔의 이온선량을Ar 1times1014 에서 1times1017 ion
의 범위로 변화시키며 조사하였을 때 증류수의 접촉각 변화를 나타낸 것이다
그림[ 15] Water Wetting Angle(lon Beam Energy 1KeV)
- 28 -
기판의 증류수에 대한 접촉각 측정은 플라즈마 이온빔 처리된 모재의 표면에 증류
수 를 각각 군데 떨어뜨린 후002 3 contact anglometer (Goniometer Model
를 사용하여 을 측정한 후 평균값을 취하였다G-1 ELMA Inc) wetting angle
플라스틱표면에 플라즈마 처리안된 시료의 증류수에 대한 접촉각은 였으며 플92deg
라즈마 표면 개질된 모재의 은 정도wetting angle 30deg (1times1017 로 떨어짐을ions )
확인할 수 있었다 표면에너지값을 구하기 위하여 포름아미드 용액의 접촉각을 같
은 방법으로 측정하였다 그림 이온선량이 증가하면서 접촉각이 조금씩 감소하[ 16]
는 경향은 증류수 접촉각 실험과 같은 경향을 보이고 있다
그림 포름아미드[ 16] Wetting Angle(Ion Beam Energy 1Kev)
물과 포름아미드 극성용액의 측정된 접촉각을 이용하여 플라스틱 모재의 표면에너
지를 구할 수 있었다 그림[ 17]
그림 이온선량에 따른[ 17] Surface Energy
- 29 -
표면거칠기에 큰 영향을 받는 의 경우 이온선량이 증가함에 따라dispersion force
대체적으로 완만한 변화를 보이고 있으나 의 경우 이온선량이 증가함에 polar force
따라 지속적으로 급격히 증가하여 이온선량이 1times1015 Ar+ 에서는ions 40 ergs
까지 도달하였으며 이온선량이 1times10 17 Ar+ 에 이르러서는 의ions 64 ergs
표면에너지까지 증가하여 초기의 보다는 배이상이 증가함을 알 수 있었30 ergs
다 이와 같은 변화는 이온 빔의 조사로 인하여 플라스틱 기판 표면에 free radical
이 생성되고 의 형성으로 설명되고 있다hydrophilic group
한편 의 에너지 변화에 따른 플라스틱의 표면에너지 변화를 알아보기 위 ion beam
하여 이온선량을 8x1016 Ar+ 로 일정하게 하고 의 에너지를ions ion beam
까지 일정하게 증가시키면서 물과의 접촉각을 측정하였다 그림1500eV [ 18]
그림 에 따른 물과의 접촉각 변화[ 18] Ion Beam Energy
플라스틱 종류별 차이는 있으나 대체로 내외였으며 이상에서는 점차40deg 1500eV
로 다시 증가하는 것을 보여주었다 으로 표면처리시 의 보다는 Ion beam ion energy
의 량에 지배를 받는 것으로 파악되었으며ion dose Ar+만의 조사보다는 02 분위기
에서의 Ar+ 조사시 효과가 높았으나 진공도가 낮아지는 점과 이 불안정하ion beam
다는 단점이 있어 Ar+ 만의 조사가 생산적용시에는 유리하다고 판단된다
- 30 -
제 절 하드코팅공정연구2
전처리 공정1
플라스틱 표면 상에 흡착 부착된 오일 미세먼지 지문 등 다양한 오염물은 하드코
팅 후 코팅층의 박리 핀홀 표면 얼룩 등의 다양한 불량을 초래할 수 있어 coating
액의 도포공정에 앞서 필수적으로 세정공정을 수행해야한다 본 과제에서는 초음파
세척방법을 전처리공정에 적용하여 하드코팅공정 연구를 수행하였다 그림 는 [ 19]
본 연구에 사용된 세척장치로써 세정액이 담긴 세정조 차 및 차 수세조와 탕세 1 2
조로 구성되어 있다
그림 초음파 세척 장치[ 19]
본 과제에서는 초음파를 기본적으로 사용하고 플라스틱 소재의 성형방법에 따라
표면특성 및 오염된 표면 이물질이 달라 각각 다른 공정 방법을 적용하였다
가 사출 및 압출 성형된 모재
대부분의 플라스틱 기판은 알카리 세제를 사용한 전처리공정으로 깨끗한 기판을 얻
을 수 있었으며 처리 후 부착력이 우수한 코팅층을 얻을 수 있었다 hard coating
세척순서는 아래와 같다
알카리 세제 수용액에 초음파 세척 분(1) 5 50~60 times 10
흐르는 수도물에 수세 대략 초(2) 10
증류수에 초음파 수세 분(3) 50~60 times 10
증류수에 탕세(4) 4 s 60~70
- 31 -
건조 분(5) 70 times 60
보관 에 보관(6) SUS box
나 성형된 모재 Casting
성형시 필수적으로 포함되는 모재의 이형성분을 제거하기위한 최적공정을Casting
파악하기 위해 세제의 농도 및 처리시간에 따른 실험을 수행하였다 실험은 1~
의 알카리 세제로 각각 분으로 나누어 초음파 처리하고 의 으10 5 10 30 50 IPA
로 분 범위내에서 시간을 달리하여 초음파 세척한 후 코팅제로3~10 A-104 hard
을 하였다 다음은 세척공정 순서이다coating
알카리 세제 수용액에 초음파 세척 분(1) 5 50~60 times 10
흐르는 수도물에 수세 대략 초(2) 10
수용액에 초음파 세척 분(3) 20~50 IPA 30~40 times 7~8
증류수에 초음파 수세 분(4) 50~60 times 10
증류수에 탕세(5) 4 s 60~70
건조 분(6) 70 times 60
보관 에 보관(7) SUS box
시편의 평가는 육안에 의한 얼룩의 유무확인과 에 의한 부착력cross-cut tape test
으로 판단하였다 알카리 세제와 농도가 각각 와 미만일 때는 오염 물질 IPA 5 50
이 완전히 제거되지 않아서 코팅막에 약간의 얼룩이 관찰되었으며 의 알카리 5
세제로 분 분간 초음파 세척과 분간 초음파 세척공정시에5 ~10 7 IPA hard coating
의 부착력이 우수하였고 코팅막에 얼룩도 발생하지 않았다
표 는 알카리세제와 수용액으로 세척된 기판위에[ 2] IPA PMMA casting hard
막을 형성시킨 후 코팅층의 부착력을 시험한 결과이다coating
표 기판에 대한 세척 코팅 접착력[ 2] PMMA Casting +
- 32 -
공정2 Dipping
하드코팅공정에 있어서 도포공정은 다양한 방법이 개발되어 있으며 본 과제에서는
두께조절성 액의 소모성 등을 고려해 디핑방식을 적용하였다 공정의 Dip-coating
개략적 방법은 다음과 같다
플라스틱 모재는 함수율이 높아 코팅전 모재건조를 실시한다(1)
플라스틱 모재에 묻어있는 먼지를 안에서 제전건으로 완벽히 제거(2) clean room
한 후 의 에 수직으로 고정시킨다dip-coater jig
시편을 코팅액이 담겨져 있는 코팅조에 일정한 속도로 하고 초간 유(3) dipping 10
지시킨다
의 인상속도를 조절 한 후 시편을 일정 속도로 인상한(4) Dip-coater (2~6 sec)
다
이 때 인상속도를 조절하여 코팅층의 두께를 조절할 수 있다 딥코팅시 분위기 습
도를 이하 온도 상온 코팅액 온도를 로 유지하여 액의 경시변RH 50 18 ~ 20
화를 최소화 해야한다 플라스틱렌즈 및 보안경 등 공정을 요하는 업 hard coating
체에서는 정도의 청정실에서 하드코팅을 실시하고 미만의 상대습class 1000 50
도 조건을 유지함으로써 대기 중의 먼지 부유물등에의한 오염을 최소화하고 있으
며 날씨변화에 따른 분위기 환경을 일정하게 유지하고 있다
코팅 분위기 조건의 변화는 경화 후 막에 에 의한hard coating particle pin-hole
과 현상 등을 일으킬 수 있으며 양질의 우수한 코팅막을 얻기가 힘들다 본hazing
연구에서는 인 의 을 설치하여 하class 1000 conventional air flow type clean room
드코팅공정을 실시하였다
그림 내부 사진[ 20]Clean room
- 33 -
내부에는 제전건 기 클린 오븐 광경화기 초음파세척장Clean room dip-coating
치 등의 설비를 구비하여 경화형 처리가 일괄적으로 처리됨으로써UV hard coating
우수한 물성의 하드코팅막을 얻을 수 있었다 그림 은 내부의 사 [ 20] clean room
진이며 작업시 내부온도는 습도는 이하를 유지하 hard coating 18~20 40RH
였다
전도체인 금속과 달리 플라스틱은 절연물질로 전기전하의 이동을 허용치 않아 마찰
등에 의하여 쉽게 정전기장을 형성하여 정전기장 내에 놓여있는 반대 극성을 갖는
입자를 끌어들이게 된다 이러한 입자를 제거하기 위해서는 플라스틱 표면 및 입자
의 극성을 중성으로 바꾸어 줌으로써 간단히 해결할 수 있다 본 과제에서는
공정 전에 공기를 이온화시켜 대량의 양 음이온을 발생시키는 장치인dipping
을 사용하여 을 제거할 수 있었으며 이물에의한 코팅층의Anti-Static-Gun particle
불량을 줄일 수 있었다
본 과제의 딥방식은 인상방식과 장치의 정밀성이 코팅특성을 좌우한다고 할 수 있
다 본 과제에 적요된 딥인상은 에의한 조의 인상 하강 방식으로 air-hydro type ㆍ
정숙성이 높은 방식이다
그림 장치 유공압[ 21] Dip-coating ( type)
- 34 -
실린더의 제어는 유공압 방식을 사용하였으며 이는 압축공기를 이용하여 유압실린
더를 제어하는 방식으로 공기의 압축성으로 인한 문제점을 개선한 것이다 즉 공기
압을 사용하면서 유압유니트와 같이 작동개시 때나 부하변동시에 접속구동이 가능
하고 저속 구동시 현상을 방지할 수 있는 유압실린더의 장점을 활용한 것 stick slip
이다 일반적으로 유공압은 실린더의 정밀정속구동 중간정지 이속제어나 로터리형
액츄에이터의 완속구동 등에도 많이 적용되고 있다 그림 은 본 실험에 사용한 [ 21]
유공압 방식의 장치로써 실린더와dip-coating air hydro type convertor coating
조 냉각 및 시스템 용량 사용 line filtering (chemical pump (10 min) 15 filter )ℓ
등으로 구성되어 있다
경화공정3
플라스틱 기판위에 경화형 액을 딥방식에의한 도포 후 에UV hard coating 50~70
서 분동안 시키고 램프 에의한 를 조사시키면3~5 pre-heating UV (200~400nm) UV
표면경도 및 내마모성이 우수한 막이 형성된다 표 에서는 본 연구에 사coating [ 3]
용되어진 코팅제 종류 및 경화조건을 나타내었다
표 코팅제 종류 및 경화 조건[ 3]
Maker Grade 용 도 경 화 조 건
사 국내L ( ) A-104GN 겸용PC amp PMMA파장UV lamp (250~360nm)
에너지UV 65~90mjcm2
사 국내H ( ) 0-299 용PMMA파장UV lamp (250~360nm)
에너지UV 60~85mjcm2
사 국외E ( ) C-220 겸용PC amp PMMAUV lamp 300Winch
이송속도 25ftmin
사 국외H ( ) B-8558 겸용PC amp PMMA파장UV lamp (250~360nm)
에너지UV 75mjcm2
본 과제의 광경화공정연구에 사용된 광경화기를 그림 에 나타내었으며 일반적[ 22]
인 광경화의 원리 및 메커니즘은 다음과 같다
가 경화원리 및 특징 UV
전자파 중 자외선 은 파장이 까지의 영역을 의미하고 있으나 경(UV) 10~400nm UV
화에 이용되는 파장범위는 대체로 이며 이 자외선이 화학작용에 유효200~400nm
한 것은 유기 화합물의 해리 분해반응을 일으킬 수 있는 강력한 에너지를 가지고
있기 때문이다
- 35 -
경화 메커니즘(1) UV
일반적으로 코팅제의 경화는 광개시제로부터 시작되는데 자외선이 갖는 에너지UV
에 의해 광개시제가 분해되어 라디칼 반응을 형성하여 반응을 유도할 수 있는 활성
체가 된다 이 활성체에 의하여 및 와 연쇄적으로 반응하여 망 monomer oligomer
상구조화된 고분자막이 형성되는 것이다
경화의 특징(2) UV
저온에서 경화가 가능하다 내열성이 좋지 않은 플라스틱 모재에도 고품질의(1)
막을 형성시킬 수 있다coating
경화속도가 빠르다 건조단위가 초단위로 설정되기 때문에 의 연속자동화가(2) line
가능하며 작업효율이 향상된다
예열시간이 짧아 신속한 작업이 가능하며 에너지가 절감된다(3)
운전관리가 간단하고 신뢰성이 높다(4)
그림[ 22] UV dryer
- 36 -
나 사 사양 UV dryer (EYE GRAPHICS model ECS-301G1)
종류 와 수은등(1) lamp metal halide
(2) lamp power 및 로 조절 가능 15KW 2KW 3KW
발광장(3) 250nm
반사판 집광형(4)
조사거리 으로 조절가능(5) 100 ~ 180
속도 으로 조절 가능(6) conveyer 08 ~ 8mmin
냉각 방식 공냉식(7)
제 절 고진공증착공정3
증착공정개발1
가 증착물질 및 증착조건
반투과반사 윈도우는 투과성과 반사성을 동시에 만족해야하며 일반적으로 금속박
막을 고진공증착함으로써 구현될 수 있다 이러한 금속박막은 진공영역에서 작업을
수행해야하며 스퍼터링과 증착이 주를 이루고 있다 그 중 스퍼터링 방법 e-beam
은 재현성이 우수하고 방식으로의 적용이 용이하다는 장점이 있으나in-line target
및 의 교체 초기조건설정 등이 용이하지 않아 본 과제에서는 다양한 재료cathode
를 코팅할 수 있는 을 적용하였다 유기물인 플라스틱상에 금속무기물e-beam type
의 접착력과 코팅후의 기계적 특성확보를 위해서는 다양한 증착공정 연구가 수행
되어야 한다 표 와 표 에 사용된 증착물의 물성과 증착조건을 각각 나타었 [ 4] [ 5]
다
표 주요 증착 물질의 물성표[ 4]
- 37 -
표 주요 증착물질의 증착조건[ 5]
나 측정값에 의한 증착막의 두께 분포
증착에 의한 증착막의 두께분포를 파악하기 위하여 크기의E-Beam 600 x500
위에 두께 의 증착속도 을 증착하였다 위치에 따른 증착glass 2500 AI ( 5 sec) Å Å
막의 두께를 측정하기 위하여 유리판 중앙부에서 바깥쪽으로 폭 간격 길이10 (
으로 등분하여 시편의 증착막두께를 으로 측정하였다 그림 계산30mm) 25 SEM [ 23]
에 의한 두께분포와 비교하였을 때 대체적인 경향은 비슷하지만 상대적으로 기울기
가 급함을 알 수 있다
그림 측정값에 의한 증착막의 두께분포[ 23]
두께측정시 사진에 의존한 측정이고 사용된 진공시스템은 이상화와는 거리가SEM
있어 약간의 차이가 발생되었다고 판단된다 측정된 값의 추세선을 구함으로써 고
정 의 제작시 로 활용할 수 있었으며 평행이송에 의한 균일성확보mask reference
연구에 참고데이터로 활용할 수 있었다
- 38 -
다 평행이송에 의한 균일성확보
기판의 평행이송과 고정 를 동시에 사용하여 두께가 균일한 박막을 제작하고mask
자 하였다 를 평행이송하여 동서방향의 균일성을 확보하고 이때 등두께를 기준 Jig
으로 동서방향을 등분하여 평면으로 이상화 해 구간내에서의 선의 형상을 두께13
기울기에 비례한 형상을 구현한 고정 를 제작하여 남북방향의 균일성을 확보하mask
고자 하였다 평행이송은 로 회전수를 inverter motor(LG -KMI400K1) 0~160rpm社
으로 조절하면서 이송하였으며 고정 는 기판이송방향의 직각방향에 대한 균일 mask
성만을 고려하여 설계제작하였다 그러나 에 의한 가림과 이송시 증착영역을 mask
벗어남으로 인해서 생기는 증착물 가 크다는 단점이 있었으며 고정 의 형loss mask
상은 증착물 증착율에 따라 다소 차이가 있어 여러 세트를 구비해야만 했다 수차
례 실험을 통해 증착물별 를 제작할 수 있었으며 평행이송속도를 증가시키고mask
왕복이송 횟수를 증가시킴으로써 이내의 균일성을 확보할 수 있었다10
시스템의 특성2 IBAD
가 증착시 온도의 변화
플라스틱 기판은 내열성이 낮아 열원에 장시간 노출되면 열변형과 함께 탄화되고
이 발생하여 박막물성에 악영향을 미칠 수 있으며 증착막과 비교하여out gassing
평균 수 십배 이상 선팽창계수가 높아 선팽창 차에 의한 박막의 과 박리를 일crack
으킬 수 있다 본 연구에서는 증착시 플라스틱에 미치는 분위기 온도의 영향을 파
악하고 적정 증착조건을 파악하기 위하여 금속 및 세라믹으로 나누어 증착시 분위
기온도 변화를 측정하였다
금속물의 시간에 따른 온도 변화(1)
은 분후 약 도정도 상승하여 시간에 따른 온도 변화가 거의 없었지만 은AI 10 3 Cr
약 도가 상승하여 급격한 상승을 보이고 있어 증착시 온도변화를 주목할 필요가12
있었다 더욱이 은 증착율이 높을수록 박막이 형태로 증착되어 반사율을 Cr granule
저하시키는 원인이 되었으며 막 자체에 도 많이 발생되었다 반투과반사 윈도crack
우 제작을 위한 금속박막 물질로는 보다는 이 온도측면에서 유리하다고 판단Cr AI
되었으며 아래의 그림 에 금속박막의 시간에 따른 온도의 변화를 비교하였다[ 24]
- 39 -
주) 증착률Al -10 sec EC-260~280Å
증착률Cr -10 sec EC-65 ~ 95Å
그림 금속박막의 시간에 따른 온도변화 비교[ 24]
세라믹의 시간에 따른 온도 변화(2)
세라믹은 금속과 달리 일반적으로 가 매우 높아 증착시 분위기온도melting point
상승이 매우 컸다 측정된 세라믹의 시간에 따른 온도의 변화는 그림 에 나타 [ 25]
내었다
주) SiO2 증착률 -10 sec EC-45 ~ 60Å
TiO2 증착률 -10 sec EC- 175Å
AI2O3 증착률 -10 sec EC-180~260Å
그림 세라믹박막의 시간에 따른 온도변화 비교[ 25]
- 40 -
그 중 SiO2 TiO2는 분 경과후 가량의 비교적 완만한 온도변화를 보이고 있10 10
으나 AI2O3는 가량의 급격한 온도상승을 보여 고증착율에서의 사용에는 한계30
가 있었다 실증착시에는 의 를 낮춤으로써 증착율 E-gun emission current 3~5 Å
내에서 증착하여 급격한 온도상승을 막을 수 있었다 AI2O3은 경도가 매우 높고 증
착시 조밀도가 높아 보호막으로 많이 사용되는 증착물이다 그러나 본 실험에서는
증착시 열발산이 특히 심하고 증착율을 낮추어도 온도가 급상승하여 증착시 crack
이 쉽게 발생하여 플라스틱 기판에는 부적합하다고 판단되었다
나 플라스틱의 Out gassing
기체방출 은 진공용기 속에서 사용하는 물질의 표면이나 내부에 흡착(out gassing)
되어 있던 분자들이 방출되는 현상을 의미하며 진공조의 압력상승 및 박막의 물성
에 큰 영향을 미치게 된다 또한 고진공 에서 배기시간을 증가시키고 최저 system
도달 압력을 결정짓는 직접적인 요인이 된다 표 는 주요 물질의 기체방출율을 [ 6]
나타낸 것이다
표 주요 물질의 기체방출율[ 6] (Pa m3sm2)
본 연구에서는 플라스틱 기판 장입 유무에 따라 의 영항에 의한 진공도out gassing
의 변화를 알아보기 위하여 진공조 내부에 기판 를 장입한PC (250times65times3 ) 10ea
후 진공도를 측정함으로써 장입전과 비교하여 변화가 있음을 알 수 있었으며 측정
된 값은 그림 에 나타내었다[ 26]
- 41 -
그림 플라스틱 기판 유 무에 따른 진공도 변화[ 26]
그림 의 결과에서 나타나듯이 플라스틱 기판의 장입시 배기속도가 다소 늦[ 26] (PC)
어짐을 알 수 있었으며 이는 플라스틱 모재가 함유한 수분 등의 에 의out gassing
한 차이로 보여진다 기체 방출률은 표면상태나 세척정도 등에 의해 크게 baking
좌우된다고 알려져있어 본 연구에서는 진공조 내부의 에 세심한 주의를 cleaning
기울였으며 함수율이 높은 플라스틱 기판의 세척공정과 함께 건조공정을 확립하고
을 설치하여 플라스틱 기판이 진공조에 머무는 시간을 최소화함load lock system
으로써 플라스틱 모재로 인한 을 최소화할 수 있었다 out gassing
- 42 -
제 장 시제품제작 및 특성분석4
제 절 상용제품의 특성분석1
본 과제의 반투과반사윈도우 개발을 위해서 일본 상용제품의 특성을 분석하였다
일본제품의 측정결과 상하부는 이며 층의 두게는SEM 147 121 m Top coatingμ
로 층보다는 다소 얇은 코팅층이였다 또한 금속박막층은106 m Base coating μ
으로 관찰이 용이하지 않으나 및 에 근거한 추정결과 내SEM RBS SEM data 20nm
외로 판단되었다 아래 그림 은 상용제품의 모재 상하면의 단면 사진이다 [ 27] SEM
그림 반투과반사 윈도우 상용제품의 사진 상 하단면[ 27] SEM ( )
그림 은 일본제품의 분석 결과이다 이온을 조사하였고 이 때[ 28] RBS He2+
는 였으며 고에너지에의한 플라스틱 표면의 손상을 줄이기beam energy 224MeV
위해 이온 량을 으로 낮게 설정하였다dose 80 C μ
그림 반투과반사 윈도우 상용제품의[ 28] RBS Spectrum
- 43 -
분석결과 표층에는 내외의 이 관찰되었으며 내부로 됨에 따라 유20nm AI etching
기물이 지속적으로 관찰되고 있음을 알 수 있다 그림 과는 달리 표면에 [ 27] top
층이 존재하지 않으며 표면에서는 층만이 존재함을 알 수 있다coating AI
제 절 플라즈마 표면처리2
플라스틱 반투과반사 윈도우 시제품제작을 위해 플라즈마 이온빔을 조사하여 플라
스틱 모재의 표면처리를 수행하였다 플라즈마는 의 고순도 의 999999 20 sccm
를 공급하면서 를 사용하여 발생시켰다 이 때 는Ar gas RF power RF Power 80W
였으며 는 로 설정하여 모재가 장착된 지그를 좌우 이송하 Ion Beam energy 1KeV
면서 표면처리공정을 수행하였다 는 Base Pressure 12times10-6 였으며torr Working
는Pressure 5x10-4 였다 조사시간은 로torr Ion Beam 120sec 5times1017 Ar+ ions
의 였다 그림 는 에의한 표면처리 후 표면의 상태를 보기위한dose [ 29] ion beam
사진이다 의 면적을 하였으며 곳을 측정하여 평균값을 취AFM 1 x 1 scanning 5
하였다 조사 전후 표면의 거칠기 는 에서 로 다소 증가하였으 Ion (Ra) 55 589Å Å
나 플라스틱의 표면에는 큰 손상을 주지는 않는 것으로 파악되었다
그림 표면개질전후의 사진[ 29] AFM
그림 은 표면처리후 플라스틱 모재 상에 증류수를 떨어트려 을[ 30] Wetting angle
측정한 결과이다 표면처리 전 의 이 로 크게 줄여 들어 722 deg Wetting angle 171 deg
표면친수성이 크게 향상되었음을 알 수 있다
- 44 -
그림[ 30] Wetting Angle Test
제 절 광경화에의한 하드코팅3
광경화 하드코팅공정1
반투과반사 윈도우로 사용되는 플라스틱 소재는 낮은 내열성과 표면경도로 인해 코
팅층의 내구성 높이는데 한계가 있어 유무기계 막을 형성시킴으로써 표hard coating
면경도나 내마모성 등의 기계적 특성을 크게 향상시켰으며 코팅후 소재의 내마모
성 표면경도에 대한 평가를 수행하였다 하드코팅 공정에 있어서 가장 유의해야할
사항 중 하나는 공기 중 무수히 존재하는 미세먼지 및 파티클에의한 코팅층의 오염
이라고 할 수 있다 코팅층에 포함된 파티클은 코팅액의 흐름과 두께불균일성을 발
생할 수 있으며 더욱이 투명제품의 파티클은 제품불량에 있어서 주요요인이라고
할 수 있다 미세 파티클은 세척공정에서부터 경화 후 포장공정에 까지 일관되게
제어되어야 하며 양압에의한 클린룸을 필요로 하고 있다 더욱이 도포 및 경화조건
은 온습도 매우 민감하여 클린룸에 의한 항온항습이 필수적이라고 할 수 있다 본
과제에서는 헤파필터에 의한 의 항온항습 클린룸에서 하드코팅공정을Class 1000
수행하였다
막의 두께 균일성을 파악하기 위하여 측정위치를 변화시키면서Hard coating SEM
에의한 두께를 측정하였다
가 측정 방법 인 플라스틱기판을 대략 정도 250 X65 X3(t) 150 dip-coating
하여 기판을 아래 그림 과 같이 크기로 등분 한 후[ 31] 65cmX25cm 5 (1) (2)
샘플을 로 절단하여 단면가공 후 으로 관찰하였다(3) 10 X 4 SEM
- 45 -
그림 시료의 크기 및 측정점[ 31]
나 측정 결과 시료의 각 위치에서의 코팅층 측정두께를 표 에 나타내었다 아 [ 7]
울러 단면 사진을 그림 에 나타내었다SEM [ 32]
표 막의 두께 측정 결과 사용[ 7] hard coating (SEM )
그림 층의 단면 사진[ 32] Hard coating SEM
시제품의 하드코팅층 물성평가2
플라스틱 반투과반사 윈도우용 소재는 표면경도 접착력 내마모성 등 waveness
다양한 물성들을 만족시켜야 한다 물성시험을 위한 시료는 상에 코 PMMA A-104
팅액을 속도로 인상하여 광경화공정을 통해 제작되었다2 s
- 46 -
가 내마모성
하드코팅된 소재의 내마모성은 를 사용하여 물성평가를 실시하였steel wool tester
다 은 를 사용하였으며 하중은 을 유지하였고 왕복회수는 Steel wool 0000 1kg 50
회로 설정하여 시험 후 각 시편의 스크레치 발생 정도를 비교분석함으로써 코팅층
을 평가할 수 있었다 그림 은 자체에서 설계 제작한 [ 33] steel wool scratch
의 사진이며 사양은 다음과 같다tester
기계규격 670 times 265 times 370①
로울러 지지축 운동규격 20 times 158 times 304 ( 120 )②
로울러 12 times 50③ empty회전축 모터와 연결축 11 ( )④ empty무게추 고정봉 5 times 80⑤ empty무게추 500g 2 ea 200g 4 ea 100g 4 ea⑥
밸런스 추 295g⑦
로울러축 지지대 20 times 24 times 62⑧
이동 정반 8 times 168 times 372⑨
시험품 고정판 40 84 times 150 ( 2 ea )⑩
가압 핸들 5 times40⑪
그림[ 33] Steel Wool Scratch Tester
나 표면경도
막은 내마모성과 표면경도에서 한계가 있는 플라스틱 표면특성을 향Hard coating
상시키기 위해 수행되었으며 딥방식에의한 도포와 에의한 광경화공정을 적용하 UV
였다
- 47 -
그림[ 34] Pencil Hardness Tester
딥 도포공정에서 인상속도를 로 유지하였다 표 는 플라스틱 모재 위에4 sec [ 8]
다양한 의 제를 사용하여 코팅한 실험 결과이며 표면연필경도는grade hard coating
로써 모재의 경도보다 단계 상승하였으며 코팅제로 막을4~5H 3~4 A-104 coating
형성시킨 경우 내스크레치성에서도 하중 하에서 으로 1kg steel wool 0000
막 위를 회 왕복하였을 때 막에 스크레치가 거의 발생하지 않았coating 50 coating
다
표 막에 대한 시험 결과[ 8] Hard coating (4 s)
- 48 -
제 절 고진공금속박막증착4
하드코팅막의 표면처리1
그림 플라즈마 표면처리된 하드코팅막의 사진[ 35] AFM
하드코팅막은 등 무기물을 다량 함유하고 있는 유무기의 혼합물질이다 고분silicon
자와는 달리 하드코팅막은 이온선량의 넓은 범위에 걸쳐서 증류수와의 접촉각이 매
우 낮았다
결과 막에 있어서는Water drop test hard coating 3times1015 ~ 4times1017 Ar+ ions
의 범위내의 량으로 증류수의 접촉각이 낮음을 알 수 있었다 증착막의 접ion dose
착력 향상정도를 확인하기 위하여 이온선량을 변화시키며 하드코팅층 표면에 dose
량에 따라 Ar+ 을 조사한 후 의 박막을 증착하여ion beam 100nm AI cross-cut
를 수행하였다 표tape test [ 9]
표 플라스틱 박막의 결과[ 9] HCAI Cross-cut tape test
하드코팅층의 에 의한 표면처리전 결과는 플라스틱에서처럼 모두 박리 되ion beam
었으나 의 량ion beam dose 5x1015 ~ 1x1017의 범위에서는 모두 접착력이 우수함
을 알 수 있었다 이는 하드코팅층위에 일부 무기질 재료가 포함되어 금속 박막과
의 친화성이 강하기 때문으로 판단되며 일반 고분자와는 달리 내열성이 매우 우수
하여 의 고에너지에서 수십분간의 조사에서도 표면에 탄화되는 경향이 없15 KeV
었다
- 49 -
미세금속박막증착2
플라스틱 반투과반사윈도우의 미세금속박막은 당사에서 보유하고 있는 고진공
시스템을 사용하여 증착하였다 그림 시스템을 구비하고 있IBAD [ 36] LoadLock
는 본 장비는 가 장착되어 있으며 모재의 평행이송과 를RF Plasma source Mask
사용하여 두께 균일성을 확보하였다
그림 증착 시스템[ 36] IBAD
반투과반사미러에 사용된 금속은 의 사의 을 사용하였다 당사에서9999 Cerac AI
보유하고 있는 4x10-6 진공도에서 을 사용하였다 증착시torr e-beam gun
는 증착율은 였으며 상하 좌우의 을 통Emission Current 280 5 sec Sweeping Å
해 균일한 증착율 유도하였다
그림 금속박막의 투과율[ 37] Spectrum
- 50 -
그림 금속박막의 전후면 반사[ 38] spectrum
사의 로 측정된 가시영역에서의 투과 반Hitachi U-2000 UV-Vis Spectrophotometer
사 을 그림 그림 에 나타내었다 각각의 투과반사율을 가시영spectrum [ 37] [ 38]
역에서의 평균값을 구한뒤 아래 표와 같이 흡수율을 구하였다 제작된 시제품의 흡[
수율은 였다248
표 금속증착막의 특성분석결과[ 10]
No 항 목 평 가 방 법 시 험 결 과
1 접 착 력 Cross-Cut 100100
2 투 과 율 Spectrophotometer 445
3 반사율 전면( ) Visual Range 307
4 반사율 후면( ) Visual Range 171
5 흡 수 율 Visual Range 248
- 51 -
제 장 결론5
제 절 연구결과1
플라즈마 표면처리공정연구 광경화에의한 하드코팅공정연구 고진공증착에의한 미
세 금속박막 증착연구개발을 통하여 수입되고 있는 플라스틱 반투과반사윈도우 소
재를 개발하였다 현재 상용되고 있는 수입소재의 기계적 광학적 특성을 분석을 통
하여 개발 목표치를 설정하였으며 최적 공정개발에의한 시제품제작을 완료하였다
시제품의 평가항목 및 특성치를 아래 표 에 나타내었다[ 12]
표 반투과반사윈도우 시제품의 특성표[ 12]
평 가 항 목 특성치 비 고
광흡수율1 () 248 분광기 기준30T
내마모성2 () 28 자체기준( haze)
접착력3 (x100) 100 회ASTMD3359 10
표면경도4 (H) 5 ASTMD3363 Mitsu-B
표면친수성5 (deg ) 171 Anglometer
미세파티클6 (1um) 01 Clean Room
본 과제 수행에의한 개발목표를 달성할 수 있었으며 주요기술개발내용은 다음과
같다 플라즈마를 이용하여 고분자 표면의 친수성 를 크게 높였으며 1) RF (171deg )
금속박막과의 접착력 을 크게 향상시켰다 광경화에의한 하드코팅공정(100100) 2)
개발에의해 플라스틱 표면경도 및 내마모성 을 크게 향상시켰다 고진(5H) (28) 3)
공 증착공정개발에의해 금속박막의 흡수율 을 크게 낮추어 광효율이 높은(248)
플라스틱 반투과반사 윈도우 시제품을 개발하였다 플라스틱 반투과반사윈도우 4)
소재를 평가하기 위한 광학적 기계적특성 평가기법을 확립하였다
- 52 -
제 절 향후전망2
개발된 플라스틱 반투과반사 윈도우는 플라스틱의 낮은 내열성과 표면경도 흡수율
을 개선하기 위한 것으로 최근 전자제품 정보통신부품 등 첨단전자제품에 적극 채
택되고 있다 특히 휴대폰 및 디스플레이의 투과창 소재가 기존 에서 투명플 glass
라스틱으로 적극 채택되면서 관련 공정기술개발과 함께 소재특성을 위한 다양한 연
구가 활발히 추진되고 있으며 선진국에서는 개발완료에 따른 양산체제 구축으로
전세계 시장을 석권하고 있는 상황이다
본 과제에의한 플라스틱 반투과반사 윈도우의 시제품은 수입시판되고 있는 상용소
재와 동등이상의 특성을 나타내고 있어 향후 양산설비 및 양산공정연구에의한 소
재의 국산화가 가능하다고 할 수있다 또한 본 과제의 플라즈마 표면처리는 저온
표면처리를 요하는 광학용 플라스틱 소재의 표면처리에 활용될 수 있으며 광경화에
의한 하드코팅공정은 기존 열경화방식과는 달리 화가 가능하며 대량 양산in-line
체제를 갖출 수 있어 향후 큰 폭의 성장이 기대된다
- 53 -
참 고 문 헌
1 Oleg A Popov ldquoHigh Density Plasma Sourcesrdquo NOYES Publications(1995)
전자기술연구회 초음파 응용 기문사2 ldquo ( 1997)
임준섭외 명3 4 ldquoImprovement in Surface Hardness of Plastic Surface Mirrorrdquo
Korea-Russia Symposium(1998)
4 Lan G Brown ldquoThe Physics and Technology of Ion Sourcerdquo John Wiley amp
Sons(1989)
이규환 외 명 진공증착법으로 제조된 박막의 밀착성에 관한연구 한국5 4 ldquo AI-Cr rdquo
표면공학회지 VoI27No1Feb(1994)
한성남 외 명6 4 ldquoImproving Wettability of Polycarbonate and adhesion with
aluminum by Ar+ ion irradiationrdquo JMaterial Res Vol9 Sep(1995)
한성남외 명 표면에 아르곤 조사와 친수성증대7 4 ldquoPolymethylmethacrylate rdquo The
Korean Physical Society Vol8No2 Mar pp193~198(1995)
인하대 광기술교육센터 광학시스템의 설계 및 평가 인하대 광기술교육센터8 ldquo rdquo
(1999)
임준섭외 명9 5 ldquoEffect of Ion Beam Assisted Cleaning on Adhesion of AI to
Polymer Substrate of PC and PMMArdquo Asian Finish lsquo98(1998)
10 CJ Brinker and GW Scherrer ldquoSol-Gel Science The Physics and
Chemistry of Sol-Gel ProcessingrdquoAcademic Press NY(1990)
아주공업 주 표면처리 기술을 이용한 자동차용 후사경 개발 산업자11 ( )rdquoPlasma rdquo
원부 최종보고서(2000)
고성진외 명 자동차용 플라스틱 미러와 그 제조방법 아주공업 주12 2 rdquo rdquo ( )(2002)
아주공업 주 플라즈마 기술을 이용한 오토바이 헬멧용 무적쉴드개발 중소기13 ( ) ldquo rdquo
업청 최종보고서(2002)
박원규 졸겔법의 응용과 제품 명현문화사14 rdquo rdquo (1999)
홍진후 경화코팅 조선대학교 출판부15 rdquoUV rdquo (2002)
- 11 -
제 장 서 론1
국내전자산업은 정보통신 컴퓨터 전자부품 등을 주축으로 생산규모면에 있어서 세
계 위 로 주요생산국 중 하나이며 최근 디지털화 인터넷붐 등으로 매년5 ( lsquo00)
내외의 고속성장을 하고 있다 국내 전자산업은 전체산업의 약 의 비중을20 13
차지하고 있으나 일부 핵심부품 및 소재는 관련기술의 부족으로 일본 미국 등 관
련 선진국으로부터 수입에 의존하고 있어 이에 대한 대책 및 전략적 기술 개발에
의한 국산화가 시급한 실정이다 또한 플라스틱 소재는 높은 성형성 경량성 및 탄
성이 우수하여 자동차 항공기 가전제품 등 모든 산업분야에서 기존의 금속 유리
등 무기물을 급속히 대체하고 있으며 표면처리를 통한 플라스틱의 낮은 내열성 내
마모성 등의 단점을 보완하고 기능성을 개선함으로써 그 활용 폭이 지속적으로 확
대되고 있는 상황이다
플라스틱 반투과반사 윈도우는 년 일본 사의 에 첫 적1997 Sony Portable Audio
용된 후 첨단 전자제품에 급격히 파급되고 있으며 삼성 대우 등 국내 전자LG
업체에서도 디자인성이 높아 최근 첨단전제품의 전면에 반투과반사윈도우를 적극
채용하고 있는 추세이다 그러나 플라스틱 반투과반사 윈도우는 내부 광원으로부터
의 가시광은 투과하면서도 외부의 빛은 반사시키는 기능이 있어야하며 흡수율이
낮아 광효율이 높아야 하고 순수금속층을 수 십 나노 두께로 균일하게 코팅해야하
는 어려움이 있으며 더욱이 유기 물인 플라스틱과의 접착력을 높일 수 있는 플라
스틱 표면처리기술과 미세파티클 제어를 위한 청정기술 등을 필요로하는 복합적인
기술 제품이다 현재 국내 전자업체에서는 고가의 반투과반사 윈도우용 소재를 수
입하여 인쇄 및 가공 등 후가공 기술만을 확보하고 있어 코팅층의 박리 얼CNC
룩 접착력 저하 등의 발생시 문제해결에 한계가 있는 상황으로 관련기술 개발에의
한 플라스틱 윈도우 부품소재의 국산화 및 수입대체가 절실하며 국내 전자제품의
원가경쟁력 향상을 위해서도 시급히 개발되어야할 기술이다
- 12 -
본 과제는 플라즈마에의한 표면개질로 고분자 표면의 친수성증대 및 금속층과RF
의 접착력 향상을 위한 표면처리기술 유공압 디핑방식에의한 코팅층의 도포 및 자
외선에의한 광경화 하드코팅기술 전자선 증발 평행이송 및 매스크설계에의한 미세
금속박막 증착공정 기술개발 및 각 공정의 최적화를 통한 시제품을 제작하는 것이
며 아울러 플라스틱 반투과 반사윈도우소재의 기계적 광학적 특성 평가 기술을 확
립하는데 있다
- 13 -
제 장 관련기술의 이론적 배경2
제 절 플라즈마에의한 표면처리1
다양한 산업분야에서 광범위하게 적용되고 있는 플라스틱 소재는 높은 성형성 경
량성으로 인해 폭발적인 성장을 하고 있으며 최근에는 기존 금속 목재 등 무기물
을 급속하게 대체하고 있는 상황이다 그러나 플라스틱은 낮은 내열성 내마모성
마찰에의한 정전성 등의 단점을 갖고 있으며 특히 광학용 소재로 사용시 정밀세정
이 용이하지 않아 다양한 세정방법이 모색되고 있는 상황이다 일반적으로 플라스
틱 오염물은 초음파세척에 의해 제거가 가능하나 모재에 물리 또는 화학적으로 붙
어있는 이물질이나 모재 표면 자체가 갖고 있는 표면 거칠기(surface roughness)
등의 개선에는 한계가 있어 코팅층과의 박리가 발생하는 문제점이 있어왔다 최근
이러한 문제점을 해결하기 위해 저온 플라즈마 를 이용한 플라즈마 표면처(plasma)
리기술이 도입되고 있으며 더욱이 플라즈마는 플라스틱 표면에 친수성기를 활성
화할 수 있는 장점이 있어 코팅층의 접착력 향상에 있어 핵심적인 방법으로 평가받
고 있다 이 방법은 전리된 전자와 이온이 전기장에 의해 운동하면서 모재 표면에
충돌하여 표면에 존재하는 유무기물 등 오염물을 제거하고 미세에칭을 통해 표면
조도를 향상시키는 역할을 하는 것으로 알려져 있다 플라즈마 표면처리 장치에서
플라즈마 발생 장치는 고전압을 이용한 직류 플라즈마 원이 있고 주파수가 1356
혹은 그의 배수인 플라즈마 원 등이 있다 직류 플라즈RF (RF-plasma source)
마 원은 구조가 간단하고 사용하기 편리하지만 절연체가 두 전극 사이에 있을 경
우 절연체 표면에 전자가 쌓여서 또 하나의 음극을 형성하여 플라즈마가 형성되지
않아 절연체 표면처리에는 적용이 불가능하다고 활 수 있다 이런 이유로 본 연구
에서는 절연체인 고분자의 표면처리를 위해 및 를RF plasma source Optical Grid
이용한 를 적용하여 표면처리를 수행하였다Ion Beam source
원리 및 구성1 Plasma Ion Beam Source
내열성이 취약한 등 엔지니어링 플라스틱의 표면에 금속 및 세라믹박막PC PMMA
을 증착하기 위한 표면처리방법으로 상온에서 모재의 표면손상을 최소화할 수 있
는 저온 플라즈마 이온원의 활용은 필수적이라고 할 수 있다 본 과제에서는 플라
스틱 기판의 표면처리를 위해 의 를 적용하filamentless type RF ion beam source
였으며 개략적인 부품의 구성 및 작동원리는 다음과 같다
- 14 -
에서 발생된 는 의 을 따라 흐르면서 주변에RF generator microwave antenna coil
를 형성하고 동시에 는 를 형성하게magnetic field AC magnetic field electric field
된다 를 통하여 공급된 중에 존재하는 일부 은 형성된 MFC gas charged particle
내를 이동하면서 내부에서의 많은 중성입자들electic field gas discharge chamber
과 연속적인 충돌을 일으키고 차 충돌된 은 새로운 을 발1 particle charged particle
생시키며 형성된 내에서 연속적인 플라즈마를 생성하게된다 생성된magentic field
플라즈마 중 양이온은 ion optical 내의 양음극 전극사이의 에 의하여grid potential
밖으로 인출되도록 하여 특정 에너지를 갖는 이온을 얻는 것이다 이온원 플라즈마
의 을 위하여 사의 와generation Comdel 80 500W (Model CPS-500AS80)
를 사용하였으며 및 에 전압1356 RF generator Emitting grid accelerating grid
을 인가하기 위하여 의 를 사용하였다2KV DC power supply
적용된 는 의 조절에 의해 를 까지 조RF ion source RF power ion currrent 5~80 Aμ
절할 수 있으며 에 인가된 전압의 조절에 의해 의 에너지 조절grid 200~ 2000eV
이 가능하다 이온원은 크게 및 부 공급 및 부 magnet support gas discharge
부 부로 나눌 수 있으며 구성도는 아래 그림 과 같mat ching box optical grid [ 1]
다
그림 의 구성도[ 1] Ion Source
- 15 -
가 Magnet Array
의 설치목적은 전자의 나선형 운동을 유도함으로써 평균자유경로를Magnet array
길게하는데 있다 전자의 을 증가시켜 연속적인 플라즈마를 발생시키는 것 life time
이다 이온원에는 크기 인 를 사용하여 플라즈마의 20times30times10t 20times30times35t SmCo5
고온분위기에서도 자성을 쉽게 잃지 않으며 각각 개로 구성되어 개의 을 28 4 6 pile
이루고 있다 에의한 이온원의 자력분포는 그림 과 같다 Magnet array [ 2] Magnet
지지부는 강자성물질중의 하나인 순철이며 의 상하 주 quartz discharge chamber
변에는 판형을 이루고 있으며 부에 열전도계수가 높은 를 사용 flange Copper Rod
하여 플라즈마에 의해 발생된 열이 쉽게 방출되는 구조를 갖고 있다
그림[ 2] Ion Source Magnet Array(2times3)
나 Matching Box
의 고주파를 사용하는 는 의 출력Radio frequency linear ion source RF power
값에 상응하는 부의 값의impedance plasma discharge load impedance matching
여부가 의 특성을 크게 좌우하게된다 의 출력이Ion beam current RF generator
까지 모두 전달되어 효율적인 플라즈마를 발생시키기 위해서는antenna discharge
부의 가 가능한 적어 를 최소화되어야 바람직하나impedance reflecting power
값은 량 및 상태 주변환경 등의 변화에 매load impenance gas insulator ground
우 민감하게 반응하고 고주파의 노출시 각종전자장치 및 인체에 치명적일 수 있어
고주파의 에 각별한 주의를 필요로한다 의 값은 약shield antenna inductance 19 X
10-8 이며 사의H Jennings VVC(Vacuum Variable Capacitor 7 ~ 500 pF 5KV)μ
를 사용하여 값을 조절하였다capacitance
- 16 -
그림 의 전기회로 개략도[ 3] Matching Box
다 Ion Optical Grid
는 내부의 중 만을 인출Ion beam optical grid gas discharge chamber plasma +ion
시키는 역할을 한다 아래 그림 에서 와 사이에 [ 4] emitting grid accelerating grid
높은 을 인가하여 을 인출하고 외부에는 로써potential +ion decelerating grid
가 있어 외부의 및 의 유입을 방지하는 기능을 하ground electron charged particle
고 있다
그림 의 개략도[ 4] Ion Optical Grid
되는 은 사이의 차이 만큼의 에너지Emitting ion emitting-accelerating gird potential
를 갖게되며 작동시 의 인가전압을 조절함으로써 의 에너지를 조절emitting grid Ion
할 수 있도록 되어있다
- 17 -
그림 에서의 변화[ 5] Optical Grid Potential
각 는 의 일정한 간격을 유지하고 있으며 플라즈마 발생시 온도grid 08 ~ 12
에 의한 변형을 막기 위해 선팽창계수가 낮은 박판 소재를 사용하고 있titanium (1t)
다 본 과제어 적용된 는 아래 그림 과 같다 RF ion source [ 6]
그림[ 6] RF Ion Source
이온원의 특성2
가 의 조절성 Ion Current
의 특성은 개구부의 단면적이 인 에RF linear ion source 1 faraday cup DC
의 전압을 인가한 후 이온 전류를 측정하였다 그림 는27V [ 7] Ion source RF
의 조절에 의하여 의 가 조절되며 에power ion beam current density emitting grid
인가전압을 조절함으로써 의 를 조절할 수 있도록 되어 있다 Ion Beam energy Ar
O2 의 유량 는 인 조건에서 측정된gas 15sccm ion beam energy 1KeV ion beam
의 값은 그림 에 나타내었다current [ 8]
- 18 -
그림 및 측정[ 7] Faraday Cup Ion Current
그림 에 따른[ 8] RF Power Ion Current Density
그림 에서 알 수 있듯이 원자량 또는 분자량이 클수록 같은 에서 이[ 8] RF power
온 전류가 많이 생성되는 것을 알 수 있다 이는 질량이 무거울수록 미분산란 단면
적이 증가하여 이온화가 잘 되기 때문이며 는 공급을 Ion current density RF power
로 증가시킴에 따라 까지의 범위에서 비교적 선형적으로10~130W 5 ~ 38 Aμ
증가됨을 알수 있다 의 조절성 확보와 Ion beam current 5times10-4 ~ 3times10-5 의torr
넓은 작동영역은 플라스틱 표면처리의 다양한 적용을 가능하게 하였다
- 19 -
나 의 Ion Beam Uniformity
플라스틱 모재의 표면개질 및 에 사용된 는 대면cleaning linear ion beam source
적 기판의 표면처리에 있어서 의 균일성 확보는 필수적이라 할 수 있다ion beam
더욱이 플라스틱의 경우 친수성 증대를 위한 량의 적정영역 폭은 상대적ion dose
으로 광범위하지 않아 균일성이 낮을 시는 대면적 시료를 일괄처리할 수 없어 후공
정인 반사막 및 다층막의 부분적 박리 및 을 유발할 수 있다crack
와의 거리가 인 지점에서Optical grid 400 Ar 20 sccm RF 60W ion beam
는 각각 이고 진공도energy 05 1KeV 8x10-5 에서 측정된 의torr ion beam current
분포를 그림 에 나타내었다 의 는 로 시료크기[ 9] Ion Beam uniformity 82 500
이상의 대면적에서 사용가능하다고 할 수 있다
그림[ 9] Linear Ion Beam Profile
제 절 고진공 금속증착2
증착막의 균일성1 (uniformity)
본 개발에 사용된 의 은 수많은 전자의 충돌에의해 증Electron-Beam Gun crucible
착물이 되는 시발점이며 종종 점증발원으로 이상화되어 수학적으로 해evaporation
석되고 있다 이 때 증발된 물질은 불균일하게 방사형으로 퍼져 나가기 때문에 평
면 모재에 균일한 박막을 증착하기는 그리 쉽지않다 증발된 물질은 일반적으로
COS2의 법칙을 만족하여 증발된다고 알려져 있으며 이에 대한 대책으로 안경렌즈
등 광학 코팅업체에서는 형의 기판 를 설치하여 회전시키고 고정 를dome jig mask
제작하여 균일성을 확보하고 있다 그러나 본 과제와 같이 대면적 평판의 경우 장
단의 차가 매우 커서 회전방식을 이용할 경우 공간의 효율적 활용이 어렵고 증착물
의 소모가 너무 많은 단점이 있어 기판의 평행이송과 고정 를 복합적용하여mask
증착박막의 균일성을 확보코자 하였다
- 20 -
가 이론적 두께 분포
증발원의 형상 및 기판의 상대위치에 따른 박막의 두께분포는 수식에 의해 계산이
가능하며 점증발원에서 높은 거리에 있는 평면상의 중심 에서 만큼 떨어져 있 0 X
는 점에서의 막두께 는 기하학적 가정과 해석을 통해 다음과 같이 구할 수 있다t
그림[ 10]
m 증발량 h 증발원과 기판과의 수직거리
p 증착물질의 밀도 x 기판의 중심에서 측정하고자하는 미소평면과의 거리
그림 점증발원의 기하학적해석[ 10]
아래의 그림 은 점증발원 및 미소평면증발원인 경우 각각 평면기판상에 증착된[ 11]
막의 두께 분포를 수식에 의해 구한 결과이다
그림 수식에 의한 증착막의 두께분포[ 11] (H Macleod)
- 21 -
축은 중심에서의 두께에 대한 비를 나타내며 축은 점에서 측정하고자 하는 미Y X 0
소평면까지의 거리 와 증발원과 기판사이의 거리 에 대한 비를 나타내고 있다 중X h
심부에서 최대의 두께를 나타내며 가 인 부터는 급격한 변화가 있으나 연속 Xh 03
적으로 감소함을 알 수 있다
제 절 플라스틱 특성평가3
광흡수율1
가 의 구비조건 Spectrophotometer
파장범위는 를 측정할 수 있어야 한다1) 340 ~ 780nm
측정 파장 간격은 이하로하고 분광측정기의 사출 슬릿에서 나오는 방사2) 10nm
속의 유효 파장폭은 이하로 한다10nm
측광방식은 기준물체로 부터의 투과 광속 또는 반사광속의 비교 측정에 의한 것3)
으로 하고 측과의 정확성은 측광 범위 최대 눈금의 이내로 하고 반복 정밀도 1
는 이내로 한다05
분광측정기 파장눈금의 치우침은 분광 측광기의 투과 파장대에 대한 최대 강도4)
의 파장으로부터 이내로 한다1nm
나 측정방법
투과율 측정방법 시료면의 법선방향에서 분광 측정기의 사출 슬릿에서 나오는1)
평행에 가까운 광선속을 입사시켜서 그 투과광의 방향에서 간격의 파장에 10nm
대해 분광 투과율을 측정한다 기준 물체는 광로 중에 시료를 삽입하지 않는 경우
의 공기층으로서 그 분광투과율을 로한다1
반사율 측정방법 시료의 면에 대해서 법선에 대한 각도가 도를 초과하지 않2) 15
는 입사각으로서 분광 측정기의 사출 슬릿에서 나오는 평행에 가까운 광선속을 입
사시켜서 간격의 파장에 대해서 분광반사율을 측정한다 기준 물체로서는 절10nm
대 반사율 측정법에 따라 표준 거울면 반사체를 사용한다
- 22 -
흡수율 계산 금속박막의 광흡수율 은 전체 입사광 에서3) (A) 100 visual range
에서의 평균투과율(Tav 과 평균반사율) (Rav 의 을 뺀 광량을 다음식에서 구할 수 있)
다
광흡수율(A) = 100-(Tav+Rav)
다 평가시 주의사항
측정시 온도와 습도를 기록한다o Spectrophotometer
의 램프는 적어도 시험 분전에 켜 놓는다o Spectrophotometer 5
측정시 주변의 진동이 없도록한다o Spectrophotometer
표준 반사 시편은 주기적으로 평가하고 기록하여 보정계수를 수정한다o
내마모성2 (ASTM D1044)-TaberHaze Test
가 시험개요
이 시험 방법은 를 사용하여 시료표면에 를 발생시킨 후 광투Taber abraser haze
과율에 의한 값의 변화를 측정함으로써 표면의 내마모성을 평가하는 방법으haze
로 값이 클수록 내마모성이 나쁘고 작을수록 내마모성이 높다고 할 수 Haze()
있다
그림[ 12] Taber Abrasion Tester
- 23 -
나 시험방법
시료의 준비1)
시험할 시료는 깨끗하고 원형 혹은 사각으로 지름 이상 크기의 투명판상부재80
여야하며 두께는 이하가 바람직하다 시료의 중앙에는 홀가공되어 12 Taber
에 장착이 가능해야 한다Abraser
에의한 마모2) Taber Abraser
는 시편을 회전시키는 회전판과 회전하는 시편 표면에 접촉하여 표Taber Abraser
면을 마모시키는 두 개의 마모윤으로 이루어져 있다 시편을 회전판 위에 고정시킨
후 일정한 무게 를 갖는 마모윤을 시편 위에 올려놓아 하중을 가한 상태에서(500g)
마모윤과 시편을 동시에 회전시켜 표면을 마모시키는 장치로 하중 및 회전 cycle
은 시료에 따라 적용을 달리한다 시험환경은 온도 상대습도 23 plusmn 2 50 plusmn 5
이어야 하며 마모윤은 마다 교환해서 사용한다 100 cycle
측정3) Haze Valve
로 마모된 시편은 로 혼탁도 를 측정하여 내마모Taber Abraser Hazemeter (Haze)
성을 평가한다 는 투명판의 를 측정하는 장치로서 여기서 Hazemeter Haze Haze
란 시편이 얼마나 깨끗한가에 대한 척도이며 투명판에 빛을 비추었을 때 투명판을
투과하는 빛 중에서 입사광으로부터 보다 큰 각도로 벗어나는 빛의 백분율을25deg
뜻한다 한 시편 당 개 이상의 측정 점에서의 평균값을 구하고 마모 전에 측정 4
된 값과의 차 를 구한다haze Haze()
접착력3 (ASTM D3359)
코팅층의 접착력 평가를 위한 다양한 방법이 개발되고 있으나 대부분 금속 유리 등
무기소재가 주를 이루고 있으며 플라스틱과 같은 유기물과 코팅층과의 접착력을
정량적으로 평가하기에는 다소 한계가 있는 실정이다 일반적으로 가장 광범위하게
간단히 적용되는 방법은 이며 최근에는 임계하중값을 이용Cross-Cut-Tape-Test
하는 방법도 적용되고 있다scratch-test
가 Tape-Test 접착테이프 접착력시험법으로 그림 과 같이 칼로 간격으 [ 13] 1
로 개의 선을 직교하도록 긋고 접착테이프 사의 를 사용하여11 (3M 610)
한 코팅층 위에 밀착시킨 후 순간적으로 도 방향 테이프를 떼어 초cross-cut (45 )
기의 정사각형 수 개 와 시편에 잔존하는 코팅층의 정사각형 수를 비교함으로(100 )
써 부착력을 정량적으로 표현하는 방법이다 신뢰성 측면에서 곳이상에서 각 회 3 5
이상 실시 할 수 있다
- 24 -
그림[ 13] Cross-Cut Tape Test
나 Scratch Test 그림 과 같이 다이아몬드 팁이 달린 로 기 [ 14] Nano-indenter
판의 표면에 위치한 후 수직방향의 힘을 선형적으로 증가시키면서 동시에 수평방
향으로 기판을 등속으로 이송하여 표면의 긁힘 자국을 관찰한다 밀착력은 수평방
향의 전체 이송길이 에 대응하는 임계길이 에서의 임계하중을 간단한 비례식으로L
계산하여 밀착력 을 계산한다(N)
그림 스크레치 테스크 개념도[ 14]
표면경도4 (ASTM D3363)
가 개 요
플라스틱 코팅층의 표면경도는 경도값을 알고 있는 연필심을 이용하여 소재의 표면
경도를 평가하는 방법이다 분위기 온도범위와 습도 의 상 23 degC plusmn 2degC 50plusmn 5
대습도에서 시험한다
연필경도 단계는 다음과 같다
- 25 -
6B-5B-3B-2B-B-HB-F-H-2H-3H-4H-5H-6H-7H-8H
(Softer) (Harder)
나 시험 및 평가방법
경도를 알고있는 연필의 심 길이를 로하고 끝단을 심방향과 직각이도록1) 5~6
로 깍아 단면이 동심원이 되도록 준비한다 기계식 연필깍기 사포 등 사용90deg ( )
측정하려는 시편을 단단하고 수명한 면 위에 올려놓는다2)
준비된 연필을 시편면과 과가 되도록 올려 놓고 단단히 연필홀더에 고정시킨3) 45deg
다
연필심에 일정한 압력이 전달되도록 균일한 힘을 가하면서 균일한 속도로4) 65
이상을 전진시킨다
상기 번을 회 반복한다 확보된 다섯개의 경로선을 관찰하여 코팅층의5) 1234 3
긁힘여부를 확인한다
세개의 선 중 긁힘이 발생한 선이 있으면 아랫 등급의 연필을 사용하여 상기6)
를 반복한다12345
세개의 연필경로선 모두에서 긁힘 발생이 없으면 사용한 연필의 경도를 코팅층7)
의 표면경도로 기록한다
다 주의사항
시험전 시편의 표면에 오일 콤파운드 등을 제거하여 시험중 미끄럼발생이 없도
록 한다
시험중 연필심의 에지부에 크랙 파손이 발생할시에는 재가공후 시험한다
- 26 -
표면친수성 에너지5 ( )
플라스틱 모재의 향상을 위한 연구에 있어서 표면 특성의 정량적인 평가wettability
가 수행되어야 하며 직접적인 실험에 의한 향상정도를 확인할 수 있어야 한다 표
면 특성의 정량적인 평가로서 본 과제에서는 액체의 접촉각을 측정하여 표면에너지
를 구함으로써 향상정도를 비교할 수 있었으며 에 의해 향상됨cross-cut tape test
을 파악할 수 있었다 일반적으로 고체표면의 에너지는 표면의 형상조도에 의해 좌
우되는 와 극성작용기에 의한 의 합으로 계산된다dispersion force polar force
고체표면의 와 를 구하기 위해서는 물성을 알고있는 두dispersion force polar force
극성용액의 고체표면과의 을 측정함으로써 다음과 같이 간단히 계산wetting angle
할 수 있다
Wetting angle120563120574s
d Dispersion force of Solid120574ld Dispersion force of Liquid
120574sp Polar force of Solid
120574lp Polar force of Liquid
일반적으로 사용되는 극성용액은 차증류수와 용액을 사용하며 각 용액3 formamide
의 물성은 아래 표 과 같다[ 1]
표 극성용액의 물성[ 1]
각 용액의 을 측정하고 용액의 기지의 상수를 활용하여 상기식을 이wetting angle
용한 두방정식의 연립을 통하여 고체의 표면에너지를 계산하는 것이다 본 과제에
서는 의 에너지 및 량에 따라 고분자 및 하드코팅표면의ion beam dose wetting
을 측정하고 상기 식에 적용하여 표면에너지를 구할 수 있었으며 박막 증착angle
후 를 통하여 접착력의 향상을 확인할 수 있다cross-cut tape test
- 27 -
제 장 플라스틱 반투과반사 윈도우 코팅공정개발3
제 절 플라즈마 이온원에의한 표면처리1
산업전반에 걸쳐 광범위하게 사용되고 있는 플라스틱은 경량성 및 높은 생산성으로
인해 그 활용 폭을 점차 넓혀가고 있으나 플라스틱의 열에너지chemical reaction
에 의한 표면거칠기 열변형 무기물과의 접착력 등의 특성은 플라carbonization
스틱의 활용에 한계가 되고 있으며 이러한 문제를 해결하려는 연구개발이 다양한
분야에서 활발하게 진행되고 있다 특히 glow discharge electron beam arc
등의 방법으로 플라스틱 표면의 특성을 개선하기 위discharge corona discharge
한 연구가 이루어지고 있으며 일부 연구결과는 산업현장에서 적용되어 핵심공정으
로 자리를 잡고있다 본 과제에서는 에너지를 갖는 조사에 의한 고분자 ion beam
표면의 친수성을 높이고 표면에너지의 향상을 통하여 금속 무기물과의 를wettability
증진코자 하였다 수백 에서 수 의 에너지를 갖는 을 사용한 것과 KeV MeV ion beam
는 달리 내외의 에너지를 갖는 을 사용함으로써 플라스틱 표면의1KeV ion beam
큰 손상없이 만을 증진시켜 무기물과 고분자의 접착력이 혁신적으로 개wettabiIity
선되는 결과를 나타냈다
플라스틱 모재에 플라즈마 을 조사하여 의 량 변화에 따른ion beam ion beam dose
극성용액의 을 측정하였다 그림 는 의 에너지를wetting angle [ 15] ion beam 1
로 일정하게하고KeV O2와 이온 빔의 이온선량을Ar 1times1014 에서 1times1017 ion
의 범위로 변화시키며 조사하였을 때 증류수의 접촉각 변화를 나타낸 것이다
그림[ 15] Water Wetting Angle(lon Beam Energy 1KeV)
- 28 -
기판의 증류수에 대한 접촉각 측정은 플라즈마 이온빔 처리된 모재의 표면에 증류
수 를 각각 군데 떨어뜨린 후002 3 contact anglometer (Goniometer Model
를 사용하여 을 측정한 후 평균값을 취하였다G-1 ELMA Inc) wetting angle
플라스틱표면에 플라즈마 처리안된 시료의 증류수에 대한 접촉각은 였으며 플92deg
라즈마 표면 개질된 모재의 은 정도wetting angle 30deg (1times1017 로 떨어짐을ions )
확인할 수 있었다 표면에너지값을 구하기 위하여 포름아미드 용액의 접촉각을 같
은 방법으로 측정하였다 그림 이온선량이 증가하면서 접촉각이 조금씩 감소하[ 16]
는 경향은 증류수 접촉각 실험과 같은 경향을 보이고 있다
그림 포름아미드[ 16] Wetting Angle(Ion Beam Energy 1Kev)
물과 포름아미드 극성용액의 측정된 접촉각을 이용하여 플라스틱 모재의 표면에너
지를 구할 수 있었다 그림[ 17]
그림 이온선량에 따른[ 17] Surface Energy
- 29 -
표면거칠기에 큰 영향을 받는 의 경우 이온선량이 증가함에 따라dispersion force
대체적으로 완만한 변화를 보이고 있으나 의 경우 이온선량이 증가함에 polar force
따라 지속적으로 급격히 증가하여 이온선량이 1times1015 Ar+ 에서는ions 40 ergs
까지 도달하였으며 이온선량이 1times10 17 Ar+ 에 이르러서는 의ions 64 ergs
표면에너지까지 증가하여 초기의 보다는 배이상이 증가함을 알 수 있었30 ergs
다 이와 같은 변화는 이온 빔의 조사로 인하여 플라스틱 기판 표면에 free radical
이 생성되고 의 형성으로 설명되고 있다hydrophilic group
한편 의 에너지 변화에 따른 플라스틱의 표면에너지 변화를 알아보기 위 ion beam
하여 이온선량을 8x1016 Ar+ 로 일정하게 하고 의 에너지를ions ion beam
까지 일정하게 증가시키면서 물과의 접촉각을 측정하였다 그림1500eV [ 18]
그림 에 따른 물과의 접촉각 변화[ 18] Ion Beam Energy
플라스틱 종류별 차이는 있으나 대체로 내외였으며 이상에서는 점차40deg 1500eV
로 다시 증가하는 것을 보여주었다 으로 표면처리시 의 보다는 Ion beam ion energy
의 량에 지배를 받는 것으로 파악되었으며ion dose Ar+만의 조사보다는 02 분위기
에서의 Ar+ 조사시 효과가 높았으나 진공도가 낮아지는 점과 이 불안정하ion beam
다는 단점이 있어 Ar+ 만의 조사가 생산적용시에는 유리하다고 판단된다
- 30 -
제 절 하드코팅공정연구2
전처리 공정1
플라스틱 표면 상에 흡착 부착된 오일 미세먼지 지문 등 다양한 오염물은 하드코
팅 후 코팅층의 박리 핀홀 표면 얼룩 등의 다양한 불량을 초래할 수 있어 coating
액의 도포공정에 앞서 필수적으로 세정공정을 수행해야한다 본 과제에서는 초음파
세척방법을 전처리공정에 적용하여 하드코팅공정 연구를 수행하였다 그림 는 [ 19]
본 연구에 사용된 세척장치로써 세정액이 담긴 세정조 차 및 차 수세조와 탕세 1 2
조로 구성되어 있다
그림 초음파 세척 장치[ 19]
본 과제에서는 초음파를 기본적으로 사용하고 플라스틱 소재의 성형방법에 따라
표면특성 및 오염된 표면 이물질이 달라 각각 다른 공정 방법을 적용하였다
가 사출 및 압출 성형된 모재
대부분의 플라스틱 기판은 알카리 세제를 사용한 전처리공정으로 깨끗한 기판을 얻
을 수 있었으며 처리 후 부착력이 우수한 코팅층을 얻을 수 있었다 hard coating
세척순서는 아래와 같다
알카리 세제 수용액에 초음파 세척 분(1) 5 50~60 times 10
흐르는 수도물에 수세 대략 초(2) 10
증류수에 초음파 수세 분(3) 50~60 times 10
증류수에 탕세(4) 4 s 60~70
- 31 -
건조 분(5) 70 times 60
보관 에 보관(6) SUS box
나 성형된 모재 Casting
성형시 필수적으로 포함되는 모재의 이형성분을 제거하기위한 최적공정을Casting
파악하기 위해 세제의 농도 및 처리시간에 따른 실험을 수행하였다 실험은 1~
의 알카리 세제로 각각 분으로 나누어 초음파 처리하고 의 으10 5 10 30 50 IPA
로 분 범위내에서 시간을 달리하여 초음파 세척한 후 코팅제로3~10 A-104 hard
을 하였다 다음은 세척공정 순서이다coating
알카리 세제 수용액에 초음파 세척 분(1) 5 50~60 times 10
흐르는 수도물에 수세 대략 초(2) 10
수용액에 초음파 세척 분(3) 20~50 IPA 30~40 times 7~8
증류수에 초음파 수세 분(4) 50~60 times 10
증류수에 탕세(5) 4 s 60~70
건조 분(6) 70 times 60
보관 에 보관(7) SUS box
시편의 평가는 육안에 의한 얼룩의 유무확인과 에 의한 부착력cross-cut tape test
으로 판단하였다 알카리 세제와 농도가 각각 와 미만일 때는 오염 물질 IPA 5 50
이 완전히 제거되지 않아서 코팅막에 약간의 얼룩이 관찰되었으며 의 알카리 5
세제로 분 분간 초음파 세척과 분간 초음파 세척공정시에5 ~10 7 IPA hard coating
의 부착력이 우수하였고 코팅막에 얼룩도 발생하지 않았다
표 는 알카리세제와 수용액으로 세척된 기판위에[ 2] IPA PMMA casting hard
막을 형성시킨 후 코팅층의 부착력을 시험한 결과이다coating
표 기판에 대한 세척 코팅 접착력[ 2] PMMA Casting +
- 32 -
공정2 Dipping
하드코팅공정에 있어서 도포공정은 다양한 방법이 개발되어 있으며 본 과제에서는
두께조절성 액의 소모성 등을 고려해 디핑방식을 적용하였다 공정의 Dip-coating
개략적 방법은 다음과 같다
플라스틱 모재는 함수율이 높아 코팅전 모재건조를 실시한다(1)
플라스틱 모재에 묻어있는 먼지를 안에서 제전건으로 완벽히 제거(2) clean room
한 후 의 에 수직으로 고정시킨다dip-coater jig
시편을 코팅액이 담겨져 있는 코팅조에 일정한 속도로 하고 초간 유(3) dipping 10
지시킨다
의 인상속도를 조절 한 후 시편을 일정 속도로 인상한(4) Dip-coater (2~6 sec)
다
이 때 인상속도를 조절하여 코팅층의 두께를 조절할 수 있다 딥코팅시 분위기 습
도를 이하 온도 상온 코팅액 온도를 로 유지하여 액의 경시변RH 50 18 ~ 20
화를 최소화 해야한다 플라스틱렌즈 및 보안경 등 공정을 요하는 업 hard coating
체에서는 정도의 청정실에서 하드코팅을 실시하고 미만의 상대습class 1000 50
도 조건을 유지함으로써 대기 중의 먼지 부유물등에의한 오염을 최소화하고 있으
며 날씨변화에 따른 분위기 환경을 일정하게 유지하고 있다
코팅 분위기 조건의 변화는 경화 후 막에 에 의한hard coating particle pin-hole
과 현상 등을 일으킬 수 있으며 양질의 우수한 코팅막을 얻기가 힘들다 본hazing
연구에서는 인 의 을 설치하여 하class 1000 conventional air flow type clean room
드코팅공정을 실시하였다
그림 내부 사진[ 20]Clean room
- 33 -
내부에는 제전건 기 클린 오븐 광경화기 초음파세척장Clean room dip-coating
치 등의 설비를 구비하여 경화형 처리가 일괄적으로 처리됨으로써UV hard coating
우수한 물성의 하드코팅막을 얻을 수 있었다 그림 은 내부의 사 [ 20] clean room
진이며 작업시 내부온도는 습도는 이하를 유지하 hard coating 18~20 40RH
였다
전도체인 금속과 달리 플라스틱은 절연물질로 전기전하의 이동을 허용치 않아 마찰
등에 의하여 쉽게 정전기장을 형성하여 정전기장 내에 놓여있는 반대 극성을 갖는
입자를 끌어들이게 된다 이러한 입자를 제거하기 위해서는 플라스틱 표면 및 입자
의 극성을 중성으로 바꾸어 줌으로써 간단히 해결할 수 있다 본 과제에서는
공정 전에 공기를 이온화시켜 대량의 양 음이온을 발생시키는 장치인dipping
을 사용하여 을 제거할 수 있었으며 이물에의한 코팅층의Anti-Static-Gun particle
불량을 줄일 수 있었다
본 과제의 딥방식은 인상방식과 장치의 정밀성이 코팅특성을 좌우한다고 할 수 있
다 본 과제에 적요된 딥인상은 에의한 조의 인상 하강 방식으로 air-hydro type ㆍ
정숙성이 높은 방식이다
그림 장치 유공압[ 21] Dip-coating ( type)
- 34 -
실린더의 제어는 유공압 방식을 사용하였으며 이는 압축공기를 이용하여 유압실린
더를 제어하는 방식으로 공기의 압축성으로 인한 문제점을 개선한 것이다 즉 공기
압을 사용하면서 유압유니트와 같이 작동개시 때나 부하변동시에 접속구동이 가능
하고 저속 구동시 현상을 방지할 수 있는 유압실린더의 장점을 활용한 것 stick slip
이다 일반적으로 유공압은 실린더의 정밀정속구동 중간정지 이속제어나 로터리형
액츄에이터의 완속구동 등에도 많이 적용되고 있다 그림 은 본 실험에 사용한 [ 21]
유공압 방식의 장치로써 실린더와dip-coating air hydro type convertor coating
조 냉각 및 시스템 용량 사용 line filtering (chemical pump (10 min) 15 filter )ℓ
등으로 구성되어 있다
경화공정3
플라스틱 기판위에 경화형 액을 딥방식에의한 도포 후 에UV hard coating 50~70
서 분동안 시키고 램프 에의한 를 조사시키면3~5 pre-heating UV (200~400nm) UV
표면경도 및 내마모성이 우수한 막이 형성된다 표 에서는 본 연구에 사coating [ 3]
용되어진 코팅제 종류 및 경화조건을 나타내었다
표 코팅제 종류 및 경화 조건[ 3]
Maker Grade 용 도 경 화 조 건
사 국내L ( ) A-104GN 겸용PC amp PMMA파장UV lamp (250~360nm)
에너지UV 65~90mjcm2
사 국내H ( ) 0-299 용PMMA파장UV lamp (250~360nm)
에너지UV 60~85mjcm2
사 국외E ( ) C-220 겸용PC amp PMMAUV lamp 300Winch
이송속도 25ftmin
사 국외H ( ) B-8558 겸용PC amp PMMA파장UV lamp (250~360nm)
에너지UV 75mjcm2
본 과제의 광경화공정연구에 사용된 광경화기를 그림 에 나타내었으며 일반적[ 22]
인 광경화의 원리 및 메커니즘은 다음과 같다
가 경화원리 및 특징 UV
전자파 중 자외선 은 파장이 까지의 영역을 의미하고 있으나 경(UV) 10~400nm UV
화에 이용되는 파장범위는 대체로 이며 이 자외선이 화학작용에 유효200~400nm
한 것은 유기 화합물의 해리 분해반응을 일으킬 수 있는 강력한 에너지를 가지고
있기 때문이다
- 35 -
경화 메커니즘(1) UV
일반적으로 코팅제의 경화는 광개시제로부터 시작되는데 자외선이 갖는 에너지UV
에 의해 광개시제가 분해되어 라디칼 반응을 형성하여 반응을 유도할 수 있는 활성
체가 된다 이 활성체에 의하여 및 와 연쇄적으로 반응하여 망 monomer oligomer
상구조화된 고분자막이 형성되는 것이다
경화의 특징(2) UV
저온에서 경화가 가능하다 내열성이 좋지 않은 플라스틱 모재에도 고품질의(1)
막을 형성시킬 수 있다coating
경화속도가 빠르다 건조단위가 초단위로 설정되기 때문에 의 연속자동화가(2) line
가능하며 작업효율이 향상된다
예열시간이 짧아 신속한 작업이 가능하며 에너지가 절감된다(3)
운전관리가 간단하고 신뢰성이 높다(4)
그림[ 22] UV dryer
- 36 -
나 사 사양 UV dryer (EYE GRAPHICS model ECS-301G1)
종류 와 수은등(1) lamp metal halide
(2) lamp power 및 로 조절 가능 15KW 2KW 3KW
발광장(3) 250nm
반사판 집광형(4)
조사거리 으로 조절가능(5) 100 ~ 180
속도 으로 조절 가능(6) conveyer 08 ~ 8mmin
냉각 방식 공냉식(7)
제 절 고진공증착공정3
증착공정개발1
가 증착물질 및 증착조건
반투과반사 윈도우는 투과성과 반사성을 동시에 만족해야하며 일반적으로 금속박
막을 고진공증착함으로써 구현될 수 있다 이러한 금속박막은 진공영역에서 작업을
수행해야하며 스퍼터링과 증착이 주를 이루고 있다 그 중 스퍼터링 방법 e-beam
은 재현성이 우수하고 방식으로의 적용이 용이하다는 장점이 있으나in-line target
및 의 교체 초기조건설정 등이 용이하지 않아 본 과제에서는 다양한 재료cathode
를 코팅할 수 있는 을 적용하였다 유기물인 플라스틱상에 금속무기물e-beam type
의 접착력과 코팅후의 기계적 특성확보를 위해서는 다양한 증착공정 연구가 수행
되어야 한다 표 와 표 에 사용된 증착물의 물성과 증착조건을 각각 나타었 [ 4] [ 5]
다
표 주요 증착 물질의 물성표[ 4]
- 37 -
표 주요 증착물질의 증착조건[ 5]
나 측정값에 의한 증착막의 두께 분포
증착에 의한 증착막의 두께분포를 파악하기 위하여 크기의E-Beam 600 x500
위에 두께 의 증착속도 을 증착하였다 위치에 따른 증착glass 2500 AI ( 5 sec) Å Å
막의 두께를 측정하기 위하여 유리판 중앙부에서 바깥쪽으로 폭 간격 길이10 (
으로 등분하여 시편의 증착막두께를 으로 측정하였다 그림 계산30mm) 25 SEM [ 23]
에 의한 두께분포와 비교하였을 때 대체적인 경향은 비슷하지만 상대적으로 기울기
가 급함을 알 수 있다
그림 측정값에 의한 증착막의 두께분포[ 23]
두께측정시 사진에 의존한 측정이고 사용된 진공시스템은 이상화와는 거리가SEM
있어 약간의 차이가 발생되었다고 판단된다 측정된 값의 추세선을 구함으로써 고
정 의 제작시 로 활용할 수 있었으며 평행이송에 의한 균일성확보mask reference
연구에 참고데이터로 활용할 수 있었다
- 38 -
다 평행이송에 의한 균일성확보
기판의 평행이송과 고정 를 동시에 사용하여 두께가 균일한 박막을 제작하고mask
자 하였다 를 평행이송하여 동서방향의 균일성을 확보하고 이때 등두께를 기준 Jig
으로 동서방향을 등분하여 평면으로 이상화 해 구간내에서의 선의 형상을 두께13
기울기에 비례한 형상을 구현한 고정 를 제작하여 남북방향의 균일성을 확보하mask
고자 하였다 평행이송은 로 회전수를 inverter motor(LG -KMI400K1) 0~160rpm社
으로 조절하면서 이송하였으며 고정 는 기판이송방향의 직각방향에 대한 균일 mask
성만을 고려하여 설계제작하였다 그러나 에 의한 가림과 이송시 증착영역을 mask
벗어남으로 인해서 생기는 증착물 가 크다는 단점이 있었으며 고정 의 형loss mask
상은 증착물 증착율에 따라 다소 차이가 있어 여러 세트를 구비해야만 했다 수차
례 실험을 통해 증착물별 를 제작할 수 있었으며 평행이송속도를 증가시키고mask
왕복이송 횟수를 증가시킴으로써 이내의 균일성을 확보할 수 있었다10
시스템의 특성2 IBAD
가 증착시 온도의 변화
플라스틱 기판은 내열성이 낮아 열원에 장시간 노출되면 열변형과 함께 탄화되고
이 발생하여 박막물성에 악영향을 미칠 수 있으며 증착막과 비교하여out gassing
평균 수 십배 이상 선팽창계수가 높아 선팽창 차에 의한 박막의 과 박리를 일crack
으킬 수 있다 본 연구에서는 증착시 플라스틱에 미치는 분위기 온도의 영향을 파
악하고 적정 증착조건을 파악하기 위하여 금속 및 세라믹으로 나누어 증착시 분위
기온도 변화를 측정하였다
금속물의 시간에 따른 온도 변화(1)
은 분후 약 도정도 상승하여 시간에 따른 온도 변화가 거의 없었지만 은AI 10 3 Cr
약 도가 상승하여 급격한 상승을 보이고 있어 증착시 온도변화를 주목할 필요가12
있었다 더욱이 은 증착율이 높을수록 박막이 형태로 증착되어 반사율을 Cr granule
저하시키는 원인이 되었으며 막 자체에 도 많이 발생되었다 반투과반사 윈도crack
우 제작을 위한 금속박막 물질로는 보다는 이 온도측면에서 유리하다고 판단Cr AI
되었으며 아래의 그림 에 금속박막의 시간에 따른 온도의 변화를 비교하였다[ 24]
- 39 -
주) 증착률Al -10 sec EC-260~280Å
증착률Cr -10 sec EC-65 ~ 95Å
그림 금속박막의 시간에 따른 온도변화 비교[ 24]
세라믹의 시간에 따른 온도 변화(2)
세라믹은 금속과 달리 일반적으로 가 매우 높아 증착시 분위기온도melting point
상승이 매우 컸다 측정된 세라믹의 시간에 따른 온도의 변화는 그림 에 나타 [ 25]
내었다
주) SiO2 증착률 -10 sec EC-45 ~ 60Å
TiO2 증착률 -10 sec EC- 175Å
AI2O3 증착률 -10 sec EC-180~260Å
그림 세라믹박막의 시간에 따른 온도변화 비교[ 25]
- 40 -
그 중 SiO2 TiO2는 분 경과후 가량의 비교적 완만한 온도변화를 보이고 있10 10
으나 AI2O3는 가량의 급격한 온도상승을 보여 고증착율에서의 사용에는 한계30
가 있었다 실증착시에는 의 를 낮춤으로써 증착율 E-gun emission current 3~5 Å
내에서 증착하여 급격한 온도상승을 막을 수 있었다 AI2O3은 경도가 매우 높고 증
착시 조밀도가 높아 보호막으로 많이 사용되는 증착물이다 그러나 본 실험에서는
증착시 열발산이 특히 심하고 증착율을 낮추어도 온도가 급상승하여 증착시 crack
이 쉽게 발생하여 플라스틱 기판에는 부적합하다고 판단되었다
나 플라스틱의 Out gassing
기체방출 은 진공용기 속에서 사용하는 물질의 표면이나 내부에 흡착(out gassing)
되어 있던 분자들이 방출되는 현상을 의미하며 진공조의 압력상승 및 박막의 물성
에 큰 영향을 미치게 된다 또한 고진공 에서 배기시간을 증가시키고 최저 system
도달 압력을 결정짓는 직접적인 요인이 된다 표 는 주요 물질의 기체방출율을 [ 6]
나타낸 것이다
표 주요 물질의 기체방출율[ 6] (Pa m3sm2)
본 연구에서는 플라스틱 기판 장입 유무에 따라 의 영항에 의한 진공도out gassing
의 변화를 알아보기 위하여 진공조 내부에 기판 를 장입한PC (250times65times3 ) 10ea
후 진공도를 측정함으로써 장입전과 비교하여 변화가 있음을 알 수 있었으며 측정
된 값은 그림 에 나타내었다[ 26]
- 41 -
그림 플라스틱 기판 유 무에 따른 진공도 변화[ 26]
그림 의 결과에서 나타나듯이 플라스틱 기판의 장입시 배기속도가 다소 늦[ 26] (PC)
어짐을 알 수 있었으며 이는 플라스틱 모재가 함유한 수분 등의 에 의out gassing
한 차이로 보여진다 기체 방출률은 표면상태나 세척정도 등에 의해 크게 baking
좌우된다고 알려져있어 본 연구에서는 진공조 내부의 에 세심한 주의를 cleaning
기울였으며 함수율이 높은 플라스틱 기판의 세척공정과 함께 건조공정을 확립하고
을 설치하여 플라스틱 기판이 진공조에 머무는 시간을 최소화함load lock system
으로써 플라스틱 모재로 인한 을 최소화할 수 있었다 out gassing
- 42 -
제 장 시제품제작 및 특성분석4
제 절 상용제품의 특성분석1
본 과제의 반투과반사윈도우 개발을 위해서 일본 상용제품의 특성을 분석하였다
일본제품의 측정결과 상하부는 이며 층의 두게는SEM 147 121 m Top coatingμ
로 층보다는 다소 얇은 코팅층이였다 또한 금속박막층은106 m Base coating μ
으로 관찰이 용이하지 않으나 및 에 근거한 추정결과 내SEM RBS SEM data 20nm
외로 판단되었다 아래 그림 은 상용제품의 모재 상하면의 단면 사진이다 [ 27] SEM
그림 반투과반사 윈도우 상용제품의 사진 상 하단면[ 27] SEM ( )
그림 은 일본제품의 분석 결과이다 이온을 조사하였고 이 때[ 28] RBS He2+
는 였으며 고에너지에의한 플라스틱 표면의 손상을 줄이기beam energy 224MeV
위해 이온 량을 으로 낮게 설정하였다dose 80 C μ
그림 반투과반사 윈도우 상용제품의[ 28] RBS Spectrum
- 43 -
분석결과 표층에는 내외의 이 관찰되었으며 내부로 됨에 따라 유20nm AI etching
기물이 지속적으로 관찰되고 있음을 알 수 있다 그림 과는 달리 표면에 [ 27] top
층이 존재하지 않으며 표면에서는 층만이 존재함을 알 수 있다coating AI
제 절 플라즈마 표면처리2
플라스틱 반투과반사 윈도우 시제품제작을 위해 플라즈마 이온빔을 조사하여 플라
스틱 모재의 표면처리를 수행하였다 플라즈마는 의 고순도 의 999999 20 sccm
를 공급하면서 를 사용하여 발생시켰다 이 때 는Ar gas RF power RF Power 80W
였으며 는 로 설정하여 모재가 장착된 지그를 좌우 이송하 Ion Beam energy 1KeV
면서 표면처리공정을 수행하였다 는 Base Pressure 12times10-6 였으며torr Working
는Pressure 5x10-4 였다 조사시간은 로torr Ion Beam 120sec 5times1017 Ar+ ions
의 였다 그림 는 에의한 표면처리 후 표면의 상태를 보기위한dose [ 29] ion beam
사진이다 의 면적을 하였으며 곳을 측정하여 평균값을 취AFM 1 x 1 scanning 5
하였다 조사 전후 표면의 거칠기 는 에서 로 다소 증가하였으 Ion (Ra) 55 589Å Å
나 플라스틱의 표면에는 큰 손상을 주지는 않는 것으로 파악되었다
그림 표면개질전후의 사진[ 29] AFM
그림 은 표면처리후 플라스틱 모재 상에 증류수를 떨어트려 을[ 30] Wetting angle
측정한 결과이다 표면처리 전 의 이 로 크게 줄여 들어 722 deg Wetting angle 171 deg
표면친수성이 크게 향상되었음을 알 수 있다
- 44 -
그림[ 30] Wetting Angle Test
제 절 광경화에의한 하드코팅3
광경화 하드코팅공정1
반투과반사 윈도우로 사용되는 플라스틱 소재는 낮은 내열성과 표면경도로 인해 코
팅층의 내구성 높이는데 한계가 있어 유무기계 막을 형성시킴으로써 표hard coating
면경도나 내마모성 등의 기계적 특성을 크게 향상시켰으며 코팅후 소재의 내마모
성 표면경도에 대한 평가를 수행하였다 하드코팅 공정에 있어서 가장 유의해야할
사항 중 하나는 공기 중 무수히 존재하는 미세먼지 및 파티클에의한 코팅층의 오염
이라고 할 수 있다 코팅층에 포함된 파티클은 코팅액의 흐름과 두께불균일성을 발
생할 수 있으며 더욱이 투명제품의 파티클은 제품불량에 있어서 주요요인이라고
할 수 있다 미세 파티클은 세척공정에서부터 경화 후 포장공정에 까지 일관되게
제어되어야 하며 양압에의한 클린룸을 필요로 하고 있다 더욱이 도포 및 경화조건
은 온습도 매우 민감하여 클린룸에 의한 항온항습이 필수적이라고 할 수 있다 본
과제에서는 헤파필터에 의한 의 항온항습 클린룸에서 하드코팅공정을Class 1000
수행하였다
막의 두께 균일성을 파악하기 위하여 측정위치를 변화시키면서Hard coating SEM
에의한 두께를 측정하였다
가 측정 방법 인 플라스틱기판을 대략 정도 250 X65 X3(t) 150 dip-coating
하여 기판을 아래 그림 과 같이 크기로 등분 한 후[ 31] 65cmX25cm 5 (1) (2)
샘플을 로 절단하여 단면가공 후 으로 관찰하였다(3) 10 X 4 SEM
- 45 -
그림 시료의 크기 및 측정점[ 31]
나 측정 결과 시료의 각 위치에서의 코팅층 측정두께를 표 에 나타내었다 아 [ 7]
울러 단면 사진을 그림 에 나타내었다SEM [ 32]
표 막의 두께 측정 결과 사용[ 7] hard coating (SEM )
그림 층의 단면 사진[ 32] Hard coating SEM
시제품의 하드코팅층 물성평가2
플라스틱 반투과반사 윈도우용 소재는 표면경도 접착력 내마모성 등 waveness
다양한 물성들을 만족시켜야 한다 물성시험을 위한 시료는 상에 코 PMMA A-104
팅액을 속도로 인상하여 광경화공정을 통해 제작되었다2 s
- 46 -
가 내마모성
하드코팅된 소재의 내마모성은 를 사용하여 물성평가를 실시하였steel wool tester
다 은 를 사용하였으며 하중은 을 유지하였고 왕복회수는 Steel wool 0000 1kg 50
회로 설정하여 시험 후 각 시편의 스크레치 발생 정도를 비교분석함으로써 코팅층
을 평가할 수 있었다 그림 은 자체에서 설계 제작한 [ 33] steel wool scratch
의 사진이며 사양은 다음과 같다tester
기계규격 670 times 265 times 370①
로울러 지지축 운동규격 20 times 158 times 304 ( 120 )②
로울러 12 times 50③ empty회전축 모터와 연결축 11 ( )④ empty무게추 고정봉 5 times 80⑤ empty무게추 500g 2 ea 200g 4 ea 100g 4 ea⑥
밸런스 추 295g⑦
로울러축 지지대 20 times 24 times 62⑧
이동 정반 8 times 168 times 372⑨
시험품 고정판 40 84 times 150 ( 2 ea )⑩
가압 핸들 5 times40⑪
그림[ 33] Steel Wool Scratch Tester
나 표면경도
막은 내마모성과 표면경도에서 한계가 있는 플라스틱 표면특성을 향Hard coating
상시키기 위해 수행되었으며 딥방식에의한 도포와 에의한 광경화공정을 적용하 UV
였다
- 47 -
그림[ 34] Pencil Hardness Tester
딥 도포공정에서 인상속도를 로 유지하였다 표 는 플라스틱 모재 위에4 sec [ 8]
다양한 의 제를 사용하여 코팅한 실험 결과이며 표면연필경도는grade hard coating
로써 모재의 경도보다 단계 상승하였으며 코팅제로 막을4~5H 3~4 A-104 coating
형성시킨 경우 내스크레치성에서도 하중 하에서 으로 1kg steel wool 0000
막 위를 회 왕복하였을 때 막에 스크레치가 거의 발생하지 않았coating 50 coating
다
표 막에 대한 시험 결과[ 8] Hard coating (4 s)
- 48 -
제 절 고진공금속박막증착4
하드코팅막의 표면처리1
그림 플라즈마 표면처리된 하드코팅막의 사진[ 35] AFM
하드코팅막은 등 무기물을 다량 함유하고 있는 유무기의 혼합물질이다 고분silicon
자와는 달리 하드코팅막은 이온선량의 넓은 범위에 걸쳐서 증류수와의 접촉각이 매
우 낮았다
결과 막에 있어서는Water drop test hard coating 3times1015 ~ 4times1017 Ar+ ions
의 범위내의 량으로 증류수의 접촉각이 낮음을 알 수 있었다 증착막의 접ion dose
착력 향상정도를 확인하기 위하여 이온선량을 변화시키며 하드코팅층 표면에 dose
량에 따라 Ar+ 을 조사한 후 의 박막을 증착하여ion beam 100nm AI cross-cut
를 수행하였다 표tape test [ 9]
표 플라스틱 박막의 결과[ 9] HCAI Cross-cut tape test
하드코팅층의 에 의한 표면처리전 결과는 플라스틱에서처럼 모두 박리 되ion beam
었으나 의 량ion beam dose 5x1015 ~ 1x1017의 범위에서는 모두 접착력이 우수함
을 알 수 있었다 이는 하드코팅층위에 일부 무기질 재료가 포함되어 금속 박막과
의 친화성이 강하기 때문으로 판단되며 일반 고분자와는 달리 내열성이 매우 우수
하여 의 고에너지에서 수십분간의 조사에서도 표면에 탄화되는 경향이 없15 KeV
었다
- 49 -
미세금속박막증착2
플라스틱 반투과반사윈도우의 미세금속박막은 당사에서 보유하고 있는 고진공
시스템을 사용하여 증착하였다 그림 시스템을 구비하고 있IBAD [ 36] LoadLock
는 본 장비는 가 장착되어 있으며 모재의 평행이송과 를RF Plasma source Mask
사용하여 두께 균일성을 확보하였다
그림 증착 시스템[ 36] IBAD
반투과반사미러에 사용된 금속은 의 사의 을 사용하였다 당사에서9999 Cerac AI
보유하고 있는 4x10-6 진공도에서 을 사용하였다 증착시torr e-beam gun
는 증착율은 였으며 상하 좌우의 을 통Emission Current 280 5 sec Sweeping Å
해 균일한 증착율 유도하였다
그림 금속박막의 투과율[ 37] Spectrum
- 50 -
그림 금속박막의 전후면 반사[ 38] spectrum
사의 로 측정된 가시영역에서의 투과 반Hitachi U-2000 UV-Vis Spectrophotometer
사 을 그림 그림 에 나타내었다 각각의 투과반사율을 가시영spectrum [ 37] [ 38]
역에서의 평균값을 구한뒤 아래 표와 같이 흡수율을 구하였다 제작된 시제품의 흡[
수율은 였다248
표 금속증착막의 특성분석결과[ 10]
No 항 목 평 가 방 법 시 험 결 과
1 접 착 력 Cross-Cut 100100
2 투 과 율 Spectrophotometer 445
3 반사율 전면( ) Visual Range 307
4 반사율 후면( ) Visual Range 171
5 흡 수 율 Visual Range 248
- 51 -
제 장 결론5
제 절 연구결과1
플라즈마 표면처리공정연구 광경화에의한 하드코팅공정연구 고진공증착에의한 미
세 금속박막 증착연구개발을 통하여 수입되고 있는 플라스틱 반투과반사윈도우 소
재를 개발하였다 현재 상용되고 있는 수입소재의 기계적 광학적 특성을 분석을 통
하여 개발 목표치를 설정하였으며 최적 공정개발에의한 시제품제작을 완료하였다
시제품의 평가항목 및 특성치를 아래 표 에 나타내었다[ 12]
표 반투과반사윈도우 시제품의 특성표[ 12]
평 가 항 목 특성치 비 고
광흡수율1 () 248 분광기 기준30T
내마모성2 () 28 자체기준( haze)
접착력3 (x100) 100 회ASTMD3359 10
표면경도4 (H) 5 ASTMD3363 Mitsu-B
표면친수성5 (deg ) 171 Anglometer
미세파티클6 (1um) 01 Clean Room
본 과제 수행에의한 개발목표를 달성할 수 있었으며 주요기술개발내용은 다음과
같다 플라즈마를 이용하여 고분자 표면의 친수성 를 크게 높였으며 1) RF (171deg )
금속박막과의 접착력 을 크게 향상시켰다 광경화에의한 하드코팅공정(100100) 2)
개발에의해 플라스틱 표면경도 및 내마모성 을 크게 향상시켰다 고진(5H) (28) 3)
공 증착공정개발에의해 금속박막의 흡수율 을 크게 낮추어 광효율이 높은(248)
플라스틱 반투과반사 윈도우 시제품을 개발하였다 플라스틱 반투과반사윈도우 4)
소재를 평가하기 위한 광학적 기계적특성 평가기법을 확립하였다
- 52 -
제 절 향후전망2
개발된 플라스틱 반투과반사 윈도우는 플라스틱의 낮은 내열성과 표면경도 흡수율
을 개선하기 위한 것으로 최근 전자제품 정보통신부품 등 첨단전자제품에 적극 채
택되고 있다 특히 휴대폰 및 디스플레이의 투과창 소재가 기존 에서 투명플 glass
라스틱으로 적극 채택되면서 관련 공정기술개발과 함께 소재특성을 위한 다양한 연
구가 활발히 추진되고 있으며 선진국에서는 개발완료에 따른 양산체제 구축으로
전세계 시장을 석권하고 있는 상황이다
본 과제에의한 플라스틱 반투과반사 윈도우의 시제품은 수입시판되고 있는 상용소
재와 동등이상의 특성을 나타내고 있어 향후 양산설비 및 양산공정연구에의한 소
재의 국산화가 가능하다고 할 수있다 또한 본 과제의 플라즈마 표면처리는 저온
표면처리를 요하는 광학용 플라스틱 소재의 표면처리에 활용될 수 있으며 광경화에
의한 하드코팅공정은 기존 열경화방식과는 달리 화가 가능하며 대량 양산in-line
체제를 갖출 수 있어 향후 큰 폭의 성장이 기대된다
- 53 -
참 고 문 헌
1 Oleg A Popov ldquoHigh Density Plasma Sourcesrdquo NOYES Publications(1995)
전자기술연구회 초음파 응용 기문사2 ldquo ( 1997)
임준섭외 명3 4 ldquoImprovement in Surface Hardness of Plastic Surface Mirrorrdquo
Korea-Russia Symposium(1998)
4 Lan G Brown ldquoThe Physics and Technology of Ion Sourcerdquo John Wiley amp
Sons(1989)
이규환 외 명 진공증착법으로 제조된 박막의 밀착성에 관한연구 한국5 4 ldquo AI-Cr rdquo
표면공학회지 VoI27No1Feb(1994)
한성남 외 명6 4 ldquoImproving Wettability of Polycarbonate and adhesion with
aluminum by Ar+ ion irradiationrdquo JMaterial Res Vol9 Sep(1995)
한성남외 명 표면에 아르곤 조사와 친수성증대7 4 ldquoPolymethylmethacrylate rdquo The
Korean Physical Society Vol8No2 Mar pp193~198(1995)
인하대 광기술교육센터 광학시스템의 설계 및 평가 인하대 광기술교육센터8 ldquo rdquo
(1999)
임준섭외 명9 5 ldquoEffect of Ion Beam Assisted Cleaning on Adhesion of AI to
Polymer Substrate of PC and PMMArdquo Asian Finish lsquo98(1998)
10 CJ Brinker and GW Scherrer ldquoSol-Gel Science The Physics and
Chemistry of Sol-Gel ProcessingrdquoAcademic Press NY(1990)
아주공업 주 표면처리 기술을 이용한 자동차용 후사경 개발 산업자11 ( )rdquoPlasma rdquo
원부 최종보고서(2000)
고성진외 명 자동차용 플라스틱 미러와 그 제조방법 아주공업 주12 2 rdquo rdquo ( )(2002)
아주공업 주 플라즈마 기술을 이용한 오토바이 헬멧용 무적쉴드개발 중소기13 ( ) ldquo rdquo
업청 최종보고서(2002)
박원규 졸겔법의 응용과 제품 명현문화사14 rdquo rdquo (1999)
홍진후 경화코팅 조선대학교 출판부15 rdquoUV rdquo (2002)

- 12 -
본 과제는 플라즈마에의한 표면개질로 고분자 표면의 친수성증대 및 금속층과RF
의 접착력 향상을 위한 표면처리기술 유공압 디핑방식에의한 코팅층의 도포 및 자
외선에의한 광경화 하드코팅기술 전자선 증발 평행이송 및 매스크설계에의한 미세
금속박막 증착공정 기술개발 및 각 공정의 최적화를 통한 시제품을 제작하는 것이
며 아울러 플라스틱 반투과 반사윈도우소재의 기계적 광학적 특성 평가 기술을 확
립하는데 있다
- 13 -
제 장 관련기술의 이론적 배경2
제 절 플라즈마에의한 표면처리1
다양한 산업분야에서 광범위하게 적용되고 있는 플라스틱 소재는 높은 성형성 경
량성으로 인해 폭발적인 성장을 하고 있으며 최근에는 기존 금속 목재 등 무기물
을 급속하게 대체하고 있는 상황이다 그러나 플라스틱은 낮은 내열성 내마모성
마찰에의한 정전성 등의 단점을 갖고 있으며 특히 광학용 소재로 사용시 정밀세정
이 용이하지 않아 다양한 세정방법이 모색되고 있는 상황이다 일반적으로 플라스
틱 오염물은 초음파세척에 의해 제거가 가능하나 모재에 물리 또는 화학적으로 붙
어있는 이물질이나 모재 표면 자체가 갖고 있는 표면 거칠기(surface roughness)
등의 개선에는 한계가 있어 코팅층과의 박리가 발생하는 문제점이 있어왔다 최근
이러한 문제점을 해결하기 위해 저온 플라즈마 를 이용한 플라즈마 표면처(plasma)
리기술이 도입되고 있으며 더욱이 플라즈마는 플라스틱 표면에 친수성기를 활성
화할 수 있는 장점이 있어 코팅층의 접착력 향상에 있어 핵심적인 방법으로 평가받
고 있다 이 방법은 전리된 전자와 이온이 전기장에 의해 운동하면서 모재 표면에
충돌하여 표면에 존재하는 유무기물 등 오염물을 제거하고 미세에칭을 통해 표면
조도를 향상시키는 역할을 하는 것으로 알려져 있다 플라즈마 표면처리 장치에서
플라즈마 발생 장치는 고전압을 이용한 직류 플라즈마 원이 있고 주파수가 1356
혹은 그의 배수인 플라즈마 원 등이 있다 직류 플라즈RF (RF-plasma source)
마 원은 구조가 간단하고 사용하기 편리하지만 절연체가 두 전극 사이에 있을 경
우 절연체 표면에 전자가 쌓여서 또 하나의 음극을 형성하여 플라즈마가 형성되지
않아 절연체 표면처리에는 적용이 불가능하다고 활 수 있다 이런 이유로 본 연구
에서는 절연체인 고분자의 표면처리를 위해 및 를RF plasma source Optical Grid
이용한 를 적용하여 표면처리를 수행하였다Ion Beam source
원리 및 구성1 Plasma Ion Beam Source
내열성이 취약한 등 엔지니어링 플라스틱의 표면에 금속 및 세라믹박막PC PMMA
을 증착하기 위한 표면처리방법으로 상온에서 모재의 표면손상을 최소화할 수 있
는 저온 플라즈마 이온원의 활용은 필수적이라고 할 수 있다 본 과제에서는 플라
스틱 기판의 표면처리를 위해 의 를 적용하filamentless type RF ion beam source
였으며 개략적인 부품의 구성 및 작동원리는 다음과 같다
- 14 -
에서 발생된 는 의 을 따라 흐르면서 주변에RF generator microwave antenna coil
를 형성하고 동시에 는 를 형성하게magnetic field AC magnetic field electric field
된다 를 통하여 공급된 중에 존재하는 일부 은 형성된 MFC gas charged particle
내를 이동하면서 내부에서의 많은 중성입자들electic field gas discharge chamber
과 연속적인 충돌을 일으키고 차 충돌된 은 새로운 을 발1 particle charged particle
생시키며 형성된 내에서 연속적인 플라즈마를 생성하게된다 생성된magentic field
플라즈마 중 양이온은 ion optical 내의 양음극 전극사이의 에 의하여grid potential
밖으로 인출되도록 하여 특정 에너지를 갖는 이온을 얻는 것이다 이온원 플라즈마
의 을 위하여 사의 와generation Comdel 80 500W (Model CPS-500AS80)
를 사용하였으며 및 에 전압1356 RF generator Emitting grid accelerating grid
을 인가하기 위하여 의 를 사용하였다2KV DC power supply
적용된 는 의 조절에 의해 를 까지 조RF ion source RF power ion currrent 5~80 Aμ
절할 수 있으며 에 인가된 전압의 조절에 의해 의 에너지 조절grid 200~ 2000eV
이 가능하다 이온원은 크게 및 부 공급 및 부 magnet support gas discharge
부 부로 나눌 수 있으며 구성도는 아래 그림 과 같mat ching box optical grid [ 1]
다
그림 의 구성도[ 1] Ion Source
- 15 -
가 Magnet Array
의 설치목적은 전자의 나선형 운동을 유도함으로써 평균자유경로를Magnet array
길게하는데 있다 전자의 을 증가시켜 연속적인 플라즈마를 발생시키는 것 life time
이다 이온원에는 크기 인 를 사용하여 플라즈마의 20times30times10t 20times30times35t SmCo5
고온분위기에서도 자성을 쉽게 잃지 않으며 각각 개로 구성되어 개의 을 28 4 6 pile
이루고 있다 에의한 이온원의 자력분포는 그림 과 같다 Magnet array [ 2] Magnet
지지부는 강자성물질중의 하나인 순철이며 의 상하 주 quartz discharge chamber
변에는 판형을 이루고 있으며 부에 열전도계수가 높은 를 사용 flange Copper Rod
하여 플라즈마에 의해 발생된 열이 쉽게 방출되는 구조를 갖고 있다
그림[ 2] Ion Source Magnet Array(2times3)
나 Matching Box
의 고주파를 사용하는 는 의 출력Radio frequency linear ion source RF power
값에 상응하는 부의 값의impedance plasma discharge load impedance matching
여부가 의 특성을 크게 좌우하게된다 의 출력이Ion beam current RF generator
까지 모두 전달되어 효율적인 플라즈마를 발생시키기 위해서는antenna discharge
부의 가 가능한 적어 를 최소화되어야 바람직하나impedance reflecting power
값은 량 및 상태 주변환경 등의 변화에 매load impenance gas insulator ground
우 민감하게 반응하고 고주파의 노출시 각종전자장치 및 인체에 치명적일 수 있어
고주파의 에 각별한 주의를 필요로한다 의 값은 약shield antenna inductance 19 X
10-8 이며 사의H Jennings VVC(Vacuum Variable Capacitor 7 ~ 500 pF 5KV)μ
를 사용하여 값을 조절하였다capacitance
- 16 -
그림 의 전기회로 개략도[ 3] Matching Box
다 Ion Optical Grid
는 내부의 중 만을 인출Ion beam optical grid gas discharge chamber plasma +ion
시키는 역할을 한다 아래 그림 에서 와 사이에 [ 4] emitting grid accelerating grid
높은 을 인가하여 을 인출하고 외부에는 로써potential +ion decelerating grid
가 있어 외부의 및 의 유입을 방지하는 기능을 하ground electron charged particle
고 있다
그림 의 개략도[ 4] Ion Optical Grid
되는 은 사이의 차이 만큼의 에너지Emitting ion emitting-accelerating gird potential
를 갖게되며 작동시 의 인가전압을 조절함으로써 의 에너지를 조절emitting grid Ion
할 수 있도록 되어있다
- 17 -
그림 에서의 변화[ 5] Optical Grid Potential
각 는 의 일정한 간격을 유지하고 있으며 플라즈마 발생시 온도grid 08 ~ 12
에 의한 변형을 막기 위해 선팽창계수가 낮은 박판 소재를 사용하고 있titanium (1t)
다 본 과제어 적용된 는 아래 그림 과 같다 RF ion source [ 6]
그림[ 6] RF Ion Source
이온원의 특성2
가 의 조절성 Ion Current
의 특성은 개구부의 단면적이 인 에RF linear ion source 1 faraday cup DC
의 전압을 인가한 후 이온 전류를 측정하였다 그림 는27V [ 7] Ion source RF
의 조절에 의하여 의 가 조절되며 에power ion beam current density emitting grid
인가전압을 조절함으로써 의 를 조절할 수 있도록 되어 있다 Ion Beam energy Ar
O2 의 유량 는 인 조건에서 측정된gas 15sccm ion beam energy 1KeV ion beam
의 값은 그림 에 나타내었다current [ 8]
- 18 -
그림 및 측정[ 7] Faraday Cup Ion Current
그림 에 따른[ 8] RF Power Ion Current Density
그림 에서 알 수 있듯이 원자량 또는 분자량이 클수록 같은 에서 이[ 8] RF power
온 전류가 많이 생성되는 것을 알 수 있다 이는 질량이 무거울수록 미분산란 단면
적이 증가하여 이온화가 잘 되기 때문이며 는 공급을 Ion current density RF power
로 증가시킴에 따라 까지의 범위에서 비교적 선형적으로10~130W 5 ~ 38 Aμ
증가됨을 알수 있다 의 조절성 확보와 Ion beam current 5times10-4 ~ 3times10-5 의torr
넓은 작동영역은 플라스틱 표면처리의 다양한 적용을 가능하게 하였다
- 19 -
나 의 Ion Beam Uniformity
플라스틱 모재의 표면개질 및 에 사용된 는 대면cleaning linear ion beam source
적 기판의 표면처리에 있어서 의 균일성 확보는 필수적이라 할 수 있다ion beam
더욱이 플라스틱의 경우 친수성 증대를 위한 량의 적정영역 폭은 상대적ion dose
으로 광범위하지 않아 균일성이 낮을 시는 대면적 시료를 일괄처리할 수 없어 후공
정인 반사막 및 다층막의 부분적 박리 및 을 유발할 수 있다crack
와의 거리가 인 지점에서Optical grid 400 Ar 20 sccm RF 60W ion beam
는 각각 이고 진공도energy 05 1KeV 8x10-5 에서 측정된 의torr ion beam current
분포를 그림 에 나타내었다 의 는 로 시료크기[ 9] Ion Beam uniformity 82 500
이상의 대면적에서 사용가능하다고 할 수 있다
그림[ 9] Linear Ion Beam Profile
제 절 고진공 금속증착2
증착막의 균일성1 (uniformity)
본 개발에 사용된 의 은 수많은 전자의 충돌에의해 증Electron-Beam Gun crucible
착물이 되는 시발점이며 종종 점증발원으로 이상화되어 수학적으로 해evaporation
석되고 있다 이 때 증발된 물질은 불균일하게 방사형으로 퍼져 나가기 때문에 평
면 모재에 균일한 박막을 증착하기는 그리 쉽지않다 증발된 물질은 일반적으로
COS2의 법칙을 만족하여 증발된다고 알려져 있으며 이에 대한 대책으로 안경렌즈
등 광학 코팅업체에서는 형의 기판 를 설치하여 회전시키고 고정 를dome jig mask
제작하여 균일성을 확보하고 있다 그러나 본 과제와 같이 대면적 평판의 경우 장
단의 차가 매우 커서 회전방식을 이용할 경우 공간의 효율적 활용이 어렵고 증착물
의 소모가 너무 많은 단점이 있어 기판의 평행이송과 고정 를 복합적용하여mask
증착박막의 균일성을 확보코자 하였다
- 20 -
가 이론적 두께 분포
증발원의 형상 및 기판의 상대위치에 따른 박막의 두께분포는 수식에 의해 계산이
가능하며 점증발원에서 높은 거리에 있는 평면상의 중심 에서 만큼 떨어져 있 0 X
는 점에서의 막두께 는 기하학적 가정과 해석을 통해 다음과 같이 구할 수 있다t
그림[ 10]
m 증발량 h 증발원과 기판과의 수직거리
p 증착물질의 밀도 x 기판의 중심에서 측정하고자하는 미소평면과의 거리
그림 점증발원의 기하학적해석[ 10]
아래의 그림 은 점증발원 및 미소평면증발원인 경우 각각 평면기판상에 증착된[ 11]
막의 두께 분포를 수식에 의해 구한 결과이다
그림 수식에 의한 증착막의 두께분포[ 11] (H Macleod)
- 21 -
축은 중심에서의 두께에 대한 비를 나타내며 축은 점에서 측정하고자 하는 미Y X 0
소평면까지의 거리 와 증발원과 기판사이의 거리 에 대한 비를 나타내고 있다 중X h
심부에서 최대의 두께를 나타내며 가 인 부터는 급격한 변화가 있으나 연속 Xh 03
적으로 감소함을 알 수 있다
제 절 플라스틱 특성평가3
광흡수율1
가 의 구비조건 Spectrophotometer
파장범위는 를 측정할 수 있어야 한다1) 340 ~ 780nm
측정 파장 간격은 이하로하고 분광측정기의 사출 슬릿에서 나오는 방사2) 10nm
속의 유효 파장폭은 이하로 한다10nm
측광방식은 기준물체로 부터의 투과 광속 또는 반사광속의 비교 측정에 의한 것3)
으로 하고 측과의 정확성은 측광 범위 최대 눈금의 이내로 하고 반복 정밀도 1
는 이내로 한다05
분광측정기 파장눈금의 치우침은 분광 측광기의 투과 파장대에 대한 최대 강도4)
의 파장으로부터 이내로 한다1nm
나 측정방법
투과율 측정방법 시료면의 법선방향에서 분광 측정기의 사출 슬릿에서 나오는1)
평행에 가까운 광선속을 입사시켜서 그 투과광의 방향에서 간격의 파장에 10nm
대해 분광 투과율을 측정한다 기준 물체는 광로 중에 시료를 삽입하지 않는 경우
의 공기층으로서 그 분광투과율을 로한다1
반사율 측정방법 시료의 면에 대해서 법선에 대한 각도가 도를 초과하지 않2) 15
는 입사각으로서 분광 측정기의 사출 슬릿에서 나오는 평행에 가까운 광선속을 입
사시켜서 간격의 파장에 대해서 분광반사율을 측정한다 기준 물체로서는 절10nm
대 반사율 측정법에 따라 표준 거울면 반사체를 사용한다
- 22 -
흡수율 계산 금속박막의 광흡수율 은 전체 입사광 에서3) (A) 100 visual range
에서의 평균투과율(Tav 과 평균반사율) (Rav 의 을 뺀 광량을 다음식에서 구할 수 있)
다
광흡수율(A) = 100-(Tav+Rav)
다 평가시 주의사항
측정시 온도와 습도를 기록한다o Spectrophotometer
의 램프는 적어도 시험 분전에 켜 놓는다o Spectrophotometer 5
측정시 주변의 진동이 없도록한다o Spectrophotometer
표준 반사 시편은 주기적으로 평가하고 기록하여 보정계수를 수정한다o
내마모성2 (ASTM D1044)-TaberHaze Test
가 시험개요
이 시험 방법은 를 사용하여 시료표면에 를 발생시킨 후 광투Taber abraser haze
과율에 의한 값의 변화를 측정함으로써 표면의 내마모성을 평가하는 방법으haze
로 값이 클수록 내마모성이 나쁘고 작을수록 내마모성이 높다고 할 수 Haze()
있다
그림[ 12] Taber Abrasion Tester
- 23 -
나 시험방법
시료의 준비1)
시험할 시료는 깨끗하고 원형 혹은 사각으로 지름 이상 크기의 투명판상부재80
여야하며 두께는 이하가 바람직하다 시료의 중앙에는 홀가공되어 12 Taber
에 장착이 가능해야 한다Abraser
에의한 마모2) Taber Abraser
는 시편을 회전시키는 회전판과 회전하는 시편 표면에 접촉하여 표Taber Abraser
면을 마모시키는 두 개의 마모윤으로 이루어져 있다 시편을 회전판 위에 고정시킨
후 일정한 무게 를 갖는 마모윤을 시편 위에 올려놓아 하중을 가한 상태에서(500g)
마모윤과 시편을 동시에 회전시켜 표면을 마모시키는 장치로 하중 및 회전 cycle
은 시료에 따라 적용을 달리한다 시험환경은 온도 상대습도 23 plusmn 2 50 plusmn 5
이어야 하며 마모윤은 마다 교환해서 사용한다 100 cycle
측정3) Haze Valve
로 마모된 시편은 로 혼탁도 를 측정하여 내마모Taber Abraser Hazemeter (Haze)
성을 평가한다 는 투명판의 를 측정하는 장치로서 여기서 Hazemeter Haze Haze
란 시편이 얼마나 깨끗한가에 대한 척도이며 투명판에 빛을 비추었을 때 투명판을
투과하는 빛 중에서 입사광으로부터 보다 큰 각도로 벗어나는 빛의 백분율을25deg
뜻한다 한 시편 당 개 이상의 측정 점에서의 평균값을 구하고 마모 전에 측정 4
된 값과의 차 를 구한다haze Haze()
접착력3 (ASTM D3359)
코팅층의 접착력 평가를 위한 다양한 방법이 개발되고 있으나 대부분 금속 유리 등
무기소재가 주를 이루고 있으며 플라스틱과 같은 유기물과 코팅층과의 접착력을
정량적으로 평가하기에는 다소 한계가 있는 실정이다 일반적으로 가장 광범위하게
간단히 적용되는 방법은 이며 최근에는 임계하중값을 이용Cross-Cut-Tape-Test
하는 방법도 적용되고 있다scratch-test
가 Tape-Test 접착테이프 접착력시험법으로 그림 과 같이 칼로 간격으 [ 13] 1
로 개의 선을 직교하도록 긋고 접착테이프 사의 를 사용하여11 (3M 610)
한 코팅층 위에 밀착시킨 후 순간적으로 도 방향 테이프를 떼어 초cross-cut (45 )
기의 정사각형 수 개 와 시편에 잔존하는 코팅층의 정사각형 수를 비교함으로(100 )
써 부착력을 정량적으로 표현하는 방법이다 신뢰성 측면에서 곳이상에서 각 회 3 5
이상 실시 할 수 있다
- 24 -
그림[ 13] Cross-Cut Tape Test
나 Scratch Test 그림 과 같이 다이아몬드 팁이 달린 로 기 [ 14] Nano-indenter
판의 표면에 위치한 후 수직방향의 힘을 선형적으로 증가시키면서 동시에 수평방
향으로 기판을 등속으로 이송하여 표면의 긁힘 자국을 관찰한다 밀착력은 수평방
향의 전체 이송길이 에 대응하는 임계길이 에서의 임계하중을 간단한 비례식으로L
계산하여 밀착력 을 계산한다(N)
그림 스크레치 테스크 개념도[ 14]
표면경도4 (ASTM D3363)
가 개 요
플라스틱 코팅층의 표면경도는 경도값을 알고 있는 연필심을 이용하여 소재의 표면
경도를 평가하는 방법이다 분위기 온도범위와 습도 의 상 23 degC plusmn 2degC 50plusmn 5
대습도에서 시험한다
연필경도 단계는 다음과 같다
- 25 -
6B-5B-3B-2B-B-HB-F-H-2H-3H-4H-5H-6H-7H-8H
(Softer) (Harder)
나 시험 및 평가방법
경도를 알고있는 연필의 심 길이를 로하고 끝단을 심방향과 직각이도록1) 5~6
로 깍아 단면이 동심원이 되도록 준비한다 기계식 연필깍기 사포 등 사용90deg ( )
측정하려는 시편을 단단하고 수명한 면 위에 올려놓는다2)
준비된 연필을 시편면과 과가 되도록 올려 놓고 단단히 연필홀더에 고정시킨3) 45deg
다
연필심에 일정한 압력이 전달되도록 균일한 힘을 가하면서 균일한 속도로4) 65
이상을 전진시킨다
상기 번을 회 반복한다 확보된 다섯개의 경로선을 관찰하여 코팅층의5) 1234 3
긁힘여부를 확인한다
세개의 선 중 긁힘이 발생한 선이 있으면 아랫 등급의 연필을 사용하여 상기6)
를 반복한다12345
세개의 연필경로선 모두에서 긁힘 발생이 없으면 사용한 연필의 경도를 코팅층7)
의 표면경도로 기록한다
다 주의사항
시험전 시편의 표면에 오일 콤파운드 등을 제거하여 시험중 미끄럼발생이 없도
록 한다
시험중 연필심의 에지부에 크랙 파손이 발생할시에는 재가공후 시험한다
- 26 -
표면친수성 에너지5 ( )
플라스틱 모재의 향상을 위한 연구에 있어서 표면 특성의 정량적인 평가wettability
가 수행되어야 하며 직접적인 실험에 의한 향상정도를 확인할 수 있어야 한다 표
면 특성의 정량적인 평가로서 본 과제에서는 액체의 접촉각을 측정하여 표면에너지
를 구함으로써 향상정도를 비교할 수 있었으며 에 의해 향상됨cross-cut tape test
을 파악할 수 있었다 일반적으로 고체표면의 에너지는 표면의 형상조도에 의해 좌
우되는 와 극성작용기에 의한 의 합으로 계산된다dispersion force polar force
고체표면의 와 를 구하기 위해서는 물성을 알고있는 두dispersion force polar force
극성용액의 고체표면과의 을 측정함으로써 다음과 같이 간단히 계산wetting angle
할 수 있다
Wetting angle120563120574s
d Dispersion force of Solid120574ld Dispersion force of Liquid
120574sp Polar force of Solid
120574lp Polar force of Liquid
일반적으로 사용되는 극성용액은 차증류수와 용액을 사용하며 각 용액3 formamide
의 물성은 아래 표 과 같다[ 1]
표 극성용액의 물성[ 1]
각 용액의 을 측정하고 용액의 기지의 상수를 활용하여 상기식을 이wetting angle
용한 두방정식의 연립을 통하여 고체의 표면에너지를 계산하는 것이다 본 과제에
서는 의 에너지 및 량에 따라 고분자 및 하드코팅표면의ion beam dose wetting
을 측정하고 상기 식에 적용하여 표면에너지를 구할 수 있었으며 박막 증착angle
후 를 통하여 접착력의 향상을 확인할 수 있다cross-cut tape test
- 27 -
제 장 플라스틱 반투과반사 윈도우 코팅공정개발3
제 절 플라즈마 이온원에의한 표면처리1
산업전반에 걸쳐 광범위하게 사용되고 있는 플라스틱은 경량성 및 높은 생산성으로
인해 그 활용 폭을 점차 넓혀가고 있으나 플라스틱의 열에너지chemical reaction
에 의한 표면거칠기 열변형 무기물과의 접착력 등의 특성은 플라carbonization
스틱의 활용에 한계가 되고 있으며 이러한 문제를 해결하려는 연구개발이 다양한
분야에서 활발하게 진행되고 있다 특히 glow discharge electron beam arc
등의 방법으로 플라스틱 표면의 특성을 개선하기 위discharge corona discharge
한 연구가 이루어지고 있으며 일부 연구결과는 산업현장에서 적용되어 핵심공정으
로 자리를 잡고있다 본 과제에서는 에너지를 갖는 조사에 의한 고분자 ion beam
표면의 친수성을 높이고 표면에너지의 향상을 통하여 금속 무기물과의 를wettability
증진코자 하였다 수백 에서 수 의 에너지를 갖는 을 사용한 것과 KeV MeV ion beam
는 달리 내외의 에너지를 갖는 을 사용함으로써 플라스틱 표면의1KeV ion beam
큰 손상없이 만을 증진시켜 무기물과 고분자의 접착력이 혁신적으로 개wettabiIity
선되는 결과를 나타냈다
플라스틱 모재에 플라즈마 을 조사하여 의 량 변화에 따른ion beam ion beam dose
극성용액의 을 측정하였다 그림 는 의 에너지를wetting angle [ 15] ion beam 1
로 일정하게하고KeV O2와 이온 빔의 이온선량을Ar 1times1014 에서 1times1017 ion
의 범위로 변화시키며 조사하였을 때 증류수의 접촉각 변화를 나타낸 것이다
그림[ 15] Water Wetting Angle(lon Beam Energy 1KeV)
- 28 -
기판의 증류수에 대한 접촉각 측정은 플라즈마 이온빔 처리된 모재의 표면에 증류
수 를 각각 군데 떨어뜨린 후002 3 contact anglometer (Goniometer Model
를 사용하여 을 측정한 후 평균값을 취하였다G-1 ELMA Inc) wetting angle
플라스틱표면에 플라즈마 처리안된 시료의 증류수에 대한 접촉각은 였으며 플92deg
라즈마 표면 개질된 모재의 은 정도wetting angle 30deg (1times1017 로 떨어짐을ions )
확인할 수 있었다 표면에너지값을 구하기 위하여 포름아미드 용액의 접촉각을 같
은 방법으로 측정하였다 그림 이온선량이 증가하면서 접촉각이 조금씩 감소하[ 16]
는 경향은 증류수 접촉각 실험과 같은 경향을 보이고 있다
그림 포름아미드[ 16] Wetting Angle(Ion Beam Energy 1Kev)
물과 포름아미드 극성용액의 측정된 접촉각을 이용하여 플라스틱 모재의 표면에너
지를 구할 수 있었다 그림[ 17]
그림 이온선량에 따른[ 17] Surface Energy
- 29 -
표면거칠기에 큰 영향을 받는 의 경우 이온선량이 증가함에 따라dispersion force
대체적으로 완만한 변화를 보이고 있으나 의 경우 이온선량이 증가함에 polar force
따라 지속적으로 급격히 증가하여 이온선량이 1times1015 Ar+ 에서는ions 40 ergs
까지 도달하였으며 이온선량이 1times10 17 Ar+ 에 이르러서는 의ions 64 ergs
표면에너지까지 증가하여 초기의 보다는 배이상이 증가함을 알 수 있었30 ergs
다 이와 같은 변화는 이온 빔의 조사로 인하여 플라스틱 기판 표면에 free radical
이 생성되고 의 형성으로 설명되고 있다hydrophilic group
한편 의 에너지 변화에 따른 플라스틱의 표면에너지 변화를 알아보기 위 ion beam
하여 이온선량을 8x1016 Ar+ 로 일정하게 하고 의 에너지를ions ion beam
까지 일정하게 증가시키면서 물과의 접촉각을 측정하였다 그림1500eV [ 18]
그림 에 따른 물과의 접촉각 변화[ 18] Ion Beam Energy
플라스틱 종류별 차이는 있으나 대체로 내외였으며 이상에서는 점차40deg 1500eV
로 다시 증가하는 것을 보여주었다 으로 표면처리시 의 보다는 Ion beam ion energy
의 량에 지배를 받는 것으로 파악되었으며ion dose Ar+만의 조사보다는 02 분위기
에서의 Ar+ 조사시 효과가 높았으나 진공도가 낮아지는 점과 이 불안정하ion beam
다는 단점이 있어 Ar+ 만의 조사가 생산적용시에는 유리하다고 판단된다
- 30 -
제 절 하드코팅공정연구2
전처리 공정1
플라스틱 표면 상에 흡착 부착된 오일 미세먼지 지문 등 다양한 오염물은 하드코
팅 후 코팅층의 박리 핀홀 표면 얼룩 등의 다양한 불량을 초래할 수 있어 coating
액의 도포공정에 앞서 필수적으로 세정공정을 수행해야한다 본 과제에서는 초음파
세척방법을 전처리공정에 적용하여 하드코팅공정 연구를 수행하였다 그림 는 [ 19]
본 연구에 사용된 세척장치로써 세정액이 담긴 세정조 차 및 차 수세조와 탕세 1 2
조로 구성되어 있다
그림 초음파 세척 장치[ 19]
본 과제에서는 초음파를 기본적으로 사용하고 플라스틱 소재의 성형방법에 따라
표면특성 및 오염된 표면 이물질이 달라 각각 다른 공정 방법을 적용하였다
가 사출 및 압출 성형된 모재
대부분의 플라스틱 기판은 알카리 세제를 사용한 전처리공정으로 깨끗한 기판을 얻
을 수 있었으며 처리 후 부착력이 우수한 코팅층을 얻을 수 있었다 hard coating
세척순서는 아래와 같다
알카리 세제 수용액에 초음파 세척 분(1) 5 50~60 times 10
흐르는 수도물에 수세 대략 초(2) 10
증류수에 초음파 수세 분(3) 50~60 times 10
증류수에 탕세(4) 4 s 60~70
- 31 -
건조 분(5) 70 times 60
보관 에 보관(6) SUS box
나 성형된 모재 Casting
성형시 필수적으로 포함되는 모재의 이형성분을 제거하기위한 최적공정을Casting
파악하기 위해 세제의 농도 및 처리시간에 따른 실험을 수행하였다 실험은 1~
의 알카리 세제로 각각 분으로 나누어 초음파 처리하고 의 으10 5 10 30 50 IPA
로 분 범위내에서 시간을 달리하여 초음파 세척한 후 코팅제로3~10 A-104 hard
을 하였다 다음은 세척공정 순서이다coating
알카리 세제 수용액에 초음파 세척 분(1) 5 50~60 times 10
흐르는 수도물에 수세 대략 초(2) 10
수용액에 초음파 세척 분(3) 20~50 IPA 30~40 times 7~8
증류수에 초음파 수세 분(4) 50~60 times 10
증류수에 탕세(5) 4 s 60~70
건조 분(6) 70 times 60
보관 에 보관(7) SUS box
시편의 평가는 육안에 의한 얼룩의 유무확인과 에 의한 부착력cross-cut tape test
으로 판단하였다 알카리 세제와 농도가 각각 와 미만일 때는 오염 물질 IPA 5 50
이 완전히 제거되지 않아서 코팅막에 약간의 얼룩이 관찰되었으며 의 알카리 5
세제로 분 분간 초음파 세척과 분간 초음파 세척공정시에5 ~10 7 IPA hard coating
의 부착력이 우수하였고 코팅막에 얼룩도 발생하지 않았다
표 는 알카리세제와 수용액으로 세척된 기판위에[ 2] IPA PMMA casting hard
막을 형성시킨 후 코팅층의 부착력을 시험한 결과이다coating
표 기판에 대한 세척 코팅 접착력[ 2] PMMA Casting +
- 32 -
공정2 Dipping
하드코팅공정에 있어서 도포공정은 다양한 방법이 개발되어 있으며 본 과제에서는
두께조절성 액의 소모성 등을 고려해 디핑방식을 적용하였다 공정의 Dip-coating
개략적 방법은 다음과 같다
플라스틱 모재는 함수율이 높아 코팅전 모재건조를 실시한다(1)
플라스틱 모재에 묻어있는 먼지를 안에서 제전건으로 완벽히 제거(2) clean room
한 후 의 에 수직으로 고정시킨다dip-coater jig
시편을 코팅액이 담겨져 있는 코팅조에 일정한 속도로 하고 초간 유(3) dipping 10
지시킨다
의 인상속도를 조절 한 후 시편을 일정 속도로 인상한(4) Dip-coater (2~6 sec)
다
이 때 인상속도를 조절하여 코팅층의 두께를 조절할 수 있다 딥코팅시 분위기 습
도를 이하 온도 상온 코팅액 온도를 로 유지하여 액의 경시변RH 50 18 ~ 20
화를 최소화 해야한다 플라스틱렌즈 및 보안경 등 공정을 요하는 업 hard coating
체에서는 정도의 청정실에서 하드코팅을 실시하고 미만의 상대습class 1000 50
도 조건을 유지함으로써 대기 중의 먼지 부유물등에의한 오염을 최소화하고 있으
며 날씨변화에 따른 분위기 환경을 일정하게 유지하고 있다
코팅 분위기 조건의 변화는 경화 후 막에 에 의한hard coating particle pin-hole
과 현상 등을 일으킬 수 있으며 양질의 우수한 코팅막을 얻기가 힘들다 본hazing
연구에서는 인 의 을 설치하여 하class 1000 conventional air flow type clean room
드코팅공정을 실시하였다
그림 내부 사진[ 20]Clean room
- 33 -
내부에는 제전건 기 클린 오븐 광경화기 초음파세척장Clean room dip-coating
치 등의 설비를 구비하여 경화형 처리가 일괄적으로 처리됨으로써UV hard coating
우수한 물성의 하드코팅막을 얻을 수 있었다 그림 은 내부의 사 [ 20] clean room
진이며 작업시 내부온도는 습도는 이하를 유지하 hard coating 18~20 40RH
였다
전도체인 금속과 달리 플라스틱은 절연물질로 전기전하의 이동을 허용치 않아 마찰
등에 의하여 쉽게 정전기장을 형성하여 정전기장 내에 놓여있는 반대 극성을 갖는
입자를 끌어들이게 된다 이러한 입자를 제거하기 위해서는 플라스틱 표면 및 입자
의 극성을 중성으로 바꾸어 줌으로써 간단히 해결할 수 있다 본 과제에서는
공정 전에 공기를 이온화시켜 대량의 양 음이온을 발생시키는 장치인dipping
을 사용하여 을 제거할 수 있었으며 이물에의한 코팅층의Anti-Static-Gun particle
불량을 줄일 수 있었다
본 과제의 딥방식은 인상방식과 장치의 정밀성이 코팅특성을 좌우한다고 할 수 있
다 본 과제에 적요된 딥인상은 에의한 조의 인상 하강 방식으로 air-hydro type ㆍ
정숙성이 높은 방식이다
그림 장치 유공압[ 21] Dip-coating ( type)
- 34 -
실린더의 제어는 유공압 방식을 사용하였으며 이는 압축공기를 이용하여 유압실린
더를 제어하는 방식으로 공기의 압축성으로 인한 문제점을 개선한 것이다 즉 공기
압을 사용하면서 유압유니트와 같이 작동개시 때나 부하변동시에 접속구동이 가능
하고 저속 구동시 현상을 방지할 수 있는 유압실린더의 장점을 활용한 것 stick slip
이다 일반적으로 유공압은 실린더의 정밀정속구동 중간정지 이속제어나 로터리형
액츄에이터의 완속구동 등에도 많이 적용되고 있다 그림 은 본 실험에 사용한 [ 21]
유공압 방식의 장치로써 실린더와dip-coating air hydro type convertor coating
조 냉각 및 시스템 용량 사용 line filtering (chemical pump (10 min) 15 filter )ℓ
등으로 구성되어 있다
경화공정3
플라스틱 기판위에 경화형 액을 딥방식에의한 도포 후 에UV hard coating 50~70
서 분동안 시키고 램프 에의한 를 조사시키면3~5 pre-heating UV (200~400nm) UV
표면경도 및 내마모성이 우수한 막이 형성된다 표 에서는 본 연구에 사coating [ 3]
용되어진 코팅제 종류 및 경화조건을 나타내었다
표 코팅제 종류 및 경화 조건[ 3]
Maker Grade 용 도 경 화 조 건
사 국내L ( ) A-104GN 겸용PC amp PMMA파장UV lamp (250~360nm)
에너지UV 65~90mjcm2
사 국내H ( ) 0-299 용PMMA파장UV lamp (250~360nm)
에너지UV 60~85mjcm2
사 국외E ( ) C-220 겸용PC amp PMMAUV lamp 300Winch
이송속도 25ftmin
사 국외H ( ) B-8558 겸용PC amp PMMA파장UV lamp (250~360nm)
에너지UV 75mjcm2
본 과제의 광경화공정연구에 사용된 광경화기를 그림 에 나타내었으며 일반적[ 22]
인 광경화의 원리 및 메커니즘은 다음과 같다
가 경화원리 및 특징 UV
전자파 중 자외선 은 파장이 까지의 영역을 의미하고 있으나 경(UV) 10~400nm UV
화에 이용되는 파장범위는 대체로 이며 이 자외선이 화학작용에 유효200~400nm
한 것은 유기 화합물의 해리 분해반응을 일으킬 수 있는 강력한 에너지를 가지고
있기 때문이다
- 35 -
경화 메커니즘(1) UV
일반적으로 코팅제의 경화는 광개시제로부터 시작되는데 자외선이 갖는 에너지UV
에 의해 광개시제가 분해되어 라디칼 반응을 형성하여 반응을 유도할 수 있는 활성
체가 된다 이 활성체에 의하여 및 와 연쇄적으로 반응하여 망 monomer oligomer
상구조화된 고분자막이 형성되는 것이다
경화의 특징(2) UV
저온에서 경화가 가능하다 내열성이 좋지 않은 플라스틱 모재에도 고품질의(1)
막을 형성시킬 수 있다coating
경화속도가 빠르다 건조단위가 초단위로 설정되기 때문에 의 연속자동화가(2) line
가능하며 작업효율이 향상된다
예열시간이 짧아 신속한 작업이 가능하며 에너지가 절감된다(3)
운전관리가 간단하고 신뢰성이 높다(4)
그림[ 22] UV dryer
- 36 -
나 사 사양 UV dryer (EYE GRAPHICS model ECS-301G1)
종류 와 수은등(1) lamp metal halide
(2) lamp power 및 로 조절 가능 15KW 2KW 3KW
발광장(3) 250nm
반사판 집광형(4)
조사거리 으로 조절가능(5) 100 ~ 180
속도 으로 조절 가능(6) conveyer 08 ~ 8mmin
냉각 방식 공냉식(7)
제 절 고진공증착공정3
증착공정개발1
가 증착물질 및 증착조건
반투과반사 윈도우는 투과성과 반사성을 동시에 만족해야하며 일반적으로 금속박
막을 고진공증착함으로써 구현될 수 있다 이러한 금속박막은 진공영역에서 작업을
수행해야하며 스퍼터링과 증착이 주를 이루고 있다 그 중 스퍼터링 방법 e-beam
은 재현성이 우수하고 방식으로의 적용이 용이하다는 장점이 있으나in-line target
및 의 교체 초기조건설정 등이 용이하지 않아 본 과제에서는 다양한 재료cathode
를 코팅할 수 있는 을 적용하였다 유기물인 플라스틱상에 금속무기물e-beam type
의 접착력과 코팅후의 기계적 특성확보를 위해서는 다양한 증착공정 연구가 수행
되어야 한다 표 와 표 에 사용된 증착물의 물성과 증착조건을 각각 나타었 [ 4] [ 5]
다
표 주요 증착 물질의 물성표[ 4]
- 37 -
표 주요 증착물질의 증착조건[ 5]
나 측정값에 의한 증착막의 두께 분포
증착에 의한 증착막의 두께분포를 파악하기 위하여 크기의E-Beam 600 x500
위에 두께 의 증착속도 을 증착하였다 위치에 따른 증착glass 2500 AI ( 5 sec) Å Å
막의 두께를 측정하기 위하여 유리판 중앙부에서 바깥쪽으로 폭 간격 길이10 (
으로 등분하여 시편의 증착막두께를 으로 측정하였다 그림 계산30mm) 25 SEM [ 23]
에 의한 두께분포와 비교하였을 때 대체적인 경향은 비슷하지만 상대적으로 기울기
가 급함을 알 수 있다
그림 측정값에 의한 증착막의 두께분포[ 23]
두께측정시 사진에 의존한 측정이고 사용된 진공시스템은 이상화와는 거리가SEM
있어 약간의 차이가 발생되었다고 판단된다 측정된 값의 추세선을 구함으로써 고
정 의 제작시 로 활용할 수 있었으며 평행이송에 의한 균일성확보mask reference
연구에 참고데이터로 활용할 수 있었다
- 38 -
다 평행이송에 의한 균일성확보
기판의 평행이송과 고정 를 동시에 사용하여 두께가 균일한 박막을 제작하고mask
자 하였다 를 평행이송하여 동서방향의 균일성을 확보하고 이때 등두께를 기준 Jig
으로 동서방향을 등분하여 평면으로 이상화 해 구간내에서의 선의 형상을 두께13
기울기에 비례한 형상을 구현한 고정 를 제작하여 남북방향의 균일성을 확보하mask
고자 하였다 평행이송은 로 회전수를 inverter motor(LG -KMI400K1) 0~160rpm社
으로 조절하면서 이송하였으며 고정 는 기판이송방향의 직각방향에 대한 균일 mask
성만을 고려하여 설계제작하였다 그러나 에 의한 가림과 이송시 증착영역을 mask
벗어남으로 인해서 생기는 증착물 가 크다는 단점이 있었으며 고정 의 형loss mask
상은 증착물 증착율에 따라 다소 차이가 있어 여러 세트를 구비해야만 했다 수차
례 실험을 통해 증착물별 를 제작할 수 있었으며 평행이송속도를 증가시키고mask
왕복이송 횟수를 증가시킴으로써 이내의 균일성을 확보할 수 있었다10
시스템의 특성2 IBAD
가 증착시 온도의 변화
플라스틱 기판은 내열성이 낮아 열원에 장시간 노출되면 열변형과 함께 탄화되고
이 발생하여 박막물성에 악영향을 미칠 수 있으며 증착막과 비교하여out gassing
평균 수 십배 이상 선팽창계수가 높아 선팽창 차에 의한 박막의 과 박리를 일crack
으킬 수 있다 본 연구에서는 증착시 플라스틱에 미치는 분위기 온도의 영향을 파
악하고 적정 증착조건을 파악하기 위하여 금속 및 세라믹으로 나누어 증착시 분위
기온도 변화를 측정하였다
금속물의 시간에 따른 온도 변화(1)
은 분후 약 도정도 상승하여 시간에 따른 온도 변화가 거의 없었지만 은AI 10 3 Cr
약 도가 상승하여 급격한 상승을 보이고 있어 증착시 온도변화를 주목할 필요가12
있었다 더욱이 은 증착율이 높을수록 박막이 형태로 증착되어 반사율을 Cr granule
저하시키는 원인이 되었으며 막 자체에 도 많이 발생되었다 반투과반사 윈도crack
우 제작을 위한 금속박막 물질로는 보다는 이 온도측면에서 유리하다고 판단Cr AI
되었으며 아래의 그림 에 금속박막의 시간에 따른 온도의 변화를 비교하였다[ 24]
- 39 -
주) 증착률Al -10 sec EC-260~280Å
증착률Cr -10 sec EC-65 ~ 95Å
그림 금속박막의 시간에 따른 온도변화 비교[ 24]
세라믹의 시간에 따른 온도 변화(2)
세라믹은 금속과 달리 일반적으로 가 매우 높아 증착시 분위기온도melting point
상승이 매우 컸다 측정된 세라믹의 시간에 따른 온도의 변화는 그림 에 나타 [ 25]
내었다
주) SiO2 증착률 -10 sec EC-45 ~ 60Å
TiO2 증착률 -10 sec EC- 175Å
AI2O3 증착률 -10 sec EC-180~260Å
그림 세라믹박막의 시간에 따른 온도변화 비교[ 25]
- 40 -
그 중 SiO2 TiO2는 분 경과후 가량의 비교적 완만한 온도변화를 보이고 있10 10
으나 AI2O3는 가량의 급격한 온도상승을 보여 고증착율에서의 사용에는 한계30
가 있었다 실증착시에는 의 를 낮춤으로써 증착율 E-gun emission current 3~5 Å
내에서 증착하여 급격한 온도상승을 막을 수 있었다 AI2O3은 경도가 매우 높고 증
착시 조밀도가 높아 보호막으로 많이 사용되는 증착물이다 그러나 본 실험에서는
증착시 열발산이 특히 심하고 증착율을 낮추어도 온도가 급상승하여 증착시 crack
이 쉽게 발생하여 플라스틱 기판에는 부적합하다고 판단되었다
나 플라스틱의 Out gassing
기체방출 은 진공용기 속에서 사용하는 물질의 표면이나 내부에 흡착(out gassing)
되어 있던 분자들이 방출되는 현상을 의미하며 진공조의 압력상승 및 박막의 물성
에 큰 영향을 미치게 된다 또한 고진공 에서 배기시간을 증가시키고 최저 system
도달 압력을 결정짓는 직접적인 요인이 된다 표 는 주요 물질의 기체방출율을 [ 6]
나타낸 것이다
표 주요 물질의 기체방출율[ 6] (Pa m3sm2)
본 연구에서는 플라스틱 기판 장입 유무에 따라 의 영항에 의한 진공도out gassing
의 변화를 알아보기 위하여 진공조 내부에 기판 를 장입한PC (250times65times3 ) 10ea
후 진공도를 측정함으로써 장입전과 비교하여 변화가 있음을 알 수 있었으며 측정
된 값은 그림 에 나타내었다[ 26]
- 41 -
그림 플라스틱 기판 유 무에 따른 진공도 변화[ 26]
그림 의 결과에서 나타나듯이 플라스틱 기판의 장입시 배기속도가 다소 늦[ 26] (PC)
어짐을 알 수 있었으며 이는 플라스틱 모재가 함유한 수분 등의 에 의out gassing
한 차이로 보여진다 기체 방출률은 표면상태나 세척정도 등에 의해 크게 baking
좌우된다고 알려져있어 본 연구에서는 진공조 내부의 에 세심한 주의를 cleaning
기울였으며 함수율이 높은 플라스틱 기판의 세척공정과 함께 건조공정을 확립하고
을 설치하여 플라스틱 기판이 진공조에 머무는 시간을 최소화함load lock system
으로써 플라스틱 모재로 인한 을 최소화할 수 있었다 out gassing
- 42 -
제 장 시제품제작 및 특성분석4
제 절 상용제품의 특성분석1
본 과제의 반투과반사윈도우 개발을 위해서 일본 상용제품의 특성을 분석하였다
일본제품의 측정결과 상하부는 이며 층의 두게는SEM 147 121 m Top coatingμ
로 층보다는 다소 얇은 코팅층이였다 또한 금속박막층은106 m Base coating μ
으로 관찰이 용이하지 않으나 및 에 근거한 추정결과 내SEM RBS SEM data 20nm
외로 판단되었다 아래 그림 은 상용제품의 모재 상하면의 단면 사진이다 [ 27] SEM
그림 반투과반사 윈도우 상용제품의 사진 상 하단면[ 27] SEM ( )
그림 은 일본제품의 분석 결과이다 이온을 조사하였고 이 때[ 28] RBS He2+
는 였으며 고에너지에의한 플라스틱 표면의 손상을 줄이기beam energy 224MeV
위해 이온 량을 으로 낮게 설정하였다dose 80 C μ
그림 반투과반사 윈도우 상용제품의[ 28] RBS Spectrum
- 43 -
분석결과 표층에는 내외의 이 관찰되었으며 내부로 됨에 따라 유20nm AI etching
기물이 지속적으로 관찰되고 있음을 알 수 있다 그림 과는 달리 표면에 [ 27] top
층이 존재하지 않으며 표면에서는 층만이 존재함을 알 수 있다coating AI
제 절 플라즈마 표면처리2
플라스틱 반투과반사 윈도우 시제품제작을 위해 플라즈마 이온빔을 조사하여 플라
스틱 모재의 표면처리를 수행하였다 플라즈마는 의 고순도 의 999999 20 sccm
를 공급하면서 를 사용하여 발생시켰다 이 때 는Ar gas RF power RF Power 80W
였으며 는 로 설정하여 모재가 장착된 지그를 좌우 이송하 Ion Beam energy 1KeV
면서 표면처리공정을 수행하였다 는 Base Pressure 12times10-6 였으며torr Working
는Pressure 5x10-4 였다 조사시간은 로torr Ion Beam 120sec 5times1017 Ar+ ions
의 였다 그림 는 에의한 표면처리 후 표면의 상태를 보기위한dose [ 29] ion beam
사진이다 의 면적을 하였으며 곳을 측정하여 평균값을 취AFM 1 x 1 scanning 5
하였다 조사 전후 표면의 거칠기 는 에서 로 다소 증가하였으 Ion (Ra) 55 589Å Å
나 플라스틱의 표면에는 큰 손상을 주지는 않는 것으로 파악되었다
그림 표면개질전후의 사진[ 29] AFM
그림 은 표면처리후 플라스틱 모재 상에 증류수를 떨어트려 을[ 30] Wetting angle
측정한 결과이다 표면처리 전 의 이 로 크게 줄여 들어 722 deg Wetting angle 171 deg
표면친수성이 크게 향상되었음을 알 수 있다
- 44 -
그림[ 30] Wetting Angle Test
제 절 광경화에의한 하드코팅3
광경화 하드코팅공정1
반투과반사 윈도우로 사용되는 플라스틱 소재는 낮은 내열성과 표면경도로 인해 코
팅층의 내구성 높이는데 한계가 있어 유무기계 막을 형성시킴으로써 표hard coating
면경도나 내마모성 등의 기계적 특성을 크게 향상시켰으며 코팅후 소재의 내마모
성 표면경도에 대한 평가를 수행하였다 하드코팅 공정에 있어서 가장 유의해야할
사항 중 하나는 공기 중 무수히 존재하는 미세먼지 및 파티클에의한 코팅층의 오염
이라고 할 수 있다 코팅층에 포함된 파티클은 코팅액의 흐름과 두께불균일성을 발
생할 수 있으며 더욱이 투명제품의 파티클은 제품불량에 있어서 주요요인이라고
할 수 있다 미세 파티클은 세척공정에서부터 경화 후 포장공정에 까지 일관되게
제어되어야 하며 양압에의한 클린룸을 필요로 하고 있다 더욱이 도포 및 경화조건
은 온습도 매우 민감하여 클린룸에 의한 항온항습이 필수적이라고 할 수 있다 본
과제에서는 헤파필터에 의한 의 항온항습 클린룸에서 하드코팅공정을Class 1000
수행하였다
막의 두께 균일성을 파악하기 위하여 측정위치를 변화시키면서Hard coating SEM
에의한 두께를 측정하였다
가 측정 방법 인 플라스틱기판을 대략 정도 250 X65 X3(t) 150 dip-coating
하여 기판을 아래 그림 과 같이 크기로 등분 한 후[ 31] 65cmX25cm 5 (1) (2)
샘플을 로 절단하여 단면가공 후 으로 관찰하였다(3) 10 X 4 SEM
- 45 -
그림 시료의 크기 및 측정점[ 31]
나 측정 결과 시료의 각 위치에서의 코팅층 측정두께를 표 에 나타내었다 아 [ 7]
울러 단면 사진을 그림 에 나타내었다SEM [ 32]
표 막의 두께 측정 결과 사용[ 7] hard coating (SEM )
그림 층의 단면 사진[ 32] Hard coating SEM
시제품의 하드코팅층 물성평가2
플라스틱 반투과반사 윈도우용 소재는 표면경도 접착력 내마모성 등 waveness
다양한 물성들을 만족시켜야 한다 물성시험을 위한 시료는 상에 코 PMMA A-104
팅액을 속도로 인상하여 광경화공정을 통해 제작되었다2 s
- 46 -
가 내마모성
하드코팅된 소재의 내마모성은 를 사용하여 물성평가를 실시하였steel wool tester
다 은 를 사용하였으며 하중은 을 유지하였고 왕복회수는 Steel wool 0000 1kg 50
회로 설정하여 시험 후 각 시편의 스크레치 발생 정도를 비교분석함으로써 코팅층
을 평가할 수 있었다 그림 은 자체에서 설계 제작한 [ 33] steel wool scratch
의 사진이며 사양은 다음과 같다tester
기계규격 670 times 265 times 370①
로울러 지지축 운동규격 20 times 158 times 304 ( 120 )②
로울러 12 times 50③ empty회전축 모터와 연결축 11 ( )④ empty무게추 고정봉 5 times 80⑤ empty무게추 500g 2 ea 200g 4 ea 100g 4 ea⑥
밸런스 추 295g⑦
로울러축 지지대 20 times 24 times 62⑧
이동 정반 8 times 168 times 372⑨
시험품 고정판 40 84 times 150 ( 2 ea )⑩
가압 핸들 5 times40⑪
그림[ 33] Steel Wool Scratch Tester
나 표면경도
막은 내마모성과 표면경도에서 한계가 있는 플라스틱 표면특성을 향Hard coating
상시키기 위해 수행되었으며 딥방식에의한 도포와 에의한 광경화공정을 적용하 UV
였다
- 47 -
그림[ 34] Pencil Hardness Tester
딥 도포공정에서 인상속도를 로 유지하였다 표 는 플라스틱 모재 위에4 sec [ 8]
다양한 의 제를 사용하여 코팅한 실험 결과이며 표면연필경도는grade hard coating
로써 모재의 경도보다 단계 상승하였으며 코팅제로 막을4~5H 3~4 A-104 coating
형성시킨 경우 내스크레치성에서도 하중 하에서 으로 1kg steel wool 0000
막 위를 회 왕복하였을 때 막에 스크레치가 거의 발생하지 않았coating 50 coating
다
표 막에 대한 시험 결과[ 8] Hard coating (4 s)
- 48 -
제 절 고진공금속박막증착4
하드코팅막의 표면처리1
그림 플라즈마 표면처리된 하드코팅막의 사진[ 35] AFM
하드코팅막은 등 무기물을 다량 함유하고 있는 유무기의 혼합물질이다 고분silicon
자와는 달리 하드코팅막은 이온선량의 넓은 범위에 걸쳐서 증류수와의 접촉각이 매
우 낮았다
결과 막에 있어서는Water drop test hard coating 3times1015 ~ 4times1017 Ar+ ions
의 범위내의 량으로 증류수의 접촉각이 낮음을 알 수 있었다 증착막의 접ion dose
착력 향상정도를 확인하기 위하여 이온선량을 변화시키며 하드코팅층 표면에 dose
량에 따라 Ar+ 을 조사한 후 의 박막을 증착하여ion beam 100nm AI cross-cut
를 수행하였다 표tape test [ 9]
표 플라스틱 박막의 결과[ 9] HCAI Cross-cut tape test
하드코팅층의 에 의한 표면처리전 결과는 플라스틱에서처럼 모두 박리 되ion beam
었으나 의 량ion beam dose 5x1015 ~ 1x1017의 범위에서는 모두 접착력이 우수함
을 알 수 있었다 이는 하드코팅층위에 일부 무기질 재료가 포함되어 금속 박막과
의 친화성이 강하기 때문으로 판단되며 일반 고분자와는 달리 내열성이 매우 우수
하여 의 고에너지에서 수십분간의 조사에서도 표면에 탄화되는 경향이 없15 KeV
었다
- 49 -
미세금속박막증착2
플라스틱 반투과반사윈도우의 미세금속박막은 당사에서 보유하고 있는 고진공
시스템을 사용하여 증착하였다 그림 시스템을 구비하고 있IBAD [ 36] LoadLock
는 본 장비는 가 장착되어 있으며 모재의 평행이송과 를RF Plasma source Mask
사용하여 두께 균일성을 확보하였다
그림 증착 시스템[ 36] IBAD
반투과반사미러에 사용된 금속은 의 사의 을 사용하였다 당사에서9999 Cerac AI
보유하고 있는 4x10-6 진공도에서 을 사용하였다 증착시torr e-beam gun
는 증착율은 였으며 상하 좌우의 을 통Emission Current 280 5 sec Sweeping Å
해 균일한 증착율 유도하였다
그림 금속박막의 투과율[ 37] Spectrum
- 50 -
그림 금속박막의 전후면 반사[ 38] spectrum
사의 로 측정된 가시영역에서의 투과 반Hitachi U-2000 UV-Vis Spectrophotometer
사 을 그림 그림 에 나타내었다 각각의 투과반사율을 가시영spectrum [ 37] [ 38]
역에서의 평균값을 구한뒤 아래 표와 같이 흡수율을 구하였다 제작된 시제품의 흡[
수율은 였다248
표 금속증착막의 특성분석결과[ 10]
No 항 목 평 가 방 법 시 험 결 과
1 접 착 력 Cross-Cut 100100
2 투 과 율 Spectrophotometer 445
3 반사율 전면( ) Visual Range 307
4 반사율 후면( ) Visual Range 171
5 흡 수 율 Visual Range 248
- 51 -
제 장 결론5
제 절 연구결과1
플라즈마 표면처리공정연구 광경화에의한 하드코팅공정연구 고진공증착에의한 미
세 금속박막 증착연구개발을 통하여 수입되고 있는 플라스틱 반투과반사윈도우 소
재를 개발하였다 현재 상용되고 있는 수입소재의 기계적 광학적 특성을 분석을 통
하여 개발 목표치를 설정하였으며 최적 공정개발에의한 시제품제작을 완료하였다
시제품의 평가항목 및 특성치를 아래 표 에 나타내었다[ 12]
표 반투과반사윈도우 시제품의 특성표[ 12]
평 가 항 목 특성치 비 고
광흡수율1 () 248 분광기 기준30T
내마모성2 () 28 자체기준( haze)
접착력3 (x100) 100 회ASTMD3359 10
표면경도4 (H) 5 ASTMD3363 Mitsu-B
표면친수성5 (deg ) 171 Anglometer
미세파티클6 (1um) 01 Clean Room
본 과제 수행에의한 개발목표를 달성할 수 있었으며 주요기술개발내용은 다음과
같다 플라즈마를 이용하여 고분자 표면의 친수성 를 크게 높였으며 1) RF (171deg )
금속박막과의 접착력 을 크게 향상시켰다 광경화에의한 하드코팅공정(100100) 2)
개발에의해 플라스틱 표면경도 및 내마모성 을 크게 향상시켰다 고진(5H) (28) 3)
공 증착공정개발에의해 금속박막의 흡수율 을 크게 낮추어 광효율이 높은(248)
플라스틱 반투과반사 윈도우 시제품을 개발하였다 플라스틱 반투과반사윈도우 4)
소재를 평가하기 위한 광학적 기계적특성 평가기법을 확립하였다
- 52 -
제 절 향후전망2
개발된 플라스틱 반투과반사 윈도우는 플라스틱의 낮은 내열성과 표면경도 흡수율
을 개선하기 위한 것으로 최근 전자제품 정보통신부품 등 첨단전자제품에 적극 채
택되고 있다 특히 휴대폰 및 디스플레이의 투과창 소재가 기존 에서 투명플 glass
라스틱으로 적극 채택되면서 관련 공정기술개발과 함께 소재특성을 위한 다양한 연
구가 활발히 추진되고 있으며 선진국에서는 개발완료에 따른 양산체제 구축으로
전세계 시장을 석권하고 있는 상황이다
본 과제에의한 플라스틱 반투과반사 윈도우의 시제품은 수입시판되고 있는 상용소
재와 동등이상의 특성을 나타내고 있어 향후 양산설비 및 양산공정연구에의한 소
재의 국산화가 가능하다고 할 수있다 또한 본 과제의 플라즈마 표면처리는 저온
표면처리를 요하는 광학용 플라스틱 소재의 표면처리에 활용될 수 있으며 광경화에
의한 하드코팅공정은 기존 열경화방식과는 달리 화가 가능하며 대량 양산in-line
체제를 갖출 수 있어 향후 큰 폭의 성장이 기대된다
- 53 -
참 고 문 헌
1 Oleg A Popov ldquoHigh Density Plasma Sourcesrdquo NOYES Publications(1995)
전자기술연구회 초음파 응용 기문사2 ldquo ( 1997)
임준섭외 명3 4 ldquoImprovement in Surface Hardness of Plastic Surface Mirrorrdquo
Korea-Russia Symposium(1998)
4 Lan G Brown ldquoThe Physics and Technology of Ion Sourcerdquo John Wiley amp
Sons(1989)
이규환 외 명 진공증착법으로 제조된 박막의 밀착성에 관한연구 한국5 4 ldquo AI-Cr rdquo
표면공학회지 VoI27No1Feb(1994)
한성남 외 명6 4 ldquoImproving Wettability of Polycarbonate and adhesion with
aluminum by Ar+ ion irradiationrdquo JMaterial Res Vol9 Sep(1995)
한성남외 명 표면에 아르곤 조사와 친수성증대7 4 ldquoPolymethylmethacrylate rdquo The
Korean Physical Society Vol8No2 Mar pp193~198(1995)
인하대 광기술교육센터 광학시스템의 설계 및 평가 인하대 광기술교육센터8 ldquo rdquo
(1999)
임준섭외 명9 5 ldquoEffect of Ion Beam Assisted Cleaning on Adhesion of AI to
Polymer Substrate of PC and PMMArdquo Asian Finish lsquo98(1998)
10 CJ Brinker and GW Scherrer ldquoSol-Gel Science The Physics and
Chemistry of Sol-Gel ProcessingrdquoAcademic Press NY(1990)
아주공업 주 표면처리 기술을 이용한 자동차용 후사경 개발 산업자11 ( )rdquoPlasma rdquo
원부 최종보고서(2000)
고성진외 명 자동차용 플라스틱 미러와 그 제조방법 아주공업 주12 2 rdquo rdquo ( )(2002)
아주공업 주 플라즈마 기술을 이용한 오토바이 헬멧용 무적쉴드개발 중소기13 ( ) ldquo rdquo
업청 최종보고서(2002)
박원규 졸겔법의 응용과 제품 명현문화사14 rdquo rdquo (1999)
홍진후 경화코팅 조선대학교 출판부15 rdquoUV rdquo (2002)
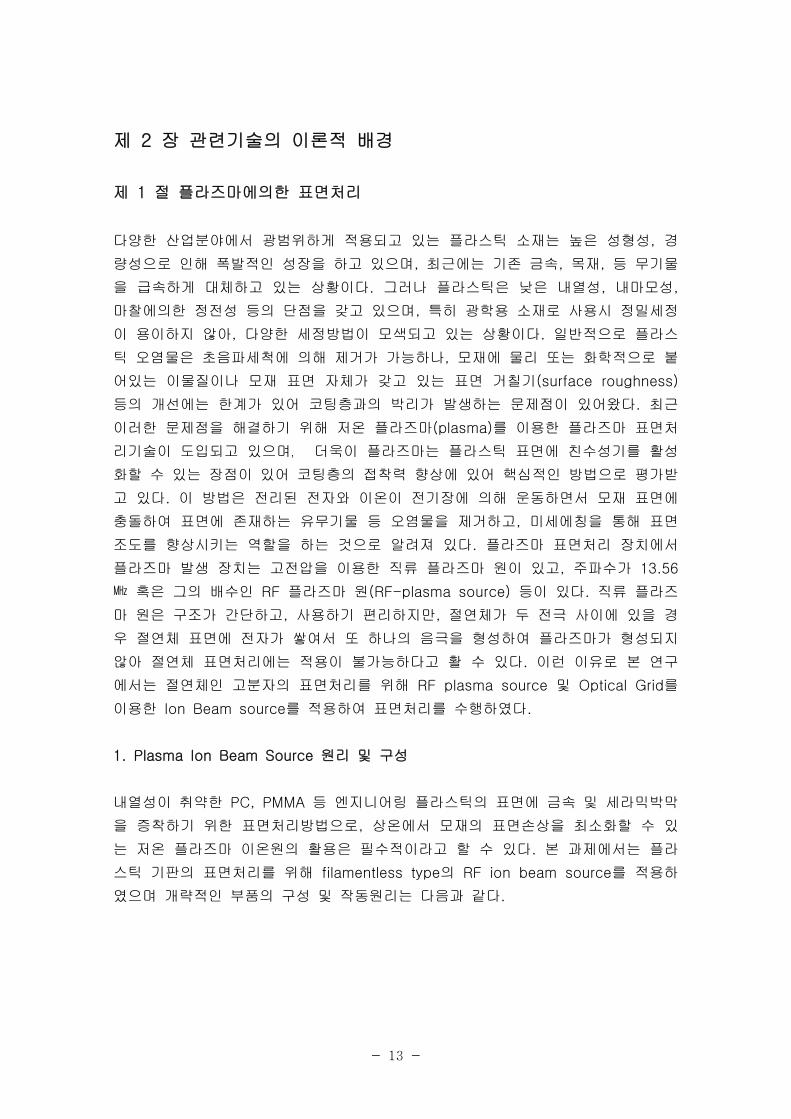
- 13 -
제 장 관련기술의 이론적 배경2
제 절 플라즈마에의한 표면처리1
다양한 산업분야에서 광범위하게 적용되고 있는 플라스틱 소재는 높은 성형성 경
량성으로 인해 폭발적인 성장을 하고 있으며 최근에는 기존 금속 목재 등 무기물
을 급속하게 대체하고 있는 상황이다 그러나 플라스틱은 낮은 내열성 내마모성
마찰에의한 정전성 등의 단점을 갖고 있으며 특히 광학용 소재로 사용시 정밀세정
이 용이하지 않아 다양한 세정방법이 모색되고 있는 상황이다 일반적으로 플라스
틱 오염물은 초음파세척에 의해 제거가 가능하나 모재에 물리 또는 화학적으로 붙
어있는 이물질이나 모재 표면 자체가 갖고 있는 표면 거칠기(surface roughness)
등의 개선에는 한계가 있어 코팅층과의 박리가 발생하는 문제점이 있어왔다 최근
이러한 문제점을 해결하기 위해 저온 플라즈마 를 이용한 플라즈마 표면처(plasma)
리기술이 도입되고 있으며 더욱이 플라즈마는 플라스틱 표면에 친수성기를 활성
화할 수 있는 장점이 있어 코팅층의 접착력 향상에 있어 핵심적인 방법으로 평가받
고 있다 이 방법은 전리된 전자와 이온이 전기장에 의해 운동하면서 모재 표면에
충돌하여 표면에 존재하는 유무기물 등 오염물을 제거하고 미세에칭을 통해 표면
조도를 향상시키는 역할을 하는 것으로 알려져 있다 플라즈마 표면처리 장치에서
플라즈마 발생 장치는 고전압을 이용한 직류 플라즈마 원이 있고 주파수가 1356
혹은 그의 배수인 플라즈마 원 등이 있다 직류 플라즈RF (RF-plasma source)
마 원은 구조가 간단하고 사용하기 편리하지만 절연체가 두 전극 사이에 있을 경
우 절연체 표면에 전자가 쌓여서 또 하나의 음극을 형성하여 플라즈마가 형성되지
않아 절연체 표면처리에는 적용이 불가능하다고 활 수 있다 이런 이유로 본 연구
에서는 절연체인 고분자의 표면처리를 위해 및 를RF plasma source Optical Grid
이용한 를 적용하여 표면처리를 수행하였다Ion Beam source
원리 및 구성1 Plasma Ion Beam Source
내열성이 취약한 등 엔지니어링 플라스틱의 표면에 금속 및 세라믹박막PC PMMA
을 증착하기 위한 표면처리방법으로 상온에서 모재의 표면손상을 최소화할 수 있
는 저온 플라즈마 이온원의 활용은 필수적이라고 할 수 있다 본 과제에서는 플라
스틱 기판의 표면처리를 위해 의 를 적용하filamentless type RF ion beam source
였으며 개략적인 부품의 구성 및 작동원리는 다음과 같다
- 14 -
에서 발생된 는 의 을 따라 흐르면서 주변에RF generator microwave antenna coil
를 형성하고 동시에 는 를 형성하게magnetic field AC magnetic field electric field
된다 를 통하여 공급된 중에 존재하는 일부 은 형성된 MFC gas charged particle
내를 이동하면서 내부에서의 많은 중성입자들electic field gas discharge chamber
과 연속적인 충돌을 일으키고 차 충돌된 은 새로운 을 발1 particle charged particle
생시키며 형성된 내에서 연속적인 플라즈마를 생성하게된다 생성된magentic field
플라즈마 중 양이온은 ion optical 내의 양음극 전극사이의 에 의하여grid potential
밖으로 인출되도록 하여 특정 에너지를 갖는 이온을 얻는 것이다 이온원 플라즈마
의 을 위하여 사의 와generation Comdel 80 500W (Model CPS-500AS80)
를 사용하였으며 및 에 전압1356 RF generator Emitting grid accelerating grid
을 인가하기 위하여 의 를 사용하였다2KV DC power supply
적용된 는 의 조절에 의해 를 까지 조RF ion source RF power ion currrent 5~80 Aμ
절할 수 있으며 에 인가된 전압의 조절에 의해 의 에너지 조절grid 200~ 2000eV
이 가능하다 이온원은 크게 및 부 공급 및 부 magnet support gas discharge
부 부로 나눌 수 있으며 구성도는 아래 그림 과 같mat ching box optical grid [ 1]
다
그림 의 구성도[ 1] Ion Source
- 15 -
가 Magnet Array
의 설치목적은 전자의 나선형 운동을 유도함으로써 평균자유경로를Magnet array
길게하는데 있다 전자의 을 증가시켜 연속적인 플라즈마를 발생시키는 것 life time
이다 이온원에는 크기 인 를 사용하여 플라즈마의 20times30times10t 20times30times35t SmCo5
고온분위기에서도 자성을 쉽게 잃지 않으며 각각 개로 구성되어 개의 을 28 4 6 pile
이루고 있다 에의한 이온원의 자력분포는 그림 과 같다 Magnet array [ 2] Magnet
지지부는 강자성물질중의 하나인 순철이며 의 상하 주 quartz discharge chamber
변에는 판형을 이루고 있으며 부에 열전도계수가 높은 를 사용 flange Copper Rod
하여 플라즈마에 의해 발생된 열이 쉽게 방출되는 구조를 갖고 있다
그림[ 2] Ion Source Magnet Array(2times3)
나 Matching Box
의 고주파를 사용하는 는 의 출력Radio frequency linear ion source RF power
값에 상응하는 부의 값의impedance plasma discharge load impedance matching
여부가 의 특성을 크게 좌우하게된다 의 출력이Ion beam current RF generator
까지 모두 전달되어 효율적인 플라즈마를 발생시키기 위해서는antenna discharge
부의 가 가능한 적어 를 최소화되어야 바람직하나impedance reflecting power
값은 량 및 상태 주변환경 등의 변화에 매load impenance gas insulator ground
우 민감하게 반응하고 고주파의 노출시 각종전자장치 및 인체에 치명적일 수 있어
고주파의 에 각별한 주의를 필요로한다 의 값은 약shield antenna inductance 19 X
10-8 이며 사의H Jennings VVC(Vacuum Variable Capacitor 7 ~ 500 pF 5KV)μ
를 사용하여 값을 조절하였다capacitance
- 16 -
그림 의 전기회로 개략도[ 3] Matching Box
다 Ion Optical Grid
는 내부의 중 만을 인출Ion beam optical grid gas discharge chamber plasma +ion
시키는 역할을 한다 아래 그림 에서 와 사이에 [ 4] emitting grid accelerating grid
높은 을 인가하여 을 인출하고 외부에는 로써potential +ion decelerating grid
가 있어 외부의 및 의 유입을 방지하는 기능을 하ground electron charged particle
고 있다
그림 의 개략도[ 4] Ion Optical Grid
되는 은 사이의 차이 만큼의 에너지Emitting ion emitting-accelerating gird potential
를 갖게되며 작동시 의 인가전압을 조절함으로써 의 에너지를 조절emitting grid Ion
할 수 있도록 되어있다
- 17 -
그림 에서의 변화[ 5] Optical Grid Potential
각 는 의 일정한 간격을 유지하고 있으며 플라즈마 발생시 온도grid 08 ~ 12
에 의한 변형을 막기 위해 선팽창계수가 낮은 박판 소재를 사용하고 있titanium (1t)
다 본 과제어 적용된 는 아래 그림 과 같다 RF ion source [ 6]
그림[ 6] RF Ion Source
이온원의 특성2
가 의 조절성 Ion Current
의 특성은 개구부의 단면적이 인 에RF linear ion source 1 faraday cup DC
의 전압을 인가한 후 이온 전류를 측정하였다 그림 는27V [ 7] Ion source RF
의 조절에 의하여 의 가 조절되며 에power ion beam current density emitting grid
인가전압을 조절함으로써 의 를 조절할 수 있도록 되어 있다 Ion Beam energy Ar
O2 의 유량 는 인 조건에서 측정된gas 15sccm ion beam energy 1KeV ion beam
의 값은 그림 에 나타내었다current [ 8]
- 18 -
그림 및 측정[ 7] Faraday Cup Ion Current
그림 에 따른[ 8] RF Power Ion Current Density
그림 에서 알 수 있듯이 원자량 또는 분자량이 클수록 같은 에서 이[ 8] RF power
온 전류가 많이 생성되는 것을 알 수 있다 이는 질량이 무거울수록 미분산란 단면
적이 증가하여 이온화가 잘 되기 때문이며 는 공급을 Ion current density RF power
로 증가시킴에 따라 까지의 범위에서 비교적 선형적으로10~130W 5 ~ 38 Aμ
증가됨을 알수 있다 의 조절성 확보와 Ion beam current 5times10-4 ~ 3times10-5 의torr
넓은 작동영역은 플라스틱 표면처리의 다양한 적용을 가능하게 하였다
- 19 -
나 의 Ion Beam Uniformity
플라스틱 모재의 표면개질 및 에 사용된 는 대면cleaning linear ion beam source
적 기판의 표면처리에 있어서 의 균일성 확보는 필수적이라 할 수 있다ion beam
더욱이 플라스틱의 경우 친수성 증대를 위한 량의 적정영역 폭은 상대적ion dose
으로 광범위하지 않아 균일성이 낮을 시는 대면적 시료를 일괄처리할 수 없어 후공
정인 반사막 및 다층막의 부분적 박리 및 을 유발할 수 있다crack
와의 거리가 인 지점에서Optical grid 400 Ar 20 sccm RF 60W ion beam
는 각각 이고 진공도energy 05 1KeV 8x10-5 에서 측정된 의torr ion beam current
분포를 그림 에 나타내었다 의 는 로 시료크기[ 9] Ion Beam uniformity 82 500
이상의 대면적에서 사용가능하다고 할 수 있다
그림[ 9] Linear Ion Beam Profile
제 절 고진공 금속증착2
증착막의 균일성1 (uniformity)
본 개발에 사용된 의 은 수많은 전자의 충돌에의해 증Electron-Beam Gun crucible
착물이 되는 시발점이며 종종 점증발원으로 이상화되어 수학적으로 해evaporation
석되고 있다 이 때 증발된 물질은 불균일하게 방사형으로 퍼져 나가기 때문에 평
면 모재에 균일한 박막을 증착하기는 그리 쉽지않다 증발된 물질은 일반적으로
COS2의 법칙을 만족하여 증발된다고 알려져 있으며 이에 대한 대책으로 안경렌즈
등 광학 코팅업체에서는 형의 기판 를 설치하여 회전시키고 고정 를dome jig mask
제작하여 균일성을 확보하고 있다 그러나 본 과제와 같이 대면적 평판의 경우 장
단의 차가 매우 커서 회전방식을 이용할 경우 공간의 효율적 활용이 어렵고 증착물
의 소모가 너무 많은 단점이 있어 기판의 평행이송과 고정 를 복합적용하여mask
증착박막의 균일성을 확보코자 하였다
- 20 -
가 이론적 두께 분포
증발원의 형상 및 기판의 상대위치에 따른 박막의 두께분포는 수식에 의해 계산이
가능하며 점증발원에서 높은 거리에 있는 평면상의 중심 에서 만큼 떨어져 있 0 X
는 점에서의 막두께 는 기하학적 가정과 해석을 통해 다음과 같이 구할 수 있다t
그림[ 10]
m 증발량 h 증발원과 기판과의 수직거리
p 증착물질의 밀도 x 기판의 중심에서 측정하고자하는 미소평면과의 거리
그림 점증발원의 기하학적해석[ 10]
아래의 그림 은 점증발원 및 미소평면증발원인 경우 각각 평면기판상에 증착된[ 11]
막의 두께 분포를 수식에 의해 구한 결과이다
그림 수식에 의한 증착막의 두께분포[ 11] (H Macleod)
- 21 -
축은 중심에서의 두께에 대한 비를 나타내며 축은 점에서 측정하고자 하는 미Y X 0
소평면까지의 거리 와 증발원과 기판사이의 거리 에 대한 비를 나타내고 있다 중X h
심부에서 최대의 두께를 나타내며 가 인 부터는 급격한 변화가 있으나 연속 Xh 03
적으로 감소함을 알 수 있다
제 절 플라스틱 특성평가3
광흡수율1
가 의 구비조건 Spectrophotometer
파장범위는 를 측정할 수 있어야 한다1) 340 ~ 780nm
측정 파장 간격은 이하로하고 분광측정기의 사출 슬릿에서 나오는 방사2) 10nm
속의 유효 파장폭은 이하로 한다10nm
측광방식은 기준물체로 부터의 투과 광속 또는 반사광속의 비교 측정에 의한 것3)
으로 하고 측과의 정확성은 측광 범위 최대 눈금의 이내로 하고 반복 정밀도 1
는 이내로 한다05
분광측정기 파장눈금의 치우침은 분광 측광기의 투과 파장대에 대한 최대 강도4)
의 파장으로부터 이내로 한다1nm
나 측정방법
투과율 측정방법 시료면의 법선방향에서 분광 측정기의 사출 슬릿에서 나오는1)
평행에 가까운 광선속을 입사시켜서 그 투과광의 방향에서 간격의 파장에 10nm
대해 분광 투과율을 측정한다 기준 물체는 광로 중에 시료를 삽입하지 않는 경우
의 공기층으로서 그 분광투과율을 로한다1
반사율 측정방법 시료의 면에 대해서 법선에 대한 각도가 도를 초과하지 않2) 15
는 입사각으로서 분광 측정기의 사출 슬릿에서 나오는 평행에 가까운 광선속을 입
사시켜서 간격의 파장에 대해서 분광반사율을 측정한다 기준 물체로서는 절10nm
대 반사율 측정법에 따라 표준 거울면 반사체를 사용한다
- 22 -
흡수율 계산 금속박막의 광흡수율 은 전체 입사광 에서3) (A) 100 visual range
에서의 평균투과율(Tav 과 평균반사율) (Rav 의 을 뺀 광량을 다음식에서 구할 수 있)
다
광흡수율(A) = 100-(Tav+Rav)
다 평가시 주의사항
측정시 온도와 습도를 기록한다o Spectrophotometer
의 램프는 적어도 시험 분전에 켜 놓는다o Spectrophotometer 5
측정시 주변의 진동이 없도록한다o Spectrophotometer
표준 반사 시편은 주기적으로 평가하고 기록하여 보정계수를 수정한다o
내마모성2 (ASTM D1044)-TaberHaze Test
가 시험개요
이 시험 방법은 를 사용하여 시료표면에 를 발생시킨 후 광투Taber abraser haze
과율에 의한 값의 변화를 측정함으로써 표면의 내마모성을 평가하는 방법으haze
로 값이 클수록 내마모성이 나쁘고 작을수록 내마모성이 높다고 할 수 Haze()
있다
그림[ 12] Taber Abrasion Tester
- 23 -
나 시험방법
시료의 준비1)
시험할 시료는 깨끗하고 원형 혹은 사각으로 지름 이상 크기의 투명판상부재80
여야하며 두께는 이하가 바람직하다 시료의 중앙에는 홀가공되어 12 Taber
에 장착이 가능해야 한다Abraser
에의한 마모2) Taber Abraser
는 시편을 회전시키는 회전판과 회전하는 시편 표면에 접촉하여 표Taber Abraser
면을 마모시키는 두 개의 마모윤으로 이루어져 있다 시편을 회전판 위에 고정시킨
후 일정한 무게 를 갖는 마모윤을 시편 위에 올려놓아 하중을 가한 상태에서(500g)
마모윤과 시편을 동시에 회전시켜 표면을 마모시키는 장치로 하중 및 회전 cycle
은 시료에 따라 적용을 달리한다 시험환경은 온도 상대습도 23 plusmn 2 50 plusmn 5
이어야 하며 마모윤은 마다 교환해서 사용한다 100 cycle
측정3) Haze Valve
로 마모된 시편은 로 혼탁도 를 측정하여 내마모Taber Abraser Hazemeter (Haze)
성을 평가한다 는 투명판의 를 측정하는 장치로서 여기서 Hazemeter Haze Haze
란 시편이 얼마나 깨끗한가에 대한 척도이며 투명판에 빛을 비추었을 때 투명판을
투과하는 빛 중에서 입사광으로부터 보다 큰 각도로 벗어나는 빛의 백분율을25deg
뜻한다 한 시편 당 개 이상의 측정 점에서의 평균값을 구하고 마모 전에 측정 4
된 값과의 차 를 구한다haze Haze()
접착력3 (ASTM D3359)
코팅층의 접착력 평가를 위한 다양한 방법이 개발되고 있으나 대부분 금속 유리 등
무기소재가 주를 이루고 있으며 플라스틱과 같은 유기물과 코팅층과의 접착력을
정량적으로 평가하기에는 다소 한계가 있는 실정이다 일반적으로 가장 광범위하게
간단히 적용되는 방법은 이며 최근에는 임계하중값을 이용Cross-Cut-Tape-Test
하는 방법도 적용되고 있다scratch-test
가 Tape-Test 접착테이프 접착력시험법으로 그림 과 같이 칼로 간격으 [ 13] 1
로 개의 선을 직교하도록 긋고 접착테이프 사의 를 사용하여11 (3M 610)
한 코팅층 위에 밀착시킨 후 순간적으로 도 방향 테이프를 떼어 초cross-cut (45 )
기의 정사각형 수 개 와 시편에 잔존하는 코팅층의 정사각형 수를 비교함으로(100 )
써 부착력을 정량적으로 표현하는 방법이다 신뢰성 측면에서 곳이상에서 각 회 3 5
이상 실시 할 수 있다
- 24 -
그림[ 13] Cross-Cut Tape Test
나 Scratch Test 그림 과 같이 다이아몬드 팁이 달린 로 기 [ 14] Nano-indenter
판의 표면에 위치한 후 수직방향의 힘을 선형적으로 증가시키면서 동시에 수평방
향으로 기판을 등속으로 이송하여 표면의 긁힘 자국을 관찰한다 밀착력은 수평방
향의 전체 이송길이 에 대응하는 임계길이 에서의 임계하중을 간단한 비례식으로L
계산하여 밀착력 을 계산한다(N)
그림 스크레치 테스크 개념도[ 14]
표면경도4 (ASTM D3363)
가 개 요
플라스틱 코팅층의 표면경도는 경도값을 알고 있는 연필심을 이용하여 소재의 표면
경도를 평가하는 방법이다 분위기 온도범위와 습도 의 상 23 degC plusmn 2degC 50plusmn 5
대습도에서 시험한다
연필경도 단계는 다음과 같다
- 25 -
6B-5B-3B-2B-B-HB-F-H-2H-3H-4H-5H-6H-7H-8H
(Softer) (Harder)
나 시험 및 평가방법
경도를 알고있는 연필의 심 길이를 로하고 끝단을 심방향과 직각이도록1) 5~6
로 깍아 단면이 동심원이 되도록 준비한다 기계식 연필깍기 사포 등 사용90deg ( )
측정하려는 시편을 단단하고 수명한 면 위에 올려놓는다2)
준비된 연필을 시편면과 과가 되도록 올려 놓고 단단히 연필홀더에 고정시킨3) 45deg
다
연필심에 일정한 압력이 전달되도록 균일한 힘을 가하면서 균일한 속도로4) 65
이상을 전진시킨다
상기 번을 회 반복한다 확보된 다섯개의 경로선을 관찰하여 코팅층의5) 1234 3
긁힘여부를 확인한다
세개의 선 중 긁힘이 발생한 선이 있으면 아랫 등급의 연필을 사용하여 상기6)
를 반복한다12345
세개의 연필경로선 모두에서 긁힘 발생이 없으면 사용한 연필의 경도를 코팅층7)
의 표면경도로 기록한다
다 주의사항
시험전 시편의 표면에 오일 콤파운드 등을 제거하여 시험중 미끄럼발생이 없도
록 한다
시험중 연필심의 에지부에 크랙 파손이 발생할시에는 재가공후 시험한다
- 26 -
표면친수성 에너지5 ( )
플라스틱 모재의 향상을 위한 연구에 있어서 표면 특성의 정량적인 평가wettability
가 수행되어야 하며 직접적인 실험에 의한 향상정도를 확인할 수 있어야 한다 표
면 특성의 정량적인 평가로서 본 과제에서는 액체의 접촉각을 측정하여 표면에너지
를 구함으로써 향상정도를 비교할 수 있었으며 에 의해 향상됨cross-cut tape test
을 파악할 수 있었다 일반적으로 고체표면의 에너지는 표면의 형상조도에 의해 좌
우되는 와 극성작용기에 의한 의 합으로 계산된다dispersion force polar force
고체표면의 와 를 구하기 위해서는 물성을 알고있는 두dispersion force polar force
극성용액의 고체표면과의 을 측정함으로써 다음과 같이 간단히 계산wetting angle
할 수 있다
Wetting angle120563120574s
d Dispersion force of Solid120574ld Dispersion force of Liquid
120574sp Polar force of Solid
120574lp Polar force of Liquid
일반적으로 사용되는 극성용액은 차증류수와 용액을 사용하며 각 용액3 formamide
의 물성은 아래 표 과 같다[ 1]
표 극성용액의 물성[ 1]
각 용액의 을 측정하고 용액의 기지의 상수를 활용하여 상기식을 이wetting angle
용한 두방정식의 연립을 통하여 고체의 표면에너지를 계산하는 것이다 본 과제에
서는 의 에너지 및 량에 따라 고분자 및 하드코팅표면의ion beam dose wetting
을 측정하고 상기 식에 적용하여 표면에너지를 구할 수 있었으며 박막 증착angle
후 를 통하여 접착력의 향상을 확인할 수 있다cross-cut tape test
- 27 -
제 장 플라스틱 반투과반사 윈도우 코팅공정개발3
제 절 플라즈마 이온원에의한 표면처리1
산업전반에 걸쳐 광범위하게 사용되고 있는 플라스틱은 경량성 및 높은 생산성으로
인해 그 활용 폭을 점차 넓혀가고 있으나 플라스틱의 열에너지chemical reaction
에 의한 표면거칠기 열변형 무기물과의 접착력 등의 특성은 플라carbonization
스틱의 활용에 한계가 되고 있으며 이러한 문제를 해결하려는 연구개발이 다양한
분야에서 활발하게 진행되고 있다 특히 glow discharge electron beam arc
등의 방법으로 플라스틱 표면의 특성을 개선하기 위discharge corona discharge
한 연구가 이루어지고 있으며 일부 연구결과는 산업현장에서 적용되어 핵심공정으
로 자리를 잡고있다 본 과제에서는 에너지를 갖는 조사에 의한 고분자 ion beam
표면의 친수성을 높이고 표면에너지의 향상을 통하여 금속 무기물과의 를wettability
증진코자 하였다 수백 에서 수 의 에너지를 갖는 을 사용한 것과 KeV MeV ion beam
는 달리 내외의 에너지를 갖는 을 사용함으로써 플라스틱 표면의1KeV ion beam
큰 손상없이 만을 증진시켜 무기물과 고분자의 접착력이 혁신적으로 개wettabiIity
선되는 결과를 나타냈다
플라스틱 모재에 플라즈마 을 조사하여 의 량 변화에 따른ion beam ion beam dose
극성용액의 을 측정하였다 그림 는 의 에너지를wetting angle [ 15] ion beam 1
로 일정하게하고KeV O2와 이온 빔의 이온선량을Ar 1times1014 에서 1times1017 ion
의 범위로 변화시키며 조사하였을 때 증류수의 접촉각 변화를 나타낸 것이다
그림[ 15] Water Wetting Angle(lon Beam Energy 1KeV)
- 28 -
기판의 증류수에 대한 접촉각 측정은 플라즈마 이온빔 처리된 모재의 표면에 증류
수 를 각각 군데 떨어뜨린 후002 3 contact anglometer (Goniometer Model
를 사용하여 을 측정한 후 평균값을 취하였다G-1 ELMA Inc) wetting angle
플라스틱표면에 플라즈마 처리안된 시료의 증류수에 대한 접촉각은 였으며 플92deg
라즈마 표면 개질된 모재의 은 정도wetting angle 30deg (1times1017 로 떨어짐을ions )
확인할 수 있었다 표면에너지값을 구하기 위하여 포름아미드 용액의 접촉각을 같
은 방법으로 측정하였다 그림 이온선량이 증가하면서 접촉각이 조금씩 감소하[ 16]
는 경향은 증류수 접촉각 실험과 같은 경향을 보이고 있다
그림 포름아미드[ 16] Wetting Angle(Ion Beam Energy 1Kev)
물과 포름아미드 극성용액의 측정된 접촉각을 이용하여 플라스틱 모재의 표면에너
지를 구할 수 있었다 그림[ 17]
그림 이온선량에 따른[ 17] Surface Energy
- 29 -
표면거칠기에 큰 영향을 받는 의 경우 이온선량이 증가함에 따라dispersion force
대체적으로 완만한 변화를 보이고 있으나 의 경우 이온선량이 증가함에 polar force
따라 지속적으로 급격히 증가하여 이온선량이 1times1015 Ar+ 에서는ions 40 ergs
까지 도달하였으며 이온선량이 1times10 17 Ar+ 에 이르러서는 의ions 64 ergs
표면에너지까지 증가하여 초기의 보다는 배이상이 증가함을 알 수 있었30 ergs
다 이와 같은 변화는 이온 빔의 조사로 인하여 플라스틱 기판 표면에 free radical
이 생성되고 의 형성으로 설명되고 있다hydrophilic group
한편 의 에너지 변화에 따른 플라스틱의 표면에너지 변화를 알아보기 위 ion beam
하여 이온선량을 8x1016 Ar+ 로 일정하게 하고 의 에너지를ions ion beam
까지 일정하게 증가시키면서 물과의 접촉각을 측정하였다 그림1500eV [ 18]
그림 에 따른 물과의 접촉각 변화[ 18] Ion Beam Energy
플라스틱 종류별 차이는 있으나 대체로 내외였으며 이상에서는 점차40deg 1500eV
로 다시 증가하는 것을 보여주었다 으로 표면처리시 의 보다는 Ion beam ion energy
의 량에 지배를 받는 것으로 파악되었으며ion dose Ar+만의 조사보다는 02 분위기
에서의 Ar+ 조사시 효과가 높았으나 진공도가 낮아지는 점과 이 불안정하ion beam
다는 단점이 있어 Ar+ 만의 조사가 생산적용시에는 유리하다고 판단된다
- 30 -
제 절 하드코팅공정연구2
전처리 공정1
플라스틱 표면 상에 흡착 부착된 오일 미세먼지 지문 등 다양한 오염물은 하드코
팅 후 코팅층의 박리 핀홀 표면 얼룩 등의 다양한 불량을 초래할 수 있어 coating
액의 도포공정에 앞서 필수적으로 세정공정을 수행해야한다 본 과제에서는 초음파
세척방법을 전처리공정에 적용하여 하드코팅공정 연구를 수행하였다 그림 는 [ 19]
본 연구에 사용된 세척장치로써 세정액이 담긴 세정조 차 및 차 수세조와 탕세 1 2
조로 구성되어 있다
그림 초음파 세척 장치[ 19]
본 과제에서는 초음파를 기본적으로 사용하고 플라스틱 소재의 성형방법에 따라
표면특성 및 오염된 표면 이물질이 달라 각각 다른 공정 방법을 적용하였다
가 사출 및 압출 성형된 모재
대부분의 플라스틱 기판은 알카리 세제를 사용한 전처리공정으로 깨끗한 기판을 얻
을 수 있었으며 처리 후 부착력이 우수한 코팅층을 얻을 수 있었다 hard coating
세척순서는 아래와 같다
알카리 세제 수용액에 초음파 세척 분(1) 5 50~60 times 10
흐르는 수도물에 수세 대략 초(2) 10
증류수에 초음파 수세 분(3) 50~60 times 10
증류수에 탕세(4) 4 s 60~70
- 31 -
건조 분(5) 70 times 60
보관 에 보관(6) SUS box
나 성형된 모재 Casting
성형시 필수적으로 포함되는 모재의 이형성분을 제거하기위한 최적공정을Casting
파악하기 위해 세제의 농도 및 처리시간에 따른 실험을 수행하였다 실험은 1~
의 알카리 세제로 각각 분으로 나누어 초음파 처리하고 의 으10 5 10 30 50 IPA
로 분 범위내에서 시간을 달리하여 초음파 세척한 후 코팅제로3~10 A-104 hard
을 하였다 다음은 세척공정 순서이다coating
알카리 세제 수용액에 초음파 세척 분(1) 5 50~60 times 10
흐르는 수도물에 수세 대략 초(2) 10
수용액에 초음파 세척 분(3) 20~50 IPA 30~40 times 7~8
증류수에 초음파 수세 분(4) 50~60 times 10
증류수에 탕세(5) 4 s 60~70
건조 분(6) 70 times 60
보관 에 보관(7) SUS box
시편의 평가는 육안에 의한 얼룩의 유무확인과 에 의한 부착력cross-cut tape test
으로 판단하였다 알카리 세제와 농도가 각각 와 미만일 때는 오염 물질 IPA 5 50
이 완전히 제거되지 않아서 코팅막에 약간의 얼룩이 관찰되었으며 의 알카리 5
세제로 분 분간 초음파 세척과 분간 초음파 세척공정시에5 ~10 7 IPA hard coating
의 부착력이 우수하였고 코팅막에 얼룩도 발생하지 않았다
표 는 알카리세제와 수용액으로 세척된 기판위에[ 2] IPA PMMA casting hard
막을 형성시킨 후 코팅층의 부착력을 시험한 결과이다coating
표 기판에 대한 세척 코팅 접착력[ 2] PMMA Casting +
- 32 -
공정2 Dipping
하드코팅공정에 있어서 도포공정은 다양한 방법이 개발되어 있으며 본 과제에서는
두께조절성 액의 소모성 등을 고려해 디핑방식을 적용하였다 공정의 Dip-coating
개략적 방법은 다음과 같다
플라스틱 모재는 함수율이 높아 코팅전 모재건조를 실시한다(1)
플라스틱 모재에 묻어있는 먼지를 안에서 제전건으로 완벽히 제거(2) clean room
한 후 의 에 수직으로 고정시킨다dip-coater jig
시편을 코팅액이 담겨져 있는 코팅조에 일정한 속도로 하고 초간 유(3) dipping 10
지시킨다
의 인상속도를 조절 한 후 시편을 일정 속도로 인상한(4) Dip-coater (2~6 sec)
다
이 때 인상속도를 조절하여 코팅층의 두께를 조절할 수 있다 딥코팅시 분위기 습
도를 이하 온도 상온 코팅액 온도를 로 유지하여 액의 경시변RH 50 18 ~ 20
화를 최소화 해야한다 플라스틱렌즈 및 보안경 등 공정을 요하는 업 hard coating
체에서는 정도의 청정실에서 하드코팅을 실시하고 미만의 상대습class 1000 50
도 조건을 유지함으로써 대기 중의 먼지 부유물등에의한 오염을 최소화하고 있으
며 날씨변화에 따른 분위기 환경을 일정하게 유지하고 있다
코팅 분위기 조건의 변화는 경화 후 막에 에 의한hard coating particle pin-hole
과 현상 등을 일으킬 수 있으며 양질의 우수한 코팅막을 얻기가 힘들다 본hazing
연구에서는 인 의 을 설치하여 하class 1000 conventional air flow type clean room
드코팅공정을 실시하였다
그림 내부 사진[ 20]Clean room
- 33 -
내부에는 제전건 기 클린 오븐 광경화기 초음파세척장Clean room dip-coating
치 등의 설비를 구비하여 경화형 처리가 일괄적으로 처리됨으로써UV hard coating
우수한 물성의 하드코팅막을 얻을 수 있었다 그림 은 내부의 사 [ 20] clean room
진이며 작업시 내부온도는 습도는 이하를 유지하 hard coating 18~20 40RH
였다
전도체인 금속과 달리 플라스틱은 절연물질로 전기전하의 이동을 허용치 않아 마찰
등에 의하여 쉽게 정전기장을 형성하여 정전기장 내에 놓여있는 반대 극성을 갖는
입자를 끌어들이게 된다 이러한 입자를 제거하기 위해서는 플라스틱 표면 및 입자
의 극성을 중성으로 바꾸어 줌으로써 간단히 해결할 수 있다 본 과제에서는
공정 전에 공기를 이온화시켜 대량의 양 음이온을 발생시키는 장치인dipping
을 사용하여 을 제거할 수 있었으며 이물에의한 코팅층의Anti-Static-Gun particle
불량을 줄일 수 있었다
본 과제의 딥방식은 인상방식과 장치의 정밀성이 코팅특성을 좌우한다고 할 수 있
다 본 과제에 적요된 딥인상은 에의한 조의 인상 하강 방식으로 air-hydro type ㆍ
정숙성이 높은 방식이다
그림 장치 유공압[ 21] Dip-coating ( type)
- 34 -
실린더의 제어는 유공압 방식을 사용하였으며 이는 압축공기를 이용하여 유압실린
더를 제어하는 방식으로 공기의 압축성으로 인한 문제점을 개선한 것이다 즉 공기
압을 사용하면서 유압유니트와 같이 작동개시 때나 부하변동시에 접속구동이 가능
하고 저속 구동시 현상을 방지할 수 있는 유압실린더의 장점을 활용한 것 stick slip
이다 일반적으로 유공압은 실린더의 정밀정속구동 중간정지 이속제어나 로터리형
액츄에이터의 완속구동 등에도 많이 적용되고 있다 그림 은 본 실험에 사용한 [ 21]
유공압 방식의 장치로써 실린더와dip-coating air hydro type convertor coating
조 냉각 및 시스템 용량 사용 line filtering (chemical pump (10 min) 15 filter )ℓ
등으로 구성되어 있다
경화공정3
플라스틱 기판위에 경화형 액을 딥방식에의한 도포 후 에UV hard coating 50~70
서 분동안 시키고 램프 에의한 를 조사시키면3~5 pre-heating UV (200~400nm) UV
표면경도 및 내마모성이 우수한 막이 형성된다 표 에서는 본 연구에 사coating [ 3]
용되어진 코팅제 종류 및 경화조건을 나타내었다
표 코팅제 종류 및 경화 조건[ 3]
Maker Grade 용 도 경 화 조 건
사 국내L ( ) A-104GN 겸용PC amp PMMA파장UV lamp (250~360nm)
에너지UV 65~90mjcm2
사 국내H ( ) 0-299 용PMMA파장UV lamp (250~360nm)
에너지UV 60~85mjcm2
사 국외E ( ) C-220 겸용PC amp PMMAUV lamp 300Winch
이송속도 25ftmin
사 국외H ( ) B-8558 겸용PC amp PMMA파장UV lamp (250~360nm)
에너지UV 75mjcm2
본 과제의 광경화공정연구에 사용된 광경화기를 그림 에 나타내었으며 일반적[ 22]
인 광경화의 원리 및 메커니즘은 다음과 같다
가 경화원리 및 특징 UV
전자파 중 자외선 은 파장이 까지의 영역을 의미하고 있으나 경(UV) 10~400nm UV
화에 이용되는 파장범위는 대체로 이며 이 자외선이 화학작용에 유효200~400nm
한 것은 유기 화합물의 해리 분해반응을 일으킬 수 있는 강력한 에너지를 가지고
있기 때문이다
- 35 -
경화 메커니즘(1) UV
일반적으로 코팅제의 경화는 광개시제로부터 시작되는데 자외선이 갖는 에너지UV
에 의해 광개시제가 분해되어 라디칼 반응을 형성하여 반응을 유도할 수 있는 활성
체가 된다 이 활성체에 의하여 및 와 연쇄적으로 반응하여 망 monomer oligomer
상구조화된 고분자막이 형성되는 것이다
경화의 특징(2) UV
저온에서 경화가 가능하다 내열성이 좋지 않은 플라스틱 모재에도 고품질의(1)
막을 형성시킬 수 있다coating
경화속도가 빠르다 건조단위가 초단위로 설정되기 때문에 의 연속자동화가(2) line
가능하며 작업효율이 향상된다
예열시간이 짧아 신속한 작업이 가능하며 에너지가 절감된다(3)
운전관리가 간단하고 신뢰성이 높다(4)
그림[ 22] UV dryer
- 36 -
나 사 사양 UV dryer (EYE GRAPHICS model ECS-301G1)
종류 와 수은등(1) lamp metal halide
(2) lamp power 및 로 조절 가능 15KW 2KW 3KW
발광장(3) 250nm
반사판 집광형(4)
조사거리 으로 조절가능(5) 100 ~ 180
속도 으로 조절 가능(6) conveyer 08 ~ 8mmin
냉각 방식 공냉식(7)
제 절 고진공증착공정3
증착공정개발1
가 증착물질 및 증착조건
반투과반사 윈도우는 투과성과 반사성을 동시에 만족해야하며 일반적으로 금속박
막을 고진공증착함으로써 구현될 수 있다 이러한 금속박막은 진공영역에서 작업을
수행해야하며 스퍼터링과 증착이 주를 이루고 있다 그 중 스퍼터링 방법 e-beam
은 재현성이 우수하고 방식으로의 적용이 용이하다는 장점이 있으나in-line target
및 의 교체 초기조건설정 등이 용이하지 않아 본 과제에서는 다양한 재료cathode
를 코팅할 수 있는 을 적용하였다 유기물인 플라스틱상에 금속무기물e-beam type
의 접착력과 코팅후의 기계적 특성확보를 위해서는 다양한 증착공정 연구가 수행
되어야 한다 표 와 표 에 사용된 증착물의 물성과 증착조건을 각각 나타었 [ 4] [ 5]
다
표 주요 증착 물질의 물성표[ 4]
- 37 -
표 주요 증착물질의 증착조건[ 5]
나 측정값에 의한 증착막의 두께 분포
증착에 의한 증착막의 두께분포를 파악하기 위하여 크기의E-Beam 600 x500
위에 두께 의 증착속도 을 증착하였다 위치에 따른 증착glass 2500 AI ( 5 sec) Å Å
막의 두께를 측정하기 위하여 유리판 중앙부에서 바깥쪽으로 폭 간격 길이10 (
으로 등분하여 시편의 증착막두께를 으로 측정하였다 그림 계산30mm) 25 SEM [ 23]
에 의한 두께분포와 비교하였을 때 대체적인 경향은 비슷하지만 상대적으로 기울기
가 급함을 알 수 있다
그림 측정값에 의한 증착막의 두께분포[ 23]
두께측정시 사진에 의존한 측정이고 사용된 진공시스템은 이상화와는 거리가SEM
있어 약간의 차이가 발생되었다고 판단된다 측정된 값의 추세선을 구함으로써 고
정 의 제작시 로 활용할 수 있었으며 평행이송에 의한 균일성확보mask reference
연구에 참고데이터로 활용할 수 있었다
- 38 -
다 평행이송에 의한 균일성확보
기판의 평행이송과 고정 를 동시에 사용하여 두께가 균일한 박막을 제작하고mask
자 하였다 를 평행이송하여 동서방향의 균일성을 확보하고 이때 등두께를 기준 Jig
으로 동서방향을 등분하여 평면으로 이상화 해 구간내에서의 선의 형상을 두께13
기울기에 비례한 형상을 구현한 고정 를 제작하여 남북방향의 균일성을 확보하mask
고자 하였다 평행이송은 로 회전수를 inverter motor(LG -KMI400K1) 0~160rpm社
으로 조절하면서 이송하였으며 고정 는 기판이송방향의 직각방향에 대한 균일 mask
성만을 고려하여 설계제작하였다 그러나 에 의한 가림과 이송시 증착영역을 mask
벗어남으로 인해서 생기는 증착물 가 크다는 단점이 있었으며 고정 의 형loss mask
상은 증착물 증착율에 따라 다소 차이가 있어 여러 세트를 구비해야만 했다 수차
례 실험을 통해 증착물별 를 제작할 수 있었으며 평행이송속도를 증가시키고mask
왕복이송 횟수를 증가시킴으로써 이내의 균일성을 확보할 수 있었다10
시스템의 특성2 IBAD
가 증착시 온도의 변화
플라스틱 기판은 내열성이 낮아 열원에 장시간 노출되면 열변형과 함께 탄화되고
이 발생하여 박막물성에 악영향을 미칠 수 있으며 증착막과 비교하여out gassing
평균 수 십배 이상 선팽창계수가 높아 선팽창 차에 의한 박막의 과 박리를 일crack
으킬 수 있다 본 연구에서는 증착시 플라스틱에 미치는 분위기 온도의 영향을 파
악하고 적정 증착조건을 파악하기 위하여 금속 및 세라믹으로 나누어 증착시 분위
기온도 변화를 측정하였다
금속물의 시간에 따른 온도 변화(1)
은 분후 약 도정도 상승하여 시간에 따른 온도 변화가 거의 없었지만 은AI 10 3 Cr
약 도가 상승하여 급격한 상승을 보이고 있어 증착시 온도변화를 주목할 필요가12
있었다 더욱이 은 증착율이 높을수록 박막이 형태로 증착되어 반사율을 Cr granule
저하시키는 원인이 되었으며 막 자체에 도 많이 발생되었다 반투과반사 윈도crack
우 제작을 위한 금속박막 물질로는 보다는 이 온도측면에서 유리하다고 판단Cr AI
되었으며 아래의 그림 에 금속박막의 시간에 따른 온도의 변화를 비교하였다[ 24]
- 39 -
주) 증착률Al -10 sec EC-260~280Å
증착률Cr -10 sec EC-65 ~ 95Å
그림 금속박막의 시간에 따른 온도변화 비교[ 24]
세라믹의 시간에 따른 온도 변화(2)
세라믹은 금속과 달리 일반적으로 가 매우 높아 증착시 분위기온도melting point
상승이 매우 컸다 측정된 세라믹의 시간에 따른 온도의 변화는 그림 에 나타 [ 25]
내었다
주) SiO2 증착률 -10 sec EC-45 ~ 60Å
TiO2 증착률 -10 sec EC- 175Å
AI2O3 증착률 -10 sec EC-180~260Å
그림 세라믹박막의 시간에 따른 온도변화 비교[ 25]
- 40 -
그 중 SiO2 TiO2는 분 경과후 가량의 비교적 완만한 온도변화를 보이고 있10 10
으나 AI2O3는 가량의 급격한 온도상승을 보여 고증착율에서의 사용에는 한계30
가 있었다 실증착시에는 의 를 낮춤으로써 증착율 E-gun emission current 3~5 Å
내에서 증착하여 급격한 온도상승을 막을 수 있었다 AI2O3은 경도가 매우 높고 증
착시 조밀도가 높아 보호막으로 많이 사용되는 증착물이다 그러나 본 실험에서는
증착시 열발산이 특히 심하고 증착율을 낮추어도 온도가 급상승하여 증착시 crack
이 쉽게 발생하여 플라스틱 기판에는 부적합하다고 판단되었다
나 플라스틱의 Out gassing
기체방출 은 진공용기 속에서 사용하는 물질의 표면이나 내부에 흡착(out gassing)
되어 있던 분자들이 방출되는 현상을 의미하며 진공조의 압력상승 및 박막의 물성
에 큰 영향을 미치게 된다 또한 고진공 에서 배기시간을 증가시키고 최저 system
도달 압력을 결정짓는 직접적인 요인이 된다 표 는 주요 물질의 기체방출율을 [ 6]
나타낸 것이다
표 주요 물질의 기체방출율[ 6] (Pa m3sm2)
본 연구에서는 플라스틱 기판 장입 유무에 따라 의 영항에 의한 진공도out gassing
의 변화를 알아보기 위하여 진공조 내부에 기판 를 장입한PC (250times65times3 ) 10ea
후 진공도를 측정함으로써 장입전과 비교하여 변화가 있음을 알 수 있었으며 측정
된 값은 그림 에 나타내었다[ 26]
- 41 -
그림 플라스틱 기판 유 무에 따른 진공도 변화[ 26]
그림 의 결과에서 나타나듯이 플라스틱 기판의 장입시 배기속도가 다소 늦[ 26] (PC)
어짐을 알 수 있었으며 이는 플라스틱 모재가 함유한 수분 등의 에 의out gassing
한 차이로 보여진다 기체 방출률은 표면상태나 세척정도 등에 의해 크게 baking
좌우된다고 알려져있어 본 연구에서는 진공조 내부의 에 세심한 주의를 cleaning
기울였으며 함수율이 높은 플라스틱 기판의 세척공정과 함께 건조공정을 확립하고
을 설치하여 플라스틱 기판이 진공조에 머무는 시간을 최소화함load lock system
으로써 플라스틱 모재로 인한 을 최소화할 수 있었다 out gassing
- 42 -
제 장 시제품제작 및 특성분석4
제 절 상용제품의 특성분석1
본 과제의 반투과반사윈도우 개발을 위해서 일본 상용제품의 특성을 분석하였다
일본제품의 측정결과 상하부는 이며 층의 두게는SEM 147 121 m Top coatingμ
로 층보다는 다소 얇은 코팅층이였다 또한 금속박막층은106 m Base coating μ
으로 관찰이 용이하지 않으나 및 에 근거한 추정결과 내SEM RBS SEM data 20nm
외로 판단되었다 아래 그림 은 상용제품의 모재 상하면의 단면 사진이다 [ 27] SEM
그림 반투과반사 윈도우 상용제품의 사진 상 하단면[ 27] SEM ( )
그림 은 일본제품의 분석 결과이다 이온을 조사하였고 이 때[ 28] RBS He2+
는 였으며 고에너지에의한 플라스틱 표면의 손상을 줄이기beam energy 224MeV
위해 이온 량을 으로 낮게 설정하였다dose 80 C μ
그림 반투과반사 윈도우 상용제품의[ 28] RBS Spectrum
- 43 -
분석결과 표층에는 내외의 이 관찰되었으며 내부로 됨에 따라 유20nm AI etching
기물이 지속적으로 관찰되고 있음을 알 수 있다 그림 과는 달리 표면에 [ 27] top
층이 존재하지 않으며 표면에서는 층만이 존재함을 알 수 있다coating AI
제 절 플라즈마 표면처리2
플라스틱 반투과반사 윈도우 시제품제작을 위해 플라즈마 이온빔을 조사하여 플라
스틱 모재의 표면처리를 수행하였다 플라즈마는 의 고순도 의 999999 20 sccm
를 공급하면서 를 사용하여 발생시켰다 이 때 는Ar gas RF power RF Power 80W
였으며 는 로 설정하여 모재가 장착된 지그를 좌우 이송하 Ion Beam energy 1KeV
면서 표면처리공정을 수행하였다 는 Base Pressure 12times10-6 였으며torr Working
는Pressure 5x10-4 였다 조사시간은 로torr Ion Beam 120sec 5times1017 Ar+ ions
의 였다 그림 는 에의한 표면처리 후 표면의 상태를 보기위한dose [ 29] ion beam
사진이다 의 면적을 하였으며 곳을 측정하여 평균값을 취AFM 1 x 1 scanning 5
하였다 조사 전후 표면의 거칠기 는 에서 로 다소 증가하였으 Ion (Ra) 55 589Å Å
나 플라스틱의 표면에는 큰 손상을 주지는 않는 것으로 파악되었다
그림 표면개질전후의 사진[ 29] AFM
그림 은 표면처리후 플라스틱 모재 상에 증류수를 떨어트려 을[ 30] Wetting angle
측정한 결과이다 표면처리 전 의 이 로 크게 줄여 들어 722 deg Wetting angle 171 deg
표면친수성이 크게 향상되었음을 알 수 있다
- 44 -
그림[ 30] Wetting Angle Test
제 절 광경화에의한 하드코팅3
광경화 하드코팅공정1
반투과반사 윈도우로 사용되는 플라스틱 소재는 낮은 내열성과 표면경도로 인해 코
팅층의 내구성 높이는데 한계가 있어 유무기계 막을 형성시킴으로써 표hard coating
면경도나 내마모성 등의 기계적 특성을 크게 향상시켰으며 코팅후 소재의 내마모
성 표면경도에 대한 평가를 수행하였다 하드코팅 공정에 있어서 가장 유의해야할
사항 중 하나는 공기 중 무수히 존재하는 미세먼지 및 파티클에의한 코팅층의 오염
이라고 할 수 있다 코팅층에 포함된 파티클은 코팅액의 흐름과 두께불균일성을 발
생할 수 있으며 더욱이 투명제품의 파티클은 제품불량에 있어서 주요요인이라고
할 수 있다 미세 파티클은 세척공정에서부터 경화 후 포장공정에 까지 일관되게
제어되어야 하며 양압에의한 클린룸을 필요로 하고 있다 더욱이 도포 및 경화조건
은 온습도 매우 민감하여 클린룸에 의한 항온항습이 필수적이라고 할 수 있다 본
과제에서는 헤파필터에 의한 의 항온항습 클린룸에서 하드코팅공정을Class 1000
수행하였다
막의 두께 균일성을 파악하기 위하여 측정위치를 변화시키면서Hard coating SEM
에의한 두께를 측정하였다
가 측정 방법 인 플라스틱기판을 대략 정도 250 X65 X3(t) 150 dip-coating
하여 기판을 아래 그림 과 같이 크기로 등분 한 후[ 31] 65cmX25cm 5 (1) (2)
샘플을 로 절단하여 단면가공 후 으로 관찰하였다(3) 10 X 4 SEM
- 45 -
그림 시료의 크기 및 측정점[ 31]
나 측정 결과 시료의 각 위치에서의 코팅층 측정두께를 표 에 나타내었다 아 [ 7]
울러 단면 사진을 그림 에 나타내었다SEM [ 32]
표 막의 두께 측정 결과 사용[ 7] hard coating (SEM )
그림 층의 단면 사진[ 32] Hard coating SEM
시제품의 하드코팅층 물성평가2
플라스틱 반투과반사 윈도우용 소재는 표면경도 접착력 내마모성 등 waveness
다양한 물성들을 만족시켜야 한다 물성시험을 위한 시료는 상에 코 PMMA A-104
팅액을 속도로 인상하여 광경화공정을 통해 제작되었다2 s
- 46 -
가 내마모성
하드코팅된 소재의 내마모성은 를 사용하여 물성평가를 실시하였steel wool tester
다 은 를 사용하였으며 하중은 을 유지하였고 왕복회수는 Steel wool 0000 1kg 50
회로 설정하여 시험 후 각 시편의 스크레치 발생 정도를 비교분석함으로써 코팅층
을 평가할 수 있었다 그림 은 자체에서 설계 제작한 [ 33] steel wool scratch
의 사진이며 사양은 다음과 같다tester
기계규격 670 times 265 times 370①
로울러 지지축 운동규격 20 times 158 times 304 ( 120 )②
로울러 12 times 50③ empty회전축 모터와 연결축 11 ( )④ empty무게추 고정봉 5 times 80⑤ empty무게추 500g 2 ea 200g 4 ea 100g 4 ea⑥
밸런스 추 295g⑦
로울러축 지지대 20 times 24 times 62⑧
이동 정반 8 times 168 times 372⑨
시험품 고정판 40 84 times 150 ( 2 ea )⑩
가압 핸들 5 times40⑪
그림[ 33] Steel Wool Scratch Tester
나 표면경도
막은 내마모성과 표면경도에서 한계가 있는 플라스틱 표면특성을 향Hard coating
상시키기 위해 수행되었으며 딥방식에의한 도포와 에의한 광경화공정을 적용하 UV
였다
- 47 -
그림[ 34] Pencil Hardness Tester
딥 도포공정에서 인상속도를 로 유지하였다 표 는 플라스틱 모재 위에4 sec [ 8]
다양한 의 제를 사용하여 코팅한 실험 결과이며 표면연필경도는grade hard coating
로써 모재의 경도보다 단계 상승하였으며 코팅제로 막을4~5H 3~4 A-104 coating
형성시킨 경우 내스크레치성에서도 하중 하에서 으로 1kg steel wool 0000
막 위를 회 왕복하였을 때 막에 스크레치가 거의 발생하지 않았coating 50 coating
다
표 막에 대한 시험 결과[ 8] Hard coating (4 s)
- 48 -
제 절 고진공금속박막증착4
하드코팅막의 표면처리1
그림 플라즈마 표면처리된 하드코팅막의 사진[ 35] AFM
하드코팅막은 등 무기물을 다량 함유하고 있는 유무기의 혼합물질이다 고분silicon
자와는 달리 하드코팅막은 이온선량의 넓은 범위에 걸쳐서 증류수와의 접촉각이 매
우 낮았다
결과 막에 있어서는Water drop test hard coating 3times1015 ~ 4times1017 Ar+ ions
의 범위내의 량으로 증류수의 접촉각이 낮음을 알 수 있었다 증착막의 접ion dose
착력 향상정도를 확인하기 위하여 이온선량을 변화시키며 하드코팅층 표면에 dose
량에 따라 Ar+ 을 조사한 후 의 박막을 증착하여ion beam 100nm AI cross-cut
를 수행하였다 표tape test [ 9]
표 플라스틱 박막의 결과[ 9] HCAI Cross-cut tape test
하드코팅층의 에 의한 표면처리전 결과는 플라스틱에서처럼 모두 박리 되ion beam
었으나 의 량ion beam dose 5x1015 ~ 1x1017의 범위에서는 모두 접착력이 우수함
을 알 수 있었다 이는 하드코팅층위에 일부 무기질 재료가 포함되어 금속 박막과
의 친화성이 강하기 때문으로 판단되며 일반 고분자와는 달리 내열성이 매우 우수
하여 의 고에너지에서 수십분간의 조사에서도 표면에 탄화되는 경향이 없15 KeV
었다
- 49 -
미세금속박막증착2
플라스틱 반투과반사윈도우의 미세금속박막은 당사에서 보유하고 있는 고진공
시스템을 사용하여 증착하였다 그림 시스템을 구비하고 있IBAD [ 36] LoadLock
는 본 장비는 가 장착되어 있으며 모재의 평행이송과 를RF Plasma source Mask
사용하여 두께 균일성을 확보하였다
그림 증착 시스템[ 36] IBAD
반투과반사미러에 사용된 금속은 의 사의 을 사용하였다 당사에서9999 Cerac AI
보유하고 있는 4x10-6 진공도에서 을 사용하였다 증착시torr e-beam gun
는 증착율은 였으며 상하 좌우의 을 통Emission Current 280 5 sec Sweeping Å
해 균일한 증착율 유도하였다
그림 금속박막의 투과율[ 37] Spectrum
- 50 -
그림 금속박막의 전후면 반사[ 38] spectrum
사의 로 측정된 가시영역에서의 투과 반Hitachi U-2000 UV-Vis Spectrophotometer
사 을 그림 그림 에 나타내었다 각각의 투과반사율을 가시영spectrum [ 37] [ 38]
역에서의 평균값을 구한뒤 아래 표와 같이 흡수율을 구하였다 제작된 시제품의 흡[
수율은 였다248
표 금속증착막의 특성분석결과[ 10]
No 항 목 평 가 방 법 시 험 결 과
1 접 착 력 Cross-Cut 100100
2 투 과 율 Spectrophotometer 445
3 반사율 전면( ) Visual Range 307
4 반사율 후면( ) Visual Range 171
5 흡 수 율 Visual Range 248
- 51 -
제 장 결론5
제 절 연구결과1
플라즈마 표면처리공정연구 광경화에의한 하드코팅공정연구 고진공증착에의한 미
세 금속박막 증착연구개발을 통하여 수입되고 있는 플라스틱 반투과반사윈도우 소
재를 개발하였다 현재 상용되고 있는 수입소재의 기계적 광학적 특성을 분석을 통
하여 개발 목표치를 설정하였으며 최적 공정개발에의한 시제품제작을 완료하였다
시제품의 평가항목 및 특성치를 아래 표 에 나타내었다[ 12]
표 반투과반사윈도우 시제품의 특성표[ 12]
평 가 항 목 특성치 비 고
광흡수율1 () 248 분광기 기준30T
내마모성2 () 28 자체기준( haze)
접착력3 (x100) 100 회ASTMD3359 10
표면경도4 (H) 5 ASTMD3363 Mitsu-B
표면친수성5 (deg ) 171 Anglometer
미세파티클6 (1um) 01 Clean Room
본 과제 수행에의한 개발목표를 달성할 수 있었으며 주요기술개발내용은 다음과
같다 플라즈마를 이용하여 고분자 표면의 친수성 를 크게 높였으며 1) RF (171deg )
금속박막과의 접착력 을 크게 향상시켰다 광경화에의한 하드코팅공정(100100) 2)
개발에의해 플라스틱 표면경도 및 내마모성 을 크게 향상시켰다 고진(5H) (28) 3)
공 증착공정개발에의해 금속박막의 흡수율 을 크게 낮추어 광효율이 높은(248)
플라스틱 반투과반사 윈도우 시제품을 개발하였다 플라스틱 반투과반사윈도우 4)
소재를 평가하기 위한 광학적 기계적특성 평가기법을 확립하였다
- 52 -
제 절 향후전망2
개발된 플라스틱 반투과반사 윈도우는 플라스틱의 낮은 내열성과 표면경도 흡수율
을 개선하기 위한 것으로 최근 전자제품 정보통신부품 등 첨단전자제품에 적극 채
택되고 있다 특히 휴대폰 및 디스플레이의 투과창 소재가 기존 에서 투명플 glass
라스틱으로 적극 채택되면서 관련 공정기술개발과 함께 소재특성을 위한 다양한 연
구가 활발히 추진되고 있으며 선진국에서는 개발완료에 따른 양산체제 구축으로
전세계 시장을 석권하고 있는 상황이다
본 과제에의한 플라스틱 반투과반사 윈도우의 시제품은 수입시판되고 있는 상용소
재와 동등이상의 특성을 나타내고 있어 향후 양산설비 및 양산공정연구에의한 소
재의 국산화가 가능하다고 할 수있다 또한 본 과제의 플라즈마 표면처리는 저온
표면처리를 요하는 광학용 플라스틱 소재의 표면처리에 활용될 수 있으며 광경화에
의한 하드코팅공정은 기존 열경화방식과는 달리 화가 가능하며 대량 양산in-line
체제를 갖출 수 있어 향후 큰 폭의 성장이 기대된다
- 53 -
참 고 문 헌
1 Oleg A Popov ldquoHigh Density Plasma Sourcesrdquo NOYES Publications(1995)
전자기술연구회 초음파 응용 기문사2 ldquo ( 1997)
임준섭외 명3 4 ldquoImprovement in Surface Hardness of Plastic Surface Mirrorrdquo
Korea-Russia Symposium(1998)
4 Lan G Brown ldquoThe Physics and Technology of Ion Sourcerdquo John Wiley amp
Sons(1989)
이규환 외 명 진공증착법으로 제조된 박막의 밀착성에 관한연구 한국5 4 ldquo AI-Cr rdquo
표면공학회지 VoI27No1Feb(1994)
한성남 외 명6 4 ldquoImproving Wettability of Polycarbonate and adhesion with
aluminum by Ar+ ion irradiationrdquo JMaterial Res Vol9 Sep(1995)
한성남외 명 표면에 아르곤 조사와 친수성증대7 4 ldquoPolymethylmethacrylate rdquo The
Korean Physical Society Vol8No2 Mar pp193~198(1995)
인하대 광기술교육센터 광학시스템의 설계 및 평가 인하대 광기술교육센터8 ldquo rdquo
(1999)
임준섭외 명9 5 ldquoEffect of Ion Beam Assisted Cleaning on Adhesion of AI to
Polymer Substrate of PC and PMMArdquo Asian Finish lsquo98(1998)
10 CJ Brinker and GW Scherrer ldquoSol-Gel Science The Physics and
Chemistry of Sol-Gel ProcessingrdquoAcademic Press NY(1990)
아주공업 주 표면처리 기술을 이용한 자동차용 후사경 개발 산업자11 ( )rdquoPlasma rdquo
원부 최종보고서(2000)
고성진외 명 자동차용 플라스틱 미러와 그 제조방법 아주공업 주12 2 rdquo rdquo ( )(2002)
아주공업 주 플라즈마 기술을 이용한 오토바이 헬멧용 무적쉴드개발 중소기13 ( ) ldquo rdquo
업청 최종보고서(2002)
박원규 졸겔법의 응용과 제품 명현문화사14 rdquo rdquo (1999)
홍진후 경화코팅 조선대학교 출판부15 rdquoUV rdquo (2002)
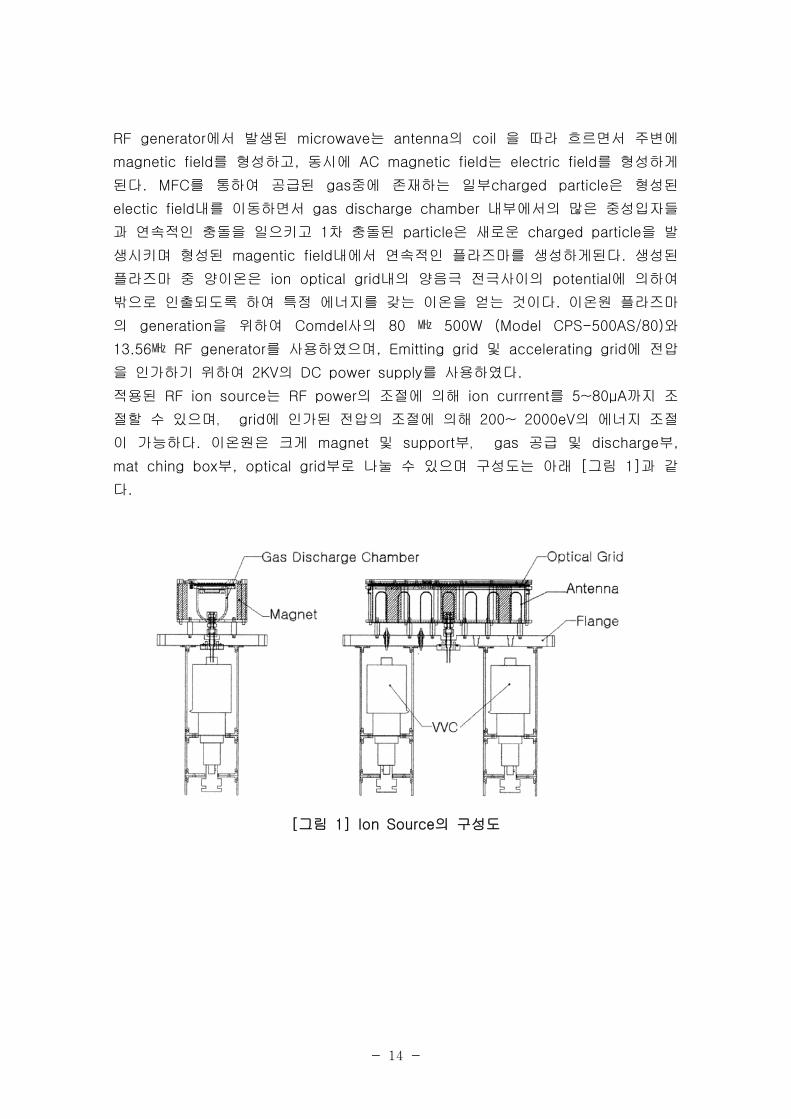
- 14 -
에서 발생된 는 의 을 따라 흐르면서 주변에RF generator microwave antenna coil
를 형성하고 동시에 는 를 형성하게magnetic field AC magnetic field electric field
된다 를 통하여 공급된 중에 존재하는 일부 은 형성된 MFC gas charged particle
내를 이동하면서 내부에서의 많은 중성입자들electic field gas discharge chamber
과 연속적인 충돌을 일으키고 차 충돌된 은 새로운 을 발1 particle charged particle
생시키며 형성된 내에서 연속적인 플라즈마를 생성하게된다 생성된magentic field
플라즈마 중 양이온은 ion optical 내의 양음극 전극사이의 에 의하여grid potential
밖으로 인출되도록 하여 특정 에너지를 갖는 이온을 얻는 것이다 이온원 플라즈마
의 을 위하여 사의 와generation Comdel 80 500W (Model CPS-500AS80)
를 사용하였으며 및 에 전압1356 RF generator Emitting grid accelerating grid
을 인가하기 위하여 의 를 사용하였다2KV DC power supply
적용된 는 의 조절에 의해 를 까지 조RF ion source RF power ion currrent 5~80 Aμ
절할 수 있으며 에 인가된 전압의 조절에 의해 의 에너지 조절grid 200~ 2000eV
이 가능하다 이온원은 크게 및 부 공급 및 부 magnet support gas discharge
부 부로 나눌 수 있으며 구성도는 아래 그림 과 같mat ching box optical grid [ 1]
다
그림 의 구성도[ 1] Ion Source
- 15 -
가 Magnet Array
의 설치목적은 전자의 나선형 운동을 유도함으로써 평균자유경로를Magnet array
길게하는데 있다 전자의 을 증가시켜 연속적인 플라즈마를 발생시키는 것 life time
이다 이온원에는 크기 인 를 사용하여 플라즈마의 20times30times10t 20times30times35t SmCo5
고온분위기에서도 자성을 쉽게 잃지 않으며 각각 개로 구성되어 개의 을 28 4 6 pile
이루고 있다 에의한 이온원의 자력분포는 그림 과 같다 Magnet array [ 2] Magnet
지지부는 강자성물질중의 하나인 순철이며 의 상하 주 quartz discharge chamber
변에는 판형을 이루고 있으며 부에 열전도계수가 높은 를 사용 flange Copper Rod
하여 플라즈마에 의해 발생된 열이 쉽게 방출되는 구조를 갖고 있다
그림[ 2] Ion Source Magnet Array(2times3)
나 Matching Box
의 고주파를 사용하는 는 의 출력Radio frequency linear ion source RF power
값에 상응하는 부의 값의impedance plasma discharge load impedance matching
여부가 의 특성을 크게 좌우하게된다 의 출력이Ion beam current RF generator
까지 모두 전달되어 효율적인 플라즈마를 발생시키기 위해서는antenna discharge
부의 가 가능한 적어 를 최소화되어야 바람직하나impedance reflecting power
값은 량 및 상태 주변환경 등의 변화에 매load impenance gas insulator ground
우 민감하게 반응하고 고주파의 노출시 각종전자장치 및 인체에 치명적일 수 있어
고주파의 에 각별한 주의를 필요로한다 의 값은 약shield antenna inductance 19 X
10-8 이며 사의H Jennings VVC(Vacuum Variable Capacitor 7 ~ 500 pF 5KV)μ
를 사용하여 값을 조절하였다capacitance
- 16 -
그림 의 전기회로 개략도[ 3] Matching Box
다 Ion Optical Grid
는 내부의 중 만을 인출Ion beam optical grid gas discharge chamber plasma +ion
시키는 역할을 한다 아래 그림 에서 와 사이에 [ 4] emitting grid accelerating grid
높은 을 인가하여 을 인출하고 외부에는 로써potential +ion decelerating grid
가 있어 외부의 및 의 유입을 방지하는 기능을 하ground electron charged particle
고 있다
그림 의 개략도[ 4] Ion Optical Grid
되는 은 사이의 차이 만큼의 에너지Emitting ion emitting-accelerating gird potential
를 갖게되며 작동시 의 인가전압을 조절함으로써 의 에너지를 조절emitting grid Ion
할 수 있도록 되어있다
- 17 -
그림 에서의 변화[ 5] Optical Grid Potential
각 는 의 일정한 간격을 유지하고 있으며 플라즈마 발생시 온도grid 08 ~ 12
에 의한 변형을 막기 위해 선팽창계수가 낮은 박판 소재를 사용하고 있titanium (1t)
다 본 과제어 적용된 는 아래 그림 과 같다 RF ion source [ 6]
그림[ 6] RF Ion Source
이온원의 특성2
가 의 조절성 Ion Current
의 특성은 개구부의 단면적이 인 에RF linear ion source 1 faraday cup DC
의 전압을 인가한 후 이온 전류를 측정하였다 그림 는27V [ 7] Ion source RF
의 조절에 의하여 의 가 조절되며 에power ion beam current density emitting grid
인가전압을 조절함으로써 의 를 조절할 수 있도록 되어 있다 Ion Beam energy Ar
O2 의 유량 는 인 조건에서 측정된gas 15sccm ion beam energy 1KeV ion beam
의 값은 그림 에 나타내었다current [ 8]
- 18 -
그림 및 측정[ 7] Faraday Cup Ion Current
그림 에 따른[ 8] RF Power Ion Current Density
그림 에서 알 수 있듯이 원자량 또는 분자량이 클수록 같은 에서 이[ 8] RF power
온 전류가 많이 생성되는 것을 알 수 있다 이는 질량이 무거울수록 미분산란 단면
적이 증가하여 이온화가 잘 되기 때문이며 는 공급을 Ion current density RF power
로 증가시킴에 따라 까지의 범위에서 비교적 선형적으로10~130W 5 ~ 38 Aμ
증가됨을 알수 있다 의 조절성 확보와 Ion beam current 5times10-4 ~ 3times10-5 의torr
넓은 작동영역은 플라스틱 표면처리의 다양한 적용을 가능하게 하였다
- 19 -
나 의 Ion Beam Uniformity
플라스틱 모재의 표면개질 및 에 사용된 는 대면cleaning linear ion beam source
적 기판의 표면처리에 있어서 의 균일성 확보는 필수적이라 할 수 있다ion beam
더욱이 플라스틱의 경우 친수성 증대를 위한 량의 적정영역 폭은 상대적ion dose
으로 광범위하지 않아 균일성이 낮을 시는 대면적 시료를 일괄처리할 수 없어 후공
정인 반사막 및 다층막의 부분적 박리 및 을 유발할 수 있다crack
와의 거리가 인 지점에서Optical grid 400 Ar 20 sccm RF 60W ion beam
는 각각 이고 진공도energy 05 1KeV 8x10-5 에서 측정된 의torr ion beam current
분포를 그림 에 나타내었다 의 는 로 시료크기[ 9] Ion Beam uniformity 82 500
이상의 대면적에서 사용가능하다고 할 수 있다
그림[ 9] Linear Ion Beam Profile
제 절 고진공 금속증착2
증착막의 균일성1 (uniformity)
본 개발에 사용된 의 은 수많은 전자의 충돌에의해 증Electron-Beam Gun crucible
착물이 되는 시발점이며 종종 점증발원으로 이상화되어 수학적으로 해evaporation
석되고 있다 이 때 증발된 물질은 불균일하게 방사형으로 퍼져 나가기 때문에 평
면 모재에 균일한 박막을 증착하기는 그리 쉽지않다 증발된 물질은 일반적으로
COS2의 법칙을 만족하여 증발된다고 알려져 있으며 이에 대한 대책으로 안경렌즈
등 광학 코팅업체에서는 형의 기판 를 설치하여 회전시키고 고정 를dome jig mask
제작하여 균일성을 확보하고 있다 그러나 본 과제와 같이 대면적 평판의 경우 장
단의 차가 매우 커서 회전방식을 이용할 경우 공간의 효율적 활용이 어렵고 증착물
의 소모가 너무 많은 단점이 있어 기판의 평행이송과 고정 를 복합적용하여mask
증착박막의 균일성을 확보코자 하였다
- 20 -
가 이론적 두께 분포
증발원의 형상 및 기판의 상대위치에 따른 박막의 두께분포는 수식에 의해 계산이
가능하며 점증발원에서 높은 거리에 있는 평면상의 중심 에서 만큼 떨어져 있 0 X
는 점에서의 막두께 는 기하학적 가정과 해석을 통해 다음과 같이 구할 수 있다t
그림[ 10]
m 증발량 h 증발원과 기판과의 수직거리
p 증착물질의 밀도 x 기판의 중심에서 측정하고자하는 미소평면과의 거리
그림 점증발원의 기하학적해석[ 10]
아래의 그림 은 점증발원 및 미소평면증발원인 경우 각각 평면기판상에 증착된[ 11]
막의 두께 분포를 수식에 의해 구한 결과이다
그림 수식에 의한 증착막의 두께분포[ 11] (H Macleod)
- 21 -
축은 중심에서의 두께에 대한 비를 나타내며 축은 점에서 측정하고자 하는 미Y X 0
소평면까지의 거리 와 증발원과 기판사이의 거리 에 대한 비를 나타내고 있다 중X h
심부에서 최대의 두께를 나타내며 가 인 부터는 급격한 변화가 있으나 연속 Xh 03
적으로 감소함을 알 수 있다
제 절 플라스틱 특성평가3
광흡수율1
가 의 구비조건 Spectrophotometer
파장범위는 를 측정할 수 있어야 한다1) 340 ~ 780nm
측정 파장 간격은 이하로하고 분광측정기의 사출 슬릿에서 나오는 방사2) 10nm
속의 유효 파장폭은 이하로 한다10nm
측광방식은 기준물체로 부터의 투과 광속 또는 반사광속의 비교 측정에 의한 것3)
으로 하고 측과의 정확성은 측광 범위 최대 눈금의 이내로 하고 반복 정밀도 1
는 이내로 한다05
분광측정기 파장눈금의 치우침은 분광 측광기의 투과 파장대에 대한 최대 강도4)
의 파장으로부터 이내로 한다1nm
나 측정방법
투과율 측정방법 시료면의 법선방향에서 분광 측정기의 사출 슬릿에서 나오는1)
평행에 가까운 광선속을 입사시켜서 그 투과광의 방향에서 간격의 파장에 10nm
대해 분광 투과율을 측정한다 기준 물체는 광로 중에 시료를 삽입하지 않는 경우
의 공기층으로서 그 분광투과율을 로한다1
반사율 측정방법 시료의 면에 대해서 법선에 대한 각도가 도를 초과하지 않2) 15
는 입사각으로서 분광 측정기의 사출 슬릿에서 나오는 평행에 가까운 광선속을 입
사시켜서 간격의 파장에 대해서 분광반사율을 측정한다 기준 물체로서는 절10nm
대 반사율 측정법에 따라 표준 거울면 반사체를 사용한다
- 22 -
흡수율 계산 금속박막의 광흡수율 은 전체 입사광 에서3) (A) 100 visual range
에서의 평균투과율(Tav 과 평균반사율) (Rav 의 을 뺀 광량을 다음식에서 구할 수 있)
다
광흡수율(A) = 100-(Tav+Rav)
다 평가시 주의사항
측정시 온도와 습도를 기록한다o Spectrophotometer
의 램프는 적어도 시험 분전에 켜 놓는다o Spectrophotometer 5
측정시 주변의 진동이 없도록한다o Spectrophotometer
표준 반사 시편은 주기적으로 평가하고 기록하여 보정계수를 수정한다o
내마모성2 (ASTM D1044)-TaberHaze Test
가 시험개요
이 시험 방법은 를 사용하여 시료표면에 를 발생시킨 후 광투Taber abraser haze
과율에 의한 값의 변화를 측정함으로써 표면의 내마모성을 평가하는 방법으haze
로 값이 클수록 내마모성이 나쁘고 작을수록 내마모성이 높다고 할 수 Haze()
있다
그림[ 12] Taber Abrasion Tester
- 23 -
나 시험방법
시료의 준비1)
시험할 시료는 깨끗하고 원형 혹은 사각으로 지름 이상 크기의 투명판상부재80
여야하며 두께는 이하가 바람직하다 시료의 중앙에는 홀가공되어 12 Taber
에 장착이 가능해야 한다Abraser
에의한 마모2) Taber Abraser
는 시편을 회전시키는 회전판과 회전하는 시편 표면에 접촉하여 표Taber Abraser
면을 마모시키는 두 개의 마모윤으로 이루어져 있다 시편을 회전판 위에 고정시킨
후 일정한 무게 를 갖는 마모윤을 시편 위에 올려놓아 하중을 가한 상태에서(500g)
마모윤과 시편을 동시에 회전시켜 표면을 마모시키는 장치로 하중 및 회전 cycle
은 시료에 따라 적용을 달리한다 시험환경은 온도 상대습도 23 plusmn 2 50 plusmn 5
이어야 하며 마모윤은 마다 교환해서 사용한다 100 cycle
측정3) Haze Valve
로 마모된 시편은 로 혼탁도 를 측정하여 내마모Taber Abraser Hazemeter (Haze)
성을 평가한다 는 투명판의 를 측정하는 장치로서 여기서 Hazemeter Haze Haze
란 시편이 얼마나 깨끗한가에 대한 척도이며 투명판에 빛을 비추었을 때 투명판을
투과하는 빛 중에서 입사광으로부터 보다 큰 각도로 벗어나는 빛의 백분율을25deg
뜻한다 한 시편 당 개 이상의 측정 점에서의 평균값을 구하고 마모 전에 측정 4
된 값과의 차 를 구한다haze Haze()
접착력3 (ASTM D3359)
코팅층의 접착력 평가를 위한 다양한 방법이 개발되고 있으나 대부분 금속 유리 등
무기소재가 주를 이루고 있으며 플라스틱과 같은 유기물과 코팅층과의 접착력을
정량적으로 평가하기에는 다소 한계가 있는 실정이다 일반적으로 가장 광범위하게
간단히 적용되는 방법은 이며 최근에는 임계하중값을 이용Cross-Cut-Tape-Test
하는 방법도 적용되고 있다scratch-test
가 Tape-Test 접착테이프 접착력시험법으로 그림 과 같이 칼로 간격으 [ 13] 1
로 개의 선을 직교하도록 긋고 접착테이프 사의 를 사용하여11 (3M 610)
한 코팅층 위에 밀착시킨 후 순간적으로 도 방향 테이프를 떼어 초cross-cut (45 )
기의 정사각형 수 개 와 시편에 잔존하는 코팅층의 정사각형 수를 비교함으로(100 )
써 부착력을 정량적으로 표현하는 방법이다 신뢰성 측면에서 곳이상에서 각 회 3 5
이상 실시 할 수 있다
- 24 -
그림[ 13] Cross-Cut Tape Test
나 Scratch Test 그림 과 같이 다이아몬드 팁이 달린 로 기 [ 14] Nano-indenter
판의 표면에 위치한 후 수직방향의 힘을 선형적으로 증가시키면서 동시에 수평방
향으로 기판을 등속으로 이송하여 표면의 긁힘 자국을 관찰한다 밀착력은 수평방
향의 전체 이송길이 에 대응하는 임계길이 에서의 임계하중을 간단한 비례식으로L
계산하여 밀착력 을 계산한다(N)
그림 스크레치 테스크 개념도[ 14]
표면경도4 (ASTM D3363)
가 개 요
플라스틱 코팅층의 표면경도는 경도값을 알고 있는 연필심을 이용하여 소재의 표면
경도를 평가하는 방법이다 분위기 온도범위와 습도 의 상 23 degC plusmn 2degC 50plusmn 5
대습도에서 시험한다
연필경도 단계는 다음과 같다
- 25 -
6B-5B-3B-2B-B-HB-F-H-2H-3H-4H-5H-6H-7H-8H
(Softer) (Harder)
나 시험 및 평가방법
경도를 알고있는 연필의 심 길이를 로하고 끝단을 심방향과 직각이도록1) 5~6
로 깍아 단면이 동심원이 되도록 준비한다 기계식 연필깍기 사포 등 사용90deg ( )
측정하려는 시편을 단단하고 수명한 면 위에 올려놓는다2)
준비된 연필을 시편면과 과가 되도록 올려 놓고 단단히 연필홀더에 고정시킨3) 45deg
다
연필심에 일정한 압력이 전달되도록 균일한 힘을 가하면서 균일한 속도로4) 65
이상을 전진시킨다
상기 번을 회 반복한다 확보된 다섯개의 경로선을 관찰하여 코팅층의5) 1234 3
긁힘여부를 확인한다
세개의 선 중 긁힘이 발생한 선이 있으면 아랫 등급의 연필을 사용하여 상기6)
를 반복한다12345
세개의 연필경로선 모두에서 긁힘 발생이 없으면 사용한 연필의 경도를 코팅층7)
의 표면경도로 기록한다
다 주의사항
시험전 시편의 표면에 오일 콤파운드 등을 제거하여 시험중 미끄럼발생이 없도
록 한다
시험중 연필심의 에지부에 크랙 파손이 발생할시에는 재가공후 시험한다
- 26 -
표면친수성 에너지5 ( )
플라스틱 모재의 향상을 위한 연구에 있어서 표면 특성의 정량적인 평가wettability
가 수행되어야 하며 직접적인 실험에 의한 향상정도를 확인할 수 있어야 한다 표
면 특성의 정량적인 평가로서 본 과제에서는 액체의 접촉각을 측정하여 표면에너지
를 구함으로써 향상정도를 비교할 수 있었으며 에 의해 향상됨cross-cut tape test
을 파악할 수 있었다 일반적으로 고체표면의 에너지는 표면의 형상조도에 의해 좌
우되는 와 극성작용기에 의한 의 합으로 계산된다dispersion force polar force
고체표면의 와 를 구하기 위해서는 물성을 알고있는 두dispersion force polar force
극성용액의 고체표면과의 을 측정함으로써 다음과 같이 간단히 계산wetting angle
할 수 있다
Wetting angle120563120574s
d Dispersion force of Solid120574ld Dispersion force of Liquid
120574sp Polar force of Solid
120574lp Polar force of Liquid
일반적으로 사용되는 극성용액은 차증류수와 용액을 사용하며 각 용액3 formamide
의 물성은 아래 표 과 같다[ 1]
표 극성용액의 물성[ 1]
각 용액의 을 측정하고 용액의 기지의 상수를 활용하여 상기식을 이wetting angle
용한 두방정식의 연립을 통하여 고체의 표면에너지를 계산하는 것이다 본 과제에
서는 의 에너지 및 량에 따라 고분자 및 하드코팅표면의ion beam dose wetting
을 측정하고 상기 식에 적용하여 표면에너지를 구할 수 있었으며 박막 증착angle
후 를 통하여 접착력의 향상을 확인할 수 있다cross-cut tape test
- 27 -
제 장 플라스틱 반투과반사 윈도우 코팅공정개발3
제 절 플라즈마 이온원에의한 표면처리1
산업전반에 걸쳐 광범위하게 사용되고 있는 플라스틱은 경량성 및 높은 생산성으로
인해 그 활용 폭을 점차 넓혀가고 있으나 플라스틱의 열에너지chemical reaction
에 의한 표면거칠기 열변형 무기물과의 접착력 등의 특성은 플라carbonization
스틱의 활용에 한계가 되고 있으며 이러한 문제를 해결하려는 연구개발이 다양한
분야에서 활발하게 진행되고 있다 특히 glow discharge electron beam arc
등의 방법으로 플라스틱 표면의 특성을 개선하기 위discharge corona discharge
한 연구가 이루어지고 있으며 일부 연구결과는 산업현장에서 적용되어 핵심공정으
로 자리를 잡고있다 본 과제에서는 에너지를 갖는 조사에 의한 고분자 ion beam
표면의 친수성을 높이고 표면에너지의 향상을 통하여 금속 무기물과의 를wettability
증진코자 하였다 수백 에서 수 의 에너지를 갖는 을 사용한 것과 KeV MeV ion beam
는 달리 내외의 에너지를 갖는 을 사용함으로써 플라스틱 표면의1KeV ion beam
큰 손상없이 만을 증진시켜 무기물과 고분자의 접착력이 혁신적으로 개wettabiIity
선되는 결과를 나타냈다
플라스틱 모재에 플라즈마 을 조사하여 의 량 변화에 따른ion beam ion beam dose
극성용액의 을 측정하였다 그림 는 의 에너지를wetting angle [ 15] ion beam 1
로 일정하게하고KeV O2와 이온 빔의 이온선량을Ar 1times1014 에서 1times1017 ion
의 범위로 변화시키며 조사하였을 때 증류수의 접촉각 변화를 나타낸 것이다
그림[ 15] Water Wetting Angle(lon Beam Energy 1KeV)
- 28 -
기판의 증류수에 대한 접촉각 측정은 플라즈마 이온빔 처리된 모재의 표면에 증류
수 를 각각 군데 떨어뜨린 후002 3 contact anglometer (Goniometer Model
를 사용하여 을 측정한 후 평균값을 취하였다G-1 ELMA Inc) wetting angle
플라스틱표면에 플라즈마 처리안된 시료의 증류수에 대한 접촉각은 였으며 플92deg
라즈마 표면 개질된 모재의 은 정도wetting angle 30deg (1times1017 로 떨어짐을ions )
확인할 수 있었다 표면에너지값을 구하기 위하여 포름아미드 용액의 접촉각을 같
은 방법으로 측정하였다 그림 이온선량이 증가하면서 접촉각이 조금씩 감소하[ 16]
는 경향은 증류수 접촉각 실험과 같은 경향을 보이고 있다
그림 포름아미드[ 16] Wetting Angle(Ion Beam Energy 1Kev)
물과 포름아미드 극성용액의 측정된 접촉각을 이용하여 플라스틱 모재의 표면에너
지를 구할 수 있었다 그림[ 17]
그림 이온선량에 따른[ 17] Surface Energy
- 29 -
표면거칠기에 큰 영향을 받는 의 경우 이온선량이 증가함에 따라dispersion force
대체적으로 완만한 변화를 보이고 있으나 의 경우 이온선량이 증가함에 polar force
따라 지속적으로 급격히 증가하여 이온선량이 1times1015 Ar+ 에서는ions 40 ergs
까지 도달하였으며 이온선량이 1times10 17 Ar+ 에 이르러서는 의ions 64 ergs
표면에너지까지 증가하여 초기의 보다는 배이상이 증가함을 알 수 있었30 ergs
다 이와 같은 변화는 이온 빔의 조사로 인하여 플라스틱 기판 표면에 free radical
이 생성되고 의 형성으로 설명되고 있다hydrophilic group
한편 의 에너지 변화에 따른 플라스틱의 표면에너지 변화를 알아보기 위 ion beam
하여 이온선량을 8x1016 Ar+ 로 일정하게 하고 의 에너지를ions ion beam
까지 일정하게 증가시키면서 물과의 접촉각을 측정하였다 그림1500eV [ 18]
그림 에 따른 물과의 접촉각 변화[ 18] Ion Beam Energy
플라스틱 종류별 차이는 있으나 대체로 내외였으며 이상에서는 점차40deg 1500eV
로 다시 증가하는 것을 보여주었다 으로 표면처리시 의 보다는 Ion beam ion energy
의 량에 지배를 받는 것으로 파악되었으며ion dose Ar+만의 조사보다는 02 분위기
에서의 Ar+ 조사시 효과가 높았으나 진공도가 낮아지는 점과 이 불안정하ion beam
다는 단점이 있어 Ar+ 만의 조사가 생산적용시에는 유리하다고 판단된다
- 30 -
제 절 하드코팅공정연구2
전처리 공정1
플라스틱 표면 상에 흡착 부착된 오일 미세먼지 지문 등 다양한 오염물은 하드코
팅 후 코팅층의 박리 핀홀 표면 얼룩 등의 다양한 불량을 초래할 수 있어 coating
액의 도포공정에 앞서 필수적으로 세정공정을 수행해야한다 본 과제에서는 초음파
세척방법을 전처리공정에 적용하여 하드코팅공정 연구를 수행하였다 그림 는 [ 19]
본 연구에 사용된 세척장치로써 세정액이 담긴 세정조 차 및 차 수세조와 탕세 1 2
조로 구성되어 있다
그림 초음파 세척 장치[ 19]
본 과제에서는 초음파를 기본적으로 사용하고 플라스틱 소재의 성형방법에 따라
표면특성 및 오염된 표면 이물질이 달라 각각 다른 공정 방법을 적용하였다
가 사출 및 압출 성형된 모재
대부분의 플라스틱 기판은 알카리 세제를 사용한 전처리공정으로 깨끗한 기판을 얻
을 수 있었으며 처리 후 부착력이 우수한 코팅층을 얻을 수 있었다 hard coating
세척순서는 아래와 같다
알카리 세제 수용액에 초음파 세척 분(1) 5 50~60 times 10
흐르는 수도물에 수세 대략 초(2) 10
증류수에 초음파 수세 분(3) 50~60 times 10
증류수에 탕세(4) 4 s 60~70
- 31 -
건조 분(5) 70 times 60
보관 에 보관(6) SUS box
나 성형된 모재 Casting
성형시 필수적으로 포함되는 모재의 이형성분을 제거하기위한 최적공정을Casting
파악하기 위해 세제의 농도 및 처리시간에 따른 실험을 수행하였다 실험은 1~
의 알카리 세제로 각각 분으로 나누어 초음파 처리하고 의 으10 5 10 30 50 IPA
로 분 범위내에서 시간을 달리하여 초음파 세척한 후 코팅제로3~10 A-104 hard
을 하였다 다음은 세척공정 순서이다coating
알카리 세제 수용액에 초음파 세척 분(1) 5 50~60 times 10
흐르는 수도물에 수세 대략 초(2) 10
수용액에 초음파 세척 분(3) 20~50 IPA 30~40 times 7~8
증류수에 초음파 수세 분(4) 50~60 times 10
증류수에 탕세(5) 4 s 60~70
건조 분(6) 70 times 60
보관 에 보관(7) SUS box
시편의 평가는 육안에 의한 얼룩의 유무확인과 에 의한 부착력cross-cut tape test
으로 판단하였다 알카리 세제와 농도가 각각 와 미만일 때는 오염 물질 IPA 5 50
이 완전히 제거되지 않아서 코팅막에 약간의 얼룩이 관찰되었으며 의 알카리 5
세제로 분 분간 초음파 세척과 분간 초음파 세척공정시에5 ~10 7 IPA hard coating
의 부착력이 우수하였고 코팅막에 얼룩도 발생하지 않았다
표 는 알카리세제와 수용액으로 세척된 기판위에[ 2] IPA PMMA casting hard
막을 형성시킨 후 코팅층의 부착력을 시험한 결과이다coating
표 기판에 대한 세척 코팅 접착력[ 2] PMMA Casting +
- 32 -
공정2 Dipping
하드코팅공정에 있어서 도포공정은 다양한 방법이 개발되어 있으며 본 과제에서는
두께조절성 액의 소모성 등을 고려해 디핑방식을 적용하였다 공정의 Dip-coating
개략적 방법은 다음과 같다
플라스틱 모재는 함수율이 높아 코팅전 모재건조를 실시한다(1)
플라스틱 모재에 묻어있는 먼지를 안에서 제전건으로 완벽히 제거(2) clean room
한 후 의 에 수직으로 고정시킨다dip-coater jig
시편을 코팅액이 담겨져 있는 코팅조에 일정한 속도로 하고 초간 유(3) dipping 10
지시킨다
의 인상속도를 조절 한 후 시편을 일정 속도로 인상한(4) Dip-coater (2~6 sec)
다
이 때 인상속도를 조절하여 코팅층의 두께를 조절할 수 있다 딥코팅시 분위기 습
도를 이하 온도 상온 코팅액 온도를 로 유지하여 액의 경시변RH 50 18 ~ 20
화를 최소화 해야한다 플라스틱렌즈 및 보안경 등 공정을 요하는 업 hard coating
체에서는 정도의 청정실에서 하드코팅을 실시하고 미만의 상대습class 1000 50
도 조건을 유지함으로써 대기 중의 먼지 부유물등에의한 오염을 최소화하고 있으
며 날씨변화에 따른 분위기 환경을 일정하게 유지하고 있다
코팅 분위기 조건의 변화는 경화 후 막에 에 의한hard coating particle pin-hole
과 현상 등을 일으킬 수 있으며 양질의 우수한 코팅막을 얻기가 힘들다 본hazing
연구에서는 인 의 을 설치하여 하class 1000 conventional air flow type clean room
드코팅공정을 실시하였다
그림 내부 사진[ 20]Clean room
- 33 -
내부에는 제전건 기 클린 오븐 광경화기 초음파세척장Clean room dip-coating
치 등의 설비를 구비하여 경화형 처리가 일괄적으로 처리됨으로써UV hard coating
우수한 물성의 하드코팅막을 얻을 수 있었다 그림 은 내부의 사 [ 20] clean room
진이며 작업시 내부온도는 습도는 이하를 유지하 hard coating 18~20 40RH
였다
전도체인 금속과 달리 플라스틱은 절연물질로 전기전하의 이동을 허용치 않아 마찰
등에 의하여 쉽게 정전기장을 형성하여 정전기장 내에 놓여있는 반대 극성을 갖는
입자를 끌어들이게 된다 이러한 입자를 제거하기 위해서는 플라스틱 표면 및 입자
의 극성을 중성으로 바꾸어 줌으로써 간단히 해결할 수 있다 본 과제에서는
공정 전에 공기를 이온화시켜 대량의 양 음이온을 발생시키는 장치인dipping
을 사용하여 을 제거할 수 있었으며 이물에의한 코팅층의Anti-Static-Gun particle
불량을 줄일 수 있었다
본 과제의 딥방식은 인상방식과 장치의 정밀성이 코팅특성을 좌우한다고 할 수 있
다 본 과제에 적요된 딥인상은 에의한 조의 인상 하강 방식으로 air-hydro type ㆍ
정숙성이 높은 방식이다
그림 장치 유공압[ 21] Dip-coating ( type)
- 34 -
실린더의 제어는 유공압 방식을 사용하였으며 이는 압축공기를 이용하여 유압실린
더를 제어하는 방식으로 공기의 압축성으로 인한 문제점을 개선한 것이다 즉 공기
압을 사용하면서 유압유니트와 같이 작동개시 때나 부하변동시에 접속구동이 가능
하고 저속 구동시 현상을 방지할 수 있는 유압실린더의 장점을 활용한 것 stick slip
이다 일반적으로 유공압은 실린더의 정밀정속구동 중간정지 이속제어나 로터리형
액츄에이터의 완속구동 등에도 많이 적용되고 있다 그림 은 본 실험에 사용한 [ 21]
유공압 방식의 장치로써 실린더와dip-coating air hydro type convertor coating
조 냉각 및 시스템 용량 사용 line filtering (chemical pump (10 min) 15 filter )ℓ
등으로 구성되어 있다
경화공정3
플라스틱 기판위에 경화형 액을 딥방식에의한 도포 후 에UV hard coating 50~70
서 분동안 시키고 램프 에의한 를 조사시키면3~5 pre-heating UV (200~400nm) UV
표면경도 및 내마모성이 우수한 막이 형성된다 표 에서는 본 연구에 사coating [ 3]
용되어진 코팅제 종류 및 경화조건을 나타내었다
표 코팅제 종류 및 경화 조건[ 3]
Maker Grade 용 도 경 화 조 건
사 국내L ( ) A-104GN 겸용PC amp PMMA파장UV lamp (250~360nm)
에너지UV 65~90mjcm2
사 국내H ( ) 0-299 용PMMA파장UV lamp (250~360nm)
에너지UV 60~85mjcm2
사 국외E ( ) C-220 겸용PC amp PMMAUV lamp 300Winch
이송속도 25ftmin
사 국외H ( ) B-8558 겸용PC amp PMMA파장UV lamp (250~360nm)
에너지UV 75mjcm2
본 과제의 광경화공정연구에 사용된 광경화기를 그림 에 나타내었으며 일반적[ 22]
인 광경화의 원리 및 메커니즘은 다음과 같다
가 경화원리 및 특징 UV
전자파 중 자외선 은 파장이 까지의 영역을 의미하고 있으나 경(UV) 10~400nm UV
화에 이용되는 파장범위는 대체로 이며 이 자외선이 화학작용에 유효200~400nm
한 것은 유기 화합물의 해리 분해반응을 일으킬 수 있는 강력한 에너지를 가지고
있기 때문이다
- 35 -
경화 메커니즘(1) UV
일반적으로 코팅제의 경화는 광개시제로부터 시작되는데 자외선이 갖는 에너지UV
에 의해 광개시제가 분해되어 라디칼 반응을 형성하여 반응을 유도할 수 있는 활성
체가 된다 이 활성체에 의하여 및 와 연쇄적으로 반응하여 망 monomer oligomer
상구조화된 고분자막이 형성되는 것이다
경화의 특징(2) UV
저온에서 경화가 가능하다 내열성이 좋지 않은 플라스틱 모재에도 고품질의(1)
막을 형성시킬 수 있다coating
경화속도가 빠르다 건조단위가 초단위로 설정되기 때문에 의 연속자동화가(2) line
가능하며 작업효율이 향상된다
예열시간이 짧아 신속한 작업이 가능하며 에너지가 절감된다(3)
운전관리가 간단하고 신뢰성이 높다(4)
그림[ 22] UV dryer
- 36 -
나 사 사양 UV dryer (EYE GRAPHICS model ECS-301G1)
종류 와 수은등(1) lamp metal halide
(2) lamp power 및 로 조절 가능 15KW 2KW 3KW
발광장(3) 250nm
반사판 집광형(4)
조사거리 으로 조절가능(5) 100 ~ 180
속도 으로 조절 가능(6) conveyer 08 ~ 8mmin
냉각 방식 공냉식(7)
제 절 고진공증착공정3
증착공정개발1
가 증착물질 및 증착조건
반투과반사 윈도우는 투과성과 반사성을 동시에 만족해야하며 일반적으로 금속박
막을 고진공증착함으로써 구현될 수 있다 이러한 금속박막은 진공영역에서 작업을
수행해야하며 스퍼터링과 증착이 주를 이루고 있다 그 중 스퍼터링 방법 e-beam
은 재현성이 우수하고 방식으로의 적용이 용이하다는 장점이 있으나in-line target
및 의 교체 초기조건설정 등이 용이하지 않아 본 과제에서는 다양한 재료cathode
를 코팅할 수 있는 을 적용하였다 유기물인 플라스틱상에 금속무기물e-beam type
의 접착력과 코팅후의 기계적 특성확보를 위해서는 다양한 증착공정 연구가 수행
되어야 한다 표 와 표 에 사용된 증착물의 물성과 증착조건을 각각 나타었 [ 4] [ 5]
다
표 주요 증착 물질의 물성표[ 4]
- 37 -
표 주요 증착물질의 증착조건[ 5]
나 측정값에 의한 증착막의 두께 분포
증착에 의한 증착막의 두께분포를 파악하기 위하여 크기의E-Beam 600 x500
위에 두께 의 증착속도 을 증착하였다 위치에 따른 증착glass 2500 AI ( 5 sec) Å Å
막의 두께를 측정하기 위하여 유리판 중앙부에서 바깥쪽으로 폭 간격 길이10 (
으로 등분하여 시편의 증착막두께를 으로 측정하였다 그림 계산30mm) 25 SEM [ 23]
에 의한 두께분포와 비교하였을 때 대체적인 경향은 비슷하지만 상대적으로 기울기
가 급함을 알 수 있다
그림 측정값에 의한 증착막의 두께분포[ 23]
두께측정시 사진에 의존한 측정이고 사용된 진공시스템은 이상화와는 거리가SEM
있어 약간의 차이가 발생되었다고 판단된다 측정된 값의 추세선을 구함으로써 고
정 의 제작시 로 활용할 수 있었으며 평행이송에 의한 균일성확보mask reference
연구에 참고데이터로 활용할 수 있었다
- 38 -
다 평행이송에 의한 균일성확보
기판의 평행이송과 고정 를 동시에 사용하여 두께가 균일한 박막을 제작하고mask
자 하였다 를 평행이송하여 동서방향의 균일성을 확보하고 이때 등두께를 기준 Jig
으로 동서방향을 등분하여 평면으로 이상화 해 구간내에서의 선의 형상을 두께13
기울기에 비례한 형상을 구현한 고정 를 제작하여 남북방향의 균일성을 확보하mask
고자 하였다 평행이송은 로 회전수를 inverter motor(LG -KMI400K1) 0~160rpm社
으로 조절하면서 이송하였으며 고정 는 기판이송방향의 직각방향에 대한 균일 mask
성만을 고려하여 설계제작하였다 그러나 에 의한 가림과 이송시 증착영역을 mask
벗어남으로 인해서 생기는 증착물 가 크다는 단점이 있었으며 고정 의 형loss mask
상은 증착물 증착율에 따라 다소 차이가 있어 여러 세트를 구비해야만 했다 수차
례 실험을 통해 증착물별 를 제작할 수 있었으며 평행이송속도를 증가시키고mask
왕복이송 횟수를 증가시킴으로써 이내의 균일성을 확보할 수 있었다10
시스템의 특성2 IBAD
가 증착시 온도의 변화
플라스틱 기판은 내열성이 낮아 열원에 장시간 노출되면 열변형과 함께 탄화되고
이 발생하여 박막물성에 악영향을 미칠 수 있으며 증착막과 비교하여out gassing
평균 수 십배 이상 선팽창계수가 높아 선팽창 차에 의한 박막의 과 박리를 일crack
으킬 수 있다 본 연구에서는 증착시 플라스틱에 미치는 분위기 온도의 영향을 파
악하고 적정 증착조건을 파악하기 위하여 금속 및 세라믹으로 나누어 증착시 분위
기온도 변화를 측정하였다
금속물의 시간에 따른 온도 변화(1)
은 분후 약 도정도 상승하여 시간에 따른 온도 변화가 거의 없었지만 은AI 10 3 Cr
약 도가 상승하여 급격한 상승을 보이고 있어 증착시 온도변화를 주목할 필요가12
있었다 더욱이 은 증착율이 높을수록 박막이 형태로 증착되어 반사율을 Cr granule
저하시키는 원인이 되었으며 막 자체에 도 많이 발생되었다 반투과반사 윈도crack
우 제작을 위한 금속박막 물질로는 보다는 이 온도측면에서 유리하다고 판단Cr AI
되었으며 아래의 그림 에 금속박막의 시간에 따른 온도의 변화를 비교하였다[ 24]
- 39 -
주) 증착률Al -10 sec EC-260~280Å
증착률Cr -10 sec EC-65 ~ 95Å
그림 금속박막의 시간에 따른 온도변화 비교[ 24]
세라믹의 시간에 따른 온도 변화(2)
세라믹은 금속과 달리 일반적으로 가 매우 높아 증착시 분위기온도melting point
상승이 매우 컸다 측정된 세라믹의 시간에 따른 온도의 변화는 그림 에 나타 [ 25]
내었다
주) SiO2 증착률 -10 sec EC-45 ~ 60Å
TiO2 증착률 -10 sec EC- 175Å
AI2O3 증착률 -10 sec EC-180~260Å
그림 세라믹박막의 시간에 따른 온도변화 비교[ 25]
- 40 -
그 중 SiO2 TiO2는 분 경과후 가량의 비교적 완만한 온도변화를 보이고 있10 10
으나 AI2O3는 가량의 급격한 온도상승을 보여 고증착율에서의 사용에는 한계30
가 있었다 실증착시에는 의 를 낮춤으로써 증착율 E-gun emission current 3~5 Å
내에서 증착하여 급격한 온도상승을 막을 수 있었다 AI2O3은 경도가 매우 높고 증
착시 조밀도가 높아 보호막으로 많이 사용되는 증착물이다 그러나 본 실험에서는
증착시 열발산이 특히 심하고 증착율을 낮추어도 온도가 급상승하여 증착시 crack
이 쉽게 발생하여 플라스틱 기판에는 부적합하다고 판단되었다
나 플라스틱의 Out gassing
기체방출 은 진공용기 속에서 사용하는 물질의 표면이나 내부에 흡착(out gassing)
되어 있던 분자들이 방출되는 현상을 의미하며 진공조의 압력상승 및 박막의 물성
에 큰 영향을 미치게 된다 또한 고진공 에서 배기시간을 증가시키고 최저 system
도달 압력을 결정짓는 직접적인 요인이 된다 표 는 주요 물질의 기체방출율을 [ 6]
나타낸 것이다
표 주요 물질의 기체방출율[ 6] (Pa m3sm2)
본 연구에서는 플라스틱 기판 장입 유무에 따라 의 영항에 의한 진공도out gassing
의 변화를 알아보기 위하여 진공조 내부에 기판 를 장입한PC (250times65times3 ) 10ea
후 진공도를 측정함으로써 장입전과 비교하여 변화가 있음을 알 수 있었으며 측정
된 값은 그림 에 나타내었다[ 26]
- 41 -
그림 플라스틱 기판 유 무에 따른 진공도 변화[ 26]
그림 의 결과에서 나타나듯이 플라스틱 기판의 장입시 배기속도가 다소 늦[ 26] (PC)
어짐을 알 수 있었으며 이는 플라스틱 모재가 함유한 수분 등의 에 의out gassing
한 차이로 보여진다 기체 방출률은 표면상태나 세척정도 등에 의해 크게 baking
좌우된다고 알려져있어 본 연구에서는 진공조 내부의 에 세심한 주의를 cleaning
기울였으며 함수율이 높은 플라스틱 기판의 세척공정과 함께 건조공정을 확립하고
을 설치하여 플라스틱 기판이 진공조에 머무는 시간을 최소화함load lock system
으로써 플라스틱 모재로 인한 을 최소화할 수 있었다 out gassing
- 42 -
제 장 시제품제작 및 특성분석4
제 절 상용제품의 특성분석1
본 과제의 반투과반사윈도우 개발을 위해서 일본 상용제품의 특성을 분석하였다
일본제품의 측정결과 상하부는 이며 층의 두게는SEM 147 121 m Top coatingμ
로 층보다는 다소 얇은 코팅층이였다 또한 금속박막층은106 m Base coating μ
으로 관찰이 용이하지 않으나 및 에 근거한 추정결과 내SEM RBS SEM data 20nm
외로 판단되었다 아래 그림 은 상용제품의 모재 상하면의 단면 사진이다 [ 27] SEM
그림 반투과반사 윈도우 상용제품의 사진 상 하단면[ 27] SEM ( )
그림 은 일본제품의 분석 결과이다 이온을 조사하였고 이 때[ 28] RBS He2+
는 였으며 고에너지에의한 플라스틱 표면의 손상을 줄이기beam energy 224MeV
위해 이온 량을 으로 낮게 설정하였다dose 80 C μ
그림 반투과반사 윈도우 상용제품의[ 28] RBS Spectrum
- 43 -
분석결과 표층에는 내외의 이 관찰되었으며 내부로 됨에 따라 유20nm AI etching
기물이 지속적으로 관찰되고 있음을 알 수 있다 그림 과는 달리 표면에 [ 27] top
층이 존재하지 않으며 표면에서는 층만이 존재함을 알 수 있다coating AI
제 절 플라즈마 표면처리2
플라스틱 반투과반사 윈도우 시제품제작을 위해 플라즈마 이온빔을 조사하여 플라
스틱 모재의 표면처리를 수행하였다 플라즈마는 의 고순도 의 999999 20 sccm
를 공급하면서 를 사용하여 발생시켰다 이 때 는Ar gas RF power RF Power 80W
였으며 는 로 설정하여 모재가 장착된 지그를 좌우 이송하 Ion Beam energy 1KeV
면서 표면처리공정을 수행하였다 는 Base Pressure 12times10-6 였으며torr Working
는Pressure 5x10-4 였다 조사시간은 로torr Ion Beam 120sec 5times1017 Ar+ ions
의 였다 그림 는 에의한 표면처리 후 표면의 상태를 보기위한dose [ 29] ion beam
사진이다 의 면적을 하였으며 곳을 측정하여 평균값을 취AFM 1 x 1 scanning 5
하였다 조사 전후 표면의 거칠기 는 에서 로 다소 증가하였으 Ion (Ra) 55 589Å Å
나 플라스틱의 표면에는 큰 손상을 주지는 않는 것으로 파악되었다
그림 표면개질전후의 사진[ 29] AFM
그림 은 표면처리후 플라스틱 모재 상에 증류수를 떨어트려 을[ 30] Wetting angle
측정한 결과이다 표면처리 전 의 이 로 크게 줄여 들어 722 deg Wetting angle 171 deg
표면친수성이 크게 향상되었음을 알 수 있다
- 44 -
그림[ 30] Wetting Angle Test
제 절 광경화에의한 하드코팅3
광경화 하드코팅공정1
반투과반사 윈도우로 사용되는 플라스틱 소재는 낮은 내열성과 표면경도로 인해 코
팅층의 내구성 높이는데 한계가 있어 유무기계 막을 형성시킴으로써 표hard coating
면경도나 내마모성 등의 기계적 특성을 크게 향상시켰으며 코팅후 소재의 내마모
성 표면경도에 대한 평가를 수행하였다 하드코팅 공정에 있어서 가장 유의해야할
사항 중 하나는 공기 중 무수히 존재하는 미세먼지 및 파티클에의한 코팅층의 오염
이라고 할 수 있다 코팅층에 포함된 파티클은 코팅액의 흐름과 두께불균일성을 발
생할 수 있으며 더욱이 투명제품의 파티클은 제품불량에 있어서 주요요인이라고
할 수 있다 미세 파티클은 세척공정에서부터 경화 후 포장공정에 까지 일관되게
제어되어야 하며 양압에의한 클린룸을 필요로 하고 있다 더욱이 도포 및 경화조건
은 온습도 매우 민감하여 클린룸에 의한 항온항습이 필수적이라고 할 수 있다 본
과제에서는 헤파필터에 의한 의 항온항습 클린룸에서 하드코팅공정을Class 1000
수행하였다
막의 두께 균일성을 파악하기 위하여 측정위치를 변화시키면서Hard coating SEM
에의한 두께를 측정하였다
가 측정 방법 인 플라스틱기판을 대략 정도 250 X65 X3(t) 150 dip-coating
하여 기판을 아래 그림 과 같이 크기로 등분 한 후[ 31] 65cmX25cm 5 (1) (2)
샘플을 로 절단하여 단면가공 후 으로 관찰하였다(3) 10 X 4 SEM
- 45 -
그림 시료의 크기 및 측정점[ 31]
나 측정 결과 시료의 각 위치에서의 코팅층 측정두께를 표 에 나타내었다 아 [ 7]
울러 단면 사진을 그림 에 나타내었다SEM [ 32]
표 막의 두께 측정 결과 사용[ 7] hard coating (SEM )
그림 층의 단면 사진[ 32] Hard coating SEM
시제품의 하드코팅층 물성평가2
플라스틱 반투과반사 윈도우용 소재는 표면경도 접착력 내마모성 등 waveness
다양한 물성들을 만족시켜야 한다 물성시험을 위한 시료는 상에 코 PMMA A-104
팅액을 속도로 인상하여 광경화공정을 통해 제작되었다2 s
- 46 -
가 내마모성
하드코팅된 소재의 내마모성은 를 사용하여 물성평가를 실시하였steel wool tester
다 은 를 사용하였으며 하중은 을 유지하였고 왕복회수는 Steel wool 0000 1kg 50
회로 설정하여 시험 후 각 시편의 스크레치 발생 정도를 비교분석함으로써 코팅층
을 평가할 수 있었다 그림 은 자체에서 설계 제작한 [ 33] steel wool scratch
의 사진이며 사양은 다음과 같다tester
기계규격 670 times 265 times 370①
로울러 지지축 운동규격 20 times 158 times 304 ( 120 )②
로울러 12 times 50③ empty회전축 모터와 연결축 11 ( )④ empty무게추 고정봉 5 times 80⑤ empty무게추 500g 2 ea 200g 4 ea 100g 4 ea⑥
밸런스 추 295g⑦
로울러축 지지대 20 times 24 times 62⑧
이동 정반 8 times 168 times 372⑨
시험품 고정판 40 84 times 150 ( 2 ea )⑩
가압 핸들 5 times40⑪
그림[ 33] Steel Wool Scratch Tester
나 표면경도
막은 내마모성과 표면경도에서 한계가 있는 플라스틱 표면특성을 향Hard coating
상시키기 위해 수행되었으며 딥방식에의한 도포와 에의한 광경화공정을 적용하 UV
였다
- 47 -
그림[ 34] Pencil Hardness Tester
딥 도포공정에서 인상속도를 로 유지하였다 표 는 플라스틱 모재 위에4 sec [ 8]
다양한 의 제를 사용하여 코팅한 실험 결과이며 표면연필경도는grade hard coating
로써 모재의 경도보다 단계 상승하였으며 코팅제로 막을4~5H 3~4 A-104 coating
형성시킨 경우 내스크레치성에서도 하중 하에서 으로 1kg steel wool 0000
막 위를 회 왕복하였을 때 막에 스크레치가 거의 발생하지 않았coating 50 coating
다
표 막에 대한 시험 결과[ 8] Hard coating (4 s)
- 48 -
제 절 고진공금속박막증착4
하드코팅막의 표면처리1
그림 플라즈마 표면처리된 하드코팅막의 사진[ 35] AFM
하드코팅막은 등 무기물을 다량 함유하고 있는 유무기의 혼합물질이다 고분silicon
자와는 달리 하드코팅막은 이온선량의 넓은 범위에 걸쳐서 증류수와의 접촉각이 매
우 낮았다
결과 막에 있어서는Water drop test hard coating 3times1015 ~ 4times1017 Ar+ ions
의 범위내의 량으로 증류수의 접촉각이 낮음을 알 수 있었다 증착막의 접ion dose
착력 향상정도를 확인하기 위하여 이온선량을 변화시키며 하드코팅층 표면에 dose
량에 따라 Ar+ 을 조사한 후 의 박막을 증착하여ion beam 100nm AI cross-cut
를 수행하였다 표tape test [ 9]
표 플라스틱 박막의 결과[ 9] HCAI Cross-cut tape test
하드코팅층의 에 의한 표면처리전 결과는 플라스틱에서처럼 모두 박리 되ion beam
었으나 의 량ion beam dose 5x1015 ~ 1x1017의 범위에서는 모두 접착력이 우수함
을 알 수 있었다 이는 하드코팅층위에 일부 무기질 재료가 포함되어 금속 박막과
의 친화성이 강하기 때문으로 판단되며 일반 고분자와는 달리 내열성이 매우 우수
하여 의 고에너지에서 수십분간의 조사에서도 표면에 탄화되는 경향이 없15 KeV
었다
- 49 -
미세금속박막증착2
플라스틱 반투과반사윈도우의 미세금속박막은 당사에서 보유하고 있는 고진공
시스템을 사용하여 증착하였다 그림 시스템을 구비하고 있IBAD [ 36] LoadLock
는 본 장비는 가 장착되어 있으며 모재의 평행이송과 를RF Plasma source Mask
사용하여 두께 균일성을 확보하였다
그림 증착 시스템[ 36] IBAD
반투과반사미러에 사용된 금속은 의 사의 을 사용하였다 당사에서9999 Cerac AI
보유하고 있는 4x10-6 진공도에서 을 사용하였다 증착시torr e-beam gun
는 증착율은 였으며 상하 좌우의 을 통Emission Current 280 5 sec Sweeping Å
해 균일한 증착율 유도하였다
그림 금속박막의 투과율[ 37] Spectrum
- 50 -
그림 금속박막의 전후면 반사[ 38] spectrum
사의 로 측정된 가시영역에서의 투과 반Hitachi U-2000 UV-Vis Spectrophotometer
사 을 그림 그림 에 나타내었다 각각의 투과반사율을 가시영spectrum [ 37] [ 38]
역에서의 평균값을 구한뒤 아래 표와 같이 흡수율을 구하였다 제작된 시제품의 흡[
수율은 였다248
표 금속증착막의 특성분석결과[ 10]
No 항 목 평 가 방 법 시 험 결 과
1 접 착 력 Cross-Cut 100100
2 투 과 율 Spectrophotometer 445
3 반사율 전면( ) Visual Range 307
4 반사율 후면( ) Visual Range 171
5 흡 수 율 Visual Range 248
- 51 -
제 장 결론5
제 절 연구결과1
플라즈마 표면처리공정연구 광경화에의한 하드코팅공정연구 고진공증착에의한 미
세 금속박막 증착연구개발을 통하여 수입되고 있는 플라스틱 반투과반사윈도우 소
재를 개발하였다 현재 상용되고 있는 수입소재의 기계적 광학적 특성을 분석을 통
하여 개발 목표치를 설정하였으며 최적 공정개발에의한 시제품제작을 완료하였다
시제품의 평가항목 및 특성치를 아래 표 에 나타내었다[ 12]
표 반투과반사윈도우 시제품의 특성표[ 12]
평 가 항 목 특성치 비 고
광흡수율1 () 248 분광기 기준30T
내마모성2 () 28 자체기준( haze)
접착력3 (x100) 100 회ASTMD3359 10
표면경도4 (H) 5 ASTMD3363 Mitsu-B
표면친수성5 (deg ) 171 Anglometer
미세파티클6 (1um) 01 Clean Room
본 과제 수행에의한 개발목표를 달성할 수 있었으며 주요기술개발내용은 다음과
같다 플라즈마를 이용하여 고분자 표면의 친수성 를 크게 높였으며 1) RF (171deg )
금속박막과의 접착력 을 크게 향상시켰다 광경화에의한 하드코팅공정(100100) 2)
개발에의해 플라스틱 표면경도 및 내마모성 을 크게 향상시켰다 고진(5H) (28) 3)
공 증착공정개발에의해 금속박막의 흡수율 을 크게 낮추어 광효율이 높은(248)
플라스틱 반투과반사 윈도우 시제품을 개발하였다 플라스틱 반투과반사윈도우 4)
소재를 평가하기 위한 광학적 기계적특성 평가기법을 확립하였다
- 52 -
제 절 향후전망2
개발된 플라스틱 반투과반사 윈도우는 플라스틱의 낮은 내열성과 표면경도 흡수율
을 개선하기 위한 것으로 최근 전자제품 정보통신부품 등 첨단전자제품에 적극 채
택되고 있다 특히 휴대폰 및 디스플레이의 투과창 소재가 기존 에서 투명플 glass
라스틱으로 적극 채택되면서 관련 공정기술개발과 함께 소재특성을 위한 다양한 연
구가 활발히 추진되고 있으며 선진국에서는 개발완료에 따른 양산체제 구축으로
전세계 시장을 석권하고 있는 상황이다
본 과제에의한 플라스틱 반투과반사 윈도우의 시제품은 수입시판되고 있는 상용소
재와 동등이상의 특성을 나타내고 있어 향후 양산설비 및 양산공정연구에의한 소
재의 국산화가 가능하다고 할 수있다 또한 본 과제의 플라즈마 표면처리는 저온
표면처리를 요하는 광학용 플라스틱 소재의 표면처리에 활용될 수 있으며 광경화에
의한 하드코팅공정은 기존 열경화방식과는 달리 화가 가능하며 대량 양산in-line
체제를 갖출 수 있어 향후 큰 폭의 성장이 기대된다
- 53 -
참 고 문 헌
1 Oleg A Popov ldquoHigh Density Plasma Sourcesrdquo NOYES Publications(1995)
전자기술연구회 초음파 응용 기문사2 ldquo ( 1997)
임준섭외 명3 4 ldquoImprovement in Surface Hardness of Plastic Surface Mirrorrdquo
Korea-Russia Symposium(1998)
4 Lan G Brown ldquoThe Physics and Technology of Ion Sourcerdquo John Wiley amp
Sons(1989)
이규환 외 명 진공증착법으로 제조된 박막의 밀착성에 관한연구 한국5 4 ldquo AI-Cr rdquo
표면공학회지 VoI27No1Feb(1994)
한성남 외 명6 4 ldquoImproving Wettability of Polycarbonate and adhesion with
aluminum by Ar+ ion irradiationrdquo JMaterial Res Vol9 Sep(1995)
한성남외 명 표면에 아르곤 조사와 친수성증대7 4 ldquoPolymethylmethacrylate rdquo The
Korean Physical Society Vol8No2 Mar pp193~198(1995)
인하대 광기술교육센터 광학시스템의 설계 및 평가 인하대 광기술교육센터8 ldquo rdquo
(1999)
임준섭외 명9 5 ldquoEffect of Ion Beam Assisted Cleaning on Adhesion of AI to
Polymer Substrate of PC and PMMArdquo Asian Finish lsquo98(1998)
10 CJ Brinker and GW Scherrer ldquoSol-Gel Science The Physics and
Chemistry of Sol-Gel ProcessingrdquoAcademic Press NY(1990)
아주공업 주 표면처리 기술을 이용한 자동차용 후사경 개발 산업자11 ( )rdquoPlasma rdquo
원부 최종보고서(2000)
고성진외 명 자동차용 플라스틱 미러와 그 제조방법 아주공업 주12 2 rdquo rdquo ( )(2002)
아주공업 주 플라즈마 기술을 이용한 오토바이 헬멧용 무적쉴드개발 중소기13 ( ) ldquo rdquo
업청 최종보고서(2002)
박원규 졸겔법의 응용과 제품 명현문화사14 rdquo rdquo (1999)
홍진후 경화코팅 조선대학교 출판부15 rdquoUV rdquo (2002)
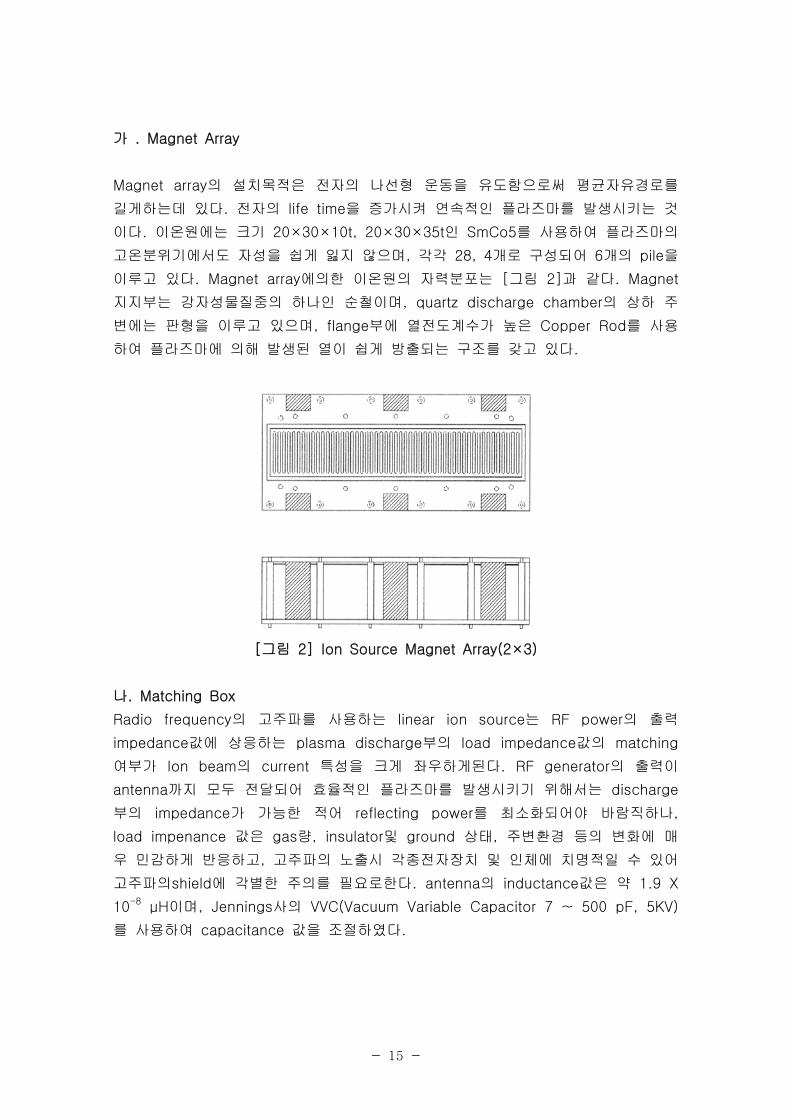
- 15 -
가 Magnet Array
의 설치목적은 전자의 나선형 운동을 유도함으로써 평균자유경로를Magnet array
길게하는데 있다 전자의 을 증가시켜 연속적인 플라즈마를 발생시키는 것 life time
이다 이온원에는 크기 인 를 사용하여 플라즈마의 20times30times10t 20times30times35t SmCo5
고온분위기에서도 자성을 쉽게 잃지 않으며 각각 개로 구성되어 개의 을 28 4 6 pile
이루고 있다 에의한 이온원의 자력분포는 그림 과 같다 Magnet array [ 2] Magnet
지지부는 강자성물질중의 하나인 순철이며 의 상하 주 quartz discharge chamber
변에는 판형을 이루고 있으며 부에 열전도계수가 높은 를 사용 flange Copper Rod
하여 플라즈마에 의해 발생된 열이 쉽게 방출되는 구조를 갖고 있다
그림[ 2] Ion Source Magnet Array(2times3)
나 Matching Box
의 고주파를 사용하는 는 의 출력Radio frequency linear ion source RF power
값에 상응하는 부의 값의impedance plasma discharge load impedance matching
여부가 의 특성을 크게 좌우하게된다 의 출력이Ion beam current RF generator
까지 모두 전달되어 효율적인 플라즈마를 발생시키기 위해서는antenna discharge
부의 가 가능한 적어 를 최소화되어야 바람직하나impedance reflecting power
값은 량 및 상태 주변환경 등의 변화에 매load impenance gas insulator ground
우 민감하게 반응하고 고주파의 노출시 각종전자장치 및 인체에 치명적일 수 있어
고주파의 에 각별한 주의를 필요로한다 의 값은 약shield antenna inductance 19 X
10-8 이며 사의H Jennings VVC(Vacuum Variable Capacitor 7 ~ 500 pF 5KV)μ
를 사용하여 값을 조절하였다capacitance
- 16 -
그림 의 전기회로 개략도[ 3] Matching Box
다 Ion Optical Grid
는 내부의 중 만을 인출Ion beam optical grid gas discharge chamber plasma +ion
시키는 역할을 한다 아래 그림 에서 와 사이에 [ 4] emitting grid accelerating grid
높은 을 인가하여 을 인출하고 외부에는 로써potential +ion decelerating grid
가 있어 외부의 및 의 유입을 방지하는 기능을 하ground electron charged particle
고 있다
그림 의 개략도[ 4] Ion Optical Grid
되는 은 사이의 차이 만큼의 에너지Emitting ion emitting-accelerating gird potential
를 갖게되며 작동시 의 인가전압을 조절함으로써 의 에너지를 조절emitting grid Ion
할 수 있도록 되어있다
- 17 -
그림 에서의 변화[ 5] Optical Grid Potential
각 는 의 일정한 간격을 유지하고 있으며 플라즈마 발생시 온도grid 08 ~ 12
에 의한 변형을 막기 위해 선팽창계수가 낮은 박판 소재를 사용하고 있titanium (1t)
다 본 과제어 적용된 는 아래 그림 과 같다 RF ion source [ 6]
그림[ 6] RF Ion Source
이온원의 특성2
가 의 조절성 Ion Current
의 특성은 개구부의 단면적이 인 에RF linear ion source 1 faraday cup DC
의 전압을 인가한 후 이온 전류를 측정하였다 그림 는27V [ 7] Ion source RF
의 조절에 의하여 의 가 조절되며 에power ion beam current density emitting grid
인가전압을 조절함으로써 의 를 조절할 수 있도록 되어 있다 Ion Beam energy Ar
O2 의 유량 는 인 조건에서 측정된gas 15sccm ion beam energy 1KeV ion beam
의 값은 그림 에 나타내었다current [ 8]
- 18 -
그림 및 측정[ 7] Faraday Cup Ion Current
그림 에 따른[ 8] RF Power Ion Current Density
그림 에서 알 수 있듯이 원자량 또는 분자량이 클수록 같은 에서 이[ 8] RF power
온 전류가 많이 생성되는 것을 알 수 있다 이는 질량이 무거울수록 미분산란 단면
적이 증가하여 이온화가 잘 되기 때문이며 는 공급을 Ion current density RF power
로 증가시킴에 따라 까지의 범위에서 비교적 선형적으로10~130W 5 ~ 38 Aμ
증가됨을 알수 있다 의 조절성 확보와 Ion beam current 5times10-4 ~ 3times10-5 의torr
넓은 작동영역은 플라스틱 표면처리의 다양한 적용을 가능하게 하였다
- 19 -
나 의 Ion Beam Uniformity
플라스틱 모재의 표면개질 및 에 사용된 는 대면cleaning linear ion beam source
적 기판의 표면처리에 있어서 의 균일성 확보는 필수적이라 할 수 있다ion beam
더욱이 플라스틱의 경우 친수성 증대를 위한 량의 적정영역 폭은 상대적ion dose
으로 광범위하지 않아 균일성이 낮을 시는 대면적 시료를 일괄처리할 수 없어 후공
정인 반사막 및 다층막의 부분적 박리 및 을 유발할 수 있다crack
와의 거리가 인 지점에서Optical grid 400 Ar 20 sccm RF 60W ion beam
는 각각 이고 진공도energy 05 1KeV 8x10-5 에서 측정된 의torr ion beam current
분포를 그림 에 나타내었다 의 는 로 시료크기[ 9] Ion Beam uniformity 82 500
이상의 대면적에서 사용가능하다고 할 수 있다
그림[ 9] Linear Ion Beam Profile
제 절 고진공 금속증착2
증착막의 균일성1 (uniformity)
본 개발에 사용된 의 은 수많은 전자의 충돌에의해 증Electron-Beam Gun crucible
착물이 되는 시발점이며 종종 점증발원으로 이상화되어 수학적으로 해evaporation
석되고 있다 이 때 증발된 물질은 불균일하게 방사형으로 퍼져 나가기 때문에 평
면 모재에 균일한 박막을 증착하기는 그리 쉽지않다 증발된 물질은 일반적으로
COS2의 법칙을 만족하여 증발된다고 알려져 있으며 이에 대한 대책으로 안경렌즈
등 광학 코팅업체에서는 형의 기판 를 설치하여 회전시키고 고정 를dome jig mask
제작하여 균일성을 확보하고 있다 그러나 본 과제와 같이 대면적 평판의 경우 장
단의 차가 매우 커서 회전방식을 이용할 경우 공간의 효율적 활용이 어렵고 증착물
의 소모가 너무 많은 단점이 있어 기판의 평행이송과 고정 를 복합적용하여mask
증착박막의 균일성을 확보코자 하였다
- 20 -
가 이론적 두께 분포
증발원의 형상 및 기판의 상대위치에 따른 박막의 두께분포는 수식에 의해 계산이
가능하며 점증발원에서 높은 거리에 있는 평면상의 중심 에서 만큼 떨어져 있 0 X
는 점에서의 막두께 는 기하학적 가정과 해석을 통해 다음과 같이 구할 수 있다t
그림[ 10]
m 증발량 h 증발원과 기판과의 수직거리
p 증착물질의 밀도 x 기판의 중심에서 측정하고자하는 미소평면과의 거리
그림 점증발원의 기하학적해석[ 10]
아래의 그림 은 점증발원 및 미소평면증발원인 경우 각각 평면기판상에 증착된[ 11]
막의 두께 분포를 수식에 의해 구한 결과이다
그림 수식에 의한 증착막의 두께분포[ 11] (H Macleod)
- 21 -
축은 중심에서의 두께에 대한 비를 나타내며 축은 점에서 측정하고자 하는 미Y X 0
소평면까지의 거리 와 증발원과 기판사이의 거리 에 대한 비를 나타내고 있다 중X h
심부에서 최대의 두께를 나타내며 가 인 부터는 급격한 변화가 있으나 연속 Xh 03
적으로 감소함을 알 수 있다
제 절 플라스틱 특성평가3
광흡수율1
가 의 구비조건 Spectrophotometer
파장범위는 를 측정할 수 있어야 한다1) 340 ~ 780nm
측정 파장 간격은 이하로하고 분광측정기의 사출 슬릿에서 나오는 방사2) 10nm
속의 유효 파장폭은 이하로 한다10nm
측광방식은 기준물체로 부터의 투과 광속 또는 반사광속의 비교 측정에 의한 것3)
으로 하고 측과의 정확성은 측광 범위 최대 눈금의 이내로 하고 반복 정밀도 1
는 이내로 한다05
분광측정기 파장눈금의 치우침은 분광 측광기의 투과 파장대에 대한 최대 강도4)
의 파장으로부터 이내로 한다1nm
나 측정방법
투과율 측정방법 시료면의 법선방향에서 분광 측정기의 사출 슬릿에서 나오는1)
평행에 가까운 광선속을 입사시켜서 그 투과광의 방향에서 간격의 파장에 10nm
대해 분광 투과율을 측정한다 기준 물체는 광로 중에 시료를 삽입하지 않는 경우
의 공기층으로서 그 분광투과율을 로한다1
반사율 측정방법 시료의 면에 대해서 법선에 대한 각도가 도를 초과하지 않2) 15
는 입사각으로서 분광 측정기의 사출 슬릿에서 나오는 평행에 가까운 광선속을 입
사시켜서 간격의 파장에 대해서 분광반사율을 측정한다 기준 물체로서는 절10nm
대 반사율 측정법에 따라 표준 거울면 반사체를 사용한다
- 22 -
흡수율 계산 금속박막의 광흡수율 은 전체 입사광 에서3) (A) 100 visual range
에서의 평균투과율(Tav 과 평균반사율) (Rav 의 을 뺀 광량을 다음식에서 구할 수 있)
다
광흡수율(A) = 100-(Tav+Rav)
다 평가시 주의사항
측정시 온도와 습도를 기록한다o Spectrophotometer
의 램프는 적어도 시험 분전에 켜 놓는다o Spectrophotometer 5
측정시 주변의 진동이 없도록한다o Spectrophotometer
표준 반사 시편은 주기적으로 평가하고 기록하여 보정계수를 수정한다o
내마모성2 (ASTM D1044)-TaberHaze Test
가 시험개요
이 시험 방법은 를 사용하여 시료표면에 를 발생시킨 후 광투Taber abraser haze
과율에 의한 값의 변화를 측정함으로써 표면의 내마모성을 평가하는 방법으haze
로 값이 클수록 내마모성이 나쁘고 작을수록 내마모성이 높다고 할 수 Haze()
있다
그림[ 12] Taber Abrasion Tester
- 23 -
나 시험방법
시료의 준비1)
시험할 시료는 깨끗하고 원형 혹은 사각으로 지름 이상 크기의 투명판상부재80
여야하며 두께는 이하가 바람직하다 시료의 중앙에는 홀가공되어 12 Taber
에 장착이 가능해야 한다Abraser
에의한 마모2) Taber Abraser
는 시편을 회전시키는 회전판과 회전하는 시편 표면에 접촉하여 표Taber Abraser
면을 마모시키는 두 개의 마모윤으로 이루어져 있다 시편을 회전판 위에 고정시킨
후 일정한 무게 를 갖는 마모윤을 시편 위에 올려놓아 하중을 가한 상태에서(500g)
마모윤과 시편을 동시에 회전시켜 표면을 마모시키는 장치로 하중 및 회전 cycle
은 시료에 따라 적용을 달리한다 시험환경은 온도 상대습도 23 plusmn 2 50 plusmn 5
이어야 하며 마모윤은 마다 교환해서 사용한다 100 cycle
측정3) Haze Valve
로 마모된 시편은 로 혼탁도 를 측정하여 내마모Taber Abraser Hazemeter (Haze)
성을 평가한다 는 투명판의 를 측정하는 장치로서 여기서 Hazemeter Haze Haze
란 시편이 얼마나 깨끗한가에 대한 척도이며 투명판에 빛을 비추었을 때 투명판을
투과하는 빛 중에서 입사광으로부터 보다 큰 각도로 벗어나는 빛의 백분율을25deg
뜻한다 한 시편 당 개 이상의 측정 점에서의 평균값을 구하고 마모 전에 측정 4
된 값과의 차 를 구한다haze Haze()
접착력3 (ASTM D3359)
코팅층의 접착력 평가를 위한 다양한 방법이 개발되고 있으나 대부분 금속 유리 등
무기소재가 주를 이루고 있으며 플라스틱과 같은 유기물과 코팅층과의 접착력을
정량적으로 평가하기에는 다소 한계가 있는 실정이다 일반적으로 가장 광범위하게
간단히 적용되는 방법은 이며 최근에는 임계하중값을 이용Cross-Cut-Tape-Test
하는 방법도 적용되고 있다scratch-test
가 Tape-Test 접착테이프 접착력시험법으로 그림 과 같이 칼로 간격으 [ 13] 1
로 개의 선을 직교하도록 긋고 접착테이프 사의 를 사용하여11 (3M 610)
한 코팅층 위에 밀착시킨 후 순간적으로 도 방향 테이프를 떼어 초cross-cut (45 )
기의 정사각형 수 개 와 시편에 잔존하는 코팅층의 정사각형 수를 비교함으로(100 )
써 부착력을 정량적으로 표현하는 방법이다 신뢰성 측면에서 곳이상에서 각 회 3 5
이상 실시 할 수 있다
- 24 -
그림[ 13] Cross-Cut Tape Test
나 Scratch Test 그림 과 같이 다이아몬드 팁이 달린 로 기 [ 14] Nano-indenter
판의 표면에 위치한 후 수직방향의 힘을 선형적으로 증가시키면서 동시에 수평방
향으로 기판을 등속으로 이송하여 표면의 긁힘 자국을 관찰한다 밀착력은 수평방
향의 전체 이송길이 에 대응하는 임계길이 에서의 임계하중을 간단한 비례식으로L
계산하여 밀착력 을 계산한다(N)
그림 스크레치 테스크 개념도[ 14]
표면경도4 (ASTM D3363)
가 개 요
플라스틱 코팅층의 표면경도는 경도값을 알고 있는 연필심을 이용하여 소재의 표면
경도를 평가하는 방법이다 분위기 온도범위와 습도 의 상 23 degC plusmn 2degC 50plusmn 5
대습도에서 시험한다
연필경도 단계는 다음과 같다
- 25 -
6B-5B-3B-2B-B-HB-F-H-2H-3H-4H-5H-6H-7H-8H
(Softer) (Harder)
나 시험 및 평가방법
경도를 알고있는 연필의 심 길이를 로하고 끝단을 심방향과 직각이도록1) 5~6
로 깍아 단면이 동심원이 되도록 준비한다 기계식 연필깍기 사포 등 사용90deg ( )
측정하려는 시편을 단단하고 수명한 면 위에 올려놓는다2)
준비된 연필을 시편면과 과가 되도록 올려 놓고 단단히 연필홀더에 고정시킨3) 45deg
다
연필심에 일정한 압력이 전달되도록 균일한 힘을 가하면서 균일한 속도로4) 65
이상을 전진시킨다
상기 번을 회 반복한다 확보된 다섯개의 경로선을 관찰하여 코팅층의5) 1234 3
긁힘여부를 확인한다
세개의 선 중 긁힘이 발생한 선이 있으면 아랫 등급의 연필을 사용하여 상기6)
를 반복한다12345
세개의 연필경로선 모두에서 긁힘 발생이 없으면 사용한 연필의 경도를 코팅층7)
의 표면경도로 기록한다
다 주의사항
시험전 시편의 표면에 오일 콤파운드 등을 제거하여 시험중 미끄럼발생이 없도
록 한다
시험중 연필심의 에지부에 크랙 파손이 발생할시에는 재가공후 시험한다
- 26 -
표면친수성 에너지5 ( )
플라스틱 모재의 향상을 위한 연구에 있어서 표면 특성의 정량적인 평가wettability
가 수행되어야 하며 직접적인 실험에 의한 향상정도를 확인할 수 있어야 한다 표
면 특성의 정량적인 평가로서 본 과제에서는 액체의 접촉각을 측정하여 표면에너지
를 구함으로써 향상정도를 비교할 수 있었으며 에 의해 향상됨cross-cut tape test
을 파악할 수 있었다 일반적으로 고체표면의 에너지는 표면의 형상조도에 의해 좌
우되는 와 극성작용기에 의한 의 합으로 계산된다dispersion force polar force
고체표면의 와 를 구하기 위해서는 물성을 알고있는 두dispersion force polar force
극성용액의 고체표면과의 을 측정함으로써 다음과 같이 간단히 계산wetting angle
할 수 있다
Wetting angle120563120574s
d Dispersion force of Solid120574ld Dispersion force of Liquid
120574sp Polar force of Solid
120574lp Polar force of Liquid
일반적으로 사용되는 극성용액은 차증류수와 용액을 사용하며 각 용액3 formamide
의 물성은 아래 표 과 같다[ 1]
표 극성용액의 물성[ 1]
각 용액의 을 측정하고 용액의 기지의 상수를 활용하여 상기식을 이wetting angle
용한 두방정식의 연립을 통하여 고체의 표면에너지를 계산하는 것이다 본 과제에
서는 의 에너지 및 량에 따라 고분자 및 하드코팅표면의ion beam dose wetting
을 측정하고 상기 식에 적용하여 표면에너지를 구할 수 있었으며 박막 증착angle
후 를 통하여 접착력의 향상을 확인할 수 있다cross-cut tape test
- 27 -
제 장 플라스틱 반투과반사 윈도우 코팅공정개발3
제 절 플라즈마 이온원에의한 표면처리1
산업전반에 걸쳐 광범위하게 사용되고 있는 플라스틱은 경량성 및 높은 생산성으로
인해 그 활용 폭을 점차 넓혀가고 있으나 플라스틱의 열에너지chemical reaction
에 의한 표면거칠기 열변형 무기물과의 접착력 등의 특성은 플라carbonization
스틱의 활용에 한계가 되고 있으며 이러한 문제를 해결하려는 연구개발이 다양한
분야에서 활발하게 진행되고 있다 특히 glow discharge electron beam arc
등의 방법으로 플라스틱 표면의 특성을 개선하기 위discharge corona discharge
한 연구가 이루어지고 있으며 일부 연구결과는 산업현장에서 적용되어 핵심공정으
로 자리를 잡고있다 본 과제에서는 에너지를 갖는 조사에 의한 고분자 ion beam
표면의 친수성을 높이고 표면에너지의 향상을 통하여 금속 무기물과의 를wettability
증진코자 하였다 수백 에서 수 의 에너지를 갖는 을 사용한 것과 KeV MeV ion beam
는 달리 내외의 에너지를 갖는 을 사용함으로써 플라스틱 표면의1KeV ion beam
큰 손상없이 만을 증진시켜 무기물과 고분자의 접착력이 혁신적으로 개wettabiIity
선되는 결과를 나타냈다
플라스틱 모재에 플라즈마 을 조사하여 의 량 변화에 따른ion beam ion beam dose
극성용액의 을 측정하였다 그림 는 의 에너지를wetting angle [ 15] ion beam 1
로 일정하게하고KeV O2와 이온 빔의 이온선량을Ar 1times1014 에서 1times1017 ion
의 범위로 변화시키며 조사하였을 때 증류수의 접촉각 변화를 나타낸 것이다
그림[ 15] Water Wetting Angle(lon Beam Energy 1KeV)
- 28 -
기판의 증류수에 대한 접촉각 측정은 플라즈마 이온빔 처리된 모재의 표면에 증류
수 를 각각 군데 떨어뜨린 후002 3 contact anglometer (Goniometer Model
를 사용하여 을 측정한 후 평균값을 취하였다G-1 ELMA Inc) wetting angle
플라스틱표면에 플라즈마 처리안된 시료의 증류수에 대한 접촉각은 였으며 플92deg
라즈마 표면 개질된 모재의 은 정도wetting angle 30deg (1times1017 로 떨어짐을ions )
확인할 수 있었다 표면에너지값을 구하기 위하여 포름아미드 용액의 접촉각을 같
은 방법으로 측정하였다 그림 이온선량이 증가하면서 접촉각이 조금씩 감소하[ 16]
는 경향은 증류수 접촉각 실험과 같은 경향을 보이고 있다
그림 포름아미드[ 16] Wetting Angle(Ion Beam Energy 1Kev)
물과 포름아미드 극성용액의 측정된 접촉각을 이용하여 플라스틱 모재의 표면에너
지를 구할 수 있었다 그림[ 17]
그림 이온선량에 따른[ 17] Surface Energy
- 29 -
표면거칠기에 큰 영향을 받는 의 경우 이온선량이 증가함에 따라dispersion force
대체적으로 완만한 변화를 보이고 있으나 의 경우 이온선량이 증가함에 polar force
따라 지속적으로 급격히 증가하여 이온선량이 1times1015 Ar+ 에서는ions 40 ergs
까지 도달하였으며 이온선량이 1times10 17 Ar+ 에 이르러서는 의ions 64 ergs
표면에너지까지 증가하여 초기의 보다는 배이상이 증가함을 알 수 있었30 ergs
다 이와 같은 변화는 이온 빔의 조사로 인하여 플라스틱 기판 표면에 free radical
이 생성되고 의 형성으로 설명되고 있다hydrophilic group
한편 의 에너지 변화에 따른 플라스틱의 표면에너지 변화를 알아보기 위 ion beam
하여 이온선량을 8x1016 Ar+ 로 일정하게 하고 의 에너지를ions ion beam
까지 일정하게 증가시키면서 물과의 접촉각을 측정하였다 그림1500eV [ 18]
그림 에 따른 물과의 접촉각 변화[ 18] Ion Beam Energy
플라스틱 종류별 차이는 있으나 대체로 내외였으며 이상에서는 점차40deg 1500eV
로 다시 증가하는 것을 보여주었다 으로 표면처리시 의 보다는 Ion beam ion energy
의 량에 지배를 받는 것으로 파악되었으며ion dose Ar+만의 조사보다는 02 분위기
에서의 Ar+ 조사시 효과가 높았으나 진공도가 낮아지는 점과 이 불안정하ion beam
다는 단점이 있어 Ar+ 만의 조사가 생산적용시에는 유리하다고 판단된다
- 30 -
제 절 하드코팅공정연구2
전처리 공정1
플라스틱 표면 상에 흡착 부착된 오일 미세먼지 지문 등 다양한 오염물은 하드코
팅 후 코팅층의 박리 핀홀 표면 얼룩 등의 다양한 불량을 초래할 수 있어 coating
액의 도포공정에 앞서 필수적으로 세정공정을 수행해야한다 본 과제에서는 초음파
세척방법을 전처리공정에 적용하여 하드코팅공정 연구를 수행하였다 그림 는 [ 19]
본 연구에 사용된 세척장치로써 세정액이 담긴 세정조 차 및 차 수세조와 탕세 1 2
조로 구성되어 있다
그림 초음파 세척 장치[ 19]
본 과제에서는 초음파를 기본적으로 사용하고 플라스틱 소재의 성형방법에 따라
표면특성 및 오염된 표면 이물질이 달라 각각 다른 공정 방법을 적용하였다
가 사출 및 압출 성형된 모재
대부분의 플라스틱 기판은 알카리 세제를 사용한 전처리공정으로 깨끗한 기판을 얻
을 수 있었으며 처리 후 부착력이 우수한 코팅층을 얻을 수 있었다 hard coating
세척순서는 아래와 같다
알카리 세제 수용액에 초음파 세척 분(1) 5 50~60 times 10
흐르는 수도물에 수세 대략 초(2) 10
증류수에 초음파 수세 분(3) 50~60 times 10
증류수에 탕세(4) 4 s 60~70
- 31 -
건조 분(5) 70 times 60
보관 에 보관(6) SUS box
나 성형된 모재 Casting
성형시 필수적으로 포함되는 모재의 이형성분을 제거하기위한 최적공정을Casting
파악하기 위해 세제의 농도 및 처리시간에 따른 실험을 수행하였다 실험은 1~
의 알카리 세제로 각각 분으로 나누어 초음파 처리하고 의 으10 5 10 30 50 IPA
로 분 범위내에서 시간을 달리하여 초음파 세척한 후 코팅제로3~10 A-104 hard
을 하였다 다음은 세척공정 순서이다coating
알카리 세제 수용액에 초음파 세척 분(1) 5 50~60 times 10
흐르는 수도물에 수세 대략 초(2) 10
수용액에 초음파 세척 분(3) 20~50 IPA 30~40 times 7~8
증류수에 초음파 수세 분(4) 50~60 times 10
증류수에 탕세(5) 4 s 60~70
건조 분(6) 70 times 60
보관 에 보관(7) SUS box
시편의 평가는 육안에 의한 얼룩의 유무확인과 에 의한 부착력cross-cut tape test
으로 판단하였다 알카리 세제와 농도가 각각 와 미만일 때는 오염 물질 IPA 5 50
이 완전히 제거되지 않아서 코팅막에 약간의 얼룩이 관찰되었으며 의 알카리 5
세제로 분 분간 초음파 세척과 분간 초음파 세척공정시에5 ~10 7 IPA hard coating
의 부착력이 우수하였고 코팅막에 얼룩도 발생하지 않았다
표 는 알카리세제와 수용액으로 세척된 기판위에[ 2] IPA PMMA casting hard
막을 형성시킨 후 코팅층의 부착력을 시험한 결과이다coating
표 기판에 대한 세척 코팅 접착력[ 2] PMMA Casting +
- 32 -
공정2 Dipping
하드코팅공정에 있어서 도포공정은 다양한 방법이 개발되어 있으며 본 과제에서는
두께조절성 액의 소모성 등을 고려해 디핑방식을 적용하였다 공정의 Dip-coating
개략적 방법은 다음과 같다
플라스틱 모재는 함수율이 높아 코팅전 모재건조를 실시한다(1)
플라스틱 모재에 묻어있는 먼지를 안에서 제전건으로 완벽히 제거(2) clean room
한 후 의 에 수직으로 고정시킨다dip-coater jig
시편을 코팅액이 담겨져 있는 코팅조에 일정한 속도로 하고 초간 유(3) dipping 10
지시킨다
의 인상속도를 조절 한 후 시편을 일정 속도로 인상한(4) Dip-coater (2~6 sec)
다
이 때 인상속도를 조절하여 코팅층의 두께를 조절할 수 있다 딥코팅시 분위기 습
도를 이하 온도 상온 코팅액 온도를 로 유지하여 액의 경시변RH 50 18 ~ 20
화를 최소화 해야한다 플라스틱렌즈 및 보안경 등 공정을 요하는 업 hard coating
체에서는 정도의 청정실에서 하드코팅을 실시하고 미만의 상대습class 1000 50
도 조건을 유지함으로써 대기 중의 먼지 부유물등에의한 오염을 최소화하고 있으
며 날씨변화에 따른 분위기 환경을 일정하게 유지하고 있다
코팅 분위기 조건의 변화는 경화 후 막에 에 의한hard coating particle pin-hole
과 현상 등을 일으킬 수 있으며 양질의 우수한 코팅막을 얻기가 힘들다 본hazing
연구에서는 인 의 을 설치하여 하class 1000 conventional air flow type clean room
드코팅공정을 실시하였다
그림 내부 사진[ 20]Clean room
- 33 -
내부에는 제전건 기 클린 오븐 광경화기 초음파세척장Clean room dip-coating
치 등의 설비를 구비하여 경화형 처리가 일괄적으로 처리됨으로써UV hard coating
우수한 물성의 하드코팅막을 얻을 수 있었다 그림 은 내부의 사 [ 20] clean room
진이며 작업시 내부온도는 습도는 이하를 유지하 hard coating 18~20 40RH
였다
전도체인 금속과 달리 플라스틱은 절연물질로 전기전하의 이동을 허용치 않아 마찰
등에 의하여 쉽게 정전기장을 형성하여 정전기장 내에 놓여있는 반대 극성을 갖는
입자를 끌어들이게 된다 이러한 입자를 제거하기 위해서는 플라스틱 표면 및 입자
의 극성을 중성으로 바꾸어 줌으로써 간단히 해결할 수 있다 본 과제에서는
공정 전에 공기를 이온화시켜 대량의 양 음이온을 발생시키는 장치인dipping
을 사용하여 을 제거할 수 있었으며 이물에의한 코팅층의Anti-Static-Gun particle
불량을 줄일 수 있었다
본 과제의 딥방식은 인상방식과 장치의 정밀성이 코팅특성을 좌우한다고 할 수 있
다 본 과제에 적요된 딥인상은 에의한 조의 인상 하강 방식으로 air-hydro type ㆍ
정숙성이 높은 방식이다
그림 장치 유공압[ 21] Dip-coating ( type)
- 34 -
실린더의 제어는 유공압 방식을 사용하였으며 이는 압축공기를 이용하여 유압실린
더를 제어하는 방식으로 공기의 압축성으로 인한 문제점을 개선한 것이다 즉 공기
압을 사용하면서 유압유니트와 같이 작동개시 때나 부하변동시에 접속구동이 가능
하고 저속 구동시 현상을 방지할 수 있는 유압실린더의 장점을 활용한 것 stick slip
이다 일반적으로 유공압은 실린더의 정밀정속구동 중간정지 이속제어나 로터리형
액츄에이터의 완속구동 등에도 많이 적용되고 있다 그림 은 본 실험에 사용한 [ 21]
유공압 방식의 장치로써 실린더와dip-coating air hydro type convertor coating
조 냉각 및 시스템 용량 사용 line filtering (chemical pump (10 min) 15 filter )ℓ
등으로 구성되어 있다
경화공정3
플라스틱 기판위에 경화형 액을 딥방식에의한 도포 후 에UV hard coating 50~70
서 분동안 시키고 램프 에의한 를 조사시키면3~5 pre-heating UV (200~400nm) UV
표면경도 및 내마모성이 우수한 막이 형성된다 표 에서는 본 연구에 사coating [ 3]
용되어진 코팅제 종류 및 경화조건을 나타내었다
표 코팅제 종류 및 경화 조건[ 3]
Maker Grade 용 도 경 화 조 건
사 국내L ( ) A-104GN 겸용PC amp PMMA파장UV lamp (250~360nm)
에너지UV 65~90mjcm2
사 국내H ( ) 0-299 용PMMA파장UV lamp (250~360nm)
에너지UV 60~85mjcm2
사 국외E ( ) C-220 겸용PC amp PMMAUV lamp 300Winch
이송속도 25ftmin
사 국외H ( ) B-8558 겸용PC amp PMMA파장UV lamp (250~360nm)
에너지UV 75mjcm2
본 과제의 광경화공정연구에 사용된 광경화기를 그림 에 나타내었으며 일반적[ 22]
인 광경화의 원리 및 메커니즘은 다음과 같다
가 경화원리 및 특징 UV
전자파 중 자외선 은 파장이 까지의 영역을 의미하고 있으나 경(UV) 10~400nm UV
화에 이용되는 파장범위는 대체로 이며 이 자외선이 화학작용에 유효200~400nm
한 것은 유기 화합물의 해리 분해반응을 일으킬 수 있는 강력한 에너지를 가지고
있기 때문이다
- 35 -
경화 메커니즘(1) UV
일반적으로 코팅제의 경화는 광개시제로부터 시작되는데 자외선이 갖는 에너지UV
에 의해 광개시제가 분해되어 라디칼 반응을 형성하여 반응을 유도할 수 있는 활성
체가 된다 이 활성체에 의하여 및 와 연쇄적으로 반응하여 망 monomer oligomer
상구조화된 고분자막이 형성되는 것이다
경화의 특징(2) UV
저온에서 경화가 가능하다 내열성이 좋지 않은 플라스틱 모재에도 고품질의(1)
막을 형성시킬 수 있다coating
경화속도가 빠르다 건조단위가 초단위로 설정되기 때문에 의 연속자동화가(2) line
가능하며 작업효율이 향상된다
예열시간이 짧아 신속한 작업이 가능하며 에너지가 절감된다(3)
운전관리가 간단하고 신뢰성이 높다(4)
그림[ 22] UV dryer
- 36 -
나 사 사양 UV dryer (EYE GRAPHICS model ECS-301G1)
종류 와 수은등(1) lamp metal halide
(2) lamp power 및 로 조절 가능 15KW 2KW 3KW
발광장(3) 250nm
반사판 집광형(4)
조사거리 으로 조절가능(5) 100 ~ 180
속도 으로 조절 가능(6) conveyer 08 ~ 8mmin
냉각 방식 공냉식(7)
제 절 고진공증착공정3
증착공정개발1
가 증착물질 및 증착조건
반투과반사 윈도우는 투과성과 반사성을 동시에 만족해야하며 일반적으로 금속박
막을 고진공증착함으로써 구현될 수 있다 이러한 금속박막은 진공영역에서 작업을
수행해야하며 스퍼터링과 증착이 주를 이루고 있다 그 중 스퍼터링 방법 e-beam
은 재현성이 우수하고 방식으로의 적용이 용이하다는 장점이 있으나in-line target
및 의 교체 초기조건설정 등이 용이하지 않아 본 과제에서는 다양한 재료cathode
를 코팅할 수 있는 을 적용하였다 유기물인 플라스틱상에 금속무기물e-beam type
의 접착력과 코팅후의 기계적 특성확보를 위해서는 다양한 증착공정 연구가 수행
되어야 한다 표 와 표 에 사용된 증착물의 물성과 증착조건을 각각 나타었 [ 4] [ 5]
다
표 주요 증착 물질의 물성표[ 4]
- 37 -
표 주요 증착물질의 증착조건[ 5]
나 측정값에 의한 증착막의 두께 분포
증착에 의한 증착막의 두께분포를 파악하기 위하여 크기의E-Beam 600 x500
위에 두께 의 증착속도 을 증착하였다 위치에 따른 증착glass 2500 AI ( 5 sec) Å Å
막의 두께를 측정하기 위하여 유리판 중앙부에서 바깥쪽으로 폭 간격 길이10 (
으로 등분하여 시편의 증착막두께를 으로 측정하였다 그림 계산30mm) 25 SEM [ 23]
에 의한 두께분포와 비교하였을 때 대체적인 경향은 비슷하지만 상대적으로 기울기
가 급함을 알 수 있다
그림 측정값에 의한 증착막의 두께분포[ 23]
두께측정시 사진에 의존한 측정이고 사용된 진공시스템은 이상화와는 거리가SEM
있어 약간의 차이가 발생되었다고 판단된다 측정된 값의 추세선을 구함으로써 고
정 의 제작시 로 활용할 수 있었으며 평행이송에 의한 균일성확보mask reference
연구에 참고데이터로 활용할 수 있었다
- 38 -
다 평행이송에 의한 균일성확보
기판의 평행이송과 고정 를 동시에 사용하여 두께가 균일한 박막을 제작하고mask
자 하였다 를 평행이송하여 동서방향의 균일성을 확보하고 이때 등두께를 기준 Jig
으로 동서방향을 등분하여 평면으로 이상화 해 구간내에서의 선의 형상을 두께13
기울기에 비례한 형상을 구현한 고정 를 제작하여 남북방향의 균일성을 확보하mask
고자 하였다 평행이송은 로 회전수를 inverter motor(LG -KMI400K1) 0~160rpm社
으로 조절하면서 이송하였으며 고정 는 기판이송방향의 직각방향에 대한 균일 mask
성만을 고려하여 설계제작하였다 그러나 에 의한 가림과 이송시 증착영역을 mask
벗어남으로 인해서 생기는 증착물 가 크다는 단점이 있었으며 고정 의 형loss mask
상은 증착물 증착율에 따라 다소 차이가 있어 여러 세트를 구비해야만 했다 수차
례 실험을 통해 증착물별 를 제작할 수 있었으며 평행이송속도를 증가시키고mask
왕복이송 횟수를 증가시킴으로써 이내의 균일성을 확보할 수 있었다10
시스템의 특성2 IBAD
가 증착시 온도의 변화
플라스틱 기판은 내열성이 낮아 열원에 장시간 노출되면 열변형과 함께 탄화되고
이 발생하여 박막물성에 악영향을 미칠 수 있으며 증착막과 비교하여out gassing
평균 수 십배 이상 선팽창계수가 높아 선팽창 차에 의한 박막의 과 박리를 일crack
으킬 수 있다 본 연구에서는 증착시 플라스틱에 미치는 분위기 온도의 영향을 파
악하고 적정 증착조건을 파악하기 위하여 금속 및 세라믹으로 나누어 증착시 분위
기온도 변화를 측정하였다
금속물의 시간에 따른 온도 변화(1)
은 분후 약 도정도 상승하여 시간에 따른 온도 변화가 거의 없었지만 은AI 10 3 Cr
약 도가 상승하여 급격한 상승을 보이고 있어 증착시 온도변화를 주목할 필요가12
있었다 더욱이 은 증착율이 높을수록 박막이 형태로 증착되어 반사율을 Cr granule
저하시키는 원인이 되었으며 막 자체에 도 많이 발생되었다 반투과반사 윈도crack
우 제작을 위한 금속박막 물질로는 보다는 이 온도측면에서 유리하다고 판단Cr AI
되었으며 아래의 그림 에 금속박막의 시간에 따른 온도의 변화를 비교하였다[ 24]
- 39 -
주) 증착률Al -10 sec EC-260~280Å
증착률Cr -10 sec EC-65 ~ 95Å
그림 금속박막의 시간에 따른 온도변화 비교[ 24]
세라믹의 시간에 따른 온도 변화(2)
세라믹은 금속과 달리 일반적으로 가 매우 높아 증착시 분위기온도melting point
상승이 매우 컸다 측정된 세라믹의 시간에 따른 온도의 변화는 그림 에 나타 [ 25]
내었다
주) SiO2 증착률 -10 sec EC-45 ~ 60Å
TiO2 증착률 -10 sec EC- 175Å
AI2O3 증착률 -10 sec EC-180~260Å
그림 세라믹박막의 시간에 따른 온도변화 비교[ 25]
- 40 -
그 중 SiO2 TiO2는 분 경과후 가량의 비교적 완만한 온도변화를 보이고 있10 10
으나 AI2O3는 가량의 급격한 온도상승을 보여 고증착율에서의 사용에는 한계30
가 있었다 실증착시에는 의 를 낮춤으로써 증착율 E-gun emission current 3~5 Å
내에서 증착하여 급격한 온도상승을 막을 수 있었다 AI2O3은 경도가 매우 높고 증
착시 조밀도가 높아 보호막으로 많이 사용되는 증착물이다 그러나 본 실험에서는
증착시 열발산이 특히 심하고 증착율을 낮추어도 온도가 급상승하여 증착시 crack
이 쉽게 발생하여 플라스틱 기판에는 부적합하다고 판단되었다
나 플라스틱의 Out gassing
기체방출 은 진공용기 속에서 사용하는 물질의 표면이나 내부에 흡착(out gassing)
되어 있던 분자들이 방출되는 현상을 의미하며 진공조의 압력상승 및 박막의 물성
에 큰 영향을 미치게 된다 또한 고진공 에서 배기시간을 증가시키고 최저 system
도달 압력을 결정짓는 직접적인 요인이 된다 표 는 주요 물질의 기체방출율을 [ 6]
나타낸 것이다
표 주요 물질의 기체방출율[ 6] (Pa m3sm2)
본 연구에서는 플라스틱 기판 장입 유무에 따라 의 영항에 의한 진공도out gassing
의 변화를 알아보기 위하여 진공조 내부에 기판 를 장입한PC (250times65times3 ) 10ea
후 진공도를 측정함으로써 장입전과 비교하여 변화가 있음을 알 수 있었으며 측정
된 값은 그림 에 나타내었다[ 26]
- 41 -
그림 플라스틱 기판 유 무에 따른 진공도 변화[ 26]
그림 의 결과에서 나타나듯이 플라스틱 기판의 장입시 배기속도가 다소 늦[ 26] (PC)
어짐을 알 수 있었으며 이는 플라스틱 모재가 함유한 수분 등의 에 의out gassing
한 차이로 보여진다 기체 방출률은 표면상태나 세척정도 등에 의해 크게 baking
좌우된다고 알려져있어 본 연구에서는 진공조 내부의 에 세심한 주의를 cleaning
기울였으며 함수율이 높은 플라스틱 기판의 세척공정과 함께 건조공정을 확립하고
을 설치하여 플라스틱 기판이 진공조에 머무는 시간을 최소화함load lock system
으로써 플라스틱 모재로 인한 을 최소화할 수 있었다 out gassing
- 42 -
제 장 시제품제작 및 특성분석4
제 절 상용제품의 특성분석1
본 과제의 반투과반사윈도우 개발을 위해서 일본 상용제품의 특성을 분석하였다
일본제품의 측정결과 상하부는 이며 층의 두게는SEM 147 121 m Top coatingμ
로 층보다는 다소 얇은 코팅층이였다 또한 금속박막층은106 m Base coating μ
으로 관찰이 용이하지 않으나 및 에 근거한 추정결과 내SEM RBS SEM data 20nm
외로 판단되었다 아래 그림 은 상용제품의 모재 상하면의 단면 사진이다 [ 27] SEM
그림 반투과반사 윈도우 상용제품의 사진 상 하단면[ 27] SEM ( )
그림 은 일본제품의 분석 결과이다 이온을 조사하였고 이 때[ 28] RBS He2+
는 였으며 고에너지에의한 플라스틱 표면의 손상을 줄이기beam energy 224MeV
위해 이온 량을 으로 낮게 설정하였다dose 80 C μ
그림 반투과반사 윈도우 상용제품의[ 28] RBS Spectrum
- 43 -
분석결과 표층에는 내외의 이 관찰되었으며 내부로 됨에 따라 유20nm AI etching
기물이 지속적으로 관찰되고 있음을 알 수 있다 그림 과는 달리 표면에 [ 27] top
층이 존재하지 않으며 표면에서는 층만이 존재함을 알 수 있다coating AI
제 절 플라즈마 표면처리2
플라스틱 반투과반사 윈도우 시제품제작을 위해 플라즈마 이온빔을 조사하여 플라
스틱 모재의 표면처리를 수행하였다 플라즈마는 의 고순도 의 999999 20 sccm
를 공급하면서 를 사용하여 발생시켰다 이 때 는Ar gas RF power RF Power 80W
였으며 는 로 설정하여 모재가 장착된 지그를 좌우 이송하 Ion Beam energy 1KeV
면서 표면처리공정을 수행하였다 는 Base Pressure 12times10-6 였으며torr Working
는Pressure 5x10-4 였다 조사시간은 로torr Ion Beam 120sec 5times1017 Ar+ ions
의 였다 그림 는 에의한 표면처리 후 표면의 상태를 보기위한dose [ 29] ion beam
사진이다 의 면적을 하였으며 곳을 측정하여 평균값을 취AFM 1 x 1 scanning 5
하였다 조사 전후 표면의 거칠기 는 에서 로 다소 증가하였으 Ion (Ra) 55 589Å Å
나 플라스틱의 표면에는 큰 손상을 주지는 않는 것으로 파악되었다
그림 표면개질전후의 사진[ 29] AFM
그림 은 표면처리후 플라스틱 모재 상에 증류수를 떨어트려 을[ 30] Wetting angle
측정한 결과이다 표면처리 전 의 이 로 크게 줄여 들어 722 deg Wetting angle 171 deg
표면친수성이 크게 향상되었음을 알 수 있다
- 44 -
그림[ 30] Wetting Angle Test
제 절 광경화에의한 하드코팅3
광경화 하드코팅공정1
반투과반사 윈도우로 사용되는 플라스틱 소재는 낮은 내열성과 표면경도로 인해 코
팅층의 내구성 높이는데 한계가 있어 유무기계 막을 형성시킴으로써 표hard coating
면경도나 내마모성 등의 기계적 특성을 크게 향상시켰으며 코팅후 소재의 내마모
성 표면경도에 대한 평가를 수행하였다 하드코팅 공정에 있어서 가장 유의해야할
사항 중 하나는 공기 중 무수히 존재하는 미세먼지 및 파티클에의한 코팅층의 오염
이라고 할 수 있다 코팅층에 포함된 파티클은 코팅액의 흐름과 두께불균일성을 발
생할 수 있으며 더욱이 투명제품의 파티클은 제품불량에 있어서 주요요인이라고
할 수 있다 미세 파티클은 세척공정에서부터 경화 후 포장공정에 까지 일관되게
제어되어야 하며 양압에의한 클린룸을 필요로 하고 있다 더욱이 도포 및 경화조건
은 온습도 매우 민감하여 클린룸에 의한 항온항습이 필수적이라고 할 수 있다 본
과제에서는 헤파필터에 의한 의 항온항습 클린룸에서 하드코팅공정을Class 1000
수행하였다
막의 두께 균일성을 파악하기 위하여 측정위치를 변화시키면서Hard coating SEM
에의한 두께를 측정하였다
가 측정 방법 인 플라스틱기판을 대략 정도 250 X65 X3(t) 150 dip-coating
하여 기판을 아래 그림 과 같이 크기로 등분 한 후[ 31] 65cmX25cm 5 (1) (2)
샘플을 로 절단하여 단면가공 후 으로 관찰하였다(3) 10 X 4 SEM
- 45 -
그림 시료의 크기 및 측정점[ 31]
나 측정 결과 시료의 각 위치에서의 코팅층 측정두께를 표 에 나타내었다 아 [ 7]
울러 단면 사진을 그림 에 나타내었다SEM [ 32]
표 막의 두께 측정 결과 사용[ 7] hard coating (SEM )
그림 층의 단면 사진[ 32] Hard coating SEM
시제품의 하드코팅층 물성평가2
플라스틱 반투과반사 윈도우용 소재는 표면경도 접착력 내마모성 등 waveness
다양한 물성들을 만족시켜야 한다 물성시험을 위한 시료는 상에 코 PMMA A-104
팅액을 속도로 인상하여 광경화공정을 통해 제작되었다2 s
- 46 -
가 내마모성
하드코팅된 소재의 내마모성은 를 사용하여 물성평가를 실시하였steel wool tester
다 은 를 사용하였으며 하중은 을 유지하였고 왕복회수는 Steel wool 0000 1kg 50
회로 설정하여 시험 후 각 시편의 스크레치 발생 정도를 비교분석함으로써 코팅층
을 평가할 수 있었다 그림 은 자체에서 설계 제작한 [ 33] steel wool scratch
의 사진이며 사양은 다음과 같다tester
기계규격 670 times 265 times 370①
로울러 지지축 운동규격 20 times 158 times 304 ( 120 )②
로울러 12 times 50③ empty회전축 모터와 연결축 11 ( )④ empty무게추 고정봉 5 times 80⑤ empty무게추 500g 2 ea 200g 4 ea 100g 4 ea⑥
밸런스 추 295g⑦
로울러축 지지대 20 times 24 times 62⑧
이동 정반 8 times 168 times 372⑨
시험품 고정판 40 84 times 150 ( 2 ea )⑩
가압 핸들 5 times40⑪
그림[ 33] Steel Wool Scratch Tester
나 표면경도
막은 내마모성과 표면경도에서 한계가 있는 플라스틱 표면특성을 향Hard coating
상시키기 위해 수행되었으며 딥방식에의한 도포와 에의한 광경화공정을 적용하 UV
였다
- 47 -
그림[ 34] Pencil Hardness Tester
딥 도포공정에서 인상속도를 로 유지하였다 표 는 플라스틱 모재 위에4 sec [ 8]
다양한 의 제를 사용하여 코팅한 실험 결과이며 표면연필경도는grade hard coating
로써 모재의 경도보다 단계 상승하였으며 코팅제로 막을4~5H 3~4 A-104 coating
형성시킨 경우 내스크레치성에서도 하중 하에서 으로 1kg steel wool 0000
막 위를 회 왕복하였을 때 막에 스크레치가 거의 발생하지 않았coating 50 coating
다
표 막에 대한 시험 결과[ 8] Hard coating (4 s)
- 48 -
제 절 고진공금속박막증착4
하드코팅막의 표면처리1
그림 플라즈마 표면처리된 하드코팅막의 사진[ 35] AFM
하드코팅막은 등 무기물을 다량 함유하고 있는 유무기의 혼합물질이다 고분silicon
자와는 달리 하드코팅막은 이온선량의 넓은 범위에 걸쳐서 증류수와의 접촉각이 매
우 낮았다
결과 막에 있어서는Water drop test hard coating 3times1015 ~ 4times1017 Ar+ ions
의 범위내의 량으로 증류수의 접촉각이 낮음을 알 수 있었다 증착막의 접ion dose
착력 향상정도를 확인하기 위하여 이온선량을 변화시키며 하드코팅층 표면에 dose
량에 따라 Ar+ 을 조사한 후 의 박막을 증착하여ion beam 100nm AI cross-cut
를 수행하였다 표tape test [ 9]
표 플라스틱 박막의 결과[ 9] HCAI Cross-cut tape test
하드코팅층의 에 의한 표면처리전 결과는 플라스틱에서처럼 모두 박리 되ion beam
었으나 의 량ion beam dose 5x1015 ~ 1x1017의 범위에서는 모두 접착력이 우수함
을 알 수 있었다 이는 하드코팅층위에 일부 무기질 재료가 포함되어 금속 박막과
의 친화성이 강하기 때문으로 판단되며 일반 고분자와는 달리 내열성이 매우 우수
하여 의 고에너지에서 수십분간의 조사에서도 표면에 탄화되는 경향이 없15 KeV
었다
- 49 -
미세금속박막증착2
플라스틱 반투과반사윈도우의 미세금속박막은 당사에서 보유하고 있는 고진공
시스템을 사용하여 증착하였다 그림 시스템을 구비하고 있IBAD [ 36] LoadLock
는 본 장비는 가 장착되어 있으며 모재의 평행이송과 를RF Plasma source Mask
사용하여 두께 균일성을 확보하였다
그림 증착 시스템[ 36] IBAD
반투과반사미러에 사용된 금속은 의 사의 을 사용하였다 당사에서9999 Cerac AI
보유하고 있는 4x10-6 진공도에서 을 사용하였다 증착시torr e-beam gun
는 증착율은 였으며 상하 좌우의 을 통Emission Current 280 5 sec Sweeping Å
해 균일한 증착율 유도하였다
그림 금속박막의 투과율[ 37] Spectrum
- 50 -
그림 금속박막의 전후면 반사[ 38] spectrum
사의 로 측정된 가시영역에서의 투과 반Hitachi U-2000 UV-Vis Spectrophotometer
사 을 그림 그림 에 나타내었다 각각의 투과반사율을 가시영spectrum [ 37] [ 38]
역에서의 평균값을 구한뒤 아래 표와 같이 흡수율을 구하였다 제작된 시제품의 흡[
수율은 였다248
표 금속증착막의 특성분석결과[ 10]
No 항 목 평 가 방 법 시 험 결 과
1 접 착 력 Cross-Cut 100100
2 투 과 율 Spectrophotometer 445
3 반사율 전면( ) Visual Range 307
4 반사율 후면( ) Visual Range 171
5 흡 수 율 Visual Range 248
- 51 -
제 장 결론5
제 절 연구결과1
플라즈마 표면처리공정연구 광경화에의한 하드코팅공정연구 고진공증착에의한 미
세 금속박막 증착연구개발을 통하여 수입되고 있는 플라스틱 반투과반사윈도우 소
재를 개발하였다 현재 상용되고 있는 수입소재의 기계적 광학적 특성을 분석을 통
하여 개발 목표치를 설정하였으며 최적 공정개발에의한 시제품제작을 완료하였다
시제품의 평가항목 및 특성치를 아래 표 에 나타내었다[ 12]
표 반투과반사윈도우 시제품의 특성표[ 12]
평 가 항 목 특성치 비 고
광흡수율1 () 248 분광기 기준30T
내마모성2 () 28 자체기준( haze)
접착력3 (x100) 100 회ASTMD3359 10
표면경도4 (H) 5 ASTMD3363 Mitsu-B
표면친수성5 (deg ) 171 Anglometer
미세파티클6 (1um) 01 Clean Room
본 과제 수행에의한 개발목표를 달성할 수 있었으며 주요기술개발내용은 다음과
같다 플라즈마를 이용하여 고분자 표면의 친수성 를 크게 높였으며 1) RF (171deg )
금속박막과의 접착력 을 크게 향상시켰다 광경화에의한 하드코팅공정(100100) 2)
개발에의해 플라스틱 표면경도 및 내마모성 을 크게 향상시켰다 고진(5H) (28) 3)
공 증착공정개발에의해 금속박막의 흡수율 을 크게 낮추어 광효율이 높은(248)
플라스틱 반투과반사 윈도우 시제품을 개발하였다 플라스틱 반투과반사윈도우 4)
소재를 평가하기 위한 광학적 기계적특성 평가기법을 확립하였다
- 52 -
제 절 향후전망2
개발된 플라스틱 반투과반사 윈도우는 플라스틱의 낮은 내열성과 표면경도 흡수율
을 개선하기 위한 것으로 최근 전자제품 정보통신부품 등 첨단전자제품에 적극 채
택되고 있다 특히 휴대폰 및 디스플레이의 투과창 소재가 기존 에서 투명플 glass
라스틱으로 적극 채택되면서 관련 공정기술개발과 함께 소재특성을 위한 다양한 연
구가 활발히 추진되고 있으며 선진국에서는 개발완료에 따른 양산체제 구축으로
전세계 시장을 석권하고 있는 상황이다
본 과제에의한 플라스틱 반투과반사 윈도우의 시제품은 수입시판되고 있는 상용소
재와 동등이상의 특성을 나타내고 있어 향후 양산설비 및 양산공정연구에의한 소
재의 국산화가 가능하다고 할 수있다 또한 본 과제의 플라즈마 표면처리는 저온
표면처리를 요하는 광학용 플라스틱 소재의 표면처리에 활용될 수 있으며 광경화에
의한 하드코팅공정은 기존 열경화방식과는 달리 화가 가능하며 대량 양산in-line
체제를 갖출 수 있어 향후 큰 폭의 성장이 기대된다
- 53 -
참 고 문 헌
1 Oleg A Popov ldquoHigh Density Plasma Sourcesrdquo NOYES Publications(1995)
전자기술연구회 초음파 응용 기문사2 ldquo ( 1997)
임준섭외 명3 4 ldquoImprovement in Surface Hardness of Plastic Surface Mirrorrdquo
Korea-Russia Symposium(1998)
4 Lan G Brown ldquoThe Physics and Technology of Ion Sourcerdquo John Wiley amp
Sons(1989)
이규환 외 명 진공증착법으로 제조된 박막의 밀착성에 관한연구 한국5 4 ldquo AI-Cr rdquo
표면공학회지 VoI27No1Feb(1994)
한성남 외 명6 4 ldquoImproving Wettability of Polycarbonate and adhesion with
aluminum by Ar+ ion irradiationrdquo JMaterial Res Vol9 Sep(1995)
한성남외 명 표면에 아르곤 조사와 친수성증대7 4 ldquoPolymethylmethacrylate rdquo The
Korean Physical Society Vol8No2 Mar pp193~198(1995)
인하대 광기술교육센터 광학시스템의 설계 및 평가 인하대 광기술교육센터8 ldquo rdquo
(1999)
임준섭외 명9 5 ldquoEffect of Ion Beam Assisted Cleaning on Adhesion of AI to
Polymer Substrate of PC and PMMArdquo Asian Finish lsquo98(1998)
10 CJ Brinker and GW Scherrer ldquoSol-Gel Science The Physics and
Chemistry of Sol-Gel ProcessingrdquoAcademic Press NY(1990)
아주공업 주 표면처리 기술을 이용한 자동차용 후사경 개발 산업자11 ( )rdquoPlasma rdquo
원부 최종보고서(2000)
고성진외 명 자동차용 플라스틱 미러와 그 제조방법 아주공업 주12 2 rdquo rdquo ( )(2002)
아주공업 주 플라즈마 기술을 이용한 오토바이 헬멧용 무적쉴드개발 중소기13 ( ) ldquo rdquo
업청 최종보고서(2002)
박원규 졸겔법의 응용과 제품 명현문화사14 rdquo rdquo (1999)
홍진후 경화코팅 조선대학교 출판부15 rdquoUV rdquo (2002)
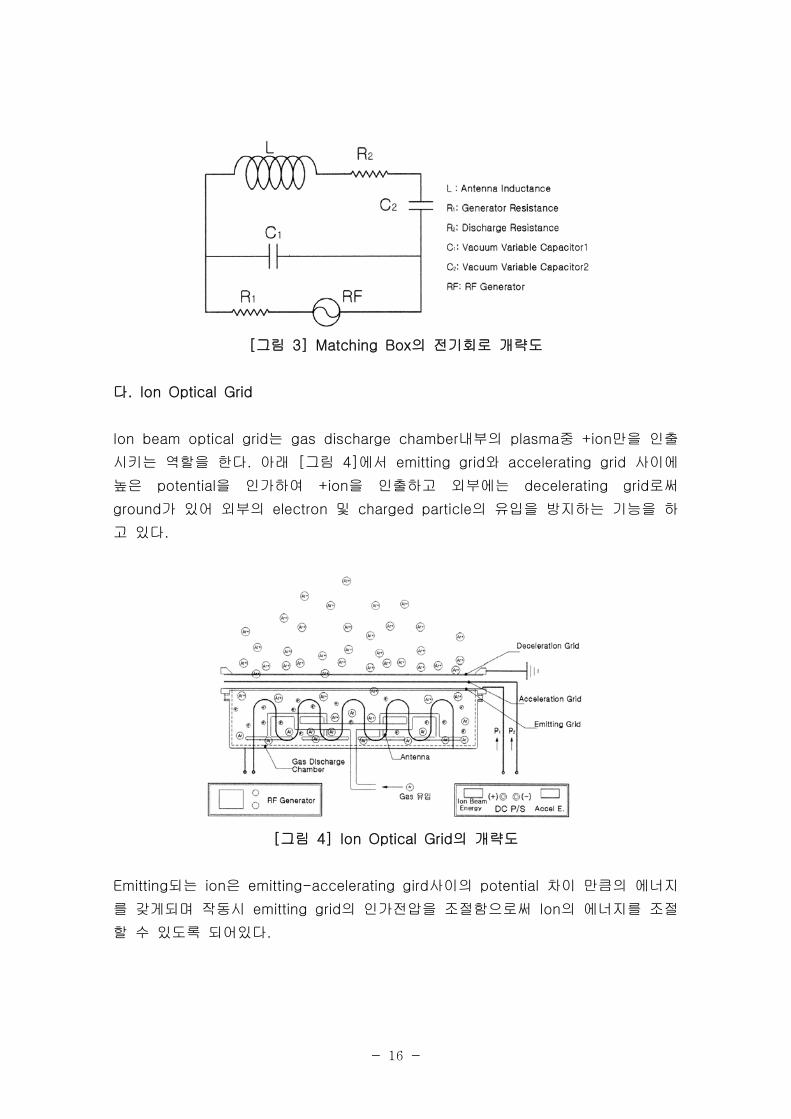
- 16 -
그림 의 전기회로 개략도[ 3] Matching Box
다 Ion Optical Grid
는 내부의 중 만을 인출Ion beam optical grid gas discharge chamber plasma +ion
시키는 역할을 한다 아래 그림 에서 와 사이에 [ 4] emitting grid accelerating grid
높은 을 인가하여 을 인출하고 외부에는 로써potential +ion decelerating grid
가 있어 외부의 및 의 유입을 방지하는 기능을 하ground electron charged particle
고 있다
그림 의 개략도[ 4] Ion Optical Grid
되는 은 사이의 차이 만큼의 에너지Emitting ion emitting-accelerating gird potential
를 갖게되며 작동시 의 인가전압을 조절함으로써 의 에너지를 조절emitting grid Ion
할 수 있도록 되어있다
- 17 -
그림 에서의 변화[ 5] Optical Grid Potential
각 는 의 일정한 간격을 유지하고 있으며 플라즈마 발생시 온도grid 08 ~ 12
에 의한 변형을 막기 위해 선팽창계수가 낮은 박판 소재를 사용하고 있titanium (1t)
다 본 과제어 적용된 는 아래 그림 과 같다 RF ion source [ 6]
그림[ 6] RF Ion Source
이온원의 특성2
가 의 조절성 Ion Current
의 특성은 개구부의 단면적이 인 에RF linear ion source 1 faraday cup DC
의 전압을 인가한 후 이온 전류를 측정하였다 그림 는27V [ 7] Ion source RF
의 조절에 의하여 의 가 조절되며 에power ion beam current density emitting grid
인가전압을 조절함으로써 의 를 조절할 수 있도록 되어 있다 Ion Beam energy Ar
O2 의 유량 는 인 조건에서 측정된gas 15sccm ion beam energy 1KeV ion beam
의 값은 그림 에 나타내었다current [ 8]
- 18 -
그림 및 측정[ 7] Faraday Cup Ion Current
그림 에 따른[ 8] RF Power Ion Current Density
그림 에서 알 수 있듯이 원자량 또는 분자량이 클수록 같은 에서 이[ 8] RF power
온 전류가 많이 생성되는 것을 알 수 있다 이는 질량이 무거울수록 미분산란 단면
적이 증가하여 이온화가 잘 되기 때문이며 는 공급을 Ion current density RF power
로 증가시킴에 따라 까지의 범위에서 비교적 선형적으로10~130W 5 ~ 38 Aμ
증가됨을 알수 있다 의 조절성 확보와 Ion beam current 5times10-4 ~ 3times10-5 의torr
넓은 작동영역은 플라스틱 표면처리의 다양한 적용을 가능하게 하였다
- 19 -
나 의 Ion Beam Uniformity
플라스틱 모재의 표면개질 및 에 사용된 는 대면cleaning linear ion beam source
적 기판의 표면처리에 있어서 의 균일성 확보는 필수적이라 할 수 있다ion beam
더욱이 플라스틱의 경우 친수성 증대를 위한 량의 적정영역 폭은 상대적ion dose
으로 광범위하지 않아 균일성이 낮을 시는 대면적 시료를 일괄처리할 수 없어 후공
정인 반사막 및 다층막의 부분적 박리 및 을 유발할 수 있다crack
와의 거리가 인 지점에서Optical grid 400 Ar 20 sccm RF 60W ion beam
는 각각 이고 진공도energy 05 1KeV 8x10-5 에서 측정된 의torr ion beam current
분포를 그림 에 나타내었다 의 는 로 시료크기[ 9] Ion Beam uniformity 82 500
이상의 대면적에서 사용가능하다고 할 수 있다
그림[ 9] Linear Ion Beam Profile
제 절 고진공 금속증착2
증착막의 균일성1 (uniformity)
본 개발에 사용된 의 은 수많은 전자의 충돌에의해 증Electron-Beam Gun crucible
착물이 되는 시발점이며 종종 점증발원으로 이상화되어 수학적으로 해evaporation
석되고 있다 이 때 증발된 물질은 불균일하게 방사형으로 퍼져 나가기 때문에 평
면 모재에 균일한 박막을 증착하기는 그리 쉽지않다 증발된 물질은 일반적으로
COS2의 법칙을 만족하여 증발된다고 알려져 있으며 이에 대한 대책으로 안경렌즈
등 광학 코팅업체에서는 형의 기판 를 설치하여 회전시키고 고정 를dome jig mask
제작하여 균일성을 확보하고 있다 그러나 본 과제와 같이 대면적 평판의 경우 장
단의 차가 매우 커서 회전방식을 이용할 경우 공간의 효율적 활용이 어렵고 증착물
의 소모가 너무 많은 단점이 있어 기판의 평행이송과 고정 를 복합적용하여mask
증착박막의 균일성을 확보코자 하였다
- 20 -
가 이론적 두께 분포
증발원의 형상 및 기판의 상대위치에 따른 박막의 두께분포는 수식에 의해 계산이
가능하며 점증발원에서 높은 거리에 있는 평면상의 중심 에서 만큼 떨어져 있 0 X
는 점에서의 막두께 는 기하학적 가정과 해석을 통해 다음과 같이 구할 수 있다t
그림[ 10]
m 증발량 h 증발원과 기판과의 수직거리
p 증착물질의 밀도 x 기판의 중심에서 측정하고자하는 미소평면과의 거리
그림 점증발원의 기하학적해석[ 10]
아래의 그림 은 점증발원 및 미소평면증발원인 경우 각각 평면기판상에 증착된[ 11]
막의 두께 분포를 수식에 의해 구한 결과이다
그림 수식에 의한 증착막의 두께분포[ 11] (H Macleod)
- 21 -
축은 중심에서의 두께에 대한 비를 나타내며 축은 점에서 측정하고자 하는 미Y X 0
소평면까지의 거리 와 증발원과 기판사이의 거리 에 대한 비를 나타내고 있다 중X h
심부에서 최대의 두께를 나타내며 가 인 부터는 급격한 변화가 있으나 연속 Xh 03
적으로 감소함을 알 수 있다
제 절 플라스틱 특성평가3
광흡수율1
가 의 구비조건 Spectrophotometer
파장범위는 를 측정할 수 있어야 한다1) 340 ~ 780nm
측정 파장 간격은 이하로하고 분광측정기의 사출 슬릿에서 나오는 방사2) 10nm
속의 유효 파장폭은 이하로 한다10nm
측광방식은 기준물체로 부터의 투과 광속 또는 반사광속의 비교 측정에 의한 것3)
으로 하고 측과의 정확성은 측광 범위 최대 눈금의 이내로 하고 반복 정밀도 1
는 이내로 한다05
분광측정기 파장눈금의 치우침은 분광 측광기의 투과 파장대에 대한 최대 강도4)
의 파장으로부터 이내로 한다1nm
나 측정방법
투과율 측정방법 시료면의 법선방향에서 분광 측정기의 사출 슬릿에서 나오는1)
평행에 가까운 광선속을 입사시켜서 그 투과광의 방향에서 간격의 파장에 10nm
대해 분광 투과율을 측정한다 기준 물체는 광로 중에 시료를 삽입하지 않는 경우
의 공기층으로서 그 분광투과율을 로한다1
반사율 측정방법 시료의 면에 대해서 법선에 대한 각도가 도를 초과하지 않2) 15
는 입사각으로서 분광 측정기의 사출 슬릿에서 나오는 평행에 가까운 광선속을 입
사시켜서 간격의 파장에 대해서 분광반사율을 측정한다 기준 물체로서는 절10nm
대 반사율 측정법에 따라 표준 거울면 반사체를 사용한다
- 22 -
흡수율 계산 금속박막의 광흡수율 은 전체 입사광 에서3) (A) 100 visual range
에서의 평균투과율(Tav 과 평균반사율) (Rav 의 을 뺀 광량을 다음식에서 구할 수 있)
다
광흡수율(A) = 100-(Tav+Rav)
다 평가시 주의사항
측정시 온도와 습도를 기록한다o Spectrophotometer
의 램프는 적어도 시험 분전에 켜 놓는다o Spectrophotometer 5
측정시 주변의 진동이 없도록한다o Spectrophotometer
표준 반사 시편은 주기적으로 평가하고 기록하여 보정계수를 수정한다o
내마모성2 (ASTM D1044)-TaberHaze Test
가 시험개요
이 시험 방법은 를 사용하여 시료표면에 를 발생시킨 후 광투Taber abraser haze
과율에 의한 값의 변화를 측정함으로써 표면의 내마모성을 평가하는 방법으haze
로 값이 클수록 내마모성이 나쁘고 작을수록 내마모성이 높다고 할 수 Haze()
있다
그림[ 12] Taber Abrasion Tester
- 23 -
나 시험방법
시료의 준비1)
시험할 시료는 깨끗하고 원형 혹은 사각으로 지름 이상 크기의 투명판상부재80
여야하며 두께는 이하가 바람직하다 시료의 중앙에는 홀가공되어 12 Taber
에 장착이 가능해야 한다Abraser
에의한 마모2) Taber Abraser
는 시편을 회전시키는 회전판과 회전하는 시편 표면에 접촉하여 표Taber Abraser
면을 마모시키는 두 개의 마모윤으로 이루어져 있다 시편을 회전판 위에 고정시킨
후 일정한 무게 를 갖는 마모윤을 시편 위에 올려놓아 하중을 가한 상태에서(500g)
마모윤과 시편을 동시에 회전시켜 표면을 마모시키는 장치로 하중 및 회전 cycle
은 시료에 따라 적용을 달리한다 시험환경은 온도 상대습도 23 plusmn 2 50 plusmn 5
이어야 하며 마모윤은 마다 교환해서 사용한다 100 cycle
측정3) Haze Valve
로 마모된 시편은 로 혼탁도 를 측정하여 내마모Taber Abraser Hazemeter (Haze)
성을 평가한다 는 투명판의 를 측정하는 장치로서 여기서 Hazemeter Haze Haze
란 시편이 얼마나 깨끗한가에 대한 척도이며 투명판에 빛을 비추었을 때 투명판을
투과하는 빛 중에서 입사광으로부터 보다 큰 각도로 벗어나는 빛의 백분율을25deg
뜻한다 한 시편 당 개 이상의 측정 점에서의 평균값을 구하고 마모 전에 측정 4
된 값과의 차 를 구한다haze Haze()
접착력3 (ASTM D3359)
코팅층의 접착력 평가를 위한 다양한 방법이 개발되고 있으나 대부분 금속 유리 등
무기소재가 주를 이루고 있으며 플라스틱과 같은 유기물과 코팅층과의 접착력을
정량적으로 평가하기에는 다소 한계가 있는 실정이다 일반적으로 가장 광범위하게
간단히 적용되는 방법은 이며 최근에는 임계하중값을 이용Cross-Cut-Tape-Test
하는 방법도 적용되고 있다scratch-test
가 Tape-Test 접착테이프 접착력시험법으로 그림 과 같이 칼로 간격으 [ 13] 1
로 개의 선을 직교하도록 긋고 접착테이프 사의 를 사용하여11 (3M 610)
한 코팅층 위에 밀착시킨 후 순간적으로 도 방향 테이프를 떼어 초cross-cut (45 )
기의 정사각형 수 개 와 시편에 잔존하는 코팅층의 정사각형 수를 비교함으로(100 )
써 부착력을 정량적으로 표현하는 방법이다 신뢰성 측면에서 곳이상에서 각 회 3 5
이상 실시 할 수 있다
- 24 -
그림[ 13] Cross-Cut Tape Test
나 Scratch Test 그림 과 같이 다이아몬드 팁이 달린 로 기 [ 14] Nano-indenter
판의 표면에 위치한 후 수직방향의 힘을 선형적으로 증가시키면서 동시에 수평방
향으로 기판을 등속으로 이송하여 표면의 긁힘 자국을 관찰한다 밀착력은 수평방
향의 전체 이송길이 에 대응하는 임계길이 에서의 임계하중을 간단한 비례식으로L
계산하여 밀착력 을 계산한다(N)
그림 스크레치 테스크 개념도[ 14]
표면경도4 (ASTM D3363)
가 개 요
플라스틱 코팅층의 표면경도는 경도값을 알고 있는 연필심을 이용하여 소재의 표면
경도를 평가하는 방법이다 분위기 온도범위와 습도 의 상 23 degC plusmn 2degC 50plusmn 5
대습도에서 시험한다
연필경도 단계는 다음과 같다
- 25 -
6B-5B-3B-2B-B-HB-F-H-2H-3H-4H-5H-6H-7H-8H
(Softer) (Harder)
나 시험 및 평가방법
경도를 알고있는 연필의 심 길이를 로하고 끝단을 심방향과 직각이도록1) 5~6
로 깍아 단면이 동심원이 되도록 준비한다 기계식 연필깍기 사포 등 사용90deg ( )
측정하려는 시편을 단단하고 수명한 면 위에 올려놓는다2)
준비된 연필을 시편면과 과가 되도록 올려 놓고 단단히 연필홀더에 고정시킨3) 45deg
다
연필심에 일정한 압력이 전달되도록 균일한 힘을 가하면서 균일한 속도로4) 65
이상을 전진시킨다
상기 번을 회 반복한다 확보된 다섯개의 경로선을 관찰하여 코팅층의5) 1234 3
긁힘여부를 확인한다
세개의 선 중 긁힘이 발생한 선이 있으면 아랫 등급의 연필을 사용하여 상기6)
를 반복한다12345
세개의 연필경로선 모두에서 긁힘 발생이 없으면 사용한 연필의 경도를 코팅층7)
의 표면경도로 기록한다
다 주의사항
시험전 시편의 표면에 오일 콤파운드 등을 제거하여 시험중 미끄럼발생이 없도
록 한다
시험중 연필심의 에지부에 크랙 파손이 발생할시에는 재가공후 시험한다
- 26 -
표면친수성 에너지5 ( )
플라스틱 모재의 향상을 위한 연구에 있어서 표면 특성의 정량적인 평가wettability
가 수행되어야 하며 직접적인 실험에 의한 향상정도를 확인할 수 있어야 한다 표
면 특성의 정량적인 평가로서 본 과제에서는 액체의 접촉각을 측정하여 표면에너지
를 구함으로써 향상정도를 비교할 수 있었으며 에 의해 향상됨cross-cut tape test
을 파악할 수 있었다 일반적으로 고체표면의 에너지는 표면의 형상조도에 의해 좌
우되는 와 극성작용기에 의한 의 합으로 계산된다dispersion force polar force
고체표면의 와 를 구하기 위해서는 물성을 알고있는 두dispersion force polar force
극성용액의 고체표면과의 을 측정함으로써 다음과 같이 간단히 계산wetting angle
할 수 있다
Wetting angle120563120574s
d Dispersion force of Solid120574ld Dispersion force of Liquid
120574sp Polar force of Solid
120574lp Polar force of Liquid
일반적으로 사용되는 극성용액은 차증류수와 용액을 사용하며 각 용액3 formamide
의 물성은 아래 표 과 같다[ 1]
표 극성용액의 물성[ 1]
각 용액의 을 측정하고 용액의 기지의 상수를 활용하여 상기식을 이wetting angle
용한 두방정식의 연립을 통하여 고체의 표면에너지를 계산하는 것이다 본 과제에
서는 의 에너지 및 량에 따라 고분자 및 하드코팅표면의ion beam dose wetting
을 측정하고 상기 식에 적용하여 표면에너지를 구할 수 있었으며 박막 증착angle
후 를 통하여 접착력의 향상을 확인할 수 있다cross-cut tape test
- 27 -
제 장 플라스틱 반투과반사 윈도우 코팅공정개발3
제 절 플라즈마 이온원에의한 표면처리1
산업전반에 걸쳐 광범위하게 사용되고 있는 플라스틱은 경량성 및 높은 생산성으로
인해 그 활용 폭을 점차 넓혀가고 있으나 플라스틱의 열에너지chemical reaction
에 의한 표면거칠기 열변형 무기물과의 접착력 등의 특성은 플라carbonization
스틱의 활용에 한계가 되고 있으며 이러한 문제를 해결하려는 연구개발이 다양한
분야에서 활발하게 진행되고 있다 특히 glow discharge electron beam arc
등의 방법으로 플라스틱 표면의 특성을 개선하기 위discharge corona discharge
한 연구가 이루어지고 있으며 일부 연구결과는 산업현장에서 적용되어 핵심공정으
로 자리를 잡고있다 본 과제에서는 에너지를 갖는 조사에 의한 고분자 ion beam
표면의 친수성을 높이고 표면에너지의 향상을 통하여 금속 무기물과의 를wettability
증진코자 하였다 수백 에서 수 의 에너지를 갖는 을 사용한 것과 KeV MeV ion beam
는 달리 내외의 에너지를 갖는 을 사용함으로써 플라스틱 표면의1KeV ion beam
큰 손상없이 만을 증진시켜 무기물과 고분자의 접착력이 혁신적으로 개wettabiIity
선되는 결과를 나타냈다
플라스틱 모재에 플라즈마 을 조사하여 의 량 변화에 따른ion beam ion beam dose
극성용액의 을 측정하였다 그림 는 의 에너지를wetting angle [ 15] ion beam 1
로 일정하게하고KeV O2와 이온 빔의 이온선량을Ar 1times1014 에서 1times1017 ion
의 범위로 변화시키며 조사하였을 때 증류수의 접촉각 변화를 나타낸 것이다
그림[ 15] Water Wetting Angle(lon Beam Energy 1KeV)
- 28 -
기판의 증류수에 대한 접촉각 측정은 플라즈마 이온빔 처리된 모재의 표면에 증류
수 를 각각 군데 떨어뜨린 후002 3 contact anglometer (Goniometer Model
를 사용하여 을 측정한 후 평균값을 취하였다G-1 ELMA Inc) wetting angle
플라스틱표면에 플라즈마 처리안된 시료의 증류수에 대한 접촉각은 였으며 플92deg
라즈마 표면 개질된 모재의 은 정도wetting angle 30deg (1times1017 로 떨어짐을ions )
확인할 수 있었다 표면에너지값을 구하기 위하여 포름아미드 용액의 접촉각을 같
은 방법으로 측정하였다 그림 이온선량이 증가하면서 접촉각이 조금씩 감소하[ 16]
는 경향은 증류수 접촉각 실험과 같은 경향을 보이고 있다
그림 포름아미드[ 16] Wetting Angle(Ion Beam Energy 1Kev)
물과 포름아미드 극성용액의 측정된 접촉각을 이용하여 플라스틱 모재의 표면에너
지를 구할 수 있었다 그림[ 17]
그림 이온선량에 따른[ 17] Surface Energy
- 29 -
표면거칠기에 큰 영향을 받는 의 경우 이온선량이 증가함에 따라dispersion force
대체적으로 완만한 변화를 보이고 있으나 의 경우 이온선량이 증가함에 polar force
따라 지속적으로 급격히 증가하여 이온선량이 1times1015 Ar+ 에서는ions 40 ergs
까지 도달하였으며 이온선량이 1times10 17 Ar+ 에 이르러서는 의ions 64 ergs
표면에너지까지 증가하여 초기의 보다는 배이상이 증가함을 알 수 있었30 ergs
다 이와 같은 변화는 이온 빔의 조사로 인하여 플라스틱 기판 표면에 free radical
이 생성되고 의 형성으로 설명되고 있다hydrophilic group
한편 의 에너지 변화에 따른 플라스틱의 표면에너지 변화를 알아보기 위 ion beam
하여 이온선량을 8x1016 Ar+ 로 일정하게 하고 의 에너지를ions ion beam
까지 일정하게 증가시키면서 물과의 접촉각을 측정하였다 그림1500eV [ 18]
그림 에 따른 물과의 접촉각 변화[ 18] Ion Beam Energy
플라스틱 종류별 차이는 있으나 대체로 내외였으며 이상에서는 점차40deg 1500eV
로 다시 증가하는 것을 보여주었다 으로 표면처리시 의 보다는 Ion beam ion energy
의 량에 지배를 받는 것으로 파악되었으며ion dose Ar+만의 조사보다는 02 분위기
에서의 Ar+ 조사시 효과가 높았으나 진공도가 낮아지는 점과 이 불안정하ion beam
다는 단점이 있어 Ar+ 만의 조사가 생산적용시에는 유리하다고 판단된다
- 30 -
제 절 하드코팅공정연구2
전처리 공정1
플라스틱 표면 상에 흡착 부착된 오일 미세먼지 지문 등 다양한 오염물은 하드코
팅 후 코팅층의 박리 핀홀 표면 얼룩 등의 다양한 불량을 초래할 수 있어 coating
액의 도포공정에 앞서 필수적으로 세정공정을 수행해야한다 본 과제에서는 초음파
세척방법을 전처리공정에 적용하여 하드코팅공정 연구를 수행하였다 그림 는 [ 19]
본 연구에 사용된 세척장치로써 세정액이 담긴 세정조 차 및 차 수세조와 탕세 1 2
조로 구성되어 있다
그림 초음파 세척 장치[ 19]
본 과제에서는 초음파를 기본적으로 사용하고 플라스틱 소재의 성형방법에 따라
표면특성 및 오염된 표면 이물질이 달라 각각 다른 공정 방법을 적용하였다
가 사출 및 압출 성형된 모재
대부분의 플라스틱 기판은 알카리 세제를 사용한 전처리공정으로 깨끗한 기판을 얻
을 수 있었으며 처리 후 부착력이 우수한 코팅층을 얻을 수 있었다 hard coating
세척순서는 아래와 같다
알카리 세제 수용액에 초음파 세척 분(1) 5 50~60 times 10
흐르는 수도물에 수세 대략 초(2) 10
증류수에 초음파 수세 분(3) 50~60 times 10
증류수에 탕세(4) 4 s 60~70
- 31 -
건조 분(5) 70 times 60
보관 에 보관(6) SUS box
나 성형된 모재 Casting
성형시 필수적으로 포함되는 모재의 이형성분을 제거하기위한 최적공정을Casting
파악하기 위해 세제의 농도 및 처리시간에 따른 실험을 수행하였다 실험은 1~
의 알카리 세제로 각각 분으로 나누어 초음파 처리하고 의 으10 5 10 30 50 IPA
로 분 범위내에서 시간을 달리하여 초음파 세척한 후 코팅제로3~10 A-104 hard
을 하였다 다음은 세척공정 순서이다coating
알카리 세제 수용액에 초음파 세척 분(1) 5 50~60 times 10
흐르는 수도물에 수세 대략 초(2) 10
수용액에 초음파 세척 분(3) 20~50 IPA 30~40 times 7~8
증류수에 초음파 수세 분(4) 50~60 times 10
증류수에 탕세(5) 4 s 60~70
건조 분(6) 70 times 60
보관 에 보관(7) SUS box
시편의 평가는 육안에 의한 얼룩의 유무확인과 에 의한 부착력cross-cut tape test
으로 판단하였다 알카리 세제와 농도가 각각 와 미만일 때는 오염 물질 IPA 5 50
이 완전히 제거되지 않아서 코팅막에 약간의 얼룩이 관찰되었으며 의 알카리 5
세제로 분 분간 초음파 세척과 분간 초음파 세척공정시에5 ~10 7 IPA hard coating
의 부착력이 우수하였고 코팅막에 얼룩도 발생하지 않았다
표 는 알카리세제와 수용액으로 세척된 기판위에[ 2] IPA PMMA casting hard
막을 형성시킨 후 코팅층의 부착력을 시험한 결과이다coating
표 기판에 대한 세척 코팅 접착력[ 2] PMMA Casting +
- 32 -
공정2 Dipping
하드코팅공정에 있어서 도포공정은 다양한 방법이 개발되어 있으며 본 과제에서는
두께조절성 액의 소모성 등을 고려해 디핑방식을 적용하였다 공정의 Dip-coating
개략적 방법은 다음과 같다
플라스틱 모재는 함수율이 높아 코팅전 모재건조를 실시한다(1)
플라스틱 모재에 묻어있는 먼지를 안에서 제전건으로 완벽히 제거(2) clean room
한 후 의 에 수직으로 고정시킨다dip-coater jig
시편을 코팅액이 담겨져 있는 코팅조에 일정한 속도로 하고 초간 유(3) dipping 10
지시킨다
의 인상속도를 조절 한 후 시편을 일정 속도로 인상한(4) Dip-coater (2~6 sec)
다
이 때 인상속도를 조절하여 코팅층의 두께를 조절할 수 있다 딥코팅시 분위기 습
도를 이하 온도 상온 코팅액 온도를 로 유지하여 액의 경시변RH 50 18 ~ 20
화를 최소화 해야한다 플라스틱렌즈 및 보안경 등 공정을 요하는 업 hard coating
체에서는 정도의 청정실에서 하드코팅을 실시하고 미만의 상대습class 1000 50
도 조건을 유지함으로써 대기 중의 먼지 부유물등에의한 오염을 최소화하고 있으
며 날씨변화에 따른 분위기 환경을 일정하게 유지하고 있다
코팅 분위기 조건의 변화는 경화 후 막에 에 의한hard coating particle pin-hole
과 현상 등을 일으킬 수 있으며 양질의 우수한 코팅막을 얻기가 힘들다 본hazing
연구에서는 인 의 을 설치하여 하class 1000 conventional air flow type clean room
드코팅공정을 실시하였다
그림 내부 사진[ 20]Clean room
- 33 -
내부에는 제전건 기 클린 오븐 광경화기 초음파세척장Clean room dip-coating
치 등의 설비를 구비하여 경화형 처리가 일괄적으로 처리됨으로써UV hard coating
우수한 물성의 하드코팅막을 얻을 수 있었다 그림 은 내부의 사 [ 20] clean room
진이며 작업시 내부온도는 습도는 이하를 유지하 hard coating 18~20 40RH
였다
전도체인 금속과 달리 플라스틱은 절연물질로 전기전하의 이동을 허용치 않아 마찰
등에 의하여 쉽게 정전기장을 형성하여 정전기장 내에 놓여있는 반대 극성을 갖는
입자를 끌어들이게 된다 이러한 입자를 제거하기 위해서는 플라스틱 표면 및 입자
의 극성을 중성으로 바꾸어 줌으로써 간단히 해결할 수 있다 본 과제에서는
공정 전에 공기를 이온화시켜 대량의 양 음이온을 발생시키는 장치인dipping
을 사용하여 을 제거할 수 있었으며 이물에의한 코팅층의Anti-Static-Gun particle
불량을 줄일 수 있었다
본 과제의 딥방식은 인상방식과 장치의 정밀성이 코팅특성을 좌우한다고 할 수 있
다 본 과제에 적요된 딥인상은 에의한 조의 인상 하강 방식으로 air-hydro type ㆍ
정숙성이 높은 방식이다
그림 장치 유공압[ 21] Dip-coating ( type)
- 34 -
실린더의 제어는 유공압 방식을 사용하였으며 이는 압축공기를 이용하여 유압실린
더를 제어하는 방식으로 공기의 압축성으로 인한 문제점을 개선한 것이다 즉 공기
압을 사용하면서 유압유니트와 같이 작동개시 때나 부하변동시에 접속구동이 가능
하고 저속 구동시 현상을 방지할 수 있는 유압실린더의 장점을 활용한 것 stick slip
이다 일반적으로 유공압은 실린더의 정밀정속구동 중간정지 이속제어나 로터리형
액츄에이터의 완속구동 등에도 많이 적용되고 있다 그림 은 본 실험에 사용한 [ 21]
유공압 방식의 장치로써 실린더와dip-coating air hydro type convertor coating
조 냉각 및 시스템 용량 사용 line filtering (chemical pump (10 min) 15 filter )ℓ
등으로 구성되어 있다
경화공정3
플라스틱 기판위에 경화형 액을 딥방식에의한 도포 후 에UV hard coating 50~70
서 분동안 시키고 램프 에의한 를 조사시키면3~5 pre-heating UV (200~400nm) UV
표면경도 및 내마모성이 우수한 막이 형성된다 표 에서는 본 연구에 사coating [ 3]
용되어진 코팅제 종류 및 경화조건을 나타내었다
표 코팅제 종류 및 경화 조건[ 3]
Maker Grade 용 도 경 화 조 건
사 국내L ( ) A-104GN 겸용PC amp PMMA파장UV lamp (250~360nm)
에너지UV 65~90mjcm2
사 국내H ( ) 0-299 용PMMA파장UV lamp (250~360nm)
에너지UV 60~85mjcm2
사 국외E ( ) C-220 겸용PC amp PMMAUV lamp 300Winch
이송속도 25ftmin
사 국외H ( ) B-8558 겸용PC amp PMMA파장UV lamp (250~360nm)
에너지UV 75mjcm2
본 과제의 광경화공정연구에 사용된 광경화기를 그림 에 나타내었으며 일반적[ 22]
인 광경화의 원리 및 메커니즘은 다음과 같다
가 경화원리 및 특징 UV
전자파 중 자외선 은 파장이 까지의 영역을 의미하고 있으나 경(UV) 10~400nm UV
화에 이용되는 파장범위는 대체로 이며 이 자외선이 화학작용에 유효200~400nm
한 것은 유기 화합물의 해리 분해반응을 일으킬 수 있는 강력한 에너지를 가지고
있기 때문이다
- 35 -
경화 메커니즘(1) UV
일반적으로 코팅제의 경화는 광개시제로부터 시작되는데 자외선이 갖는 에너지UV
에 의해 광개시제가 분해되어 라디칼 반응을 형성하여 반응을 유도할 수 있는 활성
체가 된다 이 활성체에 의하여 및 와 연쇄적으로 반응하여 망 monomer oligomer
상구조화된 고분자막이 형성되는 것이다
경화의 특징(2) UV
저온에서 경화가 가능하다 내열성이 좋지 않은 플라스틱 모재에도 고품질의(1)
막을 형성시킬 수 있다coating
경화속도가 빠르다 건조단위가 초단위로 설정되기 때문에 의 연속자동화가(2) line
가능하며 작업효율이 향상된다
예열시간이 짧아 신속한 작업이 가능하며 에너지가 절감된다(3)
운전관리가 간단하고 신뢰성이 높다(4)
그림[ 22] UV dryer
- 36 -
나 사 사양 UV dryer (EYE GRAPHICS model ECS-301G1)
종류 와 수은등(1) lamp metal halide
(2) lamp power 및 로 조절 가능 15KW 2KW 3KW
발광장(3) 250nm
반사판 집광형(4)
조사거리 으로 조절가능(5) 100 ~ 180
속도 으로 조절 가능(6) conveyer 08 ~ 8mmin
냉각 방식 공냉식(7)
제 절 고진공증착공정3
증착공정개발1
가 증착물질 및 증착조건
반투과반사 윈도우는 투과성과 반사성을 동시에 만족해야하며 일반적으로 금속박
막을 고진공증착함으로써 구현될 수 있다 이러한 금속박막은 진공영역에서 작업을
수행해야하며 스퍼터링과 증착이 주를 이루고 있다 그 중 스퍼터링 방법 e-beam
은 재현성이 우수하고 방식으로의 적용이 용이하다는 장점이 있으나in-line target
및 의 교체 초기조건설정 등이 용이하지 않아 본 과제에서는 다양한 재료cathode
를 코팅할 수 있는 을 적용하였다 유기물인 플라스틱상에 금속무기물e-beam type
의 접착력과 코팅후의 기계적 특성확보를 위해서는 다양한 증착공정 연구가 수행
되어야 한다 표 와 표 에 사용된 증착물의 물성과 증착조건을 각각 나타었 [ 4] [ 5]
다
표 주요 증착 물질의 물성표[ 4]
- 37 -
표 주요 증착물질의 증착조건[ 5]
나 측정값에 의한 증착막의 두께 분포
증착에 의한 증착막의 두께분포를 파악하기 위하여 크기의E-Beam 600 x500
위에 두께 의 증착속도 을 증착하였다 위치에 따른 증착glass 2500 AI ( 5 sec) Å Å
막의 두께를 측정하기 위하여 유리판 중앙부에서 바깥쪽으로 폭 간격 길이10 (
으로 등분하여 시편의 증착막두께를 으로 측정하였다 그림 계산30mm) 25 SEM [ 23]
에 의한 두께분포와 비교하였을 때 대체적인 경향은 비슷하지만 상대적으로 기울기
가 급함을 알 수 있다
그림 측정값에 의한 증착막의 두께분포[ 23]
두께측정시 사진에 의존한 측정이고 사용된 진공시스템은 이상화와는 거리가SEM
있어 약간의 차이가 발생되었다고 판단된다 측정된 값의 추세선을 구함으로써 고
정 의 제작시 로 활용할 수 있었으며 평행이송에 의한 균일성확보mask reference
연구에 참고데이터로 활용할 수 있었다
- 38 -
다 평행이송에 의한 균일성확보
기판의 평행이송과 고정 를 동시에 사용하여 두께가 균일한 박막을 제작하고mask
자 하였다 를 평행이송하여 동서방향의 균일성을 확보하고 이때 등두께를 기준 Jig
으로 동서방향을 등분하여 평면으로 이상화 해 구간내에서의 선의 형상을 두께13
기울기에 비례한 형상을 구현한 고정 를 제작하여 남북방향의 균일성을 확보하mask
고자 하였다 평행이송은 로 회전수를 inverter motor(LG -KMI400K1) 0~160rpm社
으로 조절하면서 이송하였으며 고정 는 기판이송방향의 직각방향에 대한 균일 mask
성만을 고려하여 설계제작하였다 그러나 에 의한 가림과 이송시 증착영역을 mask
벗어남으로 인해서 생기는 증착물 가 크다는 단점이 있었으며 고정 의 형loss mask
상은 증착물 증착율에 따라 다소 차이가 있어 여러 세트를 구비해야만 했다 수차
례 실험을 통해 증착물별 를 제작할 수 있었으며 평행이송속도를 증가시키고mask
왕복이송 횟수를 증가시킴으로써 이내의 균일성을 확보할 수 있었다10
시스템의 특성2 IBAD
가 증착시 온도의 변화
플라스틱 기판은 내열성이 낮아 열원에 장시간 노출되면 열변형과 함께 탄화되고
이 발생하여 박막물성에 악영향을 미칠 수 있으며 증착막과 비교하여out gassing
평균 수 십배 이상 선팽창계수가 높아 선팽창 차에 의한 박막의 과 박리를 일crack
으킬 수 있다 본 연구에서는 증착시 플라스틱에 미치는 분위기 온도의 영향을 파
악하고 적정 증착조건을 파악하기 위하여 금속 및 세라믹으로 나누어 증착시 분위
기온도 변화를 측정하였다
금속물의 시간에 따른 온도 변화(1)
은 분후 약 도정도 상승하여 시간에 따른 온도 변화가 거의 없었지만 은AI 10 3 Cr
약 도가 상승하여 급격한 상승을 보이고 있어 증착시 온도변화를 주목할 필요가12
있었다 더욱이 은 증착율이 높을수록 박막이 형태로 증착되어 반사율을 Cr granule
저하시키는 원인이 되었으며 막 자체에 도 많이 발생되었다 반투과반사 윈도crack
우 제작을 위한 금속박막 물질로는 보다는 이 온도측면에서 유리하다고 판단Cr AI
되었으며 아래의 그림 에 금속박막의 시간에 따른 온도의 변화를 비교하였다[ 24]
- 39 -
주) 증착률Al -10 sec EC-260~280Å
증착률Cr -10 sec EC-65 ~ 95Å
그림 금속박막의 시간에 따른 온도변화 비교[ 24]
세라믹의 시간에 따른 온도 변화(2)
세라믹은 금속과 달리 일반적으로 가 매우 높아 증착시 분위기온도melting point
상승이 매우 컸다 측정된 세라믹의 시간에 따른 온도의 변화는 그림 에 나타 [ 25]
내었다
주) SiO2 증착률 -10 sec EC-45 ~ 60Å
TiO2 증착률 -10 sec EC- 175Å
AI2O3 증착률 -10 sec EC-180~260Å
그림 세라믹박막의 시간에 따른 온도변화 비교[ 25]
- 40 -
그 중 SiO2 TiO2는 분 경과후 가량의 비교적 완만한 온도변화를 보이고 있10 10
으나 AI2O3는 가량의 급격한 온도상승을 보여 고증착율에서의 사용에는 한계30
가 있었다 실증착시에는 의 를 낮춤으로써 증착율 E-gun emission current 3~5 Å
내에서 증착하여 급격한 온도상승을 막을 수 있었다 AI2O3은 경도가 매우 높고 증
착시 조밀도가 높아 보호막으로 많이 사용되는 증착물이다 그러나 본 실험에서는
증착시 열발산이 특히 심하고 증착율을 낮추어도 온도가 급상승하여 증착시 crack
이 쉽게 발생하여 플라스틱 기판에는 부적합하다고 판단되었다
나 플라스틱의 Out gassing
기체방출 은 진공용기 속에서 사용하는 물질의 표면이나 내부에 흡착(out gassing)
되어 있던 분자들이 방출되는 현상을 의미하며 진공조의 압력상승 및 박막의 물성
에 큰 영향을 미치게 된다 또한 고진공 에서 배기시간을 증가시키고 최저 system
도달 압력을 결정짓는 직접적인 요인이 된다 표 는 주요 물질의 기체방출율을 [ 6]
나타낸 것이다
표 주요 물질의 기체방출율[ 6] (Pa m3sm2)
본 연구에서는 플라스틱 기판 장입 유무에 따라 의 영항에 의한 진공도out gassing
의 변화를 알아보기 위하여 진공조 내부에 기판 를 장입한PC (250times65times3 ) 10ea
후 진공도를 측정함으로써 장입전과 비교하여 변화가 있음을 알 수 있었으며 측정
된 값은 그림 에 나타내었다[ 26]
- 41 -
그림 플라스틱 기판 유 무에 따른 진공도 변화[ 26]
그림 의 결과에서 나타나듯이 플라스틱 기판의 장입시 배기속도가 다소 늦[ 26] (PC)
어짐을 알 수 있었으며 이는 플라스틱 모재가 함유한 수분 등의 에 의out gassing
한 차이로 보여진다 기체 방출률은 표면상태나 세척정도 등에 의해 크게 baking
좌우된다고 알려져있어 본 연구에서는 진공조 내부의 에 세심한 주의를 cleaning
기울였으며 함수율이 높은 플라스틱 기판의 세척공정과 함께 건조공정을 확립하고
을 설치하여 플라스틱 기판이 진공조에 머무는 시간을 최소화함load lock system
으로써 플라스틱 모재로 인한 을 최소화할 수 있었다 out gassing
- 42 -
제 장 시제품제작 및 특성분석4
제 절 상용제품의 특성분석1
본 과제의 반투과반사윈도우 개발을 위해서 일본 상용제품의 특성을 분석하였다
일본제품의 측정결과 상하부는 이며 층의 두게는SEM 147 121 m Top coatingμ
로 층보다는 다소 얇은 코팅층이였다 또한 금속박막층은106 m Base coating μ
으로 관찰이 용이하지 않으나 및 에 근거한 추정결과 내SEM RBS SEM data 20nm
외로 판단되었다 아래 그림 은 상용제품의 모재 상하면의 단면 사진이다 [ 27] SEM
그림 반투과반사 윈도우 상용제품의 사진 상 하단면[ 27] SEM ( )
그림 은 일본제품의 분석 결과이다 이온을 조사하였고 이 때[ 28] RBS He2+
는 였으며 고에너지에의한 플라스틱 표면의 손상을 줄이기beam energy 224MeV
위해 이온 량을 으로 낮게 설정하였다dose 80 C μ
그림 반투과반사 윈도우 상용제품의[ 28] RBS Spectrum
- 43 -
분석결과 표층에는 내외의 이 관찰되었으며 내부로 됨에 따라 유20nm AI etching
기물이 지속적으로 관찰되고 있음을 알 수 있다 그림 과는 달리 표면에 [ 27] top
층이 존재하지 않으며 표면에서는 층만이 존재함을 알 수 있다coating AI
제 절 플라즈마 표면처리2
플라스틱 반투과반사 윈도우 시제품제작을 위해 플라즈마 이온빔을 조사하여 플라
스틱 모재의 표면처리를 수행하였다 플라즈마는 의 고순도 의 999999 20 sccm
를 공급하면서 를 사용하여 발생시켰다 이 때 는Ar gas RF power RF Power 80W
였으며 는 로 설정하여 모재가 장착된 지그를 좌우 이송하 Ion Beam energy 1KeV
면서 표면처리공정을 수행하였다 는 Base Pressure 12times10-6 였으며torr Working
는Pressure 5x10-4 였다 조사시간은 로torr Ion Beam 120sec 5times1017 Ar+ ions
의 였다 그림 는 에의한 표면처리 후 표면의 상태를 보기위한dose [ 29] ion beam
사진이다 의 면적을 하였으며 곳을 측정하여 평균값을 취AFM 1 x 1 scanning 5
하였다 조사 전후 표면의 거칠기 는 에서 로 다소 증가하였으 Ion (Ra) 55 589Å Å
나 플라스틱의 표면에는 큰 손상을 주지는 않는 것으로 파악되었다
그림 표면개질전후의 사진[ 29] AFM
그림 은 표면처리후 플라스틱 모재 상에 증류수를 떨어트려 을[ 30] Wetting angle
측정한 결과이다 표면처리 전 의 이 로 크게 줄여 들어 722 deg Wetting angle 171 deg
표면친수성이 크게 향상되었음을 알 수 있다
- 44 -
그림[ 30] Wetting Angle Test
제 절 광경화에의한 하드코팅3
광경화 하드코팅공정1
반투과반사 윈도우로 사용되는 플라스틱 소재는 낮은 내열성과 표면경도로 인해 코
팅층의 내구성 높이는데 한계가 있어 유무기계 막을 형성시킴으로써 표hard coating
면경도나 내마모성 등의 기계적 특성을 크게 향상시켰으며 코팅후 소재의 내마모
성 표면경도에 대한 평가를 수행하였다 하드코팅 공정에 있어서 가장 유의해야할
사항 중 하나는 공기 중 무수히 존재하는 미세먼지 및 파티클에의한 코팅층의 오염
이라고 할 수 있다 코팅층에 포함된 파티클은 코팅액의 흐름과 두께불균일성을 발
생할 수 있으며 더욱이 투명제품의 파티클은 제품불량에 있어서 주요요인이라고
할 수 있다 미세 파티클은 세척공정에서부터 경화 후 포장공정에 까지 일관되게
제어되어야 하며 양압에의한 클린룸을 필요로 하고 있다 더욱이 도포 및 경화조건
은 온습도 매우 민감하여 클린룸에 의한 항온항습이 필수적이라고 할 수 있다 본
과제에서는 헤파필터에 의한 의 항온항습 클린룸에서 하드코팅공정을Class 1000
수행하였다
막의 두께 균일성을 파악하기 위하여 측정위치를 변화시키면서Hard coating SEM
에의한 두께를 측정하였다
가 측정 방법 인 플라스틱기판을 대략 정도 250 X65 X3(t) 150 dip-coating
하여 기판을 아래 그림 과 같이 크기로 등분 한 후[ 31] 65cmX25cm 5 (1) (2)
샘플을 로 절단하여 단면가공 후 으로 관찰하였다(3) 10 X 4 SEM
- 45 -
그림 시료의 크기 및 측정점[ 31]
나 측정 결과 시료의 각 위치에서의 코팅층 측정두께를 표 에 나타내었다 아 [ 7]
울러 단면 사진을 그림 에 나타내었다SEM [ 32]
표 막의 두께 측정 결과 사용[ 7] hard coating (SEM )
그림 층의 단면 사진[ 32] Hard coating SEM
시제품의 하드코팅층 물성평가2
플라스틱 반투과반사 윈도우용 소재는 표면경도 접착력 내마모성 등 waveness
다양한 물성들을 만족시켜야 한다 물성시험을 위한 시료는 상에 코 PMMA A-104
팅액을 속도로 인상하여 광경화공정을 통해 제작되었다2 s
- 46 -
가 내마모성
하드코팅된 소재의 내마모성은 를 사용하여 물성평가를 실시하였steel wool tester
다 은 를 사용하였으며 하중은 을 유지하였고 왕복회수는 Steel wool 0000 1kg 50
회로 설정하여 시험 후 각 시편의 스크레치 발생 정도를 비교분석함으로써 코팅층
을 평가할 수 있었다 그림 은 자체에서 설계 제작한 [ 33] steel wool scratch
의 사진이며 사양은 다음과 같다tester
기계규격 670 times 265 times 370①
로울러 지지축 운동규격 20 times 158 times 304 ( 120 )②
로울러 12 times 50③ empty회전축 모터와 연결축 11 ( )④ empty무게추 고정봉 5 times 80⑤ empty무게추 500g 2 ea 200g 4 ea 100g 4 ea⑥
밸런스 추 295g⑦
로울러축 지지대 20 times 24 times 62⑧
이동 정반 8 times 168 times 372⑨
시험품 고정판 40 84 times 150 ( 2 ea )⑩
가압 핸들 5 times40⑪
그림[ 33] Steel Wool Scratch Tester
나 표면경도
막은 내마모성과 표면경도에서 한계가 있는 플라스틱 표면특성을 향Hard coating
상시키기 위해 수행되었으며 딥방식에의한 도포와 에의한 광경화공정을 적용하 UV
였다
- 47 -
그림[ 34] Pencil Hardness Tester
딥 도포공정에서 인상속도를 로 유지하였다 표 는 플라스틱 모재 위에4 sec [ 8]
다양한 의 제를 사용하여 코팅한 실험 결과이며 표면연필경도는grade hard coating
로써 모재의 경도보다 단계 상승하였으며 코팅제로 막을4~5H 3~4 A-104 coating
형성시킨 경우 내스크레치성에서도 하중 하에서 으로 1kg steel wool 0000
막 위를 회 왕복하였을 때 막에 스크레치가 거의 발생하지 않았coating 50 coating
다
표 막에 대한 시험 결과[ 8] Hard coating (4 s)
- 48 -
제 절 고진공금속박막증착4
하드코팅막의 표면처리1
그림 플라즈마 표면처리된 하드코팅막의 사진[ 35] AFM
하드코팅막은 등 무기물을 다량 함유하고 있는 유무기의 혼합물질이다 고분silicon
자와는 달리 하드코팅막은 이온선량의 넓은 범위에 걸쳐서 증류수와의 접촉각이 매
우 낮았다
결과 막에 있어서는Water drop test hard coating 3times1015 ~ 4times1017 Ar+ ions
의 범위내의 량으로 증류수의 접촉각이 낮음을 알 수 있었다 증착막의 접ion dose
착력 향상정도를 확인하기 위하여 이온선량을 변화시키며 하드코팅층 표면에 dose
량에 따라 Ar+ 을 조사한 후 의 박막을 증착하여ion beam 100nm AI cross-cut
를 수행하였다 표tape test [ 9]
표 플라스틱 박막의 결과[ 9] HCAI Cross-cut tape test
하드코팅층의 에 의한 표면처리전 결과는 플라스틱에서처럼 모두 박리 되ion beam
었으나 의 량ion beam dose 5x1015 ~ 1x1017의 범위에서는 모두 접착력이 우수함
을 알 수 있었다 이는 하드코팅층위에 일부 무기질 재료가 포함되어 금속 박막과
의 친화성이 강하기 때문으로 판단되며 일반 고분자와는 달리 내열성이 매우 우수
하여 의 고에너지에서 수십분간의 조사에서도 표면에 탄화되는 경향이 없15 KeV
었다
- 49 -
미세금속박막증착2
플라스틱 반투과반사윈도우의 미세금속박막은 당사에서 보유하고 있는 고진공
시스템을 사용하여 증착하였다 그림 시스템을 구비하고 있IBAD [ 36] LoadLock
는 본 장비는 가 장착되어 있으며 모재의 평행이송과 를RF Plasma source Mask
사용하여 두께 균일성을 확보하였다
그림 증착 시스템[ 36] IBAD
반투과반사미러에 사용된 금속은 의 사의 을 사용하였다 당사에서9999 Cerac AI
보유하고 있는 4x10-6 진공도에서 을 사용하였다 증착시torr e-beam gun
는 증착율은 였으며 상하 좌우의 을 통Emission Current 280 5 sec Sweeping Å
해 균일한 증착율 유도하였다
그림 금속박막의 투과율[ 37] Spectrum
- 50 -
그림 금속박막의 전후면 반사[ 38] spectrum
사의 로 측정된 가시영역에서의 투과 반Hitachi U-2000 UV-Vis Spectrophotometer
사 을 그림 그림 에 나타내었다 각각의 투과반사율을 가시영spectrum [ 37] [ 38]
역에서의 평균값을 구한뒤 아래 표와 같이 흡수율을 구하였다 제작된 시제품의 흡[
수율은 였다248
표 금속증착막의 특성분석결과[ 10]
No 항 목 평 가 방 법 시 험 결 과
1 접 착 력 Cross-Cut 100100
2 투 과 율 Spectrophotometer 445
3 반사율 전면( ) Visual Range 307
4 반사율 후면( ) Visual Range 171
5 흡 수 율 Visual Range 248
- 51 -
제 장 결론5
제 절 연구결과1
플라즈마 표면처리공정연구 광경화에의한 하드코팅공정연구 고진공증착에의한 미
세 금속박막 증착연구개발을 통하여 수입되고 있는 플라스틱 반투과반사윈도우 소
재를 개발하였다 현재 상용되고 있는 수입소재의 기계적 광학적 특성을 분석을 통
하여 개발 목표치를 설정하였으며 최적 공정개발에의한 시제품제작을 완료하였다
시제품의 평가항목 및 특성치를 아래 표 에 나타내었다[ 12]
표 반투과반사윈도우 시제품의 특성표[ 12]
평 가 항 목 특성치 비 고
광흡수율1 () 248 분광기 기준30T
내마모성2 () 28 자체기준( haze)
접착력3 (x100) 100 회ASTMD3359 10
표면경도4 (H) 5 ASTMD3363 Mitsu-B
표면친수성5 (deg ) 171 Anglometer
미세파티클6 (1um) 01 Clean Room
본 과제 수행에의한 개발목표를 달성할 수 있었으며 주요기술개발내용은 다음과
같다 플라즈마를 이용하여 고분자 표면의 친수성 를 크게 높였으며 1) RF (171deg )
금속박막과의 접착력 을 크게 향상시켰다 광경화에의한 하드코팅공정(100100) 2)
개발에의해 플라스틱 표면경도 및 내마모성 을 크게 향상시켰다 고진(5H) (28) 3)
공 증착공정개발에의해 금속박막의 흡수율 을 크게 낮추어 광효율이 높은(248)
플라스틱 반투과반사 윈도우 시제품을 개발하였다 플라스틱 반투과반사윈도우 4)
소재를 평가하기 위한 광학적 기계적특성 평가기법을 확립하였다
- 52 -
제 절 향후전망2
개발된 플라스틱 반투과반사 윈도우는 플라스틱의 낮은 내열성과 표면경도 흡수율
을 개선하기 위한 것으로 최근 전자제품 정보통신부품 등 첨단전자제품에 적극 채
택되고 있다 특히 휴대폰 및 디스플레이의 투과창 소재가 기존 에서 투명플 glass
라스틱으로 적극 채택되면서 관련 공정기술개발과 함께 소재특성을 위한 다양한 연
구가 활발히 추진되고 있으며 선진국에서는 개발완료에 따른 양산체제 구축으로
전세계 시장을 석권하고 있는 상황이다
본 과제에의한 플라스틱 반투과반사 윈도우의 시제품은 수입시판되고 있는 상용소
재와 동등이상의 특성을 나타내고 있어 향후 양산설비 및 양산공정연구에의한 소
재의 국산화가 가능하다고 할 수있다 또한 본 과제의 플라즈마 표면처리는 저온
표면처리를 요하는 광학용 플라스틱 소재의 표면처리에 활용될 수 있으며 광경화에
의한 하드코팅공정은 기존 열경화방식과는 달리 화가 가능하며 대량 양산in-line
체제를 갖출 수 있어 향후 큰 폭의 성장이 기대된다
- 53 -
참 고 문 헌
1 Oleg A Popov ldquoHigh Density Plasma Sourcesrdquo NOYES Publications(1995)
전자기술연구회 초음파 응용 기문사2 ldquo ( 1997)
임준섭외 명3 4 ldquoImprovement in Surface Hardness of Plastic Surface Mirrorrdquo
Korea-Russia Symposium(1998)
4 Lan G Brown ldquoThe Physics and Technology of Ion Sourcerdquo John Wiley amp
Sons(1989)
이규환 외 명 진공증착법으로 제조된 박막의 밀착성에 관한연구 한국5 4 ldquo AI-Cr rdquo
표면공학회지 VoI27No1Feb(1994)
한성남 외 명6 4 ldquoImproving Wettability of Polycarbonate and adhesion with
aluminum by Ar+ ion irradiationrdquo JMaterial Res Vol9 Sep(1995)
한성남외 명 표면에 아르곤 조사와 친수성증대7 4 ldquoPolymethylmethacrylate rdquo The
Korean Physical Society Vol8No2 Mar pp193~198(1995)
인하대 광기술교육센터 광학시스템의 설계 및 평가 인하대 광기술교육센터8 ldquo rdquo
(1999)
임준섭외 명9 5 ldquoEffect of Ion Beam Assisted Cleaning on Adhesion of AI to
Polymer Substrate of PC and PMMArdquo Asian Finish lsquo98(1998)
10 CJ Brinker and GW Scherrer ldquoSol-Gel Science The Physics and
Chemistry of Sol-Gel ProcessingrdquoAcademic Press NY(1990)
아주공업 주 표면처리 기술을 이용한 자동차용 후사경 개발 산업자11 ( )rdquoPlasma rdquo
원부 최종보고서(2000)
고성진외 명 자동차용 플라스틱 미러와 그 제조방법 아주공업 주12 2 rdquo rdquo ( )(2002)
아주공업 주 플라즈마 기술을 이용한 오토바이 헬멧용 무적쉴드개발 중소기13 ( ) ldquo rdquo
업청 최종보고서(2002)
박원규 졸겔법의 응용과 제품 명현문화사14 rdquo rdquo (1999)
홍진후 경화코팅 조선대학교 출판부15 rdquoUV rdquo (2002)
- 17 -
그림 에서의 변화[ 5] Optical Grid Potential
각 는 의 일정한 간격을 유지하고 있으며 플라즈마 발생시 온도grid 08 ~ 12
에 의한 변형을 막기 위해 선팽창계수가 낮은 박판 소재를 사용하고 있titanium (1t)
다 본 과제어 적용된 는 아래 그림 과 같다 RF ion source [ 6]
그림[ 6] RF Ion Source
이온원의 특성2
가 의 조절성 Ion Current
의 특성은 개구부의 단면적이 인 에RF linear ion source 1 faraday cup DC
의 전압을 인가한 후 이온 전류를 측정하였다 그림 는27V [ 7] Ion source RF
의 조절에 의하여 의 가 조절되며 에power ion beam current density emitting grid
인가전압을 조절함으로써 의 를 조절할 수 있도록 되어 있다 Ion Beam energy Ar
O2 의 유량 는 인 조건에서 측정된gas 15sccm ion beam energy 1KeV ion beam
의 값은 그림 에 나타내었다current [ 8]
- 18 -
그림 및 측정[ 7] Faraday Cup Ion Current
그림 에 따른[ 8] RF Power Ion Current Density
그림 에서 알 수 있듯이 원자량 또는 분자량이 클수록 같은 에서 이[ 8] RF power
온 전류가 많이 생성되는 것을 알 수 있다 이는 질량이 무거울수록 미분산란 단면
적이 증가하여 이온화가 잘 되기 때문이며 는 공급을 Ion current density RF power
로 증가시킴에 따라 까지의 범위에서 비교적 선형적으로10~130W 5 ~ 38 Aμ
증가됨을 알수 있다 의 조절성 확보와 Ion beam current 5times10-4 ~ 3times10-5 의torr
넓은 작동영역은 플라스틱 표면처리의 다양한 적용을 가능하게 하였다
- 19 -
나 의 Ion Beam Uniformity
플라스틱 모재의 표면개질 및 에 사용된 는 대면cleaning linear ion beam source
적 기판의 표면처리에 있어서 의 균일성 확보는 필수적이라 할 수 있다ion beam
더욱이 플라스틱의 경우 친수성 증대를 위한 량의 적정영역 폭은 상대적ion dose
으로 광범위하지 않아 균일성이 낮을 시는 대면적 시료를 일괄처리할 수 없어 후공
정인 반사막 및 다층막의 부분적 박리 및 을 유발할 수 있다crack
와의 거리가 인 지점에서Optical grid 400 Ar 20 sccm RF 60W ion beam
는 각각 이고 진공도energy 05 1KeV 8x10-5 에서 측정된 의torr ion beam current
분포를 그림 에 나타내었다 의 는 로 시료크기[ 9] Ion Beam uniformity 82 500
이상의 대면적에서 사용가능하다고 할 수 있다
그림[ 9] Linear Ion Beam Profile
제 절 고진공 금속증착2
증착막의 균일성1 (uniformity)
본 개발에 사용된 의 은 수많은 전자의 충돌에의해 증Electron-Beam Gun crucible
착물이 되는 시발점이며 종종 점증발원으로 이상화되어 수학적으로 해evaporation
석되고 있다 이 때 증발된 물질은 불균일하게 방사형으로 퍼져 나가기 때문에 평
면 모재에 균일한 박막을 증착하기는 그리 쉽지않다 증발된 물질은 일반적으로
COS2의 법칙을 만족하여 증발된다고 알려져 있으며 이에 대한 대책으로 안경렌즈
등 광학 코팅업체에서는 형의 기판 를 설치하여 회전시키고 고정 를dome jig mask
제작하여 균일성을 확보하고 있다 그러나 본 과제와 같이 대면적 평판의 경우 장
단의 차가 매우 커서 회전방식을 이용할 경우 공간의 효율적 활용이 어렵고 증착물
의 소모가 너무 많은 단점이 있어 기판의 평행이송과 고정 를 복합적용하여mask
증착박막의 균일성을 확보코자 하였다
- 20 -
가 이론적 두께 분포
증발원의 형상 및 기판의 상대위치에 따른 박막의 두께분포는 수식에 의해 계산이
가능하며 점증발원에서 높은 거리에 있는 평면상의 중심 에서 만큼 떨어져 있 0 X
는 점에서의 막두께 는 기하학적 가정과 해석을 통해 다음과 같이 구할 수 있다t
그림[ 10]
m 증발량 h 증발원과 기판과의 수직거리
p 증착물질의 밀도 x 기판의 중심에서 측정하고자하는 미소평면과의 거리
그림 점증발원의 기하학적해석[ 10]
아래의 그림 은 점증발원 및 미소평면증발원인 경우 각각 평면기판상에 증착된[ 11]
막의 두께 분포를 수식에 의해 구한 결과이다
그림 수식에 의한 증착막의 두께분포[ 11] (H Macleod)
- 21 -
축은 중심에서의 두께에 대한 비를 나타내며 축은 점에서 측정하고자 하는 미Y X 0
소평면까지의 거리 와 증발원과 기판사이의 거리 에 대한 비를 나타내고 있다 중X h
심부에서 최대의 두께를 나타내며 가 인 부터는 급격한 변화가 있으나 연속 Xh 03
적으로 감소함을 알 수 있다
제 절 플라스틱 특성평가3
광흡수율1
가 의 구비조건 Spectrophotometer
파장범위는 를 측정할 수 있어야 한다1) 340 ~ 780nm
측정 파장 간격은 이하로하고 분광측정기의 사출 슬릿에서 나오는 방사2) 10nm
속의 유효 파장폭은 이하로 한다10nm
측광방식은 기준물체로 부터의 투과 광속 또는 반사광속의 비교 측정에 의한 것3)
으로 하고 측과의 정확성은 측광 범위 최대 눈금의 이내로 하고 반복 정밀도 1
는 이내로 한다05
분광측정기 파장눈금의 치우침은 분광 측광기의 투과 파장대에 대한 최대 강도4)
의 파장으로부터 이내로 한다1nm
나 측정방법
투과율 측정방법 시료면의 법선방향에서 분광 측정기의 사출 슬릿에서 나오는1)
평행에 가까운 광선속을 입사시켜서 그 투과광의 방향에서 간격의 파장에 10nm
대해 분광 투과율을 측정한다 기준 물체는 광로 중에 시료를 삽입하지 않는 경우
의 공기층으로서 그 분광투과율을 로한다1
반사율 측정방법 시료의 면에 대해서 법선에 대한 각도가 도를 초과하지 않2) 15
는 입사각으로서 분광 측정기의 사출 슬릿에서 나오는 평행에 가까운 광선속을 입
사시켜서 간격의 파장에 대해서 분광반사율을 측정한다 기준 물체로서는 절10nm
대 반사율 측정법에 따라 표준 거울면 반사체를 사용한다
- 22 -
흡수율 계산 금속박막의 광흡수율 은 전체 입사광 에서3) (A) 100 visual range
에서의 평균투과율(Tav 과 평균반사율) (Rav 의 을 뺀 광량을 다음식에서 구할 수 있)
다
광흡수율(A) = 100-(Tav+Rav)
다 평가시 주의사항
측정시 온도와 습도를 기록한다o Spectrophotometer
의 램프는 적어도 시험 분전에 켜 놓는다o Spectrophotometer 5
측정시 주변의 진동이 없도록한다o Spectrophotometer
표준 반사 시편은 주기적으로 평가하고 기록하여 보정계수를 수정한다o
내마모성2 (ASTM D1044)-TaberHaze Test
가 시험개요
이 시험 방법은 를 사용하여 시료표면에 를 발생시킨 후 광투Taber abraser haze
과율에 의한 값의 변화를 측정함으로써 표면의 내마모성을 평가하는 방법으haze
로 값이 클수록 내마모성이 나쁘고 작을수록 내마모성이 높다고 할 수 Haze()
있다
그림[ 12] Taber Abrasion Tester
- 23 -
나 시험방법
시료의 준비1)
시험할 시료는 깨끗하고 원형 혹은 사각으로 지름 이상 크기의 투명판상부재80
여야하며 두께는 이하가 바람직하다 시료의 중앙에는 홀가공되어 12 Taber
에 장착이 가능해야 한다Abraser
에의한 마모2) Taber Abraser
는 시편을 회전시키는 회전판과 회전하는 시편 표면에 접촉하여 표Taber Abraser
면을 마모시키는 두 개의 마모윤으로 이루어져 있다 시편을 회전판 위에 고정시킨
후 일정한 무게 를 갖는 마모윤을 시편 위에 올려놓아 하중을 가한 상태에서(500g)
마모윤과 시편을 동시에 회전시켜 표면을 마모시키는 장치로 하중 및 회전 cycle
은 시료에 따라 적용을 달리한다 시험환경은 온도 상대습도 23 plusmn 2 50 plusmn 5
이어야 하며 마모윤은 마다 교환해서 사용한다 100 cycle
측정3) Haze Valve
로 마모된 시편은 로 혼탁도 를 측정하여 내마모Taber Abraser Hazemeter (Haze)
성을 평가한다 는 투명판의 를 측정하는 장치로서 여기서 Hazemeter Haze Haze
란 시편이 얼마나 깨끗한가에 대한 척도이며 투명판에 빛을 비추었을 때 투명판을
투과하는 빛 중에서 입사광으로부터 보다 큰 각도로 벗어나는 빛의 백분율을25deg
뜻한다 한 시편 당 개 이상의 측정 점에서의 평균값을 구하고 마모 전에 측정 4
된 값과의 차 를 구한다haze Haze()
접착력3 (ASTM D3359)
코팅층의 접착력 평가를 위한 다양한 방법이 개발되고 있으나 대부분 금속 유리 등
무기소재가 주를 이루고 있으며 플라스틱과 같은 유기물과 코팅층과의 접착력을
정량적으로 평가하기에는 다소 한계가 있는 실정이다 일반적으로 가장 광범위하게
간단히 적용되는 방법은 이며 최근에는 임계하중값을 이용Cross-Cut-Tape-Test
하는 방법도 적용되고 있다scratch-test
가 Tape-Test 접착테이프 접착력시험법으로 그림 과 같이 칼로 간격으 [ 13] 1
로 개의 선을 직교하도록 긋고 접착테이프 사의 를 사용하여11 (3M 610)
한 코팅층 위에 밀착시킨 후 순간적으로 도 방향 테이프를 떼어 초cross-cut (45 )
기의 정사각형 수 개 와 시편에 잔존하는 코팅층의 정사각형 수를 비교함으로(100 )
써 부착력을 정량적으로 표현하는 방법이다 신뢰성 측면에서 곳이상에서 각 회 3 5
이상 실시 할 수 있다
- 24 -
그림[ 13] Cross-Cut Tape Test
나 Scratch Test 그림 과 같이 다이아몬드 팁이 달린 로 기 [ 14] Nano-indenter
판의 표면에 위치한 후 수직방향의 힘을 선형적으로 증가시키면서 동시에 수평방
향으로 기판을 등속으로 이송하여 표면의 긁힘 자국을 관찰한다 밀착력은 수평방
향의 전체 이송길이 에 대응하는 임계길이 에서의 임계하중을 간단한 비례식으로L
계산하여 밀착력 을 계산한다(N)
그림 스크레치 테스크 개념도[ 14]
표면경도4 (ASTM D3363)
가 개 요
플라스틱 코팅층의 표면경도는 경도값을 알고 있는 연필심을 이용하여 소재의 표면
경도를 평가하는 방법이다 분위기 온도범위와 습도 의 상 23 degC plusmn 2degC 50plusmn 5
대습도에서 시험한다
연필경도 단계는 다음과 같다
- 25 -
6B-5B-3B-2B-B-HB-F-H-2H-3H-4H-5H-6H-7H-8H
(Softer) (Harder)
나 시험 및 평가방법
경도를 알고있는 연필의 심 길이를 로하고 끝단을 심방향과 직각이도록1) 5~6
로 깍아 단면이 동심원이 되도록 준비한다 기계식 연필깍기 사포 등 사용90deg ( )
측정하려는 시편을 단단하고 수명한 면 위에 올려놓는다2)
준비된 연필을 시편면과 과가 되도록 올려 놓고 단단히 연필홀더에 고정시킨3) 45deg
다
연필심에 일정한 압력이 전달되도록 균일한 힘을 가하면서 균일한 속도로4) 65
이상을 전진시킨다
상기 번을 회 반복한다 확보된 다섯개의 경로선을 관찰하여 코팅층의5) 1234 3
긁힘여부를 확인한다
세개의 선 중 긁힘이 발생한 선이 있으면 아랫 등급의 연필을 사용하여 상기6)
를 반복한다12345
세개의 연필경로선 모두에서 긁힘 발생이 없으면 사용한 연필의 경도를 코팅층7)
의 표면경도로 기록한다
다 주의사항
시험전 시편의 표면에 오일 콤파운드 등을 제거하여 시험중 미끄럼발생이 없도
록 한다
시험중 연필심의 에지부에 크랙 파손이 발생할시에는 재가공후 시험한다
- 26 -
표면친수성 에너지5 ( )
플라스틱 모재의 향상을 위한 연구에 있어서 표면 특성의 정량적인 평가wettability
가 수행되어야 하며 직접적인 실험에 의한 향상정도를 확인할 수 있어야 한다 표
면 특성의 정량적인 평가로서 본 과제에서는 액체의 접촉각을 측정하여 표면에너지
를 구함으로써 향상정도를 비교할 수 있었으며 에 의해 향상됨cross-cut tape test
을 파악할 수 있었다 일반적으로 고체표면의 에너지는 표면의 형상조도에 의해 좌
우되는 와 극성작용기에 의한 의 합으로 계산된다dispersion force polar force
고체표면의 와 를 구하기 위해서는 물성을 알고있는 두dispersion force polar force
극성용액의 고체표면과의 을 측정함으로써 다음과 같이 간단히 계산wetting angle
할 수 있다
Wetting angle120563120574s
d Dispersion force of Solid120574ld Dispersion force of Liquid
120574sp Polar force of Solid
120574lp Polar force of Liquid
일반적으로 사용되는 극성용액은 차증류수와 용액을 사용하며 각 용액3 formamide
의 물성은 아래 표 과 같다[ 1]
표 극성용액의 물성[ 1]
각 용액의 을 측정하고 용액의 기지의 상수를 활용하여 상기식을 이wetting angle
용한 두방정식의 연립을 통하여 고체의 표면에너지를 계산하는 것이다 본 과제에
서는 의 에너지 및 량에 따라 고분자 및 하드코팅표면의ion beam dose wetting
을 측정하고 상기 식에 적용하여 표면에너지를 구할 수 있었으며 박막 증착angle
후 를 통하여 접착력의 향상을 확인할 수 있다cross-cut tape test
- 27 -
제 장 플라스틱 반투과반사 윈도우 코팅공정개발3
제 절 플라즈마 이온원에의한 표면처리1
산업전반에 걸쳐 광범위하게 사용되고 있는 플라스틱은 경량성 및 높은 생산성으로
인해 그 활용 폭을 점차 넓혀가고 있으나 플라스틱의 열에너지chemical reaction
에 의한 표면거칠기 열변형 무기물과의 접착력 등의 특성은 플라carbonization
스틱의 활용에 한계가 되고 있으며 이러한 문제를 해결하려는 연구개발이 다양한
분야에서 활발하게 진행되고 있다 특히 glow discharge electron beam arc
등의 방법으로 플라스틱 표면의 특성을 개선하기 위discharge corona discharge
한 연구가 이루어지고 있으며 일부 연구결과는 산업현장에서 적용되어 핵심공정으
로 자리를 잡고있다 본 과제에서는 에너지를 갖는 조사에 의한 고분자 ion beam
표면의 친수성을 높이고 표면에너지의 향상을 통하여 금속 무기물과의 를wettability
증진코자 하였다 수백 에서 수 의 에너지를 갖는 을 사용한 것과 KeV MeV ion beam
는 달리 내외의 에너지를 갖는 을 사용함으로써 플라스틱 표면의1KeV ion beam
큰 손상없이 만을 증진시켜 무기물과 고분자의 접착력이 혁신적으로 개wettabiIity
선되는 결과를 나타냈다
플라스틱 모재에 플라즈마 을 조사하여 의 량 변화에 따른ion beam ion beam dose
극성용액의 을 측정하였다 그림 는 의 에너지를wetting angle [ 15] ion beam 1
로 일정하게하고KeV O2와 이온 빔의 이온선량을Ar 1times1014 에서 1times1017 ion
의 범위로 변화시키며 조사하였을 때 증류수의 접촉각 변화를 나타낸 것이다
그림[ 15] Water Wetting Angle(lon Beam Energy 1KeV)
- 28 -
기판의 증류수에 대한 접촉각 측정은 플라즈마 이온빔 처리된 모재의 표면에 증류
수 를 각각 군데 떨어뜨린 후002 3 contact anglometer (Goniometer Model
를 사용하여 을 측정한 후 평균값을 취하였다G-1 ELMA Inc) wetting angle
플라스틱표면에 플라즈마 처리안된 시료의 증류수에 대한 접촉각은 였으며 플92deg
라즈마 표면 개질된 모재의 은 정도wetting angle 30deg (1times1017 로 떨어짐을ions )
확인할 수 있었다 표면에너지값을 구하기 위하여 포름아미드 용액의 접촉각을 같
은 방법으로 측정하였다 그림 이온선량이 증가하면서 접촉각이 조금씩 감소하[ 16]
는 경향은 증류수 접촉각 실험과 같은 경향을 보이고 있다
그림 포름아미드[ 16] Wetting Angle(Ion Beam Energy 1Kev)
물과 포름아미드 극성용액의 측정된 접촉각을 이용하여 플라스틱 모재의 표면에너
지를 구할 수 있었다 그림[ 17]
그림 이온선량에 따른[ 17] Surface Energy
- 29 -
표면거칠기에 큰 영향을 받는 의 경우 이온선량이 증가함에 따라dispersion force
대체적으로 완만한 변화를 보이고 있으나 의 경우 이온선량이 증가함에 polar force
따라 지속적으로 급격히 증가하여 이온선량이 1times1015 Ar+ 에서는ions 40 ergs
까지 도달하였으며 이온선량이 1times10 17 Ar+ 에 이르러서는 의ions 64 ergs
표면에너지까지 증가하여 초기의 보다는 배이상이 증가함을 알 수 있었30 ergs
다 이와 같은 변화는 이온 빔의 조사로 인하여 플라스틱 기판 표면에 free radical
이 생성되고 의 형성으로 설명되고 있다hydrophilic group
한편 의 에너지 변화에 따른 플라스틱의 표면에너지 변화를 알아보기 위 ion beam
하여 이온선량을 8x1016 Ar+ 로 일정하게 하고 의 에너지를ions ion beam
까지 일정하게 증가시키면서 물과의 접촉각을 측정하였다 그림1500eV [ 18]
그림 에 따른 물과의 접촉각 변화[ 18] Ion Beam Energy
플라스틱 종류별 차이는 있으나 대체로 내외였으며 이상에서는 점차40deg 1500eV
로 다시 증가하는 것을 보여주었다 으로 표면처리시 의 보다는 Ion beam ion energy
의 량에 지배를 받는 것으로 파악되었으며ion dose Ar+만의 조사보다는 02 분위기
에서의 Ar+ 조사시 효과가 높았으나 진공도가 낮아지는 점과 이 불안정하ion beam
다는 단점이 있어 Ar+ 만의 조사가 생산적용시에는 유리하다고 판단된다
- 30 -
제 절 하드코팅공정연구2
전처리 공정1
플라스틱 표면 상에 흡착 부착된 오일 미세먼지 지문 등 다양한 오염물은 하드코
팅 후 코팅층의 박리 핀홀 표면 얼룩 등의 다양한 불량을 초래할 수 있어 coating
액의 도포공정에 앞서 필수적으로 세정공정을 수행해야한다 본 과제에서는 초음파
세척방법을 전처리공정에 적용하여 하드코팅공정 연구를 수행하였다 그림 는 [ 19]
본 연구에 사용된 세척장치로써 세정액이 담긴 세정조 차 및 차 수세조와 탕세 1 2
조로 구성되어 있다
그림 초음파 세척 장치[ 19]
본 과제에서는 초음파를 기본적으로 사용하고 플라스틱 소재의 성형방법에 따라
표면특성 및 오염된 표면 이물질이 달라 각각 다른 공정 방법을 적용하였다
가 사출 및 압출 성형된 모재
대부분의 플라스틱 기판은 알카리 세제를 사용한 전처리공정으로 깨끗한 기판을 얻
을 수 있었으며 처리 후 부착력이 우수한 코팅층을 얻을 수 있었다 hard coating
세척순서는 아래와 같다
알카리 세제 수용액에 초음파 세척 분(1) 5 50~60 times 10
흐르는 수도물에 수세 대략 초(2) 10
증류수에 초음파 수세 분(3) 50~60 times 10
증류수에 탕세(4) 4 s 60~70
- 31 -
건조 분(5) 70 times 60
보관 에 보관(6) SUS box
나 성형된 모재 Casting
성형시 필수적으로 포함되는 모재의 이형성분을 제거하기위한 최적공정을Casting
파악하기 위해 세제의 농도 및 처리시간에 따른 실험을 수행하였다 실험은 1~
의 알카리 세제로 각각 분으로 나누어 초음파 처리하고 의 으10 5 10 30 50 IPA
로 분 범위내에서 시간을 달리하여 초음파 세척한 후 코팅제로3~10 A-104 hard
을 하였다 다음은 세척공정 순서이다coating
알카리 세제 수용액에 초음파 세척 분(1) 5 50~60 times 10
흐르는 수도물에 수세 대략 초(2) 10
수용액에 초음파 세척 분(3) 20~50 IPA 30~40 times 7~8
증류수에 초음파 수세 분(4) 50~60 times 10
증류수에 탕세(5) 4 s 60~70
건조 분(6) 70 times 60
보관 에 보관(7) SUS box
시편의 평가는 육안에 의한 얼룩의 유무확인과 에 의한 부착력cross-cut tape test
으로 판단하였다 알카리 세제와 농도가 각각 와 미만일 때는 오염 물질 IPA 5 50
이 완전히 제거되지 않아서 코팅막에 약간의 얼룩이 관찰되었으며 의 알카리 5
세제로 분 분간 초음파 세척과 분간 초음파 세척공정시에5 ~10 7 IPA hard coating
의 부착력이 우수하였고 코팅막에 얼룩도 발생하지 않았다
표 는 알카리세제와 수용액으로 세척된 기판위에[ 2] IPA PMMA casting hard
막을 형성시킨 후 코팅층의 부착력을 시험한 결과이다coating
표 기판에 대한 세척 코팅 접착력[ 2] PMMA Casting +
- 32 -
공정2 Dipping
하드코팅공정에 있어서 도포공정은 다양한 방법이 개발되어 있으며 본 과제에서는
두께조절성 액의 소모성 등을 고려해 디핑방식을 적용하였다 공정의 Dip-coating
개략적 방법은 다음과 같다
플라스틱 모재는 함수율이 높아 코팅전 모재건조를 실시한다(1)
플라스틱 모재에 묻어있는 먼지를 안에서 제전건으로 완벽히 제거(2) clean room
한 후 의 에 수직으로 고정시킨다dip-coater jig
시편을 코팅액이 담겨져 있는 코팅조에 일정한 속도로 하고 초간 유(3) dipping 10
지시킨다
의 인상속도를 조절 한 후 시편을 일정 속도로 인상한(4) Dip-coater (2~6 sec)
다
이 때 인상속도를 조절하여 코팅층의 두께를 조절할 수 있다 딥코팅시 분위기 습
도를 이하 온도 상온 코팅액 온도를 로 유지하여 액의 경시변RH 50 18 ~ 20
화를 최소화 해야한다 플라스틱렌즈 및 보안경 등 공정을 요하는 업 hard coating
체에서는 정도의 청정실에서 하드코팅을 실시하고 미만의 상대습class 1000 50
도 조건을 유지함으로써 대기 중의 먼지 부유물등에의한 오염을 최소화하고 있으
며 날씨변화에 따른 분위기 환경을 일정하게 유지하고 있다
코팅 분위기 조건의 변화는 경화 후 막에 에 의한hard coating particle pin-hole
과 현상 등을 일으킬 수 있으며 양질의 우수한 코팅막을 얻기가 힘들다 본hazing
연구에서는 인 의 을 설치하여 하class 1000 conventional air flow type clean room
드코팅공정을 실시하였다
그림 내부 사진[ 20]Clean room
- 33 -
내부에는 제전건 기 클린 오븐 광경화기 초음파세척장Clean room dip-coating
치 등의 설비를 구비하여 경화형 처리가 일괄적으로 처리됨으로써UV hard coating
우수한 물성의 하드코팅막을 얻을 수 있었다 그림 은 내부의 사 [ 20] clean room
진이며 작업시 내부온도는 습도는 이하를 유지하 hard coating 18~20 40RH
였다
전도체인 금속과 달리 플라스틱은 절연물질로 전기전하의 이동을 허용치 않아 마찰
등에 의하여 쉽게 정전기장을 형성하여 정전기장 내에 놓여있는 반대 극성을 갖는
입자를 끌어들이게 된다 이러한 입자를 제거하기 위해서는 플라스틱 표면 및 입자
의 극성을 중성으로 바꾸어 줌으로써 간단히 해결할 수 있다 본 과제에서는
공정 전에 공기를 이온화시켜 대량의 양 음이온을 발생시키는 장치인dipping
을 사용하여 을 제거할 수 있었으며 이물에의한 코팅층의Anti-Static-Gun particle
불량을 줄일 수 있었다
본 과제의 딥방식은 인상방식과 장치의 정밀성이 코팅특성을 좌우한다고 할 수 있
다 본 과제에 적요된 딥인상은 에의한 조의 인상 하강 방식으로 air-hydro type ㆍ
정숙성이 높은 방식이다
그림 장치 유공압[ 21] Dip-coating ( type)
- 34 -
실린더의 제어는 유공압 방식을 사용하였으며 이는 압축공기를 이용하여 유압실린
더를 제어하는 방식으로 공기의 압축성으로 인한 문제점을 개선한 것이다 즉 공기
압을 사용하면서 유압유니트와 같이 작동개시 때나 부하변동시에 접속구동이 가능
하고 저속 구동시 현상을 방지할 수 있는 유압실린더의 장점을 활용한 것 stick slip
이다 일반적으로 유공압은 실린더의 정밀정속구동 중간정지 이속제어나 로터리형
액츄에이터의 완속구동 등에도 많이 적용되고 있다 그림 은 본 실험에 사용한 [ 21]
유공압 방식의 장치로써 실린더와dip-coating air hydro type convertor coating
조 냉각 및 시스템 용량 사용 line filtering (chemical pump (10 min) 15 filter )ℓ
등으로 구성되어 있다
경화공정3
플라스틱 기판위에 경화형 액을 딥방식에의한 도포 후 에UV hard coating 50~70
서 분동안 시키고 램프 에의한 를 조사시키면3~5 pre-heating UV (200~400nm) UV
표면경도 및 내마모성이 우수한 막이 형성된다 표 에서는 본 연구에 사coating [ 3]
용되어진 코팅제 종류 및 경화조건을 나타내었다
표 코팅제 종류 및 경화 조건[ 3]
Maker Grade 용 도 경 화 조 건
사 국내L ( ) A-104GN 겸용PC amp PMMA파장UV lamp (250~360nm)
에너지UV 65~90mjcm2
사 국내H ( ) 0-299 용PMMA파장UV lamp (250~360nm)
에너지UV 60~85mjcm2
사 국외E ( ) C-220 겸용PC amp PMMAUV lamp 300Winch
이송속도 25ftmin
사 국외H ( ) B-8558 겸용PC amp PMMA파장UV lamp (250~360nm)
에너지UV 75mjcm2
본 과제의 광경화공정연구에 사용된 광경화기를 그림 에 나타내었으며 일반적[ 22]
인 광경화의 원리 및 메커니즘은 다음과 같다
가 경화원리 및 특징 UV
전자파 중 자외선 은 파장이 까지의 영역을 의미하고 있으나 경(UV) 10~400nm UV
화에 이용되는 파장범위는 대체로 이며 이 자외선이 화학작용에 유효200~400nm
한 것은 유기 화합물의 해리 분해반응을 일으킬 수 있는 강력한 에너지를 가지고
있기 때문이다
- 35 -
경화 메커니즘(1) UV
일반적으로 코팅제의 경화는 광개시제로부터 시작되는데 자외선이 갖는 에너지UV
에 의해 광개시제가 분해되어 라디칼 반응을 형성하여 반응을 유도할 수 있는 활성
체가 된다 이 활성체에 의하여 및 와 연쇄적으로 반응하여 망 monomer oligomer
상구조화된 고분자막이 형성되는 것이다
경화의 특징(2) UV
저온에서 경화가 가능하다 내열성이 좋지 않은 플라스틱 모재에도 고품질의(1)
막을 형성시킬 수 있다coating
경화속도가 빠르다 건조단위가 초단위로 설정되기 때문에 의 연속자동화가(2) line
가능하며 작업효율이 향상된다
예열시간이 짧아 신속한 작업이 가능하며 에너지가 절감된다(3)
운전관리가 간단하고 신뢰성이 높다(4)
그림[ 22] UV dryer
- 36 -
나 사 사양 UV dryer (EYE GRAPHICS model ECS-301G1)
종류 와 수은등(1) lamp metal halide
(2) lamp power 및 로 조절 가능 15KW 2KW 3KW
발광장(3) 250nm
반사판 집광형(4)
조사거리 으로 조절가능(5) 100 ~ 180
속도 으로 조절 가능(6) conveyer 08 ~ 8mmin
냉각 방식 공냉식(7)
제 절 고진공증착공정3
증착공정개발1
가 증착물질 및 증착조건
반투과반사 윈도우는 투과성과 반사성을 동시에 만족해야하며 일반적으로 금속박
막을 고진공증착함으로써 구현될 수 있다 이러한 금속박막은 진공영역에서 작업을
수행해야하며 스퍼터링과 증착이 주를 이루고 있다 그 중 스퍼터링 방법 e-beam
은 재현성이 우수하고 방식으로의 적용이 용이하다는 장점이 있으나in-line target
및 의 교체 초기조건설정 등이 용이하지 않아 본 과제에서는 다양한 재료cathode
를 코팅할 수 있는 을 적용하였다 유기물인 플라스틱상에 금속무기물e-beam type
의 접착력과 코팅후의 기계적 특성확보를 위해서는 다양한 증착공정 연구가 수행
되어야 한다 표 와 표 에 사용된 증착물의 물성과 증착조건을 각각 나타었 [ 4] [ 5]
다
표 주요 증착 물질의 물성표[ 4]
- 37 -
표 주요 증착물질의 증착조건[ 5]
나 측정값에 의한 증착막의 두께 분포
증착에 의한 증착막의 두께분포를 파악하기 위하여 크기의E-Beam 600 x500
위에 두께 의 증착속도 을 증착하였다 위치에 따른 증착glass 2500 AI ( 5 sec) Å Å
막의 두께를 측정하기 위하여 유리판 중앙부에서 바깥쪽으로 폭 간격 길이10 (
으로 등분하여 시편의 증착막두께를 으로 측정하였다 그림 계산30mm) 25 SEM [ 23]
에 의한 두께분포와 비교하였을 때 대체적인 경향은 비슷하지만 상대적으로 기울기
가 급함을 알 수 있다
그림 측정값에 의한 증착막의 두께분포[ 23]
두께측정시 사진에 의존한 측정이고 사용된 진공시스템은 이상화와는 거리가SEM
있어 약간의 차이가 발생되었다고 판단된다 측정된 값의 추세선을 구함으로써 고
정 의 제작시 로 활용할 수 있었으며 평행이송에 의한 균일성확보mask reference
연구에 참고데이터로 활용할 수 있었다
- 38 -
다 평행이송에 의한 균일성확보
기판의 평행이송과 고정 를 동시에 사용하여 두께가 균일한 박막을 제작하고mask
자 하였다 를 평행이송하여 동서방향의 균일성을 확보하고 이때 등두께를 기준 Jig
으로 동서방향을 등분하여 평면으로 이상화 해 구간내에서의 선의 형상을 두께13
기울기에 비례한 형상을 구현한 고정 를 제작하여 남북방향의 균일성을 확보하mask
고자 하였다 평행이송은 로 회전수를 inverter motor(LG -KMI400K1) 0~160rpm社
으로 조절하면서 이송하였으며 고정 는 기판이송방향의 직각방향에 대한 균일 mask
성만을 고려하여 설계제작하였다 그러나 에 의한 가림과 이송시 증착영역을 mask
벗어남으로 인해서 생기는 증착물 가 크다는 단점이 있었으며 고정 의 형loss mask
상은 증착물 증착율에 따라 다소 차이가 있어 여러 세트를 구비해야만 했다 수차
례 실험을 통해 증착물별 를 제작할 수 있었으며 평행이송속도를 증가시키고mask
왕복이송 횟수를 증가시킴으로써 이내의 균일성을 확보할 수 있었다10
시스템의 특성2 IBAD
가 증착시 온도의 변화
플라스틱 기판은 내열성이 낮아 열원에 장시간 노출되면 열변형과 함께 탄화되고
이 발생하여 박막물성에 악영향을 미칠 수 있으며 증착막과 비교하여out gassing
평균 수 십배 이상 선팽창계수가 높아 선팽창 차에 의한 박막의 과 박리를 일crack
으킬 수 있다 본 연구에서는 증착시 플라스틱에 미치는 분위기 온도의 영향을 파
악하고 적정 증착조건을 파악하기 위하여 금속 및 세라믹으로 나누어 증착시 분위
기온도 변화를 측정하였다
금속물의 시간에 따른 온도 변화(1)
은 분후 약 도정도 상승하여 시간에 따른 온도 변화가 거의 없었지만 은AI 10 3 Cr
약 도가 상승하여 급격한 상승을 보이고 있어 증착시 온도변화를 주목할 필요가12
있었다 더욱이 은 증착율이 높을수록 박막이 형태로 증착되어 반사율을 Cr granule
저하시키는 원인이 되었으며 막 자체에 도 많이 발생되었다 반투과반사 윈도crack
우 제작을 위한 금속박막 물질로는 보다는 이 온도측면에서 유리하다고 판단Cr AI
되었으며 아래의 그림 에 금속박막의 시간에 따른 온도의 변화를 비교하였다[ 24]
- 39 -
주) 증착률Al -10 sec EC-260~280Å
증착률Cr -10 sec EC-65 ~ 95Å
그림 금속박막의 시간에 따른 온도변화 비교[ 24]
세라믹의 시간에 따른 온도 변화(2)
세라믹은 금속과 달리 일반적으로 가 매우 높아 증착시 분위기온도melting point
상승이 매우 컸다 측정된 세라믹의 시간에 따른 온도의 변화는 그림 에 나타 [ 25]
내었다
주) SiO2 증착률 -10 sec EC-45 ~ 60Å
TiO2 증착률 -10 sec EC- 175Å
AI2O3 증착률 -10 sec EC-180~260Å
그림 세라믹박막의 시간에 따른 온도변화 비교[ 25]
- 40 -
그 중 SiO2 TiO2는 분 경과후 가량의 비교적 완만한 온도변화를 보이고 있10 10
으나 AI2O3는 가량의 급격한 온도상승을 보여 고증착율에서의 사용에는 한계30
가 있었다 실증착시에는 의 를 낮춤으로써 증착율 E-gun emission current 3~5 Å
내에서 증착하여 급격한 온도상승을 막을 수 있었다 AI2O3은 경도가 매우 높고 증
착시 조밀도가 높아 보호막으로 많이 사용되는 증착물이다 그러나 본 실험에서는
증착시 열발산이 특히 심하고 증착율을 낮추어도 온도가 급상승하여 증착시 crack
이 쉽게 발생하여 플라스틱 기판에는 부적합하다고 판단되었다
나 플라스틱의 Out gassing
기체방출 은 진공용기 속에서 사용하는 물질의 표면이나 내부에 흡착(out gassing)
되어 있던 분자들이 방출되는 현상을 의미하며 진공조의 압력상승 및 박막의 물성
에 큰 영향을 미치게 된다 또한 고진공 에서 배기시간을 증가시키고 최저 system
도달 압력을 결정짓는 직접적인 요인이 된다 표 는 주요 물질의 기체방출율을 [ 6]
나타낸 것이다
표 주요 물질의 기체방출율[ 6] (Pa m3sm2)
본 연구에서는 플라스틱 기판 장입 유무에 따라 의 영항에 의한 진공도out gassing
의 변화를 알아보기 위하여 진공조 내부에 기판 를 장입한PC (250times65times3 ) 10ea
후 진공도를 측정함으로써 장입전과 비교하여 변화가 있음을 알 수 있었으며 측정
된 값은 그림 에 나타내었다[ 26]
- 41 -
그림 플라스틱 기판 유 무에 따른 진공도 변화[ 26]
그림 의 결과에서 나타나듯이 플라스틱 기판의 장입시 배기속도가 다소 늦[ 26] (PC)
어짐을 알 수 있었으며 이는 플라스틱 모재가 함유한 수분 등의 에 의out gassing
한 차이로 보여진다 기체 방출률은 표면상태나 세척정도 등에 의해 크게 baking
좌우된다고 알려져있어 본 연구에서는 진공조 내부의 에 세심한 주의를 cleaning
기울였으며 함수율이 높은 플라스틱 기판의 세척공정과 함께 건조공정을 확립하고
을 설치하여 플라스틱 기판이 진공조에 머무는 시간을 최소화함load lock system
으로써 플라스틱 모재로 인한 을 최소화할 수 있었다 out gassing
- 42 -
제 장 시제품제작 및 특성분석4
제 절 상용제품의 특성분석1
본 과제의 반투과반사윈도우 개발을 위해서 일본 상용제품의 특성을 분석하였다
일본제품의 측정결과 상하부는 이며 층의 두게는SEM 147 121 m Top coatingμ
로 층보다는 다소 얇은 코팅층이였다 또한 금속박막층은106 m Base coating μ
으로 관찰이 용이하지 않으나 및 에 근거한 추정결과 내SEM RBS SEM data 20nm
외로 판단되었다 아래 그림 은 상용제품의 모재 상하면의 단면 사진이다 [ 27] SEM
그림 반투과반사 윈도우 상용제품의 사진 상 하단면[ 27] SEM ( )
그림 은 일본제품의 분석 결과이다 이온을 조사하였고 이 때[ 28] RBS He2+
는 였으며 고에너지에의한 플라스틱 표면의 손상을 줄이기beam energy 224MeV
위해 이온 량을 으로 낮게 설정하였다dose 80 C μ
그림 반투과반사 윈도우 상용제품의[ 28] RBS Spectrum
- 43 -
분석결과 표층에는 내외의 이 관찰되었으며 내부로 됨에 따라 유20nm AI etching
기물이 지속적으로 관찰되고 있음을 알 수 있다 그림 과는 달리 표면에 [ 27] top
층이 존재하지 않으며 표면에서는 층만이 존재함을 알 수 있다coating AI
제 절 플라즈마 표면처리2
플라스틱 반투과반사 윈도우 시제품제작을 위해 플라즈마 이온빔을 조사하여 플라
스틱 모재의 표면처리를 수행하였다 플라즈마는 의 고순도 의 999999 20 sccm
를 공급하면서 를 사용하여 발생시켰다 이 때 는Ar gas RF power RF Power 80W
였으며 는 로 설정하여 모재가 장착된 지그를 좌우 이송하 Ion Beam energy 1KeV
면서 표면처리공정을 수행하였다 는 Base Pressure 12times10-6 였으며torr Working
는Pressure 5x10-4 였다 조사시간은 로torr Ion Beam 120sec 5times1017 Ar+ ions
의 였다 그림 는 에의한 표면처리 후 표면의 상태를 보기위한dose [ 29] ion beam
사진이다 의 면적을 하였으며 곳을 측정하여 평균값을 취AFM 1 x 1 scanning 5
하였다 조사 전후 표면의 거칠기 는 에서 로 다소 증가하였으 Ion (Ra) 55 589Å Å
나 플라스틱의 표면에는 큰 손상을 주지는 않는 것으로 파악되었다
그림 표면개질전후의 사진[ 29] AFM
그림 은 표면처리후 플라스틱 모재 상에 증류수를 떨어트려 을[ 30] Wetting angle
측정한 결과이다 표면처리 전 의 이 로 크게 줄여 들어 722 deg Wetting angle 171 deg
표면친수성이 크게 향상되었음을 알 수 있다
- 44 -
그림[ 30] Wetting Angle Test
제 절 광경화에의한 하드코팅3
광경화 하드코팅공정1
반투과반사 윈도우로 사용되는 플라스틱 소재는 낮은 내열성과 표면경도로 인해 코
팅층의 내구성 높이는데 한계가 있어 유무기계 막을 형성시킴으로써 표hard coating
면경도나 내마모성 등의 기계적 특성을 크게 향상시켰으며 코팅후 소재의 내마모
성 표면경도에 대한 평가를 수행하였다 하드코팅 공정에 있어서 가장 유의해야할
사항 중 하나는 공기 중 무수히 존재하는 미세먼지 및 파티클에의한 코팅층의 오염
이라고 할 수 있다 코팅층에 포함된 파티클은 코팅액의 흐름과 두께불균일성을 발
생할 수 있으며 더욱이 투명제품의 파티클은 제품불량에 있어서 주요요인이라고
할 수 있다 미세 파티클은 세척공정에서부터 경화 후 포장공정에 까지 일관되게
제어되어야 하며 양압에의한 클린룸을 필요로 하고 있다 더욱이 도포 및 경화조건
은 온습도 매우 민감하여 클린룸에 의한 항온항습이 필수적이라고 할 수 있다 본
과제에서는 헤파필터에 의한 의 항온항습 클린룸에서 하드코팅공정을Class 1000
수행하였다
막의 두께 균일성을 파악하기 위하여 측정위치를 변화시키면서Hard coating SEM
에의한 두께를 측정하였다
가 측정 방법 인 플라스틱기판을 대략 정도 250 X65 X3(t) 150 dip-coating
하여 기판을 아래 그림 과 같이 크기로 등분 한 후[ 31] 65cmX25cm 5 (1) (2)
샘플을 로 절단하여 단면가공 후 으로 관찰하였다(3) 10 X 4 SEM
- 45 -
그림 시료의 크기 및 측정점[ 31]
나 측정 결과 시료의 각 위치에서의 코팅층 측정두께를 표 에 나타내었다 아 [ 7]
울러 단면 사진을 그림 에 나타내었다SEM [ 32]
표 막의 두께 측정 결과 사용[ 7] hard coating (SEM )
그림 층의 단면 사진[ 32] Hard coating SEM
시제품의 하드코팅층 물성평가2
플라스틱 반투과반사 윈도우용 소재는 표면경도 접착력 내마모성 등 waveness
다양한 물성들을 만족시켜야 한다 물성시험을 위한 시료는 상에 코 PMMA A-104
팅액을 속도로 인상하여 광경화공정을 통해 제작되었다2 s
- 46 -
가 내마모성
하드코팅된 소재의 내마모성은 를 사용하여 물성평가를 실시하였steel wool tester
다 은 를 사용하였으며 하중은 을 유지하였고 왕복회수는 Steel wool 0000 1kg 50
회로 설정하여 시험 후 각 시편의 스크레치 발생 정도를 비교분석함으로써 코팅층
을 평가할 수 있었다 그림 은 자체에서 설계 제작한 [ 33] steel wool scratch
의 사진이며 사양은 다음과 같다tester
기계규격 670 times 265 times 370①
로울러 지지축 운동규격 20 times 158 times 304 ( 120 )②
로울러 12 times 50③ empty회전축 모터와 연결축 11 ( )④ empty무게추 고정봉 5 times 80⑤ empty무게추 500g 2 ea 200g 4 ea 100g 4 ea⑥
밸런스 추 295g⑦
로울러축 지지대 20 times 24 times 62⑧
이동 정반 8 times 168 times 372⑨
시험품 고정판 40 84 times 150 ( 2 ea )⑩
가압 핸들 5 times40⑪
그림[ 33] Steel Wool Scratch Tester
나 표면경도
막은 내마모성과 표면경도에서 한계가 있는 플라스틱 표면특성을 향Hard coating
상시키기 위해 수행되었으며 딥방식에의한 도포와 에의한 광경화공정을 적용하 UV
였다
- 47 -
그림[ 34] Pencil Hardness Tester
딥 도포공정에서 인상속도를 로 유지하였다 표 는 플라스틱 모재 위에4 sec [ 8]
다양한 의 제를 사용하여 코팅한 실험 결과이며 표면연필경도는grade hard coating
로써 모재의 경도보다 단계 상승하였으며 코팅제로 막을4~5H 3~4 A-104 coating
형성시킨 경우 내스크레치성에서도 하중 하에서 으로 1kg steel wool 0000
막 위를 회 왕복하였을 때 막에 스크레치가 거의 발생하지 않았coating 50 coating
다
표 막에 대한 시험 결과[ 8] Hard coating (4 s)
- 48 -
제 절 고진공금속박막증착4
하드코팅막의 표면처리1
그림 플라즈마 표면처리된 하드코팅막의 사진[ 35] AFM
하드코팅막은 등 무기물을 다량 함유하고 있는 유무기의 혼합물질이다 고분silicon
자와는 달리 하드코팅막은 이온선량의 넓은 범위에 걸쳐서 증류수와의 접촉각이 매
우 낮았다
결과 막에 있어서는Water drop test hard coating 3times1015 ~ 4times1017 Ar+ ions
의 범위내의 량으로 증류수의 접촉각이 낮음을 알 수 있었다 증착막의 접ion dose
착력 향상정도를 확인하기 위하여 이온선량을 변화시키며 하드코팅층 표면에 dose
량에 따라 Ar+ 을 조사한 후 의 박막을 증착하여ion beam 100nm AI cross-cut
를 수행하였다 표tape test [ 9]
표 플라스틱 박막의 결과[ 9] HCAI Cross-cut tape test
하드코팅층의 에 의한 표면처리전 결과는 플라스틱에서처럼 모두 박리 되ion beam
었으나 의 량ion beam dose 5x1015 ~ 1x1017의 범위에서는 모두 접착력이 우수함
을 알 수 있었다 이는 하드코팅층위에 일부 무기질 재료가 포함되어 금속 박막과
의 친화성이 강하기 때문으로 판단되며 일반 고분자와는 달리 내열성이 매우 우수
하여 의 고에너지에서 수십분간의 조사에서도 표면에 탄화되는 경향이 없15 KeV
었다
- 49 -
미세금속박막증착2
플라스틱 반투과반사윈도우의 미세금속박막은 당사에서 보유하고 있는 고진공
시스템을 사용하여 증착하였다 그림 시스템을 구비하고 있IBAD [ 36] LoadLock
는 본 장비는 가 장착되어 있으며 모재의 평행이송과 를RF Plasma source Mask
사용하여 두께 균일성을 확보하였다
그림 증착 시스템[ 36] IBAD
반투과반사미러에 사용된 금속은 의 사의 을 사용하였다 당사에서9999 Cerac AI
보유하고 있는 4x10-6 진공도에서 을 사용하였다 증착시torr e-beam gun
는 증착율은 였으며 상하 좌우의 을 통Emission Current 280 5 sec Sweeping Å
해 균일한 증착율 유도하였다
그림 금속박막의 투과율[ 37] Spectrum
- 50 -
그림 금속박막의 전후면 반사[ 38] spectrum
사의 로 측정된 가시영역에서의 투과 반Hitachi U-2000 UV-Vis Spectrophotometer
사 을 그림 그림 에 나타내었다 각각의 투과반사율을 가시영spectrum [ 37] [ 38]
역에서의 평균값을 구한뒤 아래 표와 같이 흡수율을 구하였다 제작된 시제품의 흡[
수율은 였다248
표 금속증착막의 특성분석결과[ 10]
No 항 목 평 가 방 법 시 험 결 과
1 접 착 력 Cross-Cut 100100
2 투 과 율 Spectrophotometer 445
3 반사율 전면( ) Visual Range 307
4 반사율 후면( ) Visual Range 171
5 흡 수 율 Visual Range 248
- 51 -
제 장 결론5
제 절 연구결과1
플라즈마 표면처리공정연구 광경화에의한 하드코팅공정연구 고진공증착에의한 미
세 금속박막 증착연구개발을 통하여 수입되고 있는 플라스틱 반투과반사윈도우 소
재를 개발하였다 현재 상용되고 있는 수입소재의 기계적 광학적 특성을 분석을 통
하여 개발 목표치를 설정하였으며 최적 공정개발에의한 시제품제작을 완료하였다
시제품의 평가항목 및 특성치를 아래 표 에 나타내었다[ 12]
표 반투과반사윈도우 시제품의 특성표[ 12]
평 가 항 목 특성치 비 고
광흡수율1 () 248 분광기 기준30T
내마모성2 () 28 자체기준( haze)
접착력3 (x100) 100 회ASTMD3359 10
표면경도4 (H) 5 ASTMD3363 Mitsu-B
표면친수성5 (deg ) 171 Anglometer
미세파티클6 (1um) 01 Clean Room
본 과제 수행에의한 개발목표를 달성할 수 있었으며 주요기술개발내용은 다음과
같다 플라즈마를 이용하여 고분자 표면의 친수성 를 크게 높였으며 1) RF (171deg )
금속박막과의 접착력 을 크게 향상시켰다 광경화에의한 하드코팅공정(100100) 2)
개발에의해 플라스틱 표면경도 및 내마모성 을 크게 향상시켰다 고진(5H) (28) 3)
공 증착공정개발에의해 금속박막의 흡수율 을 크게 낮추어 광효율이 높은(248)
플라스틱 반투과반사 윈도우 시제품을 개발하였다 플라스틱 반투과반사윈도우 4)
소재를 평가하기 위한 광학적 기계적특성 평가기법을 확립하였다
- 52 -
제 절 향후전망2
개발된 플라스틱 반투과반사 윈도우는 플라스틱의 낮은 내열성과 표면경도 흡수율
을 개선하기 위한 것으로 최근 전자제품 정보통신부품 등 첨단전자제품에 적극 채
택되고 있다 특히 휴대폰 및 디스플레이의 투과창 소재가 기존 에서 투명플 glass
라스틱으로 적극 채택되면서 관련 공정기술개발과 함께 소재특성을 위한 다양한 연
구가 활발히 추진되고 있으며 선진국에서는 개발완료에 따른 양산체제 구축으로
전세계 시장을 석권하고 있는 상황이다
본 과제에의한 플라스틱 반투과반사 윈도우의 시제품은 수입시판되고 있는 상용소
재와 동등이상의 특성을 나타내고 있어 향후 양산설비 및 양산공정연구에의한 소
재의 국산화가 가능하다고 할 수있다 또한 본 과제의 플라즈마 표면처리는 저온
표면처리를 요하는 광학용 플라스틱 소재의 표면처리에 활용될 수 있으며 광경화에
의한 하드코팅공정은 기존 열경화방식과는 달리 화가 가능하며 대량 양산in-line
체제를 갖출 수 있어 향후 큰 폭의 성장이 기대된다
- 53 -
참 고 문 헌
1 Oleg A Popov ldquoHigh Density Plasma Sourcesrdquo NOYES Publications(1995)
전자기술연구회 초음파 응용 기문사2 ldquo ( 1997)
임준섭외 명3 4 ldquoImprovement in Surface Hardness of Plastic Surface Mirrorrdquo
Korea-Russia Symposium(1998)
4 Lan G Brown ldquoThe Physics and Technology of Ion Sourcerdquo John Wiley amp
Sons(1989)
이규환 외 명 진공증착법으로 제조된 박막의 밀착성에 관한연구 한국5 4 ldquo AI-Cr rdquo
표면공학회지 VoI27No1Feb(1994)
한성남 외 명6 4 ldquoImproving Wettability of Polycarbonate and adhesion with
aluminum by Ar+ ion irradiationrdquo JMaterial Res Vol9 Sep(1995)
한성남외 명 표면에 아르곤 조사와 친수성증대7 4 ldquoPolymethylmethacrylate rdquo The
Korean Physical Society Vol8No2 Mar pp193~198(1995)
인하대 광기술교육센터 광학시스템의 설계 및 평가 인하대 광기술교육센터8 ldquo rdquo
(1999)
임준섭외 명9 5 ldquoEffect of Ion Beam Assisted Cleaning on Adhesion of AI to
Polymer Substrate of PC and PMMArdquo Asian Finish lsquo98(1998)
10 CJ Brinker and GW Scherrer ldquoSol-Gel Science The Physics and
Chemistry of Sol-Gel ProcessingrdquoAcademic Press NY(1990)
아주공업 주 표면처리 기술을 이용한 자동차용 후사경 개발 산업자11 ( )rdquoPlasma rdquo
원부 최종보고서(2000)
고성진외 명 자동차용 플라스틱 미러와 그 제조방법 아주공업 주12 2 rdquo rdquo ( )(2002)
아주공업 주 플라즈마 기술을 이용한 오토바이 헬멧용 무적쉴드개발 중소기13 ( ) ldquo rdquo
업청 최종보고서(2002)
박원규 졸겔법의 응용과 제품 명현문화사14 rdquo rdquo (1999)
홍진후 경화코팅 조선대학교 출판부15 rdquoUV rdquo (2002)
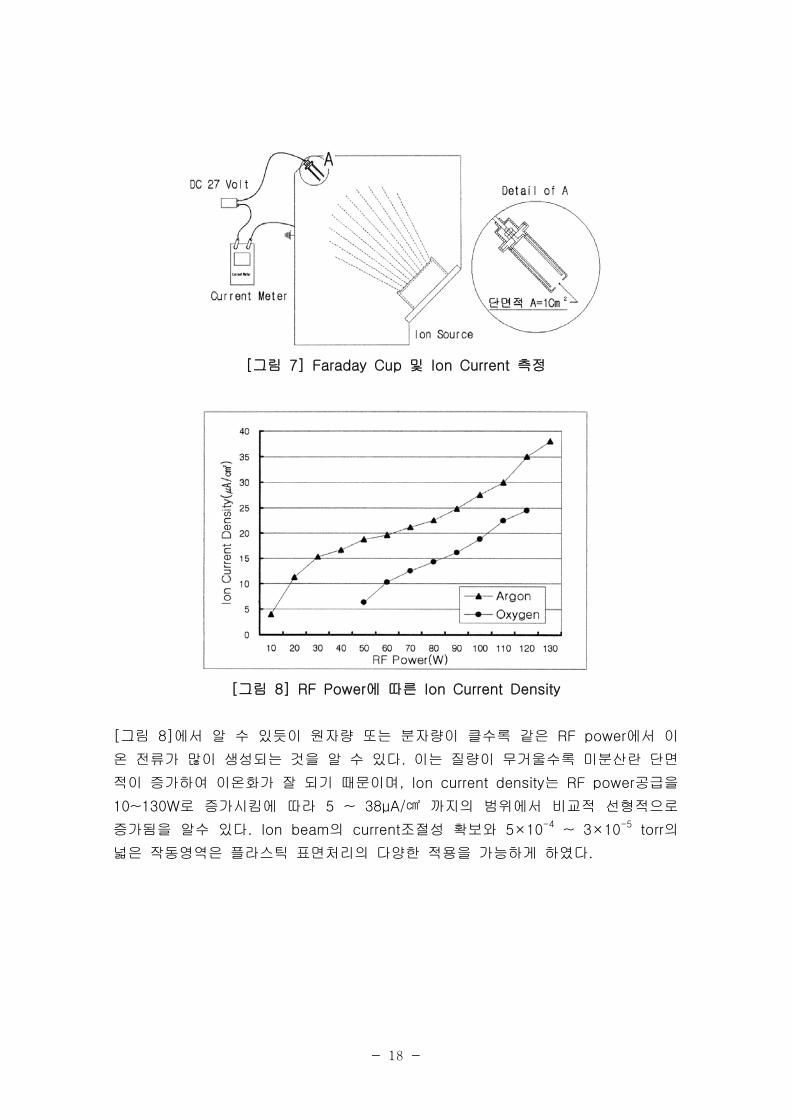
- 18 -
그림 및 측정[ 7] Faraday Cup Ion Current
그림 에 따른[ 8] RF Power Ion Current Density
그림 에서 알 수 있듯이 원자량 또는 분자량이 클수록 같은 에서 이[ 8] RF power
온 전류가 많이 생성되는 것을 알 수 있다 이는 질량이 무거울수록 미분산란 단면
적이 증가하여 이온화가 잘 되기 때문이며 는 공급을 Ion current density RF power
로 증가시킴에 따라 까지의 범위에서 비교적 선형적으로10~130W 5 ~ 38 Aμ
증가됨을 알수 있다 의 조절성 확보와 Ion beam current 5times10-4 ~ 3times10-5 의torr
넓은 작동영역은 플라스틱 표면처리의 다양한 적용을 가능하게 하였다
- 19 -
나 의 Ion Beam Uniformity
플라스틱 모재의 표면개질 및 에 사용된 는 대면cleaning linear ion beam source
적 기판의 표면처리에 있어서 의 균일성 확보는 필수적이라 할 수 있다ion beam
더욱이 플라스틱의 경우 친수성 증대를 위한 량의 적정영역 폭은 상대적ion dose
으로 광범위하지 않아 균일성이 낮을 시는 대면적 시료를 일괄처리할 수 없어 후공
정인 반사막 및 다층막의 부분적 박리 및 을 유발할 수 있다crack
와의 거리가 인 지점에서Optical grid 400 Ar 20 sccm RF 60W ion beam
는 각각 이고 진공도energy 05 1KeV 8x10-5 에서 측정된 의torr ion beam current
분포를 그림 에 나타내었다 의 는 로 시료크기[ 9] Ion Beam uniformity 82 500
이상의 대면적에서 사용가능하다고 할 수 있다
그림[ 9] Linear Ion Beam Profile
제 절 고진공 금속증착2
증착막의 균일성1 (uniformity)
본 개발에 사용된 의 은 수많은 전자의 충돌에의해 증Electron-Beam Gun crucible
착물이 되는 시발점이며 종종 점증발원으로 이상화되어 수학적으로 해evaporation
석되고 있다 이 때 증발된 물질은 불균일하게 방사형으로 퍼져 나가기 때문에 평
면 모재에 균일한 박막을 증착하기는 그리 쉽지않다 증발된 물질은 일반적으로
COS2의 법칙을 만족하여 증발된다고 알려져 있으며 이에 대한 대책으로 안경렌즈
등 광학 코팅업체에서는 형의 기판 를 설치하여 회전시키고 고정 를dome jig mask
제작하여 균일성을 확보하고 있다 그러나 본 과제와 같이 대면적 평판의 경우 장
단의 차가 매우 커서 회전방식을 이용할 경우 공간의 효율적 활용이 어렵고 증착물
의 소모가 너무 많은 단점이 있어 기판의 평행이송과 고정 를 복합적용하여mask
증착박막의 균일성을 확보코자 하였다
- 20 -
가 이론적 두께 분포
증발원의 형상 및 기판의 상대위치에 따른 박막의 두께분포는 수식에 의해 계산이
가능하며 점증발원에서 높은 거리에 있는 평면상의 중심 에서 만큼 떨어져 있 0 X
는 점에서의 막두께 는 기하학적 가정과 해석을 통해 다음과 같이 구할 수 있다t
그림[ 10]
m 증발량 h 증발원과 기판과의 수직거리
p 증착물질의 밀도 x 기판의 중심에서 측정하고자하는 미소평면과의 거리
그림 점증발원의 기하학적해석[ 10]
아래의 그림 은 점증발원 및 미소평면증발원인 경우 각각 평면기판상에 증착된[ 11]
막의 두께 분포를 수식에 의해 구한 결과이다
그림 수식에 의한 증착막의 두께분포[ 11] (H Macleod)
- 21 -
축은 중심에서의 두께에 대한 비를 나타내며 축은 점에서 측정하고자 하는 미Y X 0
소평면까지의 거리 와 증발원과 기판사이의 거리 에 대한 비를 나타내고 있다 중X h
심부에서 최대의 두께를 나타내며 가 인 부터는 급격한 변화가 있으나 연속 Xh 03
적으로 감소함을 알 수 있다
제 절 플라스틱 특성평가3
광흡수율1
가 의 구비조건 Spectrophotometer
파장범위는 를 측정할 수 있어야 한다1) 340 ~ 780nm
측정 파장 간격은 이하로하고 분광측정기의 사출 슬릿에서 나오는 방사2) 10nm
속의 유효 파장폭은 이하로 한다10nm
측광방식은 기준물체로 부터의 투과 광속 또는 반사광속의 비교 측정에 의한 것3)
으로 하고 측과의 정확성은 측광 범위 최대 눈금의 이내로 하고 반복 정밀도 1
는 이내로 한다05
분광측정기 파장눈금의 치우침은 분광 측광기의 투과 파장대에 대한 최대 강도4)
의 파장으로부터 이내로 한다1nm
나 측정방법
투과율 측정방법 시료면의 법선방향에서 분광 측정기의 사출 슬릿에서 나오는1)
평행에 가까운 광선속을 입사시켜서 그 투과광의 방향에서 간격의 파장에 10nm
대해 분광 투과율을 측정한다 기준 물체는 광로 중에 시료를 삽입하지 않는 경우
의 공기층으로서 그 분광투과율을 로한다1
반사율 측정방법 시료의 면에 대해서 법선에 대한 각도가 도를 초과하지 않2) 15
는 입사각으로서 분광 측정기의 사출 슬릿에서 나오는 평행에 가까운 광선속을 입
사시켜서 간격의 파장에 대해서 분광반사율을 측정한다 기준 물체로서는 절10nm
대 반사율 측정법에 따라 표준 거울면 반사체를 사용한다
- 22 -
흡수율 계산 금속박막의 광흡수율 은 전체 입사광 에서3) (A) 100 visual range
에서의 평균투과율(Tav 과 평균반사율) (Rav 의 을 뺀 광량을 다음식에서 구할 수 있)
다
광흡수율(A) = 100-(Tav+Rav)
다 평가시 주의사항
측정시 온도와 습도를 기록한다o Spectrophotometer
의 램프는 적어도 시험 분전에 켜 놓는다o Spectrophotometer 5
측정시 주변의 진동이 없도록한다o Spectrophotometer
표준 반사 시편은 주기적으로 평가하고 기록하여 보정계수를 수정한다o
내마모성2 (ASTM D1044)-TaberHaze Test
가 시험개요
이 시험 방법은 를 사용하여 시료표면에 를 발생시킨 후 광투Taber abraser haze
과율에 의한 값의 변화를 측정함으로써 표면의 내마모성을 평가하는 방법으haze
로 값이 클수록 내마모성이 나쁘고 작을수록 내마모성이 높다고 할 수 Haze()
있다
그림[ 12] Taber Abrasion Tester
- 23 -
나 시험방법
시료의 준비1)
시험할 시료는 깨끗하고 원형 혹은 사각으로 지름 이상 크기의 투명판상부재80
여야하며 두께는 이하가 바람직하다 시료의 중앙에는 홀가공되어 12 Taber
에 장착이 가능해야 한다Abraser
에의한 마모2) Taber Abraser
는 시편을 회전시키는 회전판과 회전하는 시편 표면에 접촉하여 표Taber Abraser
면을 마모시키는 두 개의 마모윤으로 이루어져 있다 시편을 회전판 위에 고정시킨
후 일정한 무게 를 갖는 마모윤을 시편 위에 올려놓아 하중을 가한 상태에서(500g)
마모윤과 시편을 동시에 회전시켜 표면을 마모시키는 장치로 하중 및 회전 cycle
은 시료에 따라 적용을 달리한다 시험환경은 온도 상대습도 23 plusmn 2 50 plusmn 5
이어야 하며 마모윤은 마다 교환해서 사용한다 100 cycle
측정3) Haze Valve
로 마모된 시편은 로 혼탁도 를 측정하여 내마모Taber Abraser Hazemeter (Haze)
성을 평가한다 는 투명판의 를 측정하는 장치로서 여기서 Hazemeter Haze Haze
란 시편이 얼마나 깨끗한가에 대한 척도이며 투명판에 빛을 비추었을 때 투명판을
투과하는 빛 중에서 입사광으로부터 보다 큰 각도로 벗어나는 빛의 백분율을25deg
뜻한다 한 시편 당 개 이상의 측정 점에서의 평균값을 구하고 마모 전에 측정 4
된 값과의 차 를 구한다haze Haze()
접착력3 (ASTM D3359)
코팅층의 접착력 평가를 위한 다양한 방법이 개발되고 있으나 대부분 금속 유리 등
무기소재가 주를 이루고 있으며 플라스틱과 같은 유기물과 코팅층과의 접착력을
정량적으로 평가하기에는 다소 한계가 있는 실정이다 일반적으로 가장 광범위하게
간단히 적용되는 방법은 이며 최근에는 임계하중값을 이용Cross-Cut-Tape-Test
하는 방법도 적용되고 있다scratch-test
가 Tape-Test 접착테이프 접착력시험법으로 그림 과 같이 칼로 간격으 [ 13] 1
로 개의 선을 직교하도록 긋고 접착테이프 사의 를 사용하여11 (3M 610)
한 코팅층 위에 밀착시킨 후 순간적으로 도 방향 테이프를 떼어 초cross-cut (45 )
기의 정사각형 수 개 와 시편에 잔존하는 코팅층의 정사각형 수를 비교함으로(100 )
써 부착력을 정량적으로 표현하는 방법이다 신뢰성 측면에서 곳이상에서 각 회 3 5
이상 실시 할 수 있다
- 24 -
그림[ 13] Cross-Cut Tape Test
나 Scratch Test 그림 과 같이 다이아몬드 팁이 달린 로 기 [ 14] Nano-indenter
판의 표면에 위치한 후 수직방향의 힘을 선형적으로 증가시키면서 동시에 수평방
향으로 기판을 등속으로 이송하여 표면의 긁힘 자국을 관찰한다 밀착력은 수평방
향의 전체 이송길이 에 대응하는 임계길이 에서의 임계하중을 간단한 비례식으로L
계산하여 밀착력 을 계산한다(N)
그림 스크레치 테스크 개념도[ 14]
표면경도4 (ASTM D3363)
가 개 요
플라스틱 코팅층의 표면경도는 경도값을 알고 있는 연필심을 이용하여 소재의 표면
경도를 평가하는 방법이다 분위기 온도범위와 습도 의 상 23 degC plusmn 2degC 50plusmn 5
대습도에서 시험한다
연필경도 단계는 다음과 같다
- 25 -
6B-5B-3B-2B-B-HB-F-H-2H-3H-4H-5H-6H-7H-8H
(Softer) (Harder)
나 시험 및 평가방법
경도를 알고있는 연필의 심 길이를 로하고 끝단을 심방향과 직각이도록1) 5~6
로 깍아 단면이 동심원이 되도록 준비한다 기계식 연필깍기 사포 등 사용90deg ( )
측정하려는 시편을 단단하고 수명한 면 위에 올려놓는다2)
준비된 연필을 시편면과 과가 되도록 올려 놓고 단단히 연필홀더에 고정시킨3) 45deg
다
연필심에 일정한 압력이 전달되도록 균일한 힘을 가하면서 균일한 속도로4) 65
이상을 전진시킨다
상기 번을 회 반복한다 확보된 다섯개의 경로선을 관찰하여 코팅층의5) 1234 3
긁힘여부를 확인한다
세개의 선 중 긁힘이 발생한 선이 있으면 아랫 등급의 연필을 사용하여 상기6)
를 반복한다12345
세개의 연필경로선 모두에서 긁힘 발생이 없으면 사용한 연필의 경도를 코팅층7)
의 표면경도로 기록한다
다 주의사항
시험전 시편의 표면에 오일 콤파운드 등을 제거하여 시험중 미끄럼발생이 없도
록 한다
시험중 연필심의 에지부에 크랙 파손이 발생할시에는 재가공후 시험한다
- 26 -
표면친수성 에너지5 ( )
플라스틱 모재의 향상을 위한 연구에 있어서 표면 특성의 정량적인 평가wettability
가 수행되어야 하며 직접적인 실험에 의한 향상정도를 확인할 수 있어야 한다 표
면 특성의 정량적인 평가로서 본 과제에서는 액체의 접촉각을 측정하여 표면에너지
를 구함으로써 향상정도를 비교할 수 있었으며 에 의해 향상됨cross-cut tape test
을 파악할 수 있었다 일반적으로 고체표면의 에너지는 표면의 형상조도에 의해 좌
우되는 와 극성작용기에 의한 의 합으로 계산된다dispersion force polar force
고체표면의 와 를 구하기 위해서는 물성을 알고있는 두dispersion force polar force
극성용액의 고체표면과의 을 측정함으로써 다음과 같이 간단히 계산wetting angle
할 수 있다
Wetting angle120563120574s
d Dispersion force of Solid120574ld Dispersion force of Liquid
120574sp Polar force of Solid
120574lp Polar force of Liquid
일반적으로 사용되는 극성용액은 차증류수와 용액을 사용하며 각 용액3 formamide
의 물성은 아래 표 과 같다[ 1]
표 극성용액의 물성[ 1]
각 용액의 을 측정하고 용액의 기지의 상수를 활용하여 상기식을 이wetting angle
용한 두방정식의 연립을 통하여 고체의 표면에너지를 계산하는 것이다 본 과제에
서는 의 에너지 및 량에 따라 고분자 및 하드코팅표면의ion beam dose wetting
을 측정하고 상기 식에 적용하여 표면에너지를 구할 수 있었으며 박막 증착angle
후 를 통하여 접착력의 향상을 확인할 수 있다cross-cut tape test
- 27 -
제 장 플라스틱 반투과반사 윈도우 코팅공정개발3
제 절 플라즈마 이온원에의한 표면처리1
산업전반에 걸쳐 광범위하게 사용되고 있는 플라스틱은 경량성 및 높은 생산성으로
인해 그 활용 폭을 점차 넓혀가고 있으나 플라스틱의 열에너지chemical reaction
에 의한 표면거칠기 열변형 무기물과의 접착력 등의 특성은 플라carbonization
스틱의 활용에 한계가 되고 있으며 이러한 문제를 해결하려는 연구개발이 다양한
분야에서 활발하게 진행되고 있다 특히 glow discharge electron beam arc
등의 방법으로 플라스틱 표면의 특성을 개선하기 위discharge corona discharge
한 연구가 이루어지고 있으며 일부 연구결과는 산업현장에서 적용되어 핵심공정으
로 자리를 잡고있다 본 과제에서는 에너지를 갖는 조사에 의한 고분자 ion beam
표면의 친수성을 높이고 표면에너지의 향상을 통하여 금속 무기물과의 를wettability
증진코자 하였다 수백 에서 수 의 에너지를 갖는 을 사용한 것과 KeV MeV ion beam
는 달리 내외의 에너지를 갖는 을 사용함으로써 플라스틱 표면의1KeV ion beam
큰 손상없이 만을 증진시켜 무기물과 고분자의 접착력이 혁신적으로 개wettabiIity
선되는 결과를 나타냈다
플라스틱 모재에 플라즈마 을 조사하여 의 량 변화에 따른ion beam ion beam dose
극성용액의 을 측정하였다 그림 는 의 에너지를wetting angle [ 15] ion beam 1
로 일정하게하고KeV O2와 이온 빔의 이온선량을Ar 1times1014 에서 1times1017 ion
의 범위로 변화시키며 조사하였을 때 증류수의 접촉각 변화를 나타낸 것이다
그림[ 15] Water Wetting Angle(lon Beam Energy 1KeV)
- 28 -
기판의 증류수에 대한 접촉각 측정은 플라즈마 이온빔 처리된 모재의 표면에 증류
수 를 각각 군데 떨어뜨린 후002 3 contact anglometer (Goniometer Model
를 사용하여 을 측정한 후 평균값을 취하였다G-1 ELMA Inc) wetting angle
플라스틱표면에 플라즈마 처리안된 시료의 증류수에 대한 접촉각은 였으며 플92deg
라즈마 표면 개질된 모재의 은 정도wetting angle 30deg (1times1017 로 떨어짐을ions )
확인할 수 있었다 표면에너지값을 구하기 위하여 포름아미드 용액의 접촉각을 같
은 방법으로 측정하였다 그림 이온선량이 증가하면서 접촉각이 조금씩 감소하[ 16]
는 경향은 증류수 접촉각 실험과 같은 경향을 보이고 있다
그림 포름아미드[ 16] Wetting Angle(Ion Beam Energy 1Kev)
물과 포름아미드 극성용액의 측정된 접촉각을 이용하여 플라스틱 모재의 표면에너
지를 구할 수 있었다 그림[ 17]
그림 이온선량에 따른[ 17] Surface Energy
- 29 -
표면거칠기에 큰 영향을 받는 의 경우 이온선량이 증가함에 따라dispersion force
대체적으로 완만한 변화를 보이고 있으나 의 경우 이온선량이 증가함에 polar force
따라 지속적으로 급격히 증가하여 이온선량이 1times1015 Ar+ 에서는ions 40 ergs
까지 도달하였으며 이온선량이 1times10 17 Ar+ 에 이르러서는 의ions 64 ergs
표면에너지까지 증가하여 초기의 보다는 배이상이 증가함을 알 수 있었30 ergs
다 이와 같은 변화는 이온 빔의 조사로 인하여 플라스틱 기판 표면에 free radical
이 생성되고 의 형성으로 설명되고 있다hydrophilic group
한편 의 에너지 변화에 따른 플라스틱의 표면에너지 변화를 알아보기 위 ion beam
하여 이온선량을 8x1016 Ar+ 로 일정하게 하고 의 에너지를ions ion beam
까지 일정하게 증가시키면서 물과의 접촉각을 측정하였다 그림1500eV [ 18]
그림 에 따른 물과의 접촉각 변화[ 18] Ion Beam Energy
플라스틱 종류별 차이는 있으나 대체로 내외였으며 이상에서는 점차40deg 1500eV
로 다시 증가하는 것을 보여주었다 으로 표면처리시 의 보다는 Ion beam ion energy
의 량에 지배를 받는 것으로 파악되었으며ion dose Ar+만의 조사보다는 02 분위기
에서의 Ar+ 조사시 효과가 높았으나 진공도가 낮아지는 점과 이 불안정하ion beam
다는 단점이 있어 Ar+ 만의 조사가 생산적용시에는 유리하다고 판단된다
- 30 -
제 절 하드코팅공정연구2
전처리 공정1
플라스틱 표면 상에 흡착 부착된 오일 미세먼지 지문 등 다양한 오염물은 하드코
팅 후 코팅층의 박리 핀홀 표면 얼룩 등의 다양한 불량을 초래할 수 있어 coating
액의 도포공정에 앞서 필수적으로 세정공정을 수행해야한다 본 과제에서는 초음파
세척방법을 전처리공정에 적용하여 하드코팅공정 연구를 수행하였다 그림 는 [ 19]
본 연구에 사용된 세척장치로써 세정액이 담긴 세정조 차 및 차 수세조와 탕세 1 2
조로 구성되어 있다
그림 초음파 세척 장치[ 19]
본 과제에서는 초음파를 기본적으로 사용하고 플라스틱 소재의 성형방법에 따라
표면특성 및 오염된 표면 이물질이 달라 각각 다른 공정 방법을 적용하였다
가 사출 및 압출 성형된 모재
대부분의 플라스틱 기판은 알카리 세제를 사용한 전처리공정으로 깨끗한 기판을 얻
을 수 있었으며 처리 후 부착력이 우수한 코팅층을 얻을 수 있었다 hard coating
세척순서는 아래와 같다
알카리 세제 수용액에 초음파 세척 분(1) 5 50~60 times 10
흐르는 수도물에 수세 대략 초(2) 10
증류수에 초음파 수세 분(3) 50~60 times 10
증류수에 탕세(4) 4 s 60~70
- 31 -
건조 분(5) 70 times 60
보관 에 보관(6) SUS box
나 성형된 모재 Casting
성형시 필수적으로 포함되는 모재의 이형성분을 제거하기위한 최적공정을Casting
파악하기 위해 세제의 농도 및 처리시간에 따른 실험을 수행하였다 실험은 1~
의 알카리 세제로 각각 분으로 나누어 초음파 처리하고 의 으10 5 10 30 50 IPA
로 분 범위내에서 시간을 달리하여 초음파 세척한 후 코팅제로3~10 A-104 hard
을 하였다 다음은 세척공정 순서이다coating
알카리 세제 수용액에 초음파 세척 분(1) 5 50~60 times 10
흐르는 수도물에 수세 대략 초(2) 10
수용액에 초음파 세척 분(3) 20~50 IPA 30~40 times 7~8
증류수에 초음파 수세 분(4) 50~60 times 10
증류수에 탕세(5) 4 s 60~70
건조 분(6) 70 times 60
보관 에 보관(7) SUS box
시편의 평가는 육안에 의한 얼룩의 유무확인과 에 의한 부착력cross-cut tape test
으로 판단하였다 알카리 세제와 농도가 각각 와 미만일 때는 오염 물질 IPA 5 50
이 완전히 제거되지 않아서 코팅막에 약간의 얼룩이 관찰되었으며 의 알카리 5
세제로 분 분간 초음파 세척과 분간 초음파 세척공정시에5 ~10 7 IPA hard coating
의 부착력이 우수하였고 코팅막에 얼룩도 발생하지 않았다
표 는 알카리세제와 수용액으로 세척된 기판위에[ 2] IPA PMMA casting hard
막을 형성시킨 후 코팅층의 부착력을 시험한 결과이다coating
표 기판에 대한 세척 코팅 접착력[ 2] PMMA Casting +
- 32 -
공정2 Dipping
하드코팅공정에 있어서 도포공정은 다양한 방법이 개발되어 있으며 본 과제에서는
두께조절성 액의 소모성 등을 고려해 디핑방식을 적용하였다 공정의 Dip-coating
개략적 방법은 다음과 같다
플라스틱 모재는 함수율이 높아 코팅전 모재건조를 실시한다(1)
플라스틱 모재에 묻어있는 먼지를 안에서 제전건으로 완벽히 제거(2) clean room
한 후 의 에 수직으로 고정시킨다dip-coater jig
시편을 코팅액이 담겨져 있는 코팅조에 일정한 속도로 하고 초간 유(3) dipping 10
지시킨다
의 인상속도를 조절 한 후 시편을 일정 속도로 인상한(4) Dip-coater (2~6 sec)
다
이 때 인상속도를 조절하여 코팅층의 두께를 조절할 수 있다 딥코팅시 분위기 습
도를 이하 온도 상온 코팅액 온도를 로 유지하여 액의 경시변RH 50 18 ~ 20
화를 최소화 해야한다 플라스틱렌즈 및 보안경 등 공정을 요하는 업 hard coating
체에서는 정도의 청정실에서 하드코팅을 실시하고 미만의 상대습class 1000 50
도 조건을 유지함으로써 대기 중의 먼지 부유물등에의한 오염을 최소화하고 있으
며 날씨변화에 따른 분위기 환경을 일정하게 유지하고 있다
코팅 분위기 조건의 변화는 경화 후 막에 에 의한hard coating particle pin-hole
과 현상 등을 일으킬 수 있으며 양질의 우수한 코팅막을 얻기가 힘들다 본hazing
연구에서는 인 의 을 설치하여 하class 1000 conventional air flow type clean room
드코팅공정을 실시하였다
그림 내부 사진[ 20]Clean room
- 33 -
내부에는 제전건 기 클린 오븐 광경화기 초음파세척장Clean room dip-coating
치 등의 설비를 구비하여 경화형 처리가 일괄적으로 처리됨으로써UV hard coating
우수한 물성의 하드코팅막을 얻을 수 있었다 그림 은 내부의 사 [ 20] clean room
진이며 작업시 내부온도는 습도는 이하를 유지하 hard coating 18~20 40RH
였다
전도체인 금속과 달리 플라스틱은 절연물질로 전기전하의 이동을 허용치 않아 마찰
등에 의하여 쉽게 정전기장을 형성하여 정전기장 내에 놓여있는 반대 극성을 갖는
입자를 끌어들이게 된다 이러한 입자를 제거하기 위해서는 플라스틱 표면 및 입자
의 극성을 중성으로 바꾸어 줌으로써 간단히 해결할 수 있다 본 과제에서는
공정 전에 공기를 이온화시켜 대량의 양 음이온을 발생시키는 장치인dipping
을 사용하여 을 제거할 수 있었으며 이물에의한 코팅층의Anti-Static-Gun particle
불량을 줄일 수 있었다
본 과제의 딥방식은 인상방식과 장치의 정밀성이 코팅특성을 좌우한다고 할 수 있
다 본 과제에 적요된 딥인상은 에의한 조의 인상 하강 방식으로 air-hydro type ㆍ
정숙성이 높은 방식이다
그림 장치 유공압[ 21] Dip-coating ( type)
- 34 -
실린더의 제어는 유공압 방식을 사용하였으며 이는 압축공기를 이용하여 유압실린
더를 제어하는 방식으로 공기의 압축성으로 인한 문제점을 개선한 것이다 즉 공기
압을 사용하면서 유압유니트와 같이 작동개시 때나 부하변동시에 접속구동이 가능
하고 저속 구동시 현상을 방지할 수 있는 유압실린더의 장점을 활용한 것 stick slip
이다 일반적으로 유공압은 실린더의 정밀정속구동 중간정지 이속제어나 로터리형
액츄에이터의 완속구동 등에도 많이 적용되고 있다 그림 은 본 실험에 사용한 [ 21]
유공압 방식의 장치로써 실린더와dip-coating air hydro type convertor coating
조 냉각 및 시스템 용량 사용 line filtering (chemical pump (10 min) 15 filter )ℓ
등으로 구성되어 있다
경화공정3
플라스틱 기판위에 경화형 액을 딥방식에의한 도포 후 에UV hard coating 50~70
서 분동안 시키고 램프 에의한 를 조사시키면3~5 pre-heating UV (200~400nm) UV
표면경도 및 내마모성이 우수한 막이 형성된다 표 에서는 본 연구에 사coating [ 3]
용되어진 코팅제 종류 및 경화조건을 나타내었다
표 코팅제 종류 및 경화 조건[ 3]
Maker Grade 용 도 경 화 조 건
사 국내L ( ) A-104GN 겸용PC amp PMMA파장UV lamp (250~360nm)
에너지UV 65~90mjcm2
사 국내H ( ) 0-299 용PMMA파장UV lamp (250~360nm)
에너지UV 60~85mjcm2
사 국외E ( ) C-220 겸용PC amp PMMAUV lamp 300Winch
이송속도 25ftmin
사 국외H ( ) B-8558 겸용PC amp PMMA파장UV lamp (250~360nm)
에너지UV 75mjcm2
본 과제의 광경화공정연구에 사용된 광경화기를 그림 에 나타내었으며 일반적[ 22]
인 광경화의 원리 및 메커니즘은 다음과 같다
가 경화원리 및 특징 UV
전자파 중 자외선 은 파장이 까지의 영역을 의미하고 있으나 경(UV) 10~400nm UV
화에 이용되는 파장범위는 대체로 이며 이 자외선이 화학작용에 유효200~400nm
한 것은 유기 화합물의 해리 분해반응을 일으킬 수 있는 강력한 에너지를 가지고
있기 때문이다
- 35 -
경화 메커니즘(1) UV
일반적으로 코팅제의 경화는 광개시제로부터 시작되는데 자외선이 갖는 에너지UV
에 의해 광개시제가 분해되어 라디칼 반응을 형성하여 반응을 유도할 수 있는 활성
체가 된다 이 활성체에 의하여 및 와 연쇄적으로 반응하여 망 monomer oligomer
상구조화된 고분자막이 형성되는 것이다
경화의 특징(2) UV
저온에서 경화가 가능하다 내열성이 좋지 않은 플라스틱 모재에도 고품질의(1)
막을 형성시킬 수 있다coating
경화속도가 빠르다 건조단위가 초단위로 설정되기 때문에 의 연속자동화가(2) line
가능하며 작업효율이 향상된다
예열시간이 짧아 신속한 작업이 가능하며 에너지가 절감된다(3)
운전관리가 간단하고 신뢰성이 높다(4)
그림[ 22] UV dryer
- 36 -
나 사 사양 UV dryer (EYE GRAPHICS model ECS-301G1)
종류 와 수은등(1) lamp metal halide
(2) lamp power 및 로 조절 가능 15KW 2KW 3KW
발광장(3) 250nm
반사판 집광형(4)
조사거리 으로 조절가능(5) 100 ~ 180
속도 으로 조절 가능(6) conveyer 08 ~ 8mmin
냉각 방식 공냉식(7)
제 절 고진공증착공정3
증착공정개발1
가 증착물질 및 증착조건
반투과반사 윈도우는 투과성과 반사성을 동시에 만족해야하며 일반적으로 금속박
막을 고진공증착함으로써 구현될 수 있다 이러한 금속박막은 진공영역에서 작업을
수행해야하며 스퍼터링과 증착이 주를 이루고 있다 그 중 스퍼터링 방법 e-beam
은 재현성이 우수하고 방식으로의 적용이 용이하다는 장점이 있으나in-line target
및 의 교체 초기조건설정 등이 용이하지 않아 본 과제에서는 다양한 재료cathode
를 코팅할 수 있는 을 적용하였다 유기물인 플라스틱상에 금속무기물e-beam type
의 접착력과 코팅후의 기계적 특성확보를 위해서는 다양한 증착공정 연구가 수행
되어야 한다 표 와 표 에 사용된 증착물의 물성과 증착조건을 각각 나타었 [ 4] [ 5]
다
표 주요 증착 물질의 물성표[ 4]
- 37 -
표 주요 증착물질의 증착조건[ 5]
나 측정값에 의한 증착막의 두께 분포
증착에 의한 증착막의 두께분포를 파악하기 위하여 크기의E-Beam 600 x500
위에 두께 의 증착속도 을 증착하였다 위치에 따른 증착glass 2500 AI ( 5 sec) Å Å
막의 두께를 측정하기 위하여 유리판 중앙부에서 바깥쪽으로 폭 간격 길이10 (
으로 등분하여 시편의 증착막두께를 으로 측정하였다 그림 계산30mm) 25 SEM [ 23]
에 의한 두께분포와 비교하였을 때 대체적인 경향은 비슷하지만 상대적으로 기울기
가 급함을 알 수 있다
그림 측정값에 의한 증착막의 두께분포[ 23]
두께측정시 사진에 의존한 측정이고 사용된 진공시스템은 이상화와는 거리가SEM
있어 약간의 차이가 발생되었다고 판단된다 측정된 값의 추세선을 구함으로써 고
정 의 제작시 로 활용할 수 있었으며 평행이송에 의한 균일성확보mask reference
연구에 참고데이터로 활용할 수 있었다
- 38 -
다 평행이송에 의한 균일성확보
기판의 평행이송과 고정 를 동시에 사용하여 두께가 균일한 박막을 제작하고mask
자 하였다 를 평행이송하여 동서방향의 균일성을 확보하고 이때 등두께를 기준 Jig
으로 동서방향을 등분하여 평면으로 이상화 해 구간내에서의 선의 형상을 두께13
기울기에 비례한 형상을 구현한 고정 를 제작하여 남북방향의 균일성을 확보하mask
고자 하였다 평행이송은 로 회전수를 inverter motor(LG -KMI400K1) 0~160rpm社
으로 조절하면서 이송하였으며 고정 는 기판이송방향의 직각방향에 대한 균일 mask
성만을 고려하여 설계제작하였다 그러나 에 의한 가림과 이송시 증착영역을 mask
벗어남으로 인해서 생기는 증착물 가 크다는 단점이 있었으며 고정 의 형loss mask
상은 증착물 증착율에 따라 다소 차이가 있어 여러 세트를 구비해야만 했다 수차
례 실험을 통해 증착물별 를 제작할 수 있었으며 평행이송속도를 증가시키고mask
왕복이송 횟수를 증가시킴으로써 이내의 균일성을 확보할 수 있었다10
시스템의 특성2 IBAD
가 증착시 온도의 변화
플라스틱 기판은 내열성이 낮아 열원에 장시간 노출되면 열변형과 함께 탄화되고
이 발생하여 박막물성에 악영향을 미칠 수 있으며 증착막과 비교하여out gassing
평균 수 십배 이상 선팽창계수가 높아 선팽창 차에 의한 박막의 과 박리를 일crack
으킬 수 있다 본 연구에서는 증착시 플라스틱에 미치는 분위기 온도의 영향을 파
악하고 적정 증착조건을 파악하기 위하여 금속 및 세라믹으로 나누어 증착시 분위
기온도 변화를 측정하였다
금속물의 시간에 따른 온도 변화(1)
은 분후 약 도정도 상승하여 시간에 따른 온도 변화가 거의 없었지만 은AI 10 3 Cr
약 도가 상승하여 급격한 상승을 보이고 있어 증착시 온도변화를 주목할 필요가12
있었다 더욱이 은 증착율이 높을수록 박막이 형태로 증착되어 반사율을 Cr granule
저하시키는 원인이 되었으며 막 자체에 도 많이 발생되었다 반투과반사 윈도crack
우 제작을 위한 금속박막 물질로는 보다는 이 온도측면에서 유리하다고 판단Cr AI
되었으며 아래의 그림 에 금속박막의 시간에 따른 온도의 변화를 비교하였다[ 24]
- 39 -
주) 증착률Al -10 sec EC-260~280Å
증착률Cr -10 sec EC-65 ~ 95Å
그림 금속박막의 시간에 따른 온도변화 비교[ 24]
세라믹의 시간에 따른 온도 변화(2)
세라믹은 금속과 달리 일반적으로 가 매우 높아 증착시 분위기온도melting point
상승이 매우 컸다 측정된 세라믹의 시간에 따른 온도의 변화는 그림 에 나타 [ 25]
내었다
주) SiO2 증착률 -10 sec EC-45 ~ 60Å
TiO2 증착률 -10 sec EC- 175Å
AI2O3 증착률 -10 sec EC-180~260Å
그림 세라믹박막의 시간에 따른 온도변화 비교[ 25]
- 40 -
그 중 SiO2 TiO2는 분 경과후 가량의 비교적 완만한 온도변화를 보이고 있10 10
으나 AI2O3는 가량의 급격한 온도상승을 보여 고증착율에서의 사용에는 한계30
가 있었다 실증착시에는 의 를 낮춤으로써 증착율 E-gun emission current 3~5 Å
내에서 증착하여 급격한 온도상승을 막을 수 있었다 AI2O3은 경도가 매우 높고 증
착시 조밀도가 높아 보호막으로 많이 사용되는 증착물이다 그러나 본 실험에서는
증착시 열발산이 특히 심하고 증착율을 낮추어도 온도가 급상승하여 증착시 crack
이 쉽게 발생하여 플라스틱 기판에는 부적합하다고 판단되었다
나 플라스틱의 Out gassing
기체방출 은 진공용기 속에서 사용하는 물질의 표면이나 내부에 흡착(out gassing)
되어 있던 분자들이 방출되는 현상을 의미하며 진공조의 압력상승 및 박막의 물성
에 큰 영향을 미치게 된다 또한 고진공 에서 배기시간을 증가시키고 최저 system
도달 압력을 결정짓는 직접적인 요인이 된다 표 는 주요 물질의 기체방출율을 [ 6]
나타낸 것이다
표 주요 물질의 기체방출율[ 6] (Pa m3sm2)
본 연구에서는 플라스틱 기판 장입 유무에 따라 의 영항에 의한 진공도out gassing
의 변화를 알아보기 위하여 진공조 내부에 기판 를 장입한PC (250times65times3 ) 10ea
후 진공도를 측정함으로써 장입전과 비교하여 변화가 있음을 알 수 있었으며 측정
된 값은 그림 에 나타내었다[ 26]
- 41 -
그림 플라스틱 기판 유 무에 따른 진공도 변화[ 26]
그림 의 결과에서 나타나듯이 플라스틱 기판의 장입시 배기속도가 다소 늦[ 26] (PC)
어짐을 알 수 있었으며 이는 플라스틱 모재가 함유한 수분 등의 에 의out gassing
한 차이로 보여진다 기체 방출률은 표면상태나 세척정도 등에 의해 크게 baking
좌우된다고 알려져있어 본 연구에서는 진공조 내부의 에 세심한 주의를 cleaning
기울였으며 함수율이 높은 플라스틱 기판의 세척공정과 함께 건조공정을 확립하고
을 설치하여 플라스틱 기판이 진공조에 머무는 시간을 최소화함load lock system
으로써 플라스틱 모재로 인한 을 최소화할 수 있었다 out gassing
- 42 -
제 장 시제품제작 및 특성분석4
제 절 상용제품의 특성분석1
본 과제의 반투과반사윈도우 개발을 위해서 일본 상용제품의 특성을 분석하였다
일본제품의 측정결과 상하부는 이며 층의 두게는SEM 147 121 m Top coatingμ
로 층보다는 다소 얇은 코팅층이였다 또한 금속박막층은106 m Base coating μ
으로 관찰이 용이하지 않으나 및 에 근거한 추정결과 내SEM RBS SEM data 20nm
외로 판단되었다 아래 그림 은 상용제품의 모재 상하면의 단면 사진이다 [ 27] SEM
그림 반투과반사 윈도우 상용제품의 사진 상 하단면[ 27] SEM ( )
그림 은 일본제품의 분석 결과이다 이온을 조사하였고 이 때[ 28] RBS He2+
는 였으며 고에너지에의한 플라스틱 표면의 손상을 줄이기beam energy 224MeV
위해 이온 량을 으로 낮게 설정하였다dose 80 C μ
그림 반투과반사 윈도우 상용제품의[ 28] RBS Spectrum
- 43 -
분석결과 표층에는 내외의 이 관찰되었으며 내부로 됨에 따라 유20nm AI etching
기물이 지속적으로 관찰되고 있음을 알 수 있다 그림 과는 달리 표면에 [ 27] top
층이 존재하지 않으며 표면에서는 층만이 존재함을 알 수 있다coating AI
제 절 플라즈마 표면처리2
플라스틱 반투과반사 윈도우 시제품제작을 위해 플라즈마 이온빔을 조사하여 플라
스틱 모재의 표면처리를 수행하였다 플라즈마는 의 고순도 의 999999 20 sccm
를 공급하면서 를 사용하여 발생시켰다 이 때 는Ar gas RF power RF Power 80W
였으며 는 로 설정하여 모재가 장착된 지그를 좌우 이송하 Ion Beam energy 1KeV
면서 표면처리공정을 수행하였다 는 Base Pressure 12times10-6 였으며torr Working
는Pressure 5x10-4 였다 조사시간은 로torr Ion Beam 120sec 5times1017 Ar+ ions
의 였다 그림 는 에의한 표면처리 후 표면의 상태를 보기위한dose [ 29] ion beam
사진이다 의 면적을 하였으며 곳을 측정하여 평균값을 취AFM 1 x 1 scanning 5
하였다 조사 전후 표면의 거칠기 는 에서 로 다소 증가하였으 Ion (Ra) 55 589Å Å
나 플라스틱의 표면에는 큰 손상을 주지는 않는 것으로 파악되었다
그림 표면개질전후의 사진[ 29] AFM
그림 은 표면처리후 플라스틱 모재 상에 증류수를 떨어트려 을[ 30] Wetting angle
측정한 결과이다 표면처리 전 의 이 로 크게 줄여 들어 722 deg Wetting angle 171 deg
표면친수성이 크게 향상되었음을 알 수 있다
- 44 -
그림[ 30] Wetting Angle Test
제 절 광경화에의한 하드코팅3
광경화 하드코팅공정1
반투과반사 윈도우로 사용되는 플라스틱 소재는 낮은 내열성과 표면경도로 인해 코
팅층의 내구성 높이는데 한계가 있어 유무기계 막을 형성시킴으로써 표hard coating
면경도나 내마모성 등의 기계적 특성을 크게 향상시켰으며 코팅후 소재의 내마모
성 표면경도에 대한 평가를 수행하였다 하드코팅 공정에 있어서 가장 유의해야할
사항 중 하나는 공기 중 무수히 존재하는 미세먼지 및 파티클에의한 코팅층의 오염
이라고 할 수 있다 코팅층에 포함된 파티클은 코팅액의 흐름과 두께불균일성을 발
생할 수 있으며 더욱이 투명제품의 파티클은 제품불량에 있어서 주요요인이라고
할 수 있다 미세 파티클은 세척공정에서부터 경화 후 포장공정에 까지 일관되게
제어되어야 하며 양압에의한 클린룸을 필요로 하고 있다 더욱이 도포 및 경화조건
은 온습도 매우 민감하여 클린룸에 의한 항온항습이 필수적이라고 할 수 있다 본
과제에서는 헤파필터에 의한 의 항온항습 클린룸에서 하드코팅공정을Class 1000
수행하였다
막의 두께 균일성을 파악하기 위하여 측정위치를 변화시키면서Hard coating SEM
에의한 두께를 측정하였다
가 측정 방법 인 플라스틱기판을 대략 정도 250 X65 X3(t) 150 dip-coating
하여 기판을 아래 그림 과 같이 크기로 등분 한 후[ 31] 65cmX25cm 5 (1) (2)
샘플을 로 절단하여 단면가공 후 으로 관찰하였다(3) 10 X 4 SEM
- 45 -
그림 시료의 크기 및 측정점[ 31]
나 측정 결과 시료의 각 위치에서의 코팅층 측정두께를 표 에 나타내었다 아 [ 7]
울러 단면 사진을 그림 에 나타내었다SEM [ 32]
표 막의 두께 측정 결과 사용[ 7] hard coating (SEM )
그림 층의 단면 사진[ 32] Hard coating SEM
시제품의 하드코팅층 물성평가2
플라스틱 반투과반사 윈도우용 소재는 표면경도 접착력 내마모성 등 waveness
다양한 물성들을 만족시켜야 한다 물성시험을 위한 시료는 상에 코 PMMA A-104
팅액을 속도로 인상하여 광경화공정을 통해 제작되었다2 s
- 46 -
가 내마모성
하드코팅된 소재의 내마모성은 를 사용하여 물성평가를 실시하였steel wool tester
다 은 를 사용하였으며 하중은 을 유지하였고 왕복회수는 Steel wool 0000 1kg 50
회로 설정하여 시험 후 각 시편의 스크레치 발생 정도를 비교분석함으로써 코팅층
을 평가할 수 있었다 그림 은 자체에서 설계 제작한 [ 33] steel wool scratch
의 사진이며 사양은 다음과 같다tester
기계규격 670 times 265 times 370①
로울러 지지축 운동규격 20 times 158 times 304 ( 120 )②
로울러 12 times 50③ empty회전축 모터와 연결축 11 ( )④ empty무게추 고정봉 5 times 80⑤ empty무게추 500g 2 ea 200g 4 ea 100g 4 ea⑥
밸런스 추 295g⑦
로울러축 지지대 20 times 24 times 62⑧
이동 정반 8 times 168 times 372⑨
시험품 고정판 40 84 times 150 ( 2 ea )⑩
가압 핸들 5 times40⑪
그림[ 33] Steel Wool Scratch Tester
나 표면경도
막은 내마모성과 표면경도에서 한계가 있는 플라스틱 표면특성을 향Hard coating
상시키기 위해 수행되었으며 딥방식에의한 도포와 에의한 광경화공정을 적용하 UV
였다
- 47 -
그림[ 34] Pencil Hardness Tester
딥 도포공정에서 인상속도를 로 유지하였다 표 는 플라스틱 모재 위에4 sec [ 8]
다양한 의 제를 사용하여 코팅한 실험 결과이며 표면연필경도는grade hard coating
로써 모재의 경도보다 단계 상승하였으며 코팅제로 막을4~5H 3~4 A-104 coating
형성시킨 경우 내스크레치성에서도 하중 하에서 으로 1kg steel wool 0000
막 위를 회 왕복하였을 때 막에 스크레치가 거의 발생하지 않았coating 50 coating
다
표 막에 대한 시험 결과[ 8] Hard coating (4 s)
- 48 -
제 절 고진공금속박막증착4
하드코팅막의 표면처리1
그림 플라즈마 표면처리된 하드코팅막의 사진[ 35] AFM
하드코팅막은 등 무기물을 다량 함유하고 있는 유무기의 혼합물질이다 고분silicon
자와는 달리 하드코팅막은 이온선량의 넓은 범위에 걸쳐서 증류수와의 접촉각이 매
우 낮았다
결과 막에 있어서는Water drop test hard coating 3times1015 ~ 4times1017 Ar+ ions
의 범위내의 량으로 증류수의 접촉각이 낮음을 알 수 있었다 증착막의 접ion dose
착력 향상정도를 확인하기 위하여 이온선량을 변화시키며 하드코팅층 표면에 dose
량에 따라 Ar+ 을 조사한 후 의 박막을 증착하여ion beam 100nm AI cross-cut
를 수행하였다 표tape test [ 9]
표 플라스틱 박막의 결과[ 9] HCAI Cross-cut tape test
하드코팅층의 에 의한 표면처리전 결과는 플라스틱에서처럼 모두 박리 되ion beam
었으나 의 량ion beam dose 5x1015 ~ 1x1017의 범위에서는 모두 접착력이 우수함
을 알 수 있었다 이는 하드코팅층위에 일부 무기질 재료가 포함되어 금속 박막과
의 친화성이 강하기 때문으로 판단되며 일반 고분자와는 달리 내열성이 매우 우수
하여 의 고에너지에서 수십분간의 조사에서도 표면에 탄화되는 경향이 없15 KeV
었다
- 49 -
미세금속박막증착2
플라스틱 반투과반사윈도우의 미세금속박막은 당사에서 보유하고 있는 고진공
시스템을 사용하여 증착하였다 그림 시스템을 구비하고 있IBAD [ 36] LoadLock
는 본 장비는 가 장착되어 있으며 모재의 평행이송과 를RF Plasma source Mask
사용하여 두께 균일성을 확보하였다
그림 증착 시스템[ 36] IBAD
반투과반사미러에 사용된 금속은 의 사의 을 사용하였다 당사에서9999 Cerac AI
보유하고 있는 4x10-6 진공도에서 을 사용하였다 증착시torr e-beam gun
는 증착율은 였으며 상하 좌우의 을 통Emission Current 280 5 sec Sweeping Å
해 균일한 증착율 유도하였다
그림 금속박막의 투과율[ 37] Spectrum
- 50 -
그림 금속박막의 전후면 반사[ 38] spectrum
사의 로 측정된 가시영역에서의 투과 반Hitachi U-2000 UV-Vis Spectrophotometer
사 을 그림 그림 에 나타내었다 각각의 투과반사율을 가시영spectrum [ 37] [ 38]
역에서의 평균값을 구한뒤 아래 표와 같이 흡수율을 구하였다 제작된 시제품의 흡[
수율은 였다248
표 금속증착막의 특성분석결과[ 10]
No 항 목 평 가 방 법 시 험 결 과
1 접 착 력 Cross-Cut 100100
2 투 과 율 Spectrophotometer 445
3 반사율 전면( ) Visual Range 307
4 반사율 후면( ) Visual Range 171
5 흡 수 율 Visual Range 248
- 51 -
제 장 결론5
제 절 연구결과1
플라즈마 표면처리공정연구 광경화에의한 하드코팅공정연구 고진공증착에의한 미
세 금속박막 증착연구개발을 통하여 수입되고 있는 플라스틱 반투과반사윈도우 소
재를 개발하였다 현재 상용되고 있는 수입소재의 기계적 광학적 특성을 분석을 통
하여 개발 목표치를 설정하였으며 최적 공정개발에의한 시제품제작을 완료하였다
시제품의 평가항목 및 특성치를 아래 표 에 나타내었다[ 12]
표 반투과반사윈도우 시제품의 특성표[ 12]
평 가 항 목 특성치 비 고
광흡수율1 () 248 분광기 기준30T
내마모성2 () 28 자체기준( haze)
접착력3 (x100) 100 회ASTMD3359 10
표면경도4 (H) 5 ASTMD3363 Mitsu-B
표면친수성5 (deg ) 171 Anglometer
미세파티클6 (1um) 01 Clean Room
본 과제 수행에의한 개발목표를 달성할 수 있었으며 주요기술개발내용은 다음과
같다 플라즈마를 이용하여 고분자 표면의 친수성 를 크게 높였으며 1) RF (171deg )
금속박막과의 접착력 을 크게 향상시켰다 광경화에의한 하드코팅공정(100100) 2)
개발에의해 플라스틱 표면경도 및 내마모성 을 크게 향상시켰다 고진(5H) (28) 3)
공 증착공정개발에의해 금속박막의 흡수율 을 크게 낮추어 광효율이 높은(248)
플라스틱 반투과반사 윈도우 시제품을 개발하였다 플라스틱 반투과반사윈도우 4)
소재를 평가하기 위한 광학적 기계적특성 평가기법을 확립하였다
- 52 -
제 절 향후전망2
개발된 플라스틱 반투과반사 윈도우는 플라스틱의 낮은 내열성과 표면경도 흡수율
을 개선하기 위한 것으로 최근 전자제품 정보통신부품 등 첨단전자제품에 적극 채
택되고 있다 특히 휴대폰 및 디스플레이의 투과창 소재가 기존 에서 투명플 glass
라스틱으로 적극 채택되면서 관련 공정기술개발과 함께 소재특성을 위한 다양한 연
구가 활발히 추진되고 있으며 선진국에서는 개발완료에 따른 양산체제 구축으로
전세계 시장을 석권하고 있는 상황이다
본 과제에의한 플라스틱 반투과반사 윈도우의 시제품은 수입시판되고 있는 상용소
재와 동등이상의 특성을 나타내고 있어 향후 양산설비 및 양산공정연구에의한 소
재의 국산화가 가능하다고 할 수있다 또한 본 과제의 플라즈마 표면처리는 저온
표면처리를 요하는 광학용 플라스틱 소재의 표면처리에 활용될 수 있으며 광경화에
의한 하드코팅공정은 기존 열경화방식과는 달리 화가 가능하며 대량 양산in-line
체제를 갖출 수 있어 향후 큰 폭의 성장이 기대된다
- 53 -
참 고 문 헌
1 Oleg A Popov ldquoHigh Density Plasma Sourcesrdquo NOYES Publications(1995)
전자기술연구회 초음파 응용 기문사2 ldquo ( 1997)
임준섭외 명3 4 ldquoImprovement in Surface Hardness of Plastic Surface Mirrorrdquo
Korea-Russia Symposium(1998)
4 Lan G Brown ldquoThe Physics and Technology of Ion Sourcerdquo John Wiley amp
Sons(1989)
이규환 외 명 진공증착법으로 제조된 박막의 밀착성에 관한연구 한국5 4 ldquo AI-Cr rdquo
표면공학회지 VoI27No1Feb(1994)
한성남 외 명6 4 ldquoImproving Wettability of Polycarbonate and adhesion with
aluminum by Ar+ ion irradiationrdquo JMaterial Res Vol9 Sep(1995)
한성남외 명 표면에 아르곤 조사와 친수성증대7 4 ldquoPolymethylmethacrylate rdquo The
Korean Physical Society Vol8No2 Mar pp193~198(1995)
인하대 광기술교육센터 광학시스템의 설계 및 평가 인하대 광기술교육센터8 ldquo rdquo
(1999)
임준섭외 명9 5 ldquoEffect of Ion Beam Assisted Cleaning on Adhesion of AI to
Polymer Substrate of PC and PMMArdquo Asian Finish lsquo98(1998)
10 CJ Brinker and GW Scherrer ldquoSol-Gel Science The Physics and
Chemistry of Sol-Gel ProcessingrdquoAcademic Press NY(1990)
아주공업 주 표면처리 기술을 이용한 자동차용 후사경 개발 산업자11 ( )rdquoPlasma rdquo
원부 최종보고서(2000)
고성진외 명 자동차용 플라스틱 미러와 그 제조방법 아주공업 주12 2 rdquo rdquo ( )(2002)
아주공업 주 플라즈마 기술을 이용한 오토바이 헬멧용 무적쉴드개발 중소기13 ( ) ldquo rdquo
업청 최종보고서(2002)
박원규 졸겔법의 응용과 제품 명현문화사14 rdquo rdquo (1999)
홍진후 경화코팅 조선대학교 출판부15 rdquoUV rdquo (2002)
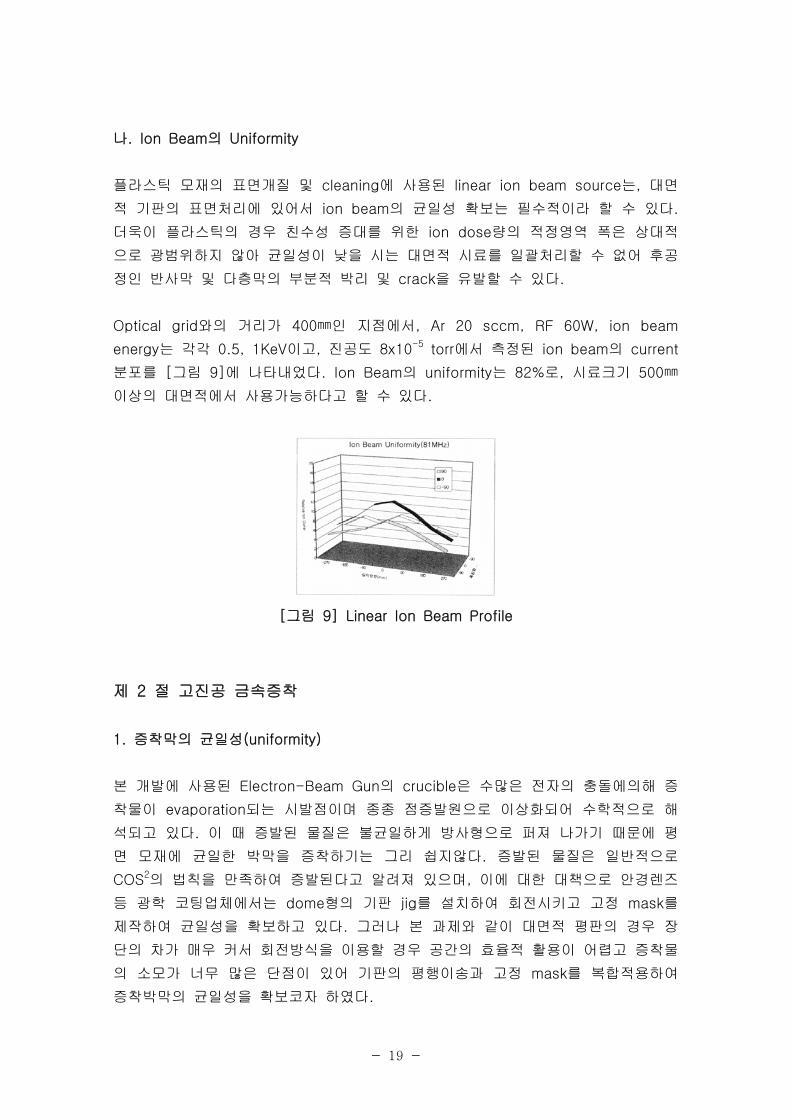
- 19 -
나 의 Ion Beam Uniformity
플라스틱 모재의 표면개질 및 에 사용된 는 대면cleaning linear ion beam source
적 기판의 표면처리에 있어서 의 균일성 확보는 필수적이라 할 수 있다ion beam
더욱이 플라스틱의 경우 친수성 증대를 위한 량의 적정영역 폭은 상대적ion dose
으로 광범위하지 않아 균일성이 낮을 시는 대면적 시료를 일괄처리할 수 없어 후공
정인 반사막 및 다층막의 부분적 박리 및 을 유발할 수 있다crack
와의 거리가 인 지점에서Optical grid 400 Ar 20 sccm RF 60W ion beam
는 각각 이고 진공도energy 05 1KeV 8x10-5 에서 측정된 의torr ion beam current
분포를 그림 에 나타내었다 의 는 로 시료크기[ 9] Ion Beam uniformity 82 500
이상의 대면적에서 사용가능하다고 할 수 있다
그림[ 9] Linear Ion Beam Profile
제 절 고진공 금속증착2
증착막의 균일성1 (uniformity)
본 개발에 사용된 의 은 수많은 전자의 충돌에의해 증Electron-Beam Gun crucible
착물이 되는 시발점이며 종종 점증발원으로 이상화되어 수학적으로 해evaporation
석되고 있다 이 때 증발된 물질은 불균일하게 방사형으로 퍼져 나가기 때문에 평
면 모재에 균일한 박막을 증착하기는 그리 쉽지않다 증발된 물질은 일반적으로
COS2의 법칙을 만족하여 증발된다고 알려져 있으며 이에 대한 대책으로 안경렌즈
등 광학 코팅업체에서는 형의 기판 를 설치하여 회전시키고 고정 를dome jig mask
제작하여 균일성을 확보하고 있다 그러나 본 과제와 같이 대면적 평판의 경우 장
단의 차가 매우 커서 회전방식을 이용할 경우 공간의 효율적 활용이 어렵고 증착물
의 소모가 너무 많은 단점이 있어 기판의 평행이송과 고정 를 복합적용하여mask
증착박막의 균일성을 확보코자 하였다
- 20 -
가 이론적 두께 분포
증발원의 형상 및 기판의 상대위치에 따른 박막의 두께분포는 수식에 의해 계산이
가능하며 점증발원에서 높은 거리에 있는 평면상의 중심 에서 만큼 떨어져 있 0 X
는 점에서의 막두께 는 기하학적 가정과 해석을 통해 다음과 같이 구할 수 있다t
그림[ 10]
m 증발량 h 증발원과 기판과의 수직거리
p 증착물질의 밀도 x 기판의 중심에서 측정하고자하는 미소평면과의 거리
그림 점증발원의 기하학적해석[ 10]
아래의 그림 은 점증발원 및 미소평면증발원인 경우 각각 평면기판상에 증착된[ 11]
막의 두께 분포를 수식에 의해 구한 결과이다
그림 수식에 의한 증착막의 두께분포[ 11] (H Macleod)
- 21 -
축은 중심에서의 두께에 대한 비를 나타내며 축은 점에서 측정하고자 하는 미Y X 0
소평면까지의 거리 와 증발원과 기판사이의 거리 에 대한 비를 나타내고 있다 중X h
심부에서 최대의 두께를 나타내며 가 인 부터는 급격한 변화가 있으나 연속 Xh 03
적으로 감소함을 알 수 있다
제 절 플라스틱 특성평가3
광흡수율1
가 의 구비조건 Spectrophotometer
파장범위는 를 측정할 수 있어야 한다1) 340 ~ 780nm
측정 파장 간격은 이하로하고 분광측정기의 사출 슬릿에서 나오는 방사2) 10nm
속의 유효 파장폭은 이하로 한다10nm
측광방식은 기준물체로 부터의 투과 광속 또는 반사광속의 비교 측정에 의한 것3)
으로 하고 측과의 정확성은 측광 범위 최대 눈금의 이내로 하고 반복 정밀도 1
는 이내로 한다05
분광측정기 파장눈금의 치우침은 분광 측광기의 투과 파장대에 대한 최대 강도4)
의 파장으로부터 이내로 한다1nm
나 측정방법
투과율 측정방법 시료면의 법선방향에서 분광 측정기의 사출 슬릿에서 나오는1)
평행에 가까운 광선속을 입사시켜서 그 투과광의 방향에서 간격의 파장에 10nm
대해 분광 투과율을 측정한다 기준 물체는 광로 중에 시료를 삽입하지 않는 경우
의 공기층으로서 그 분광투과율을 로한다1
반사율 측정방법 시료의 면에 대해서 법선에 대한 각도가 도를 초과하지 않2) 15
는 입사각으로서 분광 측정기의 사출 슬릿에서 나오는 평행에 가까운 광선속을 입
사시켜서 간격의 파장에 대해서 분광반사율을 측정한다 기준 물체로서는 절10nm
대 반사율 측정법에 따라 표준 거울면 반사체를 사용한다
- 22 -
흡수율 계산 금속박막의 광흡수율 은 전체 입사광 에서3) (A) 100 visual range
에서의 평균투과율(Tav 과 평균반사율) (Rav 의 을 뺀 광량을 다음식에서 구할 수 있)
다
광흡수율(A) = 100-(Tav+Rav)
다 평가시 주의사항
측정시 온도와 습도를 기록한다o Spectrophotometer
의 램프는 적어도 시험 분전에 켜 놓는다o Spectrophotometer 5
측정시 주변의 진동이 없도록한다o Spectrophotometer
표준 반사 시편은 주기적으로 평가하고 기록하여 보정계수를 수정한다o
내마모성2 (ASTM D1044)-TaberHaze Test
가 시험개요
이 시험 방법은 를 사용하여 시료표면에 를 발생시킨 후 광투Taber abraser haze
과율에 의한 값의 변화를 측정함으로써 표면의 내마모성을 평가하는 방법으haze
로 값이 클수록 내마모성이 나쁘고 작을수록 내마모성이 높다고 할 수 Haze()
있다
그림[ 12] Taber Abrasion Tester
- 23 -
나 시험방법
시료의 준비1)
시험할 시료는 깨끗하고 원형 혹은 사각으로 지름 이상 크기의 투명판상부재80
여야하며 두께는 이하가 바람직하다 시료의 중앙에는 홀가공되어 12 Taber
에 장착이 가능해야 한다Abraser
에의한 마모2) Taber Abraser
는 시편을 회전시키는 회전판과 회전하는 시편 표면에 접촉하여 표Taber Abraser
면을 마모시키는 두 개의 마모윤으로 이루어져 있다 시편을 회전판 위에 고정시킨
후 일정한 무게 를 갖는 마모윤을 시편 위에 올려놓아 하중을 가한 상태에서(500g)
마모윤과 시편을 동시에 회전시켜 표면을 마모시키는 장치로 하중 및 회전 cycle
은 시료에 따라 적용을 달리한다 시험환경은 온도 상대습도 23 plusmn 2 50 plusmn 5
이어야 하며 마모윤은 마다 교환해서 사용한다 100 cycle
측정3) Haze Valve
로 마모된 시편은 로 혼탁도 를 측정하여 내마모Taber Abraser Hazemeter (Haze)
성을 평가한다 는 투명판의 를 측정하는 장치로서 여기서 Hazemeter Haze Haze
란 시편이 얼마나 깨끗한가에 대한 척도이며 투명판에 빛을 비추었을 때 투명판을
투과하는 빛 중에서 입사광으로부터 보다 큰 각도로 벗어나는 빛의 백분율을25deg
뜻한다 한 시편 당 개 이상의 측정 점에서의 평균값을 구하고 마모 전에 측정 4
된 값과의 차 를 구한다haze Haze()
접착력3 (ASTM D3359)
코팅층의 접착력 평가를 위한 다양한 방법이 개발되고 있으나 대부분 금속 유리 등
무기소재가 주를 이루고 있으며 플라스틱과 같은 유기물과 코팅층과의 접착력을
정량적으로 평가하기에는 다소 한계가 있는 실정이다 일반적으로 가장 광범위하게
간단히 적용되는 방법은 이며 최근에는 임계하중값을 이용Cross-Cut-Tape-Test
하는 방법도 적용되고 있다scratch-test
가 Tape-Test 접착테이프 접착력시험법으로 그림 과 같이 칼로 간격으 [ 13] 1
로 개의 선을 직교하도록 긋고 접착테이프 사의 를 사용하여11 (3M 610)
한 코팅층 위에 밀착시킨 후 순간적으로 도 방향 테이프를 떼어 초cross-cut (45 )
기의 정사각형 수 개 와 시편에 잔존하는 코팅층의 정사각형 수를 비교함으로(100 )
써 부착력을 정량적으로 표현하는 방법이다 신뢰성 측면에서 곳이상에서 각 회 3 5
이상 실시 할 수 있다
- 24 -
그림[ 13] Cross-Cut Tape Test
나 Scratch Test 그림 과 같이 다이아몬드 팁이 달린 로 기 [ 14] Nano-indenter
판의 표면에 위치한 후 수직방향의 힘을 선형적으로 증가시키면서 동시에 수평방
향으로 기판을 등속으로 이송하여 표면의 긁힘 자국을 관찰한다 밀착력은 수평방
향의 전체 이송길이 에 대응하는 임계길이 에서의 임계하중을 간단한 비례식으로L
계산하여 밀착력 을 계산한다(N)
그림 스크레치 테스크 개념도[ 14]
표면경도4 (ASTM D3363)
가 개 요
플라스틱 코팅층의 표면경도는 경도값을 알고 있는 연필심을 이용하여 소재의 표면
경도를 평가하는 방법이다 분위기 온도범위와 습도 의 상 23 degC plusmn 2degC 50plusmn 5
대습도에서 시험한다
연필경도 단계는 다음과 같다
- 25 -
6B-5B-3B-2B-B-HB-F-H-2H-3H-4H-5H-6H-7H-8H
(Softer) (Harder)
나 시험 및 평가방법
경도를 알고있는 연필의 심 길이를 로하고 끝단을 심방향과 직각이도록1) 5~6
로 깍아 단면이 동심원이 되도록 준비한다 기계식 연필깍기 사포 등 사용90deg ( )
측정하려는 시편을 단단하고 수명한 면 위에 올려놓는다2)
준비된 연필을 시편면과 과가 되도록 올려 놓고 단단히 연필홀더에 고정시킨3) 45deg
다
연필심에 일정한 압력이 전달되도록 균일한 힘을 가하면서 균일한 속도로4) 65
이상을 전진시킨다
상기 번을 회 반복한다 확보된 다섯개의 경로선을 관찰하여 코팅층의5) 1234 3
긁힘여부를 확인한다
세개의 선 중 긁힘이 발생한 선이 있으면 아랫 등급의 연필을 사용하여 상기6)
를 반복한다12345
세개의 연필경로선 모두에서 긁힘 발생이 없으면 사용한 연필의 경도를 코팅층7)
의 표면경도로 기록한다
다 주의사항
시험전 시편의 표면에 오일 콤파운드 등을 제거하여 시험중 미끄럼발생이 없도
록 한다
시험중 연필심의 에지부에 크랙 파손이 발생할시에는 재가공후 시험한다
- 26 -
표면친수성 에너지5 ( )
플라스틱 모재의 향상을 위한 연구에 있어서 표면 특성의 정량적인 평가wettability
가 수행되어야 하며 직접적인 실험에 의한 향상정도를 확인할 수 있어야 한다 표
면 특성의 정량적인 평가로서 본 과제에서는 액체의 접촉각을 측정하여 표면에너지
를 구함으로써 향상정도를 비교할 수 있었으며 에 의해 향상됨cross-cut tape test
을 파악할 수 있었다 일반적으로 고체표면의 에너지는 표면의 형상조도에 의해 좌
우되는 와 극성작용기에 의한 의 합으로 계산된다dispersion force polar force
고체표면의 와 를 구하기 위해서는 물성을 알고있는 두dispersion force polar force
극성용액의 고체표면과의 을 측정함으로써 다음과 같이 간단히 계산wetting angle
할 수 있다
Wetting angle120563120574s
d Dispersion force of Solid120574ld Dispersion force of Liquid
120574sp Polar force of Solid
120574lp Polar force of Liquid
일반적으로 사용되는 극성용액은 차증류수와 용액을 사용하며 각 용액3 formamide
의 물성은 아래 표 과 같다[ 1]
표 극성용액의 물성[ 1]
각 용액의 을 측정하고 용액의 기지의 상수를 활용하여 상기식을 이wetting angle
용한 두방정식의 연립을 통하여 고체의 표면에너지를 계산하는 것이다 본 과제에
서는 의 에너지 및 량에 따라 고분자 및 하드코팅표면의ion beam dose wetting
을 측정하고 상기 식에 적용하여 표면에너지를 구할 수 있었으며 박막 증착angle
후 를 통하여 접착력의 향상을 확인할 수 있다cross-cut tape test
- 27 -
제 장 플라스틱 반투과반사 윈도우 코팅공정개발3
제 절 플라즈마 이온원에의한 표면처리1
산업전반에 걸쳐 광범위하게 사용되고 있는 플라스틱은 경량성 및 높은 생산성으로
인해 그 활용 폭을 점차 넓혀가고 있으나 플라스틱의 열에너지chemical reaction
에 의한 표면거칠기 열변형 무기물과의 접착력 등의 특성은 플라carbonization
스틱의 활용에 한계가 되고 있으며 이러한 문제를 해결하려는 연구개발이 다양한
분야에서 활발하게 진행되고 있다 특히 glow discharge electron beam arc
등의 방법으로 플라스틱 표면의 특성을 개선하기 위discharge corona discharge
한 연구가 이루어지고 있으며 일부 연구결과는 산업현장에서 적용되어 핵심공정으
로 자리를 잡고있다 본 과제에서는 에너지를 갖는 조사에 의한 고분자 ion beam
표면의 친수성을 높이고 표면에너지의 향상을 통하여 금속 무기물과의 를wettability
증진코자 하였다 수백 에서 수 의 에너지를 갖는 을 사용한 것과 KeV MeV ion beam
는 달리 내외의 에너지를 갖는 을 사용함으로써 플라스틱 표면의1KeV ion beam
큰 손상없이 만을 증진시켜 무기물과 고분자의 접착력이 혁신적으로 개wettabiIity
선되는 결과를 나타냈다
플라스틱 모재에 플라즈마 을 조사하여 의 량 변화에 따른ion beam ion beam dose
극성용액의 을 측정하였다 그림 는 의 에너지를wetting angle [ 15] ion beam 1
로 일정하게하고KeV O2와 이온 빔의 이온선량을Ar 1times1014 에서 1times1017 ion
의 범위로 변화시키며 조사하였을 때 증류수의 접촉각 변화를 나타낸 것이다
그림[ 15] Water Wetting Angle(lon Beam Energy 1KeV)
- 28 -
기판의 증류수에 대한 접촉각 측정은 플라즈마 이온빔 처리된 모재의 표면에 증류
수 를 각각 군데 떨어뜨린 후002 3 contact anglometer (Goniometer Model
를 사용하여 을 측정한 후 평균값을 취하였다G-1 ELMA Inc) wetting angle
플라스틱표면에 플라즈마 처리안된 시료의 증류수에 대한 접촉각은 였으며 플92deg
라즈마 표면 개질된 모재의 은 정도wetting angle 30deg (1times1017 로 떨어짐을ions )
확인할 수 있었다 표면에너지값을 구하기 위하여 포름아미드 용액의 접촉각을 같
은 방법으로 측정하였다 그림 이온선량이 증가하면서 접촉각이 조금씩 감소하[ 16]
는 경향은 증류수 접촉각 실험과 같은 경향을 보이고 있다
그림 포름아미드[ 16] Wetting Angle(Ion Beam Energy 1Kev)
물과 포름아미드 극성용액의 측정된 접촉각을 이용하여 플라스틱 모재의 표면에너
지를 구할 수 있었다 그림[ 17]
그림 이온선량에 따른[ 17] Surface Energy
- 29 -
표면거칠기에 큰 영향을 받는 의 경우 이온선량이 증가함에 따라dispersion force
대체적으로 완만한 변화를 보이고 있으나 의 경우 이온선량이 증가함에 polar force
따라 지속적으로 급격히 증가하여 이온선량이 1times1015 Ar+ 에서는ions 40 ergs
까지 도달하였으며 이온선량이 1times10 17 Ar+ 에 이르러서는 의ions 64 ergs
표면에너지까지 증가하여 초기의 보다는 배이상이 증가함을 알 수 있었30 ergs
다 이와 같은 변화는 이온 빔의 조사로 인하여 플라스틱 기판 표면에 free radical
이 생성되고 의 형성으로 설명되고 있다hydrophilic group
한편 의 에너지 변화에 따른 플라스틱의 표면에너지 변화를 알아보기 위 ion beam
하여 이온선량을 8x1016 Ar+ 로 일정하게 하고 의 에너지를ions ion beam
까지 일정하게 증가시키면서 물과의 접촉각을 측정하였다 그림1500eV [ 18]
그림 에 따른 물과의 접촉각 변화[ 18] Ion Beam Energy
플라스틱 종류별 차이는 있으나 대체로 내외였으며 이상에서는 점차40deg 1500eV
로 다시 증가하는 것을 보여주었다 으로 표면처리시 의 보다는 Ion beam ion energy
의 량에 지배를 받는 것으로 파악되었으며ion dose Ar+만의 조사보다는 02 분위기
에서의 Ar+ 조사시 효과가 높았으나 진공도가 낮아지는 점과 이 불안정하ion beam
다는 단점이 있어 Ar+ 만의 조사가 생산적용시에는 유리하다고 판단된다
- 30 -
제 절 하드코팅공정연구2
전처리 공정1
플라스틱 표면 상에 흡착 부착된 오일 미세먼지 지문 등 다양한 오염물은 하드코
팅 후 코팅층의 박리 핀홀 표면 얼룩 등의 다양한 불량을 초래할 수 있어 coating
액의 도포공정에 앞서 필수적으로 세정공정을 수행해야한다 본 과제에서는 초음파
세척방법을 전처리공정에 적용하여 하드코팅공정 연구를 수행하였다 그림 는 [ 19]
본 연구에 사용된 세척장치로써 세정액이 담긴 세정조 차 및 차 수세조와 탕세 1 2
조로 구성되어 있다
그림 초음파 세척 장치[ 19]
본 과제에서는 초음파를 기본적으로 사용하고 플라스틱 소재의 성형방법에 따라
표면특성 및 오염된 표면 이물질이 달라 각각 다른 공정 방법을 적용하였다
가 사출 및 압출 성형된 모재
대부분의 플라스틱 기판은 알카리 세제를 사용한 전처리공정으로 깨끗한 기판을 얻
을 수 있었으며 처리 후 부착력이 우수한 코팅층을 얻을 수 있었다 hard coating
세척순서는 아래와 같다
알카리 세제 수용액에 초음파 세척 분(1) 5 50~60 times 10
흐르는 수도물에 수세 대략 초(2) 10
증류수에 초음파 수세 분(3) 50~60 times 10
증류수에 탕세(4) 4 s 60~70
- 31 -
건조 분(5) 70 times 60
보관 에 보관(6) SUS box
나 성형된 모재 Casting
성형시 필수적으로 포함되는 모재의 이형성분을 제거하기위한 최적공정을Casting
파악하기 위해 세제의 농도 및 처리시간에 따른 실험을 수행하였다 실험은 1~
의 알카리 세제로 각각 분으로 나누어 초음파 처리하고 의 으10 5 10 30 50 IPA
로 분 범위내에서 시간을 달리하여 초음파 세척한 후 코팅제로3~10 A-104 hard
을 하였다 다음은 세척공정 순서이다coating
알카리 세제 수용액에 초음파 세척 분(1) 5 50~60 times 10
흐르는 수도물에 수세 대략 초(2) 10
수용액에 초음파 세척 분(3) 20~50 IPA 30~40 times 7~8
증류수에 초음파 수세 분(4) 50~60 times 10
증류수에 탕세(5) 4 s 60~70
건조 분(6) 70 times 60
보관 에 보관(7) SUS box
시편의 평가는 육안에 의한 얼룩의 유무확인과 에 의한 부착력cross-cut tape test
으로 판단하였다 알카리 세제와 농도가 각각 와 미만일 때는 오염 물질 IPA 5 50
이 완전히 제거되지 않아서 코팅막에 약간의 얼룩이 관찰되었으며 의 알카리 5
세제로 분 분간 초음파 세척과 분간 초음파 세척공정시에5 ~10 7 IPA hard coating
의 부착력이 우수하였고 코팅막에 얼룩도 발생하지 않았다
표 는 알카리세제와 수용액으로 세척된 기판위에[ 2] IPA PMMA casting hard
막을 형성시킨 후 코팅층의 부착력을 시험한 결과이다coating
표 기판에 대한 세척 코팅 접착력[ 2] PMMA Casting +
- 32 -
공정2 Dipping
하드코팅공정에 있어서 도포공정은 다양한 방법이 개발되어 있으며 본 과제에서는
두께조절성 액의 소모성 등을 고려해 디핑방식을 적용하였다 공정의 Dip-coating
개략적 방법은 다음과 같다
플라스틱 모재는 함수율이 높아 코팅전 모재건조를 실시한다(1)
플라스틱 모재에 묻어있는 먼지를 안에서 제전건으로 완벽히 제거(2) clean room
한 후 의 에 수직으로 고정시킨다dip-coater jig
시편을 코팅액이 담겨져 있는 코팅조에 일정한 속도로 하고 초간 유(3) dipping 10
지시킨다
의 인상속도를 조절 한 후 시편을 일정 속도로 인상한(4) Dip-coater (2~6 sec)
다
이 때 인상속도를 조절하여 코팅층의 두께를 조절할 수 있다 딥코팅시 분위기 습
도를 이하 온도 상온 코팅액 온도를 로 유지하여 액의 경시변RH 50 18 ~ 20
화를 최소화 해야한다 플라스틱렌즈 및 보안경 등 공정을 요하는 업 hard coating
체에서는 정도의 청정실에서 하드코팅을 실시하고 미만의 상대습class 1000 50
도 조건을 유지함으로써 대기 중의 먼지 부유물등에의한 오염을 최소화하고 있으
며 날씨변화에 따른 분위기 환경을 일정하게 유지하고 있다
코팅 분위기 조건의 변화는 경화 후 막에 에 의한hard coating particle pin-hole
과 현상 등을 일으킬 수 있으며 양질의 우수한 코팅막을 얻기가 힘들다 본hazing
연구에서는 인 의 을 설치하여 하class 1000 conventional air flow type clean room
드코팅공정을 실시하였다
그림 내부 사진[ 20]Clean room
- 33 -
내부에는 제전건 기 클린 오븐 광경화기 초음파세척장Clean room dip-coating
치 등의 설비를 구비하여 경화형 처리가 일괄적으로 처리됨으로써UV hard coating
우수한 물성의 하드코팅막을 얻을 수 있었다 그림 은 내부의 사 [ 20] clean room
진이며 작업시 내부온도는 습도는 이하를 유지하 hard coating 18~20 40RH
였다
전도체인 금속과 달리 플라스틱은 절연물질로 전기전하의 이동을 허용치 않아 마찰
등에 의하여 쉽게 정전기장을 형성하여 정전기장 내에 놓여있는 반대 극성을 갖는
입자를 끌어들이게 된다 이러한 입자를 제거하기 위해서는 플라스틱 표면 및 입자
의 극성을 중성으로 바꾸어 줌으로써 간단히 해결할 수 있다 본 과제에서는
공정 전에 공기를 이온화시켜 대량의 양 음이온을 발생시키는 장치인dipping
을 사용하여 을 제거할 수 있었으며 이물에의한 코팅층의Anti-Static-Gun particle
불량을 줄일 수 있었다
본 과제의 딥방식은 인상방식과 장치의 정밀성이 코팅특성을 좌우한다고 할 수 있
다 본 과제에 적요된 딥인상은 에의한 조의 인상 하강 방식으로 air-hydro type ㆍ
정숙성이 높은 방식이다
그림 장치 유공압[ 21] Dip-coating ( type)
- 34 -
실린더의 제어는 유공압 방식을 사용하였으며 이는 압축공기를 이용하여 유압실린
더를 제어하는 방식으로 공기의 압축성으로 인한 문제점을 개선한 것이다 즉 공기
압을 사용하면서 유압유니트와 같이 작동개시 때나 부하변동시에 접속구동이 가능
하고 저속 구동시 현상을 방지할 수 있는 유압실린더의 장점을 활용한 것 stick slip
이다 일반적으로 유공압은 실린더의 정밀정속구동 중간정지 이속제어나 로터리형
액츄에이터의 완속구동 등에도 많이 적용되고 있다 그림 은 본 실험에 사용한 [ 21]
유공압 방식의 장치로써 실린더와dip-coating air hydro type convertor coating
조 냉각 및 시스템 용량 사용 line filtering (chemical pump (10 min) 15 filter )ℓ
등으로 구성되어 있다
경화공정3
플라스틱 기판위에 경화형 액을 딥방식에의한 도포 후 에UV hard coating 50~70
서 분동안 시키고 램프 에의한 를 조사시키면3~5 pre-heating UV (200~400nm) UV
표면경도 및 내마모성이 우수한 막이 형성된다 표 에서는 본 연구에 사coating [ 3]
용되어진 코팅제 종류 및 경화조건을 나타내었다
표 코팅제 종류 및 경화 조건[ 3]
Maker Grade 용 도 경 화 조 건
사 국내L ( ) A-104GN 겸용PC amp PMMA파장UV lamp (250~360nm)
에너지UV 65~90mjcm2
사 국내H ( ) 0-299 용PMMA파장UV lamp (250~360nm)
에너지UV 60~85mjcm2
사 국외E ( ) C-220 겸용PC amp PMMAUV lamp 300Winch
이송속도 25ftmin
사 국외H ( ) B-8558 겸용PC amp PMMA파장UV lamp (250~360nm)
에너지UV 75mjcm2
본 과제의 광경화공정연구에 사용된 광경화기를 그림 에 나타내었으며 일반적[ 22]
인 광경화의 원리 및 메커니즘은 다음과 같다
가 경화원리 및 특징 UV
전자파 중 자외선 은 파장이 까지의 영역을 의미하고 있으나 경(UV) 10~400nm UV
화에 이용되는 파장범위는 대체로 이며 이 자외선이 화학작용에 유효200~400nm
한 것은 유기 화합물의 해리 분해반응을 일으킬 수 있는 강력한 에너지를 가지고
있기 때문이다
- 35 -
경화 메커니즘(1) UV
일반적으로 코팅제의 경화는 광개시제로부터 시작되는데 자외선이 갖는 에너지UV
에 의해 광개시제가 분해되어 라디칼 반응을 형성하여 반응을 유도할 수 있는 활성
체가 된다 이 활성체에 의하여 및 와 연쇄적으로 반응하여 망 monomer oligomer
상구조화된 고분자막이 형성되는 것이다
경화의 특징(2) UV
저온에서 경화가 가능하다 내열성이 좋지 않은 플라스틱 모재에도 고품질의(1)
막을 형성시킬 수 있다coating
경화속도가 빠르다 건조단위가 초단위로 설정되기 때문에 의 연속자동화가(2) line
가능하며 작업효율이 향상된다
예열시간이 짧아 신속한 작업이 가능하며 에너지가 절감된다(3)
운전관리가 간단하고 신뢰성이 높다(4)
그림[ 22] UV dryer
- 36 -
나 사 사양 UV dryer (EYE GRAPHICS model ECS-301G1)
종류 와 수은등(1) lamp metal halide
(2) lamp power 및 로 조절 가능 15KW 2KW 3KW
발광장(3) 250nm
반사판 집광형(4)
조사거리 으로 조절가능(5) 100 ~ 180
속도 으로 조절 가능(6) conveyer 08 ~ 8mmin
냉각 방식 공냉식(7)
제 절 고진공증착공정3
증착공정개발1
가 증착물질 및 증착조건
반투과반사 윈도우는 투과성과 반사성을 동시에 만족해야하며 일반적으로 금속박
막을 고진공증착함으로써 구현될 수 있다 이러한 금속박막은 진공영역에서 작업을
수행해야하며 스퍼터링과 증착이 주를 이루고 있다 그 중 스퍼터링 방법 e-beam
은 재현성이 우수하고 방식으로의 적용이 용이하다는 장점이 있으나in-line target
및 의 교체 초기조건설정 등이 용이하지 않아 본 과제에서는 다양한 재료cathode
를 코팅할 수 있는 을 적용하였다 유기물인 플라스틱상에 금속무기물e-beam type
의 접착력과 코팅후의 기계적 특성확보를 위해서는 다양한 증착공정 연구가 수행
되어야 한다 표 와 표 에 사용된 증착물의 물성과 증착조건을 각각 나타었 [ 4] [ 5]
다
표 주요 증착 물질의 물성표[ 4]
- 37 -
표 주요 증착물질의 증착조건[ 5]
나 측정값에 의한 증착막의 두께 분포
증착에 의한 증착막의 두께분포를 파악하기 위하여 크기의E-Beam 600 x500
위에 두께 의 증착속도 을 증착하였다 위치에 따른 증착glass 2500 AI ( 5 sec) Å Å
막의 두께를 측정하기 위하여 유리판 중앙부에서 바깥쪽으로 폭 간격 길이10 (
으로 등분하여 시편의 증착막두께를 으로 측정하였다 그림 계산30mm) 25 SEM [ 23]
에 의한 두께분포와 비교하였을 때 대체적인 경향은 비슷하지만 상대적으로 기울기
가 급함을 알 수 있다
그림 측정값에 의한 증착막의 두께분포[ 23]
두께측정시 사진에 의존한 측정이고 사용된 진공시스템은 이상화와는 거리가SEM
있어 약간의 차이가 발생되었다고 판단된다 측정된 값의 추세선을 구함으로써 고
정 의 제작시 로 활용할 수 있었으며 평행이송에 의한 균일성확보mask reference
연구에 참고데이터로 활용할 수 있었다
- 38 -
다 평행이송에 의한 균일성확보
기판의 평행이송과 고정 를 동시에 사용하여 두께가 균일한 박막을 제작하고mask
자 하였다 를 평행이송하여 동서방향의 균일성을 확보하고 이때 등두께를 기준 Jig
으로 동서방향을 등분하여 평면으로 이상화 해 구간내에서의 선의 형상을 두께13
기울기에 비례한 형상을 구현한 고정 를 제작하여 남북방향의 균일성을 확보하mask
고자 하였다 평행이송은 로 회전수를 inverter motor(LG -KMI400K1) 0~160rpm社
으로 조절하면서 이송하였으며 고정 는 기판이송방향의 직각방향에 대한 균일 mask
성만을 고려하여 설계제작하였다 그러나 에 의한 가림과 이송시 증착영역을 mask
벗어남으로 인해서 생기는 증착물 가 크다는 단점이 있었으며 고정 의 형loss mask
상은 증착물 증착율에 따라 다소 차이가 있어 여러 세트를 구비해야만 했다 수차
례 실험을 통해 증착물별 를 제작할 수 있었으며 평행이송속도를 증가시키고mask
왕복이송 횟수를 증가시킴으로써 이내의 균일성을 확보할 수 있었다10
시스템의 특성2 IBAD
가 증착시 온도의 변화
플라스틱 기판은 내열성이 낮아 열원에 장시간 노출되면 열변형과 함께 탄화되고
이 발생하여 박막물성에 악영향을 미칠 수 있으며 증착막과 비교하여out gassing
평균 수 십배 이상 선팽창계수가 높아 선팽창 차에 의한 박막의 과 박리를 일crack
으킬 수 있다 본 연구에서는 증착시 플라스틱에 미치는 분위기 온도의 영향을 파
악하고 적정 증착조건을 파악하기 위하여 금속 및 세라믹으로 나누어 증착시 분위
기온도 변화를 측정하였다
금속물의 시간에 따른 온도 변화(1)
은 분후 약 도정도 상승하여 시간에 따른 온도 변화가 거의 없었지만 은AI 10 3 Cr
약 도가 상승하여 급격한 상승을 보이고 있어 증착시 온도변화를 주목할 필요가12
있었다 더욱이 은 증착율이 높을수록 박막이 형태로 증착되어 반사율을 Cr granule
저하시키는 원인이 되었으며 막 자체에 도 많이 발생되었다 반투과반사 윈도crack
우 제작을 위한 금속박막 물질로는 보다는 이 온도측면에서 유리하다고 판단Cr AI
되었으며 아래의 그림 에 금속박막의 시간에 따른 온도의 변화를 비교하였다[ 24]
- 39 -
주) 증착률Al -10 sec EC-260~280Å
증착률Cr -10 sec EC-65 ~ 95Å
그림 금속박막의 시간에 따른 온도변화 비교[ 24]
세라믹의 시간에 따른 온도 변화(2)
세라믹은 금속과 달리 일반적으로 가 매우 높아 증착시 분위기온도melting point
상승이 매우 컸다 측정된 세라믹의 시간에 따른 온도의 변화는 그림 에 나타 [ 25]
내었다
주) SiO2 증착률 -10 sec EC-45 ~ 60Å
TiO2 증착률 -10 sec EC- 175Å
AI2O3 증착률 -10 sec EC-180~260Å
그림 세라믹박막의 시간에 따른 온도변화 비교[ 25]
- 40 -
그 중 SiO2 TiO2는 분 경과후 가량의 비교적 완만한 온도변화를 보이고 있10 10
으나 AI2O3는 가량의 급격한 온도상승을 보여 고증착율에서의 사용에는 한계30
가 있었다 실증착시에는 의 를 낮춤으로써 증착율 E-gun emission current 3~5 Å
내에서 증착하여 급격한 온도상승을 막을 수 있었다 AI2O3은 경도가 매우 높고 증
착시 조밀도가 높아 보호막으로 많이 사용되는 증착물이다 그러나 본 실험에서는
증착시 열발산이 특히 심하고 증착율을 낮추어도 온도가 급상승하여 증착시 crack
이 쉽게 발생하여 플라스틱 기판에는 부적합하다고 판단되었다
나 플라스틱의 Out gassing
기체방출 은 진공용기 속에서 사용하는 물질의 표면이나 내부에 흡착(out gassing)
되어 있던 분자들이 방출되는 현상을 의미하며 진공조의 압력상승 및 박막의 물성
에 큰 영향을 미치게 된다 또한 고진공 에서 배기시간을 증가시키고 최저 system
도달 압력을 결정짓는 직접적인 요인이 된다 표 는 주요 물질의 기체방출율을 [ 6]
나타낸 것이다
표 주요 물질의 기체방출율[ 6] (Pa m3sm2)
본 연구에서는 플라스틱 기판 장입 유무에 따라 의 영항에 의한 진공도out gassing
의 변화를 알아보기 위하여 진공조 내부에 기판 를 장입한PC (250times65times3 ) 10ea
후 진공도를 측정함으로써 장입전과 비교하여 변화가 있음을 알 수 있었으며 측정
된 값은 그림 에 나타내었다[ 26]
- 41 -
그림 플라스틱 기판 유 무에 따른 진공도 변화[ 26]
그림 의 결과에서 나타나듯이 플라스틱 기판의 장입시 배기속도가 다소 늦[ 26] (PC)
어짐을 알 수 있었으며 이는 플라스틱 모재가 함유한 수분 등의 에 의out gassing
한 차이로 보여진다 기체 방출률은 표면상태나 세척정도 등에 의해 크게 baking
좌우된다고 알려져있어 본 연구에서는 진공조 내부의 에 세심한 주의를 cleaning
기울였으며 함수율이 높은 플라스틱 기판의 세척공정과 함께 건조공정을 확립하고
을 설치하여 플라스틱 기판이 진공조에 머무는 시간을 최소화함load lock system
으로써 플라스틱 모재로 인한 을 최소화할 수 있었다 out gassing
- 42 -
제 장 시제품제작 및 특성분석4
제 절 상용제품의 특성분석1
본 과제의 반투과반사윈도우 개발을 위해서 일본 상용제품의 특성을 분석하였다
일본제품의 측정결과 상하부는 이며 층의 두게는SEM 147 121 m Top coatingμ
로 층보다는 다소 얇은 코팅층이였다 또한 금속박막층은106 m Base coating μ
으로 관찰이 용이하지 않으나 및 에 근거한 추정결과 내SEM RBS SEM data 20nm
외로 판단되었다 아래 그림 은 상용제품의 모재 상하면의 단면 사진이다 [ 27] SEM
그림 반투과반사 윈도우 상용제품의 사진 상 하단면[ 27] SEM ( )
그림 은 일본제품의 분석 결과이다 이온을 조사하였고 이 때[ 28] RBS He2+
는 였으며 고에너지에의한 플라스틱 표면의 손상을 줄이기beam energy 224MeV
위해 이온 량을 으로 낮게 설정하였다dose 80 C μ
그림 반투과반사 윈도우 상용제품의[ 28] RBS Spectrum
- 43 -
분석결과 표층에는 내외의 이 관찰되었으며 내부로 됨에 따라 유20nm AI etching
기물이 지속적으로 관찰되고 있음을 알 수 있다 그림 과는 달리 표면에 [ 27] top
층이 존재하지 않으며 표면에서는 층만이 존재함을 알 수 있다coating AI
제 절 플라즈마 표면처리2
플라스틱 반투과반사 윈도우 시제품제작을 위해 플라즈마 이온빔을 조사하여 플라
스틱 모재의 표면처리를 수행하였다 플라즈마는 의 고순도 의 999999 20 sccm
를 공급하면서 를 사용하여 발생시켰다 이 때 는Ar gas RF power RF Power 80W
였으며 는 로 설정하여 모재가 장착된 지그를 좌우 이송하 Ion Beam energy 1KeV
면서 표면처리공정을 수행하였다 는 Base Pressure 12times10-6 였으며torr Working
는Pressure 5x10-4 였다 조사시간은 로torr Ion Beam 120sec 5times1017 Ar+ ions
의 였다 그림 는 에의한 표면처리 후 표면의 상태를 보기위한dose [ 29] ion beam
사진이다 의 면적을 하였으며 곳을 측정하여 평균값을 취AFM 1 x 1 scanning 5
하였다 조사 전후 표면의 거칠기 는 에서 로 다소 증가하였으 Ion (Ra) 55 589Å Å
나 플라스틱의 표면에는 큰 손상을 주지는 않는 것으로 파악되었다
그림 표면개질전후의 사진[ 29] AFM
그림 은 표면처리후 플라스틱 모재 상에 증류수를 떨어트려 을[ 30] Wetting angle
측정한 결과이다 표면처리 전 의 이 로 크게 줄여 들어 722 deg Wetting angle 171 deg
표면친수성이 크게 향상되었음을 알 수 있다
- 44 -
그림[ 30] Wetting Angle Test
제 절 광경화에의한 하드코팅3
광경화 하드코팅공정1
반투과반사 윈도우로 사용되는 플라스틱 소재는 낮은 내열성과 표면경도로 인해 코
팅층의 내구성 높이는데 한계가 있어 유무기계 막을 형성시킴으로써 표hard coating
면경도나 내마모성 등의 기계적 특성을 크게 향상시켰으며 코팅후 소재의 내마모
성 표면경도에 대한 평가를 수행하였다 하드코팅 공정에 있어서 가장 유의해야할
사항 중 하나는 공기 중 무수히 존재하는 미세먼지 및 파티클에의한 코팅층의 오염
이라고 할 수 있다 코팅층에 포함된 파티클은 코팅액의 흐름과 두께불균일성을 발
생할 수 있으며 더욱이 투명제품의 파티클은 제품불량에 있어서 주요요인이라고
할 수 있다 미세 파티클은 세척공정에서부터 경화 후 포장공정에 까지 일관되게
제어되어야 하며 양압에의한 클린룸을 필요로 하고 있다 더욱이 도포 및 경화조건
은 온습도 매우 민감하여 클린룸에 의한 항온항습이 필수적이라고 할 수 있다 본
과제에서는 헤파필터에 의한 의 항온항습 클린룸에서 하드코팅공정을Class 1000
수행하였다
막의 두께 균일성을 파악하기 위하여 측정위치를 변화시키면서Hard coating SEM
에의한 두께를 측정하였다
가 측정 방법 인 플라스틱기판을 대략 정도 250 X65 X3(t) 150 dip-coating
하여 기판을 아래 그림 과 같이 크기로 등분 한 후[ 31] 65cmX25cm 5 (1) (2)
샘플을 로 절단하여 단면가공 후 으로 관찰하였다(3) 10 X 4 SEM
- 45 -
그림 시료의 크기 및 측정점[ 31]
나 측정 결과 시료의 각 위치에서의 코팅층 측정두께를 표 에 나타내었다 아 [ 7]
울러 단면 사진을 그림 에 나타내었다SEM [ 32]
표 막의 두께 측정 결과 사용[ 7] hard coating (SEM )
그림 층의 단면 사진[ 32] Hard coating SEM
시제품의 하드코팅층 물성평가2
플라스틱 반투과반사 윈도우용 소재는 표면경도 접착력 내마모성 등 waveness
다양한 물성들을 만족시켜야 한다 물성시험을 위한 시료는 상에 코 PMMA A-104
팅액을 속도로 인상하여 광경화공정을 통해 제작되었다2 s
- 46 -
가 내마모성
하드코팅된 소재의 내마모성은 를 사용하여 물성평가를 실시하였steel wool tester
다 은 를 사용하였으며 하중은 을 유지하였고 왕복회수는 Steel wool 0000 1kg 50
회로 설정하여 시험 후 각 시편의 스크레치 발생 정도를 비교분석함으로써 코팅층
을 평가할 수 있었다 그림 은 자체에서 설계 제작한 [ 33] steel wool scratch
의 사진이며 사양은 다음과 같다tester
기계규격 670 times 265 times 370①
로울러 지지축 운동규격 20 times 158 times 304 ( 120 )②
로울러 12 times 50③ empty회전축 모터와 연결축 11 ( )④ empty무게추 고정봉 5 times 80⑤ empty무게추 500g 2 ea 200g 4 ea 100g 4 ea⑥
밸런스 추 295g⑦
로울러축 지지대 20 times 24 times 62⑧
이동 정반 8 times 168 times 372⑨
시험품 고정판 40 84 times 150 ( 2 ea )⑩
가압 핸들 5 times40⑪
그림[ 33] Steel Wool Scratch Tester
나 표면경도
막은 내마모성과 표면경도에서 한계가 있는 플라스틱 표면특성을 향Hard coating
상시키기 위해 수행되었으며 딥방식에의한 도포와 에의한 광경화공정을 적용하 UV
였다
- 47 -
그림[ 34] Pencil Hardness Tester
딥 도포공정에서 인상속도를 로 유지하였다 표 는 플라스틱 모재 위에4 sec [ 8]
다양한 의 제를 사용하여 코팅한 실험 결과이며 표면연필경도는grade hard coating
로써 모재의 경도보다 단계 상승하였으며 코팅제로 막을4~5H 3~4 A-104 coating
형성시킨 경우 내스크레치성에서도 하중 하에서 으로 1kg steel wool 0000
막 위를 회 왕복하였을 때 막에 스크레치가 거의 발생하지 않았coating 50 coating
다
표 막에 대한 시험 결과[ 8] Hard coating (4 s)
- 48 -
제 절 고진공금속박막증착4
하드코팅막의 표면처리1
그림 플라즈마 표면처리된 하드코팅막의 사진[ 35] AFM
하드코팅막은 등 무기물을 다량 함유하고 있는 유무기의 혼합물질이다 고분silicon
자와는 달리 하드코팅막은 이온선량의 넓은 범위에 걸쳐서 증류수와의 접촉각이 매
우 낮았다
결과 막에 있어서는Water drop test hard coating 3times1015 ~ 4times1017 Ar+ ions
의 범위내의 량으로 증류수의 접촉각이 낮음을 알 수 있었다 증착막의 접ion dose
착력 향상정도를 확인하기 위하여 이온선량을 변화시키며 하드코팅층 표면에 dose
량에 따라 Ar+ 을 조사한 후 의 박막을 증착하여ion beam 100nm AI cross-cut
를 수행하였다 표tape test [ 9]
표 플라스틱 박막의 결과[ 9] HCAI Cross-cut tape test
하드코팅층의 에 의한 표면처리전 결과는 플라스틱에서처럼 모두 박리 되ion beam
었으나 의 량ion beam dose 5x1015 ~ 1x1017의 범위에서는 모두 접착력이 우수함
을 알 수 있었다 이는 하드코팅층위에 일부 무기질 재료가 포함되어 금속 박막과
의 친화성이 강하기 때문으로 판단되며 일반 고분자와는 달리 내열성이 매우 우수
하여 의 고에너지에서 수십분간의 조사에서도 표면에 탄화되는 경향이 없15 KeV
었다
- 49 -
미세금속박막증착2
플라스틱 반투과반사윈도우의 미세금속박막은 당사에서 보유하고 있는 고진공
시스템을 사용하여 증착하였다 그림 시스템을 구비하고 있IBAD [ 36] LoadLock
는 본 장비는 가 장착되어 있으며 모재의 평행이송과 를RF Plasma source Mask
사용하여 두께 균일성을 확보하였다
그림 증착 시스템[ 36] IBAD
반투과반사미러에 사용된 금속은 의 사의 을 사용하였다 당사에서9999 Cerac AI
보유하고 있는 4x10-6 진공도에서 을 사용하였다 증착시torr e-beam gun
는 증착율은 였으며 상하 좌우의 을 통Emission Current 280 5 sec Sweeping Å
해 균일한 증착율 유도하였다
그림 금속박막의 투과율[ 37] Spectrum
- 50 -
그림 금속박막의 전후면 반사[ 38] spectrum
사의 로 측정된 가시영역에서의 투과 반Hitachi U-2000 UV-Vis Spectrophotometer
사 을 그림 그림 에 나타내었다 각각의 투과반사율을 가시영spectrum [ 37] [ 38]
역에서의 평균값을 구한뒤 아래 표와 같이 흡수율을 구하였다 제작된 시제품의 흡[
수율은 였다248
표 금속증착막의 특성분석결과[ 10]
No 항 목 평 가 방 법 시 험 결 과
1 접 착 력 Cross-Cut 100100
2 투 과 율 Spectrophotometer 445
3 반사율 전면( ) Visual Range 307
4 반사율 후면( ) Visual Range 171
5 흡 수 율 Visual Range 248
- 51 -
제 장 결론5
제 절 연구결과1
플라즈마 표면처리공정연구 광경화에의한 하드코팅공정연구 고진공증착에의한 미
세 금속박막 증착연구개발을 통하여 수입되고 있는 플라스틱 반투과반사윈도우 소
재를 개발하였다 현재 상용되고 있는 수입소재의 기계적 광학적 특성을 분석을 통
하여 개발 목표치를 설정하였으며 최적 공정개발에의한 시제품제작을 완료하였다
시제품의 평가항목 및 특성치를 아래 표 에 나타내었다[ 12]
표 반투과반사윈도우 시제품의 특성표[ 12]
평 가 항 목 특성치 비 고
광흡수율1 () 248 분광기 기준30T
내마모성2 () 28 자체기준( haze)
접착력3 (x100) 100 회ASTMD3359 10
표면경도4 (H) 5 ASTMD3363 Mitsu-B
표면친수성5 (deg ) 171 Anglometer
미세파티클6 (1um) 01 Clean Room
본 과제 수행에의한 개발목표를 달성할 수 있었으며 주요기술개발내용은 다음과
같다 플라즈마를 이용하여 고분자 표면의 친수성 를 크게 높였으며 1) RF (171deg )
금속박막과의 접착력 을 크게 향상시켰다 광경화에의한 하드코팅공정(100100) 2)
개발에의해 플라스틱 표면경도 및 내마모성 을 크게 향상시켰다 고진(5H) (28) 3)
공 증착공정개발에의해 금속박막의 흡수율 을 크게 낮추어 광효율이 높은(248)
플라스틱 반투과반사 윈도우 시제품을 개발하였다 플라스틱 반투과반사윈도우 4)
소재를 평가하기 위한 광학적 기계적특성 평가기법을 확립하였다
- 52 -
제 절 향후전망2
개발된 플라스틱 반투과반사 윈도우는 플라스틱의 낮은 내열성과 표면경도 흡수율
을 개선하기 위한 것으로 최근 전자제품 정보통신부품 등 첨단전자제품에 적극 채
택되고 있다 특히 휴대폰 및 디스플레이의 투과창 소재가 기존 에서 투명플 glass
라스틱으로 적극 채택되면서 관련 공정기술개발과 함께 소재특성을 위한 다양한 연
구가 활발히 추진되고 있으며 선진국에서는 개발완료에 따른 양산체제 구축으로
전세계 시장을 석권하고 있는 상황이다
본 과제에의한 플라스틱 반투과반사 윈도우의 시제품은 수입시판되고 있는 상용소
재와 동등이상의 특성을 나타내고 있어 향후 양산설비 및 양산공정연구에의한 소
재의 국산화가 가능하다고 할 수있다 또한 본 과제의 플라즈마 표면처리는 저온
표면처리를 요하는 광학용 플라스틱 소재의 표면처리에 활용될 수 있으며 광경화에
의한 하드코팅공정은 기존 열경화방식과는 달리 화가 가능하며 대량 양산in-line
체제를 갖출 수 있어 향후 큰 폭의 성장이 기대된다
- 53 -
참 고 문 헌
1 Oleg A Popov ldquoHigh Density Plasma Sourcesrdquo NOYES Publications(1995)
전자기술연구회 초음파 응용 기문사2 ldquo ( 1997)
임준섭외 명3 4 ldquoImprovement in Surface Hardness of Plastic Surface Mirrorrdquo
Korea-Russia Symposium(1998)
4 Lan G Brown ldquoThe Physics and Technology of Ion Sourcerdquo John Wiley amp
Sons(1989)
이규환 외 명 진공증착법으로 제조된 박막의 밀착성에 관한연구 한국5 4 ldquo AI-Cr rdquo
표면공학회지 VoI27No1Feb(1994)
한성남 외 명6 4 ldquoImproving Wettability of Polycarbonate and adhesion with
aluminum by Ar+ ion irradiationrdquo JMaterial Res Vol9 Sep(1995)
한성남외 명 표면에 아르곤 조사와 친수성증대7 4 ldquoPolymethylmethacrylate rdquo The
Korean Physical Society Vol8No2 Mar pp193~198(1995)
인하대 광기술교육센터 광학시스템의 설계 및 평가 인하대 광기술교육센터8 ldquo rdquo
(1999)
임준섭외 명9 5 ldquoEffect of Ion Beam Assisted Cleaning on Adhesion of AI to
Polymer Substrate of PC and PMMArdquo Asian Finish lsquo98(1998)
10 CJ Brinker and GW Scherrer ldquoSol-Gel Science The Physics and
Chemistry of Sol-Gel ProcessingrdquoAcademic Press NY(1990)
아주공업 주 표면처리 기술을 이용한 자동차용 후사경 개발 산업자11 ( )rdquoPlasma rdquo
원부 최종보고서(2000)
고성진외 명 자동차용 플라스틱 미러와 그 제조방법 아주공업 주12 2 rdquo rdquo ( )(2002)
아주공업 주 플라즈마 기술을 이용한 오토바이 헬멧용 무적쉴드개발 중소기13 ( ) ldquo rdquo
업청 최종보고서(2002)
박원규 졸겔법의 응용과 제품 명현문화사14 rdquo rdquo (1999)
홍진후 경화코팅 조선대학교 출판부15 rdquoUV rdquo (2002)
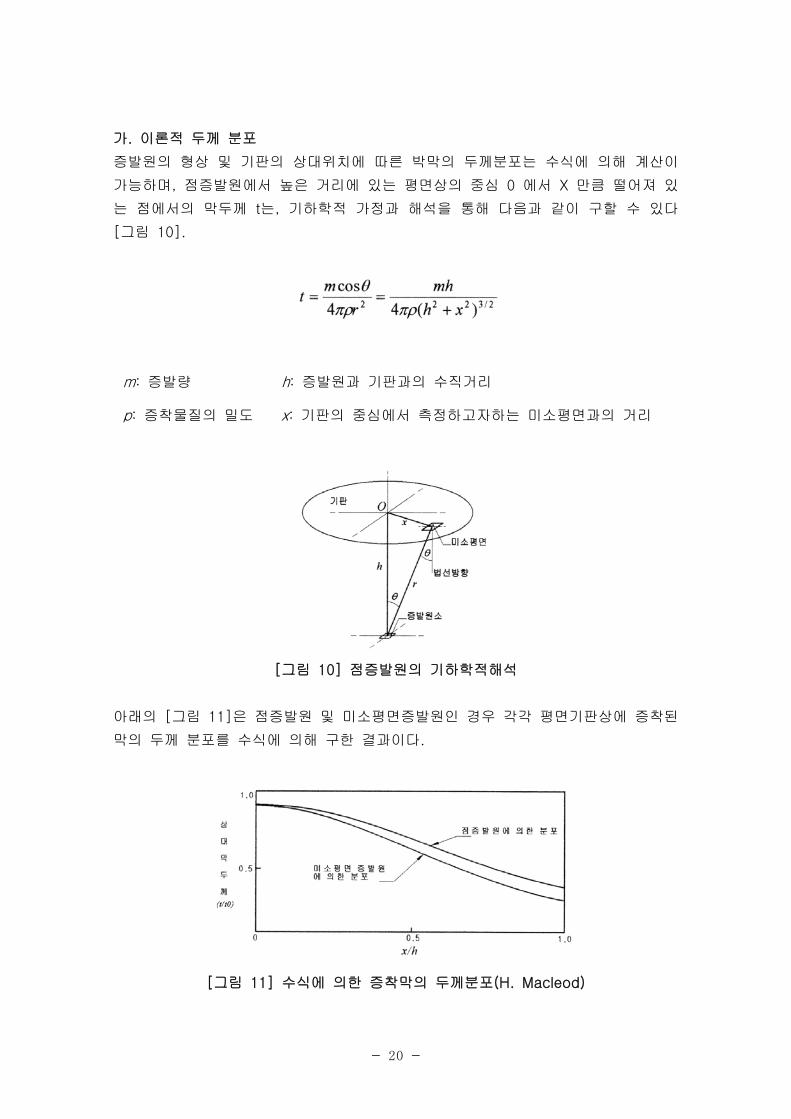
- 20 -
가 이론적 두께 분포
증발원의 형상 및 기판의 상대위치에 따른 박막의 두께분포는 수식에 의해 계산이
가능하며 점증발원에서 높은 거리에 있는 평면상의 중심 에서 만큼 떨어져 있 0 X
는 점에서의 막두께 는 기하학적 가정과 해석을 통해 다음과 같이 구할 수 있다t
그림[ 10]
m 증발량 h 증발원과 기판과의 수직거리
p 증착물질의 밀도 x 기판의 중심에서 측정하고자하는 미소평면과의 거리
그림 점증발원의 기하학적해석[ 10]
아래의 그림 은 점증발원 및 미소평면증발원인 경우 각각 평면기판상에 증착된[ 11]
막의 두께 분포를 수식에 의해 구한 결과이다
그림 수식에 의한 증착막의 두께분포[ 11] (H Macleod)
- 21 -
축은 중심에서의 두께에 대한 비를 나타내며 축은 점에서 측정하고자 하는 미Y X 0
소평면까지의 거리 와 증발원과 기판사이의 거리 에 대한 비를 나타내고 있다 중X h
심부에서 최대의 두께를 나타내며 가 인 부터는 급격한 변화가 있으나 연속 Xh 03
적으로 감소함을 알 수 있다
제 절 플라스틱 특성평가3
광흡수율1
가 의 구비조건 Spectrophotometer
파장범위는 를 측정할 수 있어야 한다1) 340 ~ 780nm
측정 파장 간격은 이하로하고 분광측정기의 사출 슬릿에서 나오는 방사2) 10nm
속의 유효 파장폭은 이하로 한다10nm
측광방식은 기준물체로 부터의 투과 광속 또는 반사광속의 비교 측정에 의한 것3)
으로 하고 측과의 정확성은 측광 범위 최대 눈금의 이내로 하고 반복 정밀도 1
는 이내로 한다05
분광측정기 파장눈금의 치우침은 분광 측광기의 투과 파장대에 대한 최대 강도4)
의 파장으로부터 이내로 한다1nm
나 측정방법
투과율 측정방법 시료면의 법선방향에서 분광 측정기의 사출 슬릿에서 나오는1)
평행에 가까운 광선속을 입사시켜서 그 투과광의 방향에서 간격의 파장에 10nm
대해 분광 투과율을 측정한다 기준 물체는 광로 중에 시료를 삽입하지 않는 경우
의 공기층으로서 그 분광투과율을 로한다1
반사율 측정방법 시료의 면에 대해서 법선에 대한 각도가 도를 초과하지 않2) 15
는 입사각으로서 분광 측정기의 사출 슬릿에서 나오는 평행에 가까운 광선속을 입
사시켜서 간격의 파장에 대해서 분광반사율을 측정한다 기준 물체로서는 절10nm
대 반사율 측정법에 따라 표준 거울면 반사체를 사용한다
- 22 -
흡수율 계산 금속박막의 광흡수율 은 전체 입사광 에서3) (A) 100 visual range
에서의 평균투과율(Tav 과 평균반사율) (Rav 의 을 뺀 광량을 다음식에서 구할 수 있)
다
광흡수율(A) = 100-(Tav+Rav)
다 평가시 주의사항
측정시 온도와 습도를 기록한다o Spectrophotometer
의 램프는 적어도 시험 분전에 켜 놓는다o Spectrophotometer 5
측정시 주변의 진동이 없도록한다o Spectrophotometer
표준 반사 시편은 주기적으로 평가하고 기록하여 보정계수를 수정한다o
내마모성2 (ASTM D1044)-TaberHaze Test
가 시험개요
이 시험 방법은 를 사용하여 시료표면에 를 발생시킨 후 광투Taber abraser haze
과율에 의한 값의 변화를 측정함으로써 표면의 내마모성을 평가하는 방법으haze
로 값이 클수록 내마모성이 나쁘고 작을수록 내마모성이 높다고 할 수 Haze()
있다
그림[ 12] Taber Abrasion Tester
- 23 -
나 시험방법
시료의 준비1)
시험할 시료는 깨끗하고 원형 혹은 사각으로 지름 이상 크기의 투명판상부재80
여야하며 두께는 이하가 바람직하다 시료의 중앙에는 홀가공되어 12 Taber
에 장착이 가능해야 한다Abraser
에의한 마모2) Taber Abraser
는 시편을 회전시키는 회전판과 회전하는 시편 표면에 접촉하여 표Taber Abraser
면을 마모시키는 두 개의 마모윤으로 이루어져 있다 시편을 회전판 위에 고정시킨
후 일정한 무게 를 갖는 마모윤을 시편 위에 올려놓아 하중을 가한 상태에서(500g)
마모윤과 시편을 동시에 회전시켜 표면을 마모시키는 장치로 하중 및 회전 cycle
은 시료에 따라 적용을 달리한다 시험환경은 온도 상대습도 23 plusmn 2 50 plusmn 5
이어야 하며 마모윤은 마다 교환해서 사용한다 100 cycle
측정3) Haze Valve
로 마모된 시편은 로 혼탁도 를 측정하여 내마모Taber Abraser Hazemeter (Haze)
성을 평가한다 는 투명판의 를 측정하는 장치로서 여기서 Hazemeter Haze Haze
란 시편이 얼마나 깨끗한가에 대한 척도이며 투명판에 빛을 비추었을 때 투명판을
투과하는 빛 중에서 입사광으로부터 보다 큰 각도로 벗어나는 빛의 백분율을25deg
뜻한다 한 시편 당 개 이상의 측정 점에서의 평균값을 구하고 마모 전에 측정 4
된 값과의 차 를 구한다haze Haze()
접착력3 (ASTM D3359)
코팅층의 접착력 평가를 위한 다양한 방법이 개발되고 있으나 대부분 금속 유리 등
무기소재가 주를 이루고 있으며 플라스틱과 같은 유기물과 코팅층과의 접착력을
정량적으로 평가하기에는 다소 한계가 있는 실정이다 일반적으로 가장 광범위하게
간단히 적용되는 방법은 이며 최근에는 임계하중값을 이용Cross-Cut-Tape-Test
하는 방법도 적용되고 있다scratch-test
가 Tape-Test 접착테이프 접착력시험법으로 그림 과 같이 칼로 간격으 [ 13] 1
로 개의 선을 직교하도록 긋고 접착테이프 사의 를 사용하여11 (3M 610)
한 코팅층 위에 밀착시킨 후 순간적으로 도 방향 테이프를 떼어 초cross-cut (45 )
기의 정사각형 수 개 와 시편에 잔존하는 코팅층의 정사각형 수를 비교함으로(100 )
써 부착력을 정량적으로 표현하는 방법이다 신뢰성 측면에서 곳이상에서 각 회 3 5
이상 실시 할 수 있다
- 24 -
그림[ 13] Cross-Cut Tape Test
나 Scratch Test 그림 과 같이 다이아몬드 팁이 달린 로 기 [ 14] Nano-indenter
판의 표면에 위치한 후 수직방향의 힘을 선형적으로 증가시키면서 동시에 수평방
향으로 기판을 등속으로 이송하여 표면의 긁힘 자국을 관찰한다 밀착력은 수평방
향의 전체 이송길이 에 대응하는 임계길이 에서의 임계하중을 간단한 비례식으로L
계산하여 밀착력 을 계산한다(N)
그림 스크레치 테스크 개념도[ 14]
표면경도4 (ASTM D3363)
가 개 요
플라스틱 코팅층의 표면경도는 경도값을 알고 있는 연필심을 이용하여 소재의 표면
경도를 평가하는 방법이다 분위기 온도범위와 습도 의 상 23 degC plusmn 2degC 50plusmn 5
대습도에서 시험한다
연필경도 단계는 다음과 같다
- 25 -
6B-5B-3B-2B-B-HB-F-H-2H-3H-4H-5H-6H-7H-8H
(Softer) (Harder)
나 시험 및 평가방법
경도를 알고있는 연필의 심 길이를 로하고 끝단을 심방향과 직각이도록1) 5~6
로 깍아 단면이 동심원이 되도록 준비한다 기계식 연필깍기 사포 등 사용90deg ( )
측정하려는 시편을 단단하고 수명한 면 위에 올려놓는다2)
준비된 연필을 시편면과 과가 되도록 올려 놓고 단단히 연필홀더에 고정시킨3) 45deg
다
연필심에 일정한 압력이 전달되도록 균일한 힘을 가하면서 균일한 속도로4) 65
이상을 전진시킨다
상기 번을 회 반복한다 확보된 다섯개의 경로선을 관찰하여 코팅층의5) 1234 3
긁힘여부를 확인한다
세개의 선 중 긁힘이 발생한 선이 있으면 아랫 등급의 연필을 사용하여 상기6)
를 반복한다12345
세개의 연필경로선 모두에서 긁힘 발생이 없으면 사용한 연필의 경도를 코팅층7)
의 표면경도로 기록한다
다 주의사항
시험전 시편의 표면에 오일 콤파운드 등을 제거하여 시험중 미끄럼발생이 없도
록 한다
시험중 연필심의 에지부에 크랙 파손이 발생할시에는 재가공후 시험한다
- 26 -
표면친수성 에너지5 ( )
플라스틱 모재의 향상을 위한 연구에 있어서 표면 특성의 정량적인 평가wettability
가 수행되어야 하며 직접적인 실험에 의한 향상정도를 확인할 수 있어야 한다 표
면 특성의 정량적인 평가로서 본 과제에서는 액체의 접촉각을 측정하여 표면에너지
를 구함으로써 향상정도를 비교할 수 있었으며 에 의해 향상됨cross-cut tape test
을 파악할 수 있었다 일반적으로 고체표면의 에너지는 표면의 형상조도에 의해 좌
우되는 와 극성작용기에 의한 의 합으로 계산된다dispersion force polar force
고체표면의 와 를 구하기 위해서는 물성을 알고있는 두dispersion force polar force
극성용액의 고체표면과의 을 측정함으로써 다음과 같이 간단히 계산wetting angle
할 수 있다
Wetting angle120563120574s
d Dispersion force of Solid120574ld Dispersion force of Liquid
120574sp Polar force of Solid
120574lp Polar force of Liquid
일반적으로 사용되는 극성용액은 차증류수와 용액을 사용하며 각 용액3 formamide
의 물성은 아래 표 과 같다[ 1]
표 극성용액의 물성[ 1]
각 용액의 을 측정하고 용액의 기지의 상수를 활용하여 상기식을 이wetting angle
용한 두방정식의 연립을 통하여 고체의 표면에너지를 계산하는 것이다 본 과제에
서는 의 에너지 및 량에 따라 고분자 및 하드코팅표면의ion beam dose wetting
을 측정하고 상기 식에 적용하여 표면에너지를 구할 수 있었으며 박막 증착angle
후 를 통하여 접착력의 향상을 확인할 수 있다cross-cut tape test
- 27 -
제 장 플라스틱 반투과반사 윈도우 코팅공정개발3
제 절 플라즈마 이온원에의한 표면처리1
산업전반에 걸쳐 광범위하게 사용되고 있는 플라스틱은 경량성 및 높은 생산성으로
인해 그 활용 폭을 점차 넓혀가고 있으나 플라스틱의 열에너지chemical reaction
에 의한 표면거칠기 열변형 무기물과의 접착력 등의 특성은 플라carbonization
스틱의 활용에 한계가 되고 있으며 이러한 문제를 해결하려는 연구개발이 다양한
분야에서 활발하게 진행되고 있다 특히 glow discharge electron beam arc
등의 방법으로 플라스틱 표면의 특성을 개선하기 위discharge corona discharge
한 연구가 이루어지고 있으며 일부 연구결과는 산업현장에서 적용되어 핵심공정으
로 자리를 잡고있다 본 과제에서는 에너지를 갖는 조사에 의한 고분자 ion beam
표면의 친수성을 높이고 표면에너지의 향상을 통하여 금속 무기물과의 를wettability
증진코자 하였다 수백 에서 수 의 에너지를 갖는 을 사용한 것과 KeV MeV ion beam
는 달리 내외의 에너지를 갖는 을 사용함으로써 플라스틱 표면의1KeV ion beam
큰 손상없이 만을 증진시켜 무기물과 고분자의 접착력이 혁신적으로 개wettabiIity
선되는 결과를 나타냈다
플라스틱 모재에 플라즈마 을 조사하여 의 량 변화에 따른ion beam ion beam dose
극성용액의 을 측정하였다 그림 는 의 에너지를wetting angle [ 15] ion beam 1
로 일정하게하고KeV O2와 이온 빔의 이온선량을Ar 1times1014 에서 1times1017 ion
의 범위로 변화시키며 조사하였을 때 증류수의 접촉각 변화를 나타낸 것이다
그림[ 15] Water Wetting Angle(lon Beam Energy 1KeV)
- 28 -
기판의 증류수에 대한 접촉각 측정은 플라즈마 이온빔 처리된 모재의 표면에 증류
수 를 각각 군데 떨어뜨린 후002 3 contact anglometer (Goniometer Model
를 사용하여 을 측정한 후 평균값을 취하였다G-1 ELMA Inc) wetting angle
플라스틱표면에 플라즈마 처리안된 시료의 증류수에 대한 접촉각은 였으며 플92deg
라즈마 표면 개질된 모재의 은 정도wetting angle 30deg (1times1017 로 떨어짐을ions )
확인할 수 있었다 표면에너지값을 구하기 위하여 포름아미드 용액의 접촉각을 같
은 방법으로 측정하였다 그림 이온선량이 증가하면서 접촉각이 조금씩 감소하[ 16]
는 경향은 증류수 접촉각 실험과 같은 경향을 보이고 있다
그림 포름아미드[ 16] Wetting Angle(Ion Beam Energy 1Kev)
물과 포름아미드 극성용액의 측정된 접촉각을 이용하여 플라스틱 모재의 표면에너
지를 구할 수 있었다 그림[ 17]
그림 이온선량에 따른[ 17] Surface Energy
- 29 -
표면거칠기에 큰 영향을 받는 의 경우 이온선량이 증가함에 따라dispersion force
대체적으로 완만한 변화를 보이고 있으나 의 경우 이온선량이 증가함에 polar force
따라 지속적으로 급격히 증가하여 이온선량이 1times1015 Ar+ 에서는ions 40 ergs
까지 도달하였으며 이온선량이 1times10 17 Ar+ 에 이르러서는 의ions 64 ergs
표면에너지까지 증가하여 초기의 보다는 배이상이 증가함을 알 수 있었30 ergs
다 이와 같은 변화는 이온 빔의 조사로 인하여 플라스틱 기판 표면에 free radical
이 생성되고 의 형성으로 설명되고 있다hydrophilic group
한편 의 에너지 변화에 따른 플라스틱의 표면에너지 변화를 알아보기 위 ion beam
하여 이온선량을 8x1016 Ar+ 로 일정하게 하고 의 에너지를ions ion beam
까지 일정하게 증가시키면서 물과의 접촉각을 측정하였다 그림1500eV [ 18]
그림 에 따른 물과의 접촉각 변화[ 18] Ion Beam Energy
플라스틱 종류별 차이는 있으나 대체로 내외였으며 이상에서는 점차40deg 1500eV
로 다시 증가하는 것을 보여주었다 으로 표면처리시 의 보다는 Ion beam ion energy
의 량에 지배를 받는 것으로 파악되었으며ion dose Ar+만의 조사보다는 02 분위기
에서의 Ar+ 조사시 효과가 높았으나 진공도가 낮아지는 점과 이 불안정하ion beam
다는 단점이 있어 Ar+ 만의 조사가 생산적용시에는 유리하다고 판단된다
- 30 -
제 절 하드코팅공정연구2
전처리 공정1
플라스틱 표면 상에 흡착 부착된 오일 미세먼지 지문 등 다양한 오염물은 하드코
팅 후 코팅층의 박리 핀홀 표면 얼룩 등의 다양한 불량을 초래할 수 있어 coating
액의 도포공정에 앞서 필수적으로 세정공정을 수행해야한다 본 과제에서는 초음파
세척방법을 전처리공정에 적용하여 하드코팅공정 연구를 수행하였다 그림 는 [ 19]
본 연구에 사용된 세척장치로써 세정액이 담긴 세정조 차 및 차 수세조와 탕세 1 2
조로 구성되어 있다
그림 초음파 세척 장치[ 19]
본 과제에서는 초음파를 기본적으로 사용하고 플라스틱 소재의 성형방법에 따라
표면특성 및 오염된 표면 이물질이 달라 각각 다른 공정 방법을 적용하였다
가 사출 및 압출 성형된 모재
대부분의 플라스틱 기판은 알카리 세제를 사용한 전처리공정으로 깨끗한 기판을 얻
을 수 있었으며 처리 후 부착력이 우수한 코팅층을 얻을 수 있었다 hard coating
세척순서는 아래와 같다
알카리 세제 수용액에 초음파 세척 분(1) 5 50~60 times 10
흐르는 수도물에 수세 대략 초(2) 10
증류수에 초음파 수세 분(3) 50~60 times 10
증류수에 탕세(4) 4 s 60~70
- 31 -
건조 분(5) 70 times 60
보관 에 보관(6) SUS box
나 성형된 모재 Casting
성형시 필수적으로 포함되는 모재의 이형성분을 제거하기위한 최적공정을Casting
파악하기 위해 세제의 농도 및 처리시간에 따른 실험을 수행하였다 실험은 1~
의 알카리 세제로 각각 분으로 나누어 초음파 처리하고 의 으10 5 10 30 50 IPA
로 분 범위내에서 시간을 달리하여 초음파 세척한 후 코팅제로3~10 A-104 hard
을 하였다 다음은 세척공정 순서이다coating
알카리 세제 수용액에 초음파 세척 분(1) 5 50~60 times 10
흐르는 수도물에 수세 대략 초(2) 10
수용액에 초음파 세척 분(3) 20~50 IPA 30~40 times 7~8
증류수에 초음파 수세 분(4) 50~60 times 10
증류수에 탕세(5) 4 s 60~70
건조 분(6) 70 times 60
보관 에 보관(7) SUS box
시편의 평가는 육안에 의한 얼룩의 유무확인과 에 의한 부착력cross-cut tape test
으로 판단하였다 알카리 세제와 농도가 각각 와 미만일 때는 오염 물질 IPA 5 50
이 완전히 제거되지 않아서 코팅막에 약간의 얼룩이 관찰되었으며 의 알카리 5
세제로 분 분간 초음파 세척과 분간 초음파 세척공정시에5 ~10 7 IPA hard coating
의 부착력이 우수하였고 코팅막에 얼룩도 발생하지 않았다
표 는 알카리세제와 수용액으로 세척된 기판위에[ 2] IPA PMMA casting hard
막을 형성시킨 후 코팅층의 부착력을 시험한 결과이다coating
표 기판에 대한 세척 코팅 접착력[ 2] PMMA Casting +
- 32 -
공정2 Dipping
하드코팅공정에 있어서 도포공정은 다양한 방법이 개발되어 있으며 본 과제에서는
두께조절성 액의 소모성 등을 고려해 디핑방식을 적용하였다 공정의 Dip-coating
개략적 방법은 다음과 같다
플라스틱 모재는 함수율이 높아 코팅전 모재건조를 실시한다(1)
플라스틱 모재에 묻어있는 먼지를 안에서 제전건으로 완벽히 제거(2) clean room
한 후 의 에 수직으로 고정시킨다dip-coater jig
시편을 코팅액이 담겨져 있는 코팅조에 일정한 속도로 하고 초간 유(3) dipping 10
지시킨다
의 인상속도를 조절 한 후 시편을 일정 속도로 인상한(4) Dip-coater (2~6 sec)
다
이 때 인상속도를 조절하여 코팅층의 두께를 조절할 수 있다 딥코팅시 분위기 습
도를 이하 온도 상온 코팅액 온도를 로 유지하여 액의 경시변RH 50 18 ~ 20
화를 최소화 해야한다 플라스틱렌즈 및 보안경 등 공정을 요하는 업 hard coating
체에서는 정도의 청정실에서 하드코팅을 실시하고 미만의 상대습class 1000 50
도 조건을 유지함으로써 대기 중의 먼지 부유물등에의한 오염을 최소화하고 있으
며 날씨변화에 따른 분위기 환경을 일정하게 유지하고 있다
코팅 분위기 조건의 변화는 경화 후 막에 에 의한hard coating particle pin-hole
과 현상 등을 일으킬 수 있으며 양질의 우수한 코팅막을 얻기가 힘들다 본hazing
연구에서는 인 의 을 설치하여 하class 1000 conventional air flow type clean room
드코팅공정을 실시하였다
그림 내부 사진[ 20]Clean room
- 33 -
내부에는 제전건 기 클린 오븐 광경화기 초음파세척장Clean room dip-coating
치 등의 설비를 구비하여 경화형 처리가 일괄적으로 처리됨으로써UV hard coating
우수한 물성의 하드코팅막을 얻을 수 있었다 그림 은 내부의 사 [ 20] clean room
진이며 작업시 내부온도는 습도는 이하를 유지하 hard coating 18~20 40RH
였다
전도체인 금속과 달리 플라스틱은 절연물질로 전기전하의 이동을 허용치 않아 마찰
등에 의하여 쉽게 정전기장을 형성하여 정전기장 내에 놓여있는 반대 극성을 갖는
입자를 끌어들이게 된다 이러한 입자를 제거하기 위해서는 플라스틱 표면 및 입자
의 극성을 중성으로 바꾸어 줌으로써 간단히 해결할 수 있다 본 과제에서는
공정 전에 공기를 이온화시켜 대량의 양 음이온을 발생시키는 장치인dipping
을 사용하여 을 제거할 수 있었으며 이물에의한 코팅층의Anti-Static-Gun particle
불량을 줄일 수 있었다
본 과제의 딥방식은 인상방식과 장치의 정밀성이 코팅특성을 좌우한다고 할 수 있
다 본 과제에 적요된 딥인상은 에의한 조의 인상 하강 방식으로 air-hydro type ㆍ
정숙성이 높은 방식이다
그림 장치 유공압[ 21] Dip-coating ( type)
- 34 -
실린더의 제어는 유공압 방식을 사용하였으며 이는 압축공기를 이용하여 유압실린
더를 제어하는 방식으로 공기의 압축성으로 인한 문제점을 개선한 것이다 즉 공기
압을 사용하면서 유압유니트와 같이 작동개시 때나 부하변동시에 접속구동이 가능
하고 저속 구동시 현상을 방지할 수 있는 유압실린더의 장점을 활용한 것 stick slip
이다 일반적으로 유공압은 실린더의 정밀정속구동 중간정지 이속제어나 로터리형
액츄에이터의 완속구동 등에도 많이 적용되고 있다 그림 은 본 실험에 사용한 [ 21]
유공압 방식의 장치로써 실린더와dip-coating air hydro type convertor coating
조 냉각 및 시스템 용량 사용 line filtering (chemical pump (10 min) 15 filter )ℓ
등으로 구성되어 있다
경화공정3
플라스틱 기판위에 경화형 액을 딥방식에의한 도포 후 에UV hard coating 50~70
서 분동안 시키고 램프 에의한 를 조사시키면3~5 pre-heating UV (200~400nm) UV
표면경도 및 내마모성이 우수한 막이 형성된다 표 에서는 본 연구에 사coating [ 3]
용되어진 코팅제 종류 및 경화조건을 나타내었다
표 코팅제 종류 및 경화 조건[ 3]
Maker Grade 용 도 경 화 조 건
사 국내L ( ) A-104GN 겸용PC amp PMMA파장UV lamp (250~360nm)
에너지UV 65~90mjcm2
사 국내H ( ) 0-299 용PMMA파장UV lamp (250~360nm)
에너지UV 60~85mjcm2
사 국외E ( ) C-220 겸용PC amp PMMAUV lamp 300Winch
이송속도 25ftmin
사 국외H ( ) B-8558 겸용PC amp PMMA파장UV lamp (250~360nm)
에너지UV 75mjcm2
본 과제의 광경화공정연구에 사용된 광경화기를 그림 에 나타내었으며 일반적[ 22]
인 광경화의 원리 및 메커니즘은 다음과 같다
가 경화원리 및 특징 UV
전자파 중 자외선 은 파장이 까지의 영역을 의미하고 있으나 경(UV) 10~400nm UV
화에 이용되는 파장범위는 대체로 이며 이 자외선이 화학작용에 유효200~400nm
한 것은 유기 화합물의 해리 분해반응을 일으킬 수 있는 강력한 에너지를 가지고
있기 때문이다
- 35 -
경화 메커니즘(1) UV
일반적으로 코팅제의 경화는 광개시제로부터 시작되는데 자외선이 갖는 에너지UV
에 의해 광개시제가 분해되어 라디칼 반응을 형성하여 반응을 유도할 수 있는 활성
체가 된다 이 활성체에 의하여 및 와 연쇄적으로 반응하여 망 monomer oligomer
상구조화된 고분자막이 형성되는 것이다
경화의 특징(2) UV
저온에서 경화가 가능하다 내열성이 좋지 않은 플라스틱 모재에도 고품질의(1)
막을 형성시킬 수 있다coating
경화속도가 빠르다 건조단위가 초단위로 설정되기 때문에 의 연속자동화가(2) line
가능하며 작업효율이 향상된다
예열시간이 짧아 신속한 작업이 가능하며 에너지가 절감된다(3)
운전관리가 간단하고 신뢰성이 높다(4)
그림[ 22] UV dryer
- 36 -
나 사 사양 UV dryer (EYE GRAPHICS model ECS-301G1)
종류 와 수은등(1) lamp metal halide
(2) lamp power 및 로 조절 가능 15KW 2KW 3KW
발광장(3) 250nm
반사판 집광형(4)
조사거리 으로 조절가능(5) 100 ~ 180
속도 으로 조절 가능(6) conveyer 08 ~ 8mmin
냉각 방식 공냉식(7)
제 절 고진공증착공정3
증착공정개발1
가 증착물질 및 증착조건
반투과반사 윈도우는 투과성과 반사성을 동시에 만족해야하며 일반적으로 금속박
막을 고진공증착함으로써 구현될 수 있다 이러한 금속박막은 진공영역에서 작업을
수행해야하며 스퍼터링과 증착이 주를 이루고 있다 그 중 스퍼터링 방법 e-beam
은 재현성이 우수하고 방식으로의 적용이 용이하다는 장점이 있으나in-line target
및 의 교체 초기조건설정 등이 용이하지 않아 본 과제에서는 다양한 재료cathode
를 코팅할 수 있는 을 적용하였다 유기물인 플라스틱상에 금속무기물e-beam type
의 접착력과 코팅후의 기계적 특성확보를 위해서는 다양한 증착공정 연구가 수행
되어야 한다 표 와 표 에 사용된 증착물의 물성과 증착조건을 각각 나타었 [ 4] [ 5]
다
표 주요 증착 물질의 물성표[ 4]
- 37 -
표 주요 증착물질의 증착조건[ 5]
나 측정값에 의한 증착막의 두께 분포
증착에 의한 증착막의 두께분포를 파악하기 위하여 크기의E-Beam 600 x500
위에 두께 의 증착속도 을 증착하였다 위치에 따른 증착glass 2500 AI ( 5 sec) Å Å
막의 두께를 측정하기 위하여 유리판 중앙부에서 바깥쪽으로 폭 간격 길이10 (
으로 등분하여 시편의 증착막두께를 으로 측정하였다 그림 계산30mm) 25 SEM [ 23]
에 의한 두께분포와 비교하였을 때 대체적인 경향은 비슷하지만 상대적으로 기울기
가 급함을 알 수 있다
그림 측정값에 의한 증착막의 두께분포[ 23]
두께측정시 사진에 의존한 측정이고 사용된 진공시스템은 이상화와는 거리가SEM
있어 약간의 차이가 발생되었다고 판단된다 측정된 값의 추세선을 구함으로써 고
정 의 제작시 로 활용할 수 있었으며 평행이송에 의한 균일성확보mask reference
연구에 참고데이터로 활용할 수 있었다
- 38 -
다 평행이송에 의한 균일성확보
기판의 평행이송과 고정 를 동시에 사용하여 두께가 균일한 박막을 제작하고mask
자 하였다 를 평행이송하여 동서방향의 균일성을 확보하고 이때 등두께를 기준 Jig
으로 동서방향을 등분하여 평면으로 이상화 해 구간내에서의 선의 형상을 두께13
기울기에 비례한 형상을 구현한 고정 를 제작하여 남북방향의 균일성을 확보하mask
고자 하였다 평행이송은 로 회전수를 inverter motor(LG -KMI400K1) 0~160rpm社
으로 조절하면서 이송하였으며 고정 는 기판이송방향의 직각방향에 대한 균일 mask
성만을 고려하여 설계제작하였다 그러나 에 의한 가림과 이송시 증착영역을 mask
벗어남으로 인해서 생기는 증착물 가 크다는 단점이 있었으며 고정 의 형loss mask
상은 증착물 증착율에 따라 다소 차이가 있어 여러 세트를 구비해야만 했다 수차
례 실험을 통해 증착물별 를 제작할 수 있었으며 평행이송속도를 증가시키고mask
왕복이송 횟수를 증가시킴으로써 이내의 균일성을 확보할 수 있었다10
시스템의 특성2 IBAD
가 증착시 온도의 변화
플라스틱 기판은 내열성이 낮아 열원에 장시간 노출되면 열변형과 함께 탄화되고
이 발생하여 박막물성에 악영향을 미칠 수 있으며 증착막과 비교하여out gassing
평균 수 십배 이상 선팽창계수가 높아 선팽창 차에 의한 박막의 과 박리를 일crack
으킬 수 있다 본 연구에서는 증착시 플라스틱에 미치는 분위기 온도의 영향을 파
악하고 적정 증착조건을 파악하기 위하여 금속 및 세라믹으로 나누어 증착시 분위
기온도 변화를 측정하였다
금속물의 시간에 따른 온도 변화(1)
은 분후 약 도정도 상승하여 시간에 따른 온도 변화가 거의 없었지만 은AI 10 3 Cr
약 도가 상승하여 급격한 상승을 보이고 있어 증착시 온도변화를 주목할 필요가12
있었다 더욱이 은 증착율이 높을수록 박막이 형태로 증착되어 반사율을 Cr granule
저하시키는 원인이 되었으며 막 자체에 도 많이 발생되었다 반투과반사 윈도crack
우 제작을 위한 금속박막 물질로는 보다는 이 온도측면에서 유리하다고 판단Cr AI
되었으며 아래의 그림 에 금속박막의 시간에 따른 온도의 변화를 비교하였다[ 24]
- 39 -
주) 증착률Al -10 sec EC-260~280Å
증착률Cr -10 sec EC-65 ~ 95Å
그림 금속박막의 시간에 따른 온도변화 비교[ 24]
세라믹의 시간에 따른 온도 변화(2)
세라믹은 금속과 달리 일반적으로 가 매우 높아 증착시 분위기온도melting point
상승이 매우 컸다 측정된 세라믹의 시간에 따른 온도의 변화는 그림 에 나타 [ 25]
내었다
주) SiO2 증착률 -10 sec EC-45 ~ 60Å
TiO2 증착률 -10 sec EC- 175Å
AI2O3 증착률 -10 sec EC-180~260Å
그림 세라믹박막의 시간에 따른 온도변화 비교[ 25]
- 40 -
그 중 SiO2 TiO2는 분 경과후 가량의 비교적 완만한 온도변화를 보이고 있10 10
으나 AI2O3는 가량의 급격한 온도상승을 보여 고증착율에서의 사용에는 한계30
가 있었다 실증착시에는 의 를 낮춤으로써 증착율 E-gun emission current 3~5 Å
내에서 증착하여 급격한 온도상승을 막을 수 있었다 AI2O3은 경도가 매우 높고 증
착시 조밀도가 높아 보호막으로 많이 사용되는 증착물이다 그러나 본 실험에서는
증착시 열발산이 특히 심하고 증착율을 낮추어도 온도가 급상승하여 증착시 crack
이 쉽게 발생하여 플라스틱 기판에는 부적합하다고 판단되었다
나 플라스틱의 Out gassing
기체방출 은 진공용기 속에서 사용하는 물질의 표면이나 내부에 흡착(out gassing)
되어 있던 분자들이 방출되는 현상을 의미하며 진공조의 압력상승 및 박막의 물성
에 큰 영향을 미치게 된다 또한 고진공 에서 배기시간을 증가시키고 최저 system
도달 압력을 결정짓는 직접적인 요인이 된다 표 는 주요 물질의 기체방출율을 [ 6]
나타낸 것이다
표 주요 물질의 기체방출율[ 6] (Pa m3sm2)
본 연구에서는 플라스틱 기판 장입 유무에 따라 의 영항에 의한 진공도out gassing
의 변화를 알아보기 위하여 진공조 내부에 기판 를 장입한PC (250times65times3 ) 10ea
후 진공도를 측정함으로써 장입전과 비교하여 변화가 있음을 알 수 있었으며 측정
된 값은 그림 에 나타내었다[ 26]
- 41 -
그림 플라스틱 기판 유 무에 따른 진공도 변화[ 26]
그림 의 결과에서 나타나듯이 플라스틱 기판의 장입시 배기속도가 다소 늦[ 26] (PC)
어짐을 알 수 있었으며 이는 플라스틱 모재가 함유한 수분 등의 에 의out gassing
한 차이로 보여진다 기체 방출률은 표면상태나 세척정도 등에 의해 크게 baking
좌우된다고 알려져있어 본 연구에서는 진공조 내부의 에 세심한 주의를 cleaning
기울였으며 함수율이 높은 플라스틱 기판의 세척공정과 함께 건조공정을 확립하고
을 설치하여 플라스틱 기판이 진공조에 머무는 시간을 최소화함load lock system
으로써 플라스틱 모재로 인한 을 최소화할 수 있었다 out gassing
- 42 -
제 장 시제품제작 및 특성분석4
제 절 상용제품의 특성분석1
본 과제의 반투과반사윈도우 개발을 위해서 일본 상용제품의 특성을 분석하였다
일본제품의 측정결과 상하부는 이며 층의 두게는SEM 147 121 m Top coatingμ
로 층보다는 다소 얇은 코팅층이였다 또한 금속박막층은106 m Base coating μ
으로 관찰이 용이하지 않으나 및 에 근거한 추정결과 내SEM RBS SEM data 20nm
외로 판단되었다 아래 그림 은 상용제품의 모재 상하면의 단면 사진이다 [ 27] SEM
그림 반투과반사 윈도우 상용제품의 사진 상 하단면[ 27] SEM ( )
그림 은 일본제품의 분석 결과이다 이온을 조사하였고 이 때[ 28] RBS He2+
는 였으며 고에너지에의한 플라스틱 표면의 손상을 줄이기beam energy 224MeV
위해 이온 량을 으로 낮게 설정하였다dose 80 C μ
그림 반투과반사 윈도우 상용제품의[ 28] RBS Spectrum
- 43 -
분석결과 표층에는 내외의 이 관찰되었으며 내부로 됨에 따라 유20nm AI etching
기물이 지속적으로 관찰되고 있음을 알 수 있다 그림 과는 달리 표면에 [ 27] top
층이 존재하지 않으며 표면에서는 층만이 존재함을 알 수 있다coating AI
제 절 플라즈마 표면처리2
플라스틱 반투과반사 윈도우 시제품제작을 위해 플라즈마 이온빔을 조사하여 플라
스틱 모재의 표면처리를 수행하였다 플라즈마는 의 고순도 의 999999 20 sccm
를 공급하면서 를 사용하여 발생시켰다 이 때 는Ar gas RF power RF Power 80W
였으며 는 로 설정하여 모재가 장착된 지그를 좌우 이송하 Ion Beam energy 1KeV
면서 표면처리공정을 수행하였다 는 Base Pressure 12times10-6 였으며torr Working
는Pressure 5x10-4 였다 조사시간은 로torr Ion Beam 120sec 5times1017 Ar+ ions
의 였다 그림 는 에의한 표면처리 후 표면의 상태를 보기위한dose [ 29] ion beam
사진이다 의 면적을 하였으며 곳을 측정하여 평균값을 취AFM 1 x 1 scanning 5
하였다 조사 전후 표면의 거칠기 는 에서 로 다소 증가하였으 Ion (Ra) 55 589Å Å
나 플라스틱의 표면에는 큰 손상을 주지는 않는 것으로 파악되었다
그림 표면개질전후의 사진[ 29] AFM
그림 은 표면처리후 플라스틱 모재 상에 증류수를 떨어트려 을[ 30] Wetting angle
측정한 결과이다 표면처리 전 의 이 로 크게 줄여 들어 722 deg Wetting angle 171 deg
표면친수성이 크게 향상되었음을 알 수 있다
- 44 -
그림[ 30] Wetting Angle Test
제 절 광경화에의한 하드코팅3
광경화 하드코팅공정1
반투과반사 윈도우로 사용되는 플라스틱 소재는 낮은 내열성과 표면경도로 인해 코
팅층의 내구성 높이는데 한계가 있어 유무기계 막을 형성시킴으로써 표hard coating
면경도나 내마모성 등의 기계적 특성을 크게 향상시켰으며 코팅후 소재의 내마모
성 표면경도에 대한 평가를 수행하였다 하드코팅 공정에 있어서 가장 유의해야할
사항 중 하나는 공기 중 무수히 존재하는 미세먼지 및 파티클에의한 코팅층의 오염
이라고 할 수 있다 코팅층에 포함된 파티클은 코팅액의 흐름과 두께불균일성을 발
생할 수 있으며 더욱이 투명제품의 파티클은 제품불량에 있어서 주요요인이라고
할 수 있다 미세 파티클은 세척공정에서부터 경화 후 포장공정에 까지 일관되게
제어되어야 하며 양압에의한 클린룸을 필요로 하고 있다 더욱이 도포 및 경화조건
은 온습도 매우 민감하여 클린룸에 의한 항온항습이 필수적이라고 할 수 있다 본
과제에서는 헤파필터에 의한 의 항온항습 클린룸에서 하드코팅공정을Class 1000
수행하였다
막의 두께 균일성을 파악하기 위하여 측정위치를 변화시키면서Hard coating SEM
에의한 두께를 측정하였다
가 측정 방법 인 플라스틱기판을 대략 정도 250 X65 X3(t) 150 dip-coating
하여 기판을 아래 그림 과 같이 크기로 등분 한 후[ 31] 65cmX25cm 5 (1) (2)
샘플을 로 절단하여 단면가공 후 으로 관찰하였다(3) 10 X 4 SEM
- 45 -
그림 시료의 크기 및 측정점[ 31]
나 측정 결과 시료의 각 위치에서의 코팅층 측정두께를 표 에 나타내었다 아 [ 7]
울러 단면 사진을 그림 에 나타내었다SEM [ 32]
표 막의 두께 측정 결과 사용[ 7] hard coating (SEM )
그림 층의 단면 사진[ 32] Hard coating SEM
시제품의 하드코팅층 물성평가2
플라스틱 반투과반사 윈도우용 소재는 표면경도 접착력 내마모성 등 waveness
다양한 물성들을 만족시켜야 한다 물성시험을 위한 시료는 상에 코 PMMA A-104
팅액을 속도로 인상하여 광경화공정을 통해 제작되었다2 s
- 46 -
가 내마모성
하드코팅된 소재의 내마모성은 를 사용하여 물성평가를 실시하였steel wool tester
다 은 를 사용하였으며 하중은 을 유지하였고 왕복회수는 Steel wool 0000 1kg 50
회로 설정하여 시험 후 각 시편의 스크레치 발생 정도를 비교분석함으로써 코팅층
을 평가할 수 있었다 그림 은 자체에서 설계 제작한 [ 33] steel wool scratch
의 사진이며 사양은 다음과 같다tester
기계규격 670 times 265 times 370①
로울러 지지축 운동규격 20 times 158 times 304 ( 120 )②
로울러 12 times 50③ empty회전축 모터와 연결축 11 ( )④ empty무게추 고정봉 5 times 80⑤ empty무게추 500g 2 ea 200g 4 ea 100g 4 ea⑥
밸런스 추 295g⑦
로울러축 지지대 20 times 24 times 62⑧
이동 정반 8 times 168 times 372⑨
시험품 고정판 40 84 times 150 ( 2 ea )⑩
가압 핸들 5 times40⑪
그림[ 33] Steel Wool Scratch Tester
나 표면경도
막은 내마모성과 표면경도에서 한계가 있는 플라스틱 표면특성을 향Hard coating
상시키기 위해 수행되었으며 딥방식에의한 도포와 에의한 광경화공정을 적용하 UV
였다
- 47 -
그림[ 34] Pencil Hardness Tester
딥 도포공정에서 인상속도를 로 유지하였다 표 는 플라스틱 모재 위에4 sec [ 8]
다양한 의 제를 사용하여 코팅한 실험 결과이며 표면연필경도는grade hard coating
로써 모재의 경도보다 단계 상승하였으며 코팅제로 막을4~5H 3~4 A-104 coating
형성시킨 경우 내스크레치성에서도 하중 하에서 으로 1kg steel wool 0000
막 위를 회 왕복하였을 때 막에 스크레치가 거의 발생하지 않았coating 50 coating
다
표 막에 대한 시험 결과[ 8] Hard coating (4 s)
- 48 -
제 절 고진공금속박막증착4
하드코팅막의 표면처리1
그림 플라즈마 표면처리된 하드코팅막의 사진[ 35] AFM
하드코팅막은 등 무기물을 다량 함유하고 있는 유무기의 혼합물질이다 고분silicon
자와는 달리 하드코팅막은 이온선량의 넓은 범위에 걸쳐서 증류수와의 접촉각이 매
우 낮았다
결과 막에 있어서는Water drop test hard coating 3times1015 ~ 4times1017 Ar+ ions
의 범위내의 량으로 증류수의 접촉각이 낮음을 알 수 있었다 증착막의 접ion dose
착력 향상정도를 확인하기 위하여 이온선량을 변화시키며 하드코팅층 표면에 dose
량에 따라 Ar+ 을 조사한 후 의 박막을 증착하여ion beam 100nm AI cross-cut
를 수행하였다 표tape test [ 9]
표 플라스틱 박막의 결과[ 9] HCAI Cross-cut tape test
하드코팅층의 에 의한 표면처리전 결과는 플라스틱에서처럼 모두 박리 되ion beam
었으나 의 량ion beam dose 5x1015 ~ 1x1017의 범위에서는 모두 접착력이 우수함
을 알 수 있었다 이는 하드코팅층위에 일부 무기질 재료가 포함되어 금속 박막과
의 친화성이 강하기 때문으로 판단되며 일반 고분자와는 달리 내열성이 매우 우수
하여 의 고에너지에서 수십분간의 조사에서도 표면에 탄화되는 경향이 없15 KeV
었다
- 49 -
미세금속박막증착2
플라스틱 반투과반사윈도우의 미세금속박막은 당사에서 보유하고 있는 고진공
시스템을 사용하여 증착하였다 그림 시스템을 구비하고 있IBAD [ 36] LoadLock
는 본 장비는 가 장착되어 있으며 모재의 평행이송과 를RF Plasma source Mask
사용하여 두께 균일성을 확보하였다
그림 증착 시스템[ 36] IBAD
반투과반사미러에 사용된 금속은 의 사의 을 사용하였다 당사에서9999 Cerac AI
보유하고 있는 4x10-6 진공도에서 을 사용하였다 증착시torr e-beam gun
는 증착율은 였으며 상하 좌우의 을 통Emission Current 280 5 sec Sweeping Å
해 균일한 증착율 유도하였다
그림 금속박막의 투과율[ 37] Spectrum
- 50 -
그림 금속박막의 전후면 반사[ 38] spectrum
사의 로 측정된 가시영역에서의 투과 반Hitachi U-2000 UV-Vis Spectrophotometer
사 을 그림 그림 에 나타내었다 각각의 투과반사율을 가시영spectrum [ 37] [ 38]
역에서의 평균값을 구한뒤 아래 표와 같이 흡수율을 구하였다 제작된 시제품의 흡[
수율은 였다248
표 금속증착막의 특성분석결과[ 10]
No 항 목 평 가 방 법 시 험 결 과
1 접 착 력 Cross-Cut 100100
2 투 과 율 Spectrophotometer 445
3 반사율 전면( ) Visual Range 307
4 반사율 후면( ) Visual Range 171
5 흡 수 율 Visual Range 248
- 51 -
제 장 결론5
제 절 연구결과1
플라즈마 표면처리공정연구 광경화에의한 하드코팅공정연구 고진공증착에의한 미
세 금속박막 증착연구개발을 통하여 수입되고 있는 플라스틱 반투과반사윈도우 소
재를 개발하였다 현재 상용되고 있는 수입소재의 기계적 광학적 특성을 분석을 통
하여 개발 목표치를 설정하였으며 최적 공정개발에의한 시제품제작을 완료하였다
시제품의 평가항목 및 특성치를 아래 표 에 나타내었다[ 12]
표 반투과반사윈도우 시제품의 특성표[ 12]
평 가 항 목 특성치 비 고
광흡수율1 () 248 분광기 기준30T
내마모성2 () 28 자체기준( haze)
접착력3 (x100) 100 회ASTMD3359 10
표면경도4 (H) 5 ASTMD3363 Mitsu-B
표면친수성5 (deg ) 171 Anglometer
미세파티클6 (1um) 01 Clean Room
본 과제 수행에의한 개발목표를 달성할 수 있었으며 주요기술개발내용은 다음과
같다 플라즈마를 이용하여 고분자 표면의 친수성 를 크게 높였으며 1) RF (171deg )
금속박막과의 접착력 을 크게 향상시켰다 광경화에의한 하드코팅공정(100100) 2)
개발에의해 플라스틱 표면경도 및 내마모성 을 크게 향상시켰다 고진(5H) (28) 3)
공 증착공정개발에의해 금속박막의 흡수율 을 크게 낮추어 광효율이 높은(248)
플라스틱 반투과반사 윈도우 시제품을 개발하였다 플라스틱 반투과반사윈도우 4)
소재를 평가하기 위한 광학적 기계적특성 평가기법을 확립하였다
- 52 -
제 절 향후전망2
개발된 플라스틱 반투과반사 윈도우는 플라스틱의 낮은 내열성과 표면경도 흡수율
을 개선하기 위한 것으로 최근 전자제품 정보통신부품 등 첨단전자제품에 적극 채
택되고 있다 특히 휴대폰 및 디스플레이의 투과창 소재가 기존 에서 투명플 glass
라스틱으로 적극 채택되면서 관련 공정기술개발과 함께 소재특성을 위한 다양한 연
구가 활발히 추진되고 있으며 선진국에서는 개발완료에 따른 양산체제 구축으로
전세계 시장을 석권하고 있는 상황이다
본 과제에의한 플라스틱 반투과반사 윈도우의 시제품은 수입시판되고 있는 상용소
재와 동등이상의 특성을 나타내고 있어 향후 양산설비 및 양산공정연구에의한 소
재의 국산화가 가능하다고 할 수있다 또한 본 과제의 플라즈마 표면처리는 저온
표면처리를 요하는 광학용 플라스틱 소재의 표면처리에 활용될 수 있으며 광경화에
의한 하드코팅공정은 기존 열경화방식과는 달리 화가 가능하며 대량 양산in-line
체제를 갖출 수 있어 향후 큰 폭의 성장이 기대된다
- 53 -
참 고 문 헌
1 Oleg A Popov ldquoHigh Density Plasma Sourcesrdquo NOYES Publications(1995)
전자기술연구회 초음파 응용 기문사2 ldquo ( 1997)
임준섭외 명3 4 ldquoImprovement in Surface Hardness of Plastic Surface Mirrorrdquo
Korea-Russia Symposium(1998)
4 Lan G Brown ldquoThe Physics and Technology of Ion Sourcerdquo John Wiley amp
Sons(1989)
이규환 외 명 진공증착법으로 제조된 박막의 밀착성에 관한연구 한국5 4 ldquo AI-Cr rdquo
표면공학회지 VoI27No1Feb(1994)
한성남 외 명6 4 ldquoImproving Wettability of Polycarbonate and adhesion with
aluminum by Ar+ ion irradiationrdquo JMaterial Res Vol9 Sep(1995)
한성남외 명 표면에 아르곤 조사와 친수성증대7 4 ldquoPolymethylmethacrylate rdquo The
Korean Physical Society Vol8No2 Mar pp193~198(1995)
인하대 광기술교육센터 광학시스템의 설계 및 평가 인하대 광기술교육센터8 ldquo rdquo
(1999)
임준섭외 명9 5 ldquoEffect of Ion Beam Assisted Cleaning on Adhesion of AI to
Polymer Substrate of PC and PMMArdquo Asian Finish lsquo98(1998)
10 CJ Brinker and GW Scherrer ldquoSol-Gel Science The Physics and
Chemistry of Sol-Gel ProcessingrdquoAcademic Press NY(1990)
아주공업 주 표면처리 기술을 이용한 자동차용 후사경 개발 산업자11 ( )rdquoPlasma rdquo
원부 최종보고서(2000)
고성진외 명 자동차용 플라스틱 미러와 그 제조방법 아주공업 주12 2 rdquo rdquo ( )(2002)
아주공업 주 플라즈마 기술을 이용한 오토바이 헬멧용 무적쉴드개발 중소기13 ( ) ldquo rdquo
업청 최종보고서(2002)
박원규 졸겔법의 응용과 제품 명현문화사14 rdquo rdquo (1999)
홍진후 경화코팅 조선대학교 출판부15 rdquoUV rdquo (2002)
- 21 -
축은 중심에서의 두께에 대한 비를 나타내며 축은 점에서 측정하고자 하는 미Y X 0
소평면까지의 거리 와 증발원과 기판사이의 거리 에 대한 비를 나타내고 있다 중X h
심부에서 최대의 두께를 나타내며 가 인 부터는 급격한 변화가 있으나 연속 Xh 03
적으로 감소함을 알 수 있다
제 절 플라스틱 특성평가3
광흡수율1
가 의 구비조건 Spectrophotometer
파장범위는 를 측정할 수 있어야 한다1) 340 ~ 780nm
측정 파장 간격은 이하로하고 분광측정기의 사출 슬릿에서 나오는 방사2) 10nm
속의 유효 파장폭은 이하로 한다10nm
측광방식은 기준물체로 부터의 투과 광속 또는 반사광속의 비교 측정에 의한 것3)
으로 하고 측과의 정확성은 측광 범위 최대 눈금의 이내로 하고 반복 정밀도 1
는 이내로 한다05
분광측정기 파장눈금의 치우침은 분광 측광기의 투과 파장대에 대한 최대 강도4)
의 파장으로부터 이내로 한다1nm
나 측정방법
투과율 측정방법 시료면의 법선방향에서 분광 측정기의 사출 슬릿에서 나오는1)
평행에 가까운 광선속을 입사시켜서 그 투과광의 방향에서 간격의 파장에 10nm
대해 분광 투과율을 측정한다 기준 물체는 광로 중에 시료를 삽입하지 않는 경우
의 공기층으로서 그 분광투과율을 로한다1
반사율 측정방법 시료의 면에 대해서 법선에 대한 각도가 도를 초과하지 않2) 15
는 입사각으로서 분광 측정기의 사출 슬릿에서 나오는 평행에 가까운 광선속을 입
사시켜서 간격의 파장에 대해서 분광반사율을 측정한다 기준 물체로서는 절10nm
대 반사율 측정법에 따라 표준 거울면 반사체를 사용한다
- 22 -
흡수율 계산 금속박막의 광흡수율 은 전체 입사광 에서3) (A) 100 visual range
에서의 평균투과율(Tav 과 평균반사율) (Rav 의 을 뺀 광량을 다음식에서 구할 수 있)
다
광흡수율(A) = 100-(Tav+Rav)
다 평가시 주의사항
측정시 온도와 습도를 기록한다o Spectrophotometer
의 램프는 적어도 시험 분전에 켜 놓는다o Spectrophotometer 5
측정시 주변의 진동이 없도록한다o Spectrophotometer
표준 반사 시편은 주기적으로 평가하고 기록하여 보정계수를 수정한다o
내마모성2 (ASTM D1044)-TaberHaze Test
가 시험개요
이 시험 방법은 를 사용하여 시료표면에 를 발생시킨 후 광투Taber abraser haze
과율에 의한 값의 변화를 측정함으로써 표면의 내마모성을 평가하는 방법으haze
로 값이 클수록 내마모성이 나쁘고 작을수록 내마모성이 높다고 할 수 Haze()
있다
그림[ 12] Taber Abrasion Tester
- 23 -
나 시험방법
시료의 준비1)
시험할 시료는 깨끗하고 원형 혹은 사각으로 지름 이상 크기의 투명판상부재80
여야하며 두께는 이하가 바람직하다 시료의 중앙에는 홀가공되어 12 Taber
에 장착이 가능해야 한다Abraser
에의한 마모2) Taber Abraser
는 시편을 회전시키는 회전판과 회전하는 시편 표면에 접촉하여 표Taber Abraser
면을 마모시키는 두 개의 마모윤으로 이루어져 있다 시편을 회전판 위에 고정시킨
후 일정한 무게 를 갖는 마모윤을 시편 위에 올려놓아 하중을 가한 상태에서(500g)
마모윤과 시편을 동시에 회전시켜 표면을 마모시키는 장치로 하중 및 회전 cycle
은 시료에 따라 적용을 달리한다 시험환경은 온도 상대습도 23 plusmn 2 50 plusmn 5
이어야 하며 마모윤은 마다 교환해서 사용한다 100 cycle
측정3) Haze Valve
로 마모된 시편은 로 혼탁도 를 측정하여 내마모Taber Abraser Hazemeter (Haze)
성을 평가한다 는 투명판의 를 측정하는 장치로서 여기서 Hazemeter Haze Haze
란 시편이 얼마나 깨끗한가에 대한 척도이며 투명판에 빛을 비추었을 때 투명판을
투과하는 빛 중에서 입사광으로부터 보다 큰 각도로 벗어나는 빛의 백분율을25deg
뜻한다 한 시편 당 개 이상의 측정 점에서의 평균값을 구하고 마모 전에 측정 4
된 값과의 차 를 구한다haze Haze()
접착력3 (ASTM D3359)
코팅층의 접착력 평가를 위한 다양한 방법이 개발되고 있으나 대부분 금속 유리 등
무기소재가 주를 이루고 있으며 플라스틱과 같은 유기물과 코팅층과의 접착력을
정량적으로 평가하기에는 다소 한계가 있는 실정이다 일반적으로 가장 광범위하게
간단히 적용되는 방법은 이며 최근에는 임계하중값을 이용Cross-Cut-Tape-Test
하는 방법도 적용되고 있다scratch-test
가 Tape-Test 접착테이프 접착력시험법으로 그림 과 같이 칼로 간격으 [ 13] 1
로 개의 선을 직교하도록 긋고 접착테이프 사의 를 사용하여11 (3M 610)
한 코팅층 위에 밀착시킨 후 순간적으로 도 방향 테이프를 떼어 초cross-cut (45 )
기의 정사각형 수 개 와 시편에 잔존하는 코팅층의 정사각형 수를 비교함으로(100 )
써 부착력을 정량적으로 표현하는 방법이다 신뢰성 측면에서 곳이상에서 각 회 3 5
이상 실시 할 수 있다
- 24 -
그림[ 13] Cross-Cut Tape Test
나 Scratch Test 그림 과 같이 다이아몬드 팁이 달린 로 기 [ 14] Nano-indenter
판의 표면에 위치한 후 수직방향의 힘을 선형적으로 증가시키면서 동시에 수평방
향으로 기판을 등속으로 이송하여 표면의 긁힘 자국을 관찰한다 밀착력은 수평방
향의 전체 이송길이 에 대응하는 임계길이 에서의 임계하중을 간단한 비례식으로L
계산하여 밀착력 을 계산한다(N)
그림 스크레치 테스크 개념도[ 14]
표면경도4 (ASTM D3363)
가 개 요
플라스틱 코팅층의 표면경도는 경도값을 알고 있는 연필심을 이용하여 소재의 표면
경도를 평가하는 방법이다 분위기 온도범위와 습도 의 상 23 degC plusmn 2degC 50plusmn 5
대습도에서 시험한다
연필경도 단계는 다음과 같다
- 25 -
6B-5B-3B-2B-B-HB-F-H-2H-3H-4H-5H-6H-7H-8H
(Softer) (Harder)
나 시험 및 평가방법
경도를 알고있는 연필의 심 길이를 로하고 끝단을 심방향과 직각이도록1) 5~6
로 깍아 단면이 동심원이 되도록 준비한다 기계식 연필깍기 사포 등 사용90deg ( )
측정하려는 시편을 단단하고 수명한 면 위에 올려놓는다2)
준비된 연필을 시편면과 과가 되도록 올려 놓고 단단히 연필홀더에 고정시킨3) 45deg
다
연필심에 일정한 압력이 전달되도록 균일한 힘을 가하면서 균일한 속도로4) 65
이상을 전진시킨다
상기 번을 회 반복한다 확보된 다섯개의 경로선을 관찰하여 코팅층의5) 1234 3
긁힘여부를 확인한다
세개의 선 중 긁힘이 발생한 선이 있으면 아랫 등급의 연필을 사용하여 상기6)
를 반복한다12345
세개의 연필경로선 모두에서 긁힘 발생이 없으면 사용한 연필의 경도를 코팅층7)
의 표면경도로 기록한다
다 주의사항
시험전 시편의 표면에 오일 콤파운드 등을 제거하여 시험중 미끄럼발생이 없도
록 한다
시험중 연필심의 에지부에 크랙 파손이 발생할시에는 재가공후 시험한다
- 26 -
표면친수성 에너지5 ( )
플라스틱 모재의 향상을 위한 연구에 있어서 표면 특성의 정량적인 평가wettability
가 수행되어야 하며 직접적인 실험에 의한 향상정도를 확인할 수 있어야 한다 표
면 특성의 정량적인 평가로서 본 과제에서는 액체의 접촉각을 측정하여 표면에너지
를 구함으로써 향상정도를 비교할 수 있었으며 에 의해 향상됨cross-cut tape test
을 파악할 수 있었다 일반적으로 고체표면의 에너지는 표면의 형상조도에 의해 좌
우되는 와 극성작용기에 의한 의 합으로 계산된다dispersion force polar force
고체표면의 와 를 구하기 위해서는 물성을 알고있는 두dispersion force polar force
극성용액의 고체표면과의 을 측정함으로써 다음과 같이 간단히 계산wetting angle
할 수 있다
Wetting angle120563120574s
d Dispersion force of Solid120574ld Dispersion force of Liquid
120574sp Polar force of Solid
120574lp Polar force of Liquid
일반적으로 사용되는 극성용액은 차증류수와 용액을 사용하며 각 용액3 formamide
의 물성은 아래 표 과 같다[ 1]
표 극성용액의 물성[ 1]
각 용액의 을 측정하고 용액의 기지의 상수를 활용하여 상기식을 이wetting angle
용한 두방정식의 연립을 통하여 고체의 표면에너지를 계산하는 것이다 본 과제에
서는 의 에너지 및 량에 따라 고분자 및 하드코팅표면의ion beam dose wetting
을 측정하고 상기 식에 적용하여 표면에너지를 구할 수 있었으며 박막 증착angle
후 를 통하여 접착력의 향상을 확인할 수 있다cross-cut tape test
- 27 -
제 장 플라스틱 반투과반사 윈도우 코팅공정개발3
제 절 플라즈마 이온원에의한 표면처리1
산업전반에 걸쳐 광범위하게 사용되고 있는 플라스틱은 경량성 및 높은 생산성으로
인해 그 활용 폭을 점차 넓혀가고 있으나 플라스틱의 열에너지chemical reaction
에 의한 표면거칠기 열변형 무기물과의 접착력 등의 특성은 플라carbonization
스틱의 활용에 한계가 되고 있으며 이러한 문제를 해결하려는 연구개발이 다양한
분야에서 활발하게 진행되고 있다 특히 glow discharge electron beam arc
등의 방법으로 플라스틱 표면의 특성을 개선하기 위discharge corona discharge
한 연구가 이루어지고 있으며 일부 연구결과는 산업현장에서 적용되어 핵심공정으
로 자리를 잡고있다 본 과제에서는 에너지를 갖는 조사에 의한 고분자 ion beam
표면의 친수성을 높이고 표면에너지의 향상을 통하여 금속 무기물과의 를wettability
증진코자 하였다 수백 에서 수 의 에너지를 갖는 을 사용한 것과 KeV MeV ion beam
는 달리 내외의 에너지를 갖는 을 사용함으로써 플라스틱 표면의1KeV ion beam
큰 손상없이 만을 증진시켜 무기물과 고분자의 접착력이 혁신적으로 개wettabiIity
선되는 결과를 나타냈다
플라스틱 모재에 플라즈마 을 조사하여 의 량 변화에 따른ion beam ion beam dose
극성용액의 을 측정하였다 그림 는 의 에너지를wetting angle [ 15] ion beam 1
로 일정하게하고KeV O2와 이온 빔의 이온선량을Ar 1times1014 에서 1times1017 ion
의 범위로 변화시키며 조사하였을 때 증류수의 접촉각 변화를 나타낸 것이다
그림[ 15] Water Wetting Angle(lon Beam Energy 1KeV)
- 28 -
기판의 증류수에 대한 접촉각 측정은 플라즈마 이온빔 처리된 모재의 표면에 증류
수 를 각각 군데 떨어뜨린 후002 3 contact anglometer (Goniometer Model
를 사용하여 을 측정한 후 평균값을 취하였다G-1 ELMA Inc) wetting angle
플라스틱표면에 플라즈마 처리안된 시료의 증류수에 대한 접촉각은 였으며 플92deg
라즈마 표면 개질된 모재의 은 정도wetting angle 30deg (1times1017 로 떨어짐을ions )
확인할 수 있었다 표면에너지값을 구하기 위하여 포름아미드 용액의 접촉각을 같
은 방법으로 측정하였다 그림 이온선량이 증가하면서 접촉각이 조금씩 감소하[ 16]
는 경향은 증류수 접촉각 실험과 같은 경향을 보이고 있다
그림 포름아미드[ 16] Wetting Angle(Ion Beam Energy 1Kev)
물과 포름아미드 극성용액의 측정된 접촉각을 이용하여 플라스틱 모재의 표면에너
지를 구할 수 있었다 그림[ 17]
그림 이온선량에 따른[ 17] Surface Energy
- 29 -
표면거칠기에 큰 영향을 받는 의 경우 이온선량이 증가함에 따라dispersion force
대체적으로 완만한 변화를 보이고 있으나 의 경우 이온선량이 증가함에 polar force
따라 지속적으로 급격히 증가하여 이온선량이 1times1015 Ar+ 에서는ions 40 ergs
까지 도달하였으며 이온선량이 1times10 17 Ar+ 에 이르러서는 의ions 64 ergs
표면에너지까지 증가하여 초기의 보다는 배이상이 증가함을 알 수 있었30 ergs
다 이와 같은 변화는 이온 빔의 조사로 인하여 플라스틱 기판 표면에 free radical
이 생성되고 의 형성으로 설명되고 있다hydrophilic group
한편 의 에너지 변화에 따른 플라스틱의 표면에너지 변화를 알아보기 위 ion beam
하여 이온선량을 8x1016 Ar+ 로 일정하게 하고 의 에너지를ions ion beam
까지 일정하게 증가시키면서 물과의 접촉각을 측정하였다 그림1500eV [ 18]
그림 에 따른 물과의 접촉각 변화[ 18] Ion Beam Energy
플라스틱 종류별 차이는 있으나 대체로 내외였으며 이상에서는 점차40deg 1500eV
로 다시 증가하는 것을 보여주었다 으로 표면처리시 의 보다는 Ion beam ion energy
의 량에 지배를 받는 것으로 파악되었으며ion dose Ar+만의 조사보다는 02 분위기
에서의 Ar+ 조사시 효과가 높았으나 진공도가 낮아지는 점과 이 불안정하ion beam
다는 단점이 있어 Ar+ 만의 조사가 생산적용시에는 유리하다고 판단된다
- 30 -
제 절 하드코팅공정연구2
전처리 공정1
플라스틱 표면 상에 흡착 부착된 오일 미세먼지 지문 등 다양한 오염물은 하드코
팅 후 코팅층의 박리 핀홀 표면 얼룩 등의 다양한 불량을 초래할 수 있어 coating
액의 도포공정에 앞서 필수적으로 세정공정을 수행해야한다 본 과제에서는 초음파
세척방법을 전처리공정에 적용하여 하드코팅공정 연구를 수행하였다 그림 는 [ 19]
본 연구에 사용된 세척장치로써 세정액이 담긴 세정조 차 및 차 수세조와 탕세 1 2
조로 구성되어 있다
그림 초음파 세척 장치[ 19]
본 과제에서는 초음파를 기본적으로 사용하고 플라스틱 소재의 성형방법에 따라
표면특성 및 오염된 표면 이물질이 달라 각각 다른 공정 방법을 적용하였다
가 사출 및 압출 성형된 모재
대부분의 플라스틱 기판은 알카리 세제를 사용한 전처리공정으로 깨끗한 기판을 얻
을 수 있었으며 처리 후 부착력이 우수한 코팅층을 얻을 수 있었다 hard coating
세척순서는 아래와 같다
알카리 세제 수용액에 초음파 세척 분(1) 5 50~60 times 10
흐르는 수도물에 수세 대략 초(2) 10
증류수에 초음파 수세 분(3) 50~60 times 10
증류수에 탕세(4) 4 s 60~70
- 31 -
건조 분(5) 70 times 60
보관 에 보관(6) SUS box
나 성형된 모재 Casting
성형시 필수적으로 포함되는 모재의 이형성분을 제거하기위한 최적공정을Casting
파악하기 위해 세제의 농도 및 처리시간에 따른 실험을 수행하였다 실험은 1~
의 알카리 세제로 각각 분으로 나누어 초음파 처리하고 의 으10 5 10 30 50 IPA
로 분 범위내에서 시간을 달리하여 초음파 세척한 후 코팅제로3~10 A-104 hard
을 하였다 다음은 세척공정 순서이다coating
알카리 세제 수용액에 초음파 세척 분(1) 5 50~60 times 10
흐르는 수도물에 수세 대략 초(2) 10
수용액에 초음파 세척 분(3) 20~50 IPA 30~40 times 7~8
증류수에 초음파 수세 분(4) 50~60 times 10
증류수에 탕세(5) 4 s 60~70
건조 분(6) 70 times 60
보관 에 보관(7) SUS box
시편의 평가는 육안에 의한 얼룩의 유무확인과 에 의한 부착력cross-cut tape test
으로 판단하였다 알카리 세제와 농도가 각각 와 미만일 때는 오염 물질 IPA 5 50
이 완전히 제거되지 않아서 코팅막에 약간의 얼룩이 관찰되었으며 의 알카리 5
세제로 분 분간 초음파 세척과 분간 초음파 세척공정시에5 ~10 7 IPA hard coating
의 부착력이 우수하였고 코팅막에 얼룩도 발생하지 않았다
표 는 알카리세제와 수용액으로 세척된 기판위에[ 2] IPA PMMA casting hard
막을 형성시킨 후 코팅층의 부착력을 시험한 결과이다coating
표 기판에 대한 세척 코팅 접착력[ 2] PMMA Casting +
- 32 -
공정2 Dipping
하드코팅공정에 있어서 도포공정은 다양한 방법이 개발되어 있으며 본 과제에서는
두께조절성 액의 소모성 등을 고려해 디핑방식을 적용하였다 공정의 Dip-coating
개략적 방법은 다음과 같다
플라스틱 모재는 함수율이 높아 코팅전 모재건조를 실시한다(1)
플라스틱 모재에 묻어있는 먼지를 안에서 제전건으로 완벽히 제거(2) clean room
한 후 의 에 수직으로 고정시킨다dip-coater jig
시편을 코팅액이 담겨져 있는 코팅조에 일정한 속도로 하고 초간 유(3) dipping 10
지시킨다
의 인상속도를 조절 한 후 시편을 일정 속도로 인상한(4) Dip-coater (2~6 sec)
다
이 때 인상속도를 조절하여 코팅층의 두께를 조절할 수 있다 딥코팅시 분위기 습
도를 이하 온도 상온 코팅액 온도를 로 유지하여 액의 경시변RH 50 18 ~ 20
화를 최소화 해야한다 플라스틱렌즈 및 보안경 등 공정을 요하는 업 hard coating
체에서는 정도의 청정실에서 하드코팅을 실시하고 미만의 상대습class 1000 50
도 조건을 유지함으로써 대기 중의 먼지 부유물등에의한 오염을 최소화하고 있으
며 날씨변화에 따른 분위기 환경을 일정하게 유지하고 있다
코팅 분위기 조건의 변화는 경화 후 막에 에 의한hard coating particle pin-hole
과 현상 등을 일으킬 수 있으며 양질의 우수한 코팅막을 얻기가 힘들다 본hazing
연구에서는 인 의 을 설치하여 하class 1000 conventional air flow type clean room
드코팅공정을 실시하였다
그림 내부 사진[ 20]Clean room
- 33 -
내부에는 제전건 기 클린 오븐 광경화기 초음파세척장Clean room dip-coating
치 등의 설비를 구비하여 경화형 처리가 일괄적으로 처리됨으로써UV hard coating
우수한 물성의 하드코팅막을 얻을 수 있었다 그림 은 내부의 사 [ 20] clean room
진이며 작업시 내부온도는 습도는 이하를 유지하 hard coating 18~20 40RH
였다
전도체인 금속과 달리 플라스틱은 절연물질로 전기전하의 이동을 허용치 않아 마찰
등에 의하여 쉽게 정전기장을 형성하여 정전기장 내에 놓여있는 반대 극성을 갖는
입자를 끌어들이게 된다 이러한 입자를 제거하기 위해서는 플라스틱 표면 및 입자
의 극성을 중성으로 바꾸어 줌으로써 간단히 해결할 수 있다 본 과제에서는
공정 전에 공기를 이온화시켜 대량의 양 음이온을 발생시키는 장치인dipping
을 사용하여 을 제거할 수 있었으며 이물에의한 코팅층의Anti-Static-Gun particle
불량을 줄일 수 있었다
본 과제의 딥방식은 인상방식과 장치의 정밀성이 코팅특성을 좌우한다고 할 수 있
다 본 과제에 적요된 딥인상은 에의한 조의 인상 하강 방식으로 air-hydro type ㆍ
정숙성이 높은 방식이다
그림 장치 유공압[ 21] Dip-coating ( type)
- 34 -
실린더의 제어는 유공압 방식을 사용하였으며 이는 압축공기를 이용하여 유압실린
더를 제어하는 방식으로 공기의 압축성으로 인한 문제점을 개선한 것이다 즉 공기
압을 사용하면서 유압유니트와 같이 작동개시 때나 부하변동시에 접속구동이 가능
하고 저속 구동시 현상을 방지할 수 있는 유압실린더의 장점을 활용한 것 stick slip
이다 일반적으로 유공압은 실린더의 정밀정속구동 중간정지 이속제어나 로터리형
액츄에이터의 완속구동 등에도 많이 적용되고 있다 그림 은 본 실험에 사용한 [ 21]
유공압 방식의 장치로써 실린더와dip-coating air hydro type convertor coating
조 냉각 및 시스템 용량 사용 line filtering (chemical pump (10 min) 15 filter )ℓ
등으로 구성되어 있다
경화공정3
플라스틱 기판위에 경화형 액을 딥방식에의한 도포 후 에UV hard coating 50~70
서 분동안 시키고 램프 에의한 를 조사시키면3~5 pre-heating UV (200~400nm) UV
표면경도 및 내마모성이 우수한 막이 형성된다 표 에서는 본 연구에 사coating [ 3]
용되어진 코팅제 종류 및 경화조건을 나타내었다
표 코팅제 종류 및 경화 조건[ 3]
Maker Grade 용 도 경 화 조 건
사 국내L ( ) A-104GN 겸용PC amp PMMA파장UV lamp (250~360nm)
에너지UV 65~90mjcm2
사 국내H ( ) 0-299 용PMMA파장UV lamp (250~360nm)
에너지UV 60~85mjcm2
사 국외E ( ) C-220 겸용PC amp PMMAUV lamp 300Winch
이송속도 25ftmin
사 국외H ( ) B-8558 겸용PC amp PMMA파장UV lamp (250~360nm)
에너지UV 75mjcm2
본 과제의 광경화공정연구에 사용된 광경화기를 그림 에 나타내었으며 일반적[ 22]
인 광경화의 원리 및 메커니즘은 다음과 같다
가 경화원리 및 특징 UV
전자파 중 자외선 은 파장이 까지의 영역을 의미하고 있으나 경(UV) 10~400nm UV
화에 이용되는 파장범위는 대체로 이며 이 자외선이 화학작용에 유효200~400nm
한 것은 유기 화합물의 해리 분해반응을 일으킬 수 있는 강력한 에너지를 가지고
있기 때문이다
- 35 -
경화 메커니즘(1) UV
일반적으로 코팅제의 경화는 광개시제로부터 시작되는데 자외선이 갖는 에너지UV
에 의해 광개시제가 분해되어 라디칼 반응을 형성하여 반응을 유도할 수 있는 활성
체가 된다 이 활성체에 의하여 및 와 연쇄적으로 반응하여 망 monomer oligomer
상구조화된 고분자막이 형성되는 것이다
경화의 특징(2) UV
저온에서 경화가 가능하다 내열성이 좋지 않은 플라스틱 모재에도 고품질의(1)
막을 형성시킬 수 있다coating
경화속도가 빠르다 건조단위가 초단위로 설정되기 때문에 의 연속자동화가(2) line
가능하며 작업효율이 향상된다
예열시간이 짧아 신속한 작업이 가능하며 에너지가 절감된다(3)
운전관리가 간단하고 신뢰성이 높다(4)
그림[ 22] UV dryer
- 36 -
나 사 사양 UV dryer (EYE GRAPHICS model ECS-301G1)
종류 와 수은등(1) lamp metal halide
(2) lamp power 및 로 조절 가능 15KW 2KW 3KW
발광장(3) 250nm
반사판 집광형(4)
조사거리 으로 조절가능(5) 100 ~ 180
속도 으로 조절 가능(6) conveyer 08 ~ 8mmin
냉각 방식 공냉식(7)
제 절 고진공증착공정3
증착공정개발1
가 증착물질 및 증착조건
반투과반사 윈도우는 투과성과 반사성을 동시에 만족해야하며 일반적으로 금속박
막을 고진공증착함으로써 구현될 수 있다 이러한 금속박막은 진공영역에서 작업을
수행해야하며 스퍼터링과 증착이 주를 이루고 있다 그 중 스퍼터링 방법 e-beam
은 재현성이 우수하고 방식으로의 적용이 용이하다는 장점이 있으나in-line target
및 의 교체 초기조건설정 등이 용이하지 않아 본 과제에서는 다양한 재료cathode
를 코팅할 수 있는 을 적용하였다 유기물인 플라스틱상에 금속무기물e-beam type
의 접착력과 코팅후의 기계적 특성확보를 위해서는 다양한 증착공정 연구가 수행
되어야 한다 표 와 표 에 사용된 증착물의 물성과 증착조건을 각각 나타었 [ 4] [ 5]
다
표 주요 증착 물질의 물성표[ 4]
- 37 -
표 주요 증착물질의 증착조건[ 5]
나 측정값에 의한 증착막의 두께 분포
증착에 의한 증착막의 두께분포를 파악하기 위하여 크기의E-Beam 600 x500
위에 두께 의 증착속도 을 증착하였다 위치에 따른 증착glass 2500 AI ( 5 sec) Å Å
막의 두께를 측정하기 위하여 유리판 중앙부에서 바깥쪽으로 폭 간격 길이10 (
으로 등분하여 시편의 증착막두께를 으로 측정하였다 그림 계산30mm) 25 SEM [ 23]
에 의한 두께분포와 비교하였을 때 대체적인 경향은 비슷하지만 상대적으로 기울기
가 급함을 알 수 있다
그림 측정값에 의한 증착막의 두께분포[ 23]
두께측정시 사진에 의존한 측정이고 사용된 진공시스템은 이상화와는 거리가SEM
있어 약간의 차이가 발생되었다고 판단된다 측정된 값의 추세선을 구함으로써 고
정 의 제작시 로 활용할 수 있었으며 평행이송에 의한 균일성확보mask reference
연구에 참고데이터로 활용할 수 있었다
- 38 -
다 평행이송에 의한 균일성확보
기판의 평행이송과 고정 를 동시에 사용하여 두께가 균일한 박막을 제작하고mask
자 하였다 를 평행이송하여 동서방향의 균일성을 확보하고 이때 등두께를 기준 Jig
으로 동서방향을 등분하여 평면으로 이상화 해 구간내에서의 선의 형상을 두께13
기울기에 비례한 형상을 구현한 고정 를 제작하여 남북방향의 균일성을 확보하mask
고자 하였다 평행이송은 로 회전수를 inverter motor(LG -KMI400K1) 0~160rpm社
으로 조절하면서 이송하였으며 고정 는 기판이송방향의 직각방향에 대한 균일 mask
성만을 고려하여 설계제작하였다 그러나 에 의한 가림과 이송시 증착영역을 mask
벗어남으로 인해서 생기는 증착물 가 크다는 단점이 있었으며 고정 의 형loss mask
상은 증착물 증착율에 따라 다소 차이가 있어 여러 세트를 구비해야만 했다 수차
례 실험을 통해 증착물별 를 제작할 수 있었으며 평행이송속도를 증가시키고mask
왕복이송 횟수를 증가시킴으로써 이내의 균일성을 확보할 수 있었다10
시스템의 특성2 IBAD
가 증착시 온도의 변화
플라스틱 기판은 내열성이 낮아 열원에 장시간 노출되면 열변형과 함께 탄화되고
이 발생하여 박막물성에 악영향을 미칠 수 있으며 증착막과 비교하여out gassing
평균 수 십배 이상 선팽창계수가 높아 선팽창 차에 의한 박막의 과 박리를 일crack
으킬 수 있다 본 연구에서는 증착시 플라스틱에 미치는 분위기 온도의 영향을 파
악하고 적정 증착조건을 파악하기 위하여 금속 및 세라믹으로 나누어 증착시 분위
기온도 변화를 측정하였다
금속물의 시간에 따른 온도 변화(1)
은 분후 약 도정도 상승하여 시간에 따른 온도 변화가 거의 없었지만 은AI 10 3 Cr
약 도가 상승하여 급격한 상승을 보이고 있어 증착시 온도변화를 주목할 필요가12
있었다 더욱이 은 증착율이 높을수록 박막이 형태로 증착되어 반사율을 Cr granule
저하시키는 원인이 되었으며 막 자체에 도 많이 발생되었다 반투과반사 윈도crack
우 제작을 위한 금속박막 물질로는 보다는 이 온도측면에서 유리하다고 판단Cr AI
되었으며 아래의 그림 에 금속박막의 시간에 따른 온도의 변화를 비교하였다[ 24]
- 39 -
주) 증착률Al -10 sec EC-260~280Å
증착률Cr -10 sec EC-65 ~ 95Å
그림 금속박막의 시간에 따른 온도변화 비교[ 24]
세라믹의 시간에 따른 온도 변화(2)
세라믹은 금속과 달리 일반적으로 가 매우 높아 증착시 분위기온도melting point
상승이 매우 컸다 측정된 세라믹의 시간에 따른 온도의 변화는 그림 에 나타 [ 25]
내었다
주) SiO2 증착률 -10 sec EC-45 ~ 60Å
TiO2 증착률 -10 sec EC- 175Å
AI2O3 증착률 -10 sec EC-180~260Å
그림 세라믹박막의 시간에 따른 온도변화 비교[ 25]
- 40 -
그 중 SiO2 TiO2는 분 경과후 가량의 비교적 완만한 온도변화를 보이고 있10 10
으나 AI2O3는 가량의 급격한 온도상승을 보여 고증착율에서의 사용에는 한계30
가 있었다 실증착시에는 의 를 낮춤으로써 증착율 E-gun emission current 3~5 Å
내에서 증착하여 급격한 온도상승을 막을 수 있었다 AI2O3은 경도가 매우 높고 증
착시 조밀도가 높아 보호막으로 많이 사용되는 증착물이다 그러나 본 실험에서는
증착시 열발산이 특히 심하고 증착율을 낮추어도 온도가 급상승하여 증착시 crack
이 쉽게 발생하여 플라스틱 기판에는 부적합하다고 판단되었다
나 플라스틱의 Out gassing
기체방출 은 진공용기 속에서 사용하는 물질의 표면이나 내부에 흡착(out gassing)
되어 있던 분자들이 방출되는 현상을 의미하며 진공조의 압력상승 및 박막의 물성
에 큰 영향을 미치게 된다 또한 고진공 에서 배기시간을 증가시키고 최저 system
도달 압력을 결정짓는 직접적인 요인이 된다 표 는 주요 물질의 기체방출율을 [ 6]
나타낸 것이다
표 주요 물질의 기체방출율[ 6] (Pa m3sm2)
본 연구에서는 플라스틱 기판 장입 유무에 따라 의 영항에 의한 진공도out gassing
의 변화를 알아보기 위하여 진공조 내부에 기판 를 장입한PC (250times65times3 ) 10ea
후 진공도를 측정함으로써 장입전과 비교하여 변화가 있음을 알 수 있었으며 측정
된 값은 그림 에 나타내었다[ 26]
- 41 -
그림 플라스틱 기판 유 무에 따른 진공도 변화[ 26]
그림 의 결과에서 나타나듯이 플라스틱 기판의 장입시 배기속도가 다소 늦[ 26] (PC)
어짐을 알 수 있었으며 이는 플라스틱 모재가 함유한 수분 등의 에 의out gassing
한 차이로 보여진다 기체 방출률은 표면상태나 세척정도 등에 의해 크게 baking
좌우된다고 알려져있어 본 연구에서는 진공조 내부의 에 세심한 주의를 cleaning
기울였으며 함수율이 높은 플라스틱 기판의 세척공정과 함께 건조공정을 확립하고
을 설치하여 플라스틱 기판이 진공조에 머무는 시간을 최소화함load lock system
으로써 플라스틱 모재로 인한 을 최소화할 수 있었다 out gassing
- 42 -
제 장 시제품제작 및 특성분석4
제 절 상용제품의 특성분석1
본 과제의 반투과반사윈도우 개발을 위해서 일본 상용제품의 특성을 분석하였다
일본제품의 측정결과 상하부는 이며 층의 두게는SEM 147 121 m Top coatingμ
로 층보다는 다소 얇은 코팅층이였다 또한 금속박막층은106 m Base coating μ
으로 관찰이 용이하지 않으나 및 에 근거한 추정결과 내SEM RBS SEM data 20nm
외로 판단되었다 아래 그림 은 상용제품의 모재 상하면의 단면 사진이다 [ 27] SEM
그림 반투과반사 윈도우 상용제품의 사진 상 하단면[ 27] SEM ( )
그림 은 일본제품의 분석 결과이다 이온을 조사하였고 이 때[ 28] RBS He2+
는 였으며 고에너지에의한 플라스틱 표면의 손상을 줄이기beam energy 224MeV
위해 이온 량을 으로 낮게 설정하였다dose 80 C μ
그림 반투과반사 윈도우 상용제품의[ 28] RBS Spectrum
- 43 -
분석결과 표층에는 내외의 이 관찰되었으며 내부로 됨에 따라 유20nm AI etching
기물이 지속적으로 관찰되고 있음을 알 수 있다 그림 과는 달리 표면에 [ 27] top
층이 존재하지 않으며 표면에서는 층만이 존재함을 알 수 있다coating AI
제 절 플라즈마 표면처리2
플라스틱 반투과반사 윈도우 시제품제작을 위해 플라즈마 이온빔을 조사하여 플라
스틱 모재의 표면처리를 수행하였다 플라즈마는 의 고순도 의 999999 20 sccm
를 공급하면서 를 사용하여 발생시켰다 이 때 는Ar gas RF power RF Power 80W
였으며 는 로 설정하여 모재가 장착된 지그를 좌우 이송하 Ion Beam energy 1KeV
면서 표면처리공정을 수행하였다 는 Base Pressure 12times10-6 였으며torr Working
는Pressure 5x10-4 였다 조사시간은 로torr Ion Beam 120sec 5times1017 Ar+ ions
의 였다 그림 는 에의한 표면처리 후 표면의 상태를 보기위한dose [ 29] ion beam
사진이다 의 면적을 하였으며 곳을 측정하여 평균값을 취AFM 1 x 1 scanning 5
하였다 조사 전후 표면의 거칠기 는 에서 로 다소 증가하였으 Ion (Ra) 55 589Å Å
나 플라스틱의 표면에는 큰 손상을 주지는 않는 것으로 파악되었다
그림 표면개질전후의 사진[ 29] AFM
그림 은 표면처리후 플라스틱 모재 상에 증류수를 떨어트려 을[ 30] Wetting angle
측정한 결과이다 표면처리 전 의 이 로 크게 줄여 들어 722 deg Wetting angle 171 deg
표면친수성이 크게 향상되었음을 알 수 있다
- 44 -
그림[ 30] Wetting Angle Test
제 절 광경화에의한 하드코팅3
광경화 하드코팅공정1
반투과반사 윈도우로 사용되는 플라스틱 소재는 낮은 내열성과 표면경도로 인해 코
팅층의 내구성 높이는데 한계가 있어 유무기계 막을 형성시킴으로써 표hard coating
면경도나 내마모성 등의 기계적 특성을 크게 향상시켰으며 코팅후 소재의 내마모
성 표면경도에 대한 평가를 수행하였다 하드코팅 공정에 있어서 가장 유의해야할
사항 중 하나는 공기 중 무수히 존재하는 미세먼지 및 파티클에의한 코팅층의 오염
이라고 할 수 있다 코팅층에 포함된 파티클은 코팅액의 흐름과 두께불균일성을 발
생할 수 있으며 더욱이 투명제품의 파티클은 제품불량에 있어서 주요요인이라고
할 수 있다 미세 파티클은 세척공정에서부터 경화 후 포장공정에 까지 일관되게
제어되어야 하며 양압에의한 클린룸을 필요로 하고 있다 더욱이 도포 및 경화조건
은 온습도 매우 민감하여 클린룸에 의한 항온항습이 필수적이라고 할 수 있다 본
과제에서는 헤파필터에 의한 의 항온항습 클린룸에서 하드코팅공정을Class 1000
수행하였다
막의 두께 균일성을 파악하기 위하여 측정위치를 변화시키면서Hard coating SEM
에의한 두께를 측정하였다
가 측정 방법 인 플라스틱기판을 대략 정도 250 X65 X3(t) 150 dip-coating
하여 기판을 아래 그림 과 같이 크기로 등분 한 후[ 31] 65cmX25cm 5 (1) (2)
샘플을 로 절단하여 단면가공 후 으로 관찰하였다(3) 10 X 4 SEM
- 45 -
그림 시료의 크기 및 측정점[ 31]
나 측정 결과 시료의 각 위치에서의 코팅층 측정두께를 표 에 나타내었다 아 [ 7]
울러 단면 사진을 그림 에 나타내었다SEM [ 32]
표 막의 두께 측정 결과 사용[ 7] hard coating (SEM )
그림 층의 단면 사진[ 32] Hard coating SEM
시제품의 하드코팅층 물성평가2
플라스틱 반투과반사 윈도우용 소재는 표면경도 접착력 내마모성 등 waveness
다양한 물성들을 만족시켜야 한다 물성시험을 위한 시료는 상에 코 PMMA A-104
팅액을 속도로 인상하여 광경화공정을 통해 제작되었다2 s
- 46 -
가 내마모성
하드코팅된 소재의 내마모성은 를 사용하여 물성평가를 실시하였steel wool tester
다 은 를 사용하였으며 하중은 을 유지하였고 왕복회수는 Steel wool 0000 1kg 50
회로 설정하여 시험 후 각 시편의 스크레치 발생 정도를 비교분석함으로써 코팅층
을 평가할 수 있었다 그림 은 자체에서 설계 제작한 [ 33] steel wool scratch
의 사진이며 사양은 다음과 같다tester
기계규격 670 times 265 times 370①
로울러 지지축 운동규격 20 times 158 times 304 ( 120 )②
로울러 12 times 50③ empty회전축 모터와 연결축 11 ( )④ empty무게추 고정봉 5 times 80⑤ empty무게추 500g 2 ea 200g 4 ea 100g 4 ea⑥
밸런스 추 295g⑦
로울러축 지지대 20 times 24 times 62⑧
이동 정반 8 times 168 times 372⑨
시험품 고정판 40 84 times 150 ( 2 ea )⑩
가압 핸들 5 times40⑪
그림[ 33] Steel Wool Scratch Tester
나 표면경도
막은 내마모성과 표면경도에서 한계가 있는 플라스틱 표면특성을 향Hard coating
상시키기 위해 수행되었으며 딥방식에의한 도포와 에의한 광경화공정을 적용하 UV
였다
- 47 -
그림[ 34] Pencil Hardness Tester
딥 도포공정에서 인상속도를 로 유지하였다 표 는 플라스틱 모재 위에4 sec [ 8]
다양한 의 제를 사용하여 코팅한 실험 결과이며 표면연필경도는grade hard coating
로써 모재의 경도보다 단계 상승하였으며 코팅제로 막을4~5H 3~4 A-104 coating
형성시킨 경우 내스크레치성에서도 하중 하에서 으로 1kg steel wool 0000
막 위를 회 왕복하였을 때 막에 스크레치가 거의 발생하지 않았coating 50 coating
다
표 막에 대한 시험 결과[ 8] Hard coating (4 s)
- 48 -
제 절 고진공금속박막증착4
하드코팅막의 표면처리1
그림 플라즈마 표면처리된 하드코팅막의 사진[ 35] AFM
하드코팅막은 등 무기물을 다량 함유하고 있는 유무기의 혼합물질이다 고분silicon
자와는 달리 하드코팅막은 이온선량의 넓은 범위에 걸쳐서 증류수와의 접촉각이 매
우 낮았다
결과 막에 있어서는Water drop test hard coating 3times1015 ~ 4times1017 Ar+ ions
의 범위내의 량으로 증류수의 접촉각이 낮음을 알 수 있었다 증착막의 접ion dose
착력 향상정도를 확인하기 위하여 이온선량을 변화시키며 하드코팅층 표면에 dose
량에 따라 Ar+ 을 조사한 후 의 박막을 증착하여ion beam 100nm AI cross-cut
를 수행하였다 표tape test [ 9]
표 플라스틱 박막의 결과[ 9] HCAI Cross-cut tape test
하드코팅층의 에 의한 표면처리전 결과는 플라스틱에서처럼 모두 박리 되ion beam
었으나 의 량ion beam dose 5x1015 ~ 1x1017의 범위에서는 모두 접착력이 우수함
을 알 수 있었다 이는 하드코팅층위에 일부 무기질 재료가 포함되어 금속 박막과
의 친화성이 강하기 때문으로 판단되며 일반 고분자와는 달리 내열성이 매우 우수
하여 의 고에너지에서 수십분간의 조사에서도 표면에 탄화되는 경향이 없15 KeV
었다
- 49 -
미세금속박막증착2
플라스틱 반투과반사윈도우의 미세금속박막은 당사에서 보유하고 있는 고진공
시스템을 사용하여 증착하였다 그림 시스템을 구비하고 있IBAD [ 36] LoadLock
는 본 장비는 가 장착되어 있으며 모재의 평행이송과 를RF Plasma source Mask
사용하여 두께 균일성을 확보하였다
그림 증착 시스템[ 36] IBAD
반투과반사미러에 사용된 금속은 의 사의 을 사용하였다 당사에서9999 Cerac AI
보유하고 있는 4x10-6 진공도에서 을 사용하였다 증착시torr e-beam gun
는 증착율은 였으며 상하 좌우의 을 통Emission Current 280 5 sec Sweeping Å
해 균일한 증착율 유도하였다
그림 금속박막의 투과율[ 37] Spectrum
- 50 -
그림 금속박막의 전후면 반사[ 38] spectrum
사의 로 측정된 가시영역에서의 투과 반Hitachi U-2000 UV-Vis Spectrophotometer
사 을 그림 그림 에 나타내었다 각각의 투과반사율을 가시영spectrum [ 37] [ 38]
역에서의 평균값을 구한뒤 아래 표와 같이 흡수율을 구하였다 제작된 시제품의 흡[
수율은 였다248
표 금속증착막의 특성분석결과[ 10]
No 항 목 평 가 방 법 시 험 결 과
1 접 착 력 Cross-Cut 100100
2 투 과 율 Spectrophotometer 445
3 반사율 전면( ) Visual Range 307
4 반사율 후면( ) Visual Range 171
5 흡 수 율 Visual Range 248
- 51 -
제 장 결론5
제 절 연구결과1
플라즈마 표면처리공정연구 광경화에의한 하드코팅공정연구 고진공증착에의한 미
세 금속박막 증착연구개발을 통하여 수입되고 있는 플라스틱 반투과반사윈도우 소
재를 개발하였다 현재 상용되고 있는 수입소재의 기계적 광학적 특성을 분석을 통
하여 개발 목표치를 설정하였으며 최적 공정개발에의한 시제품제작을 완료하였다
시제품의 평가항목 및 특성치를 아래 표 에 나타내었다[ 12]
표 반투과반사윈도우 시제품의 특성표[ 12]
평 가 항 목 특성치 비 고
광흡수율1 () 248 분광기 기준30T
내마모성2 () 28 자체기준( haze)
접착력3 (x100) 100 회ASTMD3359 10
표면경도4 (H) 5 ASTMD3363 Mitsu-B
표면친수성5 (deg ) 171 Anglometer
미세파티클6 (1um) 01 Clean Room
본 과제 수행에의한 개발목표를 달성할 수 있었으며 주요기술개발내용은 다음과
같다 플라즈마를 이용하여 고분자 표면의 친수성 를 크게 높였으며 1) RF (171deg )
금속박막과의 접착력 을 크게 향상시켰다 광경화에의한 하드코팅공정(100100) 2)
개발에의해 플라스틱 표면경도 및 내마모성 을 크게 향상시켰다 고진(5H) (28) 3)
공 증착공정개발에의해 금속박막의 흡수율 을 크게 낮추어 광효율이 높은(248)
플라스틱 반투과반사 윈도우 시제품을 개발하였다 플라스틱 반투과반사윈도우 4)
소재를 평가하기 위한 광학적 기계적특성 평가기법을 확립하였다
- 52 -
제 절 향후전망2
개발된 플라스틱 반투과반사 윈도우는 플라스틱의 낮은 내열성과 표면경도 흡수율
을 개선하기 위한 것으로 최근 전자제품 정보통신부품 등 첨단전자제품에 적극 채
택되고 있다 특히 휴대폰 및 디스플레이의 투과창 소재가 기존 에서 투명플 glass
라스틱으로 적극 채택되면서 관련 공정기술개발과 함께 소재특성을 위한 다양한 연
구가 활발히 추진되고 있으며 선진국에서는 개발완료에 따른 양산체제 구축으로
전세계 시장을 석권하고 있는 상황이다
본 과제에의한 플라스틱 반투과반사 윈도우의 시제품은 수입시판되고 있는 상용소
재와 동등이상의 특성을 나타내고 있어 향후 양산설비 및 양산공정연구에의한 소
재의 국산화가 가능하다고 할 수있다 또한 본 과제의 플라즈마 표면처리는 저온
표면처리를 요하는 광학용 플라스틱 소재의 표면처리에 활용될 수 있으며 광경화에
의한 하드코팅공정은 기존 열경화방식과는 달리 화가 가능하며 대량 양산in-line
체제를 갖출 수 있어 향후 큰 폭의 성장이 기대된다
- 53 -
참 고 문 헌
1 Oleg A Popov ldquoHigh Density Plasma Sourcesrdquo NOYES Publications(1995)
전자기술연구회 초음파 응용 기문사2 ldquo ( 1997)
임준섭외 명3 4 ldquoImprovement in Surface Hardness of Plastic Surface Mirrorrdquo
Korea-Russia Symposium(1998)
4 Lan G Brown ldquoThe Physics and Technology of Ion Sourcerdquo John Wiley amp
Sons(1989)
이규환 외 명 진공증착법으로 제조된 박막의 밀착성에 관한연구 한국5 4 ldquo AI-Cr rdquo
표면공학회지 VoI27No1Feb(1994)
한성남 외 명6 4 ldquoImproving Wettability of Polycarbonate and adhesion with
aluminum by Ar+ ion irradiationrdquo JMaterial Res Vol9 Sep(1995)
한성남외 명 표면에 아르곤 조사와 친수성증대7 4 ldquoPolymethylmethacrylate rdquo The
Korean Physical Society Vol8No2 Mar pp193~198(1995)
인하대 광기술교육센터 광학시스템의 설계 및 평가 인하대 광기술교육센터8 ldquo rdquo
(1999)
임준섭외 명9 5 ldquoEffect of Ion Beam Assisted Cleaning on Adhesion of AI to
Polymer Substrate of PC and PMMArdquo Asian Finish lsquo98(1998)
10 CJ Brinker and GW Scherrer ldquoSol-Gel Science The Physics and
Chemistry of Sol-Gel ProcessingrdquoAcademic Press NY(1990)
아주공업 주 표면처리 기술을 이용한 자동차용 후사경 개발 산업자11 ( )rdquoPlasma rdquo
원부 최종보고서(2000)
고성진외 명 자동차용 플라스틱 미러와 그 제조방법 아주공업 주12 2 rdquo rdquo ( )(2002)
아주공업 주 플라즈마 기술을 이용한 오토바이 헬멧용 무적쉴드개발 중소기13 ( ) ldquo rdquo
업청 최종보고서(2002)
박원규 졸겔법의 응용과 제품 명현문화사14 rdquo rdquo (1999)
홍진후 경화코팅 조선대학교 출판부15 rdquoUV rdquo (2002)
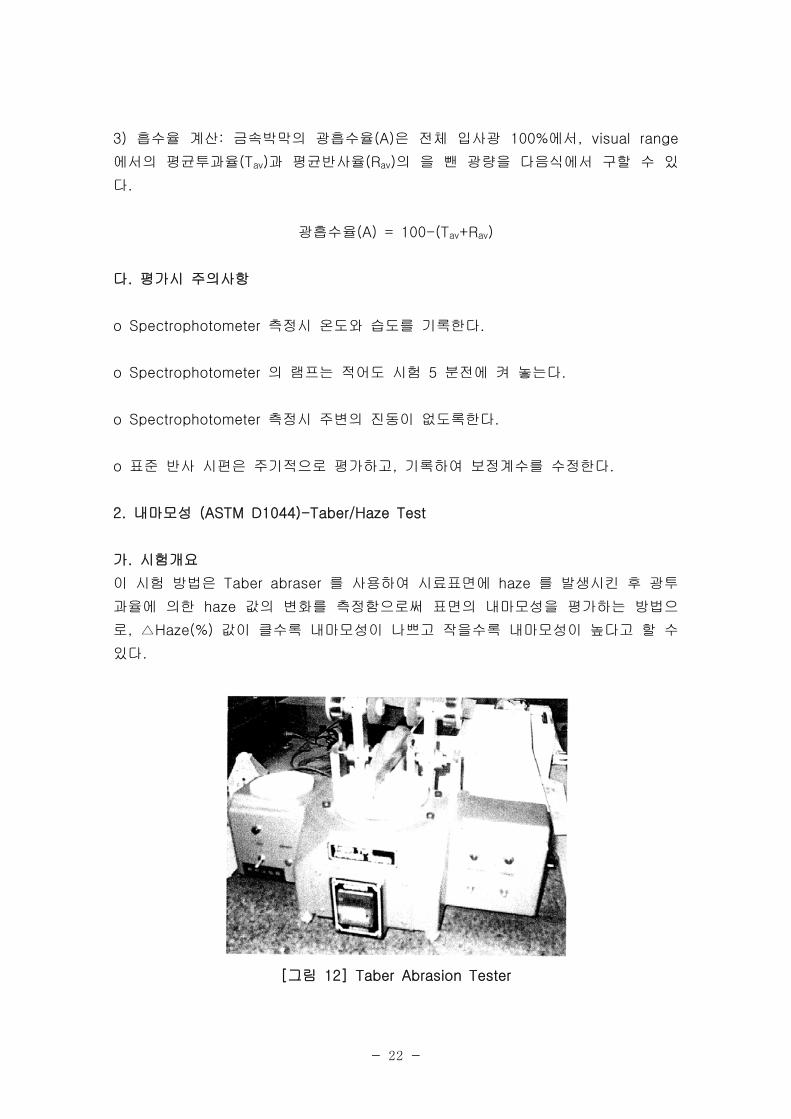
- 22 -
흡수율 계산 금속박막의 광흡수율 은 전체 입사광 에서3) (A) 100 visual range
에서의 평균투과율(Tav 과 평균반사율) (Rav 의 을 뺀 광량을 다음식에서 구할 수 있)
다
광흡수율(A) = 100-(Tav+Rav)
다 평가시 주의사항
측정시 온도와 습도를 기록한다o Spectrophotometer
의 램프는 적어도 시험 분전에 켜 놓는다o Spectrophotometer 5
측정시 주변의 진동이 없도록한다o Spectrophotometer
표준 반사 시편은 주기적으로 평가하고 기록하여 보정계수를 수정한다o
내마모성2 (ASTM D1044)-TaberHaze Test
가 시험개요
이 시험 방법은 를 사용하여 시료표면에 를 발생시킨 후 광투Taber abraser haze
과율에 의한 값의 변화를 측정함으로써 표면의 내마모성을 평가하는 방법으haze
로 값이 클수록 내마모성이 나쁘고 작을수록 내마모성이 높다고 할 수 Haze()
있다
그림[ 12] Taber Abrasion Tester
- 23 -
나 시험방법
시료의 준비1)
시험할 시료는 깨끗하고 원형 혹은 사각으로 지름 이상 크기의 투명판상부재80
여야하며 두께는 이하가 바람직하다 시료의 중앙에는 홀가공되어 12 Taber
에 장착이 가능해야 한다Abraser
에의한 마모2) Taber Abraser
는 시편을 회전시키는 회전판과 회전하는 시편 표면에 접촉하여 표Taber Abraser
면을 마모시키는 두 개의 마모윤으로 이루어져 있다 시편을 회전판 위에 고정시킨
후 일정한 무게 를 갖는 마모윤을 시편 위에 올려놓아 하중을 가한 상태에서(500g)
마모윤과 시편을 동시에 회전시켜 표면을 마모시키는 장치로 하중 및 회전 cycle
은 시료에 따라 적용을 달리한다 시험환경은 온도 상대습도 23 plusmn 2 50 plusmn 5
이어야 하며 마모윤은 마다 교환해서 사용한다 100 cycle
측정3) Haze Valve
로 마모된 시편은 로 혼탁도 를 측정하여 내마모Taber Abraser Hazemeter (Haze)
성을 평가한다 는 투명판의 를 측정하는 장치로서 여기서 Hazemeter Haze Haze
란 시편이 얼마나 깨끗한가에 대한 척도이며 투명판에 빛을 비추었을 때 투명판을
투과하는 빛 중에서 입사광으로부터 보다 큰 각도로 벗어나는 빛의 백분율을25deg
뜻한다 한 시편 당 개 이상의 측정 점에서의 평균값을 구하고 마모 전에 측정 4
된 값과의 차 를 구한다haze Haze()
접착력3 (ASTM D3359)
코팅층의 접착력 평가를 위한 다양한 방법이 개발되고 있으나 대부분 금속 유리 등
무기소재가 주를 이루고 있으며 플라스틱과 같은 유기물과 코팅층과의 접착력을
정량적으로 평가하기에는 다소 한계가 있는 실정이다 일반적으로 가장 광범위하게
간단히 적용되는 방법은 이며 최근에는 임계하중값을 이용Cross-Cut-Tape-Test
하는 방법도 적용되고 있다scratch-test
가 Tape-Test 접착테이프 접착력시험법으로 그림 과 같이 칼로 간격으 [ 13] 1
로 개의 선을 직교하도록 긋고 접착테이프 사의 를 사용하여11 (3M 610)
한 코팅층 위에 밀착시킨 후 순간적으로 도 방향 테이프를 떼어 초cross-cut (45 )
기의 정사각형 수 개 와 시편에 잔존하는 코팅층의 정사각형 수를 비교함으로(100 )
써 부착력을 정량적으로 표현하는 방법이다 신뢰성 측면에서 곳이상에서 각 회 3 5
이상 실시 할 수 있다
- 24 -
그림[ 13] Cross-Cut Tape Test
나 Scratch Test 그림 과 같이 다이아몬드 팁이 달린 로 기 [ 14] Nano-indenter
판의 표면에 위치한 후 수직방향의 힘을 선형적으로 증가시키면서 동시에 수평방
향으로 기판을 등속으로 이송하여 표면의 긁힘 자국을 관찰한다 밀착력은 수평방
향의 전체 이송길이 에 대응하는 임계길이 에서의 임계하중을 간단한 비례식으로L
계산하여 밀착력 을 계산한다(N)
그림 스크레치 테스크 개념도[ 14]
표면경도4 (ASTM D3363)
가 개 요
플라스틱 코팅층의 표면경도는 경도값을 알고 있는 연필심을 이용하여 소재의 표면
경도를 평가하는 방법이다 분위기 온도범위와 습도 의 상 23 degC plusmn 2degC 50plusmn 5
대습도에서 시험한다
연필경도 단계는 다음과 같다
- 25 -
6B-5B-3B-2B-B-HB-F-H-2H-3H-4H-5H-6H-7H-8H
(Softer) (Harder)
나 시험 및 평가방법
경도를 알고있는 연필의 심 길이를 로하고 끝단을 심방향과 직각이도록1) 5~6
로 깍아 단면이 동심원이 되도록 준비한다 기계식 연필깍기 사포 등 사용90deg ( )
측정하려는 시편을 단단하고 수명한 면 위에 올려놓는다2)
준비된 연필을 시편면과 과가 되도록 올려 놓고 단단히 연필홀더에 고정시킨3) 45deg
다
연필심에 일정한 압력이 전달되도록 균일한 힘을 가하면서 균일한 속도로4) 65
이상을 전진시킨다
상기 번을 회 반복한다 확보된 다섯개의 경로선을 관찰하여 코팅층의5) 1234 3
긁힘여부를 확인한다
세개의 선 중 긁힘이 발생한 선이 있으면 아랫 등급의 연필을 사용하여 상기6)
를 반복한다12345
세개의 연필경로선 모두에서 긁힘 발생이 없으면 사용한 연필의 경도를 코팅층7)
의 표면경도로 기록한다
다 주의사항
시험전 시편의 표면에 오일 콤파운드 등을 제거하여 시험중 미끄럼발생이 없도
록 한다
시험중 연필심의 에지부에 크랙 파손이 발생할시에는 재가공후 시험한다
- 26 -
표면친수성 에너지5 ( )
플라스틱 모재의 향상을 위한 연구에 있어서 표면 특성의 정량적인 평가wettability
가 수행되어야 하며 직접적인 실험에 의한 향상정도를 확인할 수 있어야 한다 표
면 특성의 정량적인 평가로서 본 과제에서는 액체의 접촉각을 측정하여 표면에너지
를 구함으로써 향상정도를 비교할 수 있었으며 에 의해 향상됨cross-cut tape test
을 파악할 수 있었다 일반적으로 고체표면의 에너지는 표면의 형상조도에 의해 좌
우되는 와 극성작용기에 의한 의 합으로 계산된다dispersion force polar force
고체표면의 와 를 구하기 위해서는 물성을 알고있는 두dispersion force polar force
극성용액의 고체표면과의 을 측정함으로써 다음과 같이 간단히 계산wetting angle
할 수 있다
Wetting angle120563120574s
d Dispersion force of Solid120574ld Dispersion force of Liquid
120574sp Polar force of Solid
120574lp Polar force of Liquid
일반적으로 사용되는 극성용액은 차증류수와 용액을 사용하며 각 용액3 formamide
의 물성은 아래 표 과 같다[ 1]
표 극성용액의 물성[ 1]
각 용액의 을 측정하고 용액의 기지의 상수를 활용하여 상기식을 이wetting angle
용한 두방정식의 연립을 통하여 고체의 표면에너지를 계산하는 것이다 본 과제에
서는 의 에너지 및 량에 따라 고분자 및 하드코팅표면의ion beam dose wetting
을 측정하고 상기 식에 적용하여 표면에너지를 구할 수 있었으며 박막 증착angle
후 를 통하여 접착력의 향상을 확인할 수 있다cross-cut tape test
- 27 -
제 장 플라스틱 반투과반사 윈도우 코팅공정개발3
제 절 플라즈마 이온원에의한 표면처리1
산업전반에 걸쳐 광범위하게 사용되고 있는 플라스틱은 경량성 및 높은 생산성으로
인해 그 활용 폭을 점차 넓혀가고 있으나 플라스틱의 열에너지chemical reaction
에 의한 표면거칠기 열변형 무기물과의 접착력 등의 특성은 플라carbonization
스틱의 활용에 한계가 되고 있으며 이러한 문제를 해결하려는 연구개발이 다양한
분야에서 활발하게 진행되고 있다 특히 glow discharge electron beam arc
등의 방법으로 플라스틱 표면의 특성을 개선하기 위discharge corona discharge
한 연구가 이루어지고 있으며 일부 연구결과는 산업현장에서 적용되어 핵심공정으
로 자리를 잡고있다 본 과제에서는 에너지를 갖는 조사에 의한 고분자 ion beam
표면의 친수성을 높이고 표면에너지의 향상을 통하여 금속 무기물과의 를wettability
증진코자 하였다 수백 에서 수 의 에너지를 갖는 을 사용한 것과 KeV MeV ion beam
는 달리 내외의 에너지를 갖는 을 사용함으로써 플라스틱 표면의1KeV ion beam
큰 손상없이 만을 증진시켜 무기물과 고분자의 접착력이 혁신적으로 개wettabiIity
선되는 결과를 나타냈다
플라스틱 모재에 플라즈마 을 조사하여 의 량 변화에 따른ion beam ion beam dose
극성용액의 을 측정하였다 그림 는 의 에너지를wetting angle [ 15] ion beam 1
로 일정하게하고KeV O2와 이온 빔의 이온선량을Ar 1times1014 에서 1times1017 ion
의 범위로 변화시키며 조사하였을 때 증류수의 접촉각 변화를 나타낸 것이다
그림[ 15] Water Wetting Angle(lon Beam Energy 1KeV)
- 28 -
기판의 증류수에 대한 접촉각 측정은 플라즈마 이온빔 처리된 모재의 표면에 증류
수 를 각각 군데 떨어뜨린 후002 3 contact anglometer (Goniometer Model
를 사용하여 을 측정한 후 평균값을 취하였다G-1 ELMA Inc) wetting angle
플라스틱표면에 플라즈마 처리안된 시료의 증류수에 대한 접촉각은 였으며 플92deg
라즈마 표면 개질된 모재의 은 정도wetting angle 30deg (1times1017 로 떨어짐을ions )
확인할 수 있었다 표면에너지값을 구하기 위하여 포름아미드 용액의 접촉각을 같
은 방법으로 측정하였다 그림 이온선량이 증가하면서 접촉각이 조금씩 감소하[ 16]
는 경향은 증류수 접촉각 실험과 같은 경향을 보이고 있다
그림 포름아미드[ 16] Wetting Angle(Ion Beam Energy 1Kev)
물과 포름아미드 극성용액의 측정된 접촉각을 이용하여 플라스틱 모재의 표면에너
지를 구할 수 있었다 그림[ 17]
그림 이온선량에 따른[ 17] Surface Energy
- 29 -
표면거칠기에 큰 영향을 받는 의 경우 이온선량이 증가함에 따라dispersion force
대체적으로 완만한 변화를 보이고 있으나 의 경우 이온선량이 증가함에 polar force
따라 지속적으로 급격히 증가하여 이온선량이 1times1015 Ar+ 에서는ions 40 ergs
까지 도달하였으며 이온선량이 1times10 17 Ar+ 에 이르러서는 의ions 64 ergs
표면에너지까지 증가하여 초기의 보다는 배이상이 증가함을 알 수 있었30 ergs
다 이와 같은 변화는 이온 빔의 조사로 인하여 플라스틱 기판 표면에 free radical
이 생성되고 의 형성으로 설명되고 있다hydrophilic group
한편 의 에너지 변화에 따른 플라스틱의 표면에너지 변화를 알아보기 위 ion beam
하여 이온선량을 8x1016 Ar+ 로 일정하게 하고 의 에너지를ions ion beam
까지 일정하게 증가시키면서 물과의 접촉각을 측정하였다 그림1500eV [ 18]
그림 에 따른 물과의 접촉각 변화[ 18] Ion Beam Energy
플라스틱 종류별 차이는 있으나 대체로 내외였으며 이상에서는 점차40deg 1500eV
로 다시 증가하는 것을 보여주었다 으로 표면처리시 의 보다는 Ion beam ion energy
의 량에 지배를 받는 것으로 파악되었으며ion dose Ar+만의 조사보다는 02 분위기
에서의 Ar+ 조사시 효과가 높았으나 진공도가 낮아지는 점과 이 불안정하ion beam
다는 단점이 있어 Ar+ 만의 조사가 생산적용시에는 유리하다고 판단된다
- 30 -
제 절 하드코팅공정연구2
전처리 공정1
플라스틱 표면 상에 흡착 부착된 오일 미세먼지 지문 등 다양한 오염물은 하드코
팅 후 코팅층의 박리 핀홀 표면 얼룩 등의 다양한 불량을 초래할 수 있어 coating
액의 도포공정에 앞서 필수적으로 세정공정을 수행해야한다 본 과제에서는 초음파
세척방법을 전처리공정에 적용하여 하드코팅공정 연구를 수행하였다 그림 는 [ 19]
본 연구에 사용된 세척장치로써 세정액이 담긴 세정조 차 및 차 수세조와 탕세 1 2
조로 구성되어 있다
그림 초음파 세척 장치[ 19]
본 과제에서는 초음파를 기본적으로 사용하고 플라스틱 소재의 성형방법에 따라
표면특성 및 오염된 표면 이물질이 달라 각각 다른 공정 방법을 적용하였다
가 사출 및 압출 성형된 모재
대부분의 플라스틱 기판은 알카리 세제를 사용한 전처리공정으로 깨끗한 기판을 얻
을 수 있었으며 처리 후 부착력이 우수한 코팅층을 얻을 수 있었다 hard coating
세척순서는 아래와 같다
알카리 세제 수용액에 초음파 세척 분(1) 5 50~60 times 10
흐르는 수도물에 수세 대략 초(2) 10
증류수에 초음파 수세 분(3) 50~60 times 10
증류수에 탕세(4) 4 s 60~70
- 31 -
건조 분(5) 70 times 60
보관 에 보관(6) SUS box
나 성형된 모재 Casting
성형시 필수적으로 포함되는 모재의 이형성분을 제거하기위한 최적공정을Casting
파악하기 위해 세제의 농도 및 처리시간에 따른 실험을 수행하였다 실험은 1~
의 알카리 세제로 각각 분으로 나누어 초음파 처리하고 의 으10 5 10 30 50 IPA
로 분 범위내에서 시간을 달리하여 초음파 세척한 후 코팅제로3~10 A-104 hard
을 하였다 다음은 세척공정 순서이다coating
알카리 세제 수용액에 초음파 세척 분(1) 5 50~60 times 10
흐르는 수도물에 수세 대략 초(2) 10
수용액에 초음파 세척 분(3) 20~50 IPA 30~40 times 7~8
증류수에 초음파 수세 분(4) 50~60 times 10
증류수에 탕세(5) 4 s 60~70
건조 분(6) 70 times 60
보관 에 보관(7) SUS box
시편의 평가는 육안에 의한 얼룩의 유무확인과 에 의한 부착력cross-cut tape test
으로 판단하였다 알카리 세제와 농도가 각각 와 미만일 때는 오염 물질 IPA 5 50
이 완전히 제거되지 않아서 코팅막에 약간의 얼룩이 관찰되었으며 의 알카리 5
세제로 분 분간 초음파 세척과 분간 초음파 세척공정시에5 ~10 7 IPA hard coating
의 부착력이 우수하였고 코팅막에 얼룩도 발생하지 않았다
표 는 알카리세제와 수용액으로 세척된 기판위에[ 2] IPA PMMA casting hard
막을 형성시킨 후 코팅층의 부착력을 시험한 결과이다coating
표 기판에 대한 세척 코팅 접착력[ 2] PMMA Casting +
- 32 -
공정2 Dipping
하드코팅공정에 있어서 도포공정은 다양한 방법이 개발되어 있으며 본 과제에서는
두께조절성 액의 소모성 등을 고려해 디핑방식을 적용하였다 공정의 Dip-coating
개략적 방법은 다음과 같다
플라스틱 모재는 함수율이 높아 코팅전 모재건조를 실시한다(1)
플라스틱 모재에 묻어있는 먼지를 안에서 제전건으로 완벽히 제거(2) clean room
한 후 의 에 수직으로 고정시킨다dip-coater jig
시편을 코팅액이 담겨져 있는 코팅조에 일정한 속도로 하고 초간 유(3) dipping 10
지시킨다
의 인상속도를 조절 한 후 시편을 일정 속도로 인상한(4) Dip-coater (2~6 sec)
다
이 때 인상속도를 조절하여 코팅층의 두께를 조절할 수 있다 딥코팅시 분위기 습
도를 이하 온도 상온 코팅액 온도를 로 유지하여 액의 경시변RH 50 18 ~ 20
화를 최소화 해야한다 플라스틱렌즈 및 보안경 등 공정을 요하는 업 hard coating
체에서는 정도의 청정실에서 하드코팅을 실시하고 미만의 상대습class 1000 50
도 조건을 유지함으로써 대기 중의 먼지 부유물등에의한 오염을 최소화하고 있으
며 날씨변화에 따른 분위기 환경을 일정하게 유지하고 있다
코팅 분위기 조건의 변화는 경화 후 막에 에 의한hard coating particle pin-hole
과 현상 등을 일으킬 수 있으며 양질의 우수한 코팅막을 얻기가 힘들다 본hazing
연구에서는 인 의 을 설치하여 하class 1000 conventional air flow type clean room
드코팅공정을 실시하였다
그림 내부 사진[ 20]Clean room
- 33 -
내부에는 제전건 기 클린 오븐 광경화기 초음파세척장Clean room dip-coating
치 등의 설비를 구비하여 경화형 처리가 일괄적으로 처리됨으로써UV hard coating
우수한 물성의 하드코팅막을 얻을 수 있었다 그림 은 내부의 사 [ 20] clean room
진이며 작업시 내부온도는 습도는 이하를 유지하 hard coating 18~20 40RH
였다
전도체인 금속과 달리 플라스틱은 절연물질로 전기전하의 이동을 허용치 않아 마찰
등에 의하여 쉽게 정전기장을 형성하여 정전기장 내에 놓여있는 반대 극성을 갖는
입자를 끌어들이게 된다 이러한 입자를 제거하기 위해서는 플라스틱 표면 및 입자
의 극성을 중성으로 바꾸어 줌으로써 간단히 해결할 수 있다 본 과제에서는
공정 전에 공기를 이온화시켜 대량의 양 음이온을 발생시키는 장치인dipping
을 사용하여 을 제거할 수 있었으며 이물에의한 코팅층의Anti-Static-Gun particle
불량을 줄일 수 있었다
본 과제의 딥방식은 인상방식과 장치의 정밀성이 코팅특성을 좌우한다고 할 수 있
다 본 과제에 적요된 딥인상은 에의한 조의 인상 하강 방식으로 air-hydro type ㆍ
정숙성이 높은 방식이다
그림 장치 유공압[ 21] Dip-coating ( type)
- 34 -
실린더의 제어는 유공압 방식을 사용하였으며 이는 압축공기를 이용하여 유압실린
더를 제어하는 방식으로 공기의 압축성으로 인한 문제점을 개선한 것이다 즉 공기
압을 사용하면서 유압유니트와 같이 작동개시 때나 부하변동시에 접속구동이 가능
하고 저속 구동시 현상을 방지할 수 있는 유압실린더의 장점을 활용한 것 stick slip
이다 일반적으로 유공압은 실린더의 정밀정속구동 중간정지 이속제어나 로터리형
액츄에이터의 완속구동 등에도 많이 적용되고 있다 그림 은 본 실험에 사용한 [ 21]
유공압 방식의 장치로써 실린더와dip-coating air hydro type convertor coating
조 냉각 및 시스템 용량 사용 line filtering (chemical pump (10 min) 15 filter )ℓ
등으로 구성되어 있다
경화공정3
플라스틱 기판위에 경화형 액을 딥방식에의한 도포 후 에UV hard coating 50~70
서 분동안 시키고 램프 에의한 를 조사시키면3~5 pre-heating UV (200~400nm) UV
표면경도 및 내마모성이 우수한 막이 형성된다 표 에서는 본 연구에 사coating [ 3]
용되어진 코팅제 종류 및 경화조건을 나타내었다
표 코팅제 종류 및 경화 조건[ 3]
Maker Grade 용 도 경 화 조 건
사 국내L ( ) A-104GN 겸용PC amp PMMA파장UV lamp (250~360nm)
에너지UV 65~90mjcm2
사 국내H ( ) 0-299 용PMMA파장UV lamp (250~360nm)
에너지UV 60~85mjcm2
사 국외E ( ) C-220 겸용PC amp PMMAUV lamp 300Winch
이송속도 25ftmin
사 국외H ( ) B-8558 겸용PC amp PMMA파장UV lamp (250~360nm)
에너지UV 75mjcm2
본 과제의 광경화공정연구에 사용된 광경화기를 그림 에 나타내었으며 일반적[ 22]
인 광경화의 원리 및 메커니즘은 다음과 같다
가 경화원리 및 특징 UV
전자파 중 자외선 은 파장이 까지의 영역을 의미하고 있으나 경(UV) 10~400nm UV
화에 이용되는 파장범위는 대체로 이며 이 자외선이 화학작용에 유효200~400nm
한 것은 유기 화합물의 해리 분해반응을 일으킬 수 있는 강력한 에너지를 가지고
있기 때문이다
- 35 -
경화 메커니즘(1) UV
일반적으로 코팅제의 경화는 광개시제로부터 시작되는데 자외선이 갖는 에너지UV
에 의해 광개시제가 분해되어 라디칼 반응을 형성하여 반응을 유도할 수 있는 활성
체가 된다 이 활성체에 의하여 및 와 연쇄적으로 반응하여 망 monomer oligomer
상구조화된 고분자막이 형성되는 것이다
경화의 특징(2) UV
저온에서 경화가 가능하다 내열성이 좋지 않은 플라스틱 모재에도 고품질의(1)
막을 형성시킬 수 있다coating
경화속도가 빠르다 건조단위가 초단위로 설정되기 때문에 의 연속자동화가(2) line
가능하며 작업효율이 향상된다
예열시간이 짧아 신속한 작업이 가능하며 에너지가 절감된다(3)
운전관리가 간단하고 신뢰성이 높다(4)
그림[ 22] UV dryer
- 36 -
나 사 사양 UV dryer (EYE GRAPHICS model ECS-301G1)
종류 와 수은등(1) lamp metal halide
(2) lamp power 및 로 조절 가능 15KW 2KW 3KW
발광장(3) 250nm
반사판 집광형(4)
조사거리 으로 조절가능(5) 100 ~ 180
속도 으로 조절 가능(6) conveyer 08 ~ 8mmin
냉각 방식 공냉식(7)
제 절 고진공증착공정3
증착공정개발1
가 증착물질 및 증착조건
반투과반사 윈도우는 투과성과 반사성을 동시에 만족해야하며 일반적으로 금속박
막을 고진공증착함으로써 구현될 수 있다 이러한 금속박막은 진공영역에서 작업을
수행해야하며 스퍼터링과 증착이 주를 이루고 있다 그 중 스퍼터링 방법 e-beam
은 재현성이 우수하고 방식으로의 적용이 용이하다는 장점이 있으나in-line target
및 의 교체 초기조건설정 등이 용이하지 않아 본 과제에서는 다양한 재료cathode
를 코팅할 수 있는 을 적용하였다 유기물인 플라스틱상에 금속무기물e-beam type
의 접착력과 코팅후의 기계적 특성확보를 위해서는 다양한 증착공정 연구가 수행
되어야 한다 표 와 표 에 사용된 증착물의 물성과 증착조건을 각각 나타었 [ 4] [ 5]
다
표 주요 증착 물질의 물성표[ 4]
- 37 -
표 주요 증착물질의 증착조건[ 5]
나 측정값에 의한 증착막의 두께 분포
증착에 의한 증착막의 두께분포를 파악하기 위하여 크기의E-Beam 600 x500
위에 두께 의 증착속도 을 증착하였다 위치에 따른 증착glass 2500 AI ( 5 sec) Å Å
막의 두께를 측정하기 위하여 유리판 중앙부에서 바깥쪽으로 폭 간격 길이10 (
으로 등분하여 시편의 증착막두께를 으로 측정하였다 그림 계산30mm) 25 SEM [ 23]
에 의한 두께분포와 비교하였을 때 대체적인 경향은 비슷하지만 상대적으로 기울기
가 급함을 알 수 있다
그림 측정값에 의한 증착막의 두께분포[ 23]
두께측정시 사진에 의존한 측정이고 사용된 진공시스템은 이상화와는 거리가SEM
있어 약간의 차이가 발생되었다고 판단된다 측정된 값의 추세선을 구함으로써 고
정 의 제작시 로 활용할 수 있었으며 평행이송에 의한 균일성확보mask reference
연구에 참고데이터로 활용할 수 있었다
- 38 -
다 평행이송에 의한 균일성확보
기판의 평행이송과 고정 를 동시에 사용하여 두께가 균일한 박막을 제작하고mask
자 하였다 를 평행이송하여 동서방향의 균일성을 확보하고 이때 등두께를 기준 Jig
으로 동서방향을 등분하여 평면으로 이상화 해 구간내에서의 선의 형상을 두께13
기울기에 비례한 형상을 구현한 고정 를 제작하여 남북방향의 균일성을 확보하mask
고자 하였다 평행이송은 로 회전수를 inverter motor(LG -KMI400K1) 0~160rpm社
으로 조절하면서 이송하였으며 고정 는 기판이송방향의 직각방향에 대한 균일 mask
성만을 고려하여 설계제작하였다 그러나 에 의한 가림과 이송시 증착영역을 mask
벗어남으로 인해서 생기는 증착물 가 크다는 단점이 있었으며 고정 의 형loss mask
상은 증착물 증착율에 따라 다소 차이가 있어 여러 세트를 구비해야만 했다 수차
례 실험을 통해 증착물별 를 제작할 수 있었으며 평행이송속도를 증가시키고mask
왕복이송 횟수를 증가시킴으로써 이내의 균일성을 확보할 수 있었다10
시스템의 특성2 IBAD
가 증착시 온도의 변화
플라스틱 기판은 내열성이 낮아 열원에 장시간 노출되면 열변형과 함께 탄화되고
이 발생하여 박막물성에 악영향을 미칠 수 있으며 증착막과 비교하여out gassing
평균 수 십배 이상 선팽창계수가 높아 선팽창 차에 의한 박막의 과 박리를 일crack
으킬 수 있다 본 연구에서는 증착시 플라스틱에 미치는 분위기 온도의 영향을 파
악하고 적정 증착조건을 파악하기 위하여 금속 및 세라믹으로 나누어 증착시 분위
기온도 변화를 측정하였다
금속물의 시간에 따른 온도 변화(1)
은 분후 약 도정도 상승하여 시간에 따른 온도 변화가 거의 없었지만 은AI 10 3 Cr
약 도가 상승하여 급격한 상승을 보이고 있어 증착시 온도변화를 주목할 필요가12
있었다 더욱이 은 증착율이 높을수록 박막이 형태로 증착되어 반사율을 Cr granule
저하시키는 원인이 되었으며 막 자체에 도 많이 발생되었다 반투과반사 윈도crack
우 제작을 위한 금속박막 물질로는 보다는 이 온도측면에서 유리하다고 판단Cr AI
되었으며 아래의 그림 에 금속박막의 시간에 따른 온도의 변화를 비교하였다[ 24]
- 39 -
주) 증착률Al -10 sec EC-260~280Å
증착률Cr -10 sec EC-65 ~ 95Å
그림 금속박막의 시간에 따른 온도변화 비교[ 24]
세라믹의 시간에 따른 온도 변화(2)
세라믹은 금속과 달리 일반적으로 가 매우 높아 증착시 분위기온도melting point
상승이 매우 컸다 측정된 세라믹의 시간에 따른 온도의 변화는 그림 에 나타 [ 25]
내었다
주) SiO2 증착률 -10 sec EC-45 ~ 60Å
TiO2 증착률 -10 sec EC- 175Å
AI2O3 증착률 -10 sec EC-180~260Å
그림 세라믹박막의 시간에 따른 온도변화 비교[ 25]
- 40 -
그 중 SiO2 TiO2는 분 경과후 가량의 비교적 완만한 온도변화를 보이고 있10 10
으나 AI2O3는 가량의 급격한 온도상승을 보여 고증착율에서의 사용에는 한계30
가 있었다 실증착시에는 의 를 낮춤으로써 증착율 E-gun emission current 3~5 Å
내에서 증착하여 급격한 온도상승을 막을 수 있었다 AI2O3은 경도가 매우 높고 증
착시 조밀도가 높아 보호막으로 많이 사용되는 증착물이다 그러나 본 실험에서는
증착시 열발산이 특히 심하고 증착율을 낮추어도 온도가 급상승하여 증착시 crack
이 쉽게 발생하여 플라스틱 기판에는 부적합하다고 판단되었다
나 플라스틱의 Out gassing
기체방출 은 진공용기 속에서 사용하는 물질의 표면이나 내부에 흡착(out gassing)
되어 있던 분자들이 방출되는 현상을 의미하며 진공조의 압력상승 및 박막의 물성
에 큰 영향을 미치게 된다 또한 고진공 에서 배기시간을 증가시키고 최저 system
도달 압력을 결정짓는 직접적인 요인이 된다 표 는 주요 물질의 기체방출율을 [ 6]
나타낸 것이다
표 주요 물질의 기체방출율[ 6] (Pa m3sm2)
본 연구에서는 플라스틱 기판 장입 유무에 따라 의 영항에 의한 진공도out gassing
의 변화를 알아보기 위하여 진공조 내부에 기판 를 장입한PC (250times65times3 ) 10ea
후 진공도를 측정함으로써 장입전과 비교하여 변화가 있음을 알 수 있었으며 측정
된 값은 그림 에 나타내었다[ 26]
- 41 -
그림 플라스틱 기판 유 무에 따른 진공도 변화[ 26]
그림 의 결과에서 나타나듯이 플라스틱 기판의 장입시 배기속도가 다소 늦[ 26] (PC)
어짐을 알 수 있었으며 이는 플라스틱 모재가 함유한 수분 등의 에 의out gassing
한 차이로 보여진다 기체 방출률은 표면상태나 세척정도 등에 의해 크게 baking
좌우된다고 알려져있어 본 연구에서는 진공조 내부의 에 세심한 주의를 cleaning
기울였으며 함수율이 높은 플라스틱 기판의 세척공정과 함께 건조공정을 확립하고
을 설치하여 플라스틱 기판이 진공조에 머무는 시간을 최소화함load lock system
으로써 플라스틱 모재로 인한 을 최소화할 수 있었다 out gassing
- 42 -
제 장 시제품제작 및 특성분석4
제 절 상용제품의 특성분석1
본 과제의 반투과반사윈도우 개발을 위해서 일본 상용제품의 특성을 분석하였다
일본제품의 측정결과 상하부는 이며 층의 두게는SEM 147 121 m Top coatingμ
로 층보다는 다소 얇은 코팅층이였다 또한 금속박막층은106 m Base coating μ
으로 관찰이 용이하지 않으나 및 에 근거한 추정결과 내SEM RBS SEM data 20nm
외로 판단되었다 아래 그림 은 상용제품의 모재 상하면의 단면 사진이다 [ 27] SEM
그림 반투과반사 윈도우 상용제품의 사진 상 하단면[ 27] SEM ( )
그림 은 일본제품의 분석 결과이다 이온을 조사하였고 이 때[ 28] RBS He2+
는 였으며 고에너지에의한 플라스틱 표면의 손상을 줄이기beam energy 224MeV
위해 이온 량을 으로 낮게 설정하였다dose 80 C μ
그림 반투과반사 윈도우 상용제품의[ 28] RBS Spectrum
- 43 -
분석결과 표층에는 내외의 이 관찰되었으며 내부로 됨에 따라 유20nm AI etching
기물이 지속적으로 관찰되고 있음을 알 수 있다 그림 과는 달리 표면에 [ 27] top
층이 존재하지 않으며 표면에서는 층만이 존재함을 알 수 있다coating AI
제 절 플라즈마 표면처리2
플라스틱 반투과반사 윈도우 시제품제작을 위해 플라즈마 이온빔을 조사하여 플라
스틱 모재의 표면처리를 수행하였다 플라즈마는 의 고순도 의 999999 20 sccm
를 공급하면서 를 사용하여 발생시켰다 이 때 는Ar gas RF power RF Power 80W
였으며 는 로 설정하여 모재가 장착된 지그를 좌우 이송하 Ion Beam energy 1KeV
면서 표면처리공정을 수행하였다 는 Base Pressure 12times10-6 였으며torr Working
는Pressure 5x10-4 였다 조사시간은 로torr Ion Beam 120sec 5times1017 Ar+ ions
의 였다 그림 는 에의한 표면처리 후 표면의 상태를 보기위한dose [ 29] ion beam
사진이다 의 면적을 하였으며 곳을 측정하여 평균값을 취AFM 1 x 1 scanning 5
하였다 조사 전후 표면의 거칠기 는 에서 로 다소 증가하였으 Ion (Ra) 55 589Å Å
나 플라스틱의 표면에는 큰 손상을 주지는 않는 것으로 파악되었다
그림 표면개질전후의 사진[ 29] AFM
그림 은 표면처리후 플라스틱 모재 상에 증류수를 떨어트려 을[ 30] Wetting angle
측정한 결과이다 표면처리 전 의 이 로 크게 줄여 들어 722 deg Wetting angle 171 deg
표면친수성이 크게 향상되었음을 알 수 있다
- 44 -
그림[ 30] Wetting Angle Test
제 절 광경화에의한 하드코팅3
광경화 하드코팅공정1
반투과반사 윈도우로 사용되는 플라스틱 소재는 낮은 내열성과 표면경도로 인해 코
팅층의 내구성 높이는데 한계가 있어 유무기계 막을 형성시킴으로써 표hard coating
면경도나 내마모성 등의 기계적 특성을 크게 향상시켰으며 코팅후 소재의 내마모
성 표면경도에 대한 평가를 수행하였다 하드코팅 공정에 있어서 가장 유의해야할
사항 중 하나는 공기 중 무수히 존재하는 미세먼지 및 파티클에의한 코팅층의 오염
이라고 할 수 있다 코팅층에 포함된 파티클은 코팅액의 흐름과 두께불균일성을 발
생할 수 있으며 더욱이 투명제품의 파티클은 제품불량에 있어서 주요요인이라고
할 수 있다 미세 파티클은 세척공정에서부터 경화 후 포장공정에 까지 일관되게
제어되어야 하며 양압에의한 클린룸을 필요로 하고 있다 더욱이 도포 및 경화조건
은 온습도 매우 민감하여 클린룸에 의한 항온항습이 필수적이라고 할 수 있다 본
과제에서는 헤파필터에 의한 의 항온항습 클린룸에서 하드코팅공정을Class 1000
수행하였다
막의 두께 균일성을 파악하기 위하여 측정위치를 변화시키면서Hard coating SEM
에의한 두께를 측정하였다
가 측정 방법 인 플라스틱기판을 대략 정도 250 X65 X3(t) 150 dip-coating
하여 기판을 아래 그림 과 같이 크기로 등분 한 후[ 31] 65cmX25cm 5 (1) (2)
샘플을 로 절단하여 단면가공 후 으로 관찰하였다(3) 10 X 4 SEM
- 45 -
그림 시료의 크기 및 측정점[ 31]
나 측정 결과 시료의 각 위치에서의 코팅층 측정두께를 표 에 나타내었다 아 [ 7]
울러 단면 사진을 그림 에 나타내었다SEM [ 32]
표 막의 두께 측정 결과 사용[ 7] hard coating (SEM )
그림 층의 단면 사진[ 32] Hard coating SEM
시제품의 하드코팅층 물성평가2
플라스틱 반투과반사 윈도우용 소재는 표면경도 접착력 내마모성 등 waveness
다양한 물성들을 만족시켜야 한다 물성시험을 위한 시료는 상에 코 PMMA A-104
팅액을 속도로 인상하여 광경화공정을 통해 제작되었다2 s
- 46 -
가 내마모성
하드코팅된 소재의 내마모성은 를 사용하여 물성평가를 실시하였steel wool tester
다 은 를 사용하였으며 하중은 을 유지하였고 왕복회수는 Steel wool 0000 1kg 50
회로 설정하여 시험 후 각 시편의 스크레치 발생 정도를 비교분석함으로써 코팅층
을 평가할 수 있었다 그림 은 자체에서 설계 제작한 [ 33] steel wool scratch
의 사진이며 사양은 다음과 같다tester
기계규격 670 times 265 times 370①
로울러 지지축 운동규격 20 times 158 times 304 ( 120 )②
로울러 12 times 50③ empty회전축 모터와 연결축 11 ( )④ empty무게추 고정봉 5 times 80⑤ empty무게추 500g 2 ea 200g 4 ea 100g 4 ea⑥
밸런스 추 295g⑦
로울러축 지지대 20 times 24 times 62⑧
이동 정반 8 times 168 times 372⑨
시험품 고정판 40 84 times 150 ( 2 ea )⑩
가압 핸들 5 times40⑪
그림[ 33] Steel Wool Scratch Tester
나 표면경도
막은 내마모성과 표면경도에서 한계가 있는 플라스틱 표면특성을 향Hard coating
상시키기 위해 수행되었으며 딥방식에의한 도포와 에의한 광경화공정을 적용하 UV
였다
- 47 -
그림[ 34] Pencil Hardness Tester
딥 도포공정에서 인상속도를 로 유지하였다 표 는 플라스틱 모재 위에4 sec [ 8]
다양한 의 제를 사용하여 코팅한 실험 결과이며 표면연필경도는grade hard coating
로써 모재의 경도보다 단계 상승하였으며 코팅제로 막을4~5H 3~4 A-104 coating
형성시킨 경우 내스크레치성에서도 하중 하에서 으로 1kg steel wool 0000
막 위를 회 왕복하였을 때 막에 스크레치가 거의 발생하지 않았coating 50 coating
다
표 막에 대한 시험 결과[ 8] Hard coating (4 s)
- 48 -
제 절 고진공금속박막증착4
하드코팅막의 표면처리1
그림 플라즈마 표면처리된 하드코팅막의 사진[ 35] AFM
하드코팅막은 등 무기물을 다량 함유하고 있는 유무기의 혼합물질이다 고분silicon
자와는 달리 하드코팅막은 이온선량의 넓은 범위에 걸쳐서 증류수와의 접촉각이 매
우 낮았다
결과 막에 있어서는Water drop test hard coating 3times1015 ~ 4times1017 Ar+ ions
의 범위내의 량으로 증류수의 접촉각이 낮음을 알 수 있었다 증착막의 접ion dose
착력 향상정도를 확인하기 위하여 이온선량을 변화시키며 하드코팅층 표면에 dose
량에 따라 Ar+ 을 조사한 후 의 박막을 증착하여ion beam 100nm AI cross-cut
를 수행하였다 표tape test [ 9]
표 플라스틱 박막의 결과[ 9] HCAI Cross-cut tape test
하드코팅층의 에 의한 표면처리전 결과는 플라스틱에서처럼 모두 박리 되ion beam
었으나 의 량ion beam dose 5x1015 ~ 1x1017의 범위에서는 모두 접착력이 우수함
을 알 수 있었다 이는 하드코팅층위에 일부 무기질 재료가 포함되어 금속 박막과
의 친화성이 강하기 때문으로 판단되며 일반 고분자와는 달리 내열성이 매우 우수
하여 의 고에너지에서 수십분간의 조사에서도 표면에 탄화되는 경향이 없15 KeV
었다
- 49 -
미세금속박막증착2
플라스틱 반투과반사윈도우의 미세금속박막은 당사에서 보유하고 있는 고진공
시스템을 사용하여 증착하였다 그림 시스템을 구비하고 있IBAD [ 36] LoadLock
는 본 장비는 가 장착되어 있으며 모재의 평행이송과 를RF Plasma source Mask
사용하여 두께 균일성을 확보하였다
그림 증착 시스템[ 36] IBAD
반투과반사미러에 사용된 금속은 의 사의 을 사용하였다 당사에서9999 Cerac AI
보유하고 있는 4x10-6 진공도에서 을 사용하였다 증착시torr e-beam gun
는 증착율은 였으며 상하 좌우의 을 통Emission Current 280 5 sec Sweeping Å
해 균일한 증착율 유도하였다
그림 금속박막의 투과율[ 37] Spectrum
- 50 -
그림 금속박막의 전후면 반사[ 38] spectrum
사의 로 측정된 가시영역에서의 투과 반Hitachi U-2000 UV-Vis Spectrophotometer
사 을 그림 그림 에 나타내었다 각각의 투과반사율을 가시영spectrum [ 37] [ 38]
역에서의 평균값을 구한뒤 아래 표와 같이 흡수율을 구하였다 제작된 시제품의 흡[
수율은 였다248
표 금속증착막의 특성분석결과[ 10]
No 항 목 평 가 방 법 시 험 결 과
1 접 착 력 Cross-Cut 100100
2 투 과 율 Spectrophotometer 445
3 반사율 전면( ) Visual Range 307
4 반사율 후면( ) Visual Range 171
5 흡 수 율 Visual Range 248
- 51 -
제 장 결론5
제 절 연구결과1
플라즈마 표면처리공정연구 광경화에의한 하드코팅공정연구 고진공증착에의한 미
세 금속박막 증착연구개발을 통하여 수입되고 있는 플라스틱 반투과반사윈도우 소
재를 개발하였다 현재 상용되고 있는 수입소재의 기계적 광학적 특성을 분석을 통
하여 개발 목표치를 설정하였으며 최적 공정개발에의한 시제품제작을 완료하였다
시제품의 평가항목 및 특성치를 아래 표 에 나타내었다[ 12]
표 반투과반사윈도우 시제품의 특성표[ 12]
평 가 항 목 특성치 비 고
광흡수율1 () 248 분광기 기준30T
내마모성2 () 28 자체기준( haze)
접착력3 (x100) 100 회ASTMD3359 10
표면경도4 (H) 5 ASTMD3363 Mitsu-B
표면친수성5 (deg ) 171 Anglometer
미세파티클6 (1um) 01 Clean Room
본 과제 수행에의한 개발목표를 달성할 수 있었으며 주요기술개발내용은 다음과
같다 플라즈마를 이용하여 고분자 표면의 친수성 를 크게 높였으며 1) RF (171deg )
금속박막과의 접착력 을 크게 향상시켰다 광경화에의한 하드코팅공정(100100) 2)
개발에의해 플라스틱 표면경도 및 내마모성 을 크게 향상시켰다 고진(5H) (28) 3)
공 증착공정개발에의해 금속박막의 흡수율 을 크게 낮추어 광효율이 높은(248)
플라스틱 반투과반사 윈도우 시제품을 개발하였다 플라스틱 반투과반사윈도우 4)
소재를 평가하기 위한 광학적 기계적특성 평가기법을 확립하였다
- 52 -
제 절 향후전망2
개발된 플라스틱 반투과반사 윈도우는 플라스틱의 낮은 내열성과 표면경도 흡수율
을 개선하기 위한 것으로 최근 전자제품 정보통신부품 등 첨단전자제품에 적극 채
택되고 있다 특히 휴대폰 및 디스플레이의 투과창 소재가 기존 에서 투명플 glass
라스틱으로 적극 채택되면서 관련 공정기술개발과 함께 소재특성을 위한 다양한 연
구가 활발히 추진되고 있으며 선진국에서는 개발완료에 따른 양산체제 구축으로
전세계 시장을 석권하고 있는 상황이다
본 과제에의한 플라스틱 반투과반사 윈도우의 시제품은 수입시판되고 있는 상용소
재와 동등이상의 특성을 나타내고 있어 향후 양산설비 및 양산공정연구에의한 소
재의 국산화가 가능하다고 할 수있다 또한 본 과제의 플라즈마 표면처리는 저온
표면처리를 요하는 광학용 플라스틱 소재의 표면처리에 활용될 수 있으며 광경화에
의한 하드코팅공정은 기존 열경화방식과는 달리 화가 가능하며 대량 양산in-line
체제를 갖출 수 있어 향후 큰 폭의 성장이 기대된다
- 53 -
참 고 문 헌
1 Oleg A Popov ldquoHigh Density Plasma Sourcesrdquo NOYES Publications(1995)
전자기술연구회 초음파 응용 기문사2 ldquo ( 1997)
임준섭외 명3 4 ldquoImprovement in Surface Hardness of Plastic Surface Mirrorrdquo
Korea-Russia Symposium(1998)
4 Lan G Brown ldquoThe Physics and Technology of Ion Sourcerdquo John Wiley amp
Sons(1989)
이규환 외 명 진공증착법으로 제조된 박막의 밀착성에 관한연구 한국5 4 ldquo AI-Cr rdquo
표면공학회지 VoI27No1Feb(1994)
한성남 외 명6 4 ldquoImproving Wettability of Polycarbonate and adhesion with
aluminum by Ar+ ion irradiationrdquo JMaterial Res Vol9 Sep(1995)
한성남외 명 표면에 아르곤 조사와 친수성증대7 4 ldquoPolymethylmethacrylate rdquo The
Korean Physical Society Vol8No2 Mar pp193~198(1995)
인하대 광기술교육센터 광학시스템의 설계 및 평가 인하대 광기술교육센터8 ldquo rdquo
(1999)
임준섭외 명9 5 ldquoEffect of Ion Beam Assisted Cleaning on Adhesion of AI to
Polymer Substrate of PC and PMMArdquo Asian Finish lsquo98(1998)
10 CJ Brinker and GW Scherrer ldquoSol-Gel Science The Physics and
Chemistry of Sol-Gel ProcessingrdquoAcademic Press NY(1990)
아주공업 주 표면처리 기술을 이용한 자동차용 후사경 개발 산업자11 ( )rdquoPlasma rdquo
원부 최종보고서(2000)
고성진외 명 자동차용 플라스틱 미러와 그 제조방법 아주공업 주12 2 rdquo rdquo ( )(2002)
아주공업 주 플라즈마 기술을 이용한 오토바이 헬멧용 무적쉴드개발 중소기13 ( ) ldquo rdquo
업청 최종보고서(2002)
박원규 졸겔법의 응용과 제품 명현문화사14 rdquo rdquo (1999)
홍진후 경화코팅 조선대학교 출판부15 rdquoUV rdquo (2002)
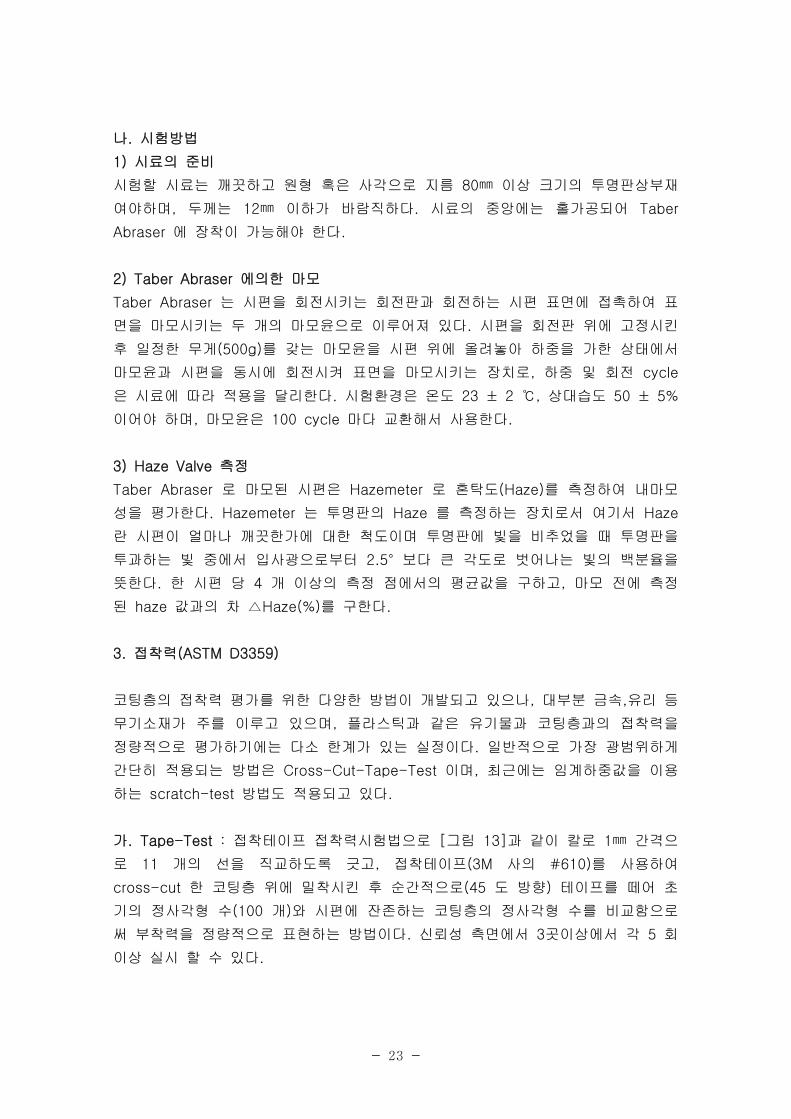
- 23 -
나 시험방법
시료의 준비1)
시험할 시료는 깨끗하고 원형 혹은 사각으로 지름 이상 크기의 투명판상부재80
여야하며 두께는 이하가 바람직하다 시료의 중앙에는 홀가공되어 12 Taber
에 장착이 가능해야 한다Abraser
에의한 마모2) Taber Abraser
는 시편을 회전시키는 회전판과 회전하는 시편 표면에 접촉하여 표Taber Abraser
면을 마모시키는 두 개의 마모윤으로 이루어져 있다 시편을 회전판 위에 고정시킨
후 일정한 무게 를 갖는 마모윤을 시편 위에 올려놓아 하중을 가한 상태에서(500g)
마모윤과 시편을 동시에 회전시켜 표면을 마모시키는 장치로 하중 및 회전 cycle
은 시료에 따라 적용을 달리한다 시험환경은 온도 상대습도 23 plusmn 2 50 plusmn 5
이어야 하며 마모윤은 마다 교환해서 사용한다 100 cycle
측정3) Haze Valve
로 마모된 시편은 로 혼탁도 를 측정하여 내마모Taber Abraser Hazemeter (Haze)
성을 평가한다 는 투명판의 를 측정하는 장치로서 여기서 Hazemeter Haze Haze
란 시편이 얼마나 깨끗한가에 대한 척도이며 투명판에 빛을 비추었을 때 투명판을
투과하는 빛 중에서 입사광으로부터 보다 큰 각도로 벗어나는 빛의 백분율을25deg
뜻한다 한 시편 당 개 이상의 측정 점에서의 평균값을 구하고 마모 전에 측정 4
된 값과의 차 를 구한다haze Haze()
접착력3 (ASTM D3359)
코팅층의 접착력 평가를 위한 다양한 방법이 개발되고 있으나 대부분 금속 유리 등
무기소재가 주를 이루고 있으며 플라스틱과 같은 유기물과 코팅층과의 접착력을
정량적으로 평가하기에는 다소 한계가 있는 실정이다 일반적으로 가장 광범위하게
간단히 적용되는 방법은 이며 최근에는 임계하중값을 이용Cross-Cut-Tape-Test
하는 방법도 적용되고 있다scratch-test
가 Tape-Test 접착테이프 접착력시험법으로 그림 과 같이 칼로 간격으 [ 13] 1
로 개의 선을 직교하도록 긋고 접착테이프 사의 를 사용하여11 (3M 610)
한 코팅층 위에 밀착시킨 후 순간적으로 도 방향 테이프를 떼어 초cross-cut (45 )
기의 정사각형 수 개 와 시편에 잔존하는 코팅층의 정사각형 수를 비교함으로(100 )
써 부착력을 정량적으로 표현하는 방법이다 신뢰성 측면에서 곳이상에서 각 회 3 5
이상 실시 할 수 있다
- 24 -
그림[ 13] Cross-Cut Tape Test
나 Scratch Test 그림 과 같이 다이아몬드 팁이 달린 로 기 [ 14] Nano-indenter
판의 표면에 위치한 후 수직방향의 힘을 선형적으로 증가시키면서 동시에 수평방
향으로 기판을 등속으로 이송하여 표면의 긁힘 자국을 관찰한다 밀착력은 수평방
향의 전체 이송길이 에 대응하는 임계길이 에서의 임계하중을 간단한 비례식으로L
계산하여 밀착력 을 계산한다(N)
그림 스크레치 테스크 개념도[ 14]
표면경도4 (ASTM D3363)
가 개 요
플라스틱 코팅층의 표면경도는 경도값을 알고 있는 연필심을 이용하여 소재의 표면
경도를 평가하는 방법이다 분위기 온도범위와 습도 의 상 23 degC plusmn 2degC 50plusmn 5
대습도에서 시험한다
연필경도 단계는 다음과 같다
- 25 -
6B-5B-3B-2B-B-HB-F-H-2H-3H-4H-5H-6H-7H-8H
(Softer) (Harder)
나 시험 및 평가방법
경도를 알고있는 연필의 심 길이를 로하고 끝단을 심방향과 직각이도록1) 5~6
로 깍아 단면이 동심원이 되도록 준비한다 기계식 연필깍기 사포 등 사용90deg ( )
측정하려는 시편을 단단하고 수명한 면 위에 올려놓는다2)
준비된 연필을 시편면과 과가 되도록 올려 놓고 단단히 연필홀더에 고정시킨3) 45deg
다
연필심에 일정한 압력이 전달되도록 균일한 힘을 가하면서 균일한 속도로4) 65
이상을 전진시킨다
상기 번을 회 반복한다 확보된 다섯개의 경로선을 관찰하여 코팅층의5) 1234 3
긁힘여부를 확인한다
세개의 선 중 긁힘이 발생한 선이 있으면 아랫 등급의 연필을 사용하여 상기6)
를 반복한다12345
세개의 연필경로선 모두에서 긁힘 발생이 없으면 사용한 연필의 경도를 코팅층7)
의 표면경도로 기록한다
다 주의사항
시험전 시편의 표면에 오일 콤파운드 등을 제거하여 시험중 미끄럼발생이 없도
록 한다
시험중 연필심의 에지부에 크랙 파손이 발생할시에는 재가공후 시험한다
- 26 -
표면친수성 에너지5 ( )
플라스틱 모재의 향상을 위한 연구에 있어서 표면 특성의 정량적인 평가wettability
가 수행되어야 하며 직접적인 실험에 의한 향상정도를 확인할 수 있어야 한다 표
면 특성의 정량적인 평가로서 본 과제에서는 액체의 접촉각을 측정하여 표면에너지
를 구함으로써 향상정도를 비교할 수 있었으며 에 의해 향상됨cross-cut tape test
을 파악할 수 있었다 일반적으로 고체표면의 에너지는 표면의 형상조도에 의해 좌
우되는 와 극성작용기에 의한 의 합으로 계산된다dispersion force polar force
고체표면의 와 를 구하기 위해서는 물성을 알고있는 두dispersion force polar force
극성용액의 고체표면과의 을 측정함으로써 다음과 같이 간단히 계산wetting angle
할 수 있다
Wetting angle120563120574s
d Dispersion force of Solid120574ld Dispersion force of Liquid
120574sp Polar force of Solid
120574lp Polar force of Liquid
일반적으로 사용되는 극성용액은 차증류수와 용액을 사용하며 각 용액3 formamide
의 물성은 아래 표 과 같다[ 1]
표 극성용액의 물성[ 1]
각 용액의 을 측정하고 용액의 기지의 상수를 활용하여 상기식을 이wetting angle
용한 두방정식의 연립을 통하여 고체의 표면에너지를 계산하는 것이다 본 과제에
서는 의 에너지 및 량에 따라 고분자 및 하드코팅표면의ion beam dose wetting
을 측정하고 상기 식에 적용하여 표면에너지를 구할 수 있었으며 박막 증착angle
후 를 통하여 접착력의 향상을 확인할 수 있다cross-cut tape test
- 27 -
제 장 플라스틱 반투과반사 윈도우 코팅공정개발3
제 절 플라즈마 이온원에의한 표면처리1
산업전반에 걸쳐 광범위하게 사용되고 있는 플라스틱은 경량성 및 높은 생산성으로
인해 그 활용 폭을 점차 넓혀가고 있으나 플라스틱의 열에너지chemical reaction
에 의한 표면거칠기 열변형 무기물과의 접착력 등의 특성은 플라carbonization
스틱의 활용에 한계가 되고 있으며 이러한 문제를 해결하려는 연구개발이 다양한
분야에서 활발하게 진행되고 있다 특히 glow discharge electron beam arc
등의 방법으로 플라스틱 표면의 특성을 개선하기 위discharge corona discharge
한 연구가 이루어지고 있으며 일부 연구결과는 산업현장에서 적용되어 핵심공정으
로 자리를 잡고있다 본 과제에서는 에너지를 갖는 조사에 의한 고분자 ion beam
표면의 친수성을 높이고 표면에너지의 향상을 통하여 금속 무기물과의 를wettability
증진코자 하였다 수백 에서 수 의 에너지를 갖는 을 사용한 것과 KeV MeV ion beam
는 달리 내외의 에너지를 갖는 을 사용함으로써 플라스틱 표면의1KeV ion beam
큰 손상없이 만을 증진시켜 무기물과 고분자의 접착력이 혁신적으로 개wettabiIity
선되는 결과를 나타냈다
플라스틱 모재에 플라즈마 을 조사하여 의 량 변화에 따른ion beam ion beam dose
극성용액의 을 측정하였다 그림 는 의 에너지를wetting angle [ 15] ion beam 1
로 일정하게하고KeV O2와 이온 빔의 이온선량을Ar 1times1014 에서 1times1017 ion
의 범위로 변화시키며 조사하였을 때 증류수의 접촉각 변화를 나타낸 것이다
그림[ 15] Water Wetting Angle(lon Beam Energy 1KeV)
- 28 -
기판의 증류수에 대한 접촉각 측정은 플라즈마 이온빔 처리된 모재의 표면에 증류
수 를 각각 군데 떨어뜨린 후002 3 contact anglometer (Goniometer Model
를 사용하여 을 측정한 후 평균값을 취하였다G-1 ELMA Inc) wetting angle
플라스틱표면에 플라즈마 처리안된 시료의 증류수에 대한 접촉각은 였으며 플92deg
라즈마 표면 개질된 모재의 은 정도wetting angle 30deg (1times1017 로 떨어짐을ions )
확인할 수 있었다 표면에너지값을 구하기 위하여 포름아미드 용액의 접촉각을 같
은 방법으로 측정하였다 그림 이온선량이 증가하면서 접촉각이 조금씩 감소하[ 16]
는 경향은 증류수 접촉각 실험과 같은 경향을 보이고 있다
그림 포름아미드[ 16] Wetting Angle(Ion Beam Energy 1Kev)
물과 포름아미드 극성용액의 측정된 접촉각을 이용하여 플라스틱 모재의 표면에너
지를 구할 수 있었다 그림[ 17]
그림 이온선량에 따른[ 17] Surface Energy
- 29 -
표면거칠기에 큰 영향을 받는 의 경우 이온선량이 증가함에 따라dispersion force
대체적으로 완만한 변화를 보이고 있으나 의 경우 이온선량이 증가함에 polar force
따라 지속적으로 급격히 증가하여 이온선량이 1times1015 Ar+ 에서는ions 40 ergs
까지 도달하였으며 이온선량이 1times10 17 Ar+ 에 이르러서는 의ions 64 ergs
표면에너지까지 증가하여 초기의 보다는 배이상이 증가함을 알 수 있었30 ergs
다 이와 같은 변화는 이온 빔의 조사로 인하여 플라스틱 기판 표면에 free radical
이 생성되고 의 형성으로 설명되고 있다hydrophilic group
한편 의 에너지 변화에 따른 플라스틱의 표면에너지 변화를 알아보기 위 ion beam
하여 이온선량을 8x1016 Ar+ 로 일정하게 하고 의 에너지를ions ion beam
까지 일정하게 증가시키면서 물과의 접촉각을 측정하였다 그림1500eV [ 18]
그림 에 따른 물과의 접촉각 변화[ 18] Ion Beam Energy
플라스틱 종류별 차이는 있으나 대체로 내외였으며 이상에서는 점차40deg 1500eV
로 다시 증가하는 것을 보여주었다 으로 표면처리시 의 보다는 Ion beam ion energy
의 량에 지배를 받는 것으로 파악되었으며ion dose Ar+만의 조사보다는 02 분위기
에서의 Ar+ 조사시 효과가 높았으나 진공도가 낮아지는 점과 이 불안정하ion beam
다는 단점이 있어 Ar+ 만의 조사가 생산적용시에는 유리하다고 판단된다
- 30 -
제 절 하드코팅공정연구2
전처리 공정1
플라스틱 표면 상에 흡착 부착된 오일 미세먼지 지문 등 다양한 오염물은 하드코
팅 후 코팅층의 박리 핀홀 표면 얼룩 등의 다양한 불량을 초래할 수 있어 coating
액의 도포공정에 앞서 필수적으로 세정공정을 수행해야한다 본 과제에서는 초음파
세척방법을 전처리공정에 적용하여 하드코팅공정 연구를 수행하였다 그림 는 [ 19]
본 연구에 사용된 세척장치로써 세정액이 담긴 세정조 차 및 차 수세조와 탕세 1 2
조로 구성되어 있다
그림 초음파 세척 장치[ 19]
본 과제에서는 초음파를 기본적으로 사용하고 플라스틱 소재의 성형방법에 따라
표면특성 및 오염된 표면 이물질이 달라 각각 다른 공정 방법을 적용하였다
가 사출 및 압출 성형된 모재
대부분의 플라스틱 기판은 알카리 세제를 사용한 전처리공정으로 깨끗한 기판을 얻
을 수 있었으며 처리 후 부착력이 우수한 코팅층을 얻을 수 있었다 hard coating
세척순서는 아래와 같다
알카리 세제 수용액에 초음파 세척 분(1) 5 50~60 times 10
흐르는 수도물에 수세 대략 초(2) 10
증류수에 초음파 수세 분(3) 50~60 times 10
증류수에 탕세(4) 4 s 60~70
- 31 -
건조 분(5) 70 times 60
보관 에 보관(6) SUS box
나 성형된 모재 Casting
성형시 필수적으로 포함되는 모재의 이형성분을 제거하기위한 최적공정을Casting
파악하기 위해 세제의 농도 및 처리시간에 따른 실험을 수행하였다 실험은 1~
의 알카리 세제로 각각 분으로 나누어 초음파 처리하고 의 으10 5 10 30 50 IPA
로 분 범위내에서 시간을 달리하여 초음파 세척한 후 코팅제로3~10 A-104 hard
을 하였다 다음은 세척공정 순서이다coating
알카리 세제 수용액에 초음파 세척 분(1) 5 50~60 times 10
흐르는 수도물에 수세 대략 초(2) 10
수용액에 초음파 세척 분(3) 20~50 IPA 30~40 times 7~8
증류수에 초음파 수세 분(4) 50~60 times 10
증류수에 탕세(5) 4 s 60~70
건조 분(6) 70 times 60
보관 에 보관(7) SUS box
시편의 평가는 육안에 의한 얼룩의 유무확인과 에 의한 부착력cross-cut tape test
으로 판단하였다 알카리 세제와 농도가 각각 와 미만일 때는 오염 물질 IPA 5 50
이 완전히 제거되지 않아서 코팅막에 약간의 얼룩이 관찰되었으며 의 알카리 5
세제로 분 분간 초음파 세척과 분간 초음파 세척공정시에5 ~10 7 IPA hard coating
의 부착력이 우수하였고 코팅막에 얼룩도 발생하지 않았다
표 는 알카리세제와 수용액으로 세척된 기판위에[ 2] IPA PMMA casting hard
막을 형성시킨 후 코팅층의 부착력을 시험한 결과이다coating
표 기판에 대한 세척 코팅 접착력[ 2] PMMA Casting +
- 32 -
공정2 Dipping
하드코팅공정에 있어서 도포공정은 다양한 방법이 개발되어 있으며 본 과제에서는
두께조절성 액의 소모성 등을 고려해 디핑방식을 적용하였다 공정의 Dip-coating
개략적 방법은 다음과 같다
플라스틱 모재는 함수율이 높아 코팅전 모재건조를 실시한다(1)
플라스틱 모재에 묻어있는 먼지를 안에서 제전건으로 완벽히 제거(2) clean room
한 후 의 에 수직으로 고정시킨다dip-coater jig
시편을 코팅액이 담겨져 있는 코팅조에 일정한 속도로 하고 초간 유(3) dipping 10
지시킨다
의 인상속도를 조절 한 후 시편을 일정 속도로 인상한(4) Dip-coater (2~6 sec)
다
이 때 인상속도를 조절하여 코팅층의 두께를 조절할 수 있다 딥코팅시 분위기 습
도를 이하 온도 상온 코팅액 온도를 로 유지하여 액의 경시변RH 50 18 ~ 20
화를 최소화 해야한다 플라스틱렌즈 및 보안경 등 공정을 요하는 업 hard coating
체에서는 정도의 청정실에서 하드코팅을 실시하고 미만의 상대습class 1000 50
도 조건을 유지함으로써 대기 중의 먼지 부유물등에의한 오염을 최소화하고 있으
며 날씨변화에 따른 분위기 환경을 일정하게 유지하고 있다
코팅 분위기 조건의 변화는 경화 후 막에 에 의한hard coating particle pin-hole
과 현상 등을 일으킬 수 있으며 양질의 우수한 코팅막을 얻기가 힘들다 본hazing
연구에서는 인 의 을 설치하여 하class 1000 conventional air flow type clean room
드코팅공정을 실시하였다
그림 내부 사진[ 20]Clean room
- 33 -
내부에는 제전건 기 클린 오븐 광경화기 초음파세척장Clean room dip-coating
치 등의 설비를 구비하여 경화형 처리가 일괄적으로 처리됨으로써UV hard coating
우수한 물성의 하드코팅막을 얻을 수 있었다 그림 은 내부의 사 [ 20] clean room
진이며 작업시 내부온도는 습도는 이하를 유지하 hard coating 18~20 40RH
였다
전도체인 금속과 달리 플라스틱은 절연물질로 전기전하의 이동을 허용치 않아 마찰
등에 의하여 쉽게 정전기장을 형성하여 정전기장 내에 놓여있는 반대 극성을 갖는
입자를 끌어들이게 된다 이러한 입자를 제거하기 위해서는 플라스틱 표면 및 입자
의 극성을 중성으로 바꾸어 줌으로써 간단히 해결할 수 있다 본 과제에서는
공정 전에 공기를 이온화시켜 대량의 양 음이온을 발생시키는 장치인dipping
을 사용하여 을 제거할 수 있었으며 이물에의한 코팅층의Anti-Static-Gun particle
불량을 줄일 수 있었다
본 과제의 딥방식은 인상방식과 장치의 정밀성이 코팅특성을 좌우한다고 할 수 있
다 본 과제에 적요된 딥인상은 에의한 조의 인상 하강 방식으로 air-hydro type ㆍ
정숙성이 높은 방식이다
그림 장치 유공압[ 21] Dip-coating ( type)
- 34 -
실린더의 제어는 유공압 방식을 사용하였으며 이는 압축공기를 이용하여 유압실린
더를 제어하는 방식으로 공기의 압축성으로 인한 문제점을 개선한 것이다 즉 공기
압을 사용하면서 유압유니트와 같이 작동개시 때나 부하변동시에 접속구동이 가능
하고 저속 구동시 현상을 방지할 수 있는 유압실린더의 장점을 활용한 것 stick slip
이다 일반적으로 유공압은 실린더의 정밀정속구동 중간정지 이속제어나 로터리형
액츄에이터의 완속구동 등에도 많이 적용되고 있다 그림 은 본 실험에 사용한 [ 21]
유공압 방식의 장치로써 실린더와dip-coating air hydro type convertor coating
조 냉각 및 시스템 용량 사용 line filtering (chemical pump (10 min) 15 filter )ℓ
등으로 구성되어 있다
경화공정3
플라스틱 기판위에 경화형 액을 딥방식에의한 도포 후 에UV hard coating 50~70
서 분동안 시키고 램프 에의한 를 조사시키면3~5 pre-heating UV (200~400nm) UV
표면경도 및 내마모성이 우수한 막이 형성된다 표 에서는 본 연구에 사coating [ 3]
용되어진 코팅제 종류 및 경화조건을 나타내었다
표 코팅제 종류 및 경화 조건[ 3]
Maker Grade 용 도 경 화 조 건
사 국내L ( ) A-104GN 겸용PC amp PMMA파장UV lamp (250~360nm)
에너지UV 65~90mjcm2
사 국내H ( ) 0-299 용PMMA파장UV lamp (250~360nm)
에너지UV 60~85mjcm2
사 국외E ( ) C-220 겸용PC amp PMMAUV lamp 300Winch
이송속도 25ftmin
사 국외H ( ) B-8558 겸용PC amp PMMA파장UV lamp (250~360nm)
에너지UV 75mjcm2
본 과제의 광경화공정연구에 사용된 광경화기를 그림 에 나타내었으며 일반적[ 22]
인 광경화의 원리 및 메커니즘은 다음과 같다
가 경화원리 및 특징 UV
전자파 중 자외선 은 파장이 까지의 영역을 의미하고 있으나 경(UV) 10~400nm UV
화에 이용되는 파장범위는 대체로 이며 이 자외선이 화학작용에 유효200~400nm
한 것은 유기 화합물의 해리 분해반응을 일으킬 수 있는 강력한 에너지를 가지고
있기 때문이다
- 35 -
경화 메커니즘(1) UV
일반적으로 코팅제의 경화는 광개시제로부터 시작되는데 자외선이 갖는 에너지UV
에 의해 광개시제가 분해되어 라디칼 반응을 형성하여 반응을 유도할 수 있는 활성
체가 된다 이 활성체에 의하여 및 와 연쇄적으로 반응하여 망 monomer oligomer
상구조화된 고분자막이 형성되는 것이다
경화의 특징(2) UV
저온에서 경화가 가능하다 내열성이 좋지 않은 플라스틱 모재에도 고품질의(1)
막을 형성시킬 수 있다coating
경화속도가 빠르다 건조단위가 초단위로 설정되기 때문에 의 연속자동화가(2) line
가능하며 작업효율이 향상된다
예열시간이 짧아 신속한 작업이 가능하며 에너지가 절감된다(3)
운전관리가 간단하고 신뢰성이 높다(4)
그림[ 22] UV dryer
- 36 -
나 사 사양 UV dryer (EYE GRAPHICS model ECS-301G1)
종류 와 수은등(1) lamp metal halide
(2) lamp power 및 로 조절 가능 15KW 2KW 3KW
발광장(3) 250nm
반사판 집광형(4)
조사거리 으로 조절가능(5) 100 ~ 180
속도 으로 조절 가능(6) conveyer 08 ~ 8mmin
냉각 방식 공냉식(7)
제 절 고진공증착공정3
증착공정개발1
가 증착물질 및 증착조건
반투과반사 윈도우는 투과성과 반사성을 동시에 만족해야하며 일반적으로 금속박
막을 고진공증착함으로써 구현될 수 있다 이러한 금속박막은 진공영역에서 작업을
수행해야하며 스퍼터링과 증착이 주를 이루고 있다 그 중 스퍼터링 방법 e-beam
은 재현성이 우수하고 방식으로의 적용이 용이하다는 장점이 있으나in-line target
및 의 교체 초기조건설정 등이 용이하지 않아 본 과제에서는 다양한 재료cathode
를 코팅할 수 있는 을 적용하였다 유기물인 플라스틱상에 금속무기물e-beam type
의 접착력과 코팅후의 기계적 특성확보를 위해서는 다양한 증착공정 연구가 수행
되어야 한다 표 와 표 에 사용된 증착물의 물성과 증착조건을 각각 나타었 [ 4] [ 5]
다
표 주요 증착 물질의 물성표[ 4]
- 37 -
표 주요 증착물질의 증착조건[ 5]
나 측정값에 의한 증착막의 두께 분포
증착에 의한 증착막의 두께분포를 파악하기 위하여 크기의E-Beam 600 x500
위에 두께 의 증착속도 을 증착하였다 위치에 따른 증착glass 2500 AI ( 5 sec) Å Å
막의 두께를 측정하기 위하여 유리판 중앙부에서 바깥쪽으로 폭 간격 길이10 (
으로 등분하여 시편의 증착막두께를 으로 측정하였다 그림 계산30mm) 25 SEM [ 23]
에 의한 두께분포와 비교하였을 때 대체적인 경향은 비슷하지만 상대적으로 기울기
가 급함을 알 수 있다
그림 측정값에 의한 증착막의 두께분포[ 23]
두께측정시 사진에 의존한 측정이고 사용된 진공시스템은 이상화와는 거리가SEM
있어 약간의 차이가 발생되었다고 판단된다 측정된 값의 추세선을 구함으로써 고
정 의 제작시 로 활용할 수 있었으며 평행이송에 의한 균일성확보mask reference
연구에 참고데이터로 활용할 수 있었다
- 38 -
다 평행이송에 의한 균일성확보
기판의 평행이송과 고정 를 동시에 사용하여 두께가 균일한 박막을 제작하고mask
자 하였다 를 평행이송하여 동서방향의 균일성을 확보하고 이때 등두께를 기준 Jig
으로 동서방향을 등분하여 평면으로 이상화 해 구간내에서의 선의 형상을 두께13
기울기에 비례한 형상을 구현한 고정 를 제작하여 남북방향의 균일성을 확보하mask
고자 하였다 평행이송은 로 회전수를 inverter motor(LG -KMI400K1) 0~160rpm社
으로 조절하면서 이송하였으며 고정 는 기판이송방향의 직각방향에 대한 균일 mask
성만을 고려하여 설계제작하였다 그러나 에 의한 가림과 이송시 증착영역을 mask
벗어남으로 인해서 생기는 증착물 가 크다는 단점이 있었으며 고정 의 형loss mask
상은 증착물 증착율에 따라 다소 차이가 있어 여러 세트를 구비해야만 했다 수차
례 실험을 통해 증착물별 를 제작할 수 있었으며 평행이송속도를 증가시키고mask
왕복이송 횟수를 증가시킴으로써 이내의 균일성을 확보할 수 있었다10
시스템의 특성2 IBAD
가 증착시 온도의 변화
플라스틱 기판은 내열성이 낮아 열원에 장시간 노출되면 열변형과 함께 탄화되고
이 발생하여 박막물성에 악영향을 미칠 수 있으며 증착막과 비교하여out gassing
평균 수 십배 이상 선팽창계수가 높아 선팽창 차에 의한 박막의 과 박리를 일crack
으킬 수 있다 본 연구에서는 증착시 플라스틱에 미치는 분위기 온도의 영향을 파
악하고 적정 증착조건을 파악하기 위하여 금속 및 세라믹으로 나누어 증착시 분위
기온도 변화를 측정하였다
금속물의 시간에 따른 온도 변화(1)
은 분후 약 도정도 상승하여 시간에 따른 온도 변화가 거의 없었지만 은AI 10 3 Cr
약 도가 상승하여 급격한 상승을 보이고 있어 증착시 온도변화를 주목할 필요가12
있었다 더욱이 은 증착율이 높을수록 박막이 형태로 증착되어 반사율을 Cr granule
저하시키는 원인이 되었으며 막 자체에 도 많이 발생되었다 반투과반사 윈도crack
우 제작을 위한 금속박막 물질로는 보다는 이 온도측면에서 유리하다고 판단Cr AI
되었으며 아래의 그림 에 금속박막의 시간에 따른 온도의 변화를 비교하였다[ 24]
- 39 -
주) 증착률Al -10 sec EC-260~280Å
증착률Cr -10 sec EC-65 ~ 95Å
그림 금속박막의 시간에 따른 온도변화 비교[ 24]
세라믹의 시간에 따른 온도 변화(2)
세라믹은 금속과 달리 일반적으로 가 매우 높아 증착시 분위기온도melting point
상승이 매우 컸다 측정된 세라믹의 시간에 따른 온도의 변화는 그림 에 나타 [ 25]
내었다
주) SiO2 증착률 -10 sec EC-45 ~ 60Å
TiO2 증착률 -10 sec EC- 175Å
AI2O3 증착률 -10 sec EC-180~260Å
그림 세라믹박막의 시간에 따른 온도변화 비교[ 25]
- 40 -
그 중 SiO2 TiO2는 분 경과후 가량의 비교적 완만한 온도변화를 보이고 있10 10
으나 AI2O3는 가량의 급격한 온도상승을 보여 고증착율에서의 사용에는 한계30
가 있었다 실증착시에는 의 를 낮춤으로써 증착율 E-gun emission current 3~5 Å
내에서 증착하여 급격한 온도상승을 막을 수 있었다 AI2O3은 경도가 매우 높고 증
착시 조밀도가 높아 보호막으로 많이 사용되는 증착물이다 그러나 본 실험에서는
증착시 열발산이 특히 심하고 증착율을 낮추어도 온도가 급상승하여 증착시 crack
이 쉽게 발생하여 플라스틱 기판에는 부적합하다고 판단되었다
나 플라스틱의 Out gassing
기체방출 은 진공용기 속에서 사용하는 물질의 표면이나 내부에 흡착(out gassing)
되어 있던 분자들이 방출되는 현상을 의미하며 진공조의 압력상승 및 박막의 물성
에 큰 영향을 미치게 된다 또한 고진공 에서 배기시간을 증가시키고 최저 system
도달 압력을 결정짓는 직접적인 요인이 된다 표 는 주요 물질의 기체방출율을 [ 6]
나타낸 것이다
표 주요 물질의 기체방출율[ 6] (Pa m3sm2)
본 연구에서는 플라스틱 기판 장입 유무에 따라 의 영항에 의한 진공도out gassing
의 변화를 알아보기 위하여 진공조 내부에 기판 를 장입한PC (250times65times3 ) 10ea
후 진공도를 측정함으로써 장입전과 비교하여 변화가 있음을 알 수 있었으며 측정
된 값은 그림 에 나타내었다[ 26]
- 41 -
그림 플라스틱 기판 유 무에 따른 진공도 변화[ 26]
그림 의 결과에서 나타나듯이 플라스틱 기판의 장입시 배기속도가 다소 늦[ 26] (PC)
어짐을 알 수 있었으며 이는 플라스틱 모재가 함유한 수분 등의 에 의out gassing
한 차이로 보여진다 기체 방출률은 표면상태나 세척정도 등에 의해 크게 baking
좌우된다고 알려져있어 본 연구에서는 진공조 내부의 에 세심한 주의를 cleaning
기울였으며 함수율이 높은 플라스틱 기판의 세척공정과 함께 건조공정을 확립하고
을 설치하여 플라스틱 기판이 진공조에 머무는 시간을 최소화함load lock system
으로써 플라스틱 모재로 인한 을 최소화할 수 있었다 out gassing
- 42 -
제 장 시제품제작 및 특성분석4
제 절 상용제품의 특성분석1
본 과제의 반투과반사윈도우 개발을 위해서 일본 상용제품의 특성을 분석하였다
일본제품의 측정결과 상하부는 이며 층의 두게는SEM 147 121 m Top coatingμ
로 층보다는 다소 얇은 코팅층이였다 또한 금속박막층은106 m Base coating μ
으로 관찰이 용이하지 않으나 및 에 근거한 추정결과 내SEM RBS SEM data 20nm
외로 판단되었다 아래 그림 은 상용제품의 모재 상하면의 단면 사진이다 [ 27] SEM
그림 반투과반사 윈도우 상용제품의 사진 상 하단면[ 27] SEM ( )
그림 은 일본제품의 분석 결과이다 이온을 조사하였고 이 때[ 28] RBS He2+
는 였으며 고에너지에의한 플라스틱 표면의 손상을 줄이기beam energy 224MeV
위해 이온 량을 으로 낮게 설정하였다dose 80 C μ
그림 반투과반사 윈도우 상용제품의[ 28] RBS Spectrum
- 43 -
분석결과 표층에는 내외의 이 관찰되었으며 내부로 됨에 따라 유20nm AI etching
기물이 지속적으로 관찰되고 있음을 알 수 있다 그림 과는 달리 표면에 [ 27] top
층이 존재하지 않으며 표면에서는 층만이 존재함을 알 수 있다coating AI
제 절 플라즈마 표면처리2
플라스틱 반투과반사 윈도우 시제품제작을 위해 플라즈마 이온빔을 조사하여 플라
스틱 모재의 표면처리를 수행하였다 플라즈마는 의 고순도 의 999999 20 sccm
를 공급하면서 를 사용하여 발생시켰다 이 때 는Ar gas RF power RF Power 80W
였으며 는 로 설정하여 모재가 장착된 지그를 좌우 이송하 Ion Beam energy 1KeV
면서 표면처리공정을 수행하였다 는 Base Pressure 12times10-6 였으며torr Working
는Pressure 5x10-4 였다 조사시간은 로torr Ion Beam 120sec 5times1017 Ar+ ions
의 였다 그림 는 에의한 표면처리 후 표면의 상태를 보기위한dose [ 29] ion beam
사진이다 의 면적을 하였으며 곳을 측정하여 평균값을 취AFM 1 x 1 scanning 5
하였다 조사 전후 표면의 거칠기 는 에서 로 다소 증가하였으 Ion (Ra) 55 589Å Å
나 플라스틱의 표면에는 큰 손상을 주지는 않는 것으로 파악되었다
그림 표면개질전후의 사진[ 29] AFM
그림 은 표면처리후 플라스틱 모재 상에 증류수를 떨어트려 을[ 30] Wetting angle
측정한 결과이다 표면처리 전 의 이 로 크게 줄여 들어 722 deg Wetting angle 171 deg
표면친수성이 크게 향상되었음을 알 수 있다
- 44 -
그림[ 30] Wetting Angle Test
제 절 광경화에의한 하드코팅3
광경화 하드코팅공정1
반투과반사 윈도우로 사용되는 플라스틱 소재는 낮은 내열성과 표면경도로 인해 코
팅층의 내구성 높이는데 한계가 있어 유무기계 막을 형성시킴으로써 표hard coating
면경도나 내마모성 등의 기계적 특성을 크게 향상시켰으며 코팅후 소재의 내마모
성 표면경도에 대한 평가를 수행하였다 하드코팅 공정에 있어서 가장 유의해야할
사항 중 하나는 공기 중 무수히 존재하는 미세먼지 및 파티클에의한 코팅층의 오염
이라고 할 수 있다 코팅층에 포함된 파티클은 코팅액의 흐름과 두께불균일성을 발
생할 수 있으며 더욱이 투명제품의 파티클은 제품불량에 있어서 주요요인이라고
할 수 있다 미세 파티클은 세척공정에서부터 경화 후 포장공정에 까지 일관되게
제어되어야 하며 양압에의한 클린룸을 필요로 하고 있다 더욱이 도포 및 경화조건
은 온습도 매우 민감하여 클린룸에 의한 항온항습이 필수적이라고 할 수 있다 본
과제에서는 헤파필터에 의한 의 항온항습 클린룸에서 하드코팅공정을Class 1000
수행하였다
막의 두께 균일성을 파악하기 위하여 측정위치를 변화시키면서Hard coating SEM
에의한 두께를 측정하였다
가 측정 방법 인 플라스틱기판을 대략 정도 250 X65 X3(t) 150 dip-coating
하여 기판을 아래 그림 과 같이 크기로 등분 한 후[ 31] 65cmX25cm 5 (1) (2)
샘플을 로 절단하여 단면가공 후 으로 관찰하였다(3) 10 X 4 SEM
- 45 -
그림 시료의 크기 및 측정점[ 31]
나 측정 결과 시료의 각 위치에서의 코팅층 측정두께를 표 에 나타내었다 아 [ 7]
울러 단면 사진을 그림 에 나타내었다SEM [ 32]
표 막의 두께 측정 결과 사용[ 7] hard coating (SEM )
그림 층의 단면 사진[ 32] Hard coating SEM
시제품의 하드코팅층 물성평가2
플라스틱 반투과반사 윈도우용 소재는 표면경도 접착력 내마모성 등 waveness
다양한 물성들을 만족시켜야 한다 물성시험을 위한 시료는 상에 코 PMMA A-104
팅액을 속도로 인상하여 광경화공정을 통해 제작되었다2 s
- 46 -
가 내마모성
하드코팅된 소재의 내마모성은 를 사용하여 물성평가를 실시하였steel wool tester
다 은 를 사용하였으며 하중은 을 유지하였고 왕복회수는 Steel wool 0000 1kg 50
회로 설정하여 시험 후 각 시편의 스크레치 발생 정도를 비교분석함으로써 코팅층
을 평가할 수 있었다 그림 은 자체에서 설계 제작한 [ 33] steel wool scratch
의 사진이며 사양은 다음과 같다tester
기계규격 670 times 265 times 370①
로울러 지지축 운동규격 20 times 158 times 304 ( 120 )②
로울러 12 times 50③ empty회전축 모터와 연결축 11 ( )④ empty무게추 고정봉 5 times 80⑤ empty무게추 500g 2 ea 200g 4 ea 100g 4 ea⑥
밸런스 추 295g⑦
로울러축 지지대 20 times 24 times 62⑧
이동 정반 8 times 168 times 372⑨
시험품 고정판 40 84 times 150 ( 2 ea )⑩
가압 핸들 5 times40⑪
그림[ 33] Steel Wool Scratch Tester
나 표면경도
막은 내마모성과 표면경도에서 한계가 있는 플라스틱 표면특성을 향Hard coating
상시키기 위해 수행되었으며 딥방식에의한 도포와 에의한 광경화공정을 적용하 UV
였다
- 47 -
그림[ 34] Pencil Hardness Tester
딥 도포공정에서 인상속도를 로 유지하였다 표 는 플라스틱 모재 위에4 sec [ 8]
다양한 의 제를 사용하여 코팅한 실험 결과이며 표면연필경도는grade hard coating
로써 모재의 경도보다 단계 상승하였으며 코팅제로 막을4~5H 3~4 A-104 coating
형성시킨 경우 내스크레치성에서도 하중 하에서 으로 1kg steel wool 0000
막 위를 회 왕복하였을 때 막에 스크레치가 거의 발생하지 않았coating 50 coating
다
표 막에 대한 시험 결과[ 8] Hard coating (4 s)
- 48 -
제 절 고진공금속박막증착4
하드코팅막의 표면처리1
그림 플라즈마 표면처리된 하드코팅막의 사진[ 35] AFM
하드코팅막은 등 무기물을 다량 함유하고 있는 유무기의 혼합물질이다 고분silicon
자와는 달리 하드코팅막은 이온선량의 넓은 범위에 걸쳐서 증류수와의 접촉각이 매
우 낮았다
결과 막에 있어서는Water drop test hard coating 3times1015 ~ 4times1017 Ar+ ions
의 범위내의 량으로 증류수의 접촉각이 낮음을 알 수 있었다 증착막의 접ion dose
착력 향상정도를 확인하기 위하여 이온선량을 변화시키며 하드코팅층 표면에 dose
량에 따라 Ar+ 을 조사한 후 의 박막을 증착하여ion beam 100nm AI cross-cut
를 수행하였다 표tape test [ 9]
표 플라스틱 박막의 결과[ 9] HCAI Cross-cut tape test
하드코팅층의 에 의한 표면처리전 결과는 플라스틱에서처럼 모두 박리 되ion beam
었으나 의 량ion beam dose 5x1015 ~ 1x1017의 범위에서는 모두 접착력이 우수함
을 알 수 있었다 이는 하드코팅층위에 일부 무기질 재료가 포함되어 금속 박막과
의 친화성이 강하기 때문으로 판단되며 일반 고분자와는 달리 내열성이 매우 우수
하여 의 고에너지에서 수십분간의 조사에서도 표면에 탄화되는 경향이 없15 KeV
었다
- 49 -
미세금속박막증착2
플라스틱 반투과반사윈도우의 미세금속박막은 당사에서 보유하고 있는 고진공
시스템을 사용하여 증착하였다 그림 시스템을 구비하고 있IBAD [ 36] LoadLock
는 본 장비는 가 장착되어 있으며 모재의 평행이송과 를RF Plasma source Mask
사용하여 두께 균일성을 확보하였다
그림 증착 시스템[ 36] IBAD
반투과반사미러에 사용된 금속은 의 사의 을 사용하였다 당사에서9999 Cerac AI
보유하고 있는 4x10-6 진공도에서 을 사용하였다 증착시torr e-beam gun
는 증착율은 였으며 상하 좌우의 을 통Emission Current 280 5 sec Sweeping Å
해 균일한 증착율 유도하였다
그림 금속박막의 투과율[ 37] Spectrum
- 50 -
그림 금속박막의 전후면 반사[ 38] spectrum
사의 로 측정된 가시영역에서의 투과 반Hitachi U-2000 UV-Vis Spectrophotometer
사 을 그림 그림 에 나타내었다 각각의 투과반사율을 가시영spectrum [ 37] [ 38]
역에서의 평균값을 구한뒤 아래 표와 같이 흡수율을 구하였다 제작된 시제품의 흡[
수율은 였다248
표 금속증착막의 특성분석결과[ 10]
No 항 목 평 가 방 법 시 험 결 과
1 접 착 력 Cross-Cut 100100
2 투 과 율 Spectrophotometer 445
3 반사율 전면( ) Visual Range 307
4 반사율 후면( ) Visual Range 171
5 흡 수 율 Visual Range 248
- 51 -
제 장 결론5
제 절 연구결과1
플라즈마 표면처리공정연구 광경화에의한 하드코팅공정연구 고진공증착에의한 미
세 금속박막 증착연구개발을 통하여 수입되고 있는 플라스틱 반투과반사윈도우 소
재를 개발하였다 현재 상용되고 있는 수입소재의 기계적 광학적 특성을 분석을 통
하여 개발 목표치를 설정하였으며 최적 공정개발에의한 시제품제작을 완료하였다
시제품의 평가항목 및 특성치를 아래 표 에 나타내었다[ 12]
표 반투과반사윈도우 시제품의 특성표[ 12]
평 가 항 목 특성치 비 고
광흡수율1 () 248 분광기 기준30T
내마모성2 () 28 자체기준( haze)
접착력3 (x100) 100 회ASTMD3359 10
표면경도4 (H) 5 ASTMD3363 Mitsu-B
표면친수성5 (deg ) 171 Anglometer
미세파티클6 (1um) 01 Clean Room
본 과제 수행에의한 개발목표를 달성할 수 있었으며 주요기술개발내용은 다음과
같다 플라즈마를 이용하여 고분자 표면의 친수성 를 크게 높였으며 1) RF (171deg )
금속박막과의 접착력 을 크게 향상시켰다 광경화에의한 하드코팅공정(100100) 2)
개발에의해 플라스틱 표면경도 및 내마모성 을 크게 향상시켰다 고진(5H) (28) 3)
공 증착공정개발에의해 금속박막의 흡수율 을 크게 낮추어 광효율이 높은(248)
플라스틱 반투과반사 윈도우 시제품을 개발하였다 플라스틱 반투과반사윈도우 4)
소재를 평가하기 위한 광학적 기계적특성 평가기법을 확립하였다
- 52 -
제 절 향후전망2
개발된 플라스틱 반투과반사 윈도우는 플라스틱의 낮은 내열성과 표면경도 흡수율
을 개선하기 위한 것으로 최근 전자제품 정보통신부품 등 첨단전자제품에 적극 채
택되고 있다 특히 휴대폰 및 디스플레이의 투과창 소재가 기존 에서 투명플 glass
라스틱으로 적극 채택되면서 관련 공정기술개발과 함께 소재특성을 위한 다양한 연
구가 활발히 추진되고 있으며 선진국에서는 개발완료에 따른 양산체제 구축으로
전세계 시장을 석권하고 있는 상황이다
본 과제에의한 플라스틱 반투과반사 윈도우의 시제품은 수입시판되고 있는 상용소
재와 동등이상의 특성을 나타내고 있어 향후 양산설비 및 양산공정연구에의한 소
재의 국산화가 가능하다고 할 수있다 또한 본 과제의 플라즈마 표면처리는 저온
표면처리를 요하는 광학용 플라스틱 소재의 표면처리에 활용될 수 있으며 광경화에
의한 하드코팅공정은 기존 열경화방식과는 달리 화가 가능하며 대량 양산in-line
체제를 갖출 수 있어 향후 큰 폭의 성장이 기대된다
- 53 -
참 고 문 헌
1 Oleg A Popov ldquoHigh Density Plasma Sourcesrdquo NOYES Publications(1995)
전자기술연구회 초음파 응용 기문사2 ldquo ( 1997)
임준섭외 명3 4 ldquoImprovement in Surface Hardness of Plastic Surface Mirrorrdquo
Korea-Russia Symposium(1998)
4 Lan G Brown ldquoThe Physics and Technology of Ion Sourcerdquo John Wiley amp
Sons(1989)
이규환 외 명 진공증착법으로 제조된 박막의 밀착성에 관한연구 한국5 4 ldquo AI-Cr rdquo
표면공학회지 VoI27No1Feb(1994)
한성남 외 명6 4 ldquoImproving Wettability of Polycarbonate and adhesion with
aluminum by Ar+ ion irradiationrdquo JMaterial Res Vol9 Sep(1995)
한성남외 명 표면에 아르곤 조사와 친수성증대7 4 ldquoPolymethylmethacrylate rdquo The
Korean Physical Society Vol8No2 Mar pp193~198(1995)
인하대 광기술교육센터 광학시스템의 설계 및 평가 인하대 광기술교육센터8 ldquo rdquo
(1999)
임준섭외 명9 5 ldquoEffect of Ion Beam Assisted Cleaning on Adhesion of AI to
Polymer Substrate of PC and PMMArdquo Asian Finish lsquo98(1998)
10 CJ Brinker and GW Scherrer ldquoSol-Gel Science The Physics and
Chemistry of Sol-Gel ProcessingrdquoAcademic Press NY(1990)
아주공업 주 표면처리 기술을 이용한 자동차용 후사경 개발 산업자11 ( )rdquoPlasma rdquo
원부 최종보고서(2000)
고성진외 명 자동차용 플라스틱 미러와 그 제조방법 아주공업 주12 2 rdquo rdquo ( )(2002)
아주공업 주 플라즈마 기술을 이용한 오토바이 헬멧용 무적쉴드개발 중소기13 ( ) ldquo rdquo
업청 최종보고서(2002)
박원규 졸겔법의 응용과 제품 명현문화사14 rdquo rdquo (1999)
홍진후 경화코팅 조선대학교 출판부15 rdquoUV rdquo (2002)
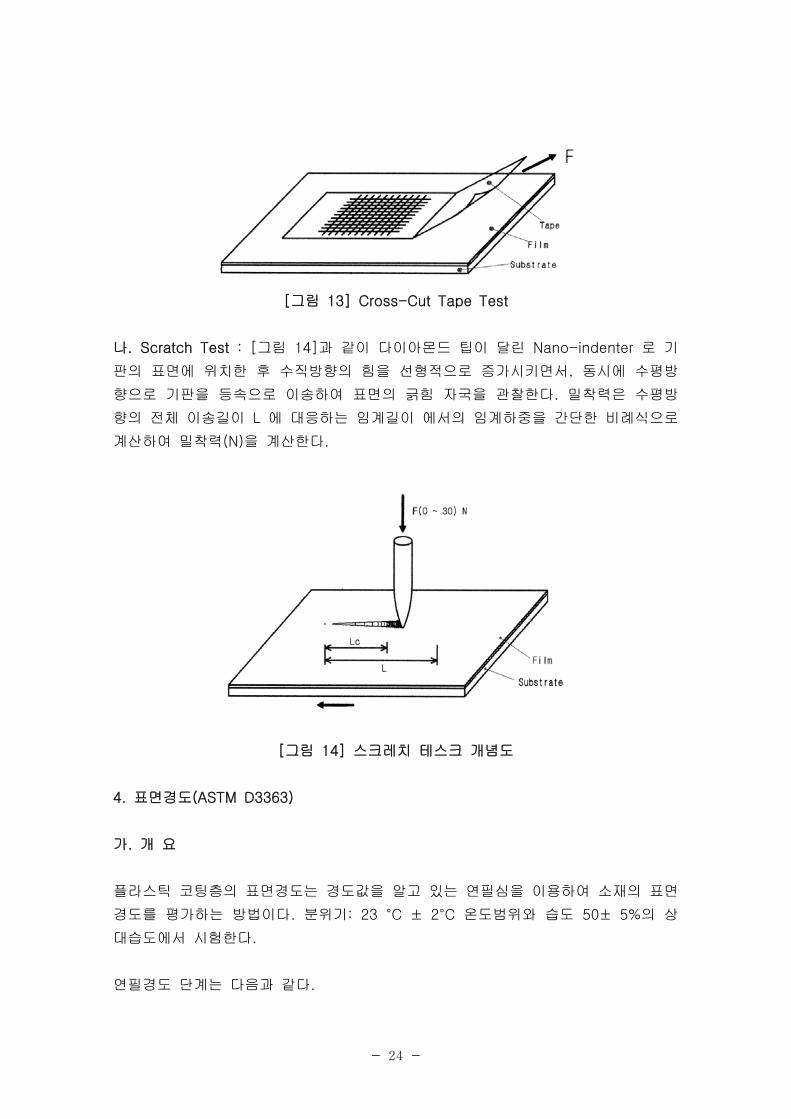
- 24 -
그림[ 13] Cross-Cut Tape Test
나 Scratch Test 그림 과 같이 다이아몬드 팁이 달린 로 기 [ 14] Nano-indenter
판의 표면에 위치한 후 수직방향의 힘을 선형적으로 증가시키면서 동시에 수평방
향으로 기판을 등속으로 이송하여 표면의 긁힘 자국을 관찰한다 밀착력은 수평방
향의 전체 이송길이 에 대응하는 임계길이 에서의 임계하중을 간단한 비례식으로L
계산하여 밀착력 을 계산한다(N)
그림 스크레치 테스크 개념도[ 14]
표면경도4 (ASTM D3363)
가 개 요
플라스틱 코팅층의 표면경도는 경도값을 알고 있는 연필심을 이용하여 소재의 표면
경도를 평가하는 방법이다 분위기 온도범위와 습도 의 상 23 degC plusmn 2degC 50plusmn 5
대습도에서 시험한다
연필경도 단계는 다음과 같다
- 25 -
6B-5B-3B-2B-B-HB-F-H-2H-3H-4H-5H-6H-7H-8H
(Softer) (Harder)
나 시험 및 평가방법
경도를 알고있는 연필의 심 길이를 로하고 끝단을 심방향과 직각이도록1) 5~6
로 깍아 단면이 동심원이 되도록 준비한다 기계식 연필깍기 사포 등 사용90deg ( )
측정하려는 시편을 단단하고 수명한 면 위에 올려놓는다2)
준비된 연필을 시편면과 과가 되도록 올려 놓고 단단히 연필홀더에 고정시킨3) 45deg
다
연필심에 일정한 압력이 전달되도록 균일한 힘을 가하면서 균일한 속도로4) 65
이상을 전진시킨다
상기 번을 회 반복한다 확보된 다섯개의 경로선을 관찰하여 코팅층의5) 1234 3
긁힘여부를 확인한다
세개의 선 중 긁힘이 발생한 선이 있으면 아랫 등급의 연필을 사용하여 상기6)
를 반복한다12345
세개의 연필경로선 모두에서 긁힘 발생이 없으면 사용한 연필의 경도를 코팅층7)
의 표면경도로 기록한다
다 주의사항
시험전 시편의 표면에 오일 콤파운드 등을 제거하여 시험중 미끄럼발생이 없도
록 한다
시험중 연필심의 에지부에 크랙 파손이 발생할시에는 재가공후 시험한다
- 26 -
표면친수성 에너지5 ( )
플라스틱 모재의 향상을 위한 연구에 있어서 표면 특성의 정량적인 평가wettability
가 수행되어야 하며 직접적인 실험에 의한 향상정도를 확인할 수 있어야 한다 표
면 특성의 정량적인 평가로서 본 과제에서는 액체의 접촉각을 측정하여 표면에너지
를 구함으로써 향상정도를 비교할 수 있었으며 에 의해 향상됨cross-cut tape test
을 파악할 수 있었다 일반적으로 고체표면의 에너지는 표면의 형상조도에 의해 좌
우되는 와 극성작용기에 의한 의 합으로 계산된다dispersion force polar force
고체표면의 와 를 구하기 위해서는 물성을 알고있는 두dispersion force polar force
극성용액의 고체표면과의 을 측정함으로써 다음과 같이 간단히 계산wetting angle
할 수 있다
Wetting angle120563120574s
d Dispersion force of Solid120574ld Dispersion force of Liquid
120574sp Polar force of Solid
120574lp Polar force of Liquid
일반적으로 사용되는 극성용액은 차증류수와 용액을 사용하며 각 용액3 formamide
의 물성은 아래 표 과 같다[ 1]
표 극성용액의 물성[ 1]
각 용액의 을 측정하고 용액의 기지의 상수를 활용하여 상기식을 이wetting angle
용한 두방정식의 연립을 통하여 고체의 표면에너지를 계산하는 것이다 본 과제에
서는 의 에너지 및 량에 따라 고분자 및 하드코팅표면의ion beam dose wetting
을 측정하고 상기 식에 적용하여 표면에너지를 구할 수 있었으며 박막 증착angle
후 를 통하여 접착력의 향상을 확인할 수 있다cross-cut tape test
- 27 -
제 장 플라스틱 반투과반사 윈도우 코팅공정개발3
제 절 플라즈마 이온원에의한 표면처리1
산업전반에 걸쳐 광범위하게 사용되고 있는 플라스틱은 경량성 및 높은 생산성으로
인해 그 활용 폭을 점차 넓혀가고 있으나 플라스틱의 열에너지chemical reaction
에 의한 표면거칠기 열변형 무기물과의 접착력 등의 특성은 플라carbonization
스틱의 활용에 한계가 되고 있으며 이러한 문제를 해결하려는 연구개발이 다양한
분야에서 활발하게 진행되고 있다 특히 glow discharge electron beam arc
등의 방법으로 플라스틱 표면의 특성을 개선하기 위discharge corona discharge
한 연구가 이루어지고 있으며 일부 연구결과는 산업현장에서 적용되어 핵심공정으
로 자리를 잡고있다 본 과제에서는 에너지를 갖는 조사에 의한 고분자 ion beam
표면의 친수성을 높이고 표면에너지의 향상을 통하여 금속 무기물과의 를wettability
증진코자 하였다 수백 에서 수 의 에너지를 갖는 을 사용한 것과 KeV MeV ion beam
는 달리 내외의 에너지를 갖는 을 사용함으로써 플라스틱 표면의1KeV ion beam
큰 손상없이 만을 증진시켜 무기물과 고분자의 접착력이 혁신적으로 개wettabiIity
선되는 결과를 나타냈다
플라스틱 모재에 플라즈마 을 조사하여 의 량 변화에 따른ion beam ion beam dose
극성용액의 을 측정하였다 그림 는 의 에너지를wetting angle [ 15] ion beam 1
로 일정하게하고KeV O2와 이온 빔의 이온선량을Ar 1times1014 에서 1times1017 ion
의 범위로 변화시키며 조사하였을 때 증류수의 접촉각 변화를 나타낸 것이다
그림[ 15] Water Wetting Angle(lon Beam Energy 1KeV)
- 28 -
기판의 증류수에 대한 접촉각 측정은 플라즈마 이온빔 처리된 모재의 표면에 증류
수 를 각각 군데 떨어뜨린 후002 3 contact anglometer (Goniometer Model
를 사용하여 을 측정한 후 평균값을 취하였다G-1 ELMA Inc) wetting angle
플라스틱표면에 플라즈마 처리안된 시료의 증류수에 대한 접촉각은 였으며 플92deg
라즈마 표면 개질된 모재의 은 정도wetting angle 30deg (1times1017 로 떨어짐을ions )
확인할 수 있었다 표면에너지값을 구하기 위하여 포름아미드 용액의 접촉각을 같
은 방법으로 측정하였다 그림 이온선량이 증가하면서 접촉각이 조금씩 감소하[ 16]
는 경향은 증류수 접촉각 실험과 같은 경향을 보이고 있다
그림 포름아미드[ 16] Wetting Angle(Ion Beam Energy 1Kev)
물과 포름아미드 극성용액의 측정된 접촉각을 이용하여 플라스틱 모재의 표면에너
지를 구할 수 있었다 그림[ 17]
그림 이온선량에 따른[ 17] Surface Energy
- 29 -
표면거칠기에 큰 영향을 받는 의 경우 이온선량이 증가함에 따라dispersion force
대체적으로 완만한 변화를 보이고 있으나 의 경우 이온선량이 증가함에 polar force
따라 지속적으로 급격히 증가하여 이온선량이 1times1015 Ar+ 에서는ions 40 ergs
까지 도달하였으며 이온선량이 1times10 17 Ar+ 에 이르러서는 의ions 64 ergs
표면에너지까지 증가하여 초기의 보다는 배이상이 증가함을 알 수 있었30 ergs
다 이와 같은 변화는 이온 빔의 조사로 인하여 플라스틱 기판 표면에 free radical
이 생성되고 의 형성으로 설명되고 있다hydrophilic group
한편 의 에너지 변화에 따른 플라스틱의 표면에너지 변화를 알아보기 위 ion beam
하여 이온선량을 8x1016 Ar+ 로 일정하게 하고 의 에너지를ions ion beam
까지 일정하게 증가시키면서 물과의 접촉각을 측정하였다 그림1500eV [ 18]
그림 에 따른 물과의 접촉각 변화[ 18] Ion Beam Energy
플라스틱 종류별 차이는 있으나 대체로 내외였으며 이상에서는 점차40deg 1500eV
로 다시 증가하는 것을 보여주었다 으로 표면처리시 의 보다는 Ion beam ion energy
의 량에 지배를 받는 것으로 파악되었으며ion dose Ar+만의 조사보다는 02 분위기
에서의 Ar+ 조사시 효과가 높았으나 진공도가 낮아지는 점과 이 불안정하ion beam
다는 단점이 있어 Ar+ 만의 조사가 생산적용시에는 유리하다고 판단된다
- 30 -
제 절 하드코팅공정연구2
전처리 공정1
플라스틱 표면 상에 흡착 부착된 오일 미세먼지 지문 등 다양한 오염물은 하드코
팅 후 코팅층의 박리 핀홀 표면 얼룩 등의 다양한 불량을 초래할 수 있어 coating
액의 도포공정에 앞서 필수적으로 세정공정을 수행해야한다 본 과제에서는 초음파
세척방법을 전처리공정에 적용하여 하드코팅공정 연구를 수행하였다 그림 는 [ 19]
본 연구에 사용된 세척장치로써 세정액이 담긴 세정조 차 및 차 수세조와 탕세 1 2
조로 구성되어 있다
그림 초음파 세척 장치[ 19]
본 과제에서는 초음파를 기본적으로 사용하고 플라스틱 소재의 성형방법에 따라
표면특성 및 오염된 표면 이물질이 달라 각각 다른 공정 방법을 적용하였다
가 사출 및 압출 성형된 모재
대부분의 플라스틱 기판은 알카리 세제를 사용한 전처리공정으로 깨끗한 기판을 얻
을 수 있었으며 처리 후 부착력이 우수한 코팅층을 얻을 수 있었다 hard coating
세척순서는 아래와 같다
알카리 세제 수용액에 초음파 세척 분(1) 5 50~60 times 10
흐르는 수도물에 수세 대략 초(2) 10
증류수에 초음파 수세 분(3) 50~60 times 10
증류수에 탕세(4) 4 s 60~70
- 31 -
건조 분(5) 70 times 60
보관 에 보관(6) SUS box
나 성형된 모재 Casting
성형시 필수적으로 포함되는 모재의 이형성분을 제거하기위한 최적공정을Casting
파악하기 위해 세제의 농도 및 처리시간에 따른 실험을 수행하였다 실험은 1~
의 알카리 세제로 각각 분으로 나누어 초음파 처리하고 의 으10 5 10 30 50 IPA
로 분 범위내에서 시간을 달리하여 초음파 세척한 후 코팅제로3~10 A-104 hard
을 하였다 다음은 세척공정 순서이다coating
알카리 세제 수용액에 초음파 세척 분(1) 5 50~60 times 10
흐르는 수도물에 수세 대략 초(2) 10
수용액에 초음파 세척 분(3) 20~50 IPA 30~40 times 7~8
증류수에 초음파 수세 분(4) 50~60 times 10
증류수에 탕세(5) 4 s 60~70
건조 분(6) 70 times 60
보관 에 보관(7) SUS box
시편의 평가는 육안에 의한 얼룩의 유무확인과 에 의한 부착력cross-cut tape test
으로 판단하였다 알카리 세제와 농도가 각각 와 미만일 때는 오염 물질 IPA 5 50
이 완전히 제거되지 않아서 코팅막에 약간의 얼룩이 관찰되었으며 의 알카리 5
세제로 분 분간 초음파 세척과 분간 초음파 세척공정시에5 ~10 7 IPA hard coating
의 부착력이 우수하였고 코팅막에 얼룩도 발생하지 않았다
표 는 알카리세제와 수용액으로 세척된 기판위에[ 2] IPA PMMA casting hard
막을 형성시킨 후 코팅층의 부착력을 시험한 결과이다coating
표 기판에 대한 세척 코팅 접착력[ 2] PMMA Casting +
- 32 -
공정2 Dipping
하드코팅공정에 있어서 도포공정은 다양한 방법이 개발되어 있으며 본 과제에서는
두께조절성 액의 소모성 등을 고려해 디핑방식을 적용하였다 공정의 Dip-coating
개략적 방법은 다음과 같다
플라스틱 모재는 함수율이 높아 코팅전 모재건조를 실시한다(1)
플라스틱 모재에 묻어있는 먼지를 안에서 제전건으로 완벽히 제거(2) clean room
한 후 의 에 수직으로 고정시킨다dip-coater jig
시편을 코팅액이 담겨져 있는 코팅조에 일정한 속도로 하고 초간 유(3) dipping 10
지시킨다
의 인상속도를 조절 한 후 시편을 일정 속도로 인상한(4) Dip-coater (2~6 sec)
다
이 때 인상속도를 조절하여 코팅층의 두께를 조절할 수 있다 딥코팅시 분위기 습
도를 이하 온도 상온 코팅액 온도를 로 유지하여 액의 경시변RH 50 18 ~ 20
화를 최소화 해야한다 플라스틱렌즈 및 보안경 등 공정을 요하는 업 hard coating
체에서는 정도의 청정실에서 하드코팅을 실시하고 미만의 상대습class 1000 50
도 조건을 유지함으로써 대기 중의 먼지 부유물등에의한 오염을 최소화하고 있으
며 날씨변화에 따른 분위기 환경을 일정하게 유지하고 있다
코팅 분위기 조건의 변화는 경화 후 막에 에 의한hard coating particle pin-hole
과 현상 등을 일으킬 수 있으며 양질의 우수한 코팅막을 얻기가 힘들다 본hazing
연구에서는 인 의 을 설치하여 하class 1000 conventional air flow type clean room
드코팅공정을 실시하였다
그림 내부 사진[ 20]Clean room
- 33 -
내부에는 제전건 기 클린 오븐 광경화기 초음파세척장Clean room dip-coating
치 등의 설비를 구비하여 경화형 처리가 일괄적으로 처리됨으로써UV hard coating
우수한 물성의 하드코팅막을 얻을 수 있었다 그림 은 내부의 사 [ 20] clean room
진이며 작업시 내부온도는 습도는 이하를 유지하 hard coating 18~20 40RH
였다
전도체인 금속과 달리 플라스틱은 절연물질로 전기전하의 이동을 허용치 않아 마찰
등에 의하여 쉽게 정전기장을 형성하여 정전기장 내에 놓여있는 반대 극성을 갖는
입자를 끌어들이게 된다 이러한 입자를 제거하기 위해서는 플라스틱 표면 및 입자
의 극성을 중성으로 바꾸어 줌으로써 간단히 해결할 수 있다 본 과제에서는
공정 전에 공기를 이온화시켜 대량의 양 음이온을 발생시키는 장치인dipping
을 사용하여 을 제거할 수 있었으며 이물에의한 코팅층의Anti-Static-Gun particle
불량을 줄일 수 있었다
본 과제의 딥방식은 인상방식과 장치의 정밀성이 코팅특성을 좌우한다고 할 수 있
다 본 과제에 적요된 딥인상은 에의한 조의 인상 하강 방식으로 air-hydro type ㆍ
정숙성이 높은 방식이다
그림 장치 유공압[ 21] Dip-coating ( type)
- 34 -
실린더의 제어는 유공압 방식을 사용하였으며 이는 압축공기를 이용하여 유압실린
더를 제어하는 방식으로 공기의 압축성으로 인한 문제점을 개선한 것이다 즉 공기
압을 사용하면서 유압유니트와 같이 작동개시 때나 부하변동시에 접속구동이 가능
하고 저속 구동시 현상을 방지할 수 있는 유압실린더의 장점을 활용한 것 stick slip
이다 일반적으로 유공압은 실린더의 정밀정속구동 중간정지 이속제어나 로터리형
액츄에이터의 완속구동 등에도 많이 적용되고 있다 그림 은 본 실험에 사용한 [ 21]
유공압 방식의 장치로써 실린더와dip-coating air hydro type convertor coating
조 냉각 및 시스템 용량 사용 line filtering (chemical pump (10 min) 15 filter )ℓ
등으로 구성되어 있다
경화공정3
플라스틱 기판위에 경화형 액을 딥방식에의한 도포 후 에UV hard coating 50~70
서 분동안 시키고 램프 에의한 를 조사시키면3~5 pre-heating UV (200~400nm) UV
표면경도 및 내마모성이 우수한 막이 형성된다 표 에서는 본 연구에 사coating [ 3]
용되어진 코팅제 종류 및 경화조건을 나타내었다
표 코팅제 종류 및 경화 조건[ 3]
Maker Grade 용 도 경 화 조 건
사 국내L ( ) A-104GN 겸용PC amp PMMA파장UV lamp (250~360nm)
에너지UV 65~90mjcm2
사 국내H ( ) 0-299 용PMMA파장UV lamp (250~360nm)
에너지UV 60~85mjcm2
사 국외E ( ) C-220 겸용PC amp PMMAUV lamp 300Winch
이송속도 25ftmin
사 국외H ( ) B-8558 겸용PC amp PMMA파장UV lamp (250~360nm)
에너지UV 75mjcm2
본 과제의 광경화공정연구에 사용된 광경화기를 그림 에 나타내었으며 일반적[ 22]
인 광경화의 원리 및 메커니즘은 다음과 같다
가 경화원리 및 특징 UV
전자파 중 자외선 은 파장이 까지의 영역을 의미하고 있으나 경(UV) 10~400nm UV
화에 이용되는 파장범위는 대체로 이며 이 자외선이 화학작용에 유효200~400nm
한 것은 유기 화합물의 해리 분해반응을 일으킬 수 있는 강력한 에너지를 가지고
있기 때문이다
- 35 -
경화 메커니즘(1) UV
일반적으로 코팅제의 경화는 광개시제로부터 시작되는데 자외선이 갖는 에너지UV
에 의해 광개시제가 분해되어 라디칼 반응을 형성하여 반응을 유도할 수 있는 활성
체가 된다 이 활성체에 의하여 및 와 연쇄적으로 반응하여 망 monomer oligomer
상구조화된 고분자막이 형성되는 것이다
경화의 특징(2) UV
저온에서 경화가 가능하다 내열성이 좋지 않은 플라스틱 모재에도 고품질의(1)
막을 형성시킬 수 있다coating
경화속도가 빠르다 건조단위가 초단위로 설정되기 때문에 의 연속자동화가(2) line
가능하며 작업효율이 향상된다
예열시간이 짧아 신속한 작업이 가능하며 에너지가 절감된다(3)
운전관리가 간단하고 신뢰성이 높다(4)
그림[ 22] UV dryer
- 36 -
나 사 사양 UV dryer (EYE GRAPHICS model ECS-301G1)
종류 와 수은등(1) lamp metal halide
(2) lamp power 및 로 조절 가능 15KW 2KW 3KW
발광장(3) 250nm
반사판 집광형(4)
조사거리 으로 조절가능(5) 100 ~ 180
속도 으로 조절 가능(6) conveyer 08 ~ 8mmin
냉각 방식 공냉식(7)
제 절 고진공증착공정3
증착공정개발1
가 증착물질 및 증착조건
반투과반사 윈도우는 투과성과 반사성을 동시에 만족해야하며 일반적으로 금속박
막을 고진공증착함으로써 구현될 수 있다 이러한 금속박막은 진공영역에서 작업을
수행해야하며 스퍼터링과 증착이 주를 이루고 있다 그 중 스퍼터링 방법 e-beam
은 재현성이 우수하고 방식으로의 적용이 용이하다는 장점이 있으나in-line target
및 의 교체 초기조건설정 등이 용이하지 않아 본 과제에서는 다양한 재료cathode
를 코팅할 수 있는 을 적용하였다 유기물인 플라스틱상에 금속무기물e-beam type
의 접착력과 코팅후의 기계적 특성확보를 위해서는 다양한 증착공정 연구가 수행
되어야 한다 표 와 표 에 사용된 증착물의 물성과 증착조건을 각각 나타었 [ 4] [ 5]
다
표 주요 증착 물질의 물성표[ 4]
- 37 -
표 주요 증착물질의 증착조건[ 5]
나 측정값에 의한 증착막의 두께 분포
증착에 의한 증착막의 두께분포를 파악하기 위하여 크기의E-Beam 600 x500
위에 두께 의 증착속도 을 증착하였다 위치에 따른 증착glass 2500 AI ( 5 sec) Å Å
막의 두께를 측정하기 위하여 유리판 중앙부에서 바깥쪽으로 폭 간격 길이10 (
으로 등분하여 시편의 증착막두께를 으로 측정하였다 그림 계산30mm) 25 SEM [ 23]
에 의한 두께분포와 비교하였을 때 대체적인 경향은 비슷하지만 상대적으로 기울기
가 급함을 알 수 있다
그림 측정값에 의한 증착막의 두께분포[ 23]
두께측정시 사진에 의존한 측정이고 사용된 진공시스템은 이상화와는 거리가SEM
있어 약간의 차이가 발생되었다고 판단된다 측정된 값의 추세선을 구함으로써 고
정 의 제작시 로 활용할 수 있었으며 평행이송에 의한 균일성확보mask reference
연구에 참고데이터로 활용할 수 있었다
- 38 -
다 평행이송에 의한 균일성확보
기판의 평행이송과 고정 를 동시에 사용하여 두께가 균일한 박막을 제작하고mask
자 하였다 를 평행이송하여 동서방향의 균일성을 확보하고 이때 등두께를 기준 Jig
으로 동서방향을 등분하여 평면으로 이상화 해 구간내에서의 선의 형상을 두께13
기울기에 비례한 형상을 구현한 고정 를 제작하여 남북방향의 균일성을 확보하mask
고자 하였다 평행이송은 로 회전수를 inverter motor(LG -KMI400K1) 0~160rpm社
으로 조절하면서 이송하였으며 고정 는 기판이송방향의 직각방향에 대한 균일 mask
성만을 고려하여 설계제작하였다 그러나 에 의한 가림과 이송시 증착영역을 mask
벗어남으로 인해서 생기는 증착물 가 크다는 단점이 있었으며 고정 의 형loss mask
상은 증착물 증착율에 따라 다소 차이가 있어 여러 세트를 구비해야만 했다 수차
례 실험을 통해 증착물별 를 제작할 수 있었으며 평행이송속도를 증가시키고mask
왕복이송 횟수를 증가시킴으로써 이내의 균일성을 확보할 수 있었다10
시스템의 특성2 IBAD
가 증착시 온도의 변화
플라스틱 기판은 내열성이 낮아 열원에 장시간 노출되면 열변형과 함께 탄화되고
이 발생하여 박막물성에 악영향을 미칠 수 있으며 증착막과 비교하여out gassing
평균 수 십배 이상 선팽창계수가 높아 선팽창 차에 의한 박막의 과 박리를 일crack
으킬 수 있다 본 연구에서는 증착시 플라스틱에 미치는 분위기 온도의 영향을 파
악하고 적정 증착조건을 파악하기 위하여 금속 및 세라믹으로 나누어 증착시 분위
기온도 변화를 측정하였다
금속물의 시간에 따른 온도 변화(1)
은 분후 약 도정도 상승하여 시간에 따른 온도 변화가 거의 없었지만 은AI 10 3 Cr
약 도가 상승하여 급격한 상승을 보이고 있어 증착시 온도변화를 주목할 필요가12
있었다 더욱이 은 증착율이 높을수록 박막이 형태로 증착되어 반사율을 Cr granule
저하시키는 원인이 되었으며 막 자체에 도 많이 발생되었다 반투과반사 윈도crack
우 제작을 위한 금속박막 물질로는 보다는 이 온도측면에서 유리하다고 판단Cr AI
되었으며 아래의 그림 에 금속박막의 시간에 따른 온도의 변화를 비교하였다[ 24]
- 39 -
주) 증착률Al -10 sec EC-260~280Å
증착률Cr -10 sec EC-65 ~ 95Å
그림 금속박막의 시간에 따른 온도변화 비교[ 24]
세라믹의 시간에 따른 온도 변화(2)
세라믹은 금속과 달리 일반적으로 가 매우 높아 증착시 분위기온도melting point
상승이 매우 컸다 측정된 세라믹의 시간에 따른 온도의 변화는 그림 에 나타 [ 25]
내었다
주) SiO2 증착률 -10 sec EC-45 ~ 60Å
TiO2 증착률 -10 sec EC- 175Å
AI2O3 증착률 -10 sec EC-180~260Å
그림 세라믹박막의 시간에 따른 온도변화 비교[ 25]
- 40 -
그 중 SiO2 TiO2는 분 경과후 가량의 비교적 완만한 온도변화를 보이고 있10 10
으나 AI2O3는 가량의 급격한 온도상승을 보여 고증착율에서의 사용에는 한계30
가 있었다 실증착시에는 의 를 낮춤으로써 증착율 E-gun emission current 3~5 Å
내에서 증착하여 급격한 온도상승을 막을 수 있었다 AI2O3은 경도가 매우 높고 증
착시 조밀도가 높아 보호막으로 많이 사용되는 증착물이다 그러나 본 실험에서는
증착시 열발산이 특히 심하고 증착율을 낮추어도 온도가 급상승하여 증착시 crack
이 쉽게 발생하여 플라스틱 기판에는 부적합하다고 판단되었다
나 플라스틱의 Out gassing
기체방출 은 진공용기 속에서 사용하는 물질의 표면이나 내부에 흡착(out gassing)
되어 있던 분자들이 방출되는 현상을 의미하며 진공조의 압력상승 및 박막의 물성
에 큰 영향을 미치게 된다 또한 고진공 에서 배기시간을 증가시키고 최저 system
도달 압력을 결정짓는 직접적인 요인이 된다 표 는 주요 물질의 기체방출율을 [ 6]
나타낸 것이다
표 주요 물질의 기체방출율[ 6] (Pa m3sm2)
본 연구에서는 플라스틱 기판 장입 유무에 따라 의 영항에 의한 진공도out gassing
의 변화를 알아보기 위하여 진공조 내부에 기판 를 장입한PC (250times65times3 ) 10ea
후 진공도를 측정함으로써 장입전과 비교하여 변화가 있음을 알 수 있었으며 측정
된 값은 그림 에 나타내었다[ 26]
- 41 -
그림 플라스틱 기판 유 무에 따른 진공도 변화[ 26]
그림 의 결과에서 나타나듯이 플라스틱 기판의 장입시 배기속도가 다소 늦[ 26] (PC)
어짐을 알 수 있었으며 이는 플라스틱 모재가 함유한 수분 등의 에 의out gassing
한 차이로 보여진다 기체 방출률은 표면상태나 세척정도 등에 의해 크게 baking
좌우된다고 알려져있어 본 연구에서는 진공조 내부의 에 세심한 주의를 cleaning
기울였으며 함수율이 높은 플라스틱 기판의 세척공정과 함께 건조공정을 확립하고
을 설치하여 플라스틱 기판이 진공조에 머무는 시간을 최소화함load lock system
으로써 플라스틱 모재로 인한 을 최소화할 수 있었다 out gassing
- 42 -
제 장 시제품제작 및 특성분석4
제 절 상용제품의 특성분석1
본 과제의 반투과반사윈도우 개발을 위해서 일본 상용제품의 특성을 분석하였다
일본제품의 측정결과 상하부는 이며 층의 두게는SEM 147 121 m Top coatingμ
로 층보다는 다소 얇은 코팅층이였다 또한 금속박막층은106 m Base coating μ
으로 관찰이 용이하지 않으나 및 에 근거한 추정결과 내SEM RBS SEM data 20nm
외로 판단되었다 아래 그림 은 상용제품의 모재 상하면의 단면 사진이다 [ 27] SEM
그림 반투과반사 윈도우 상용제품의 사진 상 하단면[ 27] SEM ( )
그림 은 일본제품의 분석 결과이다 이온을 조사하였고 이 때[ 28] RBS He2+
는 였으며 고에너지에의한 플라스틱 표면의 손상을 줄이기beam energy 224MeV
위해 이온 량을 으로 낮게 설정하였다dose 80 C μ
그림 반투과반사 윈도우 상용제품의[ 28] RBS Spectrum
- 43 -
분석결과 표층에는 내외의 이 관찰되었으며 내부로 됨에 따라 유20nm AI etching
기물이 지속적으로 관찰되고 있음을 알 수 있다 그림 과는 달리 표면에 [ 27] top
층이 존재하지 않으며 표면에서는 층만이 존재함을 알 수 있다coating AI
제 절 플라즈마 표면처리2
플라스틱 반투과반사 윈도우 시제품제작을 위해 플라즈마 이온빔을 조사하여 플라
스틱 모재의 표면처리를 수행하였다 플라즈마는 의 고순도 의 999999 20 sccm
를 공급하면서 를 사용하여 발생시켰다 이 때 는Ar gas RF power RF Power 80W
였으며 는 로 설정하여 모재가 장착된 지그를 좌우 이송하 Ion Beam energy 1KeV
면서 표면처리공정을 수행하였다 는 Base Pressure 12times10-6 였으며torr Working
는Pressure 5x10-4 였다 조사시간은 로torr Ion Beam 120sec 5times1017 Ar+ ions
의 였다 그림 는 에의한 표면처리 후 표면의 상태를 보기위한dose [ 29] ion beam
사진이다 의 면적을 하였으며 곳을 측정하여 평균값을 취AFM 1 x 1 scanning 5
하였다 조사 전후 표면의 거칠기 는 에서 로 다소 증가하였으 Ion (Ra) 55 589Å Å
나 플라스틱의 표면에는 큰 손상을 주지는 않는 것으로 파악되었다
그림 표면개질전후의 사진[ 29] AFM
그림 은 표면처리후 플라스틱 모재 상에 증류수를 떨어트려 을[ 30] Wetting angle
측정한 결과이다 표면처리 전 의 이 로 크게 줄여 들어 722 deg Wetting angle 171 deg
표면친수성이 크게 향상되었음을 알 수 있다
- 44 -
그림[ 30] Wetting Angle Test
제 절 광경화에의한 하드코팅3
광경화 하드코팅공정1
반투과반사 윈도우로 사용되는 플라스틱 소재는 낮은 내열성과 표면경도로 인해 코
팅층의 내구성 높이는데 한계가 있어 유무기계 막을 형성시킴으로써 표hard coating
면경도나 내마모성 등의 기계적 특성을 크게 향상시켰으며 코팅후 소재의 내마모
성 표면경도에 대한 평가를 수행하였다 하드코팅 공정에 있어서 가장 유의해야할
사항 중 하나는 공기 중 무수히 존재하는 미세먼지 및 파티클에의한 코팅층의 오염
이라고 할 수 있다 코팅층에 포함된 파티클은 코팅액의 흐름과 두께불균일성을 발
생할 수 있으며 더욱이 투명제품의 파티클은 제품불량에 있어서 주요요인이라고
할 수 있다 미세 파티클은 세척공정에서부터 경화 후 포장공정에 까지 일관되게
제어되어야 하며 양압에의한 클린룸을 필요로 하고 있다 더욱이 도포 및 경화조건
은 온습도 매우 민감하여 클린룸에 의한 항온항습이 필수적이라고 할 수 있다 본
과제에서는 헤파필터에 의한 의 항온항습 클린룸에서 하드코팅공정을Class 1000
수행하였다
막의 두께 균일성을 파악하기 위하여 측정위치를 변화시키면서Hard coating SEM
에의한 두께를 측정하였다
가 측정 방법 인 플라스틱기판을 대략 정도 250 X65 X3(t) 150 dip-coating
하여 기판을 아래 그림 과 같이 크기로 등분 한 후[ 31] 65cmX25cm 5 (1) (2)
샘플을 로 절단하여 단면가공 후 으로 관찰하였다(3) 10 X 4 SEM
- 45 -
그림 시료의 크기 및 측정점[ 31]
나 측정 결과 시료의 각 위치에서의 코팅층 측정두께를 표 에 나타내었다 아 [ 7]
울러 단면 사진을 그림 에 나타내었다SEM [ 32]
표 막의 두께 측정 결과 사용[ 7] hard coating (SEM )
그림 층의 단면 사진[ 32] Hard coating SEM
시제품의 하드코팅층 물성평가2
플라스틱 반투과반사 윈도우용 소재는 표면경도 접착력 내마모성 등 waveness
다양한 물성들을 만족시켜야 한다 물성시험을 위한 시료는 상에 코 PMMA A-104
팅액을 속도로 인상하여 광경화공정을 통해 제작되었다2 s
- 46 -
가 내마모성
하드코팅된 소재의 내마모성은 를 사용하여 물성평가를 실시하였steel wool tester
다 은 를 사용하였으며 하중은 을 유지하였고 왕복회수는 Steel wool 0000 1kg 50
회로 설정하여 시험 후 각 시편의 스크레치 발생 정도를 비교분석함으로써 코팅층
을 평가할 수 있었다 그림 은 자체에서 설계 제작한 [ 33] steel wool scratch
의 사진이며 사양은 다음과 같다tester
기계규격 670 times 265 times 370①
로울러 지지축 운동규격 20 times 158 times 304 ( 120 )②
로울러 12 times 50③ empty회전축 모터와 연결축 11 ( )④ empty무게추 고정봉 5 times 80⑤ empty무게추 500g 2 ea 200g 4 ea 100g 4 ea⑥
밸런스 추 295g⑦
로울러축 지지대 20 times 24 times 62⑧
이동 정반 8 times 168 times 372⑨
시험품 고정판 40 84 times 150 ( 2 ea )⑩
가압 핸들 5 times40⑪
그림[ 33] Steel Wool Scratch Tester
나 표면경도
막은 내마모성과 표면경도에서 한계가 있는 플라스틱 표면특성을 향Hard coating
상시키기 위해 수행되었으며 딥방식에의한 도포와 에의한 광경화공정을 적용하 UV
였다
- 47 -
그림[ 34] Pencil Hardness Tester
딥 도포공정에서 인상속도를 로 유지하였다 표 는 플라스틱 모재 위에4 sec [ 8]
다양한 의 제를 사용하여 코팅한 실험 결과이며 표면연필경도는grade hard coating
로써 모재의 경도보다 단계 상승하였으며 코팅제로 막을4~5H 3~4 A-104 coating
형성시킨 경우 내스크레치성에서도 하중 하에서 으로 1kg steel wool 0000
막 위를 회 왕복하였을 때 막에 스크레치가 거의 발생하지 않았coating 50 coating
다
표 막에 대한 시험 결과[ 8] Hard coating (4 s)
- 48 -
제 절 고진공금속박막증착4
하드코팅막의 표면처리1
그림 플라즈마 표면처리된 하드코팅막의 사진[ 35] AFM
하드코팅막은 등 무기물을 다량 함유하고 있는 유무기의 혼합물질이다 고분silicon
자와는 달리 하드코팅막은 이온선량의 넓은 범위에 걸쳐서 증류수와의 접촉각이 매
우 낮았다
결과 막에 있어서는Water drop test hard coating 3times1015 ~ 4times1017 Ar+ ions
의 범위내의 량으로 증류수의 접촉각이 낮음을 알 수 있었다 증착막의 접ion dose
착력 향상정도를 확인하기 위하여 이온선량을 변화시키며 하드코팅층 표면에 dose
량에 따라 Ar+ 을 조사한 후 의 박막을 증착하여ion beam 100nm AI cross-cut
를 수행하였다 표tape test [ 9]
표 플라스틱 박막의 결과[ 9] HCAI Cross-cut tape test
하드코팅층의 에 의한 표면처리전 결과는 플라스틱에서처럼 모두 박리 되ion beam
었으나 의 량ion beam dose 5x1015 ~ 1x1017의 범위에서는 모두 접착력이 우수함
을 알 수 있었다 이는 하드코팅층위에 일부 무기질 재료가 포함되어 금속 박막과
의 친화성이 강하기 때문으로 판단되며 일반 고분자와는 달리 내열성이 매우 우수
하여 의 고에너지에서 수십분간의 조사에서도 표면에 탄화되는 경향이 없15 KeV
었다
- 49 -
미세금속박막증착2
플라스틱 반투과반사윈도우의 미세금속박막은 당사에서 보유하고 있는 고진공
시스템을 사용하여 증착하였다 그림 시스템을 구비하고 있IBAD [ 36] LoadLock
는 본 장비는 가 장착되어 있으며 모재의 평행이송과 를RF Plasma source Mask
사용하여 두께 균일성을 확보하였다
그림 증착 시스템[ 36] IBAD
반투과반사미러에 사용된 금속은 의 사의 을 사용하였다 당사에서9999 Cerac AI
보유하고 있는 4x10-6 진공도에서 을 사용하였다 증착시torr e-beam gun
는 증착율은 였으며 상하 좌우의 을 통Emission Current 280 5 sec Sweeping Å
해 균일한 증착율 유도하였다
그림 금속박막의 투과율[ 37] Spectrum
- 50 -
그림 금속박막의 전후면 반사[ 38] spectrum
사의 로 측정된 가시영역에서의 투과 반Hitachi U-2000 UV-Vis Spectrophotometer
사 을 그림 그림 에 나타내었다 각각의 투과반사율을 가시영spectrum [ 37] [ 38]
역에서의 평균값을 구한뒤 아래 표와 같이 흡수율을 구하였다 제작된 시제품의 흡[
수율은 였다248
표 금속증착막의 특성분석결과[ 10]
No 항 목 평 가 방 법 시 험 결 과
1 접 착 력 Cross-Cut 100100
2 투 과 율 Spectrophotometer 445
3 반사율 전면( ) Visual Range 307
4 반사율 후면( ) Visual Range 171
5 흡 수 율 Visual Range 248
- 51 -
제 장 결론5
제 절 연구결과1
플라즈마 표면처리공정연구 광경화에의한 하드코팅공정연구 고진공증착에의한 미
세 금속박막 증착연구개발을 통하여 수입되고 있는 플라스틱 반투과반사윈도우 소
재를 개발하였다 현재 상용되고 있는 수입소재의 기계적 광학적 특성을 분석을 통
하여 개발 목표치를 설정하였으며 최적 공정개발에의한 시제품제작을 완료하였다
시제품의 평가항목 및 특성치를 아래 표 에 나타내었다[ 12]
표 반투과반사윈도우 시제품의 특성표[ 12]
평 가 항 목 특성치 비 고
광흡수율1 () 248 분광기 기준30T
내마모성2 () 28 자체기준( haze)
접착력3 (x100) 100 회ASTMD3359 10
표면경도4 (H) 5 ASTMD3363 Mitsu-B
표면친수성5 (deg ) 171 Anglometer
미세파티클6 (1um) 01 Clean Room
본 과제 수행에의한 개발목표를 달성할 수 있었으며 주요기술개발내용은 다음과
같다 플라즈마를 이용하여 고분자 표면의 친수성 를 크게 높였으며 1) RF (171deg )
금속박막과의 접착력 을 크게 향상시켰다 광경화에의한 하드코팅공정(100100) 2)
개발에의해 플라스틱 표면경도 및 내마모성 을 크게 향상시켰다 고진(5H) (28) 3)
공 증착공정개발에의해 금속박막의 흡수율 을 크게 낮추어 광효율이 높은(248)
플라스틱 반투과반사 윈도우 시제품을 개발하였다 플라스틱 반투과반사윈도우 4)
소재를 평가하기 위한 광학적 기계적특성 평가기법을 확립하였다
- 52 -
제 절 향후전망2
개발된 플라스틱 반투과반사 윈도우는 플라스틱의 낮은 내열성과 표면경도 흡수율
을 개선하기 위한 것으로 최근 전자제품 정보통신부품 등 첨단전자제품에 적극 채
택되고 있다 특히 휴대폰 및 디스플레이의 투과창 소재가 기존 에서 투명플 glass
라스틱으로 적극 채택되면서 관련 공정기술개발과 함께 소재특성을 위한 다양한 연
구가 활발히 추진되고 있으며 선진국에서는 개발완료에 따른 양산체제 구축으로
전세계 시장을 석권하고 있는 상황이다
본 과제에의한 플라스틱 반투과반사 윈도우의 시제품은 수입시판되고 있는 상용소
재와 동등이상의 특성을 나타내고 있어 향후 양산설비 및 양산공정연구에의한 소
재의 국산화가 가능하다고 할 수있다 또한 본 과제의 플라즈마 표면처리는 저온
표면처리를 요하는 광학용 플라스틱 소재의 표면처리에 활용될 수 있으며 광경화에
의한 하드코팅공정은 기존 열경화방식과는 달리 화가 가능하며 대량 양산in-line
체제를 갖출 수 있어 향후 큰 폭의 성장이 기대된다
- 53 -
참 고 문 헌
1 Oleg A Popov ldquoHigh Density Plasma Sourcesrdquo NOYES Publications(1995)
전자기술연구회 초음파 응용 기문사2 ldquo ( 1997)
임준섭외 명3 4 ldquoImprovement in Surface Hardness of Plastic Surface Mirrorrdquo
Korea-Russia Symposium(1998)
4 Lan G Brown ldquoThe Physics and Technology of Ion Sourcerdquo John Wiley amp
Sons(1989)
이규환 외 명 진공증착법으로 제조된 박막의 밀착성에 관한연구 한국5 4 ldquo AI-Cr rdquo
표면공학회지 VoI27No1Feb(1994)
한성남 외 명6 4 ldquoImproving Wettability of Polycarbonate and adhesion with
aluminum by Ar+ ion irradiationrdquo JMaterial Res Vol9 Sep(1995)
한성남외 명 표면에 아르곤 조사와 친수성증대7 4 ldquoPolymethylmethacrylate rdquo The
Korean Physical Society Vol8No2 Mar pp193~198(1995)
인하대 광기술교육센터 광학시스템의 설계 및 평가 인하대 광기술교육센터8 ldquo rdquo
(1999)
임준섭외 명9 5 ldquoEffect of Ion Beam Assisted Cleaning on Adhesion of AI to
Polymer Substrate of PC and PMMArdquo Asian Finish lsquo98(1998)
10 CJ Brinker and GW Scherrer ldquoSol-Gel Science The Physics and
Chemistry of Sol-Gel ProcessingrdquoAcademic Press NY(1990)
아주공업 주 표면처리 기술을 이용한 자동차용 후사경 개발 산업자11 ( )rdquoPlasma rdquo
원부 최종보고서(2000)
고성진외 명 자동차용 플라스틱 미러와 그 제조방법 아주공업 주12 2 rdquo rdquo ( )(2002)
아주공업 주 플라즈마 기술을 이용한 오토바이 헬멧용 무적쉴드개발 중소기13 ( ) ldquo rdquo
업청 최종보고서(2002)
박원규 졸겔법의 응용과 제품 명현문화사14 rdquo rdquo (1999)
홍진후 경화코팅 조선대학교 출판부15 rdquoUV rdquo (2002)
- 25 -
6B-5B-3B-2B-B-HB-F-H-2H-3H-4H-5H-6H-7H-8H
(Softer) (Harder)
나 시험 및 평가방법
경도를 알고있는 연필의 심 길이를 로하고 끝단을 심방향과 직각이도록1) 5~6
로 깍아 단면이 동심원이 되도록 준비한다 기계식 연필깍기 사포 등 사용90deg ( )
측정하려는 시편을 단단하고 수명한 면 위에 올려놓는다2)
준비된 연필을 시편면과 과가 되도록 올려 놓고 단단히 연필홀더에 고정시킨3) 45deg
다
연필심에 일정한 압력이 전달되도록 균일한 힘을 가하면서 균일한 속도로4) 65
이상을 전진시킨다
상기 번을 회 반복한다 확보된 다섯개의 경로선을 관찰하여 코팅층의5) 1234 3
긁힘여부를 확인한다
세개의 선 중 긁힘이 발생한 선이 있으면 아랫 등급의 연필을 사용하여 상기6)
를 반복한다12345
세개의 연필경로선 모두에서 긁힘 발생이 없으면 사용한 연필의 경도를 코팅층7)
의 표면경도로 기록한다
다 주의사항
시험전 시편의 표면에 오일 콤파운드 등을 제거하여 시험중 미끄럼발생이 없도
록 한다
시험중 연필심의 에지부에 크랙 파손이 발생할시에는 재가공후 시험한다
- 26 -
표면친수성 에너지5 ( )
플라스틱 모재의 향상을 위한 연구에 있어서 표면 특성의 정량적인 평가wettability
가 수행되어야 하며 직접적인 실험에 의한 향상정도를 확인할 수 있어야 한다 표
면 특성의 정량적인 평가로서 본 과제에서는 액체의 접촉각을 측정하여 표면에너지
를 구함으로써 향상정도를 비교할 수 있었으며 에 의해 향상됨cross-cut tape test
을 파악할 수 있었다 일반적으로 고체표면의 에너지는 표면의 형상조도에 의해 좌
우되는 와 극성작용기에 의한 의 합으로 계산된다dispersion force polar force
고체표면의 와 를 구하기 위해서는 물성을 알고있는 두dispersion force polar force
극성용액의 고체표면과의 을 측정함으로써 다음과 같이 간단히 계산wetting angle
할 수 있다
Wetting angle120563120574s
d Dispersion force of Solid120574ld Dispersion force of Liquid
120574sp Polar force of Solid
120574lp Polar force of Liquid
일반적으로 사용되는 극성용액은 차증류수와 용액을 사용하며 각 용액3 formamide
의 물성은 아래 표 과 같다[ 1]
표 극성용액의 물성[ 1]
각 용액의 을 측정하고 용액의 기지의 상수를 활용하여 상기식을 이wetting angle
용한 두방정식의 연립을 통하여 고체의 표면에너지를 계산하는 것이다 본 과제에
서는 의 에너지 및 량에 따라 고분자 및 하드코팅표면의ion beam dose wetting
을 측정하고 상기 식에 적용하여 표면에너지를 구할 수 있었으며 박막 증착angle
후 를 통하여 접착력의 향상을 확인할 수 있다cross-cut tape test
- 27 -
제 장 플라스틱 반투과반사 윈도우 코팅공정개발3
제 절 플라즈마 이온원에의한 표면처리1
산업전반에 걸쳐 광범위하게 사용되고 있는 플라스틱은 경량성 및 높은 생산성으로
인해 그 활용 폭을 점차 넓혀가고 있으나 플라스틱의 열에너지chemical reaction
에 의한 표면거칠기 열변형 무기물과의 접착력 등의 특성은 플라carbonization
스틱의 활용에 한계가 되고 있으며 이러한 문제를 해결하려는 연구개발이 다양한
분야에서 활발하게 진행되고 있다 특히 glow discharge electron beam arc
등의 방법으로 플라스틱 표면의 특성을 개선하기 위discharge corona discharge
한 연구가 이루어지고 있으며 일부 연구결과는 산업현장에서 적용되어 핵심공정으
로 자리를 잡고있다 본 과제에서는 에너지를 갖는 조사에 의한 고분자 ion beam
표면의 친수성을 높이고 표면에너지의 향상을 통하여 금속 무기물과의 를wettability
증진코자 하였다 수백 에서 수 의 에너지를 갖는 을 사용한 것과 KeV MeV ion beam
는 달리 내외의 에너지를 갖는 을 사용함으로써 플라스틱 표면의1KeV ion beam
큰 손상없이 만을 증진시켜 무기물과 고분자의 접착력이 혁신적으로 개wettabiIity
선되는 결과를 나타냈다
플라스틱 모재에 플라즈마 을 조사하여 의 량 변화에 따른ion beam ion beam dose
극성용액의 을 측정하였다 그림 는 의 에너지를wetting angle [ 15] ion beam 1
로 일정하게하고KeV O2와 이온 빔의 이온선량을Ar 1times1014 에서 1times1017 ion
의 범위로 변화시키며 조사하였을 때 증류수의 접촉각 변화를 나타낸 것이다
그림[ 15] Water Wetting Angle(lon Beam Energy 1KeV)
- 28 -
기판의 증류수에 대한 접촉각 측정은 플라즈마 이온빔 처리된 모재의 표면에 증류
수 를 각각 군데 떨어뜨린 후002 3 contact anglometer (Goniometer Model
를 사용하여 을 측정한 후 평균값을 취하였다G-1 ELMA Inc) wetting angle
플라스틱표면에 플라즈마 처리안된 시료의 증류수에 대한 접촉각은 였으며 플92deg
라즈마 표면 개질된 모재의 은 정도wetting angle 30deg (1times1017 로 떨어짐을ions )
확인할 수 있었다 표면에너지값을 구하기 위하여 포름아미드 용액의 접촉각을 같
은 방법으로 측정하였다 그림 이온선량이 증가하면서 접촉각이 조금씩 감소하[ 16]
는 경향은 증류수 접촉각 실험과 같은 경향을 보이고 있다
그림 포름아미드[ 16] Wetting Angle(Ion Beam Energy 1Kev)
물과 포름아미드 극성용액의 측정된 접촉각을 이용하여 플라스틱 모재의 표면에너
지를 구할 수 있었다 그림[ 17]
그림 이온선량에 따른[ 17] Surface Energy
- 29 -
표면거칠기에 큰 영향을 받는 의 경우 이온선량이 증가함에 따라dispersion force
대체적으로 완만한 변화를 보이고 있으나 의 경우 이온선량이 증가함에 polar force
따라 지속적으로 급격히 증가하여 이온선량이 1times1015 Ar+ 에서는ions 40 ergs
까지 도달하였으며 이온선량이 1times10 17 Ar+ 에 이르러서는 의ions 64 ergs
표면에너지까지 증가하여 초기의 보다는 배이상이 증가함을 알 수 있었30 ergs
다 이와 같은 변화는 이온 빔의 조사로 인하여 플라스틱 기판 표면에 free radical
이 생성되고 의 형성으로 설명되고 있다hydrophilic group
한편 의 에너지 변화에 따른 플라스틱의 표면에너지 변화를 알아보기 위 ion beam
하여 이온선량을 8x1016 Ar+ 로 일정하게 하고 의 에너지를ions ion beam
까지 일정하게 증가시키면서 물과의 접촉각을 측정하였다 그림1500eV [ 18]
그림 에 따른 물과의 접촉각 변화[ 18] Ion Beam Energy
플라스틱 종류별 차이는 있으나 대체로 내외였으며 이상에서는 점차40deg 1500eV
로 다시 증가하는 것을 보여주었다 으로 표면처리시 의 보다는 Ion beam ion energy
의 량에 지배를 받는 것으로 파악되었으며ion dose Ar+만의 조사보다는 02 분위기
에서의 Ar+ 조사시 효과가 높았으나 진공도가 낮아지는 점과 이 불안정하ion beam
다는 단점이 있어 Ar+ 만의 조사가 생산적용시에는 유리하다고 판단된다
- 30 -
제 절 하드코팅공정연구2
전처리 공정1
플라스틱 표면 상에 흡착 부착된 오일 미세먼지 지문 등 다양한 오염물은 하드코
팅 후 코팅층의 박리 핀홀 표면 얼룩 등의 다양한 불량을 초래할 수 있어 coating
액의 도포공정에 앞서 필수적으로 세정공정을 수행해야한다 본 과제에서는 초음파
세척방법을 전처리공정에 적용하여 하드코팅공정 연구를 수행하였다 그림 는 [ 19]
본 연구에 사용된 세척장치로써 세정액이 담긴 세정조 차 및 차 수세조와 탕세 1 2
조로 구성되어 있다
그림 초음파 세척 장치[ 19]
본 과제에서는 초음파를 기본적으로 사용하고 플라스틱 소재의 성형방법에 따라
표면특성 및 오염된 표면 이물질이 달라 각각 다른 공정 방법을 적용하였다
가 사출 및 압출 성형된 모재
대부분의 플라스틱 기판은 알카리 세제를 사용한 전처리공정으로 깨끗한 기판을 얻
을 수 있었으며 처리 후 부착력이 우수한 코팅층을 얻을 수 있었다 hard coating
세척순서는 아래와 같다
알카리 세제 수용액에 초음파 세척 분(1) 5 50~60 times 10
흐르는 수도물에 수세 대략 초(2) 10
증류수에 초음파 수세 분(3) 50~60 times 10
증류수에 탕세(4) 4 s 60~70
- 31 -
건조 분(5) 70 times 60
보관 에 보관(6) SUS box
나 성형된 모재 Casting
성형시 필수적으로 포함되는 모재의 이형성분을 제거하기위한 최적공정을Casting
파악하기 위해 세제의 농도 및 처리시간에 따른 실험을 수행하였다 실험은 1~
의 알카리 세제로 각각 분으로 나누어 초음파 처리하고 의 으10 5 10 30 50 IPA
로 분 범위내에서 시간을 달리하여 초음파 세척한 후 코팅제로3~10 A-104 hard
을 하였다 다음은 세척공정 순서이다coating
알카리 세제 수용액에 초음파 세척 분(1) 5 50~60 times 10
흐르는 수도물에 수세 대략 초(2) 10
수용액에 초음파 세척 분(3) 20~50 IPA 30~40 times 7~8
증류수에 초음파 수세 분(4) 50~60 times 10
증류수에 탕세(5) 4 s 60~70
건조 분(6) 70 times 60
보관 에 보관(7) SUS box
시편의 평가는 육안에 의한 얼룩의 유무확인과 에 의한 부착력cross-cut tape test
으로 판단하였다 알카리 세제와 농도가 각각 와 미만일 때는 오염 물질 IPA 5 50
이 완전히 제거되지 않아서 코팅막에 약간의 얼룩이 관찰되었으며 의 알카리 5
세제로 분 분간 초음파 세척과 분간 초음파 세척공정시에5 ~10 7 IPA hard coating
의 부착력이 우수하였고 코팅막에 얼룩도 발생하지 않았다
표 는 알카리세제와 수용액으로 세척된 기판위에[ 2] IPA PMMA casting hard
막을 형성시킨 후 코팅층의 부착력을 시험한 결과이다coating
표 기판에 대한 세척 코팅 접착력[ 2] PMMA Casting +
- 32 -
공정2 Dipping
하드코팅공정에 있어서 도포공정은 다양한 방법이 개발되어 있으며 본 과제에서는
두께조절성 액의 소모성 등을 고려해 디핑방식을 적용하였다 공정의 Dip-coating
개략적 방법은 다음과 같다
플라스틱 모재는 함수율이 높아 코팅전 모재건조를 실시한다(1)
플라스틱 모재에 묻어있는 먼지를 안에서 제전건으로 완벽히 제거(2) clean room
한 후 의 에 수직으로 고정시킨다dip-coater jig
시편을 코팅액이 담겨져 있는 코팅조에 일정한 속도로 하고 초간 유(3) dipping 10
지시킨다
의 인상속도를 조절 한 후 시편을 일정 속도로 인상한(4) Dip-coater (2~6 sec)
다
이 때 인상속도를 조절하여 코팅층의 두께를 조절할 수 있다 딥코팅시 분위기 습
도를 이하 온도 상온 코팅액 온도를 로 유지하여 액의 경시변RH 50 18 ~ 20
화를 최소화 해야한다 플라스틱렌즈 및 보안경 등 공정을 요하는 업 hard coating
체에서는 정도의 청정실에서 하드코팅을 실시하고 미만의 상대습class 1000 50
도 조건을 유지함으로써 대기 중의 먼지 부유물등에의한 오염을 최소화하고 있으
며 날씨변화에 따른 분위기 환경을 일정하게 유지하고 있다
코팅 분위기 조건의 변화는 경화 후 막에 에 의한hard coating particle pin-hole
과 현상 등을 일으킬 수 있으며 양질의 우수한 코팅막을 얻기가 힘들다 본hazing
연구에서는 인 의 을 설치하여 하class 1000 conventional air flow type clean room
드코팅공정을 실시하였다
그림 내부 사진[ 20]Clean room
- 33 -
내부에는 제전건 기 클린 오븐 광경화기 초음파세척장Clean room dip-coating
치 등의 설비를 구비하여 경화형 처리가 일괄적으로 처리됨으로써UV hard coating
우수한 물성의 하드코팅막을 얻을 수 있었다 그림 은 내부의 사 [ 20] clean room
진이며 작업시 내부온도는 습도는 이하를 유지하 hard coating 18~20 40RH
였다
전도체인 금속과 달리 플라스틱은 절연물질로 전기전하의 이동을 허용치 않아 마찰
등에 의하여 쉽게 정전기장을 형성하여 정전기장 내에 놓여있는 반대 극성을 갖는
입자를 끌어들이게 된다 이러한 입자를 제거하기 위해서는 플라스틱 표면 및 입자
의 극성을 중성으로 바꾸어 줌으로써 간단히 해결할 수 있다 본 과제에서는
공정 전에 공기를 이온화시켜 대량의 양 음이온을 발생시키는 장치인dipping
을 사용하여 을 제거할 수 있었으며 이물에의한 코팅층의Anti-Static-Gun particle
불량을 줄일 수 있었다
본 과제의 딥방식은 인상방식과 장치의 정밀성이 코팅특성을 좌우한다고 할 수 있
다 본 과제에 적요된 딥인상은 에의한 조의 인상 하강 방식으로 air-hydro type ㆍ
정숙성이 높은 방식이다
그림 장치 유공압[ 21] Dip-coating ( type)
- 34 -
실린더의 제어는 유공압 방식을 사용하였으며 이는 압축공기를 이용하여 유압실린
더를 제어하는 방식으로 공기의 압축성으로 인한 문제점을 개선한 것이다 즉 공기
압을 사용하면서 유압유니트와 같이 작동개시 때나 부하변동시에 접속구동이 가능
하고 저속 구동시 현상을 방지할 수 있는 유압실린더의 장점을 활용한 것 stick slip
이다 일반적으로 유공압은 실린더의 정밀정속구동 중간정지 이속제어나 로터리형
액츄에이터의 완속구동 등에도 많이 적용되고 있다 그림 은 본 실험에 사용한 [ 21]
유공압 방식의 장치로써 실린더와dip-coating air hydro type convertor coating
조 냉각 및 시스템 용량 사용 line filtering (chemical pump (10 min) 15 filter )ℓ
등으로 구성되어 있다
경화공정3
플라스틱 기판위에 경화형 액을 딥방식에의한 도포 후 에UV hard coating 50~70
서 분동안 시키고 램프 에의한 를 조사시키면3~5 pre-heating UV (200~400nm) UV
표면경도 및 내마모성이 우수한 막이 형성된다 표 에서는 본 연구에 사coating [ 3]
용되어진 코팅제 종류 및 경화조건을 나타내었다
표 코팅제 종류 및 경화 조건[ 3]
Maker Grade 용 도 경 화 조 건
사 국내L ( ) A-104GN 겸용PC amp PMMA파장UV lamp (250~360nm)
에너지UV 65~90mjcm2
사 국내H ( ) 0-299 용PMMA파장UV lamp (250~360nm)
에너지UV 60~85mjcm2
사 국외E ( ) C-220 겸용PC amp PMMAUV lamp 300Winch
이송속도 25ftmin
사 국외H ( ) B-8558 겸용PC amp PMMA파장UV lamp (250~360nm)
에너지UV 75mjcm2
본 과제의 광경화공정연구에 사용된 광경화기를 그림 에 나타내었으며 일반적[ 22]
인 광경화의 원리 및 메커니즘은 다음과 같다
가 경화원리 및 특징 UV
전자파 중 자외선 은 파장이 까지의 영역을 의미하고 있으나 경(UV) 10~400nm UV
화에 이용되는 파장범위는 대체로 이며 이 자외선이 화학작용에 유효200~400nm
한 것은 유기 화합물의 해리 분해반응을 일으킬 수 있는 강력한 에너지를 가지고
있기 때문이다
- 35 -
경화 메커니즘(1) UV
일반적으로 코팅제의 경화는 광개시제로부터 시작되는데 자외선이 갖는 에너지UV
에 의해 광개시제가 분해되어 라디칼 반응을 형성하여 반응을 유도할 수 있는 활성
체가 된다 이 활성체에 의하여 및 와 연쇄적으로 반응하여 망 monomer oligomer
상구조화된 고분자막이 형성되는 것이다
경화의 특징(2) UV
저온에서 경화가 가능하다 내열성이 좋지 않은 플라스틱 모재에도 고품질의(1)
막을 형성시킬 수 있다coating
경화속도가 빠르다 건조단위가 초단위로 설정되기 때문에 의 연속자동화가(2) line
가능하며 작업효율이 향상된다
예열시간이 짧아 신속한 작업이 가능하며 에너지가 절감된다(3)
운전관리가 간단하고 신뢰성이 높다(4)
그림[ 22] UV dryer
- 36 -
나 사 사양 UV dryer (EYE GRAPHICS model ECS-301G1)
종류 와 수은등(1) lamp metal halide
(2) lamp power 및 로 조절 가능 15KW 2KW 3KW
발광장(3) 250nm
반사판 집광형(4)
조사거리 으로 조절가능(5) 100 ~ 180
속도 으로 조절 가능(6) conveyer 08 ~ 8mmin
냉각 방식 공냉식(7)
제 절 고진공증착공정3
증착공정개발1
가 증착물질 및 증착조건
반투과반사 윈도우는 투과성과 반사성을 동시에 만족해야하며 일반적으로 금속박
막을 고진공증착함으로써 구현될 수 있다 이러한 금속박막은 진공영역에서 작업을
수행해야하며 스퍼터링과 증착이 주를 이루고 있다 그 중 스퍼터링 방법 e-beam
은 재현성이 우수하고 방식으로의 적용이 용이하다는 장점이 있으나in-line target
및 의 교체 초기조건설정 등이 용이하지 않아 본 과제에서는 다양한 재료cathode
를 코팅할 수 있는 을 적용하였다 유기물인 플라스틱상에 금속무기물e-beam type
의 접착력과 코팅후의 기계적 특성확보를 위해서는 다양한 증착공정 연구가 수행
되어야 한다 표 와 표 에 사용된 증착물의 물성과 증착조건을 각각 나타었 [ 4] [ 5]
다
표 주요 증착 물질의 물성표[ 4]
- 37 -
표 주요 증착물질의 증착조건[ 5]
나 측정값에 의한 증착막의 두께 분포
증착에 의한 증착막의 두께분포를 파악하기 위하여 크기의E-Beam 600 x500
위에 두께 의 증착속도 을 증착하였다 위치에 따른 증착glass 2500 AI ( 5 sec) Å Å
막의 두께를 측정하기 위하여 유리판 중앙부에서 바깥쪽으로 폭 간격 길이10 (
으로 등분하여 시편의 증착막두께를 으로 측정하였다 그림 계산30mm) 25 SEM [ 23]
에 의한 두께분포와 비교하였을 때 대체적인 경향은 비슷하지만 상대적으로 기울기
가 급함을 알 수 있다
그림 측정값에 의한 증착막의 두께분포[ 23]
두께측정시 사진에 의존한 측정이고 사용된 진공시스템은 이상화와는 거리가SEM
있어 약간의 차이가 발생되었다고 판단된다 측정된 값의 추세선을 구함으로써 고
정 의 제작시 로 활용할 수 있었으며 평행이송에 의한 균일성확보mask reference
연구에 참고데이터로 활용할 수 있었다
- 38 -
다 평행이송에 의한 균일성확보
기판의 평행이송과 고정 를 동시에 사용하여 두께가 균일한 박막을 제작하고mask
자 하였다 를 평행이송하여 동서방향의 균일성을 확보하고 이때 등두께를 기준 Jig
으로 동서방향을 등분하여 평면으로 이상화 해 구간내에서의 선의 형상을 두께13
기울기에 비례한 형상을 구현한 고정 를 제작하여 남북방향의 균일성을 확보하mask
고자 하였다 평행이송은 로 회전수를 inverter motor(LG -KMI400K1) 0~160rpm社
으로 조절하면서 이송하였으며 고정 는 기판이송방향의 직각방향에 대한 균일 mask
성만을 고려하여 설계제작하였다 그러나 에 의한 가림과 이송시 증착영역을 mask
벗어남으로 인해서 생기는 증착물 가 크다는 단점이 있었으며 고정 의 형loss mask
상은 증착물 증착율에 따라 다소 차이가 있어 여러 세트를 구비해야만 했다 수차
례 실험을 통해 증착물별 를 제작할 수 있었으며 평행이송속도를 증가시키고mask
왕복이송 횟수를 증가시킴으로써 이내의 균일성을 확보할 수 있었다10
시스템의 특성2 IBAD
가 증착시 온도의 변화
플라스틱 기판은 내열성이 낮아 열원에 장시간 노출되면 열변형과 함께 탄화되고
이 발생하여 박막물성에 악영향을 미칠 수 있으며 증착막과 비교하여out gassing
평균 수 십배 이상 선팽창계수가 높아 선팽창 차에 의한 박막의 과 박리를 일crack
으킬 수 있다 본 연구에서는 증착시 플라스틱에 미치는 분위기 온도의 영향을 파
악하고 적정 증착조건을 파악하기 위하여 금속 및 세라믹으로 나누어 증착시 분위
기온도 변화를 측정하였다
금속물의 시간에 따른 온도 변화(1)
은 분후 약 도정도 상승하여 시간에 따른 온도 변화가 거의 없었지만 은AI 10 3 Cr
약 도가 상승하여 급격한 상승을 보이고 있어 증착시 온도변화를 주목할 필요가12
있었다 더욱이 은 증착율이 높을수록 박막이 형태로 증착되어 반사율을 Cr granule
저하시키는 원인이 되었으며 막 자체에 도 많이 발생되었다 반투과반사 윈도crack
우 제작을 위한 금속박막 물질로는 보다는 이 온도측면에서 유리하다고 판단Cr AI
되었으며 아래의 그림 에 금속박막의 시간에 따른 온도의 변화를 비교하였다[ 24]
- 39 -
주) 증착률Al -10 sec EC-260~280Å
증착률Cr -10 sec EC-65 ~ 95Å
그림 금속박막의 시간에 따른 온도변화 비교[ 24]
세라믹의 시간에 따른 온도 변화(2)
세라믹은 금속과 달리 일반적으로 가 매우 높아 증착시 분위기온도melting point
상승이 매우 컸다 측정된 세라믹의 시간에 따른 온도의 변화는 그림 에 나타 [ 25]
내었다
주) SiO2 증착률 -10 sec EC-45 ~ 60Å
TiO2 증착률 -10 sec EC- 175Å
AI2O3 증착률 -10 sec EC-180~260Å
그림 세라믹박막의 시간에 따른 온도변화 비교[ 25]
- 40 -
그 중 SiO2 TiO2는 분 경과후 가량의 비교적 완만한 온도변화를 보이고 있10 10
으나 AI2O3는 가량의 급격한 온도상승을 보여 고증착율에서의 사용에는 한계30
가 있었다 실증착시에는 의 를 낮춤으로써 증착율 E-gun emission current 3~5 Å
내에서 증착하여 급격한 온도상승을 막을 수 있었다 AI2O3은 경도가 매우 높고 증
착시 조밀도가 높아 보호막으로 많이 사용되는 증착물이다 그러나 본 실험에서는
증착시 열발산이 특히 심하고 증착율을 낮추어도 온도가 급상승하여 증착시 crack
이 쉽게 발생하여 플라스틱 기판에는 부적합하다고 판단되었다
나 플라스틱의 Out gassing
기체방출 은 진공용기 속에서 사용하는 물질의 표면이나 내부에 흡착(out gassing)
되어 있던 분자들이 방출되는 현상을 의미하며 진공조의 압력상승 및 박막의 물성
에 큰 영향을 미치게 된다 또한 고진공 에서 배기시간을 증가시키고 최저 system
도달 압력을 결정짓는 직접적인 요인이 된다 표 는 주요 물질의 기체방출율을 [ 6]
나타낸 것이다
표 주요 물질의 기체방출율[ 6] (Pa m3sm2)
본 연구에서는 플라스틱 기판 장입 유무에 따라 의 영항에 의한 진공도out gassing
의 변화를 알아보기 위하여 진공조 내부에 기판 를 장입한PC (250times65times3 ) 10ea
후 진공도를 측정함으로써 장입전과 비교하여 변화가 있음을 알 수 있었으며 측정
된 값은 그림 에 나타내었다[ 26]
- 41 -
그림 플라스틱 기판 유 무에 따른 진공도 변화[ 26]
그림 의 결과에서 나타나듯이 플라스틱 기판의 장입시 배기속도가 다소 늦[ 26] (PC)
어짐을 알 수 있었으며 이는 플라스틱 모재가 함유한 수분 등의 에 의out gassing
한 차이로 보여진다 기체 방출률은 표면상태나 세척정도 등에 의해 크게 baking
좌우된다고 알려져있어 본 연구에서는 진공조 내부의 에 세심한 주의를 cleaning
기울였으며 함수율이 높은 플라스틱 기판의 세척공정과 함께 건조공정을 확립하고
을 설치하여 플라스틱 기판이 진공조에 머무는 시간을 최소화함load lock system
으로써 플라스틱 모재로 인한 을 최소화할 수 있었다 out gassing
- 42 -
제 장 시제품제작 및 특성분석4
제 절 상용제품의 특성분석1
본 과제의 반투과반사윈도우 개발을 위해서 일본 상용제품의 특성을 분석하였다
일본제품의 측정결과 상하부는 이며 층의 두게는SEM 147 121 m Top coatingμ
로 층보다는 다소 얇은 코팅층이였다 또한 금속박막층은106 m Base coating μ
으로 관찰이 용이하지 않으나 및 에 근거한 추정결과 내SEM RBS SEM data 20nm
외로 판단되었다 아래 그림 은 상용제품의 모재 상하면의 단면 사진이다 [ 27] SEM
그림 반투과반사 윈도우 상용제품의 사진 상 하단면[ 27] SEM ( )
그림 은 일본제품의 분석 결과이다 이온을 조사하였고 이 때[ 28] RBS He2+
는 였으며 고에너지에의한 플라스틱 표면의 손상을 줄이기beam energy 224MeV
위해 이온 량을 으로 낮게 설정하였다dose 80 C μ
그림 반투과반사 윈도우 상용제품의[ 28] RBS Spectrum
- 43 -
분석결과 표층에는 내외의 이 관찰되었으며 내부로 됨에 따라 유20nm AI etching
기물이 지속적으로 관찰되고 있음을 알 수 있다 그림 과는 달리 표면에 [ 27] top
층이 존재하지 않으며 표면에서는 층만이 존재함을 알 수 있다coating AI
제 절 플라즈마 표면처리2
플라스틱 반투과반사 윈도우 시제품제작을 위해 플라즈마 이온빔을 조사하여 플라
스틱 모재의 표면처리를 수행하였다 플라즈마는 의 고순도 의 999999 20 sccm
를 공급하면서 를 사용하여 발생시켰다 이 때 는Ar gas RF power RF Power 80W
였으며 는 로 설정하여 모재가 장착된 지그를 좌우 이송하 Ion Beam energy 1KeV
면서 표면처리공정을 수행하였다 는 Base Pressure 12times10-6 였으며torr Working
는Pressure 5x10-4 였다 조사시간은 로torr Ion Beam 120sec 5times1017 Ar+ ions
의 였다 그림 는 에의한 표면처리 후 표면의 상태를 보기위한dose [ 29] ion beam
사진이다 의 면적을 하였으며 곳을 측정하여 평균값을 취AFM 1 x 1 scanning 5
하였다 조사 전후 표면의 거칠기 는 에서 로 다소 증가하였으 Ion (Ra) 55 589Å Å
나 플라스틱의 표면에는 큰 손상을 주지는 않는 것으로 파악되었다
그림 표면개질전후의 사진[ 29] AFM
그림 은 표면처리후 플라스틱 모재 상에 증류수를 떨어트려 을[ 30] Wetting angle
측정한 결과이다 표면처리 전 의 이 로 크게 줄여 들어 722 deg Wetting angle 171 deg
표면친수성이 크게 향상되었음을 알 수 있다
- 44 -
그림[ 30] Wetting Angle Test
제 절 광경화에의한 하드코팅3
광경화 하드코팅공정1
반투과반사 윈도우로 사용되는 플라스틱 소재는 낮은 내열성과 표면경도로 인해 코
팅층의 내구성 높이는데 한계가 있어 유무기계 막을 형성시킴으로써 표hard coating
면경도나 내마모성 등의 기계적 특성을 크게 향상시켰으며 코팅후 소재의 내마모
성 표면경도에 대한 평가를 수행하였다 하드코팅 공정에 있어서 가장 유의해야할
사항 중 하나는 공기 중 무수히 존재하는 미세먼지 및 파티클에의한 코팅층의 오염
이라고 할 수 있다 코팅층에 포함된 파티클은 코팅액의 흐름과 두께불균일성을 발
생할 수 있으며 더욱이 투명제품의 파티클은 제품불량에 있어서 주요요인이라고
할 수 있다 미세 파티클은 세척공정에서부터 경화 후 포장공정에 까지 일관되게
제어되어야 하며 양압에의한 클린룸을 필요로 하고 있다 더욱이 도포 및 경화조건
은 온습도 매우 민감하여 클린룸에 의한 항온항습이 필수적이라고 할 수 있다 본
과제에서는 헤파필터에 의한 의 항온항습 클린룸에서 하드코팅공정을Class 1000
수행하였다
막의 두께 균일성을 파악하기 위하여 측정위치를 변화시키면서Hard coating SEM
에의한 두께를 측정하였다
가 측정 방법 인 플라스틱기판을 대략 정도 250 X65 X3(t) 150 dip-coating
하여 기판을 아래 그림 과 같이 크기로 등분 한 후[ 31] 65cmX25cm 5 (1) (2)
샘플을 로 절단하여 단면가공 후 으로 관찰하였다(3) 10 X 4 SEM
- 45 -
그림 시료의 크기 및 측정점[ 31]
나 측정 결과 시료의 각 위치에서의 코팅층 측정두께를 표 에 나타내었다 아 [ 7]
울러 단면 사진을 그림 에 나타내었다SEM [ 32]
표 막의 두께 측정 결과 사용[ 7] hard coating (SEM )
그림 층의 단면 사진[ 32] Hard coating SEM
시제품의 하드코팅층 물성평가2
플라스틱 반투과반사 윈도우용 소재는 표면경도 접착력 내마모성 등 waveness
다양한 물성들을 만족시켜야 한다 물성시험을 위한 시료는 상에 코 PMMA A-104
팅액을 속도로 인상하여 광경화공정을 통해 제작되었다2 s
- 46 -
가 내마모성
하드코팅된 소재의 내마모성은 를 사용하여 물성평가를 실시하였steel wool tester
다 은 를 사용하였으며 하중은 을 유지하였고 왕복회수는 Steel wool 0000 1kg 50
회로 설정하여 시험 후 각 시편의 스크레치 발생 정도를 비교분석함으로써 코팅층
을 평가할 수 있었다 그림 은 자체에서 설계 제작한 [ 33] steel wool scratch
의 사진이며 사양은 다음과 같다tester
기계규격 670 times 265 times 370①
로울러 지지축 운동규격 20 times 158 times 304 ( 120 )②
로울러 12 times 50③ empty회전축 모터와 연결축 11 ( )④ empty무게추 고정봉 5 times 80⑤ empty무게추 500g 2 ea 200g 4 ea 100g 4 ea⑥
밸런스 추 295g⑦
로울러축 지지대 20 times 24 times 62⑧
이동 정반 8 times 168 times 372⑨
시험품 고정판 40 84 times 150 ( 2 ea )⑩
가압 핸들 5 times40⑪
그림[ 33] Steel Wool Scratch Tester
나 표면경도
막은 내마모성과 표면경도에서 한계가 있는 플라스틱 표면특성을 향Hard coating
상시키기 위해 수행되었으며 딥방식에의한 도포와 에의한 광경화공정을 적용하 UV
였다
- 47 -
그림[ 34] Pencil Hardness Tester
딥 도포공정에서 인상속도를 로 유지하였다 표 는 플라스틱 모재 위에4 sec [ 8]
다양한 의 제를 사용하여 코팅한 실험 결과이며 표면연필경도는grade hard coating
로써 모재의 경도보다 단계 상승하였으며 코팅제로 막을4~5H 3~4 A-104 coating
형성시킨 경우 내스크레치성에서도 하중 하에서 으로 1kg steel wool 0000
막 위를 회 왕복하였을 때 막에 스크레치가 거의 발생하지 않았coating 50 coating
다
표 막에 대한 시험 결과[ 8] Hard coating (4 s)
- 48 -
제 절 고진공금속박막증착4
하드코팅막의 표면처리1
그림 플라즈마 표면처리된 하드코팅막의 사진[ 35] AFM
하드코팅막은 등 무기물을 다량 함유하고 있는 유무기의 혼합물질이다 고분silicon
자와는 달리 하드코팅막은 이온선량의 넓은 범위에 걸쳐서 증류수와의 접촉각이 매
우 낮았다
결과 막에 있어서는Water drop test hard coating 3times1015 ~ 4times1017 Ar+ ions
의 범위내의 량으로 증류수의 접촉각이 낮음을 알 수 있었다 증착막의 접ion dose
착력 향상정도를 확인하기 위하여 이온선량을 변화시키며 하드코팅층 표면에 dose
량에 따라 Ar+ 을 조사한 후 의 박막을 증착하여ion beam 100nm AI cross-cut
를 수행하였다 표tape test [ 9]
표 플라스틱 박막의 결과[ 9] HCAI Cross-cut tape test
하드코팅층의 에 의한 표면처리전 결과는 플라스틱에서처럼 모두 박리 되ion beam
었으나 의 량ion beam dose 5x1015 ~ 1x1017의 범위에서는 모두 접착력이 우수함
을 알 수 있었다 이는 하드코팅층위에 일부 무기질 재료가 포함되어 금속 박막과
의 친화성이 강하기 때문으로 판단되며 일반 고분자와는 달리 내열성이 매우 우수
하여 의 고에너지에서 수십분간의 조사에서도 표면에 탄화되는 경향이 없15 KeV
었다
- 49 -
미세금속박막증착2
플라스틱 반투과반사윈도우의 미세금속박막은 당사에서 보유하고 있는 고진공
시스템을 사용하여 증착하였다 그림 시스템을 구비하고 있IBAD [ 36] LoadLock
는 본 장비는 가 장착되어 있으며 모재의 평행이송과 를RF Plasma source Mask
사용하여 두께 균일성을 확보하였다
그림 증착 시스템[ 36] IBAD
반투과반사미러에 사용된 금속은 의 사의 을 사용하였다 당사에서9999 Cerac AI
보유하고 있는 4x10-6 진공도에서 을 사용하였다 증착시torr e-beam gun
는 증착율은 였으며 상하 좌우의 을 통Emission Current 280 5 sec Sweeping Å
해 균일한 증착율 유도하였다
그림 금속박막의 투과율[ 37] Spectrum
- 50 -
그림 금속박막의 전후면 반사[ 38] spectrum
사의 로 측정된 가시영역에서의 투과 반Hitachi U-2000 UV-Vis Spectrophotometer
사 을 그림 그림 에 나타내었다 각각의 투과반사율을 가시영spectrum [ 37] [ 38]
역에서의 평균값을 구한뒤 아래 표와 같이 흡수율을 구하였다 제작된 시제품의 흡[
수율은 였다248
표 금속증착막의 특성분석결과[ 10]
No 항 목 평 가 방 법 시 험 결 과
1 접 착 력 Cross-Cut 100100
2 투 과 율 Spectrophotometer 445
3 반사율 전면( ) Visual Range 307
4 반사율 후면( ) Visual Range 171
5 흡 수 율 Visual Range 248
- 51 -
제 장 결론5
제 절 연구결과1
플라즈마 표면처리공정연구 광경화에의한 하드코팅공정연구 고진공증착에의한 미
세 금속박막 증착연구개발을 통하여 수입되고 있는 플라스틱 반투과반사윈도우 소
재를 개발하였다 현재 상용되고 있는 수입소재의 기계적 광학적 특성을 분석을 통
하여 개발 목표치를 설정하였으며 최적 공정개발에의한 시제품제작을 완료하였다
시제품의 평가항목 및 특성치를 아래 표 에 나타내었다[ 12]
표 반투과반사윈도우 시제품의 특성표[ 12]
평 가 항 목 특성치 비 고
광흡수율1 () 248 분광기 기준30T
내마모성2 () 28 자체기준( haze)
접착력3 (x100) 100 회ASTMD3359 10
표면경도4 (H) 5 ASTMD3363 Mitsu-B
표면친수성5 (deg ) 171 Anglometer
미세파티클6 (1um) 01 Clean Room
본 과제 수행에의한 개발목표를 달성할 수 있었으며 주요기술개발내용은 다음과
같다 플라즈마를 이용하여 고분자 표면의 친수성 를 크게 높였으며 1) RF (171deg )
금속박막과의 접착력 을 크게 향상시켰다 광경화에의한 하드코팅공정(100100) 2)
개발에의해 플라스틱 표면경도 및 내마모성 을 크게 향상시켰다 고진(5H) (28) 3)
공 증착공정개발에의해 금속박막의 흡수율 을 크게 낮추어 광효율이 높은(248)
플라스틱 반투과반사 윈도우 시제품을 개발하였다 플라스틱 반투과반사윈도우 4)
소재를 평가하기 위한 광학적 기계적특성 평가기법을 확립하였다
- 52 -
제 절 향후전망2
개발된 플라스틱 반투과반사 윈도우는 플라스틱의 낮은 내열성과 표면경도 흡수율
을 개선하기 위한 것으로 최근 전자제품 정보통신부품 등 첨단전자제품에 적극 채
택되고 있다 특히 휴대폰 및 디스플레이의 투과창 소재가 기존 에서 투명플 glass
라스틱으로 적극 채택되면서 관련 공정기술개발과 함께 소재특성을 위한 다양한 연
구가 활발히 추진되고 있으며 선진국에서는 개발완료에 따른 양산체제 구축으로
전세계 시장을 석권하고 있는 상황이다
본 과제에의한 플라스틱 반투과반사 윈도우의 시제품은 수입시판되고 있는 상용소
재와 동등이상의 특성을 나타내고 있어 향후 양산설비 및 양산공정연구에의한 소
재의 국산화가 가능하다고 할 수있다 또한 본 과제의 플라즈마 표면처리는 저온
표면처리를 요하는 광학용 플라스틱 소재의 표면처리에 활용될 수 있으며 광경화에
의한 하드코팅공정은 기존 열경화방식과는 달리 화가 가능하며 대량 양산in-line
체제를 갖출 수 있어 향후 큰 폭의 성장이 기대된다
- 53 -
참 고 문 헌
1 Oleg A Popov ldquoHigh Density Plasma Sourcesrdquo NOYES Publications(1995)
전자기술연구회 초음파 응용 기문사2 ldquo ( 1997)
임준섭외 명3 4 ldquoImprovement in Surface Hardness of Plastic Surface Mirrorrdquo
Korea-Russia Symposium(1998)
4 Lan G Brown ldquoThe Physics and Technology of Ion Sourcerdquo John Wiley amp
Sons(1989)
이규환 외 명 진공증착법으로 제조된 박막의 밀착성에 관한연구 한국5 4 ldquo AI-Cr rdquo
표면공학회지 VoI27No1Feb(1994)
한성남 외 명6 4 ldquoImproving Wettability of Polycarbonate and adhesion with
aluminum by Ar+ ion irradiationrdquo JMaterial Res Vol9 Sep(1995)
한성남외 명 표면에 아르곤 조사와 친수성증대7 4 ldquoPolymethylmethacrylate rdquo The
Korean Physical Society Vol8No2 Mar pp193~198(1995)
인하대 광기술교육센터 광학시스템의 설계 및 평가 인하대 광기술교육센터8 ldquo rdquo
(1999)
임준섭외 명9 5 ldquoEffect of Ion Beam Assisted Cleaning on Adhesion of AI to
Polymer Substrate of PC and PMMArdquo Asian Finish lsquo98(1998)
10 CJ Brinker and GW Scherrer ldquoSol-Gel Science The Physics and
Chemistry of Sol-Gel ProcessingrdquoAcademic Press NY(1990)
아주공업 주 표면처리 기술을 이용한 자동차용 후사경 개발 산업자11 ( )rdquoPlasma rdquo
원부 최종보고서(2000)
고성진외 명 자동차용 플라스틱 미러와 그 제조방법 아주공업 주12 2 rdquo rdquo ( )(2002)
아주공업 주 플라즈마 기술을 이용한 오토바이 헬멧용 무적쉴드개발 중소기13 ( ) ldquo rdquo
업청 최종보고서(2002)
박원규 졸겔법의 응용과 제품 명현문화사14 rdquo rdquo (1999)
홍진후 경화코팅 조선대학교 출판부15 rdquoUV rdquo (2002)
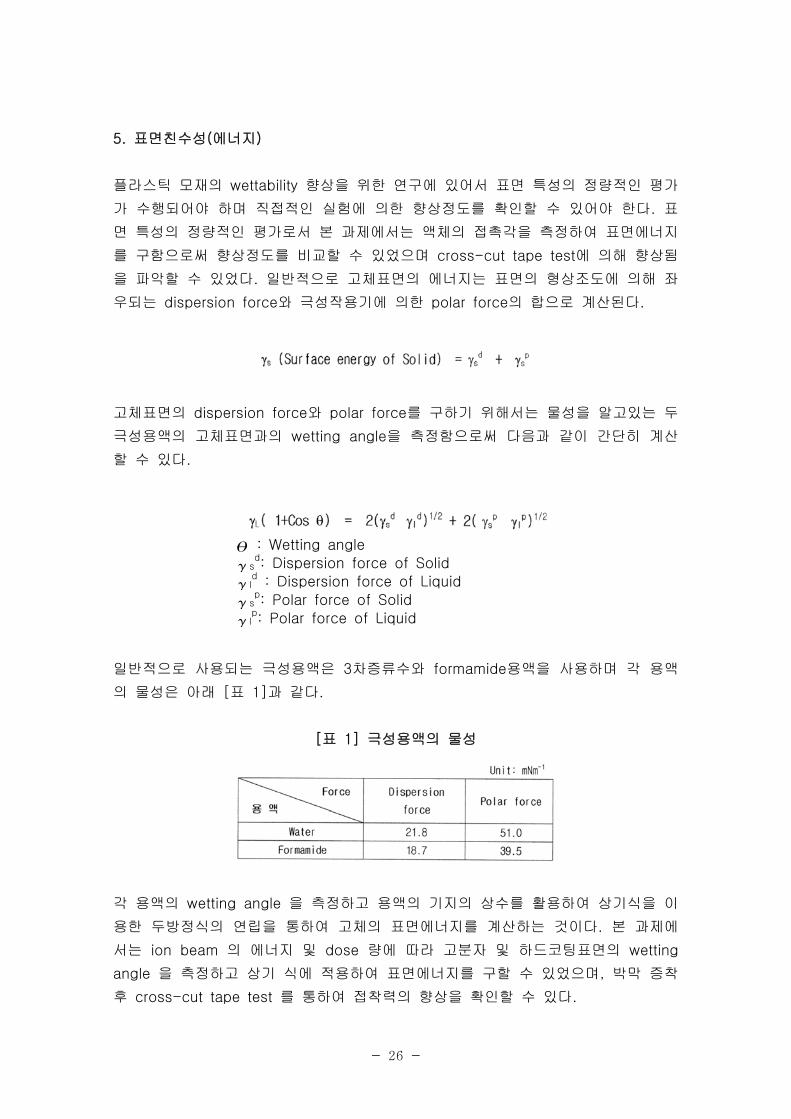
- 26 -
표면친수성 에너지5 ( )
플라스틱 모재의 향상을 위한 연구에 있어서 표면 특성의 정량적인 평가wettability
가 수행되어야 하며 직접적인 실험에 의한 향상정도를 확인할 수 있어야 한다 표
면 특성의 정량적인 평가로서 본 과제에서는 액체의 접촉각을 측정하여 표면에너지
를 구함으로써 향상정도를 비교할 수 있었으며 에 의해 향상됨cross-cut tape test
을 파악할 수 있었다 일반적으로 고체표면의 에너지는 표면의 형상조도에 의해 좌
우되는 와 극성작용기에 의한 의 합으로 계산된다dispersion force polar force
고체표면의 와 를 구하기 위해서는 물성을 알고있는 두dispersion force polar force
극성용액의 고체표면과의 을 측정함으로써 다음과 같이 간단히 계산wetting angle
할 수 있다
Wetting angle120563120574s
d Dispersion force of Solid120574ld Dispersion force of Liquid
120574sp Polar force of Solid
120574lp Polar force of Liquid
일반적으로 사용되는 극성용액은 차증류수와 용액을 사용하며 각 용액3 formamide
의 물성은 아래 표 과 같다[ 1]
표 극성용액의 물성[ 1]
각 용액의 을 측정하고 용액의 기지의 상수를 활용하여 상기식을 이wetting angle
용한 두방정식의 연립을 통하여 고체의 표면에너지를 계산하는 것이다 본 과제에
서는 의 에너지 및 량에 따라 고분자 및 하드코팅표면의ion beam dose wetting
을 측정하고 상기 식에 적용하여 표면에너지를 구할 수 있었으며 박막 증착angle
후 를 통하여 접착력의 향상을 확인할 수 있다cross-cut tape test
- 27 -
제 장 플라스틱 반투과반사 윈도우 코팅공정개발3
제 절 플라즈마 이온원에의한 표면처리1
산업전반에 걸쳐 광범위하게 사용되고 있는 플라스틱은 경량성 및 높은 생산성으로
인해 그 활용 폭을 점차 넓혀가고 있으나 플라스틱의 열에너지chemical reaction
에 의한 표면거칠기 열변형 무기물과의 접착력 등의 특성은 플라carbonization
스틱의 활용에 한계가 되고 있으며 이러한 문제를 해결하려는 연구개발이 다양한
분야에서 활발하게 진행되고 있다 특히 glow discharge electron beam arc
등의 방법으로 플라스틱 표면의 특성을 개선하기 위discharge corona discharge
한 연구가 이루어지고 있으며 일부 연구결과는 산업현장에서 적용되어 핵심공정으
로 자리를 잡고있다 본 과제에서는 에너지를 갖는 조사에 의한 고분자 ion beam
표면의 친수성을 높이고 표면에너지의 향상을 통하여 금속 무기물과의 를wettability
증진코자 하였다 수백 에서 수 의 에너지를 갖는 을 사용한 것과 KeV MeV ion beam
는 달리 내외의 에너지를 갖는 을 사용함으로써 플라스틱 표면의1KeV ion beam
큰 손상없이 만을 증진시켜 무기물과 고분자의 접착력이 혁신적으로 개wettabiIity
선되는 결과를 나타냈다
플라스틱 모재에 플라즈마 을 조사하여 의 량 변화에 따른ion beam ion beam dose
극성용액의 을 측정하였다 그림 는 의 에너지를wetting angle [ 15] ion beam 1
로 일정하게하고KeV O2와 이온 빔의 이온선량을Ar 1times1014 에서 1times1017 ion
의 범위로 변화시키며 조사하였을 때 증류수의 접촉각 변화를 나타낸 것이다
그림[ 15] Water Wetting Angle(lon Beam Energy 1KeV)
- 28 -
기판의 증류수에 대한 접촉각 측정은 플라즈마 이온빔 처리된 모재의 표면에 증류
수 를 각각 군데 떨어뜨린 후002 3 contact anglometer (Goniometer Model
를 사용하여 을 측정한 후 평균값을 취하였다G-1 ELMA Inc) wetting angle
플라스틱표면에 플라즈마 처리안된 시료의 증류수에 대한 접촉각은 였으며 플92deg
라즈마 표면 개질된 모재의 은 정도wetting angle 30deg (1times1017 로 떨어짐을ions )
확인할 수 있었다 표면에너지값을 구하기 위하여 포름아미드 용액의 접촉각을 같
은 방법으로 측정하였다 그림 이온선량이 증가하면서 접촉각이 조금씩 감소하[ 16]
는 경향은 증류수 접촉각 실험과 같은 경향을 보이고 있다
그림 포름아미드[ 16] Wetting Angle(Ion Beam Energy 1Kev)
물과 포름아미드 극성용액의 측정된 접촉각을 이용하여 플라스틱 모재의 표면에너
지를 구할 수 있었다 그림[ 17]
그림 이온선량에 따른[ 17] Surface Energy
- 29 -
표면거칠기에 큰 영향을 받는 의 경우 이온선량이 증가함에 따라dispersion force
대체적으로 완만한 변화를 보이고 있으나 의 경우 이온선량이 증가함에 polar force
따라 지속적으로 급격히 증가하여 이온선량이 1times1015 Ar+ 에서는ions 40 ergs
까지 도달하였으며 이온선량이 1times10 17 Ar+ 에 이르러서는 의ions 64 ergs
표면에너지까지 증가하여 초기의 보다는 배이상이 증가함을 알 수 있었30 ergs
다 이와 같은 변화는 이온 빔의 조사로 인하여 플라스틱 기판 표면에 free radical
이 생성되고 의 형성으로 설명되고 있다hydrophilic group
한편 의 에너지 변화에 따른 플라스틱의 표면에너지 변화를 알아보기 위 ion beam
하여 이온선량을 8x1016 Ar+ 로 일정하게 하고 의 에너지를ions ion beam
까지 일정하게 증가시키면서 물과의 접촉각을 측정하였다 그림1500eV [ 18]
그림 에 따른 물과의 접촉각 변화[ 18] Ion Beam Energy
플라스틱 종류별 차이는 있으나 대체로 내외였으며 이상에서는 점차40deg 1500eV
로 다시 증가하는 것을 보여주었다 으로 표면처리시 의 보다는 Ion beam ion energy
의 량에 지배를 받는 것으로 파악되었으며ion dose Ar+만의 조사보다는 02 분위기
에서의 Ar+ 조사시 효과가 높았으나 진공도가 낮아지는 점과 이 불안정하ion beam
다는 단점이 있어 Ar+ 만의 조사가 생산적용시에는 유리하다고 판단된다
- 30 -
제 절 하드코팅공정연구2
전처리 공정1
플라스틱 표면 상에 흡착 부착된 오일 미세먼지 지문 등 다양한 오염물은 하드코
팅 후 코팅층의 박리 핀홀 표면 얼룩 등의 다양한 불량을 초래할 수 있어 coating
액의 도포공정에 앞서 필수적으로 세정공정을 수행해야한다 본 과제에서는 초음파
세척방법을 전처리공정에 적용하여 하드코팅공정 연구를 수행하였다 그림 는 [ 19]
본 연구에 사용된 세척장치로써 세정액이 담긴 세정조 차 및 차 수세조와 탕세 1 2
조로 구성되어 있다
그림 초음파 세척 장치[ 19]
본 과제에서는 초음파를 기본적으로 사용하고 플라스틱 소재의 성형방법에 따라
표면특성 및 오염된 표면 이물질이 달라 각각 다른 공정 방법을 적용하였다
가 사출 및 압출 성형된 모재
대부분의 플라스틱 기판은 알카리 세제를 사용한 전처리공정으로 깨끗한 기판을 얻
을 수 있었으며 처리 후 부착력이 우수한 코팅층을 얻을 수 있었다 hard coating
세척순서는 아래와 같다
알카리 세제 수용액에 초음파 세척 분(1) 5 50~60 times 10
흐르는 수도물에 수세 대략 초(2) 10
증류수에 초음파 수세 분(3) 50~60 times 10
증류수에 탕세(4) 4 s 60~70
- 31 -
건조 분(5) 70 times 60
보관 에 보관(6) SUS box
나 성형된 모재 Casting
성형시 필수적으로 포함되는 모재의 이형성분을 제거하기위한 최적공정을Casting
파악하기 위해 세제의 농도 및 처리시간에 따른 실험을 수행하였다 실험은 1~
의 알카리 세제로 각각 분으로 나누어 초음파 처리하고 의 으10 5 10 30 50 IPA
로 분 범위내에서 시간을 달리하여 초음파 세척한 후 코팅제로3~10 A-104 hard
을 하였다 다음은 세척공정 순서이다coating
알카리 세제 수용액에 초음파 세척 분(1) 5 50~60 times 10
흐르는 수도물에 수세 대략 초(2) 10
수용액에 초음파 세척 분(3) 20~50 IPA 30~40 times 7~8
증류수에 초음파 수세 분(4) 50~60 times 10
증류수에 탕세(5) 4 s 60~70
건조 분(6) 70 times 60
보관 에 보관(7) SUS box
시편의 평가는 육안에 의한 얼룩의 유무확인과 에 의한 부착력cross-cut tape test
으로 판단하였다 알카리 세제와 농도가 각각 와 미만일 때는 오염 물질 IPA 5 50
이 완전히 제거되지 않아서 코팅막에 약간의 얼룩이 관찰되었으며 의 알카리 5
세제로 분 분간 초음파 세척과 분간 초음파 세척공정시에5 ~10 7 IPA hard coating
의 부착력이 우수하였고 코팅막에 얼룩도 발생하지 않았다
표 는 알카리세제와 수용액으로 세척된 기판위에[ 2] IPA PMMA casting hard
막을 형성시킨 후 코팅층의 부착력을 시험한 결과이다coating
표 기판에 대한 세척 코팅 접착력[ 2] PMMA Casting +
- 32 -
공정2 Dipping
하드코팅공정에 있어서 도포공정은 다양한 방법이 개발되어 있으며 본 과제에서는
두께조절성 액의 소모성 등을 고려해 디핑방식을 적용하였다 공정의 Dip-coating
개략적 방법은 다음과 같다
플라스틱 모재는 함수율이 높아 코팅전 모재건조를 실시한다(1)
플라스틱 모재에 묻어있는 먼지를 안에서 제전건으로 완벽히 제거(2) clean room
한 후 의 에 수직으로 고정시킨다dip-coater jig
시편을 코팅액이 담겨져 있는 코팅조에 일정한 속도로 하고 초간 유(3) dipping 10
지시킨다
의 인상속도를 조절 한 후 시편을 일정 속도로 인상한(4) Dip-coater (2~6 sec)
다
이 때 인상속도를 조절하여 코팅층의 두께를 조절할 수 있다 딥코팅시 분위기 습
도를 이하 온도 상온 코팅액 온도를 로 유지하여 액의 경시변RH 50 18 ~ 20
화를 최소화 해야한다 플라스틱렌즈 및 보안경 등 공정을 요하는 업 hard coating
체에서는 정도의 청정실에서 하드코팅을 실시하고 미만의 상대습class 1000 50
도 조건을 유지함으로써 대기 중의 먼지 부유물등에의한 오염을 최소화하고 있으
며 날씨변화에 따른 분위기 환경을 일정하게 유지하고 있다
코팅 분위기 조건의 변화는 경화 후 막에 에 의한hard coating particle pin-hole
과 현상 등을 일으킬 수 있으며 양질의 우수한 코팅막을 얻기가 힘들다 본hazing
연구에서는 인 의 을 설치하여 하class 1000 conventional air flow type clean room
드코팅공정을 실시하였다
그림 내부 사진[ 20]Clean room
- 33 -
내부에는 제전건 기 클린 오븐 광경화기 초음파세척장Clean room dip-coating
치 등의 설비를 구비하여 경화형 처리가 일괄적으로 처리됨으로써UV hard coating
우수한 물성의 하드코팅막을 얻을 수 있었다 그림 은 내부의 사 [ 20] clean room
진이며 작업시 내부온도는 습도는 이하를 유지하 hard coating 18~20 40RH
였다
전도체인 금속과 달리 플라스틱은 절연물질로 전기전하의 이동을 허용치 않아 마찰
등에 의하여 쉽게 정전기장을 형성하여 정전기장 내에 놓여있는 반대 극성을 갖는
입자를 끌어들이게 된다 이러한 입자를 제거하기 위해서는 플라스틱 표면 및 입자
의 극성을 중성으로 바꾸어 줌으로써 간단히 해결할 수 있다 본 과제에서는
공정 전에 공기를 이온화시켜 대량의 양 음이온을 발생시키는 장치인dipping
을 사용하여 을 제거할 수 있었으며 이물에의한 코팅층의Anti-Static-Gun particle
불량을 줄일 수 있었다
본 과제의 딥방식은 인상방식과 장치의 정밀성이 코팅특성을 좌우한다고 할 수 있
다 본 과제에 적요된 딥인상은 에의한 조의 인상 하강 방식으로 air-hydro type ㆍ
정숙성이 높은 방식이다
그림 장치 유공압[ 21] Dip-coating ( type)
- 34 -
실린더의 제어는 유공압 방식을 사용하였으며 이는 압축공기를 이용하여 유압실린
더를 제어하는 방식으로 공기의 압축성으로 인한 문제점을 개선한 것이다 즉 공기
압을 사용하면서 유압유니트와 같이 작동개시 때나 부하변동시에 접속구동이 가능
하고 저속 구동시 현상을 방지할 수 있는 유압실린더의 장점을 활용한 것 stick slip
이다 일반적으로 유공압은 실린더의 정밀정속구동 중간정지 이속제어나 로터리형
액츄에이터의 완속구동 등에도 많이 적용되고 있다 그림 은 본 실험에 사용한 [ 21]
유공압 방식의 장치로써 실린더와dip-coating air hydro type convertor coating
조 냉각 및 시스템 용량 사용 line filtering (chemical pump (10 min) 15 filter )ℓ
등으로 구성되어 있다
경화공정3
플라스틱 기판위에 경화형 액을 딥방식에의한 도포 후 에UV hard coating 50~70
서 분동안 시키고 램프 에의한 를 조사시키면3~5 pre-heating UV (200~400nm) UV
표면경도 및 내마모성이 우수한 막이 형성된다 표 에서는 본 연구에 사coating [ 3]
용되어진 코팅제 종류 및 경화조건을 나타내었다
표 코팅제 종류 및 경화 조건[ 3]
Maker Grade 용 도 경 화 조 건
사 국내L ( ) A-104GN 겸용PC amp PMMA파장UV lamp (250~360nm)
에너지UV 65~90mjcm2
사 국내H ( ) 0-299 용PMMA파장UV lamp (250~360nm)
에너지UV 60~85mjcm2
사 국외E ( ) C-220 겸용PC amp PMMAUV lamp 300Winch
이송속도 25ftmin
사 국외H ( ) B-8558 겸용PC amp PMMA파장UV lamp (250~360nm)
에너지UV 75mjcm2
본 과제의 광경화공정연구에 사용된 광경화기를 그림 에 나타내었으며 일반적[ 22]
인 광경화의 원리 및 메커니즘은 다음과 같다
가 경화원리 및 특징 UV
전자파 중 자외선 은 파장이 까지의 영역을 의미하고 있으나 경(UV) 10~400nm UV
화에 이용되는 파장범위는 대체로 이며 이 자외선이 화학작용에 유효200~400nm
한 것은 유기 화합물의 해리 분해반응을 일으킬 수 있는 강력한 에너지를 가지고
있기 때문이다
- 35 -
경화 메커니즘(1) UV
일반적으로 코팅제의 경화는 광개시제로부터 시작되는데 자외선이 갖는 에너지UV
에 의해 광개시제가 분해되어 라디칼 반응을 형성하여 반응을 유도할 수 있는 활성
체가 된다 이 활성체에 의하여 및 와 연쇄적으로 반응하여 망 monomer oligomer
상구조화된 고분자막이 형성되는 것이다
경화의 특징(2) UV
저온에서 경화가 가능하다 내열성이 좋지 않은 플라스틱 모재에도 고품질의(1)
막을 형성시킬 수 있다coating
경화속도가 빠르다 건조단위가 초단위로 설정되기 때문에 의 연속자동화가(2) line
가능하며 작업효율이 향상된다
예열시간이 짧아 신속한 작업이 가능하며 에너지가 절감된다(3)
운전관리가 간단하고 신뢰성이 높다(4)
그림[ 22] UV dryer
- 36 -
나 사 사양 UV dryer (EYE GRAPHICS model ECS-301G1)
종류 와 수은등(1) lamp metal halide
(2) lamp power 및 로 조절 가능 15KW 2KW 3KW
발광장(3) 250nm
반사판 집광형(4)
조사거리 으로 조절가능(5) 100 ~ 180
속도 으로 조절 가능(6) conveyer 08 ~ 8mmin
냉각 방식 공냉식(7)
제 절 고진공증착공정3
증착공정개발1
가 증착물질 및 증착조건
반투과반사 윈도우는 투과성과 반사성을 동시에 만족해야하며 일반적으로 금속박
막을 고진공증착함으로써 구현될 수 있다 이러한 금속박막은 진공영역에서 작업을
수행해야하며 스퍼터링과 증착이 주를 이루고 있다 그 중 스퍼터링 방법 e-beam
은 재현성이 우수하고 방식으로의 적용이 용이하다는 장점이 있으나in-line target
및 의 교체 초기조건설정 등이 용이하지 않아 본 과제에서는 다양한 재료cathode
를 코팅할 수 있는 을 적용하였다 유기물인 플라스틱상에 금속무기물e-beam type
의 접착력과 코팅후의 기계적 특성확보를 위해서는 다양한 증착공정 연구가 수행
되어야 한다 표 와 표 에 사용된 증착물의 물성과 증착조건을 각각 나타었 [ 4] [ 5]
다
표 주요 증착 물질의 물성표[ 4]
- 37 -
표 주요 증착물질의 증착조건[ 5]
나 측정값에 의한 증착막의 두께 분포
증착에 의한 증착막의 두께분포를 파악하기 위하여 크기의E-Beam 600 x500
위에 두께 의 증착속도 을 증착하였다 위치에 따른 증착glass 2500 AI ( 5 sec) Å Å
막의 두께를 측정하기 위하여 유리판 중앙부에서 바깥쪽으로 폭 간격 길이10 (
으로 등분하여 시편의 증착막두께를 으로 측정하였다 그림 계산30mm) 25 SEM [ 23]
에 의한 두께분포와 비교하였을 때 대체적인 경향은 비슷하지만 상대적으로 기울기
가 급함을 알 수 있다
그림 측정값에 의한 증착막의 두께분포[ 23]
두께측정시 사진에 의존한 측정이고 사용된 진공시스템은 이상화와는 거리가SEM
있어 약간의 차이가 발생되었다고 판단된다 측정된 값의 추세선을 구함으로써 고
정 의 제작시 로 활용할 수 있었으며 평행이송에 의한 균일성확보mask reference
연구에 참고데이터로 활용할 수 있었다
- 38 -
다 평행이송에 의한 균일성확보
기판의 평행이송과 고정 를 동시에 사용하여 두께가 균일한 박막을 제작하고mask
자 하였다 를 평행이송하여 동서방향의 균일성을 확보하고 이때 등두께를 기준 Jig
으로 동서방향을 등분하여 평면으로 이상화 해 구간내에서의 선의 형상을 두께13
기울기에 비례한 형상을 구현한 고정 를 제작하여 남북방향의 균일성을 확보하mask
고자 하였다 평행이송은 로 회전수를 inverter motor(LG -KMI400K1) 0~160rpm社
으로 조절하면서 이송하였으며 고정 는 기판이송방향의 직각방향에 대한 균일 mask
성만을 고려하여 설계제작하였다 그러나 에 의한 가림과 이송시 증착영역을 mask
벗어남으로 인해서 생기는 증착물 가 크다는 단점이 있었으며 고정 의 형loss mask
상은 증착물 증착율에 따라 다소 차이가 있어 여러 세트를 구비해야만 했다 수차
례 실험을 통해 증착물별 를 제작할 수 있었으며 평행이송속도를 증가시키고mask
왕복이송 횟수를 증가시킴으로써 이내의 균일성을 확보할 수 있었다10
시스템의 특성2 IBAD
가 증착시 온도의 변화
플라스틱 기판은 내열성이 낮아 열원에 장시간 노출되면 열변형과 함께 탄화되고
이 발생하여 박막물성에 악영향을 미칠 수 있으며 증착막과 비교하여out gassing
평균 수 십배 이상 선팽창계수가 높아 선팽창 차에 의한 박막의 과 박리를 일crack
으킬 수 있다 본 연구에서는 증착시 플라스틱에 미치는 분위기 온도의 영향을 파
악하고 적정 증착조건을 파악하기 위하여 금속 및 세라믹으로 나누어 증착시 분위
기온도 변화를 측정하였다
금속물의 시간에 따른 온도 변화(1)
은 분후 약 도정도 상승하여 시간에 따른 온도 변화가 거의 없었지만 은AI 10 3 Cr
약 도가 상승하여 급격한 상승을 보이고 있어 증착시 온도변화를 주목할 필요가12
있었다 더욱이 은 증착율이 높을수록 박막이 형태로 증착되어 반사율을 Cr granule
저하시키는 원인이 되었으며 막 자체에 도 많이 발생되었다 반투과반사 윈도crack
우 제작을 위한 금속박막 물질로는 보다는 이 온도측면에서 유리하다고 판단Cr AI
되었으며 아래의 그림 에 금속박막의 시간에 따른 온도의 변화를 비교하였다[ 24]
- 39 -
주) 증착률Al -10 sec EC-260~280Å
증착률Cr -10 sec EC-65 ~ 95Å
그림 금속박막의 시간에 따른 온도변화 비교[ 24]
세라믹의 시간에 따른 온도 변화(2)
세라믹은 금속과 달리 일반적으로 가 매우 높아 증착시 분위기온도melting point
상승이 매우 컸다 측정된 세라믹의 시간에 따른 온도의 변화는 그림 에 나타 [ 25]
내었다
주) SiO2 증착률 -10 sec EC-45 ~ 60Å
TiO2 증착률 -10 sec EC- 175Å
AI2O3 증착률 -10 sec EC-180~260Å
그림 세라믹박막의 시간에 따른 온도변화 비교[ 25]
- 40 -
그 중 SiO2 TiO2는 분 경과후 가량의 비교적 완만한 온도변화를 보이고 있10 10
으나 AI2O3는 가량의 급격한 온도상승을 보여 고증착율에서의 사용에는 한계30
가 있었다 실증착시에는 의 를 낮춤으로써 증착율 E-gun emission current 3~5 Å
내에서 증착하여 급격한 온도상승을 막을 수 있었다 AI2O3은 경도가 매우 높고 증
착시 조밀도가 높아 보호막으로 많이 사용되는 증착물이다 그러나 본 실험에서는
증착시 열발산이 특히 심하고 증착율을 낮추어도 온도가 급상승하여 증착시 crack
이 쉽게 발생하여 플라스틱 기판에는 부적합하다고 판단되었다
나 플라스틱의 Out gassing
기체방출 은 진공용기 속에서 사용하는 물질의 표면이나 내부에 흡착(out gassing)
되어 있던 분자들이 방출되는 현상을 의미하며 진공조의 압력상승 및 박막의 물성
에 큰 영향을 미치게 된다 또한 고진공 에서 배기시간을 증가시키고 최저 system
도달 압력을 결정짓는 직접적인 요인이 된다 표 는 주요 물질의 기체방출율을 [ 6]
나타낸 것이다
표 주요 물질의 기체방출율[ 6] (Pa m3sm2)
본 연구에서는 플라스틱 기판 장입 유무에 따라 의 영항에 의한 진공도out gassing
의 변화를 알아보기 위하여 진공조 내부에 기판 를 장입한PC (250times65times3 ) 10ea
후 진공도를 측정함으로써 장입전과 비교하여 변화가 있음을 알 수 있었으며 측정
된 값은 그림 에 나타내었다[ 26]
- 41 -
그림 플라스틱 기판 유 무에 따른 진공도 변화[ 26]
그림 의 결과에서 나타나듯이 플라스틱 기판의 장입시 배기속도가 다소 늦[ 26] (PC)
어짐을 알 수 있었으며 이는 플라스틱 모재가 함유한 수분 등의 에 의out gassing
한 차이로 보여진다 기체 방출률은 표면상태나 세척정도 등에 의해 크게 baking
좌우된다고 알려져있어 본 연구에서는 진공조 내부의 에 세심한 주의를 cleaning
기울였으며 함수율이 높은 플라스틱 기판의 세척공정과 함께 건조공정을 확립하고
을 설치하여 플라스틱 기판이 진공조에 머무는 시간을 최소화함load lock system
으로써 플라스틱 모재로 인한 을 최소화할 수 있었다 out gassing
- 42 -
제 장 시제품제작 및 특성분석4
제 절 상용제품의 특성분석1
본 과제의 반투과반사윈도우 개발을 위해서 일본 상용제품의 특성을 분석하였다
일본제품의 측정결과 상하부는 이며 층의 두게는SEM 147 121 m Top coatingμ
로 층보다는 다소 얇은 코팅층이였다 또한 금속박막층은106 m Base coating μ
으로 관찰이 용이하지 않으나 및 에 근거한 추정결과 내SEM RBS SEM data 20nm
외로 판단되었다 아래 그림 은 상용제품의 모재 상하면의 단면 사진이다 [ 27] SEM
그림 반투과반사 윈도우 상용제품의 사진 상 하단면[ 27] SEM ( )
그림 은 일본제품의 분석 결과이다 이온을 조사하였고 이 때[ 28] RBS He2+
는 였으며 고에너지에의한 플라스틱 표면의 손상을 줄이기beam energy 224MeV
위해 이온 량을 으로 낮게 설정하였다dose 80 C μ
그림 반투과반사 윈도우 상용제품의[ 28] RBS Spectrum
- 43 -
분석결과 표층에는 내외의 이 관찰되었으며 내부로 됨에 따라 유20nm AI etching
기물이 지속적으로 관찰되고 있음을 알 수 있다 그림 과는 달리 표면에 [ 27] top
층이 존재하지 않으며 표면에서는 층만이 존재함을 알 수 있다coating AI
제 절 플라즈마 표면처리2
플라스틱 반투과반사 윈도우 시제품제작을 위해 플라즈마 이온빔을 조사하여 플라
스틱 모재의 표면처리를 수행하였다 플라즈마는 의 고순도 의 999999 20 sccm
를 공급하면서 를 사용하여 발생시켰다 이 때 는Ar gas RF power RF Power 80W
였으며 는 로 설정하여 모재가 장착된 지그를 좌우 이송하 Ion Beam energy 1KeV
면서 표면처리공정을 수행하였다 는 Base Pressure 12times10-6 였으며torr Working
는Pressure 5x10-4 였다 조사시간은 로torr Ion Beam 120sec 5times1017 Ar+ ions
의 였다 그림 는 에의한 표면처리 후 표면의 상태를 보기위한dose [ 29] ion beam
사진이다 의 면적을 하였으며 곳을 측정하여 평균값을 취AFM 1 x 1 scanning 5
하였다 조사 전후 표면의 거칠기 는 에서 로 다소 증가하였으 Ion (Ra) 55 589Å Å
나 플라스틱의 표면에는 큰 손상을 주지는 않는 것으로 파악되었다
그림 표면개질전후의 사진[ 29] AFM
그림 은 표면처리후 플라스틱 모재 상에 증류수를 떨어트려 을[ 30] Wetting angle
측정한 결과이다 표면처리 전 의 이 로 크게 줄여 들어 722 deg Wetting angle 171 deg
표면친수성이 크게 향상되었음을 알 수 있다
- 44 -
그림[ 30] Wetting Angle Test
제 절 광경화에의한 하드코팅3
광경화 하드코팅공정1
반투과반사 윈도우로 사용되는 플라스틱 소재는 낮은 내열성과 표면경도로 인해 코
팅층의 내구성 높이는데 한계가 있어 유무기계 막을 형성시킴으로써 표hard coating
면경도나 내마모성 등의 기계적 특성을 크게 향상시켰으며 코팅후 소재의 내마모
성 표면경도에 대한 평가를 수행하였다 하드코팅 공정에 있어서 가장 유의해야할
사항 중 하나는 공기 중 무수히 존재하는 미세먼지 및 파티클에의한 코팅층의 오염
이라고 할 수 있다 코팅층에 포함된 파티클은 코팅액의 흐름과 두께불균일성을 발
생할 수 있으며 더욱이 투명제품의 파티클은 제품불량에 있어서 주요요인이라고
할 수 있다 미세 파티클은 세척공정에서부터 경화 후 포장공정에 까지 일관되게
제어되어야 하며 양압에의한 클린룸을 필요로 하고 있다 더욱이 도포 및 경화조건
은 온습도 매우 민감하여 클린룸에 의한 항온항습이 필수적이라고 할 수 있다 본
과제에서는 헤파필터에 의한 의 항온항습 클린룸에서 하드코팅공정을Class 1000
수행하였다
막의 두께 균일성을 파악하기 위하여 측정위치를 변화시키면서Hard coating SEM
에의한 두께를 측정하였다
가 측정 방법 인 플라스틱기판을 대략 정도 250 X65 X3(t) 150 dip-coating
하여 기판을 아래 그림 과 같이 크기로 등분 한 후[ 31] 65cmX25cm 5 (1) (2)
샘플을 로 절단하여 단면가공 후 으로 관찰하였다(3) 10 X 4 SEM
- 45 -
그림 시료의 크기 및 측정점[ 31]
나 측정 결과 시료의 각 위치에서의 코팅층 측정두께를 표 에 나타내었다 아 [ 7]
울러 단면 사진을 그림 에 나타내었다SEM [ 32]
표 막의 두께 측정 결과 사용[ 7] hard coating (SEM )
그림 층의 단면 사진[ 32] Hard coating SEM
시제품의 하드코팅층 물성평가2
플라스틱 반투과반사 윈도우용 소재는 표면경도 접착력 내마모성 등 waveness
다양한 물성들을 만족시켜야 한다 물성시험을 위한 시료는 상에 코 PMMA A-104
팅액을 속도로 인상하여 광경화공정을 통해 제작되었다2 s
- 46 -
가 내마모성
하드코팅된 소재의 내마모성은 를 사용하여 물성평가를 실시하였steel wool tester
다 은 를 사용하였으며 하중은 을 유지하였고 왕복회수는 Steel wool 0000 1kg 50
회로 설정하여 시험 후 각 시편의 스크레치 발생 정도를 비교분석함으로써 코팅층
을 평가할 수 있었다 그림 은 자체에서 설계 제작한 [ 33] steel wool scratch
의 사진이며 사양은 다음과 같다tester
기계규격 670 times 265 times 370①
로울러 지지축 운동규격 20 times 158 times 304 ( 120 )②
로울러 12 times 50③ empty회전축 모터와 연결축 11 ( )④ empty무게추 고정봉 5 times 80⑤ empty무게추 500g 2 ea 200g 4 ea 100g 4 ea⑥
밸런스 추 295g⑦
로울러축 지지대 20 times 24 times 62⑧
이동 정반 8 times 168 times 372⑨
시험품 고정판 40 84 times 150 ( 2 ea )⑩
가압 핸들 5 times40⑪
그림[ 33] Steel Wool Scratch Tester
나 표면경도
막은 내마모성과 표면경도에서 한계가 있는 플라스틱 표면특성을 향Hard coating
상시키기 위해 수행되었으며 딥방식에의한 도포와 에의한 광경화공정을 적용하 UV
였다
- 47 -
그림[ 34] Pencil Hardness Tester
딥 도포공정에서 인상속도를 로 유지하였다 표 는 플라스틱 모재 위에4 sec [ 8]
다양한 의 제를 사용하여 코팅한 실험 결과이며 표면연필경도는grade hard coating
로써 모재의 경도보다 단계 상승하였으며 코팅제로 막을4~5H 3~4 A-104 coating
형성시킨 경우 내스크레치성에서도 하중 하에서 으로 1kg steel wool 0000
막 위를 회 왕복하였을 때 막에 스크레치가 거의 발생하지 않았coating 50 coating
다
표 막에 대한 시험 결과[ 8] Hard coating (4 s)
- 48 -
제 절 고진공금속박막증착4
하드코팅막의 표면처리1
그림 플라즈마 표면처리된 하드코팅막의 사진[ 35] AFM
하드코팅막은 등 무기물을 다량 함유하고 있는 유무기의 혼합물질이다 고분silicon
자와는 달리 하드코팅막은 이온선량의 넓은 범위에 걸쳐서 증류수와의 접촉각이 매
우 낮았다
결과 막에 있어서는Water drop test hard coating 3times1015 ~ 4times1017 Ar+ ions
의 범위내의 량으로 증류수의 접촉각이 낮음을 알 수 있었다 증착막의 접ion dose
착력 향상정도를 확인하기 위하여 이온선량을 변화시키며 하드코팅층 표면에 dose
량에 따라 Ar+ 을 조사한 후 의 박막을 증착하여ion beam 100nm AI cross-cut
를 수행하였다 표tape test [ 9]
표 플라스틱 박막의 결과[ 9] HCAI Cross-cut tape test
하드코팅층의 에 의한 표면처리전 결과는 플라스틱에서처럼 모두 박리 되ion beam
었으나 의 량ion beam dose 5x1015 ~ 1x1017의 범위에서는 모두 접착력이 우수함
을 알 수 있었다 이는 하드코팅층위에 일부 무기질 재료가 포함되어 금속 박막과
의 친화성이 강하기 때문으로 판단되며 일반 고분자와는 달리 내열성이 매우 우수
하여 의 고에너지에서 수십분간의 조사에서도 표면에 탄화되는 경향이 없15 KeV
었다
- 49 -
미세금속박막증착2
플라스틱 반투과반사윈도우의 미세금속박막은 당사에서 보유하고 있는 고진공
시스템을 사용하여 증착하였다 그림 시스템을 구비하고 있IBAD [ 36] LoadLock
는 본 장비는 가 장착되어 있으며 모재의 평행이송과 를RF Plasma source Mask
사용하여 두께 균일성을 확보하였다
그림 증착 시스템[ 36] IBAD
반투과반사미러에 사용된 금속은 의 사의 을 사용하였다 당사에서9999 Cerac AI
보유하고 있는 4x10-6 진공도에서 을 사용하였다 증착시torr e-beam gun
는 증착율은 였으며 상하 좌우의 을 통Emission Current 280 5 sec Sweeping Å
해 균일한 증착율 유도하였다
그림 금속박막의 투과율[ 37] Spectrum
- 50 -
그림 금속박막의 전후면 반사[ 38] spectrum
사의 로 측정된 가시영역에서의 투과 반Hitachi U-2000 UV-Vis Spectrophotometer
사 을 그림 그림 에 나타내었다 각각의 투과반사율을 가시영spectrum [ 37] [ 38]
역에서의 평균값을 구한뒤 아래 표와 같이 흡수율을 구하였다 제작된 시제품의 흡[
수율은 였다248
표 금속증착막의 특성분석결과[ 10]
No 항 목 평 가 방 법 시 험 결 과
1 접 착 력 Cross-Cut 100100
2 투 과 율 Spectrophotometer 445
3 반사율 전면( ) Visual Range 307
4 반사율 후면( ) Visual Range 171
5 흡 수 율 Visual Range 248
- 51 -
제 장 결론5
제 절 연구결과1
플라즈마 표면처리공정연구 광경화에의한 하드코팅공정연구 고진공증착에의한 미
세 금속박막 증착연구개발을 통하여 수입되고 있는 플라스틱 반투과반사윈도우 소
재를 개발하였다 현재 상용되고 있는 수입소재의 기계적 광학적 특성을 분석을 통
하여 개발 목표치를 설정하였으며 최적 공정개발에의한 시제품제작을 완료하였다
시제품의 평가항목 및 특성치를 아래 표 에 나타내었다[ 12]
표 반투과반사윈도우 시제품의 특성표[ 12]
평 가 항 목 특성치 비 고
광흡수율1 () 248 분광기 기준30T
내마모성2 () 28 자체기준( haze)
접착력3 (x100) 100 회ASTMD3359 10
표면경도4 (H) 5 ASTMD3363 Mitsu-B
표면친수성5 (deg ) 171 Anglometer
미세파티클6 (1um) 01 Clean Room
본 과제 수행에의한 개발목표를 달성할 수 있었으며 주요기술개발내용은 다음과
같다 플라즈마를 이용하여 고분자 표면의 친수성 를 크게 높였으며 1) RF (171deg )
금속박막과의 접착력 을 크게 향상시켰다 광경화에의한 하드코팅공정(100100) 2)
개발에의해 플라스틱 표면경도 및 내마모성 을 크게 향상시켰다 고진(5H) (28) 3)
공 증착공정개발에의해 금속박막의 흡수율 을 크게 낮추어 광효율이 높은(248)
플라스틱 반투과반사 윈도우 시제품을 개발하였다 플라스틱 반투과반사윈도우 4)
소재를 평가하기 위한 광학적 기계적특성 평가기법을 확립하였다
- 52 -
제 절 향후전망2
개발된 플라스틱 반투과반사 윈도우는 플라스틱의 낮은 내열성과 표면경도 흡수율
을 개선하기 위한 것으로 최근 전자제품 정보통신부품 등 첨단전자제품에 적극 채
택되고 있다 특히 휴대폰 및 디스플레이의 투과창 소재가 기존 에서 투명플 glass
라스틱으로 적극 채택되면서 관련 공정기술개발과 함께 소재특성을 위한 다양한 연
구가 활발히 추진되고 있으며 선진국에서는 개발완료에 따른 양산체제 구축으로
전세계 시장을 석권하고 있는 상황이다
본 과제에의한 플라스틱 반투과반사 윈도우의 시제품은 수입시판되고 있는 상용소
재와 동등이상의 특성을 나타내고 있어 향후 양산설비 및 양산공정연구에의한 소
재의 국산화가 가능하다고 할 수있다 또한 본 과제의 플라즈마 표면처리는 저온
표면처리를 요하는 광학용 플라스틱 소재의 표면처리에 활용될 수 있으며 광경화에
의한 하드코팅공정은 기존 열경화방식과는 달리 화가 가능하며 대량 양산in-line
체제를 갖출 수 있어 향후 큰 폭의 성장이 기대된다
- 53 -
참 고 문 헌
1 Oleg A Popov ldquoHigh Density Plasma Sourcesrdquo NOYES Publications(1995)
전자기술연구회 초음파 응용 기문사2 ldquo ( 1997)
임준섭외 명3 4 ldquoImprovement in Surface Hardness of Plastic Surface Mirrorrdquo
Korea-Russia Symposium(1998)
4 Lan G Brown ldquoThe Physics and Technology of Ion Sourcerdquo John Wiley amp
Sons(1989)
이규환 외 명 진공증착법으로 제조된 박막의 밀착성에 관한연구 한국5 4 ldquo AI-Cr rdquo
표면공학회지 VoI27No1Feb(1994)
한성남 외 명6 4 ldquoImproving Wettability of Polycarbonate and adhesion with
aluminum by Ar+ ion irradiationrdquo JMaterial Res Vol9 Sep(1995)
한성남외 명 표면에 아르곤 조사와 친수성증대7 4 ldquoPolymethylmethacrylate rdquo The
Korean Physical Society Vol8No2 Mar pp193~198(1995)
인하대 광기술교육센터 광학시스템의 설계 및 평가 인하대 광기술교육센터8 ldquo rdquo
(1999)
임준섭외 명9 5 ldquoEffect of Ion Beam Assisted Cleaning on Adhesion of AI to
Polymer Substrate of PC and PMMArdquo Asian Finish lsquo98(1998)
10 CJ Brinker and GW Scherrer ldquoSol-Gel Science The Physics and
Chemistry of Sol-Gel ProcessingrdquoAcademic Press NY(1990)
아주공업 주 표면처리 기술을 이용한 자동차용 후사경 개발 산업자11 ( )rdquoPlasma rdquo
원부 최종보고서(2000)
고성진외 명 자동차용 플라스틱 미러와 그 제조방법 아주공업 주12 2 rdquo rdquo ( )(2002)
아주공업 주 플라즈마 기술을 이용한 오토바이 헬멧용 무적쉴드개발 중소기13 ( ) ldquo rdquo
업청 최종보고서(2002)
박원규 졸겔법의 응용과 제품 명현문화사14 rdquo rdquo (1999)
홍진후 경화코팅 조선대학교 출판부15 rdquoUV rdquo (2002)
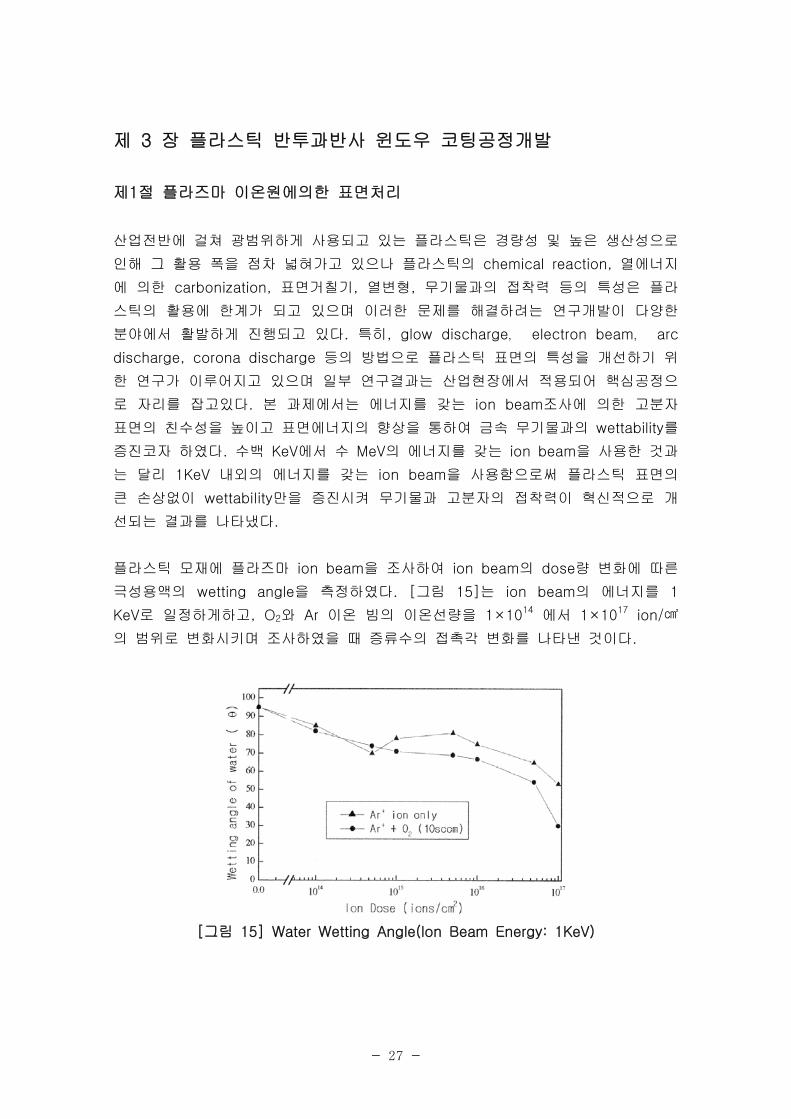
- 27 -
제 장 플라스틱 반투과반사 윈도우 코팅공정개발3
제 절 플라즈마 이온원에의한 표면처리1
산업전반에 걸쳐 광범위하게 사용되고 있는 플라스틱은 경량성 및 높은 생산성으로
인해 그 활용 폭을 점차 넓혀가고 있으나 플라스틱의 열에너지chemical reaction
에 의한 표면거칠기 열변형 무기물과의 접착력 등의 특성은 플라carbonization
스틱의 활용에 한계가 되고 있으며 이러한 문제를 해결하려는 연구개발이 다양한
분야에서 활발하게 진행되고 있다 특히 glow discharge electron beam arc
등의 방법으로 플라스틱 표면의 특성을 개선하기 위discharge corona discharge
한 연구가 이루어지고 있으며 일부 연구결과는 산업현장에서 적용되어 핵심공정으
로 자리를 잡고있다 본 과제에서는 에너지를 갖는 조사에 의한 고분자 ion beam
표면의 친수성을 높이고 표면에너지의 향상을 통하여 금속 무기물과의 를wettability
증진코자 하였다 수백 에서 수 의 에너지를 갖는 을 사용한 것과 KeV MeV ion beam
는 달리 내외의 에너지를 갖는 을 사용함으로써 플라스틱 표면의1KeV ion beam
큰 손상없이 만을 증진시켜 무기물과 고분자의 접착력이 혁신적으로 개wettabiIity
선되는 결과를 나타냈다
플라스틱 모재에 플라즈마 을 조사하여 의 량 변화에 따른ion beam ion beam dose
극성용액의 을 측정하였다 그림 는 의 에너지를wetting angle [ 15] ion beam 1
로 일정하게하고KeV O2와 이온 빔의 이온선량을Ar 1times1014 에서 1times1017 ion
의 범위로 변화시키며 조사하였을 때 증류수의 접촉각 변화를 나타낸 것이다
그림[ 15] Water Wetting Angle(lon Beam Energy 1KeV)
- 28 -
기판의 증류수에 대한 접촉각 측정은 플라즈마 이온빔 처리된 모재의 표면에 증류
수 를 각각 군데 떨어뜨린 후002 3 contact anglometer (Goniometer Model
를 사용하여 을 측정한 후 평균값을 취하였다G-1 ELMA Inc) wetting angle
플라스틱표면에 플라즈마 처리안된 시료의 증류수에 대한 접촉각은 였으며 플92deg
라즈마 표면 개질된 모재의 은 정도wetting angle 30deg (1times1017 로 떨어짐을ions )
확인할 수 있었다 표면에너지값을 구하기 위하여 포름아미드 용액의 접촉각을 같
은 방법으로 측정하였다 그림 이온선량이 증가하면서 접촉각이 조금씩 감소하[ 16]
는 경향은 증류수 접촉각 실험과 같은 경향을 보이고 있다
그림 포름아미드[ 16] Wetting Angle(Ion Beam Energy 1Kev)
물과 포름아미드 극성용액의 측정된 접촉각을 이용하여 플라스틱 모재의 표면에너
지를 구할 수 있었다 그림[ 17]
그림 이온선량에 따른[ 17] Surface Energy
- 29 -
표면거칠기에 큰 영향을 받는 의 경우 이온선량이 증가함에 따라dispersion force
대체적으로 완만한 변화를 보이고 있으나 의 경우 이온선량이 증가함에 polar force
따라 지속적으로 급격히 증가하여 이온선량이 1times1015 Ar+ 에서는ions 40 ergs
까지 도달하였으며 이온선량이 1times10 17 Ar+ 에 이르러서는 의ions 64 ergs
표면에너지까지 증가하여 초기의 보다는 배이상이 증가함을 알 수 있었30 ergs
다 이와 같은 변화는 이온 빔의 조사로 인하여 플라스틱 기판 표면에 free radical
이 생성되고 의 형성으로 설명되고 있다hydrophilic group
한편 의 에너지 변화에 따른 플라스틱의 표면에너지 변화를 알아보기 위 ion beam
하여 이온선량을 8x1016 Ar+ 로 일정하게 하고 의 에너지를ions ion beam
까지 일정하게 증가시키면서 물과의 접촉각을 측정하였다 그림1500eV [ 18]
그림 에 따른 물과의 접촉각 변화[ 18] Ion Beam Energy
플라스틱 종류별 차이는 있으나 대체로 내외였으며 이상에서는 점차40deg 1500eV
로 다시 증가하는 것을 보여주었다 으로 표면처리시 의 보다는 Ion beam ion energy
의 량에 지배를 받는 것으로 파악되었으며ion dose Ar+만의 조사보다는 02 분위기
에서의 Ar+ 조사시 효과가 높았으나 진공도가 낮아지는 점과 이 불안정하ion beam
다는 단점이 있어 Ar+ 만의 조사가 생산적용시에는 유리하다고 판단된다
- 30 -
제 절 하드코팅공정연구2
전처리 공정1
플라스틱 표면 상에 흡착 부착된 오일 미세먼지 지문 등 다양한 오염물은 하드코
팅 후 코팅층의 박리 핀홀 표면 얼룩 등의 다양한 불량을 초래할 수 있어 coating
액의 도포공정에 앞서 필수적으로 세정공정을 수행해야한다 본 과제에서는 초음파
세척방법을 전처리공정에 적용하여 하드코팅공정 연구를 수행하였다 그림 는 [ 19]
본 연구에 사용된 세척장치로써 세정액이 담긴 세정조 차 및 차 수세조와 탕세 1 2
조로 구성되어 있다
그림 초음파 세척 장치[ 19]
본 과제에서는 초음파를 기본적으로 사용하고 플라스틱 소재의 성형방법에 따라
표면특성 및 오염된 표면 이물질이 달라 각각 다른 공정 방법을 적용하였다
가 사출 및 압출 성형된 모재
대부분의 플라스틱 기판은 알카리 세제를 사용한 전처리공정으로 깨끗한 기판을 얻
을 수 있었으며 처리 후 부착력이 우수한 코팅층을 얻을 수 있었다 hard coating
세척순서는 아래와 같다
알카리 세제 수용액에 초음파 세척 분(1) 5 50~60 times 10
흐르는 수도물에 수세 대략 초(2) 10
증류수에 초음파 수세 분(3) 50~60 times 10
증류수에 탕세(4) 4 s 60~70
- 31 -
건조 분(5) 70 times 60
보관 에 보관(6) SUS box
나 성형된 모재 Casting
성형시 필수적으로 포함되는 모재의 이형성분을 제거하기위한 최적공정을Casting
파악하기 위해 세제의 농도 및 처리시간에 따른 실험을 수행하였다 실험은 1~
의 알카리 세제로 각각 분으로 나누어 초음파 처리하고 의 으10 5 10 30 50 IPA
로 분 범위내에서 시간을 달리하여 초음파 세척한 후 코팅제로3~10 A-104 hard
을 하였다 다음은 세척공정 순서이다coating
알카리 세제 수용액에 초음파 세척 분(1) 5 50~60 times 10
흐르는 수도물에 수세 대략 초(2) 10
수용액에 초음파 세척 분(3) 20~50 IPA 30~40 times 7~8
증류수에 초음파 수세 분(4) 50~60 times 10
증류수에 탕세(5) 4 s 60~70
건조 분(6) 70 times 60
보관 에 보관(7) SUS box
시편의 평가는 육안에 의한 얼룩의 유무확인과 에 의한 부착력cross-cut tape test
으로 판단하였다 알카리 세제와 농도가 각각 와 미만일 때는 오염 물질 IPA 5 50
이 완전히 제거되지 않아서 코팅막에 약간의 얼룩이 관찰되었으며 의 알카리 5
세제로 분 분간 초음파 세척과 분간 초음파 세척공정시에5 ~10 7 IPA hard coating
의 부착력이 우수하였고 코팅막에 얼룩도 발생하지 않았다
표 는 알카리세제와 수용액으로 세척된 기판위에[ 2] IPA PMMA casting hard
막을 형성시킨 후 코팅층의 부착력을 시험한 결과이다coating
표 기판에 대한 세척 코팅 접착력[ 2] PMMA Casting +
- 32 -
공정2 Dipping
하드코팅공정에 있어서 도포공정은 다양한 방법이 개발되어 있으며 본 과제에서는
두께조절성 액의 소모성 등을 고려해 디핑방식을 적용하였다 공정의 Dip-coating
개략적 방법은 다음과 같다
플라스틱 모재는 함수율이 높아 코팅전 모재건조를 실시한다(1)
플라스틱 모재에 묻어있는 먼지를 안에서 제전건으로 완벽히 제거(2) clean room
한 후 의 에 수직으로 고정시킨다dip-coater jig
시편을 코팅액이 담겨져 있는 코팅조에 일정한 속도로 하고 초간 유(3) dipping 10
지시킨다
의 인상속도를 조절 한 후 시편을 일정 속도로 인상한(4) Dip-coater (2~6 sec)
다
이 때 인상속도를 조절하여 코팅층의 두께를 조절할 수 있다 딥코팅시 분위기 습
도를 이하 온도 상온 코팅액 온도를 로 유지하여 액의 경시변RH 50 18 ~ 20
화를 최소화 해야한다 플라스틱렌즈 및 보안경 등 공정을 요하는 업 hard coating
체에서는 정도의 청정실에서 하드코팅을 실시하고 미만의 상대습class 1000 50
도 조건을 유지함으로써 대기 중의 먼지 부유물등에의한 오염을 최소화하고 있으
며 날씨변화에 따른 분위기 환경을 일정하게 유지하고 있다
코팅 분위기 조건의 변화는 경화 후 막에 에 의한hard coating particle pin-hole
과 현상 등을 일으킬 수 있으며 양질의 우수한 코팅막을 얻기가 힘들다 본hazing
연구에서는 인 의 을 설치하여 하class 1000 conventional air flow type clean room
드코팅공정을 실시하였다
그림 내부 사진[ 20]Clean room
- 33 -
내부에는 제전건 기 클린 오븐 광경화기 초음파세척장Clean room dip-coating
치 등의 설비를 구비하여 경화형 처리가 일괄적으로 처리됨으로써UV hard coating
우수한 물성의 하드코팅막을 얻을 수 있었다 그림 은 내부의 사 [ 20] clean room
진이며 작업시 내부온도는 습도는 이하를 유지하 hard coating 18~20 40RH
였다
전도체인 금속과 달리 플라스틱은 절연물질로 전기전하의 이동을 허용치 않아 마찰
등에 의하여 쉽게 정전기장을 형성하여 정전기장 내에 놓여있는 반대 극성을 갖는
입자를 끌어들이게 된다 이러한 입자를 제거하기 위해서는 플라스틱 표면 및 입자
의 극성을 중성으로 바꾸어 줌으로써 간단히 해결할 수 있다 본 과제에서는
공정 전에 공기를 이온화시켜 대량의 양 음이온을 발생시키는 장치인dipping
을 사용하여 을 제거할 수 있었으며 이물에의한 코팅층의Anti-Static-Gun particle
불량을 줄일 수 있었다
본 과제의 딥방식은 인상방식과 장치의 정밀성이 코팅특성을 좌우한다고 할 수 있
다 본 과제에 적요된 딥인상은 에의한 조의 인상 하강 방식으로 air-hydro type ㆍ
정숙성이 높은 방식이다
그림 장치 유공압[ 21] Dip-coating ( type)
- 34 -
실린더의 제어는 유공압 방식을 사용하였으며 이는 압축공기를 이용하여 유압실린
더를 제어하는 방식으로 공기의 압축성으로 인한 문제점을 개선한 것이다 즉 공기
압을 사용하면서 유압유니트와 같이 작동개시 때나 부하변동시에 접속구동이 가능
하고 저속 구동시 현상을 방지할 수 있는 유압실린더의 장점을 활용한 것 stick slip
이다 일반적으로 유공압은 실린더의 정밀정속구동 중간정지 이속제어나 로터리형
액츄에이터의 완속구동 등에도 많이 적용되고 있다 그림 은 본 실험에 사용한 [ 21]
유공압 방식의 장치로써 실린더와dip-coating air hydro type convertor coating
조 냉각 및 시스템 용량 사용 line filtering (chemical pump (10 min) 15 filter )ℓ
등으로 구성되어 있다
경화공정3
플라스틱 기판위에 경화형 액을 딥방식에의한 도포 후 에UV hard coating 50~70
서 분동안 시키고 램프 에의한 를 조사시키면3~5 pre-heating UV (200~400nm) UV
표면경도 및 내마모성이 우수한 막이 형성된다 표 에서는 본 연구에 사coating [ 3]
용되어진 코팅제 종류 및 경화조건을 나타내었다
표 코팅제 종류 및 경화 조건[ 3]
Maker Grade 용 도 경 화 조 건
사 국내L ( ) A-104GN 겸용PC amp PMMA파장UV lamp (250~360nm)
에너지UV 65~90mjcm2
사 국내H ( ) 0-299 용PMMA파장UV lamp (250~360nm)
에너지UV 60~85mjcm2
사 국외E ( ) C-220 겸용PC amp PMMAUV lamp 300Winch
이송속도 25ftmin
사 국외H ( ) B-8558 겸용PC amp PMMA파장UV lamp (250~360nm)
에너지UV 75mjcm2
본 과제의 광경화공정연구에 사용된 광경화기를 그림 에 나타내었으며 일반적[ 22]
인 광경화의 원리 및 메커니즘은 다음과 같다
가 경화원리 및 특징 UV
전자파 중 자외선 은 파장이 까지의 영역을 의미하고 있으나 경(UV) 10~400nm UV
화에 이용되는 파장범위는 대체로 이며 이 자외선이 화학작용에 유효200~400nm
한 것은 유기 화합물의 해리 분해반응을 일으킬 수 있는 강력한 에너지를 가지고
있기 때문이다
- 35 -
경화 메커니즘(1) UV
일반적으로 코팅제의 경화는 광개시제로부터 시작되는데 자외선이 갖는 에너지UV
에 의해 광개시제가 분해되어 라디칼 반응을 형성하여 반응을 유도할 수 있는 활성
체가 된다 이 활성체에 의하여 및 와 연쇄적으로 반응하여 망 monomer oligomer
상구조화된 고분자막이 형성되는 것이다
경화의 특징(2) UV
저온에서 경화가 가능하다 내열성이 좋지 않은 플라스틱 모재에도 고품질의(1)
막을 형성시킬 수 있다coating
경화속도가 빠르다 건조단위가 초단위로 설정되기 때문에 의 연속자동화가(2) line
가능하며 작업효율이 향상된다
예열시간이 짧아 신속한 작업이 가능하며 에너지가 절감된다(3)
운전관리가 간단하고 신뢰성이 높다(4)
그림[ 22] UV dryer
- 36 -
나 사 사양 UV dryer (EYE GRAPHICS model ECS-301G1)
종류 와 수은등(1) lamp metal halide
(2) lamp power 및 로 조절 가능 15KW 2KW 3KW
발광장(3) 250nm
반사판 집광형(4)
조사거리 으로 조절가능(5) 100 ~ 180
속도 으로 조절 가능(6) conveyer 08 ~ 8mmin
냉각 방식 공냉식(7)
제 절 고진공증착공정3
증착공정개발1
가 증착물질 및 증착조건
반투과반사 윈도우는 투과성과 반사성을 동시에 만족해야하며 일반적으로 금속박
막을 고진공증착함으로써 구현될 수 있다 이러한 금속박막은 진공영역에서 작업을
수행해야하며 스퍼터링과 증착이 주를 이루고 있다 그 중 스퍼터링 방법 e-beam
은 재현성이 우수하고 방식으로의 적용이 용이하다는 장점이 있으나in-line target
및 의 교체 초기조건설정 등이 용이하지 않아 본 과제에서는 다양한 재료cathode
를 코팅할 수 있는 을 적용하였다 유기물인 플라스틱상에 금속무기물e-beam type
의 접착력과 코팅후의 기계적 특성확보를 위해서는 다양한 증착공정 연구가 수행
되어야 한다 표 와 표 에 사용된 증착물의 물성과 증착조건을 각각 나타었 [ 4] [ 5]
다
표 주요 증착 물질의 물성표[ 4]
- 37 -
표 주요 증착물질의 증착조건[ 5]
나 측정값에 의한 증착막의 두께 분포
증착에 의한 증착막의 두께분포를 파악하기 위하여 크기의E-Beam 600 x500
위에 두께 의 증착속도 을 증착하였다 위치에 따른 증착glass 2500 AI ( 5 sec) Å Å
막의 두께를 측정하기 위하여 유리판 중앙부에서 바깥쪽으로 폭 간격 길이10 (
으로 등분하여 시편의 증착막두께를 으로 측정하였다 그림 계산30mm) 25 SEM [ 23]
에 의한 두께분포와 비교하였을 때 대체적인 경향은 비슷하지만 상대적으로 기울기
가 급함을 알 수 있다
그림 측정값에 의한 증착막의 두께분포[ 23]
두께측정시 사진에 의존한 측정이고 사용된 진공시스템은 이상화와는 거리가SEM
있어 약간의 차이가 발생되었다고 판단된다 측정된 값의 추세선을 구함으로써 고
정 의 제작시 로 활용할 수 있었으며 평행이송에 의한 균일성확보mask reference
연구에 참고데이터로 활용할 수 있었다
- 38 -
다 평행이송에 의한 균일성확보
기판의 평행이송과 고정 를 동시에 사용하여 두께가 균일한 박막을 제작하고mask
자 하였다 를 평행이송하여 동서방향의 균일성을 확보하고 이때 등두께를 기준 Jig
으로 동서방향을 등분하여 평면으로 이상화 해 구간내에서의 선의 형상을 두께13
기울기에 비례한 형상을 구현한 고정 를 제작하여 남북방향의 균일성을 확보하mask
고자 하였다 평행이송은 로 회전수를 inverter motor(LG -KMI400K1) 0~160rpm社
으로 조절하면서 이송하였으며 고정 는 기판이송방향의 직각방향에 대한 균일 mask
성만을 고려하여 설계제작하였다 그러나 에 의한 가림과 이송시 증착영역을 mask
벗어남으로 인해서 생기는 증착물 가 크다는 단점이 있었으며 고정 의 형loss mask
상은 증착물 증착율에 따라 다소 차이가 있어 여러 세트를 구비해야만 했다 수차
례 실험을 통해 증착물별 를 제작할 수 있었으며 평행이송속도를 증가시키고mask
왕복이송 횟수를 증가시킴으로써 이내의 균일성을 확보할 수 있었다10
시스템의 특성2 IBAD
가 증착시 온도의 변화
플라스틱 기판은 내열성이 낮아 열원에 장시간 노출되면 열변형과 함께 탄화되고
이 발생하여 박막물성에 악영향을 미칠 수 있으며 증착막과 비교하여out gassing
평균 수 십배 이상 선팽창계수가 높아 선팽창 차에 의한 박막의 과 박리를 일crack
으킬 수 있다 본 연구에서는 증착시 플라스틱에 미치는 분위기 온도의 영향을 파
악하고 적정 증착조건을 파악하기 위하여 금속 및 세라믹으로 나누어 증착시 분위
기온도 변화를 측정하였다
금속물의 시간에 따른 온도 변화(1)
은 분후 약 도정도 상승하여 시간에 따른 온도 변화가 거의 없었지만 은AI 10 3 Cr
약 도가 상승하여 급격한 상승을 보이고 있어 증착시 온도변화를 주목할 필요가12
있었다 더욱이 은 증착율이 높을수록 박막이 형태로 증착되어 반사율을 Cr granule
저하시키는 원인이 되었으며 막 자체에 도 많이 발생되었다 반투과반사 윈도crack
우 제작을 위한 금속박막 물질로는 보다는 이 온도측면에서 유리하다고 판단Cr AI
되었으며 아래의 그림 에 금속박막의 시간에 따른 온도의 변화를 비교하였다[ 24]
- 39 -
주) 증착률Al -10 sec EC-260~280Å
증착률Cr -10 sec EC-65 ~ 95Å
그림 금속박막의 시간에 따른 온도변화 비교[ 24]
세라믹의 시간에 따른 온도 변화(2)
세라믹은 금속과 달리 일반적으로 가 매우 높아 증착시 분위기온도melting point
상승이 매우 컸다 측정된 세라믹의 시간에 따른 온도의 변화는 그림 에 나타 [ 25]
내었다
주) SiO2 증착률 -10 sec EC-45 ~ 60Å
TiO2 증착률 -10 sec EC- 175Å
AI2O3 증착률 -10 sec EC-180~260Å
그림 세라믹박막의 시간에 따른 온도변화 비교[ 25]
- 40 -
그 중 SiO2 TiO2는 분 경과후 가량의 비교적 완만한 온도변화를 보이고 있10 10
으나 AI2O3는 가량의 급격한 온도상승을 보여 고증착율에서의 사용에는 한계30
가 있었다 실증착시에는 의 를 낮춤으로써 증착율 E-gun emission current 3~5 Å
내에서 증착하여 급격한 온도상승을 막을 수 있었다 AI2O3은 경도가 매우 높고 증
착시 조밀도가 높아 보호막으로 많이 사용되는 증착물이다 그러나 본 실험에서는
증착시 열발산이 특히 심하고 증착율을 낮추어도 온도가 급상승하여 증착시 crack
이 쉽게 발생하여 플라스틱 기판에는 부적합하다고 판단되었다
나 플라스틱의 Out gassing
기체방출 은 진공용기 속에서 사용하는 물질의 표면이나 내부에 흡착(out gassing)
되어 있던 분자들이 방출되는 현상을 의미하며 진공조의 압력상승 및 박막의 물성
에 큰 영향을 미치게 된다 또한 고진공 에서 배기시간을 증가시키고 최저 system
도달 압력을 결정짓는 직접적인 요인이 된다 표 는 주요 물질의 기체방출율을 [ 6]
나타낸 것이다
표 주요 물질의 기체방출율[ 6] (Pa m3sm2)
본 연구에서는 플라스틱 기판 장입 유무에 따라 의 영항에 의한 진공도out gassing
의 변화를 알아보기 위하여 진공조 내부에 기판 를 장입한PC (250times65times3 ) 10ea
후 진공도를 측정함으로써 장입전과 비교하여 변화가 있음을 알 수 있었으며 측정
된 값은 그림 에 나타내었다[ 26]
- 41 -
그림 플라스틱 기판 유 무에 따른 진공도 변화[ 26]
그림 의 결과에서 나타나듯이 플라스틱 기판의 장입시 배기속도가 다소 늦[ 26] (PC)
어짐을 알 수 있었으며 이는 플라스틱 모재가 함유한 수분 등의 에 의out gassing
한 차이로 보여진다 기체 방출률은 표면상태나 세척정도 등에 의해 크게 baking
좌우된다고 알려져있어 본 연구에서는 진공조 내부의 에 세심한 주의를 cleaning
기울였으며 함수율이 높은 플라스틱 기판의 세척공정과 함께 건조공정을 확립하고
을 설치하여 플라스틱 기판이 진공조에 머무는 시간을 최소화함load lock system
으로써 플라스틱 모재로 인한 을 최소화할 수 있었다 out gassing
- 42 -
제 장 시제품제작 및 특성분석4
제 절 상용제품의 특성분석1
본 과제의 반투과반사윈도우 개발을 위해서 일본 상용제품의 특성을 분석하였다
일본제품의 측정결과 상하부는 이며 층의 두게는SEM 147 121 m Top coatingμ
로 층보다는 다소 얇은 코팅층이였다 또한 금속박막층은106 m Base coating μ
으로 관찰이 용이하지 않으나 및 에 근거한 추정결과 내SEM RBS SEM data 20nm
외로 판단되었다 아래 그림 은 상용제품의 모재 상하면의 단면 사진이다 [ 27] SEM
그림 반투과반사 윈도우 상용제품의 사진 상 하단면[ 27] SEM ( )
그림 은 일본제품의 분석 결과이다 이온을 조사하였고 이 때[ 28] RBS He2+
는 였으며 고에너지에의한 플라스틱 표면의 손상을 줄이기beam energy 224MeV
위해 이온 량을 으로 낮게 설정하였다dose 80 C μ
그림 반투과반사 윈도우 상용제품의[ 28] RBS Spectrum
- 43 -
분석결과 표층에는 내외의 이 관찰되었으며 내부로 됨에 따라 유20nm AI etching
기물이 지속적으로 관찰되고 있음을 알 수 있다 그림 과는 달리 표면에 [ 27] top
층이 존재하지 않으며 표면에서는 층만이 존재함을 알 수 있다coating AI
제 절 플라즈마 표면처리2
플라스틱 반투과반사 윈도우 시제품제작을 위해 플라즈마 이온빔을 조사하여 플라
스틱 모재의 표면처리를 수행하였다 플라즈마는 의 고순도 의 999999 20 sccm
를 공급하면서 를 사용하여 발생시켰다 이 때 는Ar gas RF power RF Power 80W
였으며 는 로 설정하여 모재가 장착된 지그를 좌우 이송하 Ion Beam energy 1KeV
면서 표면처리공정을 수행하였다 는 Base Pressure 12times10-6 였으며torr Working
는Pressure 5x10-4 였다 조사시간은 로torr Ion Beam 120sec 5times1017 Ar+ ions
의 였다 그림 는 에의한 표면처리 후 표면의 상태를 보기위한dose [ 29] ion beam
사진이다 의 면적을 하였으며 곳을 측정하여 평균값을 취AFM 1 x 1 scanning 5
하였다 조사 전후 표면의 거칠기 는 에서 로 다소 증가하였으 Ion (Ra) 55 589Å Å
나 플라스틱의 표면에는 큰 손상을 주지는 않는 것으로 파악되었다
그림 표면개질전후의 사진[ 29] AFM
그림 은 표면처리후 플라스틱 모재 상에 증류수를 떨어트려 을[ 30] Wetting angle
측정한 결과이다 표면처리 전 의 이 로 크게 줄여 들어 722 deg Wetting angle 171 deg
표면친수성이 크게 향상되었음을 알 수 있다
- 44 -
그림[ 30] Wetting Angle Test
제 절 광경화에의한 하드코팅3
광경화 하드코팅공정1
반투과반사 윈도우로 사용되는 플라스틱 소재는 낮은 내열성과 표면경도로 인해 코
팅층의 내구성 높이는데 한계가 있어 유무기계 막을 형성시킴으로써 표hard coating
면경도나 내마모성 등의 기계적 특성을 크게 향상시켰으며 코팅후 소재의 내마모
성 표면경도에 대한 평가를 수행하였다 하드코팅 공정에 있어서 가장 유의해야할
사항 중 하나는 공기 중 무수히 존재하는 미세먼지 및 파티클에의한 코팅층의 오염
이라고 할 수 있다 코팅층에 포함된 파티클은 코팅액의 흐름과 두께불균일성을 발
생할 수 있으며 더욱이 투명제품의 파티클은 제품불량에 있어서 주요요인이라고
할 수 있다 미세 파티클은 세척공정에서부터 경화 후 포장공정에 까지 일관되게
제어되어야 하며 양압에의한 클린룸을 필요로 하고 있다 더욱이 도포 및 경화조건
은 온습도 매우 민감하여 클린룸에 의한 항온항습이 필수적이라고 할 수 있다 본
과제에서는 헤파필터에 의한 의 항온항습 클린룸에서 하드코팅공정을Class 1000
수행하였다
막의 두께 균일성을 파악하기 위하여 측정위치를 변화시키면서Hard coating SEM
에의한 두께를 측정하였다
가 측정 방법 인 플라스틱기판을 대략 정도 250 X65 X3(t) 150 dip-coating
하여 기판을 아래 그림 과 같이 크기로 등분 한 후[ 31] 65cmX25cm 5 (1) (2)
샘플을 로 절단하여 단면가공 후 으로 관찰하였다(3) 10 X 4 SEM
- 45 -
그림 시료의 크기 및 측정점[ 31]
나 측정 결과 시료의 각 위치에서의 코팅층 측정두께를 표 에 나타내었다 아 [ 7]
울러 단면 사진을 그림 에 나타내었다SEM [ 32]
표 막의 두께 측정 결과 사용[ 7] hard coating (SEM )
그림 층의 단면 사진[ 32] Hard coating SEM
시제품의 하드코팅층 물성평가2
플라스틱 반투과반사 윈도우용 소재는 표면경도 접착력 내마모성 등 waveness
다양한 물성들을 만족시켜야 한다 물성시험을 위한 시료는 상에 코 PMMA A-104
팅액을 속도로 인상하여 광경화공정을 통해 제작되었다2 s
- 46 -
가 내마모성
하드코팅된 소재의 내마모성은 를 사용하여 물성평가를 실시하였steel wool tester
다 은 를 사용하였으며 하중은 을 유지하였고 왕복회수는 Steel wool 0000 1kg 50
회로 설정하여 시험 후 각 시편의 스크레치 발생 정도를 비교분석함으로써 코팅층
을 평가할 수 있었다 그림 은 자체에서 설계 제작한 [ 33] steel wool scratch
의 사진이며 사양은 다음과 같다tester
기계규격 670 times 265 times 370①
로울러 지지축 운동규격 20 times 158 times 304 ( 120 )②
로울러 12 times 50③ empty회전축 모터와 연결축 11 ( )④ empty무게추 고정봉 5 times 80⑤ empty무게추 500g 2 ea 200g 4 ea 100g 4 ea⑥
밸런스 추 295g⑦
로울러축 지지대 20 times 24 times 62⑧
이동 정반 8 times 168 times 372⑨
시험품 고정판 40 84 times 150 ( 2 ea )⑩
가압 핸들 5 times40⑪
그림[ 33] Steel Wool Scratch Tester
나 표면경도
막은 내마모성과 표면경도에서 한계가 있는 플라스틱 표면특성을 향Hard coating
상시키기 위해 수행되었으며 딥방식에의한 도포와 에의한 광경화공정을 적용하 UV
였다
- 47 -
그림[ 34] Pencil Hardness Tester
딥 도포공정에서 인상속도를 로 유지하였다 표 는 플라스틱 모재 위에4 sec [ 8]
다양한 의 제를 사용하여 코팅한 실험 결과이며 표면연필경도는grade hard coating
로써 모재의 경도보다 단계 상승하였으며 코팅제로 막을4~5H 3~4 A-104 coating
형성시킨 경우 내스크레치성에서도 하중 하에서 으로 1kg steel wool 0000
막 위를 회 왕복하였을 때 막에 스크레치가 거의 발생하지 않았coating 50 coating
다
표 막에 대한 시험 결과[ 8] Hard coating (4 s)
- 48 -
제 절 고진공금속박막증착4
하드코팅막의 표면처리1
그림 플라즈마 표면처리된 하드코팅막의 사진[ 35] AFM
하드코팅막은 등 무기물을 다량 함유하고 있는 유무기의 혼합물질이다 고분silicon
자와는 달리 하드코팅막은 이온선량의 넓은 범위에 걸쳐서 증류수와의 접촉각이 매
우 낮았다
결과 막에 있어서는Water drop test hard coating 3times1015 ~ 4times1017 Ar+ ions
의 범위내의 량으로 증류수의 접촉각이 낮음을 알 수 있었다 증착막의 접ion dose
착력 향상정도를 확인하기 위하여 이온선량을 변화시키며 하드코팅층 표면에 dose
량에 따라 Ar+ 을 조사한 후 의 박막을 증착하여ion beam 100nm AI cross-cut
를 수행하였다 표tape test [ 9]
표 플라스틱 박막의 결과[ 9] HCAI Cross-cut tape test
하드코팅층의 에 의한 표면처리전 결과는 플라스틱에서처럼 모두 박리 되ion beam
었으나 의 량ion beam dose 5x1015 ~ 1x1017의 범위에서는 모두 접착력이 우수함
을 알 수 있었다 이는 하드코팅층위에 일부 무기질 재료가 포함되어 금속 박막과
의 친화성이 강하기 때문으로 판단되며 일반 고분자와는 달리 내열성이 매우 우수
하여 의 고에너지에서 수십분간의 조사에서도 표면에 탄화되는 경향이 없15 KeV
었다
- 49 -
미세금속박막증착2
플라스틱 반투과반사윈도우의 미세금속박막은 당사에서 보유하고 있는 고진공
시스템을 사용하여 증착하였다 그림 시스템을 구비하고 있IBAD [ 36] LoadLock
는 본 장비는 가 장착되어 있으며 모재의 평행이송과 를RF Plasma source Mask
사용하여 두께 균일성을 확보하였다
그림 증착 시스템[ 36] IBAD
반투과반사미러에 사용된 금속은 의 사의 을 사용하였다 당사에서9999 Cerac AI
보유하고 있는 4x10-6 진공도에서 을 사용하였다 증착시torr e-beam gun
는 증착율은 였으며 상하 좌우의 을 통Emission Current 280 5 sec Sweeping Å
해 균일한 증착율 유도하였다
그림 금속박막의 투과율[ 37] Spectrum
- 50 -
그림 금속박막의 전후면 반사[ 38] spectrum
사의 로 측정된 가시영역에서의 투과 반Hitachi U-2000 UV-Vis Spectrophotometer
사 을 그림 그림 에 나타내었다 각각의 투과반사율을 가시영spectrum [ 37] [ 38]
역에서의 평균값을 구한뒤 아래 표와 같이 흡수율을 구하였다 제작된 시제품의 흡[
수율은 였다248
표 금속증착막의 특성분석결과[ 10]
No 항 목 평 가 방 법 시 험 결 과
1 접 착 력 Cross-Cut 100100
2 투 과 율 Spectrophotometer 445
3 반사율 전면( ) Visual Range 307
4 반사율 후면( ) Visual Range 171
5 흡 수 율 Visual Range 248
- 51 -
제 장 결론5
제 절 연구결과1
플라즈마 표면처리공정연구 광경화에의한 하드코팅공정연구 고진공증착에의한 미
세 금속박막 증착연구개발을 통하여 수입되고 있는 플라스틱 반투과반사윈도우 소
재를 개발하였다 현재 상용되고 있는 수입소재의 기계적 광학적 특성을 분석을 통
하여 개발 목표치를 설정하였으며 최적 공정개발에의한 시제품제작을 완료하였다
시제품의 평가항목 및 특성치를 아래 표 에 나타내었다[ 12]
표 반투과반사윈도우 시제품의 특성표[ 12]
평 가 항 목 특성치 비 고
광흡수율1 () 248 분광기 기준30T
내마모성2 () 28 자체기준( haze)
접착력3 (x100) 100 회ASTMD3359 10
표면경도4 (H) 5 ASTMD3363 Mitsu-B
표면친수성5 (deg ) 171 Anglometer
미세파티클6 (1um) 01 Clean Room
본 과제 수행에의한 개발목표를 달성할 수 있었으며 주요기술개발내용은 다음과
같다 플라즈마를 이용하여 고분자 표면의 친수성 를 크게 높였으며 1) RF (171deg )
금속박막과의 접착력 을 크게 향상시켰다 광경화에의한 하드코팅공정(100100) 2)
개발에의해 플라스틱 표면경도 및 내마모성 을 크게 향상시켰다 고진(5H) (28) 3)
공 증착공정개발에의해 금속박막의 흡수율 을 크게 낮추어 광효율이 높은(248)
플라스틱 반투과반사 윈도우 시제품을 개발하였다 플라스틱 반투과반사윈도우 4)
소재를 평가하기 위한 광학적 기계적특성 평가기법을 확립하였다
- 52 -
제 절 향후전망2
개발된 플라스틱 반투과반사 윈도우는 플라스틱의 낮은 내열성과 표면경도 흡수율
을 개선하기 위한 것으로 최근 전자제품 정보통신부품 등 첨단전자제품에 적극 채
택되고 있다 특히 휴대폰 및 디스플레이의 투과창 소재가 기존 에서 투명플 glass
라스틱으로 적극 채택되면서 관련 공정기술개발과 함께 소재특성을 위한 다양한 연
구가 활발히 추진되고 있으며 선진국에서는 개발완료에 따른 양산체제 구축으로
전세계 시장을 석권하고 있는 상황이다
본 과제에의한 플라스틱 반투과반사 윈도우의 시제품은 수입시판되고 있는 상용소
재와 동등이상의 특성을 나타내고 있어 향후 양산설비 및 양산공정연구에의한 소
재의 국산화가 가능하다고 할 수있다 또한 본 과제의 플라즈마 표면처리는 저온
표면처리를 요하는 광학용 플라스틱 소재의 표면처리에 활용될 수 있으며 광경화에
의한 하드코팅공정은 기존 열경화방식과는 달리 화가 가능하며 대량 양산in-line
체제를 갖출 수 있어 향후 큰 폭의 성장이 기대된다
- 53 -
참 고 문 헌
1 Oleg A Popov ldquoHigh Density Plasma Sourcesrdquo NOYES Publications(1995)
전자기술연구회 초음파 응용 기문사2 ldquo ( 1997)
임준섭외 명3 4 ldquoImprovement in Surface Hardness of Plastic Surface Mirrorrdquo
Korea-Russia Symposium(1998)
4 Lan G Brown ldquoThe Physics and Technology of Ion Sourcerdquo John Wiley amp
Sons(1989)
이규환 외 명 진공증착법으로 제조된 박막의 밀착성에 관한연구 한국5 4 ldquo AI-Cr rdquo
표면공학회지 VoI27No1Feb(1994)
한성남 외 명6 4 ldquoImproving Wettability of Polycarbonate and adhesion with
aluminum by Ar+ ion irradiationrdquo JMaterial Res Vol9 Sep(1995)
한성남외 명 표면에 아르곤 조사와 친수성증대7 4 ldquoPolymethylmethacrylate rdquo The
Korean Physical Society Vol8No2 Mar pp193~198(1995)
인하대 광기술교육센터 광학시스템의 설계 및 평가 인하대 광기술교육센터8 ldquo rdquo
(1999)
임준섭외 명9 5 ldquoEffect of Ion Beam Assisted Cleaning on Adhesion of AI to
Polymer Substrate of PC and PMMArdquo Asian Finish lsquo98(1998)
10 CJ Brinker and GW Scherrer ldquoSol-Gel Science The Physics and
Chemistry of Sol-Gel ProcessingrdquoAcademic Press NY(1990)
아주공업 주 표면처리 기술을 이용한 자동차용 후사경 개발 산업자11 ( )rdquoPlasma rdquo
원부 최종보고서(2000)
고성진외 명 자동차용 플라스틱 미러와 그 제조방법 아주공업 주12 2 rdquo rdquo ( )(2002)
아주공업 주 플라즈마 기술을 이용한 오토바이 헬멧용 무적쉴드개발 중소기13 ( ) ldquo rdquo
업청 최종보고서(2002)
박원규 졸겔법의 응용과 제품 명현문화사14 rdquo rdquo (1999)
홍진후 경화코팅 조선대학교 출판부15 rdquoUV rdquo (2002)
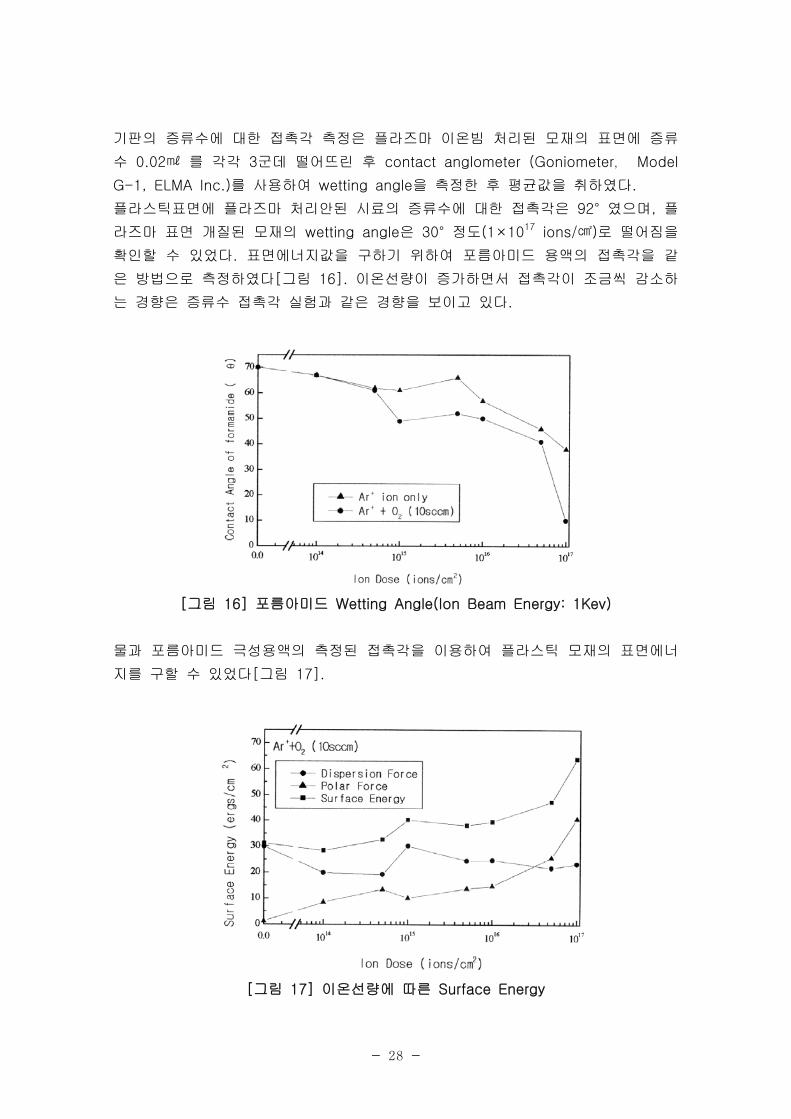
- 28 -
기판의 증류수에 대한 접촉각 측정은 플라즈마 이온빔 처리된 모재의 표면에 증류
수 를 각각 군데 떨어뜨린 후002 3 contact anglometer (Goniometer Model
를 사용하여 을 측정한 후 평균값을 취하였다G-1 ELMA Inc) wetting angle
플라스틱표면에 플라즈마 처리안된 시료의 증류수에 대한 접촉각은 였으며 플92deg
라즈마 표면 개질된 모재의 은 정도wetting angle 30deg (1times1017 로 떨어짐을ions )
확인할 수 있었다 표면에너지값을 구하기 위하여 포름아미드 용액의 접촉각을 같
은 방법으로 측정하였다 그림 이온선량이 증가하면서 접촉각이 조금씩 감소하[ 16]
는 경향은 증류수 접촉각 실험과 같은 경향을 보이고 있다
그림 포름아미드[ 16] Wetting Angle(Ion Beam Energy 1Kev)
물과 포름아미드 극성용액의 측정된 접촉각을 이용하여 플라스틱 모재의 표면에너
지를 구할 수 있었다 그림[ 17]
그림 이온선량에 따른[ 17] Surface Energy
- 29 -
표면거칠기에 큰 영향을 받는 의 경우 이온선량이 증가함에 따라dispersion force
대체적으로 완만한 변화를 보이고 있으나 의 경우 이온선량이 증가함에 polar force
따라 지속적으로 급격히 증가하여 이온선량이 1times1015 Ar+ 에서는ions 40 ergs
까지 도달하였으며 이온선량이 1times10 17 Ar+ 에 이르러서는 의ions 64 ergs
표면에너지까지 증가하여 초기의 보다는 배이상이 증가함을 알 수 있었30 ergs
다 이와 같은 변화는 이온 빔의 조사로 인하여 플라스틱 기판 표면에 free radical
이 생성되고 의 형성으로 설명되고 있다hydrophilic group
한편 의 에너지 변화에 따른 플라스틱의 표면에너지 변화를 알아보기 위 ion beam
하여 이온선량을 8x1016 Ar+ 로 일정하게 하고 의 에너지를ions ion beam
까지 일정하게 증가시키면서 물과의 접촉각을 측정하였다 그림1500eV [ 18]
그림 에 따른 물과의 접촉각 변화[ 18] Ion Beam Energy
플라스틱 종류별 차이는 있으나 대체로 내외였으며 이상에서는 점차40deg 1500eV
로 다시 증가하는 것을 보여주었다 으로 표면처리시 의 보다는 Ion beam ion energy
의 량에 지배를 받는 것으로 파악되었으며ion dose Ar+만의 조사보다는 02 분위기
에서의 Ar+ 조사시 효과가 높았으나 진공도가 낮아지는 점과 이 불안정하ion beam
다는 단점이 있어 Ar+ 만의 조사가 생산적용시에는 유리하다고 판단된다
- 30 -
제 절 하드코팅공정연구2
전처리 공정1
플라스틱 표면 상에 흡착 부착된 오일 미세먼지 지문 등 다양한 오염물은 하드코
팅 후 코팅층의 박리 핀홀 표면 얼룩 등의 다양한 불량을 초래할 수 있어 coating
액의 도포공정에 앞서 필수적으로 세정공정을 수행해야한다 본 과제에서는 초음파
세척방법을 전처리공정에 적용하여 하드코팅공정 연구를 수행하였다 그림 는 [ 19]
본 연구에 사용된 세척장치로써 세정액이 담긴 세정조 차 및 차 수세조와 탕세 1 2
조로 구성되어 있다
그림 초음파 세척 장치[ 19]
본 과제에서는 초음파를 기본적으로 사용하고 플라스틱 소재의 성형방법에 따라
표면특성 및 오염된 표면 이물질이 달라 각각 다른 공정 방법을 적용하였다
가 사출 및 압출 성형된 모재
대부분의 플라스틱 기판은 알카리 세제를 사용한 전처리공정으로 깨끗한 기판을 얻
을 수 있었으며 처리 후 부착력이 우수한 코팅층을 얻을 수 있었다 hard coating
세척순서는 아래와 같다
알카리 세제 수용액에 초음파 세척 분(1) 5 50~60 times 10
흐르는 수도물에 수세 대략 초(2) 10
증류수에 초음파 수세 분(3) 50~60 times 10
증류수에 탕세(4) 4 s 60~70
- 31 -
건조 분(5) 70 times 60
보관 에 보관(6) SUS box
나 성형된 모재 Casting
성형시 필수적으로 포함되는 모재의 이형성분을 제거하기위한 최적공정을Casting
파악하기 위해 세제의 농도 및 처리시간에 따른 실험을 수행하였다 실험은 1~
의 알카리 세제로 각각 분으로 나누어 초음파 처리하고 의 으10 5 10 30 50 IPA
로 분 범위내에서 시간을 달리하여 초음파 세척한 후 코팅제로3~10 A-104 hard
을 하였다 다음은 세척공정 순서이다coating
알카리 세제 수용액에 초음파 세척 분(1) 5 50~60 times 10
흐르는 수도물에 수세 대략 초(2) 10
수용액에 초음파 세척 분(3) 20~50 IPA 30~40 times 7~8
증류수에 초음파 수세 분(4) 50~60 times 10
증류수에 탕세(5) 4 s 60~70
건조 분(6) 70 times 60
보관 에 보관(7) SUS box
시편의 평가는 육안에 의한 얼룩의 유무확인과 에 의한 부착력cross-cut tape test
으로 판단하였다 알카리 세제와 농도가 각각 와 미만일 때는 오염 물질 IPA 5 50
이 완전히 제거되지 않아서 코팅막에 약간의 얼룩이 관찰되었으며 의 알카리 5
세제로 분 분간 초음파 세척과 분간 초음파 세척공정시에5 ~10 7 IPA hard coating
의 부착력이 우수하였고 코팅막에 얼룩도 발생하지 않았다
표 는 알카리세제와 수용액으로 세척된 기판위에[ 2] IPA PMMA casting hard
막을 형성시킨 후 코팅층의 부착력을 시험한 결과이다coating
표 기판에 대한 세척 코팅 접착력[ 2] PMMA Casting +
- 32 -
공정2 Dipping
하드코팅공정에 있어서 도포공정은 다양한 방법이 개발되어 있으며 본 과제에서는
두께조절성 액의 소모성 등을 고려해 디핑방식을 적용하였다 공정의 Dip-coating
개략적 방법은 다음과 같다
플라스틱 모재는 함수율이 높아 코팅전 모재건조를 실시한다(1)
플라스틱 모재에 묻어있는 먼지를 안에서 제전건으로 완벽히 제거(2) clean room
한 후 의 에 수직으로 고정시킨다dip-coater jig
시편을 코팅액이 담겨져 있는 코팅조에 일정한 속도로 하고 초간 유(3) dipping 10
지시킨다
의 인상속도를 조절 한 후 시편을 일정 속도로 인상한(4) Dip-coater (2~6 sec)
다
이 때 인상속도를 조절하여 코팅층의 두께를 조절할 수 있다 딥코팅시 분위기 습
도를 이하 온도 상온 코팅액 온도를 로 유지하여 액의 경시변RH 50 18 ~ 20
화를 최소화 해야한다 플라스틱렌즈 및 보안경 등 공정을 요하는 업 hard coating
체에서는 정도의 청정실에서 하드코팅을 실시하고 미만의 상대습class 1000 50
도 조건을 유지함으로써 대기 중의 먼지 부유물등에의한 오염을 최소화하고 있으
며 날씨변화에 따른 분위기 환경을 일정하게 유지하고 있다
코팅 분위기 조건의 변화는 경화 후 막에 에 의한hard coating particle pin-hole
과 현상 등을 일으킬 수 있으며 양질의 우수한 코팅막을 얻기가 힘들다 본hazing
연구에서는 인 의 을 설치하여 하class 1000 conventional air flow type clean room
드코팅공정을 실시하였다
그림 내부 사진[ 20]Clean room
- 33 -
내부에는 제전건 기 클린 오븐 광경화기 초음파세척장Clean room dip-coating
치 등의 설비를 구비하여 경화형 처리가 일괄적으로 처리됨으로써UV hard coating
우수한 물성의 하드코팅막을 얻을 수 있었다 그림 은 내부의 사 [ 20] clean room
진이며 작업시 내부온도는 습도는 이하를 유지하 hard coating 18~20 40RH
였다
전도체인 금속과 달리 플라스틱은 절연물질로 전기전하의 이동을 허용치 않아 마찰
등에 의하여 쉽게 정전기장을 형성하여 정전기장 내에 놓여있는 반대 극성을 갖는
입자를 끌어들이게 된다 이러한 입자를 제거하기 위해서는 플라스틱 표면 및 입자
의 극성을 중성으로 바꾸어 줌으로써 간단히 해결할 수 있다 본 과제에서는
공정 전에 공기를 이온화시켜 대량의 양 음이온을 발생시키는 장치인dipping
을 사용하여 을 제거할 수 있었으며 이물에의한 코팅층의Anti-Static-Gun particle
불량을 줄일 수 있었다
본 과제의 딥방식은 인상방식과 장치의 정밀성이 코팅특성을 좌우한다고 할 수 있
다 본 과제에 적요된 딥인상은 에의한 조의 인상 하강 방식으로 air-hydro type ㆍ
정숙성이 높은 방식이다
그림 장치 유공압[ 21] Dip-coating ( type)
- 34 -
실린더의 제어는 유공압 방식을 사용하였으며 이는 압축공기를 이용하여 유압실린
더를 제어하는 방식으로 공기의 압축성으로 인한 문제점을 개선한 것이다 즉 공기
압을 사용하면서 유압유니트와 같이 작동개시 때나 부하변동시에 접속구동이 가능
하고 저속 구동시 현상을 방지할 수 있는 유압실린더의 장점을 활용한 것 stick slip
이다 일반적으로 유공압은 실린더의 정밀정속구동 중간정지 이속제어나 로터리형
액츄에이터의 완속구동 등에도 많이 적용되고 있다 그림 은 본 실험에 사용한 [ 21]
유공압 방식의 장치로써 실린더와dip-coating air hydro type convertor coating
조 냉각 및 시스템 용량 사용 line filtering (chemical pump (10 min) 15 filter )ℓ
등으로 구성되어 있다
경화공정3
플라스틱 기판위에 경화형 액을 딥방식에의한 도포 후 에UV hard coating 50~70
서 분동안 시키고 램프 에의한 를 조사시키면3~5 pre-heating UV (200~400nm) UV
표면경도 및 내마모성이 우수한 막이 형성된다 표 에서는 본 연구에 사coating [ 3]
용되어진 코팅제 종류 및 경화조건을 나타내었다
표 코팅제 종류 및 경화 조건[ 3]
Maker Grade 용 도 경 화 조 건
사 국내L ( ) A-104GN 겸용PC amp PMMA파장UV lamp (250~360nm)
에너지UV 65~90mjcm2
사 국내H ( ) 0-299 용PMMA파장UV lamp (250~360nm)
에너지UV 60~85mjcm2
사 국외E ( ) C-220 겸용PC amp PMMAUV lamp 300Winch
이송속도 25ftmin
사 국외H ( ) B-8558 겸용PC amp PMMA파장UV lamp (250~360nm)
에너지UV 75mjcm2
본 과제의 광경화공정연구에 사용된 광경화기를 그림 에 나타내었으며 일반적[ 22]
인 광경화의 원리 및 메커니즘은 다음과 같다
가 경화원리 및 특징 UV
전자파 중 자외선 은 파장이 까지의 영역을 의미하고 있으나 경(UV) 10~400nm UV
화에 이용되는 파장범위는 대체로 이며 이 자외선이 화학작용에 유효200~400nm
한 것은 유기 화합물의 해리 분해반응을 일으킬 수 있는 강력한 에너지를 가지고
있기 때문이다
- 35 -
경화 메커니즘(1) UV
일반적으로 코팅제의 경화는 광개시제로부터 시작되는데 자외선이 갖는 에너지UV
에 의해 광개시제가 분해되어 라디칼 반응을 형성하여 반응을 유도할 수 있는 활성
체가 된다 이 활성체에 의하여 및 와 연쇄적으로 반응하여 망 monomer oligomer
상구조화된 고분자막이 형성되는 것이다
경화의 특징(2) UV
저온에서 경화가 가능하다 내열성이 좋지 않은 플라스틱 모재에도 고품질의(1)
막을 형성시킬 수 있다coating
경화속도가 빠르다 건조단위가 초단위로 설정되기 때문에 의 연속자동화가(2) line
가능하며 작업효율이 향상된다
예열시간이 짧아 신속한 작업이 가능하며 에너지가 절감된다(3)
운전관리가 간단하고 신뢰성이 높다(4)
그림[ 22] UV dryer
- 36 -
나 사 사양 UV dryer (EYE GRAPHICS model ECS-301G1)
종류 와 수은등(1) lamp metal halide
(2) lamp power 및 로 조절 가능 15KW 2KW 3KW
발광장(3) 250nm
반사판 집광형(4)
조사거리 으로 조절가능(5) 100 ~ 180
속도 으로 조절 가능(6) conveyer 08 ~ 8mmin
냉각 방식 공냉식(7)
제 절 고진공증착공정3
증착공정개발1
가 증착물질 및 증착조건
반투과반사 윈도우는 투과성과 반사성을 동시에 만족해야하며 일반적으로 금속박
막을 고진공증착함으로써 구현될 수 있다 이러한 금속박막은 진공영역에서 작업을
수행해야하며 스퍼터링과 증착이 주를 이루고 있다 그 중 스퍼터링 방법 e-beam
은 재현성이 우수하고 방식으로의 적용이 용이하다는 장점이 있으나in-line target
및 의 교체 초기조건설정 등이 용이하지 않아 본 과제에서는 다양한 재료cathode
를 코팅할 수 있는 을 적용하였다 유기물인 플라스틱상에 금속무기물e-beam type
의 접착력과 코팅후의 기계적 특성확보를 위해서는 다양한 증착공정 연구가 수행
되어야 한다 표 와 표 에 사용된 증착물의 물성과 증착조건을 각각 나타었 [ 4] [ 5]
다
표 주요 증착 물질의 물성표[ 4]
- 37 -
표 주요 증착물질의 증착조건[ 5]
나 측정값에 의한 증착막의 두께 분포
증착에 의한 증착막의 두께분포를 파악하기 위하여 크기의E-Beam 600 x500
위에 두께 의 증착속도 을 증착하였다 위치에 따른 증착glass 2500 AI ( 5 sec) Å Å
막의 두께를 측정하기 위하여 유리판 중앙부에서 바깥쪽으로 폭 간격 길이10 (
으로 등분하여 시편의 증착막두께를 으로 측정하였다 그림 계산30mm) 25 SEM [ 23]
에 의한 두께분포와 비교하였을 때 대체적인 경향은 비슷하지만 상대적으로 기울기
가 급함을 알 수 있다
그림 측정값에 의한 증착막의 두께분포[ 23]
두께측정시 사진에 의존한 측정이고 사용된 진공시스템은 이상화와는 거리가SEM
있어 약간의 차이가 발생되었다고 판단된다 측정된 값의 추세선을 구함으로써 고
정 의 제작시 로 활용할 수 있었으며 평행이송에 의한 균일성확보mask reference
연구에 참고데이터로 활용할 수 있었다
- 38 -
다 평행이송에 의한 균일성확보
기판의 평행이송과 고정 를 동시에 사용하여 두께가 균일한 박막을 제작하고mask
자 하였다 를 평행이송하여 동서방향의 균일성을 확보하고 이때 등두께를 기준 Jig
으로 동서방향을 등분하여 평면으로 이상화 해 구간내에서의 선의 형상을 두께13
기울기에 비례한 형상을 구현한 고정 를 제작하여 남북방향의 균일성을 확보하mask
고자 하였다 평행이송은 로 회전수를 inverter motor(LG -KMI400K1) 0~160rpm社
으로 조절하면서 이송하였으며 고정 는 기판이송방향의 직각방향에 대한 균일 mask
성만을 고려하여 설계제작하였다 그러나 에 의한 가림과 이송시 증착영역을 mask
벗어남으로 인해서 생기는 증착물 가 크다는 단점이 있었으며 고정 의 형loss mask
상은 증착물 증착율에 따라 다소 차이가 있어 여러 세트를 구비해야만 했다 수차
례 실험을 통해 증착물별 를 제작할 수 있었으며 평행이송속도를 증가시키고mask
왕복이송 횟수를 증가시킴으로써 이내의 균일성을 확보할 수 있었다10
시스템의 특성2 IBAD
가 증착시 온도의 변화
플라스틱 기판은 내열성이 낮아 열원에 장시간 노출되면 열변형과 함께 탄화되고
이 발생하여 박막물성에 악영향을 미칠 수 있으며 증착막과 비교하여out gassing
평균 수 십배 이상 선팽창계수가 높아 선팽창 차에 의한 박막의 과 박리를 일crack
으킬 수 있다 본 연구에서는 증착시 플라스틱에 미치는 분위기 온도의 영향을 파
악하고 적정 증착조건을 파악하기 위하여 금속 및 세라믹으로 나누어 증착시 분위
기온도 변화를 측정하였다
금속물의 시간에 따른 온도 변화(1)
은 분후 약 도정도 상승하여 시간에 따른 온도 변화가 거의 없었지만 은AI 10 3 Cr
약 도가 상승하여 급격한 상승을 보이고 있어 증착시 온도변화를 주목할 필요가12
있었다 더욱이 은 증착율이 높을수록 박막이 형태로 증착되어 반사율을 Cr granule
저하시키는 원인이 되었으며 막 자체에 도 많이 발생되었다 반투과반사 윈도crack
우 제작을 위한 금속박막 물질로는 보다는 이 온도측면에서 유리하다고 판단Cr AI
되었으며 아래의 그림 에 금속박막의 시간에 따른 온도의 변화를 비교하였다[ 24]
- 39 -
주) 증착률Al -10 sec EC-260~280Å
증착률Cr -10 sec EC-65 ~ 95Å
그림 금속박막의 시간에 따른 온도변화 비교[ 24]
세라믹의 시간에 따른 온도 변화(2)
세라믹은 금속과 달리 일반적으로 가 매우 높아 증착시 분위기온도melting point
상승이 매우 컸다 측정된 세라믹의 시간에 따른 온도의 변화는 그림 에 나타 [ 25]
내었다
주) SiO2 증착률 -10 sec EC-45 ~ 60Å
TiO2 증착률 -10 sec EC- 175Å
AI2O3 증착률 -10 sec EC-180~260Å
그림 세라믹박막의 시간에 따른 온도변화 비교[ 25]
- 40 -
그 중 SiO2 TiO2는 분 경과후 가량의 비교적 완만한 온도변화를 보이고 있10 10
으나 AI2O3는 가량의 급격한 온도상승을 보여 고증착율에서의 사용에는 한계30
가 있었다 실증착시에는 의 를 낮춤으로써 증착율 E-gun emission current 3~5 Å
내에서 증착하여 급격한 온도상승을 막을 수 있었다 AI2O3은 경도가 매우 높고 증
착시 조밀도가 높아 보호막으로 많이 사용되는 증착물이다 그러나 본 실험에서는
증착시 열발산이 특히 심하고 증착율을 낮추어도 온도가 급상승하여 증착시 crack
이 쉽게 발생하여 플라스틱 기판에는 부적합하다고 판단되었다
나 플라스틱의 Out gassing
기체방출 은 진공용기 속에서 사용하는 물질의 표면이나 내부에 흡착(out gassing)
되어 있던 분자들이 방출되는 현상을 의미하며 진공조의 압력상승 및 박막의 물성
에 큰 영향을 미치게 된다 또한 고진공 에서 배기시간을 증가시키고 최저 system
도달 압력을 결정짓는 직접적인 요인이 된다 표 는 주요 물질의 기체방출율을 [ 6]
나타낸 것이다
표 주요 물질의 기체방출율[ 6] (Pa m3sm2)
본 연구에서는 플라스틱 기판 장입 유무에 따라 의 영항에 의한 진공도out gassing
의 변화를 알아보기 위하여 진공조 내부에 기판 를 장입한PC (250times65times3 ) 10ea
후 진공도를 측정함으로써 장입전과 비교하여 변화가 있음을 알 수 있었으며 측정
된 값은 그림 에 나타내었다[ 26]
- 41 -
그림 플라스틱 기판 유 무에 따른 진공도 변화[ 26]
그림 의 결과에서 나타나듯이 플라스틱 기판의 장입시 배기속도가 다소 늦[ 26] (PC)
어짐을 알 수 있었으며 이는 플라스틱 모재가 함유한 수분 등의 에 의out gassing
한 차이로 보여진다 기체 방출률은 표면상태나 세척정도 등에 의해 크게 baking
좌우된다고 알려져있어 본 연구에서는 진공조 내부의 에 세심한 주의를 cleaning
기울였으며 함수율이 높은 플라스틱 기판의 세척공정과 함께 건조공정을 확립하고
을 설치하여 플라스틱 기판이 진공조에 머무는 시간을 최소화함load lock system
으로써 플라스틱 모재로 인한 을 최소화할 수 있었다 out gassing
- 42 -
제 장 시제품제작 및 특성분석4
제 절 상용제품의 특성분석1
본 과제의 반투과반사윈도우 개발을 위해서 일본 상용제품의 특성을 분석하였다
일본제품의 측정결과 상하부는 이며 층의 두게는SEM 147 121 m Top coatingμ
로 층보다는 다소 얇은 코팅층이였다 또한 금속박막층은106 m Base coating μ
으로 관찰이 용이하지 않으나 및 에 근거한 추정결과 내SEM RBS SEM data 20nm
외로 판단되었다 아래 그림 은 상용제품의 모재 상하면의 단면 사진이다 [ 27] SEM
그림 반투과반사 윈도우 상용제품의 사진 상 하단면[ 27] SEM ( )
그림 은 일본제품의 분석 결과이다 이온을 조사하였고 이 때[ 28] RBS He2+
는 였으며 고에너지에의한 플라스틱 표면의 손상을 줄이기beam energy 224MeV
위해 이온 량을 으로 낮게 설정하였다dose 80 C μ
그림 반투과반사 윈도우 상용제품의[ 28] RBS Spectrum
- 43 -
분석결과 표층에는 내외의 이 관찰되었으며 내부로 됨에 따라 유20nm AI etching
기물이 지속적으로 관찰되고 있음을 알 수 있다 그림 과는 달리 표면에 [ 27] top
층이 존재하지 않으며 표면에서는 층만이 존재함을 알 수 있다coating AI
제 절 플라즈마 표면처리2
플라스틱 반투과반사 윈도우 시제품제작을 위해 플라즈마 이온빔을 조사하여 플라
스틱 모재의 표면처리를 수행하였다 플라즈마는 의 고순도 의 999999 20 sccm
를 공급하면서 를 사용하여 발생시켰다 이 때 는Ar gas RF power RF Power 80W
였으며 는 로 설정하여 모재가 장착된 지그를 좌우 이송하 Ion Beam energy 1KeV
면서 표면처리공정을 수행하였다 는 Base Pressure 12times10-6 였으며torr Working
는Pressure 5x10-4 였다 조사시간은 로torr Ion Beam 120sec 5times1017 Ar+ ions
의 였다 그림 는 에의한 표면처리 후 표면의 상태를 보기위한dose [ 29] ion beam
사진이다 의 면적을 하였으며 곳을 측정하여 평균값을 취AFM 1 x 1 scanning 5
하였다 조사 전후 표면의 거칠기 는 에서 로 다소 증가하였으 Ion (Ra) 55 589Å Å
나 플라스틱의 표면에는 큰 손상을 주지는 않는 것으로 파악되었다
그림 표면개질전후의 사진[ 29] AFM
그림 은 표면처리후 플라스틱 모재 상에 증류수를 떨어트려 을[ 30] Wetting angle
측정한 결과이다 표면처리 전 의 이 로 크게 줄여 들어 722 deg Wetting angle 171 deg
표면친수성이 크게 향상되었음을 알 수 있다
- 44 -
그림[ 30] Wetting Angle Test
제 절 광경화에의한 하드코팅3
광경화 하드코팅공정1
반투과반사 윈도우로 사용되는 플라스틱 소재는 낮은 내열성과 표면경도로 인해 코
팅층의 내구성 높이는데 한계가 있어 유무기계 막을 형성시킴으로써 표hard coating
면경도나 내마모성 등의 기계적 특성을 크게 향상시켰으며 코팅후 소재의 내마모
성 표면경도에 대한 평가를 수행하였다 하드코팅 공정에 있어서 가장 유의해야할
사항 중 하나는 공기 중 무수히 존재하는 미세먼지 및 파티클에의한 코팅층의 오염
이라고 할 수 있다 코팅층에 포함된 파티클은 코팅액의 흐름과 두께불균일성을 발
생할 수 있으며 더욱이 투명제품의 파티클은 제품불량에 있어서 주요요인이라고
할 수 있다 미세 파티클은 세척공정에서부터 경화 후 포장공정에 까지 일관되게
제어되어야 하며 양압에의한 클린룸을 필요로 하고 있다 더욱이 도포 및 경화조건
은 온습도 매우 민감하여 클린룸에 의한 항온항습이 필수적이라고 할 수 있다 본
과제에서는 헤파필터에 의한 의 항온항습 클린룸에서 하드코팅공정을Class 1000
수행하였다
막의 두께 균일성을 파악하기 위하여 측정위치를 변화시키면서Hard coating SEM
에의한 두께를 측정하였다
가 측정 방법 인 플라스틱기판을 대략 정도 250 X65 X3(t) 150 dip-coating
하여 기판을 아래 그림 과 같이 크기로 등분 한 후[ 31] 65cmX25cm 5 (1) (2)
샘플을 로 절단하여 단면가공 후 으로 관찰하였다(3) 10 X 4 SEM
- 45 -
그림 시료의 크기 및 측정점[ 31]
나 측정 결과 시료의 각 위치에서의 코팅층 측정두께를 표 에 나타내었다 아 [ 7]
울러 단면 사진을 그림 에 나타내었다SEM [ 32]
표 막의 두께 측정 결과 사용[ 7] hard coating (SEM )
그림 층의 단면 사진[ 32] Hard coating SEM
시제품의 하드코팅층 물성평가2
플라스틱 반투과반사 윈도우용 소재는 표면경도 접착력 내마모성 등 waveness
다양한 물성들을 만족시켜야 한다 물성시험을 위한 시료는 상에 코 PMMA A-104
팅액을 속도로 인상하여 광경화공정을 통해 제작되었다2 s
- 46 -
가 내마모성
하드코팅된 소재의 내마모성은 를 사용하여 물성평가를 실시하였steel wool tester
다 은 를 사용하였으며 하중은 을 유지하였고 왕복회수는 Steel wool 0000 1kg 50
회로 설정하여 시험 후 각 시편의 스크레치 발생 정도를 비교분석함으로써 코팅층
을 평가할 수 있었다 그림 은 자체에서 설계 제작한 [ 33] steel wool scratch
의 사진이며 사양은 다음과 같다tester
기계규격 670 times 265 times 370①
로울러 지지축 운동규격 20 times 158 times 304 ( 120 )②
로울러 12 times 50③ empty회전축 모터와 연결축 11 ( )④ empty무게추 고정봉 5 times 80⑤ empty무게추 500g 2 ea 200g 4 ea 100g 4 ea⑥
밸런스 추 295g⑦
로울러축 지지대 20 times 24 times 62⑧
이동 정반 8 times 168 times 372⑨
시험품 고정판 40 84 times 150 ( 2 ea )⑩
가압 핸들 5 times40⑪
그림[ 33] Steel Wool Scratch Tester
나 표면경도
막은 내마모성과 표면경도에서 한계가 있는 플라스틱 표면특성을 향Hard coating
상시키기 위해 수행되었으며 딥방식에의한 도포와 에의한 광경화공정을 적용하 UV
였다
- 47 -
그림[ 34] Pencil Hardness Tester
딥 도포공정에서 인상속도를 로 유지하였다 표 는 플라스틱 모재 위에4 sec [ 8]
다양한 의 제를 사용하여 코팅한 실험 결과이며 표면연필경도는grade hard coating
로써 모재의 경도보다 단계 상승하였으며 코팅제로 막을4~5H 3~4 A-104 coating
형성시킨 경우 내스크레치성에서도 하중 하에서 으로 1kg steel wool 0000
막 위를 회 왕복하였을 때 막에 스크레치가 거의 발생하지 않았coating 50 coating
다
표 막에 대한 시험 결과[ 8] Hard coating (4 s)
- 48 -
제 절 고진공금속박막증착4
하드코팅막의 표면처리1
그림 플라즈마 표면처리된 하드코팅막의 사진[ 35] AFM
하드코팅막은 등 무기물을 다량 함유하고 있는 유무기의 혼합물질이다 고분silicon
자와는 달리 하드코팅막은 이온선량의 넓은 범위에 걸쳐서 증류수와의 접촉각이 매
우 낮았다
결과 막에 있어서는Water drop test hard coating 3times1015 ~ 4times1017 Ar+ ions
의 범위내의 량으로 증류수의 접촉각이 낮음을 알 수 있었다 증착막의 접ion dose
착력 향상정도를 확인하기 위하여 이온선량을 변화시키며 하드코팅층 표면에 dose
량에 따라 Ar+ 을 조사한 후 의 박막을 증착하여ion beam 100nm AI cross-cut
를 수행하였다 표tape test [ 9]
표 플라스틱 박막의 결과[ 9] HCAI Cross-cut tape test
하드코팅층의 에 의한 표면처리전 결과는 플라스틱에서처럼 모두 박리 되ion beam
었으나 의 량ion beam dose 5x1015 ~ 1x1017의 범위에서는 모두 접착력이 우수함
을 알 수 있었다 이는 하드코팅층위에 일부 무기질 재료가 포함되어 금속 박막과
의 친화성이 강하기 때문으로 판단되며 일반 고분자와는 달리 내열성이 매우 우수
하여 의 고에너지에서 수십분간의 조사에서도 표면에 탄화되는 경향이 없15 KeV
었다
- 49 -
미세금속박막증착2
플라스틱 반투과반사윈도우의 미세금속박막은 당사에서 보유하고 있는 고진공
시스템을 사용하여 증착하였다 그림 시스템을 구비하고 있IBAD [ 36] LoadLock
는 본 장비는 가 장착되어 있으며 모재의 평행이송과 를RF Plasma source Mask
사용하여 두께 균일성을 확보하였다
그림 증착 시스템[ 36] IBAD
반투과반사미러에 사용된 금속은 의 사의 을 사용하였다 당사에서9999 Cerac AI
보유하고 있는 4x10-6 진공도에서 을 사용하였다 증착시torr e-beam gun
는 증착율은 였으며 상하 좌우의 을 통Emission Current 280 5 sec Sweeping Å
해 균일한 증착율 유도하였다
그림 금속박막의 투과율[ 37] Spectrum
- 50 -
그림 금속박막의 전후면 반사[ 38] spectrum
사의 로 측정된 가시영역에서의 투과 반Hitachi U-2000 UV-Vis Spectrophotometer
사 을 그림 그림 에 나타내었다 각각의 투과반사율을 가시영spectrum [ 37] [ 38]
역에서의 평균값을 구한뒤 아래 표와 같이 흡수율을 구하였다 제작된 시제품의 흡[
수율은 였다248
표 금속증착막의 특성분석결과[ 10]
No 항 목 평 가 방 법 시 험 결 과
1 접 착 력 Cross-Cut 100100
2 투 과 율 Spectrophotometer 445
3 반사율 전면( ) Visual Range 307
4 반사율 후면( ) Visual Range 171
5 흡 수 율 Visual Range 248
- 51 -
제 장 결론5
제 절 연구결과1
플라즈마 표면처리공정연구 광경화에의한 하드코팅공정연구 고진공증착에의한 미
세 금속박막 증착연구개발을 통하여 수입되고 있는 플라스틱 반투과반사윈도우 소
재를 개발하였다 현재 상용되고 있는 수입소재의 기계적 광학적 특성을 분석을 통
하여 개발 목표치를 설정하였으며 최적 공정개발에의한 시제품제작을 완료하였다
시제품의 평가항목 및 특성치를 아래 표 에 나타내었다[ 12]
표 반투과반사윈도우 시제품의 특성표[ 12]
평 가 항 목 특성치 비 고
광흡수율1 () 248 분광기 기준30T
내마모성2 () 28 자체기준( haze)
접착력3 (x100) 100 회ASTMD3359 10
표면경도4 (H) 5 ASTMD3363 Mitsu-B
표면친수성5 (deg ) 171 Anglometer
미세파티클6 (1um) 01 Clean Room
본 과제 수행에의한 개발목표를 달성할 수 있었으며 주요기술개발내용은 다음과
같다 플라즈마를 이용하여 고분자 표면의 친수성 를 크게 높였으며 1) RF (171deg )
금속박막과의 접착력 을 크게 향상시켰다 광경화에의한 하드코팅공정(100100) 2)
개발에의해 플라스틱 표면경도 및 내마모성 을 크게 향상시켰다 고진(5H) (28) 3)
공 증착공정개발에의해 금속박막의 흡수율 을 크게 낮추어 광효율이 높은(248)
플라스틱 반투과반사 윈도우 시제품을 개발하였다 플라스틱 반투과반사윈도우 4)
소재를 평가하기 위한 광학적 기계적특성 평가기법을 확립하였다
- 52 -
제 절 향후전망2
개발된 플라스틱 반투과반사 윈도우는 플라스틱의 낮은 내열성과 표면경도 흡수율
을 개선하기 위한 것으로 최근 전자제품 정보통신부품 등 첨단전자제품에 적극 채
택되고 있다 특히 휴대폰 및 디스플레이의 투과창 소재가 기존 에서 투명플 glass
라스틱으로 적극 채택되면서 관련 공정기술개발과 함께 소재특성을 위한 다양한 연
구가 활발히 추진되고 있으며 선진국에서는 개발완료에 따른 양산체제 구축으로
전세계 시장을 석권하고 있는 상황이다
본 과제에의한 플라스틱 반투과반사 윈도우의 시제품은 수입시판되고 있는 상용소
재와 동등이상의 특성을 나타내고 있어 향후 양산설비 및 양산공정연구에의한 소
재의 국산화가 가능하다고 할 수있다 또한 본 과제의 플라즈마 표면처리는 저온
표면처리를 요하는 광학용 플라스틱 소재의 표면처리에 활용될 수 있으며 광경화에
의한 하드코팅공정은 기존 열경화방식과는 달리 화가 가능하며 대량 양산in-line
체제를 갖출 수 있어 향후 큰 폭의 성장이 기대된다
- 53 -
참 고 문 헌
1 Oleg A Popov ldquoHigh Density Plasma Sourcesrdquo NOYES Publications(1995)
전자기술연구회 초음파 응용 기문사2 ldquo ( 1997)
임준섭외 명3 4 ldquoImprovement in Surface Hardness of Plastic Surface Mirrorrdquo
Korea-Russia Symposium(1998)
4 Lan G Brown ldquoThe Physics and Technology of Ion Sourcerdquo John Wiley amp
Sons(1989)
이규환 외 명 진공증착법으로 제조된 박막의 밀착성에 관한연구 한국5 4 ldquo AI-Cr rdquo
표면공학회지 VoI27No1Feb(1994)
한성남 외 명6 4 ldquoImproving Wettability of Polycarbonate and adhesion with
aluminum by Ar+ ion irradiationrdquo JMaterial Res Vol9 Sep(1995)
한성남외 명 표면에 아르곤 조사와 친수성증대7 4 ldquoPolymethylmethacrylate rdquo The
Korean Physical Society Vol8No2 Mar pp193~198(1995)
인하대 광기술교육센터 광학시스템의 설계 및 평가 인하대 광기술교육센터8 ldquo rdquo
(1999)
임준섭외 명9 5 ldquoEffect of Ion Beam Assisted Cleaning on Adhesion of AI to
Polymer Substrate of PC and PMMArdquo Asian Finish lsquo98(1998)
10 CJ Brinker and GW Scherrer ldquoSol-Gel Science The Physics and
Chemistry of Sol-Gel ProcessingrdquoAcademic Press NY(1990)
아주공업 주 표면처리 기술을 이용한 자동차용 후사경 개발 산업자11 ( )rdquoPlasma rdquo
원부 최종보고서(2000)
고성진외 명 자동차용 플라스틱 미러와 그 제조방법 아주공업 주12 2 rdquo rdquo ( )(2002)
아주공업 주 플라즈마 기술을 이용한 오토바이 헬멧용 무적쉴드개발 중소기13 ( ) ldquo rdquo
업청 최종보고서(2002)
박원규 졸겔법의 응용과 제품 명현문화사14 rdquo rdquo (1999)
홍진후 경화코팅 조선대학교 출판부15 rdquoUV rdquo (2002)
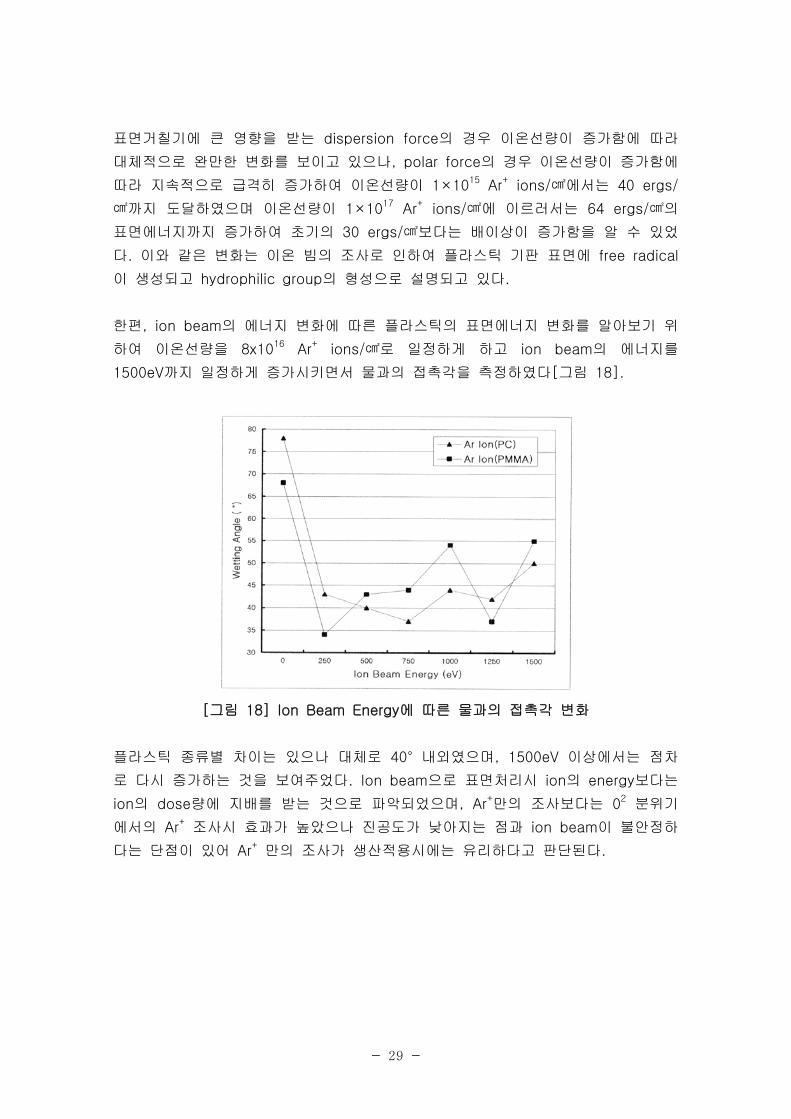
- 29 -
표면거칠기에 큰 영향을 받는 의 경우 이온선량이 증가함에 따라dispersion force
대체적으로 완만한 변화를 보이고 있으나 의 경우 이온선량이 증가함에 polar force
따라 지속적으로 급격히 증가하여 이온선량이 1times1015 Ar+ 에서는ions 40 ergs
까지 도달하였으며 이온선량이 1times10 17 Ar+ 에 이르러서는 의ions 64 ergs
표면에너지까지 증가하여 초기의 보다는 배이상이 증가함을 알 수 있었30 ergs
다 이와 같은 변화는 이온 빔의 조사로 인하여 플라스틱 기판 표면에 free radical
이 생성되고 의 형성으로 설명되고 있다hydrophilic group
한편 의 에너지 변화에 따른 플라스틱의 표면에너지 변화를 알아보기 위 ion beam
하여 이온선량을 8x1016 Ar+ 로 일정하게 하고 의 에너지를ions ion beam
까지 일정하게 증가시키면서 물과의 접촉각을 측정하였다 그림1500eV [ 18]
그림 에 따른 물과의 접촉각 변화[ 18] Ion Beam Energy
플라스틱 종류별 차이는 있으나 대체로 내외였으며 이상에서는 점차40deg 1500eV
로 다시 증가하는 것을 보여주었다 으로 표면처리시 의 보다는 Ion beam ion energy
의 량에 지배를 받는 것으로 파악되었으며ion dose Ar+만의 조사보다는 02 분위기
에서의 Ar+ 조사시 효과가 높았으나 진공도가 낮아지는 점과 이 불안정하ion beam
다는 단점이 있어 Ar+ 만의 조사가 생산적용시에는 유리하다고 판단된다
- 30 -
제 절 하드코팅공정연구2
전처리 공정1
플라스틱 표면 상에 흡착 부착된 오일 미세먼지 지문 등 다양한 오염물은 하드코
팅 후 코팅층의 박리 핀홀 표면 얼룩 등의 다양한 불량을 초래할 수 있어 coating
액의 도포공정에 앞서 필수적으로 세정공정을 수행해야한다 본 과제에서는 초음파
세척방법을 전처리공정에 적용하여 하드코팅공정 연구를 수행하였다 그림 는 [ 19]
본 연구에 사용된 세척장치로써 세정액이 담긴 세정조 차 및 차 수세조와 탕세 1 2
조로 구성되어 있다
그림 초음파 세척 장치[ 19]
본 과제에서는 초음파를 기본적으로 사용하고 플라스틱 소재의 성형방법에 따라
표면특성 및 오염된 표면 이물질이 달라 각각 다른 공정 방법을 적용하였다
가 사출 및 압출 성형된 모재
대부분의 플라스틱 기판은 알카리 세제를 사용한 전처리공정으로 깨끗한 기판을 얻
을 수 있었으며 처리 후 부착력이 우수한 코팅층을 얻을 수 있었다 hard coating
세척순서는 아래와 같다
알카리 세제 수용액에 초음파 세척 분(1) 5 50~60 times 10
흐르는 수도물에 수세 대략 초(2) 10
증류수에 초음파 수세 분(3) 50~60 times 10
증류수에 탕세(4) 4 s 60~70
- 31 -
건조 분(5) 70 times 60
보관 에 보관(6) SUS box
나 성형된 모재 Casting
성형시 필수적으로 포함되는 모재의 이형성분을 제거하기위한 최적공정을Casting
파악하기 위해 세제의 농도 및 처리시간에 따른 실험을 수행하였다 실험은 1~
의 알카리 세제로 각각 분으로 나누어 초음파 처리하고 의 으10 5 10 30 50 IPA
로 분 범위내에서 시간을 달리하여 초음파 세척한 후 코팅제로3~10 A-104 hard
을 하였다 다음은 세척공정 순서이다coating
알카리 세제 수용액에 초음파 세척 분(1) 5 50~60 times 10
흐르는 수도물에 수세 대략 초(2) 10
수용액에 초음파 세척 분(3) 20~50 IPA 30~40 times 7~8
증류수에 초음파 수세 분(4) 50~60 times 10
증류수에 탕세(5) 4 s 60~70
건조 분(6) 70 times 60
보관 에 보관(7) SUS box
시편의 평가는 육안에 의한 얼룩의 유무확인과 에 의한 부착력cross-cut tape test
으로 판단하였다 알카리 세제와 농도가 각각 와 미만일 때는 오염 물질 IPA 5 50
이 완전히 제거되지 않아서 코팅막에 약간의 얼룩이 관찰되었으며 의 알카리 5
세제로 분 분간 초음파 세척과 분간 초음파 세척공정시에5 ~10 7 IPA hard coating
의 부착력이 우수하였고 코팅막에 얼룩도 발생하지 않았다
표 는 알카리세제와 수용액으로 세척된 기판위에[ 2] IPA PMMA casting hard
막을 형성시킨 후 코팅층의 부착력을 시험한 결과이다coating
표 기판에 대한 세척 코팅 접착력[ 2] PMMA Casting +
- 32 -
공정2 Dipping
하드코팅공정에 있어서 도포공정은 다양한 방법이 개발되어 있으며 본 과제에서는
두께조절성 액의 소모성 등을 고려해 디핑방식을 적용하였다 공정의 Dip-coating
개략적 방법은 다음과 같다
플라스틱 모재는 함수율이 높아 코팅전 모재건조를 실시한다(1)
플라스틱 모재에 묻어있는 먼지를 안에서 제전건으로 완벽히 제거(2) clean room
한 후 의 에 수직으로 고정시킨다dip-coater jig
시편을 코팅액이 담겨져 있는 코팅조에 일정한 속도로 하고 초간 유(3) dipping 10
지시킨다
의 인상속도를 조절 한 후 시편을 일정 속도로 인상한(4) Dip-coater (2~6 sec)
다
이 때 인상속도를 조절하여 코팅층의 두께를 조절할 수 있다 딥코팅시 분위기 습
도를 이하 온도 상온 코팅액 온도를 로 유지하여 액의 경시변RH 50 18 ~ 20
화를 최소화 해야한다 플라스틱렌즈 및 보안경 등 공정을 요하는 업 hard coating
체에서는 정도의 청정실에서 하드코팅을 실시하고 미만의 상대습class 1000 50
도 조건을 유지함으로써 대기 중의 먼지 부유물등에의한 오염을 최소화하고 있으
며 날씨변화에 따른 분위기 환경을 일정하게 유지하고 있다
코팅 분위기 조건의 변화는 경화 후 막에 에 의한hard coating particle pin-hole
과 현상 등을 일으킬 수 있으며 양질의 우수한 코팅막을 얻기가 힘들다 본hazing
연구에서는 인 의 을 설치하여 하class 1000 conventional air flow type clean room
드코팅공정을 실시하였다
그림 내부 사진[ 20]Clean room
- 33 -
내부에는 제전건 기 클린 오븐 광경화기 초음파세척장Clean room dip-coating
치 등의 설비를 구비하여 경화형 처리가 일괄적으로 처리됨으로써UV hard coating
우수한 물성의 하드코팅막을 얻을 수 있었다 그림 은 내부의 사 [ 20] clean room
진이며 작업시 내부온도는 습도는 이하를 유지하 hard coating 18~20 40RH
였다
전도체인 금속과 달리 플라스틱은 절연물질로 전기전하의 이동을 허용치 않아 마찰
등에 의하여 쉽게 정전기장을 형성하여 정전기장 내에 놓여있는 반대 극성을 갖는
입자를 끌어들이게 된다 이러한 입자를 제거하기 위해서는 플라스틱 표면 및 입자
의 극성을 중성으로 바꾸어 줌으로써 간단히 해결할 수 있다 본 과제에서는
공정 전에 공기를 이온화시켜 대량의 양 음이온을 발생시키는 장치인dipping
을 사용하여 을 제거할 수 있었으며 이물에의한 코팅층의Anti-Static-Gun particle
불량을 줄일 수 있었다
본 과제의 딥방식은 인상방식과 장치의 정밀성이 코팅특성을 좌우한다고 할 수 있
다 본 과제에 적요된 딥인상은 에의한 조의 인상 하강 방식으로 air-hydro type ㆍ
정숙성이 높은 방식이다
그림 장치 유공압[ 21] Dip-coating ( type)
- 34 -
실린더의 제어는 유공압 방식을 사용하였으며 이는 압축공기를 이용하여 유압실린
더를 제어하는 방식으로 공기의 압축성으로 인한 문제점을 개선한 것이다 즉 공기
압을 사용하면서 유압유니트와 같이 작동개시 때나 부하변동시에 접속구동이 가능
하고 저속 구동시 현상을 방지할 수 있는 유압실린더의 장점을 활용한 것 stick slip
이다 일반적으로 유공압은 실린더의 정밀정속구동 중간정지 이속제어나 로터리형
액츄에이터의 완속구동 등에도 많이 적용되고 있다 그림 은 본 실험에 사용한 [ 21]
유공압 방식의 장치로써 실린더와dip-coating air hydro type convertor coating
조 냉각 및 시스템 용량 사용 line filtering (chemical pump (10 min) 15 filter )ℓ
등으로 구성되어 있다
경화공정3
플라스틱 기판위에 경화형 액을 딥방식에의한 도포 후 에UV hard coating 50~70
서 분동안 시키고 램프 에의한 를 조사시키면3~5 pre-heating UV (200~400nm) UV
표면경도 및 내마모성이 우수한 막이 형성된다 표 에서는 본 연구에 사coating [ 3]
용되어진 코팅제 종류 및 경화조건을 나타내었다
표 코팅제 종류 및 경화 조건[ 3]
Maker Grade 용 도 경 화 조 건
사 국내L ( ) A-104GN 겸용PC amp PMMA파장UV lamp (250~360nm)
에너지UV 65~90mjcm2
사 국내H ( ) 0-299 용PMMA파장UV lamp (250~360nm)
에너지UV 60~85mjcm2
사 국외E ( ) C-220 겸용PC amp PMMAUV lamp 300Winch
이송속도 25ftmin
사 국외H ( ) B-8558 겸용PC amp PMMA파장UV lamp (250~360nm)
에너지UV 75mjcm2
본 과제의 광경화공정연구에 사용된 광경화기를 그림 에 나타내었으며 일반적[ 22]
인 광경화의 원리 및 메커니즘은 다음과 같다
가 경화원리 및 특징 UV
전자파 중 자외선 은 파장이 까지의 영역을 의미하고 있으나 경(UV) 10~400nm UV
화에 이용되는 파장범위는 대체로 이며 이 자외선이 화학작용에 유효200~400nm
한 것은 유기 화합물의 해리 분해반응을 일으킬 수 있는 강력한 에너지를 가지고
있기 때문이다
- 35 -
경화 메커니즘(1) UV
일반적으로 코팅제의 경화는 광개시제로부터 시작되는데 자외선이 갖는 에너지UV
에 의해 광개시제가 분해되어 라디칼 반응을 형성하여 반응을 유도할 수 있는 활성
체가 된다 이 활성체에 의하여 및 와 연쇄적으로 반응하여 망 monomer oligomer
상구조화된 고분자막이 형성되는 것이다
경화의 특징(2) UV
저온에서 경화가 가능하다 내열성이 좋지 않은 플라스틱 모재에도 고품질의(1)
막을 형성시킬 수 있다coating
경화속도가 빠르다 건조단위가 초단위로 설정되기 때문에 의 연속자동화가(2) line
가능하며 작업효율이 향상된다
예열시간이 짧아 신속한 작업이 가능하며 에너지가 절감된다(3)
운전관리가 간단하고 신뢰성이 높다(4)
그림[ 22] UV dryer
- 36 -
나 사 사양 UV dryer (EYE GRAPHICS model ECS-301G1)
종류 와 수은등(1) lamp metal halide
(2) lamp power 및 로 조절 가능 15KW 2KW 3KW
발광장(3) 250nm
반사판 집광형(4)
조사거리 으로 조절가능(5) 100 ~ 180
속도 으로 조절 가능(6) conveyer 08 ~ 8mmin
냉각 방식 공냉식(7)
제 절 고진공증착공정3
증착공정개발1
가 증착물질 및 증착조건
반투과반사 윈도우는 투과성과 반사성을 동시에 만족해야하며 일반적으로 금속박
막을 고진공증착함으로써 구현될 수 있다 이러한 금속박막은 진공영역에서 작업을
수행해야하며 스퍼터링과 증착이 주를 이루고 있다 그 중 스퍼터링 방법 e-beam
은 재현성이 우수하고 방식으로의 적용이 용이하다는 장점이 있으나in-line target
및 의 교체 초기조건설정 등이 용이하지 않아 본 과제에서는 다양한 재료cathode
를 코팅할 수 있는 을 적용하였다 유기물인 플라스틱상에 금속무기물e-beam type
의 접착력과 코팅후의 기계적 특성확보를 위해서는 다양한 증착공정 연구가 수행
되어야 한다 표 와 표 에 사용된 증착물의 물성과 증착조건을 각각 나타었 [ 4] [ 5]
다
표 주요 증착 물질의 물성표[ 4]
- 37 -
표 주요 증착물질의 증착조건[ 5]
나 측정값에 의한 증착막의 두께 분포
증착에 의한 증착막의 두께분포를 파악하기 위하여 크기의E-Beam 600 x500
위에 두께 의 증착속도 을 증착하였다 위치에 따른 증착glass 2500 AI ( 5 sec) Å Å
막의 두께를 측정하기 위하여 유리판 중앙부에서 바깥쪽으로 폭 간격 길이10 (
으로 등분하여 시편의 증착막두께를 으로 측정하였다 그림 계산30mm) 25 SEM [ 23]
에 의한 두께분포와 비교하였을 때 대체적인 경향은 비슷하지만 상대적으로 기울기
가 급함을 알 수 있다
그림 측정값에 의한 증착막의 두께분포[ 23]
두께측정시 사진에 의존한 측정이고 사용된 진공시스템은 이상화와는 거리가SEM
있어 약간의 차이가 발생되었다고 판단된다 측정된 값의 추세선을 구함으로써 고
정 의 제작시 로 활용할 수 있었으며 평행이송에 의한 균일성확보mask reference
연구에 참고데이터로 활용할 수 있었다
- 38 -
다 평행이송에 의한 균일성확보
기판의 평행이송과 고정 를 동시에 사용하여 두께가 균일한 박막을 제작하고mask
자 하였다 를 평행이송하여 동서방향의 균일성을 확보하고 이때 등두께를 기준 Jig
으로 동서방향을 등분하여 평면으로 이상화 해 구간내에서의 선의 형상을 두께13
기울기에 비례한 형상을 구현한 고정 를 제작하여 남북방향의 균일성을 확보하mask
고자 하였다 평행이송은 로 회전수를 inverter motor(LG -KMI400K1) 0~160rpm社
으로 조절하면서 이송하였으며 고정 는 기판이송방향의 직각방향에 대한 균일 mask
성만을 고려하여 설계제작하였다 그러나 에 의한 가림과 이송시 증착영역을 mask
벗어남으로 인해서 생기는 증착물 가 크다는 단점이 있었으며 고정 의 형loss mask
상은 증착물 증착율에 따라 다소 차이가 있어 여러 세트를 구비해야만 했다 수차
례 실험을 통해 증착물별 를 제작할 수 있었으며 평행이송속도를 증가시키고mask
왕복이송 횟수를 증가시킴으로써 이내의 균일성을 확보할 수 있었다10
시스템의 특성2 IBAD
가 증착시 온도의 변화
플라스틱 기판은 내열성이 낮아 열원에 장시간 노출되면 열변형과 함께 탄화되고
이 발생하여 박막물성에 악영향을 미칠 수 있으며 증착막과 비교하여out gassing
평균 수 십배 이상 선팽창계수가 높아 선팽창 차에 의한 박막의 과 박리를 일crack
으킬 수 있다 본 연구에서는 증착시 플라스틱에 미치는 분위기 온도의 영향을 파
악하고 적정 증착조건을 파악하기 위하여 금속 및 세라믹으로 나누어 증착시 분위
기온도 변화를 측정하였다
금속물의 시간에 따른 온도 변화(1)
은 분후 약 도정도 상승하여 시간에 따른 온도 변화가 거의 없었지만 은AI 10 3 Cr
약 도가 상승하여 급격한 상승을 보이고 있어 증착시 온도변화를 주목할 필요가12
있었다 더욱이 은 증착율이 높을수록 박막이 형태로 증착되어 반사율을 Cr granule
저하시키는 원인이 되었으며 막 자체에 도 많이 발생되었다 반투과반사 윈도crack
우 제작을 위한 금속박막 물질로는 보다는 이 온도측면에서 유리하다고 판단Cr AI
되었으며 아래의 그림 에 금속박막의 시간에 따른 온도의 변화를 비교하였다[ 24]
- 39 -
주) 증착률Al -10 sec EC-260~280Å
증착률Cr -10 sec EC-65 ~ 95Å
그림 금속박막의 시간에 따른 온도변화 비교[ 24]
세라믹의 시간에 따른 온도 변화(2)
세라믹은 금속과 달리 일반적으로 가 매우 높아 증착시 분위기온도melting point
상승이 매우 컸다 측정된 세라믹의 시간에 따른 온도의 변화는 그림 에 나타 [ 25]
내었다
주) SiO2 증착률 -10 sec EC-45 ~ 60Å
TiO2 증착률 -10 sec EC- 175Å
AI2O3 증착률 -10 sec EC-180~260Å
그림 세라믹박막의 시간에 따른 온도변화 비교[ 25]
- 40 -
그 중 SiO2 TiO2는 분 경과후 가량의 비교적 완만한 온도변화를 보이고 있10 10
으나 AI2O3는 가량의 급격한 온도상승을 보여 고증착율에서의 사용에는 한계30
가 있었다 실증착시에는 의 를 낮춤으로써 증착율 E-gun emission current 3~5 Å
내에서 증착하여 급격한 온도상승을 막을 수 있었다 AI2O3은 경도가 매우 높고 증
착시 조밀도가 높아 보호막으로 많이 사용되는 증착물이다 그러나 본 실험에서는
증착시 열발산이 특히 심하고 증착율을 낮추어도 온도가 급상승하여 증착시 crack
이 쉽게 발생하여 플라스틱 기판에는 부적합하다고 판단되었다
나 플라스틱의 Out gassing
기체방출 은 진공용기 속에서 사용하는 물질의 표면이나 내부에 흡착(out gassing)
되어 있던 분자들이 방출되는 현상을 의미하며 진공조의 압력상승 및 박막의 물성
에 큰 영향을 미치게 된다 또한 고진공 에서 배기시간을 증가시키고 최저 system
도달 압력을 결정짓는 직접적인 요인이 된다 표 는 주요 물질의 기체방출율을 [ 6]
나타낸 것이다
표 주요 물질의 기체방출율[ 6] (Pa m3sm2)
본 연구에서는 플라스틱 기판 장입 유무에 따라 의 영항에 의한 진공도out gassing
의 변화를 알아보기 위하여 진공조 내부에 기판 를 장입한PC (250times65times3 ) 10ea
후 진공도를 측정함으로써 장입전과 비교하여 변화가 있음을 알 수 있었으며 측정
된 값은 그림 에 나타내었다[ 26]
- 41 -
그림 플라스틱 기판 유 무에 따른 진공도 변화[ 26]
그림 의 결과에서 나타나듯이 플라스틱 기판의 장입시 배기속도가 다소 늦[ 26] (PC)
어짐을 알 수 있었으며 이는 플라스틱 모재가 함유한 수분 등의 에 의out gassing
한 차이로 보여진다 기체 방출률은 표면상태나 세척정도 등에 의해 크게 baking
좌우된다고 알려져있어 본 연구에서는 진공조 내부의 에 세심한 주의를 cleaning
기울였으며 함수율이 높은 플라스틱 기판의 세척공정과 함께 건조공정을 확립하고
을 설치하여 플라스틱 기판이 진공조에 머무는 시간을 최소화함load lock system
으로써 플라스틱 모재로 인한 을 최소화할 수 있었다 out gassing
- 42 -
제 장 시제품제작 및 특성분석4
제 절 상용제품의 특성분석1
본 과제의 반투과반사윈도우 개발을 위해서 일본 상용제품의 특성을 분석하였다
일본제품의 측정결과 상하부는 이며 층의 두게는SEM 147 121 m Top coatingμ
로 층보다는 다소 얇은 코팅층이였다 또한 금속박막층은106 m Base coating μ
으로 관찰이 용이하지 않으나 및 에 근거한 추정결과 내SEM RBS SEM data 20nm
외로 판단되었다 아래 그림 은 상용제품의 모재 상하면의 단면 사진이다 [ 27] SEM
그림 반투과반사 윈도우 상용제품의 사진 상 하단면[ 27] SEM ( )
그림 은 일본제품의 분석 결과이다 이온을 조사하였고 이 때[ 28] RBS He2+
는 였으며 고에너지에의한 플라스틱 표면의 손상을 줄이기beam energy 224MeV
위해 이온 량을 으로 낮게 설정하였다dose 80 C μ
그림 반투과반사 윈도우 상용제품의[ 28] RBS Spectrum
- 43 -
분석결과 표층에는 내외의 이 관찰되었으며 내부로 됨에 따라 유20nm AI etching
기물이 지속적으로 관찰되고 있음을 알 수 있다 그림 과는 달리 표면에 [ 27] top
층이 존재하지 않으며 표면에서는 층만이 존재함을 알 수 있다coating AI
제 절 플라즈마 표면처리2
플라스틱 반투과반사 윈도우 시제품제작을 위해 플라즈마 이온빔을 조사하여 플라
스틱 모재의 표면처리를 수행하였다 플라즈마는 의 고순도 의 999999 20 sccm
를 공급하면서 를 사용하여 발생시켰다 이 때 는Ar gas RF power RF Power 80W
였으며 는 로 설정하여 모재가 장착된 지그를 좌우 이송하 Ion Beam energy 1KeV
면서 표면처리공정을 수행하였다 는 Base Pressure 12times10-6 였으며torr Working
는Pressure 5x10-4 였다 조사시간은 로torr Ion Beam 120sec 5times1017 Ar+ ions
의 였다 그림 는 에의한 표면처리 후 표면의 상태를 보기위한dose [ 29] ion beam
사진이다 의 면적을 하였으며 곳을 측정하여 평균값을 취AFM 1 x 1 scanning 5
하였다 조사 전후 표면의 거칠기 는 에서 로 다소 증가하였으 Ion (Ra) 55 589Å Å
나 플라스틱의 표면에는 큰 손상을 주지는 않는 것으로 파악되었다
그림 표면개질전후의 사진[ 29] AFM
그림 은 표면처리후 플라스틱 모재 상에 증류수를 떨어트려 을[ 30] Wetting angle
측정한 결과이다 표면처리 전 의 이 로 크게 줄여 들어 722 deg Wetting angle 171 deg
표면친수성이 크게 향상되었음을 알 수 있다
- 44 -
그림[ 30] Wetting Angle Test
제 절 광경화에의한 하드코팅3
광경화 하드코팅공정1
반투과반사 윈도우로 사용되는 플라스틱 소재는 낮은 내열성과 표면경도로 인해 코
팅층의 내구성 높이는데 한계가 있어 유무기계 막을 형성시킴으로써 표hard coating
면경도나 내마모성 등의 기계적 특성을 크게 향상시켰으며 코팅후 소재의 내마모
성 표면경도에 대한 평가를 수행하였다 하드코팅 공정에 있어서 가장 유의해야할
사항 중 하나는 공기 중 무수히 존재하는 미세먼지 및 파티클에의한 코팅층의 오염
이라고 할 수 있다 코팅층에 포함된 파티클은 코팅액의 흐름과 두께불균일성을 발
생할 수 있으며 더욱이 투명제품의 파티클은 제품불량에 있어서 주요요인이라고
할 수 있다 미세 파티클은 세척공정에서부터 경화 후 포장공정에 까지 일관되게
제어되어야 하며 양압에의한 클린룸을 필요로 하고 있다 더욱이 도포 및 경화조건
은 온습도 매우 민감하여 클린룸에 의한 항온항습이 필수적이라고 할 수 있다 본
과제에서는 헤파필터에 의한 의 항온항습 클린룸에서 하드코팅공정을Class 1000
수행하였다
막의 두께 균일성을 파악하기 위하여 측정위치를 변화시키면서Hard coating SEM
에의한 두께를 측정하였다
가 측정 방법 인 플라스틱기판을 대략 정도 250 X65 X3(t) 150 dip-coating
하여 기판을 아래 그림 과 같이 크기로 등분 한 후[ 31] 65cmX25cm 5 (1) (2)
샘플을 로 절단하여 단면가공 후 으로 관찰하였다(3) 10 X 4 SEM
- 45 -
그림 시료의 크기 및 측정점[ 31]
나 측정 결과 시료의 각 위치에서의 코팅층 측정두께를 표 에 나타내었다 아 [ 7]
울러 단면 사진을 그림 에 나타내었다SEM [ 32]
표 막의 두께 측정 결과 사용[ 7] hard coating (SEM )
그림 층의 단면 사진[ 32] Hard coating SEM
시제품의 하드코팅층 물성평가2
플라스틱 반투과반사 윈도우용 소재는 표면경도 접착력 내마모성 등 waveness
다양한 물성들을 만족시켜야 한다 물성시험을 위한 시료는 상에 코 PMMA A-104
팅액을 속도로 인상하여 광경화공정을 통해 제작되었다2 s
- 46 -
가 내마모성
하드코팅된 소재의 내마모성은 를 사용하여 물성평가를 실시하였steel wool tester
다 은 를 사용하였으며 하중은 을 유지하였고 왕복회수는 Steel wool 0000 1kg 50
회로 설정하여 시험 후 각 시편의 스크레치 발생 정도를 비교분석함으로써 코팅층
을 평가할 수 있었다 그림 은 자체에서 설계 제작한 [ 33] steel wool scratch
의 사진이며 사양은 다음과 같다tester
기계규격 670 times 265 times 370①
로울러 지지축 운동규격 20 times 158 times 304 ( 120 )②
로울러 12 times 50③ empty회전축 모터와 연결축 11 ( )④ empty무게추 고정봉 5 times 80⑤ empty무게추 500g 2 ea 200g 4 ea 100g 4 ea⑥
밸런스 추 295g⑦
로울러축 지지대 20 times 24 times 62⑧
이동 정반 8 times 168 times 372⑨
시험품 고정판 40 84 times 150 ( 2 ea )⑩
가압 핸들 5 times40⑪
그림[ 33] Steel Wool Scratch Tester
나 표면경도
막은 내마모성과 표면경도에서 한계가 있는 플라스틱 표면특성을 향Hard coating
상시키기 위해 수행되었으며 딥방식에의한 도포와 에의한 광경화공정을 적용하 UV
였다
- 47 -
그림[ 34] Pencil Hardness Tester
딥 도포공정에서 인상속도를 로 유지하였다 표 는 플라스틱 모재 위에4 sec [ 8]
다양한 의 제를 사용하여 코팅한 실험 결과이며 표면연필경도는grade hard coating
로써 모재의 경도보다 단계 상승하였으며 코팅제로 막을4~5H 3~4 A-104 coating
형성시킨 경우 내스크레치성에서도 하중 하에서 으로 1kg steel wool 0000
막 위를 회 왕복하였을 때 막에 스크레치가 거의 발생하지 않았coating 50 coating
다
표 막에 대한 시험 결과[ 8] Hard coating (4 s)
- 48 -
제 절 고진공금속박막증착4
하드코팅막의 표면처리1
그림 플라즈마 표면처리된 하드코팅막의 사진[ 35] AFM
하드코팅막은 등 무기물을 다량 함유하고 있는 유무기의 혼합물질이다 고분silicon
자와는 달리 하드코팅막은 이온선량의 넓은 범위에 걸쳐서 증류수와의 접촉각이 매
우 낮았다
결과 막에 있어서는Water drop test hard coating 3times1015 ~ 4times1017 Ar+ ions
의 범위내의 량으로 증류수의 접촉각이 낮음을 알 수 있었다 증착막의 접ion dose
착력 향상정도를 확인하기 위하여 이온선량을 변화시키며 하드코팅층 표면에 dose
량에 따라 Ar+ 을 조사한 후 의 박막을 증착하여ion beam 100nm AI cross-cut
를 수행하였다 표tape test [ 9]
표 플라스틱 박막의 결과[ 9] HCAI Cross-cut tape test
하드코팅층의 에 의한 표면처리전 결과는 플라스틱에서처럼 모두 박리 되ion beam
었으나 의 량ion beam dose 5x1015 ~ 1x1017의 범위에서는 모두 접착력이 우수함
을 알 수 있었다 이는 하드코팅층위에 일부 무기질 재료가 포함되어 금속 박막과
의 친화성이 강하기 때문으로 판단되며 일반 고분자와는 달리 내열성이 매우 우수
하여 의 고에너지에서 수십분간의 조사에서도 표면에 탄화되는 경향이 없15 KeV
었다
- 49 -
미세금속박막증착2
플라스틱 반투과반사윈도우의 미세금속박막은 당사에서 보유하고 있는 고진공
시스템을 사용하여 증착하였다 그림 시스템을 구비하고 있IBAD [ 36] LoadLock
는 본 장비는 가 장착되어 있으며 모재의 평행이송과 를RF Plasma source Mask
사용하여 두께 균일성을 확보하였다
그림 증착 시스템[ 36] IBAD
반투과반사미러에 사용된 금속은 의 사의 을 사용하였다 당사에서9999 Cerac AI
보유하고 있는 4x10-6 진공도에서 을 사용하였다 증착시torr e-beam gun
는 증착율은 였으며 상하 좌우의 을 통Emission Current 280 5 sec Sweeping Å
해 균일한 증착율 유도하였다
그림 금속박막의 투과율[ 37] Spectrum
- 50 -
그림 금속박막의 전후면 반사[ 38] spectrum
사의 로 측정된 가시영역에서의 투과 반Hitachi U-2000 UV-Vis Spectrophotometer
사 을 그림 그림 에 나타내었다 각각의 투과반사율을 가시영spectrum [ 37] [ 38]
역에서의 평균값을 구한뒤 아래 표와 같이 흡수율을 구하였다 제작된 시제품의 흡[
수율은 였다248
표 금속증착막의 특성분석결과[ 10]
No 항 목 평 가 방 법 시 험 결 과
1 접 착 력 Cross-Cut 100100
2 투 과 율 Spectrophotometer 445
3 반사율 전면( ) Visual Range 307
4 반사율 후면( ) Visual Range 171
5 흡 수 율 Visual Range 248
- 51 -
제 장 결론5
제 절 연구결과1
플라즈마 표면처리공정연구 광경화에의한 하드코팅공정연구 고진공증착에의한 미
세 금속박막 증착연구개발을 통하여 수입되고 있는 플라스틱 반투과반사윈도우 소
재를 개발하였다 현재 상용되고 있는 수입소재의 기계적 광학적 특성을 분석을 통
하여 개발 목표치를 설정하였으며 최적 공정개발에의한 시제품제작을 완료하였다
시제품의 평가항목 및 특성치를 아래 표 에 나타내었다[ 12]
표 반투과반사윈도우 시제품의 특성표[ 12]
평 가 항 목 특성치 비 고
광흡수율1 () 248 분광기 기준30T
내마모성2 () 28 자체기준( haze)
접착력3 (x100) 100 회ASTMD3359 10
표면경도4 (H) 5 ASTMD3363 Mitsu-B
표면친수성5 (deg ) 171 Anglometer
미세파티클6 (1um) 01 Clean Room
본 과제 수행에의한 개발목표를 달성할 수 있었으며 주요기술개발내용은 다음과
같다 플라즈마를 이용하여 고분자 표면의 친수성 를 크게 높였으며 1) RF (171deg )
금속박막과의 접착력 을 크게 향상시켰다 광경화에의한 하드코팅공정(100100) 2)
개발에의해 플라스틱 표면경도 및 내마모성 을 크게 향상시켰다 고진(5H) (28) 3)
공 증착공정개발에의해 금속박막의 흡수율 을 크게 낮추어 광효율이 높은(248)
플라스틱 반투과반사 윈도우 시제품을 개발하였다 플라스틱 반투과반사윈도우 4)
소재를 평가하기 위한 광학적 기계적특성 평가기법을 확립하였다
- 52 -
제 절 향후전망2
개발된 플라스틱 반투과반사 윈도우는 플라스틱의 낮은 내열성과 표면경도 흡수율
을 개선하기 위한 것으로 최근 전자제품 정보통신부품 등 첨단전자제품에 적극 채
택되고 있다 특히 휴대폰 및 디스플레이의 투과창 소재가 기존 에서 투명플 glass
라스틱으로 적극 채택되면서 관련 공정기술개발과 함께 소재특성을 위한 다양한 연
구가 활발히 추진되고 있으며 선진국에서는 개발완료에 따른 양산체제 구축으로
전세계 시장을 석권하고 있는 상황이다
본 과제에의한 플라스틱 반투과반사 윈도우의 시제품은 수입시판되고 있는 상용소
재와 동등이상의 특성을 나타내고 있어 향후 양산설비 및 양산공정연구에의한 소
재의 국산화가 가능하다고 할 수있다 또한 본 과제의 플라즈마 표면처리는 저온
표면처리를 요하는 광학용 플라스틱 소재의 표면처리에 활용될 수 있으며 광경화에
의한 하드코팅공정은 기존 열경화방식과는 달리 화가 가능하며 대량 양산in-line
체제를 갖출 수 있어 향후 큰 폭의 성장이 기대된다
- 53 -
참 고 문 헌
1 Oleg A Popov ldquoHigh Density Plasma Sourcesrdquo NOYES Publications(1995)
전자기술연구회 초음파 응용 기문사2 ldquo ( 1997)
임준섭외 명3 4 ldquoImprovement in Surface Hardness of Plastic Surface Mirrorrdquo
Korea-Russia Symposium(1998)
4 Lan G Brown ldquoThe Physics and Technology of Ion Sourcerdquo John Wiley amp
Sons(1989)
이규환 외 명 진공증착법으로 제조된 박막의 밀착성에 관한연구 한국5 4 ldquo AI-Cr rdquo
표면공학회지 VoI27No1Feb(1994)
한성남 외 명6 4 ldquoImproving Wettability of Polycarbonate and adhesion with
aluminum by Ar+ ion irradiationrdquo JMaterial Res Vol9 Sep(1995)
한성남외 명 표면에 아르곤 조사와 친수성증대7 4 ldquoPolymethylmethacrylate rdquo The
Korean Physical Society Vol8No2 Mar pp193~198(1995)
인하대 광기술교육센터 광학시스템의 설계 및 평가 인하대 광기술교육센터8 ldquo rdquo
(1999)
임준섭외 명9 5 ldquoEffect of Ion Beam Assisted Cleaning on Adhesion of AI to
Polymer Substrate of PC and PMMArdquo Asian Finish lsquo98(1998)
10 CJ Brinker and GW Scherrer ldquoSol-Gel Science The Physics and
Chemistry of Sol-Gel ProcessingrdquoAcademic Press NY(1990)
아주공업 주 표면처리 기술을 이용한 자동차용 후사경 개발 산업자11 ( )rdquoPlasma rdquo
원부 최종보고서(2000)
고성진외 명 자동차용 플라스틱 미러와 그 제조방법 아주공업 주12 2 rdquo rdquo ( )(2002)
아주공업 주 플라즈마 기술을 이용한 오토바이 헬멧용 무적쉴드개발 중소기13 ( ) ldquo rdquo
업청 최종보고서(2002)
박원규 졸겔법의 응용과 제품 명현문화사14 rdquo rdquo (1999)
홍진후 경화코팅 조선대학교 출판부15 rdquoUV rdquo (2002)
- 30 -
제 절 하드코팅공정연구2
전처리 공정1
플라스틱 표면 상에 흡착 부착된 오일 미세먼지 지문 등 다양한 오염물은 하드코
팅 후 코팅층의 박리 핀홀 표면 얼룩 등의 다양한 불량을 초래할 수 있어 coating
액의 도포공정에 앞서 필수적으로 세정공정을 수행해야한다 본 과제에서는 초음파
세척방법을 전처리공정에 적용하여 하드코팅공정 연구를 수행하였다 그림 는 [ 19]
본 연구에 사용된 세척장치로써 세정액이 담긴 세정조 차 및 차 수세조와 탕세 1 2
조로 구성되어 있다
그림 초음파 세척 장치[ 19]
본 과제에서는 초음파를 기본적으로 사용하고 플라스틱 소재의 성형방법에 따라
표면특성 및 오염된 표면 이물질이 달라 각각 다른 공정 방법을 적용하였다
가 사출 및 압출 성형된 모재
대부분의 플라스틱 기판은 알카리 세제를 사용한 전처리공정으로 깨끗한 기판을 얻
을 수 있었으며 처리 후 부착력이 우수한 코팅층을 얻을 수 있었다 hard coating
세척순서는 아래와 같다
알카리 세제 수용액에 초음파 세척 분(1) 5 50~60 times 10
흐르는 수도물에 수세 대략 초(2) 10
증류수에 초음파 수세 분(3) 50~60 times 10
증류수에 탕세(4) 4 s 60~70
- 31 -
건조 분(5) 70 times 60
보관 에 보관(6) SUS box
나 성형된 모재 Casting
성형시 필수적으로 포함되는 모재의 이형성분을 제거하기위한 최적공정을Casting
파악하기 위해 세제의 농도 및 처리시간에 따른 실험을 수행하였다 실험은 1~
의 알카리 세제로 각각 분으로 나누어 초음파 처리하고 의 으10 5 10 30 50 IPA
로 분 범위내에서 시간을 달리하여 초음파 세척한 후 코팅제로3~10 A-104 hard
을 하였다 다음은 세척공정 순서이다coating
알카리 세제 수용액에 초음파 세척 분(1) 5 50~60 times 10
흐르는 수도물에 수세 대략 초(2) 10
수용액에 초음파 세척 분(3) 20~50 IPA 30~40 times 7~8
증류수에 초음파 수세 분(4) 50~60 times 10
증류수에 탕세(5) 4 s 60~70
건조 분(6) 70 times 60
보관 에 보관(7) SUS box
시편의 평가는 육안에 의한 얼룩의 유무확인과 에 의한 부착력cross-cut tape test
으로 판단하였다 알카리 세제와 농도가 각각 와 미만일 때는 오염 물질 IPA 5 50
이 완전히 제거되지 않아서 코팅막에 약간의 얼룩이 관찰되었으며 의 알카리 5
세제로 분 분간 초음파 세척과 분간 초음파 세척공정시에5 ~10 7 IPA hard coating
의 부착력이 우수하였고 코팅막에 얼룩도 발생하지 않았다
표 는 알카리세제와 수용액으로 세척된 기판위에[ 2] IPA PMMA casting hard
막을 형성시킨 후 코팅층의 부착력을 시험한 결과이다coating
표 기판에 대한 세척 코팅 접착력[ 2] PMMA Casting +
- 32 -
공정2 Dipping
하드코팅공정에 있어서 도포공정은 다양한 방법이 개발되어 있으며 본 과제에서는
두께조절성 액의 소모성 등을 고려해 디핑방식을 적용하였다 공정의 Dip-coating
개략적 방법은 다음과 같다
플라스틱 모재는 함수율이 높아 코팅전 모재건조를 실시한다(1)
플라스틱 모재에 묻어있는 먼지를 안에서 제전건으로 완벽히 제거(2) clean room
한 후 의 에 수직으로 고정시킨다dip-coater jig
시편을 코팅액이 담겨져 있는 코팅조에 일정한 속도로 하고 초간 유(3) dipping 10
지시킨다
의 인상속도를 조절 한 후 시편을 일정 속도로 인상한(4) Dip-coater (2~6 sec)
다
이 때 인상속도를 조절하여 코팅층의 두께를 조절할 수 있다 딥코팅시 분위기 습
도를 이하 온도 상온 코팅액 온도를 로 유지하여 액의 경시변RH 50 18 ~ 20
화를 최소화 해야한다 플라스틱렌즈 및 보안경 등 공정을 요하는 업 hard coating
체에서는 정도의 청정실에서 하드코팅을 실시하고 미만의 상대습class 1000 50
도 조건을 유지함으로써 대기 중의 먼지 부유물등에의한 오염을 최소화하고 있으
며 날씨변화에 따른 분위기 환경을 일정하게 유지하고 있다
코팅 분위기 조건의 변화는 경화 후 막에 에 의한hard coating particle pin-hole
과 현상 등을 일으킬 수 있으며 양질의 우수한 코팅막을 얻기가 힘들다 본hazing
연구에서는 인 의 을 설치하여 하class 1000 conventional air flow type clean room
드코팅공정을 실시하였다
그림 내부 사진[ 20]Clean room
- 33 -
내부에는 제전건 기 클린 오븐 광경화기 초음파세척장Clean room dip-coating
치 등의 설비를 구비하여 경화형 처리가 일괄적으로 처리됨으로써UV hard coating
우수한 물성의 하드코팅막을 얻을 수 있었다 그림 은 내부의 사 [ 20] clean room
진이며 작업시 내부온도는 습도는 이하를 유지하 hard coating 18~20 40RH
였다
전도체인 금속과 달리 플라스틱은 절연물질로 전기전하의 이동을 허용치 않아 마찰
등에 의하여 쉽게 정전기장을 형성하여 정전기장 내에 놓여있는 반대 극성을 갖는
입자를 끌어들이게 된다 이러한 입자를 제거하기 위해서는 플라스틱 표면 및 입자
의 극성을 중성으로 바꾸어 줌으로써 간단히 해결할 수 있다 본 과제에서는
공정 전에 공기를 이온화시켜 대량의 양 음이온을 발생시키는 장치인dipping
을 사용하여 을 제거할 수 있었으며 이물에의한 코팅층의Anti-Static-Gun particle
불량을 줄일 수 있었다
본 과제의 딥방식은 인상방식과 장치의 정밀성이 코팅특성을 좌우한다고 할 수 있
다 본 과제에 적요된 딥인상은 에의한 조의 인상 하강 방식으로 air-hydro type ㆍ
정숙성이 높은 방식이다
그림 장치 유공압[ 21] Dip-coating ( type)
- 34 -
실린더의 제어는 유공압 방식을 사용하였으며 이는 압축공기를 이용하여 유압실린
더를 제어하는 방식으로 공기의 압축성으로 인한 문제점을 개선한 것이다 즉 공기
압을 사용하면서 유압유니트와 같이 작동개시 때나 부하변동시에 접속구동이 가능
하고 저속 구동시 현상을 방지할 수 있는 유압실린더의 장점을 활용한 것 stick slip
이다 일반적으로 유공압은 실린더의 정밀정속구동 중간정지 이속제어나 로터리형
액츄에이터의 완속구동 등에도 많이 적용되고 있다 그림 은 본 실험에 사용한 [ 21]
유공압 방식의 장치로써 실린더와dip-coating air hydro type convertor coating
조 냉각 및 시스템 용량 사용 line filtering (chemical pump (10 min) 15 filter )ℓ
등으로 구성되어 있다
경화공정3
플라스틱 기판위에 경화형 액을 딥방식에의한 도포 후 에UV hard coating 50~70
서 분동안 시키고 램프 에의한 를 조사시키면3~5 pre-heating UV (200~400nm) UV
표면경도 및 내마모성이 우수한 막이 형성된다 표 에서는 본 연구에 사coating [ 3]
용되어진 코팅제 종류 및 경화조건을 나타내었다
표 코팅제 종류 및 경화 조건[ 3]
Maker Grade 용 도 경 화 조 건
사 국내L ( ) A-104GN 겸용PC amp PMMA파장UV lamp (250~360nm)
에너지UV 65~90mjcm2
사 국내H ( ) 0-299 용PMMA파장UV lamp (250~360nm)
에너지UV 60~85mjcm2
사 국외E ( ) C-220 겸용PC amp PMMAUV lamp 300Winch
이송속도 25ftmin
사 국외H ( ) B-8558 겸용PC amp PMMA파장UV lamp (250~360nm)
에너지UV 75mjcm2
본 과제의 광경화공정연구에 사용된 광경화기를 그림 에 나타내었으며 일반적[ 22]
인 광경화의 원리 및 메커니즘은 다음과 같다
가 경화원리 및 특징 UV
전자파 중 자외선 은 파장이 까지의 영역을 의미하고 있으나 경(UV) 10~400nm UV
화에 이용되는 파장범위는 대체로 이며 이 자외선이 화학작용에 유효200~400nm
한 것은 유기 화합물의 해리 분해반응을 일으킬 수 있는 강력한 에너지를 가지고
있기 때문이다
- 35 -
경화 메커니즘(1) UV
일반적으로 코팅제의 경화는 광개시제로부터 시작되는데 자외선이 갖는 에너지UV
에 의해 광개시제가 분해되어 라디칼 반응을 형성하여 반응을 유도할 수 있는 활성
체가 된다 이 활성체에 의하여 및 와 연쇄적으로 반응하여 망 monomer oligomer
상구조화된 고분자막이 형성되는 것이다
경화의 특징(2) UV
저온에서 경화가 가능하다 내열성이 좋지 않은 플라스틱 모재에도 고품질의(1)
막을 형성시킬 수 있다coating
경화속도가 빠르다 건조단위가 초단위로 설정되기 때문에 의 연속자동화가(2) line
가능하며 작업효율이 향상된다
예열시간이 짧아 신속한 작업이 가능하며 에너지가 절감된다(3)
운전관리가 간단하고 신뢰성이 높다(4)
그림[ 22] UV dryer
- 36 -
나 사 사양 UV dryer (EYE GRAPHICS model ECS-301G1)
종류 와 수은등(1) lamp metal halide
(2) lamp power 및 로 조절 가능 15KW 2KW 3KW
발광장(3) 250nm
반사판 집광형(4)
조사거리 으로 조절가능(5) 100 ~ 180
속도 으로 조절 가능(6) conveyer 08 ~ 8mmin
냉각 방식 공냉식(7)
제 절 고진공증착공정3
증착공정개발1
가 증착물질 및 증착조건
반투과반사 윈도우는 투과성과 반사성을 동시에 만족해야하며 일반적으로 금속박
막을 고진공증착함으로써 구현될 수 있다 이러한 금속박막은 진공영역에서 작업을
수행해야하며 스퍼터링과 증착이 주를 이루고 있다 그 중 스퍼터링 방법 e-beam
은 재현성이 우수하고 방식으로의 적용이 용이하다는 장점이 있으나in-line target
및 의 교체 초기조건설정 등이 용이하지 않아 본 과제에서는 다양한 재료cathode
를 코팅할 수 있는 을 적용하였다 유기물인 플라스틱상에 금속무기물e-beam type
의 접착력과 코팅후의 기계적 특성확보를 위해서는 다양한 증착공정 연구가 수행
되어야 한다 표 와 표 에 사용된 증착물의 물성과 증착조건을 각각 나타었 [ 4] [ 5]
다
표 주요 증착 물질의 물성표[ 4]
- 37 -
표 주요 증착물질의 증착조건[ 5]
나 측정값에 의한 증착막의 두께 분포
증착에 의한 증착막의 두께분포를 파악하기 위하여 크기의E-Beam 600 x500
위에 두께 의 증착속도 을 증착하였다 위치에 따른 증착glass 2500 AI ( 5 sec) Å Å
막의 두께를 측정하기 위하여 유리판 중앙부에서 바깥쪽으로 폭 간격 길이10 (
으로 등분하여 시편의 증착막두께를 으로 측정하였다 그림 계산30mm) 25 SEM [ 23]
에 의한 두께분포와 비교하였을 때 대체적인 경향은 비슷하지만 상대적으로 기울기
가 급함을 알 수 있다
그림 측정값에 의한 증착막의 두께분포[ 23]
두께측정시 사진에 의존한 측정이고 사용된 진공시스템은 이상화와는 거리가SEM
있어 약간의 차이가 발생되었다고 판단된다 측정된 값의 추세선을 구함으로써 고
정 의 제작시 로 활용할 수 있었으며 평행이송에 의한 균일성확보mask reference
연구에 참고데이터로 활용할 수 있었다
- 38 -
다 평행이송에 의한 균일성확보
기판의 평행이송과 고정 를 동시에 사용하여 두께가 균일한 박막을 제작하고mask
자 하였다 를 평행이송하여 동서방향의 균일성을 확보하고 이때 등두께를 기준 Jig
으로 동서방향을 등분하여 평면으로 이상화 해 구간내에서의 선의 형상을 두께13
기울기에 비례한 형상을 구현한 고정 를 제작하여 남북방향의 균일성을 확보하mask
고자 하였다 평행이송은 로 회전수를 inverter motor(LG -KMI400K1) 0~160rpm社
으로 조절하면서 이송하였으며 고정 는 기판이송방향의 직각방향에 대한 균일 mask
성만을 고려하여 설계제작하였다 그러나 에 의한 가림과 이송시 증착영역을 mask
벗어남으로 인해서 생기는 증착물 가 크다는 단점이 있었으며 고정 의 형loss mask
상은 증착물 증착율에 따라 다소 차이가 있어 여러 세트를 구비해야만 했다 수차
례 실험을 통해 증착물별 를 제작할 수 있었으며 평행이송속도를 증가시키고mask
왕복이송 횟수를 증가시킴으로써 이내의 균일성을 확보할 수 있었다10
시스템의 특성2 IBAD
가 증착시 온도의 변화
플라스틱 기판은 내열성이 낮아 열원에 장시간 노출되면 열변형과 함께 탄화되고
이 발생하여 박막물성에 악영향을 미칠 수 있으며 증착막과 비교하여out gassing
평균 수 십배 이상 선팽창계수가 높아 선팽창 차에 의한 박막의 과 박리를 일crack
으킬 수 있다 본 연구에서는 증착시 플라스틱에 미치는 분위기 온도의 영향을 파
악하고 적정 증착조건을 파악하기 위하여 금속 및 세라믹으로 나누어 증착시 분위
기온도 변화를 측정하였다
금속물의 시간에 따른 온도 변화(1)
은 분후 약 도정도 상승하여 시간에 따른 온도 변화가 거의 없었지만 은AI 10 3 Cr
약 도가 상승하여 급격한 상승을 보이고 있어 증착시 온도변화를 주목할 필요가12
있었다 더욱이 은 증착율이 높을수록 박막이 형태로 증착되어 반사율을 Cr granule
저하시키는 원인이 되었으며 막 자체에 도 많이 발생되었다 반투과반사 윈도crack
우 제작을 위한 금속박막 물질로는 보다는 이 온도측면에서 유리하다고 판단Cr AI
되었으며 아래의 그림 에 금속박막의 시간에 따른 온도의 변화를 비교하였다[ 24]
- 39 -
주) 증착률Al -10 sec EC-260~280Å
증착률Cr -10 sec EC-65 ~ 95Å
그림 금속박막의 시간에 따른 온도변화 비교[ 24]
세라믹의 시간에 따른 온도 변화(2)
세라믹은 금속과 달리 일반적으로 가 매우 높아 증착시 분위기온도melting point
상승이 매우 컸다 측정된 세라믹의 시간에 따른 온도의 변화는 그림 에 나타 [ 25]
내었다
주) SiO2 증착률 -10 sec EC-45 ~ 60Å
TiO2 증착률 -10 sec EC- 175Å
AI2O3 증착률 -10 sec EC-180~260Å
그림 세라믹박막의 시간에 따른 온도변화 비교[ 25]
- 40 -
그 중 SiO2 TiO2는 분 경과후 가량의 비교적 완만한 온도변화를 보이고 있10 10
으나 AI2O3는 가량의 급격한 온도상승을 보여 고증착율에서의 사용에는 한계30
가 있었다 실증착시에는 의 를 낮춤으로써 증착율 E-gun emission current 3~5 Å
내에서 증착하여 급격한 온도상승을 막을 수 있었다 AI2O3은 경도가 매우 높고 증
착시 조밀도가 높아 보호막으로 많이 사용되는 증착물이다 그러나 본 실험에서는
증착시 열발산이 특히 심하고 증착율을 낮추어도 온도가 급상승하여 증착시 crack
이 쉽게 발생하여 플라스틱 기판에는 부적합하다고 판단되었다
나 플라스틱의 Out gassing
기체방출 은 진공용기 속에서 사용하는 물질의 표면이나 내부에 흡착(out gassing)
되어 있던 분자들이 방출되는 현상을 의미하며 진공조의 압력상승 및 박막의 물성
에 큰 영향을 미치게 된다 또한 고진공 에서 배기시간을 증가시키고 최저 system
도달 압력을 결정짓는 직접적인 요인이 된다 표 는 주요 물질의 기체방출율을 [ 6]
나타낸 것이다
표 주요 물질의 기체방출율[ 6] (Pa m3sm2)
본 연구에서는 플라스틱 기판 장입 유무에 따라 의 영항에 의한 진공도out gassing
의 변화를 알아보기 위하여 진공조 내부에 기판 를 장입한PC (250times65times3 ) 10ea
후 진공도를 측정함으로써 장입전과 비교하여 변화가 있음을 알 수 있었으며 측정
된 값은 그림 에 나타내었다[ 26]
- 41 -
그림 플라스틱 기판 유 무에 따른 진공도 변화[ 26]
그림 의 결과에서 나타나듯이 플라스틱 기판의 장입시 배기속도가 다소 늦[ 26] (PC)
어짐을 알 수 있었으며 이는 플라스틱 모재가 함유한 수분 등의 에 의out gassing
한 차이로 보여진다 기체 방출률은 표면상태나 세척정도 등에 의해 크게 baking
좌우된다고 알려져있어 본 연구에서는 진공조 내부의 에 세심한 주의를 cleaning
기울였으며 함수율이 높은 플라스틱 기판의 세척공정과 함께 건조공정을 확립하고
을 설치하여 플라스틱 기판이 진공조에 머무는 시간을 최소화함load lock system
으로써 플라스틱 모재로 인한 을 최소화할 수 있었다 out gassing
- 42 -
제 장 시제품제작 및 특성분석4
제 절 상용제품의 특성분석1
본 과제의 반투과반사윈도우 개발을 위해서 일본 상용제품의 특성을 분석하였다
일본제품의 측정결과 상하부는 이며 층의 두게는SEM 147 121 m Top coatingμ
로 층보다는 다소 얇은 코팅층이였다 또한 금속박막층은106 m Base coating μ
으로 관찰이 용이하지 않으나 및 에 근거한 추정결과 내SEM RBS SEM data 20nm
외로 판단되었다 아래 그림 은 상용제품의 모재 상하면의 단면 사진이다 [ 27] SEM
그림 반투과반사 윈도우 상용제품의 사진 상 하단면[ 27] SEM ( )
그림 은 일본제품의 분석 결과이다 이온을 조사하였고 이 때[ 28] RBS He2+
는 였으며 고에너지에의한 플라스틱 표면의 손상을 줄이기beam energy 224MeV
위해 이온 량을 으로 낮게 설정하였다dose 80 C μ
그림 반투과반사 윈도우 상용제품의[ 28] RBS Spectrum
- 43 -
분석결과 표층에는 내외의 이 관찰되었으며 내부로 됨에 따라 유20nm AI etching
기물이 지속적으로 관찰되고 있음을 알 수 있다 그림 과는 달리 표면에 [ 27] top
층이 존재하지 않으며 표면에서는 층만이 존재함을 알 수 있다coating AI
제 절 플라즈마 표면처리2
플라스틱 반투과반사 윈도우 시제품제작을 위해 플라즈마 이온빔을 조사하여 플라
스틱 모재의 표면처리를 수행하였다 플라즈마는 의 고순도 의 999999 20 sccm
를 공급하면서 를 사용하여 발생시켰다 이 때 는Ar gas RF power RF Power 80W
였으며 는 로 설정하여 모재가 장착된 지그를 좌우 이송하 Ion Beam energy 1KeV
면서 표면처리공정을 수행하였다 는 Base Pressure 12times10-6 였으며torr Working
는Pressure 5x10-4 였다 조사시간은 로torr Ion Beam 120sec 5times1017 Ar+ ions
의 였다 그림 는 에의한 표면처리 후 표면의 상태를 보기위한dose [ 29] ion beam
사진이다 의 면적을 하였으며 곳을 측정하여 평균값을 취AFM 1 x 1 scanning 5
하였다 조사 전후 표면의 거칠기 는 에서 로 다소 증가하였으 Ion (Ra) 55 589Å Å
나 플라스틱의 표면에는 큰 손상을 주지는 않는 것으로 파악되었다
그림 표면개질전후의 사진[ 29] AFM
그림 은 표면처리후 플라스틱 모재 상에 증류수를 떨어트려 을[ 30] Wetting angle
측정한 결과이다 표면처리 전 의 이 로 크게 줄여 들어 722 deg Wetting angle 171 deg
표면친수성이 크게 향상되었음을 알 수 있다
- 44 -
그림[ 30] Wetting Angle Test
제 절 광경화에의한 하드코팅3
광경화 하드코팅공정1
반투과반사 윈도우로 사용되는 플라스틱 소재는 낮은 내열성과 표면경도로 인해 코
팅층의 내구성 높이는데 한계가 있어 유무기계 막을 형성시킴으로써 표hard coating
면경도나 내마모성 등의 기계적 특성을 크게 향상시켰으며 코팅후 소재의 내마모
성 표면경도에 대한 평가를 수행하였다 하드코팅 공정에 있어서 가장 유의해야할
사항 중 하나는 공기 중 무수히 존재하는 미세먼지 및 파티클에의한 코팅층의 오염
이라고 할 수 있다 코팅층에 포함된 파티클은 코팅액의 흐름과 두께불균일성을 발
생할 수 있으며 더욱이 투명제품의 파티클은 제품불량에 있어서 주요요인이라고
할 수 있다 미세 파티클은 세척공정에서부터 경화 후 포장공정에 까지 일관되게
제어되어야 하며 양압에의한 클린룸을 필요로 하고 있다 더욱이 도포 및 경화조건
은 온습도 매우 민감하여 클린룸에 의한 항온항습이 필수적이라고 할 수 있다 본
과제에서는 헤파필터에 의한 의 항온항습 클린룸에서 하드코팅공정을Class 1000
수행하였다
막의 두께 균일성을 파악하기 위하여 측정위치를 변화시키면서Hard coating SEM
에의한 두께를 측정하였다
가 측정 방법 인 플라스틱기판을 대략 정도 250 X65 X3(t) 150 dip-coating
하여 기판을 아래 그림 과 같이 크기로 등분 한 후[ 31] 65cmX25cm 5 (1) (2)
샘플을 로 절단하여 단면가공 후 으로 관찰하였다(3) 10 X 4 SEM
- 45 -
그림 시료의 크기 및 측정점[ 31]
나 측정 결과 시료의 각 위치에서의 코팅층 측정두께를 표 에 나타내었다 아 [ 7]
울러 단면 사진을 그림 에 나타내었다SEM [ 32]
표 막의 두께 측정 결과 사용[ 7] hard coating (SEM )
그림 층의 단면 사진[ 32] Hard coating SEM
시제품의 하드코팅층 물성평가2
플라스틱 반투과반사 윈도우용 소재는 표면경도 접착력 내마모성 등 waveness
다양한 물성들을 만족시켜야 한다 물성시험을 위한 시료는 상에 코 PMMA A-104
팅액을 속도로 인상하여 광경화공정을 통해 제작되었다2 s
- 46 -
가 내마모성
하드코팅된 소재의 내마모성은 를 사용하여 물성평가를 실시하였steel wool tester
다 은 를 사용하였으며 하중은 을 유지하였고 왕복회수는 Steel wool 0000 1kg 50
회로 설정하여 시험 후 각 시편의 스크레치 발생 정도를 비교분석함으로써 코팅층
을 평가할 수 있었다 그림 은 자체에서 설계 제작한 [ 33] steel wool scratch
의 사진이며 사양은 다음과 같다tester
기계규격 670 times 265 times 370①
로울러 지지축 운동규격 20 times 158 times 304 ( 120 )②
로울러 12 times 50③ empty회전축 모터와 연결축 11 ( )④ empty무게추 고정봉 5 times 80⑤ empty무게추 500g 2 ea 200g 4 ea 100g 4 ea⑥
밸런스 추 295g⑦
로울러축 지지대 20 times 24 times 62⑧
이동 정반 8 times 168 times 372⑨
시험품 고정판 40 84 times 150 ( 2 ea )⑩
가압 핸들 5 times40⑪
그림[ 33] Steel Wool Scratch Tester
나 표면경도
막은 내마모성과 표면경도에서 한계가 있는 플라스틱 표면특성을 향Hard coating
상시키기 위해 수행되었으며 딥방식에의한 도포와 에의한 광경화공정을 적용하 UV
였다
- 47 -
그림[ 34] Pencil Hardness Tester
딥 도포공정에서 인상속도를 로 유지하였다 표 는 플라스틱 모재 위에4 sec [ 8]
다양한 의 제를 사용하여 코팅한 실험 결과이며 표면연필경도는grade hard coating
로써 모재의 경도보다 단계 상승하였으며 코팅제로 막을4~5H 3~4 A-104 coating
형성시킨 경우 내스크레치성에서도 하중 하에서 으로 1kg steel wool 0000
막 위를 회 왕복하였을 때 막에 스크레치가 거의 발생하지 않았coating 50 coating
다
표 막에 대한 시험 결과[ 8] Hard coating (4 s)
- 48 -
제 절 고진공금속박막증착4
하드코팅막의 표면처리1
그림 플라즈마 표면처리된 하드코팅막의 사진[ 35] AFM
하드코팅막은 등 무기물을 다량 함유하고 있는 유무기의 혼합물질이다 고분silicon
자와는 달리 하드코팅막은 이온선량의 넓은 범위에 걸쳐서 증류수와의 접촉각이 매
우 낮았다
결과 막에 있어서는Water drop test hard coating 3times1015 ~ 4times1017 Ar+ ions
의 범위내의 량으로 증류수의 접촉각이 낮음을 알 수 있었다 증착막의 접ion dose
착력 향상정도를 확인하기 위하여 이온선량을 변화시키며 하드코팅층 표면에 dose
량에 따라 Ar+ 을 조사한 후 의 박막을 증착하여ion beam 100nm AI cross-cut
를 수행하였다 표tape test [ 9]
표 플라스틱 박막의 결과[ 9] HCAI Cross-cut tape test
하드코팅층의 에 의한 표면처리전 결과는 플라스틱에서처럼 모두 박리 되ion beam
었으나 의 량ion beam dose 5x1015 ~ 1x1017의 범위에서는 모두 접착력이 우수함
을 알 수 있었다 이는 하드코팅층위에 일부 무기질 재료가 포함되어 금속 박막과
의 친화성이 강하기 때문으로 판단되며 일반 고분자와는 달리 내열성이 매우 우수
하여 의 고에너지에서 수십분간의 조사에서도 표면에 탄화되는 경향이 없15 KeV
었다
- 49 -
미세금속박막증착2
플라스틱 반투과반사윈도우의 미세금속박막은 당사에서 보유하고 있는 고진공
시스템을 사용하여 증착하였다 그림 시스템을 구비하고 있IBAD [ 36] LoadLock
는 본 장비는 가 장착되어 있으며 모재의 평행이송과 를RF Plasma source Mask
사용하여 두께 균일성을 확보하였다
그림 증착 시스템[ 36] IBAD
반투과반사미러에 사용된 금속은 의 사의 을 사용하였다 당사에서9999 Cerac AI
보유하고 있는 4x10-6 진공도에서 을 사용하였다 증착시torr e-beam gun
는 증착율은 였으며 상하 좌우의 을 통Emission Current 280 5 sec Sweeping Å
해 균일한 증착율 유도하였다
그림 금속박막의 투과율[ 37] Spectrum
- 50 -
그림 금속박막의 전후면 반사[ 38] spectrum
사의 로 측정된 가시영역에서의 투과 반Hitachi U-2000 UV-Vis Spectrophotometer
사 을 그림 그림 에 나타내었다 각각의 투과반사율을 가시영spectrum [ 37] [ 38]
역에서의 평균값을 구한뒤 아래 표와 같이 흡수율을 구하였다 제작된 시제품의 흡[
수율은 였다248
표 금속증착막의 특성분석결과[ 10]
No 항 목 평 가 방 법 시 험 결 과
1 접 착 력 Cross-Cut 100100
2 투 과 율 Spectrophotometer 445
3 반사율 전면( ) Visual Range 307
4 반사율 후면( ) Visual Range 171
5 흡 수 율 Visual Range 248
- 51 -
제 장 결론5
제 절 연구결과1
플라즈마 표면처리공정연구 광경화에의한 하드코팅공정연구 고진공증착에의한 미
세 금속박막 증착연구개발을 통하여 수입되고 있는 플라스틱 반투과반사윈도우 소
재를 개발하였다 현재 상용되고 있는 수입소재의 기계적 광학적 특성을 분석을 통
하여 개발 목표치를 설정하였으며 최적 공정개발에의한 시제품제작을 완료하였다
시제품의 평가항목 및 특성치를 아래 표 에 나타내었다[ 12]
표 반투과반사윈도우 시제품의 특성표[ 12]
평 가 항 목 특성치 비 고
광흡수율1 () 248 분광기 기준30T
내마모성2 () 28 자체기준( haze)
접착력3 (x100) 100 회ASTMD3359 10
표면경도4 (H) 5 ASTMD3363 Mitsu-B
표면친수성5 (deg ) 171 Anglometer
미세파티클6 (1um) 01 Clean Room
본 과제 수행에의한 개발목표를 달성할 수 있었으며 주요기술개발내용은 다음과
같다 플라즈마를 이용하여 고분자 표면의 친수성 를 크게 높였으며 1) RF (171deg )
금속박막과의 접착력 을 크게 향상시켰다 광경화에의한 하드코팅공정(100100) 2)
개발에의해 플라스틱 표면경도 및 내마모성 을 크게 향상시켰다 고진(5H) (28) 3)
공 증착공정개발에의해 금속박막의 흡수율 을 크게 낮추어 광효율이 높은(248)
플라스틱 반투과반사 윈도우 시제품을 개발하였다 플라스틱 반투과반사윈도우 4)
소재를 평가하기 위한 광학적 기계적특성 평가기법을 확립하였다
- 52 -
제 절 향후전망2
개발된 플라스틱 반투과반사 윈도우는 플라스틱의 낮은 내열성과 표면경도 흡수율
을 개선하기 위한 것으로 최근 전자제품 정보통신부품 등 첨단전자제품에 적극 채
택되고 있다 특히 휴대폰 및 디스플레이의 투과창 소재가 기존 에서 투명플 glass
라스틱으로 적극 채택되면서 관련 공정기술개발과 함께 소재특성을 위한 다양한 연
구가 활발히 추진되고 있으며 선진국에서는 개발완료에 따른 양산체제 구축으로
전세계 시장을 석권하고 있는 상황이다
본 과제에의한 플라스틱 반투과반사 윈도우의 시제품은 수입시판되고 있는 상용소
재와 동등이상의 특성을 나타내고 있어 향후 양산설비 및 양산공정연구에의한 소
재의 국산화가 가능하다고 할 수있다 또한 본 과제의 플라즈마 표면처리는 저온
표면처리를 요하는 광학용 플라스틱 소재의 표면처리에 활용될 수 있으며 광경화에
의한 하드코팅공정은 기존 열경화방식과는 달리 화가 가능하며 대량 양산in-line
체제를 갖출 수 있어 향후 큰 폭의 성장이 기대된다
- 53 -
참 고 문 헌
1 Oleg A Popov ldquoHigh Density Plasma Sourcesrdquo NOYES Publications(1995)
전자기술연구회 초음파 응용 기문사2 ldquo ( 1997)
임준섭외 명3 4 ldquoImprovement in Surface Hardness of Plastic Surface Mirrorrdquo
Korea-Russia Symposium(1998)
4 Lan G Brown ldquoThe Physics and Technology of Ion Sourcerdquo John Wiley amp
Sons(1989)
이규환 외 명 진공증착법으로 제조된 박막의 밀착성에 관한연구 한국5 4 ldquo AI-Cr rdquo
표면공학회지 VoI27No1Feb(1994)
한성남 외 명6 4 ldquoImproving Wettability of Polycarbonate and adhesion with
aluminum by Ar+ ion irradiationrdquo JMaterial Res Vol9 Sep(1995)
한성남외 명 표면에 아르곤 조사와 친수성증대7 4 ldquoPolymethylmethacrylate rdquo The
Korean Physical Society Vol8No2 Mar pp193~198(1995)
인하대 광기술교육센터 광학시스템의 설계 및 평가 인하대 광기술교육센터8 ldquo rdquo
(1999)
임준섭외 명9 5 ldquoEffect of Ion Beam Assisted Cleaning on Adhesion of AI to
Polymer Substrate of PC and PMMArdquo Asian Finish lsquo98(1998)
10 CJ Brinker and GW Scherrer ldquoSol-Gel Science The Physics and
Chemistry of Sol-Gel ProcessingrdquoAcademic Press NY(1990)
아주공업 주 표면처리 기술을 이용한 자동차용 후사경 개발 산업자11 ( )rdquoPlasma rdquo
원부 최종보고서(2000)
고성진외 명 자동차용 플라스틱 미러와 그 제조방법 아주공업 주12 2 rdquo rdquo ( )(2002)
아주공업 주 플라즈마 기술을 이용한 오토바이 헬멧용 무적쉴드개발 중소기13 ( ) ldquo rdquo
업청 최종보고서(2002)
박원규 졸겔법의 응용과 제품 명현문화사14 rdquo rdquo (1999)
홍진후 경화코팅 조선대학교 출판부15 rdquoUV rdquo (2002)
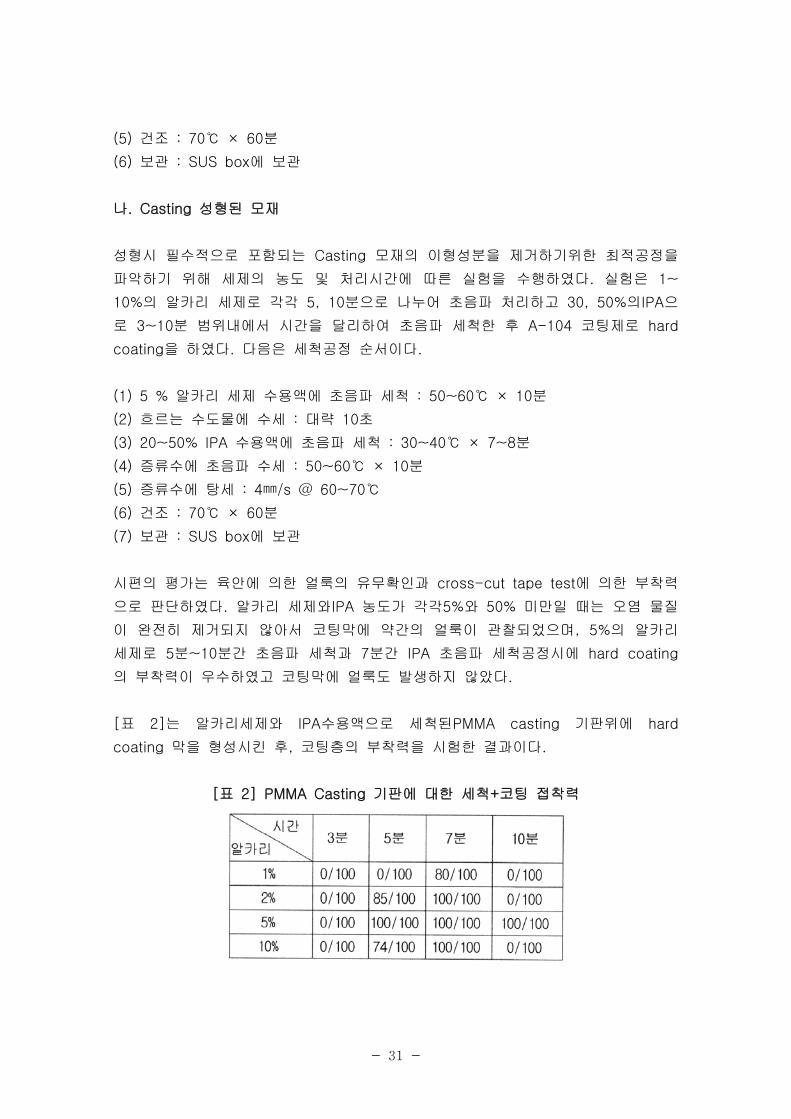
- 31 -
건조 분(5) 70 times 60
보관 에 보관(6) SUS box
나 성형된 모재 Casting
성형시 필수적으로 포함되는 모재의 이형성분을 제거하기위한 최적공정을Casting
파악하기 위해 세제의 농도 및 처리시간에 따른 실험을 수행하였다 실험은 1~
의 알카리 세제로 각각 분으로 나누어 초음파 처리하고 의 으10 5 10 30 50 IPA
로 분 범위내에서 시간을 달리하여 초음파 세척한 후 코팅제로3~10 A-104 hard
을 하였다 다음은 세척공정 순서이다coating
알카리 세제 수용액에 초음파 세척 분(1) 5 50~60 times 10
흐르는 수도물에 수세 대략 초(2) 10
수용액에 초음파 세척 분(3) 20~50 IPA 30~40 times 7~8
증류수에 초음파 수세 분(4) 50~60 times 10
증류수에 탕세(5) 4 s 60~70
건조 분(6) 70 times 60
보관 에 보관(7) SUS box
시편의 평가는 육안에 의한 얼룩의 유무확인과 에 의한 부착력cross-cut tape test
으로 판단하였다 알카리 세제와 농도가 각각 와 미만일 때는 오염 물질 IPA 5 50
이 완전히 제거되지 않아서 코팅막에 약간의 얼룩이 관찰되었으며 의 알카리 5
세제로 분 분간 초음파 세척과 분간 초음파 세척공정시에5 ~10 7 IPA hard coating
의 부착력이 우수하였고 코팅막에 얼룩도 발생하지 않았다
표 는 알카리세제와 수용액으로 세척된 기판위에[ 2] IPA PMMA casting hard
막을 형성시킨 후 코팅층의 부착력을 시험한 결과이다coating
표 기판에 대한 세척 코팅 접착력[ 2] PMMA Casting +
- 32 -
공정2 Dipping
하드코팅공정에 있어서 도포공정은 다양한 방법이 개발되어 있으며 본 과제에서는
두께조절성 액의 소모성 등을 고려해 디핑방식을 적용하였다 공정의 Dip-coating
개략적 방법은 다음과 같다
플라스틱 모재는 함수율이 높아 코팅전 모재건조를 실시한다(1)
플라스틱 모재에 묻어있는 먼지를 안에서 제전건으로 완벽히 제거(2) clean room
한 후 의 에 수직으로 고정시킨다dip-coater jig
시편을 코팅액이 담겨져 있는 코팅조에 일정한 속도로 하고 초간 유(3) dipping 10
지시킨다
의 인상속도를 조절 한 후 시편을 일정 속도로 인상한(4) Dip-coater (2~6 sec)
다
이 때 인상속도를 조절하여 코팅층의 두께를 조절할 수 있다 딥코팅시 분위기 습
도를 이하 온도 상온 코팅액 온도를 로 유지하여 액의 경시변RH 50 18 ~ 20
화를 최소화 해야한다 플라스틱렌즈 및 보안경 등 공정을 요하는 업 hard coating
체에서는 정도의 청정실에서 하드코팅을 실시하고 미만의 상대습class 1000 50
도 조건을 유지함으로써 대기 중의 먼지 부유물등에의한 오염을 최소화하고 있으
며 날씨변화에 따른 분위기 환경을 일정하게 유지하고 있다
코팅 분위기 조건의 변화는 경화 후 막에 에 의한hard coating particle pin-hole
과 현상 등을 일으킬 수 있으며 양질의 우수한 코팅막을 얻기가 힘들다 본hazing
연구에서는 인 의 을 설치하여 하class 1000 conventional air flow type clean room
드코팅공정을 실시하였다
그림 내부 사진[ 20]Clean room
- 33 -
내부에는 제전건 기 클린 오븐 광경화기 초음파세척장Clean room dip-coating
치 등의 설비를 구비하여 경화형 처리가 일괄적으로 처리됨으로써UV hard coating
우수한 물성의 하드코팅막을 얻을 수 있었다 그림 은 내부의 사 [ 20] clean room
진이며 작업시 내부온도는 습도는 이하를 유지하 hard coating 18~20 40RH
였다
전도체인 금속과 달리 플라스틱은 절연물질로 전기전하의 이동을 허용치 않아 마찰
등에 의하여 쉽게 정전기장을 형성하여 정전기장 내에 놓여있는 반대 극성을 갖는
입자를 끌어들이게 된다 이러한 입자를 제거하기 위해서는 플라스틱 표면 및 입자
의 극성을 중성으로 바꾸어 줌으로써 간단히 해결할 수 있다 본 과제에서는
공정 전에 공기를 이온화시켜 대량의 양 음이온을 발생시키는 장치인dipping
을 사용하여 을 제거할 수 있었으며 이물에의한 코팅층의Anti-Static-Gun particle
불량을 줄일 수 있었다
본 과제의 딥방식은 인상방식과 장치의 정밀성이 코팅특성을 좌우한다고 할 수 있
다 본 과제에 적요된 딥인상은 에의한 조의 인상 하강 방식으로 air-hydro type ㆍ
정숙성이 높은 방식이다
그림 장치 유공압[ 21] Dip-coating ( type)
- 34 -
실린더의 제어는 유공압 방식을 사용하였으며 이는 압축공기를 이용하여 유압실린
더를 제어하는 방식으로 공기의 압축성으로 인한 문제점을 개선한 것이다 즉 공기
압을 사용하면서 유압유니트와 같이 작동개시 때나 부하변동시에 접속구동이 가능
하고 저속 구동시 현상을 방지할 수 있는 유압실린더의 장점을 활용한 것 stick slip
이다 일반적으로 유공압은 실린더의 정밀정속구동 중간정지 이속제어나 로터리형
액츄에이터의 완속구동 등에도 많이 적용되고 있다 그림 은 본 실험에 사용한 [ 21]
유공압 방식의 장치로써 실린더와dip-coating air hydro type convertor coating
조 냉각 및 시스템 용량 사용 line filtering (chemical pump (10 min) 15 filter )ℓ
등으로 구성되어 있다
경화공정3
플라스틱 기판위에 경화형 액을 딥방식에의한 도포 후 에UV hard coating 50~70
서 분동안 시키고 램프 에의한 를 조사시키면3~5 pre-heating UV (200~400nm) UV
표면경도 및 내마모성이 우수한 막이 형성된다 표 에서는 본 연구에 사coating [ 3]
용되어진 코팅제 종류 및 경화조건을 나타내었다
표 코팅제 종류 및 경화 조건[ 3]
Maker Grade 용 도 경 화 조 건
사 국내L ( ) A-104GN 겸용PC amp PMMA파장UV lamp (250~360nm)
에너지UV 65~90mjcm2
사 국내H ( ) 0-299 용PMMA파장UV lamp (250~360nm)
에너지UV 60~85mjcm2
사 국외E ( ) C-220 겸용PC amp PMMAUV lamp 300Winch
이송속도 25ftmin
사 국외H ( ) B-8558 겸용PC amp PMMA파장UV lamp (250~360nm)
에너지UV 75mjcm2
본 과제의 광경화공정연구에 사용된 광경화기를 그림 에 나타내었으며 일반적[ 22]
인 광경화의 원리 및 메커니즘은 다음과 같다
가 경화원리 및 특징 UV
전자파 중 자외선 은 파장이 까지의 영역을 의미하고 있으나 경(UV) 10~400nm UV
화에 이용되는 파장범위는 대체로 이며 이 자외선이 화학작용에 유효200~400nm
한 것은 유기 화합물의 해리 분해반응을 일으킬 수 있는 강력한 에너지를 가지고
있기 때문이다
- 35 -
경화 메커니즘(1) UV
일반적으로 코팅제의 경화는 광개시제로부터 시작되는데 자외선이 갖는 에너지UV
에 의해 광개시제가 분해되어 라디칼 반응을 형성하여 반응을 유도할 수 있는 활성
체가 된다 이 활성체에 의하여 및 와 연쇄적으로 반응하여 망 monomer oligomer
상구조화된 고분자막이 형성되는 것이다
경화의 특징(2) UV
저온에서 경화가 가능하다 내열성이 좋지 않은 플라스틱 모재에도 고품질의(1)
막을 형성시킬 수 있다coating
경화속도가 빠르다 건조단위가 초단위로 설정되기 때문에 의 연속자동화가(2) line
가능하며 작업효율이 향상된다
예열시간이 짧아 신속한 작업이 가능하며 에너지가 절감된다(3)
운전관리가 간단하고 신뢰성이 높다(4)
그림[ 22] UV dryer
- 36 -
나 사 사양 UV dryer (EYE GRAPHICS model ECS-301G1)
종류 와 수은등(1) lamp metal halide
(2) lamp power 및 로 조절 가능 15KW 2KW 3KW
발광장(3) 250nm
반사판 집광형(4)
조사거리 으로 조절가능(5) 100 ~ 180
속도 으로 조절 가능(6) conveyer 08 ~ 8mmin
냉각 방식 공냉식(7)
제 절 고진공증착공정3
증착공정개발1
가 증착물질 및 증착조건
반투과반사 윈도우는 투과성과 반사성을 동시에 만족해야하며 일반적으로 금속박
막을 고진공증착함으로써 구현될 수 있다 이러한 금속박막은 진공영역에서 작업을
수행해야하며 스퍼터링과 증착이 주를 이루고 있다 그 중 스퍼터링 방법 e-beam
은 재현성이 우수하고 방식으로의 적용이 용이하다는 장점이 있으나in-line target
및 의 교체 초기조건설정 등이 용이하지 않아 본 과제에서는 다양한 재료cathode
를 코팅할 수 있는 을 적용하였다 유기물인 플라스틱상에 금속무기물e-beam type
의 접착력과 코팅후의 기계적 특성확보를 위해서는 다양한 증착공정 연구가 수행
되어야 한다 표 와 표 에 사용된 증착물의 물성과 증착조건을 각각 나타었 [ 4] [ 5]
다
표 주요 증착 물질의 물성표[ 4]
- 37 -
표 주요 증착물질의 증착조건[ 5]
나 측정값에 의한 증착막의 두께 분포
증착에 의한 증착막의 두께분포를 파악하기 위하여 크기의E-Beam 600 x500
위에 두께 의 증착속도 을 증착하였다 위치에 따른 증착glass 2500 AI ( 5 sec) Å Å
막의 두께를 측정하기 위하여 유리판 중앙부에서 바깥쪽으로 폭 간격 길이10 (
으로 등분하여 시편의 증착막두께를 으로 측정하였다 그림 계산30mm) 25 SEM [ 23]
에 의한 두께분포와 비교하였을 때 대체적인 경향은 비슷하지만 상대적으로 기울기
가 급함을 알 수 있다
그림 측정값에 의한 증착막의 두께분포[ 23]
두께측정시 사진에 의존한 측정이고 사용된 진공시스템은 이상화와는 거리가SEM
있어 약간의 차이가 발생되었다고 판단된다 측정된 값의 추세선을 구함으로써 고
정 의 제작시 로 활용할 수 있었으며 평행이송에 의한 균일성확보mask reference
연구에 참고데이터로 활용할 수 있었다
- 38 -
다 평행이송에 의한 균일성확보
기판의 평행이송과 고정 를 동시에 사용하여 두께가 균일한 박막을 제작하고mask
자 하였다 를 평행이송하여 동서방향의 균일성을 확보하고 이때 등두께를 기준 Jig
으로 동서방향을 등분하여 평면으로 이상화 해 구간내에서의 선의 형상을 두께13
기울기에 비례한 형상을 구현한 고정 를 제작하여 남북방향의 균일성을 확보하mask
고자 하였다 평행이송은 로 회전수를 inverter motor(LG -KMI400K1) 0~160rpm社
으로 조절하면서 이송하였으며 고정 는 기판이송방향의 직각방향에 대한 균일 mask
성만을 고려하여 설계제작하였다 그러나 에 의한 가림과 이송시 증착영역을 mask
벗어남으로 인해서 생기는 증착물 가 크다는 단점이 있었으며 고정 의 형loss mask
상은 증착물 증착율에 따라 다소 차이가 있어 여러 세트를 구비해야만 했다 수차
례 실험을 통해 증착물별 를 제작할 수 있었으며 평행이송속도를 증가시키고mask
왕복이송 횟수를 증가시킴으로써 이내의 균일성을 확보할 수 있었다10
시스템의 특성2 IBAD
가 증착시 온도의 변화
플라스틱 기판은 내열성이 낮아 열원에 장시간 노출되면 열변형과 함께 탄화되고
이 발생하여 박막물성에 악영향을 미칠 수 있으며 증착막과 비교하여out gassing
평균 수 십배 이상 선팽창계수가 높아 선팽창 차에 의한 박막의 과 박리를 일crack
으킬 수 있다 본 연구에서는 증착시 플라스틱에 미치는 분위기 온도의 영향을 파
악하고 적정 증착조건을 파악하기 위하여 금속 및 세라믹으로 나누어 증착시 분위
기온도 변화를 측정하였다
금속물의 시간에 따른 온도 변화(1)
은 분후 약 도정도 상승하여 시간에 따른 온도 변화가 거의 없었지만 은AI 10 3 Cr
약 도가 상승하여 급격한 상승을 보이고 있어 증착시 온도변화를 주목할 필요가12
있었다 더욱이 은 증착율이 높을수록 박막이 형태로 증착되어 반사율을 Cr granule
저하시키는 원인이 되었으며 막 자체에 도 많이 발생되었다 반투과반사 윈도crack
우 제작을 위한 금속박막 물질로는 보다는 이 온도측면에서 유리하다고 판단Cr AI
되었으며 아래의 그림 에 금속박막의 시간에 따른 온도의 변화를 비교하였다[ 24]
- 39 -
주) 증착률Al -10 sec EC-260~280Å
증착률Cr -10 sec EC-65 ~ 95Å
그림 금속박막의 시간에 따른 온도변화 비교[ 24]
세라믹의 시간에 따른 온도 변화(2)
세라믹은 금속과 달리 일반적으로 가 매우 높아 증착시 분위기온도melting point
상승이 매우 컸다 측정된 세라믹의 시간에 따른 온도의 변화는 그림 에 나타 [ 25]
내었다
주) SiO2 증착률 -10 sec EC-45 ~ 60Å
TiO2 증착률 -10 sec EC- 175Å
AI2O3 증착률 -10 sec EC-180~260Å
그림 세라믹박막의 시간에 따른 온도변화 비교[ 25]
- 40 -
그 중 SiO2 TiO2는 분 경과후 가량의 비교적 완만한 온도변화를 보이고 있10 10
으나 AI2O3는 가량의 급격한 온도상승을 보여 고증착율에서의 사용에는 한계30
가 있었다 실증착시에는 의 를 낮춤으로써 증착율 E-gun emission current 3~5 Å
내에서 증착하여 급격한 온도상승을 막을 수 있었다 AI2O3은 경도가 매우 높고 증
착시 조밀도가 높아 보호막으로 많이 사용되는 증착물이다 그러나 본 실험에서는
증착시 열발산이 특히 심하고 증착율을 낮추어도 온도가 급상승하여 증착시 crack
이 쉽게 발생하여 플라스틱 기판에는 부적합하다고 판단되었다
나 플라스틱의 Out gassing
기체방출 은 진공용기 속에서 사용하는 물질의 표면이나 내부에 흡착(out gassing)
되어 있던 분자들이 방출되는 현상을 의미하며 진공조의 압력상승 및 박막의 물성
에 큰 영향을 미치게 된다 또한 고진공 에서 배기시간을 증가시키고 최저 system
도달 압력을 결정짓는 직접적인 요인이 된다 표 는 주요 물질의 기체방출율을 [ 6]
나타낸 것이다
표 주요 물질의 기체방출율[ 6] (Pa m3sm2)
본 연구에서는 플라스틱 기판 장입 유무에 따라 의 영항에 의한 진공도out gassing
의 변화를 알아보기 위하여 진공조 내부에 기판 를 장입한PC (250times65times3 ) 10ea
후 진공도를 측정함으로써 장입전과 비교하여 변화가 있음을 알 수 있었으며 측정
된 값은 그림 에 나타내었다[ 26]
- 41 -
그림 플라스틱 기판 유 무에 따른 진공도 변화[ 26]
그림 의 결과에서 나타나듯이 플라스틱 기판의 장입시 배기속도가 다소 늦[ 26] (PC)
어짐을 알 수 있었으며 이는 플라스틱 모재가 함유한 수분 등의 에 의out gassing
한 차이로 보여진다 기체 방출률은 표면상태나 세척정도 등에 의해 크게 baking
좌우된다고 알려져있어 본 연구에서는 진공조 내부의 에 세심한 주의를 cleaning
기울였으며 함수율이 높은 플라스틱 기판의 세척공정과 함께 건조공정을 확립하고
을 설치하여 플라스틱 기판이 진공조에 머무는 시간을 최소화함load lock system
으로써 플라스틱 모재로 인한 을 최소화할 수 있었다 out gassing
- 42 -
제 장 시제품제작 및 특성분석4
제 절 상용제품의 특성분석1
본 과제의 반투과반사윈도우 개발을 위해서 일본 상용제품의 특성을 분석하였다
일본제품의 측정결과 상하부는 이며 층의 두게는SEM 147 121 m Top coatingμ
로 층보다는 다소 얇은 코팅층이였다 또한 금속박막층은106 m Base coating μ
으로 관찰이 용이하지 않으나 및 에 근거한 추정결과 내SEM RBS SEM data 20nm
외로 판단되었다 아래 그림 은 상용제품의 모재 상하면의 단면 사진이다 [ 27] SEM
그림 반투과반사 윈도우 상용제품의 사진 상 하단면[ 27] SEM ( )
그림 은 일본제품의 분석 결과이다 이온을 조사하였고 이 때[ 28] RBS He2+
는 였으며 고에너지에의한 플라스틱 표면의 손상을 줄이기beam energy 224MeV
위해 이온 량을 으로 낮게 설정하였다dose 80 C μ
그림 반투과반사 윈도우 상용제품의[ 28] RBS Spectrum
- 43 -
분석결과 표층에는 내외의 이 관찰되었으며 내부로 됨에 따라 유20nm AI etching
기물이 지속적으로 관찰되고 있음을 알 수 있다 그림 과는 달리 표면에 [ 27] top
층이 존재하지 않으며 표면에서는 층만이 존재함을 알 수 있다coating AI
제 절 플라즈마 표면처리2
플라스틱 반투과반사 윈도우 시제품제작을 위해 플라즈마 이온빔을 조사하여 플라
스틱 모재의 표면처리를 수행하였다 플라즈마는 의 고순도 의 999999 20 sccm
를 공급하면서 를 사용하여 발생시켰다 이 때 는Ar gas RF power RF Power 80W
였으며 는 로 설정하여 모재가 장착된 지그를 좌우 이송하 Ion Beam energy 1KeV
면서 표면처리공정을 수행하였다 는 Base Pressure 12times10-6 였으며torr Working
는Pressure 5x10-4 였다 조사시간은 로torr Ion Beam 120sec 5times1017 Ar+ ions
의 였다 그림 는 에의한 표면처리 후 표면의 상태를 보기위한dose [ 29] ion beam
사진이다 의 면적을 하였으며 곳을 측정하여 평균값을 취AFM 1 x 1 scanning 5
하였다 조사 전후 표면의 거칠기 는 에서 로 다소 증가하였으 Ion (Ra) 55 589Å Å
나 플라스틱의 표면에는 큰 손상을 주지는 않는 것으로 파악되었다
그림 표면개질전후의 사진[ 29] AFM
그림 은 표면처리후 플라스틱 모재 상에 증류수를 떨어트려 을[ 30] Wetting angle
측정한 결과이다 표면처리 전 의 이 로 크게 줄여 들어 722 deg Wetting angle 171 deg
표면친수성이 크게 향상되었음을 알 수 있다
- 44 -
그림[ 30] Wetting Angle Test
제 절 광경화에의한 하드코팅3
광경화 하드코팅공정1
반투과반사 윈도우로 사용되는 플라스틱 소재는 낮은 내열성과 표면경도로 인해 코
팅층의 내구성 높이는데 한계가 있어 유무기계 막을 형성시킴으로써 표hard coating
면경도나 내마모성 등의 기계적 특성을 크게 향상시켰으며 코팅후 소재의 내마모
성 표면경도에 대한 평가를 수행하였다 하드코팅 공정에 있어서 가장 유의해야할
사항 중 하나는 공기 중 무수히 존재하는 미세먼지 및 파티클에의한 코팅층의 오염
이라고 할 수 있다 코팅층에 포함된 파티클은 코팅액의 흐름과 두께불균일성을 발
생할 수 있으며 더욱이 투명제품의 파티클은 제품불량에 있어서 주요요인이라고
할 수 있다 미세 파티클은 세척공정에서부터 경화 후 포장공정에 까지 일관되게
제어되어야 하며 양압에의한 클린룸을 필요로 하고 있다 더욱이 도포 및 경화조건
은 온습도 매우 민감하여 클린룸에 의한 항온항습이 필수적이라고 할 수 있다 본
과제에서는 헤파필터에 의한 의 항온항습 클린룸에서 하드코팅공정을Class 1000
수행하였다
막의 두께 균일성을 파악하기 위하여 측정위치를 변화시키면서Hard coating SEM
에의한 두께를 측정하였다
가 측정 방법 인 플라스틱기판을 대략 정도 250 X65 X3(t) 150 dip-coating
하여 기판을 아래 그림 과 같이 크기로 등분 한 후[ 31] 65cmX25cm 5 (1) (2)
샘플을 로 절단하여 단면가공 후 으로 관찰하였다(3) 10 X 4 SEM
- 45 -
그림 시료의 크기 및 측정점[ 31]
나 측정 결과 시료의 각 위치에서의 코팅층 측정두께를 표 에 나타내었다 아 [ 7]
울러 단면 사진을 그림 에 나타내었다SEM [ 32]
표 막의 두께 측정 결과 사용[ 7] hard coating (SEM )
그림 층의 단면 사진[ 32] Hard coating SEM
시제품의 하드코팅층 물성평가2
플라스틱 반투과반사 윈도우용 소재는 표면경도 접착력 내마모성 등 waveness
다양한 물성들을 만족시켜야 한다 물성시험을 위한 시료는 상에 코 PMMA A-104
팅액을 속도로 인상하여 광경화공정을 통해 제작되었다2 s
- 46 -
가 내마모성
하드코팅된 소재의 내마모성은 를 사용하여 물성평가를 실시하였steel wool tester
다 은 를 사용하였으며 하중은 을 유지하였고 왕복회수는 Steel wool 0000 1kg 50
회로 설정하여 시험 후 각 시편의 스크레치 발생 정도를 비교분석함으로써 코팅층
을 평가할 수 있었다 그림 은 자체에서 설계 제작한 [ 33] steel wool scratch
의 사진이며 사양은 다음과 같다tester
기계규격 670 times 265 times 370①
로울러 지지축 운동규격 20 times 158 times 304 ( 120 )②
로울러 12 times 50③ empty회전축 모터와 연결축 11 ( )④ empty무게추 고정봉 5 times 80⑤ empty무게추 500g 2 ea 200g 4 ea 100g 4 ea⑥
밸런스 추 295g⑦
로울러축 지지대 20 times 24 times 62⑧
이동 정반 8 times 168 times 372⑨
시험품 고정판 40 84 times 150 ( 2 ea )⑩
가압 핸들 5 times40⑪
그림[ 33] Steel Wool Scratch Tester
나 표면경도
막은 내마모성과 표면경도에서 한계가 있는 플라스틱 표면특성을 향Hard coating
상시키기 위해 수행되었으며 딥방식에의한 도포와 에의한 광경화공정을 적용하 UV
였다
- 47 -
그림[ 34] Pencil Hardness Tester
딥 도포공정에서 인상속도를 로 유지하였다 표 는 플라스틱 모재 위에4 sec [ 8]
다양한 의 제를 사용하여 코팅한 실험 결과이며 표면연필경도는grade hard coating
로써 모재의 경도보다 단계 상승하였으며 코팅제로 막을4~5H 3~4 A-104 coating
형성시킨 경우 내스크레치성에서도 하중 하에서 으로 1kg steel wool 0000
막 위를 회 왕복하였을 때 막에 스크레치가 거의 발생하지 않았coating 50 coating
다
표 막에 대한 시험 결과[ 8] Hard coating (4 s)
- 48 -
제 절 고진공금속박막증착4
하드코팅막의 표면처리1
그림 플라즈마 표면처리된 하드코팅막의 사진[ 35] AFM
하드코팅막은 등 무기물을 다량 함유하고 있는 유무기의 혼합물질이다 고분silicon
자와는 달리 하드코팅막은 이온선량의 넓은 범위에 걸쳐서 증류수와의 접촉각이 매
우 낮았다
결과 막에 있어서는Water drop test hard coating 3times1015 ~ 4times1017 Ar+ ions
의 범위내의 량으로 증류수의 접촉각이 낮음을 알 수 있었다 증착막의 접ion dose
착력 향상정도를 확인하기 위하여 이온선량을 변화시키며 하드코팅층 표면에 dose
량에 따라 Ar+ 을 조사한 후 의 박막을 증착하여ion beam 100nm AI cross-cut
를 수행하였다 표tape test [ 9]
표 플라스틱 박막의 결과[ 9] HCAI Cross-cut tape test
하드코팅층의 에 의한 표면처리전 결과는 플라스틱에서처럼 모두 박리 되ion beam
었으나 의 량ion beam dose 5x1015 ~ 1x1017의 범위에서는 모두 접착력이 우수함
을 알 수 있었다 이는 하드코팅층위에 일부 무기질 재료가 포함되어 금속 박막과
의 친화성이 강하기 때문으로 판단되며 일반 고분자와는 달리 내열성이 매우 우수
하여 의 고에너지에서 수십분간의 조사에서도 표면에 탄화되는 경향이 없15 KeV
었다
- 49 -
미세금속박막증착2
플라스틱 반투과반사윈도우의 미세금속박막은 당사에서 보유하고 있는 고진공
시스템을 사용하여 증착하였다 그림 시스템을 구비하고 있IBAD [ 36] LoadLock
는 본 장비는 가 장착되어 있으며 모재의 평행이송과 를RF Plasma source Mask
사용하여 두께 균일성을 확보하였다
그림 증착 시스템[ 36] IBAD
반투과반사미러에 사용된 금속은 의 사의 을 사용하였다 당사에서9999 Cerac AI
보유하고 있는 4x10-6 진공도에서 을 사용하였다 증착시torr e-beam gun
는 증착율은 였으며 상하 좌우의 을 통Emission Current 280 5 sec Sweeping Å
해 균일한 증착율 유도하였다
그림 금속박막의 투과율[ 37] Spectrum
- 50 -
그림 금속박막의 전후면 반사[ 38] spectrum
사의 로 측정된 가시영역에서의 투과 반Hitachi U-2000 UV-Vis Spectrophotometer
사 을 그림 그림 에 나타내었다 각각의 투과반사율을 가시영spectrum [ 37] [ 38]
역에서의 평균값을 구한뒤 아래 표와 같이 흡수율을 구하였다 제작된 시제품의 흡[
수율은 였다248
표 금속증착막의 특성분석결과[ 10]
No 항 목 평 가 방 법 시 험 결 과
1 접 착 력 Cross-Cut 100100
2 투 과 율 Spectrophotometer 445
3 반사율 전면( ) Visual Range 307
4 반사율 후면( ) Visual Range 171
5 흡 수 율 Visual Range 248
- 51 -
제 장 결론5
제 절 연구결과1
플라즈마 표면처리공정연구 광경화에의한 하드코팅공정연구 고진공증착에의한 미
세 금속박막 증착연구개발을 통하여 수입되고 있는 플라스틱 반투과반사윈도우 소
재를 개발하였다 현재 상용되고 있는 수입소재의 기계적 광학적 특성을 분석을 통
하여 개발 목표치를 설정하였으며 최적 공정개발에의한 시제품제작을 완료하였다
시제품의 평가항목 및 특성치를 아래 표 에 나타내었다[ 12]
표 반투과반사윈도우 시제품의 특성표[ 12]
평 가 항 목 특성치 비 고
광흡수율1 () 248 분광기 기준30T
내마모성2 () 28 자체기준( haze)
접착력3 (x100) 100 회ASTMD3359 10
표면경도4 (H) 5 ASTMD3363 Mitsu-B
표면친수성5 (deg ) 171 Anglometer
미세파티클6 (1um) 01 Clean Room
본 과제 수행에의한 개발목표를 달성할 수 있었으며 주요기술개발내용은 다음과
같다 플라즈마를 이용하여 고분자 표면의 친수성 를 크게 높였으며 1) RF (171deg )
금속박막과의 접착력 을 크게 향상시켰다 광경화에의한 하드코팅공정(100100) 2)
개발에의해 플라스틱 표면경도 및 내마모성 을 크게 향상시켰다 고진(5H) (28) 3)
공 증착공정개발에의해 금속박막의 흡수율 을 크게 낮추어 광효율이 높은(248)
플라스틱 반투과반사 윈도우 시제품을 개발하였다 플라스틱 반투과반사윈도우 4)
소재를 평가하기 위한 광학적 기계적특성 평가기법을 확립하였다
- 52 -
제 절 향후전망2
개발된 플라스틱 반투과반사 윈도우는 플라스틱의 낮은 내열성과 표면경도 흡수율
을 개선하기 위한 것으로 최근 전자제품 정보통신부품 등 첨단전자제품에 적극 채
택되고 있다 특히 휴대폰 및 디스플레이의 투과창 소재가 기존 에서 투명플 glass
라스틱으로 적극 채택되면서 관련 공정기술개발과 함께 소재특성을 위한 다양한 연
구가 활발히 추진되고 있으며 선진국에서는 개발완료에 따른 양산체제 구축으로
전세계 시장을 석권하고 있는 상황이다
본 과제에의한 플라스틱 반투과반사 윈도우의 시제품은 수입시판되고 있는 상용소
재와 동등이상의 특성을 나타내고 있어 향후 양산설비 및 양산공정연구에의한 소
재의 국산화가 가능하다고 할 수있다 또한 본 과제의 플라즈마 표면처리는 저온
표면처리를 요하는 광학용 플라스틱 소재의 표면처리에 활용될 수 있으며 광경화에
의한 하드코팅공정은 기존 열경화방식과는 달리 화가 가능하며 대량 양산in-line
체제를 갖출 수 있어 향후 큰 폭의 성장이 기대된다
- 53 -
참 고 문 헌
1 Oleg A Popov ldquoHigh Density Plasma Sourcesrdquo NOYES Publications(1995)
전자기술연구회 초음파 응용 기문사2 ldquo ( 1997)
임준섭외 명3 4 ldquoImprovement in Surface Hardness of Plastic Surface Mirrorrdquo
Korea-Russia Symposium(1998)
4 Lan G Brown ldquoThe Physics and Technology of Ion Sourcerdquo John Wiley amp
Sons(1989)
이규환 외 명 진공증착법으로 제조된 박막의 밀착성에 관한연구 한국5 4 ldquo AI-Cr rdquo
표면공학회지 VoI27No1Feb(1994)
한성남 외 명6 4 ldquoImproving Wettability of Polycarbonate and adhesion with
aluminum by Ar+ ion irradiationrdquo JMaterial Res Vol9 Sep(1995)
한성남외 명 표면에 아르곤 조사와 친수성증대7 4 ldquoPolymethylmethacrylate rdquo The
Korean Physical Society Vol8No2 Mar pp193~198(1995)
인하대 광기술교육센터 광학시스템의 설계 및 평가 인하대 광기술교육센터8 ldquo rdquo
(1999)
임준섭외 명9 5 ldquoEffect of Ion Beam Assisted Cleaning on Adhesion of AI to
Polymer Substrate of PC and PMMArdquo Asian Finish lsquo98(1998)
10 CJ Brinker and GW Scherrer ldquoSol-Gel Science The Physics and
Chemistry of Sol-Gel ProcessingrdquoAcademic Press NY(1990)
아주공업 주 표면처리 기술을 이용한 자동차용 후사경 개발 산업자11 ( )rdquoPlasma rdquo
원부 최종보고서(2000)
고성진외 명 자동차용 플라스틱 미러와 그 제조방법 아주공업 주12 2 rdquo rdquo ( )(2002)
아주공업 주 플라즈마 기술을 이용한 오토바이 헬멧용 무적쉴드개발 중소기13 ( ) ldquo rdquo
업청 최종보고서(2002)
박원규 졸겔법의 응용과 제품 명현문화사14 rdquo rdquo (1999)
홍진후 경화코팅 조선대학교 출판부15 rdquoUV rdquo (2002)
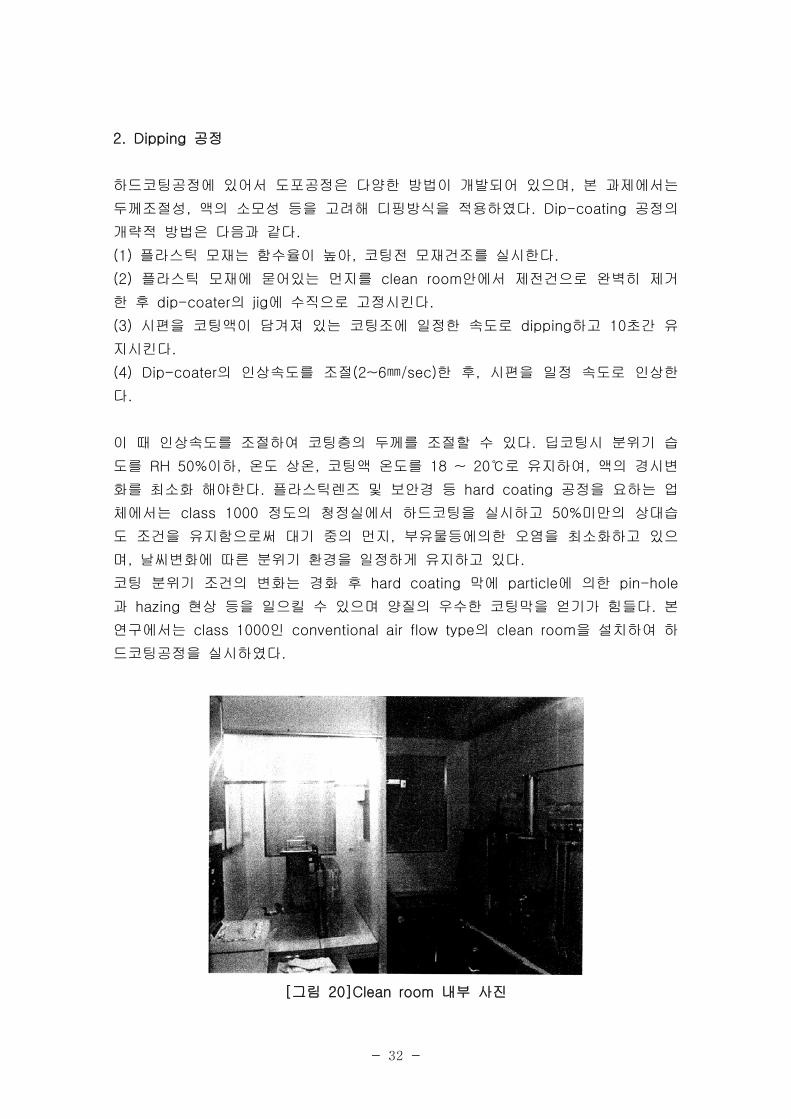
- 32 -
공정2 Dipping
하드코팅공정에 있어서 도포공정은 다양한 방법이 개발되어 있으며 본 과제에서는
두께조절성 액의 소모성 등을 고려해 디핑방식을 적용하였다 공정의 Dip-coating
개략적 방법은 다음과 같다
플라스틱 모재는 함수율이 높아 코팅전 모재건조를 실시한다(1)
플라스틱 모재에 묻어있는 먼지를 안에서 제전건으로 완벽히 제거(2) clean room
한 후 의 에 수직으로 고정시킨다dip-coater jig
시편을 코팅액이 담겨져 있는 코팅조에 일정한 속도로 하고 초간 유(3) dipping 10
지시킨다
의 인상속도를 조절 한 후 시편을 일정 속도로 인상한(4) Dip-coater (2~6 sec)
다
이 때 인상속도를 조절하여 코팅층의 두께를 조절할 수 있다 딥코팅시 분위기 습
도를 이하 온도 상온 코팅액 온도를 로 유지하여 액의 경시변RH 50 18 ~ 20
화를 최소화 해야한다 플라스틱렌즈 및 보안경 등 공정을 요하는 업 hard coating
체에서는 정도의 청정실에서 하드코팅을 실시하고 미만의 상대습class 1000 50
도 조건을 유지함으로써 대기 중의 먼지 부유물등에의한 오염을 최소화하고 있으
며 날씨변화에 따른 분위기 환경을 일정하게 유지하고 있다
코팅 분위기 조건의 변화는 경화 후 막에 에 의한hard coating particle pin-hole
과 현상 등을 일으킬 수 있으며 양질의 우수한 코팅막을 얻기가 힘들다 본hazing
연구에서는 인 의 을 설치하여 하class 1000 conventional air flow type clean room
드코팅공정을 실시하였다
그림 내부 사진[ 20]Clean room
- 33 -
내부에는 제전건 기 클린 오븐 광경화기 초음파세척장Clean room dip-coating
치 등의 설비를 구비하여 경화형 처리가 일괄적으로 처리됨으로써UV hard coating
우수한 물성의 하드코팅막을 얻을 수 있었다 그림 은 내부의 사 [ 20] clean room
진이며 작업시 내부온도는 습도는 이하를 유지하 hard coating 18~20 40RH
였다
전도체인 금속과 달리 플라스틱은 절연물질로 전기전하의 이동을 허용치 않아 마찰
등에 의하여 쉽게 정전기장을 형성하여 정전기장 내에 놓여있는 반대 극성을 갖는
입자를 끌어들이게 된다 이러한 입자를 제거하기 위해서는 플라스틱 표면 및 입자
의 극성을 중성으로 바꾸어 줌으로써 간단히 해결할 수 있다 본 과제에서는
공정 전에 공기를 이온화시켜 대량의 양 음이온을 발생시키는 장치인dipping
을 사용하여 을 제거할 수 있었으며 이물에의한 코팅층의Anti-Static-Gun particle
불량을 줄일 수 있었다
본 과제의 딥방식은 인상방식과 장치의 정밀성이 코팅특성을 좌우한다고 할 수 있
다 본 과제에 적요된 딥인상은 에의한 조의 인상 하강 방식으로 air-hydro type ㆍ
정숙성이 높은 방식이다
그림 장치 유공압[ 21] Dip-coating ( type)
- 34 -
실린더의 제어는 유공압 방식을 사용하였으며 이는 압축공기를 이용하여 유압실린
더를 제어하는 방식으로 공기의 압축성으로 인한 문제점을 개선한 것이다 즉 공기
압을 사용하면서 유압유니트와 같이 작동개시 때나 부하변동시에 접속구동이 가능
하고 저속 구동시 현상을 방지할 수 있는 유압실린더의 장점을 활용한 것 stick slip
이다 일반적으로 유공압은 실린더의 정밀정속구동 중간정지 이속제어나 로터리형
액츄에이터의 완속구동 등에도 많이 적용되고 있다 그림 은 본 실험에 사용한 [ 21]
유공압 방식의 장치로써 실린더와dip-coating air hydro type convertor coating
조 냉각 및 시스템 용량 사용 line filtering (chemical pump (10 min) 15 filter )ℓ
등으로 구성되어 있다
경화공정3
플라스틱 기판위에 경화형 액을 딥방식에의한 도포 후 에UV hard coating 50~70
서 분동안 시키고 램프 에의한 를 조사시키면3~5 pre-heating UV (200~400nm) UV
표면경도 및 내마모성이 우수한 막이 형성된다 표 에서는 본 연구에 사coating [ 3]
용되어진 코팅제 종류 및 경화조건을 나타내었다
표 코팅제 종류 및 경화 조건[ 3]
Maker Grade 용 도 경 화 조 건
사 국내L ( ) A-104GN 겸용PC amp PMMA파장UV lamp (250~360nm)
에너지UV 65~90mjcm2
사 국내H ( ) 0-299 용PMMA파장UV lamp (250~360nm)
에너지UV 60~85mjcm2
사 국외E ( ) C-220 겸용PC amp PMMAUV lamp 300Winch
이송속도 25ftmin
사 국외H ( ) B-8558 겸용PC amp PMMA파장UV lamp (250~360nm)
에너지UV 75mjcm2
본 과제의 광경화공정연구에 사용된 광경화기를 그림 에 나타내었으며 일반적[ 22]
인 광경화의 원리 및 메커니즘은 다음과 같다
가 경화원리 및 특징 UV
전자파 중 자외선 은 파장이 까지의 영역을 의미하고 있으나 경(UV) 10~400nm UV
화에 이용되는 파장범위는 대체로 이며 이 자외선이 화학작용에 유효200~400nm
한 것은 유기 화합물의 해리 분해반응을 일으킬 수 있는 강력한 에너지를 가지고
있기 때문이다
- 35 -
경화 메커니즘(1) UV
일반적으로 코팅제의 경화는 광개시제로부터 시작되는데 자외선이 갖는 에너지UV
에 의해 광개시제가 분해되어 라디칼 반응을 형성하여 반응을 유도할 수 있는 활성
체가 된다 이 활성체에 의하여 및 와 연쇄적으로 반응하여 망 monomer oligomer
상구조화된 고분자막이 형성되는 것이다
경화의 특징(2) UV
저온에서 경화가 가능하다 내열성이 좋지 않은 플라스틱 모재에도 고품질의(1)
막을 형성시킬 수 있다coating
경화속도가 빠르다 건조단위가 초단위로 설정되기 때문에 의 연속자동화가(2) line
가능하며 작업효율이 향상된다
예열시간이 짧아 신속한 작업이 가능하며 에너지가 절감된다(3)
운전관리가 간단하고 신뢰성이 높다(4)
그림[ 22] UV dryer
- 36 -
나 사 사양 UV dryer (EYE GRAPHICS model ECS-301G1)
종류 와 수은등(1) lamp metal halide
(2) lamp power 및 로 조절 가능 15KW 2KW 3KW
발광장(3) 250nm
반사판 집광형(4)
조사거리 으로 조절가능(5) 100 ~ 180
속도 으로 조절 가능(6) conveyer 08 ~ 8mmin
냉각 방식 공냉식(7)
제 절 고진공증착공정3
증착공정개발1
가 증착물질 및 증착조건
반투과반사 윈도우는 투과성과 반사성을 동시에 만족해야하며 일반적으로 금속박
막을 고진공증착함으로써 구현될 수 있다 이러한 금속박막은 진공영역에서 작업을
수행해야하며 스퍼터링과 증착이 주를 이루고 있다 그 중 스퍼터링 방법 e-beam
은 재현성이 우수하고 방식으로의 적용이 용이하다는 장점이 있으나in-line target
및 의 교체 초기조건설정 등이 용이하지 않아 본 과제에서는 다양한 재료cathode
를 코팅할 수 있는 을 적용하였다 유기물인 플라스틱상에 금속무기물e-beam type
의 접착력과 코팅후의 기계적 특성확보를 위해서는 다양한 증착공정 연구가 수행
되어야 한다 표 와 표 에 사용된 증착물의 물성과 증착조건을 각각 나타었 [ 4] [ 5]
다
표 주요 증착 물질의 물성표[ 4]
- 37 -
표 주요 증착물질의 증착조건[ 5]
나 측정값에 의한 증착막의 두께 분포
증착에 의한 증착막의 두께분포를 파악하기 위하여 크기의E-Beam 600 x500
위에 두께 의 증착속도 을 증착하였다 위치에 따른 증착glass 2500 AI ( 5 sec) Å Å
막의 두께를 측정하기 위하여 유리판 중앙부에서 바깥쪽으로 폭 간격 길이10 (
으로 등분하여 시편의 증착막두께를 으로 측정하였다 그림 계산30mm) 25 SEM [ 23]
에 의한 두께분포와 비교하였을 때 대체적인 경향은 비슷하지만 상대적으로 기울기
가 급함을 알 수 있다
그림 측정값에 의한 증착막의 두께분포[ 23]
두께측정시 사진에 의존한 측정이고 사용된 진공시스템은 이상화와는 거리가SEM
있어 약간의 차이가 발생되었다고 판단된다 측정된 값의 추세선을 구함으로써 고
정 의 제작시 로 활용할 수 있었으며 평행이송에 의한 균일성확보mask reference
연구에 참고데이터로 활용할 수 있었다
- 38 -
다 평행이송에 의한 균일성확보
기판의 평행이송과 고정 를 동시에 사용하여 두께가 균일한 박막을 제작하고mask
자 하였다 를 평행이송하여 동서방향의 균일성을 확보하고 이때 등두께를 기준 Jig
으로 동서방향을 등분하여 평면으로 이상화 해 구간내에서의 선의 형상을 두께13
기울기에 비례한 형상을 구현한 고정 를 제작하여 남북방향의 균일성을 확보하mask
고자 하였다 평행이송은 로 회전수를 inverter motor(LG -KMI400K1) 0~160rpm社
으로 조절하면서 이송하였으며 고정 는 기판이송방향의 직각방향에 대한 균일 mask
성만을 고려하여 설계제작하였다 그러나 에 의한 가림과 이송시 증착영역을 mask
벗어남으로 인해서 생기는 증착물 가 크다는 단점이 있었으며 고정 의 형loss mask
상은 증착물 증착율에 따라 다소 차이가 있어 여러 세트를 구비해야만 했다 수차
례 실험을 통해 증착물별 를 제작할 수 있었으며 평행이송속도를 증가시키고mask
왕복이송 횟수를 증가시킴으로써 이내의 균일성을 확보할 수 있었다10
시스템의 특성2 IBAD
가 증착시 온도의 변화
플라스틱 기판은 내열성이 낮아 열원에 장시간 노출되면 열변형과 함께 탄화되고
이 발생하여 박막물성에 악영향을 미칠 수 있으며 증착막과 비교하여out gassing
평균 수 십배 이상 선팽창계수가 높아 선팽창 차에 의한 박막의 과 박리를 일crack
으킬 수 있다 본 연구에서는 증착시 플라스틱에 미치는 분위기 온도의 영향을 파
악하고 적정 증착조건을 파악하기 위하여 금속 및 세라믹으로 나누어 증착시 분위
기온도 변화를 측정하였다
금속물의 시간에 따른 온도 변화(1)
은 분후 약 도정도 상승하여 시간에 따른 온도 변화가 거의 없었지만 은AI 10 3 Cr
약 도가 상승하여 급격한 상승을 보이고 있어 증착시 온도변화를 주목할 필요가12
있었다 더욱이 은 증착율이 높을수록 박막이 형태로 증착되어 반사율을 Cr granule
저하시키는 원인이 되었으며 막 자체에 도 많이 발생되었다 반투과반사 윈도crack
우 제작을 위한 금속박막 물질로는 보다는 이 온도측면에서 유리하다고 판단Cr AI
되었으며 아래의 그림 에 금속박막의 시간에 따른 온도의 변화를 비교하였다[ 24]
- 39 -
주) 증착률Al -10 sec EC-260~280Å
증착률Cr -10 sec EC-65 ~ 95Å
그림 금속박막의 시간에 따른 온도변화 비교[ 24]
세라믹의 시간에 따른 온도 변화(2)
세라믹은 금속과 달리 일반적으로 가 매우 높아 증착시 분위기온도melting point
상승이 매우 컸다 측정된 세라믹의 시간에 따른 온도의 변화는 그림 에 나타 [ 25]
내었다
주) SiO2 증착률 -10 sec EC-45 ~ 60Å
TiO2 증착률 -10 sec EC- 175Å
AI2O3 증착률 -10 sec EC-180~260Å
그림 세라믹박막의 시간에 따른 온도변화 비교[ 25]
- 40 -
그 중 SiO2 TiO2는 분 경과후 가량의 비교적 완만한 온도변화를 보이고 있10 10
으나 AI2O3는 가량의 급격한 온도상승을 보여 고증착율에서의 사용에는 한계30
가 있었다 실증착시에는 의 를 낮춤으로써 증착율 E-gun emission current 3~5 Å
내에서 증착하여 급격한 온도상승을 막을 수 있었다 AI2O3은 경도가 매우 높고 증
착시 조밀도가 높아 보호막으로 많이 사용되는 증착물이다 그러나 본 실험에서는
증착시 열발산이 특히 심하고 증착율을 낮추어도 온도가 급상승하여 증착시 crack
이 쉽게 발생하여 플라스틱 기판에는 부적합하다고 판단되었다
나 플라스틱의 Out gassing
기체방출 은 진공용기 속에서 사용하는 물질의 표면이나 내부에 흡착(out gassing)
되어 있던 분자들이 방출되는 현상을 의미하며 진공조의 압력상승 및 박막의 물성
에 큰 영향을 미치게 된다 또한 고진공 에서 배기시간을 증가시키고 최저 system
도달 압력을 결정짓는 직접적인 요인이 된다 표 는 주요 물질의 기체방출율을 [ 6]
나타낸 것이다
표 주요 물질의 기체방출율[ 6] (Pa m3sm2)
본 연구에서는 플라스틱 기판 장입 유무에 따라 의 영항에 의한 진공도out gassing
의 변화를 알아보기 위하여 진공조 내부에 기판 를 장입한PC (250times65times3 ) 10ea
후 진공도를 측정함으로써 장입전과 비교하여 변화가 있음을 알 수 있었으며 측정
된 값은 그림 에 나타내었다[ 26]
- 41 -
그림 플라스틱 기판 유 무에 따른 진공도 변화[ 26]
그림 의 결과에서 나타나듯이 플라스틱 기판의 장입시 배기속도가 다소 늦[ 26] (PC)
어짐을 알 수 있었으며 이는 플라스틱 모재가 함유한 수분 등의 에 의out gassing
한 차이로 보여진다 기체 방출률은 표면상태나 세척정도 등에 의해 크게 baking
좌우된다고 알려져있어 본 연구에서는 진공조 내부의 에 세심한 주의를 cleaning
기울였으며 함수율이 높은 플라스틱 기판의 세척공정과 함께 건조공정을 확립하고
을 설치하여 플라스틱 기판이 진공조에 머무는 시간을 최소화함load lock system
으로써 플라스틱 모재로 인한 을 최소화할 수 있었다 out gassing
- 42 -
제 장 시제품제작 및 특성분석4
제 절 상용제품의 특성분석1
본 과제의 반투과반사윈도우 개발을 위해서 일본 상용제품의 특성을 분석하였다
일본제품의 측정결과 상하부는 이며 층의 두게는SEM 147 121 m Top coatingμ
로 층보다는 다소 얇은 코팅층이였다 또한 금속박막층은106 m Base coating μ
으로 관찰이 용이하지 않으나 및 에 근거한 추정결과 내SEM RBS SEM data 20nm
외로 판단되었다 아래 그림 은 상용제품의 모재 상하면의 단면 사진이다 [ 27] SEM
그림 반투과반사 윈도우 상용제품의 사진 상 하단면[ 27] SEM ( )
그림 은 일본제품의 분석 결과이다 이온을 조사하였고 이 때[ 28] RBS He2+
는 였으며 고에너지에의한 플라스틱 표면의 손상을 줄이기beam energy 224MeV
위해 이온 량을 으로 낮게 설정하였다dose 80 C μ
그림 반투과반사 윈도우 상용제품의[ 28] RBS Spectrum
- 43 -
분석결과 표층에는 내외의 이 관찰되었으며 내부로 됨에 따라 유20nm AI etching
기물이 지속적으로 관찰되고 있음을 알 수 있다 그림 과는 달리 표면에 [ 27] top
층이 존재하지 않으며 표면에서는 층만이 존재함을 알 수 있다coating AI
제 절 플라즈마 표면처리2
플라스틱 반투과반사 윈도우 시제품제작을 위해 플라즈마 이온빔을 조사하여 플라
스틱 모재의 표면처리를 수행하였다 플라즈마는 의 고순도 의 999999 20 sccm
를 공급하면서 를 사용하여 발생시켰다 이 때 는Ar gas RF power RF Power 80W
였으며 는 로 설정하여 모재가 장착된 지그를 좌우 이송하 Ion Beam energy 1KeV
면서 표면처리공정을 수행하였다 는 Base Pressure 12times10-6 였으며torr Working
는Pressure 5x10-4 였다 조사시간은 로torr Ion Beam 120sec 5times1017 Ar+ ions
의 였다 그림 는 에의한 표면처리 후 표면의 상태를 보기위한dose [ 29] ion beam
사진이다 의 면적을 하였으며 곳을 측정하여 평균값을 취AFM 1 x 1 scanning 5
하였다 조사 전후 표면의 거칠기 는 에서 로 다소 증가하였으 Ion (Ra) 55 589Å Å
나 플라스틱의 표면에는 큰 손상을 주지는 않는 것으로 파악되었다
그림 표면개질전후의 사진[ 29] AFM
그림 은 표면처리후 플라스틱 모재 상에 증류수를 떨어트려 을[ 30] Wetting angle
측정한 결과이다 표면처리 전 의 이 로 크게 줄여 들어 722 deg Wetting angle 171 deg
표면친수성이 크게 향상되었음을 알 수 있다
- 44 -
그림[ 30] Wetting Angle Test
제 절 광경화에의한 하드코팅3
광경화 하드코팅공정1
반투과반사 윈도우로 사용되는 플라스틱 소재는 낮은 내열성과 표면경도로 인해 코
팅층의 내구성 높이는데 한계가 있어 유무기계 막을 형성시킴으로써 표hard coating
면경도나 내마모성 등의 기계적 특성을 크게 향상시켰으며 코팅후 소재의 내마모
성 표면경도에 대한 평가를 수행하였다 하드코팅 공정에 있어서 가장 유의해야할
사항 중 하나는 공기 중 무수히 존재하는 미세먼지 및 파티클에의한 코팅층의 오염
이라고 할 수 있다 코팅층에 포함된 파티클은 코팅액의 흐름과 두께불균일성을 발
생할 수 있으며 더욱이 투명제품의 파티클은 제품불량에 있어서 주요요인이라고
할 수 있다 미세 파티클은 세척공정에서부터 경화 후 포장공정에 까지 일관되게
제어되어야 하며 양압에의한 클린룸을 필요로 하고 있다 더욱이 도포 및 경화조건
은 온습도 매우 민감하여 클린룸에 의한 항온항습이 필수적이라고 할 수 있다 본
과제에서는 헤파필터에 의한 의 항온항습 클린룸에서 하드코팅공정을Class 1000
수행하였다
막의 두께 균일성을 파악하기 위하여 측정위치를 변화시키면서Hard coating SEM
에의한 두께를 측정하였다
가 측정 방법 인 플라스틱기판을 대략 정도 250 X65 X3(t) 150 dip-coating
하여 기판을 아래 그림 과 같이 크기로 등분 한 후[ 31] 65cmX25cm 5 (1) (2)
샘플을 로 절단하여 단면가공 후 으로 관찰하였다(3) 10 X 4 SEM
- 45 -
그림 시료의 크기 및 측정점[ 31]
나 측정 결과 시료의 각 위치에서의 코팅층 측정두께를 표 에 나타내었다 아 [ 7]
울러 단면 사진을 그림 에 나타내었다SEM [ 32]
표 막의 두께 측정 결과 사용[ 7] hard coating (SEM )
그림 층의 단면 사진[ 32] Hard coating SEM
시제품의 하드코팅층 물성평가2
플라스틱 반투과반사 윈도우용 소재는 표면경도 접착력 내마모성 등 waveness
다양한 물성들을 만족시켜야 한다 물성시험을 위한 시료는 상에 코 PMMA A-104
팅액을 속도로 인상하여 광경화공정을 통해 제작되었다2 s
- 46 -
가 내마모성
하드코팅된 소재의 내마모성은 를 사용하여 물성평가를 실시하였steel wool tester
다 은 를 사용하였으며 하중은 을 유지하였고 왕복회수는 Steel wool 0000 1kg 50
회로 설정하여 시험 후 각 시편의 스크레치 발생 정도를 비교분석함으로써 코팅층
을 평가할 수 있었다 그림 은 자체에서 설계 제작한 [ 33] steel wool scratch
의 사진이며 사양은 다음과 같다tester
기계규격 670 times 265 times 370①
로울러 지지축 운동규격 20 times 158 times 304 ( 120 )②
로울러 12 times 50③ empty회전축 모터와 연결축 11 ( )④ empty무게추 고정봉 5 times 80⑤ empty무게추 500g 2 ea 200g 4 ea 100g 4 ea⑥
밸런스 추 295g⑦
로울러축 지지대 20 times 24 times 62⑧
이동 정반 8 times 168 times 372⑨
시험품 고정판 40 84 times 150 ( 2 ea )⑩
가압 핸들 5 times40⑪
그림[ 33] Steel Wool Scratch Tester
나 표면경도
막은 내마모성과 표면경도에서 한계가 있는 플라스틱 표면특성을 향Hard coating
상시키기 위해 수행되었으며 딥방식에의한 도포와 에의한 광경화공정을 적용하 UV
였다
- 47 -
그림[ 34] Pencil Hardness Tester
딥 도포공정에서 인상속도를 로 유지하였다 표 는 플라스틱 모재 위에4 sec [ 8]
다양한 의 제를 사용하여 코팅한 실험 결과이며 표면연필경도는grade hard coating
로써 모재의 경도보다 단계 상승하였으며 코팅제로 막을4~5H 3~4 A-104 coating
형성시킨 경우 내스크레치성에서도 하중 하에서 으로 1kg steel wool 0000
막 위를 회 왕복하였을 때 막에 스크레치가 거의 발생하지 않았coating 50 coating
다
표 막에 대한 시험 결과[ 8] Hard coating (4 s)
- 48 -
제 절 고진공금속박막증착4
하드코팅막의 표면처리1
그림 플라즈마 표면처리된 하드코팅막의 사진[ 35] AFM
하드코팅막은 등 무기물을 다량 함유하고 있는 유무기의 혼합물질이다 고분silicon
자와는 달리 하드코팅막은 이온선량의 넓은 범위에 걸쳐서 증류수와의 접촉각이 매
우 낮았다
결과 막에 있어서는Water drop test hard coating 3times1015 ~ 4times1017 Ar+ ions
의 범위내의 량으로 증류수의 접촉각이 낮음을 알 수 있었다 증착막의 접ion dose
착력 향상정도를 확인하기 위하여 이온선량을 변화시키며 하드코팅층 표면에 dose
량에 따라 Ar+ 을 조사한 후 의 박막을 증착하여ion beam 100nm AI cross-cut
를 수행하였다 표tape test [ 9]
표 플라스틱 박막의 결과[ 9] HCAI Cross-cut tape test
하드코팅층의 에 의한 표면처리전 결과는 플라스틱에서처럼 모두 박리 되ion beam
었으나 의 량ion beam dose 5x1015 ~ 1x1017의 범위에서는 모두 접착력이 우수함
을 알 수 있었다 이는 하드코팅층위에 일부 무기질 재료가 포함되어 금속 박막과
의 친화성이 강하기 때문으로 판단되며 일반 고분자와는 달리 내열성이 매우 우수
하여 의 고에너지에서 수십분간의 조사에서도 표면에 탄화되는 경향이 없15 KeV
었다
- 49 -
미세금속박막증착2
플라스틱 반투과반사윈도우의 미세금속박막은 당사에서 보유하고 있는 고진공
시스템을 사용하여 증착하였다 그림 시스템을 구비하고 있IBAD [ 36] LoadLock
는 본 장비는 가 장착되어 있으며 모재의 평행이송과 를RF Plasma source Mask
사용하여 두께 균일성을 확보하였다
그림 증착 시스템[ 36] IBAD
반투과반사미러에 사용된 금속은 의 사의 을 사용하였다 당사에서9999 Cerac AI
보유하고 있는 4x10-6 진공도에서 을 사용하였다 증착시torr e-beam gun
는 증착율은 였으며 상하 좌우의 을 통Emission Current 280 5 sec Sweeping Å
해 균일한 증착율 유도하였다
그림 금속박막의 투과율[ 37] Spectrum
- 50 -
그림 금속박막의 전후면 반사[ 38] spectrum
사의 로 측정된 가시영역에서의 투과 반Hitachi U-2000 UV-Vis Spectrophotometer
사 을 그림 그림 에 나타내었다 각각의 투과반사율을 가시영spectrum [ 37] [ 38]
역에서의 평균값을 구한뒤 아래 표와 같이 흡수율을 구하였다 제작된 시제품의 흡[
수율은 였다248
표 금속증착막의 특성분석결과[ 10]
No 항 목 평 가 방 법 시 험 결 과
1 접 착 력 Cross-Cut 100100
2 투 과 율 Spectrophotometer 445
3 반사율 전면( ) Visual Range 307
4 반사율 후면( ) Visual Range 171
5 흡 수 율 Visual Range 248
- 51 -
제 장 결론5
제 절 연구결과1
플라즈마 표면처리공정연구 광경화에의한 하드코팅공정연구 고진공증착에의한 미
세 금속박막 증착연구개발을 통하여 수입되고 있는 플라스틱 반투과반사윈도우 소
재를 개발하였다 현재 상용되고 있는 수입소재의 기계적 광학적 특성을 분석을 통
하여 개발 목표치를 설정하였으며 최적 공정개발에의한 시제품제작을 완료하였다
시제품의 평가항목 및 특성치를 아래 표 에 나타내었다[ 12]
표 반투과반사윈도우 시제품의 특성표[ 12]
평 가 항 목 특성치 비 고
광흡수율1 () 248 분광기 기준30T
내마모성2 () 28 자체기준( haze)
접착력3 (x100) 100 회ASTMD3359 10
표면경도4 (H) 5 ASTMD3363 Mitsu-B
표면친수성5 (deg ) 171 Anglometer
미세파티클6 (1um) 01 Clean Room
본 과제 수행에의한 개발목표를 달성할 수 있었으며 주요기술개발내용은 다음과
같다 플라즈마를 이용하여 고분자 표면의 친수성 를 크게 높였으며 1) RF (171deg )
금속박막과의 접착력 을 크게 향상시켰다 광경화에의한 하드코팅공정(100100) 2)
개발에의해 플라스틱 표면경도 및 내마모성 을 크게 향상시켰다 고진(5H) (28) 3)
공 증착공정개발에의해 금속박막의 흡수율 을 크게 낮추어 광효율이 높은(248)
플라스틱 반투과반사 윈도우 시제품을 개발하였다 플라스틱 반투과반사윈도우 4)
소재를 평가하기 위한 광학적 기계적특성 평가기법을 확립하였다
- 52 -
제 절 향후전망2
개발된 플라스틱 반투과반사 윈도우는 플라스틱의 낮은 내열성과 표면경도 흡수율
을 개선하기 위한 것으로 최근 전자제품 정보통신부품 등 첨단전자제품에 적극 채
택되고 있다 특히 휴대폰 및 디스플레이의 투과창 소재가 기존 에서 투명플 glass
라스틱으로 적극 채택되면서 관련 공정기술개발과 함께 소재특성을 위한 다양한 연
구가 활발히 추진되고 있으며 선진국에서는 개발완료에 따른 양산체제 구축으로
전세계 시장을 석권하고 있는 상황이다
본 과제에의한 플라스틱 반투과반사 윈도우의 시제품은 수입시판되고 있는 상용소
재와 동등이상의 특성을 나타내고 있어 향후 양산설비 및 양산공정연구에의한 소
재의 국산화가 가능하다고 할 수있다 또한 본 과제의 플라즈마 표면처리는 저온
표면처리를 요하는 광학용 플라스틱 소재의 표면처리에 활용될 수 있으며 광경화에
의한 하드코팅공정은 기존 열경화방식과는 달리 화가 가능하며 대량 양산in-line
체제를 갖출 수 있어 향후 큰 폭의 성장이 기대된다
- 53 -
참 고 문 헌
1 Oleg A Popov ldquoHigh Density Plasma Sourcesrdquo NOYES Publications(1995)
전자기술연구회 초음파 응용 기문사2 ldquo ( 1997)
임준섭외 명3 4 ldquoImprovement in Surface Hardness of Plastic Surface Mirrorrdquo
Korea-Russia Symposium(1998)
4 Lan G Brown ldquoThe Physics and Technology of Ion Sourcerdquo John Wiley amp
Sons(1989)
이규환 외 명 진공증착법으로 제조된 박막의 밀착성에 관한연구 한국5 4 ldquo AI-Cr rdquo
표면공학회지 VoI27No1Feb(1994)
한성남 외 명6 4 ldquoImproving Wettability of Polycarbonate and adhesion with
aluminum by Ar+ ion irradiationrdquo JMaterial Res Vol9 Sep(1995)
한성남외 명 표면에 아르곤 조사와 친수성증대7 4 ldquoPolymethylmethacrylate rdquo The
Korean Physical Society Vol8No2 Mar pp193~198(1995)
인하대 광기술교육센터 광학시스템의 설계 및 평가 인하대 광기술교육센터8 ldquo rdquo
(1999)
임준섭외 명9 5 ldquoEffect of Ion Beam Assisted Cleaning on Adhesion of AI to
Polymer Substrate of PC and PMMArdquo Asian Finish lsquo98(1998)
10 CJ Brinker and GW Scherrer ldquoSol-Gel Science The Physics and
Chemistry of Sol-Gel ProcessingrdquoAcademic Press NY(1990)
아주공업 주 표면처리 기술을 이용한 자동차용 후사경 개발 산업자11 ( )rdquoPlasma rdquo
원부 최종보고서(2000)
고성진외 명 자동차용 플라스틱 미러와 그 제조방법 아주공업 주12 2 rdquo rdquo ( )(2002)
아주공업 주 플라즈마 기술을 이용한 오토바이 헬멧용 무적쉴드개발 중소기13 ( ) ldquo rdquo
업청 최종보고서(2002)
박원규 졸겔법의 응용과 제품 명현문화사14 rdquo rdquo (1999)
홍진후 경화코팅 조선대학교 출판부15 rdquoUV rdquo (2002)
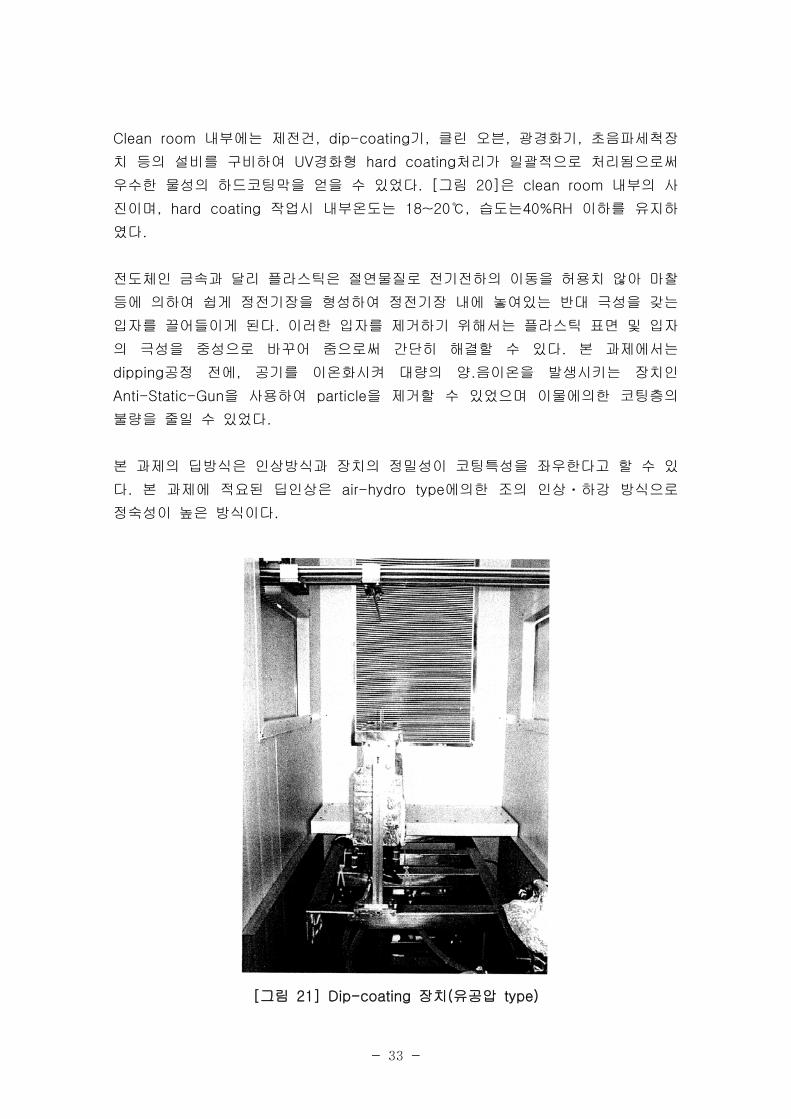
- 33 -
내부에는 제전건 기 클린 오븐 광경화기 초음파세척장Clean room dip-coating
치 등의 설비를 구비하여 경화형 처리가 일괄적으로 처리됨으로써UV hard coating
우수한 물성의 하드코팅막을 얻을 수 있었다 그림 은 내부의 사 [ 20] clean room
진이며 작업시 내부온도는 습도는 이하를 유지하 hard coating 18~20 40RH
였다
전도체인 금속과 달리 플라스틱은 절연물질로 전기전하의 이동을 허용치 않아 마찰
등에 의하여 쉽게 정전기장을 형성하여 정전기장 내에 놓여있는 반대 극성을 갖는
입자를 끌어들이게 된다 이러한 입자를 제거하기 위해서는 플라스틱 표면 및 입자
의 극성을 중성으로 바꾸어 줌으로써 간단히 해결할 수 있다 본 과제에서는
공정 전에 공기를 이온화시켜 대량의 양 음이온을 발생시키는 장치인dipping
을 사용하여 을 제거할 수 있었으며 이물에의한 코팅층의Anti-Static-Gun particle
불량을 줄일 수 있었다
본 과제의 딥방식은 인상방식과 장치의 정밀성이 코팅특성을 좌우한다고 할 수 있
다 본 과제에 적요된 딥인상은 에의한 조의 인상 하강 방식으로 air-hydro type ㆍ
정숙성이 높은 방식이다
그림 장치 유공압[ 21] Dip-coating ( type)
- 34 -
실린더의 제어는 유공압 방식을 사용하였으며 이는 압축공기를 이용하여 유압실린
더를 제어하는 방식으로 공기의 압축성으로 인한 문제점을 개선한 것이다 즉 공기
압을 사용하면서 유압유니트와 같이 작동개시 때나 부하변동시에 접속구동이 가능
하고 저속 구동시 현상을 방지할 수 있는 유압실린더의 장점을 활용한 것 stick slip
이다 일반적으로 유공압은 실린더의 정밀정속구동 중간정지 이속제어나 로터리형
액츄에이터의 완속구동 등에도 많이 적용되고 있다 그림 은 본 실험에 사용한 [ 21]
유공압 방식의 장치로써 실린더와dip-coating air hydro type convertor coating
조 냉각 및 시스템 용량 사용 line filtering (chemical pump (10 min) 15 filter )ℓ
등으로 구성되어 있다
경화공정3
플라스틱 기판위에 경화형 액을 딥방식에의한 도포 후 에UV hard coating 50~70
서 분동안 시키고 램프 에의한 를 조사시키면3~5 pre-heating UV (200~400nm) UV
표면경도 및 내마모성이 우수한 막이 형성된다 표 에서는 본 연구에 사coating [ 3]
용되어진 코팅제 종류 및 경화조건을 나타내었다
표 코팅제 종류 및 경화 조건[ 3]
Maker Grade 용 도 경 화 조 건
사 국내L ( ) A-104GN 겸용PC amp PMMA파장UV lamp (250~360nm)
에너지UV 65~90mjcm2
사 국내H ( ) 0-299 용PMMA파장UV lamp (250~360nm)
에너지UV 60~85mjcm2
사 국외E ( ) C-220 겸용PC amp PMMAUV lamp 300Winch
이송속도 25ftmin
사 국외H ( ) B-8558 겸용PC amp PMMA파장UV lamp (250~360nm)
에너지UV 75mjcm2
본 과제의 광경화공정연구에 사용된 광경화기를 그림 에 나타내었으며 일반적[ 22]
인 광경화의 원리 및 메커니즘은 다음과 같다
가 경화원리 및 특징 UV
전자파 중 자외선 은 파장이 까지의 영역을 의미하고 있으나 경(UV) 10~400nm UV
화에 이용되는 파장범위는 대체로 이며 이 자외선이 화학작용에 유효200~400nm
한 것은 유기 화합물의 해리 분해반응을 일으킬 수 있는 강력한 에너지를 가지고
있기 때문이다
- 35 -
경화 메커니즘(1) UV
일반적으로 코팅제의 경화는 광개시제로부터 시작되는데 자외선이 갖는 에너지UV
에 의해 광개시제가 분해되어 라디칼 반응을 형성하여 반응을 유도할 수 있는 활성
체가 된다 이 활성체에 의하여 및 와 연쇄적으로 반응하여 망 monomer oligomer
상구조화된 고분자막이 형성되는 것이다
경화의 특징(2) UV
저온에서 경화가 가능하다 내열성이 좋지 않은 플라스틱 모재에도 고품질의(1)
막을 형성시킬 수 있다coating
경화속도가 빠르다 건조단위가 초단위로 설정되기 때문에 의 연속자동화가(2) line
가능하며 작업효율이 향상된다
예열시간이 짧아 신속한 작업이 가능하며 에너지가 절감된다(3)
운전관리가 간단하고 신뢰성이 높다(4)
그림[ 22] UV dryer
- 36 -
나 사 사양 UV dryer (EYE GRAPHICS model ECS-301G1)
종류 와 수은등(1) lamp metal halide
(2) lamp power 및 로 조절 가능 15KW 2KW 3KW
발광장(3) 250nm
반사판 집광형(4)
조사거리 으로 조절가능(5) 100 ~ 180
속도 으로 조절 가능(6) conveyer 08 ~ 8mmin
냉각 방식 공냉식(7)
제 절 고진공증착공정3
증착공정개발1
가 증착물질 및 증착조건
반투과반사 윈도우는 투과성과 반사성을 동시에 만족해야하며 일반적으로 금속박
막을 고진공증착함으로써 구현될 수 있다 이러한 금속박막은 진공영역에서 작업을
수행해야하며 스퍼터링과 증착이 주를 이루고 있다 그 중 스퍼터링 방법 e-beam
은 재현성이 우수하고 방식으로의 적용이 용이하다는 장점이 있으나in-line target
및 의 교체 초기조건설정 등이 용이하지 않아 본 과제에서는 다양한 재료cathode
를 코팅할 수 있는 을 적용하였다 유기물인 플라스틱상에 금속무기물e-beam type
의 접착력과 코팅후의 기계적 특성확보를 위해서는 다양한 증착공정 연구가 수행
되어야 한다 표 와 표 에 사용된 증착물의 물성과 증착조건을 각각 나타었 [ 4] [ 5]
다
표 주요 증착 물질의 물성표[ 4]
- 37 -
표 주요 증착물질의 증착조건[ 5]
나 측정값에 의한 증착막의 두께 분포
증착에 의한 증착막의 두께분포를 파악하기 위하여 크기의E-Beam 600 x500
위에 두께 의 증착속도 을 증착하였다 위치에 따른 증착glass 2500 AI ( 5 sec) Å Å
막의 두께를 측정하기 위하여 유리판 중앙부에서 바깥쪽으로 폭 간격 길이10 (
으로 등분하여 시편의 증착막두께를 으로 측정하였다 그림 계산30mm) 25 SEM [ 23]
에 의한 두께분포와 비교하였을 때 대체적인 경향은 비슷하지만 상대적으로 기울기
가 급함을 알 수 있다
그림 측정값에 의한 증착막의 두께분포[ 23]
두께측정시 사진에 의존한 측정이고 사용된 진공시스템은 이상화와는 거리가SEM
있어 약간의 차이가 발생되었다고 판단된다 측정된 값의 추세선을 구함으로써 고
정 의 제작시 로 활용할 수 있었으며 평행이송에 의한 균일성확보mask reference
연구에 참고데이터로 활용할 수 있었다
- 38 -
다 평행이송에 의한 균일성확보
기판의 평행이송과 고정 를 동시에 사용하여 두께가 균일한 박막을 제작하고mask
자 하였다 를 평행이송하여 동서방향의 균일성을 확보하고 이때 등두께를 기준 Jig
으로 동서방향을 등분하여 평면으로 이상화 해 구간내에서의 선의 형상을 두께13
기울기에 비례한 형상을 구현한 고정 를 제작하여 남북방향의 균일성을 확보하mask
고자 하였다 평행이송은 로 회전수를 inverter motor(LG -KMI400K1) 0~160rpm社
으로 조절하면서 이송하였으며 고정 는 기판이송방향의 직각방향에 대한 균일 mask
성만을 고려하여 설계제작하였다 그러나 에 의한 가림과 이송시 증착영역을 mask
벗어남으로 인해서 생기는 증착물 가 크다는 단점이 있었으며 고정 의 형loss mask
상은 증착물 증착율에 따라 다소 차이가 있어 여러 세트를 구비해야만 했다 수차
례 실험을 통해 증착물별 를 제작할 수 있었으며 평행이송속도를 증가시키고mask
왕복이송 횟수를 증가시킴으로써 이내의 균일성을 확보할 수 있었다10
시스템의 특성2 IBAD
가 증착시 온도의 변화
플라스틱 기판은 내열성이 낮아 열원에 장시간 노출되면 열변형과 함께 탄화되고
이 발생하여 박막물성에 악영향을 미칠 수 있으며 증착막과 비교하여out gassing
평균 수 십배 이상 선팽창계수가 높아 선팽창 차에 의한 박막의 과 박리를 일crack
으킬 수 있다 본 연구에서는 증착시 플라스틱에 미치는 분위기 온도의 영향을 파
악하고 적정 증착조건을 파악하기 위하여 금속 및 세라믹으로 나누어 증착시 분위
기온도 변화를 측정하였다
금속물의 시간에 따른 온도 변화(1)
은 분후 약 도정도 상승하여 시간에 따른 온도 변화가 거의 없었지만 은AI 10 3 Cr
약 도가 상승하여 급격한 상승을 보이고 있어 증착시 온도변화를 주목할 필요가12
있었다 더욱이 은 증착율이 높을수록 박막이 형태로 증착되어 반사율을 Cr granule
저하시키는 원인이 되었으며 막 자체에 도 많이 발생되었다 반투과반사 윈도crack
우 제작을 위한 금속박막 물질로는 보다는 이 온도측면에서 유리하다고 판단Cr AI
되었으며 아래의 그림 에 금속박막의 시간에 따른 온도의 변화를 비교하였다[ 24]
- 39 -
주) 증착률Al -10 sec EC-260~280Å
증착률Cr -10 sec EC-65 ~ 95Å
그림 금속박막의 시간에 따른 온도변화 비교[ 24]
세라믹의 시간에 따른 온도 변화(2)
세라믹은 금속과 달리 일반적으로 가 매우 높아 증착시 분위기온도melting point
상승이 매우 컸다 측정된 세라믹의 시간에 따른 온도의 변화는 그림 에 나타 [ 25]
내었다
주) SiO2 증착률 -10 sec EC-45 ~ 60Å
TiO2 증착률 -10 sec EC- 175Å
AI2O3 증착률 -10 sec EC-180~260Å
그림 세라믹박막의 시간에 따른 온도변화 비교[ 25]
- 40 -
그 중 SiO2 TiO2는 분 경과후 가량의 비교적 완만한 온도변화를 보이고 있10 10
으나 AI2O3는 가량의 급격한 온도상승을 보여 고증착율에서의 사용에는 한계30
가 있었다 실증착시에는 의 를 낮춤으로써 증착율 E-gun emission current 3~5 Å
내에서 증착하여 급격한 온도상승을 막을 수 있었다 AI2O3은 경도가 매우 높고 증
착시 조밀도가 높아 보호막으로 많이 사용되는 증착물이다 그러나 본 실험에서는
증착시 열발산이 특히 심하고 증착율을 낮추어도 온도가 급상승하여 증착시 crack
이 쉽게 발생하여 플라스틱 기판에는 부적합하다고 판단되었다
나 플라스틱의 Out gassing
기체방출 은 진공용기 속에서 사용하는 물질의 표면이나 내부에 흡착(out gassing)
되어 있던 분자들이 방출되는 현상을 의미하며 진공조의 압력상승 및 박막의 물성
에 큰 영향을 미치게 된다 또한 고진공 에서 배기시간을 증가시키고 최저 system
도달 압력을 결정짓는 직접적인 요인이 된다 표 는 주요 물질의 기체방출율을 [ 6]
나타낸 것이다
표 주요 물질의 기체방출율[ 6] (Pa m3sm2)
본 연구에서는 플라스틱 기판 장입 유무에 따라 의 영항에 의한 진공도out gassing
의 변화를 알아보기 위하여 진공조 내부에 기판 를 장입한PC (250times65times3 ) 10ea
후 진공도를 측정함으로써 장입전과 비교하여 변화가 있음을 알 수 있었으며 측정
된 값은 그림 에 나타내었다[ 26]
- 41 -
그림 플라스틱 기판 유 무에 따른 진공도 변화[ 26]
그림 의 결과에서 나타나듯이 플라스틱 기판의 장입시 배기속도가 다소 늦[ 26] (PC)
어짐을 알 수 있었으며 이는 플라스틱 모재가 함유한 수분 등의 에 의out gassing
한 차이로 보여진다 기체 방출률은 표면상태나 세척정도 등에 의해 크게 baking
좌우된다고 알려져있어 본 연구에서는 진공조 내부의 에 세심한 주의를 cleaning
기울였으며 함수율이 높은 플라스틱 기판의 세척공정과 함께 건조공정을 확립하고
을 설치하여 플라스틱 기판이 진공조에 머무는 시간을 최소화함load lock system
으로써 플라스틱 모재로 인한 을 최소화할 수 있었다 out gassing
- 42 -
제 장 시제품제작 및 특성분석4
제 절 상용제품의 특성분석1
본 과제의 반투과반사윈도우 개발을 위해서 일본 상용제품의 특성을 분석하였다
일본제품의 측정결과 상하부는 이며 층의 두게는SEM 147 121 m Top coatingμ
로 층보다는 다소 얇은 코팅층이였다 또한 금속박막층은106 m Base coating μ
으로 관찰이 용이하지 않으나 및 에 근거한 추정결과 내SEM RBS SEM data 20nm
외로 판단되었다 아래 그림 은 상용제품의 모재 상하면의 단면 사진이다 [ 27] SEM
그림 반투과반사 윈도우 상용제품의 사진 상 하단면[ 27] SEM ( )
그림 은 일본제품의 분석 결과이다 이온을 조사하였고 이 때[ 28] RBS He2+
는 였으며 고에너지에의한 플라스틱 표면의 손상을 줄이기beam energy 224MeV
위해 이온 량을 으로 낮게 설정하였다dose 80 C μ
그림 반투과반사 윈도우 상용제품의[ 28] RBS Spectrum
- 43 -
분석결과 표층에는 내외의 이 관찰되었으며 내부로 됨에 따라 유20nm AI etching
기물이 지속적으로 관찰되고 있음을 알 수 있다 그림 과는 달리 표면에 [ 27] top
층이 존재하지 않으며 표면에서는 층만이 존재함을 알 수 있다coating AI
제 절 플라즈마 표면처리2
플라스틱 반투과반사 윈도우 시제품제작을 위해 플라즈마 이온빔을 조사하여 플라
스틱 모재의 표면처리를 수행하였다 플라즈마는 의 고순도 의 999999 20 sccm
를 공급하면서 를 사용하여 발생시켰다 이 때 는Ar gas RF power RF Power 80W
였으며 는 로 설정하여 모재가 장착된 지그를 좌우 이송하 Ion Beam energy 1KeV
면서 표면처리공정을 수행하였다 는 Base Pressure 12times10-6 였으며torr Working
는Pressure 5x10-4 였다 조사시간은 로torr Ion Beam 120sec 5times1017 Ar+ ions
의 였다 그림 는 에의한 표면처리 후 표면의 상태를 보기위한dose [ 29] ion beam
사진이다 의 면적을 하였으며 곳을 측정하여 평균값을 취AFM 1 x 1 scanning 5
하였다 조사 전후 표면의 거칠기 는 에서 로 다소 증가하였으 Ion (Ra) 55 589Å Å
나 플라스틱의 표면에는 큰 손상을 주지는 않는 것으로 파악되었다
그림 표면개질전후의 사진[ 29] AFM
그림 은 표면처리후 플라스틱 모재 상에 증류수를 떨어트려 을[ 30] Wetting angle
측정한 결과이다 표면처리 전 의 이 로 크게 줄여 들어 722 deg Wetting angle 171 deg
표면친수성이 크게 향상되었음을 알 수 있다
- 44 -
그림[ 30] Wetting Angle Test
제 절 광경화에의한 하드코팅3
광경화 하드코팅공정1
반투과반사 윈도우로 사용되는 플라스틱 소재는 낮은 내열성과 표면경도로 인해 코
팅층의 내구성 높이는데 한계가 있어 유무기계 막을 형성시킴으로써 표hard coating
면경도나 내마모성 등의 기계적 특성을 크게 향상시켰으며 코팅후 소재의 내마모
성 표면경도에 대한 평가를 수행하였다 하드코팅 공정에 있어서 가장 유의해야할
사항 중 하나는 공기 중 무수히 존재하는 미세먼지 및 파티클에의한 코팅층의 오염
이라고 할 수 있다 코팅층에 포함된 파티클은 코팅액의 흐름과 두께불균일성을 발
생할 수 있으며 더욱이 투명제품의 파티클은 제품불량에 있어서 주요요인이라고
할 수 있다 미세 파티클은 세척공정에서부터 경화 후 포장공정에 까지 일관되게
제어되어야 하며 양압에의한 클린룸을 필요로 하고 있다 더욱이 도포 및 경화조건
은 온습도 매우 민감하여 클린룸에 의한 항온항습이 필수적이라고 할 수 있다 본
과제에서는 헤파필터에 의한 의 항온항습 클린룸에서 하드코팅공정을Class 1000
수행하였다
막의 두께 균일성을 파악하기 위하여 측정위치를 변화시키면서Hard coating SEM
에의한 두께를 측정하였다
가 측정 방법 인 플라스틱기판을 대략 정도 250 X65 X3(t) 150 dip-coating
하여 기판을 아래 그림 과 같이 크기로 등분 한 후[ 31] 65cmX25cm 5 (1) (2)
샘플을 로 절단하여 단면가공 후 으로 관찰하였다(3) 10 X 4 SEM
- 45 -
그림 시료의 크기 및 측정점[ 31]
나 측정 결과 시료의 각 위치에서의 코팅층 측정두께를 표 에 나타내었다 아 [ 7]
울러 단면 사진을 그림 에 나타내었다SEM [ 32]
표 막의 두께 측정 결과 사용[ 7] hard coating (SEM )
그림 층의 단면 사진[ 32] Hard coating SEM
시제품의 하드코팅층 물성평가2
플라스틱 반투과반사 윈도우용 소재는 표면경도 접착력 내마모성 등 waveness
다양한 물성들을 만족시켜야 한다 물성시험을 위한 시료는 상에 코 PMMA A-104
팅액을 속도로 인상하여 광경화공정을 통해 제작되었다2 s
- 46 -
가 내마모성
하드코팅된 소재의 내마모성은 를 사용하여 물성평가를 실시하였steel wool tester
다 은 를 사용하였으며 하중은 을 유지하였고 왕복회수는 Steel wool 0000 1kg 50
회로 설정하여 시험 후 각 시편의 스크레치 발생 정도를 비교분석함으로써 코팅층
을 평가할 수 있었다 그림 은 자체에서 설계 제작한 [ 33] steel wool scratch
의 사진이며 사양은 다음과 같다tester
기계규격 670 times 265 times 370①
로울러 지지축 운동규격 20 times 158 times 304 ( 120 )②
로울러 12 times 50③ empty회전축 모터와 연결축 11 ( )④ empty무게추 고정봉 5 times 80⑤ empty무게추 500g 2 ea 200g 4 ea 100g 4 ea⑥
밸런스 추 295g⑦
로울러축 지지대 20 times 24 times 62⑧
이동 정반 8 times 168 times 372⑨
시험품 고정판 40 84 times 150 ( 2 ea )⑩
가압 핸들 5 times40⑪
그림[ 33] Steel Wool Scratch Tester
나 표면경도
막은 내마모성과 표면경도에서 한계가 있는 플라스틱 표면특성을 향Hard coating
상시키기 위해 수행되었으며 딥방식에의한 도포와 에의한 광경화공정을 적용하 UV
였다
- 47 -
그림[ 34] Pencil Hardness Tester
딥 도포공정에서 인상속도를 로 유지하였다 표 는 플라스틱 모재 위에4 sec [ 8]
다양한 의 제를 사용하여 코팅한 실험 결과이며 표면연필경도는grade hard coating
로써 모재의 경도보다 단계 상승하였으며 코팅제로 막을4~5H 3~4 A-104 coating
형성시킨 경우 내스크레치성에서도 하중 하에서 으로 1kg steel wool 0000
막 위를 회 왕복하였을 때 막에 스크레치가 거의 발생하지 않았coating 50 coating
다
표 막에 대한 시험 결과[ 8] Hard coating (4 s)
- 48 -
제 절 고진공금속박막증착4
하드코팅막의 표면처리1
그림 플라즈마 표면처리된 하드코팅막의 사진[ 35] AFM
하드코팅막은 등 무기물을 다량 함유하고 있는 유무기의 혼합물질이다 고분silicon
자와는 달리 하드코팅막은 이온선량의 넓은 범위에 걸쳐서 증류수와의 접촉각이 매
우 낮았다
결과 막에 있어서는Water drop test hard coating 3times1015 ~ 4times1017 Ar+ ions
의 범위내의 량으로 증류수의 접촉각이 낮음을 알 수 있었다 증착막의 접ion dose
착력 향상정도를 확인하기 위하여 이온선량을 변화시키며 하드코팅층 표면에 dose
량에 따라 Ar+ 을 조사한 후 의 박막을 증착하여ion beam 100nm AI cross-cut
를 수행하였다 표tape test [ 9]
표 플라스틱 박막의 결과[ 9] HCAI Cross-cut tape test
하드코팅층의 에 의한 표면처리전 결과는 플라스틱에서처럼 모두 박리 되ion beam
었으나 의 량ion beam dose 5x1015 ~ 1x1017의 범위에서는 모두 접착력이 우수함
을 알 수 있었다 이는 하드코팅층위에 일부 무기질 재료가 포함되어 금속 박막과
의 친화성이 강하기 때문으로 판단되며 일반 고분자와는 달리 내열성이 매우 우수
하여 의 고에너지에서 수십분간의 조사에서도 표면에 탄화되는 경향이 없15 KeV
었다
- 49 -
미세금속박막증착2
플라스틱 반투과반사윈도우의 미세금속박막은 당사에서 보유하고 있는 고진공
시스템을 사용하여 증착하였다 그림 시스템을 구비하고 있IBAD [ 36] LoadLock
는 본 장비는 가 장착되어 있으며 모재의 평행이송과 를RF Plasma source Mask
사용하여 두께 균일성을 확보하였다
그림 증착 시스템[ 36] IBAD
반투과반사미러에 사용된 금속은 의 사의 을 사용하였다 당사에서9999 Cerac AI
보유하고 있는 4x10-6 진공도에서 을 사용하였다 증착시torr e-beam gun
는 증착율은 였으며 상하 좌우의 을 통Emission Current 280 5 sec Sweeping Å
해 균일한 증착율 유도하였다
그림 금속박막의 투과율[ 37] Spectrum
- 50 -
그림 금속박막의 전후면 반사[ 38] spectrum
사의 로 측정된 가시영역에서의 투과 반Hitachi U-2000 UV-Vis Spectrophotometer
사 을 그림 그림 에 나타내었다 각각의 투과반사율을 가시영spectrum [ 37] [ 38]
역에서의 평균값을 구한뒤 아래 표와 같이 흡수율을 구하였다 제작된 시제품의 흡[
수율은 였다248
표 금속증착막의 특성분석결과[ 10]
No 항 목 평 가 방 법 시 험 결 과
1 접 착 력 Cross-Cut 100100
2 투 과 율 Spectrophotometer 445
3 반사율 전면( ) Visual Range 307
4 반사율 후면( ) Visual Range 171
5 흡 수 율 Visual Range 248
- 51 -
제 장 결론5
제 절 연구결과1
플라즈마 표면처리공정연구 광경화에의한 하드코팅공정연구 고진공증착에의한 미
세 금속박막 증착연구개발을 통하여 수입되고 있는 플라스틱 반투과반사윈도우 소
재를 개발하였다 현재 상용되고 있는 수입소재의 기계적 광학적 특성을 분석을 통
하여 개발 목표치를 설정하였으며 최적 공정개발에의한 시제품제작을 완료하였다
시제품의 평가항목 및 특성치를 아래 표 에 나타내었다[ 12]
표 반투과반사윈도우 시제품의 특성표[ 12]
평 가 항 목 특성치 비 고
광흡수율1 () 248 분광기 기준30T
내마모성2 () 28 자체기준( haze)
접착력3 (x100) 100 회ASTMD3359 10
표면경도4 (H) 5 ASTMD3363 Mitsu-B
표면친수성5 (deg ) 171 Anglometer
미세파티클6 (1um) 01 Clean Room
본 과제 수행에의한 개발목표를 달성할 수 있었으며 주요기술개발내용은 다음과
같다 플라즈마를 이용하여 고분자 표면의 친수성 를 크게 높였으며 1) RF (171deg )
금속박막과의 접착력 을 크게 향상시켰다 광경화에의한 하드코팅공정(100100) 2)
개발에의해 플라스틱 표면경도 및 내마모성 을 크게 향상시켰다 고진(5H) (28) 3)
공 증착공정개발에의해 금속박막의 흡수율 을 크게 낮추어 광효율이 높은(248)
플라스틱 반투과반사 윈도우 시제품을 개발하였다 플라스틱 반투과반사윈도우 4)
소재를 평가하기 위한 광학적 기계적특성 평가기법을 확립하였다
- 52 -
제 절 향후전망2
개발된 플라스틱 반투과반사 윈도우는 플라스틱의 낮은 내열성과 표면경도 흡수율
을 개선하기 위한 것으로 최근 전자제품 정보통신부품 등 첨단전자제품에 적극 채
택되고 있다 특히 휴대폰 및 디스플레이의 투과창 소재가 기존 에서 투명플 glass
라스틱으로 적극 채택되면서 관련 공정기술개발과 함께 소재특성을 위한 다양한 연
구가 활발히 추진되고 있으며 선진국에서는 개발완료에 따른 양산체제 구축으로
전세계 시장을 석권하고 있는 상황이다
본 과제에의한 플라스틱 반투과반사 윈도우의 시제품은 수입시판되고 있는 상용소
재와 동등이상의 특성을 나타내고 있어 향후 양산설비 및 양산공정연구에의한 소
재의 국산화가 가능하다고 할 수있다 또한 본 과제의 플라즈마 표면처리는 저온
표면처리를 요하는 광학용 플라스틱 소재의 표면처리에 활용될 수 있으며 광경화에
의한 하드코팅공정은 기존 열경화방식과는 달리 화가 가능하며 대량 양산in-line
체제를 갖출 수 있어 향후 큰 폭의 성장이 기대된다
- 53 -
참 고 문 헌
1 Oleg A Popov ldquoHigh Density Plasma Sourcesrdquo NOYES Publications(1995)
전자기술연구회 초음파 응용 기문사2 ldquo ( 1997)
임준섭외 명3 4 ldquoImprovement in Surface Hardness of Plastic Surface Mirrorrdquo
Korea-Russia Symposium(1998)
4 Lan G Brown ldquoThe Physics and Technology of Ion Sourcerdquo John Wiley amp
Sons(1989)
이규환 외 명 진공증착법으로 제조된 박막의 밀착성에 관한연구 한국5 4 ldquo AI-Cr rdquo
표면공학회지 VoI27No1Feb(1994)
한성남 외 명6 4 ldquoImproving Wettability of Polycarbonate and adhesion with
aluminum by Ar+ ion irradiationrdquo JMaterial Res Vol9 Sep(1995)
한성남외 명 표면에 아르곤 조사와 친수성증대7 4 ldquoPolymethylmethacrylate rdquo The
Korean Physical Society Vol8No2 Mar pp193~198(1995)
인하대 광기술교육센터 광학시스템의 설계 및 평가 인하대 광기술교육센터8 ldquo rdquo
(1999)
임준섭외 명9 5 ldquoEffect of Ion Beam Assisted Cleaning on Adhesion of AI to
Polymer Substrate of PC and PMMArdquo Asian Finish lsquo98(1998)
10 CJ Brinker and GW Scherrer ldquoSol-Gel Science The Physics and
Chemistry of Sol-Gel ProcessingrdquoAcademic Press NY(1990)
아주공업 주 표면처리 기술을 이용한 자동차용 후사경 개발 산업자11 ( )rdquoPlasma rdquo
원부 최종보고서(2000)
고성진외 명 자동차용 플라스틱 미러와 그 제조방법 아주공업 주12 2 rdquo rdquo ( )(2002)
아주공업 주 플라즈마 기술을 이용한 오토바이 헬멧용 무적쉴드개발 중소기13 ( ) ldquo rdquo
업청 최종보고서(2002)
박원규 졸겔법의 응용과 제품 명현문화사14 rdquo rdquo (1999)
홍진후 경화코팅 조선대학교 출판부15 rdquoUV rdquo (2002)
- 34 -
실린더의 제어는 유공압 방식을 사용하였으며 이는 압축공기를 이용하여 유압실린
더를 제어하는 방식으로 공기의 압축성으로 인한 문제점을 개선한 것이다 즉 공기
압을 사용하면서 유압유니트와 같이 작동개시 때나 부하변동시에 접속구동이 가능
하고 저속 구동시 현상을 방지할 수 있는 유압실린더의 장점을 활용한 것 stick slip
이다 일반적으로 유공압은 실린더의 정밀정속구동 중간정지 이속제어나 로터리형
액츄에이터의 완속구동 등에도 많이 적용되고 있다 그림 은 본 실험에 사용한 [ 21]
유공압 방식의 장치로써 실린더와dip-coating air hydro type convertor coating
조 냉각 및 시스템 용량 사용 line filtering (chemical pump (10 min) 15 filter )ℓ
등으로 구성되어 있다
경화공정3
플라스틱 기판위에 경화형 액을 딥방식에의한 도포 후 에UV hard coating 50~70
서 분동안 시키고 램프 에의한 를 조사시키면3~5 pre-heating UV (200~400nm) UV
표면경도 및 내마모성이 우수한 막이 형성된다 표 에서는 본 연구에 사coating [ 3]
용되어진 코팅제 종류 및 경화조건을 나타내었다
표 코팅제 종류 및 경화 조건[ 3]
Maker Grade 용 도 경 화 조 건
사 국내L ( ) A-104GN 겸용PC amp PMMA파장UV lamp (250~360nm)
에너지UV 65~90mjcm2
사 국내H ( ) 0-299 용PMMA파장UV lamp (250~360nm)
에너지UV 60~85mjcm2
사 국외E ( ) C-220 겸용PC amp PMMAUV lamp 300Winch
이송속도 25ftmin
사 국외H ( ) B-8558 겸용PC amp PMMA파장UV lamp (250~360nm)
에너지UV 75mjcm2
본 과제의 광경화공정연구에 사용된 광경화기를 그림 에 나타내었으며 일반적[ 22]
인 광경화의 원리 및 메커니즘은 다음과 같다
가 경화원리 및 특징 UV
전자파 중 자외선 은 파장이 까지의 영역을 의미하고 있으나 경(UV) 10~400nm UV
화에 이용되는 파장범위는 대체로 이며 이 자외선이 화학작용에 유효200~400nm
한 것은 유기 화합물의 해리 분해반응을 일으킬 수 있는 강력한 에너지를 가지고
있기 때문이다
- 35 -
경화 메커니즘(1) UV
일반적으로 코팅제의 경화는 광개시제로부터 시작되는데 자외선이 갖는 에너지UV
에 의해 광개시제가 분해되어 라디칼 반응을 형성하여 반응을 유도할 수 있는 활성
체가 된다 이 활성체에 의하여 및 와 연쇄적으로 반응하여 망 monomer oligomer
상구조화된 고분자막이 형성되는 것이다
경화의 특징(2) UV
저온에서 경화가 가능하다 내열성이 좋지 않은 플라스틱 모재에도 고품질의(1)
막을 형성시킬 수 있다coating
경화속도가 빠르다 건조단위가 초단위로 설정되기 때문에 의 연속자동화가(2) line
가능하며 작업효율이 향상된다
예열시간이 짧아 신속한 작업이 가능하며 에너지가 절감된다(3)
운전관리가 간단하고 신뢰성이 높다(4)
그림[ 22] UV dryer
- 36 -
나 사 사양 UV dryer (EYE GRAPHICS model ECS-301G1)
종류 와 수은등(1) lamp metal halide
(2) lamp power 및 로 조절 가능 15KW 2KW 3KW
발광장(3) 250nm
반사판 집광형(4)
조사거리 으로 조절가능(5) 100 ~ 180
속도 으로 조절 가능(6) conveyer 08 ~ 8mmin
냉각 방식 공냉식(7)
제 절 고진공증착공정3
증착공정개발1
가 증착물질 및 증착조건
반투과반사 윈도우는 투과성과 반사성을 동시에 만족해야하며 일반적으로 금속박
막을 고진공증착함으로써 구현될 수 있다 이러한 금속박막은 진공영역에서 작업을
수행해야하며 스퍼터링과 증착이 주를 이루고 있다 그 중 스퍼터링 방법 e-beam
은 재현성이 우수하고 방식으로의 적용이 용이하다는 장점이 있으나in-line target
및 의 교체 초기조건설정 등이 용이하지 않아 본 과제에서는 다양한 재료cathode
를 코팅할 수 있는 을 적용하였다 유기물인 플라스틱상에 금속무기물e-beam type
의 접착력과 코팅후의 기계적 특성확보를 위해서는 다양한 증착공정 연구가 수행
되어야 한다 표 와 표 에 사용된 증착물의 물성과 증착조건을 각각 나타었 [ 4] [ 5]
다
표 주요 증착 물질의 물성표[ 4]
- 37 -
표 주요 증착물질의 증착조건[ 5]
나 측정값에 의한 증착막의 두께 분포
증착에 의한 증착막의 두께분포를 파악하기 위하여 크기의E-Beam 600 x500
위에 두께 의 증착속도 을 증착하였다 위치에 따른 증착glass 2500 AI ( 5 sec) Å Å
막의 두께를 측정하기 위하여 유리판 중앙부에서 바깥쪽으로 폭 간격 길이10 (
으로 등분하여 시편의 증착막두께를 으로 측정하였다 그림 계산30mm) 25 SEM [ 23]
에 의한 두께분포와 비교하였을 때 대체적인 경향은 비슷하지만 상대적으로 기울기
가 급함을 알 수 있다
그림 측정값에 의한 증착막의 두께분포[ 23]
두께측정시 사진에 의존한 측정이고 사용된 진공시스템은 이상화와는 거리가SEM
있어 약간의 차이가 발생되었다고 판단된다 측정된 값의 추세선을 구함으로써 고
정 의 제작시 로 활용할 수 있었으며 평행이송에 의한 균일성확보mask reference
연구에 참고데이터로 활용할 수 있었다
- 38 -
다 평행이송에 의한 균일성확보
기판의 평행이송과 고정 를 동시에 사용하여 두께가 균일한 박막을 제작하고mask
자 하였다 를 평행이송하여 동서방향의 균일성을 확보하고 이때 등두께를 기준 Jig
으로 동서방향을 등분하여 평면으로 이상화 해 구간내에서의 선의 형상을 두께13
기울기에 비례한 형상을 구현한 고정 를 제작하여 남북방향의 균일성을 확보하mask
고자 하였다 평행이송은 로 회전수를 inverter motor(LG -KMI400K1) 0~160rpm社
으로 조절하면서 이송하였으며 고정 는 기판이송방향의 직각방향에 대한 균일 mask
성만을 고려하여 설계제작하였다 그러나 에 의한 가림과 이송시 증착영역을 mask
벗어남으로 인해서 생기는 증착물 가 크다는 단점이 있었으며 고정 의 형loss mask
상은 증착물 증착율에 따라 다소 차이가 있어 여러 세트를 구비해야만 했다 수차
례 실험을 통해 증착물별 를 제작할 수 있었으며 평행이송속도를 증가시키고mask
왕복이송 횟수를 증가시킴으로써 이내의 균일성을 확보할 수 있었다10
시스템의 특성2 IBAD
가 증착시 온도의 변화
플라스틱 기판은 내열성이 낮아 열원에 장시간 노출되면 열변형과 함께 탄화되고
이 발생하여 박막물성에 악영향을 미칠 수 있으며 증착막과 비교하여out gassing
평균 수 십배 이상 선팽창계수가 높아 선팽창 차에 의한 박막의 과 박리를 일crack
으킬 수 있다 본 연구에서는 증착시 플라스틱에 미치는 분위기 온도의 영향을 파
악하고 적정 증착조건을 파악하기 위하여 금속 및 세라믹으로 나누어 증착시 분위
기온도 변화를 측정하였다
금속물의 시간에 따른 온도 변화(1)
은 분후 약 도정도 상승하여 시간에 따른 온도 변화가 거의 없었지만 은AI 10 3 Cr
약 도가 상승하여 급격한 상승을 보이고 있어 증착시 온도변화를 주목할 필요가12
있었다 더욱이 은 증착율이 높을수록 박막이 형태로 증착되어 반사율을 Cr granule
저하시키는 원인이 되었으며 막 자체에 도 많이 발생되었다 반투과반사 윈도crack
우 제작을 위한 금속박막 물질로는 보다는 이 온도측면에서 유리하다고 판단Cr AI
되었으며 아래의 그림 에 금속박막의 시간에 따른 온도의 변화를 비교하였다[ 24]
- 39 -
주) 증착률Al -10 sec EC-260~280Å
증착률Cr -10 sec EC-65 ~ 95Å
그림 금속박막의 시간에 따른 온도변화 비교[ 24]
세라믹의 시간에 따른 온도 변화(2)
세라믹은 금속과 달리 일반적으로 가 매우 높아 증착시 분위기온도melting point
상승이 매우 컸다 측정된 세라믹의 시간에 따른 온도의 변화는 그림 에 나타 [ 25]
내었다
주) SiO2 증착률 -10 sec EC-45 ~ 60Å
TiO2 증착률 -10 sec EC- 175Å
AI2O3 증착률 -10 sec EC-180~260Å
그림 세라믹박막의 시간에 따른 온도변화 비교[ 25]
- 40 -
그 중 SiO2 TiO2는 분 경과후 가량의 비교적 완만한 온도변화를 보이고 있10 10
으나 AI2O3는 가량의 급격한 온도상승을 보여 고증착율에서의 사용에는 한계30
가 있었다 실증착시에는 의 를 낮춤으로써 증착율 E-gun emission current 3~5 Å
내에서 증착하여 급격한 온도상승을 막을 수 있었다 AI2O3은 경도가 매우 높고 증
착시 조밀도가 높아 보호막으로 많이 사용되는 증착물이다 그러나 본 실험에서는
증착시 열발산이 특히 심하고 증착율을 낮추어도 온도가 급상승하여 증착시 crack
이 쉽게 발생하여 플라스틱 기판에는 부적합하다고 판단되었다
나 플라스틱의 Out gassing
기체방출 은 진공용기 속에서 사용하는 물질의 표면이나 내부에 흡착(out gassing)
되어 있던 분자들이 방출되는 현상을 의미하며 진공조의 압력상승 및 박막의 물성
에 큰 영향을 미치게 된다 또한 고진공 에서 배기시간을 증가시키고 최저 system
도달 압력을 결정짓는 직접적인 요인이 된다 표 는 주요 물질의 기체방출율을 [ 6]
나타낸 것이다
표 주요 물질의 기체방출율[ 6] (Pa m3sm2)
본 연구에서는 플라스틱 기판 장입 유무에 따라 의 영항에 의한 진공도out gassing
의 변화를 알아보기 위하여 진공조 내부에 기판 를 장입한PC (250times65times3 ) 10ea
후 진공도를 측정함으로써 장입전과 비교하여 변화가 있음을 알 수 있었으며 측정
된 값은 그림 에 나타내었다[ 26]
- 41 -
그림 플라스틱 기판 유 무에 따른 진공도 변화[ 26]
그림 의 결과에서 나타나듯이 플라스틱 기판의 장입시 배기속도가 다소 늦[ 26] (PC)
어짐을 알 수 있었으며 이는 플라스틱 모재가 함유한 수분 등의 에 의out gassing
한 차이로 보여진다 기체 방출률은 표면상태나 세척정도 등에 의해 크게 baking
좌우된다고 알려져있어 본 연구에서는 진공조 내부의 에 세심한 주의를 cleaning
기울였으며 함수율이 높은 플라스틱 기판의 세척공정과 함께 건조공정을 확립하고
을 설치하여 플라스틱 기판이 진공조에 머무는 시간을 최소화함load lock system
으로써 플라스틱 모재로 인한 을 최소화할 수 있었다 out gassing
- 42 -
제 장 시제품제작 및 특성분석4
제 절 상용제품의 특성분석1
본 과제의 반투과반사윈도우 개발을 위해서 일본 상용제품의 특성을 분석하였다
일본제품의 측정결과 상하부는 이며 층의 두게는SEM 147 121 m Top coatingμ
로 층보다는 다소 얇은 코팅층이였다 또한 금속박막층은106 m Base coating μ
으로 관찰이 용이하지 않으나 및 에 근거한 추정결과 내SEM RBS SEM data 20nm
외로 판단되었다 아래 그림 은 상용제품의 모재 상하면의 단면 사진이다 [ 27] SEM
그림 반투과반사 윈도우 상용제품의 사진 상 하단면[ 27] SEM ( )
그림 은 일본제품의 분석 결과이다 이온을 조사하였고 이 때[ 28] RBS He2+
는 였으며 고에너지에의한 플라스틱 표면의 손상을 줄이기beam energy 224MeV
위해 이온 량을 으로 낮게 설정하였다dose 80 C μ
그림 반투과반사 윈도우 상용제품의[ 28] RBS Spectrum
- 43 -
분석결과 표층에는 내외의 이 관찰되었으며 내부로 됨에 따라 유20nm AI etching
기물이 지속적으로 관찰되고 있음을 알 수 있다 그림 과는 달리 표면에 [ 27] top
층이 존재하지 않으며 표면에서는 층만이 존재함을 알 수 있다coating AI
제 절 플라즈마 표면처리2
플라스틱 반투과반사 윈도우 시제품제작을 위해 플라즈마 이온빔을 조사하여 플라
스틱 모재의 표면처리를 수행하였다 플라즈마는 의 고순도 의 999999 20 sccm
를 공급하면서 를 사용하여 발생시켰다 이 때 는Ar gas RF power RF Power 80W
였으며 는 로 설정하여 모재가 장착된 지그를 좌우 이송하 Ion Beam energy 1KeV
면서 표면처리공정을 수행하였다 는 Base Pressure 12times10-6 였으며torr Working
는Pressure 5x10-4 였다 조사시간은 로torr Ion Beam 120sec 5times1017 Ar+ ions
의 였다 그림 는 에의한 표면처리 후 표면의 상태를 보기위한dose [ 29] ion beam
사진이다 의 면적을 하였으며 곳을 측정하여 평균값을 취AFM 1 x 1 scanning 5
하였다 조사 전후 표면의 거칠기 는 에서 로 다소 증가하였으 Ion (Ra) 55 589Å Å
나 플라스틱의 표면에는 큰 손상을 주지는 않는 것으로 파악되었다
그림 표면개질전후의 사진[ 29] AFM
그림 은 표면처리후 플라스틱 모재 상에 증류수를 떨어트려 을[ 30] Wetting angle
측정한 결과이다 표면처리 전 의 이 로 크게 줄여 들어 722 deg Wetting angle 171 deg
표면친수성이 크게 향상되었음을 알 수 있다
- 44 -
그림[ 30] Wetting Angle Test
제 절 광경화에의한 하드코팅3
광경화 하드코팅공정1
반투과반사 윈도우로 사용되는 플라스틱 소재는 낮은 내열성과 표면경도로 인해 코
팅층의 내구성 높이는데 한계가 있어 유무기계 막을 형성시킴으로써 표hard coating
면경도나 내마모성 등의 기계적 특성을 크게 향상시켰으며 코팅후 소재의 내마모
성 표면경도에 대한 평가를 수행하였다 하드코팅 공정에 있어서 가장 유의해야할
사항 중 하나는 공기 중 무수히 존재하는 미세먼지 및 파티클에의한 코팅층의 오염
이라고 할 수 있다 코팅층에 포함된 파티클은 코팅액의 흐름과 두께불균일성을 발
생할 수 있으며 더욱이 투명제품의 파티클은 제품불량에 있어서 주요요인이라고
할 수 있다 미세 파티클은 세척공정에서부터 경화 후 포장공정에 까지 일관되게
제어되어야 하며 양압에의한 클린룸을 필요로 하고 있다 더욱이 도포 및 경화조건
은 온습도 매우 민감하여 클린룸에 의한 항온항습이 필수적이라고 할 수 있다 본
과제에서는 헤파필터에 의한 의 항온항습 클린룸에서 하드코팅공정을Class 1000
수행하였다
막의 두께 균일성을 파악하기 위하여 측정위치를 변화시키면서Hard coating SEM
에의한 두께를 측정하였다
가 측정 방법 인 플라스틱기판을 대략 정도 250 X65 X3(t) 150 dip-coating
하여 기판을 아래 그림 과 같이 크기로 등분 한 후[ 31] 65cmX25cm 5 (1) (2)
샘플을 로 절단하여 단면가공 후 으로 관찰하였다(3) 10 X 4 SEM
- 45 -
그림 시료의 크기 및 측정점[ 31]
나 측정 결과 시료의 각 위치에서의 코팅층 측정두께를 표 에 나타내었다 아 [ 7]
울러 단면 사진을 그림 에 나타내었다SEM [ 32]
표 막의 두께 측정 결과 사용[ 7] hard coating (SEM )
그림 층의 단면 사진[ 32] Hard coating SEM
시제품의 하드코팅층 물성평가2
플라스틱 반투과반사 윈도우용 소재는 표면경도 접착력 내마모성 등 waveness
다양한 물성들을 만족시켜야 한다 물성시험을 위한 시료는 상에 코 PMMA A-104
팅액을 속도로 인상하여 광경화공정을 통해 제작되었다2 s
- 46 -
가 내마모성
하드코팅된 소재의 내마모성은 를 사용하여 물성평가를 실시하였steel wool tester
다 은 를 사용하였으며 하중은 을 유지하였고 왕복회수는 Steel wool 0000 1kg 50
회로 설정하여 시험 후 각 시편의 스크레치 발생 정도를 비교분석함으로써 코팅층
을 평가할 수 있었다 그림 은 자체에서 설계 제작한 [ 33] steel wool scratch
의 사진이며 사양은 다음과 같다tester
기계규격 670 times 265 times 370①
로울러 지지축 운동규격 20 times 158 times 304 ( 120 )②
로울러 12 times 50③ empty회전축 모터와 연결축 11 ( )④ empty무게추 고정봉 5 times 80⑤ empty무게추 500g 2 ea 200g 4 ea 100g 4 ea⑥
밸런스 추 295g⑦
로울러축 지지대 20 times 24 times 62⑧
이동 정반 8 times 168 times 372⑨
시험품 고정판 40 84 times 150 ( 2 ea )⑩
가압 핸들 5 times40⑪
그림[ 33] Steel Wool Scratch Tester
나 표면경도
막은 내마모성과 표면경도에서 한계가 있는 플라스틱 표면특성을 향Hard coating
상시키기 위해 수행되었으며 딥방식에의한 도포와 에의한 광경화공정을 적용하 UV
였다
- 47 -
그림[ 34] Pencil Hardness Tester
딥 도포공정에서 인상속도를 로 유지하였다 표 는 플라스틱 모재 위에4 sec [ 8]
다양한 의 제를 사용하여 코팅한 실험 결과이며 표면연필경도는grade hard coating
로써 모재의 경도보다 단계 상승하였으며 코팅제로 막을4~5H 3~4 A-104 coating
형성시킨 경우 내스크레치성에서도 하중 하에서 으로 1kg steel wool 0000
막 위를 회 왕복하였을 때 막에 스크레치가 거의 발생하지 않았coating 50 coating
다
표 막에 대한 시험 결과[ 8] Hard coating (4 s)
- 48 -
제 절 고진공금속박막증착4
하드코팅막의 표면처리1
그림 플라즈마 표면처리된 하드코팅막의 사진[ 35] AFM
하드코팅막은 등 무기물을 다량 함유하고 있는 유무기의 혼합물질이다 고분silicon
자와는 달리 하드코팅막은 이온선량의 넓은 범위에 걸쳐서 증류수와의 접촉각이 매
우 낮았다
결과 막에 있어서는Water drop test hard coating 3times1015 ~ 4times1017 Ar+ ions
의 범위내의 량으로 증류수의 접촉각이 낮음을 알 수 있었다 증착막의 접ion dose
착력 향상정도를 확인하기 위하여 이온선량을 변화시키며 하드코팅층 표면에 dose
량에 따라 Ar+ 을 조사한 후 의 박막을 증착하여ion beam 100nm AI cross-cut
를 수행하였다 표tape test [ 9]
표 플라스틱 박막의 결과[ 9] HCAI Cross-cut tape test
하드코팅층의 에 의한 표면처리전 결과는 플라스틱에서처럼 모두 박리 되ion beam
었으나 의 량ion beam dose 5x1015 ~ 1x1017의 범위에서는 모두 접착력이 우수함
을 알 수 있었다 이는 하드코팅층위에 일부 무기질 재료가 포함되어 금속 박막과
의 친화성이 강하기 때문으로 판단되며 일반 고분자와는 달리 내열성이 매우 우수
하여 의 고에너지에서 수십분간의 조사에서도 표면에 탄화되는 경향이 없15 KeV
었다
- 49 -
미세금속박막증착2
플라스틱 반투과반사윈도우의 미세금속박막은 당사에서 보유하고 있는 고진공
시스템을 사용하여 증착하였다 그림 시스템을 구비하고 있IBAD [ 36] LoadLock
는 본 장비는 가 장착되어 있으며 모재의 평행이송과 를RF Plasma source Mask
사용하여 두께 균일성을 확보하였다
그림 증착 시스템[ 36] IBAD
반투과반사미러에 사용된 금속은 의 사의 을 사용하였다 당사에서9999 Cerac AI
보유하고 있는 4x10-6 진공도에서 을 사용하였다 증착시torr e-beam gun
는 증착율은 였으며 상하 좌우의 을 통Emission Current 280 5 sec Sweeping Å
해 균일한 증착율 유도하였다
그림 금속박막의 투과율[ 37] Spectrum
- 50 -
그림 금속박막의 전후면 반사[ 38] spectrum
사의 로 측정된 가시영역에서의 투과 반Hitachi U-2000 UV-Vis Spectrophotometer
사 을 그림 그림 에 나타내었다 각각의 투과반사율을 가시영spectrum [ 37] [ 38]
역에서의 평균값을 구한뒤 아래 표와 같이 흡수율을 구하였다 제작된 시제품의 흡[
수율은 였다248
표 금속증착막의 특성분석결과[ 10]
No 항 목 평 가 방 법 시 험 결 과
1 접 착 력 Cross-Cut 100100
2 투 과 율 Spectrophotometer 445
3 반사율 전면( ) Visual Range 307
4 반사율 후면( ) Visual Range 171
5 흡 수 율 Visual Range 248
- 51 -
제 장 결론5
제 절 연구결과1
플라즈마 표면처리공정연구 광경화에의한 하드코팅공정연구 고진공증착에의한 미
세 금속박막 증착연구개발을 통하여 수입되고 있는 플라스틱 반투과반사윈도우 소
재를 개발하였다 현재 상용되고 있는 수입소재의 기계적 광학적 특성을 분석을 통
하여 개발 목표치를 설정하였으며 최적 공정개발에의한 시제품제작을 완료하였다
시제품의 평가항목 및 특성치를 아래 표 에 나타내었다[ 12]
표 반투과반사윈도우 시제품의 특성표[ 12]
평 가 항 목 특성치 비 고
광흡수율1 () 248 분광기 기준30T
내마모성2 () 28 자체기준( haze)
접착력3 (x100) 100 회ASTMD3359 10
표면경도4 (H) 5 ASTMD3363 Mitsu-B
표면친수성5 (deg ) 171 Anglometer
미세파티클6 (1um) 01 Clean Room
본 과제 수행에의한 개발목표를 달성할 수 있었으며 주요기술개발내용은 다음과
같다 플라즈마를 이용하여 고분자 표면의 친수성 를 크게 높였으며 1) RF (171deg )
금속박막과의 접착력 을 크게 향상시켰다 광경화에의한 하드코팅공정(100100) 2)
개발에의해 플라스틱 표면경도 및 내마모성 을 크게 향상시켰다 고진(5H) (28) 3)
공 증착공정개발에의해 금속박막의 흡수율 을 크게 낮추어 광효율이 높은(248)
플라스틱 반투과반사 윈도우 시제품을 개발하였다 플라스틱 반투과반사윈도우 4)
소재를 평가하기 위한 광학적 기계적특성 평가기법을 확립하였다
- 52 -
제 절 향후전망2
개발된 플라스틱 반투과반사 윈도우는 플라스틱의 낮은 내열성과 표면경도 흡수율
을 개선하기 위한 것으로 최근 전자제품 정보통신부품 등 첨단전자제품에 적극 채
택되고 있다 특히 휴대폰 및 디스플레이의 투과창 소재가 기존 에서 투명플 glass
라스틱으로 적극 채택되면서 관련 공정기술개발과 함께 소재특성을 위한 다양한 연
구가 활발히 추진되고 있으며 선진국에서는 개발완료에 따른 양산체제 구축으로
전세계 시장을 석권하고 있는 상황이다
본 과제에의한 플라스틱 반투과반사 윈도우의 시제품은 수입시판되고 있는 상용소
재와 동등이상의 특성을 나타내고 있어 향후 양산설비 및 양산공정연구에의한 소
재의 국산화가 가능하다고 할 수있다 또한 본 과제의 플라즈마 표면처리는 저온
표면처리를 요하는 광학용 플라스틱 소재의 표면처리에 활용될 수 있으며 광경화에
의한 하드코팅공정은 기존 열경화방식과는 달리 화가 가능하며 대량 양산in-line
체제를 갖출 수 있어 향후 큰 폭의 성장이 기대된다
- 53 -
참 고 문 헌
1 Oleg A Popov ldquoHigh Density Plasma Sourcesrdquo NOYES Publications(1995)
전자기술연구회 초음파 응용 기문사2 ldquo ( 1997)
임준섭외 명3 4 ldquoImprovement in Surface Hardness of Plastic Surface Mirrorrdquo
Korea-Russia Symposium(1998)
4 Lan G Brown ldquoThe Physics and Technology of Ion Sourcerdquo John Wiley amp
Sons(1989)
이규환 외 명 진공증착법으로 제조된 박막의 밀착성에 관한연구 한국5 4 ldquo AI-Cr rdquo
표면공학회지 VoI27No1Feb(1994)
한성남 외 명6 4 ldquoImproving Wettability of Polycarbonate and adhesion with
aluminum by Ar+ ion irradiationrdquo JMaterial Res Vol9 Sep(1995)
한성남외 명 표면에 아르곤 조사와 친수성증대7 4 ldquoPolymethylmethacrylate rdquo The
Korean Physical Society Vol8No2 Mar pp193~198(1995)
인하대 광기술교육센터 광학시스템의 설계 및 평가 인하대 광기술교육센터8 ldquo rdquo
(1999)
임준섭외 명9 5 ldquoEffect of Ion Beam Assisted Cleaning on Adhesion of AI to
Polymer Substrate of PC and PMMArdquo Asian Finish lsquo98(1998)
10 CJ Brinker and GW Scherrer ldquoSol-Gel Science The Physics and
Chemistry of Sol-Gel ProcessingrdquoAcademic Press NY(1990)
아주공업 주 표면처리 기술을 이용한 자동차용 후사경 개발 산업자11 ( )rdquoPlasma rdquo
원부 최종보고서(2000)
고성진외 명 자동차용 플라스틱 미러와 그 제조방법 아주공업 주12 2 rdquo rdquo ( )(2002)
아주공업 주 플라즈마 기술을 이용한 오토바이 헬멧용 무적쉴드개발 중소기13 ( ) ldquo rdquo
업청 최종보고서(2002)
박원규 졸겔법의 응용과 제품 명현문화사14 rdquo rdquo (1999)
홍진후 경화코팅 조선대학교 출판부15 rdquoUV rdquo (2002)
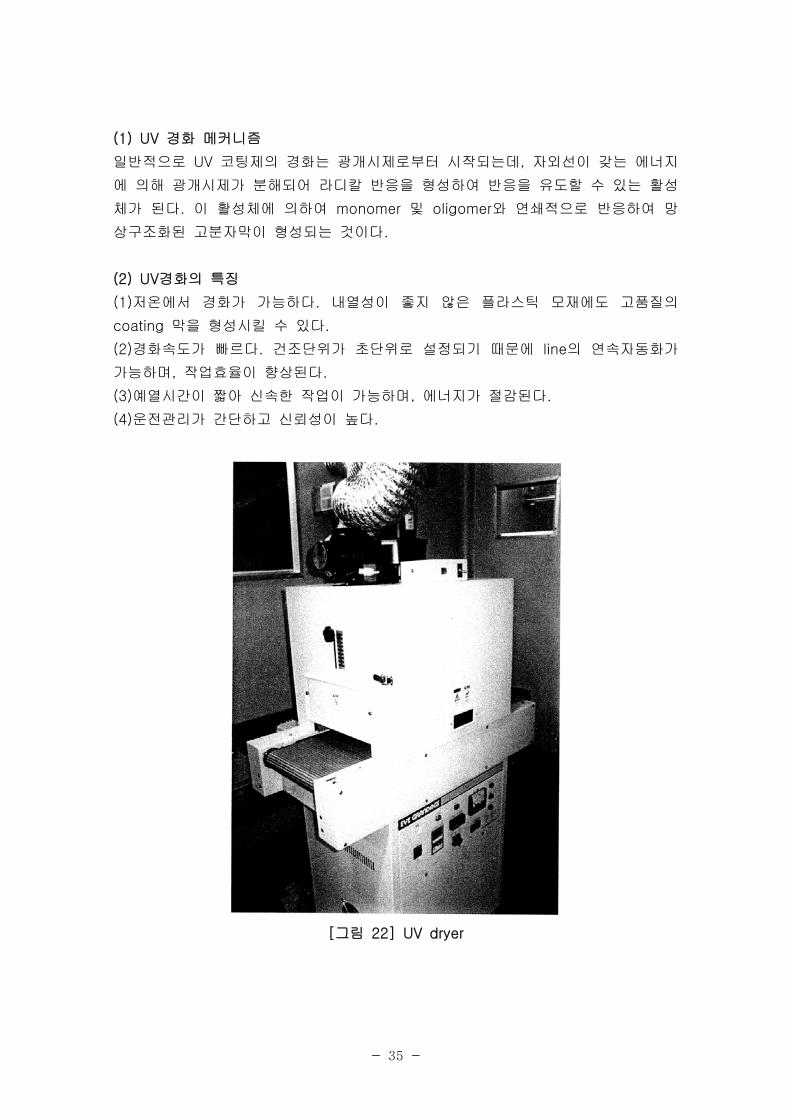
- 35 -
경화 메커니즘(1) UV
일반적으로 코팅제의 경화는 광개시제로부터 시작되는데 자외선이 갖는 에너지UV
에 의해 광개시제가 분해되어 라디칼 반응을 형성하여 반응을 유도할 수 있는 활성
체가 된다 이 활성체에 의하여 및 와 연쇄적으로 반응하여 망 monomer oligomer
상구조화된 고분자막이 형성되는 것이다
경화의 특징(2) UV
저온에서 경화가 가능하다 내열성이 좋지 않은 플라스틱 모재에도 고품질의(1)
막을 형성시킬 수 있다coating
경화속도가 빠르다 건조단위가 초단위로 설정되기 때문에 의 연속자동화가(2) line
가능하며 작업효율이 향상된다
예열시간이 짧아 신속한 작업이 가능하며 에너지가 절감된다(3)
운전관리가 간단하고 신뢰성이 높다(4)
그림[ 22] UV dryer
- 36 -
나 사 사양 UV dryer (EYE GRAPHICS model ECS-301G1)
종류 와 수은등(1) lamp metal halide
(2) lamp power 및 로 조절 가능 15KW 2KW 3KW
발광장(3) 250nm
반사판 집광형(4)
조사거리 으로 조절가능(5) 100 ~ 180
속도 으로 조절 가능(6) conveyer 08 ~ 8mmin
냉각 방식 공냉식(7)
제 절 고진공증착공정3
증착공정개발1
가 증착물질 및 증착조건
반투과반사 윈도우는 투과성과 반사성을 동시에 만족해야하며 일반적으로 금속박
막을 고진공증착함으로써 구현될 수 있다 이러한 금속박막은 진공영역에서 작업을
수행해야하며 스퍼터링과 증착이 주를 이루고 있다 그 중 스퍼터링 방법 e-beam
은 재현성이 우수하고 방식으로의 적용이 용이하다는 장점이 있으나in-line target
및 의 교체 초기조건설정 등이 용이하지 않아 본 과제에서는 다양한 재료cathode
를 코팅할 수 있는 을 적용하였다 유기물인 플라스틱상에 금속무기물e-beam type
의 접착력과 코팅후의 기계적 특성확보를 위해서는 다양한 증착공정 연구가 수행
되어야 한다 표 와 표 에 사용된 증착물의 물성과 증착조건을 각각 나타었 [ 4] [ 5]
다
표 주요 증착 물질의 물성표[ 4]
- 37 -
표 주요 증착물질의 증착조건[ 5]
나 측정값에 의한 증착막의 두께 분포
증착에 의한 증착막의 두께분포를 파악하기 위하여 크기의E-Beam 600 x500
위에 두께 의 증착속도 을 증착하였다 위치에 따른 증착glass 2500 AI ( 5 sec) Å Å
막의 두께를 측정하기 위하여 유리판 중앙부에서 바깥쪽으로 폭 간격 길이10 (
으로 등분하여 시편의 증착막두께를 으로 측정하였다 그림 계산30mm) 25 SEM [ 23]
에 의한 두께분포와 비교하였을 때 대체적인 경향은 비슷하지만 상대적으로 기울기
가 급함을 알 수 있다
그림 측정값에 의한 증착막의 두께분포[ 23]
두께측정시 사진에 의존한 측정이고 사용된 진공시스템은 이상화와는 거리가SEM
있어 약간의 차이가 발생되었다고 판단된다 측정된 값의 추세선을 구함으로써 고
정 의 제작시 로 활용할 수 있었으며 평행이송에 의한 균일성확보mask reference
연구에 참고데이터로 활용할 수 있었다
- 38 -
다 평행이송에 의한 균일성확보
기판의 평행이송과 고정 를 동시에 사용하여 두께가 균일한 박막을 제작하고mask
자 하였다 를 평행이송하여 동서방향의 균일성을 확보하고 이때 등두께를 기준 Jig
으로 동서방향을 등분하여 평면으로 이상화 해 구간내에서의 선의 형상을 두께13
기울기에 비례한 형상을 구현한 고정 를 제작하여 남북방향의 균일성을 확보하mask
고자 하였다 평행이송은 로 회전수를 inverter motor(LG -KMI400K1) 0~160rpm社
으로 조절하면서 이송하였으며 고정 는 기판이송방향의 직각방향에 대한 균일 mask
성만을 고려하여 설계제작하였다 그러나 에 의한 가림과 이송시 증착영역을 mask
벗어남으로 인해서 생기는 증착물 가 크다는 단점이 있었으며 고정 의 형loss mask
상은 증착물 증착율에 따라 다소 차이가 있어 여러 세트를 구비해야만 했다 수차
례 실험을 통해 증착물별 를 제작할 수 있었으며 평행이송속도를 증가시키고mask
왕복이송 횟수를 증가시킴으로써 이내의 균일성을 확보할 수 있었다10
시스템의 특성2 IBAD
가 증착시 온도의 변화
플라스틱 기판은 내열성이 낮아 열원에 장시간 노출되면 열변형과 함께 탄화되고
이 발생하여 박막물성에 악영향을 미칠 수 있으며 증착막과 비교하여out gassing
평균 수 십배 이상 선팽창계수가 높아 선팽창 차에 의한 박막의 과 박리를 일crack
으킬 수 있다 본 연구에서는 증착시 플라스틱에 미치는 분위기 온도의 영향을 파
악하고 적정 증착조건을 파악하기 위하여 금속 및 세라믹으로 나누어 증착시 분위
기온도 변화를 측정하였다
금속물의 시간에 따른 온도 변화(1)
은 분후 약 도정도 상승하여 시간에 따른 온도 변화가 거의 없었지만 은AI 10 3 Cr
약 도가 상승하여 급격한 상승을 보이고 있어 증착시 온도변화를 주목할 필요가12
있었다 더욱이 은 증착율이 높을수록 박막이 형태로 증착되어 반사율을 Cr granule
저하시키는 원인이 되었으며 막 자체에 도 많이 발생되었다 반투과반사 윈도crack
우 제작을 위한 금속박막 물질로는 보다는 이 온도측면에서 유리하다고 판단Cr AI
되었으며 아래의 그림 에 금속박막의 시간에 따른 온도의 변화를 비교하였다[ 24]
- 39 -
주) 증착률Al -10 sec EC-260~280Å
증착률Cr -10 sec EC-65 ~ 95Å
그림 금속박막의 시간에 따른 온도변화 비교[ 24]
세라믹의 시간에 따른 온도 변화(2)
세라믹은 금속과 달리 일반적으로 가 매우 높아 증착시 분위기온도melting point
상승이 매우 컸다 측정된 세라믹의 시간에 따른 온도의 변화는 그림 에 나타 [ 25]
내었다
주) SiO2 증착률 -10 sec EC-45 ~ 60Å
TiO2 증착률 -10 sec EC- 175Å
AI2O3 증착률 -10 sec EC-180~260Å
그림 세라믹박막의 시간에 따른 온도변화 비교[ 25]
- 40 -
그 중 SiO2 TiO2는 분 경과후 가량의 비교적 완만한 온도변화를 보이고 있10 10
으나 AI2O3는 가량의 급격한 온도상승을 보여 고증착율에서의 사용에는 한계30
가 있었다 실증착시에는 의 를 낮춤으로써 증착율 E-gun emission current 3~5 Å
내에서 증착하여 급격한 온도상승을 막을 수 있었다 AI2O3은 경도가 매우 높고 증
착시 조밀도가 높아 보호막으로 많이 사용되는 증착물이다 그러나 본 실험에서는
증착시 열발산이 특히 심하고 증착율을 낮추어도 온도가 급상승하여 증착시 crack
이 쉽게 발생하여 플라스틱 기판에는 부적합하다고 판단되었다
나 플라스틱의 Out gassing
기체방출 은 진공용기 속에서 사용하는 물질의 표면이나 내부에 흡착(out gassing)
되어 있던 분자들이 방출되는 현상을 의미하며 진공조의 압력상승 및 박막의 물성
에 큰 영향을 미치게 된다 또한 고진공 에서 배기시간을 증가시키고 최저 system
도달 압력을 결정짓는 직접적인 요인이 된다 표 는 주요 물질의 기체방출율을 [ 6]
나타낸 것이다
표 주요 물질의 기체방출율[ 6] (Pa m3sm2)
본 연구에서는 플라스틱 기판 장입 유무에 따라 의 영항에 의한 진공도out gassing
의 변화를 알아보기 위하여 진공조 내부에 기판 를 장입한PC (250times65times3 ) 10ea
후 진공도를 측정함으로써 장입전과 비교하여 변화가 있음을 알 수 있었으며 측정
된 값은 그림 에 나타내었다[ 26]
- 41 -
그림 플라스틱 기판 유 무에 따른 진공도 변화[ 26]
그림 의 결과에서 나타나듯이 플라스틱 기판의 장입시 배기속도가 다소 늦[ 26] (PC)
어짐을 알 수 있었으며 이는 플라스틱 모재가 함유한 수분 등의 에 의out gassing
한 차이로 보여진다 기체 방출률은 표면상태나 세척정도 등에 의해 크게 baking
좌우된다고 알려져있어 본 연구에서는 진공조 내부의 에 세심한 주의를 cleaning
기울였으며 함수율이 높은 플라스틱 기판의 세척공정과 함께 건조공정을 확립하고
을 설치하여 플라스틱 기판이 진공조에 머무는 시간을 최소화함load lock system
으로써 플라스틱 모재로 인한 을 최소화할 수 있었다 out gassing
- 42 -
제 장 시제품제작 및 특성분석4
제 절 상용제품의 특성분석1
본 과제의 반투과반사윈도우 개발을 위해서 일본 상용제품의 특성을 분석하였다
일본제품의 측정결과 상하부는 이며 층의 두게는SEM 147 121 m Top coatingμ
로 층보다는 다소 얇은 코팅층이였다 또한 금속박막층은106 m Base coating μ
으로 관찰이 용이하지 않으나 및 에 근거한 추정결과 내SEM RBS SEM data 20nm
외로 판단되었다 아래 그림 은 상용제품의 모재 상하면의 단면 사진이다 [ 27] SEM
그림 반투과반사 윈도우 상용제품의 사진 상 하단면[ 27] SEM ( )
그림 은 일본제품의 분석 결과이다 이온을 조사하였고 이 때[ 28] RBS He2+
는 였으며 고에너지에의한 플라스틱 표면의 손상을 줄이기beam energy 224MeV
위해 이온 량을 으로 낮게 설정하였다dose 80 C μ
그림 반투과반사 윈도우 상용제품의[ 28] RBS Spectrum
- 43 -
분석결과 표층에는 내외의 이 관찰되었으며 내부로 됨에 따라 유20nm AI etching
기물이 지속적으로 관찰되고 있음을 알 수 있다 그림 과는 달리 표면에 [ 27] top
층이 존재하지 않으며 표면에서는 층만이 존재함을 알 수 있다coating AI
제 절 플라즈마 표면처리2
플라스틱 반투과반사 윈도우 시제품제작을 위해 플라즈마 이온빔을 조사하여 플라
스틱 모재의 표면처리를 수행하였다 플라즈마는 의 고순도 의 999999 20 sccm
를 공급하면서 를 사용하여 발생시켰다 이 때 는Ar gas RF power RF Power 80W
였으며 는 로 설정하여 모재가 장착된 지그를 좌우 이송하 Ion Beam energy 1KeV
면서 표면처리공정을 수행하였다 는 Base Pressure 12times10-6 였으며torr Working
는Pressure 5x10-4 였다 조사시간은 로torr Ion Beam 120sec 5times1017 Ar+ ions
의 였다 그림 는 에의한 표면처리 후 표면의 상태를 보기위한dose [ 29] ion beam
사진이다 의 면적을 하였으며 곳을 측정하여 평균값을 취AFM 1 x 1 scanning 5
하였다 조사 전후 표면의 거칠기 는 에서 로 다소 증가하였으 Ion (Ra) 55 589Å Å
나 플라스틱의 표면에는 큰 손상을 주지는 않는 것으로 파악되었다
그림 표면개질전후의 사진[ 29] AFM
그림 은 표면처리후 플라스틱 모재 상에 증류수를 떨어트려 을[ 30] Wetting angle
측정한 결과이다 표면처리 전 의 이 로 크게 줄여 들어 722 deg Wetting angle 171 deg
표면친수성이 크게 향상되었음을 알 수 있다
- 44 -
그림[ 30] Wetting Angle Test
제 절 광경화에의한 하드코팅3
광경화 하드코팅공정1
반투과반사 윈도우로 사용되는 플라스틱 소재는 낮은 내열성과 표면경도로 인해 코
팅층의 내구성 높이는데 한계가 있어 유무기계 막을 형성시킴으로써 표hard coating
면경도나 내마모성 등의 기계적 특성을 크게 향상시켰으며 코팅후 소재의 내마모
성 표면경도에 대한 평가를 수행하였다 하드코팅 공정에 있어서 가장 유의해야할
사항 중 하나는 공기 중 무수히 존재하는 미세먼지 및 파티클에의한 코팅층의 오염
이라고 할 수 있다 코팅층에 포함된 파티클은 코팅액의 흐름과 두께불균일성을 발
생할 수 있으며 더욱이 투명제품의 파티클은 제품불량에 있어서 주요요인이라고
할 수 있다 미세 파티클은 세척공정에서부터 경화 후 포장공정에 까지 일관되게
제어되어야 하며 양압에의한 클린룸을 필요로 하고 있다 더욱이 도포 및 경화조건
은 온습도 매우 민감하여 클린룸에 의한 항온항습이 필수적이라고 할 수 있다 본
과제에서는 헤파필터에 의한 의 항온항습 클린룸에서 하드코팅공정을Class 1000
수행하였다
막의 두께 균일성을 파악하기 위하여 측정위치를 변화시키면서Hard coating SEM
에의한 두께를 측정하였다
가 측정 방법 인 플라스틱기판을 대략 정도 250 X65 X3(t) 150 dip-coating
하여 기판을 아래 그림 과 같이 크기로 등분 한 후[ 31] 65cmX25cm 5 (1) (2)
샘플을 로 절단하여 단면가공 후 으로 관찰하였다(3) 10 X 4 SEM
- 45 -
그림 시료의 크기 및 측정점[ 31]
나 측정 결과 시료의 각 위치에서의 코팅층 측정두께를 표 에 나타내었다 아 [ 7]
울러 단면 사진을 그림 에 나타내었다SEM [ 32]
표 막의 두께 측정 결과 사용[ 7] hard coating (SEM )
그림 층의 단면 사진[ 32] Hard coating SEM
시제품의 하드코팅층 물성평가2
플라스틱 반투과반사 윈도우용 소재는 표면경도 접착력 내마모성 등 waveness
다양한 물성들을 만족시켜야 한다 물성시험을 위한 시료는 상에 코 PMMA A-104
팅액을 속도로 인상하여 광경화공정을 통해 제작되었다2 s
- 46 -
가 내마모성
하드코팅된 소재의 내마모성은 를 사용하여 물성평가를 실시하였steel wool tester
다 은 를 사용하였으며 하중은 을 유지하였고 왕복회수는 Steel wool 0000 1kg 50
회로 설정하여 시험 후 각 시편의 스크레치 발생 정도를 비교분석함으로써 코팅층
을 평가할 수 있었다 그림 은 자체에서 설계 제작한 [ 33] steel wool scratch
의 사진이며 사양은 다음과 같다tester
기계규격 670 times 265 times 370①
로울러 지지축 운동규격 20 times 158 times 304 ( 120 )②
로울러 12 times 50③ empty회전축 모터와 연결축 11 ( )④ empty무게추 고정봉 5 times 80⑤ empty무게추 500g 2 ea 200g 4 ea 100g 4 ea⑥
밸런스 추 295g⑦
로울러축 지지대 20 times 24 times 62⑧
이동 정반 8 times 168 times 372⑨
시험품 고정판 40 84 times 150 ( 2 ea )⑩
가압 핸들 5 times40⑪
그림[ 33] Steel Wool Scratch Tester
나 표면경도
막은 내마모성과 표면경도에서 한계가 있는 플라스틱 표면특성을 향Hard coating
상시키기 위해 수행되었으며 딥방식에의한 도포와 에의한 광경화공정을 적용하 UV
였다
- 47 -
그림[ 34] Pencil Hardness Tester
딥 도포공정에서 인상속도를 로 유지하였다 표 는 플라스틱 모재 위에4 sec [ 8]
다양한 의 제를 사용하여 코팅한 실험 결과이며 표면연필경도는grade hard coating
로써 모재의 경도보다 단계 상승하였으며 코팅제로 막을4~5H 3~4 A-104 coating
형성시킨 경우 내스크레치성에서도 하중 하에서 으로 1kg steel wool 0000
막 위를 회 왕복하였을 때 막에 스크레치가 거의 발생하지 않았coating 50 coating
다
표 막에 대한 시험 결과[ 8] Hard coating (4 s)
- 48 -
제 절 고진공금속박막증착4
하드코팅막의 표면처리1
그림 플라즈마 표면처리된 하드코팅막의 사진[ 35] AFM
하드코팅막은 등 무기물을 다량 함유하고 있는 유무기의 혼합물질이다 고분silicon
자와는 달리 하드코팅막은 이온선량의 넓은 범위에 걸쳐서 증류수와의 접촉각이 매
우 낮았다
결과 막에 있어서는Water drop test hard coating 3times1015 ~ 4times1017 Ar+ ions
의 범위내의 량으로 증류수의 접촉각이 낮음을 알 수 있었다 증착막의 접ion dose
착력 향상정도를 확인하기 위하여 이온선량을 변화시키며 하드코팅층 표면에 dose
량에 따라 Ar+ 을 조사한 후 의 박막을 증착하여ion beam 100nm AI cross-cut
를 수행하였다 표tape test [ 9]
표 플라스틱 박막의 결과[ 9] HCAI Cross-cut tape test
하드코팅층의 에 의한 표면처리전 결과는 플라스틱에서처럼 모두 박리 되ion beam
었으나 의 량ion beam dose 5x1015 ~ 1x1017의 범위에서는 모두 접착력이 우수함
을 알 수 있었다 이는 하드코팅층위에 일부 무기질 재료가 포함되어 금속 박막과
의 친화성이 강하기 때문으로 판단되며 일반 고분자와는 달리 내열성이 매우 우수
하여 의 고에너지에서 수십분간의 조사에서도 표면에 탄화되는 경향이 없15 KeV
었다
- 49 -
미세금속박막증착2
플라스틱 반투과반사윈도우의 미세금속박막은 당사에서 보유하고 있는 고진공
시스템을 사용하여 증착하였다 그림 시스템을 구비하고 있IBAD [ 36] LoadLock
는 본 장비는 가 장착되어 있으며 모재의 평행이송과 를RF Plasma source Mask
사용하여 두께 균일성을 확보하였다
그림 증착 시스템[ 36] IBAD
반투과반사미러에 사용된 금속은 의 사의 을 사용하였다 당사에서9999 Cerac AI
보유하고 있는 4x10-6 진공도에서 을 사용하였다 증착시torr e-beam gun
는 증착율은 였으며 상하 좌우의 을 통Emission Current 280 5 sec Sweeping Å
해 균일한 증착율 유도하였다
그림 금속박막의 투과율[ 37] Spectrum
- 50 -
그림 금속박막의 전후면 반사[ 38] spectrum
사의 로 측정된 가시영역에서의 투과 반Hitachi U-2000 UV-Vis Spectrophotometer
사 을 그림 그림 에 나타내었다 각각의 투과반사율을 가시영spectrum [ 37] [ 38]
역에서의 평균값을 구한뒤 아래 표와 같이 흡수율을 구하였다 제작된 시제품의 흡[
수율은 였다248
표 금속증착막의 특성분석결과[ 10]
No 항 목 평 가 방 법 시 험 결 과
1 접 착 력 Cross-Cut 100100
2 투 과 율 Spectrophotometer 445
3 반사율 전면( ) Visual Range 307
4 반사율 후면( ) Visual Range 171
5 흡 수 율 Visual Range 248
- 51 -
제 장 결론5
제 절 연구결과1
플라즈마 표면처리공정연구 광경화에의한 하드코팅공정연구 고진공증착에의한 미
세 금속박막 증착연구개발을 통하여 수입되고 있는 플라스틱 반투과반사윈도우 소
재를 개발하였다 현재 상용되고 있는 수입소재의 기계적 광학적 특성을 분석을 통
하여 개발 목표치를 설정하였으며 최적 공정개발에의한 시제품제작을 완료하였다
시제품의 평가항목 및 특성치를 아래 표 에 나타내었다[ 12]
표 반투과반사윈도우 시제품의 특성표[ 12]
평 가 항 목 특성치 비 고
광흡수율1 () 248 분광기 기준30T
내마모성2 () 28 자체기준( haze)
접착력3 (x100) 100 회ASTMD3359 10
표면경도4 (H) 5 ASTMD3363 Mitsu-B
표면친수성5 (deg ) 171 Anglometer
미세파티클6 (1um) 01 Clean Room
본 과제 수행에의한 개발목표를 달성할 수 있었으며 주요기술개발내용은 다음과
같다 플라즈마를 이용하여 고분자 표면의 친수성 를 크게 높였으며 1) RF (171deg )
금속박막과의 접착력 을 크게 향상시켰다 광경화에의한 하드코팅공정(100100) 2)
개발에의해 플라스틱 표면경도 및 내마모성 을 크게 향상시켰다 고진(5H) (28) 3)
공 증착공정개발에의해 금속박막의 흡수율 을 크게 낮추어 광효율이 높은(248)
플라스틱 반투과반사 윈도우 시제품을 개발하였다 플라스틱 반투과반사윈도우 4)
소재를 평가하기 위한 광학적 기계적특성 평가기법을 확립하였다
- 52 -
제 절 향후전망2
개발된 플라스틱 반투과반사 윈도우는 플라스틱의 낮은 내열성과 표면경도 흡수율
을 개선하기 위한 것으로 최근 전자제품 정보통신부품 등 첨단전자제품에 적극 채
택되고 있다 특히 휴대폰 및 디스플레이의 투과창 소재가 기존 에서 투명플 glass
라스틱으로 적극 채택되면서 관련 공정기술개발과 함께 소재특성을 위한 다양한 연
구가 활발히 추진되고 있으며 선진국에서는 개발완료에 따른 양산체제 구축으로
전세계 시장을 석권하고 있는 상황이다
본 과제에의한 플라스틱 반투과반사 윈도우의 시제품은 수입시판되고 있는 상용소
재와 동등이상의 특성을 나타내고 있어 향후 양산설비 및 양산공정연구에의한 소
재의 국산화가 가능하다고 할 수있다 또한 본 과제의 플라즈마 표면처리는 저온
표면처리를 요하는 광학용 플라스틱 소재의 표면처리에 활용될 수 있으며 광경화에
의한 하드코팅공정은 기존 열경화방식과는 달리 화가 가능하며 대량 양산in-line
체제를 갖출 수 있어 향후 큰 폭의 성장이 기대된다
- 53 -
참 고 문 헌
1 Oleg A Popov ldquoHigh Density Plasma Sourcesrdquo NOYES Publications(1995)
전자기술연구회 초음파 응용 기문사2 ldquo ( 1997)
임준섭외 명3 4 ldquoImprovement in Surface Hardness of Plastic Surface Mirrorrdquo
Korea-Russia Symposium(1998)
4 Lan G Brown ldquoThe Physics and Technology of Ion Sourcerdquo John Wiley amp
Sons(1989)
이규환 외 명 진공증착법으로 제조된 박막의 밀착성에 관한연구 한국5 4 ldquo AI-Cr rdquo
표면공학회지 VoI27No1Feb(1994)
한성남 외 명6 4 ldquoImproving Wettability of Polycarbonate and adhesion with
aluminum by Ar+ ion irradiationrdquo JMaterial Res Vol9 Sep(1995)
한성남외 명 표면에 아르곤 조사와 친수성증대7 4 ldquoPolymethylmethacrylate rdquo The
Korean Physical Society Vol8No2 Mar pp193~198(1995)
인하대 광기술교육센터 광학시스템의 설계 및 평가 인하대 광기술교육센터8 ldquo rdquo
(1999)
임준섭외 명9 5 ldquoEffect of Ion Beam Assisted Cleaning on Adhesion of AI to
Polymer Substrate of PC and PMMArdquo Asian Finish lsquo98(1998)
10 CJ Brinker and GW Scherrer ldquoSol-Gel Science The Physics and
Chemistry of Sol-Gel ProcessingrdquoAcademic Press NY(1990)
아주공업 주 표면처리 기술을 이용한 자동차용 후사경 개발 산업자11 ( )rdquoPlasma rdquo
원부 최종보고서(2000)
고성진외 명 자동차용 플라스틱 미러와 그 제조방법 아주공업 주12 2 rdquo rdquo ( )(2002)
아주공업 주 플라즈마 기술을 이용한 오토바이 헬멧용 무적쉴드개발 중소기13 ( ) ldquo rdquo
업청 최종보고서(2002)
박원규 졸겔법의 응용과 제품 명현문화사14 rdquo rdquo (1999)
홍진후 경화코팅 조선대학교 출판부15 rdquoUV rdquo (2002)
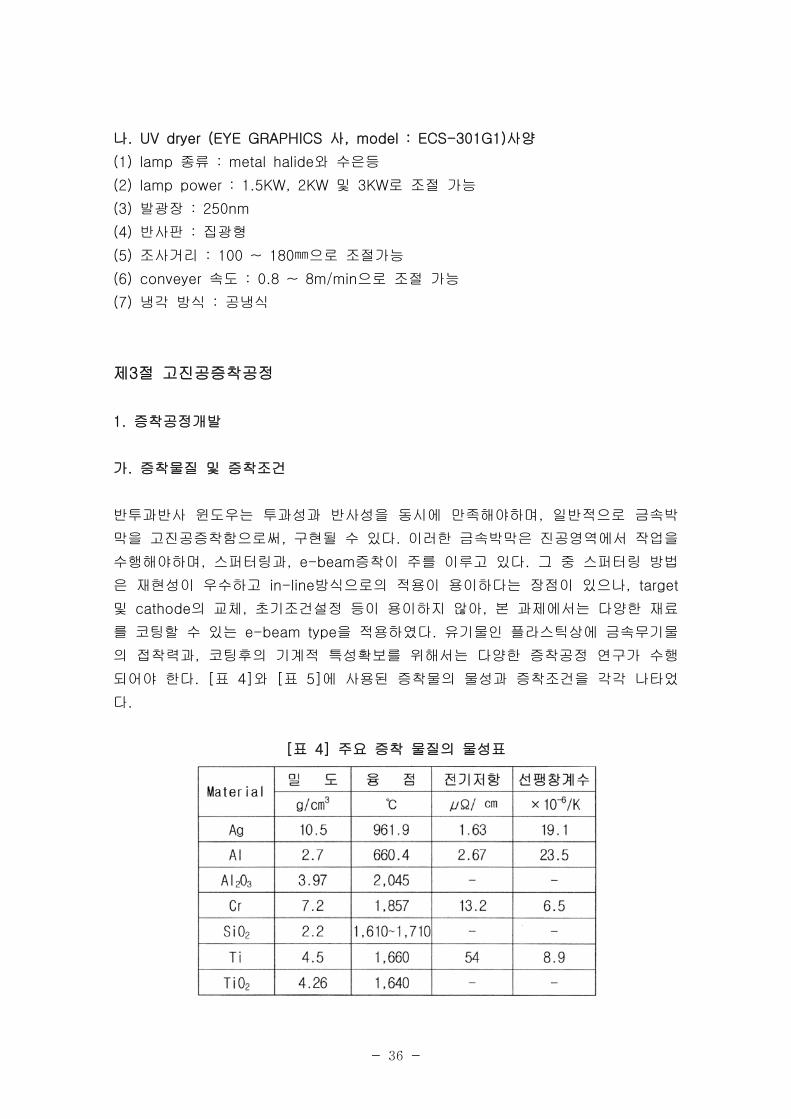
- 36 -
나 사 사양 UV dryer (EYE GRAPHICS model ECS-301G1)
종류 와 수은등(1) lamp metal halide
(2) lamp power 및 로 조절 가능 15KW 2KW 3KW
발광장(3) 250nm
반사판 집광형(4)
조사거리 으로 조절가능(5) 100 ~ 180
속도 으로 조절 가능(6) conveyer 08 ~ 8mmin
냉각 방식 공냉식(7)
제 절 고진공증착공정3
증착공정개발1
가 증착물질 및 증착조건
반투과반사 윈도우는 투과성과 반사성을 동시에 만족해야하며 일반적으로 금속박
막을 고진공증착함으로써 구현될 수 있다 이러한 금속박막은 진공영역에서 작업을
수행해야하며 스퍼터링과 증착이 주를 이루고 있다 그 중 스퍼터링 방법 e-beam
은 재현성이 우수하고 방식으로의 적용이 용이하다는 장점이 있으나in-line target
및 의 교체 초기조건설정 등이 용이하지 않아 본 과제에서는 다양한 재료cathode
를 코팅할 수 있는 을 적용하였다 유기물인 플라스틱상에 금속무기물e-beam type
의 접착력과 코팅후의 기계적 특성확보를 위해서는 다양한 증착공정 연구가 수행
되어야 한다 표 와 표 에 사용된 증착물의 물성과 증착조건을 각각 나타었 [ 4] [ 5]
다
표 주요 증착 물질의 물성표[ 4]
- 37 -
표 주요 증착물질의 증착조건[ 5]
나 측정값에 의한 증착막의 두께 분포
증착에 의한 증착막의 두께분포를 파악하기 위하여 크기의E-Beam 600 x500
위에 두께 의 증착속도 을 증착하였다 위치에 따른 증착glass 2500 AI ( 5 sec) Å Å
막의 두께를 측정하기 위하여 유리판 중앙부에서 바깥쪽으로 폭 간격 길이10 (
으로 등분하여 시편의 증착막두께를 으로 측정하였다 그림 계산30mm) 25 SEM [ 23]
에 의한 두께분포와 비교하였을 때 대체적인 경향은 비슷하지만 상대적으로 기울기
가 급함을 알 수 있다
그림 측정값에 의한 증착막의 두께분포[ 23]
두께측정시 사진에 의존한 측정이고 사용된 진공시스템은 이상화와는 거리가SEM
있어 약간의 차이가 발생되었다고 판단된다 측정된 값의 추세선을 구함으로써 고
정 의 제작시 로 활용할 수 있었으며 평행이송에 의한 균일성확보mask reference
연구에 참고데이터로 활용할 수 있었다
- 38 -
다 평행이송에 의한 균일성확보
기판의 평행이송과 고정 를 동시에 사용하여 두께가 균일한 박막을 제작하고mask
자 하였다 를 평행이송하여 동서방향의 균일성을 확보하고 이때 등두께를 기준 Jig
으로 동서방향을 등분하여 평면으로 이상화 해 구간내에서의 선의 형상을 두께13
기울기에 비례한 형상을 구현한 고정 를 제작하여 남북방향의 균일성을 확보하mask
고자 하였다 평행이송은 로 회전수를 inverter motor(LG -KMI400K1) 0~160rpm社
으로 조절하면서 이송하였으며 고정 는 기판이송방향의 직각방향에 대한 균일 mask
성만을 고려하여 설계제작하였다 그러나 에 의한 가림과 이송시 증착영역을 mask
벗어남으로 인해서 생기는 증착물 가 크다는 단점이 있었으며 고정 의 형loss mask
상은 증착물 증착율에 따라 다소 차이가 있어 여러 세트를 구비해야만 했다 수차
례 실험을 통해 증착물별 를 제작할 수 있었으며 평행이송속도를 증가시키고mask
왕복이송 횟수를 증가시킴으로써 이내의 균일성을 확보할 수 있었다10
시스템의 특성2 IBAD
가 증착시 온도의 변화
플라스틱 기판은 내열성이 낮아 열원에 장시간 노출되면 열변형과 함께 탄화되고
이 발생하여 박막물성에 악영향을 미칠 수 있으며 증착막과 비교하여out gassing
평균 수 십배 이상 선팽창계수가 높아 선팽창 차에 의한 박막의 과 박리를 일crack
으킬 수 있다 본 연구에서는 증착시 플라스틱에 미치는 분위기 온도의 영향을 파
악하고 적정 증착조건을 파악하기 위하여 금속 및 세라믹으로 나누어 증착시 분위
기온도 변화를 측정하였다
금속물의 시간에 따른 온도 변화(1)
은 분후 약 도정도 상승하여 시간에 따른 온도 변화가 거의 없었지만 은AI 10 3 Cr
약 도가 상승하여 급격한 상승을 보이고 있어 증착시 온도변화를 주목할 필요가12
있었다 더욱이 은 증착율이 높을수록 박막이 형태로 증착되어 반사율을 Cr granule
저하시키는 원인이 되었으며 막 자체에 도 많이 발생되었다 반투과반사 윈도crack
우 제작을 위한 금속박막 물질로는 보다는 이 온도측면에서 유리하다고 판단Cr AI
되었으며 아래의 그림 에 금속박막의 시간에 따른 온도의 변화를 비교하였다[ 24]
- 39 -
주) 증착률Al -10 sec EC-260~280Å
증착률Cr -10 sec EC-65 ~ 95Å
그림 금속박막의 시간에 따른 온도변화 비교[ 24]
세라믹의 시간에 따른 온도 변화(2)
세라믹은 금속과 달리 일반적으로 가 매우 높아 증착시 분위기온도melting point
상승이 매우 컸다 측정된 세라믹의 시간에 따른 온도의 변화는 그림 에 나타 [ 25]
내었다
주) SiO2 증착률 -10 sec EC-45 ~ 60Å
TiO2 증착률 -10 sec EC- 175Å
AI2O3 증착률 -10 sec EC-180~260Å
그림 세라믹박막의 시간에 따른 온도변화 비교[ 25]
- 40 -
그 중 SiO2 TiO2는 분 경과후 가량의 비교적 완만한 온도변화를 보이고 있10 10
으나 AI2O3는 가량의 급격한 온도상승을 보여 고증착율에서의 사용에는 한계30
가 있었다 실증착시에는 의 를 낮춤으로써 증착율 E-gun emission current 3~5 Å
내에서 증착하여 급격한 온도상승을 막을 수 있었다 AI2O3은 경도가 매우 높고 증
착시 조밀도가 높아 보호막으로 많이 사용되는 증착물이다 그러나 본 실험에서는
증착시 열발산이 특히 심하고 증착율을 낮추어도 온도가 급상승하여 증착시 crack
이 쉽게 발생하여 플라스틱 기판에는 부적합하다고 판단되었다
나 플라스틱의 Out gassing
기체방출 은 진공용기 속에서 사용하는 물질의 표면이나 내부에 흡착(out gassing)
되어 있던 분자들이 방출되는 현상을 의미하며 진공조의 압력상승 및 박막의 물성
에 큰 영향을 미치게 된다 또한 고진공 에서 배기시간을 증가시키고 최저 system
도달 압력을 결정짓는 직접적인 요인이 된다 표 는 주요 물질의 기체방출율을 [ 6]
나타낸 것이다
표 주요 물질의 기체방출율[ 6] (Pa m3sm2)
본 연구에서는 플라스틱 기판 장입 유무에 따라 의 영항에 의한 진공도out gassing
의 변화를 알아보기 위하여 진공조 내부에 기판 를 장입한PC (250times65times3 ) 10ea
후 진공도를 측정함으로써 장입전과 비교하여 변화가 있음을 알 수 있었으며 측정
된 값은 그림 에 나타내었다[ 26]
- 41 -
그림 플라스틱 기판 유 무에 따른 진공도 변화[ 26]
그림 의 결과에서 나타나듯이 플라스틱 기판의 장입시 배기속도가 다소 늦[ 26] (PC)
어짐을 알 수 있었으며 이는 플라스틱 모재가 함유한 수분 등의 에 의out gassing
한 차이로 보여진다 기체 방출률은 표면상태나 세척정도 등에 의해 크게 baking
좌우된다고 알려져있어 본 연구에서는 진공조 내부의 에 세심한 주의를 cleaning
기울였으며 함수율이 높은 플라스틱 기판의 세척공정과 함께 건조공정을 확립하고
을 설치하여 플라스틱 기판이 진공조에 머무는 시간을 최소화함load lock system
으로써 플라스틱 모재로 인한 을 최소화할 수 있었다 out gassing
- 42 -
제 장 시제품제작 및 특성분석4
제 절 상용제품의 특성분석1
본 과제의 반투과반사윈도우 개발을 위해서 일본 상용제품의 특성을 분석하였다
일본제품의 측정결과 상하부는 이며 층의 두게는SEM 147 121 m Top coatingμ
로 층보다는 다소 얇은 코팅층이였다 또한 금속박막층은106 m Base coating μ
으로 관찰이 용이하지 않으나 및 에 근거한 추정결과 내SEM RBS SEM data 20nm
외로 판단되었다 아래 그림 은 상용제품의 모재 상하면의 단면 사진이다 [ 27] SEM
그림 반투과반사 윈도우 상용제품의 사진 상 하단면[ 27] SEM ( )
그림 은 일본제품의 분석 결과이다 이온을 조사하였고 이 때[ 28] RBS He2+
는 였으며 고에너지에의한 플라스틱 표면의 손상을 줄이기beam energy 224MeV
위해 이온 량을 으로 낮게 설정하였다dose 80 C μ
그림 반투과반사 윈도우 상용제품의[ 28] RBS Spectrum
- 43 -
분석결과 표층에는 내외의 이 관찰되었으며 내부로 됨에 따라 유20nm AI etching
기물이 지속적으로 관찰되고 있음을 알 수 있다 그림 과는 달리 표면에 [ 27] top
층이 존재하지 않으며 표면에서는 층만이 존재함을 알 수 있다coating AI
제 절 플라즈마 표면처리2
플라스틱 반투과반사 윈도우 시제품제작을 위해 플라즈마 이온빔을 조사하여 플라
스틱 모재의 표면처리를 수행하였다 플라즈마는 의 고순도 의 999999 20 sccm
를 공급하면서 를 사용하여 발생시켰다 이 때 는Ar gas RF power RF Power 80W
였으며 는 로 설정하여 모재가 장착된 지그를 좌우 이송하 Ion Beam energy 1KeV
면서 표면처리공정을 수행하였다 는 Base Pressure 12times10-6 였으며torr Working
는Pressure 5x10-4 였다 조사시간은 로torr Ion Beam 120sec 5times1017 Ar+ ions
의 였다 그림 는 에의한 표면처리 후 표면의 상태를 보기위한dose [ 29] ion beam
사진이다 의 면적을 하였으며 곳을 측정하여 평균값을 취AFM 1 x 1 scanning 5
하였다 조사 전후 표면의 거칠기 는 에서 로 다소 증가하였으 Ion (Ra) 55 589Å Å
나 플라스틱의 표면에는 큰 손상을 주지는 않는 것으로 파악되었다
그림 표면개질전후의 사진[ 29] AFM
그림 은 표면처리후 플라스틱 모재 상에 증류수를 떨어트려 을[ 30] Wetting angle
측정한 결과이다 표면처리 전 의 이 로 크게 줄여 들어 722 deg Wetting angle 171 deg
표면친수성이 크게 향상되었음을 알 수 있다
- 44 -
그림[ 30] Wetting Angle Test
제 절 광경화에의한 하드코팅3
광경화 하드코팅공정1
반투과반사 윈도우로 사용되는 플라스틱 소재는 낮은 내열성과 표면경도로 인해 코
팅층의 내구성 높이는데 한계가 있어 유무기계 막을 형성시킴으로써 표hard coating
면경도나 내마모성 등의 기계적 특성을 크게 향상시켰으며 코팅후 소재의 내마모
성 표면경도에 대한 평가를 수행하였다 하드코팅 공정에 있어서 가장 유의해야할
사항 중 하나는 공기 중 무수히 존재하는 미세먼지 및 파티클에의한 코팅층의 오염
이라고 할 수 있다 코팅층에 포함된 파티클은 코팅액의 흐름과 두께불균일성을 발
생할 수 있으며 더욱이 투명제품의 파티클은 제품불량에 있어서 주요요인이라고
할 수 있다 미세 파티클은 세척공정에서부터 경화 후 포장공정에 까지 일관되게
제어되어야 하며 양압에의한 클린룸을 필요로 하고 있다 더욱이 도포 및 경화조건
은 온습도 매우 민감하여 클린룸에 의한 항온항습이 필수적이라고 할 수 있다 본
과제에서는 헤파필터에 의한 의 항온항습 클린룸에서 하드코팅공정을Class 1000
수행하였다
막의 두께 균일성을 파악하기 위하여 측정위치를 변화시키면서Hard coating SEM
에의한 두께를 측정하였다
가 측정 방법 인 플라스틱기판을 대략 정도 250 X65 X3(t) 150 dip-coating
하여 기판을 아래 그림 과 같이 크기로 등분 한 후[ 31] 65cmX25cm 5 (1) (2)
샘플을 로 절단하여 단면가공 후 으로 관찰하였다(3) 10 X 4 SEM
- 45 -
그림 시료의 크기 및 측정점[ 31]
나 측정 결과 시료의 각 위치에서의 코팅층 측정두께를 표 에 나타내었다 아 [ 7]
울러 단면 사진을 그림 에 나타내었다SEM [ 32]
표 막의 두께 측정 결과 사용[ 7] hard coating (SEM )
그림 층의 단면 사진[ 32] Hard coating SEM
시제품의 하드코팅층 물성평가2
플라스틱 반투과반사 윈도우용 소재는 표면경도 접착력 내마모성 등 waveness
다양한 물성들을 만족시켜야 한다 물성시험을 위한 시료는 상에 코 PMMA A-104
팅액을 속도로 인상하여 광경화공정을 통해 제작되었다2 s
- 46 -
가 내마모성
하드코팅된 소재의 내마모성은 를 사용하여 물성평가를 실시하였steel wool tester
다 은 를 사용하였으며 하중은 을 유지하였고 왕복회수는 Steel wool 0000 1kg 50
회로 설정하여 시험 후 각 시편의 스크레치 발생 정도를 비교분석함으로써 코팅층
을 평가할 수 있었다 그림 은 자체에서 설계 제작한 [ 33] steel wool scratch
의 사진이며 사양은 다음과 같다tester
기계규격 670 times 265 times 370①
로울러 지지축 운동규격 20 times 158 times 304 ( 120 )②
로울러 12 times 50③ empty회전축 모터와 연결축 11 ( )④ empty무게추 고정봉 5 times 80⑤ empty무게추 500g 2 ea 200g 4 ea 100g 4 ea⑥
밸런스 추 295g⑦
로울러축 지지대 20 times 24 times 62⑧
이동 정반 8 times 168 times 372⑨
시험품 고정판 40 84 times 150 ( 2 ea )⑩
가압 핸들 5 times40⑪
그림[ 33] Steel Wool Scratch Tester
나 표면경도
막은 내마모성과 표면경도에서 한계가 있는 플라스틱 표면특성을 향Hard coating
상시키기 위해 수행되었으며 딥방식에의한 도포와 에의한 광경화공정을 적용하 UV
였다
- 47 -
그림[ 34] Pencil Hardness Tester
딥 도포공정에서 인상속도를 로 유지하였다 표 는 플라스틱 모재 위에4 sec [ 8]
다양한 의 제를 사용하여 코팅한 실험 결과이며 표면연필경도는grade hard coating
로써 모재의 경도보다 단계 상승하였으며 코팅제로 막을4~5H 3~4 A-104 coating
형성시킨 경우 내스크레치성에서도 하중 하에서 으로 1kg steel wool 0000
막 위를 회 왕복하였을 때 막에 스크레치가 거의 발생하지 않았coating 50 coating
다
표 막에 대한 시험 결과[ 8] Hard coating (4 s)
- 48 -
제 절 고진공금속박막증착4
하드코팅막의 표면처리1
그림 플라즈마 표면처리된 하드코팅막의 사진[ 35] AFM
하드코팅막은 등 무기물을 다량 함유하고 있는 유무기의 혼합물질이다 고분silicon
자와는 달리 하드코팅막은 이온선량의 넓은 범위에 걸쳐서 증류수와의 접촉각이 매
우 낮았다
결과 막에 있어서는Water drop test hard coating 3times1015 ~ 4times1017 Ar+ ions
의 범위내의 량으로 증류수의 접촉각이 낮음을 알 수 있었다 증착막의 접ion dose
착력 향상정도를 확인하기 위하여 이온선량을 변화시키며 하드코팅층 표면에 dose
량에 따라 Ar+ 을 조사한 후 의 박막을 증착하여ion beam 100nm AI cross-cut
를 수행하였다 표tape test [ 9]
표 플라스틱 박막의 결과[ 9] HCAI Cross-cut tape test
하드코팅층의 에 의한 표면처리전 결과는 플라스틱에서처럼 모두 박리 되ion beam
었으나 의 량ion beam dose 5x1015 ~ 1x1017의 범위에서는 모두 접착력이 우수함
을 알 수 있었다 이는 하드코팅층위에 일부 무기질 재료가 포함되어 금속 박막과
의 친화성이 강하기 때문으로 판단되며 일반 고분자와는 달리 내열성이 매우 우수
하여 의 고에너지에서 수십분간의 조사에서도 표면에 탄화되는 경향이 없15 KeV
었다
- 49 -
미세금속박막증착2
플라스틱 반투과반사윈도우의 미세금속박막은 당사에서 보유하고 있는 고진공
시스템을 사용하여 증착하였다 그림 시스템을 구비하고 있IBAD [ 36] LoadLock
는 본 장비는 가 장착되어 있으며 모재의 평행이송과 를RF Plasma source Mask
사용하여 두께 균일성을 확보하였다
그림 증착 시스템[ 36] IBAD
반투과반사미러에 사용된 금속은 의 사의 을 사용하였다 당사에서9999 Cerac AI
보유하고 있는 4x10-6 진공도에서 을 사용하였다 증착시torr e-beam gun
는 증착율은 였으며 상하 좌우의 을 통Emission Current 280 5 sec Sweeping Å
해 균일한 증착율 유도하였다
그림 금속박막의 투과율[ 37] Spectrum
- 50 -
그림 금속박막의 전후면 반사[ 38] spectrum
사의 로 측정된 가시영역에서의 투과 반Hitachi U-2000 UV-Vis Spectrophotometer
사 을 그림 그림 에 나타내었다 각각의 투과반사율을 가시영spectrum [ 37] [ 38]
역에서의 평균값을 구한뒤 아래 표와 같이 흡수율을 구하였다 제작된 시제품의 흡[
수율은 였다248
표 금속증착막의 특성분석결과[ 10]
No 항 목 평 가 방 법 시 험 결 과
1 접 착 력 Cross-Cut 100100
2 투 과 율 Spectrophotometer 445
3 반사율 전면( ) Visual Range 307
4 반사율 후면( ) Visual Range 171
5 흡 수 율 Visual Range 248
- 51 -
제 장 결론5
제 절 연구결과1
플라즈마 표면처리공정연구 광경화에의한 하드코팅공정연구 고진공증착에의한 미
세 금속박막 증착연구개발을 통하여 수입되고 있는 플라스틱 반투과반사윈도우 소
재를 개발하였다 현재 상용되고 있는 수입소재의 기계적 광학적 특성을 분석을 통
하여 개발 목표치를 설정하였으며 최적 공정개발에의한 시제품제작을 완료하였다
시제품의 평가항목 및 특성치를 아래 표 에 나타내었다[ 12]
표 반투과반사윈도우 시제품의 특성표[ 12]
평 가 항 목 특성치 비 고
광흡수율1 () 248 분광기 기준30T
내마모성2 () 28 자체기준( haze)
접착력3 (x100) 100 회ASTMD3359 10
표면경도4 (H) 5 ASTMD3363 Mitsu-B
표면친수성5 (deg ) 171 Anglometer
미세파티클6 (1um) 01 Clean Room
본 과제 수행에의한 개발목표를 달성할 수 있었으며 주요기술개발내용은 다음과
같다 플라즈마를 이용하여 고분자 표면의 친수성 를 크게 높였으며 1) RF (171deg )
금속박막과의 접착력 을 크게 향상시켰다 광경화에의한 하드코팅공정(100100) 2)
개발에의해 플라스틱 표면경도 및 내마모성 을 크게 향상시켰다 고진(5H) (28) 3)
공 증착공정개발에의해 금속박막의 흡수율 을 크게 낮추어 광효율이 높은(248)
플라스틱 반투과반사 윈도우 시제품을 개발하였다 플라스틱 반투과반사윈도우 4)
소재를 평가하기 위한 광학적 기계적특성 평가기법을 확립하였다
- 52 -
제 절 향후전망2
개발된 플라스틱 반투과반사 윈도우는 플라스틱의 낮은 내열성과 표면경도 흡수율
을 개선하기 위한 것으로 최근 전자제품 정보통신부품 등 첨단전자제품에 적극 채
택되고 있다 특히 휴대폰 및 디스플레이의 투과창 소재가 기존 에서 투명플 glass
라스틱으로 적극 채택되면서 관련 공정기술개발과 함께 소재특성을 위한 다양한 연
구가 활발히 추진되고 있으며 선진국에서는 개발완료에 따른 양산체제 구축으로
전세계 시장을 석권하고 있는 상황이다
본 과제에의한 플라스틱 반투과반사 윈도우의 시제품은 수입시판되고 있는 상용소
재와 동등이상의 특성을 나타내고 있어 향후 양산설비 및 양산공정연구에의한 소
재의 국산화가 가능하다고 할 수있다 또한 본 과제의 플라즈마 표면처리는 저온
표면처리를 요하는 광학용 플라스틱 소재의 표면처리에 활용될 수 있으며 광경화에
의한 하드코팅공정은 기존 열경화방식과는 달리 화가 가능하며 대량 양산in-line
체제를 갖출 수 있어 향후 큰 폭의 성장이 기대된다
- 53 -
참 고 문 헌
1 Oleg A Popov ldquoHigh Density Plasma Sourcesrdquo NOYES Publications(1995)
전자기술연구회 초음파 응용 기문사2 ldquo ( 1997)
임준섭외 명3 4 ldquoImprovement in Surface Hardness of Plastic Surface Mirrorrdquo
Korea-Russia Symposium(1998)
4 Lan G Brown ldquoThe Physics and Technology of Ion Sourcerdquo John Wiley amp
Sons(1989)
이규환 외 명 진공증착법으로 제조된 박막의 밀착성에 관한연구 한국5 4 ldquo AI-Cr rdquo
표면공학회지 VoI27No1Feb(1994)
한성남 외 명6 4 ldquoImproving Wettability of Polycarbonate and adhesion with
aluminum by Ar+ ion irradiationrdquo JMaterial Res Vol9 Sep(1995)
한성남외 명 표면에 아르곤 조사와 친수성증대7 4 ldquoPolymethylmethacrylate rdquo The
Korean Physical Society Vol8No2 Mar pp193~198(1995)
인하대 광기술교육센터 광학시스템의 설계 및 평가 인하대 광기술교육센터8 ldquo rdquo
(1999)
임준섭외 명9 5 ldquoEffect of Ion Beam Assisted Cleaning on Adhesion of AI to
Polymer Substrate of PC and PMMArdquo Asian Finish lsquo98(1998)
10 CJ Brinker and GW Scherrer ldquoSol-Gel Science The Physics and
Chemistry of Sol-Gel ProcessingrdquoAcademic Press NY(1990)
아주공업 주 표면처리 기술을 이용한 자동차용 후사경 개발 산업자11 ( )rdquoPlasma rdquo
원부 최종보고서(2000)
고성진외 명 자동차용 플라스틱 미러와 그 제조방법 아주공업 주12 2 rdquo rdquo ( )(2002)
아주공업 주 플라즈마 기술을 이용한 오토바이 헬멧용 무적쉴드개발 중소기13 ( ) ldquo rdquo
업청 최종보고서(2002)
박원규 졸겔법의 응용과 제품 명현문화사14 rdquo rdquo (1999)
홍진후 경화코팅 조선대학교 출판부15 rdquoUV rdquo (2002)
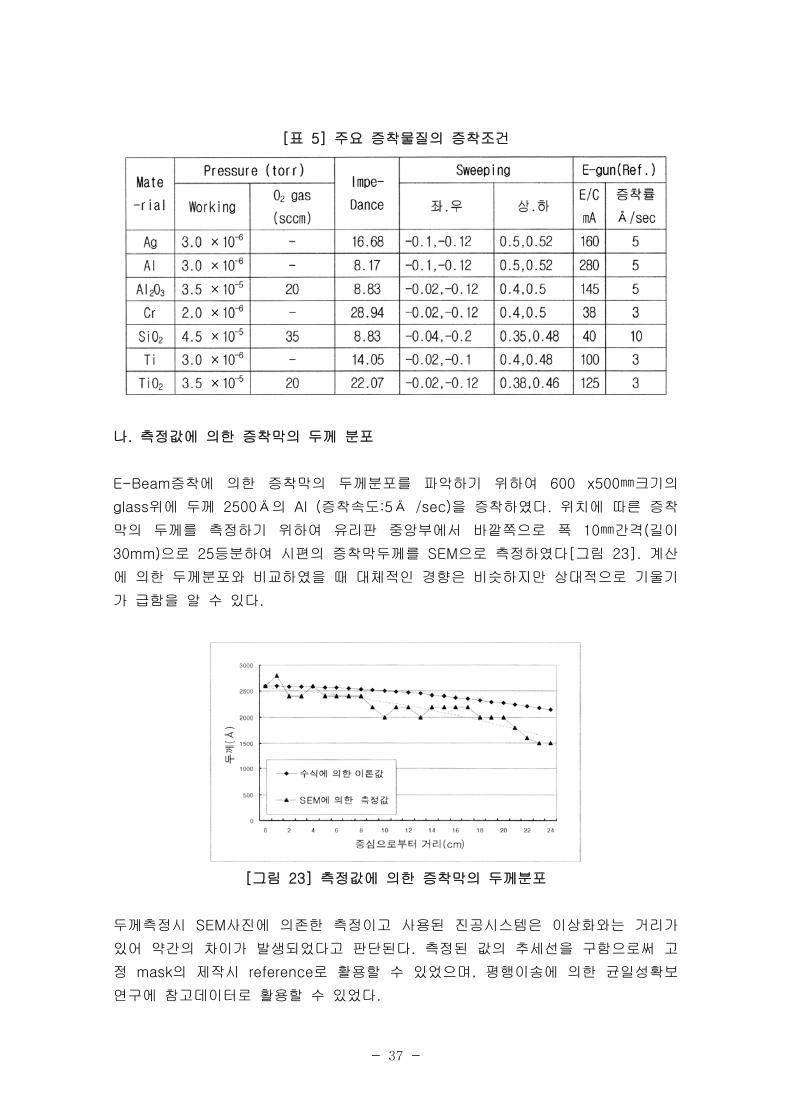
- 37 -
표 주요 증착물질의 증착조건[ 5]
나 측정값에 의한 증착막의 두께 분포
증착에 의한 증착막의 두께분포를 파악하기 위하여 크기의E-Beam 600 x500
위에 두께 의 증착속도 을 증착하였다 위치에 따른 증착glass 2500 AI ( 5 sec) Å Å
막의 두께를 측정하기 위하여 유리판 중앙부에서 바깥쪽으로 폭 간격 길이10 (
으로 등분하여 시편의 증착막두께를 으로 측정하였다 그림 계산30mm) 25 SEM [ 23]
에 의한 두께분포와 비교하였을 때 대체적인 경향은 비슷하지만 상대적으로 기울기
가 급함을 알 수 있다
그림 측정값에 의한 증착막의 두께분포[ 23]
두께측정시 사진에 의존한 측정이고 사용된 진공시스템은 이상화와는 거리가SEM
있어 약간의 차이가 발생되었다고 판단된다 측정된 값의 추세선을 구함으로써 고
정 의 제작시 로 활용할 수 있었으며 평행이송에 의한 균일성확보mask reference
연구에 참고데이터로 활용할 수 있었다
- 38 -
다 평행이송에 의한 균일성확보
기판의 평행이송과 고정 를 동시에 사용하여 두께가 균일한 박막을 제작하고mask
자 하였다 를 평행이송하여 동서방향의 균일성을 확보하고 이때 등두께를 기준 Jig
으로 동서방향을 등분하여 평면으로 이상화 해 구간내에서의 선의 형상을 두께13
기울기에 비례한 형상을 구현한 고정 를 제작하여 남북방향의 균일성을 확보하mask
고자 하였다 평행이송은 로 회전수를 inverter motor(LG -KMI400K1) 0~160rpm社
으로 조절하면서 이송하였으며 고정 는 기판이송방향의 직각방향에 대한 균일 mask
성만을 고려하여 설계제작하였다 그러나 에 의한 가림과 이송시 증착영역을 mask
벗어남으로 인해서 생기는 증착물 가 크다는 단점이 있었으며 고정 의 형loss mask
상은 증착물 증착율에 따라 다소 차이가 있어 여러 세트를 구비해야만 했다 수차
례 실험을 통해 증착물별 를 제작할 수 있었으며 평행이송속도를 증가시키고mask
왕복이송 횟수를 증가시킴으로써 이내의 균일성을 확보할 수 있었다10
시스템의 특성2 IBAD
가 증착시 온도의 변화
플라스틱 기판은 내열성이 낮아 열원에 장시간 노출되면 열변형과 함께 탄화되고
이 발생하여 박막물성에 악영향을 미칠 수 있으며 증착막과 비교하여out gassing
평균 수 십배 이상 선팽창계수가 높아 선팽창 차에 의한 박막의 과 박리를 일crack
으킬 수 있다 본 연구에서는 증착시 플라스틱에 미치는 분위기 온도의 영향을 파
악하고 적정 증착조건을 파악하기 위하여 금속 및 세라믹으로 나누어 증착시 분위
기온도 변화를 측정하였다
금속물의 시간에 따른 온도 변화(1)
은 분후 약 도정도 상승하여 시간에 따른 온도 변화가 거의 없었지만 은AI 10 3 Cr
약 도가 상승하여 급격한 상승을 보이고 있어 증착시 온도변화를 주목할 필요가12
있었다 더욱이 은 증착율이 높을수록 박막이 형태로 증착되어 반사율을 Cr granule
저하시키는 원인이 되었으며 막 자체에 도 많이 발생되었다 반투과반사 윈도crack
우 제작을 위한 금속박막 물질로는 보다는 이 온도측면에서 유리하다고 판단Cr AI
되었으며 아래의 그림 에 금속박막의 시간에 따른 온도의 변화를 비교하였다[ 24]
- 39 -
주) 증착률Al -10 sec EC-260~280Å
증착률Cr -10 sec EC-65 ~ 95Å
그림 금속박막의 시간에 따른 온도변화 비교[ 24]
세라믹의 시간에 따른 온도 변화(2)
세라믹은 금속과 달리 일반적으로 가 매우 높아 증착시 분위기온도melting point
상승이 매우 컸다 측정된 세라믹의 시간에 따른 온도의 변화는 그림 에 나타 [ 25]
내었다
주) SiO2 증착률 -10 sec EC-45 ~ 60Å
TiO2 증착률 -10 sec EC- 175Å
AI2O3 증착률 -10 sec EC-180~260Å
그림 세라믹박막의 시간에 따른 온도변화 비교[ 25]
- 40 -
그 중 SiO2 TiO2는 분 경과후 가량의 비교적 완만한 온도변화를 보이고 있10 10
으나 AI2O3는 가량의 급격한 온도상승을 보여 고증착율에서의 사용에는 한계30
가 있었다 실증착시에는 의 를 낮춤으로써 증착율 E-gun emission current 3~5 Å
내에서 증착하여 급격한 온도상승을 막을 수 있었다 AI2O3은 경도가 매우 높고 증
착시 조밀도가 높아 보호막으로 많이 사용되는 증착물이다 그러나 본 실험에서는
증착시 열발산이 특히 심하고 증착율을 낮추어도 온도가 급상승하여 증착시 crack
이 쉽게 발생하여 플라스틱 기판에는 부적합하다고 판단되었다
나 플라스틱의 Out gassing
기체방출 은 진공용기 속에서 사용하는 물질의 표면이나 내부에 흡착(out gassing)
되어 있던 분자들이 방출되는 현상을 의미하며 진공조의 압력상승 및 박막의 물성
에 큰 영향을 미치게 된다 또한 고진공 에서 배기시간을 증가시키고 최저 system
도달 압력을 결정짓는 직접적인 요인이 된다 표 는 주요 물질의 기체방출율을 [ 6]
나타낸 것이다
표 주요 물질의 기체방출율[ 6] (Pa m3sm2)
본 연구에서는 플라스틱 기판 장입 유무에 따라 의 영항에 의한 진공도out gassing
의 변화를 알아보기 위하여 진공조 내부에 기판 를 장입한PC (250times65times3 ) 10ea
후 진공도를 측정함으로써 장입전과 비교하여 변화가 있음을 알 수 있었으며 측정
된 값은 그림 에 나타내었다[ 26]
- 41 -
그림 플라스틱 기판 유 무에 따른 진공도 변화[ 26]
그림 의 결과에서 나타나듯이 플라스틱 기판의 장입시 배기속도가 다소 늦[ 26] (PC)
어짐을 알 수 있었으며 이는 플라스틱 모재가 함유한 수분 등의 에 의out gassing
한 차이로 보여진다 기체 방출률은 표면상태나 세척정도 등에 의해 크게 baking
좌우된다고 알려져있어 본 연구에서는 진공조 내부의 에 세심한 주의를 cleaning
기울였으며 함수율이 높은 플라스틱 기판의 세척공정과 함께 건조공정을 확립하고
을 설치하여 플라스틱 기판이 진공조에 머무는 시간을 최소화함load lock system
으로써 플라스틱 모재로 인한 을 최소화할 수 있었다 out gassing
- 42 -
제 장 시제품제작 및 특성분석4
제 절 상용제품의 특성분석1
본 과제의 반투과반사윈도우 개발을 위해서 일본 상용제품의 특성을 분석하였다
일본제품의 측정결과 상하부는 이며 층의 두게는SEM 147 121 m Top coatingμ
로 층보다는 다소 얇은 코팅층이였다 또한 금속박막층은106 m Base coating μ
으로 관찰이 용이하지 않으나 및 에 근거한 추정결과 내SEM RBS SEM data 20nm
외로 판단되었다 아래 그림 은 상용제품의 모재 상하면의 단면 사진이다 [ 27] SEM
그림 반투과반사 윈도우 상용제품의 사진 상 하단면[ 27] SEM ( )
그림 은 일본제품의 분석 결과이다 이온을 조사하였고 이 때[ 28] RBS He2+
는 였으며 고에너지에의한 플라스틱 표면의 손상을 줄이기beam energy 224MeV
위해 이온 량을 으로 낮게 설정하였다dose 80 C μ
그림 반투과반사 윈도우 상용제품의[ 28] RBS Spectrum
- 43 -
분석결과 표층에는 내외의 이 관찰되었으며 내부로 됨에 따라 유20nm AI etching
기물이 지속적으로 관찰되고 있음을 알 수 있다 그림 과는 달리 표면에 [ 27] top
층이 존재하지 않으며 표면에서는 층만이 존재함을 알 수 있다coating AI
제 절 플라즈마 표면처리2
플라스틱 반투과반사 윈도우 시제품제작을 위해 플라즈마 이온빔을 조사하여 플라
스틱 모재의 표면처리를 수행하였다 플라즈마는 의 고순도 의 999999 20 sccm
를 공급하면서 를 사용하여 발생시켰다 이 때 는Ar gas RF power RF Power 80W
였으며 는 로 설정하여 모재가 장착된 지그를 좌우 이송하 Ion Beam energy 1KeV
면서 표면처리공정을 수행하였다 는 Base Pressure 12times10-6 였으며torr Working
는Pressure 5x10-4 였다 조사시간은 로torr Ion Beam 120sec 5times1017 Ar+ ions
의 였다 그림 는 에의한 표면처리 후 표면의 상태를 보기위한dose [ 29] ion beam
사진이다 의 면적을 하였으며 곳을 측정하여 평균값을 취AFM 1 x 1 scanning 5
하였다 조사 전후 표면의 거칠기 는 에서 로 다소 증가하였으 Ion (Ra) 55 589Å Å
나 플라스틱의 표면에는 큰 손상을 주지는 않는 것으로 파악되었다
그림 표면개질전후의 사진[ 29] AFM
그림 은 표면처리후 플라스틱 모재 상에 증류수를 떨어트려 을[ 30] Wetting angle
측정한 결과이다 표면처리 전 의 이 로 크게 줄여 들어 722 deg Wetting angle 171 deg
표면친수성이 크게 향상되었음을 알 수 있다
- 44 -
그림[ 30] Wetting Angle Test
제 절 광경화에의한 하드코팅3
광경화 하드코팅공정1
반투과반사 윈도우로 사용되는 플라스틱 소재는 낮은 내열성과 표면경도로 인해 코
팅층의 내구성 높이는데 한계가 있어 유무기계 막을 형성시킴으로써 표hard coating
면경도나 내마모성 등의 기계적 특성을 크게 향상시켰으며 코팅후 소재의 내마모
성 표면경도에 대한 평가를 수행하였다 하드코팅 공정에 있어서 가장 유의해야할
사항 중 하나는 공기 중 무수히 존재하는 미세먼지 및 파티클에의한 코팅층의 오염
이라고 할 수 있다 코팅층에 포함된 파티클은 코팅액의 흐름과 두께불균일성을 발
생할 수 있으며 더욱이 투명제품의 파티클은 제품불량에 있어서 주요요인이라고
할 수 있다 미세 파티클은 세척공정에서부터 경화 후 포장공정에 까지 일관되게
제어되어야 하며 양압에의한 클린룸을 필요로 하고 있다 더욱이 도포 및 경화조건
은 온습도 매우 민감하여 클린룸에 의한 항온항습이 필수적이라고 할 수 있다 본
과제에서는 헤파필터에 의한 의 항온항습 클린룸에서 하드코팅공정을Class 1000
수행하였다
막의 두께 균일성을 파악하기 위하여 측정위치를 변화시키면서Hard coating SEM
에의한 두께를 측정하였다
가 측정 방법 인 플라스틱기판을 대략 정도 250 X65 X3(t) 150 dip-coating
하여 기판을 아래 그림 과 같이 크기로 등분 한 후[ 31] 65cmX25cm 5 (1) (2)
샘플을 로 절단하여 단면가공 후 으로 관찰하였다(3) 10 X 4 SEM
- 45 -
그림 시료의 크기 및 측정점[ 31]
나 측정 결과 시료의 각 위치에서의 코팅층 측정두께를 표 에 나타내었다 아 [ 7]
울러 단면 사진을 그림 에 나타내었다SEM [ 32]
표 막의 두께 측정 결과 사용[ 7] hard coating (SEM )
그림 층의 단면 사진[ 32] Hard coating SEM
시제품의 하드코팅층 물성평가2
플라스틱 반투과반사 윈도우용 소재는 표면경도 접착력 내마모성 등 waveness
다양한 물성들을 만족시켜야 한다 물성시험을 위한 시료는 상에 코 PMMA A-104
팅액을 속도로 인상하여 광경화공정을 통해 제작되었다2 s
- 46 -
가 내마모성
하드코팅된 소재의 내마모성은 를 사용하여 물성평가를 실시하였steel wool tester
다 은 를 사용하였으며 하중은 을 유지하였고 왕복회수는 Steel wool 0000 1kg 50
회로 설정하여 시험 후 각 시편의 스크레치 발생 정도를 비교분석함으로써 코팅층
을 평가할 수 있었다 그림 은 자체에서 설계 제작한 [ 33] steel wool scratch
의 사진이며 사양은 다음과 같다tester
기계규격 670 times 265 times 370①
로울러 지지축 운동규격 20 times 158 times 304 ( 120 )②
로울러 12 times 50③ empty회전축 모터와 연결축 11 ( )④ empty무게추 고정봉 5 times 80⑤ empty무게추 500g 2 ea 200g 4 ea 100g 4 ea⑥
밸런스 추 295g⑦
로울러축 지지대 20 times 24 times 62⑧
이동 정반 8 times 168 times 372⑨
시험품 고정판 40 84 times 150 ( 2 ea )⑩
가압 핸들 5 times40⑪
그림[ 33] Steel Wool Scratch Tester
나 표면경도
막은 내마모성과 표면경도에서 한계가 있는 플라스틱 표면특성을 향Hard coating
상시키기 위해 수행되었으며 딥방식에의한 도포와 에의한 광경화공정을 적용하 UV
였다
- 47 -
그림[ 34] Pencil Hardness Tester
딥 도포공정에서 인상속도를 로 유지하였다 표 는 플라스틱 모재 위에4 sec [ 8]
다양한 의 제를 사용하여 코팅한 실험 결과이며 표면연필경도는grade hard coating
로써 모재의 경도보다 단계 상승하였으며 코팅제로 막을4~5H 3~4 A-104 coating
형성시킨 경우 내스크레치성에서도 하중 하에서 으로 1kg steel wool 0000
막 위를 회 왕복하였을 때 막에 스크레치가 거의 발생하지 않았coating 50 coating
다
표 막에 대한 시험 결과[ 8] Hard coating (4 s)
- 48 -
제 절 고진공금속박막증착4
하드코팅막의 표면처리1
그림 플라즈마 표면처리된 하드코팅막의 사진[ 35] AFM
하드코팅막은 등 무기물을 다량 함유하고 있는 유무기의 혼합물질이다 고분silicon
자와는 달리 하드코팅막은 이온선량의 넓은 범위에 걸쳐서 증류수와의 접촉각이 매
우 낮았다
결과 막에 있어서는Water drop test hard coating 3times1015 ~ 4times1017 Ar+ ions
의 범위내의 량으로 증류수의 접촉각이 낮음을 알 수 있었다 증착막의 접ion dose
착력 향상정도를 확인하기 위하여 이온선량을 변화시키며 하드코팅층 표면에 dose
량에 따라 Ar+ 을 조사한 후 의 박막을 증착하여ion beam 100nm AI cross-cut
를 수행하였다 표tape test [ 9]
표 플라스틱 박막의 결과[ 9] HCAI Cross-cut tape test
하드코팅층의 에 의한 표면처리전 결과는 플라스틱에서처럼 모두 박리 되ion beam
었으나 의 량ion beam dose 5x1015 ~ 1x1017의 범위에서는 모두 접착력이 우수함
을 알 수 있었다 이는 하드코팅층위에 일부 무기질 재료가 포함되어 금속 박막과
의 친화성이 강하기 때문으로 판단되며 일반 고분자와는 달리 내열성이 매우 우수
하여 의 고에너지에서 수십분간의 조사에서도 표면에 탄화되는 경향이 없15 KeV
었다
- 49 -
미세금속박막증착2
플라스틱 반투과반사윈도우의 미세금속박막은 당사에서 보유하고 있는 고진공
시스템을 사용하여 증착하였다 그림 시스템을 구비하고 있IBAD [ 36] LoadLock
는 본 장비는 가 장착되어 있으며 모재의 평행이송과 를RF Plasma source Mask
사용하여 두께 균일성을 확보하였다
그림 증착 시스템[ 36] IBAD
반투과반사미러에 사용된 금속은 의 사의 을 사용하였다 당사에서9999 Cerac AI
보유하고 있는 4x10-6 진공도에서 을 사용하였다 증착시torr e-beam gun
는 증착율은 였으며 상하 좌우의 을 통Emission Current 280 5 sec Sweeping Å
해 균일한 증착율 유도하였다
그림 금속박막의 투과율[ 37] Spectrum
- 50 -
그림 금속박막의 전후면 반사[ 38] spectrum
사의 로 측정된 가시영역에서의 투과 반Hitachi U-2000 UV-Vis Spectrophotometer
사 을 그림 그림 에 나타내었다 각각의 투과반사율을 가시영spectrum [ 37] [ 38]
역에서의 평균값을 구한뒤 아래 표와 같이 흡수율을 구하였다 제작된 시제품의 흡[
수율은 였다248
표 금속증착막의 특성분석결과[ 10]
No 항 목 평 가 방 법 시 험 결 과
1 접 착 력 Cross-Cut 100100
2 투 과 율 Spectrophotometer 445
3 반사율 전면( ) Visual Range 307
4 반사율 후면( ) Visual Range 171
5 흡 수 율 Visual Range 248
- 51 -
제 장 결론5
제 절 연구결과1
플라즈마 표면처리공정연구 광경화에의한 하드코팅공정연구 고진공증착에의한 미
세 금속박막 증착연구개발을 통하여 수입되고 있는 플라스틱 반투과반사윈도우 소
재를 개발하였다 현재 상용되고 있는 수입소재의 기계적 광학적 특성을 분석을 통
하여 개발 목표치를 설정하였으며 최적 공정개발에의한 시제품제작을 완료하였다
시제품의 평가항목 및 특성치를 아래 표 에 나타내었다[ 12]
표 반투과반사윈도우 시제품의 특성표[ 12]
평 가 항 목 특성치 비 고
광흡수율1 () 248 분광기 기준30T
내마모성2 () 28 자체기준( haze)
접착력3 (x100) 100 회ASTMD3359 10
표면경도4 (H) 5 ASTMD3363 Mitsu-B
표면친수성5 (deg ) 171 Anglometer
미세파티클6 (1um) 01 Clean Room
본 과제 수행에의한 개발목표를 달성할 수 있었으며 주요기술개발내용은 다음과
같다 플라즈마를 이용하여 고분자 표면의 친수성 를 크게 높였으며 1) RF (171deg )
금속박막과의 접착력 을 크게 향상시켰다 광경화에의한 하드코팅공정(100100) 2)
개발에의해 플라스틱 표면경도 및 내마모성 을 크게 향상시켰다 고진(5H) (28) 3)
공 증착공정개발에의해 금속박막의 흡수율 을 크게 낮추어 광효율이 높은(248)
플라스틱 반투과반사 윈도우 시제품을 개발하였다 플라스틱 반투과반사윈도우 4)
소재를 평가하기 위한 광학적 기계적특성 평가기법을 확립하였다
- 52 -
제 절 향후전망2
개발된 플라스틱 반투과반사 윈도우는 플라스틱의 낮은 내열성과 표면경도 흡수율
을 개선하기 위한 것으로 최근 전자제품 정보통신부품 등 첨단전자제품에 적극 채
택되고 있다 특히 휴대폰 및 디스플레이의 투과창 소재가 기존 에서 투명플 glass
라스틱으로 적극 채택되면서 관련 공정기술개발과 함께 소재특성을 위한 다양한 연
구가 활발히 추진되고 있으며 선진국에서는 개발완료에 따른 양산체제 구축으로
전세계 시장을 석권하고 있는 상황이다
본 과제에의한 플라스틱 반투과반사 윈도우의 시제품은 수입시판되고 있는 상용소
재와 동등이상의 특성을 나타내고 있어 향후 양산설비 및 양산공정연구에의한 소
재의 국산화가 가능하다고 할 수있다 또한 본 과제의 플라즈마 표면처리는 저온
표면처리를 요하는 광학용 플라스틱 소재의 표면처리에 활용될 수 있으며 광경화에
의한 하드코팅공정은 기존 열경화방식과는 달리 화가 가능하며 대량 양산in-line
체제를 갖출 수 있어 향후 큰 폭의 성장이 기대된다
- 53 -
참 고 문 헌
1 Oleg A Popov ldquoHigh Density Plasma Sourcesrdquo NOYES Publications(1995)
전자기술연구회 초음파 응용 기문사2 ldquo ( 1997)
임준섭외 명3 4 ldquoImprovement in Surface Hardness of Plastic Surface Mirrorrdquo
Korea-Russia Symposium(1998)
4 Lan G Brown ldquoThe Physics and Technology of Ion Sourcerdquo John Wiley amp
Sons(1989)
이규환 외 명 진공증착법으로 제조된 박막의 밀착성에 관한연구 한국5 4 ldquo AI-Cr rdquo
표면공학회지 VoI27No1Feb(1994)
한성남 외 명6 4 ldquoImproving Wettability of Polycarbonate and adhesion with
aluminum by Ar+ ion irradiationrdquo JMaterial Res Vol9 Sep(1995)
한성남외 명 표면에 아르곤 조사와 친수성증대7 4 ldquoPolymethylmethacrylate rdquo The
Korean Physical Society Vol8No2 Mar pp193~198(1995)
인하대 광기술교육센터 광학시스템의 설계 및 평가 인하대 광기술교육센터8 ldquo rdquo
(1999)
임준섭외 명9 5 ldquoEffect of Ion Beam Assisted Cleaning on Adhesion of AI to
Polymer Substrate of PC and PMMArdquo Asian Finish lsquo98(1998)
10 CJ Brinker and GW Scherrer ldquoSol-Gel Science The Physics and
Chemistry of Sol-Gel ProcessingrdquoAcademic Press NY(1990)
아주공업 주 표면처리 기술을 이용한 자동차용 후사경 개발 산업자11 ( )rdquoPlasma rdquo
원부 최종보고서(2000)
고성진외 명 자동차용 플라스틱 미러와 그 제조방법 아주공업 주12 2 rdquo rdquo ( )(2002)
아주공업 주 플라즈마 기술을 이용한 오토바이 헬멧용 무적쉴드개발 중소기13 ( ) ldquo rdquo
업청 최종보고서(2002)
박원규 졸겔법의 응용과 제품 명현문화사14 rdquo rdquo (1999)
홍진후 경화코팅 조선대학교 출판부15 rdquoUV rdquo (2002)
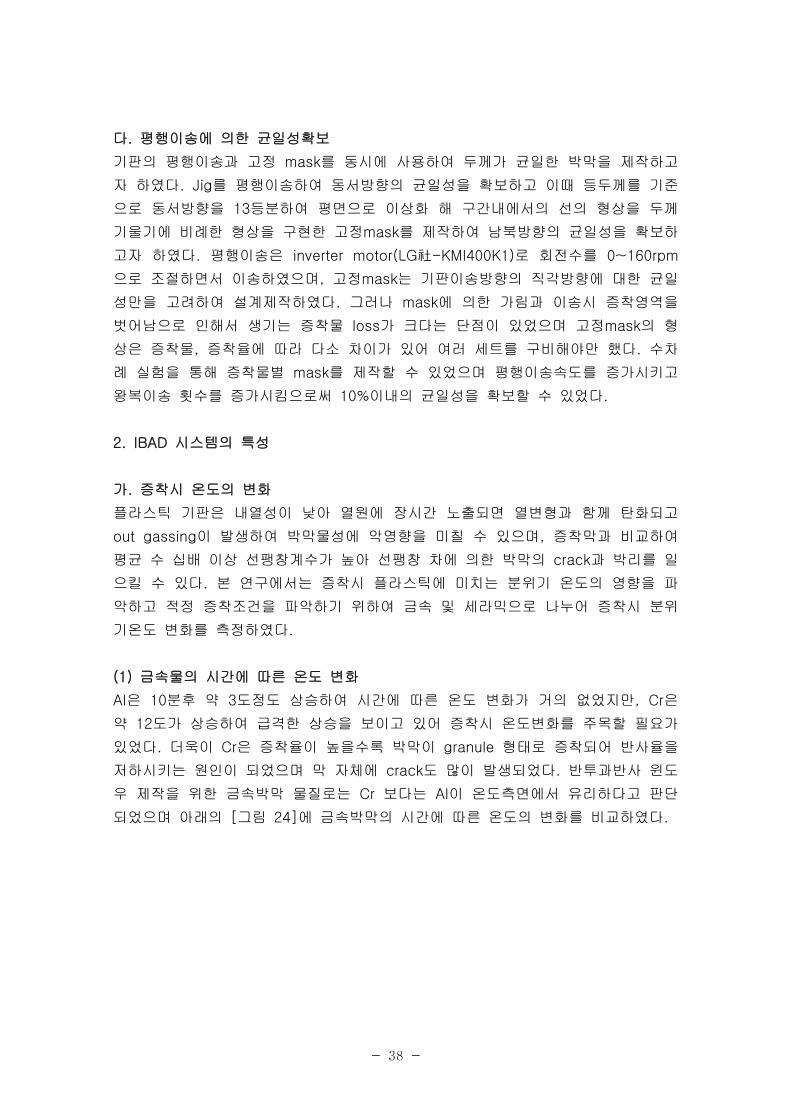
- 38 -
다 평행이송에 의한 균일성확보
기판의 평행이송과 고정 를 동시에 사용하여 두께가 균일한 박막을 제작하고mask
자 하였다 를 평행이송하여 동서방향의 균일성을 확보하고 이때 등두께를 기준 Jig
으로 동서방향을 등분하여 평면으로 이상화 해 구간내에서의 선의 형상을 두께13
기울기에 비례한 형상을 구현한 고정 를 제작하여 남북방향의 균일성을 확보하mask
고자 하였다 평행이송은 로 회전수를 inverter motor(LG -KMI400K1) 0~160rpm社
으로 조절하면서 이송하였으며 고정 는 기판이송방향의 직각방향에 대한 균일 mask
성만을 고려하여 설계제작하였다 그러나 에 의한 가림과 이송시 증착영역을 mask
벗어남으로 인해서 생기는 증착물 가 크다는 단점이 있었으며 고정 의 형loss mask
상은 증착물 증착율에 따라 다소 차이가 있어 여러 세트를 구비해야만 했다 수차
례 실험을 통해 증착물별 를 제작할 수 있었으며 평행이송속도를 증가시키고mask
왕복이송 횟수를 증가시킴으로써 이내의 균일성을 확보할 수 있었다10
시스템의 특성2 IBAD
가 증착시 온도의 변화
플라스틱 기판은 내열성이 낮아 열원에 장시간 노출되면 열변형과 함께 탄화되고
이 발생하여 박막물성에 악영향을 미칠 수 있으며 증착막과 비교하여out gassing
평균 수 십배 이상 선팽창계수가 높아 선팽창 차에 의한 박막의 과 박리를 일crack
으킬 수 있다 본 연구에서는 증착시 플라스틱에 미치는 분위기 온도의 영향을 파
악하고 적정 증착조건을 파악하기 위하여 금속 및 세라믹으로 나누어 증착시 분위
기온도 변화를 측정하였다
금속물의 시간에 따른 온도 변화(1)
은 분후 약 도정도 상승하여 시간에 따른 온도 변화가 거의 없었지만 은AI 10 3 Cr
약 도가 상승하여 급격한 상승을 보이고 있어 증착시 온도변화를 주목할 필요가12
있었다 더욱이 은 증착율이 높을수록 박막이 형태로 증착되어 반사율을 Cr granule
저하시키는 원인이 되었으며 막 자체에 도 많이 발생되었다 반투과반사 윈도crack
우 제작을 위한 금속박막 물질로는 보다는 이 온도측면에서 유리하다고 판단Cr AI
되었으며 아래의 그림 에 금속박막의 시간에 따른 온도의 변화를 비교하였다[ 24]
- 39 -
주) 증착률Al -10 sec EC-260~280Å
증착률Cr -10 sec EC-65 ~ 95Å
그림 금속박막의 시간에 따른 온도변화 비교[ 24]
세라믹의 시간에 따른 온도 변화(2)
세라믹은 금속과 달리 일반적으로 가 매우 높아 증착시 분위기온도melting point
상승이 매우 컸다 측정된 세라믹의 시간에 따른 온도의 변화는 그림 에 나타 [ 25]
내었다
주) SiO2 증착률 -10 sec EC-45 ~ 60Å
TiO2 증착률 -10 sec EC- 175Å
AI2O3 증착률 -10 sec EC-180~260Å
그림 세라믹박막의 시간에 따른 온도변화 비교[ 25]
- 40 -
그 중 SiO2 TiO2는 분 경과후 가량의 비교적 완만한 온도변화를 보이고 있10 10
으나 AI2O3는 가량의 급격한 온도상승을 보여 고증착율에서의 사용에는 한계30
가 있었다 실증착시에는 의 를 낮춤으로써 증착율 E-gun emission current 3~5 Å
내에서 증착하여 급격한 온도상승을 막을 수 있었다 AI2O3은 경도가 매우 높고 증
착시 조밀도가 높아 보호막으로 많이 사용되는 증착물이다 그러나 본 실험에서는
증착시 열발산이 특히 심하고 증착율을 낮추어도 온도가 급상승하여 증착시 crack
이 쉽게 발생하여 플라스틱 기판에는 부적합하다고 판단되었다
나 플라스틱의 Out gassing
기체방출 은 진공용기 속에서 사용하는 물질의 표면이나 내부에 흡착(out gassing)
되어 있던 분자들이 방출되는 현상을 의미하며 진공조의 압력상승 및 박막의 물성
에 큰 영향을 미치게 된다 또한 고진공 에서 배기시간을 증가시키고 최저 system
도달 압력을 결정짓는 직접적인 요인이 된다 표 는 주요 물질의 기체방출율을 [ 6]
나타낸 것이다
표 주요 물질의 기체방출율[ 6] (Pa m3sm2)
본 연구에서는 플라스틱 기판 장입 유무에 따라 의 영항에 의한 진공도out gassing
의 변화를 알아보기 위하여 진공조 내부에 기판 를 장입한PC (250times65times3 ) 10ea
후 진공도를 측정함으로써 장입전과 비교하여 변화가 있음을 알 수 있었으며 측정
된 값은 그림 에 나타내었다[ 26]
- 41 -
그림 플라스틱 기판 유 무에 따른 진공도 변화[ 26]
그림 의 결과에서 나타나듯이 플라스틱 기판의 장입시 배기속도가 다소 늦[ 26] (PC)
어짐을 알 수 있었으며 이는 플라스틱 모재가 함유한 수분 등의 에 의out gassing
한 차이로 보여진다 기체 방출률은 표면상태나 세척정도 등에 의해 크게 baking
좌우된다고 알려져있어 본 연구에서는 진공조 내부의 에 세심한 주의를 cleaning
기울였으며 함수율이 높은 플라스틱 기판의 세척공정과 함께 건조공정을 확립하고
을 설치하여 플라스틱 기판이 진공조에 머무는 시간을 최소화함load lock system
으로써 플라스틱 모재로 인한 을 최소화할 수 있었다 out gassing
- 42 -
제 장 시제품제작 및 특성분석4
제 절 상용제품의 특성분석1
본 과제의 반투과반사윈도우 개발을 위해서 일본 상용제품의 특성을 분석하였다
일본제품의 측정결과 상하부는 이며 층의 두게는SEM 147 121 m Top coatingμ
로 층보다는 다소 얇은 코팅층이였다 또한 금속박막층은106 m Base coating μ
으로 관찰이 용이하지 않으나 및 에 근거한 추정결과 내SEM RBS SEM data 20nm
외로 판단되었다 아래 그림 은 상용제품의 모재 상하면의 단면 사진이다 [ 27] SEM
그림 반투과반사 윈도우 상용제품의 사진 상 하단면[ 27] SEM ( )
그림 은 일본제품의 분석 결과이다 이온을 조사하였고 이 때[ 28] RBS He2+
는 였으며 고에너지에의한 플라스틱 표면의 손상을 줄이기beam energy 224MeV
위해 이온 량을 으로 낮게 설정하였다dose 80 C μ
그림 반투과반사 윈도우 상용제품의[ 28] RBS Spectrum
- 43 -
분석결과 표층에는 내외의 이 관찰되었으며 내부로 됨에 따라 유20nm AI etching
기물이 지속적으로 관찰되고 있음을 알 수 있다 그림 과는 달리 표면에 [ 27] top
층이 존재하지 않으며 표면에서는 층만이 존재함을 알 수 있다coating AI
제 절 플라즈마 표면처리2
플라스틱 반투과반사 윈도우 시제품제작을 위해 플라즈마 이온빔을 조사하여 플라
스틱 모재의 표면처리를 수행하였다 플라즈마는 의 고순도 의 999999 20 sccm
를 공급하면서 를 사용하여 발생시켰다 이 때 는Ar gas RF power RF Power 80W
였으며 는 로 설정하여 모재가 장착된 지그를 좌우 이송하 Ion Beam energy 1KeV
면서 표면처리공정을 수행하였다 는 Base Pressure 12times10-6 였으며torr Working
는Pressure 5x10-4 였다 조사시간은 로torr Ion Beam 120sec 5times1017 Ar+ ions
의 였다 그림 는 에의한 표면처리 후 표면의 상태를 보기위한dose [ 29] ion beam
사진이다 의 면적을 하였으며 곳을 측정하여 평균값을 취AFM 1 x 1 scanning 5
하였다 조사 전후 표면의 거칠기 는 에서 로 다소 증가하였으 Ion (Ra) 55 589Å Å
나 플라스틱의 표면에는 큰 손상을 주지는 않는 것으로 파악되었다
그림 표면개질전후의 사진[ 29] AFM
그림 은 표면처리후 플라스틱 모재 상에 증류수를 떨어트려 을[ 30] Wetting angle
측정한 결과이다 표면처리 전 의 이 로 크게 줄여 들어 722 deg Wetting angle 171 deg
표면친수성이 크게 향상되었음을 알 수 있다
- 44 -
그림[ 30] Wetting Angle Test
제 절 광경화에의한 하드코팅3
광경화 하드코팅공정1
반투과반사 윈도우로 사용되는 플라스틱 소재는 낮은 내열성과 표면경도로 인해 코
팅층의 내구성 높이는데 한계가 있어 유무기계 막을 형성시킴으로써 표hard coating
면경도나 내마모성 등의 기계적 특성을 크게 향상시켰으며 코팅후 소재의 내마모
성 표면경도에 대한 평가를 수행하였다 하드코팅 공정에 있어서 가장 유의해야할
사항 중 하나는 공기 중 무수히 존재하는 미세먼지 및 파티클에의한 코팅층의 오염
이라고 할 수 있다 코팅층에 포함된 파티클은 코팅액의 흐름과 두께불균일성을 발
생할 수 있으며 더욱이 투명제품의 파티클은 제품불량에 있어서 주요요인이라고
할 수 있다 미세 파티클은 세척공정에서부터 경화 후 포장공정에 까지 일관되게
제어되어야 하며 양압에의한 클린룸을 필요로 하고 있다 더욱이 도포 및 경화조건
은 온습도 매우 민감하여 클린룸에 의한 항온항습이 필수적이라고 할 수 있다 본
과제에서는 헤파필터에 의한 의 항온항습 클린룸에서 하드코팅공정을Class 1000
수행하였다
막의 두께 균일성을 파악하기 위하여 측정위치를 변화시키면서Hard coating SEM
에의한 두께를 측정하였다
가 측정 방법 인 플라스틱기판을 대략 정도 250 X65 X3(t) 150 dip-coating
하여 기판을 아래 그림 과 같이 크기로 등분 한 후[ 31] 65cmX25cm 5 (1) (2)
샘플을 로 절단하여 단면가공 후 으로 관찰하였다(3) 10 X 4 SEM
- 45 -
그림 시료의 크기 및 측정점[ 31]
나 측정 결과 시료의 각 위치에서의 코팅층 측정두께를 표 에 나타내었다 아 [ 7]
울러 단면 사진을 그림 에 나타내었다SEM [ 32]
표 막의 두께 측정 결과 사용[ 7] hard coating (SEM )
그림 층의 단면 사진[ 32] Hard coating SEM
시제품의 하드코팅층 물성평가2
플라스틱 반투과반사 윈도우용 소재는 표면경도 접착력 내마모성 등 waveness
다양한 물성들을 만족시켜야 한다 물성시험을 위한 시료는 상에 코 PMMA A-104
팅액을 속도로 인상하여 광경화공정을 통해 제작되었다2 s
- 46 -
가 내마모성
하드코팅된 소재의 내마모성은 를 사용하여 물성평가를 실시하였steel wool tester
다 은 를 사용하였으며 하중은 을 유지하였고 왕복회수는 Steel wool 0000 1kg 50
회로 설정하여 시험 후 각 시편의 스크레치 발생 정도를 비교분석함으로써 코팅층
을 평가할 수 있었다 그림 은 자체에서 설계 제작한 [ 33] steel wool scratch
의 사진이며 사양은 다음과 같다tester
기계규격 670 times 265 times 370①
로울러 지지축 운동규격 20 times 158 times 304 ( 120 )②
로울러 12 times 50③ empty회전축 모터와 연결축 11 ( )④ empty무게추 고정봉 5 times 80⑤ empty무게추 500g 2 ea 200g 4 ea 100g 4 ea⑥
밸런스 추 295g⑦
로울러축 지지대 20 times 24 times 62⑧
이동 정반 8 times 168 times 372⑨
시험품 고정판 40 84 times 150 ( 2 ea )⑩
가압 핸들 5 times40⑪
그림[ 33] Steel Wool Scratch Tester
나 표면경도
막은 내마모성과 표면경도에서 한계가 있는 플라스틱 표면특성을 향Hard coating
상시키기 위해 수행되었으며 딥방식에의한 도포와 에의한 광경화공정을 적용하 UV
였다
- 47 -
그림[ 34] Pencil Hardness Tester
딥 도포공정에서 인상속도를 로 유지하였다 표 는 플라스틱 모재 위에4 sec [ 8]
다양한 의 제를 사용하여 코팅한 실험 결과이며 표면연필경도는grade hard coating
로써 모재의 경도보다 단계 상승하였으며 코팅제로 막을4~5H 3~4 A-104 coating
형성시킨 경우 내스크레치성에서도 하중 하에서 으로 1kg steel wool 0000
막 위를 회 왕복하였을 때 막에 스크레치가 거의 발생하지 않았coating 50 coating
다
표 막에 대한 시험 결과[ 8] Hard coating (4 s)
- 48 -
제 절 고진공금속박막증착4
하드코팅막의 표면처리1
그림 플라즈마 표면처리된 하드코팅막의 사진[ 35] AFM
하드코팅막은 등 무기물을 다량 함유하고 있는 유무기의 혼합물질이다 고분silicon
자와는 달리 하드코팅막은 이온선량의 넓은 범위에 걸쳐서 증류수와의 접촉각이 매
우 낮았다
결과 막에 있어서는Water drop test hard coating 3times1015 ~ 4times1017 Ar+ ions
의 범위내의 량으로 증류수의 접촉각이 낮음을 알 수 있었다 증착막의 접ion dose
착력 향상정도를 확인하기 위하여 이온선량을 변화시키며 하드코팅층 표면에 dose
량에 따라 Ar+ 을 조사한 후 의 박막을 증착하여ion beam 100nm AI cross-cut
를 수행하였다 표tape test [ 9]
표 플라스틱 박막의 결과[ 9] HCAI Cross-cut tape test
하드코팅층의 에 의한 표면처리전 결과는 플라스틱에서처럼 모두 박리 되ion beam
었으나 의 량ion beam dose 5x1015 ~ 1x1017의 범위에서는 모두 접착력이 우수함
을 알 수 있었다 이는 하드코팅층위에 일부 무기질 재료가 포함되어 금속 박막과
의 친화성이 강하기 때문으로 판단되며 일반 고분자와는 달리 내열성이 매우 우수
하여 의 고에너지에서 수십분간의 조사에서도 표면에 탄화되는 경향이 없15 KeV
었다
- 49 -
미세금속박막증착2
플라스틱 반투과반사윈도우의 미세금속박막은 당사에서 보유하고 있는 고진공
시스템을 사용하여 증착하였다 그림 시스템을 구비하고 있IBAD [ 36] LoadLock
는 본 장비는 가 장착되어 있으며 모재의 평행이송과 를RF Plasma source Mask
사용하여 두께 균일성을 확보하였다
그림 증착 시스템[ 36] IBAD
반투과반사미러에 사용된 금속은 의 사의 을 사용하였다 당사에서9999 Cerac AI
보유하고 있는 4x10-6 진공도에서 을 사용하였다 증착시torr e-beam gun
는 증착율은 였으며 상하 좌우의 을 통Emission Current 280 5 sec Sweeping Å
해 균일한 증착율 유도하였다
그림 금속박막의 투과율[ 37] Spectrum
- 50 -
그림 금속박막의 전후면 반사[ 38] spectrum
사의 로 측정된 가시영역에서의 투과 반Hitachi U-2000 UV-Vis Spectrophotometer
사 을 그림 그림 에 나타내었다 각각의 투과반사율을 가시영spectrum [ 37] [ 38]
역에서의 평균값을 구한뒤 아래 표와 같이 흡수율을 구하였다 제작된 시제품의 흡[
수율은 였다248
표 금속증착막의 특성분석결과[ 10]
No 항 목 평 가 방 법 시 험 결 과
1 접 착 력 Cross-Cut 100100
2 투 과 율 Spectrophotometer 445
3 반사율 전면( ) Visual Range 307
4 반사율 후면( ) Visual Range 171
5 흡 수 율 Visual Range 248
- 51 -
제 장 결론5
제 절 연구결과1
플라즈마 표면처리공정연구 광경화에의한 하드코팅공정연구 고진공증착에의한 미
세 금속박막 증착연구개발을 통하여 수입되고 있는 플라스틱 반투과반사윈도우 소
재를 개발하였다 현재 상용되고 있는 수입소재의 기계적 광학적 특성을 분석을 통
하여 개발 목표치를 설정하였으며 최적 공정개발에의한 시제품제작을 완료하였다
시제품의 평가항목 및 특성치를 아래 표 에 나타내었다[ 12]
표 반투과반사윈도우 시제품의 특성표[ 12]
평 가 항 목 특성치 비 고
광흡수율1 () 248 분광기 기준30T
내마모성2 () 28 자체기준( haze)
접착력3 (x100) 100 회ASTMD3359 10
표면경도4 (H) 5 ASTMD3363 Mitsu-B
표면친수성5 (deg ) 171 Anglometer
미세파티클6 (1um) 01 Clean Room
본 과제 수행에의한 개발목표를 달성할 수 있었으며 주요기술개발내용은 다음과
같다 플라즈마를 이용하여 고분자 표면의 친수성 를 크게 높였으며 1) RF (171deg )
금속박막과의 접착력 을 크게 향상시켰다 광경화에의한 하드코팅공정(100100) 2)
개발에의해 플라스틱 표면경도 및 내마모성 을 크게 향상시켰다 고진(5H) (28) 3)
공 증착공정개발에의해 금속박막의 흡수율 을 크게 낮추어 광효율이 높은(248)
플라스틱 반투과반사 윈도우 시제품을 개발하였다 플라스틱 반투과반사윈도우 4)
소재를 평가하기 위한 광학적 기계적특성 평가기법을 확립하였다
- 52 -
제 절 향후전망2
개발된 플라스틱 반투과반사 윈도우는 플라스틱의 낮은 내열성과 표면경도 흡수율
을 개선하기 위한 것으로 최근 전자제품 정보통신부품 등 첨단전자제품에 적극 채
택되고 있다 특히 휴대폰 및 디스플레이의 투과창 소재가 기존 에서 투명플 glass
라스틱으로 적극 채택되면서 관련 공정기술개발과 함께 소재특성을 위한 다양한 연
구가 활발히 추진되고 있으며 선진국에서는 개발완료에 따른 양산체제 구축으로
전세계 시장을 석권하고 있는 상황이다
본 과제에의한 플라스틱 반투과반사 윈도우의 시제품은 수입시판되고 있는 상용소
재와 동등이상의 특성을 나타내고 있어 향후 양산설비 및 양산공정연구에의한 소
재의 국산화가 가능하다고 할 수있다 또한 본 과제의 플라즈마 표면처리는 저온
표면처리를 요하는 광학용 플라스틱 소재의 표면처리에 활용될 수 있으며 광경화에
의한 하드코팅공정은 기존 열경화방식과는 달리 화가 가능하며 대량 양산in-line
체제를 갖출 수 있어 향후 큰 폭의 성장이 기대된다
- 53 -
참 고 문 헌
1 Oleg A Popov ldquoHigh Density Plasma Sourcesrdquo NOYES Publications(1995)
전자기술연구회 초음파 응용 기문사2 ldquo ( 1997)
임준섭외 명3 4 ldquoImprovement in Surface Hardness of Plastic Surface Mirrorrdquo
Korea-Russia Symposium(1998)
4 Lan G Brown ldquoThe Physics and Technology of Ion Sourcerdquo John Wiley amp
Sons(1989)
이규환 외 명 진공증착법으로 제조된 박막의 밀착성에 관한연구 한국5 4 ldquo AI-Cr rdquo
표면공학회지 VoI27No1Feb(1994)
한성남 외 명6 4 ldquoImproving Wettability of Polycarbonate and adhesion with
aluminum by Ar+ ion irradiationrdquo JMaterial Res Vol9 Sep(1995)
한성남외 명 표면에 아르곤 조사와 친수성증대7 4 ldquoPolymethylmethacrylate rdquo The
Korean Physical Society Vol8No2 Mar pp193~198(1995)
인하대 광기술교육센터 광학시스템의 설계 및 평가 인하대 광기술교육센터8 ldquo rdquo
(1999)
임준섭외 명9 5 ldquoEffect of Ion Beam Assisted Cleaning on Adhesion of AI to
Polymer Substrate of PC and PMMArdquo Asian Finish lsquo98(1998)
10 CJ Brinker and GW Scherrer ldquoSol-Gel Science The Physics and
Chemistry of Sol-Gel ProcessingrdquoAcademic Press NY(1990)
아주공업 주 표면처리 기술을 이용한 자동차용 후사경 개발 산업자11 ( )rdquoPlasma rdquo
원부 최종보고서(2000)
고성진외 명 자동차용 플라스틱 미러와 그 제조방법 아주공업 주12 2 rdquo rdquo ( )(2002)
아주공업 주 플라즈마 기술을 이용한 오토바이 헬멧용 무적쉴드개발 중소기13 ( ) ldquo rdquo
업청 최종보고서(2002)
박원규 졸겔법의 응용과 제품 명현문화사14 rdquo rdquo (1999)
홍진후 경화코팅 조선대학교 출판부15 rdquoUV rdquo (2002)
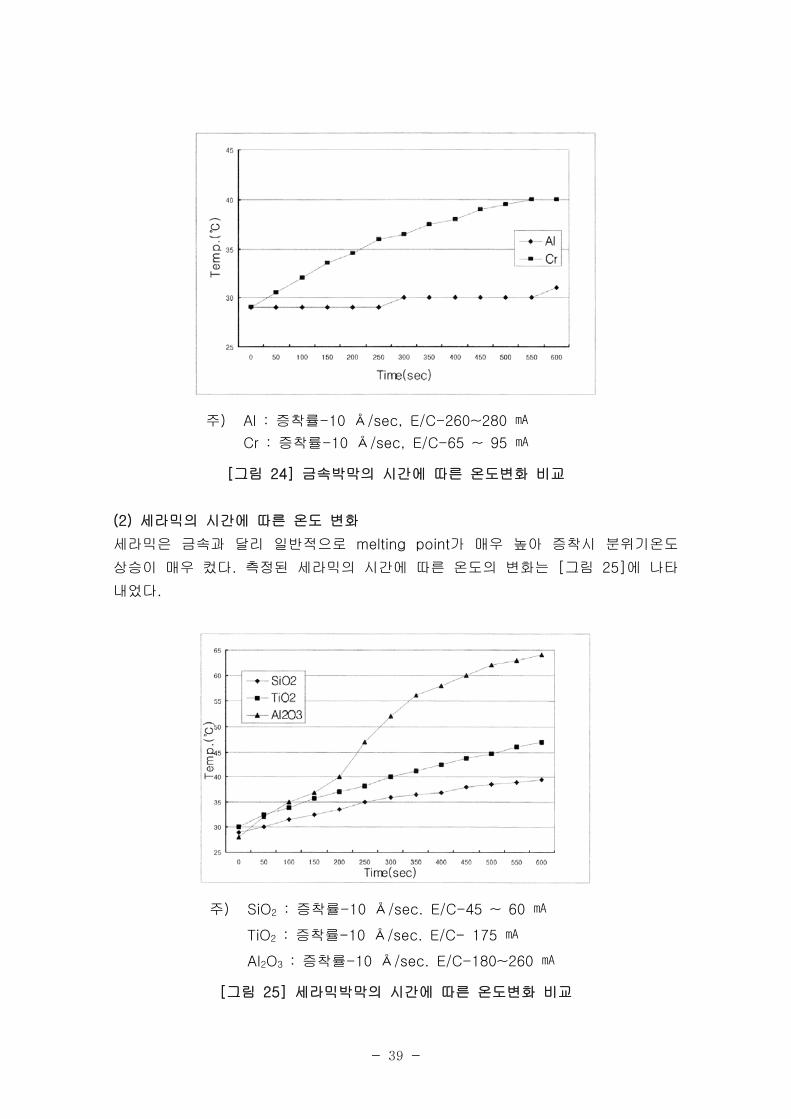
- 39 -
주) 증착률Al -10 sec EC-260~280Å
증착률Cr -10 sec EC-65 ~ 95Å
그림 금속박막의 시간에 따른 온도변화 비교[ 24]
세라믹의 시간에 따른 온도 변화(2)
세라믹은 금속과 달리 일반적으로 가 매우 높아 증착시 분위기온도melting point
상승이 매우 컸다 측정된 세라믹의 시간에 따른 온도의 변화는 그림 에 나타 [ 25]
내었다
주) SiO2 증착률 -10 sec EC-45 ~ 60Å
TiO2 증착률 -10 sec EC- 175Å
AI2O3 증착률 -10 sec EC-180~260Å
그림 세라믹박막의 시간에 따른 온도변화 비교[ 25]
- 40 -
그 중 SiO2 TiO2는 분 경과후 가량의 비교적 완만한 온도변화를 보이고 있10 10
으나 AI2O3는 가량의 급격한 온도상승을 보여 고증착율에서의 사용에는 한계30
가 있었다 실증착시에는 의 를 낮춤으로써 증착율 E-gun emission current 3~5 Å
내에서 증착하여 급격한 온도상승을 막을 수 있었다 AI2O3은 경도가 매우 높고 증
착시 조밀도가 높아 보호막으로 많이 사용되는 증착물이다 그러나 본 실험에서는
증착시 열발산이 특히 심하고 증착율을 낮추어도 온도가 급상승하여 증착시 crack
이 쉽게 발생하여 플라스틱 기판에는 부적합하다고 판단되었다
나 플라스틱의 Out gassing
기체방출 은 진공용기 속에서 사용하는 물질의 표면이나 내부에 흡착(out gassing)
되어 있던 분자들이 방출되는 현상을 의미하며 진공조의 압력상승 및 박막의 물성
에 큰 영향을 미치게 된다 또한 고진공 에서 배기시간을 증가시키고 최저 system
도달 압력을 결정짓는 직접적인 요인이 된다 표 는 주요 물질의 기체방출율을 [ 6]
나타낸 것이다
표 주요 물질의 기체방출율[ 6] (Pa m3sm2)
본 연구에서는 플라스틱 기판 장입 유무에 따라 의 영항에 의한 진공도out gassing
의 변화를 알아보기 위하여 진공조 내부에 기판 를 장입한PC (250times65times3 ) 10ea
후 진공도를 측정함으로써 장입전과 비교하여 변화가 있음을 알 수 있었으며 측정
된 값은 그림 에 나타내었다[ 26]
- 41 -
그림 플라스틱 기판 유 무에 따른 진공도 변화[ 26]
그림 의 결과에서 나타나듯이 플라스틱 기판의 장입시 배기속도가 다소 늦[ 26] (PC)
어짐을 알 수 있었으며 이는 플라스틱 모재가 함유한 수분 등의 에 의out gassing
한 차이로 보여진다 기체 방출률은 표면상태나 세척정도 등에 의해 크게 baking
좌우된다고 알려져있어 본 연구에서는 진공조 내부의 에 세심한 주의를 cleaning
기울였으며 함수율이 높은 플라스틱 기판의 세척공정과 함께 건조공정을 확립하고
을 설치하여 플라스틱 기판이 진공조에 머무는 시간을 최소화함load lock system
으로써 플라스틱 모재로 인한 을 최소화할 수 있었다 out gassing
- 42 -
제 장 시제품제작 및 특성분석4
제 절 상용제품의 특성분석1
본 과제의 반투과반사윈도우 개발을 위해서 일본 상용제품의 특성을 분석하였다
일본제품의 측정결과 상하부는 이며 층의 두게는SEM 147 121 m Top coatingμ
로 층보다는 다소 얇은 코팅층이였다 또한 금속박막층은106 m Base coating μ
으로 관찰이 용이하지 않으나 및 에 근거한 추정결과 내SEM RBS SEM data 20nm
외로 판단되었다 아래 그림 은 상용제품의 모재 상하면의 단면 사진이다 [ 27] SEM
그림 반투과반사 윈도우 상용제품의 사진 상 하단면[ 27] SEM ( )
그림 은 일본제품의 분석 결과이다 이온을 조사하였고 이 때[ 28] RBS He2+
는 였으며 고에너지에의한 플라스틱 표면의 손상을 줄이기beam energy 224MeV
위해 이온 량을 으로 낮게 설정하였다dose 80 C μ
그림 반투과반사 윈도우 상용제품의[ 28] RBS Spectrum
- 43 -
분석결과 표층에는 내외의 이 관찰되었으며 내부로 됨에 따라 유20nm AI etching
기물이 지속적으로 관찰되고 있음을 알 수 있다 그림 과는 달리 표면에 [ 27] top
층이 존재하지 않으며 표면에서는 층만이 존재함을 알 수 있다coating AI
제 절 플라즈마 표면처리2
플라스틱 반투과반사 윈도우 시제품제작을 위해 플라즈마 이온빔을 조사하여 플라
스틱 모재의 표면처리를 수행하였다 플라즈마는 의 고순도 의 999999 20 sccm
를 공급하면서 를 사용하여 발생시켰다 이 때 는Ar gas RF power RF Power 80W
였으며 는 로 설정하여 모재가 장착된 지그를 좌우 이송하 Ion Beam energy 1KeV
면서 표면처리공정을 수행하였다 는 Base Pressure 12times10-6 였으며torr Working
는Pressure 5x10-4 였다 조사시간은 로torr Ion Beam 120sec 5times1017 Ar+ ions
의 였다 그림 는 에의한 표면처리 후 표면의 상태를 보기위한dose [ 29] ion beam
사진이다 의 면적을 하였으며 곳을 측정하여 평균값을 취AFM 1 x 1 scanning 5
하였다 조사 전후 표면의 거칠기 는 에서 로 다소 증가하였으 Ion (Ra) 55 589Å Å
나 플라스틱의 표면에는 큰 손상을 주지는 않는 것으로 파악되었다
그림 표면개질전후의 사진[ 29] AFM
그림 은 표면처리후 플라스틱 모재 상에 증류수를 떨어트려 을[ 30] Wetting angle
측정한 결과이다 표면처리 전 의 이 로 크게 줄여 들어 722 deg Wetting angle 171 deg
표면친수성이 크게 향상되었음을 알 수 있다
- 44 -
그림[ 30] Wetting Angle Test
제 절 광경화에의한 하드코팅3
광경화 하드코팅공정1
반투과반사 윈도우로 사용되는 플라스틱 소재는 낮은 내열성과 표면경도로 인해 코
팅층의 내구성 높이는데 한계가 있어 유무기계 막을 형성시킴으로써 표hard coating
면경도나 내마모성 등의 기계적 특성을 크게 향상시켰으며 코팅후 소재의 내마모
성 표면경도에 대한 평가를 수행하였다 하드코팅 공정에 있어서 가장 유의해야할
사항 중 하나는 공기 중 무수히 존재하는 미세먼지 및 파티클에의한 코팅층의 오염
이라고 할 수 있다 코팅층에 포함된 파티클은 코팅액의 흐름과 두께불균일성을 발
생할 수 있으며 더욱이 투명제품의 파티클은 제품불량에 있어서 주요요인이라고
할 수 있다 미세 파티클은 세척공정에서부터 경화 후 포장공정에 까지 일관되게
제어되어야 하며 양압에의한 클린룸을 필요로 하고 있다 더욱이 도포 및 경화조건
은 온습도 매우 민감하여 클린룸에 의한 항온항습이 필수적이라고 할 수 있다 본
과제에서는 헤파필터에 의한 의 항온항습 클린룸에서 하드코팅공정을Class 1000
수행하였다
막의 두께 균일성을 파악하기 위하여 측정위치를 변화시키면서Hard coating SEM
에의한 두께를 측정하였다
가 측정 방법 인 플라스틱기판을 대략 정도 250 X65 X3(t) 150 dip-coating
하여 기판을 아래 그림 과 같이 크기로 등분 한 후[ 31] 65cmX25cm 5 (1) (2)
샘플을 로 절단하여 단면가공 후 으로 관찰하였다(3) 10 X 4 SEM
- 45 -
그림 시료의 크기 및 측정점[ 31]
나 측정 결과 시료의 각 위치에서의 코팅층 측정두께를 표 에 나타내었다 아 [ 7]
울러 단면 사진을 그림 에 나타내었다SEM [ 32]
표 막의 두께 측정 결과 사용[ 7] hard coating (SEM )
그림 층의 단면 사진[ 32] Hard coating SEM
시제품의 하드코팅층 물성평가2
플라스틱 반투과반사 윈도우용 소재는 표면경도 접착력 내마모성 등 waveness
다양한 물성들을 만족시켜야 한다 물성시험을 위한 시료는 상에 코 PMMA A-104
팅액을 속도로 인상하여 광경화공정을 통해 제작되었다2 s
- 46 -
가 내마모성
하드코팅된 소재의 내마모성은 를 사용하여 물성평가를 실시하였steel wool tester
다 은 를 사용하였으며 하중은 을 유지하였고 왕복회수는 Steel wool 0000 1kg 50
회로 설정하여 시험 후 각 시편의 스크레치 발생 정도를 비교분석함으로써 코팅층
을 평가할 수 있었다 그림 은 자체에서 설계 제작한 [ 33] steel wool scratch
의 사진이며 사양은 다음과 같다tester
기계규격 670 times 265 times 370①
로울러 지지축 운동규격 20 times 158 times 304 ( 120 )②
로울러 12 times 50③ empty회전축 모터와 연결축 11 ( )④ empty무게추 고정봉 5 times 80⑤ empty무게추 500g 2 ea 200g 4 ea 100g 4 ea⑥
밸런스 추 295g⑦
로울러축 지지대 20 times 24 times 62⑧
이동 정반 8 times 168 times 372⑨
시험품 고정판 40 84 times 150 ( 2 ea )⑩
가압 핸들 5 times40⑪
그림[ 33] Steel Wool Scratch Tester
나 표면경도
막은 내마모성과 표면경도에서 한계가 있는 플라스틱 표면특성을 향Hard coating
상시키기 위해 수행되었으며 딥방식에의한 도포와 에의한 광경화공정을 적용하 UV
였다
- 47 -
그림[ 34] Pencil Hardness Tester
딥 도포공정에서 인상속도를 로 유지하였다 표 는 플라스틱 모재 위에4 sec [ 8]
다양한 의 제를 사용하여 코팅한 실험 결과이며 표면연필경도는grade hard coating
로써 모재의 경도보다 단계 상승하였으며 코팅제로 막을4~5H 3~4 A-104 coating
형성시킨 경우 내스크레치성에서도 하중 하에서 으로 1kg steel wool 0000
막 위를 회 왕복하였을 때 막에 스크레치가 거의 발생하지 않았coating 50 coating
다
표 막에 대한 시험 결과[ 8] Hard coating (4 s)
- 48 -
제 절 고진공금속박막증착4
하드코팅막의 표면처리1
그림 플라즈마 표면처리된 하드코팅막의 사진[ 35] AFM
하드코팅막은 등 무기물을 다량 함유하고 있는 유무기의 혼합물질이다 고분silicon
자와는 달리 하드코팅막은 이온선량의 넓은 범위에 걸쳐서 증류수와의 접촉각이 매
우 낮았다
결과 막에 있어서는Water drop test hard coating 3times1015 ~ 4times1017 Ar+ ions
의 범위내의 량으로 증류수의 접촉각이 낮음을 알 수 있었다 증착막의 접ion dose
착력 향상정도를 확인하기 위하여 이온선량을 변화시키며 하드코팅층 표면에 dose
량에 따라 Ar+ 을 조사한 후 의 박막을 증착하여ion beam 100nm AI cross-cut
를 수행하였다 표tape test [ 9]
표 플라스틱 박막의 결과[ 9] HCAI Cross-cut tape test
하드코팅층의 에 의한 표면처리전 결과는 플라스틱에서처럼 모두 박리 되ion beam
었으나 의 량ion beam dose 5x1015 ~ 1x1017의 범위에서는 모두 접착력이 우수함
을 알 수 있었다 이는 하드코팅층위에 일부 무기질 재료가 포함되어 금속 박막과
의 친화성이 강하기 때문으로 판단되며 일반 고분자와는 달리 내열성이 매우 우수
하여 의 고에너지에서 수십분간의 조사에서도 표면에 탄화되는 경향이 없15 KeV
었다
- 49 -
미세금속박막증착2
플라스틱 반투과반사윈도우의 미세금속박막은 당사에서 보유하고 있는 고진공
시스템을 사용하여 증착하였다 그림 시스템을 구비하고 있IBAD [ 36] LoadLock
는 본 장비는 가 장착되어 있으며 모재의 평행이송과 를RF Plasma source Mask
사용하여 두께 균일성을 확보하였다
그림 증착 시스템[ 36] IBAD
반투과반사미러에 사용된 금속은 의 사의 을 사용하였다 당사에서9999 Cerac AI
보유하고 있는 4x10-6 진공도에서 을 사용하였다 증착시torr e-beam gun
는 증착율은 였으며 상하 좌우의 을 통Emission Current 280 5 sec Sweeping Å
해 균일한 증착율 유도하였다
그림 금속박막의 투과율[ 37] Spectrum
- 50 -
그림 금속박막의 전후면 반사[ 38] spectrum
사의 로 측정된 가시영역에서의 투과 반Hitachi U-2000 UV-Vis Spectrophotometer
사 을 그림 그림 에 나타내었다 각각의 투과반사율을 가시영spectrum [ 37] [ 38]
역에서의 평균값을 구한뒤 아래 표와 같이 흡수율을 구하였다 제작된 시제품의 흡[
수율은 였다248
표 금속증착막의 특성분석결과[ 10]
No 항 목 평 가 방 법 시 험 결 과
1 접 착 력 Cross-Cut 100100
2 투 과 율 Spectrophotometer 445
3 반사율 전면( ) Visual Range 307
4 반사율 후면( ) Visual Range 171
5 흡 수 율 Visual Range 248
- 51 -
제 장 결론5
제 절 연구결과1
플라즈마 표면처리공정연구 광경화에의한 하드코팅공정연구 고진공증착에의한 미
세 금속박막 증착연구개발을 통하여 수입되고 있는 플라스틱 반투과반사윈도우 소
재를 개발하였다 현재 상용되고 있는 수입소재의 기계적 광학적 특성을 분석을 통
하여 개발 목표치를 설정하였으며 최적 공정개발에의한 시제품제작을 완료하였다
시제품의 평가항목 및 특성치를 아래 표 에 나타내었다[ 12]
표 반투과반사윈도우 시제품의 특성표[ 12]
평 가 항 목 특성치 비 고
광흡수율1 () 248 분광기 기준30T
내마모성2 () 28 자체기준( haze)
접착력3 (x100) 100 회ASTMD3359 10
표면경도4 (H) 5 ASTMD3363 Mitsu-B
표면친수성5 (deg ) 171 Anglometer
미세파티클6 (1um) 01 Clean Room
본 과제 수행에의한 개발목표를 달성할 수 있었으며 주요기술개발내용은 다음과
같다 플라즈마를 이용하여 고분자 표면의 친수성 를 크게 높였으며 1) RF (171deg )
금속박막과의 접착력 을 크게 향상시켰다 광경화에의한 하드코팅공정(100100) 2)
개발에의해 플라스틱 표면경도 및 내마모성 을 크게 향상시켰다 고진(5H) (28) 3)
공 증착공정개발에의해 금속박막의 흡수율 을 크게 낮추어 광효율이 높은(248)
플라스틱 반투과반사 윈도우 시제품을 개발하였다 플라스틱 반투과반사윈도우 4)
소재를 평가하기 위한 광학적 기계적특성 평가기법을 확립하였다
- 52 -
제 절 향후전망2
개발된 플라스틱 반투과반사 윈도우는 플라스틱의 낮은 내열성과 표면경도 흡수율
을 개선하기 위한 것으로 최근 전자제품 정보통신부품 등 첨단전자제품에 적극 채
택되고 있다 특히 휴대폰 및 디스플레이의 투과창 소재가 기존 에서 투명플 glass
라스틱으로 적극 채택되면서 관련 공정기술개발과 함께 소재특성을 위한 다양한 연
구가 활발히 추진되고 있으며 선진국에서는 개발완료에 따른 양산체제 구축으로
전세계 시장을 석권하고 있는 상황이다
본 과제에의한 플라스틱 반투과반사 윈도우의 시제품은 수입시판되고 있는 상용소
재와 동등이상의 특성을 나타내고 있어 향후 양산설비 및 양산공정연구에의한 소
재의 국산화가 가능하다고 할 수있다 또한 본 과제의 플라즈마 표면처리는 저온
표면처리를 요하는 광학용 플라스틱 소재의 표면처리에 활용될 수 있으며 광경화에
의한 하드코팅공정은 기존 열경화방식과는 달리 화가 가능하며 대량 양산in-line
체제를 갖출 수 있어 향후 큰 폭의 성장이 기대된다
- 53 -
참 고 문 헌
1 Oleg A Popov ldquoHigh Density Plasma Sourcesrdquo NOYES Publications(1995)
전자기술연구회 초음파 응용 기문사2 ldquo ( 1997)
임준섭외 명3 4 ldquoImprovement in Surface Hardness of Plastic Surface Mirrorrdquo
Korea-Russia Symposium(1998)
4 Lan G Brown ldquoThe Physics and Technology of Ion Sourcerdquo John Wiley amp
Sons(1989)
이규환 외 명 진공증착법으로 제조된 박막의 밀착성에 관한연구 한국5 4 ldquo AI-Cr rdquo
표면공학회지 VoI27No1Feb(1994)
한성남 외 명6 4 ldquoImproving Wettability of Polycarbonate and adhesion with
aluminum by Ar+ ion irradiationrdquo JMaterial Res Vol9 Sep(1995)
한성남외 명 표면에 아르곤 조사와 친수성증대7 4 ldquoPolymethylmethacrylate rdquo The
Korean Physical Society Vol8No2 Mar pp193~198(1995)
인하대 광기술교육센터 광학시스템의 설계 및 평가 인하대 광기술교육센터8 ldquo rdquo
(1999)
임준섭외 명9 5 ldquoEffect of Ion Beam Assisted Cleaning on Adhesion of AI to
Polymer Substrate of PC and PMMArdquo Asian Finish lsquo98(1998)
10 CJ Brinker and GW Scherrer ldquoSol-Gel Science The Physics and
Chemistry of Sol-Gel ProcessingrdquoAcademic Press NY(1990)
아주공업 주 표면처리 기술을 이용한 자동차용 후사경 개발 산업자11 ( )rdquoPlasma rdquo
원부 최종보고서(2000)
고성진외 명 자동차용 플라스틱 미러와 그 제조방법 아주공업 주12 2 rdquo rdquo ( )(2002)
아주공업 주 플라즈마 기술을 이용한 오토바이 헬멧용 무적쉴드개발 중소기13 ( ) ldquo rdquo
업청 최종보고서(2002)
박원규 졸겔법의 응용과 제품 명현문화사14 rdquo rdquo (1999)
홍진후 경화코팅 조선대학교 출판부15 rdquoUV rdquo (2002)
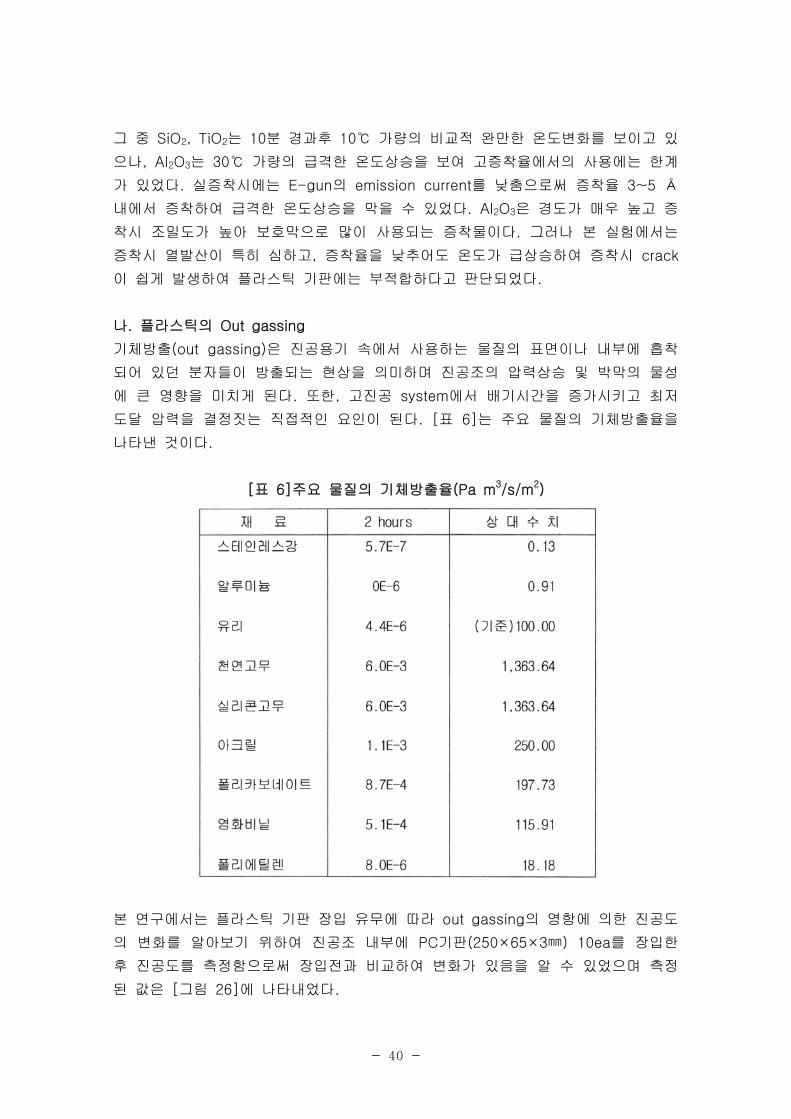
- 40 -
그 중 SiO2 TiO2는 분 경과후 가량의 비교적 완만한 온도변화를 보이고 있10 10
으나 AI2O3는 가량의 급격한 온도상승을 보여 고증착율에서의 사용에는 한계30
가 있었다 실증착시에는 의 를 낮춤으로써 증착율 E-gun emission current 3~5 Å
내에서 증착하여 급격한 온도상승을 막을 수 있었다 AI2O3은 경도가 매우 높고 증
착시 조밀도가 높아 보호막으로 많이 사용되는 증착물이다 그러나 본 실험에서는
증착시 열발산이 특히 심하고 증착율을 낮추어도 온도가 급상승하여 증착시 crack
이 쉽게 발생하여 플라스틱 기판에는 부적합하다고 판단되었다
나 플라스틱의 Out gassing
기체방출 은 진공용기 속에서 사용하는 물질의 표면이나 내부에 흡착(out gassing)
되어 있던 분자들이 방출되는 현상을 의미하며 진공조의 압력상승 및 박막의 물성
에 큰 영향을 미치게 된다 또한 고진공 에서 배기시간을 증가시키고 최저 system
도달 압력을 결정짓는 직접적인 요인이 된다 표 는 주요 물질의 기체방출율을 [ 6]
나타낸 것이다
표 주요 물질의 기체방출율[ 6] (Pa m3sm2)
본 연구에서는 플라스틱 기판 장입 유무에 따라 의 영항에 의한 진공도out gassing
의 변화를 알아보기 위하여 진공조 내부에 기판 를 장입한PC (250times65times3 ) 10ea
후 진공도를 측정함으로써 장입전과 비교하여 변화가 있음을 알 수 있었으며 측정
된 값은 그림 에 나타내었다[ 26]
- 41 -
그림 플라스틱 기판 유 무에 따른 진공도 변화[ 26]
그림 의 결과에서 나타나듯이 플라스틱 기판의 장입시 배기속도가 다소 늦[ 26] (PC)
어짐을 알 수 있었으며 이는 플라스틱 모재가 함유한 수분 등의 에 의out gassing
한 차이로 보여진다 기체 방출률은 표면상태나 세척정도 등에 의해 크게 baking
좌우된다고 알려져있어 본 연구에서는 진공조 내부의 에 세심한 주의를 cleaning
기울였으며 함수율이 높은 플라스틱 기판의 세척공정과 함께 건조공정을 확립하고
을 설치하여 플라스틱 기판이 진공조에 머무는 시간을 최소화함load lock system
으로써 플라스틱 모재로 인한 을 최소화할 수 있었다 out gassing
- 42 -
제 장 시제품제작 및 특성분석4
제 절 상용제품의 특성분석1
본 과제의 반투과반사윈도우 개발을 위해서 일본 상용제품의 특성을 분석하였다
일본제품의 측정결과 상하부는 이며 층의 두게는SEM 147 121 m Top coatingμ
로 층보다는 다소 얇은 코팅층이였다 또한 금속박막층은106 m Base coating μ
으로 관찰이 용이하지 않으나 및 에 근거한 추정결과 내SEM RBS SEM data 20nm
외로 판단되었다 아래 그림 은 상용제품의 모재 상하면의 단면 사진이다 [ 27] SEM
그림 반투과반사 윈도우 상용제품의 사진 상 하단면[ 27] SEM ( )
그림 은 일본제품의 분석 결과이다 이온을 조사하였고 이 때[ 28] RBS He2+
는 였으며 고에너지에의한 플라스틱 표면의 손상을 줄이기beam energy 224MeV
위해 이온 량을 으로 낮게 설정하였다dose 80 C μ
그림 반투과반사 윈도우 상용제품의[ 28] RBS Spectrum
- 43 -
분석결과 표층에는 내외의 이 관찰되었으며 내부로 됨에 따라 유20nm AI etching
기물이 지속적으로 관찰되고 있음을 알 수 있다 그림 과는 달리 표면에 [ 27] top
층이 존재하지 않으며 표면에서는 층만이 존재함을 알 수 있다coating AI
제 절 플라즈마 표면처리2
플라스틱 반투과반사 윈도우 시제품제작을 위해 플라즈마 이온빔을 조사하여 플라
스틱 모재의 표면처리를 수행하였다 플라즈마는 의 고순도 의 999999 20 sccm
를 공급하면서 를 사용하여 발생시켰다 이 때 는Ar gas RF power RF Power 80W
였으며 는 로 설정하여 모재가 장착된 지그를 좌우 이송하 Ion Beam energy 1KeV
면서 표면처리공정을 수행하였다 는 Base Pressure 12times10-6 였으며torr Working
는Pressure 5x10-4 였다 조사시간은 로torr Ion Beam 120sec 5times1017 Ar+ ions
의 였다 그림 는 에의한 표면처리 후 표면의 상태를 보기위한dose [ 29] ion beam
사진이다 의 면적을 하였으며 곳을 측정하여 평균값을 취AFM 1 x 1 scanning 5
하였다 조사 전후 표면의 거칠기 는 에서 로 다소 증가하였으 Ion (Ra) 55 589Å Å
나 플라스틱의 표면에는 큰 손상을 주지는 않는 것으로 파악되었다
그림 표면개질전후의 사진[ 29] AFM
그림 은 표면처리후 플라스틱 모재 상에 증류수를 떨어트려 을[ 30] Wetting angle
측정한 결과이다 표면처리 전 의 이 로 크게 줄여 들어 722 deg Wetting angle 171 deg
표면친수성이 크게 향상되었음을 알 수 있다
- 44 -
그림[ 30] Wetting Angle Test
제 절 광경화에의한 하드코팅3
광경화 하드코팅공정1
반투과반사 윈도우로 사용되는 플라스틱 소재는 낮은 내열성과 표면경도로 인해 코
팅층의 내구성 높이는데 한계가 있어 유무기계 막을 형성시킴으로써 표hard coating
면경도나 내마모성 등의 기계적 특성을 크게 향상시켰으며 코팅후 소재의 내마모
성 표면경도에 대한 평가를 수행하였다 하드코팅 공정에 있어서 가장 유의해야할
사항 중 하나는 공기 중 무수히 존재하는 미세먼지 및 파티클에의한 코팅층의 오염
이라고 할 수 있다 코팅층에 포함된 파티클은 코팅액의 흐름과 두께불균일성을 발
생할 수 있으며 더욱이 투명제품의 파티클은 제품불량에 있어서 주요요인이라고
할 수 있다 미세 파티클은 세척공정에서부터 경화 후 포장공정에 까지 일관되게
제어되어야 하며 양압에의한 클린룸을 필요로 하고 있다 더욱이 도포 및 경화조건
은 온습도 매우 민감하여 클린룸에 의한 항온항습이 필수적이라고 할 수 있다 본
과제에서는 헤파필터에 의한 의 항온항습 클린룸에서 하드코팅공정을Class 1000
수행하였다
막의 두께 균일성을 파악하기 위하여 측정위치를 변화시키면서Hard coating SEM
에의한 두께를 측정하였다
가 측정 방법 인 플라스틱기판을 대략 정도 250 X65 X3(t) 150 dip-coating
하여 기판을 아래 그림 과 같이 크기로 등분 한 후[ 31] 65cmX25cm 5 (1) (2)
샘플을 로 절단하여 단면가공 후 으로 관찰하였다(3) 10 X 4 SEM
- 45 -
그림 시료의 크기 및 측정점[ 31]
나 측정 결과 시료의 각 위치에서의 코팅층 측정두께를 표 에 나타내었다 아 [ 7]
울러 단면 사진을 그림 에 나타내었다SEM [ 32]
표 막의 두께 측정 결과 사용[ 7] hard coating (SEM )
그림 층의 단면 사진[ 32] Hard coating SEM
시제품의 하드코팅층 물성평가2
플라스틱 반투과반사 윈도우용 소재는 표면경도 접착력 내마모성 등 waveness
다양한 물성들을 만족시켜야 한다 물성시험을 위한 시료는 상에 코 PMMA A-104
팅액을 속도로 인상하여 광경화공정을 통해 제작되었다2 s
- 46 -
가 내마모성
하드코팅된 소재의 내마모성은 를 사용하여 물성평가를 실시하였steel wool tester
다 은 를 사용하였으며 하중은 을 유지하였고 왕복회수는 Steel wool 0000 1kg 50
회로 설정하여 시험 후 각 시편의 스크레치 발생 정도를 비교분석함으로써 코팅층
을 평가할 수 있었다 그림 은 자체에서 설계 제작한 [ 33] steel wool scratch
의 사진이며 사양은 다음과 같다tester
기계규격 670 times 265 times 370①
로울러 지지축 운동규격 20 times 158 times 304 ( 120 )②
로울러 12 times 50③ empty회전축 모터와 연결축 11 ( )④ empty무게추 고정봉 5 times 80⑤ empty무게추 500g 2 ea 200g 4 ea 100g 4 ea⑥
밸런스 추 295g⑦
로울러축 지지대 20 times 24 times 62⑧
이동 정반 8 times 168 times 372⑨
시험품 고정판 40 84 times 150 ( 2 ea )⑩
가압 핸들 5 times40⑪
그림[ 33] Steel Wool Scratch Tester
나 표면경도
막은 내마모성과 표면경도에서 한계가 있는 플라스틱 표면특성을 향Hard coating
상시키기 위해 수행되었으며 딥방식에의한 도포와 에의한 광경화공정을 적용하 UV
였다
- 47 -
그림[ 34] Pencil Hardness Tester
딥 도포공정에서 인상속도를 로 유지하였다 표 는 플라스틱 모재 위에4 sec [ 8]
다양한 의 제를 사용하여 코팅한 실험 결과이며 표면연필경도는grade hard coating
로써 모재의 경도보다 단계 상승하였으며 코팅제로 막을4~5H 3~4 A-104 coating
형성시킨 경우 내스크레치성에서도 하중 하에서 으로 1kg steel wool 0000
막 위를 회 왕복하였을 때 막에 스크레치가 거의 발생하지 않았coating 50 coating
다
표 막에 대한 시험 결과[ 8] Hard coating (4 s)
- 48 -
제 절 고진공금속박막증착4
하드코팅막의 표면처리1
그림 플라즈마 표면처리된 하드코팅막의 사진[ 35] AFM
하드코팅막은 등 무기물을 다량 함유하고 있는 유무기의 혼합물질이다 고분silicon
자와는 달리 하드코팅막은 이온선량의 넓은 범위에 걸쳐서 증류수와의 접촉각이 매
우 낮았다
결과 막에 있어서는Water drop test hard coating 3times1015 ~ 4times1017 Ar+ ions
의 범위내의 량으로 증류수의 접촉각이 낮음을 알 수 있었다 증착막의 접ion dose
착력 향상정도를 확인하기 위하여 이온선량을 변화시키며 하드코팅층 표면에 dose
량에 따라 Ar+ 을 조사한 후 의 박막을 증착하여ion beam 100nm AI cross-cut
를 수행하였다 표tape test [ 9]
표 플라스틱 박막의 결과[ 9] HCAI Cross-cut tape test
하드코팅층의 에 의한 표면처리전 결과는 플라스틱에서처럼 모두 박리 되ion beam
었으나 의 량ion beam dose 5x1015 ~ 1x1017의 범위에서는 모두 접착력이 우수함
을 알 수 있었다 이는 하드코팅층위에 일부 무기질 재료가 포함되어 금속 박막과
의 친화성이 강하기 때문으로 판단되며 일반 고분자와는 달리 내열성이 매우 우수
하여 의 고에너지에서 수십분간의 조사에서도 표면에 탄화되는 경향이 없15 KeV
었다
- 49 -
미세금속박막증착2
플라스틱 반투과반사윈도우의 미세금속박막은 당사에서 보유하고 있는 고진공
시스템을 사용하여 증착하였다 그림 시스템을 구비하고 있IBAD [ 36] LoadLock
는 본 장비는 가 장착되어 있으며 모재의 평행이송과 를RF Plasma source Mask
사용하여 두께 균일성을 확보하였다
그림 증착 시스템[ 36] IBAD
반투과반사미러에 사용된 금속은 의 사의 을 사용하였다 당사에서9999 Cerac AI
보유하고 있는 4x10-6 진공도에서 을 사용하였다 증착시torr e-beam gun
는 증착율은 였으며 상하 좌우의 을 통Emission Current 280 5 sec Sweeping Å
해 균일한 증착율 유도하였다
그림 금속박막의 투과율[ 37] Spectrum
- 50 -
그림 금속박막의 전후면 반사[ 38] spectrum
사의 로 측정된 가시영역에서의 투과 반Hitachi U-2000 UV-Vis Spectrophotometer
사 을 그림 그림 에 나타내었다 각각의 투과반사율을 가시영spectrum [ 37] [ 38]
역에서의 평균값을 구한뒤 아래 표와 같이 흡수율을 구하였다 제작된 시제품의 흡[
수율은 였다248
표 금속증착막의 특성분석결과[ 10]
No 항 목 평 가 방 법 시 험 결 과
1 접 착 력 Cross-Cut 100100
2 투 과 율 Spectrophotometer 445
3 반사율 전면( ) Visual Range 307
4 반사율 후면( ) Visual Range 171
5 흡 수 율 Visual Range 248
- 51 -
제 장 결론5
제 절 연구결과1
플라즈마 표면처리공정연구 광경화에의한 하드코팅공정연구 고진공증착에의한 미
세 금속박막 증착연구개발을 통하여 수입되고 있는 플라스틱 반투과반사윈도우 소
재를 개발하였다 현재 상용되고 있는 수입소재의 기계적 광학적 특성을 분석을 통
하여 개발 목표치를 설정하였으며 최적 공정개발에의한 시제품제작을 완료하였다
시제품의 평가항목 및 특성치를 아래 표 에 나타내었다[ 12]
표 반투과반사윈도우 시제품의 특성표[ 12]
평 가 항 목 특성치 비 고
광흡수율1 () 248 분광기 기준30T
내마모성2 () 28 자체기준( haze)
접착력3 (x100) 100 회ASTMD3359 10
표면경도4 (H) 5 ASTMD3363 Mitsu-B
표면친수성5 (deg ) 171 Anglometer
미세파티클6 (1um) 01 Clean Room
본 과제 수행에의한 개발목표를 달성할 수 있었으며 주요기술개발내용은 다음과
같다 플라즈마를 이용하여 고분자 표면의 친수성 를 크게 높였으며 1) RF (171deg )
금속박막과의 접착력 을 크게 향상시켰다 광경화에의한 하드코팅공정(100100) 2)
개발에의해 플라스틱 표면경도 및 내마모성 을 크게 향상시켰다 고진(5H) (28) 3)
공 증착공정개발에의해 금속박막의 흡수율 을 크게 낮추어 광효율이 높은(248)
플라스틱 반투과반사 윈도우 시제품을 개발하였다 플라스틱 반투과반사윈도우 4)
소재를 평가하기 위한 광학적 기계적특성 평가기법을 확립하였다
- 52 -
제 절 향후전망2
개발된 플라스틱 반투과반사 윈도우는 플라스틱의 낮은 내열성과 표면경도 흡수율
을 개선하기 위한 것으로 최근 전자제품 정보통신부품 등 첨단전자제품에 적극 채
택되고 있다 특히 휴대폰 및 디스플레이의 투과창 소재가 기존 에서 투명플 glass
라스틱으로 적극 채택되면서 관련 공정기술개발과 함께 소재특성을 위한 다양한 연
구가 활발히 추진되고 있으며 선진국에서는 개발완료에 따른 양산체제 구축으로
전세계 시장을 석권하고 있는 상황이다
본 과제에의한 플라스틱 반투과반사 윈도우의 시제품은 수입시판되고 있는 상용소
재와 동등이상의 특성을 나타내고 있어 향후 양산설비 및 양산공정연구에의한 소
재의 국산화가 가능하다고 할 수있다 또한 본 과제의 플라즈마 표면처리는 저온
표면처리를 요하는 광학용 플라스틱 소재의 표면처리에 활용될 수 있으며 광경화에
의한 하드코팅공정은 기존 열경화방식과는 달리 화가 가능하며 대량 양산in-line
체제를 갖출 수 있어 향후 큰 폭의 성장이 기대된다
- 53 -
참 고 문 헌
1 Oleg A Popov ldquoHigh Density Plasma Sourcesrdquo NOYES Publications(1995)
전자기술연구회 초음파 응용 기문사2 ldquo ( 1997)
임준섭외 명3 4 ldquoImprovement in Surface Hardness of Plastic Surface Mirrorrdquo
Korea-Russia Symposium(1998)
4 Lan G Brown ldquoThe Physics and Technology of Ion Sourcerdquo John Wiley amp
Sons(1989)
이규환 외 명 진공증착법으로 제조된 박막의 밀착성에 관한연구 한국5 4 ldquo AI-Cr rdquo
표면공학회지 VoI27No1Feb(1994)
한성남 외 명6 4 ldquoImproving Wettability of Polycarbonate and adhesion with
aluminum by Ar+ ion irradiationrdquo JMaterial Res Vol9 Sep(1995)
한성남외 명 표면에 아르곤 조사와 친수성증대7 4 ldquoPolymethylmethacrylate rdquo The
Korean Physical Society Vol8No2 Mar pp193~198(1995)
인하대 광기술교육센터 광학시스템의 설계 및 평가 인하대 광기술교육센터8 ldquo rdquo
(1999)
임준섭외 명9 5 ldquoEffect of Ion Beam Assisted Cleaning on Adhesion of AI to
Polymer Substrate of PC and PMMArdquo Asian Finish lsquo98(1998)
10 CJ Brinker and GW Scherrer ldquoSol-Gel Science The Physics and
Chemistry of Sol-Gel ProcessingrdquoAcademic Press NY(1990)
아주공업 주 표면처리 기술을 이용한 자동차용 후사경 개발 산업자11 ( )rdquoPlasma rdquo
원부 최종보고서(2000)
고성진외 명 자동차용 플라스틱 미러와 그 제조방법 아주공업 주12 2 rdquo rdquo ( )(2002)
아주공업 주 플라즈마 기술을 이용한 오토바이 헬멧용 무적쉴드개발 중소기13 ( ) ldquo rdquo
업청 최종보고서(2002)
박원규 졸겔법의 응용과 제품 명현문화사14 rdquo rdquo (1999)
홍진후 경화코팅 조선대학교 출판부15 rdquoUV rdquo (2002)
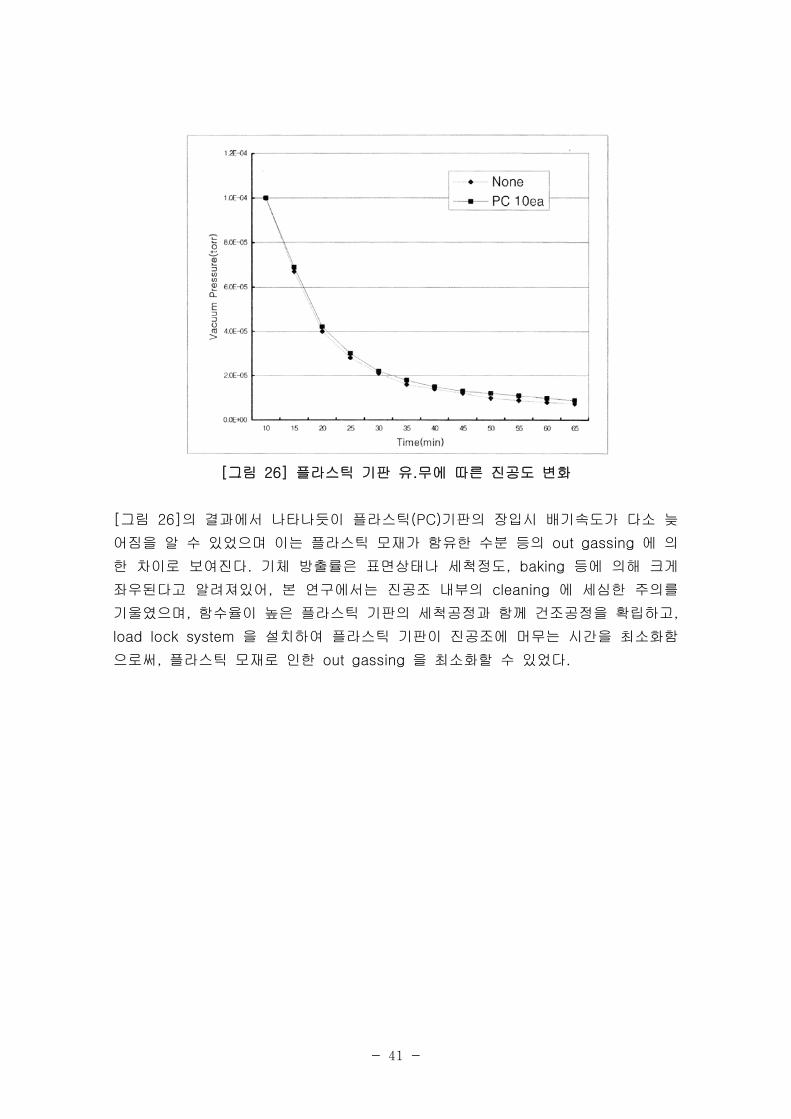
- 41 -
그림 플라스틱 기판 유 무에 따른 진공도 변화[ 26]
그림 의 결과에서 나타나듯이 플라스틱 기판의 장입시 배기속도가 다소 늦[ 26] (PC)
어짐을 알 수 있었으며 이는 플라스틱 모재가 함유한 수분 등의 에 의out gassing
한 차이로 보여진다 기체 방출률은 표면상태나 세척정도 등에 의해 크게 baking
좌우된다고 알려져있어 본 연구에서는 진공조 내부의 에 세심한 주의를 cleaning
기울였으며 함수율이 높은 플라스틱 기판의 세척공정과 함께 건조공정을 확립하고
을 설치하여 플라스틱 기판이 진공조에 머무는 시간을 최소화함load lock system
으로써 플라스틱 모재로 인한 을 최소화할 수 있었다 out gassing
- 42 -
제 장 시제품제작 및 특성분석4
제 절 상용제품의 특성분석1
본 과제의 반투과반사윈도우 개발을 위해서 일본 상용제품의 특성을 분석하였다
일본제품의 측정결과 상하부는 이며 층의 두게는SEM 147 121 m Top coatingμ
로 층보다는 다소 얇은 코팅층이였다 또한 금속박막층은106 m Base coating μ
으로 관찰이 용이하지 않으나 및 에 근거한 추정결과 내SEM RBS SEM data 20nm
외로 판단되었다 아래 그림 은 상용제품의 모재 상하면의 단면 사진이다 [ 27] SEM
그림 반투과반사 윈도우 상용제품의 사진 상 하단면[ 27] SEM ( )
그림 은 일본제품의 분석 결과이다 이온을 조사하였고 이 때[ 28] RBS He2+
는 였으며 고에너지에의한 플라스틱 표면의 손상을 줄이기beam energy 224MeV
위해 이온 량을 으로 낮게 설정하였다dose 80 C μ
그림 반투과반사 윈도우 상용제품의[ 28] RBS Spectrum
- 43 -
분석결과 표층에는 내외의 이 관찰되었으며 내부로 됨에 따라 유20nm AI etching
기물이 지속적으로 관찰되고 있음을 알 수 있다 그림 과는 달리 표면에 [ 27] top
층이 존재하지 않으며 표면에서는 층만이 존재함을 알 수 있다coating AI
제 절 플라즈마 표면처리2
플라스틱 반투과반사 윈도우 시제품제작을 위해 플라즈마 이온빔을 조사하여 플라
스틱 모재의 표면처리를 수행하였다 플라즈마는 의 고순도 의 999999 20 sccm
를 공급하면서 를 사용하여 발생시켰다 이 때 는Ar gas RF power RF Power 80W
였으며 는 로 설정하여 모재가 장착된 지그를 좌우 이송하 Ion Beam energy 1KeV
면서 표면처리공정을 수행하였다 는 Base Pressure 12times10-6 였으며torr Working
는Pressure 5x10-4 였다 조사시간은 로torr Ion Beam 120sec 5times1017 Ar+ ions
의 였다 그림 는 에의한 표면처리 후 표면의 상태를 보기위한dose [ 29] ion beam
사진이다 의 면적을 하였으며 곳을 측정하여 평균값을 취AFM 1 x 1 scanning 5
하였다 조사 전후 표면의 거칠기 는 에서 로 다소 증가하였으 Ion (Ra) 55 589Å Å
나 플라스틱의 표면에는 큰 손상을 주지는 않는 것으로 파악되었다
그림 표면개질전후의 사진[ 29] AFM
그림 은 표면처리후 플라스틱 모재 상에 증류수를 떨어트려 을[ 30] Wetting angle
측정한 결과이다 표면처리 전 의 이 로 크게 줄여 들어 722 deg Wetting angle 171 deg
표면친수성이 크게 향상되었음을 알 수 있다
- 44 -
그림[ 30] Wetting Angle Test
제 절 광경화에의한 하드코팅3
광경화 하드코팅공정1
반투과반사 윈도우로 사용되는 플라스틱 소재는 낮은 내열성과 표면경도로 인해 코
팅층의 내구성 높이는데 한계가 있어 유무기계 막을 형성시킴으로써 표hard coating
면경도나 내마모성 등의 기계적 특성을 크게 향상시켰으며 코팅후 소재의 내마모
성 표면경도에 대한 평가를 수행하였다 하드코팅 공정에 있어서 가장 유의해야할
사항 중 하나는 공기 중 무수히 존재하는 미세먼지 및 파티클에의한 코팅층의 오염
이라고 할 수 있다 코팅층에 포함된 파티클은 코팅액의 흐름과 두께불균일성을 발
생할 수 있으며 더욱이 투명제품의 파티클은 제품불량에 있어서 주요요인이라고
할 수 있다 미세 파티클은 세척공정에서부터 경화 후 포장공정에 까지 일관되게
제어되어야 하며 양압에의한 클린룸을 필요로 하고 있다 더욱이 도포 및 경화조건
은 온습도 매우 민감하여 클린룸에 의한 항온항습이 필수적이라고 할 수 있다 본
과제에서는 헤파필터에 의한 의 항온항습 클린룸에서 하드코팅공정을Class 1000
수행하였다
막의 두께 균일성을 파악하기 위하여 측정위치를 변화시키면서Hard coating SEM
에의한 두께를 측정하였다
가 측정 방법 인 플라스틱기판을 대략 정도 250 X65 X3(t) 150 dip-coating
하여 기판을 아래 그림 과 같이 크기로 등분 한 후[ 31] 65cmX25cm 5 (1) (2)
샘플을 로 절단하여 단면가공 후 으로 관찰하였다(3) 10 X 4 SEM
- 45 -
그림 시료의 크기 및 측정점[ 31]
나 측정 결과 시료의 각 위치에서의 코팅층 측정두께를 표 에 나타내었다 아 [ 7]
울러 단면 사진을 그림 에 나타내었다SEM [ 32]
표 막의 두께 측정 결과 사용[ 7] hard coating (SEM )
그림 층의 단면 사진[ 32] Hard coating SEM
시제품의 하드코팅층 물성평가2
플라스틱 반투과반사 윈도우용 소재는 표면경도 접착력 내마모성 등 waveness
다양한 물성들을 만족시켜야 한다 물성시험을 위한 시료는 상에 코 PMMA A-104
팅액을 속도로 인상하여 광경화공정을 통해 제작되었다2 s
- 46 -
가 내마모성
하드코팅된 소재의 내마모성은 를 사용하여 물성평가를 실시하였steel wool tester
다 은 를 사용하였으며 하중은 을 유지하였고 왕복회수는 Steel wool 0000 1kg 50
회로 설정하여 시험 후 각 시편의 스크레치 발생 정도를 비교분석함으로써 코팅층
을 평가할 수 있었다 그림 은 자체에서 설계 제작한 [ 33] steel wool scratch
의 사진이며 사양은 다음과 같다tester
기계규격 670 times 265 times 370①
로울러 지지축 운동규격 20 times 158 times 304 ( 120 )②
로울러 12 times 50③ empty회전축 모터와 연결축 11 ( )④ empty무게추 고정봉 5 times 80⑤ empty무게추 500g 2 ea 200g 4 ea 100g 4 ea⑥
밸런스 추 295g⑦
로울러축 지지대 20 times 24 times 62⑧
이동 정반 8 times 168 times 372⑨
시험품 고정판 40 84 times 150 ( 2 ea )⑩
가압 핸들 5 times40⑪
그림[ 33] Steel Wool Scratch Tester
나 표면경도
막은 내마모성과 표면경도에서 한계가 있는 플라스틱 표면특성을 향Hard coating
상시키기 위해 수행되었으며 딥방식에의한 도포와 에의한 광경화공정을 적용하 UV
였다
- 47 -
그림[ 34] Pencil Hardness Tester
딥 도포공정에서 인상속도를 로 유지하였다 표 는 플라스틱 모재 위에4 sec [ 8]
다양한 의 제를 사용하여 코팅한 실험 결과이며 표면연필경도는grade hard coating
로써 모재의 경도보다 단계 상승하였으며 코팅제로 막을4~5H 3~4 A-104 coating
형성시킨 경우 내스크레치성에서도 하중 하에서 으로 1kg steel wool 0000
막 위를 회 왕복하였을 때 막에 스크레치가 거의 발생하지 않았coating 50 coating
다
표 막에 대한 시험 결과[ 8] Hard coating (4 s)
- 48 -
제 절 고진공금속박막증착4
하드코팅막의 표면처리1
그림 플라즈마 표면처리된 하드코팅막의 사진[ 35] AFM
하드코팅막은 등 무기물을 다량 함유하고 있는 유무기의 혼합물질이다 고분silicon
자와는 달리 하드코팅막은 이온선량의 넓은 범위에 걸쳐서 증류수와의 접촉각이 매
우 낮았다
결과 막에 있어서는Water drop test hard coating 3times1015 ~ 4times1017 Ar+ ions
의 범위내의 량으로 증류수의 접촉각이 낮음을 알 수 있었다 증착막의 접ion dose
착력 향상정도를 확인하기 위하여 이온선량을 변화시키며 하드코팅층 표면에 dose
량에 따라 Ar+ 을 조사한 후 의 박막을 증착하여ion beam 100nm AI cross-cut
를 수행하였다 표tape test [ 9]
표 플라스틱 박막의 결과[ 9] HCAI Cross-cut tape test
하드코팅층의 에 의한 표면처리전 결과는 플라스틱에서처럼 모두 박리 되ion beam
었으나 의 량ion beam dose 5x1015 ~ 1x1017의 범위에서는 모두 접착력이 우수함
을 알 수 있었다 이는 하드코팅층위에 일부 무기질 재료가 포함되어 금속 박막과
의 친화성이 강하기 때문으로 판단되며 일반 고분자와는 달리 내열성이 매우 우수
하여 의 고에너지에서 수십분간의 조사에서도 표면에 탄화되는 경향이 없15 KeV
었다
- 49 -
미세금속박막증착2
플라스틱 반투과반사윈도우의 미세금속박막은 당사에서 보유하고 있는 고진공
시스템을 사용하여 증착하였다 그림 시스템을 구비하고 있IBAD [ 36] LoadLock
는 본 장비는 가 장착되어 있으며 모재의 평행이송과 를RF Plasma source Mask
사용하여 두께 균일성을 확보하였다
그림 증착 시스템[ 36] IBAD
반투과반사미러에 사용된 금속은 의 사의 을 사용하였다 당사에서9999 Cerac AI
보유하고 있는 4x10-6 진공도에서 을 사용하였다 증착시torr e-beam gun
는 증착율은 였으며 상하 좌우의 을 통Emission Current 280 5 sec Sweeping Å
해 균일한 증착율 유도하였다
그림 금속박막의 투과율[ 37] Spectrum
- 50 -
그림 금속박막의 전후면 반사[ 38] spectrum
사의 로 측정된 가시영역에서의 투과 반Hitachi U-2000 UV-Vis Spectrophotometer
사 을 그림 그림 에 나타내었다 각각의 투과반사율을 가시영spectrum [ 37] [ 38]
역에서의 평균값을 구한뒤 아래 표와 같이 흡수율을 구하였다 제작된 시제품의 흡[
수율은 였다248
표 금속증착막의 특성분석결과[ 10]
No 항 목 평 가 방 법 시 험 결 과
1 접 착 력 Cross-Cut 100100
2 투 과 율 Spectrophotometer 445
3 반사율 전면( ) Visual Range 307
4 반사율 후면( ) Visual Range 171
5 흡 수 율 Visual Range 248
- 51 -
제 장 결론5
제 절 연구결과1
플라즈마 표면처리공정연구 광경화에의한 하드코팅공정연구 고진공증착에의한 미
세 금속박막 증착연구개발을 통하여 수입되고 있는 플라스틱 반투과반사윈도우 소
재를 개발하였다 현재 상용되고 있는 수입소재의 기계적 광학적 특성을 분석을 통
하여 개발 목표치를 설정하였으며 최적 공정개발에의한 시제품제작을 완료하였다
시제품의 평가항목 및 특성치를 아래 표 에 나타내었다[ 12]
표 반투과반사윈도우 시제품의 특성표[ 12]
평 가 항 목 특성치 비 고
광흡수율1 () 248 분광기 기준30T
내마모성2 () 28 자체기준( haze)
접착력3 (x100) 100 회ASTMD3359 10
표면경도4 (H) 5 ASTMD3363 Mitsu-B
표면친수성5 (deg ) 171 Anglometer
미세파티클6 (1um) 01 Clean Room
본 과제 수행에의한 개발목표를 달성할 수 있었으며 주요기술개발내용은 다음과
같다 플라즈마를 이용하여 고분자 표면의 친수성 를 크게 높였으며 1) RF (171deg )
금속박막과의 접착력 을 크게 향상시켰다 광경화에의한 하드코팅공정(100100) 2)
개발에의해 플라스틱 표면경도 및 내마모성 을 크게 향상시켰다 고진(5H) (28) 3)
공 증착공정개발에의해 금속박막의 흡수율 을 크게 낮추어 광효율이 높은(248)
플라스틱 반투과반사 윈도우 시제품을 개발하였다 플라스틱 반투과반사윈도우 4)
소재를 평가하기 위한 광학적 기계적특성 평가기법을 확립하였다
- 52 -
제 절 향후전망2
개발된 플라스틱 반투과반사 윈도우는 플라스틱의 낮은 내열성과 표면경도 흡수율
을 개선하기 위한 것으로 최근 전자제품 정보통신부품 등 첨단전자제품에 적극 채
택되고 있다 특히 휴대폰 및 디스플레이의 투과창 소재가 기존 에서 투명플 glass
라스틱으로 적극 채택되면서 관련 공정기술개발과 함께 소재특성을 위한 다양한 연
구가 활발히 추진되고 있으며 선진국에서는 개발완료에 따른 양산체제 구축으로
전세계 시장을 석권하고 있는 상황이다
본 과제에의한 플라스틱 반투과반사 윈도우의 시제품은 수입시판되고 있는 상용소
재와 동등이상의 특성을 나타내고 있어 향후 양산설비 및 양산공정연구에의한 소
재의 국산화가 가능하다고 할 수있다 또한 본 과제의 플라즈마 표면처리는 저온
표면처리를 요하는 광학용 플라스틱 소재의 표면처리에 활용될 수 있으며 광경화에
의한 하드코팅공정은 기존 열경화방식과는 달리 화가 가능하며 대량 양산in-line
체제를 갖출 수 있어 향후 큰 폭의 성장이 기대된다
- 53 -
참 고 문 헌
1 Oleg A Popov ldquoHigh Density Plasma Sourcesrdquo NOYES Publications(1995)
전자기술연구회 초음파 응용 기문사2 ldquo ( 1997)
임준섭외 명3 4 ldquoImprovement in Surface Hardness of Plastic Surface Mirrorrdquo
Korea-Russia Symposium(1998)
4 Lan G Brown ldquoThe Physics and Technology of Ion Sourcerdquo John Wiley amp
Sons(1989)
이규환 외 명 진공증착법으로 제조된 박막의 밀착성에 관한연구 한국5 4 ldquo AI-Cr rdquo
표면공학회지 VoI27No1Feb(1994)
한성남 외 명6 4 ldquoImproving Wettability of Polycarbonate and adhesion with
aluminum by Ar+ ion irradiationrdquo JMaterial Res Vol9 Sep(1995)
한성남외 명 표면에 아르곤 조사와 친수성증대7 4 ldquoPolymethylmethacrylate rdquo The
Korean Physical Society Vol8No2 Mar pp193~198(1995)
인하대 광기술교육센터 광학시스템의 설계 및 평가 인하대 광기술교육센터8 ldquo rdquo
(1999)
임준섭외 명9 5 ldquoEffect of Ion Beam Assisted Cleaning on Adhesion of AI to
Polymer Substrate of PC and PMMArdquo Asian Finish lsquo98(1998)
10 CJ Brinker and GW Scherrer ldquoSol-Gel Science The Physics and
Chemistry of Sol-Gel ProcessingrdquoAcademic Press NY(1990)
아주공업 주 표면처리 기술을 이용한 자동차용 후사경 개발 산업자11 ( )rdquoPlasma rdquo
원부 최종보고서(2000)
고성진외 명 자동차용 플라스틱 미러와 그 제조방법 아주공업 주12 2 rdquo rdquo ( )(2002)
아주공업 주 플라즈마 기술을 이용한 오토바이 헬멧용 무적쉴드개발 중소기13 ( ) ldquo rdquo
업청 최종보고서(2002)
박원규 졸겔법의 응용과 제품 명현문화사14 rdquo rdquo (1999)
홍진후 경화코팅 조선대학교 출판부15 rdquoUV rdquo (2002)
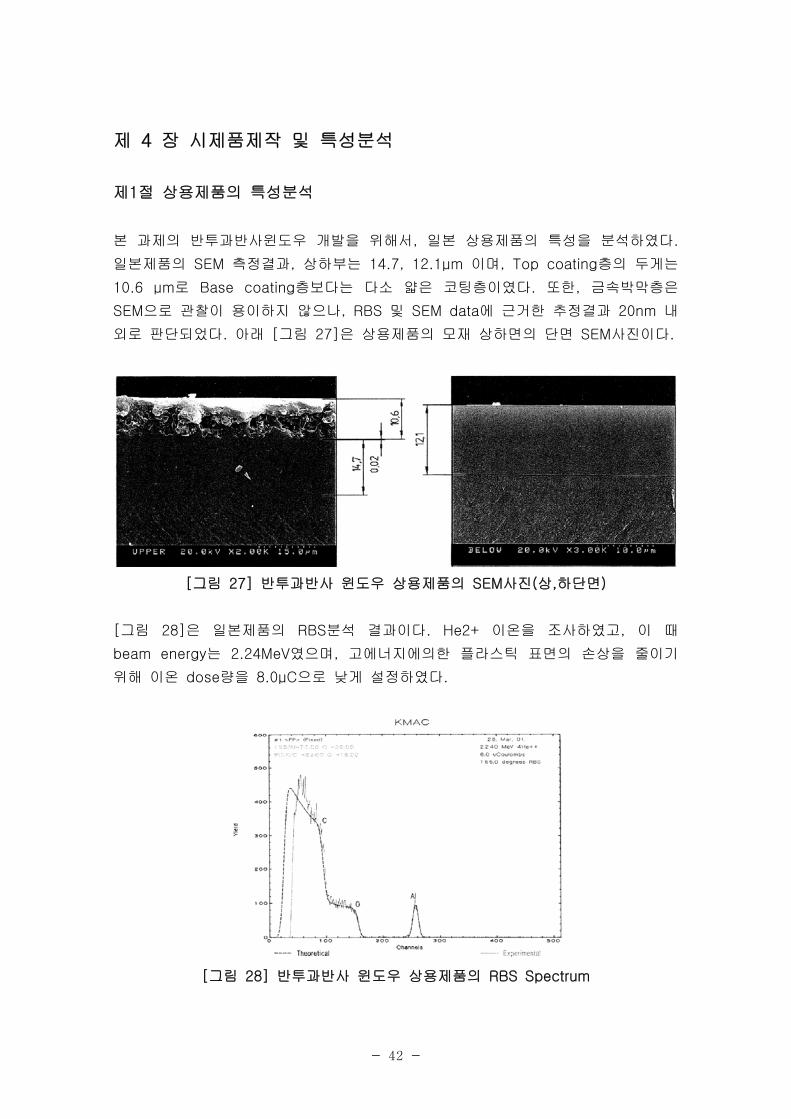
- 42 -
제 장 시제품제작 및 특성분석4
제 절 상용제품의 특성분석1
본 과제의 반투과반사윈도우 개발을 위해서 일본 상용제품의 특성을 분석하였다
일본제품의 측정결과 상하부는 이며 층의 두게는SEM 147 121 m Top coatingμ
로 층보다는 다소 얇은 코팅층이였다 또한 금속박막층은106 m Base coating μ
으로 관찰이 용이하지 않으나 및 에 근거한 추정결과 내SEM RBS SEM data 20nm
외로 판단되었다 아래 그림 은 상용제품의 모재 상하면의 단면 사진이다 [ 27] SEM
그림 반투과반사 윈도우 상용제품의 사진 상 하단면[ 27] SEM ( )
그림 은 일본제품의 분석 결과이다 이온을 조사하였고 이 때[ 28] RBS He2+
는 였으며 고에너지에의한 플라스틱 표면의 손상을 줄이기beam energy 224MeV
위해 이온 량을 으로 낮게 설정하였다dose 80 C μ
그림 반투과반사 윈도우 상용제품의[ 28] RBS Spectrum
- 43 -
분석결과 표층에는 내외의 이 관찰되었으며 내부로 됨에 따라 유20nm AI etching
기물이 지속적으로 관찰되고 있음을 알 수 있다 그림 과는 달리 표면에 [ 27] top
층이 존재하지 않으며 표면에서는 층만이 존재함을 알 수 있다coating AI
제 절 플라즈마 표면처리2
플라스틱 반투과반사 윈도우 시제품제작을 위해 플라즈마 이온빔을 조사하여 플라
스틱 모재의 표면처리를 수행하였다 플라즈마는 의 고순도 의 999999 20 sccm
를 공급하면서 를 사용하여 발생시켰다 이 때 는Ar gas RF power RF Power 80W
였으며 는 로 설정하여 모재가 장착된 지그를 좌우 이송하 Ion Beam energy 1KeV
면서 표면처리공정을 수행하였다 는 Base Pressure 12times10-6 였으며torr Working
는Pressure 5x10-4 였다 조사시간은 로torr Ion Beam 120sec 5times1017 Ar+ ions
의 였다 그림 는 에의한 표면처리 후 표면의 상태를 보기위한dose [ 29] ion beam
사진이다 의 면적을 하였으며 곳을 측정하여 평균값을 취AFM 1 x 1 scanning 5
하였다 조사 전후 표면의 거칠기 는 에서 로 다소 증가하였으 Ion (Ra) 55 589Å Å
나 플라스틱의 표면에는 큰 손상을 주지는 않는 것으로 파악되었다
그림 표면개질전후의 사진[ 29] AFM
그림 은 표면처리후 플라스틱 모재 상에 증류수를 떨어트려 을[ 30] Wetting angle
측정한 결과이다 표면처리 전 의 이 로 크게 줄여 들어 722 deg Wetting angle 171 deg
표면친수성이 크게 향상되었음을 알 수 있다
- 44 -
그림[ 30] Wetting Angle Test
제 절 광경화에의한 하드코팅3
광경화 하드코팅공정1
반투과반사 윈도우로 사용되는 플라스틱 소재는 낮은 내열성과 표면경도로 인해 코
팅층의 내구성 높이는데 한계가 있어 유무기계 막을 형성시킴으로써 표hard coating
면경도나 내마모성 등의 기계적 특성을 크게 향상시켰으며 코팅후 소재의 내마모
성 표면경도에 대한 평가를 수행하였다 하드코팅 공정에 있어서 가장 유의해야할
사항 중 하나는 공기 중 무수히 존재하는 미세먼지 및 파티클에의한 코팅층의 오염
이라고 할 수 있다 코팅층에 포함된 파티클은 코팅액의 흐름과 두께불균일성을 발
생할 수 있으며 더욱이 투명제품의 파티클은 제품불량에 있어서 주요요인이라고
할 수 있다 미세 파티클은 세척공정에서부터 경화 후 포장공정에 까지 일관되게
제어되어야 하며 양압에의한 클린룸을 필요로 하고 있다 더욱이 도포 및 경화조건
은 온습도 매우 민감하여 클린룸에 의한 항온항습이 필수적이라고 할 수 있다 본
과제에서는 헤파필터에 의한 의 항온항습 클린룸에서 하드코팅공정을Class 1000
수행하였다
막의 두께 균일성을 파악하기 위하여 측정위치를 변화시키면서Hard coating SEM
에의한 두께를 측정하였다
가 측정 방법 인 플라스틱기판을 대략 정도 250 X65 X3(t) 150 dip-coating
하여 기판을 아래 그림 과 같이 크기로 등분 한 후[ 31] 65cmX25cm 5 (1) (2)
샘플을 로 절단하여 단면가공 후 으로 관찰하였다(3) 10 X 4 SEM
- 45 -
그림 시료의 크기 및 측정점[ 31]
나 측정 결과 시료의 각 위치에서의 코팅층 측정두께를 표 에 나타내었다 아 [ 7]
울러 단면 사진을 그림 에 나타내었다SEM [ 32]
표 막의 두께 측정 결과 사용[ 7] hard coating (SEM )
그림 층의 단면 사진[ 32] Hard coating SEM
시제품의 하드코팅층 물성평가2
플라스틱 반투과반사 윈도우용 소재는 표면경도 접착력 내마모성 등 waveness
다양한 물성들을 만족시켜야 한다 물성시험을 위한 시료는 상에 코 PMMA A-104
팅액을 속도로 인상하여 광경화공정을 통해 제작되었다2 s
- 46 -
가 내마모성
하드코팅된 소재의 내마모성은 를 사용하여 물성평가를 실시하였steel wool tester
다 은 를 사용하였으며 하중은 을 유지하였고 왕복회수는 Steel wool 0000 1kg 50
회로 설정하여 시험 후 각 시편의 스크레치 발생 정도를 비교분석함으로써 코팅층
을 평가할 수 있었다 그림 은 자체에서 설계 제작한 [ 33] steel wool scratch
의 사진이며 사양은 다음과 같다tester
기계규격 670 times 265 times 370①
로울러 지지축 운동규격 20 times 158 times 304 ( 120 )②
로울러 12 times 50③ empty회전축 모터와 연결축 11 ( )④ empty무게추 고정봉 5 times 80⑤ empty무게추 500g 2 ea 200g 4 ea 100g 4 ea⑥
밸런스 추 295g⑦
로울러축 지지대 20 times 24 times 62⑧
이동 정반 8 times 168 times 372⑨
시험품 고정판 40 84 times 150 ( 2 ea )⑩
가압 핸들 5 times40⑪
그림[ 33] Steel Wool Scratch Tester
나 표면경도
막은 내마모성과 표면경도에서 한계가 있는 플라스틱 표면특성을 향Hard coating
상시키기 위해 수행되었으며 딥방식에의한 도포와 에의한 광경화공정을 적용하 UV
였다
- 47 -
그림[ 34] Pencil Hardness Tester
딥 도포공정에서 인상속도를 로 유지하였다 표 는 플라스틱 모재 위에4 sec [ 8]
다양한 의 제를 사용하여 코팅한 실험 결과이며 표면연필경도는grade hard coating
로써 모재의 경도보다 단계 상승하였으며 코팅제로 막을4~5H 3~4 A-104 coating
형성시킨 경우 내스크레치성에서도 하중 하에서 으로 1kg steel wool 0000
막 위를 회 왕복하였을 때 막에 스크레치가 거의 발생하지 않았coating 50 coating
다
표 막에 대한 시험 결과[ 8] Hard coating (4 s)
- 48 -
제 절 고진공금속박막증착4
하드코팅막의 표면처리1
그림 플라즈마 표면처리된 하드코팅막의 사진[ 35] AFM
하드코팅막은 등 무기물을 다량 함유하고 있는 유무기의 혼합물질이다 고분silicon
자와는 달리 하드코팅막은 이온선량의 넓은 범위에 걸쳐서 증류수와의 접촉각이 매
우 낮았다
결과 막에 있어서는Water drop test hard coating 3times1015 ~ 4times1017 Ar+ ions
의 범위내의 량으로 증류수의 접촉각이 낮음을 알 수 있었다 증착막의 접ion dose
착력 향상정도를 확인하기 위하여 이온선량을 변화시키며 하드코팅층 표면에 dose
량에 따라 Ar+ 을 조사한 후 의 박막을 증착하여ion beam 100nm AI cross-cut
를 수행하였다 표tape test [ 9]
표 플라스틱 박막의 결과[ 9] HCAI Cross-cut tape test
하드코팅층의 에 의한 표면처리전 결과는 플라스틱에서처럼 모두 박리 되ion beam
었으나 의 량ion beam dose 5x1015 ~ 1x1017의 범위에서는 모두 접착력이 우수함
을 알 수 있었다 이는 하드코팅층위에 일부 무기질 재료가 포함되어 금속 박막과
의 친화성이 강하기 때문으로 판단되며 일반 고분자와는 달리 내열성이 매우 우수
하여 의 고에너지에서 수십분간의 조사에서도 표면에 탄화되는 경향이 없15 KeV
었다
- 49 -
미세금속박막증착2
플라스틱 반투과반사윈도우의 미세금속박막은 당사에서 보유하고 있는 고진공
시스템을 사용하여 증착하였다 그림 시스템을 구비하고 있IBAD [ 36] LoadLock
는 본 장비는 가 장착되어 있으며 모재의 평행이송과 를RF Plasma source Mask
사용하여 두께 균일성을 확보하였다
그림 증착 시스템[ 36] IBAD
반투과반사미러에 사용된 금속은 의 사의 을 사용하였다 당사에서9999 Cerac AI
보유하고 있는 4x10-6 진공도에서 을 사용하였다 증착시torr e-beam gun
는 증착율은 였으며 상하 좌우의 을 통Emission Current 280 5 sec Sweeping Å
해 균일한 증착율 유도하였다
그림 금속박막의 투과율[ 37] Spectrum
- 50 -
그림 금속박막의 전후면 반사[ 38] spectrum
사의 로 측정된 가시영역에서의 투과 반Hitachi U-2000 UV-Vis Spectrophotometer
사 을 그림 그림 에 나타내었다 각각의 투과반사율을 가시영spectrum [ 37] [ 38]
역에서의 평균값을 구한뒤 아래 표와 같이 흡수율을 구하였다 제작된 시제품의 흡[
수율은 였다248
표 금속증착막의 특성분석결과[ 10]
No 항 목 평 가 방 법 시 험 결 과
1 접 착 력 Cross-Cut 100100
2 투 과 율 Spectrophotometer 445
3 반사율 전면( ) Visual Range 307
4 반사율 후면( ) Visual Range 171
5 흡 수 율 Visual Range 248
- 51 -
제 장 결론5
제 절 연구결과1
플라즈마 표면처리공정연구 광경화에의한 하드코팅공정연구 고진공증착에의한 미
세 금속박막 증착연구개발을 통하여 수입되고 있는 플라스틱 반투과반사윈도우 소
재를 개발하였다 현재 상용되고 있는 수입소재의 기계적 광학적 특성을 분석을 통
하여 개발 목표치를 설정하였으며 최적 공정개발에의한 시제품제작을 완료하였다
시제품의 평가항목 및 특성치를 아래 표 에 나타내었다[ 12]
표 반투과반사윈도우 시제품의 특성표[ 12]
평 가 항 목 특성치 비 고
광흡수율1 () 248 분광기 기준30T
내마모성2 () 28 자체기준( haze)
접착력3 (x100) 100 회ASTMD3359 10
표면경도4 (H) 5 ASTMD3363 Mitsu-B
표면친수성5 (deg ) 171 Anglometer
미세파티클6 (1um) 01 Clean Room
본 과제 수행에의한 개발목표를 달성할 수 있었으며 주요기술개발내용은 다음과
같다 플라즈마를 이용하여 고분자 표면의 친수성 를 크게 높였으며 1) RF (171deg )
금속박막과의 접착력 을 크게 향상시켰다 광경화에의한 하드코팅공정(100100) 2)
개발에의해 플라스틱 표면경도 및 내마모성 을 크게 향상시켰다 고진(5H) (28) 3)
공 증착공정개발에의해 금속박막의 흡수율 을 크게 낮추어 광효율이 높은(248)
플라스틱 반투과반사 윈도우 시제품을 개발하였다 플라스틱 반투과반사윈도우 4)
소재를 평가하기 위한 광학적 기계적특성 평가기법을 확립하였다
- 52 -
제 절 향후전망2
개발된 플라스틱 반투과반사 윈도우는 플라스틱의 낮은 내열성과 표면경도 흡수율
을 개선하기 위한 것으로 최근 전자제품 정보통신부품 등 첨단전자제품에 적극 채
택되고 있다 특히 휴대폰 및 디스플레이의 투과창 소재가 기존 에서 투명플 glass
라스틱으로 적극 채택되면서 관련 공정기술개발과 함께 소재특성을 위한 다양한 연
구가 활발히 추진되고 있으며 선진국에서는 개발완료에 따른 양산체제 구축으로
전세계 시장을 석권하고 있는 상황이다
본 과제에의한 플라스틱 반투과반사 윈도우의 시제품은 수입시판되고 있는 상용소
재와 동등이상의 특성을 나타내고 있어 향후 양산설비 및 양산공정연구에의한 소
재의 국산화가 가능하다고 할 수있다 또한 본 과제의 플라즈마 표면처리는 저온
표면처리를 요하는 광학용 플라스틱 소재의 표면처리에 활용될 수 있으며 광경화에
의한 하드코팅공정은 기존 열경화방식과는 달리 화가 가능하며 대량 양산in-line
체제를 갖출 수 있어 향후 큰 폭의 성장이 기대된다
- 53 -
참 고 문 헌
1 Oleg A Popov ldquoHigh Density Plasma Sourcesrdquo NOYES Publications(1995)
전자기술연구회 초음파 응용 기문사2 ldquo ( 1997)
임준섭외 명3 4 ldquoImprovement in Surface Hardness of Plastic Surface Mirrorrdquo
Korea-Russia Symposium(1998)
4 Lan G Brown ldquoThe Physics and Technology of Ion Sourcerdquo John Wiley amp
Sons(1989)
이규환 외 명 진공증착법으로 제조된 박막의 밀착성에 관한연구 한국5 4 ldquo AI-Cr rdquo
표면공학회지 VoI27No1Feb(1994)
한성남 외 명6 4 ldquoImproving Wettability of Polycarbonate and adhesion with
aluminum by Ar+ ion irradiationrdquo JMaterial Res Vol9 Sep(1995)
한성남외 명 표면에 아르곤 조사와 친수성증대7 4 ldquoPolymethylmethacrylate rdquo The
Korean Physical Society Vol8No2 Mar pp193~198(1995)
인하대 광기술교육센터 광학시스템의 설계 및 평가 인하대 광기술교육센터8 ldquo rdquo
(1999)
임준섭외 명9 5 ldquoEffect of Ion Beam Assisted Cleaning on Adhesion of AI to
Polymer Substrate of PC and PMMArdquo Asian Finish lsquo98(1998)
10 CJ Brinker and GW Scherrer ldquoSol-Gel Science The Physics and
Chemistry of Sol-Gel ProcessingrdquoAcademic Press NY(1990)
아주공업 주 표면처리 기술을 이용한 자동차용 후사경 개발 산업자11 ( )rdquoPlasma rdquo
원부 최종보고서(2000)
고성진외 명 자동차용 플라스틱 미러와 그 제조방법 아주공업 주12 2 rdquo rdquo ( )(2002)
아주공업 주 플라즈마 기술을 이용한 오토바이 헬멧용 무적쉴드개발 중소기13 ( ) ldquo rdquo
업청 최종보고서(2002)
박원규 졸겔법의 응용과 제품 명현문화사14 rdquo rdquo (1999)
홍진후 경화코팅 조선대학교 출판부15 rdquoUV rdquo (2002)
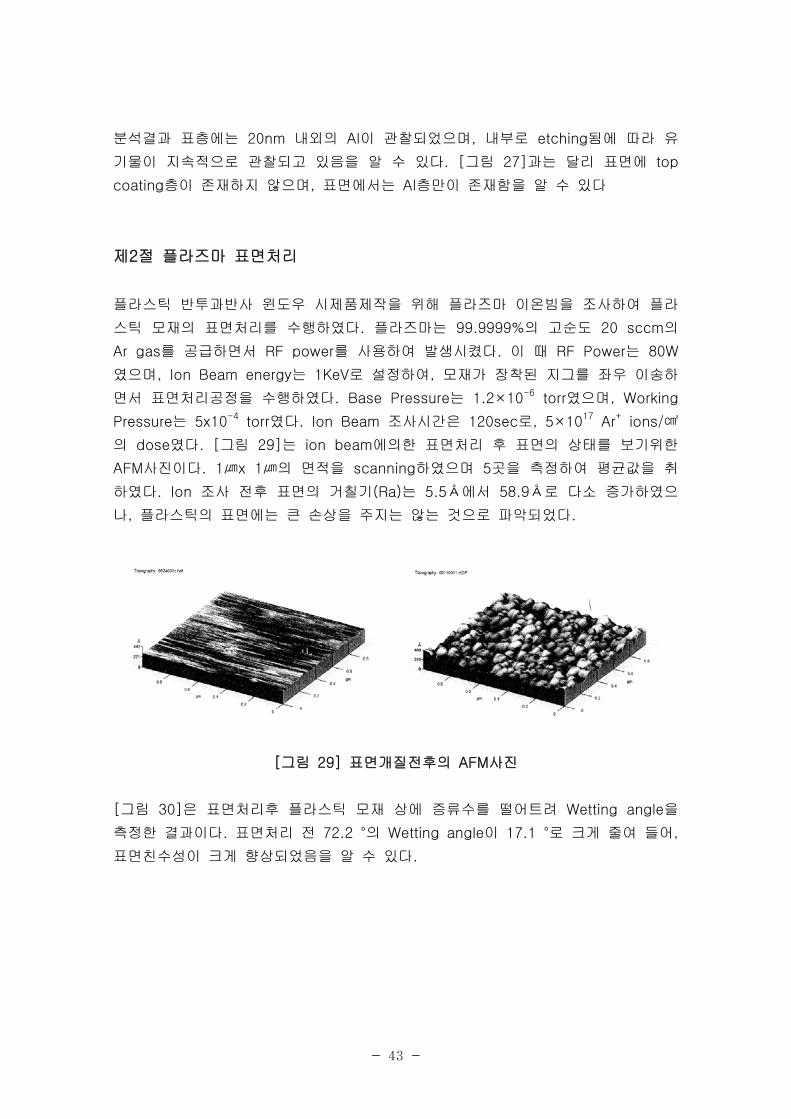
- 43 -
분석결과 표층에는 내외의 이 관찰되었으며 내부로 됨에 따라 유20nm AI etching
기물이 지속적으로 관찰되고 있음을 알 수 있다 그림 과는 달리 표면에 [ 27] top
층이 존재하지 않으며 표면에서는 층만이 존재함을 알 수 있다coating AI
제 절 플라즈마 표면처리2
플라스틱 반투과반사 윈도우 시제품제작을 위해 플라즈마 이온빔을 조사하여 플라
스틱 모재의 표면처리를 수행하였다 플라즈마는 의 고순도 의 999999 20 sccm
를 공급하면서 를 사용하여 발생시켰다 이 때 는Ar gas RF power RF Power 80W
였으며 는 로 설정하여 모재가 장착된 지그를 좌우 이송하 Ion Beam energy 1KeV
면서 표면처리공정을 수행하였다 는 Base Pressure 12times10-6 였으며torr Working
는Pressure 5x10-4 였다 조사시간은 로torr Ion Beam 120sec 5times1017 Ar+ ions
의 였다 그림 는 에의한 표면처리 후 표면의 상태를 보기위한dose [ 29] ion beam
사진이다 의 면적을 하였으며 곳을 측정하여 평균값을 취AFM 1 x 1 scanning 5
하였다 조사 전후 표면의 거칠기 는 에서 로 다소 증가하였으 Ion (Ra) 55 589Å Å
나 플라스틱의 표면에는 큰 손상을 주지는 않는 것으로 파악되었다
그림 표면개질전후의 사진[ 29] AFM
그림 은 표면처리후 플라스틱 모재 상에 증류수를 떨어트려 을[ 30] Wetting angle
측정한 결과이다 표면처리 전 의 이 로 크게 줄여 들어 722 deg Wetting angle 171 deg
표면친수성이 크게 향상되었음을 알 수 있다
- 44 -
그림[ 30] Wetting Angle Test
제 절 광경화에의한 하드코팅3
광경화 하드코팅공정1
반투과반사 윈도우로 사용되는 플라스틱 소재는 낮은 내열성과 표면경도로 인해 코
팅층의 내구성 높이는데 한계가 있어 유무기계 막을 형성시킴으로써 표hard coating
면경도나 내마모성 등의 기계적 특성을 크게 향상시켰으며 코팅후 소재의 내마모
성 표면경도에 대한 평가를 수행하였다 하드코팅 공정에 있어서 가장 유의해야할
사항 중 하나는 공기 중 무수히 존재하는 미세먼지 및 파티클에의한 코팅층의 오염
이라고 할 수 있다 코팅층에 포함된 파티클은 코팅액의 흐름과 두께불균일성을 발
생할 수 있으며 더욱이 투명제품의 파티클은 제품불량에 있어서 주요요인이라고
할 수 있다 미세 파티클은 세척공정에서부터 경화 후 포장공정에 까지 일관되게
제어되어야 하며 양압에의한 클린룸을 필요로 하고 있다 더욱이 도포 및 경화조건
은 온습도 매우 민감하여 클린룸에 의한 항온항습이 필수적이라고 할 수 있다 본
과제에서는 헤파필터에 의한 의 항온항습 클린룸에서 하드코팅공정을Class 1000
수행하였다
막의 두께 균일성을 파악하기 위하여 측정위치를 변화시키면서Hard coating SEM
에의한 두께를 측정하였다
가 측정 방법 인 플라스틱기판을 대략 정도 250 X65 X3(t) 150 dip-coating
하여 기판을 아래 그림 과 같이 크기로 등분 한 후[ 31] 65cmX25cm 5 (1) (2)
샘플을 로 절단하여 단면가공 후 으로 관찰하였다(3) 10 X 4 SEM
- 45 -
그림 시료의 크기 및 측정점[ 31]
나 측정 결과 시료의 각 위치에서의 코팅층 측정두께를 표 에 나타내었다 아 [ 7]
울러 단면 사진을 그림 에 나타내었다SEM [ 32]
표 막의 두께 측정 결과 사용[ 7] hard coating (SEM )
그림 층의 단면 사진[ 32] Hard coating SEM
시제품의 하드코팅층 물성평가2
플라스틱 반투과반사 윈도우용 소재는 표면경도 접착력 내마모성 등 waveness
다양한 물성들을 만족시켜야 한다 물성시험을 위한 시료는 상에 코 PMMA A-104
팅액을 속도로 인상하여 광경화공정을 통해 제작되었다2 s
- 46 -
가 내마모성
하드코팅된 소재의 내마모성은 를 사용하여 물성평가를 실시하였steel wool tester
다 은 를 사용하였으며 하중은 을 유지하였고 왕복회수는 Steel wool 0000 1kg 50
회로 설정하여 시험 후 각 시편의 스크레치 발생 정도를 비교분석함으로써 코팅층
을 평가할 수 있었다 그림 은 자체에서 설계 제작한 [ 33] steel wool scratch
의 사진이며 사양은 다음과 같다tester
기계규격 670 times 265 times 370①
로울러 지지축 운동규격 20 times 158 times 304 ( 120 )②
로울러 12 times 50③ empty회전축 모터와 연결축 11 ( )④ empty무게추 고정봉 5 times 80⑤ empty무게추 500g 2 ea 200g 4 ea 100g 4 ea⑥
밸런스 추 295g⑦
로울러축 지지대 20 times 24 times 62⑧
이동 정반 8 times 168 times 372⑨
시험품 고정판 40 84 times 150 ( 2 ea )⑩
가압 핸들 5 times40⑪
그림[ 33] Steel Wool Scratch Tester
나 표면경도
막은 내마모성과 표면경도에서 한계가 있는 플라스틱 표면특성을 향Hard coating
상시키기 위해 수행되었으며 딥방식에의한 도포와 에의한 광경화공정을 적용하 UV
였다
- 47 -
그림[ 34] Pencil Hardness Tester
딥 도포공정에서 인상속도를 로 유지하였다 표 는 플라스틱 모재 위에4 sec [ 8]
다양한 의 제를 사용하여 코팅한 실험 결과이며 표면연필경도는grade hard coating
로써 모재의 경도보다 단계 상승하였으며 코팅제로 막을4~5H 3~4 A-104 coating
형성시킨 경우 내스크레치성에서도 하중 하에서 으로 1kg steel wool 0000
막 위를 회 왕복하였을 때 막에 스크레치가 거의 발생하지 않았coating 50 coating
다
표 막에 대한 시험 결과[ 8] Hard coating (4 s)
- 48 -
제 절 고진공금속박막증착4
하드코팅막의 표면처리1
그림 플라즈마 표면처리된 하드코팅막의 사진[ 35] AFM
하드코팅막은 등 무기물을 다량 함유하고 있는 유무기의 혼합물질이다 고분silicon
자와는 달리 하드코팅막은 이온선량의 넓은 범위에 걸쳐서 증류수와의 접촉각이 매
우 낮았다
결과 막에 있어서는Water drop test hard coating 3times1015 ~ 4times1017 Ar+ ions
의 범위내의 량으로 증류수의 접촉각이 낮음을 알 수 있었다 증착막의 접ion dose
착력 향상정도를 확인하기 위하여 이온선량을 변화시키며 하드코팅층 표면에 dose
량에 따라 Ar+ 을 조사한 후 의 박막을 증착하여ion beam 100nm AI cross-cut
를 수행하였다 표tape test [ 9]
표 플라스틱 박막의 결과[ 9] HCAI Cross-cut tape test
하드코팅층의 에 의한 표면처리전 결과는 플라스틱에서처럼 모두 박리 되ion beam
었으나 의 량ion beam dose 5x1015 ~ 1x1017의 범위에서는 모두 접착력이 우수함
을 알 수 있었다 이는 하드코팅층위에 일부 무기질 재료가 포함되어 금속 박막과
의 친화성이 강하기 때문으로 판단되며 일반 고분자와는 달리 내열성이 매우 우수
하여 의 고에너지에서 수십분간의 조사에서도 표면에 탄화되는 경향이 없15 KeV
었다
- 49 -
미세금속박막증착2
플라스틱 반투과반사윈도우의 미세금속박막은 당사에서 보유하고 있는 고진공
시스템을 사용하여 증착하였다 그림 시스템을 구비하고 있IBAD [ 36] LoadLock
는 본 장비는 가 장착되어 있으며 모재의 평행이송과 를RF Plasma source Mask
사용하여 두께 균일성을 확보하였다
그림 증착 시스템[ 36] IBAD
반투과반사미러에 사용된 금속은 의 사의 을 사용하였다 당사에서9999 Cerac AI
보유하고 있는 4x10-6 진공도에서 을 사용하였다 증착시torr e-beam gun
는 증착율은 였으며 상하 좌우의 을 통Emission Current 280 5 sec Sweeping Å
해 균일한 증착율 유도하였다
그림 금속박막의 투과율[ 37] Spectrum
- 50 -
그림 금속박막의 전후면 반사[ 38] spectrum
사의 로 측정된 가시영역에서의 투과 반Hitachi U-2000 UV-Vis Spectrophotometer
사 을 그림 그림 에 나타내었다 각각의 투과반사율을 가시영spectrum [ 37] [ 38]
역에서의 평균값을 구한뒤 아래 표와 같이 흡수율을 구하였다 제작된 시제품의 흡[
수율은 였다248
표 금속증착막의 특성분석결과[ 10]
No 항 목 평 가 방 법 시 험 결 과
1 접 착 력 Cross-Cut 100100
2 투 과 율 Spectrophotometer 445
3 반사율 전면( ) Visual Range 307
4 반사율 후면( ) Visual Range 171
5 흡 수 율 Visual Range 248
- 51 -
제 장 결론5
제 절 연구결과1
플라즈마 표면처리공정연구 광경화에의한 하드코팅공정연구 고진공증착에의한 미
세 금속박막 증착연구개발을 통하여 수입되고 있는 플라스틱 반투과반사윈도우 소
재를 개발하였다 현재 상용되고 있는 수입소재의 기계적 광학적 특성을 분석을 통
하여 개발 목표치를 설정하였으며 최적 공정개발에의한 시제품제작을 완료하였다
시제품의 평가항목 및 특성치를 아래 표 에 나타내었다[ 12]
표 반투과반사윈도우 시제품의 특성표[ 12]
평 가 항 목 특성치 비 고
광흡수율1 () 248 분광기 기준30T
내마모성2 () 28 자체기준( haze)
접착력3 (x100) 100 회ASTMD3359 10
표면경도4 (H) 5 ASTMD3363 Mitsu-B
표면친수성5 (deg ) 171 Anglometer
미세파티클6 (1um) 01 Clean Room
본 과제 수행에의한 개발목표를 달성할 수 있었으며 주요기술개발내용은 다음과
같다 플라즈마를 이용하여 고분자 표면의 친수성 를 크게 높였으며 1) RF (171deg )
금속박막과의 접착력 을 크게 향상시켰다 광경화에의한 하드코팅공정(100100) 2)
개발에의해 플라스틱 표면경도 및 내마모성 을 크게 향상시켰다 고진(5H) (28) 3)
공 증착공정개발에의해 금속박막의 흡수율 을 크게 낮추어 광효율이 높은(248)
플라스틱 반투과반사 윈도우 시제품을 개발하였다 플라스틱 반투과반사윈도우 4)
소재를 평가하기 위한 광학적 기계적특성 평가기법을 확립하였다
- 52 -
제 절 향후전망2
개발된 플라스틱 반투과반사 윈도우는 플라스틱의 낮은 내열성과 표면경도 흡수율
을 개선하기 위한 것으로 최근 전자제품 정보통신부품 등 첨단전자제품에 적극 채
택되고 있다 특히 휴대폰 및 디스플레이의 투과창 소재가 기존 에서 투명플 glass
라스틱으로 적극 채택되면서 관련 공정기술개발과 함께 소재특성을 위한 다양한 연
구가 활발히 추진되고 있으며 선진국에서는 개발완료에 따른 양산체제 구축으로
전세계 시장을 석권하고 있는 상황이다
본 과제에의한 플라스틱 반투과반사 윈도우의 시제품은 수입시판되고 있는 상용소
재와 동등이상의 특성을 나타내고 있어 향후 양산설비 및 양산공정연구에의한 소
재의 국산화가 가능하다고 할 수있다 또한 본 과제의 플라즈마 표면처리는 저온
표면처리를 요하는 광학용 플라스틱 소재의 표면처리에 활용될 수 있으며 광경화에
의한 하드코팅공정은 기존 열경화방식과는 달리 화가 가능하며 대량 양산in-line
체제를 갖출 수 있어 향후 큰 폭의 성장이 기대된다
- 53 -
참 고 문 헌
1 Oleg A Popov ldquoHigh Density Plasma Sourcesrdquo NOYES Publications(1995)
전자기술연구회 초음파 응용 기문사2 ldquo ( 1997)
임준섭외 명3 4 ldquoImprovement in Surface Hardness of Plastic Surface Mirrorrdquo
Korea-Russia Symposium(1998)
4 Lan G Brown ldquoThe Physics and Technology of Ion Sourcerdquo John Wiley amp
Sons(1989)
이규환 외 명 진공증착법으로 제조된 박막의 밀착성에 관한연구 한국5 4 ldquo AI-Cr rdquo
표면공학회지 VoI27No1Feb(1994)
한성남 외 명6 4 ldquoImproving Wettability of Polycarbonate and adhesion with
aluminum by Ar+ ion irradiationrdquo JMaterial Res Vol9 Sep(1995)
한성남외 명 표면에 아르곤 조사와 친수성증대7 4 ldquoPolymethylmethacrylate rdquo The
Korean Physical Society Vol8No2 Mar pp193~198(1995)
인하대 광기술교육센터 광학시스템의 설계 및 평가 인하대 광기술교육센터8 ldquo rdquo
(1999)
임준섭외 명9 5 ldquoEffect of Ion Beam Assisted Cleaning on Adhesion of AI to
Polymer Substrate of PC and PMMArdquo Asian Finish lsquo98(1998)
10 CJ Brinker and GW Scherrer ldquoSol-Gel Science The Physics and
Chemistry of Sol-Gel ProcessingrdquoAcademic Press NY(1990)
아주공업 주 표면처리 기술을 이용한 자동차용 후사경 개발 산업자11 ( )rdquoPlasma rdquo
원부 최종보고서(2000)
고성진외 명 자동차용 플라스틱 미러와 그 제조방법 아주공업 주12 2 rdquo rdquo ( )(2002)
아주공업 주 플라즈마 기술을 이용한 오토바이 헬멧용 무적쉴드개발 중소기13 ( ) ldquo rdquo
업청 최종보고서(2002)
박원규 졸겔법의 응용과 제품 명현문화사14 rdquo rdquo (1999)
홍진후 경화코팅 조선대학교 출판부15 rdquoUV rdquo (2002)
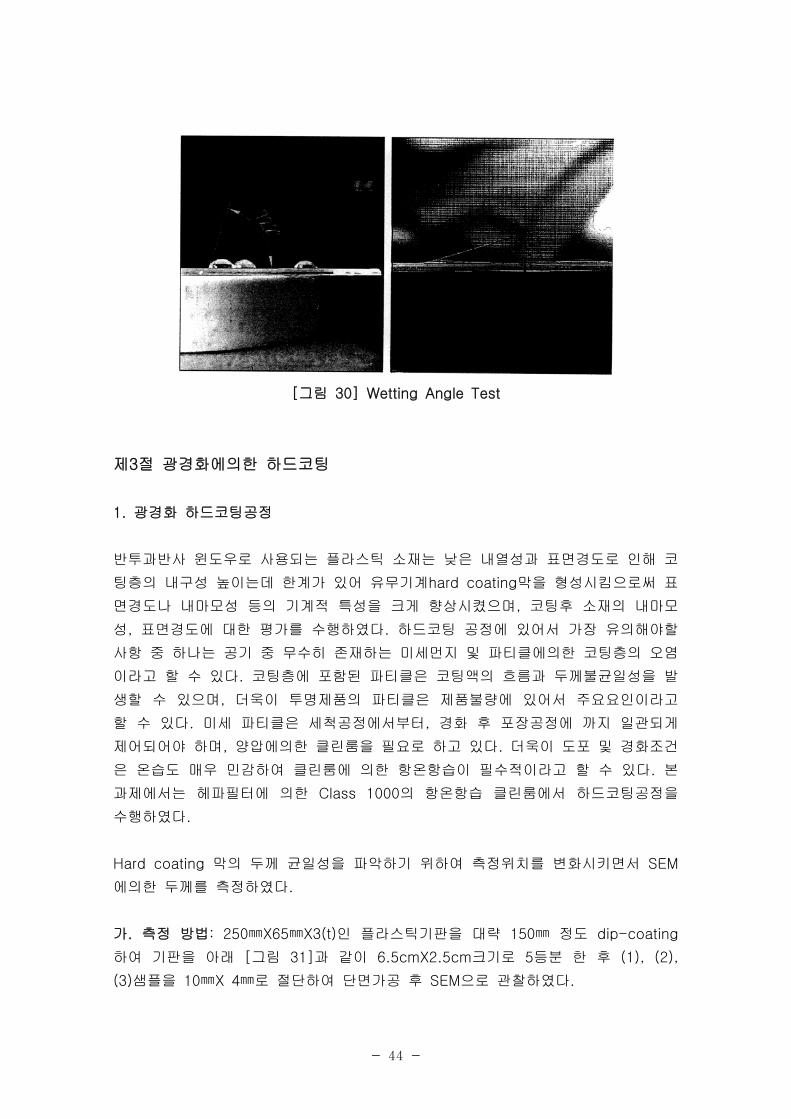
- 44 -
그림[ 30] Wetting Angle Test
제 절 광경화에의한 하드코팅3
광경화 하드코팅공정1
반투과반사 윈도우로 사용되는 플라스틱 소재는 낮은 내열성과 표면경도로 인해 코
팅층의 내구성 높이는데 한계가 있어 유무기계 막을 형성시킴으로써 표hard coating
면경도나 내마모성 등의 기계적 특성을 크게 향상시켰으며 코팅후 소재의 내마모
성 표면경도에 대한 평가를 수행하였다 하드코팅 공정에 있어서 가장 유의해야할
사항 중 하나는 공기 중 무수히 존재하는 미세먼지 및 파티클에의한 코팅층의 오염
이라고 할 수 있다 코팅층에 포함된 파티클은 코팅액의 흐름과 두께불균일성을 발
생할 수 있으며 더욱이 투명제품의 파티클은 제품불량에 있어서 주요요인이라고
할 수 있다 미세 파티클은 세척공정에서부터 경화 후 포장공정에 까지 일관되게
제어되어야 하며 양압에의한 클린룸을 필요로 하고 있다 더욱이 도포 및 경화조건
은 온습도 매우 민감하여 클린룸에 의한 항온항습이 필수적이라고 할 수 있다 본
과제에서는 헤파필터에 의한 의 항온항습 클린룸에서 하드코팅공정을Class 1000
수행하였다
막의 두께 균일성을 파악하기 위하여 측정위치를 변화시키면서Hard coating SEM
에의한 두께를 측정하였다
가 측정 방법 인 플라스틱기판을 대략 정도 250 X65 X3(t) 150 dip-coating
하여 기판을 아래 그림 과 같이 크기로 등분 한 후[ 31] 65cmX25cm 5 (1) (2)
샘플을 로 절단하여 단면가공 후 으로 관찰하였다(3) 10 X 4 SEM
- 45 -
그림 시료의 크기 및 측정점[ 31]
나 측정 결과 시료의 각 위치에서의 코팅층 측정두께를 표 에 나타내었다 아 [ 7]
울러 단면 사진을 그림 에 나타내었다SEM [ 32]
표 막의 두께 측정 결과 사용[ 7] hard coating (SEM )
그림 층의 단면 사진[ 32] Hard coating SEM
시제품의 하드코팅층 물성평가2
플라스틱 반투과반사 윈도우용 소재는 표면경도 접착력 내마모성 등 waveness
다양한 물성들을 만족시켜야 한다 물성시험을 위한 시료는 상에 코 PMMA A-104
팅액을 속도로 인상하여 광경화공정을 통해 제작되었다2 s
- 46 -
가 내마모성
하드코팅된 소재의 내마모성은 를 사용하여 물성평가를 실시하였steel wool tester
다 은 를 사용하였으며 하중은 을 유지하였고 왕복회수는 Steel wool 0000 1kg 50
회로 설정하여 시험 후 각 시편의 스크레치 발생 정도를 비교분석함으로써 코팅층
을 평가할 수 있었다 그림 은 자체에서 설계 제작한 [ 33] steel wool scratch
의 사진이며 사양은 다음과 같다tester
기계규격 670 times 265 times 370①
로울러 지지축 운동규격 20 times 158 times 304 ( 120 )②
로울러 12 times 50③ empty회전축 모터와 연결축 11 ( )④ empty무게추 고정봉 5 times 80⑤ empty무게추 500g 2 ea 200g 4 ea 100g 4 ea⑥
밸런스 추 295g⑦
로울러축 지지대 20 times 24 times 62⑧
이동 정반 8 times 168 times 372⑨
시험품 고정판 40 84 times 150 ( 2 ea )⑩
가압 핸들 5 times40⑪
그림[ 33] Steel Wool Scratch Tester
나 표면경도
막은 내마모성과 표면경도에서 한계가 있는 플라스틱 표면특성을 향Hard coating
상시키기 위해 수행되었으며 딥방식에의한 도포와 에의한 광경화공정을 적용하 UV
였다
- 47 -
그림[ 34] Pencil Hardness Tester
딥 도포공정에서 인상속도를 로 유지하였다 표 는 플라스틱 모재 위에4 sec [ 8]
다양한 의 제를 사용하여 코팅한 실험 결과이며 표면연필경도는grade hard coating
로써 모재의 경도보다 단계 상승하였으며 코팅제로 막을4~5H 3~4 A-104 coating
형성시킨 경우 내스크레치성에서도 하중 하에서 으로 1kg steel wool 0000
막 위를 회 왕복하였을 때 막에 스크레치가 거의 발생하지 않았coating 50 coating
다
표 막에 대한 시험 결과[ 8] Hard coating (4 s)
- 48 -
제 절 고진공금속박막증착4
하드코팅막의 표면처리1
그림 플라즈마 표면처리된 하드코팅막의 사진[ 35] AFM
하드코팅막은 등 무기물을 다량 함유하고 있는 유무기의 혼합물질이다 고분silicon
자와는 달리 하드코팅막은 이온선량의 넓은 범위에 걸쳐서 증류수와의 접촉각이 매
우 낮았다
결과 막에 있어서는Water drop test hard coating 3times1015 ~ 4times1017 Ar+ ions
의 범위내의 량으로 증류수의 접촉각이 낮음을 알 수 있었다 증착막의 접ion dose
착력 향상정도를 확인하기 위하여 이온선량을 변화시키며 하드코팅층 표면에 dose
량에 따라 Ar+ 을 조사한 후 의 박막을 증착하여ion beam 100nm AI cross-cut
를 수행하였다 표tape test [ 9]
표 플라스틱 박막의 결과[ 9] HCAI Cross-cut tape test
하드코팅층의 에 의한 표면처리전 결과는 플라스틱에서처럼 모두 박리 되ion beam
었으나 의 량ion beam dose 5x1015 ~ 1x1017의 범위에서는 모두 접착력이 우수함
을 알 수 있었다 이는 하드코팅층위에 일부 무기질 재료가 포함되어 금속 박막과
의 친화성이 강하기 때문으로 판단되며 일반 고분자와는 달리 내열성이 매우 우수
하여 의 고에너지에서 수십분간의 조사에서도 표면에 탄화되는 경향이 없15 KeV
었다
- 49 -
미세금속박막증착2
플라스틱 반투과반사윈도우의 미세금속박막은 당사에서 보유하고 있는 고진공
시스템을 사용하여 증착하였다 그림 시스템을 구비하고 있IBAD [ 36] LoadLock
는 본 장비는 가 장착되어 있으며 모재의 평행이송과 를RF Plasma source Mask
사용하여 두께 균일성을 확보하였다
그림 증착 시스템[ 36] IBAD
반투과반사미러에 사용된 금속은 의 사의 을 사용하였다 당사에서9999 Cerac AI
보유하고 있는 4x10-6 진공도에서 을 사용하였다 증착시torr e-beam gun
는 증착율은 였으며 상하 좌우의 을 통Emission Current 280 5 sec Sweeping Å
해 균일한 증착율 유도하였다
그림 금속박막의 투과율[ 37] Spectrum
- 50 -
그림 금속박막의 전후면 반사[ 38] spectrum
사의 로 측정된 가시영역에서의 투과 반Hitachi U-2000 UV-Vis Spectrophotometer
사 을 그림 그림 에 나타내었다 각각의 투과반사율을 가시영spectrum [ 37] [ 38]
역에서의 평균값을 구한뒤 아래 표와 같이 흡수율을 구하였다 제작된 시제품의 흡[
수율은 였다248
표 금속증착막의 특성분석결과[ 10]
No 항 목 평 가 방 법 시 험 결 과
1 접 착 력 Cross-Cut 100100
2 투 과 율 Spectrophotometer 445
3 반사율 전면( ) Visual Range 307
4 반사율 후면( ) Visual Range 171
5 흡 수 율 Visual Range 248
- 51 -
제 장 결론5
제 절 연구결과1
플라즈마 표면처리공정연구 광경화에의한 하드코팅공정연구 고진공증착에의한 미
세 금속박막 증착연구개발을 통하여 수입되고 있는 플라스틱 반투과반사윈도우 소
재를 개발하였다 현재 상용되고 있는 수입소재의 기계적 광학적 특성을 분석을 통
하여 개발 목표치를 설정하였으며 최적 공정개발에의한 시제품제작을 완료하였다
시제품의 평가항목 및 특성치를 아래 표 에 나타내었다[ 12]
표 반투과반사윈도우 시제품의 특성표[ 12]
평 가 항 목 특성치 비 고
광흡수율1 () 248 분광기 기준30T
내마모성2 () 28 자체기준( haze)
접착력3 (x100) 100 회ASTMD3359 10
표면경도4 (H) 5 ASTMD3363 Mitsu-B
표면친수성5 (deg ) 171 Anglometer
미세파티클6 (1um) 01 Clean Room
본 과제 수행에의한 개발목표를 달성할 수 있었으며 주요기술개발내용은 다음과
같다 플라즈마를 이용하여 고분자 표면의 친수성 를 크게 높였으며 1) RF (171deg )
금속박막과의 접착력 을 크게 향상시켰다 광경화에의한 하드코팅공정(100100) 2)
개발에의해 플라스틱 표면경도 및 내마모성 을 크게 향상시켰다 고진(5H) (28) 3)
공 증착공정개발에의해 금속박막의 흡수율 을 크게 낮추어 광효율이 높은(248)
플라스틱 반투과반사 윈도우 시제품을 개발하였다 플라스틱 반투과반사윈도우 4)
소재를 평가하기 위한 광학적 기계적특성 평가기법을 확립하였다
- 52 -
제 절 향후전망2
개발된 플라스틱 반투과반사 윈도우는 플라스틱의 낮은 내열성과 표면경도 흡수율
을 개선하기 위한 것으로 최근 전자제품 정보통신부품 등 첨단전자제품에 적극 채
택되고 있다 특히 휴대폰 및 디스플레이의 투과창 소재가 기존 에서 투명플 glass
라스틱으로 적극 채택되면서 관련 공정기술개발과 함께 소재특성을 위한 다양한 연
구가 활발히 추진되고 있으며 선진국에서는 개발완료에 따른 양산체제 구축으로
전세계 시장을 석권하고 있는 상황이다
본 과제에의한 플라스틱 반투과반사 윈도우의 시제품은 수입시판되고 있는 상용소
재와 동등이상의 특성을 나타내고 있어 향후 양산설비 및 양산공정연구에의한 소
재의 국산화가 가능하다고 할 수있다 또한 본 과제의 플라즈마 표면처리는 저온
표면처리를 요하는 광학용 플라스틱 소재의 표면처리에 활용될 수 있으며 광경화에
의한 하드코팅공정은 기존 열경화방식과는 달리 화가 가능하며 대량 양산in-line
체제를 갖출 수 있어 향후 큰 폭의 성장이 기대된다
- 53 -
참 고 문 헌
1 Oleg A Popov ldquoHigh Density Plasma Sourcesrdquo NOYES Publications(1995)
전자기술연구회 초음파 응용 기문사2 ldquo ( 1997)
임준섭외 명3 4 ldquoImprovement in Surface Hardness of Plastic Surface Mirrorrdquo
Korea-Russia Symposium(1998)
4 Lan G Brown ldquoThe Physics and Technology of Ion Sourcerdquo John Wiley amp
Sons(1989)
이규환 외 명 진공증착법으로 제조된 박막의 밀착성에 관한연구 한국5 4 ldquo AI-Cr rdquo
표면공학회지 VoI27No1Feb(1994)
한성남 외 명6 4 ldquoImproving Wettability of Polycarbonate and adhesion with
aluminum by Ar+ ion irradiationrdquo JMaterial Res Vol9 Sep(1995)
한성남외 명 표면에 아르곤 조사와 친수성증대7 4 ldquoPolymethylmethacrylate rdquo The
Korean Physical Society Vol8No2 Mar pp193~198(1995)
인하대 광기술교육센터 광학시스템의 설계 및 평가 인하대 광기술교육센터8 ldquo rdquo
(1999)
임준섭외 명9 5 ldquoEffect of Ion Beam Assisted Cleaning on Adhesion of AI to
Polymer Substrate of PC and PMMArdquo Asian Finish lsquo98(1998)
10 CJ Brinker and GW Scherrer ldquoSol-Gel Science The Physics and
Chemistry of Sol-Gel ProcessingrdquoAcademic Press NY(1990)
아주공업 주 표면처리 기술을 이용한 자동차용 후사경 개발 산업자11 ( )rdquoPlasma rdquo
원부 최종보고서(2000)
고성진외 명 자동차용 플라스틱 미러와 그 제조방법 아주공업 주12 2 rdquo rdquo ( )(2002)
아주공업 주 플라즈마 기술을 이용한 오토바이 헬멧용 무적쉴드개발 중소기13 ( ) ldquo rdquo
업청 최종보고서(2002)
박원규 졸겔법의 응용과 제품 명현문화사14 rdquo rdquo (1999)
홍진후 경화코팅 조선대학교 출판부15 rdquoUV rdquo (2002)
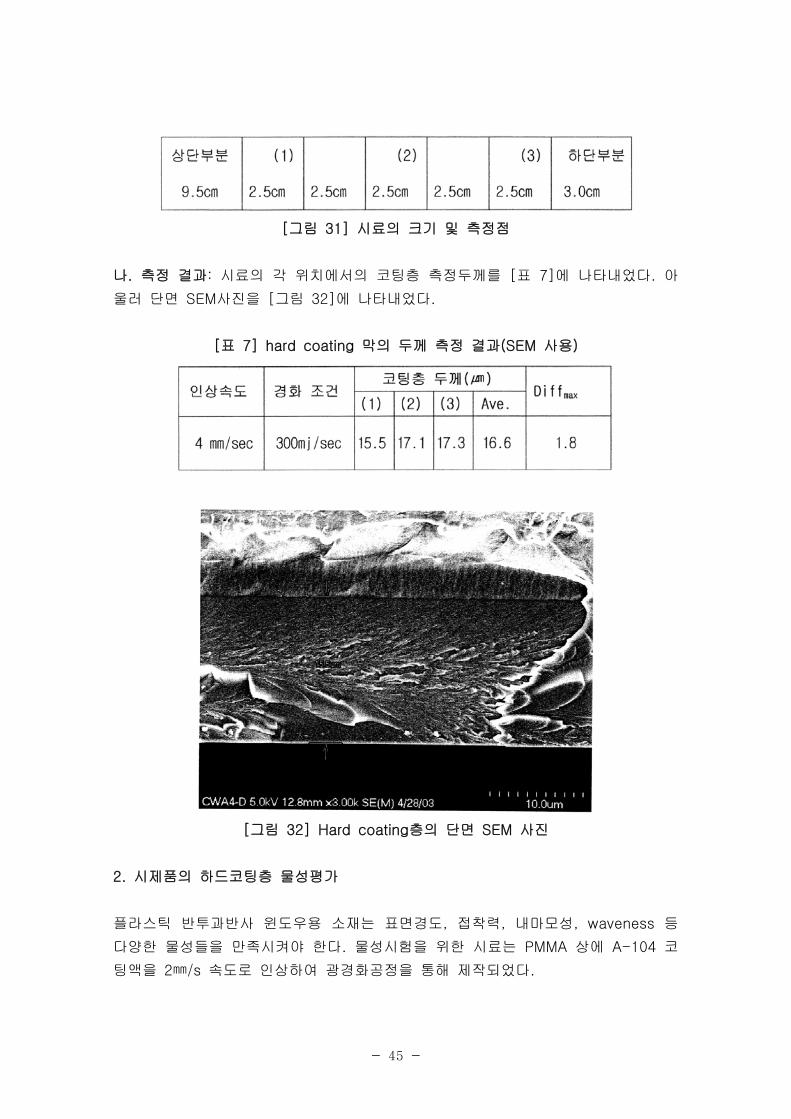
- 45 -
그림 시료의 크기 및 측정점[ 31]
나 측정 결과 시료의 각 위치에서의 코팅층 측정두께를 표 에 나타내었다 아 [ 7]
울러 단면 사진을 그림 에 나타내었다SEM [ 32]
표 막의 두께 측정 결과 사용[ 7] hard coating (SEM )
그림 층의 단면 사진[ 32] Hard coating SEM
시제품의 하드코팅층 물성평가2
플라스틱 반투과반사 윈도우용 소재는 표면경도 접착력 내마모성 등 waveness
다양한 물성들을 만족시켜야 한다 물성시험을 위한 시료는 상에 코 PMMA A-104
팅액을 속도로 인상하여 광경화공정을 통해 제작되었다2 s
- 46 -
가 내마모성
하드코팅된 소재의 내마모성은 를 사용하여 물성평가를 실시하였steel wool tester
다 은 를 사용하였으며 하중은 을 유지하였고 왕복회수는 Steel wool 0000 1kg 50
회로 설정하여 시험 후 각 시편의 스크레치 발생 정도를 비교분석함으로써 코팅층
을 평가할 수 있었다 그림 은 자체에서 설계 제작한 [ 33] steel wool scratch
의 사진이며 사양은 다음과 같다tester
기계규격 670 times 265 times 370①
로울러 지지축 운동규격 20 times 158 times 304 ( 120 )②
로울러 12 times 50③ empty회전축 모터와 연결축 11 ( )④ empty무게추 고정봉 5 times 80⑤ empty무게추 500g 2 ea 200g 4 ea 100g 4 ea⑥
밸런스 추 295g⑦
로울러축 지지대 20 times 24 times 62⑧
이동 정반 8 times 168 times 372⑨
시험품 고정판 40 84 times 150 ( 2 ea )⑩
가압 핸들 5 times40⑪
그림[ 33] Steel Wool Scratch Tester
나 표면경도
막은 내마모성과 표면경도에서 한계가 있는 플라스틱 표면특성을 향Hard coating
상시키기 위해 수행되었으며 딥방식에의한 도포와 에의한 광경화공정을 적용하 UV
였다
- 47 -
그림[ 34] Pencil Hardness Tester
딥 도포공정에서 인상속도를 로 유지하였다 표 는 플라스틱 모재 위에4 sec [ 8]
다양한 의 제를 사용하여 코팅한 실험 결과이며 표면연필경도는grade hard coating
로써 모재의 경도보다 단계 상승하였으며 코팅제로 막을4~5H 3~4 A-104 coating
형성시킨 경우 내스크레치성에서도 하중 하에서 으로 1kg steel wool 0000
막 위를 회 왕복하였을 때 막에 스크레치가 거의 발생하지 않았coating 50 coating
다
표 막에 대한 시험 결과[ 8] Hard coating (4 s)
- 48 -
제 절 고진공금속박막증착4
하드코팅막의 표면처리1
그림 플라즈마 표면처리된 하드코팅막의 사진[ 35] AFM
하드코팅막은 등 무기물을 다량 함유하고 있는 유무기의 혼합물질이다 고분silicon
자와는 달리 하드코팅막은 이온선량의 넓은 범위에 걸쳐서 증류수와의 접촉각이 매
우 낮았다
결과 막에 있어서는Water drop test hard coating 3times1015 ~ 4times1017 Ar+ ions
의 범위내의 량으로 증류수의 접촉각이 낮음을 알 수 있었다 증착막의 접ion dose
착력 향상정도를 확인하기 위하여 이온선량을 변화시키며 하드코팅층 표면에 dose
량에 따라 Ar+ 을 조사한 후 의 박막을 증착하여ion beam 100nm AI cross-cut
를 수행하였다 표tape test [ 9]
표 플라스틱 박막의 결과[ 9] HCAI Cross-cut tape test
하드코팅층의 에 의한 표면처리전 결과는 플라스틱에서처럼 모두 박리 되ion beam
었으나 의 량ion beam dose 5x1015 ~ 1x1017의 범위에서는 모두 접착력이 우수함
을 알 수 있었다 이는 하드코팅층위에 일부 무기질 재료가 포함되어 금속 박막과
의 친화성이 강하기 때문으로 판단되며 일반 고분자와는 달리 내열성이 매우 우수
하여 의 고에너지에서 수십분간의 조사에서도 표면에 탄화되는 경향이 없15 KeV
었다
- 49 -
미세금속박막증착2
플라스틱 반투과반사윈도우의 미세금속박막은 당사에서 보유하고 있는 고진공
시스템을 사용하여 증착하였다 그림 시스템을 구비하고 있IBAD [ 36] LoadLock
는 본 장비는 가 장착되어 있으며 모재의 평행이송과 를RF Plasma source Mask
사용하여 두께 균일성을 확보하였다
그림 증착 시스템[ 36] IBAD
반투과반사미러에 사용된 금속은 의 사의 을 사용하였다 당사에서9999 Cerac AI
보유하고 있는 4x10-6 진공도에서 을 사용하였다 증착시torr e-beam gun
는 증착율은 였으며 상하 좌우의 을 통Emission Current 280 5 sec Sweeping Å
해 균일한 증착율 유도하였다
그림 금속박막의 투과율[ 37] Spectrum
- 50 -
그림 금속박막의 전후면 반사[ 38] spectrum
사의 로 측정된 가시영역에서의 투과 반Hitachi U-2000 UV-Vis Spectrophotometer
사 을 그림 그림 에 나타내었다 각각의 투과반사율을 가시영spectrum [ 37] [ 38]
역에서의 평균값을 구한뒤 아래 표와 같이 흡수율을 구하였다 제작된 시제품의 흡[
수율은 였다248
표 금속증착막의 특성분석결과[ 10]
No 항 목 평 가 방 법 시 험 결 과
1 접 착 력 Cross-Cut 100100
2 투 과 율 Spectrophotometer 445
3 반사율 전면( ) Visual Range 307
4 반사율 후면( ) Visual Range 171
5 흡 수 율 Visual Range 248
- 51 -
제 장 결론5
제 절 연구결과1
플라즈마 표면처리공정연구 광경화에의한 하드코팅공정연구 고진공증착에의한 미
세 금속박막 증착연구개발을 통하여 수입되고 있는 플라스틱 반투과반사윈도우 소
재를 개발하였다 현재 상용되고 있는 수입소재의 기계적 광학적 특성을 분석을 통
하여 개발 목표치를 설정하였으며 최적 공정개발에의한 시제품제작을 완료하였다
시제품의 평가항목 및 특성치를 아래 표 에 나타내었다[ 12]
표 반투과반사윈도우 시제품의 특성표[ 12]
평 가 항 목 특성치 비 고
광흡수율1 () 248 분광기 기준30T
내마모성2 () 28 자체기준( haze)
접착력3 (x100) 100 회ASTMD3359 10
표면경도4 (H) 5 ASTMD3363 Mitsu-B
표면친수성5 (deg ) 171 Anglometer
미세파티클6 (1um) 01 Clean Room
본 과제 수행에의한 개발목표를 달성할 수 있었으며 주요기술개발내용은 다음과
같다 플라즈마를 이용하여 고분자 표면의 친수성 를 크게 높였으며 1) RF (171deg )
금속박막과의 접착력 을 크게 향상시켰다 광경화에의한 하드코팅공정(100100) 2)
개발에의해 플라스틱 표면경도 및 내마모성 을 크게 향상시켰다 고진(5H) (28) 3)
공 증착공정개발에의해 금속박막의 흡수율 을 크게 낮추어 광효율이 높은(248)
플라스틱 반투과반사 윈도우 시제품을 개발하였다 플라스틱 반투과반사윈도우 4)
소재를 평가하기 위한 광학적 기계적특성 평가기법을 확립하였다
- 52 -
제 절 향후전망2
개발된 플라스틱 반투과반사 윈도우는 플라스틱의 낮은 내열성과 표면경도 흡수율
을 개선하기 위한 것으로 최근 전자제품 정보통신부품 등 첨단전자제품에 적극 채
택되고 있다 특히 휴대폰 및 디스플레이의 투과창 소재가 기존 에서 투명플 glass
라스틱으로 적극 채택되면서 관련 공정기술개발과 함께 소재특성을 위한 다양한 연
구가 활발히 추진되고 있으며 선진국에서는 개발완료에 따른 양산체제 구축으로
전세계 시장을 석권하고 있는 상황이다
본 과제에의한 플라스틱 반투과반사 윈도우의 시제품은 수입시판되고 있는 상용소
재와 동등이상의 특성을 나타내고 있어 향후 양산설비 및 양산공정연구에의한 소
재의 국산화가 가능하다고 할 수있다 또한 본 과제의 플라즈마 표면처리는 저온
표면처리를 요하는 광학용 플라스틱 소재의 표면처리에 활용될 수 있으며 광경화에
의한 하드코팅공정은 기존 열경화방식과는 달리 화가 가능하며 대량 양산in-line
체제를 갖출 수 있어 향후 큰 폭의 성장이 기대된다
- 53 -
참 고 문 헌
1 Oleg A Popov ldquoHigh Density Plasma Sourcesrdquo NOYES Publications(1995)
전자기술연구회 초음파 응용 기문사2 ldquo ( 1997)
임준섭외 명3 4 ldquoImprovement in Surface Hardness of Plastic Surface Mirrorrdquo
Korea-Russia Symposium(1998)
4 Lan G Brown ldquoThe Physics and Technology of Ion Sourcerdquo John Wiley amp
Sons(1989)
이규환 외 명 진공증착법으로 제조된 박막의 밀착성에 관한연구 한국5 4 ldquo AI-Cr rdquo
표면공학회지 VoI27No1Feb(1994)
한성남 외 명6 4 ldquoImproving Wettability of Polycarbonate and adhesion with
aluminum by Ar+ ion irradiationrdquo JMaterial Res Vol9 Sep(1995)
한성남외 명 표면에 아르곤 조사와 친수성증대7 4 ldquoPolymethylmethacrylate rdquo The
Korean Physical Society Vol8No2 Mar pp193~198(1995)
인하대 광기술교육센터 광학시스템의 설계 및 평가 인하대 광기술교육센터8 ldquo rdquo
(1999)
임준섭외 명9 5 ldquoEffect of Ion Beam Assisted Cleaning on Adhesion of AI to
Polymer Substrate of PC and PMMArdquo Asian Finish lsquo98(1998)
10 CJ Brinker and GW Scherrer ldquoSol-Gel Science The Physics and
Chemistry of Sol-Gel ProcessingrdquoAcademic Press NY(1990)
아주공업 주 표면처리 기술을 이용한 자동차용 후사경 개발 산업자11 ( )rdquoPlasma rdquo
원부 최종보고서(2000)
고성진외 명 자동차용 플라스틱 미러와 그 제조방법 아주공업 주12 2 rdquo rdquo ( )(2002)
아주공업 주 플라즈마 기술을 이용한 오토바이 헬멧용 무적쉴드개발 중소기13 ( ) ldquo rdquo
업청 최종보고서(2002)
박원규 졸겔법의 응용과 제품 명현문화사14 rdquo rdquo (1999)
홍진후 경화코팅 조선대학교 출판부15 rdquoUV rdquo (2002)
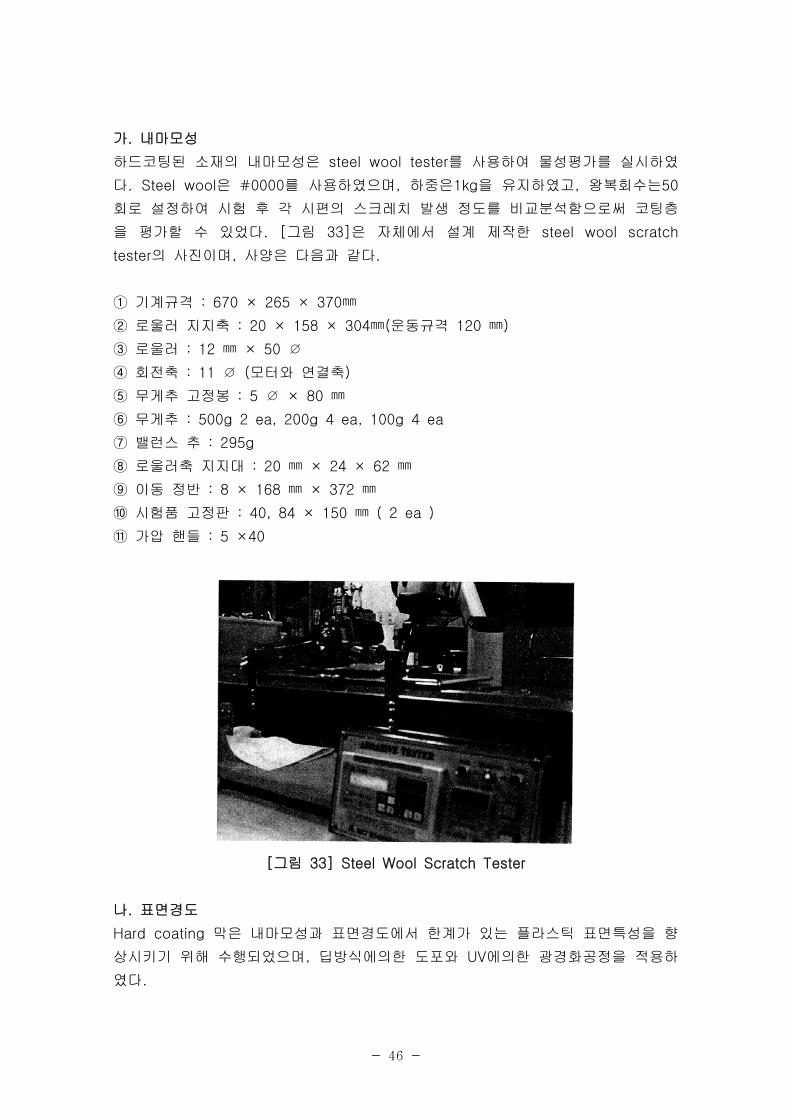
- 46 -
가 내마모성
하드코팅된 소재의 내마모성은 를 사용하여 물성평가를 실시하였steel wool tester
다 은 를 사용하였으며 하중은 을 유지하였고 왕복회수는 Steel wool 0000 1kg 50
회로 설정하여 시험 후 각 시편의 스크레치 발생 정도를 비교분석함으로써 코팅층
을 평가할 수 있었다 그림 은 자체에서 설계 제작한 [ 33] steel wool scratch
의 사진이며 사양은 다음과 같다tester
기계규격 670 times 265 times 370①
로울러 지지축 운동규격 20 times 158 times 304 ( 120 )②
로울러 12 times 50③ empty회전축 모터와 연결축 11 ( )④ empty무게추 고정봉 5 times 80⑤ empty무게추 500g 2 ea 200g 4 ea 100g 4 ea⑥
밸런스 추 295g⑦
로울러축 지지대 20 times 24 times 62⑧
이동 정반 8 times 168 times 372⑨
시험품 고정판 40 84 times 150 ( 2 ea )⑩
가압 핸들 5 times40⑪
그림[ 33] Steel Wool Scratch Tester
나 표면경도
막은 내마모성과 표면경도에서 한계가 있는 플라스틱 표면특성을 향Hard coating
상시키기 위해 수행되었으며 딥방식에의한 도포와 에의한 광경화공정을 적용하 UV
였다
- 47 -
그림[ 34] Pencil Hardness Tester
딥 도포공정에서 인상속도를 로 유지하였다 표 는 플라스틱 모재 위에4 sec [ 8]
다양한 의 제를 사용하여 코팅한 실험 결과이며 표면연필경도는grade hard coating
로써 모재의 경도보다 단계 상승하였으며 코팅제로 막을4~5H 3~4 A-104 coating
형성시킨 경우 내스크레치성에서도 하중 하에서 으로 1kg steel wool 0000
막 위를 회 왕복하였을 때 막에 스크레치가 거의 발생하지 않았coating 50 coating
다
표 막에 대한 시험 결과[ 8] Hard coating (4 s)
- 48 -
제 절 고진공금속박막증착4
하드코팅막의 표면처리1
그림 플라즈마 표면처리된 하드코팅막의 사진[ 35] AFM
하드코팅막은 등 무기물을 다량 함유하고 있는 유무기의 혼합물질이다 고분silicon
자와는 달리 하드코팅막은 이온선량의 넓은 범위에 걸쳐서 증류수와의 접촉각이 매
우 낮았다
결과 막에 있어서는Water drop test hard coating 3times1015 ~ 4times1017 Ar+ ions
의 범위내의 량으로 증류수의 접촉각이 낮음을 알 수 있었다 증착막의 접ion dose
착력 향상정도를 확인하기 위하여 이온선량을 변화시키며 하드코팅층 표면에 dose
량에 따라 Ar+ 을 조사한 후 의 박막을 증착하여ion beam 100nm AI cross-cut
를 수행하였다 표tape test [ 9]
표 플라스틱 박막의 결과[ 9] HCAI Cross-cut tape test
하드코팅층의 에 의한 표면처리전 결과는 플라스틱에서처럼 모두 박리 되ion beam
었으나 의 량ion beam dose 5x1015 ~ 1x1017의 범위에서는 모두 접착력이 우수함
을 알 수 있었다 이는 하드코팅층위에 일부 무기질 재료가 포함되어 금속 박막과
의 친화성이 강하기 때문으로 판단되며 일반 고분자와는 달리 내열성이 매우 우수
하여 의 고에너지에서 수십분간의 조사에서도 표면에 탄화되는 경향이 없15 KeV
었다
- 49 -
미세금속박막증착2
플라스틱 반투과반사윈도우의 미세금속박막은 당사에서 보유하고 있는 고진공
시스템을 사용하여 증착하였다 그림 시스템을 구비하고 있IBAD [ 36] LoadLock
는 본 장비는 가 장착되어 있으며 모재의 평행이송과 를RF Plasma source Mask
사용하여 두께 균일성을 확보하였다
그림 증착 시스템[ 36] IBAD
반투과반사미러에 사용된 금속은 의 사의 을 사용하였다 당사에서9999 Cerac AI
보유하고 있는 4x10-6 진공도에서 을 사용하였다 증착시torr e-beam gun
는 증착율은 였으며 상하 좌우의 을 통Emission Current 280 5 sec Sweeping Å
해 균일한 증착율 유도하였다
그림 금속박막의 투과율[ 37] Spectrum
- 50 -
그림 금속박막의 전후면 반사[ 38] spectrum
사의 로 측정된 가시영역에서의 투과 반Hitachi U-2000 UV-Vis Spectrophotometer
사 을 그림 그림 에 나타내었다 각각의 투과반사율을 가시영spectrum [ 37] [ 38]
역에서의 평균값을 구한뒤 아래 표와 같이 흡수율을 구하였다 제작된 시제품의 흡[
수율은 였다248
표 금속증착막의 특성분석결과[ 10]
No 항 목 평 가 방 법 시 험 결 과
1 접 착 력 Cross-Cut 100100
2 투 과 율 Spectrophotometer 445
3 반사율 전면( ) Visual Range 307
4 반사율 후면( ) Visual Range 171
5 흡 수 율 Visual Range 248
- 51 -
제 장 결론5
제 절 연구결과1
플라즈마 표면처리공정연구 광경화에의한 하드코팅공정연구 고진공증착에의한 미
세 금속박막 증착연구개발을 통하여 수입되고 있는 플라스틱 반투과반사윈도우 소
재를 개발하였다 현재 상용되고 있는 수입소재의 기계적 광학적 특성을 분석을 통
하여 개발 목표치를 설정하였으며 최적 공정개발에의한 시제품제작을 완료하였다
시제품의 평가항목 및 특성치를 아래 표 에 나타내었다[ 12]
표 반투과반사윈도우 시제품의 특성표[ 12]
평 가 항 목 특성치 비 고
광흡수율1 () 248 분광기 기준30T
내마모성2 () 28 자체기준( haze)
접착력3 (x100) 100 회ASTMD3359 10
표면경도4 (H) 5 ASTMD3363 Mitsu-B
표면친수성5 (deg ) 171 Anglometer
미세파티클6 (1um) 01 Clean Room
본 과제 수행에의한 개발목표를 달성할 수 있었으며 주요기술개발내용은 다음과
같다 플라즈마를 이용하여 고분자 표면의 친수성 를 크게 높였으며 1) RF (171deg )
금속박막과의 접착력 을 크게 향상시켰다 광경화에의한 하드코팅공정(100100) 2)
개발에의해 플라스틱 표면경도 및 내마모성 을 크게 향상시켰다 고진(5H) (28) 3)
공 증착공정개발에의해 금속박막의 흡수율 을 크게 낮추어 광효율이 높은(248)
플라스틱 반투과반사 윈도우 시제품을 개발하였다 플라스틱 반투과반사윈도우 4)
소재를 평가하기 위한 광학적 기계적특성 평가기법을 확립하였다
- 52 -
제 절 향후전망2
개발된 플라스틱 반투과반사 윈도우는 플라스틱의 낮은 내열성과 표면경도 흡수율
을 개선하기 위한 것으로 최근 전자제품 정보통신부품 등 첨단전자제품에 적극 채
택되고 있다 특히 휴대폰 및 디스플레이의 투과창 소재가 기존 에서 투명플 glass
라스틱으로 적극 채택되면서 관련 공정기술개발과 함께 소재특성을 위한 다양한 연
구가 활발히 추진되고 있으며 선진국에서는 개발완료에 따른 양산체제 구축으로
전세계 시장을 석권하고 있는 상황이다
본 과제에의한 플라스틱 반투과반사 윈도우의 시제품은 수입시판되고 있는 상용소
재와 동등이상의 특성을 나타내고 있어 향후 양산설비 및 양산공정연구에의한 소
재의 국산화가 가능하다고 할 수있다 또한 본 과제의 플라즈마 표면처리는 저온
표면처리를 요하는 광학용 플라스틱 소재의 표면처리에 활용될 수 있으며 광경화에
의한 하드코팅공정은 기존 열경화방식과는 달리 화가 가능하며 대량 양산in-line
체제를 갖출 수 있어 향후 큰 폭의 성장이 기대된다
- 53 -
참 고 문 헌
1 Oleg A Popov ldquoHigh Density Plasma Sourcesrdquo NOYES Publications(1995)
전자기술연구회 초음파 응용 기문사2 ldquo ( 1997)
임준섭외 명3 4 ldquoImprovement in Surface Hardness of Plastic Surface Mirrorrdquo
Korea-Russia Symposium(1998)
4 Lan G Brown ldquoThe Physics and Technology of Ion Sourcerdquo John Wiley amp
Sons(1989)
이규환 외 명 진공증착법으로 제조된 박막의 밀착성에 관한연구 한국5 4 ldquo AI-Cr rdquo
표면공학회지 VoI27No1Feb(1994)
한성남 외 명6 4 ldquoImproving Wettability of Polycarbonate and adhesion with
aluminum by Ar+ ion irradiationrdquo JMaterial Res Vol9 Sep(1995)
한성남외 명 표면에 아르곤 조사와 친수성증대7 4 ldquoPolymethylmethacrylate rdquo The
Korean Physical Society Vol8No2 Mar pp193~198(1995)
인하대 광기술교육센터 광학시스템의 설계 및 평가 인하대 광기술교육센터8 ldquo rdquo
(1999)
임준섭외 명9 5 ldquoEffect of Ion Beam Assisted Cleaning on Adhesion of AI to
Polymer Substrate of PC and PMMArdquo Asian Finish lsquo98(1998)
10 CJ Brinker and GW Scherrer ldquoSol-Gel Science The Physics and
Chemistry of Sol-Gel ProcessingrdquoAcademic Press NY(1990)
아주공업 주 표면처리 기술을 이용한 자동차용 후사경 개발 산업자11 ( )rdquoPlasma rdquo
원부 최종보고서(2000)
고성진외 명 자동차용 플라스틱 미러와 그 제조방법 아주공업 주12 2 rdquo rdquo ( )(2002)
아주공업 주 플라즈마 기술을 이용한 오토바이 헬멧용 무적쉴드개발 중소기13 ( ) ldquo rdquo
업청 최종보고서(2002)
박원규 졸겔법의 응용과 제품 명현문화사14 rdquo rdquo (1999)
홍진후 경화코팅 조선대학교 출판부15 rdquoUV rdquo (2002)
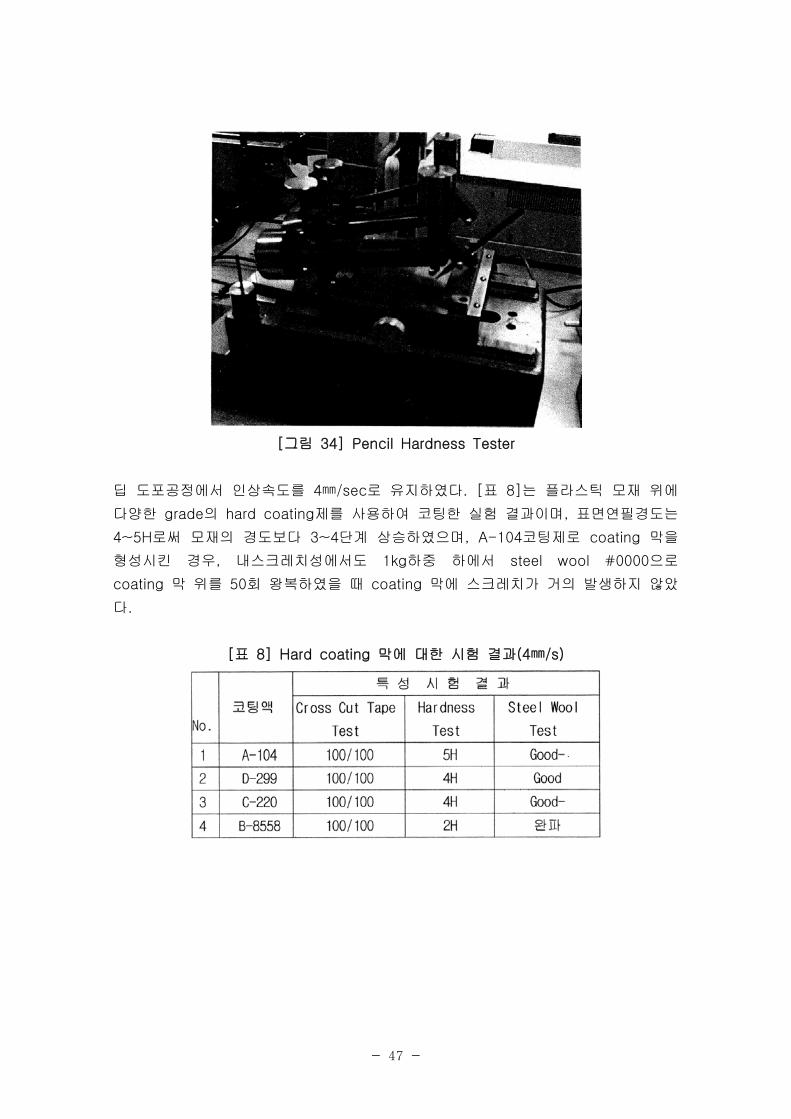
- 47 -
그림[ 34] Pencil Hardness Tester
딥 도포공정에서 인상속도를 로 유지하였다 표 는 플라스틱 모재 위에4 sec [ 8]
다양한 의 제를 사용하여 코팅한 실험 결과이며 표면연필경도는grade hard coating
로써 모재의 경도보다 단계 상승하였으며 코팅제로 막을4~5H 3~4 A-104 coating
형성시킨 경우 내스크레치성에서도 하중 하에서 으로 1kg steel wool 0000
막 위를 회 왕복하였을 때 막에 스크레치가 거의 발생하지 않았coating 50 coating
다
표 막에 대한 시험 결과[ 8] Hard coating (4 s)
- 48 -
제 절 고진공금속박막증착4
하드코팅막의 표면처리1
그림 플라즈마 표면처리된 하드코팅막의 사진[ 35] AFM
하드코팅막은 등 무기물을 다량 함유하고 있는 유무기의 혼합물질이다 고분silicon
자와는 달리 하드코팅막은 이온선량의 넓은 범위에 걸쳐서 증류수와의 접촉각이 매
우 낮았다
결과 막에 있어서는Water drop test hard coating 3times1015 ~ 4times1017 Ar+ ions
의 범위내의 량으로 증류수의 접촉각이 낮음을 알 수 있었다 증착막의 접ion dose
착력 향상정도를 확인하기 위하여 이온선량을 변화시키며 하드코팅층 표면에 dose
량에 따라 Ar+ 을 조사한 후 의 박막을 증착하여ion beam 100nm AI cross-cut
를 수행하였다 표tape test [ 9]
표 플라스틱 박막의 결과[ 9] HCAI Cross-cut tape test
하드코팅층의 에 의한 표면처리전 결과는 플라스틱에서처럼 모두 박리 되ion beam
었으나 의 량ion beam dose 5x1015 ~ 1x1017의 범위에서는 모두 접착력이 우수함
을 알 수 있었다 이는 하드코팅층위에 일부 무기질 재료가 포함되어 금속 박막과
의 친화성이 강하기 때문으로 판단되며 일반 고분자와는 달리 내열성이 매우 우수
하여 의 고에너지에서 수십분간의 조사에서도 표면에 탄화되는 경향이 없15 KeV
었다
- 49 -
미세금속박막증착2
플라스틱 반투과반사윈도우의 미세금속박막은 당사에서 보유하고 있는 고진공
시스템을 사용하여 증착하였다 그림 시스템을 구비하고 있IBAD [ 36] LoadLock
는 본 장비는 가 장착되어 있으며 모재의 평행이송과 를RF Plasma source Mask
사용하여 두께 균일성을 확보하였다
그림 증착 시스템[ 36] IBAD
반투과반사미러에 사용된 금속은 의 사의 을 사용하였다 당사에서9999 Cerac AI
보유하고 있는 4x10-6 진공도에서 을 사용하였다 증착시torr e-beam gun
는 증착율은 였으며 상하 좌우의 을 통Emission Current 280 5 sec Sweeping Å
해 균일한 증착율 유도하였다
그림 금속박막의 투과율[ 37] Spectrum
- 50 -
그림 금속박막의 전후면 반사[ 38] spectrum
사의 로 측정된 가시영역에서의 투과 반Hitachi U-2000 UV-Vis Spectrophotometer
사 을 그림 그림 에 나타내었다 각각의 투과반사율을 가시영spectrum [ 37] [ 38]
역에서의 평균값을 구한뒤 아래 표와 같이 흡수율을 구하였다 제작된 시제품의 흡[
수율은 였다248
표 금속증착막의 특성분석결과[ 10]
No 항 목 평 가 방 법 시 험 결 과
1 접 착 력 Cross-Cut 100100
2 투 과 율 Spectrophotometer 445
3 반사율 전면( ) Visual Range 307
4 반사율 후면( ) Visual Range 171
5 흡 수 율 Visual Range 248
- 51 -
제 장 결론5
제 절 연구결과1
플라즈마 표면처리공정연구 광경화에의한 하드코팅공정연구 고진공증착에의한 미
세 금속박막 증착연구개발을 통하여 수입되고 있는 플라스틱 반투과반사윈도우 소
재를 개발하였다 현재 상용되고 있는 수입소재의 기계적 광학적 특성을 분석을 통
하여 개발 목표치를 설정하였으며 최적 공정개발에의한 시제품제작을 완료하였다
시제품의 평가항목 및 특성치를 아래 표 에 나타내었다[ 12]
표 반투과반사윈도우 시제품의 특성표[ 12]
평 가 항 목 특성치 비 고
광흡수율1 () 248 분광기 기준30T
내마모성2 () 28 자체기준( haze)
접착력3 (x100) 100 회ASTMD3359 10
표면경도4 (H) 5 ASTMD3363 Mitsu-B
표면친수성5 (deg ) 171 Anglometer
미세파티클6 (1um) 01 Clean Room
본 과제 수행에의한 개발목표를 달성할 수 있었으며 주요기술개발내용은 다음과
같다 플라즈마를 이용하여 고분자 표면의 친수성 를 크게 높였으며 1) RF (171deg )
금속박막과의 접착력 을 크게 향상시켰다 광경화에의한 하드코팅공정(100100) 2)
개발에의해 플라스틱 표면경도 및 내마모성 을 크게 향상시켰다 고진(5H) (28) 3)
공 증착공정개발에의해 금속박막의 흡수율 을 크게 낮추어 광효율이 높은(248)
플라스틱 반투과반사 윈도우 시제품을 개발하였다 플라스틱 반투과반사윈도우 4)
소재를 평가하기 위한 광학적 기계적특성 평가기법을 확립하였다
- 52 -
제 절 향후전망2
개발된 플라스틱 반투과반사 윈도우는 플라스틱의 낮은 내열성과 표면경도 흡수율
을 개선하기 위한 것으로 최근 전자제품 정보통신부품 등 첨단전자제품에 적극 채
택되고 있다 특히 휴대폰 및 디스플레이의 투과창 소재가 기존 에서 투명플 glass
라스틱으로 적극 채택되면서 관련 공정기술개발과 함께 소재특성을 위한 다양한 연
구가 활발히 추진되고 있으며 선진국에서는 개발완료에 따른 양산체제 구축으로
전세계 시장을 석권하고 있는 상황이다
본 과제에의한 플라스틱 반투과반사 윈도우의 시제품은 수입시판되고 있는 상용소
재와 동등이상의 특성을 나타내고 있어 향후 양산설비 및 양산공정연구에의한 소
재의 국산화가 가능하다고 할 수있다 또한 본 과제의 플라즈마 표면처리는 저온
표면처리를 요하는 광학용 플라스틱 소재의 표면처리에 활용될 수 있으며 광경화에
의한 하드코팅공정은 기존 열경화방식과는 달리 화가 가능하며 대량 양산in-line
체제를 갖출 수 있어 향후 큰 폭의 성장이 기대된다
- 53 -
참 고 문 헌
1 Oleg A Popov ldquoHigh Density Plasma Sourcesrdquo NOYES Publications(1995)
전자기술연구회 초음파 응용 기문사2 ldquo ( 1997)
임준섭외 명3 4 ldquoImprovement in Surface Hardness of Plastic Surface Mirrorrdquo
Korea-Russia Symposium(1998)
4 Lan G Brown ldquoThe Physics and Technology of Ion Sourcerdquo John Wiley amp
Sons(1989)
이규환 외 명 진공증착법으로 제조된 박막의 밀착성에 관한연구 한국5 4 ldquo AI-Cr rdquo
표면공학회지 VoI27No1Feb(1994)
한성남 외 명6 4 ldquoImproving Wettability of Polycarbonate and adhesion with
aluminum by Ar+ ion irradiationrdquo JMaterial Res Vol9 Sep(1995)
한성남외 명 표면에 아르곤 조사와 친수성증대7 4 ldquoPolymethylmethacrylate rdquo The
Korean Physical Society Vol8No2 Mar pp193~198(1995)
인하대 광기술교육센터 광학시스템의 설계 및 평가 인하대 광기술교육센터8 ldquo rdquo
(1999)
임준섭외 명9 5 ldquoEffect of Ion Beam Assisted Cleaning on Adhesion of AI to
Polymer Substrate of PC and PMMArdquo Asian Finish lsquo98(1998)
10 CJ Brinker and GW Scherrer ldquoSol-Gel Science The Physics and
Chemistry of Sol-Gel ProcessingrdquoAcademic Press NY(1990)
아주공업 주 표면처리 기술을 이용한 자동차용 후사경 개발 산업자11 ( )rdquoPlasma rdquo
원부 최종보고서(2000)
고성진외 명 자동차용 플라스틱 미러와 그 제조방법 아주공업 주12 2 rdquo rdquo ( )(2002)
아주공업 주 플라즈마 기술을 이용한 오토바이 헬멧용 무적쉴드개발 중소기13 ( ) ldquo rdquo
업청 최종보고서(2002)
박원규 졸겔법의 응용과 제품 명현문화사14 rdquo rdquo (1999)
홍진후 경화코팅 조선대학교 출판부15 rdquoUV rdquo (2002)
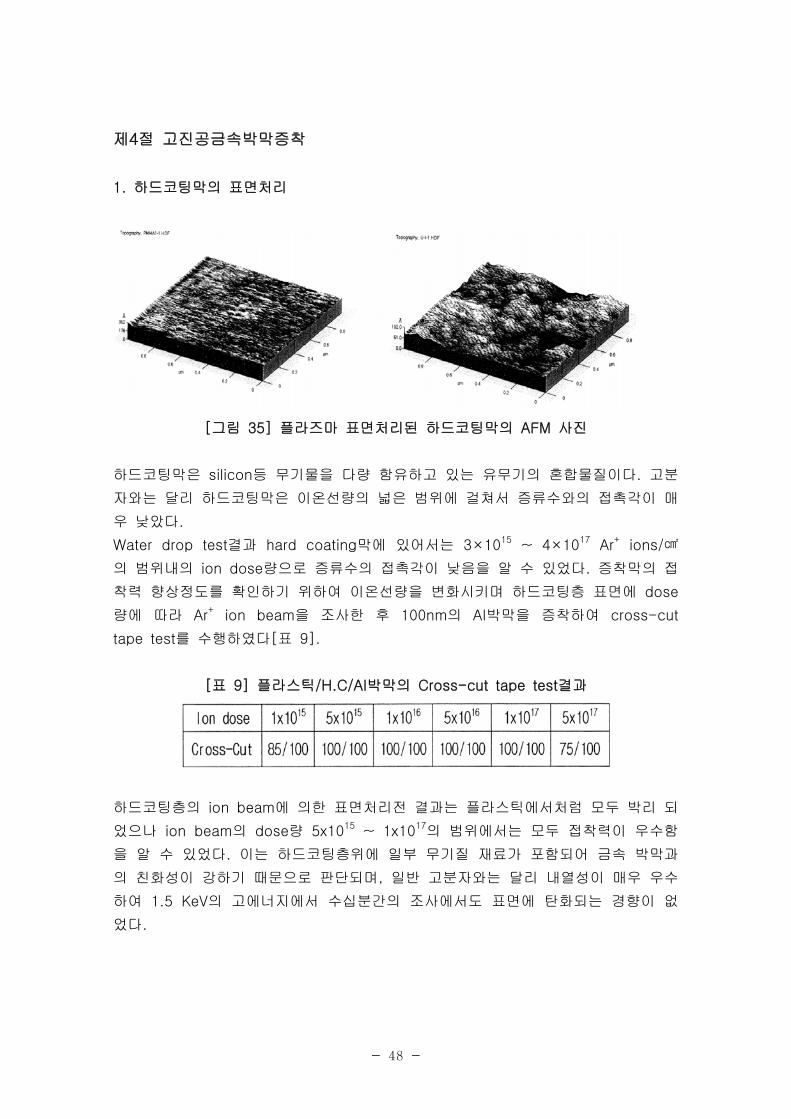
- 48 -
제 절 고진공금속박막증착4
하드코팅막의 표면처리1
그림 플라즈마 표면처리된 하드코팅막의 사진[ 35] AFM
하드코팅막은 등 무기물을 다량 함유하고 있는 유무기의 혼합물질이다 고분silicon
자와는 달리 하드코팅막은 이온선량의 넓은 범위에 걸쳐서 증류수와의 접촉각이 매
우 낮았다
결과 막에 있어서는Water drop test hard coating 3times1015 ~ 4times1017 Ar+ ions
의 범위내의 량으로 증류수의 접촉각이 낮음을 알 수 있었다 증착막의 접ion dose
착력 향상정도를 확인하기 위하여 이온선량을 변화시키며 하드코팅층 표면에 dose
량에 따라 Ar+ 을 조사한 후 의 박막을 증착하여ion beam 100nm AI cross-cut
를 수행하였다 표tape test [ 9]
표 플라스틱 박막의 결과[ 9] HCAI Cross-cut tape test
하드코팅층의 에 의한 표면처리전 결과는 플라스틱에서처럼 모두 박리 되ion beam
었으나 의 량ion beam dose 5x1015 ~ 1x1017의 범위에서는 모두 접착력이 우수함
을 알 수 있었다 이는 하드코팅층위에 일부 무기질 재료가 포함되어 금속 박막과
의 친화성이 강하기 때문으로 판단되며 일반 고분자와는 달리 내열성이 매우 우수
하여 의 고에너지에서 수십분간의 조사에서도 표면에 탄화되는 경향이 없15 KeV
었다
- 49 -
미세금속박막증착2
플라스틱 반투과반사윈도우의 미세금속박막은 당사에서 보유하고 있는 고진공
시스템을 사용하여 증착하였다 그림 시스템을 구비하고 있IBAD [ 36] LoadLock
는 본 장비는 가 장착되어 있으며 모재의 평행이송과 를RF Plasma source Mask
사용하여 두께 균일성을 확보하였다
그림 증착 시스템[ 36] IBAD
반투과반사미러에 사용된 금속은 의 사의 을 사용하였다 당사에서9999 Cerac AI
보유하고 있는 4x10-6 진공도에서 을 사용하였다 증착시torr e-beam gun
는 증착율은 였으며 상하 좌우의 을 통Emission Current 280 5 sec Sweeping Å
해 균일한 증착율 유도하였다
그림 금속박막의 투과율[ 37] Spectrum
- 50 -
그림 금속박막의 전후면 반사[ 38] spectrum
사의 로 측정된 가시영역에서의 투과 반Hitachi U-2000 UV-Vis Spectrophotometer
사 을 그림 그림 에 나타내었다 각각의 투과반사율을 가시영spectrum [ 37] [ 38]
역에서의 평균값을 구한뒤 아래 표와 같이 흡수율을 구하였다 제작된 시제품의 흡[
수율은 였다248
표 금속증착막의 특성분석결과[ 10]
No 항 목 평 가 방 법 시 험 결 과
1 접 착 력 Cross-Cut 100100
2 투 과 율 Spectrophotometer 445
3 반사율 전면( ) Visual Range 307
4 반사율 후면( ) Visual Range 171
5 흡 수 율 Visual Range 248
- 51 -
제 장 결론5
제 절 연구결과1
플라즈마 표면처리공정연구 광경화에의한 하드코팅공정연구 고진공증착에의한 미
세 금속박막 증착연구개발을 통하여 수입되고 있는 플라스틱 반투과반사윈도우 소
재를 개발하였다 현재 상용되고 있는 수입소재의 기계적 광학적 특성을 분석을 통
하여 개발 목표치를 설정하였으며 최적 공정개발에의한 시제품제작을 완료하였다
시제품의 평가항목 및 특성치를 아래 표 에 나타내었다[ 12]
표 반투과반사윈도우 시제품의 특성표[ 12]
평 가 항 목 특성치 비 고
광흡수율1 () 248 분광기 기준30T
내마모성2 () 28 자체기준( haze)
접착력3 (x100) 100 회ASTMD3359 10
표면경도4 (H) 5 ASTMD3363 Mitsu-B
표면친수성5 (deg ) 171 Anglometer
미세파티클6 (1um) 01 Clean Room
본 과제 수행에의한 개발목표를 달성할 수 있었으며 주요기술개발내용은 다음과
같다 플라즈마를 이용하여 고분자 표면의 친수성 를 크게 높였으며 1) RF (171deg )
금속박막과의 접착력 을 크게 향상시켰다 광경화에의한 하드코팅공정(100100) 2)
개발에의해 플라스틱 표면경도 및 내마모성 을 크게 향상시켰다 고진(5H) (28) 3)
공 증착공정개발에의해 금속박막의 흡수율 을 크게 낮추어 광효율이 높은(248)
플라스틱 반투과반사 윈도우 시제품을 개발하였다 플라스틱 반투과반사윈도우 4)
소재를 평가하기 위한 광학적 기계적특성 평가기법을 확립하였다
- 52 -
제 절 향후전망2
개발된 플라스틱 반투과반사 윈도우는 플라스틱의 낮은 내열성과 표면경도 흡수율
을 개선하기 위한 것으로 최근 전자제품 정보통신부품 등 첨단전자제품에 적극 채
택되고 있다 특히 휴대폰 및 디스플레이의 투과창 소재가 기존 에서 투명플 glass
라스틱으로 적극 채택되면서 관련 공정기술개발과 함께 소재특성을 위한 다양한 연
구가 활발히 추진되고 있으며 선진국에서는 개발완료에 따른 양산체제 구축으로
전세계 시장을 석권하고 있는 상황이다
본 과제에의한 플라스틱 반투과반사 윈도우의 시제품은 수입시판되고 있는 상용소
재와 동등이상의 특성을 나타내고 있어 향후 양산설비 및 양산공정연구에의한 소
재의 국산화가 가능하다고 할 수있다 또한 본 과제의 플라즈마 표면처리는 저온
표면처리를 요하는 광학용 플라스틱 소재의 표면처리에 활용될 수 있으며 광경화에
의한 하드코팅공정은 기존 열경화방식과는 달리 화가 가능하며 대량 양산in-line
체제를 갖출 수 있어 향후 큰 폭의 성장이 기대된다
- 53 -
참 고 문 헌
1 Oleg A Popov ldquoHigh Density Plasma Sourcesrdquo NOYES Publications(1995)
전자기술연구회 초음파 응용 기문사2 ldquo ( 1997)
임준섭외 명3 4 ldquoImprovement in Surface Hardness of Plastic Surface Mirrorrdquo
Korea-Russia Symposium(1998)
4 Lan G Brown ldquoThe Physics and Technology of Ion Sourcerdquo John Wiley amp
Sons(1989)
이규환 외 명 진공증착법으로 제조된 박막의 밀착성에 관한연구 한국5 4 ldquo AI-Cr rdquo
표면공학회지 VoI27No1Feb(1994)
한성남 외 명6 4 ldquoImproving Wettability of Polycarbonate and adhesion with
aluminum by Ar+ ion irradiationrdquo JMaterial Res Vol9 Sep(1995)
한성남외 명 표면에 아르곤 조사와 친수성증대7 4 ldquoPolymethylmethacrylate rdquo The
Korean Physical Society Vol8No2 Mar pp193~198(1995)
인하대 광기술교육센터 광학시스템의 설계 및 평가 인하대 광기술교육센터8 ldquo rdquo
(1999)
임준섭외 명9 5 ldquoEffect of Ion Beam Assisted Cleaning on Adhesion of AI to
Polymer Substrate of PC and PMMArdquo Asian Finish lsquo98(1998)
10 CJ Brinker and GW Scherrer ldquoSol-Gel Science The Physics and
Chemistry of Sol-Gel ProcessingrdquoAcademic Press NY(1990)
아주공업 주 표면처리 기술을 이용한 자동차용 후사경 개발 산업자11 ( )rdquoPlasma rdquo
원부 최종보고서(2000)
고성진외 명 자동차용 플라스틱 미러와 그 제조방법 아주공업 주12 2 rdquo rdquo ( )(2002)
아주공업 주 플라즈마 기술을 이용한 오토바이 헬멧용 무적쉴드개발 중소기13 ( ) ldquo rdquo
업청 최종보고서(2002)
박원규 졸겔법의 응용과 제품 명현문화사14 rdquo rdquo (1999)
홍진후 경화코팅 조선대학교 출판부15 rdquoUV rdquo (2002)
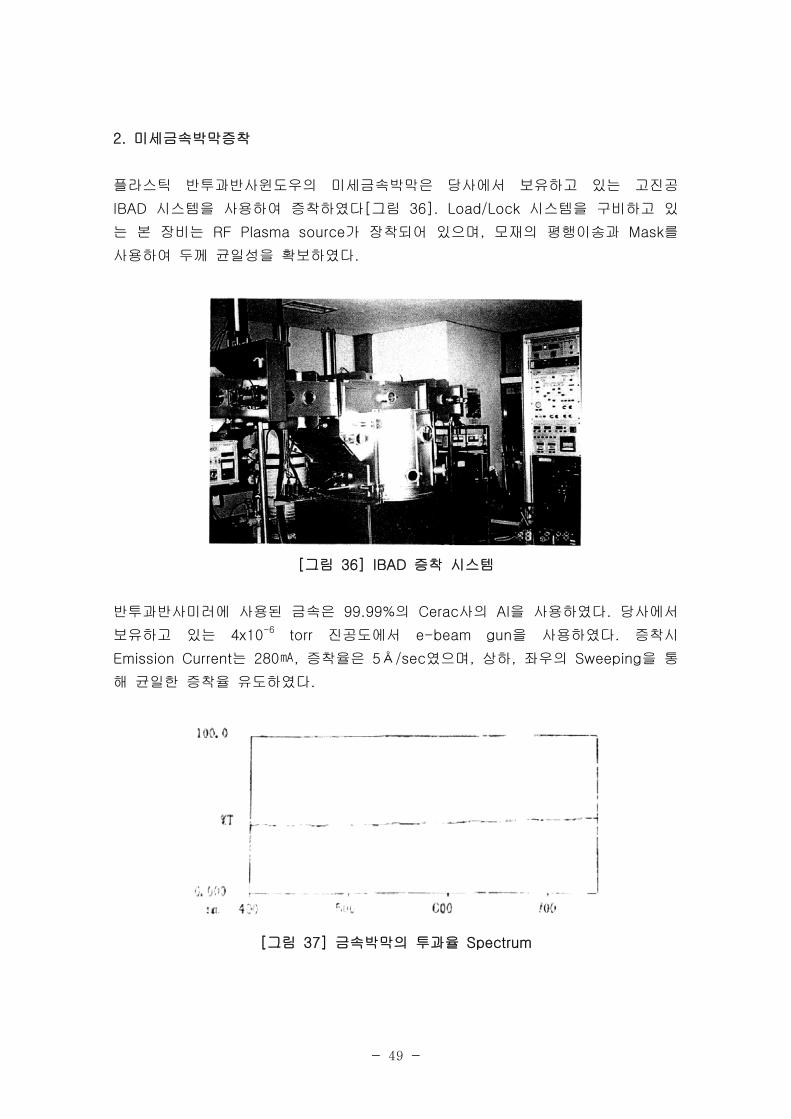
- 49 -
미세금속박막증착2
플라스틱 반투과반사윈도우의 미세금속박막은 당사에서 보유하고 있는 고진공
시스템을 사용하여 증착하였다 그림 시스템을 구비하고 있IBAD [ 36] LoadLock
는 본 장비는 가 장착되어 있으며 모재의 평행이송과 를RF Plasma source Mask
사용하여 두께 균일성을 확보하였다
그림 증착 시스템[ 36] IBAD
반투과반사미러에 사용된 금속은 의 사의 을 사용하였다 당사에서9999 Cerac AI
보유하고 있는 4x10-6 진공도에서 을 사용하였다 증착시torr e-beam gun
는 증착율은 였으며 상하 좌우의 을 통Emission Current 280 5 sec Sweeping Å
해 균일한 증착율 유도하였다
그림 금속박막의 투과율[ 37] Spectrum
- 50 -
그림 금속박막의 전후면 반사[ 38] spectrum
사의 로 측정된 가시영역에서의 투과 반Hitachi U-2000 UV-Vis Spectrophotometer
사 을 그림 그림 에 나타내었다 각각의 투과반사율을 가시영spectrum [ 37] [ 38]
역에서의 평균값을 구한뒤 아래 표와 같이 흡수율을 구하였다 제작된 시제품의 흡[
수율은 였다248
표 금속증착막의 특성분석결과[ 10]
No 항 목 평 가 방 법 시 험 결 과
1 접 착 력 Cross-Cut 100100
2 투 과 율 Spectrophotometer 445
3 반사율 전면( ) Visual Range 307
4 반사율 후면( ) Visual Range 171
5 흡 수 율 Visual Range 248
- 51 -
제 장 결론5
제 절 연구결과1
플라즈마 표면처리공정연구 광경화에의한 하드코팅공정연구 고진공증착에의한 미
세 금속박막 증착연구개발을 통하여 수입되고 있는 플라스틱 반투과반사윈도우 소
재를 개발하였다 현재 상용되고 있는 수입소재의 기계적 광학적 특성을 분석을 통
하여 개발 목표치를 설정하였으며 최적 공정개발에의한 시제품제작을 완료하였다
시제품의 평가항목 및 특성치를 아래 표 에 나타내었다[ 12]
표 반투과반사윈도우 시제품의 특성표[ 12]
평 가 항 목 특성치 비 고
광흡수율1 () 248 분광기 기준30T
내마모성2 () 28 자체기준( haze)
접착력3 (x100) 100 회ASTMD3359 10
표면경도4 (H) 5 ASTMD3363 Mitsu-B
표면친수성5 (deg ) 171 Anglometer
미세파티클6 (1um) 01 Clean Room
본 과제 수행에의한 개발목표를 달성할 수 있었으며 주요기술개발내용은 다음과
같다 플라즈마를 이용하여 고분자 표면의 친수성 를 크게 높였으며 1) RF (171deg )
금속박막과의 접착력 을 크게 향상시켰다 광경화에의한 하드코팅공정(100100) 2)
개발에의해 플라스틱 표면경도 및 내마모성 을 크게 향상시켰다 고진(5H) (28) 3)
공 증착공정개발에의해 금속박막의 흡수율 을 크게 낮추어 광효율이 높은(248)
플라스틱 반투과반사 윈도우 시제품을 개발하였다 플라스틱 반투과반사윈도우 4)
소재를 평가하기 위한 광학적 기계적특성 평가기법을 확립하였다
- 52 -
제 절 향후전망2
개발된 플라스틱 반투과반사 윈도우는 플라스틱의 낮은 내열성과 표면경도 흡수율
을 개선하기 위한 것으로 최근 전자제품 정보통신부품 등 첨단전자제품에 적극 채
택되고 있다 특히 휴대폰 및 디스플레이의 투과창 소재가 기존 에서 투명플 glass
라스틱으로 적극 채택되면서 관련 공정기술개발과 함께 소재특성을 위한 다양한 연
구가 활발히 추진되고 있으며 선진국에서는 개발완료에 따른 양산체제 구축으로
전세계 시장을 석권하고 있는 상황이다
본 과제에의한 플라스틱 반투과반사 윈도우의 시제품은 수입시판되고 있는 상용소
재와 동등이상의 특성을 나타내고 있어 향후 양산설비 및 양산공정연구에의한 소
재의 국산화가 가능하다고 할 수있다 또한 본 과제의 플라즈마 표면처리는 저온
표면처리를 요하는 광학용 플라스틱 소재의 표면처리에 활용될 수 있으며 광경화에
의한 하드코팅공정은 기존 열경화방식과는 달리 화가 가능하며 대량 양산in-line
체제를 갖출 수 있어 향후 큰 폭의 성장이 기대된다
- 53 -
참 고 문 헌
1 Oleg A Popov ldquoHigh Density Plasma Sourcesrdquo NOYES Publications(1995)
전자기술연구회 초음파 응용 기문사2 ldquo ( 1997)
임준섭외 명3 4 ldquoImprovement in Surface Hardness of Plastic Surface Mirrorrdquo
Korea-Russia Symposium(1998)
4 Lan G Brown ldquoThe Physics and Technology of Ion Sourcerdquo John Wiley amp
Sons(1989)
이규환 외 명 진공증착법으로 제조된 박막의 밀착성에 관한연구 한국5 4 ldquo AI-Cr rdquo
표면공학회지 VoI27No1Feb(1994)
한성남 외 명6 4 ldquoImproving Wettability of Polycarbonate and adhesion with
aluminum by Ar+ ion irradiationrdquo JMaterial Res Vol9 Sep(1995)
한성남외 명 표면에 아르곤 조사와 친수성증대7 4 ldquoPolymethylmethacrylate rdquo The
Korean Physical Society Vol8No2 Mar pp193~198(1995)
인하대 광기술교육센터 광학시스템의 설계 및 평가 인하대 광기술교육센터8 ldquo rdquo
(1999)
임준섭외 명9 5 ldquoEffect of Ion Beam Assisted Cleaning on Adhesion of AI to
Polymer Substrate of PC and PMMArdquo Asian Finish lsquo98(1998)
10 CJ Brinker and GW Scherrer ldquoSol-Gel Science The Physics and
Chemistry of Sol-Gel ProcessingrdquoAcademic Press NY(1990)
아주공업 주 표면처리 기술을 이용한 자동차용 후사경 개발 산업자11 ( )rdquoPlasma rdquo
원부 최종보고서(2000)
고성진외 명 자동차용 플라스틱 미러와 그 제조방법 아주공업 주12 2 rdquo rdquo ( )(2002)
아주공업 주 플라즈마 기술을 이용한 오토바이 헬멧용 무적쉴드개발 중소기13 ( ) ldquo rdquo
업청 최종보고서(2002)
박원규 졸겔법의 응용과 제품 명현문화사14 rdquo rdquo (1999)
홍진후 경화코팅 조선대학교 출판부15 rdquoUV rdquo (2002)
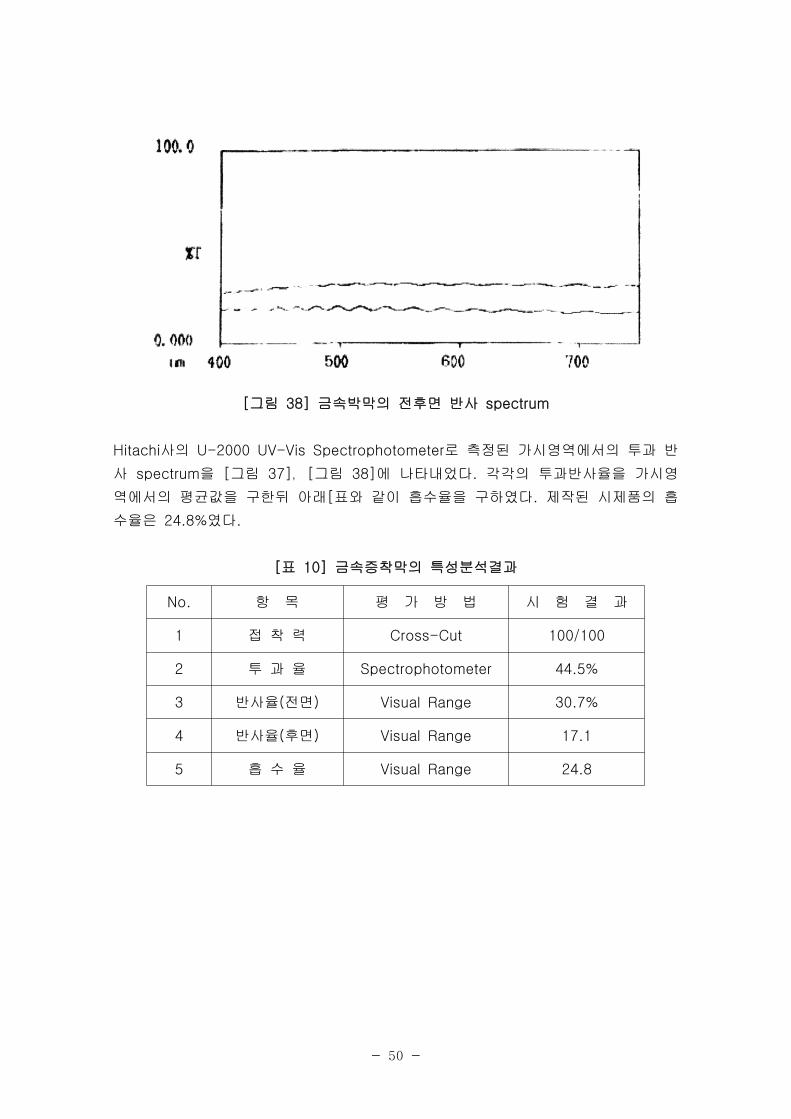
- 50 -
그림 금속박막의 전후면 반사[ 38] spectrum
사의 로 측정된 가시영역에서의 투과 반Hitachi U-2000 UV-Vis Spectrophotometer
사 을 그림 그림 에 나타내었다 각각의 투과반사율을 가시영spectrum [ 37] [ 38]
역에서의 평균값을 구한뒤 아래 표와 같이 흡수율을 구하였다 제작된 시제품의 흡[
수율은 였다248
표 금속증착막의 특성분석결과[ 10]
No 항 목 평 가 방 법 시 험 결 과
1 접 착 력 Cross-Cut 100100
2 투 과 율 Spectrophotometer 445
3 반사율 전면( ) Visual Range 307
4 반사율 후면( ) Visual Range 171
5 흡 수 율 Visual Range 248
- 51 -
제 장 결론5
제 절 연구결과1
플라즈마 표면처리공정연구 광경화에의한 하드코팅공정연구 고진공증착에의한 미
세 금속박막 증착연구개발을 통하여 수입되고 있는 플라스틱 반투과반사윈도우 소
재를 개발하였다 현재 상용되고 있는 수입소재의 기계적 광학적 특성을 분석을 통
하여 개발 목표치를 설정하였으며 최적 공정개발에의한 시제품제작을 완료하였다
시제품의 평가항목 및 특성치를 아래 표 에 나타내었다[ 12]
표 반투과반사윈도우 시제품의 특성표[ 12]
평 가 항 목 특성치 비 고
광흡수율1 () 248 분광기 기준30T
내마모성2 () 28 자체기준( haze)
접착력3 (x100) 100 회ASTMD3359 10
표면경도4 (H) 5 ASTMD3363 Mitsu-B
표면친수성5 (deg ) 171 Anglometer
미세파티클6 (1um) 01 Clean Room
본 과제 수행에의한 개발목표를 달성할 수 있었으며 주요기술개발내용은 다음과
같다 플라즈마를 이용하여 고분자 표면의 친수성 를 크게 높였으며 1) RF (171deg )
금속박막과의 접착력 을 크게 향상시켰다 광경화에의한 하드코팅공정(100100) 2)
개발에의해 플라스틱 표면경도 및 내마모성 을 크게 향상시켰다 고진(5H) (28) 3)
공 증착공정개발에의해 금속박막의 흡수율 을 크게 낮추어 광효율이 높은(248)
플라스틱 반투과반사 윈도우 시제품을 개발하였다 플라스틱 반투과반사윈도우 4)
소재를 평가하기 위한 광학적 기계적특성 평가기법을 확립하였다
- 52 -
제 절 향후전망2
개발된 플라스틱 반투과반사 윈도우는 플라스틱의 낮은 내열성과 표면경도 흡수율
을 개선하기 위한 것으로 최근 전자제품 정보통신부품 등 첨단전자제품에 적극 채
택되고 있다 특히 휴대폰 및 디스플레이의 투과창 소재가 기존 에서 투명플 glass
라스틱으로 적극 채택되면서 관련 공정기술개발과 함께 소재특성을 위한 다양한 연
구가 활발히 추진되고 있으며 선진국에서는 개발완료에 따른 양산체제 구축으로
전세계 시장을 석권하고 있는 상황이다
본 과제에의한 플라스틱 반투과반사 윈도우의 시제품은 수입시판되고 있는 상용소
재와 동등이상의 특성을 나타내고 있어 향후 양산설비 및 양산공정연구에의한 소
재의 국산화가 가능하다고 할 수있다 또한 본 과제의 플라즈마 표면처리는 저온
표면처리를 요하는 광학용 플라스틱 소재의 표면처리에 활용될 수 있으며 광경화에
의한 하드코팅공정은 기존 열경화방식과는 달리 화가 가능하며 대량 양산in-line
체제를 갖출 수 있어 향후 큰 폭의 성장이 기대된다
- 53 -
참 고 문 헌
1 Oleg A Popov ldquoHigh Density Plasma Sourcesrdquo NOYES Publications(1995)
전자기술연구회 초음파 응용 기문사2 ldquo ( 1997)
임준섭외 명3 4 ldquoImprovement in Surface Hardness of Plastic Surface Mirrorrdquo
Korea-Russia Symposium(1998)
4 Lan G Brown ldquoThe Physics and Technology of Ion Sourcerdquo John Wiley amp
Sons(1989)
이규환 외 명 진공증착법으로 제조된 박막의 밀착성에 관한연구 한국5 4 ldquo AI-Cr rdquo
표면공학회지 VoI27No1Feb(1994)
한성남 외 명6 4 ldquoImproving Wettability of Polycarbonate and adhesion with
aluminum by Ar+ ion irradiationrdquo JMaterial Res Vol9 Sep(1995)
한성남외 명 표면에 아르곤 조사와 친수성증대7 4 ldquoPolymethylmethacrylate rdquo The
Korean Physical Society Vol8No2 Mar pp193~198(1995)
인하대 광기술교육센터 광학시스템의 설계 및 평가 인하대 광기술교육센터8 ldquo rdquo
(1999)
임준섭외 명9 5 ldquoEffect of Ion Beam Assisted Cleaning on Adhesion of AI to
Polymer Substrate of PC and PMMArdquo Asian Finish lsquo98(1998)
10 CJ Brinker and GW Scherrer ldquoSol-Gel Science The Physics and
Chemistry of Sol-Gel ProcessingrdquoAcademic Press NY(1990)
아주공업 주 표면처리 기술을 이용한 자동차용 후사경 개발 산업자11 ( )rdquoPlasma rdquo
원부 최종보고서(2000)
고성진외 명 자동차용 플라스틱 미러와 그 제조방법 아주공업 주12 2 rdquo rdquo ( )(2002)
아주공업 주 플라즈마 기술을 이용한 오토바이 헬멧용 무적쉴드개발 중소기13 ( ) ldquo rdquo
업청 최종보고서(2002)
박원규 졸겔법의 응용과 제품 명현문화사14 rdquo rdquo (1999)
홍진후 경화코팅 조선대학교 출판부15 rdquoUV rdquo (2002)
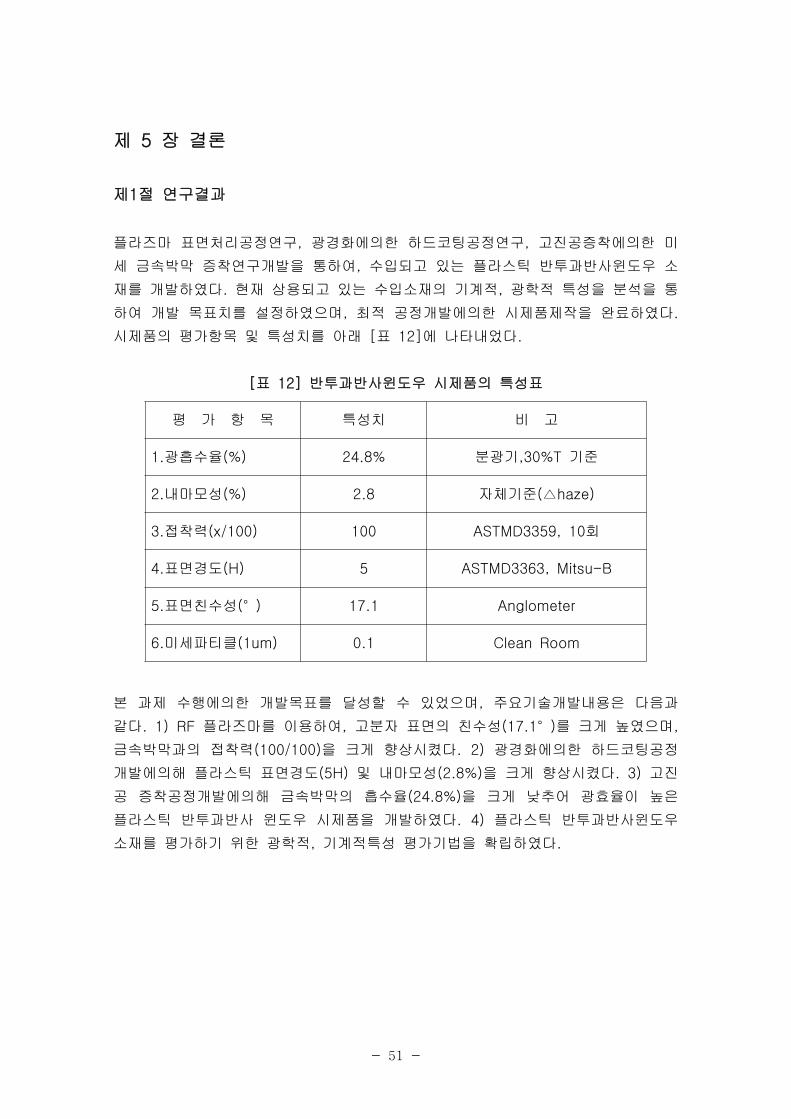
- 51 -
제 장 결론5
제 절 연구결과1
플라즈마 표면처리공정연구 광경화에의한 하드코팅공정연구 고진공증착에의한 미
세 금속박막 증착연구개발을 통하여 수입되고 있는 플라스틱 반투과반사윈도우 소
재를 개발하였다 현재 상용되고 있는 수입소재의 기계적 광학적 특성을 분석을 통
하여 개발 목표치를 설정하였으며 최적 공정개발에의한 시제품제작을 완료하였다
시제품의 평가항목 및 특성치를 아래 표 에 나타내었다[ 12]
표 반투과반사윈도우 시제품의 특성표[ 12]
평 가 항 목 특성치 비 고
광흡수율1 () 248 분광기 기준30T
내마모성2 () 28 자체기준( haze)
접착력3 (x100) 100 회ASTMD3359 10
표면경도4 (H) 5 ASTMD3363 Mitsu-B
표면친수성5 (deg ) 171 Anglometer
미세파티클6 (1um) 01 Clean Room
본 과제 수행에의한 개발목표를 달성할 수 있었으며 주요기술개발내용은 다음과
같다 플라즈마를 이용하여 고분자 표면의 친수성 를 크게 높였으며 1) RF (171deg )
금속박막과의 접착력 을 크게 향상시켰다 광경화에의한 하드코팅공정(100100) 2)
개발에의해 플라스틱 표면경도 및 내마모성 을 크게 향상시켰다 고진(5H) (28) 3)
공 증착공정개발에의해 금속박막의 흡수율 을 크게 낮추어 광효율이 높은(248)
플라스틱 반투과반사 윈도우 시제품을 개발하였다 플라스틱 반투과반사윈도우 4)
소재를 평가하기 위한 광학적 기계적특성 평가기법을 확립하였다
- 52 -
제 절 향후전망2
개발된 플라스틱 반투과반사 윈도우는 플라스틱의 낮은 내열성과 표면경도 흡수율
을 개선하기 위한 것으로 최근 전자제품 정보통신부품 등 첨단전자제품에 적극 채
택되고 있다 특히 휴대폰 및 디스플레이의 투과창 소재가 기존 에서 투명플 glass
라스틱으로 적극 채택되면서 관련 공정기술개발과 함께 소재특성을 위한 다양한 연
구가 활발히 추진되고 있으며 선진국에서는 개발완료에 따른 양산체제 구축으로
전세계 시장을 석권하고 있는 상황이다
본 과제에의한 플라스틱 반투과반사 윈도우의 시제품은 수입시판되고 있는 상용소
재와 동등이상의 특성을 나타내고 있어 향후 양산설비 및 양산공정연구에의한 소
재의 국산화가 가능하다고 할 수있다 또한 본 과제의 플라즈마 표면처리는 저온
표면처리를 요하는 광학용 플라스틱 소재의 표면처리에 활용될 수 있으며 광경화에
의한 하드코팅공정은 기존 열경화방식과는 달리 화가 가능하며 대량 양산in-line
체제를 갖출 수 있어 향후 큰 폭의 성장이 기대된다
- 53 -
참 고 문 헌
1 Oleg A Popov ldquoHigh Density Plasma Sourcesrdquo NOYES Publications(1995)
전자기술연구회 초음파 응용 기문사2 ldquo ( 1997)
임준섭외 명3 4 ldquoImprovement in Surface Hardness of Plastic Surface Mirrorrdquo
Korea-Russia Symposium(1998)
4 Lan G Brown ldquoThe Physics and Technology of Ion Sourcerdquo John Wiley amp
Sons(1989)
이규환 외 명 진공증착법으로 제조된 박막의 밀착성에 관한연구 한국5 4 ldquo AI-Cr rdquo
표면공학회지 VoI27No1Feb(1994)
한성남 외 명6 4 ldquoImproving Wettability of Polycarbonate and adhesion with
aluminum by Ar+ ion irradiationrdquo JMaterial Res Vol9 Sep(1995)
한성남외 명 표면에 아르곤 조사와 친수성증대7 4 ldquoPolymethylmethacrylate rdquo The
Korean Physical Society Vol8No2 Mar pp193~198(1995)
인하대 광기술교육센터 광학시스템의 설계 및 평가 인하대 광기술교육센터8 ldquo rdquo
(1999)
임준섭외 명9 5 ldquoEffect of Ion Beam Assisted Cleaning on Adhesion of AI to
Polymer Substrate of PC and PMMArdquo Asian Finish lsquo98(1998)
10 CJ Brinker and GW Scherrer ldquoSol-Gel Science The Physics and
Chemistry of Sol-Gel ProcessingrdquoAcademic Press NY(1990)
아주공업 주 표면처리 기술을 이용한 자동차용 후사경 개발 산업자11 ( )rdquoPlasma rdquo
원부 최종보고서(2000)
고성진외 명 자동차용 플라스틱 미러와 그 제조방법 아주공업 주12 2 rdquo rdquo ( )(2002)
아주공업 주 플라즈마 기술을 이용한 오토바이 헬멧용 무적쉴드개발 중소기13 ( ) ldquo rdquo
업청 최종보고서(2002)
박원규 졸겔법의 응용과 제품 명현문화사14 rdquo rdquo (1999)
홍진후 경화코팅 조선대학교 출판부15 rdquoUV rdquo (2002)
- 52 -
제 절 향후전망2
개발된 플라스틱 반투과반사 윈도우는 플라스틱의 낮은 내열성과 표면경도 흡수율
을 개선하기 위한 것으로 최근 전자제품 정보통신부품 등 첨단전자제품에 적극 채
택되고 있다 특히 휴대폰 및 디스플레이의 투과창 소재가 기존 에서 투명플 glass
라스틱으로 적극 채택되면서 관련 공정기술개발과 함께 소재특성을 위한 다양한 연
구가 활발히 추진되고 있으며 선진국에서는 개발완료에 따른 양산체제 구축으로
전세계 시장을 석권하고 있는 상황이다
본 과제에의한 플라스틱 반투과반사 윈도우의 시제품은 수입시판되고 있는 상용소
재와 동등이상의 특성을 나타내고 있어 향후 양산설비 및 양산공정연구에의한 소
재의 국산화가 가능하다고 할 수있다 또한 본 과제의 플라즈마 표면처리는 저온
표면처리를 요하는 광학용 플라스틱 소재의 표면처리에 활용될 수 있으며 광경화에
의한 하드코팅공정은 기존 열경화방식과는 달리 화가 가능하며 대량 양산in-line
체제를 갖출 수 있어 향후 큰 폭의 성장이 기대된다
- 53 -
참 고 문 헌
1 Oleg A Popov ldquoHigh Density Plasma Sourcesrdquo NOYES Publications(1995)
전자기술연구회 초음파 응용 기문사2 ldquo ( 1997)
임준섭외 명3 4 ldquoImprovement in Surface Hardness of Plastic Surface Mirrorrdquo
Korea-Russia Symposium(1998)
4 Lan G Brown ldquoThe Physics and Technology of Ion Sourcerdquo John Wiley amp
Sons(1989)
이규환 외 명 진공증착법으로 제조된 박막의 밀착성에 관한연구 한국5 4 ldquo AI-Cr rdquo
표면공학회지 VoI27No1Feb(1994)
한성남 외 명6 4 ldquoImproving Wettability of Polycarbonate and adhesion with
aluminum by Ar+ ion irradiationrdquo JMaterial Res Vol9 Sep(1995)
한성남외 명 표면에 아르곤 조사와 친수성증대7 4 ldquoPolymethylmethacrylate rdquo The
Korean Physical Society Vol8No2 Mar pp193~198(1995)
인하대 광기술교육센터 광학시스템의 설계 및 평가 인하대 광기술교육센터8 ldquo rdquo
(1999)
임준섭외 명9 5 ldquoEffect of Ion Beam Assisted Cleaning on Adhesion of AI to
Polymer Substrate of PC and PMMArdquo Asian Finish lsquo98(1998)
10 CJ Brinker and GW Scherrer ldquoSol-Gel Science The Physics and
Chemistry of Sol-Gel ProcessingrdquoAcademic Press NY(1990)
아주공업 주 표면처리 기술을 이용한 자동차용 후사경 개발 산업자11 ( )rdquoPlasma rdquo
원부 최종보고서(2000)
고성진외 명 자동차용 플라스틱 미러와 그 제조방법 아주공업 주12 2 rdquo rdquo ( )(2002)
아주공업 주 플라즈마 기술을 이용한 오토바이 헬멧용 무적쉴드개발 중소기13 ( ) ldquo rdquo
업청 최종보고서(2002)
박원규 졸겔법의 응용과 제품 명현문화사14 rdquo rdquo (1999)
홍진후 경화코팅 조선대학교 출판부15 rdquoUV rdquo (2002)
- 53 -
참 고 문 헌
1 Oleg A Popov ldquoHigh Density Plasma Sourcesrdquo NOYES Publications(1995)
전자기술연구회 초음파 응용 기문사2 ldquo ( 1997)
임준섭외 명3 4 ldquoImprovement in Surface Hardness of Plastic Surface Mirrorrdquo
Korea-Russia Symposium(1998)
4 Lan G Brown ldquoThe Physics and Technology of Ion Sourcerdquo John Wiley amp
Sons(1989)
이규환 외 명 진공증착법으로 제조된 박막의 밀착성에 관한연구 한국5 4 ldquo AI-Cr rdquo
표면공학회지 VoI27No1Feb(1994)
한성남 외 명6 4 ldquoImproving Wettability of Polycarbonate and adhesion with
aluminum by Ar+ ion irradiationrdquo JMaterial Res Vol9 Sep(1995)
한성남외 명 표면에 아르곤 조사와 친수성증대7 4 ldquoPolymethylmethacrylate rdquo The
Korean Physical Society Vol8No2 Mar pp193~198(1995)
인하대 광기술교육센터 광학시스템의 설계 및 평가 인하대 광기술교육센터8 ldquo rdquo
(1999)
임준섭외 명9 5 ldquoEffect of Ion Beam Assisted Cleaning on Adhesion of AI to
Polymer Substrate of PC and PMMArdquo Asian Finish lsquo98(1998)
10 CJ Brinker and GW Scherrer ldquoSol-Gel Science The Physics and
Chemistry of Sol-Gel ProcessingrdquoAcademic Press NY(1990)
아주공업 주 표면처리 기술을 이용한 자동차용 후사경 개발 산업자11 ( )rdquoPlasma rdquo
원부 최종보고서(2000)
고성진외 명 자동차용 플라스틱 미러와 그 제조방법 아주공업 주12 2 rdquo rdquo ( )(2002)
아주공업 주 플라즈마 기술을 이용한 오토바이 헬멧용 무적쉴드개발 중소기13 ( ) ldquo rdquo
업청 최종보고서(2002)
박원규 졸겔법의 응용과 제품 명현문화사14 rdquo rdquo (1999)
홍진후 경화코팅 조선대학교 출판부15 rdquoUV rdquo (2002)