Embed Size (px)
Citation preview
London Houstonwww.bpp-tech.com
Offshore Losses Case Studies
David BrownBSc(Eng), PhD, CEng, FRINA, FSUT, SNAME, FIMechE
Engineering DirectorBPP Technical Services
OPERA – Lessons from Disaster
2
London Houstonwww.bpp-tech.com
Experience
Author’s Experience
• Professional Naval Architect and Mechanical Engineer
• Chairman of ISSC Floating Structures Committee (from 2000 – 2006)• Committee mandate:
“Concern for the design of floating production systems. Specific emphasis shall be given to FPSO hulls and the recent industry experience that influences the design methodology. Consideration shall be given to identification and quantification of uncertainties for use in reliability methods.”

3
London Houstonwww.bpp-tech.com
BPP’s Background
• Specialist areas include:
• Flexible pipes, risers, umbilicals & cables
• Floating offshore systems
• QA/QC, Installation support
• Risk and failure studies, claims, losses and expert witness
4
London Houstonwww.bpp-tech.com
Contents
Contents
1. Introduction2. Nature of Risk3. Case Studies & Lessons Learned4. Techniques to Predict Failure & Actions
to Mitigate Risk5. Conclusions
5
London Houstonwww.bpp-tech.com
Introduction
Introduction
• Investigations into disasters can prevent them re-occurring in the future
• But lessons learnt can be forgotten
• Investigations into small failures can prevent catastrophic failures
• Total risk can be reduced by minimising the consequence of a failure and/or reducing the occurrence frequency
• Anticipating potential failures at an early stage reduces occurrence frequency
6
London Houstonwww.bpp-tech.com
Introduction
Introduction
An offshore production facility comprises several systems, failures of which can cause injury, halt production, cause damage to the environment and/or result in a total loss of the facility.
Principal Systems
•Platform•Containment•Process•Subsea•Moorings
Initiators of Failure
•Design/Component Selection•Manufacture•Transportation/Installation •Operation•Unexpected Service•Human Factors
7
London Houstonwww.bpp-tech.com
Introduction
Introduction
• A disaster can be categorised as a failure that has severe consequences, this can be:
• Environmental disaster (oil spill etc)
• Financial disaster (downtime, loss of assets etc)
• Human disaster (injury, fatalities etc)
• Combination of all three
8
London Houstonwww.bpp-tech.com
Introduction
The Market Place
• 250% more Floating Production Systems (FPS) than 10 years ago
• As of April 2004 there were 37 production floaters on order• 26 FPSO vessels• 5 spars• 4 production semi-submersibles • 2 TLPs• 5 storage units (FSUs)
• 34 systems will be for W. Africa, with a projected investment of $13 billion by 2010(offshore Magazine Feb 2007)

9
London Houstonwww.bpp-tech.com
Introduction
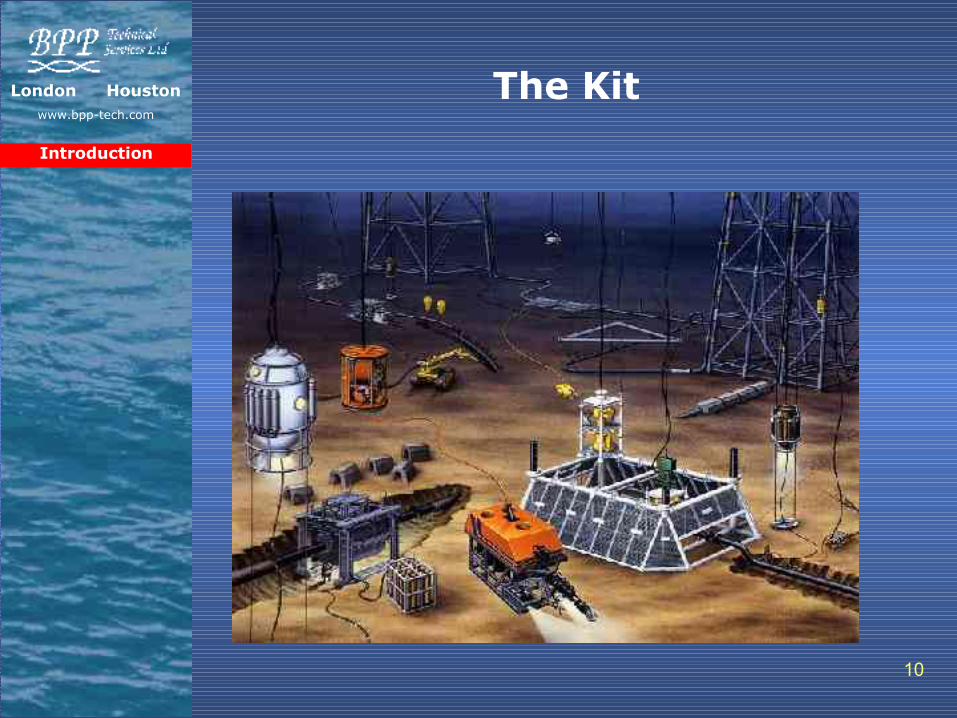
The Kit
10
London Houstonwww.bpp-tech.com
Introduction
The Kit
11
London Houstonwww.bpp-tech.com
Introduction
High Risk Issues
• Environmental loading at surface and in water-column
• High or low reservoir temperatures
• Corrosive reservoir fluids
• Pressure head from reservoir to surface
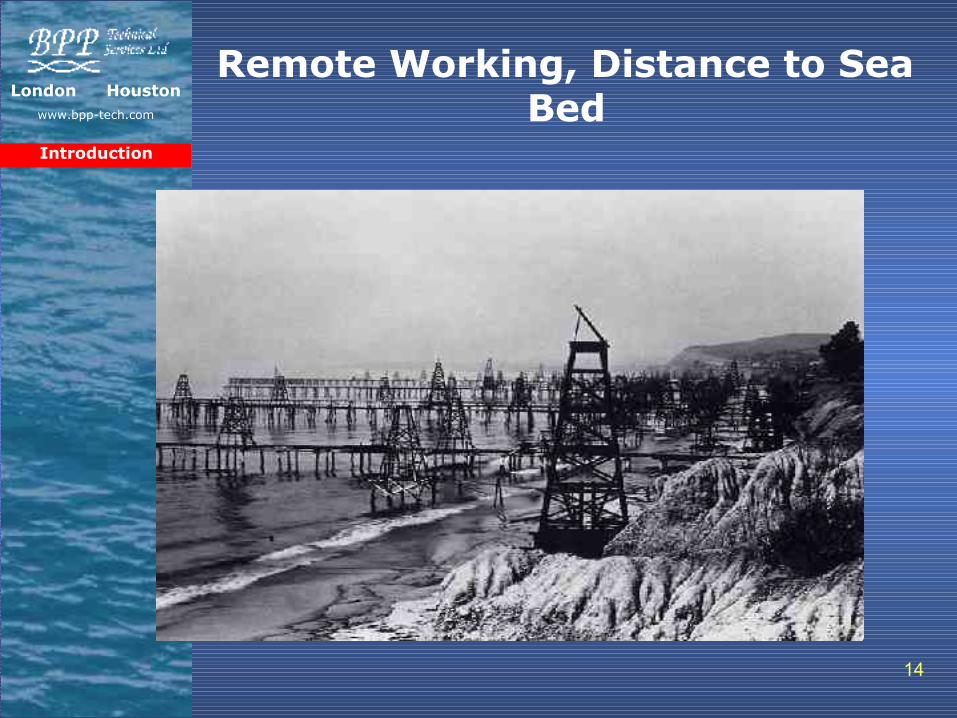
• Remote working, distance to sea bed
• Flow assurance
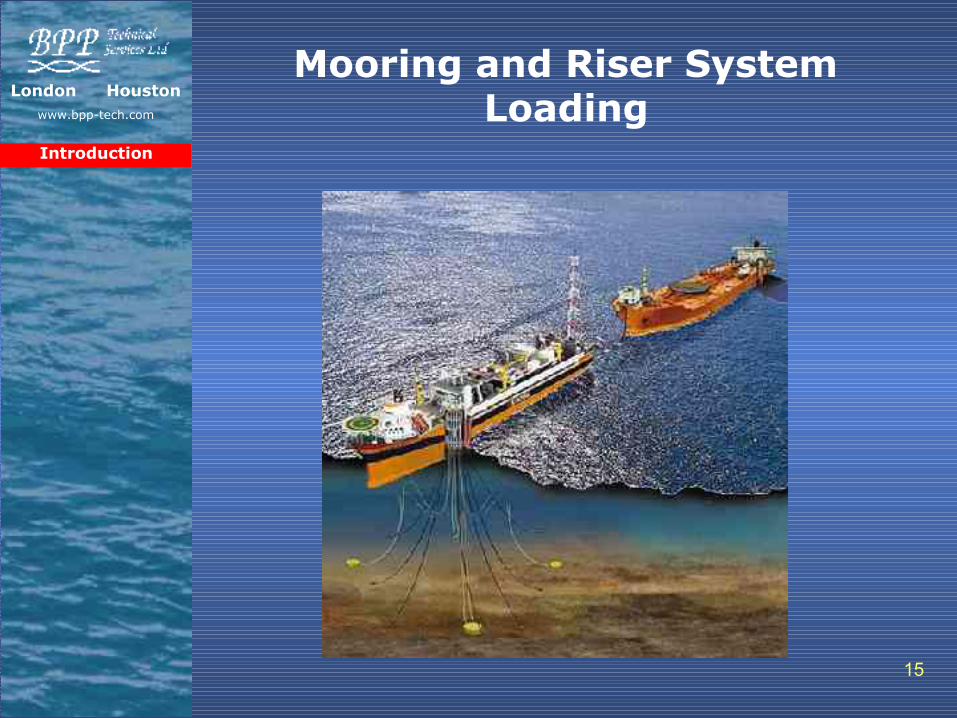
• Mooring and riser system loading
• Fatigue issues – steel catenary risers and steel tube umbilicals
• Offloading
• Complex large crane lifts
12
London Houstonwww.bpp-tech.com
Introduction
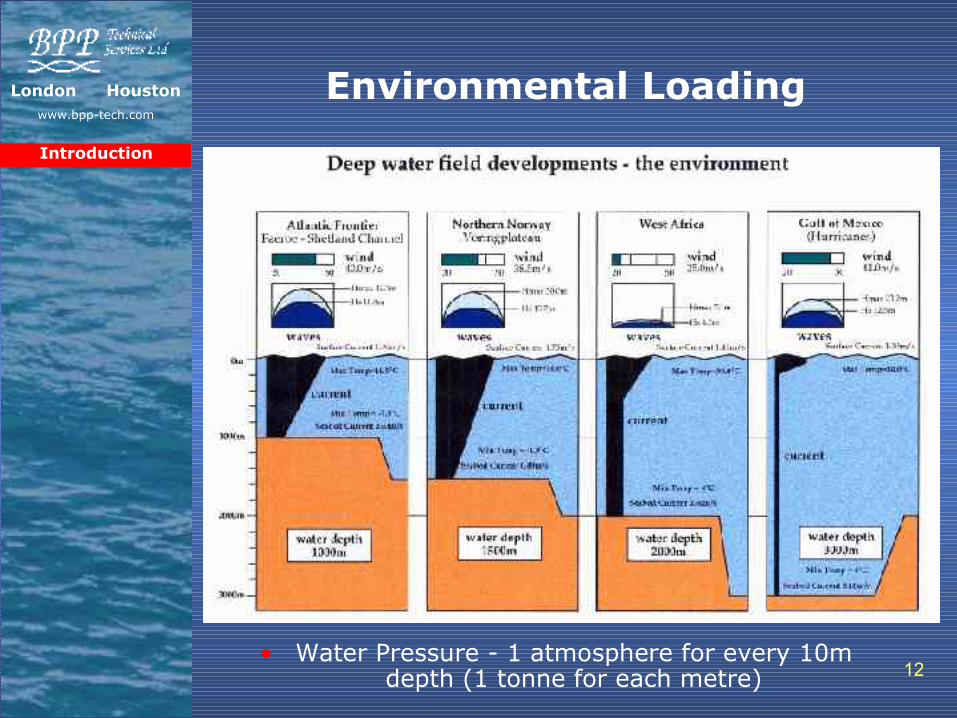
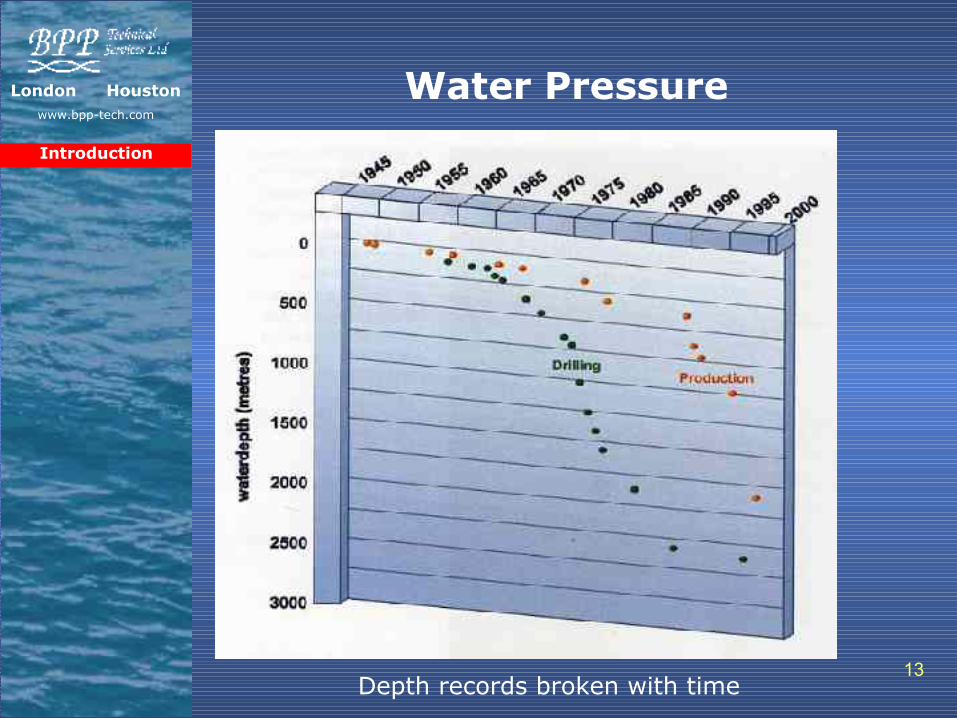
Environmental Loading
• Water Pressure - 1 atmosphere for every 10m depth (1 tonne for each metre)
13
London Houstonwww.bpp-tech.com
Introduction
Water Pressure
Depth records broken with time
14
London Houstonwww.bpp-tech.com
Introduction
Remote Working, Distance to Sea Bed
15
London Houstonwww.bpp-tech.com
Introduction
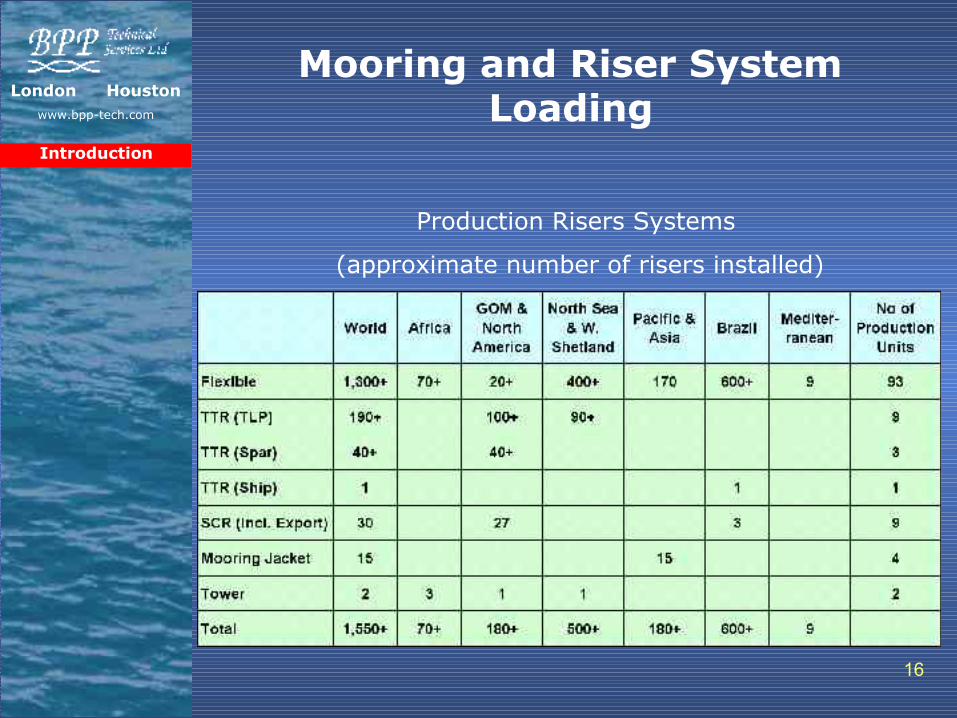
Mooring and Riser System Loading
16
London Houstonwww.bpp-tech.com
Introduction
Mooring and Riser System Loading
Production Risers Systems
(approximate number of risers installed)
17
London Houstonwww.bpp-tech.com
Nature of Risk
Failure and Risk
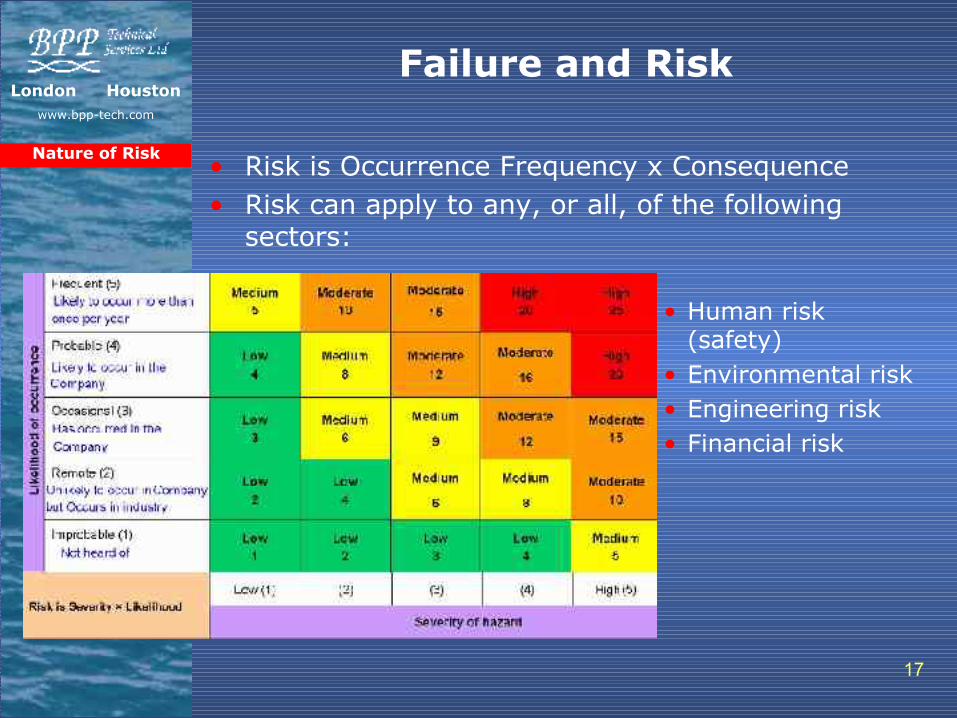
• Risk is Occurrence Frequency x Consequence• Risk can apply to any, or all, of the following
sectors:
• Human risk (safety)
• Environmental risk • Engineering risk • Financial risk
18
London Houstonwww.bpp-tech.com
Nature of Risk
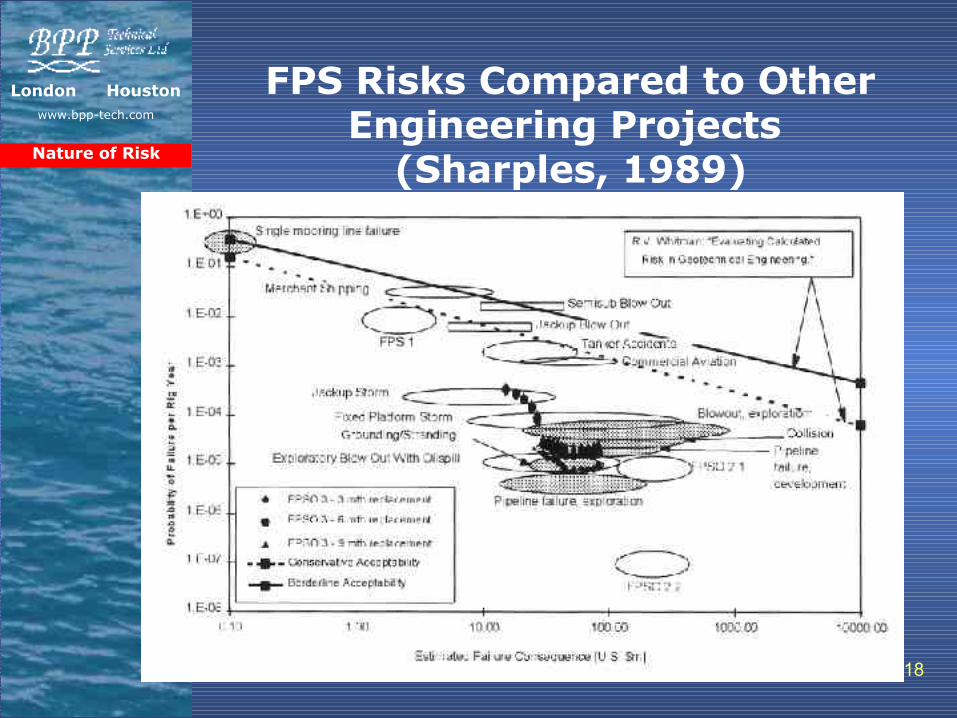
FPS Risks Compared to Other Engineering Projects
(Sharples, 1989)
19
London Houstonwww.bpp-tech.com
Nature of Risk
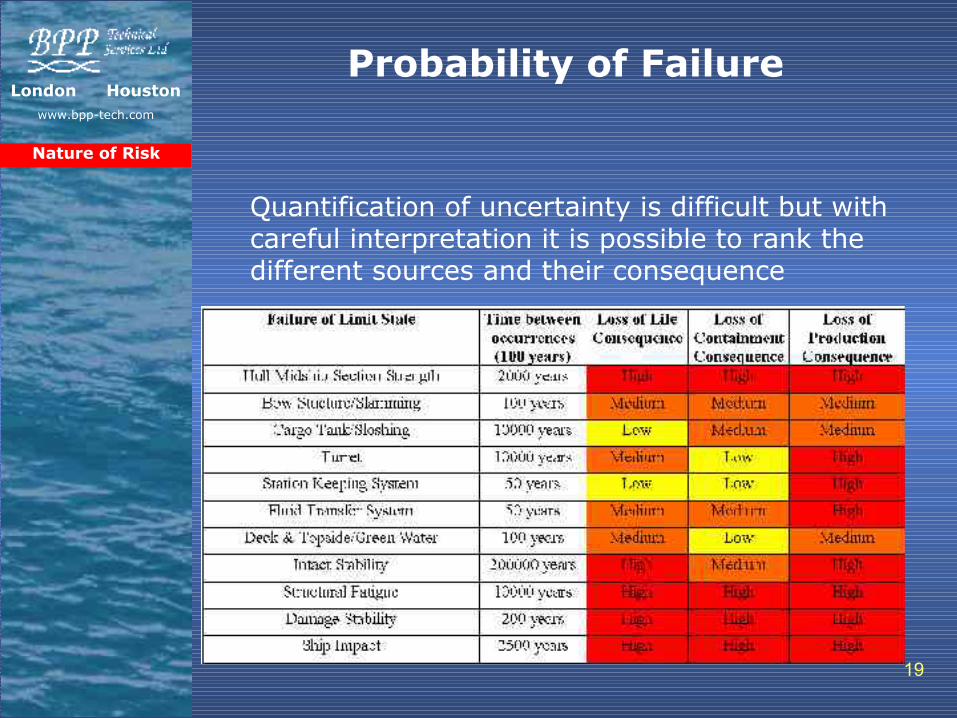
Probability of Failure
Quantification of uncertainty is difficult but with careful interpretation it is possible to rank the different sources and their consequence
20
London Houstonwww.bpp-tech.com
Case Study
Case Study – Piper Alpha
• July 1988• Leak of gas condensate• Large explosion• 167 fatalities• Estimated cost $3.5 billion
• Lessons learnt…(Design/Operation)• Offshore Safety Case Regulations (SCR)
implemented• Includes Offshore Installations Prevention of Fire
and Explosion, and Emergency Response Regulations 1995 [PFEER]
• All risks must be shown to be As Low As Reasonably Practicable (ALARP)
• Emergency Shut Down valves (ESD) must be properly positioned
21
London Houstonwww.bpp-tech.com
Case Study
Case Study – Pride of Africa
• November 1999,Pride Africa drill ship lost Blow Out Preventer (BOP) and riser in 5,400ft (1,646m) of water
• Lessons learnt…(Design/Operation)• Wire rope used had a small safety margin• Long length increased the sensitivity to
transient dynamic loads• Wire was also subject to rapid changes in
motor torque
22
London Houstonwww.bpp-tech.com
Case Study
Case Study – Petrobras P-36
• March 2001, Petrobras P-36 sunk in Roncador Field (Brazil) after explosion in supporting columns.
• 11 fatalities and 2190 barrels of oil spilled.
• P-36 was fully insured at approx. USD 500 million
• Lessons learnt…(Design/Operation)• Governing rules and standards may
capture specific systems but can not cover all possible system combinations and events
• Need for risk assessment for non-standard designs
23
London Houstonwww.bpp-tech.com
Case Study
Case Study – Girassol
• Girassol Offloading Buoy Mooring Failure• Spring 2002, buoy broke free of moorings • Chain failed in buoy's hawser, due to fatigue
loading
• Lessons learnt…(Design)• Review of design details• Investigation into behaviour of chain under
tension
(Ref HSE Report: Floating production system -JIP FPS mooring integrity )
24
London Houstonwww.bpp-tech.com
Case Study
Case Study – Petrobras P-34
• October 2002, P-34 was operating in Campos Basin, SE of Brazil
• Power failure caused ballast system valve malfunction
• Rig heeled to 32 degrees• Casualties (no fatalities)
• Lessons learnt…(Design)• Incident caused by inadequate provision of
power to electrical panels and poor programming of valve control system
25
London Houstonwww.bpp-tech.com
Case Study
Case Study – Mumbai High North Platform Fire
• July 2005, Support vessel collides with riser, causing large fire
• 12 fatalities and total loss of platform
• Insured value $173 million
• Lessons learnt…(Design/Operation)• Importance of platform approach corridors• Need for structural protection of risers• Need for Emergency Shutdown Valves
26
London Houstonwww.bpp-tech.com
Case Study
Case Study – Mighty Servant III
• November 2006, during the discharge of her cargo the Mighty Servant III developed a list and sank in 62m of water
27
London Houstonwww.bpp-tech.com
Case Study
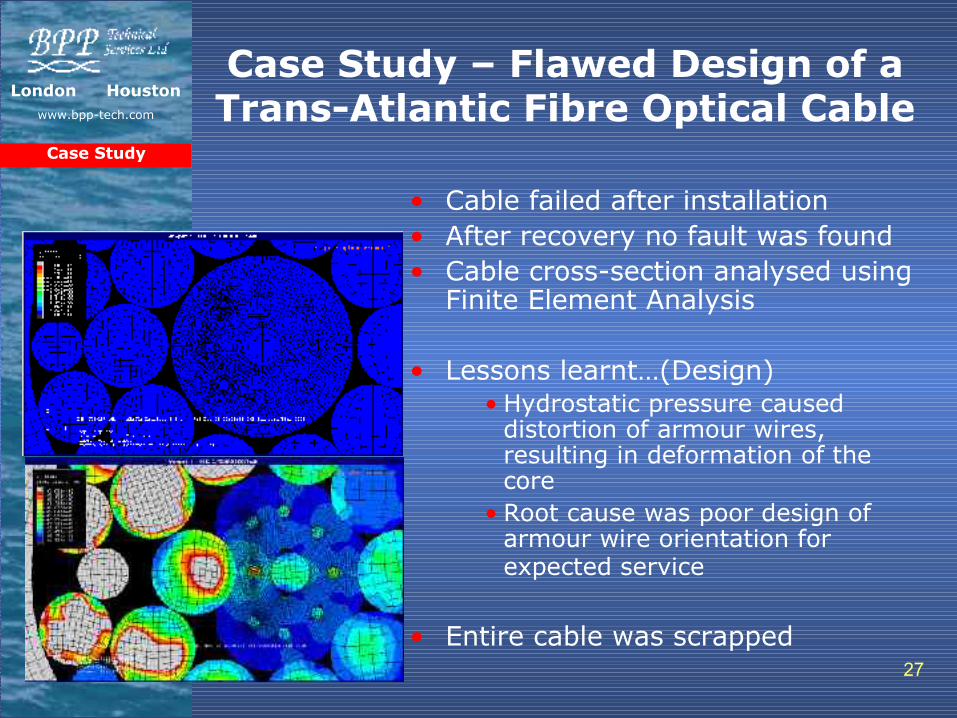
Case Study – Flawed Design of a Trans-Atlantic Fibre Optical Cable
• Cable failed after installation• After recovery no fault was found• Cable cross-section analysed using
Finite Element Analysis
• Lessons learnt…(Design)• Hydrostatic pressure caused
distortion of armour wires, resulting in deformation of the core
• Root cause was poor design of armour wire orientation for expected service
• Entire cable was scrapped
28
London Houstonwww.bpp-tech.com
Case Study
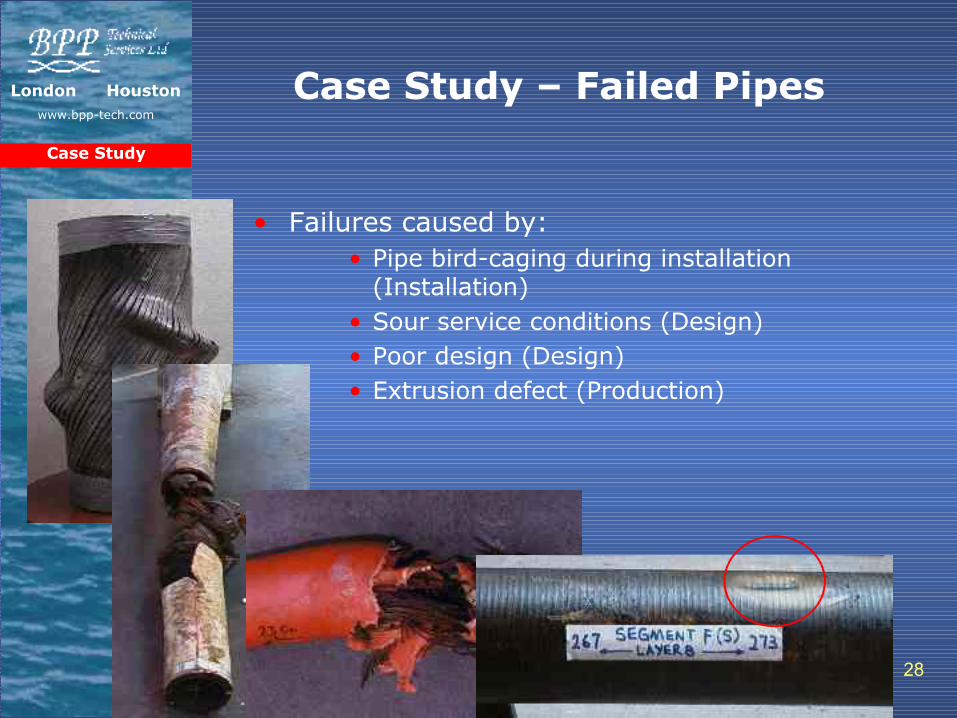
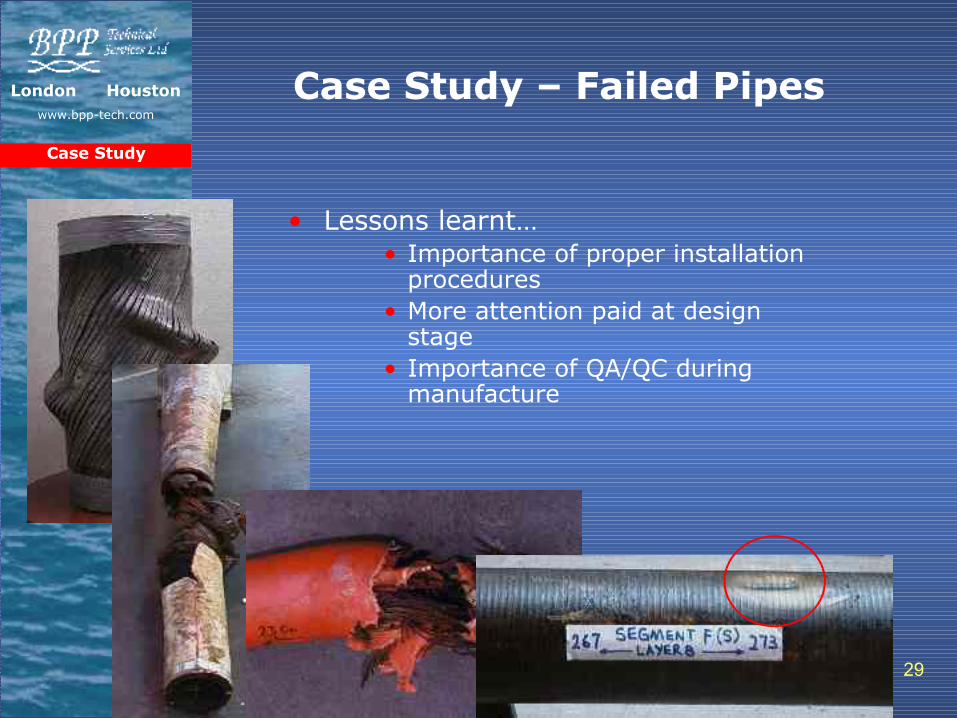
Case Study – Failed Pipes
• Failures caused by:• Pipe bird-caging during installation
(Installation)• Sour service conditions (Design)• Poor design (Design)• Extrusion defect (Production)
29
London Houstonwww.bpp-tech.com
Case Study
Case Study – Failed Pipes
• Lessons learnt…• Importance of proper installation
procedures• More attention paid at design
stage• Importance of QA/QC during
manufacture
30
London Houstonwww.bpp-tech.com
Case Study
Case Study –Hurricanes
• API Hurricane Evaluation and Assessment Team (HEAT) set up in 2006 to evaluate all Gulf of Mexico platforms following major hurricanes
• Compare failed platforms with regulations
• Determine whether API Recommended Practices are sufficient
• Suggest changes to Recommend Practices if necessary
31
London Houstonwww.bpp-tech.com
Case Study
Case Study – 2005 Hurricane Season
• One of worst hurricane seasons on record.
• Hurricane Katrina destroyed 44 platforms, damaged 21 others, and damaged 255 pipelines.
• Hurricane Rita destroyed 69 platforms, damaged 32 others, and damaged 206 pipelines.
32
London Houstonwww.bpp-tech.com
Case Study
Case Study – 2005 Hurricane Season
• Lessons learnt…
• API Recommended Practice “Interim Guidance for Gulf of Mexico MODU Mooring Practice – 2006 Hurricane Season” issued to set down new mooring guidelines, including:
• 10 year return period for mooring
• Minimum 1 minute wind speed of 64 knots
• Anchor selection should consider possibility of damage to pipelines
• 2005 hurricane season must be included when preparing site-specific metocean parameters
33
London Houstonwww.bpp-tech.com
Learning
Learning from Incidents
• Results of incident investigations are shared through a variety of means:
• Norwegian FPSO Experience Transfer networkcontains incidents and lessons collected from the operators of five FPSOs in Norway http://www.olf.no/lesson/
• Technical Papers at conferencesEg: OTC, OMAE etc
• Various reports commissioned by UKOOA to spread knowledge among UK operators http://www.ukooa.co.uk/issues/fpso/
34
London Houstonwww.bpp-tech.com
Reducing Risk
Tools to Reduce Risk
• Risk can be reduced by • Lowering occurrence frequency• Minimising consequence of failure
• Achieved by:• Good understanding of expected service conditions
including environment• Comprehensive modelling and testing at design
phase• ‘Policing’ of sub-contractors• Rigorous QA/QC during procurement, production
and transportation phases• Sound operational guidelines and regulations
35
London Houstonwww.bpp-tech.com
Prevention
Tools to Reduce Risk
• Model tests
• Gain better understanding of response to extreme conditions
• Allow for greater understanding of complex interactions
• Used to validate computational analysis
36
London Houstonwww.bpp-tech.com
Prevention
Tools to Reduce Risk
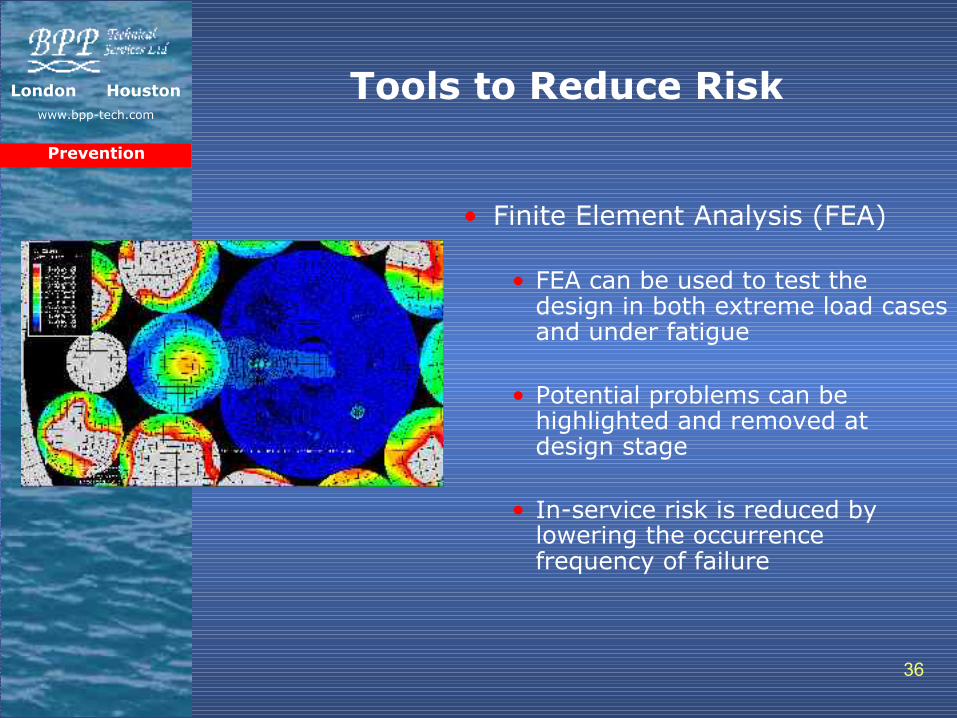
• Finite Element Analysis (FEA)
• FEA can be used to test the design in both extreme load cases and under fatigue
• Potential problems can be highlighted and removed at design stage
• In-service risk is reduced by lowering the occurrence frequency of failure
37
London Houstonwww.bpp-tech.com
Prevention
Tools to Reduce Risk
• Materials tests
• Testing of a prototype allows for validation of computational analysis
• Better to learn from “disasters” that are created in a controlled environment rather than in-service
• In-service risk is reduced by lowering the occurrence frequency of failure
38
London Houstonwww.bpp-tech.com
Prevention
Tools to Reduce Risk
• Monte Carlo Simulations
• Extremely powerful analysis tool –not exploited to the full in engineering
• Applied to claims and loss adjusting it establishes beyond reasonable doubt an appropriate level of repair and associated cost of repair
• Has key advantage that it provides a probability that a specific outcome will be achieved (eg 99% probability that repair cost will be less than $5m)
• Generally accepted method for modelling processes influenced by a large number of individual events that occur randomly in space and time
39
London Houstonwww.bpp-tech.com
Prevention
Tools to Reduce Risk
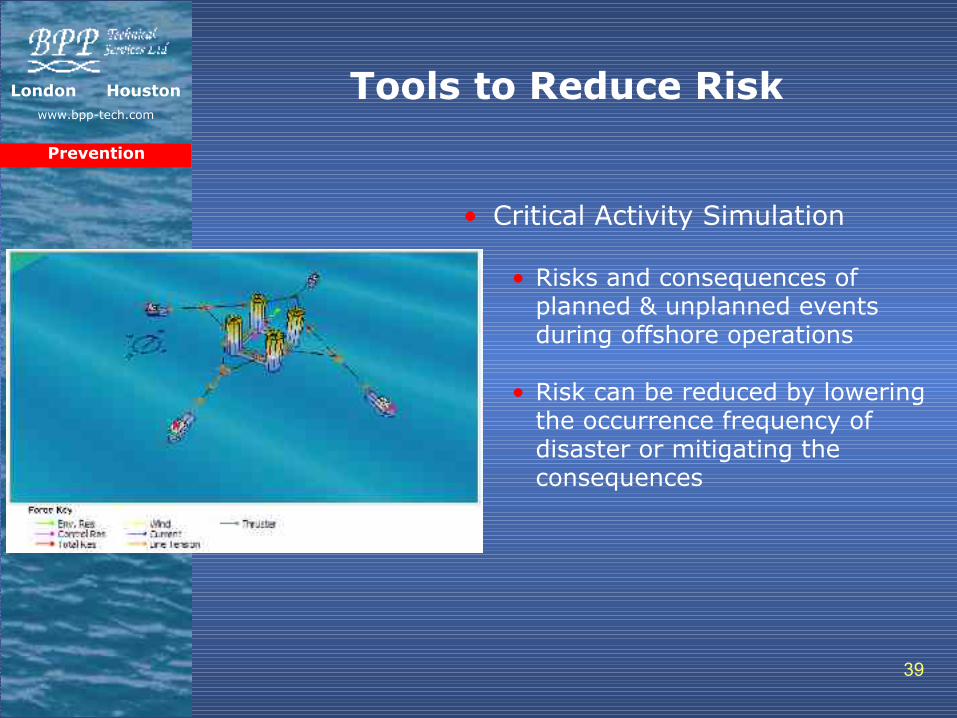
• Critical Activity Simulation
• Risks and consequences of planned & unplanned events during offshore operations
• Risk can be reduced by lowering the occurrence frequency of disaster or mitigating the consequences
40
London Houstonwww.bpp-tech.com
Prevention
Tools to Reduce Risk
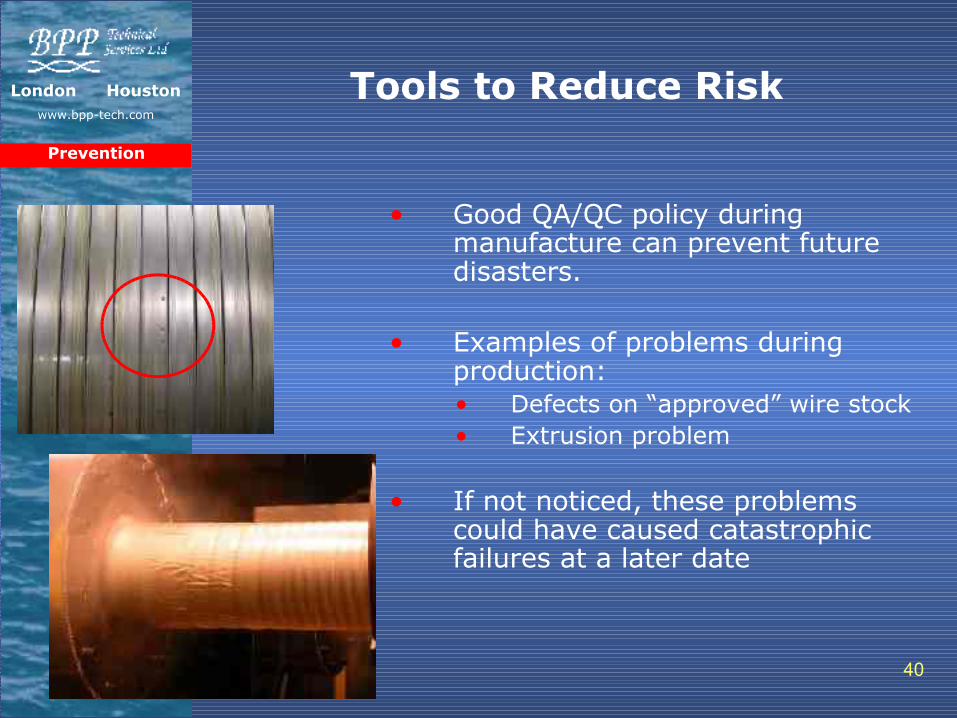
• Good QA/QC policy during manufacture can prevent future disasters.
• Examples of problems during production:• Defects on “approved” wire stock• Extrusion problem
• If not noticed, these problems could have caused catastrophic failures at a later date
41
London Houstonwww.bpp-tech.com
Prevention
Tools to Reduce Risk
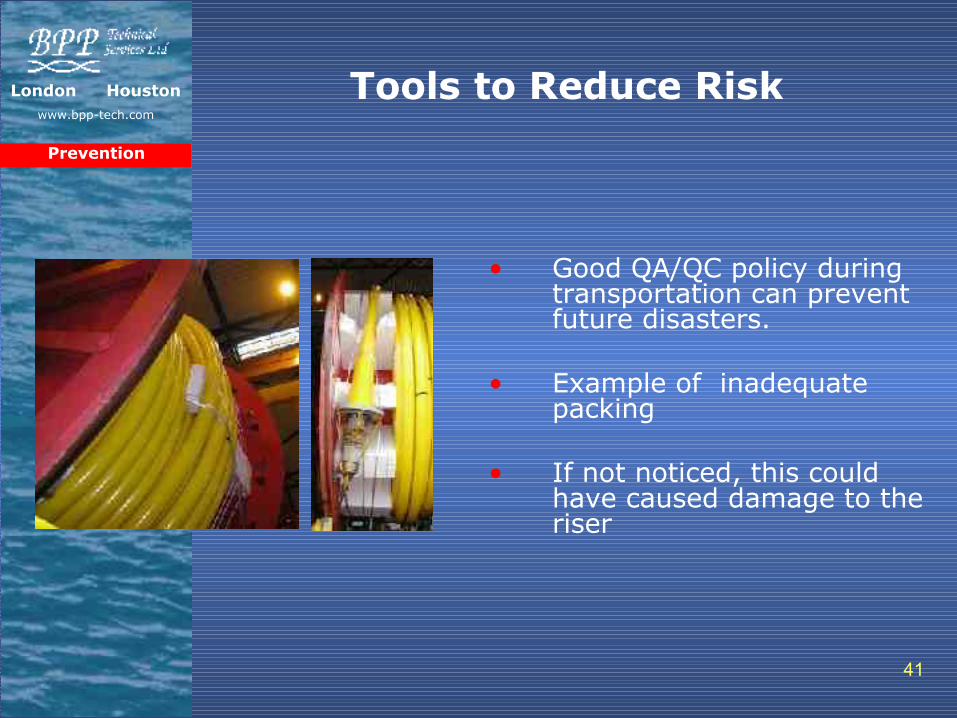
• Good QA/QC policy during transportation can prevent future disasters.
• Example of inadequate packing
• If not noticed, this could have caused damage to the riser
42
London Houstonwww.bpp-tech.com
Additional Risks
Exposure to Additional Risks
Due to:• Simplistic extensions of existing technology
• Bringing new technology into use
• Deep water issues
43
London Houstonwww.bpp-tech.com
Additional Risks
Exposure to Additional Risks: Simplistic Extensions of Existing
Technology
• Effects • Underlying cause of many claims in the current
market• Breaks a fundamental ‘design paradigm’ well known
from civil engineering
• Actions for Risk Reduction• Analyse effects with third party analysis or
verification• Account for dynamics, flexibility, pressure loading
etc• Share failure cause information across industry• Just re-think it from the ground up
44
London Houstonwww.bpp-tech.com
Additional Risks
Exposure to Additional Risks: Bringing New Technology into Use
• Effects• The ‘never been done before’ risk factor• Potential economic and risk benefits for the future
• Actions for Risk Reduction• Analyse, test and develop use of new technology
incrementally• Obtain third party verification - MMS Regulations
require a nominated Certified Verification Agent (CVA)
45
London Houstonwww.bpp-tech.com
Additional Risks
Exposure to Additional Risks: Deep Water Issues
• Effects• All cost and time numbers are simply larger• Environmental risks could be greater• Too many ‘single failure event’ induced loss
scenarios exist at present
• Actions for Risk Reduction• Carry out quantified risk analysis• Eliminate ‘single failure event’ loss scenarios with
particular focus on key technologies, such as:• Risers• Umbilicals
46
London Houstonwww.bpp-tech.com
Additional Risks
Risk Management Strategies
• Conduct Technical Quantified Risk Analyses(Make it a warranty on the policy)
• More use of available tools (eg Monte Carlo Simulations)
• Focus on critical components (such as risers/umbilicals)
• Eliminate large ‘single failure event’ induced losses
• Share incident and risk information on an anonymous reporting basis
47
London Houstonwww.bpp-tech.com
Conclusions
Conclusions
• Determining the cause of disasters allows:
• Changes to standards and design practices• Better understanding of failures• Prevention of future disasters
• Disasters can be prevented by:
• Investigating past events• Sharing experience • Thorough modelling and testing at design phase• Consistent QA/QC through procurement/
manufacture• Improved QRA of critical components
48
London Houstonwww.bpp-tech.com
Thank You!
Thank you for your attention!
David Brown [email protected]













![[NO] VACANCY - Anthony Sharples](https://img.pdfslide.net/doc/110x75/568bd5821a28ab203498b621/no-vacancy-anthony-sharples.jpg)