Embed Size (px)
DESCRIPTION
OPERATÖRLER İÇİN DİRENÇ KAYNAĞI EĞİTİMİ. DİRENÇ NOKTA KAYNAĞI ( PUNTA KAYNAĞI ). - PowerPoint PPT Presentation
Citation preview
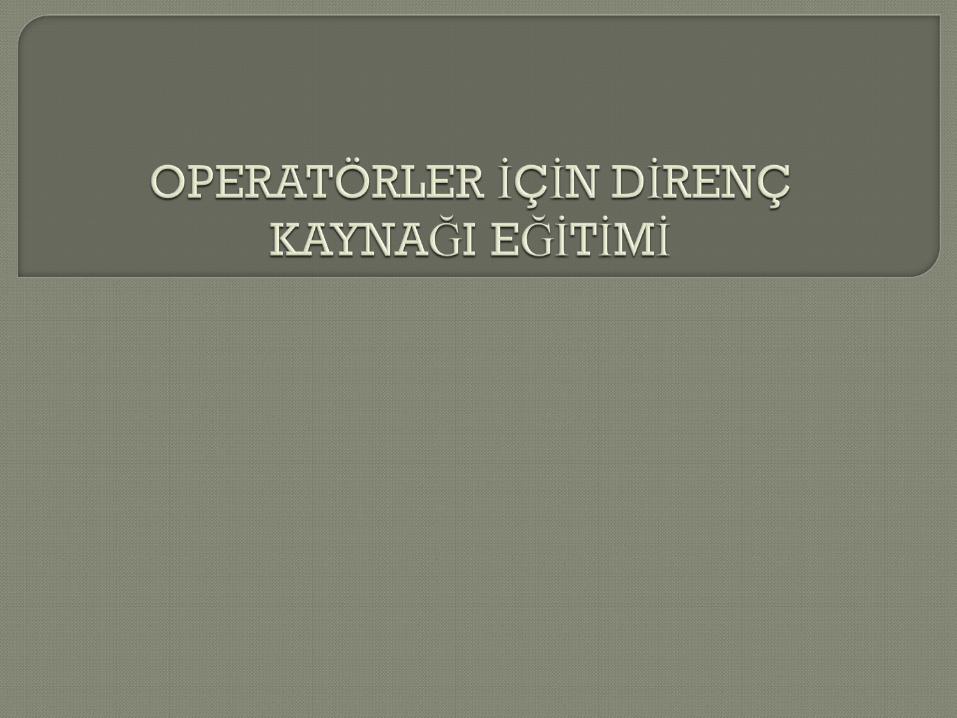
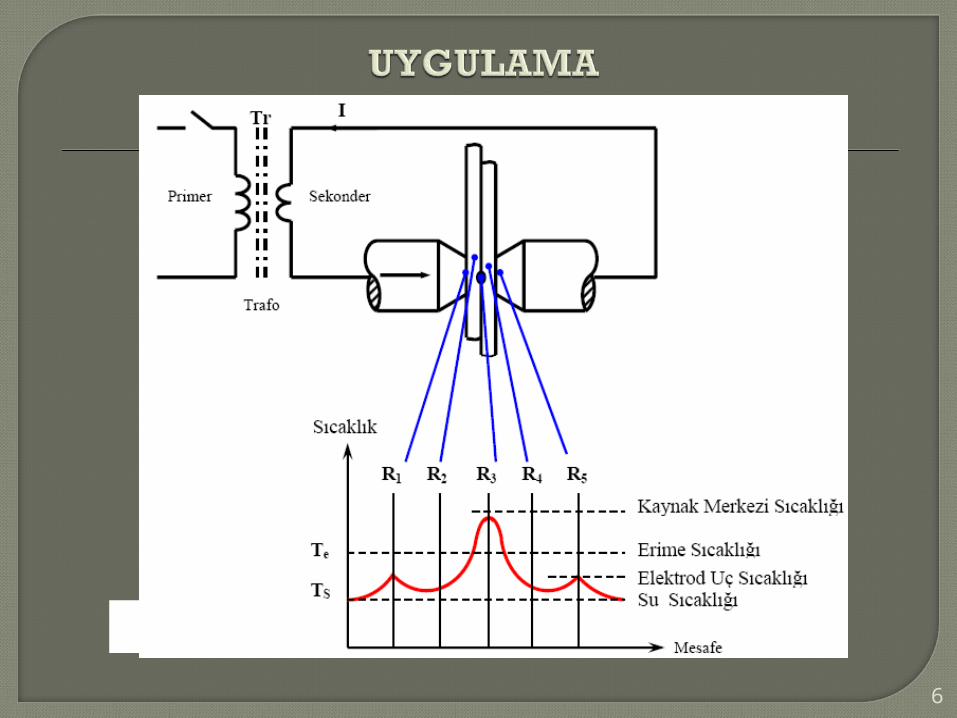
ELEKTRİK DİRENÇ KAYNAĞININ PRENSİBİ; ELEKTROTLAR ARASINDA UYGUN BASKI KUVVETİ İLE SIKIŞTIRILAN UYGUN ELEKTRİK AKIMINA KARŞI, İŞ PARÇASININ GÖSTERDİĞİ DİRENÇ NEDENİ İLE OLUŞAN ISI İLE BİRLEŞMESİNİN MEYDANA GELMESİDİR.
2
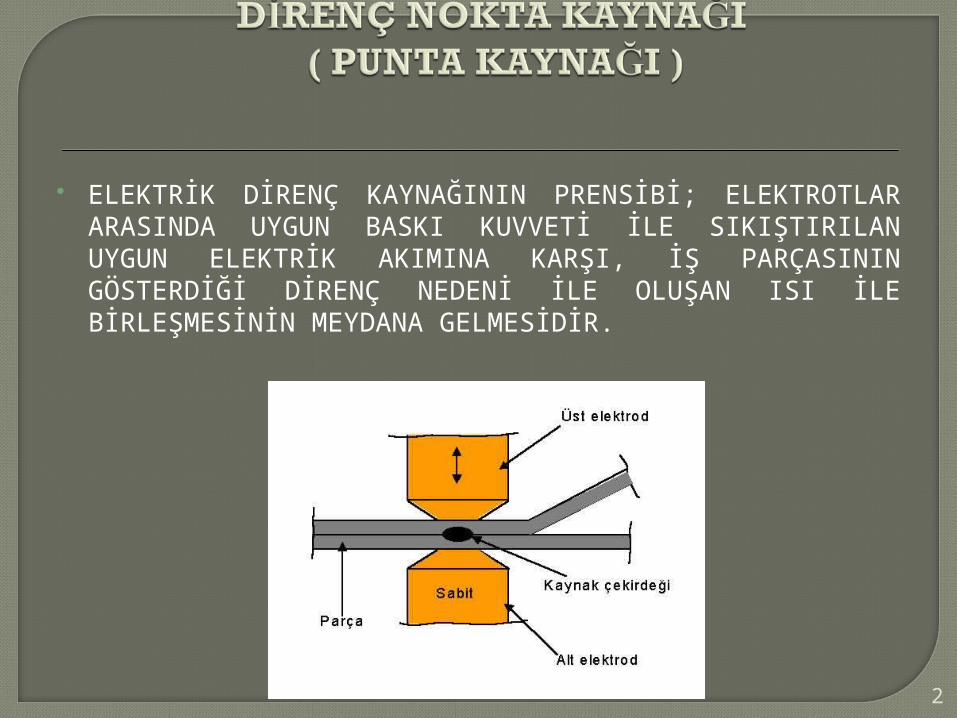
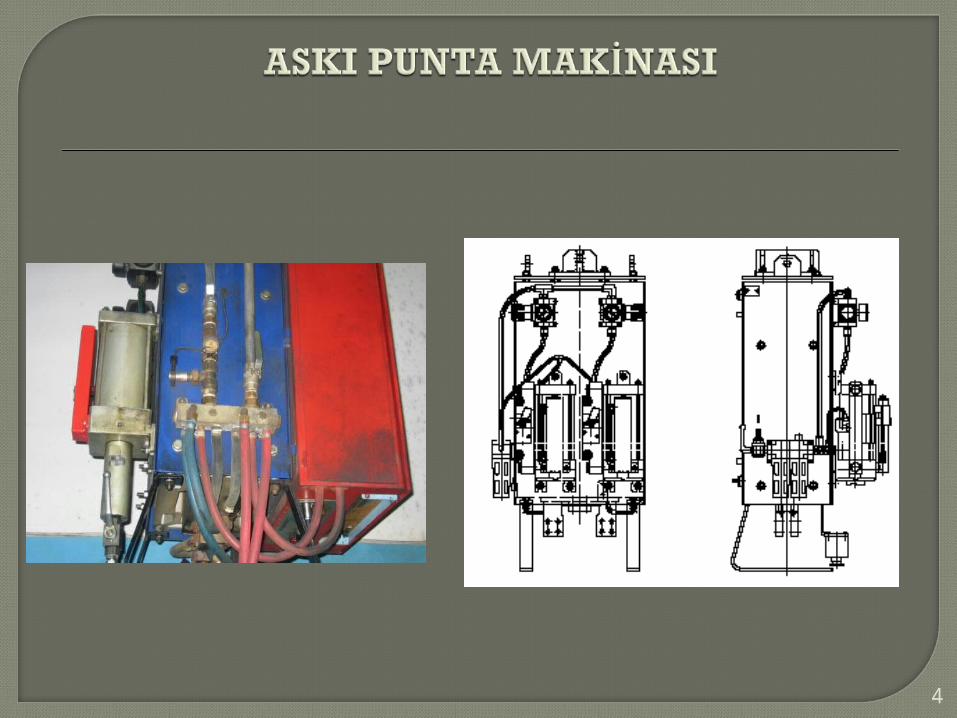
1- ALT VE ÜST ELEKTROT TUTUCULAR
2-PİSTON3-BAKIR ÜST GRUP4-BAKIR ALT GRUP
3
2
4
3
1
4
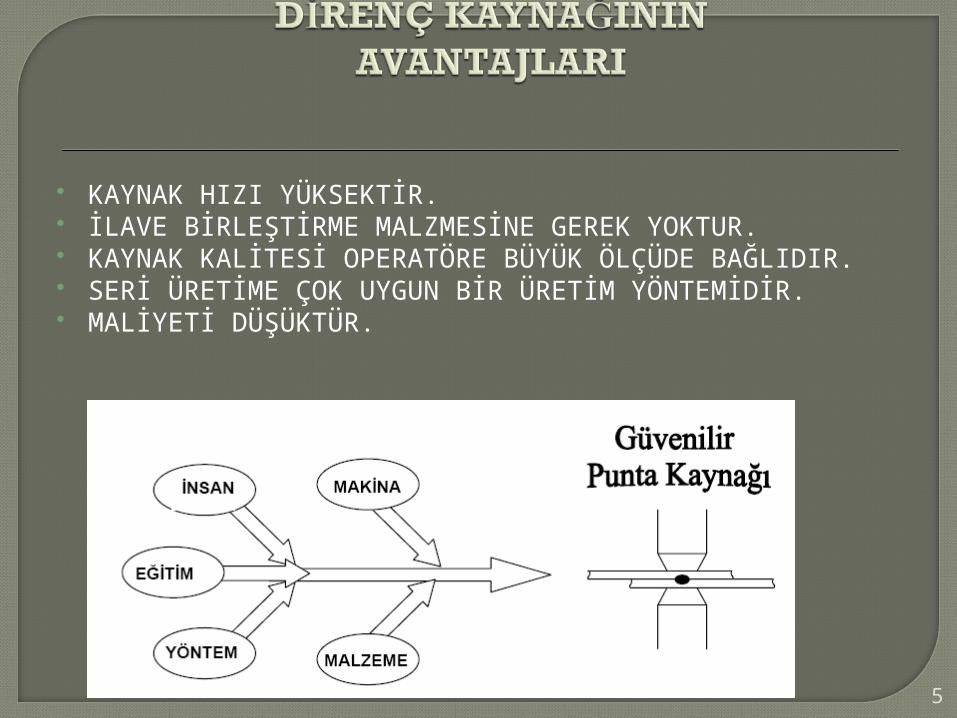
KAYNAK HIZI YÜKSEKTİR. İLAVE BİRLEŞTİRME MALZMESİNE GEREK YOKTUR. KAYNAK KALİTESİ OPERATÖRE BÜYÜK ÖLÇÜDE BAĞLIDIR. SERİ ÜRETİME ÇOK UYGUN BİR ÜRETİM YÖNTEMİDİR. MALİYETİ DÜŞÜKTÜR.
5
6

7
8
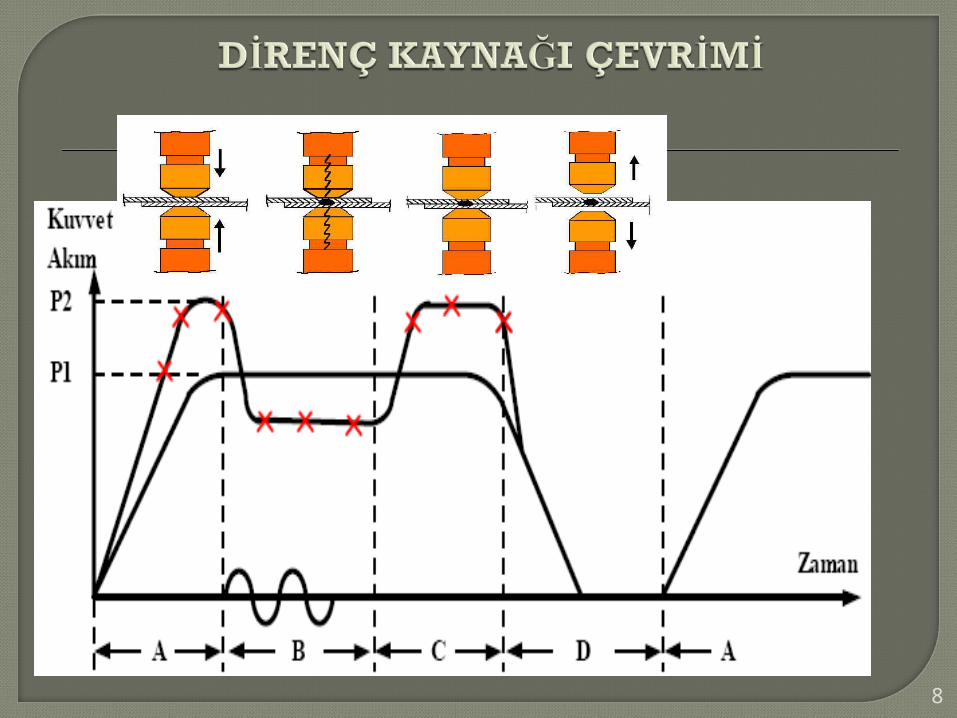
A : Sıkma Zamanı Kaynak komutu geldikten sonra elekrodların kaynak kuvvetine
erişmesi için geçen zamandır. Genellikle ön yaklaşma ve sıkma diye iki bölüme ayrılır. Tekrarlı çalışmada ön yaklaşma zamanı kullanılmaz.
B : Kaynak Zamanı Kaynak akımının aktığı zaman bölümüdür. Bu bölümde kaynak
cinsine göre, ön ısıtma, kaynak, darbeli kaynak ve son ısınma gibi bölümlere ayrılabilir. Bu sayede kaynak kalitesi arttırılabilir.
Ön Isınma: Kaynak yapılırken malzeme yapısı, durumu, elektrod öpüşme durumu, gibi nedenlerle ön ısıtma (up-slop) uygulaması yapılır. Yani akım, ayarlanan değere birdenbire değilde, belli bir eğri üzerinden çıkarılır. Kaynatılacak parçalar üzerinde yağ, pas gibi kirlilikler bu sayede bertaraf edilmiş olabilir. Kullandığımız kontrol ünitelerinin pek çoğunda bu özellik vardır.
9
Darbeli Kaynak : Kaynak akımının bazı durumlarda darbeli akması istenilebilir. Kaplamalı saclarda, kaynatılacak parçalar arasında mesafe olması durumunda ve çok katlı sacların kaynağı gibi. Akım bir seferde akıtılacağına bölünmüş çok parçalı olarak akıtılır. Bizim kullandığımız. Kontrol ünitelerinin bazılarında bu özellik vardır..
Son Isınma: Kaynak işlemi bittikten sonra, tavlama amaçlı, gözenek (porozite) kapatma gibi nedenlerle azalan bir akım uygulanabilir. Bizim kullandığımız sabit puntalara bu özellik ilave edilebilmektedir.RWC-70 kontrol ünitelerinde bu özellik vardır.
C : Tutma Zamanı Kaynak işlemi bittikten sonra, elektrodlar bir süre kaynak noktası
üzerinde tutulabilir. Bu sayede hem malzemenin birbirine nüfuziyeti arttırılabilir, hemde kaynak noktası ısısı etrafa yayılmadan elektrodlara aktarıldığı için kaynak noktası kararmamış olur.
D : Ayrılma Zamanı Tekrarlı kaynakta, ikinci kaynağa başlamak için geçen ara
zamandır. Bu sürede ikinci punta için iş veya penseye hareket verilir.
10
R : Kaynak Direnci Elektrodlar arasındaki kuvvetle ters orantılı olarak değişir.
Gereğinden fazla kuvvetin direnci düşüreceği iyi değerlendirilmelidir. Gereğinden az kuvvet uygulandığında ise kaynak direnci artacağı için yanmalar oluşabilir. Sıcaklıkla kaynak direnci değişmeler gösterir. Bu değişim malzemeye bağlı bir özelliktir.
I : Kaynak Akımı Isı enerjisini kaynak noktasında oluşturan en önemli
parametredir. Kaynak akımı küçük tutulursa “uzun süreli kaynak” türü olur ve ısıtılan bölge genişler. Kaynak akımı yüksek olursa elektrodlardan malzemeye akım geçişindeki zorluklardan dolayı, ark ve çatlaklar oluşabilir.
T : Kaynak Zamanı Kaynak akımı akma süresi de kaynak için çok önemli bir
parametredir. Kaynak süresi kısa olursa, kaynak tutmaya bilir veya kaynak çekirdeği çapı küçük olabilir. Kaynak süresi uzun olunca, ergimiş bölge fazla büyüyeceği için baskıdan dolayı patlar ve malzeme fışkırabilir. Bu ise bölgenin bozulmasına sebep olur.
11
P : Baskı Kuvveti Kaynak başlamadan önce elektrodlarla kaynatılacak bölge
sıkılır, kuvvet stabil hale geldikten sonra akım akıtılır. Kaynak için gerekli olan direnç genellikle kuvvetle ters orantılıdır. Kuvvet arttırılırsa temas direnci azalır (azalma şekli malzemeden malzemeye farklılık gösterir). Dolayısıyla çok yüksek kuvvetler, kaynak için ters etki yapar. Zira R direnci çok küçülürse ısı oluşmamaktadır. İstenilen kaynak için optimum kuvvet araştırılmalıdır.
Mesela kaynak işleminde hemen sonra elektrodlar kaldırılırsa kaynak bölgesindeki ısı alınamadığı için geniş bir halka şeklinde etrafa yayılır ve kaynak noktası siyah ve menevişli olabilir. Kaynaktan sonra elektrodlar bir süre bekletilerek (10 cycles gibi tutma zamanı) kaynak noktalarındaki ısı enerjinin, su ile soğutulan elektrodlara geçmesi sağlanabilir, bu durumda kaynak lekesi daha küçük ve iz beyaz olabilir.
Malzemeye ısıl işlem uygulanmış olduğu için bazı kaynak proseslerinde akım ve basınç programları uygulanabilir. Yani kaynak süresince akım ve basınçta değişiklikler yapılabilir.
12
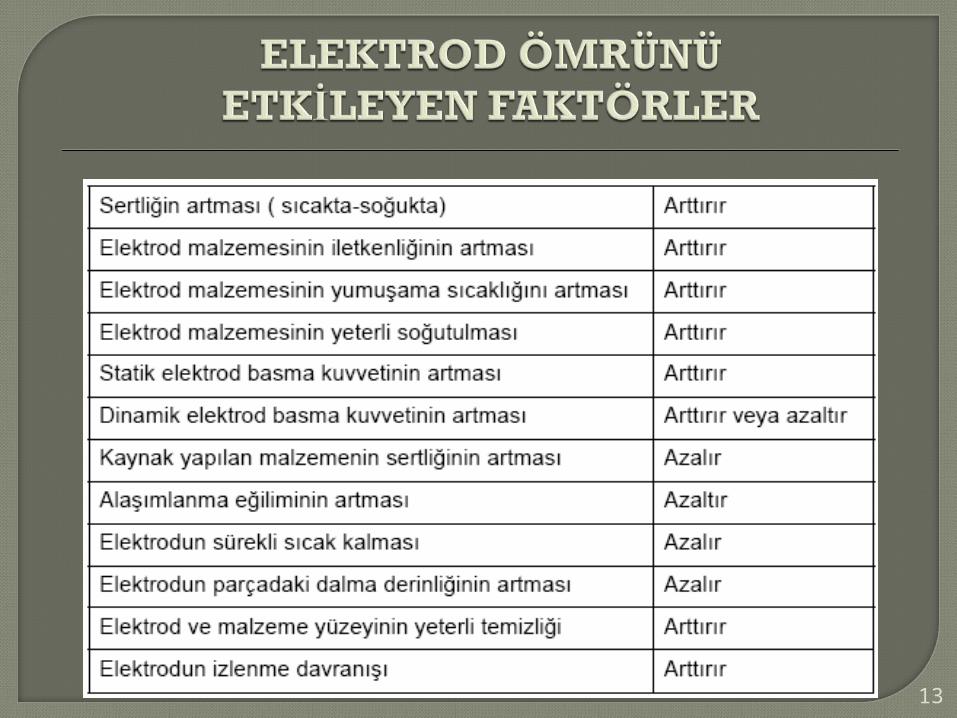
13
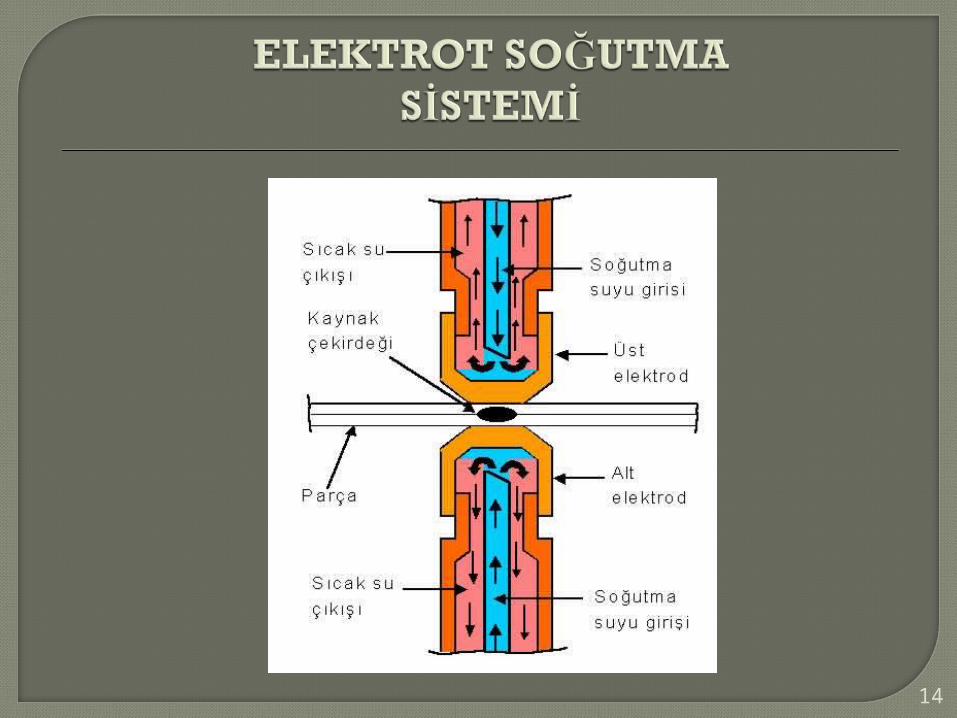
14

15
15 programı hafızasında saklayabilir. %2 hassasiyetle kaynak akımına hakimdir. İki adet çıkış valfini çalıştırır (A ve B), kolayca her proğram istenilen
valf çıkışına atanabilir. Sabit akım ve sabit gerilim modunda çalışabilir. 50 kA’e kadar akım
arttırmaya müsaade eder. Ön ısınma ve son ısınma uygulamak mümkündür.
Akımı 3 ayarlanabilir parçalı akıtabilir. 10 adete kadar darbeli akım akıtma imkanı vardır. Elektrod eskimesini kompanse edecek akım artım programı vardır
ve çok kullanılışlıdır. AC ve DC makinaları kontrol edebilir. Kaynak akımı doğrudan yazılır. Trafo primer ve sekonderinden geri besleme alabilir.
16
Akımı, akım zamanını, şebeke gerilimini, şebeke kullanma yüzdesini, çalışan programı, akım artım programının neresinde olduğunu, gibi bilgileri ekranında gösterebilir.
Oluşan hataları ekranında gösterebilir, düşük/yüksek akım, hatalı zaman, hava basıncı veya su debisi yok, tristör arızası gibi.
Hata yüzdelerini girme imkanı verir. Mesela ayarlana akımın %6 üzeri, %5 aşağısı, normal, dışı hatalı akım gibi, kaynak zamanı, şebeke gerilimi hatta opsiyonel olarak sekonder kablo direnci için bu tür limitler girilip kontrol sağlanabilmektedir.
Seçilen programa bağlı olarak oransal regülatöre basınç kontrol bilgisi sağlayabilir . Çalışma ile ilgili pekçok özelliğe kolayca (yazılımla) hakim olunabilir.
17
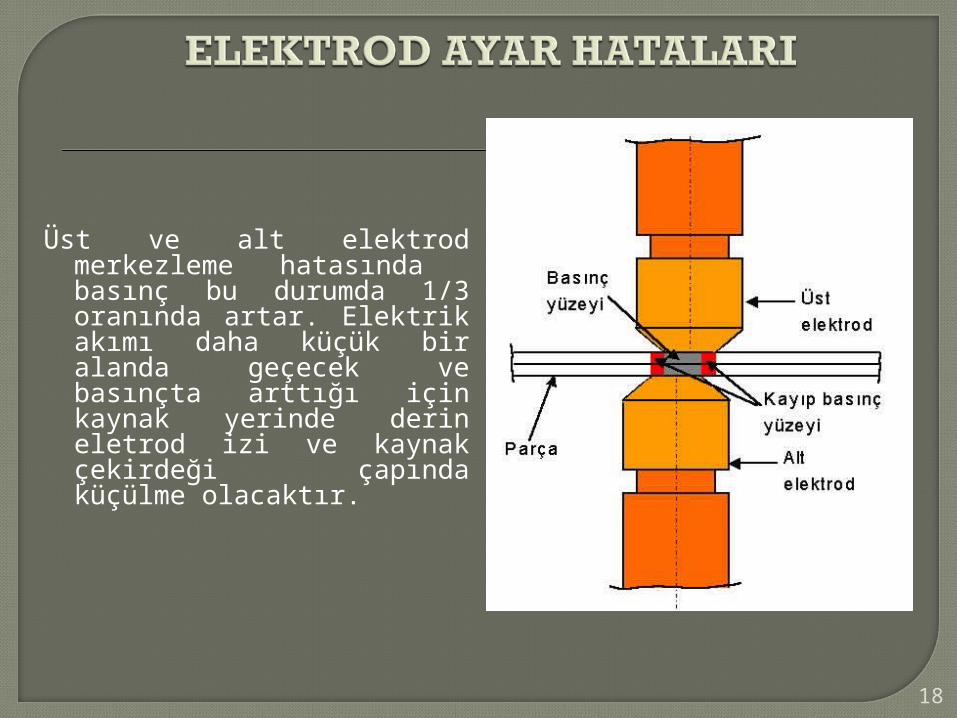
Üst ve alt elektrod merkezleme hatasında basınç bu durumda 1/3 oranında artar. Elektrik akımı daha küçük bir alanda geçecek ve basınçta arttığı için kaynak yerinde derin eletrod izi ve kaynak çekirdeği çapında küçülme olacaktır.
18
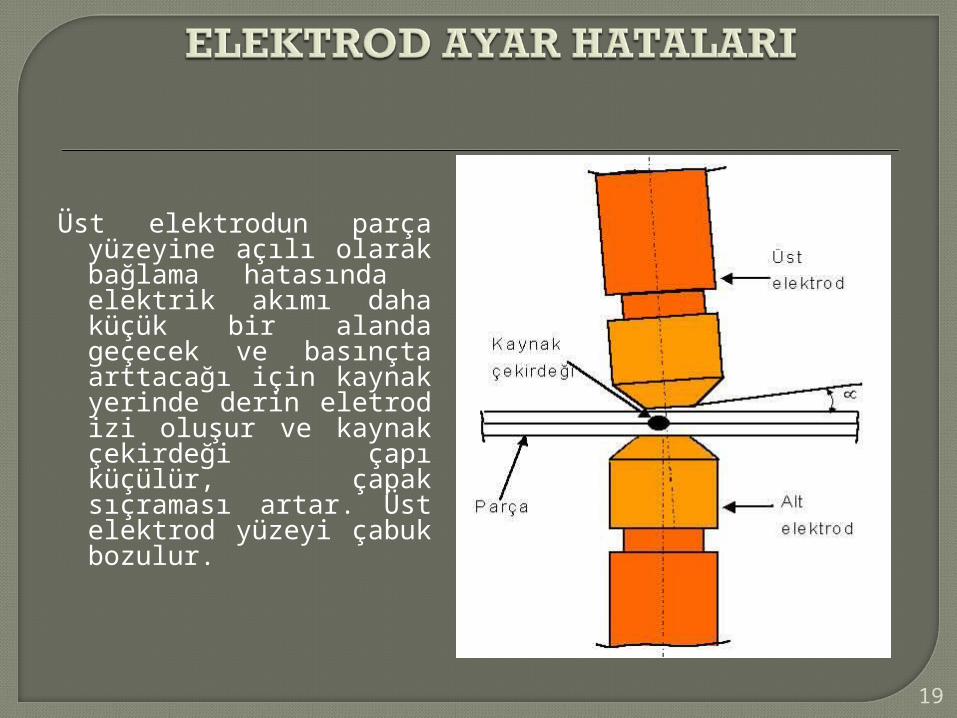
Üst elektrodun parça yüzeyine açılı olarak bağlama hatasında elektrik akımı daha küçük bir alanda geçecek ve basınçta arttacağı için kaynak yerinde derin eletrod izi oluşur ve kaynak çekirdeği çapı küçülür, çapak sıçraması artar. Üst elektrod yüzeyi çabuk bozulur.
19
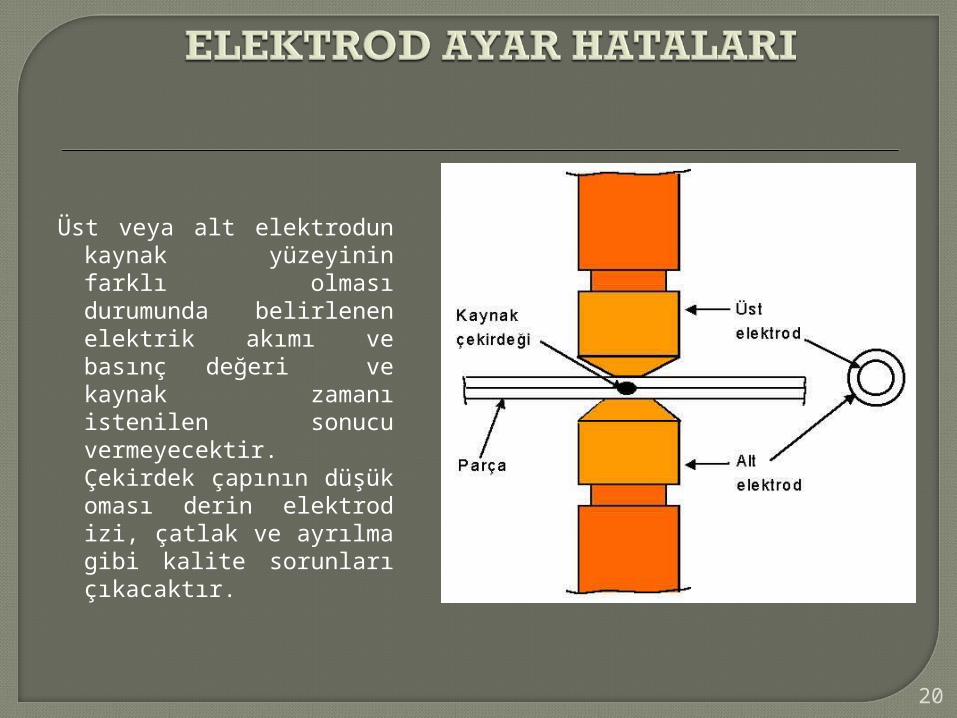
Üst veya alt elektrodun kaynak yüzeyinin farklı olması durumunda belirlenen elektrik akımı ve basınç değeri ve kaynak zamanı istenilen sonucu vermeyecektir. Çekirdek çapının düşük oması derin elektrod izi, çatlak ve ayrılma gibi kalite sorunları çıkacaktır.
20
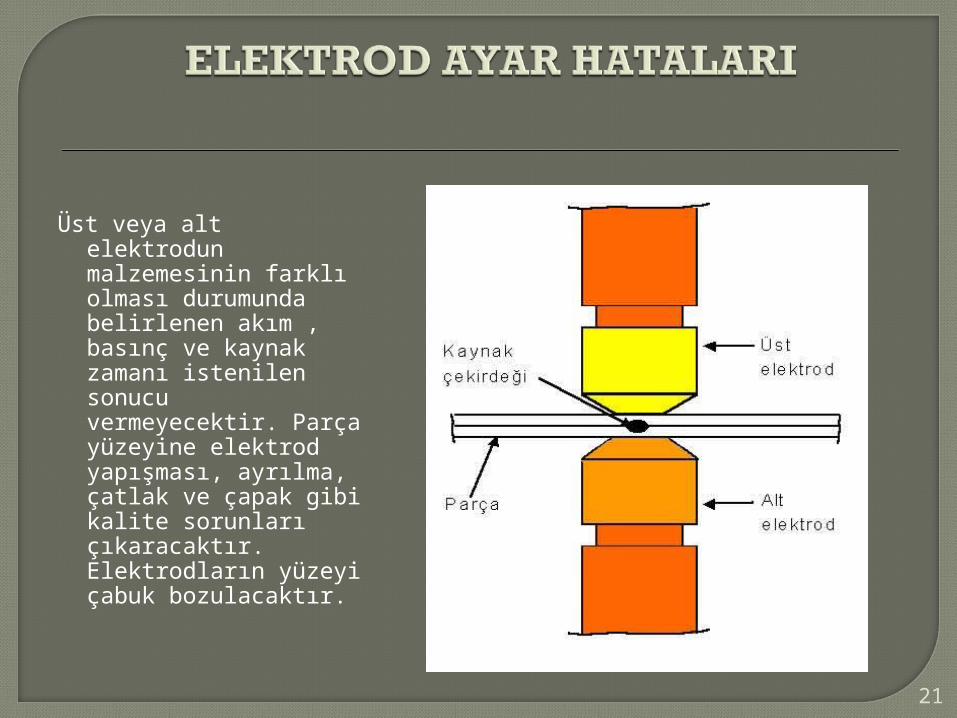
Üst veya alt elektrodun malzemesinin farklı olması durumunda belirlenen akım , basınç ve kaynak zamanı istenilen sonucu vermeyecektir. Parça yüzeyine elektrod yapışması, ayrılma, çatlak ve çapak gibi kalite sorunları çıkaracaktır. Elektrodların yüzeyi çabuk bozulacaktır.
21
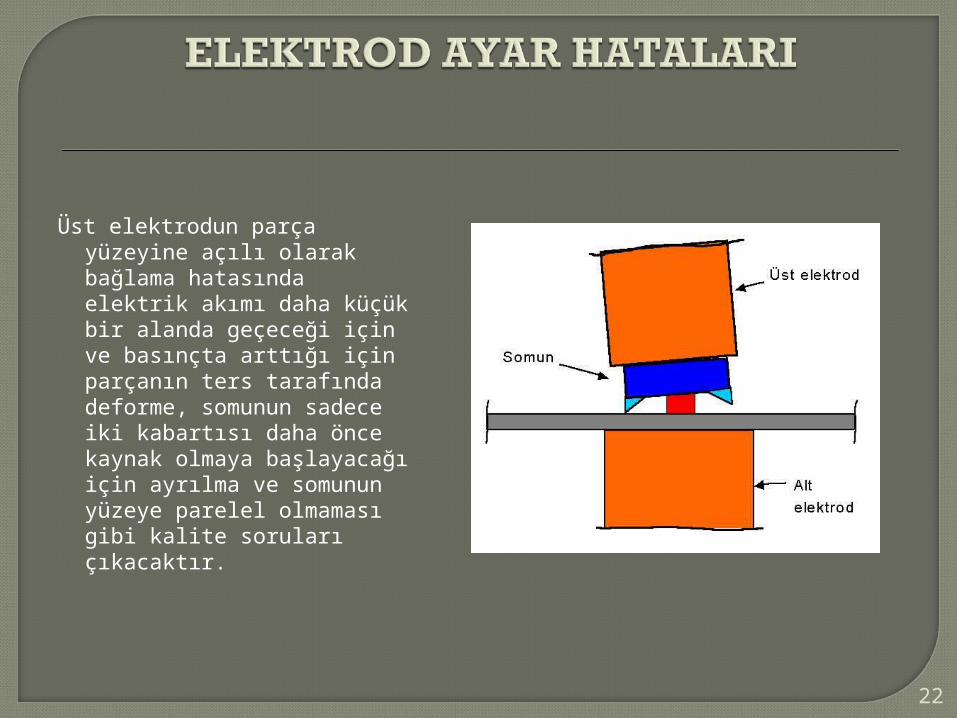
Üst elektrodun parça yüzeyine açılı olarak bağlama hatasında elektrik akımı daha küçük bir alanda geçeceği için ve basınçta arttığı için parçanın ters tarafında deforme, somunun sadece iki kabartısı daha önce kaynak olmaya başlayacağı için ayrılma ve somunun yüzeye parelel olmaması gibi kalite soruları çıkacaktır.
22
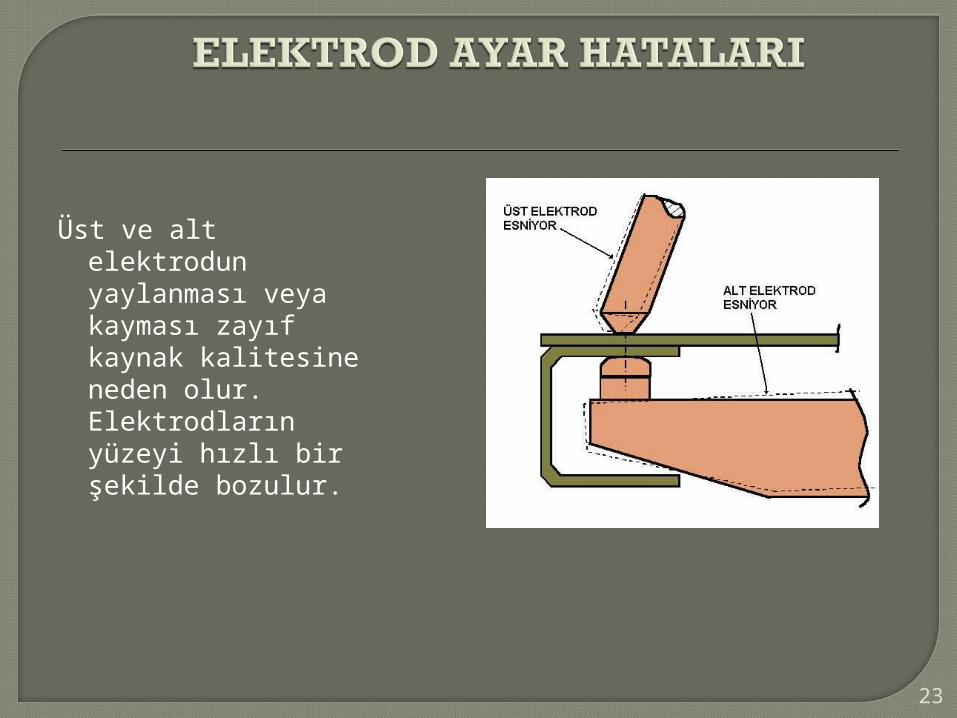
Üst ve alt elektrodun yaylanması veya kayması zayıf kaynak kalitesine neden olur. Elektrodların yüzeyi hızlı bir şekilde bozulur.
23
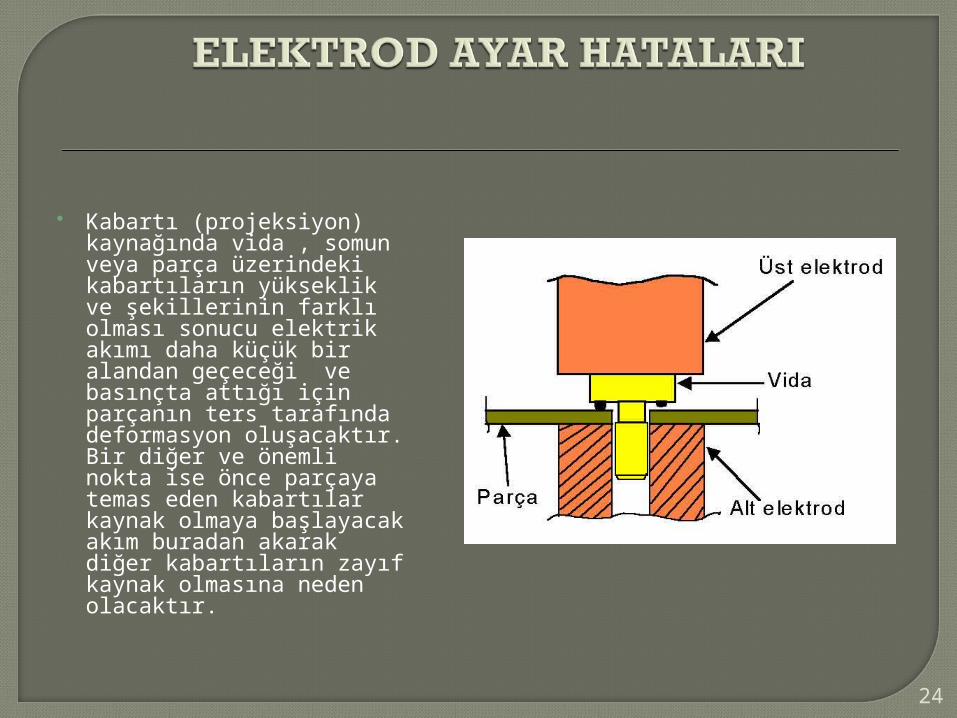
Kabartı (projeksiyon) kaynağında vida , somun veya parça üzerindeki kabartıların yükseklik ve şekillerinin farklı olması sonucu elektrik akımı daha küçük bir alandan geçeceği ve basınçta attığı için parçanın ters tarafında deformasyon oluşacaktır. Bir diğer ve önemli nokta ise önce parçaya temas eden kabartılar kaynak olmaya başlayacak akım buradan akarak diğer kabartıların zayıf kaynak olmasına neden olacaktır.
24
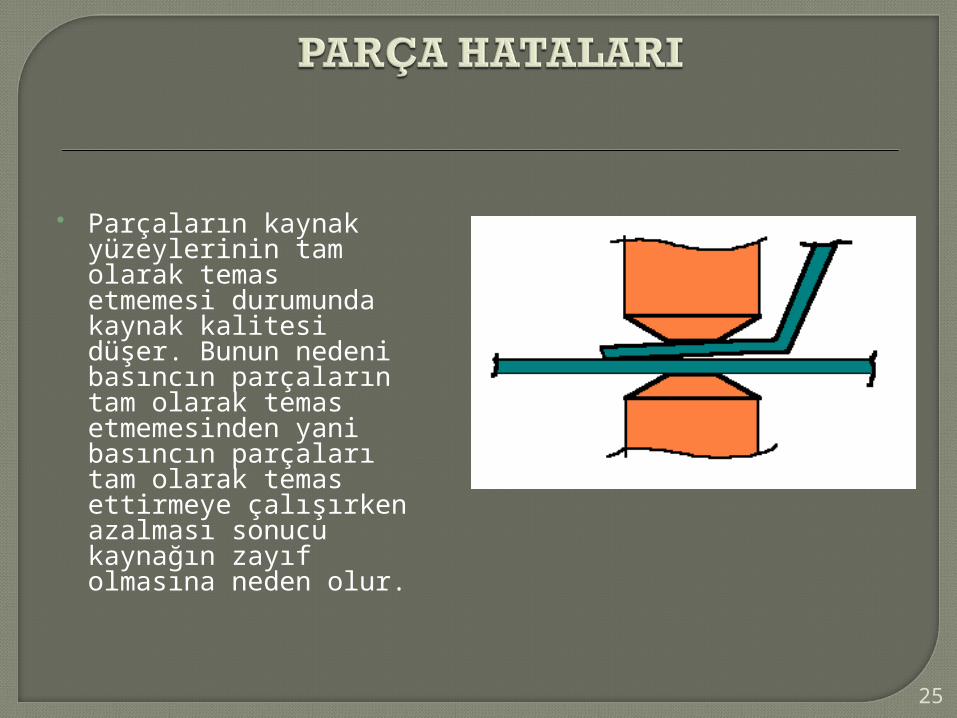
Parçaların kaynak yüzeylerinin tam olarak temas etmemesi durumunda kaynak kalitesi düşer. Bunun nedeni basıncın parçaların tam olarak temas etmemesinden yani basıncın parçaları tam olarak temas ettirmeye çalışırken azalması sonucu kaynağın zayıf olmasına neden olur.
25
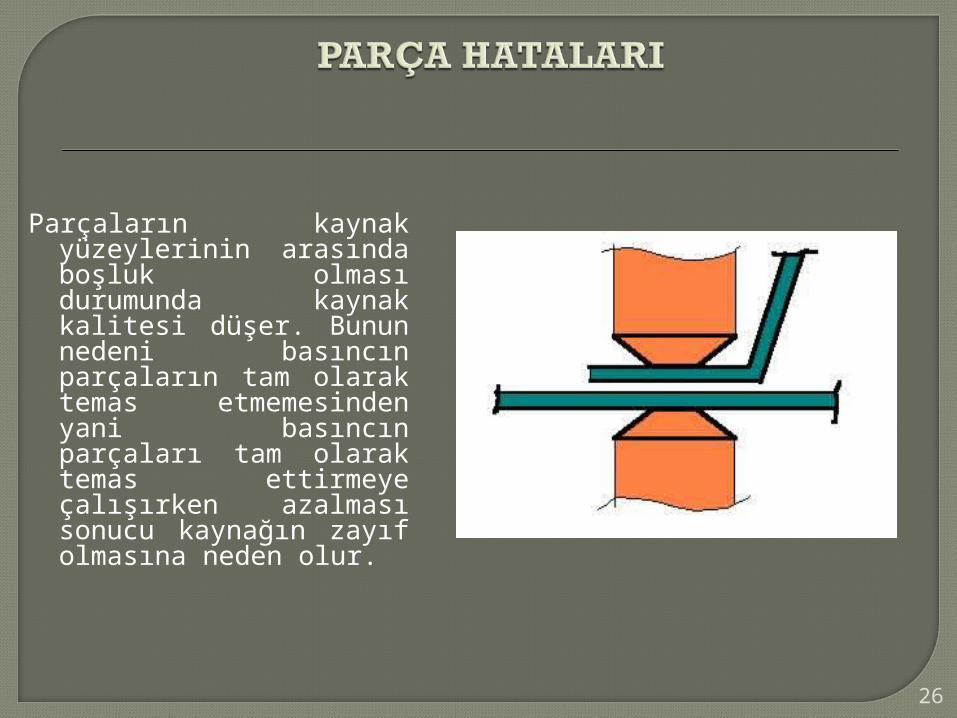
Parçaların kaynak yüzeylerinin arasında boşluk olması durumunda kaynak kalitesi düşer. Bunun nedeni basıncın parçaların tam olarak temas etmemesinden yani basıncın parçaları tam olarak temas ettirmeye çalışırken azalması sonucu kaynağın zayıf olmasına neden olur.
26
27
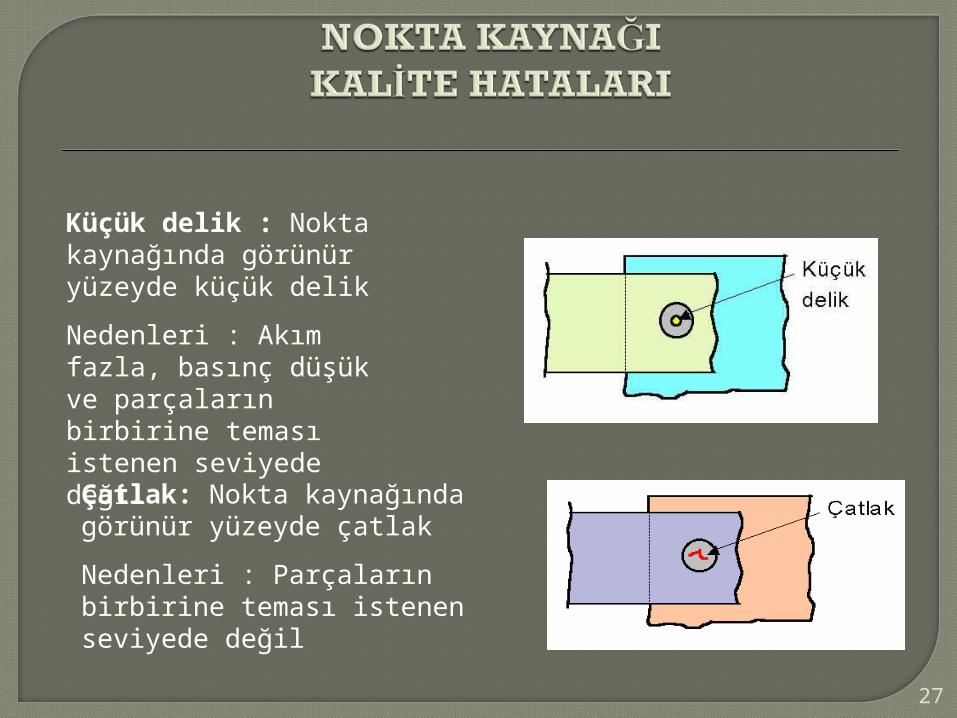
Küçük delik : Nokta kaynağında görünür yüzeyde küçük delik
Nedenleri : Akım fazla, basınç düşük ve parçaların birbirine teması istenen seviyede değil
Çatlak: Nokta kaynağında görünür yüzeyde çatlak
Nedenleri : Parçaların birbirine teması istenen seviyede değil
28
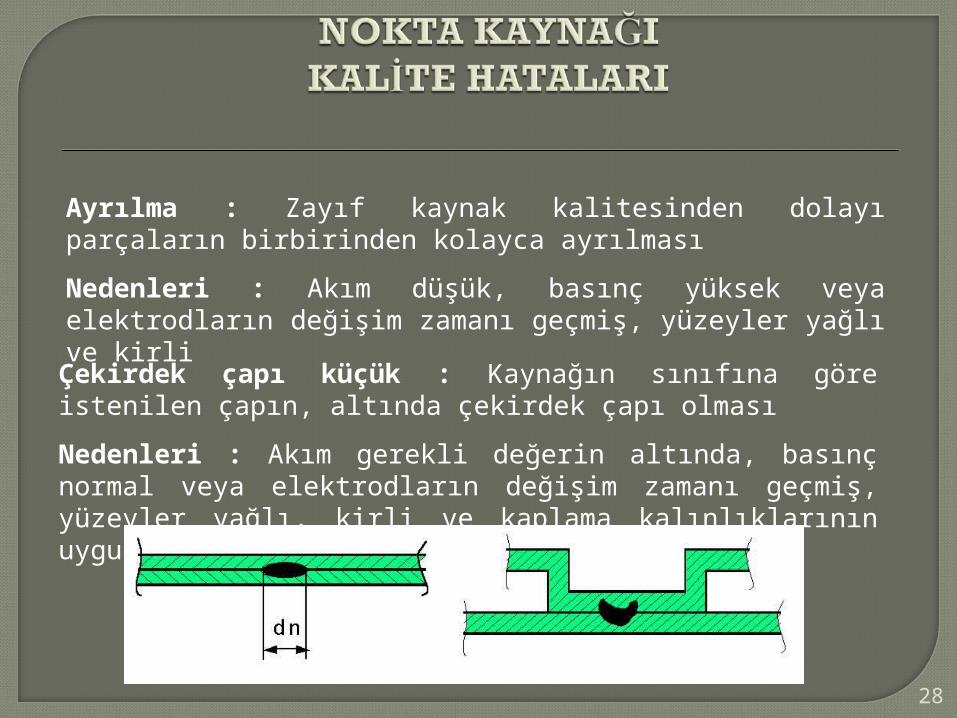
Ayrılma : Zayıf kaynak kalitesinden dolayı parçaların birbirinden kolayca ayrılması
Nedenleri : Akım düşük, basınç yüksek veya elektrodların değişim zamanı geçmiş, yüzeyler yağlı ve kirli
Çekirdek çapı küçük : Kaynağın sınıfına göre istenilen çapın, altında çekirdek çapı olması
Nedenleri : Akım gerekli değerin altında, basınç normal veya elektrodların değişim zamanı geçmiş, yüzeyler yağlı, kirli ve kaplama kalınlıklarının uygun olmaması.
29
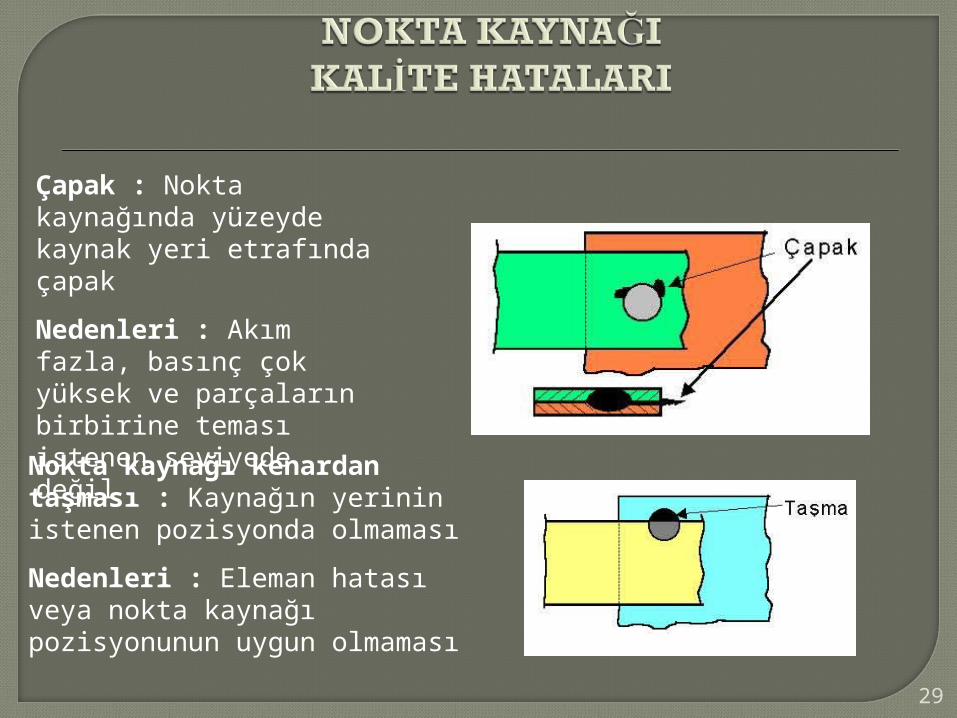
Çapak : Nokta kaynağında yüzeyde kaynak yeri etrafında çapak
Nedenleri : Akım fazla, basınç çok yüksek ve parçaların birbirine teması istenen seviyede değil
Nokta kaynağı kenardan taşması : Kaynağın yerinin istenen pozisyonda olmaması
Nedenleri : Eleman hatası veya nokta kaynağı pozisyonunun uygun olmaması
30
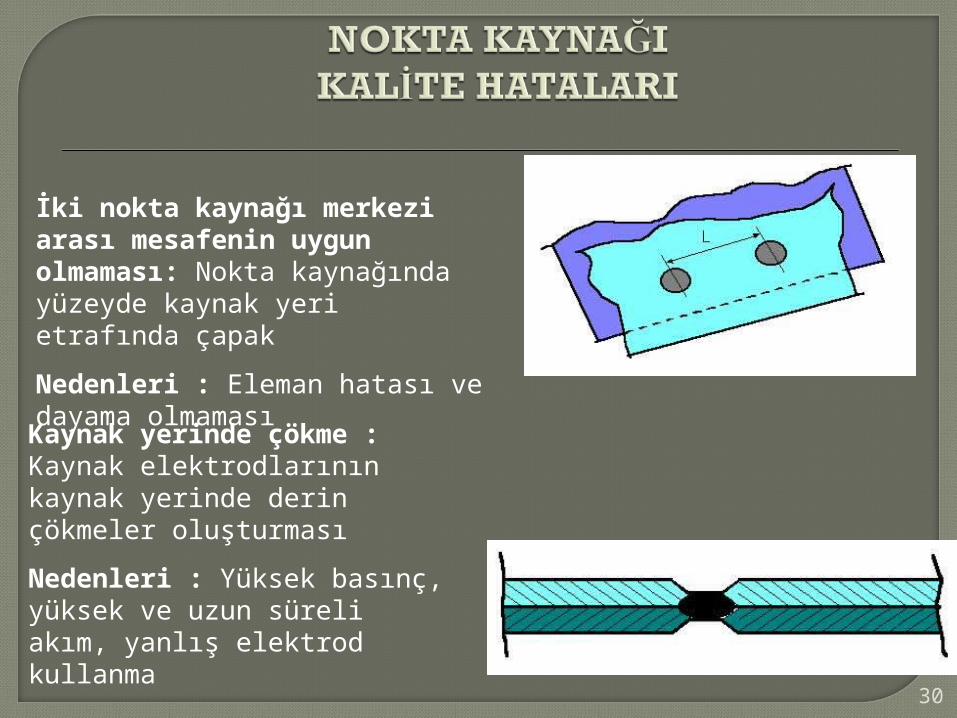
İki nokta kaynağı merkezi arası mesafenin uygun olmaması: Nokta kaynağında yüzeyde kaynak yeri etrafında çapak
Nedenleri : Eleman hatası ve dayama olmaması
Kaynak yerinde çökme : Kaynak elektrodlarının kaynak yerinde derin çökmeler oluşturması
Nedenleri : Yüksek basınç, yüksek ve uzun süreli akım, yanlış elektrod kullanma
31
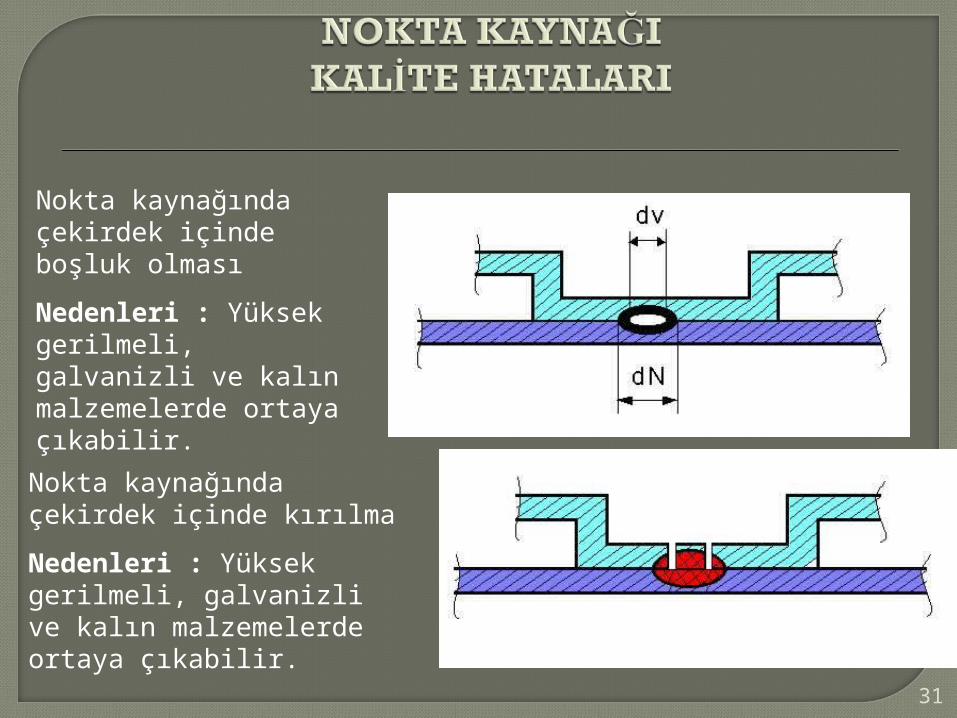
Nokta kaynağında çekirdek içinde boşluk olması
Nedenleri : Yüksek gerilmeli, galvanizli ve kalın malzemelerde ortaya çıkabilir.
Nokta kaynağında çekirdek içinde kırılma
Nedenleri : Yüksek gerilmeli, galvanizli ve kalın malzemelerde ortaya çıkabilir.
KATLIMLARINIZDAN DOLAYI TEŞEKKÜR EDERİZ…
32