Embed Size (px)
Citation preview

Opportunities and Challenges of Model Predictive Control in Food Technologies
Želimir Kurtanjek
University of Zagreb,Faculty of Food Technology and Biotechnology,
Pierotijeva 6, Zagreb, CROATIA

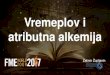
Basic concept of Model Predictive Control (MPC)
Industrial process
Non-manipulative input variables
Output variables
Predictive model
Optimization
y(k)x(k)
)1(ˆ ky x(k+1)
Manipulative input variables
Process flows
Information flows
Control actions

Process flows:
mass, substances
energy, heat
momentum
Information flows:
discrete off-line measurements : HPLC,
continuous on-line measurements: T, p, NIR, IR, …
Control actions:
flow rate, heating/cooling, manipulation, …..
Optimization:
product quality, energy, productivity, profitability

Very recent references on MPC in food technology
Carlos Bordons, Amparo Nunez-Reyes
“Model based predictive control of an olive oil mill”
Journal of Food Engineering 84 (2008) 1-11
Nazru I. Shaikh, Vittal Prabhu
“Model predictive controller for cryogenic tunnel Freezers”
Journal of Food Engineering 80 (2007) 711-718
Review of industrial applications:
Manfred Morrari
“Beyond Process Control”
ETH presentation
Review of modern control theory: MPC and beyond

Model predictivity (prediction horizon)
time
output Y
future past
k k+1 k+2 k+n k-1 k-2 k-m
measured model predicted Y
prediction horizont
OPTIMIZATION
time
input X
future past
k k+1 k+2 k+n k-1 k-2 k-m
measured optimized
X(k+1)
Shift horizon one step
present
present

Challenges for modeling in food processes
Complex substance composition
Time varying composition
Nonhomogeneous
Multiphase
Lack of property data
Challenges for substance modeling Challenges for process modeling
Unsteady (batch) and nonlinear
Large time delays
Unmeasured essential states
Complex and unknown kinetics
Complex transport phenomena
……………… ……………………..

Modeling techniques applied in food engineering
Steady state single input-single output regression
y=f(b,x)x y
n
n xbxbxbby ..2
210
Unsteady state discrete single input single output ARMA
mikuibikyiakyuy N
i
N
i
00
Unsteady state continuous single input single output
0)0())(,( yytxyfdt
dy

x1
Multivariate models
x2xm
y1y2yn
y=f(b,x1,x2··xm)
Steady state linear multivariate model multiple input – single output
nn xbxbxbby 22110
0)0())(,( yytxyfdt
yd
Unsteady state continuous multiple input single output
Partial linear regression (PLR) multiple input single output
nn xbxbxbby 22110 nn xcxcxccy 22110

Modeling by Principal Component Analysis (PCA)
x1
x2
x3
x4
xn
Xn-1
x…
L1
L2
L3
2min
Space of real process variables
Space of latent process variables
Measured variables: x1= temperature, x2=pressure, x3=humidity, x4=composition..
Linear projection
Many inter-correlated variables
Few uncorrelated principal components in latent space
Modeling by principal components
High measurement random error rejection
Robust models, high predictivity

Ž. Kurtanjek, D. Horvat, D. Magdić, G. Drezner,
“Factor Analysis and Modeling for Rapid Quality Assessment of Croatian Wheat Cultivars with Different Gluten Characteristics” , Food Technology and Biotechnology, 2008 (accepted)
P rojec t ion of the variables on the fac tor-plane ( 1 x 2)
A c tive
2
3
4
5
6
7
8
9
10 11
12
13
14
15 16
17
18
19
20
21
22
23
24
25
26
27
28
29 30
31
32
33 34
35
36
37
38 39
40
41
42
43
44
45
-1.0 -0.5 0.0 0.5 1.0
Fac tor 1 : 43.47%
-1.0
-0.5
0.0
0.5
1.0
Fac
tor
2 :
22.1
8%
44
technological and biochemical variables
First 2 principal components account for 86% variance
Example of effective variable reduction by principal component analysis
05
101520253035404550
1 3 5 7 9
11
13
15
17
19
Principal components
% V
ari
an
ce
Scree plot

Nonlinear multivariate models
Neural networks
Fuzzy logic
Highly applicable for process monitoring and control

Schematic representation of a neurone with a sigmoid activation Schematic representation of a neurone with a sigmoid activation functionfunction
O
x1
x3
x2
xi
xN
ACTIVATION
0
0,2
0,4
0,6
0,8
1
1,2
-6 -4 -2 0 2 4 6
INPUTO
UTP
UT
)exp(1
1)(
ssf
x1
x2
x3
xn
y

Schematic diagram of a feedforward multilayer perceptronSchematic diagram of a feedforward multilayer perceptron
Y3
Y2
Y1
X1
X2
X3
X4
I H O
y1
x4
x2
x2
x1
y2
y3

ModelModel equationsequations
k
TtytyE
2
1
)1(
1
)1()1(
1
)1(lN
i
lj
li
lijl
lN
i
lj
li
lij
lj koWnetkoWfko
jiji W
EW
,,
Methods of adaptation:
On-line back propagation of error with use of momentum term
Batch wise use of conjugate gradients ( Ribiere-Pollack, Leveberg-Marquard)

Fuzzy logic modelsFuzzy logic models
In fuzzy logic models input and output spaces are covered or approximated with discourses of fuzzy sets labeled as linguistic variables
For example, if Ai X is an i-th fuzzy set it is defined as an ordered pair:
fAi ttXtxtxtxA ,0,,
where x(t) is a scalar value of an input variable at time t, and A is called a membership function which is a measure of degree of membership of x(t) to Ai expressed as a scalar value between 0 and 1.
Typical membership functions have a form of a bellshaped or Gaussian, triangular, square, truncated ramp and other forms

Gaussian membership functionsGaussian membership functions
e=regulation error
e=0 e = highe = low
Triangle membership functions

X
Input space of physical variables
Input space of linguistic variables
AX
Output space of linguistic variables
AY
Output space of physical variables
Y
Logical rules with linguistic variables
Fuzzy Logic Inference Systems
( Mamdani Model )

Process of mapping scalar between input and output Process of mapping scalar between input and output sets by sets by
Fuzzy Inference System.Fuzzy Inference System.
Fuzzification Fuzzy inference Defuzzification
x(t) y(t)

OPTIMIZATION
Objective function J
J=J(y1, y2, y3,··x1, x2, x3, )
Examples:
J=food quality
J=profit
J=productivity
J=energy consumption
J=environment impact
1)(1)(
)()(min
**
kkkk
kkkkkJ
U
T
Y
T
U XXWXX
YYWYYLinear objective function for process regulation

Methods for optimization
Simplex algorithm
Conjugate gradients
Genetic algorithm

Conjugate gradients
By Wolfram Research “Mathematica”

Simplex algorithm
Down-hill tumbling of a simplex

Genetic algorithm

Tmin
Tmax
pHmin
pHmax
Smin
Smax
K1 K2 Kk KN
GT
GpH
GS
population N chromosons
0 1
Kk
Kj
KjL KjD
KkL KkD
Kk
Kj
KjL
CkL KjD
KkD
"cross over"
r1
r2 mutation
new generation
new generation
A B
Kj
Kk
Ž. Kurtanjek, PBF: Optimization of T, pH and S in a bioreactor

Results of MPC application
In about last 20 years, in literature is reported that MPC has been used in over 5000 industrial applications, most of them in chemical and electrical industry, and less in fermentation and food process industry
For industrial process control practitioners, MPC has the following advantageous properties:
It is a true multivariate control algorithm enabling integration of various plant information into process monitoring and control software
Has ability to naturally and explicitly handle nonlinearities, time delays, and multivariable input and output constraints by direct incorporation into on-line optimization

Enables early detection of process disturbances and prediction of malfunctions in process equipment improve the safety of the process, minimize the time and resources needed for maintenance, and increase the uniform quality of the products
The objective of on-line monitoring is to trace the state of the process and the condition of process equipment in real-time, and to detect faults as early as possible
Available are standard commercial numerical and statistical algorithms needed for MPC

ConclusionsConclusions
Due to expanding global food market food Due to expanding global food market food industry needs to achieve higher levels of industry needs to achieve higher levels of productivity, enhanced safety assurance productivity, enhanced safety assurance and better quality products, which will and better quality products, which will expansion of process automation and expansion of process automation and intelligent on-line control which will intelligent on-line control which will inevitably advance application of MPC inevitably advance application of MPC based control.based control.