-
7/30/2019 Opste o Povrsinskoj Obradi Drveta
1/21
DOSADANI RAZVOJ I TREND POVRINSKE OBRADE DRVETA
Milan Jai*, Tanja Palija**
* red.prof., umarski fakultetUniverziteta u Beogradu** asistent,
umarski fakultet Univerziteta uBeogradu
Izvod: U ovom radu dat jeprikaz razvoja povrinske obrade drveta
sa aspektapremaznih materijala i odgovarajue tehnologije, ija
primena zavisi od vrstepodloge, modnih trendova, potrebnog
kvaliteta obraene povrine, trokova iekolokih zahteva. Pored ve
tradicionalnih premazanih materijala u
povrinskoj obradi drveta, prikazane su i nove tehnologije
povrinske obrade uskladu sa principima utede materijala i
smernicama EU o smanjenju emisijeorganskih komponenti - VOC
(Volatile Organic Compound). U skadu sa
zastupljenou na evropskom tritu, predstavljen je istorijat i
najznaajnijasvojstva NC, SH, 2K PU, PE, UV-/ESH, vodenih premaza i
premaza u prahu.
Pored toga, data su oekivanja trendova razvoja prema
pojedinimkategorijama.
Kljune rei: povrinska obrada drveta, premazi, stanje, trendovi
razvoja
OVERVIEW OF DEVELOPMENT AND TREND OF SURFACEFINISHING OF
WOOD
Abstract: This work presents overview of development of surface
finishing of
wood in terms of coating materials and appropriate technology,
which
application depends on type of substrate, trends in fashion,
quality of finished
surface required, expenses and ecological demands. Beside
already traditional
coatings in surface finishing of wood, new technologies are
presented in
agreement with principals of saving of materials and guide-lines
of EU for
reduction of emission of organic compounds - VOC (Volatile
Organic
Compound). In agreement with position on European market,
history and basic
characteristics of NC, SH, 2K PUR, PE, UV-/ESH, waterborne
coatings andpowder coatings are presented also. Expectations of
trends development are
given in terms of several categories.
Key words: surface finishing of wood, coatings, current state,
trends of
development
-
7/30/2019 Opste o Povrsinskoj Obradi Drveta
2/21
Uvod
Tehnologija povrinske obrade drveta znaajno se promenila u
poslednjih 50 godina. Tenja karacionalizaciji i automatizaciji
procesa dovela je do razvoja novih drvnih materijala i
tehnologija
oplemenjavanja. Poveanje trokova proizvodnje dovelo je pre oko
20 godina do preseljenjamnogih uglednih proizvoaa nametaja i
proizvoda od drveta (pre svega ploa) iz zapadne uistonu Evropu.
Predvodnik ovog talasa bio je Ingvar Kamprad, osniva IKEA-e, danas
jednogod najveih svetskih prodavaca nametaja. Kamprad je 1961.
godine u Poljskoj osnovao prvufirmu koja je okupila na jednom mestu
proizvoae nametaja. Ideja novog koncepta bila je dase funkcionalni
i lepo oblikovani komadi nametaja uine dostupnim irokom tritu
kupaca,prvenstveno izuzetno povoljnim cenama. Ova ideja, koja je
dovela do razvoja novog tipa kupaca
pod nazivom Smart Shopper, predstavlja revolucionarnu
prekretnicu u nainu shvatanjanametaja, kako u procesu proizvodnje,
tako i u procesu prodaje. Zahtevi koji se postavljaju preddananje
proizvoae nametaja podrazumevaju nametaj kraeg ivotnog veka, usled
prisutnogdrutvenog trenda ka poveanoj mobilnosti ljudi. Uz to, od
nametaja se oekuje mogunost
korienja na vie razliitih mesta u okviru prostora za stanovanje,
kao i podesnost u sluajuselidbe.
Ako se posmatra asortiman poznatih svetskih proizvoaa nametaja
moe se zakljuiti da jepoveana upotreba lakih ploa, tzv. Frame on
board konstrukcija. Upotrebom lakih ploasmanjuje se korienje
masivnog drveta kao sirovine, ime se uvaju resursi i znaajno
smanjujutrokovi proizvodnje, usled smanjenja utroka materijala.
Manja masa ovih ploa dovodi i doutede u trokovima transporta.
Naalost, ove drvne ploe su razvijene bez ukljuivanja
proizvoaa premaza u proces proizvodnje. Usled toga, vrlo esto
takvi prouzvodi zahtevajumodifikaciju ili razvoj potpuno novih
sistema premaza i postupaka nanoenja. Takoe i promenaprocesa
presovanja (prelaz sa vrueg presovanja na hladno presovanje) u
proizvodnji drvnih
ploa ima signifikantan uticaj na svojstva oplemenjavanja noseeg
materijala (ploe).
Ve dui niz godina uoava se trend pojednostavljivanja
konstrukcije modernog nametaja kojise oplemenjava, u cilju utede na
trokovima proizvodnje. Zato se veoma esto kod nametajasreu
ravneploastepovrine, na koje se UV premazi nanose postupkom
valjanja.
Veliki izazov koji e u skorijoj budunosti biti nametnut, kako
proizvoaima premaza tako iproizvoaima nametaja, je nedostatak
sirovina i drveta. Oekuje se enorman porast cenasirovina za
proizvodnju premaza, drveta kao osnovnog materijala i energije.
Tako je, na primer,
cenaploa iverica u poslednje vreme porasla za oko 20-30% i tu
nije kraj. Veliki uticaj na cenesirovina i drveta ima poveana
potranja u azijsko-pacifikom podruju. Usled toga,
rasteinteresovanje za saaste konstrukcije od lakih ploa. Nadalje,
upotreba ve korienog drveta umanjim koliinama u proizvodnji drvnih
ploa predstavlja jedan od novih pristupa u reavanjuproblema
nedostatka drvne sirovine. Nova reenja usmerena su ka poveanju
vrednosti drvnogotpatka i mogunostima upotrebe drvnog brana u
kombinaciji sa polietilenom i polipropilenomu drvnoplastinim
kompozitnim ploastim materijalima, tzv.WPC ploama
(Wood-Plastic-Composites). Zahvaljujui termoplastino obradljivim
vezivnim sredstvima ovi materijali imajuiroke mogunosti primene u
enterijeru i eksterijeru.
U proizvodnji nametaja i laminatnih podova koriste se novi
postupci oplemenjavanja furnira ,koji se baziraju na korienju
indirektne duboke tampe. Pored toga, ve godinama se belei
konstantan porast tampanih i oplemenjenih, odnosno zavrno
lakiranih papirnih folija(dekorfini folija) u proizvodnji nametaja
i laminatnih podova, koji predstavljaju jeftinijualternativu u
odnosu na oplemenjavanje furnirima.
-
7/30/2019 Opste o Povrsinskoj Obradi Drveta
3/21
Osnovni zadatak koji se postavlja pred proizvoae nametaja,
kuhinja, parketa, prozora itd.ostaje i dalje nepromenjen, a to je
optimizacija celokupnog procesa proizvodnje i
oplemenjavanja. Na slici 1 prikazano je uee trokova premaza u
ukupnim trokovimapostupka proizvodnje nametaja, iz kojih se vidi da
trokovi oplemenjavanja iznose izmeu 8 i20% ukupnih trokova. Kako bi
se trokovi premaza mogli objektivno uporeivati uvodi se
termin trokovi/m2oplemenjene povrine. U prorainu trokova moraju
se uzeti u obzir bitniparametri, kao to su cena po kg isporuenog
premaza, stepen iskorienja materijala za datinainnanoenja, koliina
nanosa izraena u g/m2 i koliina vrste supstance (udeo
neisprljivihkomponenti) u premazu.
Slika 1. Udeo trokova lakiranja u ukupnom procesu proizvodnje
nametaja
Sa druge strane, EU-smernice o smanjanju emisije organskih
komponenti u vazduhu (VOC-
smernice 1999/13/EG) zahtevaju izmene u procesu proizvodnje i
tehnologiji premaza. U
poslednjih 3-5 godina dolo je do velike zamene konvencionalnih
premaza sa rastvaraima saUV ovravajuim sistemima premaza, kao i
vodenim premazima. Zamena tehnologije odsistema premaza za drvo sa
velikim sadrajem rastvaraa ka ekoloki podobnim premazima zadrvo,
trenutno je u punom jeku i bie sigurno aktuelna i sledeih godina u
Evropi.Oplemenjavanje premazima u prahu (nem. Pulverlacke) za sada
se koristi na drvnim ploama,pre svega na MDF ploama (eng. Medium
Density Fiberboard) i jo uvek se nalazi u faziuvoenja u upotrebu,
uz istovremeno poboljavanje upotrebnih svojstava. Potpuno novi
pravac u
podruju oplemenjavanja drveta oekuje se poetkom primene
nanotehnologije. Uvoenjeestica nano-veliine ima za ciljpoboljanje
mehaniko-tehnolokih svojstava premaza, kao to
je poveana otpornost na paranje povrine filma laka. Primena
nanotehnologije omoguavapostizanje i drugih kvalitativnih
svojstava, kao to su na primer antibakterioloko delovanje
ilifotokatalitika svojstva.
-
7/30/2019 Opste o Povrsinskoj Obradi Drveta
4/21
Istorija i razvoj povrinske obrade (oplemenjavanja, presvlaenja)
nametaja
Pored zatitne funkcije oplemenjavanje drveta i proizvoda od
drveta, naroito nametaja, ima idekorativnu funkciju. Poeci
dekorativnog oplemenjavanja nametaja u Evropi seu u 15. vek,iako su
prve metode lakiranja i sirovine za proizvodnju premaza mnogo
starije. Smisao
oplemenjavanja drveta i proizvoda od drveta, naroito nametaja,
moe se posmatrati kroz dvazasebna pravca. Istorija lakiranja i
postupaka nanoenja premaza protie kroz dva, pre svega,nezavisna
razvoja koja su se dogodila tokom vremena. Prvi pravac je bila
kineska umetnost
lakiranja, iji poeci seu oko est do sedam hiljada godina unazad.
Nakon iskrcavanjaPortugalaca 1543. godine iz Japana i Kine preneta
je umetnost lakiranja u Evropu.
U ovo vremepovrinska obrada drveta u cilju oplemenjavanja
nametaja i proizvoda od drveta jeve bila na viem zanatskom nivou.
Kao lak korien je, pored ostalog, mleni sok iz kore
japanskog lak-drveta Rhus verniciflua, koji se naziva i
japan-lak (nem. Rhus-lack). Tehnike
kineske umetnosti lakiranja misionari su u 16. veku preneli u
Evropu. Evropljani koji su ili naprekookeansko putovanje uvezli su
u ovom vremenskom razdoblju velike koliine fabrikovanih
(proizvedenih) premaza iz istone Azije. Poveana tranja dovela je
do ubrzanog razvojaproizvodnje premaza i u Evropi. Kako sirovine iz
Azije nisu bile na raspolaganju, koriene su savelikim uspehom
poznate domae smole u kombinaciji sa suivim uljima.
Drugi pravac razvoja u lakiranju vodi poreklo iz
evropsko-islamskog kulturnog prostora i nastao
je davno pre istonoazijske tehnike lakiranja. Re LAK vodi
poreklo iz staroindijskog sanskritjezika i znai stotinehiljada, to
se odnosi na veliki broj titastih vai (nem. Lackschildluse),iji je
proizvod luenja kod nas poznati elak. Proizvod je doao u Evropu
zahvaljujuirazvijenim trgovakim putevima.
Dakako, pre uvoenja elaka u Evropi je u prolosti korien rastvor
smole etinara (smre) ulanenom ulju, poznat pod imenom firnis, kao
zatitna prevlaka za oslikane objekte. Oko 1000godina pre Hrista
prvi put je dato detaljno uputstvo za receptuiranje i proizvodnju
premaznih
materijala.
Poetkom 15. veka u Italiji je bilo u modi oblikovanje mobilijara
dekorativnim oslikavanjem.Odatle se veoma brzo rairilo po celoj
Evropi.
U 16. i 17. veku u Evropi su se stopile istono-azijska i
evropsko-islamska razvojna linija ujednu zajedniku evropsku
umetnost lakiranja. Zajedno sa zanatskim lakiranjem
muzikihinstrumenata, dekorativno oslikavanje predstavljalo je vaan
motor za razvoj tehnologijelakiranja sve do poetka 20. veka.
Nanoenje premaza vreno jepreteno etkom, koja jepravljena od meavine
konjske dlake i biljnih vlakana. Oko 1400. godine nastao je
esnafski zanatkoji se iskljuivo bavio proizvodnjom etki. U to vreme
lakiranje nametaja bilo je zasnovanoiskljuivo na primeni etke.
Tek u vreme kasnog baroka veliki znaaj u proizvodnji mobilijara
dobila je tehnikaoplemenjavanja. Do poetka 19. veka oblaganje
podloge od drveta transparentnim prevlakama ilifirnisom igralo je
sporedni znaaj. Upravo je to bila najvanija polazna taka za razvoj
moderne
povrinske obrade drveta. U ovom vremenskom periodu poznate
recepture bazirane su namaterijalima (smolama) kao to su: elak,
ilibar, vosak, mastix, damar, benzoe, sandarak ikopal. Osim toga,
koriena su suiva ulja, kao na primer laneno ulje, koje nije korieno
samo
kao sredstvo za rastvaranje. Kao rastvarai su sluili piritus
(etanol) i terpentinsko ulje.Tokom vremena utvreno je da se
nedostaci laganog (sporog) suenja prirodnih smola i uljamogu
prevazii putem jednostavnih hemijskih reakcija.
-
7/30/2019 Opste o Povrsinskoj Obradi Drveta
5/21
Do oko 1870. godine lakireri su firnise i premazejo uvek sami
proizvodili. Tada nastaju brojnefabrike premaza i mlinovi ulja,
koji su korisnicima isporuivali gotove premaze. Esterifikacijasmola
i kopala sa glicerinom poznata je od 1884. godine.
Za period od 1850.-1900. godine karakteristiana je
velikoserijska proizvodnja stolica po tehnici
Mihaela Thonet-a. U vremenu industrijalizacije (1848-1871) u
mnogim pogonima runi rad jebio ili potpomognut ili kompletno
zamenjen mainama. Tako je, na primer, zahtevno runopoliranje elakom
obraenih povrina drveta uspeno zamenjeno u veim fabrikama mainamaza
poliranje (nem. Poliermaschine). Nadalje, i relativno tvrde povrine
obraene nitroceluloznimpremazima bile su veoma pogodne za mainsko
poliranje. U proizvodnji nametajanitrocelulozni premazi
upotrebljavaju se od 1925. godine.
Poetkom 20. veka u industriji nametaja upotrebljavaju se
politure za dobijanje visokosjajnognametaja. Ve u to vreme raena su
prvaispitivanja o mogunostima utede radnog vremena iskraivanja
vremenskog razmaka izmeu ciklusa poliranja, pri emu je koriena
politura veekoncentracije. Potrebno vreme mirovanja (ovravanja
premaza) do zavrne obrade ostvarivano
je meulagerovanjem u trajanju od nedelju dana. Tek nakon isteka
perioda mirovanja sledilo jezavrno lakiranje. Enormnim razvojem
tehnike lakiranja i industrijske proizvodnje premaza izdelimino
sintetikih smola, kao na primer, celuloznog nitrata (CN), zacrtan
je put razvoja svedo dananje tehnike obrade. Preobraaj i preporod
tehnologije povrinske obrade desio serazvojem tehnike prskanja (oko
1895. godine). Uvoenje tehnike prskanja u povrinskoj obradivreno
jeparalelno sa uvoenjem gore pomenutih nitroceluloznih (NC)
premaza. Tehnikiproboj NC premaza sledi u 20-tim godinama
poslednjeg veka, sa razvojem automobilske
industrije i rastuom potrebom za brzosueim premazima, koju je
zahtevala proizvodnja natekuoj traci.
Izmeu 1925 i 1935. godine moe se jasno uoiti, sa veoma malim
izuzecima, da fabrikenametaja rade jo uvek po principima rune
proizvodnje. Tek poetkom 30-tih godina uindustriju nametaja
postupno se uvodi tehnika prskanja.
Dananji premazi za drvo i drvne materijale dele se manje prema
umetnikom, a vie premapraktinom aspektu.
Osnovne funkcije odgovarajue povrinske obrade su:zatita povrina
od mehanikih i hemijskih uticajadekorativna obradapovrinapoveanje
upotrebne vrednosti proizvoda (materijalne i idejne
vrednosti)zatita povrine kod upotrebe u spoljanjoj srediniu obliku
fizike i/ili hemijske zatitedrveta
Sistemi premaza za povrinsku obradu drveta i drvnih
materijala
U zavisnosti od mesta primene, izvrena je podela na premaze za
unutranju primenu (enterijer) iza spoljanjuprimenu (eksterijer),
kao to su na primerprozori, drvene fasade i slino. Razliitizahtevi
koji se postavljaju pred premaze za unutranju i spoljanju upotrebu
zahtevaju i razliite
postupke nanoenja. Teite pri tom lei na industrijskim postupcima
obrade drveta i drvnihmaterijala. Sve vei znaaj dobijaju i drugi
vidovi povrinske obrade, kao na primer primena
vetakih materijala - laminata (posebno na radnim ploama za
kuhinjski nametaj), koje morajubiti otporne na delovanje toplote i
tenosti.
-
7/30/2019 Opste o Povrsinskoj Obradi Drveta
6/21
Premazi za drvo i drvne materijale za enterijer (unutranji
prostor)
U poreenju sa metalima drvo je iv materijal. Iz tog razloga mora
se iz dostupnih tehnologijapaljivo izabrati odgovarajui nain
povrinske obrade, kako bi se obezbedio besprekoranrezultat
lakiranja.
Na rezultat lakiranja bitno utiu sledei parametri:vrsta drvnog
materijalaprisutnost ekstraktivnih materija u drvetutip veziva -
lepka (PVAc, UF ili FF smola)nain presovanja furnira na podlogu
(drvnu plou), na primer hladno ili vrue
presovanje
odstupanja u vlanosti drveta, naroito kod masivnog drvetabruenje
drveta: vrsta brusnog materijala, raspodela veliine zrna, kao i
poduno i/ilipopreno bruenjeuslovi temperature i vlage vazduha u
kabini za lakiranje, odnosno u procesu suenjaparametri premaza, na
primer viskozitet, temperatura, koliina nanosa, uslovi nanoenja
i suenja
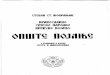
Za povrinsku obradu drveta u enterijeru u upotrebi su razliite
tehnologije lakiranjairom sveta,koje se unutar regiona i zemalja
veoma razlikuju. Na slici 2 prikazano je trite premaza za drvoza
unutranju upotrebu u 2003. godini za zapadnu Evropu, sa ukupnom
koliinom od 377.750tona. U ovom pregledu posmatrano je 16
zapadnoevropskih zemalja. Kada se ovoj koliinipridoda udeo premaza
za drvo u istonoevropskim zemaljama, kao to su na primer
Bugarska,Poljska, Rumunija, Rusija, Slovenija, eka republika,
Ukrajina, Maarska i dr., dobija se oko
500.000 tpremaza za drvo za unutranju upotrebu za evropsko
trite.
Slika 2. Tritepremaza za drvo 2003. godine u zapadnoj Evropi u
tonama, bez premaza zaspoljanju sredinu(NC = nitrocelulozni
premazi; SH = kiselo-ovravajuipremazi; PU = 1K i 2K
poliuretanski premazi; PE= nezasieni poliesterskipremazi; UV =
UVovravajui
premazi; ESH = elektronsko ovravajuipremazi)
2K PU premazi
(122.335 t)32,4 %
NC premazi
(50.421 t)
13,3 %PE premazi
(39.877 t)10,6%
UV premazi
(53.331 t)14,1 %
vodeni premazi
(59.448 t)15,7 %
SH premzi
(46.420 t)12,3 %
ostalo
(5.918 t)1,6 %
-
7/30/2019 Opste o Povrsinskoj Obradi Drveta
7/21
Danas se irom sveta upotrebljavaju sledei sistemi obrade,
odnosno tehnologije:NC premazi (celulozno nitratni premazi), koji
se u primeni nazivaju i nitrocelulozni
premazi
SH premazi (kiselo-ovravajui premazi)2K PU premazi
(dvokomponentni poliuretanski premazi)PE premazi (nezasieni
poliestarski premazi)UV-/ESH premazi (UV ovravajui i
elektronskoovravajui premazi)ulja i voskovivodeni premazi (1K/2K
vodeni premazi)bajcevi za drvo
U severnoj Evropi, kao to je prikazano u tabeli 1,
upotrebljavaju se preteno kiselo-ovravajui premazi. U junoj
Evropi(Italija, panija), nasuprot prethodnom, prednost imaju2K
poliuretanski premazi. Sistemi lakiranja drveta koji se
upotrebljavaju u Evropi pokazuju
razliiti sadraj organskih rastvaraa (slika 3). U zavisnosti od
tehnologije premazi mogu da
sadre formaldehid ili stirol. Trend, koji je forsiran evropskim
normama o smanjenju emisijeorganskih komponenti u vazduhu
(EU-VOC-preporuke 1999/13) jasno ukazuju na sisteme kojisadre
opasne supstance i upuuju na ekoloki podobne premaze, kao
alternativu premazima sarastvaraima. Pri tome prelazak na ekoloki
podobne premaze vri se postepeno. Prvi korakpredstavlja
supstitucija tehnologije lakiranja drveta premazima sa visokim
sadrajem rastvaraa,kao to su NC, SH i 1K/2K PU premazi, sa
sistemima premaza baziranim na UV ovravanju,vodenim premazima i
drugim modernim ekoloki prihvatljivim postupcima obrade.
Tabela 1: Procentualno uee tehnologija lakiranja drveta na tritu
znaajnijih zapadnoevropskihzemalja 2003. godine (bez premaza za
spoljanju sredinu)
Zemlja V r s t a p r e m a z aNC SH 1K/2K PU PE UV/ESH Vodeni
Ostali
Italija 4 4 35 18 22 16 1
panija 13 5 48 10 11 10 3
Nemaka 26 5 34 4 10 20 1
Velika Britanija 21 42 10 6 6 14 1
Francuska 25 9 30 11 13 12 -
vedska 3 50 3 4 16 23 1
Danska 4 58 3 1 14 18 2
Finska 4 37 11 1 6 40 1Norveka 4 60 6 3 11 15 1
-
7/30/2019 Opste o Povrsinskoj Obradi Drveta
8/21
-
7/30/2019 Opste o Povrsinskoj Obradi Drveta
9/21
Slika 5. Trend razvoja tehnologije lakiranja drveta za enterijer
(unutranju upotrebu) u periodu
20032008. godine u zapadnoj Evropi
Za povrinsku obradu drveta moraju se primeniti odgovarajui
sistemi lakiranja koji mogu daobezbede sledea bitna svojstva:
izolaciju podloge od ometajuih ekstraktivnih materijadobru
sposobnost kvaenja pora drvetamalo poveanje hrapavosti drvetadobru
elastinost filma, ime se spreava nastanak pukotina (riseva)dobra
mehanika svojstva, posebno otpornost na abraziju (habanje) kod
parketa i podnihobloga od drveta
Za sve premaze za drvo vai da struktura, lepota, a naroito
osobenost i boja drveta treba da seistakne nakon povrinske obrade.
Pri tome je moguepostizanje razliitih efekata: prirodna(natur)
obrada kod transparentnog lakiranja, obrada bajcovanjem/lazurna
povrina, kao i u
potpunosti pigmentirana (obojena) lakirana povrina.
Nitrocelulozni (NC) premazi
Nitrocelulozni premazi imaju znaajnu ulogu u premazima za drvo i
drvne proizvode. 2002.godine proizvedeno je 553.000 t
nitroceluloznih premaza, to ini 30% od ukupne koliinepremaza za
drvo za industrijsku primenu na svetskom tritu (1,8 miliona t).
Primetan je razvoj trita nitroceluloznih premaza irom sveta (oko
2-3%). Pri detaljnijemposmatranju ovog razvoja moe se uoiti da
postoje znaajne regionalne razlike u odnosu naproizvodne koliine
nitroceluloznih premaza. Aktuelno je pomeranje industrije nametaja
uistonoevropske i azijske zemlje. Samo u Kini zabeleen je porast
primene nitroceluloznihpremaza od preko 5%. U evropskim zemljama
uoava se obrnut trend. Udeo nitroceluloznih
premaza na evropskom tritu premaza 2000. godine iznosio je 17%,
a do 2003. godine opao jena 4%. Ovakav trend je posledica uvoenja
zakona ozatiti ivotne sredine. Preko zakonskihregulativa o
smanjanju emisije organskih komponenti (EU-VOC 1999/13 EG) Evropska
unija
namee uvoenjeekolokih sistema premaza sa veoma malim udelom
rastvaraa, dok je udeo
+ 1,8 %
- 4,2 %+ 0,8 %
+ 4,8 %
+ 6,6 %
-5,2 %
- 1,2 %
-
20,000
40,000
60,000
80,000
100,000
120,000
140,000
160,000
2K PU NC PE UV Vodeni SH Ostali
Godinji prirataj u %
Prodaja 2003. god. (tona)
Prodaja 2008 god. (tona)
-
7/30/2019 Opste o Povrsinskoj Obradi Drveta
10/21
rastvaraa jo uvekznaajanu klasinim nitroceluloznim
formulacijama. Takoe, inovacije kodvodenih premaza i UV premaza
doprinose daljem smanjenju udela nitroceluloznih premaza na
tritu u Evropi.
Istorijski razvoj NC premaza
Razvoj celuloznog nitrata (nitroceluloze) kao filmogenog
materijala za premaze je usko povezan
sa istraivanjima u proizvodnji eksplozivnih materijala iz
celuloze i azotne kiseline, neposrednopre sredine 19. veka. Prva
tehnika primena celuloznog nitrata zapoela je 1880. godine, kada
jeotkriveno da se ricinusovo ulje moe uspeno korisititi kao omekiva
za formulacijenitroceluloznog premaza.Nakon daljnjih istraivanja,
sa zavretom I svetskog rata, 1918. godine
poinje komercijalni prodor nitroceluloznih premaza. Po zavretku
rata, velike koliinepraskavog pamuka (celuloze) vie nisu bile
koriene za proizvodnju eksploziva, pa se javilapotreba za
racionalnom upotrebom ovog ratnog otpada. Sledei impulsi doli su sa
proizvodnjomniskoviskozne kolodium vune, koja je bila
upotrebljivija od ranije korienog nitroceluloznogfilmogenog
materijala. Takoe je razvoj nitroceluloznih premaza usko povezan sa
pronalaskom
novih rastvaraa u hemijskoj industriji. Tako su nitrocelulozni
premazi dvadesetih godinaposlednjeg veka korieni u SAD-u kao prvi
premazi za serijsku proizvodnju u automobilskojindustriji, ime su
zamenjeni do tada korieni uljani premazi. Zahvaljujui brzom suenju
ovipremazi su ispunili glavni preduslov serijske proizvodnje
automobila na tekuoj traci. Dok je zasuenje uljanog laka bilo
potrebno nekoliko dana, dotle je za suenje NC premaza bilo
potrebnosamo nekoliko sati. Prva fabrika automobila koja je 1923.
godine uvela NC premaze bila je
General Motors Corporation. NC premazi se jednostavno proizvode
i mogu da se koriste
neposredno nakon proizvodnje. Time su ispunjeni preduslovi brzog
razvoja celulozno-nitratnih
premaza. 1950. godine u SAD-u NC premazima obraeno je nametaja u
koliini koja odgovaravrednosti od oko 500 miliona dolara. U cilju
poboljanja svojstava i proirenja mogunostiprimene nitroceluloza se
kombinuje sa alkidnim smolama modifikovanim uljima, sa smolama
iz
prirodnih masnih ulja i sa poliestarskim smolama. Pored toga,
danas su mogue i mnoge drugekombinacije sa razliitimtipovima smola,
to omoguava iroku primenu NC premaza.
Kiselo-ovravajui (SH) premazi
Kiselo-ovravajui premazi predstavljajuju sisteme premaza koji se
ve dugo godina uspeanoprimenjuju u industriji nametaja u Engleskoj,
kao i u severnoamerikim i skandinavskimzemljama. Zahvaljujui
istaknutim tehnikim svojstvima kiselo-ovravajui premazi
seupotrebljavaju u znaajnim koliinama ve 25 godina za lakiranje
nametaja, vrata, zidnihobloga, podova, parketa, sitnih komada i u
enterijeru. Procenjeno uee kiselo-ovravajuihpremaza na tritu iznosi
oko 20%. Zastupljenost SH premaza na evropskom tritu imanegativan
trend. Udeo SH premaza na evropskom tritu 2003. godine opao je na
12,3%, aoekuje se i dalji pad. Kiselo-ovravajui premazi imaju dobar
odnos cena/svojstva i po ovomparametru ovi sistemi premaza nalaze
se izmeu NC i 2K PU sistema premaza. Upotreba SHpremaza za obradu
drveta izgubila je na znaaju u Nemakoj i srednjoj i junoj Evropi.
Danas jeprimena SH premaza svedena (ograniena) na neka specijalna
podruja. Prednosti SH sistema
premaza su sledee:dugo radno vreme (potlife)brzo suenjekrae
vreme do slaganja u sloajvisoka tvrdoadobra otpornost na delovanje
hemikalijavisoka postojanost na grebanje i habanje (abraziju)
-
7/30/2019 Opste o Povrsinskoj Obradi Drveta
11/21
Pored pozitivnih svojstava nedostaci SH premaza bili su presudni
za njihovu iru upotrebu, takoda ve od sredine 80-tih godina prolog
veka ovi premazi sve vie gube na znaaju. Prilikomumreavanja SH
premaza izdvaja se formaldehid, koji je oznaen kao kancerogena
supstanca.Zbog toga je jedan veliki skandinavski proizvoa nametaja
od 1993. godine prestao da koristi
SH premaze u povrinskoj obradi. Pored injenice da emisija
formaldehida moe da nastupi i izgotovog nametaja, pri
izmeniparametara ovravanja i ostalih uticajnih veliina, vei
sadrajrastvaraa u klasinim sistemima SH premaza, kao i sklonost ka
raspucavanju sa potencijalnimformiranjem riseva kod debelih
slojeva, razlozi su za smanjenje upotrebe SH premaza. U
industriji nametaja tendencija je da sepostojee koliine
kiselo-ovravajuih sistema premazasupstituiu premazima koji su
pogodni za ivotnu sredinu. U SAD-u, Skandinaviji i u Engleskoj,ali
sa znaajno manjom zastupljenou, SH premazi se i dalje
upotrebljavaju.
Dvokomponentni poliuretanski (2K PU) premazi
Poslednjih godina dvokomponentni poliuretanski premazi potisnuli
su kiselo-ovravajue initrocelulozne premaze u mnogim podrujima
povrinske obrade drveta i drvnih materijala. Kodsvih
dvokomponentnih sistema dve reakciono sposobne komponente, koje su
oznaene kaoosnovni lak i ovriva (katalizator), meaju se jedna sa
drugom kratko vreme pre upotrebe.Generalno, kod 2K PU premaza
filmogeni materijal (osnovni lak) koji sadri hidroksilne
grupereaguje sa ovrivaem koji je baziran na poliizocijanatima i
dobija se poliuretanska strukturna
jedinica. U pitanju je hemijska reakcija poliadicije, koja kod
komponenti visokog funkcionaliteta
daje trodimenzionalnu umreenu strukturu.
Osnovni princip hemijske reakcije umreavanja pronaao je i
patentirao 1937. godine Otto Bayer(osniva firmeBayer AG). Poetak
korienja poliuretana u industriji premaza vezuje se za 50-tegodine
prolog veka i otada se 2K PU premazi razvijaju irom sveta kao
najvanija tehnologija.Poliuretanski premazi se esto nazivaju i
DD-lakovi, to ustvari predstavlja naziv robne markefirme Bayer AG,
gde je Desmofen trgovaki naziv za komponentu osnovnog
laka(modifikovana zasiena poliestarska smola), a Desmodur trgovaki
naziv za komponentuovrivaa (poliizocijanat). Iako je ovaj naziv
rasprostranjen, postoji veliki broj proizvoaasirovina, koji
proizvode smole i poliizocijanate za 2K PU premaze pod drugim
nazivima.
Kako osnovni lak i ovriva kod 2KPU premaza najee meusobno
reaguju ve na sobnojtemperaturi, ove smee imaju ogranieno vreme
upotrebe, koje je poznato kao radno vreme (eng.potlife).
Poliesterski (PE) premazi
Nezasieni poliesterski premazi, takoe poznati i kao PE premazi,
koji se upotrebljavaju zaobradu drveta, sastoje se prvenstveno iz
nezasienih poliesterskih smola, koje su rastvorene ustirolu. U
prisustvu inicijatora (organskih peroksida) i ubrzivaa (na primer
kobaltove soli)nezasiene poliesterske smole se transformiu.
Hemijska reakcija polimerizacije nezasienogpoliestera sa stirolom,
uz cepanje dvostrukih veza, naziva se kopolimerizacija. Osnovna
ispitivanja hemijskih reakcija nezasienih poliesterskih smola
vrena su krajem 30-tih godinaprolog veka. Poetkom 50-tih godina
prolog veka primena nezasienih poliesterskih smola bila
je intenzivno zastupljena u industriji premaza. U 60-tim
godinama prolog veka PE premazi suveinom upotrebljavani za izradu
transparentnih visokosjajnih povrina u industriji nametaja. Uto
vreme novi PE premazi sa parafinom, brzo su uvedeni u industriju
klavira i radio i TV kutija.
-
7/30/2019 Opste o Povrsinskoj Obradi Drveta
12/21
Neposredno posle toga, trend obojenog nametaja (beli talas)
zahtevao je uvoenjepigmentiranih parafinskih PE premaza sa zavrnim
efektom. Zatim je razvoj nezasienihpoliesterskih premaza vodio ka
uvoenju u proizvodnju pigmentiranih, bezparafinskih PEpremaza.
Danas, nezasieni poliesterski premazi koriste se za specijalne
obrade, kao to jelakiranje klavira u Evropi i Aziji, odnosno za
ekskluzivne muzike instrumente, komadenametaja, unutranje opremanje
na luksuznim jahtama i avionima. Takoe, ukrasne lajsne od
skupocenog drveta obrauju se sa PE premazima. Prednost brzog
ovravanja i dobar odnoscena/svojstva belih PU zapunjaa danas je na
ceni u industriji kuhinjskog nametaja u junojEvropi. Nedostatak
primene PE premaza predstavlja prisustvo zaostalog neumreenog
stirola,ije se prisustvo moe utvrditi ekstrakcijom.
Sistemi premaza koji ovravaju zraenjem
Pod pojmom sistemi premaza koji ovravaju zraenjem podrazumeva
se, u uem smislu,ovravanje premaznih materijala elektronskim (ESH)
zraenjem (nem. Elektronenstrahlen-hrtung) ili ultravioletnim (UV)
zraenjem. U industrijskoj praksi upotrebljava se za
ovravanje premaza na drvnim proizvodima prvenstveno UV
tehnologija sa slobodnimradikalima. Na ovaj nain se ve godinama
uspeno oplemenjavaju podne obloge, vrata,nametaj, obloge zidova,
dekorfini folije i pluta. ESH-tehnologija nalazi svoju primenu samo
uspecijalnim postupcima. Primena katjonske polimerizacije nije od
znaaja u industrijskoj
povrinskoj obradi drveta.
Dosadanji razvoj
Prva polimerizacija uz nastanak slobodnih radikala pod dejstvom
UV zraenja najverovatnije jekoriena ve u drevnim vremenima kod
egipatskih mumija.
Mnogipokuajiovravanja nezasienih poliesterskih smola UVzraenjem
vreni su jo 1955.godine. Utvreno je da nezasiene poliesterske smole
dodatkom fotoinicijatora, kao na primerderivata naftalena (koji
sadri halogene) i -halogenketona, pod dejstvom UV zraenja
hemijskiovravaju. Osim toga, sistematski je ispitivan uticaj
fotoinicijatora u zavisnosti od dodatekoliine na brzinu
polimerizacije.Utvreno je da vrsta i intenzitet UV zraenjautiu na
brzinu
polimerizacije. Istraivanja procesa ovravanja bezstirolnog
nezasienog poliestera pokazalasu da se takvi sistemi pod delovanjem
UV zraenja umreavaju sa relativno malimpolimerizacionim stepenom,
od oko 5 osnovnih jedinica (Charlesby et.al.).
Tano poetkom 60-tih godina poela je industrijska upotreba
nezasienih 2K poliesterskihpremaza sa visokim sadrajem suve
supstance (do oko 100% neisparavajuih delova) nalakirnim linijama
za nametaj u Nemakoj. Poliesterski premazi su po prvi put
omoguiliracionalnu povrinsku obradu nametaja u radu na tekuoj
traci. Vaniji proizvodi u ovomvremenu bili su premazi za poliranje,
koji su omoguavali da se predmeti obrade nakonpriblino20 minuta
suenja slau u sloaj. Zavrno bruenje i poliranje povrina obraenih
poliesterskimpremazima sledilo je nakon 20-to asovnog naknadnog
ovravanja u skladitu ploa. Kako bise zadovoljila rastua potreba za
nametajem i odgovorilo na pritisak racionalizacije u
industrijinametaja, kapacitet obradeje povean poveanjem brzine
transportne trake u liniji. Sa daljnjimrazvojem reaktivnih
nezasienih poliesterskih smola, poveavanjem koncentracije
ubrzivaa(kobaltove soli) i koncentracije peroksida, kao i dodatkom
promotora (-diketona), kao i
poveanjem temperature suenja povean je kapacicet lakirnih linija
sa PE premazima do granicatehnikih mogunosti.
-
7/30/2019 Opste o Povrsinskoj Obradi Drveta
13/21
U periodu od poetka do sredine 60-tih godina prolog veka UV
ovravanje nezasienihpoliesterskih premaza uvedeno je u industriju
sirovina i premaza u Evropi. U ovom vremenskom
periodu nastalo je nekoliko patenata. Kao osnova posluili su
patenti firme Du Pont iz 1946.godine, koji se odnose na upotrebu
benzoinetra primarnih alkohola kao fotoinicijatora za
nezasiene akrilate. Upotreba ovih fotoinicijatora je prouavana u
nezasienim poliestarskimsmolama.
Krajem 1967. godine u nemakoj strunoj literaturi nagovetena je
mogunost industrijskeprimene nezasienih poliesterskih premaza koji
ovravaju UV zraenjem. Prednost novogpostupka sastojala se u
enormnom skaenju vremena ovravanja. Osim toga, primenom
UVovravajuih PE premaza skraeno je i efektivno vreme prolaska kroz
liniju i omoguena jeuteda u prostoru primenom kompaktnijih ureaja
za lakiranje.
Sa postojeim znanjem o sirovini (nezasienoj poliesterskoj
smoli), uvoenjem prvihkomercijalno dostupnih fotoinicijatora i
konstruisanjem prvih upotrebljivih UV lampi (od strane
mainske industrije), ostvareni su preduslovi za industrijsku
upotrebu UV ovravajuihpoliesterskih premaza u Evropi. Firma Bayer
AG bila je pionir u uvoenju postupka UV
ovravanja 1967. godine, ime je trasirala put uvoenju UV PE
postupka na trite. Prvipoznati tipovi nezasienih poliesterskih
smola koji su plasirani na trite 1967. godine bili suRoskydal UV 10
firme BayerAG i Lupodal 8275 firme BASF AG. U poetku
kaofotoinicijatori u UV ovravajuim premazima upotrebljivani su
benzoinetri (benzoinbutileter ibenzoinizopropileter), iako su
pokazivali sklonost ka uenju u transparentnim (bezbojnim)premazima.
Poetna euforija izazvana upotrebom UV ovravajuih pahtlova opala je
kada jeuoena sklonost ka nastajanju pravilnih talasa pukotina
premaza na ploama ivericama. Nastanak
pukotina prouzrokovan je nestrunom kombinacijom punilaca u
receptuiranju UV pahtlova.Prve koriene svetlosne lampe sa hemijskim
dejstvom, poznate pod imenom niskopritisneivine lampe, imale su
snagu od 0,5-1 W/cm. Ove lampe su obezbeivale vreme ovravanja
utrajanju od oko 5 min. 1970. godine na trite su uvedene ivine
lampe visokog pritiska sasnagom od 20-30 W/cm i one su dovele do
daljeg prodora UV sistema ovravanja na tritupremaza.
U okviru UV tehnologije prvo su primenjivani UV pahtlovi i UV
grundiranja, koji su nanoenimainama za valjanje. Ve 1969. godine
firme kao to su: Greco, Moralt, Novopan, Paidi,Schlingmann i
Triangel, uvele su UV grundiranje u postupku oplemenjavanja ploa
iverica.Pokrivno (zavrno) lakiranje vreno je nalivanjem
kiselo-ovravajuih premaza na maininamaza nalivanje (tzv. gis
mainama), iz estetskih i kvalitativnih razloga. U poetku, brzina
prolaskapredmeta obrade u linijama za oplemenjavanje iznosila je
oko 2-4 m/min, jer je brzina
polimerizacije rastvorenog poliesterskog sistema u stirolu kod
UV ovravanja bila veomamala. 1971. godine u SAD-uputenaje u pogon
prva UV linija za ploaste elemente, za obradudrvnih podloga.
U toku UV ovravanja poliesterske smole rastvorene u stirolu za
vreme polimerizacije bivajurazorene kiseonikom iz vazduha. Ova
pojava se manifestuje nastajanjem lepljive povrinepremaza. U cilju
spreavanja ove pojave, poliesterskoj smoli se u maloj koliini
dodaje parafin.Ozraivanjem (predeliranjem) poliesterskog sloja
superdotiranim (super aktinskim, sahemijskim delovanjem) svetlosnim
lampama (ivine lampe niskog pritiska) polimerizacija
protie znaajno sporije zbog nie specifine snage lampe. Posle oko
60-90 sekundi na povrinise formira parafinski sloj. Upotrebom
visokopritisnih ivinih lampi premaz toliko brzopolimerizuje da se
na povrini ne moe formirati zatitni parafinski sloj. Zbog toga se
pre UV
ovravanja, u UV stanici za eliranje, upotrebljava vei broj
svetlosnih lampi sa manjimintenzitetom zraenja, kako bi UV premaz
sa parafinom predelirao i formirao parafinski sloj.Parafinski sloj
na povrini premaza istovremeno smanjuje isparavanje stirola i
blokira povrinu
-
7/30/2019 Opste o Povrsinskoj Obradi Drveta
14/21
kod zavrnog UVovravanja od ometajueg kiseonika iz vazduha. Odmah
nakon predeliranjafilma premaza sa svetlosnim lampama, premaz
ovrava poslepriblino 30 sekundi delovanjaivinih lampi visokog
pritiska, sa specifinom snagom od oko 30 W/cm.
Moderni UV postupci danas zahtevaju, u zavisnosti od brzine
transportne trake i snage zraenja,samo nekoliko sekundi UV
ozraivanjado ovravanja premaza.
Krajem sedamdesetih godina prolog veka umesto benzoinetra uveden
je kao fotoinicijator 2,2-dimetoksi-2-fenilacetofenon
(benzildimetilketal) sa poboljanim svojstvima, kao to su:
veareaktivnost, dobra stabilnost lagerovanja, manje naginjanje ka
uenju i optimalan odnoscena/svojstva. Benzilmetilketali su do danas
zadrali vanu ulogu kod formulacije sistemapoliesterskih smola
rastvorenih u stirolu.
Upotreba premaza koji ovravaju zraenjem u stalnom je porastu u
evropskoj industrijinametaja i ploa. U Evropi je 1975. godine
preraivano oko 5.000 tona UV poliesterskih smola.Od te koliine
smola proizvedeno je priblino 8.000 -10.000 tona UV pahtlova sa
velikimsadrajem suve materije. Prema dostupnim podacima, u tom
periodu u Evropi je bilo u upotrebi
vie od 100 UVureaja za ovravanje. U SAD-u je 1976. godine bilo
75 ureaja za obradudrveta i 15 ureaja za obradu drvenih vrata. Era
UV pahtlova trajala je do 1976/1977. godineu Nemakoj, kada je
nastupio talas pigmentirane obrade. U severno-evropskom regionu
razvojUV premaza bio je usmeren ka transparentnim premazima za
obradu valjanjem u efektu
otvorenih pora. Ve nakon kraeg vremena postalo je jasno da novi
sistemi premaza na bazinezasienih poliestera sa stirolom imaju
ogranienu upotrebljivost, jer poseduju malu UVreaktivnost, koja
utie na brzinu pomera u ureajima za obradu (oko 2-3 m/min) i
predstavljajukonicu za poveanje produktivnosti. Osim toga, poveani
udeo stirola u UV premazima dovodido bubrenja i razaranja gumiranih
valjaka za lakiranje. Iz ovih razloga ovi sistemi premaza su
nali ogranieno podruje upotrebe, na primer u industriji vrata i
panela. Tenja ka postizanjuvee brzine i efikasnosti procesa UV
ovravanja, kao i poboljanju svojstava premaza, kao tosu:
prionljivost (adhezija), fleksibilnost (elastinost), smanjenje
uenja i optimiziranjestabilnosti lagerovanja gotovih
lak-formulacija, dovela je do razvoja akril-funkcionalnih, epoksi
i
poliesterskih smola. Prve komercijalne smole su ponuene tritu
1974/1975. godine. Paralelnosa tim krajem 70-tih godina prolog
veka, uvedenesu snanije UV lampe, sa snagom zraenja od80 W/cm i
reflektorima.
Sledei korak odnosio se na zamenu stirola akrilatnim smolama sa
monomerima. U prvimformulacijama ovaj sistem premaza je, usled
primenjenih monomera, izazivao nadraajkoe prirukovanju. Poetkom
80-tih godina prolog veka uvedeni su prvi sistemi UV premaza
bezniskomolekularnih monomera (reaktivnih razreivaa) u industriji
vrata. Upotrebljavani sistemipokrivnih premaza sadrali su 15-25 %
organskih rastvaraa, u cilju podeavanja radnogviskoziteta.
Prekretnica u industriji nametaja nastupila je formulacijom
materijala zabojenje/bajcovanje koji kada se nanesu ispod UV
premaza za valjanje, ne inhibiraju proces
polimerizacije i ne dovode od uklanjanja sloja UV premaza sa
podloge. Brzina pomera linije za
obradu iznosila je oko 15-20 m/min. U to vreme za zavrnu obradu
frontova kod nametajanakon UV lakiranja korieni su, generalno,
nitrocelulozni (NC) premazi ili 2K PU premazi.Sastavni delovi
korpusa obraivani su samo sa UV grundom i UV pokrivnim
premazom.Uvoenje hidroksicikloheksilfenilketona (HCPK) i
2-hidroksi-2-metilfenilpropanona (HMPP) ufunkciji fotoinicijatora,
poetkom 80-tih godina prolog veka, omoguilo je formulisanje UV
premaza sa malim uenjem i sa veoma dobrim reaktivitetom.
Upotreba ovih fotoinicijatora podtrgovakim nazivom Irgacure 184 i
Darocur 1173 potisnula je primenu benzilmetilketala
(BDMK) i acetofenondietilketala (ADEK).
-
7/30/2019 Opste o Povrsinskoj Obradi Drveta
15/21
Pigmentirani sistemi premaza
Euforija koja je nastala uvoenjem UVovravajuih poliestarskih
premaza 1967. godine, jenakon kraeg vremena izbledela, jer nije
bilo mogue UVovravanje pigmentiranih sistemapoliesterskih premaza,
budui da raspoloivi fotoinicijatori i UV lampe (zrana tela)
nisuomoguavali ovravanje u dubljim slojevima premaza. Evropska
industrija sirovina, kao i
veliki proizvoai premaza, zapoeli su proizvodnju belih
pigmentiranih UV premazapoetkom70-tih godina prolog veka. Ideja je
bila da se uvoenjem pigmenata koji apsorbuju UV zraenje,kao to je
titandioksid, smanji neodgovarajue UVzraenje. U patentnom pismu
firme Vianova(Vianova Kunstharze AG) opisano je kako se mogu dobiti
beli pokrivni premazi primenom
rastvora nezasienih poliesterskih smola sa fotoinicijatorima, na
primer primenom kombinacijeacetobutirata celuloze ili celuloznog
nitrata, kopolimerizata iz vinil hloroda: vinil acetata, vinil
alkohola, visokodispergovane silicijumove kiseline i punilaca:
talka, dolomita, kaolina. Sledeipatenti odnosili su se na upotrebu
metal-sulfida (molibdendisulfida), koji dozvoljavaju dubinsko
ovravanje u UV podruju sa slabom apsorpcijom, ali izrazito
slabijom u poreenju saprimenjenim fotoinicijatorima.
U periodu od sredine do kraja 70-tih godinaprolog veka bilo je
mogue uspeno ovravanjepremaza sa titandioksidom, korienjem UV lampi
sa veim intenzitetom UV zraenja itioksantoderivatima, u kombinaciji
sa tercijernim aminima (sinergisti) kao fotoinicijatorima, u
Mono-Cure sistemima. Kao fotoinicijator upotrebljen je
metiltioksanton sa metildietanolaminom
kao sinergistom. Metiltioksanton apsorbuje UV zraenjeu talasnom
podruju pri max = 384 nm,pa je u transmisionom podruju
titandioksida mogua apsorbcija dovoljne koliine UV zraenja.Ovi
inicijatori su delotvorni samo u nezasienim akrilatnim sistemima
rastvorenim u reaktivnimrastvaraima. Negativno svojstvo ovih
sistema je neizbeno ubrzavanje amina sa jasnimobojavanjem u uto
ovog sistema, koji pored toga delovanjem svetla naginje daljem
uenju. Uto vreme, dolazi do dominacije nezasienih poliesterskih
smola u industriji nametaja koje nisumogle da ovravaju sa
tioksantonima. Poetkom 80-tih godina poelo se sa
uvoenjemmagnezijumtitanata i cinksulfida kao belih pigmenata.
Uporedo sa tim razvijene su nove UV
lampe sa poveanom snagom zraenja od 120-200 W/cm. Uprkos
injenici da oba pigmenta, uporeenju sa titandioksid anatasom i
rutilom, u dugotalasnom UVpodruju pokazuju ogranienuapsorpciju,
nali su samo ogranienu upotrebu zbog njihovih neodgovarajuih
svojstava.
Tek uvoenjem nove klase fotoinicijatora, acilfosfinoksida (2, 4,
6-trimetilbenzoldifenil-fosfin-oksida - TMPO) nastupio je jasan
napredak u postupku UV ovravanja potpuno pigmentiranihbelih UV
sistema premaza. Premazi za drvo sa TMPO koji predstavljaju
nezasiene poliesterskesmole u stirolu, kao i nezasiene akrilne
smole pokazuju dobru UV reaktivnost, malu sklonost kauenju i dobru
stabilnost lagerovanja. Poetkom 80-tih godina ovi fotoinicijatori
su
upotrebljavani prvenstveno u italijanskoj industriji nametaja. U
periodu od sredine do kraja 80-tih godina prolog veka, TMPO su bili
prvenstveno upotrebljavani u tzv. Dual-Cure postupkuobrade
(kombinacija ovravanja pod dejstvom peroksida i UV zraenja) za
potpunopigmentirane premaze za drvo. Pretpostavlja se da je 1988.
godine u Italiji u upotrebi bilo vieod 50 ureaja za lakiranje, od
ega tri etvrtine ureaja za ovravanje sa peroksidnim i jednaetvrtina
sa UV zraenjem (Mono-Cure sistem). Takoe, za ovravanje potpuno
pigmentiranihpremaza za drvo bila je od interesa i kombinacija
poliadicije (poliizocijanati) i UV ovravanja.Sledei pomak postignut
je 1986. godine uvoenjem galijumom dotiranih ivinih lampi
visokogpritiska sa emisijom blizu 420 nm. U takvim linijama su
ureaji za lakiranje sa valjcima (nem.Walzmaschine) i ureaji za
nalivanje laka (nem. Giemaschine) stajali u kabini sa
nadpritiskom,kako bi se smanjilo prisustvo praine. Za otparavanje i
predeliranje koriena je trana paletna
suara, u kojoj je otparavanje, odnosnopredeliranje vreno u
prostoru bezpraine. U zavrnomUV kanalu sledilo je UV ovravanje. U
takvim i slinim lakirnim linijama je 1986. godine uItaliji obraeno
pigmentiranim UV premazima vie od milion m2povrina nametaja.
-
7/30/2019 Opste o Povrsinskoj Obradi Drveta
16/21
Poetkom 90-tih godina prolog veka zabeleena je poveana upotreba
kombinovanihpigmentiranih premaza u postupcima valjanja u
industriji panela, nametaja i vrata u Evropi.Kako bi se proizvele
ekonomine bele pokrivne prevlake sa visokom hemijskom
otpornou,meusobno su kombinovane razliite tehnologije lakiranja
(grundiranje valjanjem sa
jednokomponentnim pigmentiranim vodenim premazima, grundiranje
valjanjem sa
pigmentiranim UV premazima, pokrivna lakiranja transparentnim UV
premazima).
U isto vreme intenzivno se radi na primeni elektronskog (ESH)
zraenja u industriji nametaja.Teorijske osnove elektronskog zraenja
detaljno su opisali ve 1960. i 1962. godine Carlesby iChapiro.
Pojedinosti u vezi elektronskog zraenja (ovravanja premaza)
objavljene su ubrojnim izvetajima. Relativno brzo se pokazalo da
elektronskim zraenjem mogu u potpunostida ovrsnu pigmentirani
premazi. Iz tog razloga dalji razvoj ESH ovravajuih i UVovravajuih
premaznih sistema tekao je paralelno. Industrijska upotreba
elektronskogovravanja bila je ograniena velikim investicionim
trokovima skenera, ija je cena 1968.godine iznosila 125.000-140.000
. Osim toga, javljali su se i brojni tehniki problemi
uindustrijskoj upotrebi, koji su za nekoliko godina prolongirali
upotrebu ESH zraenja. Ovde
treba spomenuti kratko radno vreme titanijumske folije, koja se
koristi kao izlazni prozorelektrona kapodlozi/premazu koji ovrava,
koja se morala menjati svakih 30 minuta.
Bilo je potrebno da proe vie godina da bi se u pogon, u
industrijskim razmerama, pustila prvalakirna linija za ovravanje
elektronskim zraenjem potpuno pigmentiranih premaza uindustriji
vrata. Firma Svedex u Varsseveld/NL (Holandija), sa svojom robnom
markom vrata
Dextuera, predstavila je 1973. godine kiselo-ovravajue sisteme
premaza sa elektronskimovravanjem. Ova firma se ubraja u pionire na
podruju ovravanja elektronskim zraenjem.
Prednosti primene ESH premaza su sledee:primenom ovih premaza
potreban prostor za suenje se moe smanjiti za 80%, uporeenju sa
kiselo-ovravajuim premazima, koji ovravaju na
konvencio-nalannain
potronja premaza se moe smanjiti za oko 30%problem emisije
organskih rastvaraa je eliminisan, jer ESH premazi imaju oko
100%
neisparavajuih supstancikoliina lakiranih komada vrata u
jedinici vremena moe biti i trostriko veakoliina proizvoda na
kojima je potrebna dorada moe se smanjiti za oko 50%, zbog
vee otpornosti na paranje i vee tvrdoe lakirane povrine
Jo jedna evropska firma koja koristi prednosti ESH postupka
potpuno pigmentiranih premaza jefirma Theuma u Bekkevoort u
Belgiji. U ovoj firmi se prvenstveno proizvode vrata koja suobojeno
lakirana. Prvi ESH ureaj za oplemenjavanje drveta puten je u pogon
u SAD-u 1977.godine, u firmi PPG. U borbi za opstanak na tritu
premaza, ovravanje elektronskimzraenjem premaza za drvo do danas
nije uspelo da pobedi, zbog visokih investicionih trokovaureaja i
zbog postojanja tehnikih ogranienja, kao to je inertizacija i
podeavanje niegstepena sjaja.
Vanija obeleja razvoja sirovina, premaza i postupka UV ovravanja
sistema premaza zadrvo, prikazana su u tabeli 2.
-
7/30/2019 Opste o Povrsinskoj Obradi Drveta
17/21
Tabela 2: Osnovna obeleja razvoja sirovina,premaza i postupaka
UVovravanja sistema premaza zadrvo
1967Prvi nezasieni poliesterski premaz za ovravanje zraenjem
uveden je u Evropi (Roskydal UV-10 Bayer AG, Ludopal 8275 BASF
AG)
1968Prvo industrijsko UV postrojenje za pahtlovanje ploa iverica
uvela je na trite firma HildebrandMaschinenbau GmbH pod projektnim
imenom Triangel
1968 Nepigmentirani premazi za poliranje za drvo sa parafinom,
stirol nezasiene poliesterske smole
1969
Uvoenje transparentnog UV pahtla za valjanje u industriji ploa
iverica. Ovaj postupak proizveo jeu poetku pucanje filma laka (nem.
Ribildung) zbog neodgovarajue formulacije premaza
(sastavapunilaca)
1970U postupku Dual-Cure (kobalt/peroksid) vreno je predeliranje
osnovnih pigmentiranih premaza i nakraju zajedno UV ovravanje sa
transparentnim Mono-Cure UV premazom
1972Upotreba poliesterskog premaza UV tipa sa stirolom za
dobijanje visokosjajnih i mat debeloslojnih
sistema sa malim sadrajem aliletera, kao kod klasinih
poliesterskih premaza (Roskydal UV 300)
1975 Uvoenje prvih industrijskih prepolimera na akrilatnoj bazi
(epoksi- i poliester-akrilati)
1977 Uretanakrilati na TDI bazi (TDI = toluendiizocijanat)
1979
Alifatini uretanakrilati za parket-premaze sa poveanom otpornou
na habanje (abraziju).
Nezasiena poliesterska smola sa mogunou vodenog emulgiranja i sa
dobrom mogunourecikliranja
1982/1983Uvoenje novih fotoinicijatora koji nisu skloni uenju i
UV reaktivnih fotoinicijatora klase -hidroksialkilfenon (Darocur
1173 i Irgacur 184)
1983
Fotoinicijator TMPO (2,4,6-trimetil-benzoil-difenil-fosfinoksid)
za ovravanje potpunopigmentiranih belih UV Mono-Cure-premaza bez
naginjanja ka uenju (Lucerin LR 8728,dananji Lucerin TPO)
1985Velika tehnika prekretnica napravljena upotrebom Dual-Cure
postupka ovravanja(peroksidno/UV ovravanje)na bazi nezasienih
poliesterskih smola u Italiji
1987Uvoenje vakuumat postupka za UV oplemenjavanje lajsni,
okruglih tapova, panela, profila,kantova i sargova
1987 Uvoenje galijumom dotiranih UV lampi. Prvi aminom
modifikovani polieterakrilati
1992/1993 Akrilovane poliuretanske disperzije za vodene premaze
za drvo
1993Uvoenje na trite bis-acil-fosfinoksida za efikasnije
dubinsko ovravanje pigmentiranih UVpremazapod trgovakim imenom
Irgacure 1700 i kasnije Irgacure 819
1996 Niskoviskozni uretan akrilati, bez reaktivnih razreivaa
1999 Dual-Cure katalizatori sa izocijanatnim i akrilnim grupama
u jednom molekulu
2000Uvoenje prvih mat UV pokrivnih premaza za valjanje sa 100%
suve materije, bez reaktivnihrastvaraa i bez primene organskih
rastvaraa
2001
Poveana upotreba gumenih valjaka sa ljebovima (brazdama) za
nanoenje pokrivnih UV premazaza valjanje
(transparentnih/pigmentiranih), u cilju dobijanja prevlaka sa
izgledom lakiranja
nalivanjem
2002/2003Upotreba potpuno pigmentiranih (prvenstveno belih,
crnih i specijalnih tonova) i pokrivnih premaza u
istom UV postupku za nanoenje sa valjcima sa ljebovima
(brazdama).
Vodeni premazi
U industrijskoj povrinskoj obradi drveta upotreba sistema
vodenih premaza zapoela je 70-tihgodina prolog veka. Sa daljim
kontinuiranim razvojem filmogenih materijala, obrada
sistemimavodenih premaza, dobija na znaajui u povrinskoj obradi
skupocenog nametaja. Sa stanovitaprimene evropskih VOC-preporuka
mnoga preduzea koja se bave obradom drveta bila suprisiljena da
svoje sistemepovrinske obrade, tehnologiju i procese obrade
prilagode zakonskim
zahtevima u pogledu emisije organskih komponenti. Jedan od
moguih naina za supstituisanjesistema premaza sa rastvaraima, uz
potovanje evropskih zakonskih propisa o emisiji, jeuvoenje vodenih
premaza.
-
7/30/2019 Opste o Povrsinskoj Obradi Drveta
18/21
Prema DIN EN 971-1, vodeni premazi predstavljaju premaze kod
kojih je filmogeni materijal
preteno rastvoren ili dispergovan u vodi. Ova opta definicija
odnosi se ne samo na u vodidispergovane ve i na u vodi
nerastvorljive polimere, kao i u vodi rastvorljive polimere,
kaoprelaznu oblast koloidnih rastvora. Danas se pod pojmom vodenih
filmogenih materijala,
generalno, podrazumevaju rastvori filmogenog materijala ili
disperzije kod kojih se teni
isparavajui udeopretenim delom sastoji od vode.
U zavisnosti od zahteva postupka obrade i potrebnog kvaliteta
prevlake danas stoje na
raspolaganju transparentni, lazurni i potpuno pigmentirani
sistemi vodenih premaza. Vanijivodeni premazi za industrijsku
povrinsku obradu nametaja i vrata su:
1K vodeni premazi, fiziki suivi1K UV ovravajui vodeni premazi,
fiziki ili nefiziki suivi2K poliuretanski vodeni premazi (uz
dodatak poliizocijanata kao ovrivaa)2K poliuretanski i UV ovravajui
vodeni premazi (kombinovani, za postupak Dual-
Cure)
Ve dui niz godina sistemi vodenih premaza se upotrebljavaju za
izolaciju vorova kod drvetabora ispod sistema premaza sa
rastvaraima, jer se filmogeni materijal vodenih premaza teerastvara
pod dejstvom organskih rastvaraa, pa se na taj naingradi zatitni
sloj za premaz sarastvaraem. Takoe, za ujednaavanje slike
bajcovanja izmeu okrenutih listova furnira, vedue vremena se
koriste vodeni premazi kao podloga ispod bajceva za drvo sa
rastvaraima. Za
povrinsku obradu tvrdih ploa vlaknatica, koje se koriste
kaopoleina kod nametaja, kao i zadrvene stolice, ve due se
upotrebljavaju pigmentirani i transparentni 1K vodeni
premazi.Poslednjih godina velike koliine transparentnih NC premaza
supstituiu se samoumreavajuim1K vodenim premazima. Kao zamena za
transparentne 2K PU premaze sa rastvaraima, na
industrijskim linijama se ve priblino 3-4 godinepoveano
upotrebljavaju 1K UV ovravajuitransparentni vodeni sistemi. Za
obradu kuhinjskih frontova, ve oko 5 godina unazad, naraspolaganju
su pigmentirani 2K poliuretan-vodeni premazi, koji daju
visokokvalitetnu prevlaku,
koja ispunjava visoke zahteve otpornosti na delovanje hemikalija
(prema DIN 68861, deo 1 B).
Novija dostignua u oblasti vodenih premaza predstavljaju potpuno
pigmentirani Dual-Curesistemi koji se koriste u industriji
kuhinjskog nametaja. Kombinacijom oba mehanizmaumreavanja
(polimerizacija i poliadicija) moe se racionalno obavitipovrinska
obrada.
UV ovravajui vodeni premazi (1K sistemi) uvedeni su oko 1976.
godine u industrijskuproizvodnju premaza. Osnovne prednosti ovih
sistema premaza su:
smanjivanje emisije organskih rastvaraaeliminacija
niskomolekularnih monomera, zbog njihovog deliminog uticaja
nanadraivanje koe i osetljivog potencijala u klasinim UV premazima
za prskanjeefikasniji proces proizvodnje u odnosu na ostale
jednokomponentne vodene premazedobra hemijska i mehanika
postojanost (otpornost) lakiranih povrina
Zaetnici uvoenja UV ovravajuih vodenih sistema lakiranja u
industriji nametaja iproizvoda od drveta bili su krajem 80-tih
godina prolog veka proizvoai profilisanih drvenihobradaka za
potrebe industrije stolica.
-
7/30/2019 Opste o Povrsinskoj Obradi Drveta
19/21
Premazi u prahu (pulver premazi)
Uvod i dosadanji razvoj
Premazi u prahu predstavljaju najbolji primer mogunosti izvoenja
postupka lakiranja gotovobez emisije organskih komponenti u vazduh
i bez nastajanja otpada. Kako je u 90-tim godinama
poslednjeg veka dolo do pada cene premaza u prahu, do
intenzivnih istraivanja i utvrivanjapotrebnog profila svojstava
obraenih povrina dolo je do znaajnog porasta upotrebe premazau
prahu. Razvoj tehnologije transparentnih premaza u prahu za
automobilsku industriju i
premaza u prahu za proizvode od drveta predstavlja samo dva
primera, koja su pokazala da
premazi u prahu mogu da nau nova trita i nove primene. U pogledu
ekonomije i ekologijepremaza u prahu moe se, takoe, oekivati
znaajan napredak. Zahvaljujui ostvarenomkvalitetu obraene povrine,
u industrijskom lakiranju metala, premazi u prahu su zamenilimnoge
tene premaze. Osnovne prednosti premaza u prahu su sledee:
emisija rastvaraaje skoro u potpunosti eliminisana (VOC < 0,2
%)otpadakje skoro u potpunosti iskljuen (nema koagulacije
overspray-a)veliko iskorienje materijala (> 95%) mogue je
zahvaljujui hvatanju i ponovnom
korienja overspray-amogue je nanoenje slojeva velike debljine
bez opasnosti od nastanka slivanja
(curotina)veoma dobra funkcionalna i optika svojstva
prevlakeesto je dovoljan samo jedan slojpremaza, ime se trokovi
obrade smanjujumogunost dobre automatizacije procesa
Poreenjem razliitih tehnologija lakiranja drveta jasno se uoava
da vodeni premazi i sistemiUV tenih premaza imaju prednost u odnosu
na premaze u prahu. Tako je tek 1944. godine bilo
mogue prvi put primeniti premaze u prahu za oplemenjavanje MDF
podloga u firmi HALI(Austija), koja je proizvodila kancelarijski
nametaj. Radilo se o dvoslojnom sistemu obrade,koji se sastojao od
elektroprovodnog grundiranja tenim premazom i
toplotno-ovravajuemniskotemperaturnom premazu u prahu. Ve 1996.
godine firma HALI je ponovo predstavilaobradu premazima u prahu,
jer je dvoslojni proces - teni lak/lak u prahu - bio skup, pa
supremazi u prahu za drvne proizvode predstavljali sporedne
materijale.
Prepreka je bila pre svega u do tada potrebnoj visokoj
temperaturi od iznad 140oC za proces
rastapanja i umreavanja premaza u prahu. Nedovoljna
elektroprovodljivost drveta i proizvodaod drveta, formiranje
mehurova (plihova) na lakiranoj povrini nastajanjem vodene pare
ineodgovarajua dekorativna svojstva premaza u prahu predstavljali
su krajem 90-tih godina
dodatne prepreke za komercijalnu upotrebu tehnike lakiranja
premazima u prahu u industrijiprerade drveta. Ipak, opsena
prouavanja i istraivanja proizvoaa sirovina i premaza, kao i
proizvoaa instalacija i ureaja za nanoenje, doveli su do
sveukupnog poboljanja uslova zauvoenje ove nove tehnologije.
U ovom razdoblju irom sveta egzistiralo je skoro vie od 70
postrojenja (ukljuujui ieksperimentalna) za nanoenje premaza u
prahu, pri emu je asortiman oplemenjenih proizvodabio raznovrstan.
Proizvodni program obuhvatao je elemente za radio i TV ormane,
kancelarijski
nametaj, naroito ploe stolova, nametaj za opremanje prodajnog
prostora, alterskihterminala, nametaj za kupatila, kuhinje i deiji
nametaj, kao i batenski nametaj. U prvovreme upotrebljavani su
termoreaktivni premazi u prahu, tako da su prvi ureaji za
povrinskuobradu uvedeni u firmi Stilexou Velsu 1999. godine, koja
je proizvodila muzike kabinete, uzkorienje UV premaza u prahu.
-
7/30/2019 Opste o Povrsinskoj Obradi Drveta
20/21
Trend ubrzanog razvoja premaza u prahu za proizvode od drveta
povezuje se sa rastuomproizvodnjom MDF ploa. Novi zahtevi u
dizajnu, posebno u sferi kancelarijskog nametaja,omoguili su ovaj
ubrzani razvoj. Oblikovanje trodimenzionalnih povrina drveta, kao
to su naprimer profilisane ue strane, udubljenja i prelomi u MDF
ploama zahteva i odgovarajuipostupak oplemenjavanja. Obrada
premazima u prahu sa svojim prednostima moe dapredstavlja
prihvatljivu alternativu sa stanovita cene kotanja i potrebnog
kvaliteta, koji kupci
zahtevaju. Iako su od sredine 2002. godine u Nemakoj instalirani
prvi ureaji zaoplemenjavanje premazima u prahu za nametaj od MDF
ploa, mnogi korisnici ove tehnologijejo su uvek skeptini. irom
Evrope i Nemake u planu je izgradnja vie pogona zaoplemenjavanje,
gde e se koristiti premazi u prahu.
Oekivani trend
Koji trend moe da se oekuje?Na ovo pitanje nije lako odgovoriti,
jer na trend jako utiu eljepotroaa, inovacije u okviru razliitih
tehnologija lakiranja, dostupnost novih tehnologija idostupnost
sirovina, kao i zakonski okviri koji se odnose na uslove
obrade.
Trend u snabdevanju sirovinama
Dostupnost sirovina ima vaan uticaj na razvojbuduih tehnologija.
Usled izuzetno brzog rastatrita u Aziji, oekuje se i porast potreba
za sirovinama, to dovodi do daljeg rasta cenasirovina. S jedne
strane uvek je prisutan nedostatak sirovina, a sa druge strane
postoji monopol
nad tritem sirovina. Ova monopolizacija ostvaruje se i dalje
razvija u Evropi od 01. juna 2007.godine preko organizacije REACH
(Registration, Evaluation and Authorization ofChemicals).
Za preduzea srednje veliine, koja isporuuju samo odgovarajui deo
sirovina u malimkoliinama (na primer pojedine aditive ili
pigmente), postoji opasnost od istiskivanja sa trita,zbog visokih
trokova dozvola koje moraju da pribave.
Oekuje se da e visoke cene sirovina baziranih na nafti, kao i
prirodnog drveta, navestiproizvoae lakiranih proizvoda od drveta da
upotrebljavaju reciklirane sirovine. Nedostatakmasivnog drveta u
vidu furnira nametnueu budunosti poveanu upotrebu papira sa
imitacijomstrukture drveta (fini folije) za oplemenjavanje
ploa.
Trend u granicama pojedinih tehnologija lakiranja
Tehnologije e se ocenjivati, pre svega, preko efikasnosti i
stepena automatizacije. Tehnologijalakiranja e sigurno imati vii
stepen automatizacije u budunosti. Ovde se radi, generalno, oveim
brzinama kod nanoenja premaza valjanjem, u proizvodnji parketa,
laminata i ostalihravnih povrina. Tako se za obradu laminata na
protonim linijama oekuje brzina prolaza od100-120 m/min.
Pootravanjem evropskih propisa o emisiji rastvaraa vodeni
premazi dobijaju vei znaaj. Takose 2K PU i kiselo-ovravajui premazi
sa rastvaraima sve vie zamenjuju vodenim 1K UV iDual-Cure
sistemima. Takoe, pojedini proizvoai nametaja razmatraju da ubudue
uvedupremaze u prahu za oplemenjavanje frontova kuhinja.
Pretpostavlja se da e dalji razvojtehnologije lakiranja sa ekoloki
pogodnim materijalima omoguiti dobijanje visokosjajnih ili
mat povrina.
-
7/30/2019 Opste o Povrsinskoj Obradi Drveta
21/21
Trend u skladu saeljama krajnjih potroaa
Ovde se pre svega radi o elji ka veoj individualnosti u dizajnu
i tonu boje komada nametaja.Takoe, kao trend se navode i elje u
odnosu na funkcionalnost nametaja. To su, na primer,elje ka
ostvarivanje antibakteriolokog delovanja kod povrina kuhinjskog
nametaja,mogunostima lakog ienja (easy-to-clean) povrina ili
dobijanjepovrina na kojima moe
da sepie i brie. Takve povrine dobijaju sve vei znaaj.
Trend u odnosu na nove tehnologije
Ovaj trend je usko povezan sa eljama potroaa. Tako, upotrebom
nanoestica mogu da seoekuju poboljane upotrebne karakteristike ili
vea funkcionalnostobraenih povrina. Primerisu takve obrade su:
povrine otporne na paranjeanti-mikrobne povrine (estice srebra
nano-veliine)povrine koje odbijaju prainu elektrinom provodnou
podova od drvetaproizvodnja neklizajuih povrina
Literatura
1. Canning. E.C. (2002): Wood coatings market, Coatings World,
No 22. Goldschmidt, A., H.-J. Streitberger (2002): BASF-Handbuch
Lackiertechnik, Vincentz
Verlag, Hannover
3.
Jai M., R. ivanovi-Trbojevi (2000): Povrinska obrada drveta,
Autorsko izdanje,Beograd4. Jorge P., K.Jrgen (2007):
Holzbeschichtung, Vincentz Network, Hannover5. Ondratschek, D.
(2002): Jahrbuch besser lackieren !, Vincentz Verlag, Hannover6.
Rothkamm, M., W. Hansemann, P. Bttcher (2003): LACK-Handbuch Holz,
DRW-
Verlag, Leinfelden-Echterdingen
7. The West European Market for Industrial Wood Coatings (2000):
Information ResearchLimited (IRL), London