Embed Size (px)
Citation preview

Optimization of Energy and Water Consumption in Corn-Based Ethanol Plants
Elvis Ahmetovic,† Mariano Martın,‡ and Ignacio E. Grossmann*,‡
Department of Chemical Engineering, Carnegie Mellon UniVersity, Pittsburgh, PennsylVania 15213, andDepartment of Process Engineering, Faculty of Technology, UniVersity of Tuzla, 75000 Tuzla,Bosnia and HerzegoVina
In this paper we study the simultaneous energy and water consumption in the conceptual design of corn-based ethanol plants. A major goal is to reduce the freshwater consumption and wastewater discharge. Weconsider the corn-based ethanol plant reported in Karuppiah, et al. AICHE J. 2008, 54, 1499-1525. Wereview the major alternatives in the optimization of energy consumption and its impact in water consumption.Next, for each of the alternatives we synthesize an integrated process water network. This requires closingthe loops for process and cooling water and steam, and implementing the proper treatment for the waterstreams. We show that minimizing energy consumption leads to process water networks with minimum waterconsumption. As a result, freshwater use is reduced to 1.54 galwater/galethanol, revealing that it is potentiallypossible to achieve levels of freshwater consumption that are significantly lower than the ones in currentindustrial operation and that wastewater discharged can also be reduced.
1. Introduction
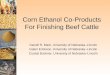
Water is the most valuable raw material for life on earth, butits wide availability in many regions in the world has made itsprice to be inexpensive. Despite an average annual cost increaseof 6.7% according to the GWI/OECD,1 the price still remainslow. As water is essential for economic development and formaintaining healthy ecosystems, and as world population growsand development requires increased consumption of water forthe domestic, agricultural, and industrial sectors, the pressureon water resources intensifies. Figure 1 shows the wateravailability across the world. Based on the assessment onwater resources, two-thirds of the world population will facewater stress by year 2025.2 It is also estimated that by 2025,industrial water usage (which includes utility cooling andheating, processing, transportation, air conditioning, cleaning,etc.) will climb to 235 km3, accounting for about 11% of thetotal world water consumption.2,3 Thus, water consumption hasbecome a major concern,4,5 making water resource managementan important operational and environmental issue. In particular,the increasing costs of dependable water supplies and wastewaterdisposal have increased the economic incentive for implementingtechnologies that are environmentally friendlier, and that canensure efficient use of water resources, including the treatmentand recycling of wastewater6 as shown later in this paper.
The task of synthesizing optimal process water networks hasbeen performed using two different approaches: (a) conceptualengineering approach based on the water pinch heuristics andengineering experience7–13 and (b) systematic methods basedon mathematical programming.14–20
Synthesis of heat exchanger networks has also been the topicof extensive research for a long time.21,22 However, researchconcerning simultaneous synthesis of process water and heatexchanger networks is not at the same level of development. Theimportance of simultaneous minimization of energy and water wasfirst addressed by Savelski and Bagajewicz (1997),23 although thiswas only in the context of water networks without considering theprocess. Conceptual techniques24–29 and mathematical approaches
have been used since then.30–37 Recently, a conceptual techniquecombining numerical and graphical tools has been proposed byManan et al. (2009).38 Their method consists of three steps, namely,setting the minimum water and wastewater targets; design ofminimum water utilization network, and finally, heat recoverynetwork design. However, it is restricted to one contaminant whichmakes its application to be rather limited.
2. Problem Statement
We consider in this paper the corn-based ethanol plant reportedby Karuppiah et al (2008)40 to develop a conceptual design tooptimize the energy and water consumption. We review first themajor alternatives in the optimization of energy consumption. Next,for each of the alternatives we synthesize an integrated processwater network. This requires closing the loops for process waterand steam in order to establish the actual demand of water in allthe process units. In this case study we show that minimizingenergy consumption leads to process water networks with minimumwater consumption. Furthermore, we also show that it is possibleto achieve levels of freshwater consumption that are significantlylower than the ones in current operation.
The paper is organized as follows. Section 3 provides anoverview of the current consumption of energy and water inplants for the production of bioethanol from corn grains to fuelgrade ethanol. In section 4, we review the results of theconceptual design by Karuppiah et al (2008)40 to identify theenergy consumption and cooling utilities used in the followingstages of the optimization: (a) superstructure optimization withno integration, (b) heat integration of the process, (c) replace-ment of distillation columns by multieffect columns, and (d),alternative design c with the optimization of reflux ratio in themultieffect columns. In section 5, we design the loops forcooling water and steam to establish the actual demand of waterfor bioethanol production for cases a to d cited above,introducing the modeling of the boiler and the cooling tower.No treatment for the wastewater is considered at this point. Weshow in detail the application of the closed loops to cases aand d cited before, but we report the water use for the two othercases too. Finally, in section 6 we implement the globaloptimization approach for the synthesis of process waternetworks proposed recently by Ahmetovic and Grossmann
* To whom correspondence should be addressed. Tel.: +1-412-268-3642. Fax: +1-412-268-7139. E-mail: [email protected].
† University of Tuzla.‡ Carnegie Mellon University.
Ind. Eng. Chem. Res. 2010, 49, 7972–79827972
10.1021/ie1000955 2010 American Chemical SocietyPublished on Web 05/11/2010

(2010)41 to the cases a and d from the paper by Karuppiah et al(2008).40 Three contaminants, total suspended solids (TSS), totaldissolved solids (TDS), and organics (e.g., ethanol, organicacids, cells) are considered, and different specific treatment unitsare used. Only two examples are shown in detail in this section,but we report the results for the application of the water networksto all the four cases a-d. It is shown that the energy optimizationachieved in the paper of Karuppiah et al40 together with theimplementation of the water network, leads to a minimum waterusage value of only 1.54 galwater/galethanol.
3. Corn-Based Ethanol Production Process
Ethanol production has become one of the most importantalternatives for the production of renewable biofuel owing toits compatibility with the supply chain of gasoline and itscapability of being readily used in the current design ofautomobiles.42 Thus, governmental policies have been support-ing its production.43
Currently, more than 95% of U.S. bioethanol is producedusing corn. In spite of bioethanol’s environmental benefits likelower emissions, the volume of production of corn ethanol tomeet the US policies43 has raised questions regarding itstechnological feasibility as an alternative fuel. A discussion hasbeen presented on the availability of land for corn production,44–48
the energy demand either reporting favorable values49–60 ornegative returns,61–78 and the emissions, where there seems tobe an agreement in favor of biofuels compared to gasoline. Apartfrom these concerns, the National Research Council has recentlywarned that increases in corn ethanol production may signifi-cantly impact water consumption, highlighting ethanol’s de-pendence on water.79,80
In this paper, we focus on the problem of water consumption.To produce bioethanol, water is needed at two stages of theprocess. In the first one, irrigation is required to grow the corn.
In the second stage, water is used as raw material or utility inthe production process.
Generally speaking, the biomass needed to produce one literof biofuel (under currently available conversion techniques)evaporates between 250 and 1000 gal of water.81 In particular,corn production on irrigated lands accounts for a majorproportion of water use in agriculture and often involvesdepletion of aquifers. The corn devoted to ethanol productionrepresents 13.3% of the total harvested corn. It is reported thatbetween 263 and 832 gallons of water per gallon of ethanol arenecessary to grow corn.4,5,82,83 For sugar cane, values rangingbetween 927 and 1391 gallons of water per gallon of ethanolhave been reported.84 As potable water becomes less availablein developed and developing countries, priorities for water usemay affect the development of biofuel production.46,79,83,85
However, not all the results are so pessimistic because irrigationdepends heavily on the region. That is the case of the productionof sugar cane in Brazil whose climate conditions, a 365-daygrowing season and ample rainfall at the right times, allowssugar cane production at high yields with minimal or noirrigation.86 Moreover, different feedstocks may reduce waterneeds as is the case of switchgrass, a perennial warm-seasongrass that is grown for decades on marginal lands that are notwell suited for conventional crop production.
Different studies have been carried out to analyze the impactof the current policies in favor of the production of biofuels.According to them, the effect of biofuels production policiescan be important in certain regions in terms of water consump-tion, but on the whole, its impact will be less than 5%. Incontrast, if the amount to be produced is far larger in order tofully replace the current consumption of gasoline and diesel,the harvesting regions must be carefully selected not to have abig impact on food production and water availability.87
Figure 1. Water availability across the world. Reprinted with permission from ref 39. Copyright 2006 International Water Management Institute.
Ind. Eng. Chem. Res., Vol. 49, No. 17, 2010 7973

The second stage in water consumption for the productionof ethanol is in the production process itself. The ethanolproduction processes used so far, like wet mill or dry mill, arewater intensive. Sometimes the process water required is morethan the one that is available locally. A wide range of waterconsumption for the conversion process is reported, ranging fromabout 3 gallons of water per gallon of ethanol to as much as 15gallons of water per gallon of ethanol.85 Therefore, recycle andreuse of process water is important, as well as the ultimate goalof “zero liquid discharge”.
Approximately three-quarters of the bioethanol produced inthe United States employs the dry milling process88 whosegeneral flowsheet is shown in Figure 2. Corn grain is firstpretreated so that the physical and chemical structures are brokendown into the fermentable sugars. Milling breaks the shell ofthe grain so that saccharification and liquefaction of enzymaticprocesses can have higher efficiency in liberating the sugars.Fermentation takes place under anaerobic conditions usingSaccharomyces cereVisiae, where ethanol concentration mustbe kept low due to its toxicity for the yeast. The main productof the process is ethanol. The liquid phase is separated fromthe solid phase by means of mechanical separation. The solidsare dried to produce distiller’s dry grains with solubles (DDGS),a byproduct that is sold for animal feed. Ethanol is purified toits fuel grade by distillation and further water removal.89
According to the literature90 the lowest possible water consump-tion for corn dry grind process is 2.85 gal of water per gal ofethanol, or a more realistic 3-4 gal of water per gal of ethanol inthe case of considering the water blowdown and evaporated fromthe cooling tower as shown in Table 1 from Aden (2007).82
4. Review of Energy Optimization in Corn-BasedEthanol Plant
Given the dry milling ethanol process in Figure 2, Karuppiahet al. (2008)40 optimized a superstructure for a plant producing60 M gal ethanol/yr. The plant consists of three differentsections. The first section involves the pretreatment of the corn
grain to break the physical and chemical structure of the cornmaking the sugars accessible for fermentation. The process unitsemployed are grinding, direct contact with steam, saccharifi-cation, and liquefaction. At the end of this sequence of physicaland chemical treatments, sugars are liberated from the grain.The second section is the fermentation of the sugars, mainlyglucose, into ethanol using a yeast, Saccharomyces cereVisiae.Water and starch are fed to the batch reactor. The amount ofwater required is such that the concentration of ethanol at theend of the fermentation is below toxic levels for the yeast. CO2
is also generated in the fermentation. After fermentation, twoalternatives were proposed for the separation of solids from theslurry exiting the fermentor: mechanical separation (a) beforethe beer column (BC1) or (b) after the beer column. The thirdsection comprises the technologies used for the purification anddehydration of ethanol to fuel grade. Three different optionswere considered: (1) a rectification column that can concentrateethanol to the azeotropic composition, (2) adsorption of waterin corn grits, and (3) molecular sieves. The superstructure isoptimized in terms of energy consumption and the resultingflowsheet is shown in Figure 3. The separation of the solidstakes place before the beer column, while the dehydration stageconsists of the rectification column together with adsorption incorn grits with the final stage in the molecular sieves. Furtherdetails on the model can be found in Karuppiah et al. (2008).40
Karuppiah et al (2008)40 showed that a large reduction inenergy consumption can be achieved, from 79.0 MW (case ain Figure 4) to 35.9 MW (case d in Figure 4) after performingoverall heat integration in the plant and including multieffectdistillation columns. The reduction in the energy consumptionled to an important reduction of the cooling requirements forthe plant, from 59.0 to 21.5 MW as shown in Figure 4.
Assuming that no loops are used to recycle and reuse theprocess and cooling water and assuming a ∆T for the coolingwater of 8 °C, the water consumption is reduced from 250 gal/gal of ethanol (case a in Figure 4) down to 100 gal/gal of ethanol(case d in Figure 4) due to energy optimization. Since theseassumptions are not realistic, closed loops for water consumptionmust be applied as discussed in the next section.
5. Closed Loops for Cooling Water and Steam
Karuppiah et al. (2008)40 did not consider closed loops forthe cooling water and steam used in the process since theysimply considered nominal prices for the utilities in theireconomic evaluation. To reduce the freshwater consumption,closed loops for cooling tower and steam systems are used inindustry. We use the mass and energy balance of the bioethanol
Figure 2. Dry milling ethanol production process.
Table 1. Water Usage for Ethanol Productiona
fresh waterdemands
corn ethanol:dry grind
cellulosic ethanol:biochemical
cellulosic ethanol:thermo-chemical
cooling towermake up (%)
68 71 71
boiler and processmake up (%)
32 29 29
overall water demand(gal H2O/gal EtOH)
3-4 6 1.9
a Reprinted with permission from ref 82. Copyright 2007 SAHRA,University of Arizona.
7974 Ind. Eng. Chem. Res., Vol. 49, No. 17, 2010

case study developed by Karuppiah et al (2008),40 and introducecycles of concentration for the cooling tower and the boiler tocalculate the net water consumption for the closed loops forcooling water and steam in the cases described above as casesa-d.
The cycles of concentration (COC) are defined as the ratioof the concentration of salts or dissolved solids in the circulatingwater or blowdown to that in the makeup water.91,92 In industrialpractice, the cycles of concentration normally range from threeto seven, and they are important in the design and operation ofcooling towers.93 Figure 5 shows a closed loop of circulatingwater between the heat exchanger network and the coolingtower.
From the cooling requirements in the heat exchanger network(heat rejected in cooling tower) QC(kW), the flow rate ofcirculating water FREC, in the cooling tower and heat exchangernetwork can be calculated from the equation:
where cp,W ) specific heat capacity of water (kJ/(kg °C)), ∆T) temperature difference between inlet and outlet water in thecooling tower (°C).
To calculate the evaporation loss in the cooling tower, whichis the amount of water evaporated in the tower, an empiricalcorrelation that is often used is the one by Perry and Green(1997):91
Figure 3. Optimal design of the corn-based bioethanol plant.
Figure 4. Reduction of energy consumption and cooling requirements bysuccessive heat integration in the corn-based ethanol plant: (a) superstrucureoptimization, (b) superstructure + HEN, (c) superstructure + HEN +multieffect distillation, (d) superstrucure + HEN + multieffect distillation+ optimized reflux ratio).
Figure 5. Closed loop for circulating water in cooling tower system.
QC ) FRECcp,W∆T (1)
FE ) 0.00085∆TFREC (m3/h) × 1.8 (2)
Ind. Eng. Chem. Res., Vol. 49, No. 17, 2010 7975

The amount of water lost by drift, which is the liquid water inthe tower discharge vapors, typically varies between 0.1 and0.2% of the water supplied to the tower. However, newdevelopments in the drift-eliminator design make it possible toreduce the drift loss below 0.1%.91
The makeup requirements for the cooling tower consist ofthe evaporation loss, drift loss, and blowdown:
As mentioned earlier, the cycles of concentration (COC) arethe ratio of the concentration of salts or dissolved solids in thecirculating water/blowdown cB (ppm) to that in the makeupwater cM (ppm).
According to the literature94 the concentration of total suspendedsolids (TSS) in the outlet stream of the cooling tower is typically50 ppm while that of the total dissolved solids is 2500 ppm.
Figure 6 shows a simplified utility system consisting of aboiler, heat exchanger network (steam-using operations), anddeaerator. For simplicity we assume that a single level of steamis generated.
The steam generated in the boiler is used to supply heat inthe heat exchanger network, while the steam condensate isreturned to the boiler. In the case that there is no steamconsumption in the process or no steam loss, fSL, in the heatexchanger network, the flow rate of generated steam in theboiler, and returned steam condensate is the same, fS ) fC. Inaddition, makeup water requirements for the boiler system willbe equal to the discharged blowdown.
According to this water balance for the boiler system, themixer, and the heat exchanger network is given by the equations:
The American Boiler Manufacturers Association95 specifies thatthe concentration of TSS in the blowdown water from boilers istypically 10 ppm while that of TDS is assumed to be 500 ppm.
Assuming the simplified utility system in Figure 6, thegenerated steam in the boiler can be calculated from the heatrequirements in the heat exchanger network as given by eq 9:
where ∆Hv ) latent heat of steam condensation (kJ/kg) for agiven temperature and pressure.
To control the buildup of contaminants in the closed boilersystem, the blowdown has to be discharged and fresh makeupwater supplied to the boiler so that none of the contaminantsexceeds its limit.
5.1. Water Consumption for No Heat Integration Casewith Water Loop. Considering the case of the optimizedsuperstructure without heat integration (case a), the coolingrequirements are 59.0 MW. We assume that the drift losses are0.2% of the supplied water to the cooling tower, that thetemperature difference between the inlet and outlet water in thecooling tower is 8 °C, and five cycles of concentration, COC,(a typical value that will be used along the paper). Accordingto that, Figure 7 shows the results of the water balance of thecooling tower where it can be seen that a large amount ofmakeup water is lost by evaporation, about 82%, while the waterloss by blowdown is about 18%. The amount of makeup waterused and discharged blowdown depends on the cycles ofconcentration selected as shown in Figure 8.
For the optimized superstructure without heat integration (casea), the heat requirements for corn-based bioethanol plantare 79.0 MW. Assuming five cycles of concentration (see Figure8), steam pressure of 30 bar, and temperature of 233.8 °C, Figure9 shows the results of the boiler water balance. It should benoted that superheated steam is injected into the Jet1 unit (directheating) in the process (see Figure 3), and therefore there is nocondensate returned to the boiler from this unit (it is consideredas steam loss).
Assuming closed loops for cooling water and steam but noreuse or recycle (for case a, Figure 4), the overall freshwater
Figure 6. A simplified utility system.
FM ) FE + FDW + FB (3)
COC )cB
cM(4)
fM ) fSL + fB (5)
fFW ) fM + fC (6)
fS ) fSL + fC (7)
fB )fS
COC - 1(8)
QH ) fS∆Hv (9)
Figure 7. Cooling tower water balance.
Figure 8. Boiler and cooling tower makeup streams versus cycles ofconcentration.
7976 Ind. Eng. Chem. Res., Vol. 49, No. 17, 2010

consumption is 331.826 t/h, while the wastewater generation is243.234 t/h. A large amount of water is lost by evaporation inthe cooling tower that cannot be reused in water-using opera-tions. However, as it will be shown in the next section, by heatintegration in the corn-based bioethanol plant the cooling andheating requirements can be reduced leading to smaller evapora-tion loss in the cooling tower as well as lower freshwaterconsumption.
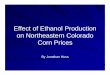
5.2. Water Consumption in Optimized Process for CornEthanol Production. In Figure 10 we present the water balancefor the case of complete heat integration in the bioethanol plant(case d) using multieffect distillation columns (three columnsfor the beer column and two columns for the rectificationcolumn). The overall freshwater consumption is reduced from331.829 t/h to 240.393 t/h and the wastewater generation from243.234 t/h to 209.255 t/h. It is worth pointing out that withcomplete heat integration the water loss by evaporation in thecooling tower is reduced about 63% compared to that in case a(from 90.417 to 32.963 t/h).
In industrial practice water consumption in corn-based ethanolplants is expressed as gallon of water per gallon of bioethanolproduced. Figure 11 shows the results of water consumption
for the four cases given in Figure 4. These values are in therange of the earlier values presented on water consumption inethanol plants.82 To further reduce the water usage given inFigure 11, integrated process water networks are synthesizedin the following section.
6. Water Consumption Optimization by Implementationof Water Networks
6.1. Water Network Superstructure and Model. To syn-thesize water networks in the corn-based bioethanol planttogether with the cooling water and stream loops, we usethe global optimization approach of the superstructure ofintegrated process water networks shown in Figure 12, whichhas been recently proposed by Ahmetovic and Grossmann(2010).41
The superstructure consists of one or multiple sources offresh water of different quality, water-using processes, andwastewater treatment operations. The unique feature is that
Figure 9. Boiler water balance.
Figure 10. The complete water/steam network for case d.
Figure 11. Freshwater consumption with closed loops for cooling waterand steam but without water networks for cases given in Figure 4.
Ind. Eng. Chem. Res., Vol. 49, No. 17, 2010 7977

all feasible connections are considered between them, includ-ing water reuse, water regeneration, recycling, local recyclingaround process, and treatment units and pretreatment offeedwater streams. Multiple sources of freshwater includewater of different quality that can be used in the variousoperations, and which may be sent first for pretreatment. Thesuperstructure incorporates both the mass transfer andnonmass transfer operations.
The mathematical model of the generalized superstructureconsists of mass balance equations for water and the contami-nants for every unit in Figure 12. The model is formulated asa nonconvex nonlinear programming (NLP) that is solved toglobal optimality. The objective function is to minimize the totalnetwork cost consisting of the cost of freshwater, the investmentcost of treatment units, and the operating cost for the treatmentunits as given by the NLP model:
subject to splitter mass balances, mixer mass balances (bilinear),process units mass balances, treatment units mass balances. Weassume the operating cost of the treatment units to be one-thirdof the investment cost.96 The details of the mathematical modelcan be found in Ahmetovic and Grossmann (2010).41
6.2. Design of Water Network. To synthesize the waternetwork for the bioethanol plant using the superstructureoptimization approach described above, the process and treat-ment units must be identified. First, the units that can beconsidered as water-using operations are the washing unit, thefermentor, the boiler, and the cooling tower. In the washingunit there is direct contact between the process stream (cornkernels) and the freshwater. The fermentor requires water, so
this unit is considered as a water demand unit. The beer andrectification columns recover water by separation and, thus, theyare water source units. In addition to this, the flow rate of theboiler and cooling tower makeup water and blowdown isdifferent because of the loss of steam in Jet 1 unit, and waterby evaporation in the cooling tower.
The specification of the treatment units must be done inaccordance with the contaminants in the corn-ethanol process.Wastewater streams are generated from the boiler, cooling tower,and beer and rectification columns. Three main contaminantsare considered: total suspended solids (TSS), total dissolvedsolids (TDS), and organics. Suspended solids are present in thewater that is used for washing the corn, the organics are themain contaminants in the streams coming out of the distillationcolumns, while the dissolved solids include the concentrationof salts as a result of the evaporation processes in the boilerand cooling tower. Furthermore, the water fed to the fermentormust have no ethanol, which is toxic for the yeast. We assumethat there are three different wastewater treatment units, eachone for removing one of the contaminants.
To remove the solids, screens are widely used. Relativelylarge solids, like straw (0.7 mm or larger), can be removed ina primary screening facility. The simplest configuration is thatof flow-through static screens, which have openings of about 1mm. The removal rates vary depending on the size of thesolids.97 We assume 99.9% removal for suspended solids.
To purify the water from the distillation columns, a systemof anaerobic and aerobic treatment units is required. Theanaerobic stage will remove 90% of the organics generatingbiogas rich in methane that can be reused to obtain energy. Later,the water is treated in an aerated lagoon to obtain relativelyclean water (100% removal) that can be recycled to the processaccording to the results presented by Zhang et al (2009).98 Forthis study, both treatments are integrated and modeled as a singletreatment unit.
Figure 12. Generalized superstructure for the design of integrated water networks: PU, process unit; DU, demand unit; SU, source unit; TU, treatment unit.Reproduced with permission from ref 41. Copyright 2010 AIChE.
min Z ) H ∑s∈SW
FWs · CFWs + AR ∑t∈TU
ICt · (FTUtout)R +
13 ∑
t∈TU
ICt · (FTUtout)R (10)
7978 Ind. Eng. Chem. Res., Vol. 49, No. 17, 2010

Finally, to partially remove the total dissolved solids and toavoid any build up of salts in the system due to the operationof the boiler and the cooling tower, a reverse osmosis systemis included. The literature reports removal up to 90%, which isbetter than ion exchange or nanofiltration.99
We will assume that the fresh water has no contaminants.The regulations require that the concentration of TDS in theeffluent be at most 500 ppm.100
The cost correlations for the equipment involved in thenetwork, screens,101 aerobic and anaerobic treatment units,102
boiler,103 cooling tower,104 and the reverse osmosis (RO)105 areas follows:
Ccoolingtower ) 3229(Qcooling (kW))0.59 (11)
Cfurnace ) 2328.3(Qboiler (kW))0.7 (12)
Cscreens ) 10085A (m2)0.43 (13)
A ) Q (m3/s)V (m/s)
, V (m/s) ) 1.6
(depends on sedimentation velocity) (14)
Cscreens ) 4750(m (ton/h))0.43 (15)
Cbiological treatment ) Caeration tank + Canaerobic treatment
= 1500(m (ton/h))1.13 (16)
CRO ) 3024m (ton/h) (17)
The annualized factor (AR) for investment on the treatmentunits is taken to be 0.1, and the total time for the network plantoperation in a year is assumed to be 8640 h. To compare the
results with the ones published by Karuppiah et al (2008),40
we used the same freshwater cost ($8.71 × 10-3/ton) as givenin their paper. The relative optimality tolerance was set to zero,and we used the general purpose optimization softwareBARON106 to solve the global optimization of the nonconvexNLP problem.
6.2.1. Water Network for the Optimized Superstructurewith No Heat Integration. For case a the freshwater consump-tion is reduced from 331.826 to 108.562 t/h when the optimalwater network is design. This value represents a reduction of73% compared to the same case without application of waterreuse, regeneration, and recycling. The loss of water is due toevaporation in the cooling tower (79.613 t/h) and the dischargeis 24.488 t/h. The water use for this case is 3.60 gallons ofwater per gallon of ethanol, which is a value in the range of theones reported in the literature for new bioethanol plants.107 Thetotal water network cost is $206,263/year. The presence of saltsdoes not allow zero discharge since it expensive to treat TDSand the percent removal using reverse osmosis is not that high.
6.2.2. Water Network for the Optimized Superstructurewith Heat Integration and Multieffect Columns. Figure 13shows the optimal design of water network for case d, theoptimized heat integrated corn-based ethanol plant. The fresh-water consumption is reduced in this case from 240.393 to40.822 t/h. This represents an 87% reduction compared to thesame case without application of water networks. The evapora-tion loss in the cooling tower is 31.311 t/h and the wastewaterdischarged is reduced to 4.088 t/h as a result of the lower flowrates treated in the cooling tower and in the boiler. The totalnetwork cost ($201,548/year) is similar to the previous case
Figure 13. Optimal water network for the optimized process production of corn-based bioethanol. Case study d: TU1, solids removal: TU2, organic removal.
Ind. Eng. Chem. Res., Vol. 49, No. 17, 2010 7979

($206,263/year). The reason is that the contribution of the costof the freshwater to the total cost is rather small. The low costof fresh water also results from avoiding the use of reverseosmosis for treating TDS.
It is worth pointing out that the water consumption for thiscase is only 1.54 gallon of water per gallon of ethanol, whichis much less compared to the data published in the literatureand matches the industry goal of 1.5 gal/gal.108 Thus, this resultis of great practical significance.
Figure 14 shows water use and the wastewater dischargedfor cases a-d with the integrated water networks. Thus, weclearly show that minimizing energy consumption leads toprocess water networks with minimum water consumption andreduced wastewater discharge. The results presented in Figure14 are very promising and allow an explanation of the currentwater consumptions.
In industrial practice, the water usage in ethanol plants hasimproved in the past decade as shown in Figure 15107 where itcan be seen that the newest plants show values in the range ofthe ones calculated in section 6.2.1. In the case a neither heatintegration nor multieffect columns are used to minimize energyconsumption, although water recycle and reuse is in operation.This value, however, can be reduced further to meet the claimsof Delta T Company that states that values of 1.5 gal/gal arepossible.108 There is discussion whether 1.5 galwater/galethanol isachievable but there is no demonstration yet of this in anoperating plant. On the other hand, values of 2 galwater/galethanol
have already been demonstrated for the production of ethanolfrom lignocellulosic materials.109 Our results suggest that itshould be possible to achieve a value of 1.54 gal/gal forcase d.
6.3. Costs and Benefits. The implementation of the integratedwater networks results in a cost that has to be added to the
operating costs. Two main utilities are minimized, steam, andfreshwater. However, the cost for the equipment as well as thenatural gas to feed the boiler will have to be added. At thispoint it is important to see whether including the new equipmenthas a large impact on the operating costs of ethanol. To beconsistent with the results presented in Karuppiah et al. (2008),40
the cost for natural gas is calculated as 0.167$/kg (the price atthe time that paper was prepared). If we take the productioncost of corn ethanol reported in Karuppiah et al. (2008)40 forcase a, it is 1.34 $/gallon, for case d, it is 1.24 $/gallon. If weadd the cost of the water network (screens, biological treatment,furnace with 80% efficiency,110 cooling tower) and the utilitiesrequired (natural gas to feed the furnance) to these values, theoperating costs for both cases increase only by a modest amountto 1.37 $/gallon and 1.30 $/gallon, respectively. The higher thecost of water, the more significant the application of waternetworks will be in terms of process economics since thedecrease of water consumption is quite large as shown in thispaper along the text and in Figures 11 and 14.
7. Conclusions
We have studied the energy and water consumption of corn-based bioethanol plants. As has been shown in this paper, waterconsumption can be reduced by energy optimization togetherwith the recycle and reuse of process and cooling water andsteam. Mathematical programming techniques have been usedto optimize energy consumption and to synthesize an optimalprocess water network for corn-based bioethanol plants.
The optimization of water consumption has been presentedin three steps to show the contribution of energy optimization,water reuse, and recycle. The optimized water network yieldsthe very promising value of water consumption of 1.54 galwater/galethanol, which is the lowest value that has been reported tothe knowledge of the authors, matches the industry goal of 1.5galwater/galethanol . Thus, it has been shown that the process forcorn-based ethanol can be designed so that it is not as waterintensive as it is was in the past. Wastewater discharge is alsoreduced. However, zero discharge is only possible by improvingthe water purification technologies to reduce the operating costsand increase their efficiencies. Further decrease in waterconsumption can also be achieved by improving the performanceof the cooling towers.
Acknowledgment
The authors gratefully acknowledge the Center for AdvancedProcess Decision-making at Carnegie Mellon University. Dr.Mariano Martın acknowledges the Ministry of Education andScience of Spain and Fulbright commission for providing aMICINN-Fulbright Posdoctoral fellowship. Dr. Elvis Ahmetovicwould like to express his gratitude to the Fulbright Programfor Fulbright Scholar Grant and support throughout this work.
Literature Cited
(1) World Water Prices Rise by 6.7%. Global Water Intell. [Online],2008, 9; http://www.globalwaterintel.com/archive/9/9/analysis/world-water-prices-rise-by-67.html accessed November 20, 2009.
(2) Rosegrant, M. W.; Cai, X.; Cline, S. A. Food Policy Report; GlobalWater Outlook to 2025 (AVerting an Impending Crisis); International FoodPolicy Research Institute: Washington, DC, 2002.
(3) Global Water and Food Outlook; SPARKS Companies, Inc.:Alexandria, VA, 2003.
(4) Elcock, D. Baseline and Projected Water Demand Data for Energyand Competing Water Use Sectors, ANL/EVS/TM/08-8; EnvironmentalScience Division, Argonne National Laboratory: Argonne, IL, 2008.
Figure 14. Water usage after the application of water network to casesa-d.
Figure 15. Reported data of water usage. Figure adapted from ref 107.Copyright 2008 Minnesota Technical Assistance Program, University ofMinnesota.
7980 Ind. Eng. Chem. Res., Vol. 49, No. 17, 2010

(5) Chiu, Yi-Wen; Walseth, B.; Suh, S. Water embodied in bioethanolin the United States. EnViron. Sci. Technol. 2009, 43, 2688–2692.
(6) Petrakis, S. Reduce cooling water consumption. New closed loopcooling method improves process cooling tower operations. HydrocarbonProcess. 2008, 95–98.
(7) Wang, Y. P.; Smith, R. Wastewater minimisation. Chem. Eng. Sci.1994, 49, 981–1006.
(8) Wang, Y. P.; Smith, R. Design of distributed effluent treatmentsystems. Chem. Eng. Sci. 1994, 49, 3127–3145.
(9) Wang, Y. P.; Smith, R. Wastewater minimization with flowrateconstraints. Chem. Eng. Res. Des. 1995, 73, 889.
(10) Smith, R. Wastewater minimization. Waste Minimization throughProcess Design; Rossiter, A., Ed.; McGraw-Hill: New York, 1995; pp 93-108.
(11) Kuo, W. J.; Smith, R. Designing for the interactions between water-use and effluent treatment. Trans. IChemE 1998, 76A, 287–301.
(12) Forstmeier, M.; Goers, B.; Wozny, G. Water network optimizationin the process industry case study of a liquid detergent plant. J. Clean.Prod. 2005, 13, 495–498.
(13) Foo, D. C. Y. State-of-the-art review of pinch analysis techniquesfor water network synthesis. Ind. Eng. Chem. Res. 2009, 489, 5125–5159.
(14) Takama, N.; Kuriyama, T.; Shiroko, K.; Umeda, T. Optimal waterallocation in a petroleum refinery. Comput. Chem. Eng. 1980, 4, 251–258.
(15) Doyle, S. J.; Smith, R. Targeting water reuse with multipleconstraints. Trans. IChemE 1997, 75, 181–189.
(16) Alva-Argaez, A. Integrated design of water systems. Ph.D. Thesis.UMIST, Manchester, U.K., 1999.
(17) Bagajewicz, M. A review of recent design procedures for waternetworks in refineries and process plants. Comput. Chem. Eng. 2000, 24,2093–2113.
(18) Bagajewicz, M., Rodera, H., Savelski, M. A robust method to obtainoptimal and sub optimal design and retrofit solutions of water utilizationsystems with multiple contaminants in process plants. Proceeding of the7th International Symposium on Process System Engineering (PSE), 2000.
(19) Saeedi, M.; Hosseinzadeh, M. Optimization of water consumptionin industrial systems using linear and nonlinear programming. J Appl. Sci.2006, 6, 2386–2393.
(20) Karuppiah, R.; Grossmann, I. E. Global optimization for thesynthesis of integrated water systems in chemical processes. Comput. Chem.Eng. 2006, 3, 650–673.
(21) Linnhoff, B.; Townsend, D. W.; Boland, D. A User Guide onProcess Integration for the Efficient Use of Energy; Institute of ChemicalEngineers: U.K., 1982.
(22) Papoulias, S. A.; Grossmann, I. E. A structural optimizationapproach in process synthesis. II. Heat recovery networks. Comput. Chem.Eng. 1983, 7, 707–721.
(23) Savelski, M. J. Bagejewicz, M. J. Design and retrofit of waterutilization systems in refineries and process plants. AIChE Annual Meeting,Los Angeles, 1997, Paper No. 188g.
(24) Savulescu, L. E. Smith, R. Simultaneous energy and waterminimisation. AIChE Annual Meeting, November 15-20, 1998, MiamiBeach, FL.
(25) Savulescu, L.; Sorin, M.; Smith, R. Direct and indirect heat transferin water network systems. Appl. Therm. Eng. 2002, 22, 981–988.
(26) Savulescu, L.; Kim, J. K.; Smith, R. Studies on simultaneous energyand water minimisation. Part 1. Systems with no water re-use. Chem. Eng.Sci. 2005, 60, 3279–3290.
(27) Savulescu, L.; Kim, J. K.; Smith, R. Studies on simultaneous energyand water minimisation. Part 2. Systems with maximum re-use of water.Chem. Eng. Sci. 2005, 60, 3291–3308.
(28) Zheng, X. S.; Feng, X.; Cao, D. L. Design water allocation networkwith minimum freshwater and energy consumption. Comput. Aided Chem.Eng. 2003, 15, 388–393.
(29) Feng, X.; Li, Y.; Yu, X. Improving energy performance of waterallocation networks through appropriate stream merging. Chin. J. Chem.Eng. 2008, 16, 480–484.
(30) Bagajewicz, M. J.; Pham, R.; Manousiouthakis, V. On the statespace approach to mass/heat exchanger network design. Chem. Eng. Sci.1998, 53, 2595–2621.
(31) Du, J.; Meng, X.; Du, H.; Yu, H.; Fan, X.; Yao, P. Optimal designof water network with energy integration in process industries. Chin.J. Chem. Eng. 2004, 12, 247–255.
(32) Liao, Z.; Wu, J.; Jiang, B.; Wang, J.; Yang, Y. Design energyefficient utilization systems allowing operation split. Chin. J. Chem. Eng.2008, 1, 16–20.
(33) Dong, H. G.; Lin, C. Y.; Chang, C. T. Simultaneous optimizationapproach for integrated water allocation and heat-exchange networks. Chem.Eng. Sci. 2008, 63, 3664–3678.
(34) Bogataj, M.; Bagajewicz, M. J. Synthesis of non-isothermal heatintegrated water networks in chemical Processes. Comput. Chem. Eng. 2008,32, 3130–3142.
(35) Leewongtanawit, B.; Kim, J. K. Synthesis and optimization of heat-integrated multiple-contaminant water systems. Chem. Eng. Process. 2008,27, 670–694.
(36) Kim, J. Y.; Kim, J. K.; Kim, J. H.; Yoo, C. K.; Moon, I. Asimultaneous optimization approach for the design of wastewater and heatexchange networks based on cost estimation. J. Cleaner. Prod. 2009, 17,162–171.
(37) Feng, X.; Li, Y.; Shen, R. A new approach to design energy efficientwater allocation networks. Appl. Therm. Eng. 2009, 29, 2302–2307.
(38) Manan, Z. A., Tea, S. Y., Alwi, S. R. W. A new technique forsimultaneous water and energy minimisation in process plant, Chem. Eng.Res. Des., published online 2009, http://dx.doi.org/10.1016/j.cherd.2009.04.013.
(39) Annual Report 2006/07; International Water Management Institute:Colombo, Sri Lanka, 2006; http://www.iwmi.cgiar.org/About_IWMI/Strategic_Documents/Annual_Reports/2006_2007/theme1.html, accessedNovember 15, 2009.
(40) Karuppiah, R.; Peschel, A.; Grossmann, I. E.; Martın, M.; Mar-tinson, W.; Zullo, L. Energy optimization for the design of corn-basedethanol plants. AIChE J. 2008, 54, 1499–1525.
(41) Ahmetovic, E.; Grossmann, I. E. Global superstructure optimizationfor the design of integrated process water networks. AIChE J. 2010, in press.
(42) Cole, D. E. Issues facing the auto industry: Alternative fuels,technologies, and policies. ACP Meeting, Eagle Crest Conference Center, June20, 2007.
(43) Bush, G. W. Presidential State of the Union Address. WashingtonDC, 2007.
(44) Hart, D.; Bauen, A.; Chase, A.; Howes J. Liquid biofuels andhydrogen from renewable resources in the U.K. to 2050: A technical analysis.E4tech (UK) Ltd., Study carried out for the UK Department for Transport,2003, http://www.senternovem.nl/mmfiles/TechanalBiofuelsandH22050_tcm24-187065.pdf (accessed December 2, 2009).
(45) Hammond, G. P.; Kallu, S.; McManus, M. C. Development ofbiofuels for the UK automotive market. Appl. Energy. 2008, 85, 506–515.
(46) Keeney, D. Ethanol USA. EnViron. Sci. Technol. 2009, 43, 8–11.(47) EU 2007 Energy Policy for Europe. http://eur-lex.europa.eu/
LexUriServ/site/en/com/2007/com2007_0001en01.pdf, accessed October 12,2009.
(48) USDA Agricultural Projections to 2018. www.ntis.gov, accessedNovember 10, 2009.
(49) Shapouri H. Duffield, J. A.; Wang, M. Estimating the net energybalance of corn ethanol. U.S. Department of Agriculture (USDA), EconomicResearch Service, Agricultural Economic Report No. 721. 1995.
(50) Shapouri, H.; Duffield, J. A.; Wang, M.; The energy balance ofcorn ethanol: an update: USDA, Office of Energy Policy and New Uses,Agricultural Economics. Rept. No. 813. 2002, 14 p.
(51) Shapouri, H.; Duffield, J.; McAloon, A.; Wang, M. The 2001 NetEnergy Balance of Corn-Ethanol (Preliminary); US Dept. Agriculture:Washington, DC, 2004.
(52) McCain, J. Statement of Senator McCain on the Energy Bill: PressRelease. Wednesday, November, 2003.
(53) Marland G. & Turhollow A. F. CO2 emissions from the productionand combustion of fuel ethanol from corn. Oak Ridge National Laboratory.Report No. 3301. 1990.
(54) Moore, R., Producing Greener Ethanol, Ethanol Producer Magazine,September 2007.
(55) Morris D.; Ahmed I. How Much Energy Does It Take to Make aGallon of Ethanol; Institute for Self Reliance: Minneapolis, MN, 1992; http://www.p2pays.org/ref/24/23824.pdf, accessed May 15, 2009.
(56) Assessment of Net Emissions of Greenhouse Gases from Ethanol-Gasoline Blends in Southern Ontario; Levelton Engineering Ltd. and (S&T)2Consulting, Inc.: Ottawa, Canada, 2000.
(57) Lorenz, D.; Morris, D. How Much Energy Does It Take to Make aGallon of Ethanol? (Updated and revised); Institute for Local Self-Reliance,Minneapolis, MN, 1995; http://www.ethanol.org/pdf/contentmgmt/ILSR_energy_balance.pdf, accessed May 15, 2009.
(58) Graboski, M. Fossil Energy Use in the Manufacture of CornEthanol; Colorado School of Mines: Golden, CO, 2002.
(59) Andress, D. Ethanol Energy Balances; David Andress & Associates,Inc.: Kensington, MD, 2002.
(60) Wang, M.; Saricks, C.; Santini, D. Effects of Fuel Ethanol Use onFuel-Cycle Energy and Greenhouse Gas Emissions, ANL/ESD-38; USDOEArgonne National Laboratory, Center for Transportation Research: Argonne,IL, 1999; http://www.transportation.anl.gov/pdfs/TA/58.pdf, accessed Janu-ary 12, 2010.
Ind. Eng. Chem. Res., Vol. 49, No. 17, 2010 7981

(61) Ho, S. P. Global warming impact of ethanol versus gasoline.Presented at 1989 National Conference for Clean Air Issues and AmericanMotor Fuel Business, Washington, DC, October, 1989.
(62) Keeney, D. R.; DeLuca, T. H. Biomass as an energy source for themid-western US. Am. J. AlternatiVe Agric. 1992, 7, 137–143.
(63) Citizens for Tax Justice. More corporate giveaways high oncongressional agenda, July 22, 1997, http://www.ctj.org/html/cgive97.htm(accessed September 17, 2002).
(64) Giampietro, M.; Ulgiati, S.; Pimentel, D. Feasibility of large-scalebiofuel production. BioScience 1997, 47, 587–600.
(65) Youngquist, W. GeoDestinies: The IneVitable Control of EarthResources oVer Nations and IndiViduals; National Book Company: Portland,OR, 1997.
(66) Pimentel, D. Ethanol fuels: energy security, economics, and theenvironment. J. Agric. EnViron. Ethics 1991, 4, 1–13.
(67) Pimentel, D. Pimentel, M., Food, Energy and Society; ColoradoUniv. Press: Boulder, CO, 1996; p 363.
(68) Pimentel, D. Energy and Dollar Costs of Ethanol Production withCorn; Hubbert Center Newsletter No. 98/2; M. King Hubbert Center forPetroleum Supply Studies: Colorado School of Mines: Golden CO, 1998;p 7.
(69) Pimentel, D. The limitations of biomass energy. Encyclopedia ofPhysical Science and Technology, 3rd ed.; Meyers, R., Ed.; Academic: SanDiego, CA, 2001; Vol. 2, pp 159-171.
(70) Pimentel, D. Ethanol fuels: energy balance, economics, andenvironmental impacts are negative. Nat. Resour. Res. 2003, 12, 127–134.
(71) Pimentel, D.; Patzek, T. W. Ethanol Production Using Corn,Switchgrass, and Wood; Biodiesel Production Using Soybean and Sun-flower. Nat. Resour. Res., 2005, 14, 65–76, 1.
(72) CalGasoline. Ethanol is not a suitable replacement for MTBE.www.calgasoline.com/factetha.htm (accessed October 20, 2006).
(73) Croysdale, D. Belatedly, DNR concedes our air is clean. The DailyReporter, November 6, 2001; http://www.dailyreporter.com/editorials/eds/nov07/asa11-7.shtml (accessed October 20, 2006).
(74) NPRA Opposes Ethanol Mandate; Asks Congress Not To HinderEfforts To Maintain Supply; National Petrochemical and Refiners Associa-tion: Washington, DC, 2002; http://www.npradc.org/news/releases/detail.cfm?docid)164&archive)1 (accessed October 20, 2006).
(75) Lieberman, B. The Ethanol Mistake: One Bad Mandate Replacedby Another. Competitive Enterprise Ins. 2002 http://www.nationalreview.com/comment/comment-lieberman 031202.shtml (accessed October 20,2006).
(76) Ferguson, A. R. B. Implications of the USDA 2002 Update onEthanol from Corn; The Optimum Population Trust: Manchester, U.K.,2003; p 11-15.
(77) Ferguson, A. R. B. Further implications concerning ethanol fromcorn: Draft manuscript for the Optimum Population Trust, 2004.
(78) Patzek, P. Thermodynamics of the corn-ethanol biofuel cycle. Crit.ReV. Plant Sci. 2004, 23, 519–567.
(79) Water Implications of Biofuels Production in the United States;National Research Council, National Academies Press: Washington, DC,2008; pp 19-25.
(80) http://www.greatlakesbioenergy.org/wp-content/uploads/2009/07/fuel-standards-image.jpg.
(81) CA 2007. http://www.iwmi.cgiar.org/WhatsNew/Biofuels/index.htm.(82) Aden, A. Water usage for current and future ethanol production.
Southwest Hydrol. 2007, 22–23.(83) Jacobson, M. Z. Review of solutions to global warming, air
pollution, and energy security. Energy EnViron. Sci. 2009, 2, 148–173.(84) SIU Sugarcane Industry Union; UNICA: Sao Paulo, Brazil, 2007.(85) Keeney, D. R.; Muller, M. Water Use by Ethanol Plants: Potential
Challenges. www.agobservatory.org/library.cfm?refid)89449, 2006; accessedMay 20, 2009.
(86) de Cerqueira Leite, R. C.; Leal, M. R. L. V.; Cortez, L. A. B.;Griffin, W. M.; Scandiffio, M. I. G. Can Brazil replace 5% of the 2025gasoline world demand with ethanol? Energy 2009, 34, 655–661.
(87) de Fraiture, Charlotte; Giordano, M.; Yongsong, L. Biofuels andimplications for agricultural water use: Blue impacts of green energy. WaterPolicy 2008, 10, 67–81.
(88) Risk assessment for bioenergy manufacturing facilities in Alberta.GenSolutions Final Report, 2007; Project No. E06-019, p 51.
(89) Jacques, K.; Lyons, T. P.; Kelsall, D. R. The Alcohol Textbook,3rd ed.; Nottingham University Press: Nottingham, UK, 1999.
(90) Pfromm, P. H. The minimum water consumption of ethanolproduction via biomass fermentation. Chem. Eng. J. 2008, 2, 1–5.
(91) Perry, R. H.; Green, D. W. Perry’s Chemical Engineer’s Handbook;McGraw-Hill: New York, 1997.
(92) Mann, J. G.; Liu, Y. A. Industrial Water Reuse and WastewaterMinimization; McGraw-Hill: New York, 1999.
(93) Fatigati, M. Conserving Water in Ethanol Plants. Wester RegionBBI Biofuels Workshop, San Diego CA, 2006, http://www.bbibiofuels.com/biofuelsworkshop/2006/docs/speakerpapers/west/bww/BWW06-14-Fatigati.pdf, accessed October 17, 2009.
(94) American Public Health Association Standard Methods for theExamination of Water and Wastewater, 17th ed.; American Public HealthAssociation, Washington, DC, 1989.
(95) American Boiler Manufacturers Association. http://www.abma.com/.
(96) Cargill. Personal communication, 2006.(97) Wang, L. K., Hung, Y.-T., Howard, H., Lo, H. H., Yapijakis, C.,
Li, K. H., Eds. Handbook of Industrial and Hazardous Wastes Treatment,2nd ed.; Marcel Dekker, Inc.: New York, 2004.
(98) Zhang, S.; Marechal, F.,; Gassner, M.; Perin-Levasseur, Z.,; Qi,W.; Ren, Z.; Yan, Y.; Favrat, D. Process modeling and integration of fuelethanol production from lignocellulosic biomass based on double acidhydrolysis. Energy Fuels 2009, 23, 1759–1765.
(99) Water and Wastewater. http://www.waterandwastewater.com/cgi-bin/yabb/YaBB.pl?board)general;action)display;num)1190280253, ac-cessed March 10, 2010.
(100) Patoczka, J. Impact of chemicals addition in water/wastewatertreatment on TDS concentration and sludge generation. http://www.patoczka.net/Jurek%20Pages/Papers/Florida%2007%20Paper.pdf, 2007; ac-cessed March 10, 2010.
(101) Matches. http://www.matche.com/EquipCost/Screen.htm, accessedOctober 18, 2009.
(102) Construction costs for municipal wastewater treatment plants:1973-1977. Technical Report MCD-37; U.S. E.P.A.: Washington, DC, 1978(adapted in http://www.fao.org/DOCREP/003/V9922E/V9922E09.htm), ac-cessed October 18, 2009.
(103) Matches. http://www.matche.com/EquipCost/Boiler.htm, accessedOctober 18, 2009.
(104) Matches. http://www.matche.com/EquipCost/Cooling.htm, ac-cessed October 18, 2009.
(105) Matches. http://www.oas.org/usde/publications/unit/oea59e/ch20.htm.(106) Sahinidis, N. V. BARON: A general purpose global optimization
software package. J. Global Optim. 1996, 8, 201–205.(107) Ethanol benchmarking and best practices. The production process
and potential for improVement; Minnesota Technical Assistance Program,University of Minnesota: Minneapolis, MN, 2008, www.mntap.umn.edu/MnTAP%20Ethanol%20Report.pdf, accessed August 15, 2009.
(108) ThomasNet News. http://news.thomasnet.com/companystory/525435, accessed August 15, 2009.
(109) Tao, L.; Aden, A.; Humbird, D.; Dutta, A.; Kinchin, C.; Inman,D.; Hsu, D. D.; Dugeon, D.; Lukas, J.; Olthof, B.; Schoen, P. Worley, M.Lignocellulosic biomass to ethanol. Process design and economics for cornstover. AICHE Annual Meeting, Nashville, Tennesse, 2009, Paper 239c.
(110) Wallas, S. M. Chemical Process Equipment: Selection and Design,3rd ed.; Butterworth-Heinemann: Oxford, UK, 1990.
ReceiVed for reView January 14, 2010ReVised manuscript receiVed March 31, 2010
Accepted April 5, 2010
IE1000955
7982 Ind. Eng. Chem. Res., Vol. 49, No. 17, 2010