Embed Size (px)
Citation preview

VOL. 5, NO. 7, JULY 2010 ISSN 1819-6608
ARPN Journal of Engineering and Applied Sciences
©2006-2010 Asian Research Publishing Network (ARPN). All rights reserved.
www.arpnjournals.com
OPTIMIZING THE PROCESS PARAMETERS ON TOOL WEAR OF WC
INSERT WHEN HOT TURNING OF AISI 316 STAINLESS STEEL
S. Ranganathan1 and T. Senthilvelan2
1Department of Mechanical Engineering, Sri Chandrasekharendra Saraswathi Vishwa Maha Vidyalaya, Enathur, Kanchipuram, Tamil Nadu, India
2Department of Mechanical Engineering, Pondicherry Engineering College, Pondicherry, India E-Mail: [email protected]
ABSTRACT
In this work, the influence of the cutting parameters namely cutting speed (Vs), feed rate (fs) and depth of cut (ap) at 2000 C, 4000 C and 6000 C hot turning of 316 stainless steel on tool wear are studied. The optimum results can be achieved in the experimental study by employing Taguchi techniques. Combined effects of three cutting parameters i.e. cutting speed, feed rate and depth of cut on the performance measure, tool wear (VB) are investigated by employing an orthogonal array and the analysis of variance (ANOVA) at 2000 C, 4000 C and 6000 C hot turning. Optimal cutting parameters for each performance measure were obtained; also the relationship between the parameters and the performance measure is determined using multiple linear regression equation. Keywords: tool wear, stainless steel (type316), hot turning, machining parameters, cutting speed, feed rate, depth of cut. 1. INTRODUCTION
The turning of materials, which have the high strength, wear resistance and toughness exhibit lot of difficulties while doing by conventional machining methods, and yields desirable results only by the selection of optimum machining parameters. Such materials are widely used commonly in aerospace, nuclear industries and food processing industries. Stainless steel (Type 316) one such material, which posses above mentioned challenges during machining. It is also requires a high strength and robust and costlier cutting tool. Non-conventional machining techniques such as electrical discharge machining; abrasive jet machining and electro-chemical machining processes remove a very small amount of material in every pass, which is expensive and consuming more time as well. Hence, hot machining process has been developed in industries to remove large amount of materials without compromising machining and quality. In hot machining, the work piece is heated, which imparts softening of the material and thereby reduces the shear strength of the material. Pal and Basu while investigated the tool life during hot machining of Austenitic Manganese Steel and they reported that the tool life is dependent on work piece temperature and relative cutting speed [1]. Chen and Lo presented the experimental investigation of the factors that affect the tool wear in the hot machining of alloy steel. In this study, alloy steels of different harnesses were machined using several grades of carbide tools, over a range of cutting speeds and heating current [2]. Raghuram and Muju reported that tool life has been improved by magnetization and also a reduction in tool wear was observed due to an external magnetic field in hot machining [3]. Hinds and Almedia studied the plasma arc heating for hot machining, which improved the efficiency of heat transfer under high speed heating of the materials [4]. Kitagawa and Maekawa discussed plasma hot machining for glasses and engineering materials, such as, Pyrex, Mullite, Alumina, Zirconia, Silicon nitride and
sintered high speed steel [5]. Tosum and Ozler conducted hot machining experiments up to 6000 C to optimize the performance characteristics of manganese steel using LPG [6]. Tosum and Ozler computed the tool life during hot machining using artificial neural network (ANN) and regression analysis method (RAM) by considering the cutting speed, feed rate, depth of cut and temperature as machining parameters [7]. Madhavulu and Ahmed compared the metal removal of stainless steel (SS 410), alloy steel and forged stainless steel rotor by hot turning operation with undulations on the surface by applying a plasma arc heating [8]. Maity and Swain investigated the tool life during hot machining by using manganese steel as work piece material [9]. Larin and Martynow discussed the method of heating during machining of steel [10]. Mukherjee and Basu outlined the statistical evaluation of metal cutting parameters during hot machining of nickel-chromium steel [11].
A selection of improper heating method of the work piece material will lead to undesirable structural changes, which increases the machining cost. From the past studies, it was understood that for heating the work piece during hot machining different methods of heating, such as, electrical resistance, laser heating, plasma heating, furnace heating, and friction heating methods have been employed [12]. One of our primary objectives is to reduce the machining cost without sacrificing the quality of the machined parts. In this present work, under different cutting parameters i.e. cutting speed, feed rate, depth of cut and temperature, stainless steels (Type 316) was heated with Liquid Petroleum Gas combusted with oxygen and then turned in a conventional lathe to estimate the tool wear of the tungsten carbide (WC) inserts. The interaction effects on the tool wear models including cutting speed, feed rate, and depth of cut at different temperatures were reported. The tool wear (VB) were measured using a Metzer tool maker microscope.
24

VOL. 5, NO. 7, JULY 2010 ISSN 1819-6608
ARPN Journal of Engineering and Applied Sciences
©2006-2010 Asian Research Publishing Network (ARPN). All rights reserved.
www.arpnjournals.com
2. EXPERIMENTAL DETAILS
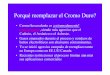
The turning experimental work was carried out in dry cutting conditions on a ALL GEAR LATHE (AGL) machine and a maximum speed of 1200 RPM and a 6 KW drive motor. Figure-1 gives the detail of the AGL machine with a work piece and Liquid Petroleum Gas (LPG) heating system. A. Work-piece material and cutting tool insert.
Stainless steel (Type316) was used as a work piece material and its chemical composition is given in Table-1.
In these experiments, tungsten carbide (WC) inserts are used. The mechanical properties of the cutting tool insert and tool holder are shown in Table-2.
Specification of tool holder and cutting tool inserts
Cutting tool inserts (WC): DCMT 31 52 MF Tool holder: ISO 6 L 12 12 K 20 B. Cutting conditions
Designs of experiments (DOE) method are among the most effective and useful statistical quality control techniques to investigate the individual and interaction effects of the process parameters [12]. DOE methods can be an important part of a thorough system optimization, yielding definitive system design or redesign recommendations [13]. These methods also involve the activity experimental planning, conducting experiments, and fitting models to the outputs. An essential ingredient in applying DOE methods is the use of experimental design can have a large influence on the accuracy and the construction cost of the approximations. Several experimental design techniques have been used to aid in the selection of appropriate design points.
In a factorial design creates 3n training data, where n is the number of variables [14]. In these studies, three independent variables, such as the cutting speed (Vs), feed rate (fs) depth of cut (ap) had total of 33 = 27 experimental runs at a temperature of 2000 C, 4000 C and 6000 C. The ranges of process parameters are shown in Table-3. 3. EXPERIMENTAL RESULTS AND DATA ANALYSIS
The plan of the experiments was developed for assessing the influence of the cutting speed (Vs), feed rate (fs) and depth of cut (ap) on the tool wear (VB) at 2000 C, 4000 C and 6000 C hot turning of 316 stainless steel. Table-4 Illustrates the experimental results of tool wear (VB).
The experimental results were analyzed with analysis of variance (ANOVA), which is used for identifying the factors significantly affecting the performance measures. The results of the ANOVA with tool wear at 2000 C, 4000 C and 6000 C hot turning of 316 stainless steel are shown in Tables 5, 6 and 7, respectively. This analysis was carried out for a confidence level of 95%. The last columns of the tables show the percent
contribution of each source to the total variation indication the degree of influence on the results of 2000 C, 4000 C and 6000 C hot turning.
Table-5 shows the cutting speed, depth of cut, interaction of cutting speed and feed rate, and interaction of cutting speed and depth of cut have statistically significant effect on the tool wear at 2000 C hot turning. However, the interaction Vs-fs has more significant i.e. 27.25%.
Figure-2(A) gives the main effect plot at 2000 C hot turning of 316 stainless steel. The tool wear appears to be an almost linear increasing function of cutting speed (Vs). This results verdicts with common expectation that flank wear usually increases with cutting speed. The tool wear is an increasing function of feed rate (fs) with an escalating slope for higher fs values. In order to reduce the level of the tool wear, Vs should be set to it lowest level, 29.68 m/min. Also, low levels of fs, 0.250 mm/rev (or) 0.376 mm/rev may be preferred and the depth of cut (ap) has not found statistically significant at 2000 C hot turning.
In Figure-2(B) the Vc-fs interaction plot shows that the lowest levels of tool wear is achieved at Vs = 29.68 m/min and feed rate fs = 0.250 mm/rev. Similarly, the Vs - ap interaction plot reveals that the lowest level is achieved at 29.68 m/min and ap = 0.4mm. Therefore, the analysis suggested that the optimal setting are Vs = 29.68 m/min, fs = 0.25 mm/rev and ap = 0.4mm. It is also interesting to note that when fs = 0.376 mm/rev and ap =1 mm, the average tool wear values becomes less sensitive to change in Vs not exceeding 0.36mm in the worst case (Vs =113.1 m/min and ap = 1mm). Instead of setting only the feed rate to 0.250 mm/rev would be a robust alternative, which would produce reliable and low tool wear values even when the two other factor are not controlled.
Figure-3 Shows the SEM examination of the worn surface of the flank wear of WC insert at 2000 hot turning.
Table-6 shows that the feed rates, depth of cut and interactions Vs-ap have a statistically significant effect on the tool wear at 4000 C hot turning. However the interactions Vs-ap have more significant i.e. 45.18%, which calls for an analysis of the associated interaction plot in Figure-4(B).
Figure-4(A) gives the main effect plots of 4000 C hot turning of 316 stainless steel. The tool wear appears to be decreasing function of Vs at 73.04 m/min and escalating to maximum at 113.1m/min. The tool wears gradually increasing with the feed rate and it is maximum at fs = 0.381 mm/rev. This can be explained in terms of flank wear, because of addition of temperature in the cutting tool, more build up edge formation at tool tip.
Figure-4(B) gives the interaction effect on the tool wear at 4000 C hot turning of 316 stainless steel. The Vs-ap interaction plot shows that the lowest levels of the tool wear is achieved at Vs = 73.04 m/min and ap = 0.8mmand fs = 0.376 mm/rev. Therefore the analysis suggested that the optimal settings are Vs = 73.04 m/min, fs = 0.376mm/rev and ap = 0.8mm.
25

VOL. 5, NO. 7, JULY 2010 ISSN 1819-6608
ARPN Journal of Engineering and Applied Sciences
©2006-2010 Asian Research Publishing Network (ARPN). All rights reserved.
www.arpnjournals.com
Figure-7 Shows the SEM examination of the
worn surface of the flank wear of WC insert at 6000 hot turning.
Figure-5 Shows the SEM examination of the worn surface of the flank wear of WC insert at 4000 hot turning.
Table-7 shows the cutting speed, depth of cut has statistically significant on the tool wear of 6000 C hot turning of 316 stainless steel. However, the interactions Vs- fs and Vs- ap are significant, which calls for an analysis of associated interaction plots given in Figure-6(B).
4. MULTIPLE REGRESSION EQUATIONS
The relationship between the factors and performance measures were modeled by multiple regressions. The regression equations obtained were as follows:
Figure-6(A) gives the main effect plot of 6000 C hot turning. The tool wear appears to be linear decreasing function of Vs. The results contradict with common expectation that flank wear usually increasing with increasing cutting speed. The decrease in tool wear with increasing cutting speed can be explained in terms of build up edge formation observed on the tools used at low cutting speeds. The tool wear is an increasing function of fs with escalating slope for higher fs value. In order to reduce the level of tool wear, Vs should be set its highest level, 113.1 m/min. Also, low levels of fs, 0.25 mm/rev (or) 0.378 mm/rev may be preferred, while the effects of ap has not been found statistically significant.
a) VB = 0.34 + 0.026 Vs + 0.015 fs + 0.011 ap – 0.015 Vs x fs + 0.005 Vs x ap – 0.005 fs x ap + 0.00029
R2 = 0.8884 for 2000 C hot turning
b) VB = 0.353 - 0.00052 Vs + 0.5357 fs - 0.0364 ap - 0.00091 Vs x fs + 0.00099 Vs x ap - 0.381 fs x ap
R2 = 0.8373 for 4000 C hot turning
c) VB = 0.20 - 0.00053 Vs - 0.0066 fs - 0.0038 ap + 0.020 Vs x fs + 0.001 Vs x ap + 0.0075 fs x ap
R2 = 0.4433 for 6000 C hot turning
These equations give the expected values of the tool wear (VB) for any combination of factor level given that the levels are within the ranges in Table-1. However, R- square values for the regression equations are high for 2000 C hot turning and 4000 C hot turning. The R- square vale for 6000 C hot turning was 0.4433 and it is quite less because due to high brittleness of the cutting tool at elevated temperature.
In Figure-6(B) the Vs- fs interaction plot shows that the lowest levels of tool wear is achieved at Vs = 113.1 m/min and fs = 0.378 mm/rev and Vs = 73.04 m/min and fs = 0.378 mm/rev. Similarly, the ap- fs interaction plot reveals that the lowest level obtained at ap = 0.8mm and fs = 0.376 mm/rev. Therefore, the analysis suggested that the optimal setting of cutting parameters are Vs = 113.1 m/min, fs = 0.376 mm/rev and ap = 0.8mm for 6000 C hot turning of 316 stainless steel.
Table-1. Chemical composition of stainless steel (type 316).
C-0.057% Mn-1.31% Si-0.4% S-0.025% Cu-0.22% P-0.034% Ni-10.07% Cr-16.08% Mo-2.22% Remaining Fe
Table-2. Mechanical properties of the insert and tool holder.
Tool holder (tool steel) Insert (WC) Density 7.85g/cm3 15.7g/cm3
Poisson’s ratio 0.3 0.28 Hardness - 90 Yield strength - 2683 Mpa
Young’s modulus 207 kN/mm2 669-696 kN/mm2
Table-3. Assignment of the levels of the factors.
Level Cutting speed
(m/min)
Feed rate (mm/rev)
Depth of cut (mm)
Temperature (0C)
1 29.68 0.25 0.4 200 2 73.04 0.375 0.8 400 3 113.1 0.381 1 600
26

VOL. 5, NO. 7, JULY 2010 ISSN 1819-6608
ARPN Journal of Engineering and Applied Sciences
©2006-2010 Asian Research Publishing Network (ARPN). All rights reserved.
www.arpnjournals.com
Table-4. Experimental results of tool wear (VB).
Test No. Vs (m/mim)
fs (mm/rev)
ap(mm)
Tool wear at 2000C hot
turning
Tool wear at 4000C hot
turning
Tool wear at 6000C hot
turning 1 29.68 0.25 0.4 0.24 0.27 0.25
2 29.68 0.25 0.8 0.3 0.25 0.23
3 29.68 0.25 1 0.29 0.24 0.19
4 29.68 0.376 0.4 0.31 0.28 0.16
5 29.68 0.376 0.8 0.34 0.26 0.14
6 29.68 0.376 1 0.32 0.28 0.15
7 29.68 0.381 0.4 0.33 0.3 0.17
8 29.68 0.381 0.8 0.35 0.25 0.18
9 29.68 0.381 1 0.32 0.26 0.17
10 73.04 0.25 0.4 0.33 0.22 0.19
11 73.04 0.25 0.8 0.36 0.24 0.21
12 73.04 0.25 1 0.29 0.26 0.22
13 73.04 0.376 0.4 0.3 0.24 0.2
14 73.04 0.376 0.8 0.34 0.25 0.19
15 73.04 0.376 1 0.31 0.26 0.24
16 73.04 0.381 0.4 0.37 0.23 0.22
17 73.04 0.381 0.8 0.28 0.25 0.18
18 73.04 0.381 1 0.32 0.27 0.2
19 113.1 0.25 0.4 0.33 0.24 0.21
20 113.1 0.25 0.8 0.36 0.23 0.19
21 113.1 0.25 1 0.37 0.28 0.18
22 113.1 0.376 0.4 0.35 0.26 0.19
23 113.1 0.376 0.8 0.36 0.25 0.18
24 113.1 0.376 1 0.3 0.26 0.23
25 113.1 0.381 0.4 0.33 0.28 0.24
26 113.1 0.381 0.8 0.31 0.26 0.25
27 113.1 0.381 1 0.38 0.27 0.21
27

VOL. 5, NO. 7, JULY 2010 ISSN 1819-6608
ARPN Journal of Engineering and Applied Sciences
©2006-2010 Asian Research Publishing Network (ARPN). All rights reserved.
www.arpnjournals.com
Table-5. ANOVA table for the tool wear (VB) at 2000C hot turning.
Source of variation df SS MS Fcal=
MS/error C %
Replicates 1 0.0001125 0.0001125 0.3 0.4448 Vs 1 0.003306 0.003306 8.816 11.765 fs 1 6.25 x 10-6 6.25 x 10-6 0.0167 0.022 ap 1 0.004556 0.00456 12.149 16.214 Vs fs 1 0.007656 0.007656 20.416 27.25 Vs ap 1 0.003306 0.003306 8.816 11.765 fs ap 1 0.002256 0.00256 6.016 8.03 Vs fs ap 1 0.003906 0.003906 10.416 13.9 Error 8 0.003 0.000375 10.68 Total 15 0.0281 0.001873
Table-6. ANOVA table for the tool wear (VB) at 4000C hot turning.
Source of variation df SS MS Fcal=
MS/error C %
Replicates 1 0.000625 0.000625 28.73 10.24 Vs 1 6.25 x 10-6 6.25 x 10-6 0.0287 0.102 fs 1 0.0003062 0.00003062 1.408 5.02 ap 1 0.0003062 0.00003062 1.408 5.02 Vs fs 1 0.0003062 0.00003062 1.408 5.02 Vs ap 1 0.002756 0.002756 12.673 45.18 fs ap 1 6.25 x 10-5 6.25 x 10-5 0.2586 0.922 Vs fs ap 1 6.25 x 10-6 6.25 x 10-6 0.0287 0.102 Error 8 0.00174 0.0002175 28.53 Total 15 0.0061 0.0000406
Table-7. ANOVA table for the tool wear (VB) at 6000C hot turning.
Source of variation df SS MS Fcal=
MS/error C %
Replicates 1 0.001063 0.001063 4.049 11.68 Vs 1 0.0010563 0.0010563 5.738 11.61 fs 1 0.0001563 0.0001563 0.5962 1.717 ap 1 0.001406 0.004106 5.357 15.45 Vs fs 1 0.001406 0.004106 5.357 15.45 Vs ap 1 6.25 x 10-6 6.25 x 10-6 0.0238 0.068 fs ap 1 0.001406 0.001406 5.357 15.45 Vs fs ap 1 0.0005063 0.005063 1.9287 5.563 Error 8 0.0021 0.0002625 23.076 Total 15 0.0061 0.0000406
28

VOL. 5, NO. 7, JULY 2010 ISSN 1819-6608
ARPN Journal of Engineering and Applied Sciences
©2006-2010 Asian Research Publishing Network (ARPN). All rights reserved.
www.arpnjournals.com
ab c
d i e
h
g
f
j
k
ln
m op
Figure-1. Experimental setup of hot turning of 316 SS work piece.
(a) Lathe head stock (b) 3 Jaw chuck (c) Work piece 316 SS (d) Torch (e) O2 Flow control value (f) O2 Cylinder (g) LPG flow value (h) LPG Cylinder (i) O2 Pipe (j) LPG Pipe (k) Temperature display (l) Tail stock
(m) Thermocouple (n) Wire (o) Distance adjustment handle (p) Cutting tool (WC insert)
Vs fs ap
29.68
73.04
113.1
00.2
500.3
760.3
81 0.4 0.8 1.00.310
0.318
0.326
0.334
0.342
Tool
Wea
r
Figure-2(A). Main factors plots: average for tool wear.
29

VOL. 5, NO. 7, JULY 2010 ISSN 1819-6608
ARPN Journal of Engineering and Applied Sciences
©2006-2010 Asian Research Publishing Network (ARPN). All rights reserved.
www.arpnjournals.com
0.250
0.376
0.381
0.4 0.8 1.0
0.28
0.32
0.360.28
0.32
0.36
Vs
fs
ap
29.68
73.04
113.10
0.250
0.376
0.381
Figure-2(B). Interaction plots: tool wear of 2000 hot turning.
Figure-3. SEM image shows the tool wear on the rake face of WC insert when hot turning of 2000 hot turning.
30

VOL. 5, NO. 7, JULY 2010 ISSN 1819-6608
ARPN Journal of Engineering and Applied Sciences
©2006-2010 Asian Research Publishing Network (ARPN). All rights reserved.
www.arpnjournals.com
apfsVs
1.00.80.40.3
810.3
760.2
50
113.1
0 73
.04 29
.68
0.266
0.261
0.256
0.251
0.246
Tool
Wea
r
Figure-4(A). Main factors plots: average for tool wear.
1.00.80.40.381
0.376
0.250
0.28
0.26
0.24
0.28
0.26
0.24
Vs
fs
ap
0.381
0.376
0.250
113.10
73.04
29.68
Figure-4(B). Interaction plots: tool wear of 4000 hot turning.
31

VOL. 5, NO. 7, JULY 2010 ISSN 1819-6608
ARPN Journal of Engineering and Applied Sciences
©2006-2010 Asian Research Publishing Network (ARPN). All rights reserved.
www.arpnjournals.com
Figure-5. SEM image shows the tool wear on the rake face of WC insert when hot turning of 4000 hot turning.
apfsVs
1.00.80.40.3
810.3
760.2
50
113.1
0 73
.04 29
.68
0.209
0.203
0.197
0.191
0.185
Tool
Wea
r
Figure-6(A). Main factors plots: average for tool wear.
32

VOL. 5, NO. 7, JULY 2010 ISSN 1819-6608
ARPN Journal of Engineering and Applied Sciences
©2006-2010 Asian Research Publishing Network (ARPN). All rights reserved.
www.arpnjournals.com
1.00.80.40.3
810.3
760.2
50
0.23
0.19
0.15
0.23
0.19
0.15
Vs
fs
ap
0.381
0.376
0.250
113.10
73.04
29.68
Figure-6(B). Interaction plots: tool wear of 6000 hot turning.
Figure-7. SEM image shows the tool wear on the rake face of WC insert when hot turning of 6000 hot turning.
33

VOL. 5, NO. 7, JULY 2010 ISSN 1819-6608
ARPN Journal of Engineering and Applied Sciences
©2006-2010 Asian Research Publishing Network (ARPN). All rights reserved.
www.arpnjournals.com
Figure-8. Magnification of SEM image showing the flank shape grooves. 5. CONCLUSIONS The following conclusions can be drawn based on the results of the experimental study on hot turning of AISI 316 stainless steel with WC inserts.
The cutting speed and depth of cut are statistically significant factor influencing the tool wear for 2000 C hot turning of 316 SS; its explain 11.765% and 16.214% of the total variation. For 4000 C hot turning of 316 SS the feed rate and depth of cut are statistically significant factors and it’s explain 5.02% and 5.02% of the total variation. For 6000 C hot turning of 316 SS the cutting speed and depth of cut are statistically significant factors and it’s explain 11.61% and 15.45% of the total variation.
Only two interactions, cutting speed - feed rate and cutting speed-depth of cut, have statistically significant to influence on the tool wear; they explain 27.25% and 11.765% of the total variation for 2000 C hot turning. For 4000 C hot turning of 316 SS, the interaction of cutting speed - feed rate have 45.18 % influence of the total variation. For 6000 C hot turning of 316 SS, the cutting speed - feed rate and cutting speed - depth of cut have statistically significant to influence on the tool wear; they explain 15.45% and 15.45% of the total variation. An analysis of the interaction plots reveals that in order to minimize the tool wear, the level of the cutting speed, 113.1 m/min, the level of the fed rate, 0.375 mm/rev and the medium depth of cut, 0.8mm.
The relationship between the factors and the performance measures are expressed by multiple regression equation, which can be used to estimate the expected values of the performance level for any factor levels. However, the R-square value for 2000 C and 4000 C hot turning of 316 SS of the regression equations are high enough to obtain reliable estimates.
Low levels of error in the ANOVA tables and high R- square values for 2000 C and 4000 C hot turning of 316 SS by WC inserts are the results of this study is to encourage the use of Taguchi parameter design for obtaining optimal cutting parameters.
REFERENCES [1] D.K. Pal, S.K. Basu. 1971. Hot machining of
austenitic manganese steel by shaping. International Journal of Machine Tool Design. 11: 45-61.
[2] N.N.S Chen, K.C. Lo. 1974. Factors affecting tool life
in hot machining of alloy steels. International Journal of Machine Tool Design. 14: 161-173.
[3] V. Raguram, M.K. Muju. 1981. Improving tool life by
magnetization in hot turning machining. International Journal of Machine Tool and Manufacture. 20: 87-96.
[4] B.K. Hinds, S.M. DE Almedia. 1981. Plasma arc
heating for hot machining. International Journal of Machine Tool Design. 21: 143-152.
[5] T. Kitagaea, K. Maekawa. 1990. Plasma hot
machining for new engineering materials. Wear. 139: 251-267.
[6] N. Tosum, L. Ozler. 2004. Optimisation for hot
turning operations with multiple performance characteristics. International Journal of Advanced Manufacturing Technology. 23: 777-782.
[7] N. Tosum, L. Ozler. 2002. A study of tool life in hot
machining using artificial neural networks and
34

VOL. 5, NO. 7, JULY 2010 ISSN 1819-6608
ARPN Journal of Engineering and Applied Sciences
©2006-2010 Asian Research Publishing Network (ARPN). All rights reserved.
www.arpnjournals.com
regression analysis method. Journal of Material Processing Technology. 124: 99-104.
[8] G. Madhavelu, B. Ahemd. 1994. Hot machining
process for improved metal removal rates in turning operations. Journal of Material Processing Technology. 44(3-4): 199-206.
[9] K.P. Maity, P.K. Swain. 2008. An experimental
investigation of hot machining to predict tool life. Journal of Material Processing Technology. 198: 344-349.
[10] N. Larin, G.A. Martynow. 1996. Methods of heating
components during machining. Russian Engineering Journal. 16: 74 -77.
[11] M.H. Hassoun. 1995. Fundamentals of artificial neural
networks. MIT Press. [12] D.C. Montgomery. 1991. Design and analysis of
Experiments. 3rd Ed. Wiley, New York. [13] E. Daniel Kirby, Zhe Zhang, Joseph C. Chen, Jacob
Chen. 2006. Optimizing surface roughness in a turning operation using the Taguchi parameter design method. International Journal of Advanced Manufacturing Technology. 30: 1021-1029.
[14] MINITAB cor, MINITAB User manual. Version 13.
35