Embed Size (px)
Citation preview

Universität Karlsruhe (TH)
Optische Systeme
Martina Gerken07.01.2008
10.2
Inhalte der Vorlesung1. Grundlagen der Wellenoptik2. Abbildende optische Systeme3. Optische Messtechnik4. Optische Materialbearbeitung
4.1 Direkte Materialbearbeitung mit Lasern4.2 Optische Lithographie
5. Optik in der Datenspeicherung6. Mikro- und Nanooptische Systeme
10.3
Vorteile der optischen Materialbearbeitung• Licht als Werkzeug anstelle mechanisch orientierter Fertigungsprozesse
– Hohe Präzision– Hohe Bearbeitungsgeschwindigkeiten (typisch 10 m/min)– Hohe Prozessflexibilität (gegenüber Stanzen auch kleine Losgrößen
rentabel)– Keine Abnutzung
• Laserlicht zur Materialbearbeitung insbesondere geeignet– Gute Fokussierbarkeit ermöglicht gezielte Ausbildung von
Wärmeeinflusszonen– Gute Fokussierbarkeit ermöglicht Erzeugung präziser Mikrostrukturen – Kurze Lichtpulse ermöglichen energiearme und hochgenaue Bearbeitung
auch thermisch empfindlicher Materialien
10.4
| 1>
| 2>Laserstrahl
Spiegel Spiegel
Energiepumpe
Leuchtendes Material
LASING
Was ist ein Laser ?
Abb. Laserschema

10.5
Wirtschaftliche Bedeutung von Lasern
-größter Umsatz mit Halbleiterlaserdioden
-Einbruch aufgrund des Einbruches des Telekom-Marktes
- Erholung des Marktes seit 2003
10.6
10.7...etwas andere Geschäftsfelder für die Nicht-Halbleiterlaser
10.8
...und um welche Laser handelt es sich ?

10.9 10.10
Halbleiterlaserdioden: Der Kantenemitter
Abb. : Schema eines kantenemittierenden GaAs-Halbleiterlasers
Im Prinzip: anorganische Leuchtdiode mit Resonator
10.11 10.12
Schematischer Aufbau eines Gaslasers
-Anregung von Atomen durchGasentladung
-ggf. Übertragung der Energie auf Gastatome
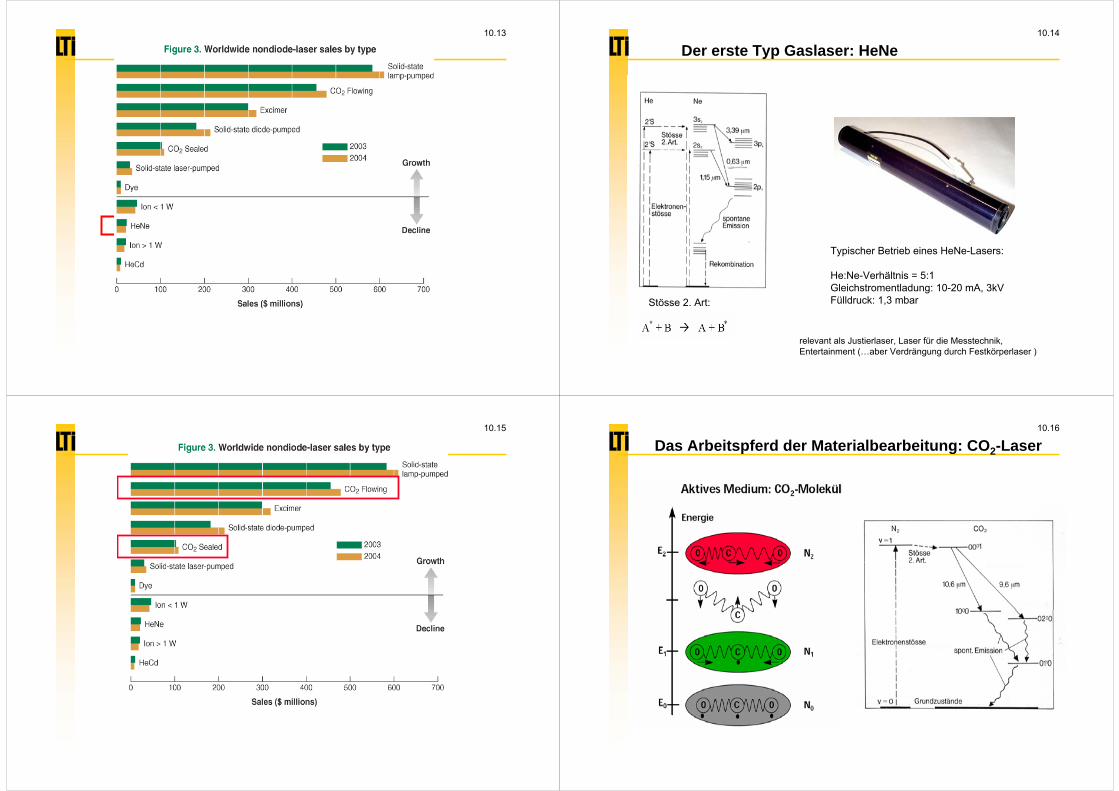
10.13 10.14
Der erste Typ Gaslaser: HeNe
Typischer Betrieb eines HeNe-Lasers:
He:Ne-Verhältnis = 5:1Gleichstromentladung: 10-20 mA, 3kVFülldruck: 1,3 mbarStösse 2. Art:
relevant als Justierlaser, Laser für die Messtechnik, Entertainment (…aber Verdrängung durch Festkörperlaser )
10.15 10.16
Das Arbeitspferd der Materialbearbeitung: CO2-Laser

10.17
Geströmter Hochleistungs-CO2-Lasers• Funktionsprinzip
Quelle: de.wikipedia.org
10.18
Quelle: Prof. Emmelmann, TUHH
Laserparameter: Strahlqualität
10.19
Materialbearbeitung mit Lasern10.20
Materialbearbeitung mit Lasern

10.21
Quelle: Industrial Laser Solution 2006
Marktaufteilung nach Anwendungen
Gesamtmarkt 2005: 2.3 109 $
10.22
10.23 10.24Laserschweißen

10.25
0.5 Mio. €1.8 Mio. €Ein 30 kW-Laser
Laserschweißen CO2-Lasern10.26
10.27Laserschneiden
10.28Lasermarkieren

10.29
Laserbohren• Insbesondere interessant für harte Materialien, kleine Bohrungsdurchmesser
und bei Bohrungen unter einem Winkel
Quelle: Industrial Laser Solution 2004
Drilling a connecting rod Lubrication hole in a camshaft, depth 12 mm, diameter 0.8 mm, drillingtime 9 seconds.
Cooling drill hole in a turbine blade, thickness2.5 mm, diameter 0.6 mm, 45°, drilling time 2.3 seconds.
10.30
Hohe Aspektverhältnisse durch Lichtleitung• Wasserstrahl als Lichtleiter erlaubt hohe Aspektverhältnisse und Kühlung• Mit Laserlicht können auch sehr harte Materialien wie kubisches Bornitrid
(cBN) gebohrt werden
Quelle: Industrial Laser Solutions 2007
10.31
Axicon-Linsen• Axicon-Linse formt Gaußstrahl in ringförmigen Strahl (Besselstrahl) um
– Besselstrahl ist (fast) beugungfrei– Hohe Schärfentiefe möglich
Quelle: D. Zeng, W. P. Latham, and A. Kar, Opt. Eng. 45, 1, p. 14301-1 (2006).
Experiment
10.32
Strahlprofil nach Axicon-Linse
Quelle: Industrial Laser Solutions 2007
Experiment Theorie

10.33 10.34
10.35 10.36

10.37
This series is designed for high throughput and high duty-cycleindustrial production applications:
Simultaneous Drilling of PCB Boards or Thousands of InkjetNozzles
Car Cylinder Treatment
Large Area Annealing of FlatPanel Displays (Sequential Lateral Solidification or TFT annealing)
LambdaPhysik, Göttingen
...zukünftige Lithographie
10.38
10.39
Pumpschema Nd:YAG-Laser
Ein Nd:YAG-Kristall
10.40

10.41 10.42
Materialbearbeitung mit Diodenlasern
..vom einzelnen Laser zum Barren
10.43
...aber Strahlqualität ist ein Problem
10.44
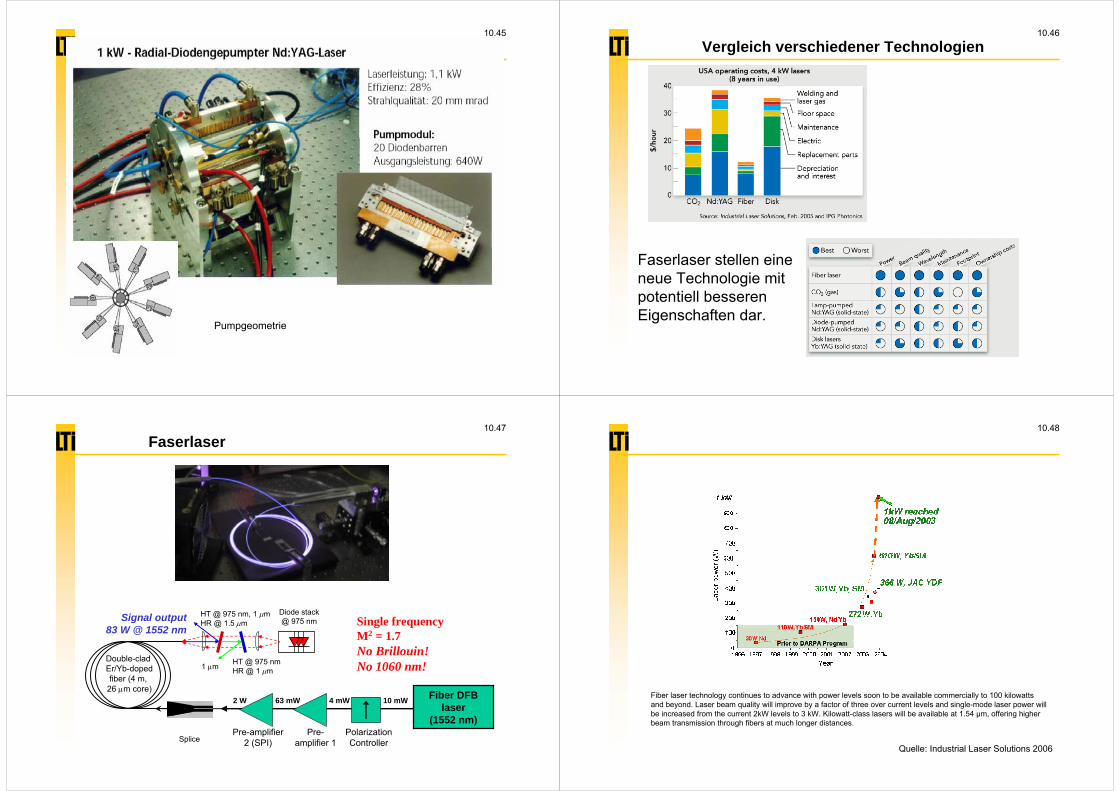
10.45
Pumpgeometrie
10.46
Vergleich verschiedener Technologien
Faserlaser stellen eineneue Technologie mit potentiell besseren Eigenschaften dar.
10.47
Diode stack@ 975 nmSignal output
83 W @ 1552 nm
Double-clad Er/Yb-dopedfiber (4 m,
26 µm core)
HT @ 975 nm, 1 µmHR @ 1.5 µm
1 µm HT @ 975 nmHR @ 1 µm
SplicePre-
amplifier 1Polarization Controller
Pre-amplifier2 (SPI)
10 mW4 mW63 mW2 W Fiber DFBlaser
(1552 nm)
Single frequencyM2 = 1.7No Brillouin!No 1060 nm!
Faserlaser10.48
Fiber laser technology continues to advance with power levels soon to be available commercially to 100 kilowattsand beyond. Laser beam quality will improve by a factor of three over current levels and single-mode laser power will be increased from the current 2kW levels to 3 kW. Kilowatt-class lasers will be available at 1.54 µm, offering higherbeam transmission through fibers at much longer distances.
Quelle: Industrial Laser Solutions 2006

10.49
Lasertechnik ist auch ein deutsches Geschäft: z.B. Rofin Sinar10.50
z.B. Trumpf Lasertechnik
10.51 10.52
Inhalte der Vorlesung1. Grundlagen der Wellenoptik2. Abbildende optische Systeme3. Optische Messtechnik4. Optische Materialbearbeitung
4.1 Direkte Materialbearbeitung mit Lasern4.2 Optische Lithographie
5. Optik in der Datenspeicherung6. Mikro- und Nanooptische Systeme

10.53
Was ist optische Lithographie?
Auslösen einer chemischen Reaktion bei Beleuchtung von definierten räumlichen Bereichen.
Photochemie, Lacke
Lichtquelle, kurze Wellenlängen
Optisches System, Maske und Abbildung, Simulation
10.54
Beispielablauf der Fotolithografie
Quelle: de.wikipedia.org
10.55
Anwendungsfelder
Mikrosystemtechnik
Mikroheizung
Mikrospiegel
Halbleitertechnologie
Quelle: de.wikipedia.orgwww.intel.com
Intel 45nm processor die
Intel 45nm processor wafer
10.56
Motivation für neue optische Lithographiesysteme
Herstellung kleinerer Strukturen auf größeren Wafern

10.57
Positiver und negativer Lack
„Zerhacken von Kohlenstoffketten“ führt zu erhöhter Löslichkeit im Entwickler
„Zerhackte Kohlenstoffketten“verklumpen beim Postbake und lassen sich schwerer lösen im Entwickler
10.58
Einflussparameter
Parameter:•Wellenlänge•Belichtungszeit•Belichtungsintensität•Belichtungsdosis•Pre- und Postbakezeiten•Pre- und Postbaketemperaturen•Entwicklungszeit
10.59
Belichtungsprinzipien10.60
Auflösungsvermögen (Minimum feature size)
λdMFS =
NA – Numerische Aperturk – Technologiekonstante
typisch 0.5 - 0.9
• Kontaktbelichtung:
• Proximitybelichtung: ( )λgdMFS +=
• Projektionsbelichtung:NAλkMFS =
Beugung ist limitierend
d – Lackdickeλ – Wellenlängeg – proximity gap

10.61
Belichtungsprinzip Projektionsbelichter
•Photomaske wird (verkleinert) auf den Wafer abgebildet.•Bildbereiche werden schrittweise belichtet (Wafer-Stepper).
10.62
Aufbau eines Wafer-Steppers
10.63
Linsensysteme in Wafer-Steppern
NA=0,38
λ=405nm
5 x Reduktion
NA=0,42
λ=365nm
5 x Reduktion
10.64
Übersicht Stepper-Optiken

10.65
Vergleich der Strukturgrößen und Belichtungswellenlängen10.66
Litho-Tricks: Phasenmasken
Normale (binäre) Maske Phase Shifted Maske
10.67
Litho-Tricks: Off-axis Belichtung10.68
Litho-Tricks: Immersion in Wasser (Splash and Flash)
min 0,61sin
xnλθ
=⋅
Verbesserung der Auflösung durch Immersion(Brechzahl von Wasser ~1,45@200nm)
Probleme:•Brechzahl ist temperaturabhängig•Brechzahl hängt stark von der Wasserqualität ab
2005 kommerziell eingeführt
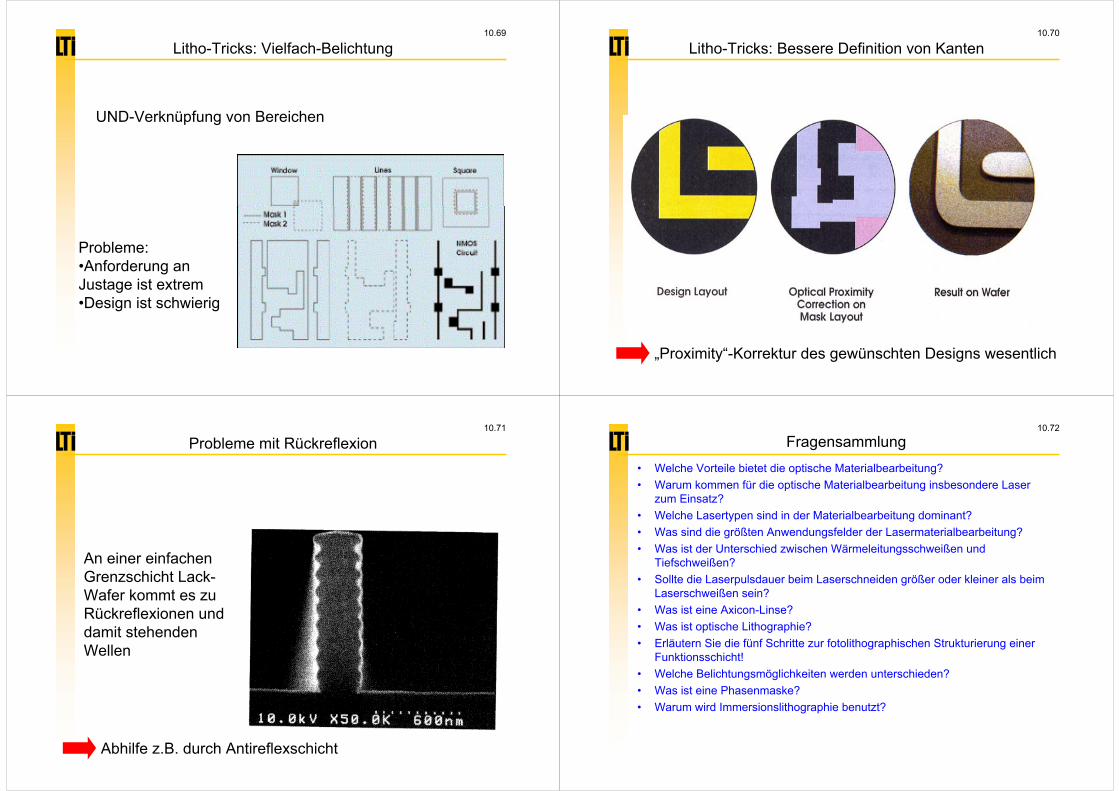
10.69
Litho-Tricks: Vielfach-Belichtung
Probleme:•Anforderung an Justage ist extrem•Design ist schwierig
UND-Verknüpfung von Bereichen
10.70
Litho-Tricks: Bessere Definition von Kanten
„Proximity“-Korrektur des gewünschten Designs wesentlich
10.71
Probleme mit Rückreflexion
An einer einfachen Grenzschicht Lack-Wafer kommt es zu Rückreflexionen und damit stehenden Wellen
Abhilfe z.B. durch Antireflexschicht
10.72
Fragensammlung• Welche Vorteile bietet die optische Materialbearbeitung?• Warum kommen für die optische Materialbearbeitung insbesondere Laser
zum Einsatz?• Welche Lasertypen sind in der Materialbearbeitung dominant?• Was sind die größten Anwendungsfelder der Lasermaterialbearbeitung?• Was ist der Unterschied zwischen Wärmeleitungsschweißen und
Tiefschweißen?• Sollte die Laserpulsdauer beim Laserschneiden größer oder kleiner als beim
Laserschweißen sein?• Was ist eine Axicon-Linse?• Was ist optische Lithographie?• Erläutern Sie die fünf Schritte zur fotolithographischen Strukturierung einer
Funktionsschicht!• Welche Belichtungsmöglichkeiten werden unterschieden?• Was ist eine Phasenmaske?• Warum wird Immersionslithographie benutzt?





























