Embed Size (px)
Citation preview
Journal of Materials Science and Chemical Engineering, 2013, *, **doi:10.4236/msce.2013.***** Published Online ** 2013 (http://www.scirp.org/journal/msce)
Al2O3 Thin Films Deposited by Electrohydrodynamic Atomization Method *
Alicja K. Krella1, Andrzej Krupa1, Arkadiusz T. Sobczyk1, Anatol Jaworek1, Maria Gazda2
1Centre of Hydrodynamics, Institute of Fluid-Flow Machinery Polish Academy of Sciences, Gdansk, Poland2Faculty of Applied Physics and Mathematics, Gdansk University of Technology, Gdansk, Poland
Email: [email protected]
Received **** 2015
AbstractThis paper presents results of Al2O3 thin films made by ElectroHydroDynamic Atomization method. Al2O3 thin films were prepared either from colloidal suspensions or from precursor solutions. The morphology, elemental and phase compositions of the thin films were investigated.
Keywords: Al2O3; Thin Film; ElectroHydroDynamic Atomization;
1. Introduction ElectroHydroDynamic Atomization (EHDA, electro-static spray deposition) is a process of liquid atomization due to electric forces and stresses on liquid jet flowing from a capillary nozzle. The process is usually accom-plished by maintaining the nozzle at high electric poten-tial. During this process liquid jet disperses into fine mi-cro- or nano-sized droplets [1]. Electrostatic spray depo-sition technique allows production thin film from an aerosol phase of a solution or colloidal suspension of deposited material, after solvent evaporation, or from a precursor, after chemical reactions occurring at the sub-strate or in the aerosol phase [2,3]. EHDA thin films are composed of small agglomerates built of particles smaller than 1 μm, which are the particles of dry powder used for preparing suspension, or crystallites smaller than 1 μm, resulting from precursor decomposition.
EHDA thin film morphology and its quality depend on many factors: e.g. evaporation, solidification and crystal-lization processes or on precursor decomposition, size of droplets and resulting particles, substrate temperature, flow rate of precursor or suspension, temperature of sol-vent evaporation, the rate of solvent evaporation during droplet flight to the substrate, time of droplet flight to the substrate, deposition time, and the rate of solvent evapo-ration from the substrate. Some of these parameters can be controlled by varying voltage, flow rate, solvent chemical composition, concentration of deposited mate-rial, distance between spray nozzle and substrate, and
substrate heating. Depending on electrostatic spray depo-sition conditions, dense or porous films can be formed. Dense film can be amorphous (homogeneous or with crystalline intrusions) or crystalline (mono- or polycrys-talline). Porous films can have various structures: reticu-lar (cells confined by nanowalls), grainy (separate packed grains), or fractal-like (dendrites formed by crys-tallites or particles).
Aluminium oxide, Al2O3, heat-resistant coatings are applied in high temperature industrial installations, for example, in electric power plants due to their very good chemical and physical properties such as: high melting point, chemical inertness, good mechanical stability over a wide range of temperatures, low thermal expansion coefficient, and high hardness.
The aim of this paper is to presents the results of Al2O3
thin films deposition from colloidal suspension and from a precursor by means of EHDA method.
2. Experimental Stainless steel X10CrAlSi18 (18% Cr, 1% Mn, 1% Al, 1% Si, Fe – rest) sheet was used as the substrate in the experiments. The alumina based thin films were de-posited from:
1) colloidal suspension of Al2O3 nanoparticles, Ceram Bond® (to improve adhesion) and methanol (solvent). In order to investigate the influence of particle size of Al2O3
powders on morphology, three colloidal suspensions were prepared with:
Copyright © 2013 SciRes. MSCE
A. K. ET AL.
a) γ - Al2O3 powder of mean particles size of 20 nm, b) γ - Al2O3 powder of particles size in the range of 40
- 80 nm, and c) mixture of α - Al2O3 and γ - Al2O3 powders of mean
particles size of about 300 nm. In the following, films made from the A, B and C pow-ders were referred to as 1-a, 1-b and 1-c film, respec-tively. All colloidal suspensions were prepared from 350 mg of Al2O3 powder (Alfa Aesar), 380 mg of Ceram Bond® (Bredent GmbH & Co.KG) dispersed in 100 g of methanol. Deposition parameters: flow rate Q= 2 ml/h, deposition time t= 2h.
2) colloidal suspension of Al2O3 nanoparticles, C10H20O5Si (to improve adhesion) and propanol-2 (sol-vent). In order to investigate the influence of addition of C10H20O5Si on film morphology, three colloidal suspen-sions were prepared:
a) 51 mg of γ - Al2O3 powder of mean particles size of 40 - 80 nm, 11 mg of C10H20O5Si and 19 g of propanol-2
b) 50 mg of γ - Al2O3 powder of mean particles size of 40 - 80 nm, 27.9 mg of C10H20O5Si and 19 g of propanol-2, and
c) 51 mg of γ - Al2O3 powder of mean particles size of 40 - 80 nm, 92 mg of C10H20O5Si and 19 g of propanol-2. Films made from the A, B and C colloidal suspension were referred to as 2-a, 2-b and 2-c film, respectively. Deposition parameters: flow rate Q =2 ml/h, deposition time t = 15 min, the C colloidal suspension was also de-posited at flow rate Q = 0.5 ml/h and deposition time t=2 h.
3) precursor solutions of inorganic aluminum nitrate (Al(NO3)3•9H2O):
a) 3 wt. % of Al(NO3)3•9H2O dissolved in an ethanol, C2H5OH, 99.9%
b) 5 wt. % of Al(NO3)3•9H2O dissolved in an ethanol, C2H5OH, 99.9%Films made from the A and B aluminum nitrate precur-sors were referred to as 3-A and 3-B film, respectively. Deposition parameters: flow rate Q = 0.3 – 1.0 ml/h, deposition time t=1 h.
Colloidal suspensions and aluminum nitrate precursors were deposited using a Fusion 200 High Precision Dual syringe pump. A high positive voltage was varied from 8 to 15 kV. The nozzle-to-substrate distance was 16 mm, the substrate temperature was varied from 48 to 160oC. After depositing the film, the specimens made from col-loidal suspensions 1 were sintered at 1000oC for 6 h in order to initiate the diffusion process of aluminum from the coating to the substrate that improves coating adhe-sion properties, from colloidal suspensions 2 were dried at 35oC for 10 h, and from precursors were dried at 200oC for 5 h.
The morphology of the films has been analysed using
scanning electron microscopy EVO-40 (Zeiss). The ele-mental composition of each coating was studied by EDS (Energy Dispersive Spectroscopy) method using BRUKER AXS Quantax 200 spectrometer with detector SDD X-flash 5010, 10 mm2, 125 eV, 20 kV (SEM accel-erating voltage). For assessment of thin film profile ir-regularities, the roughness of substrates was measured using SJ-301 Mitutoyo Surface Roughness Tester.
3. Results
3.1. Al2O3 Thin Films from ColloidalSuspensions 1
The size of Al2O3 powder particles had influence on morphology, profile irregularities and thin film particles size. With an increase of powder particles increases the film mass and decreases the profile irregularities. The mass of 1-a film was 8.20 ± 1.56 mg, of 1-b film was 9.51 ± 1.47 mg, and of 1-c film was 10.43 ± 3.15 mg. The highest irregularities of profile were for the surface of the 1-a film (Ra parameter increased from 0.97± 0.42 μm before to 3.74± 1.26 μm after coating deposition, Rz parameter from 5.86± 2.49 μm to 23.86± 7.21 μm), while the lowest profile irregularities were on the surface of the 1-c film (Ra parameter was 1.33± 0.33 μm after coating deposition, Rz parameter was 9.92± 3.19 μm). Mean values were determined from four specimens.
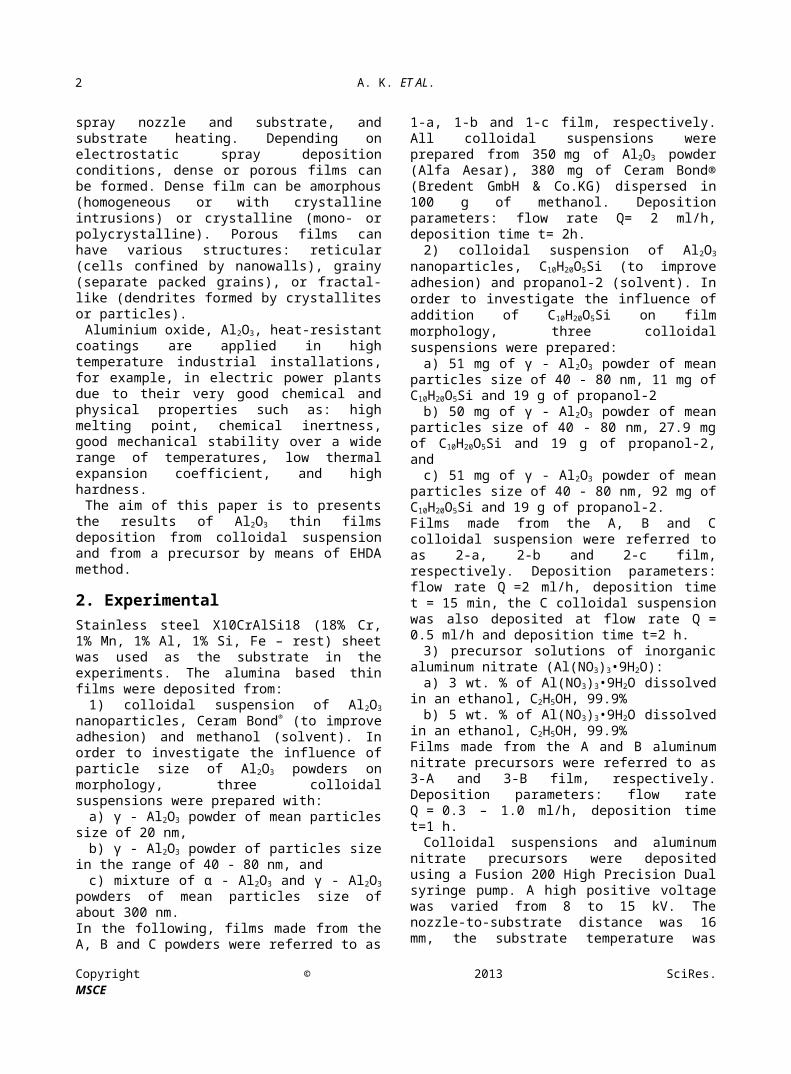
Figure 1. Morphology of Al2O3 thin film made from col-loidal suspensions) 1-a film.
Microscopic investigations revealed that films made from the 1-a and 1-b colloidal suspensions were built from agglomerates of Al2O3 particles. An example of agglomerates is presented at Fig. 1. The agglomerates, which were formed during the deposition process, were mainly responsible for profile irregularities. The number of agglomerates relates to the particles size. With an in-crease of Al2O3 particle size, the number of agglomerates decreases. The largest number of agglomerates per unit area was found on the 1-a film, which was produced from the smallest Al2O3 particles. On the surface of the
Copyright © 2013 SciRes. MSCE
2
A.K. K. ET AL.
1-c film, the agglomerates have not been noticed.
3.2. Al2O3 Thin Films from Colloidal Suspensions 2
Initially 2-a, 2-b and 2-c thin films deposited at flow rate of 2 ml/h were investigated. Microscopic investigations showed that the 2-a and 2-b colloidal suspensions were deposited on the surface of substrates in the form of ag-glomerates with a size of a few microns. They were dis-tributed randomly and not covered the whole substrate. This may prove too short time of electrostatic spray de-position or too low concentration of Al2O3 powder and/or C10H20O5Si in the suspensions. Only deposition of the 2-C colloidal suspension with the highest amount of C10H20O5Si (Fig. 2) allowed covering a substrate quite well. However, the coating had a highly porous structure. It should be noted that, in this suspension was the largest content of C10H20O5Si, compared with the previously ana-lyzed suspensions. Weight measurements showed that the weight of the deposited film was 0.6 ± 0.1 mg, 0.35± 0.05 mg and 1.65± 0.15 mg respectively for the 2-a, 2-b and 2-c suspensions. Thus, with increasing content of C10H20O5Si increased mass of the film and its continuity.
The roughness measurements showed that despite the differences in content of C10H20O5Si, most surface irregu-larities of the films deposited at Q = 2.0 ml/h were 4 μm hight. The average Ra and Rz roughness parameters of the films were 1.8 ± 0.1 μm and 11.22 ±0.1 μm, respec-tively.
Figure 2. Morphology of Al2O3 thin film deposited from 2-C colloidal suspension at Q = 2.0 ml/h.
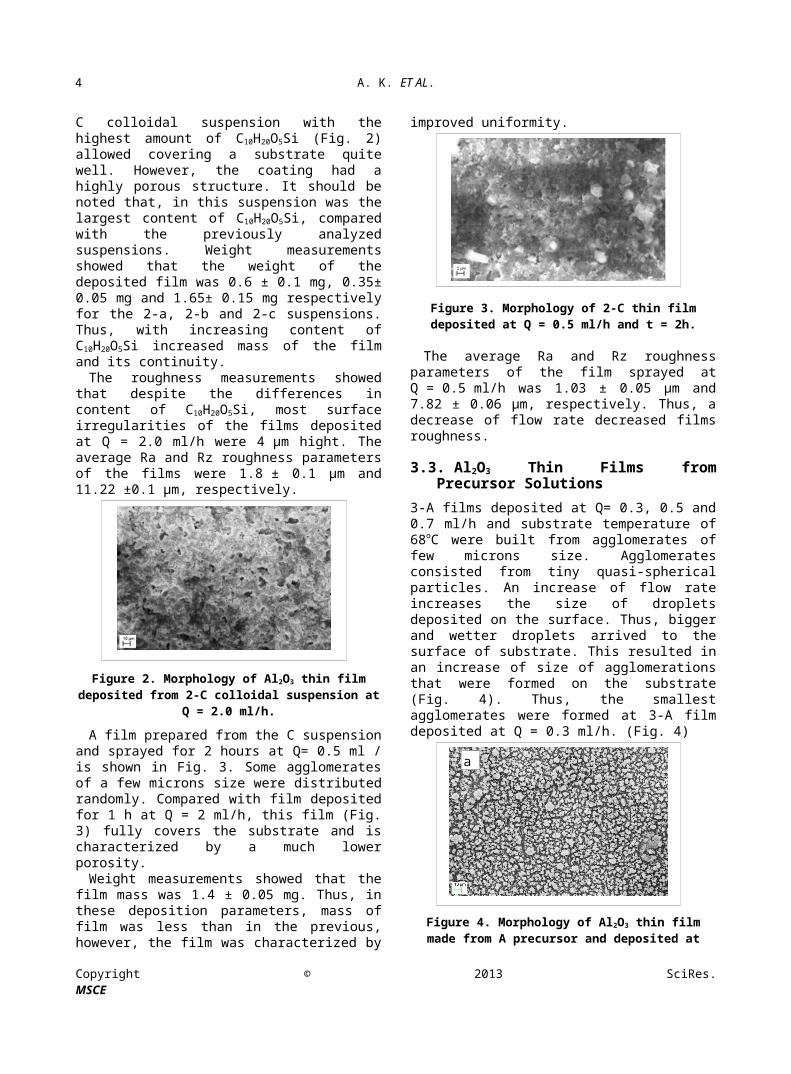
A film prepared from the C suspension and sprayed for 2 hours at Q= 0.5 ml / is shown in Fig. 3. Some agglom-erates of a few microns size were distributed randomly. Compared with film deposited for 1 h at Q = 2 ml/h, this film (Fig. 3) fully covers the substrate and is character-ized by a much lower porosity.
Weight measurements showed that the film mass was 1.4 ± 0.05 mg. Thus, in these deposition parameters, mass of film was less than in the previous, however, the film was characterized by improved uniformity.
Figure 3. Morphology of 2-C thin film deposited at Q = 0.5 ml/h and t = 2h.
The average Ra and Rz roughness parameters of the film sprayed at Q = 0.5 ml/h was 1.03 ± 0.05 μm and 7.82 ± 0.06 μm, respectively. Thus, a decrease of flow rate decreased films roughness.
3.3. Al2O3 Thin Films from Precursor Solutions3-A films deposited at Q= 0.3, 0.5 and 0.7 ml/h and sub-strate temperature of 68oC were built from agglomerates of few microns size. Agglomerates consisted from tiny quasi-spherical particles. An increase of flow rate in-creases the size of droplets deposited on the surface. Thus, bigger and wetter droplets arrived to the surface of substrate. This resulted in an increase of size of agglom-erations that were formed on the substrate (Fig. 4). Thus, the smallest agglomerates were formed at 3-A film de-posited at Q = 0.3 ml/h. (Fig. 4)
Figure 4. Morphology of Al2O3 thin film made from A pre-cursor and deposited at Q = 0.3 ml/h.
During drying the wet droplets at furnace after deposi-tion, cracks were formed in the coating, due to evapora-tion of solvent and a decrease the size of deposited droplets. Wetter droplets, more cracks and less adhesion. Films made from A-precursor at Q = 0.7 and 1.0 ml/h was cracked and had poor adhesion.
Weight of the deposited film was 1.2 ± 0.1 mg, 1.9± 0.05 mg, 2.1± 0.1 mg and 2.5± 0.15 mg respectively for Q = 0.3 ml/h, 0.5 ml/h, 0.7 ml/h, and 1.0 ml/h. Thus, with increasing flow rate increased mass of the film.
Copyright © 2013 SciRes. MSCE
a)
3
A. K. ET AL.
Figure 5. Morphology of Al2O3 thin films made from B pre-cursor; Q = 0.5 ml/h, T = 160oC.
An increase of substrate temperature increased the intensity of solvent evaporation and decreased the droplet size (Fig. 5). The result of an increase of sub-strate temperature from 80oC to 160oC was a decrease of film mass from 1.9 mg to 1.1 mg and from 2.1 mg to 1.3 mg, respectively for films deposited at Q = 0.5 ml/h and 0.7 ml/h.
X-ray investigations (Fig. 6) showed that in the films deposited at substrate temperature T = 160oC alumina was formed.
Figure 6. X-ray investigations of B precursor deposited at T = 160oC.
Although morphology of films was hardly depended on deposition parameters, the roughness parameters of films changed very slightly. The mean value of Ra and
Rz parameters of films deposited at 80oC were 0.35± 0.06 μm and 3.29± 0.56 μm, respectively. The Ra param-eter of films deposited at T = 100oC increased from 0.33± 0.03 μm for Q = 0.5 ml/h to 0.39± 0.04 μm for Q = 0.7 ml/h, however, Rz parameter decreased from 3.41 ±0.55 to 2.79 ±0.18 μm. In the case of films deposited at T =160oC, the Ra parameter decreased from 0.41± 0.03 μm for Q = 0.5 ml/h to 0.27± 0.01 μm for Q = 0.7 ml/h.
4. SummaryIn the paper the possibility of production of Al2O3 films
by EHDA method was presented. All films were built from agglomerates, whose size was depended on deposi-tion parameters and suspension or precursor. The least profile irregularities were obtained on films produces from precursors. However, adhesion of these films was depended on substrate temperature.
5. Acknowledgements This research was financially supported by the National Science Foundation by the Project No. 2011/03/B/ST8/05643
REFERENCES[1] M. Cloupeau, B. Prunet-Foch, Electrohydrodynamic
spraying functioning modes. A critical review, J. Aerosol Sci. 25 (1994) 1121-1136. doi:10.1016/0021-8502(94)90199-6
[2] O.V. Salata, Tools of nanotechnology: Electrospray, Cur-rent Nanoscience 1 (2005) 25-33.
[3] A. Jaworek, A.T. Sobczyk, Electrospraying route to nan-otechnology: An overview, J. Electrostatics 66 (2008) 197-219. doi:10.1016/j.elstat.2007.10.001
Copyright © 2013 SciRes. MSCE
4

![VAPOR LIQUID · Web viewAluminium, indium and gallium oxides have been reported as effective n- type dopants to increase the electrical conductivity of pure zinc oxide. [4] [4] Recently,](https://img.pdfslide.net/doc/110x75/60ee0fa87400717ff27a2521/vapor-web-view-aluminium-indium-and-gallium-oxides-have-been-reported-as-effective.jpg)
![€¦ · Web viewAluminium and its alloys are widely used in several industrial applications [1–5] due to their favourable strength to weight ratio, inherent corrosion resistance](https://img.pdfslide.net/doc/110x75/6052c890cb3d5a14842ab295/web-view-aluminium-and-its-alloys-are-widely-used-in-several-industrial-applications.jpg)