Embed Size (px)
Citation preview

Simplifying CNC Plasma Cutting
Tactical Advance Series Tactical Advance HD Series
©
www.tacticalcnc.com

Simplifying CNC Plasma Cutting
Technology at work for you
What makes the Tactical CNC Advantage and Advantage HD Series the best automated plasma cutting solution for your needs?
Deigned for production cutting and metal fabricators
Choice of table size to meet your sheet / plate inventory
4’ x 8’ (52” x 98”)
5’ x 10’ (66” x 123”)
6’ x 12’ (78” x 148”)
All Tactical CNC Advantage Series come fully equipped
Controller
Drive Systems
Automatic Height Adjustment
Computer
Software
On site training
High quality and industry proven components
High acceleration
Smooth and precise movements
Plasma table boundaries are determined by electronic proximity optical
sensors
Plasma cutter options to meet your requirements
Hypertherm™, Victor Thermal Dynamics™
Air plasma (65A, 85A, 105A, 125A)
Mixed gas, Liquid cooled
High Definition, Precision
Oxy– Fuel add on option
On site training by Tactical CNC
Turnkey Systems
Smooth and Precise Movement
Dynatect™ Cable and Hose Track
Dual-Vee™ Guide Bearings
Electronic Proximity Optical Sensors
Oxy—Fuel add on Option
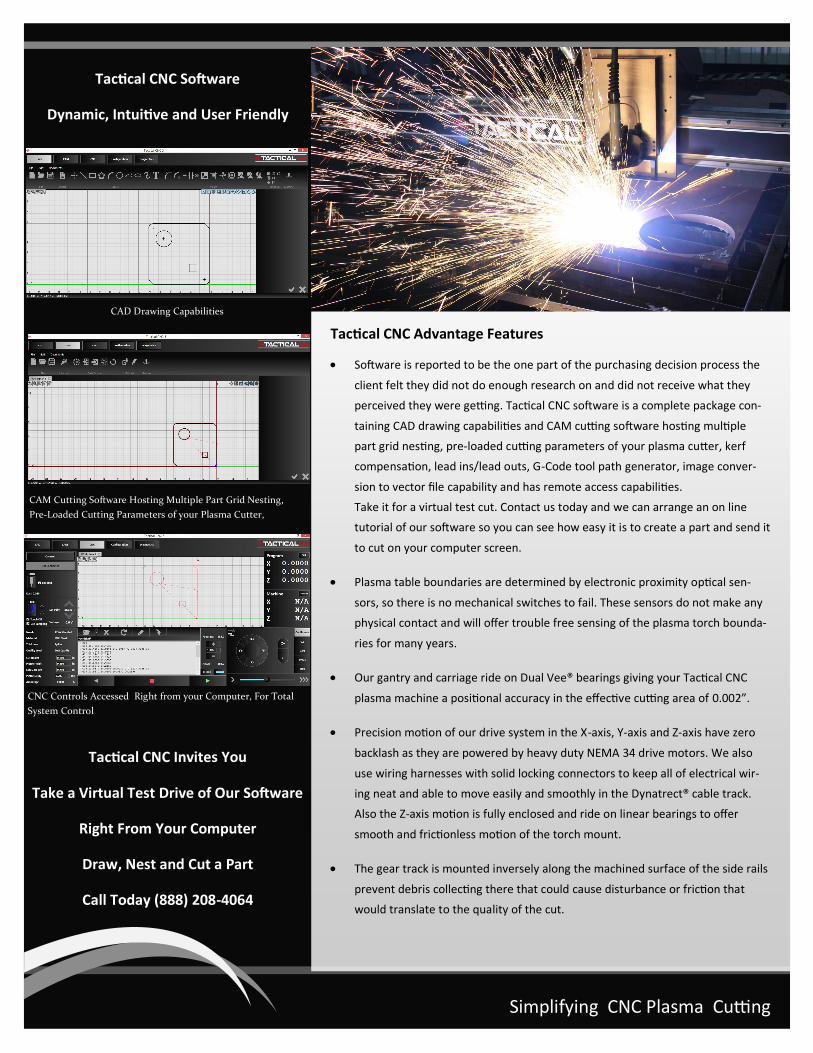
Tactical CNC Software
Dynamic, Intuitive and User Friendly
WEB SOLUTIONS
Tactical CNC Advantage Features
Software is reported to be the one part of the purchasing decision process the
client felt they did not do enough research on and did not receive what they
perceived they were getting. Tactical CNC software is a complete package con-
taining CAD drawing capabilities and CAM cutting software hosting multiple
part grid nesting, pre-loaded cutting parameters of your plasma cutter, kerf
compensation, lead ins/lead outs, G-Code tool path generator, image conver-
sion to vector file capability and has remote access capabilities.
Take it for a virtual test cut. Contact us today and we can arrange an on line
tutorial of our software so you can see how easy it is to create a part and send it
to cut on your computer screen.
Plasma table boundaries are determined by electronic proximity optical sen-
sors, so there is no mechanical switches to fail. These sensors do not make any
physical contact and will offer trouble free sensing of the plasma torch bounda-
ries for many years.
Our gantry and carriage ride on Dual Vee® bearings giving your Tactical CNC
plasma machine a positional accuracy in the effective cutting area of 0.002”.
Precision motion of our drive system in the X-axis, Y-axis and Z-axis have zero
backlash as they are powered by heavy duty NEMA 34 drive motors. We also
use wiring harnesses with solid locking connectors to keep all of electrical wir-
ing neat and able to move easily and smoothly in the Dynatrect® cable track.
Also the Z-axis motion is fully enclosed and ride on linear bearings to offer
smooth and frictionless motion of the torch mount.
The gear track is mounted inversely along the machined surface of the side rails
prevent debris collecting there that could cause disturbance or friction that
would translate to the quality of the cut.
Simplifying CNC Plasma Cutting
CAD Drawing Capabilities
CAM Cutting Software Hosting Multiple Part Grid Nesting,
Pre-Loaded Cutting Parameters of your Plasma Cutter,
CNC Controls Accessed Right from your Computer, For Total
System Control
Tactical CNC Invites You
Take a Virtual Test Drive of Our Software
Right From Your Computer
Draw, Nest and Cut a Part
Call Today (888) 208-4064
Simplifying CNC Plasma Cutting
Technology at work for you Why Choose Plasma Cutting?
Hypertherm Air Plasma
Hypertherm Mixed Gas Plasma
Hypertherm High Definition Plasma
Victor Thermal Dynamics Mixed Gas Plasma
Victor Thermal Dynamics Air Plasma
Plasma vs Oxy-Fuel
Better cut quality
Small heat affected zone
No pre-heating
Faster piercing times
Faster cutting speeds
Greater material flexibility
Significantly lower cost per length of cut
Plasma vs Laser
Increased flexibility on types of
material and cutting thickness
Lower capital cost
Lower operating cost
Lower maintenance costs
Fast cutting speeds
Greater material flexibility
How to Select the Correct Plasma Cutter for my Tactical CNC Advance System?
Things to consider when selecting your plasma cutter:
Your maximum material thickness?
Think ahead, will your cutting needs change in months ahead
Air Plasma or Mixed Gas?
Air plasma gives great cut speeds and quality
Mixed Gas gives great cut speeds and improved cut qualities on some
materials
Conventional Plasma Cutting or High Definition Plasma Cutting
These systems give superior cut quality and cutting speeds
When selecting these systems you need to step up to the Tactical CNC
Advance HD Systems to take advantage of the cutting qualities available
The following page lists parameters that will assist you in your selection process.
If you need assistance , call our Tactical CNC Customer Support and have our systems
engineers review all the systems available.
(888) 208-4064
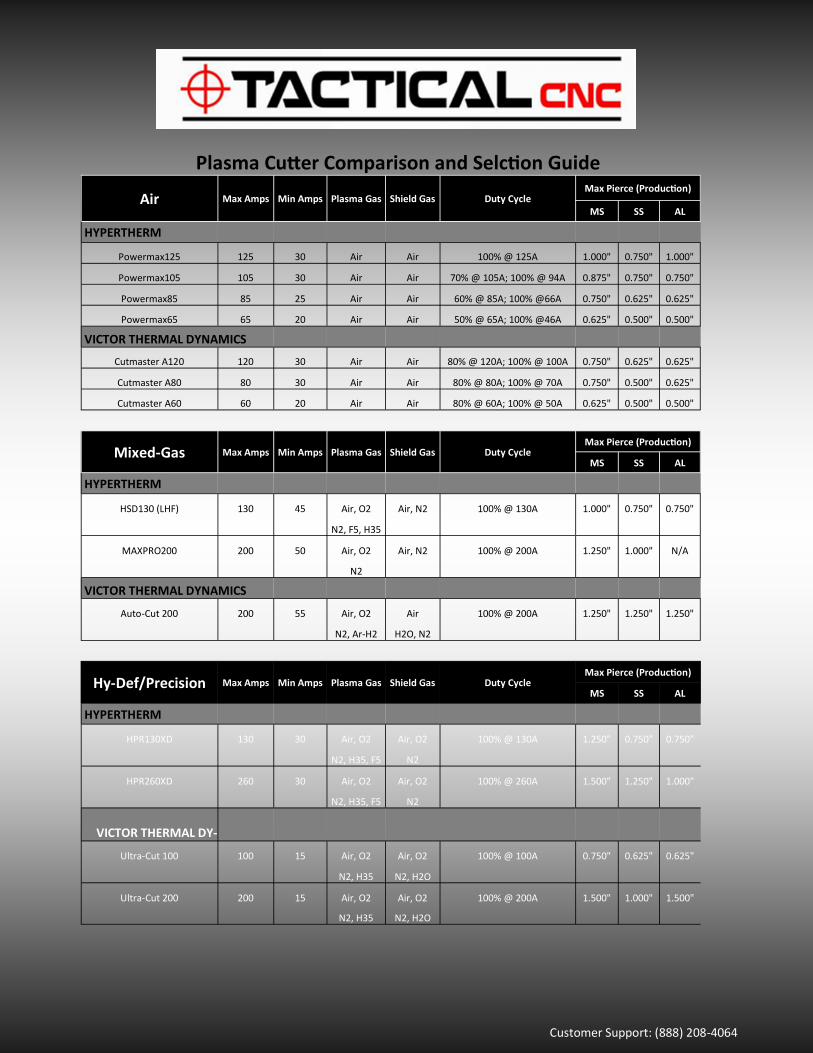
Plasma Cutter Comparison and Selction Guide
Air Max Amps Min Amps Plasma Gas Shield Gas Duty Cycle Max Pierce (Production)
MS SS AL
HYPERTHERM
Powermax125 125 30 Air Air 100% @ 125A 1.000" 0.750" 1.000"
Powermax105 105 30 Air Air 70% @ 105A; 100% @ 94A 0.875" 0.750" 0.750"
Powermax85 85 25 Air Air 60% @ 85A; 100% @66A 0.750" 0.625" 0.625"
Powermax65 65 20 Air Air 50% @ 65A; 100% @46A 0.625" 0.500" 0.500"
VICTOR THERMAL DYNAMICS
Cutmaster A120 120 30 Air Air 80% @ 120A; 100% @ 100A 0.750" 0.625" 0.625"
Cutmaster A80 80 30 Air Air 80% @ 80A; 100% @ 70A 0.750" 0.500" 0.625"
Cutmaster A60 60 20 Air Air 80% @ 60A; 100% @ 50A 0.625" 0.500" 0.500"
Mixed-Gas Max Amps Min Amps Plasma Gas Shield Gas Duty Cycle Max Pierce (Production)
MS SS AL
HYPERTHERM
HSD130 (LHF) 130 45 Air, O2 Air, N2 100% @ 130A 1.000" 0.750" 0.750"
N2, F5, H35
MAXPRO200 200 50 Air, O2 Air, N2 100% @ 200A 1.250" 1.000" N/A
N2
VICTOR THERMAL DYNAMICS
Auto-Cut 200 200 55 Air, O2 Air 100% @ 200A 1.250" 1.250" 1.250"
N2, Ar-H2 H2O, N2
Hy-Def/Precision Max Amps Min Amps Plasma Gas Shield Gas Duty Cycle Max Pierce (Production)
MS SS AL
HYPERTHERM
HPR130XD 130 30 Air, O2 Air, O2 100% @ 130A 1.250" 0.750" 0.750"
N2, H35, F5 N2
HPR260XD 260 30 Air, O2 Air, O2 100% @ 260A 1.500" 1.250" 1.000"
N2, H35, F5 N2
VICTOR THERMAL DY-
Ultra-Cut 100 100 15 Air, O2 Air, O2 100% @ 100A 0.750" 0.625" 0.625"
N2, H35 N2, H2O
Ultra-Cut 200 200 15 Air, O2 Air, O2 100% @ 200A 1.500" 1.000" 1.500"
N2, H35 N2, H2O
Customer Support: (888) 208-4064

11662 Gravois Road P.O Box 270625 St. Louis, MO USA
Customer Support: (888) 208-4064 www.tacticalcnc.com
Simplifying CNC Plasma Cutting
©





























