Embed Size (px)
Citation preview

6/5/03 31
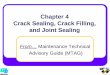
Penetration #1 Weld Profile

6/5/03 32
10.0
10.5
11.0
11.5
12.0
12.5
13.0
13.5
14.0
14.5
15.0
0 60 120 180 240 300 360
1 2 3 4 1a 2a 3a 9 10 11 12 13 14 15 16 17 Noz. End 1
STP / BMINozzle No. 1
Penetration #1 Leak Path

6/5/03 33
Penetration #46 Axial Scan

6/5/03 34
9.0
9.5
10.0
10.5
11.0
11.5
12.0
12.5
13.0
13.5
14.0
14.5
15.0
0 60 120 180 240 300 360
1 2 3 4 1a 2a 3a 9 10 11 12 13 14 15 16 17 Noz. End 1
STP / BMINozzle No. 46
Penetration #46 Leak Path

6/5/03 35
Penetration #34 Fabrication Discontinuity

6/5/03 36
Enhanced Visual

6/5/03 37
Penetration Overview

6/5/03 38
Penetration #1 Visual

6/5/03 39
Confirmatory Examinations
• Bobbin coil eddy current on penetration ID– Penetration #1 displayed a tube ID surface-breaking flaw– Penetration #46 displayed a tube ID sub-surface flaw– Two other reference penetrations displayed no flaws
• Array coil eddy current on J-Groove weld– Penetration 1, 46, 33 & 5 others scanned – No flaws identified

6/5/03 40
Eddy Current Probe Operation
• 18 coil array• X coil windings• 2 rows of 9 coils• 1.6” coverage
1 83 517
15 19
Probe Motion
12
34
5 7
6 89
1011
1213
14
15
16
17
18
J-Probe

6/5/03 41
Eddy Current Probe

6/5/03 42
Eddy Current J-Groove Probe

6/5/03 43
Calibration Setup

6/5/03 44
Penetration 33 J-Groove exam

6/5/03 45
Additional Confirmatory Inspections and Tests
• Wastage UT (phased array)• Other
– Rod test– Bubble test– Profilometry– Visual of tube ID– Visual of vessel bore– Metallurgical sample – Boat sample

6/5/03 46
Developing Technology to Identify Wastage

6/5/03 47
CAUSE ANALYSISand STATUS
Steve ThomasManager, Plant Design

6/5/03 48
What Was Found
• Residue on two nozzles
• Total of five flaws in the two nozzles
• One flaw in each nozzle provides a leak path– Only one flaw fully penetrated nozzle
• Three embedded flaws
• Discontinuities
• Grinding marks

6/5/03 49
Other Observations
• No flaws in the 55* other nozzles
• No evidence of circumferential cracks
• No evidence of ID initiated cracks
* Penetration #31 will be examined during repair

6/5/03 50
CoreDamage
Small-BreakLOCA
Large-BreakLOCA
Consequential Damage(Damage to Other BMI
Nozzles, etc.)
PreventControl Rod
Drop
NozzleEjection0.6" Hole
CladdingBlowout
Release ofNozzle Tube
Fragment
Circ Crack >~95%of Nozzle Cross
Section Near Rootof Weld
Wastage CavityUncovering
Large CladdingArea
Thru-Wall CircCrack 100%
Around NozzleAbove Weld
Intersecting Groupof Axial and CircThru-Wall Cracks
Above Weld
Significant HeadWastage in
Annulus, at Clad,or on Head
Surface
ASME CodeStressMargins
Exceeded
NozzleLeak
Initiation ofOD Circ CrackBelow Weld
Circ Crack Growthand Possibly
Coalescence ofMultiple Circs
Incipient HeadWastageDeep inAnnulus
Turning of Circ-Axial Weld
Flaw into Alloy600 Nozzle
Tube
Initiation ofDetectable ID
Circ FlawBelow Weld
Initiation ofDetectable ID
Axial Flaw
Initiation ofDetectable OD
Axial FlawAbove Weld
Initiation ofDetectable ID
Circ FlawAbove Weld
Initiation ofDetectable OD
Circ FlawAbove Weld
Very LargeLoss of Weld
BondBetween
Nozzle & Weld
Initiation ofDetectable
Circ-Axial Weldor Butter Flaw
Initiation ofDetectable Axial-
Radial Weld orButter Flaw
Growth/Coalescenceof Circ-AxialWeld Flaw
Growth/Coalescenceof Axial-Radial
Weld Flaw
Growth/Coalescence of ID
Axial Flaw (in Depthand PossiblyDownward)
Growth/Coalescence ofOD Axial Flaw
Downward
Growth/Coalescence of
Above WeldCirc Flaw
Head LowAlloy Steel
Rupture
Leakage fromRefueling Cavity
Above Head
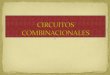
Modified MRP Failure Modes and Effects Analysis for Reactor Vessel Heads
Large EarlyRelease Color Key:
L o wProbabilityNot Actionable
Actionable
Crack GrowthDriven by Stress
Corrosion Cracking
Crack GrowthDriven by
EnvironmentalFatigue
High CycleFatique
Fatigue fromNormal
OperatingTransients
High-CycleFatigue
Vibration onLower Nozzle
Flow InducedVibration
Number ofOutages and
Trips
WeldingResidualStresses
PressureStresses
FabricationResidualStresses
Nozzle RollStraighteningDuring Mat’lProcessing
Surface ColdWorking from
Machining
Sever UpperNozzle Tube
Section
Damage toBottomReactor
Vessel Area
Damage toFuel Pins
Damage toSteam
GeneratorTubes or
Tubesheet
Other LooseParts Damage
Pre-ExistingBoron Depositson Bottom Head
Surface
Growth/Coalescence
of Lack ofFusion Areas
Lack of WeldFusion Areas
fromFabrication
Alloy 600Sensitization
During MaterialProcessing
FabricationFlaws in the
VesselCladding
Grinding ofWeld During
HeadFabrication
Grinding ofNozzle Tube IDor OD During
Installation
Weld Hot Crackingand Other Weld
FabricationDefects/
Contaminants
SurfaceContaminants onNozzle Tube ID &OD During Install
NozzleStraightening
AfterInstallation
Surface Defectsin Nozzle Tube
from Processing/Fabrication
VolumetricDefects in
Nozzle Tubefrom Mat’l
Processing
Off WaterChemistry
Conditions inPast
Increase in Susceptibility to SCC Initiation for Alloy 600 Nozzle Tube
13
Increase in Susceptibility to SCCInitiation for 182 Weld and Buttering
A
Coalescence ofMultiple Flaws
B
B
ContainmentBuildingLeakage
A
C
C
ResinIntrusions
PreviousChemistry
Excursions/Contamination
Startup WaterChemistry (Hot
Functionals)
D
Aging Degradation
Accident Events
Boric Acid CorrosionRCS Leakage
Plant Operation
Loose Parts Release
Head FabricationPartial Nozzle
EjectionLimited by Collar
Damage toThimble Tube
E
EFlow Blockage
Accousticale f fec ts
Concentricity
Differentialcooling of
assym. weld
S4O6Tetrathionate
LocalMachining
DD
E
E
June 2, 2003

6/5/03 51
PWSCC May Not Be the Cause
SBLOCA(Circumferential Cracking)
Vessel Wastage(Significant Leakage)
Loose Parts(Circumferential Cracking)
Nozzle Leak
PWSCC
WeldFabrication Flaw
(hot cracking)
ChemicalAnomaly
Nozzle AlloySensitization
Cold workingStraightening
FatigueFlow VibrationThermal Cycle
FabricationFlaw, Stress
Risers(Grinding, Weld Repair)
PotentialConsequences
CurrentCondition
CrackPropagation
InitiatingCondition)(

6/5/03 52
Tube Coldworking Not a Likely Contributor
1976 Combustion Engineering Nuclear Fabrication Practice 101-3-0 states:
5.8.1 REMINDER: Use the bull’s eye level and alternate welds as necessary to insure alignment
5.8.4 Cold straighten, as necessary, all tubes which are out of alignment

6/5/03 53

6/5/03 54
Analysis Shows Minimal Displacement During Welding