Embed Size (px)
Citation preview

PENGENDALIAN PRODUKSI PENGOLAHAN
AYAM MARINASI DI PT SETYANDA DUTA MAKMUR
JAKARTA
Refani Putri
1112092000025
PROGRAM STUDI AGRIBISNIS
FAKULTAS SAINS DAN TEKNOLOGI
UNIVERSITAS ISLAM NEGERI
SYARIF HIDAYATULLAH
JAKARTA
2017 M / 1438 H

PENGENDALIAN PRODUKSI PENGOLAHAN
AYAM MARINASI DI PT SETYANDA DUTA MAKMUR
JAKARTA
Oleh :
Refani Putri
1112092000025
Skripsi
Diajukan untuk Memenuhi Persyaratan Memperoleh Gelar
Sarjana Agribisnis (S.Agr)
PROGRAM STUDI AGRIBISNIS
FAKULTAS SAINS DAN TEKNOLOGI
UNIVERSITAS ISLAM NEGERI
SYARIF HIDAYATULLAH
JAKARTA
2017 M / 1438 H

ii
PENGESAHAN UJIAN
Skripsi berjudul “Pengendalian Produksi Pengolahan Ayam Marinasi
di PT Setyanda Duta Makmur Jakarta” yang ditulis oleh Refani Putri NIM
1112092000025 telah diuji dan dinyatakan lulus dalam Sidang Munaqosyah
Fakultas Sains dan Teknologi, Universitas Islam Negeri Syarif Hidayatullah
Jakarta, pada hari Selasa tanggal 1 Agustus 2017. Skripsi ini telah diterima
sebagai salah satu syarat untuk memperoleh gelar Sarjana Agribisnis pada
Program Studi Agribisnis.
Menyetujui,
Penguji I Penguji II
Dr. Lilis Imamah Ichdayati, M.Si Dr. Ir. Iwan Aminudin, M.Si
NIP. 19620617 198903 2 003 NIP. 19700209 201411 1 001
Pembimbing I Pembimbing II
Eny Dwiningsih, M.Si Rizki Adi Puspita Sari, MM NIP. 19760108 201411 2 002 NIP. 19780329 200701 2 015
Mengetahui,
Dekan Ketua
Fakultas Sains dan Teknologi Program Studi Agribisnis
Dr. Agus Salim, M.Si Dr. Ir. Edmon Daris, MS
NIP. 19720816 199903 1 003 NIP. 19580429 198803 1 001

iii
PERNYATAAN
DENGAN INI SAYA MENYATAKAN BAHWA SKRIPSI INI BENAR-
BENAR HASIL KARYA SAYA SENDIRI YANG BELUM PERNAH
DIAJUKAN SEBAGAI SKRIPSI ATAU KARYA ILMIAH PADA
PERGURUAN TINGGI ATAU LEMBAGA MANAPUN.
Jakarta, September 2017
Refani Putri
1112092000025

iv
DAFTAR RIWAYAT HIDUP
Data Pribadi
Nama Lengkap : Refani Putri
Tempat, Tanggal Lahir : Jakarta, 29 Mei 1994
Jenis Kelamin : Perempuan
Agama : Islam
Alamat Asal : Jl. Pondok Kelapa Selatan No. 41,
Duren Sawit, Jakarta Timur
E-mail : [email protected]
Nomor Telepon : 089615742332
Riwayat Pendidikan
2000-2006 : SDN 04 Pondok Kelapa, Jakarta Timur
2006-2009 : SMPN SBI 255, Jakarta Timur
2009-2012 : SMAN 44, Jakarta Timur
2012-2017 : UIN Syarif Hidayatullah Jakarta
Pengalaman Organisasi
1. 2013-2014 : Divisi Kewirausahaan Himpunan Mahasiswa Jurusan
Agribisnis UIN Syarif Hidayatullah Jakarta
2. 2013-2014 : Anggota Musik Vokal Lembaga Semi Otonom Dapur Seni
3. 2014-2015 : Divisi Kemahasiswaan Himpunan Mahasiswa Jurusan
Agribisnis UIN Syarif Hidayatullah Jakarta
4. 2015-2016 : Volunteer Social Trust Fund (STF) UIN Syarif
Hidayatullah Jakarta

v
5. 2015-2016 : Anggota Generasi Muda Bank Indonesia (GenBI) UIN
Syarif Hidayatullah Jakarta
Pengalaman Bekerja
1. 2014-2015 : Staff Marketing KSN (Booster) PT Nutrifood
2. 2015 : On the Job Training Divisi Regulatory Affair PT
Monsanto Indonesia
3. 2017 : Internship PT Grama Bazita

vi
KATA PENGANTAR
Assalamu’alaikum Wr. Wb.
Bismillahirrahmanirrahim. Puji syukur penulis panjatkan kehadirat Allah
SWT yang telah memberikan segala kenikmatan kepada penulis termasuk nikmat
sehat sehingga penulis dapat menyelesaikan skripsi dengan judul “Pengendalian
Produksi Pengolahan Ayam Marinasi di PT Setyanda Duta Makmur
Jakarta”.
Penulis menyadari bahwa dalam penyusunan skripsi ini mendapat
dukungan, bimbingan serta arahan dari berbagai pihak. Oleh karena itu, pada
kesempatan kali ini penulis ingin mengucapkan terimakasih kepada :
1. Ibu tercinta, kakak dan adik yang telah memberikan doa dan dukungan yang
tiada henti kepada penulis.
2. Ibu Eny Dwiningsih, M.Si dan Ibu Rizki Adi Puspita Sari, MM selaku dosen
pembimbing, yang selalu memberikan arahan, bimbingan, dan masukan kepada
penulis mulai dari awal pembentukan skripsi.
3. Ibu Dr. Lilis Imamah Ichdayati, M.Si dan Bapak Dr. Iwan Aminudin, M.Si
selaku dosen penguji skripsi yang telah memberikan nasihat dan saran kepada
penulis saat sidang munaqosyah sampai menyelesaikan skripsi ini.
4. Bapak Dr. Agus Salim, M.Si selaku Dekan Fakultas Sains dan Teknologi
Universitas Islam Negeri Syarif Hidayatullah Jakarta beserta jajarannya.
5. Bapak Dr. Ir. Edmon Daris, MS selaku Ketua Program Studi Agribisnis, beserta
Bapak Dr. Iwan Aminudin, M.Si selaku Sekretaris Program Studi Agribisnis
yang memberikan arahan dalam hal akademik.

vii
6. Pihak PT Setyanda Duta Makmur Divisi Produksi yang telah memberikan saya
keleluasaan dalam memperoleh informasi dan data yang saya butuhkan.
7. Seluruh dosen Program Studi Agribisnis Fakultas Sains dan Teknologi
Universitas Islam Negeri Syarif Hidayatullah Jakarta yang telah memberikan
ilmu yang bermanfaat selama proses perkuliahan.
8. Teman terdekat semasa kuliah Febryan Arisandy, Annisaa Aulia, Ismi Tiara,
Towi Umi, Annisa Eka, Indri Sulistianingsih dan Sena Aulia yang memberikan
dukungan dan masukan kepada penulis dalam penyusunan skripsi.
9. Teman-teman Agribisnis angkatan 2012 yang telah memberikan dukungan.
Penulis menyadari bahwa skripsi ini masih jauh dari kata sempurna.
Karena itu, penulis mengucapkan mohon maaf apabila terjadi kesalahan dalam
penulisan skripsi ini. Besar harapan penulis agar skripsi ini bermanfaat bagi
penulis maupun yang membacanya.
Wassalamu’alaikum Wr. Wb.
Jakarta, September 2017
Penulis

viii
RINGKASAN
REFANI PUTRI. Pengendalian Produksi Pengolahan Ayam Marinasi di PT
Setyanda Duta Makmur Jakarta. Di bawah bimbingan ENY DWININGSIH dan
RIZKI ADI PUSPITA SARI.
Konsumsi pangan perlu ditingkatkan sebagai upaya untuk menghasilkan
sumberdaya manusia (SDM) yang berkualitas, produktif dan cerdas. Upaya yang
dapat dilakukan dengan mengkonsumsi daging ayam yang mengandung gizi yang
diperlukan tubuh. Mengingat harga daging ayam yang cenderung mahal untuk
kalangan menengah ke bawah maka perlu adanya olahan daging ayam dengan
harga terjangkau. Salah satu olahan daging ayam yaitu ayam goreng tepung (fried
chicken).
PT Setyanda Duta Makmur adalah salah satu perusahaan yang
memproduksi ayam goreng tepung (fried chicken). Perusahaan ini mengolah ayam
karkas menjadi ayam marinasi di lokasi produksi yang berada di Jagakarsa untuk
disuplai ke outlet d’BestO. Proses penepungan dan penggorengan ayam marinasi
dilakukan di outlet d’BestO hingga menjadi produk ayam goreng tepung (fried
chicken) yang siap dikonsumsi. Berdasarkan data hasil produksi ayam marinasi
periode Januari hingga Juli 2016, PT Setyanda Duta Makmur masih mengalami
ketidaktercapaian target produksi dengan rata-rata persentase sebesar 16,37% per
bulan. Tidak tercapainya target produksi ayam marinasi mengakibatkan
permintaan outlet tidak terpenuhi. Karena itu untuk meningkatkan hasil produksi
guna mencapai target produksi maka perlu dilakukan pengendalian produksi.
Penelitian ini untuk menemukan penyebab tidak tercapainya produksi
pengolahan ayam marinasi PT Setyanda Duta Makmur. Tujuan dari penelitian ini
adalah (1) Mengetahui terkendali atau tidaknya hasil produksi pengolahan ayam
marinasi PT Setyanda Duta Makmur periode Januari hingga Juli 2016, (2)
Mengidentifikasi penyebab ketidaktercapaian target produksi pengolahan ayam
marinasi sehingga memerlukan pengendalian produksi di PT Setyanda Duta
Makmur, (3) Menganalisis dan mengevaluasi penyebab ketidaktercapaian target
produksi pengolahan ayam marinasi untuk menerapkan pengendalian produksi di
PT Setyanda Duta Makmur. Metode analisis data yang digunakan yaitu bagan
kendali (control chat), teknik 5-whys, diagram tulang ikan (fishbone), FMEA
(failure mode and effect analysis) dan risk ranking table.
Hasil penelitian diperoleh hasil : (1) produksi ayam marinasi periode
Januari hingga Juli 2016 masih belum terkendali yang ditandai dengan titik merah
berada di luar batas bawah (low control limit). (2) Penyebab masalah yang
teridentifikasi pada ayam marinasi PT Setyanda Duta Makmur terdiri dari 10
penyebab ketidaktercapaian target produksi dan 10 sumber penyebab masalah
antara lain tiga penyebab dan sumber penyebab masalah kategori bahan baku, dua
penyebab dan sumber penyebab masalah kategori mesin/peralatan, tiga penyebab
dan sumber penyebab masalah kategori sumberdaya manusia dan dua penyebab
dan sumber penyebab masalah kategori metode kerja. (3) Hasil analisis penyebab

ix
masalah diperoleh bahwa jumlah ayam karkas tidak sesuai dengan jumlah pesanan
karena adanya keterbatasan stok ayam dari supplier peternakan dan Rumah
Pemotongan Ayam (RPA) menjadi penyebab masalah tertinggi dengan nilai RPN
132,222. Sedangkan nilai RPN terkecil dengan perolehan 11,667 disebabkan pisau
parting yang bergerak/berputar lamban dikarenakan penggunaan yang terus
menerus. Hasil evaluasi penyebab masalah menggunakan risk ranking table
diperoleh bahwa penyebab masalah jumlah ayam yang tidak sesuai pesanan,
kekurangan tenaga kerja dan terjadinya kecelakaan kerja saat proses parting
memerlukan penanganan berupa tindakan perbaikan (corrective action).
Kata Kunci : Pengendalian Produksi, Ketidaktercapaian Target Produksi,
Marinasi, RPN (Risk Priority Number)

x
DAFTAR ISI
Halaman
PENGESAHAN UJIAN ......................................................................... ii
PERNYATAAN ....................................................................................... iii
CURRICULUM VITAE .......................................................................... iv
KATA PENGANTAR .............................................................................. vi
RINGKASAN ......................................................................................... viii
DAFTAR ISI ........................................................................................... x
DAFTAR TABEL ................................................................................... xiii
DAFTAR GAMBAR .............................................................................. xiv
DAFTAR LAMPIRAN .......................................................................... xv
BAB I PENDAHULUAN .................................................................. 1
1.1 Latar Belakang .................................................................. 1
1.2 Rumusan Masalah ............................................................ 3
1.3 Tujuan Penelitian .............................................................. 4
1.4 Manfaat Penelitian ............................................................ 4
1.5 Ruang Lingkup Penelitian ................................................ 5
BAB II TINJAUAN PUSTAKA ......................................................... 7
2.1 Manajemen Produksi ........................................................ 7
2.1.1 Pengertian Manajemen Produksi ............................. 7
2.1.2 Manajemen Produksi dalam Agribisnis ................... 11
2.2 Pengendalian Produksi ..................................................... 12
2.3 Ayam Marinasi ................................................................. 14
2.4 Bagan Kendali (Control Chart) ........................................ 16
2.5 Teknik 5-Whys .................................................................. 20
2.6 Diagram Tulang Ikan (Fishbone) ..................................... 21
2.7 FMEA (Failure Mode and Effect Analysis) ...................... 23

xi
2.8 Risk Ranking Table ........................................................... 26
2.9 Penelitian Terdahulu ......................................................... 27
2.10 Kerangka Pemikiran ........................................................ 29
BAB III METODOLOGI PENELITIAN ........................................... 32
3.1 Lokasi dan Waktu Penelitian ............................................ 32
3.2 Jenis dan Sumber Data ..................................................... 32
3.3 Metode Pengumpulan Data .............................................. 33
3.4 Penyusunan Pedoman Wawancara dan Kuisioner ............ 34
3.5 Metode Analisis Data ....................................................... 36
3.5.1 Bagan Kendali (Control Chart) ............................... 36
3.5.2 Teknik 5-whys .......................................................... 38
3.5.3 Diagram Tulang Ikan (Fishbone) ............................ 39
3.5.4 FMEA (Failure Mode and Effect Analysis) ............ 41
3.5.5 Risk Ranking Table .................................................. 43
3.6 Definisi Operasional ......................................................... 44
BAB IV GAMBARAN UMUM PERUSAHAAN .............................. 46
4.1 Sejarah dan Perkembangan Perusahaan ........................... 46
4.2 Visi dan Misi ..................................................................... 48
4.3 Struktur Organisasi ........................................................... 48
4.4 Pengendalian Produksi ..................................................... 51
4.4.1 Bahan Baku ............................................................. 51
4.4.2 Tenaga Kerja (SDM) ............................................... 53
4.4.3 Mesin/Peralatan ........................................................ 54
4.4.4 Metode Kerja ........................................................... 56
4.5 Keuntungan Perusahaan ................................................... 60
BAB V HASIL DAN PEMBAHASAN .............................................. 61
5.1 Identifikasi Hasil Produksi di Luar Kendali ..................... 61
5.2 Identifikasi Penyebab Masalah ......................................... 65
5.3 Analisis dan Evaluasi Penyebab Masalah ........................ 73
5.3.1 Analisis Penyebab Masalah ..................................... 73
5.3.1.1 Kolom Penilaian Dampak (severity) ........... 73

xii
5.3.1.2 Kolom Penilaian Kemungkinan
(occurrence) ................................................ 74
5.3.1.3 Kolom Penilaian Deteksi (detection) .......... 76
5.3.1.4 Hasil Analisis Penyebab Masalah ............... 77
5.3.2 Evaluasi Penyebab Masalah ..................................... 79
BAB VI KESIMPULAN DAN SARAN .............................................. 83
6.1 Kesimpulan ....................................................................... 83
6.2 Saran ................................................................................. 85
DAFTAR PUSTAKA .............................................................................. 86
LAMPIRAN ............................................................................................ 90

xiii
DAFTAR TABEL
No. Halaman
1. Data Hasil Produksi dan Target Produksi Ayam Marinasi bulan
Januari - Juli 2016 di PT Setyanda Duta Makmur .......................... 2
2. Faktor Perhitungan Batas Kendali 3-Sigma .................................... 20
3. Kriteria Penilaian Dampak .............................................................. 24
4. Kriteria Penilaian Kemungkinan ..................................................... 25
5. Kriteria Penilaian Deteksi ............................................................... 25
6. Keuntungan Produksi Ayam Marinasi PT Setyanda Duta
Makmur Periode Januari – Juli 2016 .............................................. 60
7. Rata-rata Ketidaktercapaian Target Produksi Harian Ayam
Marinasi di PT Setyanda Duta Makmur ......................................... 61
8. Hasil Penilaian Penyebab Ketidaktercapaian Target Produksi
AyamMarinasi PT Setyanda Duta Makmur .................................... 74
9. Hasil Penilaian Sumber Penyebab Ketidaktercapaian Target
Produksi Ayam Marinasi PT Setyanda Duta Makmur .................... 75
10. Hasil Pengendalian Masalah Ketidaktercapaian Target Produksi
PT Setyanda Duta Makmur ............................................................ 76
11. Hasil Analisis Penyebab Masalah Sesuai Peringkat (Rank) ........... 77
12. Hasil Evaluasi Penyebab Ketidaktercapaian Target Produksi
Ayam Marinasi PT Setyanda Duta Makmur ................................... 81

xiv
DAFTAR GAMBAR
No. Halaman
1. Bagan Kendali Shewart .................................................................. 17
2. Diagram Tulang Ikan (fishbone) ...................................................... 22
3. Tabel Peringkat Risiko (Risk Ranking Table) .................................. 27
4. Kerangka Pemikiran Penelitian ....................................................... 31
5. Kotak X-bar R chart ....................................................................... 38
6. Bagan Kendali X-bar R chart ......................................................... 38
7. Diagram Tulang Ikan Pengolahan Ayam Marinasi ......................... 40
8. Evaluasi Penyebab Ketidaktercapaian Target Produksi .................. 44
9. Alur Distribusi Pengolahan Ayam Marinasi ................................... 48
10. Struktur Organisasi PT Setyanda Duta Makmur ............................. 49
11. Alur Produksi Pengolahan Ayam Marinasi ...................................... 57
12. Bagan Kendali X-bar dan R Pengolahan Ayam Marinasi................ 63
13. Diagram Tulang Ikan Pengolahan Ayam Marinasi .......................... 67
14. Hasil Pemetaan Penyebab Ketidaktercapaian Target Produksi
Ayam Marinasi PT Setyanda Duta Makmur dalam Risk Ranking
Table................................................................................................. 80

xv
DAFTAR LAMPIRAN
No. Halaman
1. Pedoman Wawancara untuk Identifikasi Penyebab dengan
Teknik 5-whys .................................................................................. 90
2. Kuisioner Penelitian FMEA Analisis Penyebab dengan
Metode FMEA ................................................................................ 94
3. Hasil Wawancara dengan Narasumber PT Setyanda Duta
Makmur dengan Teknik 5-whys ....................................................... 99
4. Hasil Kuisioner Penilaian FMEA terhadap
Ketidaktercapaian Target Produksi Ayam Marinasi......................... 106
5. Data Harian Produksi Ayam Marinasi Periode Januari – Juli
2016 di PT Setyanda Duta Makmur ............................................... 108

1
BAB I
PENDAHULUAN
1.1 Latar Belakang
Konsumsi pangan perlu ditingkatkan sebagai upaya untuk menghasilkan
sumber daya manusia (SDM) yang berkualitas, produktif dan cerdas. Pangan yang
mengandung gizi seimbang akan baik untuk tubuh. Salah satu bahan pangan yang
mengandung gizi yang diperlukan tubuh adalah daging ayam. Daging ayam
dikonsumsi oleh berbagai kalangan usia dari anak-anak hingga dewasa.
Mengingat harga daging ayam yang cenderung mahal untuk kalangan menengah
ke bawah maka perlu adanya olahan daging ayam dengan harga terjangkau.
Salah satu olahan daging ayam yaitu ayam goreng tepung (fried chicken).
Ayam goreng tepung sudah identik dengan ayam goreng berbalut tepung dengan
tekstur keriting dan renyah (Andie dan Hadi, 2015:3). Proses pengolahan ayam
goreng tepung menurut Alamsyah (2009:148) adalah penerimaan bahan baku dan
tepung, persiapan dan pembersihan, marinating, cooking/pengukusan,
pendinginan 1, pembuatan tepung celup (batter mix), pelapisan tepung,
penggorengan, pendinginan 2, dan penyimpanan. Proses marinating merupakan
proses perendaman daging dalam bumbu sebelum melakukan proses penepungan.
PT Setyanda Duta Makmur adalah salah satu perusahaan dagang yang
memproduksi olahan daging ayam yaitu ayam goreng tepung (fried chicken).
Perusahaan ini memasarkan produk ayam goreng tepung ke konsumen melalui
outlet yang dimiliki PT Setyanda Duta Makmur dengan nama d’BestO. PT
Setyanda Duta Makmur memiliki ratusan outlet d’BestO yang berlokasi di

2
Ket : Persentase negatif berarti hasil produksi melebihi target produksi
wilayah Jabodetabek, Bandung, Surabaya dan Padang. PT Setyanda Duta Makmur
berperan mengolah ayam marinasi sebagai produk setengah jadi yang selanjutnya
dipasok ke outlet d’BestO. Setiap outlet d’BestO melakukan proses penepungan
ayam marinasi hingga menjadi produk ayam goreng tepung yang siap dikonsumsi.
Proses pemilihan ayam, pemotongan ayam, marinasi ayam dan
pengemasan ayam marinasi berlokasi di Jagakarsa, Jakarta Selatan. Produksi
ayam marinasi dibagi ke dalam tiga shift per hari. Tenaga kerja langsung
berjumlah 10 orang per shift. Perusahaan menetapkan target produksi per shift
sebesar 2.500 ekor sehingga total keseluruhan sebanyak 7.500 ekor per hari.
Apabila target produksi tersebut tercapai maka masing-masing shift memperoleh
reward.
Masalah yang terjadi pada perusahaan yaitu tidak tercapainya target
produksi yang telah ditetapkan. Tidak tercapainya target produksi dapat dilihat
pada kolom hasil produksi dan target produksi bulan Januari hingga Juli 2016
pada Tabel 1.
Tabel 1. Data Hasil Produksi dan Target Produksi Ayam Marinasi bulan Januari -
Juli 2016 di PT Setyanda Duta Makmur
Bulan Hasil Produksi/bln
(ekor)
Target Produksi/bln
(ekor)
Persentase/bln
(%)
Januari 164.473 232.500 29,2%
Februari 172.367 217.500 20,7%
Maret 234.937 232.500 - 1,05%
April 160.051 225.000 28,9%
Mei 197.167 232.500 15,2%
Juni 249.045 225.000 - 10,7%
Juli 157.914 232.500 32,1%
Rata-rata 190.850,6 228.214,3 16,37% Sumber : PT Setyanda Duta Makmur, 2016 (diolah)

3
Berdasarkan data Tabel 1 menunjukkan rata-rata persentase per bulan tidak
tercapainya target produksi periode Januari hingga Juli 2016 sebesar 16,37%.
Persentase tidak tercapainya target produksi pada bulan Januari, Februari, April,
dan Juli berada di atas angka 16,37% per bulan. Sedangkan persentase tidak
tercapainya target produksi di bawah angka 16,37% per bulan terjadi di bulan
Maret, Mei, dan Juni.
Tidak tercapainya target produksi ayam marinasi mengakibatkan
permintaan ayam marinasi dari outlet d’BestO tidak terpenuhi. Karena itu untuk
meningkatkan hasil produksi guna mencapai target produksi maka perlu
diterapkan pengendalian produksi. Pengendalian produksi ayam marinasi
diterapkan agar ketidaktercapaian target produksi dalam batas wajar, namun
sampai saat ini PT Setyanda Duta Makmur belum menetapkan batas toleransi
ketidaktercapaian target produksi. Hal yang dikendalikan dalam produksi antara
lain bahan baku, tenaga kerja, mesin dan peralatan yang digunakan, proses
produksi, biaya produksi dan kualitas (Ahyari, 1986:47-52). Adanya pengendalian
produksi yang diterapkan, maka perusahaan dapat mengetahui kelebihan dan
kelemahan faktor-faktor produksi yang digunakan.
Berdasarkan permasalahan yang telah dijelaskan, penulis melakukan
penelitian dengan judul “Pengendalian Produksi Pengolahan Ayam Marinasi
di PT Setyanda Duta Makmur Jakarta”.
1.2 Rumusan Masalah
Berdasarkan permasalahan yang telah diuraikan maka rumusan masalah
yang ditetapkan dalam penelitian ini sebagai berikut :

4
1. Apakah hasil produksi pengolahan ayam marinasi periode Januari hingga Juli
2016 masih dalam batas terkendali?
2. Faktor apa saja menjadi penyebab ketidaktercapaian target produksi
pengolahan ayam marinasi sehingga diperlukan pengendalian produksi di PT
Setyanda Duta Makmur?
3. Bagaimana hasil analisis dan evaluasi penyebab ketidaktercapaian target
produksi untuk menerapkan pengendalian produksi pada pengolahan ayam
marinasi di PT Setyanda Duta Makmur?
1.3 Tujuan Penelitian
Berdasarkan rumusan masalah di atas, maka tujuan penelitian ini sebagai
berikut :
1. Mengetahui terkendali atau tidaknya hasil produksi pengolahan ayam marinasi
periode Januari hingga Juli 2016 di PT Setyanda Duta Makmur.
2. Mengidentifikasi penyebab ketidaktercapaian target produksi pengolahan ayam
marinasi sehingga memerlukan pengendalian produksi di PT Setyanda Duta
Makmur.
3. Menganalisis dan mengevaluasi penyebab ketidaktercapaian target produksi
pengolahan ayam marinasi untuk menerapkan pengendalian produksi di PT
Setyanda Duta Makmur.
1.4 Manfaat Penelitian
Penelitian ini diharapkan dapat memberikan manfaat kepada berbagai
pihak sebagai berikut :

5
1. Perusahaan
Memberikan saran untuk PT Setyanda Duta Makmur dalam mengetahui
penyebab ketidaktercapaian target produksi pengolahan ayam marinasi
sehingga dapat dilakukan pengendalian produksi.
2. Peneliti
Menerapkan ilmu pengetahuan yang diperoleh di perkuliahan maupun literatur
terkait permasalahan yang dihadapi perusahaan dan sebagai persyaratan untuk
memperoleh gelar sarjana.
3. Pihak lain
Penelitian ini diharapkan dapat membantu proses pembelajaran, sebagai
informasi maupun referensi untuk penelitian selanjutnya.
1.5 Ruang Lingkup Penelitian
Pengendalian produksi pengolahan ayam marinasi bertujuan untuk
menghindari atau meminimalisir terjadinya ketidaktercapaian target produksi
ayam marinasi. Ayam marinasi merupakan daging ayam potong yang melalui
proses perendaman daging (pembumbuan). Proses produksi dilakukan hingga
proses pengemasan ayam yang telah melalui proses marinasi. Proses produksi
berlokasi di Jalan Moh. Kahfi II No. 24 Cipedak, Jagakarsa, Jakarta Selatan.
Penelitian ini menggunakan data hasil produksi periode Januari hingga Juli 2016.
Penelitian ini menggunakan metode bagan kendali X-bar dan R bertujuan
mengetahui apakah hasil produksi dalam keadaaan terkendali sehingga perlu
dianalisis lebih lanjut penyebab apa yang menghambat hasil produksi untuk
mencapai target. Analisis penyebab dengan melakukan teknik wawancara 5-whys

6
yang hasilnya dipetakan ke diagram fishbone, metode FMEA (Failure Mode
Effect Analysis) untuk memperoleh penyebab dengan tingkat prioritas terbesar ke
terkecil dan Risk Ranking Table untuk mengevaluasi penyebab yang memerlukan
corrective action.

7
BAB II
TINJAUAN PUSTAKA
2.1 Manajemen Produksi
Menurut George R. Terry dalam buku Firdaus (2009:23), manajemen
adalah proses yang khas, terdiri dari kegiatan perencanaan, pengorganisasian,
menggerakkan dan pengawasan yang dilaksanakan untuk menentukan serta
mencapai sasaran yang ditetapkan dengan bantuan manusia dan sumber daya
lainnya. Produksi adalah kegiatan yang dapat menimbulkan tambahan manfaat
atau penciptaan faedah baru (Ahyari, 1986:4). Menurut Nuraida (2008:6), fungsi
manajemen terdiri dari perencanaan, pengorganisasian, pengarahan dan
pengendalian. Fungsi operasional perusahaan meliputi empat bidang antara lain
manajemen pemasaran, manajemen produksi, manajemen keuangan, dan
manajemen sumber daya manusia. Dari empat bidang tersebut, penelitian ini
memfokuskan pada manajemen produksi.
2.1.1 Pengertian Manajemen Produksi
Manajemen produksi memiliki banyak definisi dari beberapa ahli antara
lain :
1. Menurut Assauri (2008:18), definisi manajemen produksi yaitu kegiatan
mengkoordinasikan penggunaan sumber daya yang dimiliki untuk mencapai
tujuan mentransformasikan masukan (input) menjadi keluaran (output).
2. Menurut Prihantoro (2012:125), manajemen produksi berkaitan dengan
pengelolaan faktor-faktor produksi sedemikian rupa sehingga output yang

8
dihasilkan sesuai permintaan konsumen baik kualitas, harga, maupun waktu
penyampaiannya.
Proses manajemen produksi adalah penggabungan seluruh aspek yang
terdiri dari produk, pabrik, proses, program dan manusia. Menurut Widjajanta dkk
(2007:61), tujuan manajemen produksi yaitu memproduksikan atau mengatur
produksi dalam jumlah, kualitas, harga, waktu yang sesuai kebutuhan konsumen.
Manajemen produksi memiliki peran yang besar dalam pengambilan keputusan
suatu industri. Apabila terjadi kesalahan dalam pengambilan keputusan akan
berdampak besar bagi kelangsungan perusahaan. Karena itu perlunya kehati-
hatian suatu industri dalam pengambilan keputusan maka dari itu perlu banyaknya
pertimbangan.
Proses produksi merupakan suatu cara, metode atau teknik bagaimana
kegiatan penciptaan produk baru atau penambahan pada suatu produk (Ahyari,
1986:6). Input (masukan) dari proses produksi serta output (keluaran) proses
produksi erat hubungannya dengan masalah proses produksi.
Faktor-faktor umum yang menyebabkan masalah pada proses produksi
antara lain (Evans and William, 2007:186) :
1. Bahan baku (Material)
Bahan baku adalah bahan yang digunakan untuk mengolah pada proses
produksi menjadi barang jadi; bahan kebutuhan pokok untuk membuat sesuatu.
Kualitas bahan baku yang rendah dapat mempengaruhi hasil produksi seperti
standar produk tidak terpenuhi. Tidak terjaminnya ketersediaan bahan dapat
mengganggu kelancaran proses produksi baik dikarenakan kekurangan ataupun

9
keterlambatan datangnya bahan. Produksi dalam jumlah sedikit namun
kapasitas mesin untuk produksi dalam jumlah besar dapat menimbulkan
kerugian yang besar sedangkan gaji tenaga kerja diberikan tidak sesuai dengan
kinerjanya.
2. Tenaga Kerja (People)
Tenaga kerja yang kurang terampil menimbulkan kelalaian atau penyimpangan,
produktivitas yang rendah, kualitas produk yang rendah, dan tingginya tingkat
kecelakaan kerja. Meminimalisir hal tersebut maka diperlukan pelatihan
(training) bagi tenaga kerja. Pelatihan yang ideal seharusnya didesain untuk
mewujudkan tujuan perusahaan yang pada waktu bersamaan mewujudkan
tujuan dari para pekerja secara pribadi. Menurut Kaswan (2013:2), pelatihan
adalah proses meningkatkan pengetahuan dan keterampilan yang meliputi
pengubahan sikap sehingga tenaga kerja/karyawan dapat melakukan pekerjaan
secara lebih efektif. Pelatihan dapat dilakukan dimulai dari tingkat bawah yang
berisi pengajaran seperti pengoperasian mesin.
3. Mesin (Machine)
Mesin atau peralatan yang usang, penggunaan teknologi yang tidak diperbarui,
kesulitan suku cadang, sering terjadi kerusakan dapat menimbulkan
menurunnya produktivitas, terganggunya proses produksi, dan tidak
terpenuhinya target produksi. Menghindari hal tersebut maka mesin atau
peralatan memerlukan perawatan. Menurut Bartono dan Ruffino (2010:74),
maintenance yang diartikan perawatan sering dikaitkan dengan repair yang
berarti perbaikan, namun mengenai tanggung jawab mesin dalam hal

10
perawatan yaitu pengguna mesin tersebut sedangkan jika mengalami kerusakan
maka tanggung jawab diberikan kepada teknisi.
4. Metode Kerja (Method)
Metode merupakan cara pelaksanaan kerja suatu tugas dengan
mempertimbangkan sasaran, fasilitas yang tersedia dan penggunaan waktu
yang baik. Metode kerja yang tersusun dengan baik akan memperlancar proses
produksi.
5. Lingkungan (Environment)
Lingkungan merupakan suatu sistem yang sangat kompleks dan terdiri dari
faktor kimia, fisika dan biologis.
Masalah klasik yang terjadi pada produksi di industri manufaktur antara
lain (Salim, 2007:200) :
1. Produk gagal tidak sesuai desain.
2. Keterlambatan proses produksi.
3. Tingkat cacat (defect) yang tinggi.
4. Mesin produksi yang sering mengalami trouble.
5. Output lini produksi yang tidak stabil sehingga berakibat perubahan rencana
produksi.
6. Produktivitas yang tidak mencapai target.
7. Pemogokan buruh pabrik sehingga proses produksi terhenti.
8. Complain konsumen yang terus berulang.

11
2.1.2 Manajemen Produksi dalam Agribisnis
Menurut Soekartawi (2005) dalam buku Faqih (2010:4), saat ini
pandangan tentang agribisnis mencakup keseluruhan perusahaan yang terkait
dengan kegiatan seluruh sektor produksi, proses produksi, dan penyebaran melalui
penjualan secara borongan dan eceran kepada konsumen. Menurut Firdaus
(2009:7), menyebutkan bahwa agribisnis memiliki dua definisi yang secara umum
telah diterima. Definisi pertama menyinggung sektor masukan yang merujuk pada
produsen dan pembuat bahan masukan untuk produksi pertanian, sering pula
ditemukan bahwa agribisnis diartikan perdagangan atau pemasaran hasil
pertanian. Definisi kedua secara umum dianggap tepat sudah semakin luas.
Agribisnis mencakup semua kegiatan mulai dari pengadaan sarana produksi
pertanian sampai dengan tata niaga produk pertanian yang dihasilkan usaha tani
atau hasil olahannya.
Menurut Siagian (2009:8), manajemen agribisnis adalah seluruh kegiatan
yang mencakup perencanaan, pengorganisasian, pengarahan dan pengawasan
yang dilakukan suatu organisasi agribisnis guna mengkoordinasikan berbagai
sumber daya yang dimiliki untuk mencapai tujuan secara efektif dan efisien.
Ciri utama usaha agribisnis adalah menghasilkan komoditi dengan tujuan
untuk dijual (baik untuk bahan baku industri maupun untuk konsumsi langsung).
Guna mendapatkan keuntungan sebesar-besarnya, dengan meningkatkan efisiensi
yang setinggi-tingginya (Faqih, 2010:7).

12
2.2 Pengendalian Produksi
Pengendalian merupakan salah satu tahapan dalam manajemen produksi.
Kondisi yang ideal pada suatu perusahaan seperti biaya produksi yang rendah,
harga jual rendah, menguasai pangsa pasar, keuntungan (laba) bagi perusahaan
merupakan tujuan yang ingin dicapai (Nasution, 1999:12). Namun rencana top
manajemen tidak selamanya sesuai harapan karena itu perusahaan perlu
mengendalikan produksi untuk mencapai tujuan perusahaan. Menurut Nasution
(1999:11), pengendalian produk adalah usaha manajemen untuk mengatur,
menganalisa dan mengkoordinasi bahan baku, tenaga kerja, mesin peralatan, dan
lain-lain untuk menghasilkan produk yang dibutuhkan pada waktunya dengan
biaya seminim mungkin.
Pengendalian produksi terbagi menjadi dua, pengendalian input yang
dilakukan pada waktu penyediaan bahan baku hasil pertanian dan pengendalian
output terhadap keluaran/produk hasil pengolahan. Pengendalian dilakukan
dengan cara memeriksa berbagai sampel untuk menjamin tidak adanya cacat,
kesesuaian dengan kebutuhan pelanggan, dan mengontrol jumlah retur barang
dagang yang kecil (Downey dan Erickson, 1987:419).
Pengendalian produksi bertujuan merencanakan dan mengendalikan arus
bahan melewati proses/operasi dan keluar dari pabrik sedemikian rupa, sehingga
keuntungan optimal yang menjadi sasaran perusahaan dapat dicapai (Biegel,
1992:1). Sumber daya mencakup fasilitas produksi, tenaga kerja dan bahan baku
(Kusuma, 2009:1). Menurut Ahyari (1987:47) unsur-unsur pengendalian produksi
secara terperinci sebagai berikut :

13
1. Pengendalian proses produksi
Pengendalian ini berkaitan dengan perencanaan dan pengawasan dari proses
produksi. Produk apa dan berapa yang akan diproduksikan pada periode yang
akan datang, bagaimana penyelesaian proses produksinya, kapan proses
tersebut di mulai dan selesai, dan sebagainya.
2. Pengendalian bahan baku
Ketersediaan bahan baku menjadi hal mutlak yang dibutuhkan dalam kegiatan
proses produksi. Jumlah persediaan bahan baku yang tepat atau tidak berlebih
maupun kurang tidak merugikan perusahaan. Karena itu perencanaan bahan
baku untuk kebutuhan perusahaan sejak awal sangat diperlukan dan
pengendaliannya perlu diawasi. Analisis penggunaan bahan baku, penentuan
jumlah pembelian, frekuensi pembelian, adanya ketidakpastian bahan baku
serta penilaian persediaan bahan baku merupakan hal yang perlu diperhatikan
oleh perusahaan.
3. Pengendalian tenaga kerja
Tenaga kerja memiliki peranan yang cukup penting pada kegiatan produksi.
Suatu perusahaan yang memiliki mesin secara manual ataupun tidak akan tetap
membutuhkan sumber daya manusia. Ketelitian, kedisplinan, keterampilan
tenaga kerja mempunyai akibat langsung terhadap produk perusahaan yang
dihasilkan. Adanya pengendalian tenaga kerja dapat diharapkan proses
produksi berjalan dengan baik sesuai rencana yang telah disusun baik dari segi
kuantitas maupun kualitas.

14
4. Pengendalian mesin dan peralatan produksi
Mesin dan peralatan produksi memiliki peranan besar pada proses produksi.
Tanpa ada mesin dan peralatan maka waktu produksi akan lebih lama sehingga
mesin dan peralatan mempermudah proses produksi. Penyusunan rencana
pengendalian mesin dan peralatan dilakukan sebelum proses produksi dimulai
seperti perawatan mesin, perbaikan mesin, perhitungan masa waktu peralatan,
penanggungjawab mesin dan peralatan, dan sebagainya.
Apabila penyimpangan yang terjadi saat pengendalian produksi cukup
besar maka diperlukan tindakan atau perbaikan selanjutnya untuk membenahi
penyimpangan yang terjadi sehingga dapat dicapai tujuan atau rencana produksi
yang ditetapkan sebelumnya.
2.3 Ayam Marinasi
Daging ayam merupakan salah satu bahan pangan bergizi. Daging yang
baik ditentukan oleh warna, bau, penampakan dan kekenyalan. Menurut Budiani
dkk (2012:11), daging ayam segar adalah daging ayam yang telah dipotong
selama kurang dari 6 jam dan langsung diolah. Daging ayam segar bertahan dalam
lemari pendingin selama 24 jam dan dalam lemari pembeku bertahan selama 1
minggu atau lebih. Semakin lembab atau basah, maka daging dapat dikatakan
kualitasnya tidak baik.
Penanganan daging merupakan faktor penting agar daging terjaga
kualitasnya. Apabila daging telah berwarna biru kehijauan, berlendir, adanya
perubahan bau maka daging berada dalam proses pembusukan yang disebut

15
pembusukan aerob. Sedangkan adanya rasa asam pada daging dan timbul aroma
busuk maka terjadi pembusukan anaerob (Wibowo, 2010:1).
Menurut Bahar (2003:46-47), penyimpanan daging terdiri dari dua cara
yaitu penyimpanan dingin dan penyimpanan beku. Temperatur pada penyimpanan
dingin yaitu -10C sampai 0
0C (umumnya 0
0C sampai 5
0C). Penggunaan
penyimpanan daging dapat mempertahankan kualitas daging dan menghambat
pertumbuhan bakteri. Tempat penyimpanan dingin di rumah menggunakan
refrigerator sedangkan di industri menggunakan chiller room. Sedangkan
temperatur pada penyimpanan beku yaitu -180C sampai -20
0C. Penggunaan
freezer dapat digunakan pada penyimpanan beku.
Marinasi adalah proses perendaman daging didalam marinade, sebelum
diolah lebih lanjut. Marinade adalah nama populer dari cairan berbumbu yang
berfungsi sebagai perendam daging (termasuk juga daging unggas dan seafood),
biasanya digunakan untuk menambahkan citarasa dan/atau meningkatkan
keempukan daging (Andie dan Hadi, 2015:7).
Produk akhir yang memuaskan, aspek yang harus diperhatikan antara lain
karakteristik daging dan marinade, kondisi proses dan penyimpanan serta
pertimbangan umur simpan. Waktu proses marinasi sangat bervariasi, dari
beberapa menit sampai beberapa jam. Potongan daging yang dari asalnya sudah
empuk, proses marinasi ditujukan hanya untuk menambahkan flavor sehingga
waktu untuk marinasi singkat, sekitar 15 menit sampai 2 jam dan dapat
menggunakan marinade berbasis minyak.

16
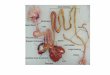
Menurut Syamsir (2010:4), ukuran daging perlu diperhatikan agar
penyerapan marinade kedalam daging bisa optimal. Daging ayam karena
ukurannya kecil, bisa direndam kedalam marinade dalam bentuk utuh atau
potongan. Potongan daging yang relatif tebal, marinade bisa dimasukkan kedalam
daging dengan sistem injeksi, untuk mempercepat waktu penetrasi dan
memperpendek waktu marinasi yang dibutuhkan.
2.4 Bagan Kendali (Control Chart)
Bagan kendali diperkenalkan oleh Walter Andrew Shewart di tahun 1924.
Menurut Haming dan Nurnajamuddin (2007:142), bagan kendali merupakan alat
statistik yang digunakan untuk menjelaskan variasi proses antara yang diakibatkan
oleh penyebab masalah umum serta yang diakibatkan oleh berbagai penyebab
masalah khusus. Bagan kendali dipergunakan untuk membedakan atau
memisahkan hasil dari suatu proses yang berada dalam kendali dan yang tidak
(Herjanto, 2008:430).
Bagan kendali terdiri dari dua jenis antara lain data variabel dan data
atribut. Data variabel adalah kategori bagan yang menjelaskan nilai yang
dihasilkan dari pengukuran variabel kontinyu produk. Data variabel terdiri dari
tiga jenis bagan kendali yang dapat digunakan yaitu bagan I-MR (Individuals
Moving Range), bagan X-bar dan R (Average & Range), dan bagan X-bar dan S
(Average & Standart Deviation). Data atribut adalah kategori bagan yang
menjelaskan data yang diakibatkan oleh hitungan banyaknya kategori tunggal dari
item atau kejadian yang sama. Data atribut terdiri dari empat jenis bagan kendali
yang dapat digunakan yaitu bagan P (Proportion Defective), bagan NP (Number

17
Defective), bagan C (Defects per count/subgroup), dan bagan U (Defects per
Unit).
Bagan kendali memiliki tiga garis yaitu rata-rata proses (central line),
garis atas (upper control limit), dan garis bawah (low control limit). Central line
menggambarkan nilai baku yang menjadi dasar perhitungan terjadinya
penyimpangan hasil pengamatan untuk tiap sampel. Upper control limit adalah
garis yang menunjukkan penyimpangan paling tinggi dari nilai baku. Low control
limit adalah garis yang menunjukkan penyimpangan paling rendah dari nilai baku.
Gambar 1. Bagan Kendali Shewart Sumber : Nasution (2005:130)
Menurut Nasution (2005:131), apabila titik-titik berada dalam daerah yang
dibatasi oleh Upper Control Limit (UCL) dan Low Control Limit (LCL), maka
proses produksi berada dalam kendali sehingga penyimpangan masih dapat
ditolerir. Sebaliknya, apabila titik-titik berada di luar batas maka proses produksi
berada tidak terkendali. Sedangkan menurut Marimin (2004:55), indikasi suatu
proses tidak terkendali yaitu :
1. Satu atau beberapa titik di luar batas pengendali
Ka
rak
teris
tik
UCL
CL
LCL
Sampel

18
Bagan X-bar
CL =
UCL = + A2 .
LCL = - A2 .
Bagan R
CL =
UCL = D4 .
LCL = D3 .
2. Satu giliran paling sedikit tujuh atau delapan titik, dengan macam giliran dapat
berbentuk giliran naik atau turun, giliran di atas atau di bawah garis tengah,
atau giliran di atas atau di bawah median
3. Dua atau tiga titik berurutan di luar batas peringatan 2-sigma tetapi masih
dalam batas pengendali
4. Empat atau lima titik yang berurutan di luar batas 1-sigma
5. Pola data tak biasa atau random dalam data. Pola tak random ini dapat terlihat
dari adanya kecenderungan dalam data
6. Satu atau beberapa titik dekat satu batas peringatan atau pengendali
Tahapan dalam pembuatan bagan kendali X-bar dan R secara manual yaitu
sebagai berikut (Herjanto, 2008:432) :
1. Menjumlahkan sampel yang diperlukan biasanya di atas 20, diambil data
terbaru dari proses sejenis.
2. Menghitung nilai rata-rata ( x ) masing-masing sampel dan hitung rentang (R)
dengan selisih nilai tertinggi dan terkecil.
3. Menghitung nilai rata-rata x dan rentang R .
4. Tentukan central line (CL), upper control limit (UCL) dan low control limit
(LCL) menggunakan rumus sebagai berikut :
Keterangan :
CL : central line

19
UCL : upper control limit
LCL : low control limit
x : rata-rata proses atau objek yang diteliti
R : rata-rata rentang/variasi proses atau objek yang diteliti
A2 : faktor rata-rata
D4 : rentang atas
D3 : rentang bawah
5. Jika rata-rata proses dan standar deviasi diketahui, UCL dan LCL
UCL = µ + z (σ/√n)
LCL = µ - z (σ/√n)
Keterangan :
i. Koefisien untuk menghitung garis kendali yaitu A2, D4, D3 pada Tabel 2
diperoleh dari Buku Grant, EL and RS Leavenworth (1980) dalam
Herjanto (2008:433)
ii. z adalah deviasi standar normal atau rentang batas kendali dari garis
tengah.
iii. Jika dalam perhitungan diperoleh LCL < 0 artinya tidak terdapat batas
bawah atau sama dengan nol.
6. Membuat bagan kendali dan plot nilai X dan R setiap sampel pada bagan
kendali yang sesuai. Hubungkan setiap sampel sehingga membentuk kurva.

20
Tabel 2. Faktor Perhitungan Batas Kendali 3-Sigma
Subgroup
(n)
Faktor Rata
(A2)
Rentang Atas
(D4)
Rentang Bawah
(D3)
2 1,880 3,268 0
3 1,023 2,574 0
4 0,729 2,282 0
5 0,577 2,114 0
6 0,483 2,004 0
7 0,419 1,924 0,076
8 0,373 1,864 0,136
9 0,337 1,816 0,184
10 0,308 1,777 0,223
11 0,285 1,744 0,256
12 0,26 1,717 0,283
13 0,249 1,693 0,307
14 0,235 1,672 0,328
15 0,223 1,653 0,347 Sumber : Grant, EL and RS Leavenworth (1980) dalam Herjanto (2008:433)
2.5 Teknik 5-Whys
Teknik ini mempertanyakan pertanyaan yang sederhana untuk
mengeksplor sebab akibat yang terkait dengan suatu masalah ketidaksesuaian
pada proses atau produk (Serrat, 2009:2). Menyelesaikan suatu permasalahan
dapat dilakukan dengan mempertanyakan jawaban sebanyak lima kali. Pendekatan
ini efektif dalam menyelesaikan suatu permasalahan secara mendalam. Tahapan
dasar yang dapat dilakukan dengan teknik 5-whys yaitu :
1. Mengumpulkan seluruh tim yang berkaitan dengan permasalahan. Kemudian
putuskan apakah perlu ada tambahan individu yang berkaitan dengan masalah
yang ada.
2. Mempertanyakan pertanyaan pertama pada tim “mengapa masalah tersebut
terjadi?”, kemudian catat jawaban tersebut di sebuah papan ataupun kertas.

21
3. Mempertanyakan kembali “mengapa”, pada jawaban yang sebelumnya telah
diperoleh.
4. Proses tersebut dilakukan berulangkali sehingga akan diperoleh sumber
penyebab dari suatu masalah.
2.6 Diagram Tulang Ikan (Fishbone)
Diagram tulang ikan merupakan suatu alat analisis yang dikembangkan
oleh Kaoru Ishikawa di tahun 1952. Diagram tulang ikan atau fishbone disebut
juga dengan diagram Ishikawa dan diagram sebab akibat. Menurut Ishikawa
(1989:33), diagram ini digunakan tidak hanya untuk permasalahan pengendalian
mutu, tetapi dapat diterapkan untuk memecahkan setiap permasalahan kuantitas,
jumlah bahan, dan bahkan untuk keselamatan, pengawas kerja. Menurut
Prihantoro (2012:201), diagram ini dapat digunakan untuk menemukan akar
penyebab masalah yang khususnya terjadi di industri manufaktur yang cukup
banyak proses manufakturnya dan berpotensi memunculkan permasalahan.
Diagram sebab akibat dapat dipergunakan untuk hal-hal sebagai berikut
(Nasution, 2005:169) :
1. Menyimpulkan sebab-sebab variasi dalam proses.
2. Mengidentifikasi kategori dan subkategori sebab-sebab yang mempengaruhi
suatu karakteristik kualitas tertentu.
3. Memberikan petunjuk mengenai macam-macam data yang dibutuhkan.
Menurut Ishikawa (1989:24-27), tahapan pembuatan diagram tulang ikan
yaitu sebagai berikut :

22
1. Menentukan karakteristik dimana karakteristik ini yang akan diperbaiki dan
dikendalikan. Perlu menemukan penyebabnya untuk menghentikan
karakteristik tersebut.
2. Menulis karakteristik pada sisi kanan dengan menggambar garis horizontal dari
sisi kiri ke kanan.
3. Menulis faktor utama yang mungkin menyebabkan karakteristik terjadi,
mengarahkan panah cabang ke panah utama dimana terdapat garis horizontal.
Disarankan untuk mengelompokkan faktor penyebab yang mempunyai
kemungkinan besar dispersi ke dalam item seperti bahan baku, mesin dan
peralatan, pengukuran, metode kerja.
4. Setiap item cabang, dituliskan ke dalamnya faktor rinci yang dapat dianggap
sebagai penyebab sehingga menyerupai ranting.dan ke setiap ranting tulis
faktor yang lebih rinci membuat cabang yang lebih kecil.
Gambar 2. Diagram Tulang Ikan (fishbone) Sumber : Ishikawa (1989:24)
Menurut Ishikawa (1989:23), terdapat empat faktor pada permasalahan
produksi antara lain bahan mentah, mesin atau peralatan, metode kerja dan
Karakteristik
Metode Kerja Pengukuran
Bahan Mesin/Peralatan
Sebab Akibat

23
pengukuran. Menurut Prihantoro (2012:201), faktor yang mempengaruhi
permasalahan produksi yaitu material, mesin, metode, dan manusia. Sedangkan
menurut Adityo (2013:1), faktor sebab dari suatu akibat yaitu man, method,
material, machine, environtment.
2.7 FMEA (Failure Mode and Effect Analysis)
Menurut Haming dan Nurnajamuddin (2007:143), FMEA adalah suatu
pendekatan yang dilakukan untuk mengidentifikasi semua kegagalan yang terjadi
dalam desain, proses pabrikasi, atau perakitan suatu barang/jasa. Kegagalan
berarti asumsi atau model, atas produk yang mungkin mengalami kesalahan,
cacat, atau apa saja yang terjadi pada produk atau jasa. Suatu tim yang tengah
berada dalam pengembangan produk, proses ataupun sistem akan menemui
ketidakpastian yang hal ini berpotensi menimbulkan kegagalan.
Tujuan adalah mengambil tindakan untuk menghapus atau meminimalisir
kegagalan, dimulai dari penyebab yang tinggi prioritasnya (Haming dan
Nurnajamuddin, 2007:143). Kemampuan dalam menganalisis hambatan adalah
langkah yang bisa mengurangi kemungkinan terjadinya kegagalan (Bass and
Lawton, 2009:168). Langkah dalam menerapkan metode FMEA yaitu sebagai
berikut :
1. Peninjauan proses
Meninjau atau mengkaji ulang peta proses bisnis atau bagan alir yang ada
untuk dianalisis.

24
Sumber : Sellappan & Palanikumar (2013) dalam Schabaker dkk (2015:167)
2. Brainstorming
Kegiatan ini bertujuan untuk melihat kemungkinan kesalahan yang terjadi pada
proses produksi tersebut. Hasil dari brainstorming dikelompokkan menjadi
beberapa penyebab kesalahan.
3. Membuat daftar dampak setiap kesalahan
Daftar kesalahan yang telah diperoleh kemudian disusun dan menyusun daftar
dampak dari kesalahan tersebut.
4. Menilai tingkat dampak (severity)
Penilaian tingkat dampak dengan menetapkan kriteria tingkat kritis atau
keseriusan potensi terjadinya kegagalan produk atau proses (Bass and Lawton,
2009:171). Kriteria penilaian dapat dilihat pada Tabel 3.
Tabel 3. Kriteria Penilaian Dampak
Efek Skala Kriteria
Sangat Kecil 1 Dampak kegagalan sangat kecil
Kecil 2-3 Dampak kegagalan kecil
Sedang 4-6 Dampak kegagalan sedang
Besar 7-8 Dampak kegagalan besar
Sangat Besar 9-10 Dampak kegagalan sangat besar
5. Menilai tingkat kemungkinan terjadi kegagalan (occurrence)
Menentukan frekuensi atau tingkat kejadian kegagalan berulang dengan
menggunakan data aktual dari proses. Data dapat diperoleh dari catatan
kegagalan proses yang berupa data statistik jika perusahaan telah menetapkan
sistem informasi dan pengolahan data secara statistik. Data atau kondisi yang
ada akan mempengaruhi penetapan kriteria. Jika tidak ada data tersebut, maka
harus memperkirakan seberapa sering kecenderungan kegagalan terjadi.

25
Sumber : Sellappan & Palanikumar (2013) dalam Schabaker dkk (2015:167)
Sumber : Sellappan & Palanikumar (2013) dalam Schabaker dkk (2015:167)
Penetapan kriteria dapat dilakukan dengan data skala teoritis atau kualitatif
berdasarkan catatan kesalahan. Penilaian frekuensi kemungkinan dapat dilihat
pada Tabel 4.
Tabel 4. Kriteria Penilaian Kemungkinan
Efek Skala Kriteria
Sangat Kecil 1 Jumlah kegagalan sangat kecil
Kecil 2-3 Jumlah kegagalan kecil
Sedang 4-6 Jumlah kegagalan sedang
Tinggi 7-8 Jumlah kegagalan tinggi
Sangat Tinggi 9-10 Jumlah kegagalan sangat tinggi
6. Menilai tingkat kemungkinan deteksi (detection)
Penilaian pendeteksian terlihat pada seberapa mudahnya suatu kegagalan atau
efek kegagalan dapat terdeteksi. Penetapan kriteria tergantung pada kondisi
produksi atau proses di perusahaan (Bass and Lawton, 2009:171). Kriteria
penilaian kemungkinan deteksi dapat dilihat pada Tabel 5.
Tabel 5. Kriteria Penilaian Deteksi
Efek Skala Kriteria
Sangat Kecil 1 Kegagalan sangat kecil dideteksi saat
pengendalian
Kecil 2-3 Kegagalan kecil dideteksi saat pengendalian
Sedang 4-6 Kegagalan sedang dideteksi saat pengendalian
Tinggi 7-8 Kegagalan tinggi dideteksi saat pengendalian
Sangat Tinggi 9-10 Kegagalan sangat tinggi dideteksi saat
pengendalian
7. Menghitung tingkat prioritas risiko (RPN)
RPN (Risk Priority Number) merupakan perhitungan sederhana yang
mengalikan tingkat keseriusan dengan frekuensi kejadian dan pendeteksian.
RPN membantu menentukan peringkat kegagalan sebagai pertimbangan

26
keputusan masalah (Bass and Lawton, 2009:171). Adapun rumus RPN sebagai
berikut :
Keterangan :
S : Nilai dampak (severity)
O : Nilai kemungkinan terjadi (occurrence)
D : Nilai deteksi (detection)
8. Mengurutkan prioritas kesalahan
Pengurutan prioritas kesalahan berdasarkan nilai RPN yang telah dihitung.
Diberi peringkat pada jumlah nilai RPN yang terbesar hingga terkecil.
9. Melakukan penanganan terhadap kesalahan
Tindakan untuk penanganan dilakukan secara serentak untuk ketiga aspek yaitu
meningkatkan kemampuan mendeteksi kesalahan, mengurangi kemungkinan
terjadinya kesalahan, dan mengurangi dampak kesalahan bila terjadi.
2.8 Risk Ranking Table
Risk ranking table merupakan tabel peringkat risiko yang diperkenalkan
oleh McCollin di tahun 1999. Menurut N.R dan N.A (2013:4) yang berasal dari
buku McCollin, penilaian RPN dapat menginterpretasikan hasil penilaian ranking
risiko, tetapi nilai RPN tetap perlu dievaluasi karena nilainya tidak selalu
didapatkan dari jumlah pengali yang sama pula. Salah satu cara mengevaluasi
nilai RPN yaitu dengan tabel peringkat risiko yang dapat dilihat pada Gambar 3.
RPN = S x O x D

27
Gambar 3. Tabel Peringkat Risiko (Risk Ranking Table)
Sumber : McCollin (1999) dalam N.R dan N.A (2013:4)
Simbol “C” adalah corrective action yang menunjukkan bahwa
diperlukannya penanganan lebih lanjut berdasarkan nilai dampak (S) pada kolom
horizontal dan nilai kemungkinan terjadi (O) pada kolom vertikal. Simbol “N”
yang berarti non corrective action, menunjukkan nilai masih dalam ambang batas
maka penanganan lebih lanjut sebagai opsional untuk perusahaan, apabila
dilakukan akan lebih baik. Sedangkan angka 1 sampai 10 menunjukkan bahwa
penanganan lebih lanjut diperlukan apabila nilai deteksi (D) sama dengan atau
lebih dari angka yang tertera pada tabel.
2.9 Penelitian Terdahulu
Penelitian yang dilakukan oleh Riandiani di tahun 2016 yang berjudul
Analisis Risiko Produksi Nata De Coco pada PT Daya Agro Mitra Mandiri
menggunakan tiga alat analisis yaitu diagram tulang ikan (fishbone), FMEA
(Failure Mode and Effect Analysis) dan diagram pareto. Hasil penelitian diketahui
terdapat 15 penyebab risiko yang terbagi ke dalam 2 akar penyebab kategori
mesin, 1 akar penyebab kategori metode, 9 akar penyebab kategori tenaga kerja

28
dan 3 akar penyebab kategori lingkungan. Akar penyebab risiko dengan nilai RPN
(Risk Priority Number) tertinggi sebesar 51,56 yaitu penerangan di area kupasan
kurang maksimal. Sedangkan akar penyebab dengan nilai RPN terendah sebesar
6,00 yaitu jarak antar rak penyimpanan memberi ruang bagi serangga.
Penelitian yang dilakukan oleh Rosih, dkk pada tahun 2015 berjudul
Analisis Risiko Operasional Departemen Logistik dengan Metode FMEA. Metode
yang digunakan pada penelitian ini selain FMEA (Failure Mode and Effect
Analysis) yakni FTA (Fault Tree Analysis). Metode FMEA untuk menganalisis
risiko dan FTA untuk menganalisis risiko kritis. Hasil penelitian diperoleh
terdapat 5 risiko kritis yang diperlukan penanganan yaitu proses pengelolaan
inventory, pengawasan gudang, sirkulasi spare part, kegiatan administrasi dan
pengelolaan sumber daya manusia.
Penelitian yang dilakukan oleh Puspitasari dan Martanto pada tahun 2014
berjudul Penggunaan FMEA dalam Mengidentifikasi Resiko Kegagalan Proses
Produksi Sarung ATM (Alat Tenun Mesin) PT Asaputex Jaya Tegal. Kegagalan
proses produksi yang terjadi pada perusahaan ini yaitu terdapat produk cacat yang
dihasilkan sehingga perlu diketahui penyebab kegagalan pada proses pembuatan
sarung tenun. Metode yang digunakan yaitu FMEA (Failure Mode and Effect
Analysis). Hasil penelitian memperoleh 14 jenis sumber kegagalan yang
menyebabkan kegagalan pada proses pembuatan sarung tenun.
Penelitian selanjutnya dilakukan oleh Runtukahu dan D.W pada tahun
2005 berjudul Analisis Faktor Penyebab Target Tidak Tercapai di PT Spindo I
Unit Slitter 3 Dan Potong Plat 2. Penelitian tersebut menggunakan satu alat

29
analisis yaitu diagram fishbone dan memperoleh informasi melalui wawancara
dan pengamatan. Hasil penelitian diperoleh bahwa target yang telah ditetapkan
oleh perusahaan sebesar 200 ton per hari tidak tercapai dikarenakan idle
unavoidable yaitu aktivitas ganti pisau dan setup awal serta finishing pada unit
slitter 3. Sedangkan pada potong plat 2 dikarenakan menunggu forklift.
2.10 Kerangka Pemikiran
PT Setyanda Duta Makmur merupakan perusahaan dagang yang
memproduksi ayam goreng tepung. Proses pemarinasian ayam berlokasi di
Jagakarsa sedangkan penepungan berlokasi di masing-masing outlet. Tidak
tercapainya target produksi menjadi masalah yang dihadapi perusahaan sehingga
kemungkinan keuntungan yang tidak optimal dan tidak terpenuhinya permintaan
terjadi pada perusahaan.
Identifikasi hasil produksi ayam marinasi yang berada di luar kendali
menggunakan data periode Januari hingga Juli 2016. Data yang berada di luar
kendali ditandai dengan titik merah yang artinya terdapat variasi penyebab umum
ataupun khusus yang perlu diketahui. Data tersebut ditunjukkan dengan bagan
kendali X-bar dan R. Bagan kendali X-bar untuk menunjukkan rata-rata hasil
produksi yang berada di luar kendali baik batas atas (upper control limit) maupun
batas bawah (low control limit). Bagan kendali R untuk menunjukkan rata-rata
variasi/rentang (range) hasil produksi.
Setelah dipastikan bahwa hasil produksi tersebut masih dalam keadaan
tidak terkendali maka diperlukan identifikasi penyebabnya. Identifikasi penyebab
masalah dilakukan dengan wawancara mendalam menggunakan teknik 5-whys

30
sehingga diperoleh informasi faktor yang berpengaruh pada tidak tercapainya
target produksi. Faktor-faktor yang dianalisis dalam penelitian ini yakni SDM,
bahan baku, metode kerja, mesin dan lingkungan. Selain itu dilakukan
pengamatan pengolahan ayam marinasi. Informasi yang diperoleh kemudian
dipetakan ke Diagram Tulang Ikan (fishbone) dan menjadi penyebab dan sumber
penyebab.
Penyebab yang diperoleh dari wawancara tersebut dianalisis dengan
metode FMEA (failure mode and effect analysis) untuk menentukan tingkat
prioritas risiko. Penentuan tingkat prioritas penyebab masalah menggunakan
kuisioner hasil penilaian FMEA yang diisi oleh tiga responden yakni
penanggungjawab produksi dan dua supervisor. Nilai terbesar menentukan
prioritas tertinggi penyebab ketidaktercapaian target produksi.
Pengevaluasian nilai Risk Priority Number mengacu pada tiga aspek (nilai
dampak, nilai kemungkinan terjadi, nilai deteksi) yang merupakan hasil kuisioner
FMEA. Pengevaluasian dengan bantuan risk ranking table. Penyebab masalah
memerlukan penanganan lebih lanjut atau tindakan perbaikan (corrective action)
apabila berada pada kolom “C” atau nilai deteksi sama atau lebih besar dari angka
yang tertera pada tabel risk ranking. Kerangka pemikiran pada penelitian
digambarkan pada Gambar 4.

31
PT Setyanda Duta
Makmur
Target Produksi Jarang
Tercapai
Identifikasi Hasil
Produksi di Luar Kendali
Identifikasi Penyebab dan
Sumber Penyebab
Analisis Tingkat Prioritas
Penyebab
Evaluasi Tingkat Prioritas
Penyebab
Bagan Kendali
X-bar dan R
Teknik 5-whys + Diagram
Tulang Ikan
FMEA (Failure Mode
and Effect Analysis)
Risk Ranking Table
Gambar 4. Kerangka Pemikiran Penelitian

32
BAB III
METODOLOGI PENELITIAN
3.1 Lokasi dan Waktu Penelitian
Penelitian dilakukan di PT Setyanda Duta Makmur, Jalan Moh. Kahfi II
No. 24 Cipedak, Jagakarsa, Jakarta Selatan. Pemilihan lokasi dilakukan secara
sengaja (purposive) dengan menimbang bahwa perusahaan ini melakukan
pengolahan ayam marinasi. Penelitian dimulai pada bulan November 2016 -
Januari 2017.
3.2 Jenis dan Sumber Data
Jenis data yang digunakan yaitu data kualitatif dan kuantitatif. Data
kualitatif yaitu data berupa tulisan atau dokumen yang diperoleh dari wawancara
mendalam (in depth) dan pengamatan proses produksi. Data kuantitatif yaitu data
berupa angka yang diperoleh selama waktu penelitian menggunakan instrumen
kuisioner.
Sumber data menggunakan data primer dan sekunder. Data primer yaitu
data yang diperoleh langsung oleh peneliti dari sumber atau objek penelitian. Data
primer diperoleh dari (1) pengamatan aktivitas produksi yang dimulai dari
penerimaan ayam karkas sampai proses pengemasan produk; (2) wawancara
mendalam (in depth) dengan divisi produksi yaitu penanggungjawab produksi dan
dua supervisor sebagai narasumber; (3) pengisian kuisioner penilaian FMEA oleh
tiga responden. Data sekunder yaitu data yang dibutuhkan dalam penelitian yang
bersumber dari dokumen perusahaan yang relevan dengan penelitian dan studi
pustaka. Data sekunder diperoleh dari studi pustaka yang terkait penelitian yaitu

33
data hasil produksi ayam marinasi PT Setyanda Duta Makmur dari Januari hingga
Juli 2016, dan SOP (Standard Operating Procedure) pengolahan ayam marinasi.
3.3 Metode Pengumpulan Data
Pengumpulan data pada penelitian ini menggunakan instrumen penelitian.
Instrumen penelitian adalah pedoman tertulis tentang wawancara, atau
pengamatan, atau daftar pertanyaan yang dipersiapkan untuk mendapatkan
informasi dari responden (Gulo, 2002:123). Pengumpulan data pada penelitian ini
melalui pengamatan, wawancara mendalam, kuisioner, dan studi pustaka.
1. Pengamatan
Pengamatan proses pengolahan ayam marinasi antara lain (1) bagaimana
proses pengolahan ayam marinasi mulai dari aktivitas penerimaan dan seleksi
ayam karkas, penyimpanan ayam karkas dalam cold storage, proses
pemotongan ayam karkas, pemarinasian ayam karkas yang telah dipotong, dan
pengemasan produk; (2) bagaimana pekerjaan tenaga kerja; (3) bagaimana
proses penggunaan mesin; (4) bagaimana bahan baku yang diterima PT
Setyanda Duta Makmur. Pengamatan dibantu dengan alat tulis dan buku untuk
mencatat informasi yang diperoleh saat pengamatan.
2. Wawancara mendalam (in depth interview)
Wawancara dengan melakukan tanya jawab berdasarkan pedoman wawancara
kepada penanggungjawab produksi, supervisor, dan tenaga kerja produksi
ayam marinasi. Pertanyaan dalam pedoman wawancara dapat dilihat di
Lampiran 1. Masing-masing narasumber memperoleh pertanyaan yang sama di
waktu yang berbeda saat wawancara awal. Peneliti menggunakan teknik 5-

34
whys untuk memperoleh informasi penyebab yang menghambat tercapainya
target produksi. Peneliti berulang kali mengajukan pertanyaan “mengapa”
sebanyak 5 kali ataupun lebih pada waktu yang berbeda sehingga ditemukan
sumber penyebab masalah.
3. Kuisioner
Kuisioner yang digunakan yaitu kuisioner penilaian FMEA (Failure Mode and
Effect Analysis) untuk mengukur Risk Priority Number berdasarkan nilai
dampak, nilai kemungkinan terjadi dan nilai deteksi. Kuisioner penilaian
FMEA dapat dilihat di Lampiran 2. Responden kuisioner yaitu
penanggungjawab produksi dan dua supervisor. Pemilihan responden
berdasarkan pilihan yang disarankan penanggungjawab produksi dikarenakan
responden tersebut yang paling memahami jalannya produksi. Format
kuisioner pada penelitian ini sesuai dengan format lembar kerja FMEA.
4. Studi Pustaka
Studi pustaka yang berkaitan dengan penelitian ini baik berasal dari buku,
jurnal, maupun penelitian sebelumnya.
3.4 Penyusunan Pedoman Wawancara dan Kuisioner
1. Pedoman Wawancara
Sebelumnya peneliti menentukan objek penelitian dan faktor-faktor produksi
yang menyebabkan ketidaktercapaian target produksi. Penentuan faktor
produksi diperoleh dari literatur yang relevan dengan penelitian. Selanjutnya
pertanyaan disusun berdasarkan faktor produksi yang kemungkinan
menghambat ketercapaian target produksi ayam marinasi. Daftar pertanyaan

35
dapat dilihat di Lampiran 1. Berikut beberapa poin daftar pertanyaan antara
lain : (1) Pertanyaan untuk mengidentifikasi bahan baku yang mempengaruhi
ketercapaian target produksi antara lain spesifikasi bahan yang digunakan,
supplier yang memasok bahan, kuantitas stok cadangan bahan, masalah pada
bahan, penanganan masalah yang terjadi pada bahan. (2) Pertanyaan untuk
mengidentifikasi masalah sumber daya manusia (tenaga kerja) yang
mempengaruhi ketercapaian target produksi antara lain kriteria tenaga kerja,
kapasitas tenaga kerja di lokasi produksi, masalah pada tenaga kerja,
penanganan masalah yang terjadi. (3) Pertanyaan untuk mengidentifikasi
masalah mesin dan peralatan yang mempengaruhi ketercapaian target produksi
antara lain kriteria mesin dan peralatan yang digunakan, masalah pada mesin
dan peralatan yang pernah terjadi, penanganan masalah tersebut. (4)
Pertanyaan untuk mengidentifikasi metode kerja yang mempengaruhi
ketercapaian target produksi antara lain kriteria metode kerja yang sesuai
dengan kondisi PT Setyanda Duta Makmur, masalah yang terjadi selama proses
produksi, penanganan masalah tersebut. (5) Pertanyaan untuk mengidentifikasi
lingkungan proses produksi yang mempengaruhi ketercapaian target produksi
antara lain kriteria lingkungan produksi yang dibutuhkan, masalah yang
berkaitan dengan lingkungan, penanganan masalah tersebut.
2. Kuisioner
Kuisioner disusun setelah informasi penyebab ketidaktercapaian target
produksi ayam marinasi, sumber penyebab masalah dan pengendalian masalah
telah diperoleh dengan teknik 5-whys menggunakan pedoman wawancara.

36
Menentukan kriteria penilaian untuk pengisian kuisioner penilaian FMEA,
dimana kriteria penilaian pada penelitian ini berdasarkan Sellappan &
Palanikumar (2013) dalam buku Schabaker dkk (2015:167). Penyebab, sumber
penyebab, dan pengendalian diurutkan menurut kelompok faktor produksi.
Selanjutnya membentuk kolom penilaian dimana terdapat delapan kolom yaitu
kolom penyebab masalah yang penilaiannya diisi di kolom nilai dampak
(severity), kolom sumber penyebab yang penilaiannya diisi di kolom nilai
kemungkinan (occurrence), dan kolom pengendalian yang penilaiannya diisi di
kolom nilai deteksi (detection). Sedangkan kolom RPN dan rank diisi oleh
peneliti.
3.5 Metode Analisis Data
Metode analisis data dalam penelitian ini yaitu bagan kendali (control
chart), teknik 5-whys, diagram tulang ikan (fishbone), FMEA (Failure Mode and
Effect Analysis), dan risk ranking table.
3.5.1 Bagan Kendali (Control Chart)
Penelitian ini menggunakan bagan kendali X-bar dan R (Average &
Range). Bagan ini dipilih karena data yang digunakan lebih dari 20 data. Data
hasil produksi ayam marinasi periode Januari hingga Juli 2016 terdiri dari 213
data. Data yang diperoleh diolah dengan bantuan Microsoft Excel 2010 dan
Minitab 17.
Bagan X menunjukkan rata-rata hasil produksi dimana terdapat tiga shift
per hari. Sedangkan bagan R menunjukkan perubahan yang bervariasi hasil
produksi tiga shift per hari. Central line menggambarkan rata-rata hasil produksi

37
ayam marinasi. Upper control limit menunjukkan rata-rata hasil produksi paling
tinggi. Low control limit menunjukkan rata-rata hasil produksi paling rendah.
Tahapan dalam pembuatan bagan kendali X-bar dan R menggunakan
minitab 17 sebagai berikut :
1. Memberikan nama kolom paling atas kiri tertulis “data”.
2. Memberikan nama pada tiga kolom berikutnya. Masing-masing kolom
dituliskan nama “shift 1, shift 2, shift 3”.
3. Menuliskan nomor di setiap baris pada kolom “data” sesuai dengan jumlah
hasil produksi ayam marinasi setiap bulan, misal untuk bulan Januari tuliskan
nomor 1 hingga 31 pada kolom data, bulan Februari tuliskan nomor 1 hingga
28 pada kolom data, dan seterusnya hingga bulan Juli sehingga baris pada
kolom “data” berjumlah 213 data.
4. Menuliskan hasil produksi setiap harinya pada masing-masing baris dari shift
1, shift 2, shift 3 sesuai dengan nomor 1 sampai 213.
5. Selanjutnya klik “Stat” pada Menu Bar, pilih “control charts”, kemudian pilih
“variables charts for subgroups” dan pilih “Xbar-R”.
6. Setelah muncul kotak X-bar R chart pada Gambar 5, pada kolom kanan atas
pilih “observations for a subgroup are in one row of columns”.
7. Tuliskan “shift 1, shift 2, shift 3” pada kotak X-bar R chart ke kolom kanan
yang merupakan objek yang diteliti.
8. Kemudian klik “OK” dan akan muncul bagan kendali X-bar dan R pada
Gambar 6.
9. Hasil bagan kendali akan dianalisis pada Bab V.

38
Gambar 5. Kotak X-bar R chart
Gambar 6. Bagan Kendali X-bar R chart
3.5.2 Teknik 5-Whys
Teknik 5-whys bertujuan memperoleh informasi dari narasumber mengenai
faktor yang menjadi penyebab tidak tercapainya target produksi. Pengumpulan
informasi diperoleh dengan wawancara kepada masing-masing narasumber
menggunakan pedoman wawancara (Lampiran 1). Tahapan teknik 5-whys sebagai
berikut :
1. Wawancara awal dilakukan kepada tiga narasumber yang bertanggungjawab
langsung dengan proses produksi yaitu penanggungjawab produksi dan dua
supervisor. Wawancara dengan masing-masing narasumber secara terpisah

39
dilakukan sebanyak satu kali dengan tujuan memperoleh informasi apa saja
kegiatan marinasi ayam.
2. Penerapan teknik 5-whys dilakukan saat mengajukan setiap pertanyaan kepada
masing-masing narasumber minimal sebanyak 5 kali. Yang dimaksud 5 kali
adalah setelah narasumber menjawab pertanyaan pertama akan di tanyakan
kembali “mengapa” dari jawaban yang diperoleh, setelah dijawab kembali oleh
narasumber, penulis akan menanyakan pertanyaan kembali sehingga diperoleh
informasi yang lebih mendalam mengenai sumber penyebab.
3. Informasi yang diperoleh divalidasi dengan melakukan FGD (Forum Group
Discussion). FGD dilakukan dengan mempertemukan ketiga narasumber,
dimana informasi yang telah diperoleh didiskusikan oleh narasumber. Hal ini
bertujuan menyatukan jawaban dari masing-masing narasumber sehingga satu
pemikiran (Lampiran 3). FGD dilakukan sebanyak tiga kali di waktu yang
berbeda. Pertemuan pertama terdapat dua narasumber yang FGD sedangkan
pertemuan kedua dan ketiga terdapat tiga narasumber.
4. Informasi yang diperoleh dari teknik 5-whys kemudian dirangkum untuk
memastikan tidak ada pertanyaan yang terlewati dan informasi yang telah
diperoleh mendalam.
3.5.3 Diagram Tulang Ikan (Fishbone)
Diagram tulang ikan (fishbone) pada penelitian ini digunakan untuk
memetakan penyebab dan sumber penyebab tidak tercapainya target produksi
pengolahan ayam marinasi yang telah diperoleh dari wawancara dengan teknik 5-
whys. Lima faktor penyebab yang diteliti berdsarkan pustaka yaitu bahan baku,

40
mesin dan peralatan, sumber daya manusia (SDM), metode kerja dan lingkungan.
Informasi yang telah diperoleh melalui wawancara mendalam dengan teknik 5-
whys selanjutnya dipetakan ke dalam diagram berbentuk tulang ikan.
Tahapan pembuatan diagram tulang ikan masalah tidak tercapainya target
produksi sebagai berikut :
1. Hasil wawancara dengan teknik 5-whys diperoleh informasi masalah yang
terjadi dan dicari penyebabnya. Menggambarkan garis horizontal dengan kotak
di depannya yang berisi masalah.
2. Menentukan kelompok faktor-faktor penyebab (SDM, bahan baku, metode
kerja, mesin dan peralatan, lingkungan).
3. Membentuk lima garis cabang pada garis horizontal dan menuliskan kelompok
faktor sekitar garis cabang.
4. Membentuk garis (ranting) pada cabang dan menuliskan sumber penyebab di
sekitar garis (ranting) yang diperoleh dari informasi wawancara dengan teknik
5-whys.
Gambar 7. Diagram Tulang Ikan Pengolahan Ayam Marinasi
Target
Produksi
Tidak
Tercapai
Metode Kerja SDM Lingkungan
Bahan Baku Mesin/Peralatan

41
Sumber : Sellappan & Palanikumar (2013) dalam Schabaker dkk (2015:167)
3.5.4 FMEA (Failure Mode and Effect Analysis)
Kuisioner penilaian FMEA (Lampiran 2) diperoleh dari penggabungan
hasil wawancara teknik 5-whys dan diagram tulang ikan. Kuisioner penilaian
FMEA diisi oleh ketiga responden dengan kriteria skor yang telah ditentukan.
Tahapan pembuatan kuisioner penilaian FMEA sebagai berikut:
1. Membentuk delapan kolom yang terdiri dari : (1) kolom penyebab masalah, (2)
nilai dampak (severity), (3) sumber penyebab, (4) nilai kemungkinan
(occurrence), (5) pengendalian, (6) nilai deteksi (detection), (7) RPN dan (8)
ranking.
2. Menuliskan penyebab pada (1) kolom penyebab masalah sesuai dengan
kelompoknya.
3. Menuliskan kriteria kolom (2) nilai dampak (severity). Severity dinilai dari
seberapa serius efek terjadinya penyebab masalah terhadap ketidaktercapaian
target produksi. Kriteria penilaian nilai dampak (severity) sebagai berikut :
Efek Skala Kriteria
Sangat Kecil 1 Dampak kegagalan sangat kecil
Kecil 2-3 Dampak kegagalan kecil
Sedang 4-6 Dampak kegagalan sedang
Besar 7-8 Dampak kegagalan besar
Sangat Besar 9-10 Dampak kegagalan sangat besar
4. Menuliskan kolom (3) sumber penyebab sesuai dengan penyebab masalahnya.
5. Menuliskan kriteria kolom (4) nilai kemungkinan (occurrence). Occurrence
dinilai dari kemungkinan sumber penyebab terjadi sehingga timbul
ketidaktercapaian target produksi. Kriteria penilaian nilai kemungkinan
(occurrence) sebagai berikut:

42
Sumber : Sellappan & Palanikumar (2013) dalam Schabaker dkk (2015:167)
Sumber : Sellappan & Palanikumar (2013) dalam Schabaker dkk (2015:167)
Efek Skala Kriteria
Sangat Kecil 1 Jumlah kegagalan sangat kecil
Kecil 2-3 Jumlah kegagalan kecil
Sedang 4-6 Jumlah kegagalan sedang
Tinggi 7-8 Jumlah kegagalan tinggi
Sangat Tinggi 9-10 Jumlah kegagalan sangat tinggi
6. Menuliskan kolom (5) pengendalian yang diterapkan sesuai dengan
penyebabnya.
7. Menuliskan kriteria kolom (6) nilai deteksi (detection). Detection dinilai dari
seberapa efektif pengendalian yang diterapkan untuk mencegah atau
mendeteksi penyebab sebelum terjadi ketidaktercapaian target produksi.
Kriteria penilaian nilai deteksi (detection) sebagai berikut:
Efek Skala Kriteria
Sangat Kecil 1 Kegagalan sangat kecil dideteksi saat pengendalian
Kecil 2-3 Kegagalan kecil dideteksi saat pengendalian
Sedang 4-6 Kegagalan sedang dideteksi saat pengendalian
Tinggi 7-8 Kegagalan tinggi dideteksi saat pengendalian
Sangat Tinggi 9-10 kegagalan sangat tinggi dideteksi saat pengendalian
8. Memberi peringkat jumlah RPN dari terbesar ke terkecil, dengan menggunakan
rumus sebagai berikut : RPN = S x O x D
Keterangan :
S : Tingkat keparahan efek yang ditimbulkan dari penyebab masalah terhadap
ketidaktercapaian target produksi
O : Tingkat kemungkinan terjadinya sumber penyebab masalah
D : Tingkat efektifnya pengendalian untuk mencegah atau mendeteksi
terjadinya ketidaktercapaian target produksi

43
3.5.5 Risk Ranking Table
Tabel peringkat (Risk Ranking Table) dapat mengevaluasi penyebab
masalah menggunakan hasil penilaian RPN yang berasal dari metode FMEA.
Evaluasi ini bertujuan untuk mengetahui apa saja penyebab masalah
ketidaktercapaian target produksi ayam marinasi yang memerlukan corrective
action. Pengevaluasian menggunakan dua aspek penilaian yaitu rata-rata nilai
severity pada garis X (horizontal) dan rata-rata nilai occurrence pada garis Y
(vertikal). Peneliti membulatkan rata-rata nilai severity, occurrence maupun
detection untuk mempermudah dalam pengevaluasian. Angka dibelakang koma
lebih besar dari angka 5, maka akan dibulatkan ke atas dan apabila lebih kecil dari
5, maka akan dibulatkan ke bawah.
Tahapan mengevaluasi penyebab masalah ketidaktercapaian target
produksi sebagai berikut :
1. Apabila nilai occurrence pada kuisioner penilaian FMEA adalah 4, maka tarik
garis lurus ke bawah (vertikal) hingga berhenti pada nilai 4.
2. Apabila nilai severity pada kuisioner penilaian FMEA adalah 4, maka tarik
garis lurus ke samping (horizontal) hingga berhenti pada nilai 4.
3. Selanjutnya tarik garis X yang merupakan nilai severity dan Y yang merupakan
nilai occurrence sehingga garis saling terhubung pada kolom berwarna kuning.
Kolom berwarna kuning menunjukkan bahwa penyebab masalah memiliki
kemungkinan non corrective action ataupun corrective action.
4. Apabila garis yang terhubung berada pada kolom hijau, maka penyebab
masalah tidak diharuskan (opsional) dilakukan corrective action.

44
Sumbu X
Sum
bu Y
5. Apabila garis yang terhubung berada pada kolom merah, maka penyebab
masalah harus dilakukan corrective action.
6. Apabila garis yang terhubung berada pada kolom kuning, maka diperlukan
nilai detection pada penyebab yang sama. Apabila nilai detection lebih besar
atau sama besar dengan angka yang tertera pada kolom berwarna kuning, maka
penyebab masalah tersebut memerlukan corrective action.
Gambar 8. Evaluasi Penyebab Ketidaktercapaian Target Produksi
3.4.5 Definisi Operasional
Definisi operasional menurut Sugiyono (2012:31), yaitu penentuan
konstrak atau sifat yang akan dipelajari sehingga menjadi variabel yang dapat
diukur. Definisi operasional pada penelitian ini yaitu :
1. Pengendalian produksi adalah pengaturan dan pengoordinasian bahan baku,
tenaga kerja, mesin, metode kerja pada pengolahan ayam marinasi untuk
menghasilkan produk yang sesuai target perusahaan.

45
2. Produksi adalah proses pengolahan ayam dari tahap penerimaan ayam karkas
sampai tahap pemarinasian ayam karkas yang telah dipotong.
3. Marinasi adalah proses pembumbuan ayam karkas yang telah dipotong untuk
direndam dalam bumbu khusus.
4. Bahan baku adalah bahan yang digunakan untuk mengolah ayam marinasi.
5. Mesin dan peralatan adalah fasilitas produksi yang digunakan selama proses
produksi berjalan.
6. Sumber daya manusia adalah tenaga kerja langsung yang bertugas pada
pengolahan ayam marinasi.
7. Bagan Kendali (Control Chart) adalah bagan yang menunjukkan apakah proses
produksi ayam marinasi terkendali atau tidak terkendali.
8. Risk Ranking Table adalah tabel untuk mengevaluasi nilai RPN (Risk Priority
Number) apakah penyebab masalah memerlukan penanganan lebih lanjut
(corrective action).

46
BAB IV
GAMBARAN UMUM PERUSAHAAN
4.1 Sejarah dan Perkembangan Perusahaan
Maret 1994, didirikan usaha kecil ayam goreng tepung oleh dua orang
alumnus IPB, yaitu Bapak Setyajid dan Ibu Evalinda. Usaha tersebut dimulai dari
berjualan ayam goreng tepung dengan format kaki lima yang diberi nama Kentuku
Fried Chicken (KUFC) yang berlokasi di Bogor. Usaha tersebut berfokus pada
kalangan kelas bawah sebagai penyedia makanan siap saji dan mendapat respon
positif dari masyarakat di kala itu. Usaha KUFC memperluas pemasarannya
dengan membuka cabang ke beberapa kota seperti Yogyakarta, Padang, Mataram,
Bali dan Bandung.
Tahun 1998, KUFC mengalami kesulitan karena terjadinya krisis moneter,
namun usaha tersebut masih dapat bertahan. Tahun 2004 saat terjadi wabah flu
burung, KUFC kembali mengalami kesulitan sehingga cabang di luar kota
terpaksa ditutup dan menyisakan beberapa gerai saja di Bogor dan Depok. Tahun
2010, KUFC kembali berdiri dengan terobosan baru meluncurkan merek terbaru
yaitu d’BestO. Target pasar produk d’BestO adalah kalangan kelas menengah.
Nama d’BestO digunakan tidak hanya untuk produk, namun juga restoran yang
disebut outlet. Konsep penjualan produk-produk d’BestO adalah mini restoran
(outlet) yang menerapkan sistem waralaba dan mitra. Perbedaan outlet d’BestO
dengan sistem waralaba maupun mitra terletak pada kepemilikan saja. Produk
yang ditawarkan pun tidak hanya ayam goreng tepung tetapi burger, spaghetti,
kentang goreng dan beberapa minuman.

47
Tahun 2012, merek d’BestO telah resmi berada di bawah manajemen PT
Setyanda Duta Makmur berdasarkan akta notaris. Saat ini PT Setyanda Duta
Makmur telah mencapai 124 outlet d’BestO baik mitra maupun waralaba. Tahun
2015, perusahaan berencana memperluas outlet d’BestO dengan sistem mitra
daripada waralaba. Berlokasi di Jakarta, Bogor, Depok, Tangerang, Bekasi,
Bandung, Surabaya dan Padang. Perusahaan berperan dalam mensuplai bahan
baku ayam marinasi untuk outlet d’BestO. Proses pengolahan ayam marinasi
berlokasi di Jalan Moh. Kahfi II No. 24, Kelurahan Cipedak, Kecamatan
Jagakarsa, Jakarta Selatan, yang sekaligus menjadi kantor pusat PT Setyanda Duta
Makmur. Seluruh produksi ayam marinasi di Jagakarsa dikhususkan untuk
wilayah Jabodetabek dan Bandung, sedangkan Surabaya dan Padang memiliki
lokasi yang berbeda.
Perusahaan memperoleh seluruh bahan untuk pengolahan ayam marinasi
dari supplier. Supplier mengirimkan ayam karkas ke kantor pusat. Proses
pengolahan ayam marinasi di kantor pusat hanya dilakukan hingga tahap marinasi,
sedangkan proses penepungan dan penggorengan dilakukan di outlet d’BestO. PT
Setyanda Duta Makmur menempatkan gudang penyimpanan di beberapa wilayah
untuk didistribusikan ke outlet d’BestO yang terdekat. Hal tersebut diterapkan
untuk mempersingkat waktu distribusi dan meminimalisir biaya distribusi. Ayam
marinasi yang telah sampai di outlet d’BestO akan melalui proses penepungan dan
penggorengan untuk keesokan hari. Alur distribusi pengolahan ayam marinasi
dapat dilihat pada Gambar 9.

48
Gambar 9. Alur Distribusi Pengolahan Ayam Marinasi
PT Setyanda Duta Makmur mentargetkan hasil produksi ayam marinasi
kepada tenaga kerja langsung sebesar 250 ekor per orang/hari. Tenaga kerja
langsung berjumlah 30 orang sehingga total target produksi sebesar 7.500 ekor per
tiga shift per hari. Tenaga kerja akan diberikan reward apabila mencapai target
tersebut. Namun di tahun 2016, target produksi tersebut masih jarang tercapai.
4.2 Visi dan Misi
Visi dan misi merupakan pedoman yang telah ditetapkan perusahaan
sebagai cara untuk mencapai tujuan perusahaan.
1. Visi
Menjadi market leader untuk bisnis kuliner resto fried chicken dan burger di
segmen kelas menengah di Indonesia.
2. Misi
Menjadi perusahaan yang bisa memberi manfaat serta jalan kebaikan dan
mashlahat bagi banyak pihak meliputi karyawan, keluarga dan khalayak umum.
4.3 Struktur Organisasi
PT Setyanda Duta Makmur menerapkan struktur organisasi lini. Struktur
organisasi lini menurut Sukoco (2007:17) adalah struktur yang kekuasaannya
mengalir secara vertikal dari tingkat paling atas, melalui tingkat menengah dan
sampai di tingkat bawah. PT Setyanda Duta Makmur dipimpin oleh Direktur
Supplier
Bahan
Lokasi
Produksi
(Pusat)
Gudang
Penyimpanan
(Pusat)
Outlet
d’BestO

49
Utama. Masing-masing divisi dipimpin oleh manajer. Struktur Organisasi PT
Setyanda Duta Makmur dapat dilihat pada Gambar 10.
Gambar 10. Struktur Organisasi PT Setyanda Duta Makmur
Struktur organisasi, tugas dan tanggung jawab dari masing-masing divisi antara
lain sebagai berikut :
1. Dewan Komisaris
Dewan komisaris mengawasi pekerjaan Direktur Utama dan memberikan
pertimbangan atau saran agar tujuan PT Setyanda Duta Makmur tercapai.
2. Direktur Utama
Direktur melakukan pengawasan secara keseluruhan aktivitas perusahaan
sebagai upaya mengembangkan atau meningkatkan PT Setyanda Duta
Makmur.
3. Divisi Produksi
Produksi mengawasi proses produksi dari awal penerimaan ayam utuh dari
supplier hingga proses daging ayam marinasi yang telah dikemas dan
Outlet

50
didistribusikan ke gudang penyimpanan (stokis). Penanggungjawab pada
proses produksi secara langsung yaitu supervisor di setiap shift.
4. Divisi Logistik
Logistik bertanggungjawab pada pengadaan seluruh bahan-bahan untuk
produksi, mesin dan peralatan dan seluruh kegiatan yang berkenaan dengan
produksi.
5. Divisi Pemasaran
Pemasaran bertanggungjawab pada segala kegiatan yang mencakup pemasaran
produk seperti waralaba, penjualan produk (sales), promosi produk, dan lain-
lain.
6. Sales
Sales bertanggungjawab terhadap penjualan masing-masing outlet. Sales juga
berkoordinasi dengan divisi pemasaran untuk memperluas wilayah cabang atau
waralaba.
7. Divisi HRD (Human Resources Development)
HRD bertanggungjawab pada kinerja seluruh karyawan maupun tenaga kerja
baik di kantor pusat (office) maupun pada cabang outlet.
8. Divisi Keuangan
Keuangan bertanggungjawab pada keluar masuknya keuangan perusahaan
yang digunakan seluruh divisi.
9. Divisi IT (Information Technology)
IT bertanggungjawab pada segala teknologi informasi yang digunakan PT
Setyanda Duta Makmur.

51
4.4 Pengendalian Produksi
Pengendalian yang diterapkan perusahaan antara lain bahan baku, tenaga
kerja (SDM), mesin/peralatan, metode kerja.
4.4.1 Bahan Baku
Bahan-bahan yang digunakan untuk pengolahan ayam marinasi antara lain:
1. Daging Ayam
Daging ayam yang digunakan berasal dari supplier. Supplier yang dipilih oleh
PT Setyanda Duta Makmur yang memiliki Rumah Pemotongan Ayam (RPA)
dan peternakan. Supplier berjumlah 17 perusahaan. Setiap harinya pemesanan
ayam karkas hanya berasal dari beberapa supplier dan tidak keseluruhan
mengirim ayam karkas ke lokasi produksi. Hal ini tergantung pada jumlah
ayam karkas yang dibutuhkan perusahaan, harga yang ditawarkan supplier dan
ketersediaan kuantitas ayam di supplier.
Bahan baku daging ayam yang dibutuhkan perusahaan terdiri dari dua jenis
yakni ayam fresh dan ayam frozen. Ayam fresh merupakan ayam karkas yang
masih dalam keadaan segar atau mentah. Ayam frozen merupakan ayam karkas
yang dimarinasi dan disimpan di cold storage Rumah Pemotongan Ayam
(RPA). Umumnya ayam yang digunakan pada pengolahan ayam marinasi yaitu
ayam fresh sedangkan ayam frozen digunakan untuk stock (cadangan) saat
permintaan ayam meningkat seperti moment Ramadhan, Hari Raya, dan lain-
lain. Lama penyimpanan ayam frozen maksimum selama dua bulan, apabila
melewati masa penyimpanan maka ayam akan dibuang di lokasi RPA yang

52
merupakan tempat penyimpanan khusus ayam frozen. Pemesanan ayam frozen
akan dilakukan apabila kuantitas ayam frozen kurang dari 5.000 ekor.
Spesifikasi ayam karkas perusahaan yaitu berat 0,95-1,10 kilogram, tidak
berbau, tidak licin/berlendir, tidak memar, tidak patah bagian sayap atau paha
bawah, tidak ada bulu, ekor maupun leher.
2. Bumbu Khusus
Bumbu khusus diproduksi sendiri oleh PT Setyanda Duta Makmur yang
diproduksi oleh divisi bumbu. Bahan-bahan untuk bumbu khusus berasal dari
supplier. Setiap 25 ekor atau 225 potong ayam digunakan satu bungkus bumbu
khusus. Bumbu khusus nantinya akan dicampurkan dengan bawang putih dan
madu.
3. Bawang Putih
Bawang putih diperoleh dari dua supplier. Bawang putih disimpan dalam ruang
penyimpanan. Pengupasan bawang putih dilakukan oleh tenaga lepas harian
yaitu ibu rumah tangga yang berada di lingkungan lokasi produksi. Apabila
terjadi kekurangan maka perusahaan membeli di pasar terdekat.
4. Madu
Madu diperoleh dari satu supplier yang mengolah madu menjadi produk jadi.
Madu pada campuran bumbu marinasi berfungsi untuk melegitkan ataupun
menggurihkan daging ayam tersebut dan memberikan citarasa yang berbeda.
Semua bahan baku yang digunakan pada pengolahan ayam marinasi PT
Setyanda Duta Makmur berasal dari supplier yang telah dipilih oleh perusahaan.
Pemilihan supplier dengan persyaratan sebagai berikut :

53
1. Rumah Pemotongan Ayam (RPA) telah terstandarisasi seperti SNI (Standar
Nasional Indonesia) dan SJH (Sistem Jaminan Halal).
2. Harga penawaran yang diberikan sesuai budget perusahaan.
4.4.2 Tenaga Kerja (SDM)
Penetapan kerja untuk penanggungjawab produksi dari Senin hingga
Sabtu. Senin dari pukul 07.00 hingga 17.00 dan Sabtu dari pukul 07.00 hingga
15.00. Sedangkan pengolahan ayam marinasi di PT Setyanda Duta Makmur
ditetapkan dari hari Senin hingga Minggu dan berlangsung selama 21 jam. Selama
waktu 21 jam, tenaga kerja dibagi ke dalam tiga shift yang masing-masing
berjumlah 13 orang. Tenaga kerja langsung khusus pengolahan ayam marinasi
yaitu 30 orang dan tenaga kerja tidak langsung berjumlah enam orang. Shift
pertama dan kedua dikepalai oleh supervisor. Shift pertama di mulai dari pukul
07.00-15.00, shift kedua di mulai dari pukul 15.00-23.00 dan shift ketiga dimulai
pukul 23.00-07.00.
Setiap harinya terdapat dua tenaga kerja yang tidak hadir yang telah
dijadwalkan oleh manajemen. Hal tersebut dikarenakan pengolahan ayam
marinasi yang dilakukan setiap hari maka perusahaan memberikan waktu libur
untuk masing-masing tenaga kerja selama dua kali setiap bulannya. Namun waktu
libur tersebut tidak termasuk dengan ketidakhadiran karena sakit, izin maupun
cuti.
Setiap tenaga kerja mempunyai tanggungjawab di bagiannya masing-
masing. Walaupun begitu, apabila ada ketidakhadiran maka tenaga kerja lain dapat
membantu bagian yang kekurangan pekerja. Sifat kerjasama yang diterapkan

54
perusahaan bermaksud mencapai target produksi per shift sehingga reward dapat
diperoleh tenaga kerja. Walaupun telah diterapkan sistem kerjasama, namun
belum adanya training khusus yang diberikan kepada tenaga kerja. Tenaga kerja
mampu melakukan pengolahan ayam marinasi dengan learning by doing sehingga
masing-masing tenaga kerja kurang memiliki fokus kerja di salah satu bagian.
4.4.3 Mesin/Peralatan
Pengendalian pada mesin dan peralatan dilakukan selama dua kali setiap
bulan untuk maintenance perawatan seperti pemberian oli. Perawatan dilakukan
oleh bagian maintenance perusahaan sebanyak tiga orang. Secara realitas,
perawatan ini tidak selalu dilakukan sebanyak satu kali per bulan dan tanpa
pengawasan langsung dari supervisor. Hal ini dikarenakan supervisor tidak hanya
bertugas pada pengolahan ayam marinasi namun pengolahan produk lain. Apabila
supervisor tidak berada di lokasi produksi ayam marinasi, maka tugas tersebut
dipindahkan ke kepala shift yang sekaligus tenaga kerja produksi.
Apabila terjadi kerusakan pada mesin hingga tidak dapat dioperasikan
maka akan diperbaiki oleh teknisi mesin dalam waktu yang tidak dapat dipastikan.
Teknisi mesin merupakan teknisi yang berasal dari vendor yang bekerjasama
dengan perusahaan. Karena itu perusahaan memiliki beberapa cadangan mesin
dan peralatan yang digunakan apabila tidak dapat diperbaiki atau rusak. Mesin
dan peralatan cadangan digunakan saat sangat dibutuhkan dan permintaan sedang
meningkat.
Mesin dan peralatan yang digunakan pada pengolahan ayam marinasi PT
Setyanda Duta Makmur antara lain :

55
1. Keranjang
Keranjang berfungsi untuk menempatkan ayam karkas yang telah lolos seleksi,
ayam yang telah dipotong menjadi sembilan potong pada proses parting dan
ayam yang telah dikemas.
2. Pengukur Suhu
Pengukur suhu berfungsi memastikan bahwa suhu ayam karkas di bawah 100C.
3. Timbangan
Timbangan berfungsi mengukur berat ayam karkas dengan standar ukuran
0,95-1,10 kilogram. Apabila beratnya tidak termasuk standar maka tidak lolos
proses seleksi.
4. Blender
Blender berfungsi mencampurkan bumbu khusus, bawang putih dan madu
sebagai bumbu marinasi. Blender yang dimiliki perusahaan berjumlah dua unit
dan termasuk blender cadangan.
5. Mesin Parting
Mesin parting berfungsi untuk memotong ayam karkas menjadi sembilan
potong. Mesin parting yang tersedia berjumlah tiga unit dan sebagai cadangan
berjumlah dua unit.
6. Mesin Vacuum/Thumbler
Mesin vacuum/thumbler berfungsi mencampur atau mengaduk ayam potong
dengan bumbu marinasi sehingga bumbu menyerap ke dalam daging. Mesin
vacuum/thumbler berjumlah dua unit.

56
7. Processing Table
Processing Table berfungsi sebagai meja untuk menempatkan ayam yang telah
dimarinasi yang sekaligus tempat pengemasan. Processing table berjumlah satu
unit.
8. Plastik Kemasan
Plastik kemasan berfungsi untuk mengemas sembilan ayam potong yang telah
dimarinasi.
9. Cold Storage
Cold storage berfungsi sebagai ruang penyimpanan ayam fresh (karkas) dan
ayam marinasi.
4.4.4 Metode Kerja
Proses produksi pengolahan ayam marinasi melalui beberapa tahapan
yakni penerimaan ayam karkas melalui proses seleksi bahan, penyimpanan ayam
karkas pada cold storage, pengiriman ayam karkas ke proses pemotongan,
pemotongan (parting) ayam karkas menjadi sembilan bagian, pemarinasian ayam
yang telah dipotong, dan pengemasan (packaging) ayam marinasi secara manual.
Proses produksi dapat dilihat pada bagan alur produksi pengolahan ayam marinasi
Gambar 11.
Pengawasan pada proses produksi dilakukan oleh supervisor masing-
masing shift. Apabila supervisor berhalangan hadir ataupun berada pada produksi
produk lain maka yang bertanggungjawab pada jalannya produksi yaitu kepala
shift. Shift 1 dan 2 terdapat supervisor yang telah ditentukan sedangkan pada shift

57
3, supervisor melakukan tugas secara bergantian untuk mengisi kekosongan
supervisor sebelumnya.
Gambar 11. Alur Produksi Pengolahan Ayam Marinasi
Sumber : PT Setyanda Duta Makmur
1. Penerimaan Ayam Karkas
Penerimaan ayam karkas berasal dari supplier dengan mobil box berpendingin
yang suhunya tidak lebih dari 50C. Ayam diletakkan dalam keranjang yang
berisi es batu. Proses pengendalian mutu dilakukan terlebih dahulu sebelum
ayam akan diproduksi. Ayam diseleksi menurut kondisi fisiknya seperti berat
0,95-1,10 kilogram/ekor, tidak berbau, tidak licin/berlendir, tidak memar, tidak
patah bagian sayap atau paha bawah, tidak ada bulu, ekor maupun leher dan
ayam memiliki suhu di bawah 100C. Hal ini untuk mempertahankan kualitas
produk ayam goreng tepung, seperti memar yang ada di ayam karkas akan
menjadi hitam setelah proses penggorengan di outlet. Masalah tersebut akan
berpengaruh pada keloyalan konsumen. Ayam karkas yang tidak lolos uji
seleksi maka akan dikembalikan ke supplier karena PT Setyanda Duta Makmur

58
belum memiliki tempat pembuangan limbah ayam karkas, dan hanya tempat
pembuangan limbah untuk bahan lain yang tersedia.
2. Penyimpanan Ayam Karkas
Penerimaan ayam karkas yang telah diseleksi kemudian dibekukan dan
disimpan ke cold storage ataupun didinginkan secara manual dengan
meletakkan beberapa batu es di atas ayam karkas. Umumnya pembekuan
dilakukan secara manual karena tenaga listrik yang dibutuhkan melebihi
kapasitas daya listrik perusahaan. Perusahaan menerapkan pembekuan karena
belum memiliki chiller atau blast room untuk penyimpanan dingin. Pembekuan
bertujuan untuk mempertahankan kualitas ayam. Selanjutnya keranjang ayam
dilabeli tanggal penerimaan dan jumlah ayam karkas. Standarnya pada satu
keranjang berisi 25 ekor ayam karkas.
3. Pengiriman Ayam Karkas untuk Pemotongan
Ayam karkas yang disimpan sebelumnya di cold storage dikeluarkan menurut
tanggal. Perusahaan menerapkan metode FIFO (First In First Out) dimana
bahan yang dikeluarkan dari ruang penyimpanan yaitu tanggal paling awal.
Ayam karkas didiamkan diruang produksi hingga tercapai suhu karkas 100C-
50C. Apabila langsung digunakan maka ayam karkas disiram dengan air
mengalir hingga tercapai suhu standar.
4. Pemotongan Ayam Karkas
Proses pemotongan (parting) ayam karkas dengan mesin parting menjadi
sembilan potong yakni bagian sayap dua potong, paha bawah dua potong, paha
atas dua potong, dada dua potong dan dada mentok satu potong. Ukuran tiap

59
bagian harus sama besar setiap potongnya. Apabila ukuran ayam potong lebih
besar atau tebal, maka merugikan perusahaan selain itu bumbu marinasi akan
sulit menyerap ke dalam daging sehingga membutuhkan waktu lebih.
Sedangkan jika terlalu kecil, maka akan ada komplain dari konsumen. Terdapat
tiga mesin parting yang digunakan pada pemotongan ayam. Pengendalian
tenaga kerja yang diterapkan yaitu tiga orang yang telah expert pada
pemotongan bertugas terlebih dahulu.
5. Pembumbuan (Marinating)
Proses marinasi dengan mesin vacuum/thumbler dengan bahan dan bumbu
khusus yang telah dihaluskan dengan blender. Perusahaan menerapkan
kapasitas maksimal mesin vacuum/thumbler sebesar 225 potong atau 25 ekor
dalam sekali pemarinasian. Pemarinasian mulai diproses setelah bumbu
marinasi telah selesai dihaluskan. Pemarinasian memakan waktu kurang lebih
enam menit.
6. Pengemasan (Packaging)
Ayam potong yang telah selesai dimarinasi diletakkan pada processing table.
Kemudian dikemas ke dalam satu plastik yang terdiri dari sembilan potong dan
diberi tanggal produksi. Pengendalian yang dilakukan saat pengemasan yaitu
dihitung kembali jumlah potongan ayam yang terdapat dalam plastik. Hal ini
dilakukan agar tidak terjadi kekurangan atau kelebihan pada setiap plastik
dikarenakan apabila kekurangan, outlet akan melakukan komplain namun
apabila terjadi kelebihan yang dirugikan yaitu perusahaan. Ayam yang telah
dikemas diletakkan di keranjang untuk disimpan sementara di cold storage.

60
Penempatan ayam marinasi di keranjang bertujuan menghindari terjadinya
kerusakan.
4.5 Keuntungan Perusahaan
Keuntungan yang diperoleh PT Setyanda Duta Makmur berdasarkan
perhitungan hasil produksi ayam marinasi per bulan dikali margin per ekor.
Margin diperoleh dari selisih harga beli ayam karkas dan harga jual ayam
marinasi. Hasil perhitungan keuntungan dari penjualan ayam marinasi yang
diperoleh PT Setyanda Duta Makmur dapat dilihat pada Tabel 6.
Tabel 6. Keuntungan Produksi Ayam Marinasi PT Setyanda Duta Makmur
Periode Januari – Juli 2016
Bulan Produksi Total
(Ekor)
Margin per Ekor
(Rp)
Keuntungan
(Rp/Ekor)
Januari 164.473 Rp 1.000 Rp 164.473.000
Februari 172.367 Rp 1.000 Rp 172.367.000
Maret 234.937 Rp 1.000 Rp 234.937.000
April 160.051 Rp 1.000 Rp 160.051.000
Mei 197.167 Rp 1.000 Rp 197.167.000
Juni 249.045 Rp 1.000 Rp 249.045.000
Juli 157.914 Rp 1.000 Rp 157.914.000 Sumber : PT Setyanda Duta Makmur, 2016 (diolah)
Berdasarkan Tabel 6 menunjukkan bahwa keuntungan dari produk ayam
marinasi PT Setyanda Duta Makmur periode Januari sampai Juli 2016
berfluktuasi.

61
BAB V
HASIL DAN PEMBAHASAN
5.1 Identifikasi Hasil Produksi di Luar Kendali
Data harian produksi ayam marinasi yang diperoleh merupakan data hasil
produksi periode Januari hingga Juli 2016 yang terdiri dari tiga shift (tiga
pengamatan) yang berjumlah 213 hari. Data harian produksi ayam marinasi secara
rinci dapat dilihat pada Lampiran 5. Data harian tersebut diolah untuk
menunjukkan rata-rata ketidaktercapaian target produksi ayam marinasi dapat
dilihat pada Tabel 7 .
Tabel 7. Rata-rata Ketidaktercapaian Target Produksi Harian Ayam Marinasi di
PT Setyanda Duta Makmur
Bulan Jumlah
Hari
Hasil
Produksi
/bulan
(ekor)
Rata-rata
Produksi
/hari
(ekor)
Target
Produksi
/hari
(ekor)
Fluktuasi
/hari
(ekor)
Januari 31 164.473 5.305,6 7.500 2.194,4
Februari 29 172.367 5.943,7 7.500 1.556,3
Maret 31 234.937 7.578,6 7.500 -78,6
April 30 160.051 5.335,0 7.500 2.165,0
Mei 31 197.167 6.360,2 7.500 1.139,8
Juni 30 249.045 8.301,5 7.500 -801,5
Juli 31 157.914 5.094,0 7.500 2.406,0
Total 213 1.335.954 43.918,6 52.500 8.581,4
Rata-rata 190.850,6 6.274,1 7.500 1.225,9 Sumber : PT Setyanda Duta Makmur, 2016 (diolah)
Ket : nilai negatif pada kolom fluktuasi berarti terdapat hasil produksi melebihi target
Berdasarkan data Tabel 7 menunjukkan bahwa rata-rata ketidaktercapaian
target produksi harian ayam marinasi sebesar 1225,9 ekor. Selain bulan Maret,
Mei, dan Juni, rata-rata ketidaktercapaian target produksi harian, melebihi 1.225,9

62
ekor. Bulan Maret, Mei dan Juni telah melebihi rata-rata target produksi harian
sebesar 1.225,9 ekor.
Identifikasi hasil produksi ayam marinasi yang berada di luar batas kendali
dengan penggunaan bagan kendali (control chart). Data harian hasil produksi
ayam marinasi (Lampiran 5) diolah dengan bantuan minitab 17. Hasil olah data
menggunakan minitab 17 yaitu bagan kendali X-bar dan R yang memperlihatkan
titik-titik yang berada di dalam dan luar kendali.
Titik berwarna merah menunjukkan adanya hasil produksi di luar batas
kendali karena terjadi variasi penyebab khusus ataupun penyebab umum. Menurut
Marimin (2004:48), variasi penyebab khusus yaitu kejadian di luar sistem yang
mempengaruhi dalam sistem yang umumnya disebabkan manusia, peralatan dan
material. Variasi penyebab umum yaitu faktor di dalam sistem yang melekat pada
proses yang menimbulkan variasi dalam sistem dan hasil.
Bagan kendali X-bar berada di bagan atas yang menunjukkan nilai rata-
rata hasil produksi ayam marinasi yang tidak memenuhi target produksi per hari.
Rata-rata hasil produksi ditunjukkan dengan simbol x yang berada di sisi kanan
dan terletak di antara UCL dan LCL.
Bagan kendali R berada di bawah bagan X-bar. Bagan kendali R
menunjukkan rata-rata variasi/rentang hasil produksi ayam marinasi per hari.
Rata-rata variasi hasil produksi ditunjukkan dengan simbol R yang berada di sisi
kanan dan terletak di antara UCL dan LCL. Bagan kendali X-bar dan R dapat
dilihat pada Gambar 12.


64
Gambar 12 menunjukkan bahwa bagan kendali X-bar pada garis CL
(central line) sebesar 1.514 ekor, dimana hasil tersebut jauh dari target produksi
sebesar 7.500 ekor. Garis atas (UCL) sebesar 3.011 ekor dan garis bawah (LCL)
sebesar 17 ekor. Sedangkan bagan kendali R menunjukkan rata-rata
variasi/rentang ketidaktercapaian target selama 213 hari (Januari - Juli 2016) yaitu
sebesar 1.463 ekor. Garis atas (UCL) sebesar 3.767 ekor dan garis bawah (LCL)
sebesar 0 ekor.
Bagan kendali X-bar menunjukkan proses yang belum terkendali. Hal ini
ditandai dengan terdapat titik merah yang teridentifikasi berada di luar batas
kendali LCL sebanyak 12 titik. Hasil rata-rata produksi ayam marinasi pada bagan
kendali X-bar menunjukkan bahwa terdapat perbedaan yang besar antara rata-rata
hasil produksi secara real (Tabel 7) dan target perusahaan (Gambar 12). Rata-rata
hasil produksi secara realitas sebesar 1.514 ekor dan rata-rata yang ditargetkan
perusahaan sebesar 7.500 ekor.
Perbedaan yang sangat besar antara hasil produksi dan target produksi
tersebut dapat terjadi karena adanya variasi penyebab khusus ataupun umum dari
faktor produksi seperti bahan baku, proses produksi, sumber daya manusia,
lingkungan ataupun mesin dan peralatan namun penyebabnya belum
teridentifikasi. Apabila masalah tersebut terus-menerus terjadi tanpa ada
perbaikan ataupun pengendalian, maka akan menimbulkan akibat yang lebih
besar, misal biaya pengeluaran produksi yang semakin membengkak, keuntungan
yang tidak optimal, proses produksi yang tidak efisien dan efektif. Karena itu PT
Setyanda Duta Makmur perlu mengetahui penyebab terjadinya ketidaktercapaian

65
target produksi dengan identifikasi menggunakan diagram tulang ikan (fishbone)
dengan teknik 5-whys.
5.2 Identifikasi Penyebab Masalah
Wawancara mendalam dengan teknik 5-whys dilakukan dengan tiga
narasumber yakni penanggungjawab produksi dan dua supervisor. Ketiga
narasumber tersebut dipilih karena paling mengerti dan mengetahui segala
aktivitas produksi pengolahan ayam marinasi. Berdasarkan hasil identifikasi
melalui wawancara mendalam menggunakan teknik 5-whys dan pengamatan
proses produksi, maka diperoleh empat kategori yang menjadi penyebab masalah
dari lima kategori menurut Ishikawa yakni bahan baku, mesin dan peralatan,
sumber daya manusia (SDM) dan metode kerja. Penelitian ini memperoleh 10
penyebab dan 10 sumber penyebab masalah ketidaktercapaian target produksi.
Bahan baku yang digunakan yaitu ayam karkas atau ayam yang telah
bersih dari bulu, leher dan ekor ayam. Ayam karkas diseleksi menurut berat (0,95-
1,10 kg) dan kondisi fisiknya seperti tidak berbau, tidak licin/berlendir, tidak
memar, tidak patah bagian sayap atau paha bawah, tidak ada bulu, ayam memiliki
suhu di bawah 100C. Seleksi dilakukan guna menjaga kualitas produk ayam
marinasi seperti tulang ayam tidak menghitam setelah digoreng apabila memar,
menjaga kesegaran ayam karkas apabila suhu ayam karkas di bawah 100C.
Supplier yang mensuplai bahan ayam karkas terdiri dari 17 supplier dimana setiap
harinya tidak semua supplier mengirim bahan-bahan ke perusahaan. Pemilihan
supplier setiap harinya berdasarkan kemampuan supplier menyuplai jumlah ayam

66
karkas yang dibutuhkan dan harga terendah yang ditawarkan ke PT Setyanda Duta
Makmur.
Mesin yang digunakan selama proses produksi yaitu mesin potong
(parting), mesin marinasi (vacuum/thumblr) dan blender. Kapasitas maksimum
penggunaan mesin marinasi yang ditetapkan perusahaan sebesar 225 potong ekor.
Kapasitas maksimum mesin potong sebanyak 1 ekor. Perusahaan belum
menetapkan lama waktu kerja di setiap tahapan produksi kecuali proses marinasi
selama 6 menit.
Perusahaan belum menerapkan training khusus untuk tenaga kerja karena
adanya kendala waktu dan biaya. Perusahaan melakukan pelatihan dengan sistem
learning by doing. Setiap harinya terdapat dua tenaga kerja yang tidak hadir. Hal
tersebut dilakukan telah ditetapkan oleh perusahaan sebagai jadwal istirahat untuk
tenaga kerja karena produksi yang dilakukan setiap hari.
Penyebab masalah tidak tercapainya target produksi digambarkan dengan
diagram tulang ikan (fishbone) pada Gambar 13.

67
Gambar 13. Diagram Tulang Ikan Pengolahan Ayam Marinasi
kecelakaan kerja
(proses parting)
beban kerja tinggi
utk memenuhi target
potongan
ayam tidak
sama besar
kekurangan
TK
ketidakhadiran
TK
lambatnya mesin
marinasi bergerak
maintenance
jrg dilakukan
pisau parting
bergerak lamban
jumlah pesanan tdk
sesuai
peternakan krg
stok ayam
berat ayam tdk
sesuai standar
Kesalahan dari supplier
ayam karkas
memar
harga penawaran rendah
dipilih
penghalusan
bumbu memakan
waktu
kemampuan
TK terbatas
proses marinasi
menunggu
proses lain
proses parting
memakan
waktu
Ketidaktercapaian Target
Produksi
Metode Kerja SDM
Bahan Baku Mesin/Peralatan
pisau trs
digunakan
belum ada
training khusus

68
Uraian mengenai diagram tulang ikan (fishbone) masalah tidak tercapainya
target produksi pada Gambar 13 dijelaskan sebagai berikut :
1. Bahan Baku
a. Jumlah ayam karkas yang dikirim supplier tidak sesuai pesanan perusahaan.
Hal ini diperkirakan karena supplier kekurangan stok ayam yang berasal
dari peternakan. Kekurangan stok ayam yang dialami supplier karena
perbedaan penggunaan pakan, pemeliharaan kandang dan faktor lain yang
berpengaruh pada pertumbuhan ayam. Pada dasarnya, kesepakatan antara
dua pihak mengenai minimal jumlah ayam yang harus tersedia pada
supplier terdapat pada kontrak yaitu 500 ekor. Namun secara realitas,
perusahaan tidak memperoleh informasi mengapa jumlah ayam yang
dipesan tidak sesuai karena belum adanya follow up yang dilakukan oleh
divisi purchasing yang bertugas menghubungi supplier. Pengendalian yang
telah diterapkan yaitu penggunaan buffer stock untuk mengantisipasi
banyaknya ayam karkas yang tidak memenuhi standar. Buffer stock
diperoleh dari pemesanan ayam karkas sebesar dua kali lipat dari supplier
ayam yang sama namun di waktu yang berbeda. Pemesanan untuk buffer
stock dilakukan apabila ada peningkatan permintaan ayam marinasi dan
banyak ayam yang mendekati expire dengan daya simpan selama dua bulan.
b. Berat ayam karkas yang tidak memenuhi standar perusahaan. Berat ayam
karkas diseleksi dengan ketat untuk menghindari terjadinya complain dari
outlet bahkan konsumen. Berat ayam karkas yang dibutuhkan perusahaan
terdapat dalam kontrak manufaktur antara supplier dan perusahaan. Kontrak

69
manufaktur adalah kontrak kerjasama dimana memproduksi produk sesuai
spesifikasi pelanggan, pelanggan mendesain produk tersebut dan menjual
produk tersebut dengan merek sendiri (Abrams, 2004:227). Kontrak tersebut
dapat merugikan supplier apabila tidak mengikuti ketentuan yang ada
seperti ayam karkas yang tidak sesuai standar dikembalikan perusahaan ke
supplier. Namun masih terdapat supplier yang tidak mengikuti ketentuan
ayam karkas yang dibutuhkan perusahaan. Berdasarkan penelitian Nugraha
(2011:25) diperoleh indikator mortalitas ayam yang bervariasi dan
perubahan cuaca menjadi risiko produksi yang terjadi pada peternakan ayam
broiler di Bogor. Pengendalian yang diterapkan dengan memberikan teguran
kepada supplier sebanyak tiga kali dan apabila kembali terjadi maka
perusahaan tidak melakukan pemesanan ke supplier selama tiga hari
berturut-turut hingga pemutusan kontrak dengan pihak supplier.
c. Memar pada bagian sayap dan paha bawah. Kondisi fisik ayam karkas yang
memar akan mempengaruhi kualitas produk sehingga tulang ayam akan
menghitam setelah digoreng. Kurangnya kepedulian supplier terhadap
kondisi ayam karkas dapat dikarenakan faktor perusahaan memilih supplier
dengan harga penawaran yang paling rendah sehingga kualitas ayam yang
diberikan pun mempengaruhi. Pemilihan harga penawaran paling rendah
dikarenakan kendala biaya sehingga biaya pengeluaran faktor produksi perlu
diminimalisir. Karena itu perusahaan bergantung pada buffer stock apabila
banyak ayam karkas yang memar. Belum adanya pengendalian yang telah

70
dilakukan perusahaan untuk meng-antisipasi terjadinya memar pada ayam
karkas.
2. Mesin/Peralatan
a. Melambatnya mesin vacuum/thumbler beroperasi/bergerak. Sumber masalah
ini dikarenakan maintenance berkala seharusnya dilakukan dua kali setiap
bulan namun pada kenyataannya dilakukan hanya sekali oleh tim
maintenance. Tim maintenance perusahaan terdiri dari tiga orang. Biasanya
maintenance yang dilakukan yaitu pemberian oli per tanggal 15 setiap
bulan. Pemberian oli tersebut dilakukan guna mengurangi aus pada mesin.
Selain itu tidak terdapat formulir atau lembaran pemeriksaan yang
menunjukkan maintenance tersebut benar-benar dilakukan. Sedangkan
maintenance untuk perbaikan dilakukan oleh teknisi khusus mesin
vacuum/thumbler apabila terjadi kerusakan parah. Pengendalian masalah
tersebut yaitu maintenance mesin seperti pemberian oli walaupun tanpa
pengawasan baik secara langsung maupun tidak langsung.
b. Pisau mesin parting bergerak/berputar lamban sehingga memperlambat
pemotongan. Semakin melambatnya perputaran pisau karena pisau yang
selalu bergesekan dengan ayam karkas pada saat pemotongan selama
berjam-jam setiap harinya, semakin lama akan mengalami ketumpulan
sehingga memerlukan waktu pemotongan yang lebih lama dari biasanya.
Pengendalian yang diterapkan dengan menggunakan pisau mesin parting
cadangan apabila mesin tidak dapat digunakan.

71
3. Sumber Daya Manusia (SDM)
a. Potongan ayam karkas yang tidak sama besar pada masing-masing bagian.
Masalah tersebut menyebabkan complain dari outlet ataupun konsumen.
Kurangnya keterampilan tenaga kerja pada proses parting menjadi sumber
masalahnya. Pengendalian yang diterapkan yaitu training pada awal bekerja.
Namun training tersebut tidak dikhususkan pada proses yang kekurangan
tenaga kerja, membutuhkan tenaga kerja tambahan ataupun proses yang
berisiko besar. Kendala waktu dan biaya menjadi faktor mengapa training
khusus belum diterapkan. Setiap tenaga kerja diharuskan mempelajari setiap
proses yang ada. Training pun dilakukan tidak pada waktu khusus namun
dijalani bersamaan dengan waktu kerja. Apabila dirasa telah mampu pada
proses yang awal maka dilanjutkan ke proses lainnya.
b. Kekurangan tenaga kerja selama proses produksi menghambat proses
apabila di salah satu proses hanya terdapat satu atau dua orang yang
bertanggungjawab. Setiap harinya terdapat dua tenaga kerja yang tidak
hadir. Pada dasarnya, dua orang tenaga kerja yang tidak hadir setiap harinya
merupakan sistem yang diterapkan perusahaan guna mengurangi beban
kerja. Perusahaan memberikan cuti bagi tenaga kerja selama 12 kali dalam
setahun. Pemberian cuti kepada tenaga kerja mengacu pada Undang-Undang
Ketenagakerjaan No. 13 Tahun 2003 Pasal 79 Ayat 2. Belum ada
pengendalian yang dilakukan perusahaan untuk masalah kekurangan tenaga
kerja dan masih bergantung pada kerjasama tim.

72
c. Terjadinya kecelakaan kerja pada proses parting merupakan salah satu
penyebab masalah yang cukup sulit ditangani. Hal ini dikarenakan adanya
beban memotong ayam karkas dengan cepat untuk memenuhi target
produksi. Selain itu dari faktor penggunaan mesin secara manual
mempengaruhi. Adanya tenaga kerja yang terluka jarinya akan
memperlambat proses produksi. Karena itu memerlukan tingkat fokus yang
tinggi untuk menghindari kecelakaan kerja. Pengendalian yang diterapkan
yaitu adanya training bagi tenaga kerja baru dengan proses bertahap
(learning by doing).
4. Metode Kerja
a. Proses marinasi perlu menunggu proses parting selesai memotong 200 ekor.
Proses parting tidak dapat diestimasi waktu penyelesaiannya. Penggunaan
mesin secara manual dan faktor tenaga kerja menjadi penyebabnya. Tenaga
kerja perlu berhati-hati terhadap pemotongan agar ukuran pemotongan
sesuai dan menghindari kecelakaan kerja. Karena itu pengendalian yang
diterapkan yakni tenaga kerja yang telah ahli akan memulai terlebih dahulu
pada proses parting untuk mengefisiensi waktu.
b. Proses penghalusan bumbu yang memakan waktu. Proses penghalusan
antara bumbu khusus, bawang putih dan madu memerlukan waktu. Hal ini
dikarenakan kemampuan tenaga kerja yang terbatas dikarenakan hanya
terdapat satu tenaga kerja yang bertanggungjawab pada proses penghalusan
maka blender yang digunakan pun hanya satu unit dan unit lainnya
digunakan pada produksi produk lain ataupun waktu tertentu. Hal tersebut

73
mempengaruhi kuantitas bumbu yang dihasilkan. Pengendalian yang
dilakukan yaitu penggunaan dua unit blender pada waktu tertentu dimana
jumlah permintaan ayam marinasi meningkat seperti saat Ramadhan
ataupun Hari Raya.
5.3 Analisis dan Evaluasi Penyebab Masalah
5.3.1 Analisis Penyebab Masalah
Analisis penyebab masalah menggunakan metode FMEA dengan bantuan
instrumen kuisioner penilaian FMEA (Lampiran 2). Kuisioner terdiri dari delapan
kolom, dimana tiga kolom penilaian diisi oleh tiga responden. Kolom penilaian
terdiri dari tiga aspek antara lain kolom nilai dampak (severity), kolom nilai
kemungkinan terjadi (occurrence), dan kolom nilai deteksi (detection). Kolom
tersebut diisi sesuai kriteria yang telah ditentukan. Kriteria penilaian di antara
skala 1 sampai 10.
5.3.1.1 Kolom Penilaian Dampak (severity)
Kolom penilaian dampak (severity) untuk menganalisis seberapa serius
efek terjadinya penyebab masalah terhadap ketidaktercapaian target produksi.
Semakin besar nilai yang diberikan responden terhadap penyebab
ketidaktercapaian target produksi, maka semakin besar efeknya. Hasil penilaian
penyebab masalah ketidaktercapaian target produksi ayam marinasi PT Setyanda
Duta Makmur dapat dilihat pada Tabel 8.

74
Tabel 8. Hasil Penilaian Penyebab Ketidaktercapaian Target Produksi Ayam
Marinasi PT Setyanda Duta Makmur
No. Identifikasi Penyebab Masalah
Nilai
Dampak
(S)
Jml Rata-
rata
1 2 3
1. Jumlah ayam karkas tidak sesuai pesanan 3 6 6 15 5,0
2. Berat ayam karkas yang tidak memenuhi
standar 3 3 6 12 4,0
3. Adanya memar pada bagian paha bawah
dan sayap ayam karkas 3 3 6 12 4,0
4. Mesin vacuum/thumbler bergerak lamban
hingga berhenti beroperasi 4 2 4 10 3,3
5. Pisau parting bergerak lamban 4 2 3 9 3,0
6. Potongan ayam tidak sama besar 7 6 3 16 5,3
7. Kekurangan tenaga kerja saat proses
produksi 5 6 3 14 4,7
8. Terjadinya kecelakaan kerja pada proses
parting 5 6 3 14 4,7
9. Proses marinasi perlu menunggu proses
parting 1 3 2 6 2,0
10. Proses penghalusan bumbu ori/hot dan
bahan lain memakan waktu 1 5 3 7 2,3
Sumber : Lampiran 4
Berdasarkan data Tabel 8 menunjukkan potongan ayam yang tidak sama
besar menjadi penyebab utama ketidaktercapaian target produksi ayam marinasi
dengan nilai dampak sebesar 16. Sedangkan proses marinasi menunggu proses
parting menjadi penyebab masalah dengan nilai dampak terkecil yaitu 6.
5.3.1.2 Kolom Penilaian Kemungkinan Terjadi (Occurrence)
Kolom penilaian kemungkinan terjadi (occurrence) untuk menganalisis
seberapa sering suatu sumber penyebab masalah terjadi sehingga mempengaruhi
ketercapaian target produksi. Semakin besar nilai yang diberikan responden

75
terhadap sumber penyebab ketidaktercapaian target produksi, maka semakin
tinggi kemungkinan terjadinya sumber penyebab tersebut. Hasil penilaian sumber
penyebab masalah ketidaktercapaian target produksi ayam marinasi PT Setyanda
Duta Makmur dapat dilihat pada Tabel 9.
Tabel 9. Hasil Penilaian Sumber Penyebab Ketidaktercapaian Target Produksi
Ayam Marinasi PT Setyanda Duta Makmur
No. Identifikasi Sumber Penyebab
Nilai
Kemungkinan
(O) Jml
Rata-
rata
1 2 3
1. Stok ayam di supplier (peternakan) kurang 3 8 6 17 5,7
2. Mortalitas ayam broiler tinggi 1 6 6 13 4,3
3. Harga penawaran terendah yang dipilih
perusahaan 1 3 6 10 3,3
4. Maintenance dilakukan hanya satu kali per
bulan 1 4 2 7 2,3
5. Pisau parting digunakan terus menerus 1 2 2 5 1,7
6. Kurangnya keterampilan tenaga kerja 1 6 3 10 3,3
7. Adanya ketidakhadiran tenaga kerja 3 8 6 17 5,7
8. Beban kerja tinggi untuk memenuhi target 5 6 3 14 4,7
9.
Estimasi waktu proses parting tidak dapat
ditentukan dan penggunaan mesin secara
manual
5 6 2 13 4,3
10. Kemampuan terbatas tenaga kerja yang
bertanggungjawab pada bumbu 3 6 6 12 6,0
Sumber : Lampiran 4
Berdasarkan data Tabel 9 menunjukkan ketidakhadiran tenaga kerja menjadi
sumber penyebab utama ketidaktercapaian target produksi ayam marinasi dengan

76
Sumber : Lampiran 4
nilai kemungkinan sebesar 17. Sedangkan pisau parting digunakan terus menerus
menjadi sumber penyebab dengan nilai kemungkinan terkecil yaitu 5.
5.3.1.3 Kolom Penilaian Deteksi (detection)
Kolom deteksi (detection) untuk menganalisis seberapa serius efek atau
sering terjadinya penyebab masalah setelah dilakukan pengendalian (controlling).
Semakin besar nilai yang diberikan responden terhadap pengendalian yang telah
diterapkan PT Setyanda Duta Makmur, maka semakin tinggi tingkat keefektifan
pengendalian untuk mencegah/mendeteksi ketidaktercapaian target produksi ayam
marinasi. Hasil pengendalian masalah ketidaktercapaian target produksi ayam
marinasi dapat dilihat pada Tabel 10.
Tabel 10. Hasil Pengendalian Masalah Ketidaktercapaian Target Produksi PT
Setyanda Duta Makmur
No. Pengendalian
Nilai Deteksi
(D) Jml Rata-
rata 1 2 3
1. Penggunaan buffer stock 5 6 3 14 4,7
2. Memberikan teguran hingga
pemberhentian kontrak 1 3 3 7 2,3
3. Penggunaan buffer stock 1 1 6 8 2,7
4. Maintenance pemberian oli 1 8 3 12 4,0
5. Penggunaan pisau parting cadangan 1 3 3 7 2,3
6. Training pada awal bekerja 3 6 3 12 4,0
7. Bergantung pada kerjasama tim 5 6 3 14 4,7
8. Training pada awal bekerja secara
bertahap 3 6 6 15 5,0
9. Tenaga kerja yang telah expert
melakukan parting terlebih dahulu 1 3 3 7 2,3
10. Penggunaan 2 blender pada waktu
tertentu 1 3 3 7 2,3

77
Berdasarkan data Tabel 10 menunjukkan pengendalian dengan training
pada awal bekerja secara bertahap menjadi pengendalian utama masalah
ketidaktercapaian target produksi ayam marinasi dengan nilai deteksi sebesar 15.
Sedangkan pengendalian dengan nilai deteksi terkecil yaitu 7 antara lain
pengendalian dengan penggunaan 2 blender pada waktu tertentu, tenaga kerja ahli
memulai tugas terlebih dahulu, penggunaan pisau parting cadangan, dan
memberikan teguran hingga pemberhentian kontrak kepada supplier.
5.3.1.4 Hasil Analisis Penyebab Masalah
Hasil analisis penyebab ketidaktercapaian target produksi ayam marinasi
PT Setyanda Duta Makmur diperoleh berdasarkan nilai RPN yang terdapat pada
hasil kuisioner penilaian FMEA (Lampiran 4). Nilai RPN diperoleh dari perkalian
antara rata-rata nilai dampak (severity), rata-rata nilai kemungkinan terjadi
(occurrence) dan rata-rata nilai deteksi (detection). Nilai RPN tersebut diberi
peringkat (rank) berdasarkan jumlah RPN terbesar hingga terkecil. Semakin besar
nilai RPN, maka penyebab masalah tersebut semakin mempengaruhi ketercapaian
target produksi ayam marinasi. Semakin kecil nilai RPN daripada penyebab
masalah lain, maka semakin kecil pengaruhnya terhadap ketercapaian target
produksi ayam marinasi. Berdasarkan kuisioner penilaian FMEA yang diajukan
kepada responden seperti pada lampiran 2, maka diperoleh hasil analisis penyebab
masalah sesuai dengan rank dapat dilihat pada Tabel 11.

78
Tabel 11. Hasil Analisis Penyebab Ketidaktercapaian Target Produksi Ayam
Marinasi PT Setyanda Duta Makmur Sesuai Rank
No. Penyebab Masalah RPN Rank
1. Jumlah ayam karkas tidak sesuai pesanan 132,222 1
2. Kekurangan tenaga kerja saat proses produksi 123,407 2
3. Terjadinya kecelakaan kerja pada proses parting 108,889 3
4. Potongan ayam tidak sama besar 71,111 4
5. Mesin vacuum/thumbler bergerak lamban hingga
berhenti beroperasi 31,111 5
6. Berat ayam karkas yang tidak memenuhi standar 40,444 6
7. Proses penghalusan bumbu ori/hot dan bahan lain
memakan waktu 32,667 7
8. Adanya memar pada bagian paha bawah dan sayap
ayam karkas 35,556 8
9. Proses marinasi perlu menunggu proses parting 20,222 9
10. Pisau parting bergerak lamban 11,667 10 Sumber : Lampiran 4
Berdasarkan Tabel 11 menunjukkan nilai RPN di peringkat pertama
dengan perolehan 132,222 disebabkan masalah kekurangan bahan baku ayam
karkas yang berasal dari supplier. Supplier mengirim ayam karkas yang
jumlahnya tidak sesuai pesanan dikarenakan standar ayam karkas yang
dibutuhkan perusahaan terkadang tidak terpenuhi. Nilai RPN di peringkat kedua
dengan perolehan 123,407 disebabkan masalah kekurangan tenaga kerja saat
proses produksi. Kekurangan tenaga kerja dikarenakan setiap harinya terdapat
tenaga kerja yang tidak hadir baik karena sakit ataupun izin dimana tidak
termasuk jadwal ketidakhadiran yang ditetapkan perusahaan.
Nilai RPN di peringkat ketiga dengan perolehan 108,889 disebabkan
masalah kecelakaan kerja pada proses parting. Proses parting merupakan proses
produksi yang paling beresiko terjadinya kecelakaan kerja seperti tersayatnya jari
tenaga kerja. Karena itu proses ini membutuhkan keterampilan yang baik sehingga

79
resiko tersayatnya jari dapat diminimalisir. Nilai RPN di peringkat keempat
dengan perolehan 71,111 disebabkan masalah potongan ayam tidak sama besar.
Hal ini dikarenakan kurangnya keterampilan tenaga kerja.
Nilai RPN di peringkat kelima dengan perolehan 31,111 disebabkan
masalah mesin vacuum/thumbler berhenti beroperasi yang dikarenakan
mengalami aus (kekeringan).Nilai RPN di peringkat keenam dengan perolehan
40,444 dikarenakan adanya berat yang kecil dan besar pada ayam karkas yang
merupakan kesalahan supplier. Nilai RPN di peringkat ketujuh dengan perolehan
32,667 disebabkan proses penghalusan bumbu ori/hot dengan bahan lain yang
memakan waktu karena kemampuan tenaga kerja yang terbatas. Nilai RPN di
peringkat kedelapan dengan perolehan 35,556 yaitu adanya memar pada bagian
sayap ayam karkas dikarenakan kesalahan supplier yang tidak memperhatikan
kondisi ayam karkas sebelum dilakukan pengiriman.
Nilai RPN di peringkat kesembilan dengan perolehan 20,222 yaitu proses
marinasi perlu menunggu proses parting yang cukup memakan waktu dikarenakan
tenaga kerja memerlukan kehati-hatian pada pemotongan ayam karkas. Nilai RPN
di peringkat kesepuluh dengan perolehan Nilai RPN terkecil dengan perolehan
11,667 disebabkan mesin atau pisau parting terkadang tidak dapat digunakan
dikarenakan mesin atau pisau parting aus sehingga memperlambat proses
produksi. Pengontrolan pada masalah tersebut penggunaan mesin atau pisau
parting cadangan yang terdiri dari dua unit.

80
5.3.2 Evaluasi Penyebab Masalah
Evaluasi penyebab ketidaktercapaian target produksi ayam marinasi
menggunakan risk ranking table. Nilai RPN yang diperoleh dari hasil penilaian
FMEA digunakan dalam evaluasi ini bertujuan untuk mengevaluasi apakah
penyebab masalah tidak tercapainya target produksi berada dalam situasi yang
diperlukan penanganan berupa tindakan perbaikan (corrective action).
Pengevaluasian menggunakan risk ranking table (Gambar 3) sebagai acuan,
dimana dengan melihat nilai dampak (S) pada garis horizontal (sumbu X) yang
merupakan penilaian penyebab masalah dan nilai kemungkinan (O) pada garis
vertikal (sumbu Y) yang merupakan penilaian sumber penyebab. Sedangkan nilai
deteksi (D) digunakan apabila penyebab masalah berada pada kolom angka
(kolom kuning). Skala 1 – 10 (kolom biru) merupakan ketetapan menurut
McCollin di tahun 1999. Kolom hijau merupakan kolom non corrective action
(N), kolom merah merupakan kolom corrective action (C), dan kolom kuning
merupakan kolom angka dimana untuk mempertimbangkan apakah penyebab
masalah tersebut memerlukan tindakan perbaikan atau tidak. Hasil evaluasi
penyebab ketidaktercapaian target produksi ayam marinasi yang dipetakan ke
bentuk risk ranking table dapat dilihat pada Gambar 14.

81
O/S 1 2 3 4 5 6 7 8 9 10
1
2 P5,
P10
3
P8 P4
4
P9
P6
5
P3
6 P7
P1,
P2
7
8
9
10
Gambar 14. Hasil Pemetaan Penyebab Ketidaktercapaian Target Produksi Ayam
Marinasi PT Setyanda Duta Makmur dalam Risk Ranking Table
Berdasarkan hasil evaluasi penyebab ketidaktercapaian target produksi
ayam marinasi pada Gambar 14, terlihat bahwa terdapat 5 penyebab masalah yang
tidak memerlukan tindakan perbaikan (corrective action) yang terletak pada
kolom hijau. Penyebab masalah tersebut adalah mesin vacuum/thumbler bergerak
lamban hingga berhenti beroperasi, proses penghalusan bumbu ori/hot dan bahan
lain memakan waktu, adanya memar pada bagian paha bawah dan sayap ayam
karkas, proses marinasi perlu menunggu proses parting, dan pisau parting
bergerak lamban. Sedangkan di kolom kuning, terdapat 5 penyebab masalah
lainnya yang perlu mempertimbangkan tindakan perbaikan, dengan rincian 3
penyebab memerlukan tindakan perbaikan adalah jumlah ayam karkas tidak sesuai
pesanan, kekurangan tenaga kerja saat proses produksi, terjadinya kecelakaan
kerja pada proses parting dan 2 penyebab tidak memerlukan tindakan perbaikan

82
adalah potongan ayam tidak sama besar dan berat ayam karkas yang tidak
memenuhi standar.
Hasil evaluasi penyebab ketidaktercapaian target produksi ayam marinasi
secara rinci dapat dilihat pada tabel 12.
Tabel 12. Hasil Evaluasi Penyebab Ketidaktercapaian Target Produksi Ayam
Marinasi PT Setyanda Duta Makmur
No. Penyebab Masalah Rata-rata
Evaluasi S O D
1. Jumlah ayam karkas tidak sesuai pesanan 5,0 5,7 4,7 C
2. Kekurangan tenaga kerja saat proses produksi 4,7 5,7 4,7 C
3. Terjadinya kecelakaan kerja pada proses
parting 4,7 4,7 5,0 C
4. Potongan ayam tidak sama besar 5,0 3,3 4,0 N
5. Mesin vacuum/thumbler bergerak lamban
hingga berhenti beroperasi 3,3 2,3 4,0 N
6. Berat ayam karkas yang tidak memenuhi
standar 4,0 4,3 2,3 N
7. Proses penghalusan bumbu ori/hot dan bahan
lain memakan waktu 2,3 6,0 2,3 N
8. Adanya memar pada bagian paha bawah dan
sayap ayam karkas 4,0 3,3 2,7 N
9. Proses marinasi perlu menunggu proses parting 2,0 4,3 2,3 N
10. Pisau parting bergerak lamban 3,0 1,7 2,3 N
Hasil evaluasi penyebab masalah ketidaktercapaian target produksi ayam
marinasi pada Tabel 12 memperlihatkan bahwa terdapat tiga penyebab masalah
yang memerlukan penanganan berupa tindakan perbaikan (corrective action)
sebagai berikut :
1. Penyebab masalah jumlah ayam karkas tidak sesuai pesanan dengan nilai dampak
5.0 dan nilai kemungkinan 5.7 sehingga nilai yang terdeteksi lebih besar dari

83
4.0. Jumlah ayam karkas tidak sesuai pesanan dikarenakan tidak ada
konfirmasi ulang yang dilakukan PT Setyanda Duta Makmur kepada supplier.
2. Penyebab masalah kekurangan tenaga kerja saat proses produksi dengan nilai
dampak 4.7 dan nilai kemungkinan 5.7 sehingga nilai yang terdeteksi lebih
besar dari 4.0. Kekurangan tenaga kerja pada proses produksi dikarenakan
terjadinya ketidakhadiran tenaga kerja. Hal ini terjadi dikarenakan adanya
penjadwalan libur untuk dua karyawan per hari yang ditetapkan perusahaan
guna memberikan istirahat kepada tenaga kerja.
3. Penyebab masalah terjadinya kecelakaan kerja saat proses parting dengan nilai
dampak 4.7 dan nilai kemungkinan 4.7 sehingga nilai yang terdeteksi sama
dengan 5.0. Terjadinya kecelakaan kerja pada proses parting dikarenakan
kurangnya keterampilan tenaga kerja. Hal ini karena PT Setyanda Duta
Makmur belum menerapkan training khusus untuk tenaga kerja. Pelatihan yang
diterapkan selama ini adalah learning by doing.
Saran perbaikan dari penulis antara lain (1) PT Setyanda Duta Makmur
perlu memperketat kontrak kerjasama dengan supplier. Hal tersebut diterapkan
untuk menghindari jumlah pesanan yang tidak sesuai sehingga tidak merugikan
salah satu pihak seperti kesepakatan minimal jumlah ayam di supplier
(peternakan), sanksi yang akan diterima oleh supplier apabila tidak mengikuti
rules yang sudah tercantum dalam kontrak, dan lain-lain; (2) Perusahaan
hendaknya merekrut tenaga kerja tambahan. Sebagai perusahaan yang memiliki
visi menjadi market leader bukan tidak mungkin apabila kedepannya terjadi
peningkatan permintaan produk. Seperti pada proses parting memiliki risiko

84
kecelakaan kerja maka perlu adanya tenaga kerja tambahan terutama yang telah
berpengalaman; (3) Penerapan training khusus untuk tenaga kerja. Salah satu
proses yang berisiko terjadi kecelakaan kerja adalah proses parting. Proses ini
masih dapat dikatakan manual karena tanpa adanya tenaga kerja maka proses ini
tidak akan berjalan. Tenaga kerja perlu fokus untuk menghindari kecelakaan kerja
karena akan menghambat proses produksi. Training di waktu yang telah
ditentukan perusahaan akan lebih baik daripada learning by doing walaupun
memerlukan biaya lebih.

85
BAB VI
KESIMPULAN DAN SARAN
6.1 Kesimpulan
Berdasarkan penelitian maka diperoleh kesimpulan antara lain :
1. Hasil produksi pengolahan ayam marinasi periode Januari hingga Juli 2016
masih belum terkendali. Hal ini ditandai dengan 12 titik merah berada di luar
batas bawah (low control limit). Selain itu rata-rata hasil produksi ayamm
marinasi secara real sebesar 1.225,9 ekor masih jauh dari target produksi
perusahaan sebesar 7.500 ekor per hari.
2. Penyebab ketidaktercapaian target produksi yang teridentifikasi pada
pengolahan ayam marinasi PT Setyanda Duta Makmur terdiri dari 4 kategori
faktor produksi yaitu sebagai berikut :
a. Kategori bahan baku diperoleh 3 penyebab masalah dan 3 sumber penyebab
antara lain jumlah ayam karkas tidak sesuai pesanan dikarenakan tidak ada
konfirmasi ulang; berat ayam karkas tidak sesuai standar dikarenakan
supplier yang tidak mengikuti ketentuan; terdapat memar pada ayam karkas
dikarenakan perusahaan lebih memilih ayam karkas dengan harga terendah.
b. Kategori mesin/peralatan diperoleh 2 penyebab masalah dan 2 sumber
penyebab antara lain mesin vacuum/thumbler yang bergerak lamban hingga
berhenti beroperasi dikarenakan maintenance berkala hanya dilakukan
sekali; pisau parting bergerak lamban dikarenakan digunakan terus
menerus.

86
c. Kategori Sumber Daya Manusia (SDM) diperoleh 3 penyebab masalah dan
3 sumber penyebab antara lain potongan ayam yang tidak sama besar
dikarenakan kurang terampilnya tenaga kerja pada proses parting;
kekurangan tenaga kerja pada proses produksi dikarenakan terjadinya
ketidakhadiran tenaga kerja; terjadinya kecelakaan kerja pada proses parting
dikarenakan kurangnya keterampilan tenaga kerja.
d. Kategori metode kerja diperoleh 2 penyebab masalah dan 2 sumber
penyebab antara lain proses marinasi perlu menunggu proses parting hingga
tercapai 200 ekor potong ayam dikarenakan proses parting cukup memakan
waktu; proses penghalusan bumbu ori/hot dengan bahan lain memakan
waktu dikarenakan terbatasnya kemampuan tenaga kerja yang bertugas di
bagian bumbu.
3. Hasil analisis penyebab ketidaktercapaian target produksi ayam marinasi
diperoleh bahwa jumlah ayam karkas tidak sesuai jumlah pesanan yang
dikarenakan adanya keterbatasan stok ayam pada peternakan (supplier)
menjadi penyebab masalah utama dengan nilai RPN 132,222. Sedangkan nilai
RPN terkecil dengan perolehan 11,667 disebabkan pisau parting yang bergerak
lamban dikarenakan penggunaan yang terus menerus. Hasil evaluasi penyebab
masalah memperlihatkan bahwa penyebab masalah jumlah ayam yang tidak
sesuai pesanan, kekurangan tenaga kerja dan terjadinya kecelakaan kerja saat
proses parting memerlukan penanganan berupa tindakan perbaikan (corrective
action).

87
6.2 Saran
Berdasarkan hasil penelitian tersebut maka saran yang dapat diberikan
penulis antara lain :
1. Perusahaan hendaknya memperketat seleksi supplier dan kontrak kerjasama
guna menghindari terjadinya jumlah pesanan yang tidak sesuai.
2. Penerapan training khusus untuk tenaga kerja terutama pada proses parting
untuk menghindari kecelakaan kerja yang menghambat proses produksi.
3. Perusahaan hendaknya merekrut tenaga kerja tambahan apabila kedepannya
terjadi peningkatan permintaan produk terutama untuk proses parting yang
berisiko.

88
DAFTAR PUSTAKA
Abrams, Rhonda. 2004. Tips Lengkap Memilih Bisnis. Terj. dari What Business I
Should Start? Oleh Widyadmono & M. Venantius. Kanisius : Yogyakarta
Adityo, Sutrisno. 2013. Diagram Sebab Akibat (Fishbone). 1hlm.
https://sutrisnoadityo.wordpress.com/2013/10/12/diagram-sebab-akibat-
fishbone-diagram/. Diakses tanggal 06 September 2017, pkl 13.30.
Ahyari, Agus. 1986. Manajemen Produksi: Perencanaan Sistem Produksi Cet.1.
BFPE : Yogyakarta
Ahyari, Agus. 1987. Manajemen Produksi Pengendalian Produksi Ed-4. BFPE :
Yogyakarta
Alamsyah, Yuyun. 2009. Antisipasi Krisis Global Bisnis Fast Food Ala Indonesia.
PT Elex Media Komputindo : Jakarta
Andie dan Hadi. 2015. Serba Krispi dan Kremes. Lingua Kata : Jakarta.
Assauri, Sofjan. 2008. Manajemen Produksi dan Operasi. Lembaga Penerbit
Fakultas Ekonomi Universitas Indonesia : Jakarta.
Assauri, Sofjan. 2004. Manajemen Produksi dan Operasi (Edisi Revisi). Lembaga
Penerbit Fakultas Ekonomi Universitas Indonesia : Jakarta.
Bahar, Burhan. 2003. Panduan Praktis Memilih Daging Sapi. PT Gramedia
Pustaka Utama : Jakarta.
Bartono dan Ruffino. 2010. Teknik Supervisi dan Uji Kompetensi untuk
Pendidikan Pariwisata. ANDI : Yogyakarta
Bass, Issa dan Barbara Lawton. 2009. Lean Six Sigma. United States of America :
The McGraw Hill Companies, Inc
Biegel, John E. 1992. Pengendalian Produksi Suatu Pendektan Kuantitatif. Terj.
dari Production Control Aquatitntative Approach. Oleh Cornel Naibaho.
CV Akademika Pressindo : Jakarta.
Budiani E., Dara Rizkia dan Tian Frastica. 2012. Penyimpanan dan Olahan
Daging & Unggas. 23hlm.
https://www.scribd.com/doc/71649776/Penyimpanan-Olahan-Daging-
Unggas#. Diakses tanggal 27 Agustus 2017, pkl 18.00 WIB

89
Direktorat Jenderal Peternakan dan Kesehatan Hewan. 2015. Konsumsi Daging
Ayam Ras per Kapita Tahun 2009-2014. 238hlm.
http://www.ditjennak.pertanian.go.id/. Diakses tanggal 9 Agustus 2016,
pkl 20.00 WIB
Downey, W. David dan Steven P. Erickson. 1987. Manajemen Agribisnis. Terj.
Agribusiness Management Second Edition. Oleh Rochidayat Ganda dan
Alfonsus Sirait. Erlangga : Jakarta.
Evans, James dan Lindsay William. 2007. Pengantar Six Sigma. Terj. An
Introduction to Six Sigma & Process Improvement. Oleh Afia Fitriati.
Salemba Empat : Jakarta.
Faqih, Achmad. 2010. Manajemen Agribisnis. Dee Publish : Yogyakarta.
Firdaus, Muhammad. 2009. Manajemen Agribisnis. PT Bumi Aksara : Jakarta.
Gulo, W. 2002. Metode Penelitian. Grasindo : Jakarta.
Haming, Murdifin dan Mahfud Nurnajamuddin. 2007. Manajemen Produksi
Modern. PT Bumi Aksara : Jakarta.
Ishikawa, Kaoru. 1989. Teknik Penuntun Pengendalian Mutu. Terj. Guide to
Quality Control. Oleh Nawolo Widodo. PT Melton Putra : Jakarta.
Kaswan. 2013. Pelatihan dan Pengembangan untuk Meningkatkan Kinerja SDM.
Alfabeta : Bandung.
Kusuma, Hendra. 2009. Manajemen Produksi. ANDI : Yogyakarta
Marimin. 2004. Teknik dan Aplikasi Pengambilan Keputusan Kriteria Majemuk.
Jakarta : PT Grasindo.
Nasution, Arman Hakim. 1999. Perencanaan dan Pengendalian Produksi. Institut
Teknologi Sepuluh Nopember : Surabaya.
Nasution, M.N. 2005. Manajemen Mutu Terpadu. Bogor : Ghalia Indonesia
Nugraha, Iman Satra. 2011. “Analisis Faktor yang Mempengaruhi Risiko Produksi
Ayam Broiler”. [Skripsi]. Departemen Agribisnis, Fakultas Ekonomi dan
Manajemen, Institut Pertanian Bogor.

90
Nuraida, Ida. 2008. Manajemen Administrasi Perkantoran. Kanisius : Yogyakarta.
N.R, Utami dan Wessiani N.A. Perancangan Risk Mapping dalam Upaya
Pengembangan Mitigasi Risiko pada Grapari Telkomsel. Jurnal Teknik
Pomits, 2013;Vol II No. 1: 6hlm.
Prihantoro, Rudy. 2012. Konsep Pengendalian Mutu. PT Remaja Rosdakarya :
Bandung.
Puspitasari, Nia B. dan Arif M. Penggunaan FMEA dalam Mengidentifikasi
Resiko Kegagalan Proses Produksi Sarung Alat Tenun Mesin PT
Asaputex Jaya Tegal. Jurnal J@TI Undip, 2014; Vol IX No. 2: 6hlm.
Riandiani, Muslihat Isna Yulia. 2016. “Analisis Risiko Produksi Nata de Coco PT
Daya Agro Mitra Mandiri”. [Skripsi]. Program Studi Agribisnis, Fakultas
Sains dan Teknologi, Universitas Islam Negeri Syarif Hidayatullah
Jakarta.
Rosih, Raunaq A., M. Choiri & R. Yuniarti. Analisis Risiko Operasional pada
Departemen Logistik dengan menggunakan Metode FMEA. Jurnal
Rekayasa dan Manajemen Sistem Industri, 2015; Vol 3 No. 3: 12hlm.
Runtukahu, Serrin & Andhika D.W. 2005. “Analisis Faktor Penyebab Target
Tidak Tercapai di PT Spindo I Unit Slitter 3 dan Potong Plat 2”. [Skripsi]
Jurusan Teknik Industri, Universitas Kristen Petra Surabaya.
Salim, Abbas. 2007. Asuransi dan Manajemen Risiko. Raja Grafindo Persada :
Jakarta.
Schabaker, Michael., Killian Gericker, Nikoletta Szelig & Sandor Vajna. 2015.
Modelling and Management of Engineering Processes. Springer : Berlin.
Serrat, Olivier. 2009 “The Five Whys Technique”. 2hlm.
http://digitalcommons.ilr.cornell.edu/intl/198. Diakses tanggal 19
Februari 2017, pkl 13.00 WIB
Siagian, Renville. 2009. Pengantar Manajemen Agribisnis. Gajah Mada
University Press : Yogyakarta.
Sugiyono. 2012. Metode Penelitian Bisnis. Alfabeta : Bandung.
Suharno, Bambang. 2012. Agribisnis Ayam Ras. Penebar Swadaya : Jakarta.

91
Sukoco, Badri M. 2007. Manajemen Administrasi Perkantoran Modern. Erlangga
: Jakarta
Sumarsan, Thomas. 2013. Sistem Pengendalian Manajemen Konsep, Aplikasi, dan
Pengukuran Kinerja Ed. 2. PT Indeks : Jakarta
Syamsir, Elvira. 2010. Mengenal Marinasi. 5hlm.
http://elvirasyamsir.staff.ipb.ac.id//mengenal-marinasi/. Diakses tanggal
13 September 2017, pkl 12.45 WIB.
Syarif, Muhammad. Ada 4 Fungsi Utama dalam Manajemen. 3hlm.
http://www.academia.edu/27427640/Ada_4_fungsi_utama_dalam_manaj
emen. Diakses tanggal 18 September 2017, pkl 21.46 WIB.
Wibowo, Dicky. 2010. Mencegah Kerusakan Daging. 1hlm.
http://www.kompasiana.com/dicky_wibowo/mencegah-kerusakan-
daging_54fffe8aa333113a7050f822. Diakses tanggal 24 Agustus 2017,
pkl 17.00 WIB.
Widjajanta B., A.Widyaningsih & H. Tanuatmodjo. 2007. Mengasah Kemampuan
Ekonomi. Citra Praya : Bandung.

92
Lampiran 1. Pedoman Wawancara untuk Identifikasi Penyebab dengan Teknik 5-
whys
PEDOMAN WAWANCARA
IDENTIFIKASI PENYEBAB
“PENGENDALIAN PRODUKSI PENGOLAHAN AYAM MARINASI
PT SETYANDA DUTA MAKMUR”
Gambaran Umum Penelitian
Pedoman wawancara ini merupakan salah satu tahapan penelitian skripsi
Program Studi Agribisnis, Fakultas Sains dan Teknologi, Universitas Islam Negeri
Syarif Hidayatullah Jakarta. Penelitian bertujuan untuk mengidentifikasi
penyebab-penyebab tidak tercapainya target produksi pada pengolahan ayam
marinasi PT Setyanda Duta Makmur melalui wawancara secara mendalam. Oleh
karena itu, saya sangat mengharapkan bapak/ibu bersedia untuk menjawab
pertanyaan ini dengan jujur dan serius. Setiap informasi yang didapatkan tetap
terjaga kerahasiaannya. Informasi akan digunakan hanya pada penelitian ini.
Atas kerjasamanya, saya ucapkan terima kasih banyak.

93
I. Gambaran Umum PT Setyanda Duta Makmur
1. Bahan apa saja yang digunakan pada produksi daging ayam marinasi?
Jawaban :
2. Bagaimanakah alur proses produksi daging ayam marinasi?
Jawaban :
3. Menurut Anda, apakah yang menyebabkan target produksi daging ayam
marinasi tidak tercapai?
Jawaban :
4. Bagaimana cara perusahaan memperhitungkan target produksi?
Jawaban :
II. Identifikasi Bahan Baku
5. Apakah spesifikasi bahan baku yang bisa diproduksi?
Jawaban :
6. Ada berapakah pemasok dari masing-masing bahan untuk daging ayam
marinasi?
Jawaban :
7. Berapa banyak stock opname (stok cadangan) masing-masing bahan untuk
produksi daging ayam marinasi?
Jawaban :
8. Masalah apa saja yang terjadi pada bahan baku yang mungkin
mempengaruhi kuantitas hasil produksi?
Jawaban :

94
9. Bagaimana penanganannya apabila masalah tersebut terjadi ?
Jawaban :
III. Identifikasi Sumber Daya Manusia
10. Bagaimana kriteria tenaga kerja untuk proses produksi?
Jawaban :
11. Apakah memungkinkan bila tenaga kerja untuk setiap shift bertambah?
Jawaban :
12. Masalah apa saja yang terjadi pada tenaga kerja yang mempengaruhi
kuantitas hasil produksi?
Jawaban :
13. Bagaimana penanganannya apabila masalah tersebut terjadi?
Jawaban :
IV. Identifikasi Mesin dan Peralatan
14. Adakah kriteria mesin dan peralatan untuk proses produksi?
Jawaban :
15. Pernahkah mesin produksi mengalami kesalahan teknis atau kerusakan
yang menghambat produksi? Bila ya, seberapa seringkah?
Jawaban :
16. Masalah apa saja yang terjadi pada mesin dan peralatan yang
mempengaruhi kuantitas hasil produksi?
Jawaban :
17. Bagaimana penanganannya apabila masalah tersebut terjadi?
Jawaban :

95
V. Identifikasi Metode Kerja
18. Adakah kriteria metode (instruksi) kerja yang dibutuhkan perusahaan?
Jawaban :
19. Dari segi metode (instruksi) kerja, masalah apa saja yang terjadi selama
proses produksi?
Jawaban :
20. Bagaimana penanganannya apabila masalah tersebut terjadi?
Jawaban :
VI. Identifikasi Lingkungan
21. Kriteria seperti apakah lingkungan proses produksi yang dibutuhkan
perusahaan?
Jawaban :
22. Adakah masalah yang terdapat di lingkungan proses produksi baik dari
segi fisik, kimiawi atau biologis yang mempengaruhi ketercapaian
produksi?
Jawaban :
23. Bagaimana penanganan apabila masalah tersebut terjadi?
Jawaban :

96
Lampiran 2. Kuisioner Penelitian Analisis Penyebab dengan Metode FMEA
KUISIONER PENELITIAN
ANALISIS PENYEBAB
“PENGENDALIAN PRODUKSI PENGOLAHAN AYAM MARINASI
PT SETYANDA DUTA MAKMUR”
Gambaran Umum Penelitian
Kuisioner ini merupakan salah satu tahapan penelitian skripsi Program
Studi Agribisnis, Fakultas Sains dan Teknologi, Universitas Islam Negeri Syarif
Hidayatullah Jakarta. Penelitian bertujuan untuk memperoleh tingkat prioritas
penyebab masalah di PT Setyanda Duta Makmur. Oleh karena itu, saya sangat
mengharapkan bapak/ibu bersedia untuk mengisi kuisioner ini dengan jujur dan
serius. Setiap informasi yang didapatkan akan digabungkan dengan informasi
narasumber lain dengan hasil akhir berupa nominal sehingga informasi yang
didapatkan tetap terjaga kerahasiaannya. Informasi hanya digunakan pada
penelitian ini.
Atas kerjasamanya, saya ucapkan terima kasih banyak.
*Keterangan lebih lanjut silakan menghubungi peneliti : Refani (089615742332)

97
Petunjuk Pengisian :
- Responden diharapkan membaca terlebih dahulu petunjuk pengisian lembar
kerja (kuisioner).
- Responden diharapkan mengisi kolom yang sudah disediakan dengan
ketentuan yang diberikan.
- Berikut pedoman kriteria untuk menilai dampak (severity), kemungkinan
terjadi (occurrence) dan deteksi (detection).
- Semakin tinggi “angka” maka semakin besar kegagalan/kesalahan yang
terjadi
1. Kriteria Penilaian Dampak (Severity)
Severity dinilai dari seberapa serius efek terjadinya penyebab masalah terhadap
ketidaktercapaian target produksi.
Efek Skala Kriteria
Sangat Kecil 1 Dampak kegagalan sangat kecil
Kecil 2-3 Dampak kegagalan kecil
Sedang 4-6 Dampak kegagalan sedang
Besar 7-8 Dampak kegagalan besar
Sangat Besar 9-10 Dampak kegagalan sangat besar
Contoh : Penyebab jumlah ayam karkas tidak sesuai pesanan memiliki efek
“sangat besar” terhadap ketercapaian target produksi
2. Kriteria Penilaian Kemungkinan Terjadi Kegagalan (Occurrence)
Occurrence dinilai dari kemungkinan sumber penyebab terjadi sehingga timbul
ketidaktercapaian target produksi.
Efek Skala Kriteria
Sangat Kecil 1 Banyaknya kegagalan sangat kecil
Kecil 2-3 Banyaknya kegagalan kecil
Sedang 4-6 Banyaknya kegagalan sedang
Tinggi 7-8 Banyaknya kegagalan tinggi
Sangat Tinggi 9-10 Banyaknya kegagalan sangat tinggi
Contoh : Kemungkinan terjadinya sumber penyebab stok ayam di supplier
kurang “sangat kecil”

98
3. Kriteria Penilaian Deteksi (Detection)
Detection dinilai dari seberapa efektif pengendalian yang diterapkan untuk
mencegah atau mendeteksi penyebab sebelum terjadi ketidaktercapaian target
produksi.
Efek Skala Kriteria
Sangat Kecil 1 Kegagalan sangat kecil dideteksi saat pengendalian
Kecil 2-3 Kegagalan kecil dideteksi saat pengendalian
Sedang 4-6 Kegagalan sedang dideteksi saat pengendalian
Tinggi 7-8 Kegagalan tinggi dideteksi saat pengendalian
Sangat Tinggi 9-10 Kegagalan sangat tinggi dideteksi saat pengendalian
Contoh : Tingkat efektifnya pengendalian menggunakan buffer stock
“sangat kecil” untuk mencegah terjadinya ketidaktercapaian target produksi

99
Isian Kuisioner Penilaian FMEA terhadap Ketidaktercapaian Target Produksi Ayam Marinasi
Identifikasi
Penyebab
Masalah
Nilai
Dampak
(S)
Identifikasi Akar
Penyebab
Masalah
Nilai
Kemungkinan
(O)
Pengendalian Nilai Deteksi
(D) RPN Rank
Jumlah ayam
karkas tidak sesuai
pesanan
stok ayam di
supplier
(peternakan)
kurang
penggunaan
buffer stock
Berat ayam karkas
yang tidak
memenuhi standar
mortalitas ayam
broiler tinggi
memberikan
teguran hingga
pemberhentian
kontrak kepada
supplier
Memar pada bagian
paha bawah dan
sayap ayam karkas
harga penawaran
terendah yang
dipilih perusahaan
penggunaan
buffer stock
Mesin
vacuum/thumbler
bergerak/beroperasi
lamban
maintenance
dilakukan hanya
satu kali per bulan
maintenance
pemberian oli
Pisau parting
bergerak lamban
pisau parting
digunakan terus
menerus
penggunaan
pisau parting
cadangan
Potongan ayam
tidak sama besar
kurangnya
keterampilan
tenaga kerja
training pada
awal bekerja
Kekurangan tenaga
kerja saat proses
produksi
adanya
ketidakhadiran
tenaga kerja
bergantung pada
kerjasama tim

100
Terjadinya
kecelakaan kerja
pada proses parting
beban kerja tinggi
untuk memenuhi
target
training pada
awal bekerja
secara bertahap
Proses marinasi
perlu menunggu
proses parting
estimasi waktu
proses parting tidak
dapat ditentukan
dan penggunaan
mesin secara
manual
tenaga kerja
yang telah
expert
melakukan
parting terlebih
dahulu
Proses penghalusan
bumbu ori/hot dan
bahan lain
memakan waktu
kemampuan
terbatas tenaga
kerja yang
bertanggungjawab
pada bumbu
penggunaan 2
blender saat
permintaan
meningkat

101
Lampiran 3. Hasil Wawancara dengan Narasumber PT Setyanda Duta Makmur
dengan Teknik 5-whys
1. Peneliti (P) : Bahan apa saja yang digunakan pada produksi daging ayam
marinasi?
Narasumber 1, Narasumber 2, Narasumber 3 : Ayam yang telah bersih dari
bulu, ekor, kepala, leher
yang disebut ayam karkas,
bawang putih, bumbu khusus
perusahaan, madu dan air
2. (P) : Bagaimanakah alur proses produksi daging ayam marinasi?
(N1), (N2), (N3) : Ayam karkas diseleksi menurut standar perusahaan. Ayam
yang telah memenuhi standar maka diletakkan dalam
keranjang sebanyak 25 ekor per keranjang. Apabila telah
terkumpul 100 ekor maka dibawa ke cold storage,
sedangkan apabila terdapat ayam sebelumnya dibawa ke
ruang produksi. Proses pertama yaitu pemotongan ayam
menjadi sembilan bagian dengan ukuran per bagian sama
besar. Sejalan dengan proses pemotongan, bumbu untuk
marinasi disiapkan. Setelah 200 ekor ayam dipotong maka
proses marinasi ayam dilakukan selama 6 menit. Proses
terakhir pengemasan ayam yang telah dimarinasi ke dalam
plastik khusus. Setiap bungkusnya terdapat sembilan
bagian atau satu ekor.

102
3. (P) : Menurut Anda, apakah yang menyebabkan target produksi daging
ayam marinasi tidak tercapai?
(N1) : Terkadang kurangnya ayam karkas baik karena supplier yang tidak
memenuhi jumlah pesanan maupun adanya proses seleksi
(N2) : Karena masih terjadinya kekurangan ayam dan terkadang karena
kurangnya tenaga kerja
(N3) : Jumlah ayam yang datang tidak sesuai jumlah pesanan dan jumlah
tenaga kerja kurang terutama apabila tingginya permintaan ayam
marinasi
4. (P) : Bagaimana cara perusahaan memperhitungkan target produksi?
(N1) : Didapat dari perhitungan produktivitas tenaga kerja
(N2) : (tidak mengetahui)
(N3) : (tidak mengetahui)
5. (P) : Apakah spesifikasi bahan baku yang bisa diproduksi?
(N1) : Ayam bersih dari bulu, ekor, leher dan kepala. Tidak berbau ataupun
berlendir. Berat ayam 0,95-1,10 kg. Bawang putih bersih
(N2) : Ayam bersih dari bulu, ekor, leher dan kepala. Tidak terdapat memar
atau patah pada paha atau sayap. Tidak berbau atau berlendir. Berat
ayam 0,95-1,10 kg.
(N3) : Berat ayam 0,95-1,10 kg.Ayam bersih dari bulu, ekor, leher, kepala.
Tidak terdapat memar pada paha atau sayap. Tidak berbau atau
berlendir. Suhu di bawah 100C.

103
6. (P) : Ada berapakah pemasok dari masing-masing bahan untuk daging
ayam marinasi?
(N1), (N2), (N3) : Ayam terdapat 17 supplier, bawang putih terdapat 1 supplier
dan madu terdapat 1 supplier
7. (P) : Berapa banyak stock opname (stok cadangan) masing-masing bahan
untuk produksi daging ayam marinasi?
(N1), (N2), (N3) : 5000 ekor untuk ayam karkas, 3 bal untuk bawang putih
8. (P) : Masalah apa saja yang terjadi pada bahan baku yang mungkin
mempengaruhi kuantitas hasil produksi?
(N1) : Terkadang jumlah ayam masih kurang setelah dilakukan proses seleksi
(N2) : Jumlah ayam yang diterima perusahaan tidak sesuai pesanan
(N3) : Jumlah ayam yang diterima perusahaan tidak sesuai pesanan
9. (P) : Bagaimana penanganannya apabila masalah tersebut terjadi ?
(N1) : Perusahaan menambahkan ayam frozen atau ayam yang telah dimarinasi
namun dibekukan. Sedangkan untuk meminimalisir terjadinya
kekurangan dalam jumlah besar perusahaan memesan 2x lipat
(N2) : Apabila kekurangan hasil produksi besar maka digunakan ayam frozen
yang berada di Rumah Pemotongan Ayam
(N3) : Penggunaan ayam frozen
10. (P) : Bagaimana kriteria tenaga kerja untuk proses produksi?
(N1), (N2), (N3) : Memiliki kemauan untuk bekerja keras atau ulet, sehat
jasmani rohani, tidak ada batas latar belakang pendidikan
kecuali untuk supervisor

104
11. (P) : Apakah memungkinkan bila tenaga kerja untuk setiap shift
bertambah?
(N1), (N2), (N3) : Memungkinkan, karena setiap harinya terdapat dua orang
tenaga kerja yang tidak hadir yang merupakan suatu
keringanan yang diberikan perusahaan kepada masing-
masing tenaga kerja produksi
12. (P) : Masalah apa saja yang terjadi pada tenaga kerja yang
mempengaruhi kuantitas hasil produksi?
(N1) : Tenaga kerja yang tidak hadir mempengaruhi hasil produksi
(N2) : Kurangnya tenaga kerja maka memperlambat proses untuk mencapai
target produksi, beberapa kali terjadi jari tangan tenaga kerja tersayat
pisau potong
(N3) : Kurangnya tenaga kerja, terkadang adanya potongan ayam yang tidak
sama sehingga mendapat complain dari outlet
13. (P) : Bagaimana penanganannya apabila masalah tersebut terjadi?
(N1) : Perusahaan menerapkan kerjasama dalam tim dimana bila terjadi
ketidakhadiran tenaga kerja hingga memperlambat proses maka tenaga
kerja lain membantu bagian yang kekurangan
(N2) : Penanganan bila terjadi kecelakaan kerja maka tenaga kerja tersebut
langsung berganti dengan tenaga kerja lain pada proses pemotongan
(parting) karena itu pada proses ini terdapat lima tenaga kerja
(N3) : Hingga saat ini belum ada penanganan apabila terjadi kesalahan
potong
14. (P) : Adakah kriteria mesin dan peralatan untuk proses produksi?
(N1) : Aman untuk tenaga kerja serta efisien waktu

105
(N2) : Adanya blast atau chiller agar ayam lebih tahan lama dan lokasi
penyimpanan lebih luas
(N3) : Sebaiknya ada blast atau chiller menurut pengalaman narasumber
15. (P) : Pernahkah mesin produksi mengalami kesalahan teknis atau
kerusakan yang menghambat produksi? Bila ya, seberapa seringkah?
(N1) : Mesin vacuum berhenti beroperasi
(N2) : Mesin vacuum bergerak lebih lambat dari yang seharusnya karena
pada saat itu permintaan ayam sedang tinggi. Sedangkan salah satu
mesin parting berhenti bergerak sehingga tidak dapat digunakan
dahulu dan hanya dua mesin yang berfungsi
(N3) : Mesin vacuum paling sering bermasalah dibandingkan dengan mesin
parting. Beberapa kali mesin vacuum berhenti beroperasi sehingga
digunakan mesin yang lain
16. (P) : Masalah apa saja yang terjadi pada mesin dan peralatan yang
mempengaruhi kuantitas hasil produksi?
(N1) : Mesin yang mengalami kerusakan otomatis memperlambat proses
produksi untuk mencapai target produksi
(N2) : Mesin vacuum berhenti beroperasi atau berputar sehingga
menghambat proses
(N3) : Pisau mesin parting beberapa kali bergerak lebih lambat
17. (P) : Bagaimana penanganannya apabila masalah tersebut terjadi?
(N1) : Apabila mesin mengalami berhenti beroperasi secara tiba-tiba maka
masih dapat digunakan cadangan seperti yang terjadi pada pisau
parting

106
(N2) : Mesin yang berhenti beroperasi maka tidak bisa digunakan hingga di
periksa oleh tim teknisi dari perusahaan. Apabila mesin tersebut rusak
parah maka akan dibawa ke teknisi khusus untuk mesin tersebut.
(N3) : Mesin yang rusak maka akan diperiksa terlebih dahulu oleh teknisi
perusahaan
18. (P) : Adakah kriteria metode (instruksi) kerja yang dibutuhkan
perusahaan?
(N1) : Aman bagi tenaga kerja
(N2) : -
(N3) : Metode yang efisien waktu dan tenaga
19. (P) : Dari segi metode (instruksi) kerja, masalah apa saja yang terjadi
selama proses produksi?
(N1) : -
(N2) : Karena proses parting yang tidak dapat dipastikan perkiraan lama
pemotongan dan apabila terjadi kecelakaan kerja maka proses
marinasi terkadang mengalami kekosongan
(N3) : Karena tenaga kerja yang bertanggungjawab pada bumbu hanya satu
orang sedangkan harus membuat bumbu untuk 200 ekor maka
membutuhkan waktu lebih
20. (P) : Bagaimana penanganannya apabila masalah tersebut terjadi?
(N1) : -
(N2) : Belum ada penanganan
(N3) : Penanganan yang dilakukan yaitu menggunakan dua blender untuk
mempersingkat waktu namun penggunaannya dilakukan hanya pada

107
saat tertentu seperti permintaan produk meningkat, saat bulan
Ramadhan
21. (P) : Kriteria seperti apakah lingkungan proses produksi yang dibutuhkan
perusahaan?
(N1), (N2), (N3) : Lokasi yang bersih dan aman bagi produk maupun tenaga
kerja
22. (P) : Adakah masalah yang terdapat di lingkungan proses produksi baik
dari segi fisik, kimiawi atau biologis yang mempengaruhi
ketidaktercapaian produksi?
(N1), (N2), (N3) : Tidak ada, selama ini tidak ada masalah lingkungan yang
mempengaruhi
23. (P) : Bagaimana penanganan apabila masalah tersebut terjadi?
(N1), (N2), (N3) : -

108
Lampiran 4. Hasil Kuisioner Penilaian FMEA terhadap Ketidaktercapaian Target Produksi Ayam Marinasi
Identifikasi
Penyebab
Masalah
Nilai
Dampak
(S) Jml Rata-
rata
Identifikasi
Sumber
Penyebab
Nilai
Kemungkinan
(O) Jml Rata-
rata Pengendalian
Nilai
Deteksi
(D) Jml Rata-
rata RPN Rank
1 2 3 1 2 3 1 2 3
Jumlah ayam
karkas tidak
sesuai pesanan
3 6 6 15 5,0
stok ayam di
supplier
(peternakan)
kurang
3 8 6 17 5,7 penggunaan
buffer stock
5 6 3 14 4,7 132,222 1
Berat ayam
karkas yang
tidak memenuhi
standar
3 3 6 12 4,0 mortalitas ayam
broiler tinggi 1 6 6 13 4,3
memberikan
teguran
hingga
pemberhentian
kontrak
1 3 3 7 2,3 40,444 6
Adanya memar
pada bagian paha
bawah dan sayap
ayam karkas
3 3 6 12 4,0
harga penawaran
terendah yang
dipilih perusahaan
1 3 6 10 3,3 penggunaan
buffer stock
1 1 6 8 2,7 35,556 8
Mesin
vacuum/thumbler
bergerak lamban
hingga berhenti
beroperasi
4 2 4 10 3,3
maintenance
dilakukan hanya
satu kali per bulan
1 4 2 7 2,3 maintenance
pemberian oli
1 8 3 12 4,0 31,111 5
Pisau parting
bergerak lamban
4 2 3 9 3,0
pisau parting
digunakan terus
menerus
1 2 2 5 1,7 penggunaan
pisau parting
cadangan
1 3 3 7 2,3 11,667 10
Potongan ayam
tidak sama besar 7 6 3 16 5,3
kurangnya
keterampilan
tenaga kerja
1 6 3 10 3,3 training pada
awal bekerja
3 6 3 12 4,0 71,111 4

109
Kekurangan
tenaga kerja saat
proses produksi
5 6 3 14 4,7
adanya
ketidakhadiran
tenaga kerja
3 8 6 17 5,7 bergantung
pada
kerjasama tim
5 6 3 14 4,7 123,407 2
Terjadinya
kecelakaan kerja
pada proses
parting
5 6 3 14 4,7
beban kerja tinggi
untuk memenuhi
target
5 6 3 14 4,7
training pada
awal bekerja
secara
bertahap
3 6 6 15 5,0 108,889 3
Proses marinasi
perlu menunggu
proses parting
1 3 2 6 2,0
estimasi waktu
proses parting
tidak dapat
ditentukan dan
penggunaan
mesin secara
manual
5 6 2 13 4,3
tenaga kerja
yang telah
expert
melakukan
parting
terlebih
dahulu
1 3 3 7 2,3 20,222 9
Proses
penghalusan
bumbu ori/hot
dan bahan lain
memakan waktu
1 5 3 7 2,3
kemampuan
terbatas tenaga
kerja yang
bertanggungjawab
pada bumbu
3 6 6 12 6,0 penggunaan 2
blender pada
waktu tertentu
1 3 3 7 2,3 32,667 7

110
Lampiran 5. Data Harian Produksi Ayam Marinasi Periode Januari – Juli 2016 di
PT Setyanda Duta Makmur
Hari
ke-
Hasil Produksi (Ekor)
Januari Februari Maret April Mei Juni Juli
1 2.597 5.300 5.686 5.088 5.097 4.912 9.935
2 5.300 5.450 5.076 4.425 4.164 5.021 10.272
3 4.589 6.470 5.140 4.600 6.050 5.349 2.150
4 3.337 3.522 5.436 6.891 5.285 6.575 0
5 5.403 5300 6.274 6.350 4.193 4.006 0
6 5.675 6.399 5.665 7.399 2.572 4.762 0
7 6.127 5.650 6.755 2.113 3.939 5.094 0
8 5.313 4.425 6.433 91 2.892 4.524 0
9 6.625 4.900 6.280 6.493 4.122 4.377 0
10 5.050 4.800 6.358 5.976 4.417 5.125 0
11 4.400 4.850 6.329 6.252 3.689 4.511 2.000
12 5.116 4.750 6.292 6.934 3.900 4.824 3.775
13 6.549 5.700 4.233 3.450 4.469 4.380 6.803
14 6.132 5.200 5.207 0 5.052 4.918 7.416
15 5.835 6.400 6.745 5.939 6.050 4.554 7.473
16 6.300 7.380 6.372 4.500 6.120 6.353 8.650
17 4.715 6.393 8.206 4.701 6.606 9.561 5.863
18 6.053 6.557 6.901 5.290 5.080 5.730 6.863
19 6.578 6.426 8.172 4.775 5.126 4.343 7.730
20 5.797 7.613 6.148 4.950 4.304 6.012 7.875
21 4.817 6.931 5.781 4.400 3.552 7.250 7.568
22 5.150 7.497 5.981 4.220 4.272 7.850 8.342
23 5.100 7.833 7.640 5.092 2.697 7.906 7.798
24 5.450 7.914 6.335 6.844 4.867 8.716 6.403
25 5.525 5.375 4.779 4.977 5.513 7.449 6.700
26 5.325 6.587 5.975 3.450 4.749 7.875 6.747
27 5.800 5.926 6.687 4.375 5.338 10.781 4.700
28 5.550 5.825 5.336 3.400 5.044 8.756 3.876
29 4.400 5.464 6.200 3.250 5.312 10.158 5.550
30 5.075 7.200 4.326 5.200 9.350 6.925
31 5.050 7.725 6.596 6.500
Total 164.733 172.367 234.937 160.051 197.167 249.045 157.914