Embed Size (px)
DESCRIPTION
in this thesis the cement is blended with MK and SF and its durability is checked
Citation preview
1
Chapter – 1
INTRODUCTION
1.1 General :
Concrete is a widely used construction material around the world, and its properties have
been undergoing changes through technological advancement. Numerous types of concrete
have been developed to enhance the different properties of concrete. So far, this development
can be divided into four stages. The earliest is the traditional normal strength concrete which
is composed of only four constituent materials, which are cement, water, fine and coarse
aggregates. With a fast population growth and a higher demand for housing and
infrastructure, accompanied by recent developments in civil engineering, such as high-rise
buildings and long-span bridges, higher compressive strength concrete was the need of time.
At the beginning, reducing the water-cement ratio was the easiest way to achieve the high
compressive strength. Thereafter, the fifth ingredient, a water reducing agent or super
plasticizer, was indispensable. However, sometimes the compressive strength was not as
important as some other properties, such as low permeability, durability and workability.
Thus, high performance concrete was proposed and widely studied at the end of the last
century. Currently, high-performance concrete is used in massive volumes due to its technical
and economic advantages. Such materials are
characterized by improved mechanical and durability properties resulting from the use of
chemical and mineral admixtures as well as specialized production processes. HPC is used in
massive volumes due to its technical and economical advantages. Such materials, so called
the 21st century concrete, are distinguished by enhanced mechanical and durability properties
due to use of chemical and mineral admixtures as well as specialized production processes.
In the literature, different types of mineral admixtures in forms of binary, ternary or
quaternary blended mortars have been used. Pozzolanic additives are the materials or
admixtures that can improve concrete properties such as concrete strength, durability and
impermeability. They are used either as partial substitutes of Portland cement or as an
addition . The main component of pozzolanic additives is usually active SiO2 in the
amorphous phase. Pozzolanic reaction is a simple acid-based reaction between calcium
hydroxide (Ca(OH)2) and silicium acid (H4SiO4) . Mechanism of pozzolanic reaction between
microsilica and calcium hydroxide in water solution has been investigated particulary by
Grutzeck. According to his study, during the first hour of getting in contact with water, gel is
formed on the surface of microsilica particles that is rich in silicium and poor in calcium. In
presence of water microsilica particles form agglomerates. After a while, the gel on the
surface of microsilica particles dissolved and microsilica agglomerates started reacting with
calcium hydroxide thus forming calcium hydrosilicates. In the presence of cement the above
mentioned mechanism becomes more complicated. In this case, microsilica absorbs lime
containing water, forms silicium-rich gel and consumes most of the available water. Gel
particles clump together and fill the voids between the cement particles and agglomerates in
bigger masses. Within the first 15 minutes up to one hour, calcium hydrosilicate particles that
do not contain water are enclosed by microsilica gel. In case of ordinary concrete,
approximately 3 hours later discrete calcium hydroxide crystals are formed in pores, however
when pozzolanic admixtures are used such weak crystals are not formed because excess lime
reacts with the surface of silicium-rich gel thus forming calcium hydrosilicates, which is a
stronger binder phase than calcium hydroxide. The reactivity of pozzolans is closely linked to
the silicate and alumosilicate content in the amorphous phase as well as to the fineness of the

2
material (surface area available for reaction). The influence of superplasticizer on the
performance of concrete is reviewed in this paper as well. Previously, the influence of
superplasticizer was studied by many authors . At present, superplasticizers play an important
role in concrete mix composition (especially in case of high and ultra-high strength concrete),
where reduction of water amount is necessary to obtain higher compressive strength. When
dry particles are mixed with small amount of water, the electric charges upon the solid
particles tend to cause their aggregation and prevent free distribution of the water between
solid particles, thus preventing ultimately an optimal repartition of the hydrates formed
between the particles. Originally the term pozzolan was associated with naturally formed
volcanic ashes and calcined earths, which react with lime at ambient temperatures in the
presence of water. The admixtures in the form of siliceous aluminous materials which, in
finely divided form and in the presence of water, will react chemically with calcium
hydroxide Ca(OH)2 to form compounds that possess cementitious properties. This
generalized definition covers waste products such as fly ash (FA), rice husk ash and silica
fume (SF). Portland cement, if fully hydrated, produces calcium hydrate (CH) which does not
make a significant contribution to strength and can be harmful to concrete durability. The
complete elimination (or) partial reduction of (CH) with the reaction of pozzolan results in
stronger and durable concrete. Because of these technical advantages over the last few
decades, there has been increasing and widespread utilization of FA, SF and natural zeolite in
concrete. The volume of industrial by products with pozzolanic properties, produced world
wide exceeds their current utilization and it is widely believed that their utilization will
increase with increasing realization of the environmental benefits associated with such use.
This will immensely help in the protection of environment and leads to sustainable
construction. There are therefore competing reasons, in the long term, to extend the practice
of partially replacing cement with waste by products and processed materials possessing
pozzolanic properties. Natural pozzolans in the form of calcined earths blended with lime
have been used to produce cementitious materials for thousands of years. The utilization of
calcined clay in the form of Metakaolin (MK) as a pozzolanic addition for mortar and
concrete has received considerable interest in recent years. Much of this interest has been
focused on removal of the CH, which is produced by the hydration of cement and which is
associated with poor durability. Reduction of CH makes the concrete and mortars more
resistive to sulphate attack and reduces the effect of alkali - silica reaction. This provides
enhanced strength which is derived from the additional cementitious phases generated by the
reaction of CH with MK. MK is processed from high - purity kaolin clay by calcination at
moderate temperature (6500C-800
0C). The silica and alumina in the MK reacts effectively
with the CH. The principal reasons for the use of clay-based pozzolans in mortar and concrete
have been due to availability of materials and durability enhancement. In addition, it depends
on the calcining temperature and clay type. It is also possible to obtain enhancement in
strength, particularly during the strength of curing. The very early strength enhancement is
due to a combination of the filler effect and acceleration of cement hydration. Consequently,
these effects are improved by the pozzolanic reaction between MK and the CH produced
during the hydration of cement.
Therefore MK is a very effective pozzolan and results in enhanced early strength with no
detriment to the long-term strength. MK modifies the pore structure in cement paste, mortar
and concrete and makes the mixes more resistive to the diffusion of harmful ions and
penetration of water which lead to degradation of the matrix. Presently Metakaolin is more
expensive than Portland cement, as is Silica Fume, even though moderately low temperatures
are required for its processing and its overall production cost is significantly less than that of
Portland cement.
3
Metakaolin differs from other supplementary cementitious materials (SCMs), like fly ash,
silica fume, and slag, in that it is not a by-product of an industrial process; it is manufactured
for a specific purpose under carefully controlled conditions.
1.2 Objective of study
This study is conducted to accomplish some predefined objectives.
The objectives are:
1.To study the performance of concrete containing different percentages of metakaolin and to
identify the optimum replacement percentage.
2.To compare the performance of metakaolin blended concrete by micro-silica powder with
other cement replacement materials (CRMs).
1.3 Significance of the Study :
Concrete has been used in the construction industry for centuries. Many modifications and
developments have been made to improve the performance of concrete, especially in terms of
strength and durability.
The introduction of pozzolans as cement replacement materials in recent years seems to be
successful. The use of pozzolan has proven to be an effective solution in enhancing the
properties of concrete in terms of strength and durability. The current pozzolans in use are
such as fly ash, silica fume and slag. Development and investigation of other sources of
pozzolan such as kaolin will be able to provide more alternatives for the engineer to select the
most suitable cement replacement material for different environments.
Unlike other pozzolans, metakaolin is not a by-product which means its engineering values
are well-controlled. Therefore, using metakaolin should promise some advantages compared
to other cement replacement materials. In this case, it is needed to study the performance of
concrete using metakaolin, silica fume and it‘s blend. The performance of metakaolin-silica
fume concrete will be compared to the cost of production of metakaolin and silica fume to
determine whether it is worthy to be developed as a new cement replacement material.
1.4 Scope of Study :
This study focuses on the strength performance of concrete with metakaolin, silica fume and
its blend. Strength is the most important property of concrete since the first consideration in
structural design is that the structural elements must be capable of carrying the imposed
loads. Strength characteristic is also important because it is related to several other important
properties which are more difficult to measure directly. With regard to this matter, the
development of compression strength of metakaolin, silica fume and its blend concrete is
studied. Cement replacements by 5%, 10%, 15%, 20% with metakaolin, silica fume and its
blend are studied. Concrete tests are conducted on the concrete samples at the specific ages.
All the strength tests are limited to the ages of 28 days.
For the performance comparison study, the cement replacement materials used are silica
fume and metakaolin. These two cement replacement materials are chosen as they are the
most common replacement materials nowadays and will be good comparisons to metakaolin.
The comparison is made on the compressive strength performance of metakaolin, silica fume
concrete.
4
Chapter – 2
LITERATURE REVIEW
2.1. General :
Concrete is known to be a simple material in appearance but with a very complex internal
nature. In contrast to its internal complexity, versatility, durability, and economy of concrete
have made it the most frequently used construction material in the world. Concrete is a
mixture of cement, water, and aggregates, with or without admixtures. The cement and water
will form a paste that hardens as a result of a chemical reaction between the cement and
water. The paste acts as glue, binding the aggregates (sand and gravel or crushed stone) into a
solid rock-like mass. The quality of the paste and the aggregates dictate the engineering
properties of this construction material. During hydration and hardening, concrete will
develop certain physical and chemical properties, among others, mechanical strength, low
permeability and chemical and volume stability. Concrete has relatively high compressive
strength, but significantly lower tensile strength (about 10% of the compressive
strength).Concrete is used to make pavements, building structures, foundations, roads,
overpasses, parking structures, brick/block walls and bases for gates, fences and poles. Over
six billion tons of concrete are made each year, amounting to the equivalent of one ton for
every person on Earth
2.2. Review of literature of concrete containing pozzolanic materials such as silica fume
and metakaolin :
Many Researchers have studied the effect of replacement of Portland cement by Metakaolin
and also on fibre addition on the mechanical and durability properties of ordinary Portland
cement concrete. The literature being reviewed is given under three sections :
Review of literature of concrete containing pozzolanic materials such as Metakaolin.
Review of literature of OPCC, MKC & SFRC on exposure to elevated temperatures.
Review of literature of OPCC on compressive strength, split tensile strength, flexural
strength and modulus of elasticity when exposed to different thermal cycles.
Yogendran et al. (1987) made an attempt to modify the properties of concrete with respect to
its strength and other properties by using silica fume and chemical admixtures. They
concluded that optimum replacement of cement by silica fume for high strength is found to
be 15% for a water cementatious ratio of 0.34 at all age.
Alhozaimy, A.M., et al (1995) carried out experimental investigations on the effects of
adding low volume fractions (<0.3%) of calculated fibrillated polypropylene fibres in
concrete on compressive flexural and impact strength with different binder compositions.
They observed that polypropylene fibres have no significant effect on compressive (or)
flexural strength, while flexural toughness and impact resistance showed increased values.
They also observed that positive interactions were also detected between fibres and
pozzolans.
F.Curcio, B.A. De Angelis, and S.Pagaliolico (1998) in their investigation, super-plasticized
mortars containing Metakaolin (MK) as 15% replacement of cement and with a water/binder
ratio of 0.33 have been characterized with four commercially available MK samples have
5
been studied and compared to silica fume. Three out of four Metakaolin samples showed
improvement in compressive strength at early ages, when compared to SF, but at 90 days and
later the difference is reduced. The difference in the compressive strength between the
specimens with micro fillers and the control decreases after 28 days, because of a smaller
slow down of the hydration rate in the control. This can be related to the fineness of the
micro-filler in the specimens with Metakaolin. At 90 and 180 days Metakaolin and silica
fume specimens gave similar strengths.
F.Curcio and B.A. De Angelis (1998) in their investigation, cement pastes containing
Metakaolin have been studied with a co-axial cylinder rotational viscometer. They show a
dilatent behavior that is strongly dependent on the water /binder ratio, on the level of cement
replacement by Metakaolin and on the fineness of the latter. Dilatency is caused by angular
and plate like shape of MK particles. They concluded that dilatency is governed by water to
binder ratio , amount of metakaolin and its fineness. Finally, the dilatant properties can be
explained by considering the plate like and angular shape of MK particles in comparison with
SF.
Handong yan, Wei Sun, Husiu chen (1999) in their investigation, the impact and fatigue
performance of high-strength concrete (HSC), silica fume high-strength concrete
(SIFUHSC), steel fibre high strength concrete (SFR HSC), and steel fibre silica fume high-
strength concrete (SSF HSC) under the action of repeated dynamic loading were studied. The
mechanisms by which silica fume and steel fibres, reduce the damage were investigated.The
results indicate that, steel fibre effectively restrained the invitation and propagation of cracks
during the failure. The presence of steel fibres in high strength concrete was effective in
restoring the structure under fatigue and impact by delaying the damage process. Silica fume
effectively improved the structure of the inter-face, eliminated the weakness of the interfacial
zone, reduced the number and size of cracks, and enhanced the ability of steel fibres to resist
cracking and restrain damage. As a result, the incorporation of steel fibres and silica fume can
together increase greatly one performance of HSC subjected to impact and fatigues. The filler
effect of silica fume can reduce the number and size of the original cracks in the interfacial
zone and in the bulk of concrete and enhanced the interfacial effect. Steel fibres mainly
strengthen, toughen and resist cracking in HSC.
J.M. Kinuthia et al. (1999) An experimental investigation is made by the authors in studying
the workability of concrete incorporating combinations of pulverized fuel ash (PFA) and
Metakaolin (MK) as partial replacements for Portland cement (PC). The aim of the research
work is to explore the potential of using PFA and MK as blends with PC in terms of the flow
properties of the resulting concrete. Mixtures containing 0, 10, 20, 30 and 40% total
replacement of cement with combinations of Metakaolin (0-15%) and PFA (0-40% for
concretes with water-to-binders ratios of 0.4, 0.5 and 0.6 were prepared. Workability of the
concrete was measured by the slump, compacting factor and vee-bee time tests. The
following conclusions are made by the authors.
i). The workability of PC-MK concrete is substantially reduced with an increase in MK
content. The workability reduction caused by MK is attributed to its high chemical activity
and high specific surface, resulting in increased intake and hence greater water requirement.
The influence of MK on compaction and flow is reduced to the thixotropic nature of clay
suspension and to a reduction of void space due to the improved dispersal of the MK
particles.
6
ii). The workability of PC-PFA concrete without super plasticizer increases significantly with
increase in PFA content. For PFA contents above 10% PFA workability falls. The reduction
in workability is attributed to flocculation/coagulation at low PFA concentration and the
increase in workability at high concentration is attributed to neutralization of positive charges
on cement particles and their resultant dispersal. When super plasticizer is used as a
dispersing agent, no fall in workability is observed.
iii). Loss of workability due to the present of MK can be compensated for by the
incorporation of PFA. The degree of restoration of workability, provided by PFA, is
influenced significantly by the cement replacement level, the MK/PFA ratio and the W/b
ratio-dispersed mixture is a critical MK/PFA ratio at which the loss in workability imparted
by the MK is exactly compensated for by the gain in workability imparted by the PFA.
Kinuthia J.M. et al (2000) The contribution by the authors in this paper forms a part of an
ongoing investigation examining the potential of using Metakaolin, pulverized fuel ash (MK-
PFA) blended for cements in concrete. The investigation involves the examination of the
effect of the blends on the strength development and factors affecting durability including
chloride penetration, carbonation and water transport properties. The following conclusions
were made by the authors:
i) Although the early compressive strength of concrete is reduced by the incorporation
of PFA as a partial replacement for cement, pozzolanic action develops in the medium
term and up to 30% PFA may be used without detriment to the strength at 90 days.
PFA is particularly effective in this respect at the moderately low water-to-binder
ratios of 0.4 and 0.5.
ii) ii) Up to 15% partial cement replacement by Metakaolin results in considerable
enhancement in strength in both the short and the medium term. The strength
enhancement is obtained for all the water to binder ratios used (0.4-0.6).
iii) The contrasting roles played by PFA and Metakaolin in the strength development,
particularly at the early stages, can be compared to produce effective blends for
cement. At short curing times, only mixtures with low PC replacement levels and high
MK/PFA ratios achieve strength in excess of the control. However, after 90 days
curing, mixtures with high PC replacement levels and low MK/PFA ratios also
achieve strengths in excess of the control.
iv) The incorporation of small quantities of PFA, as partial cement replacement, results in
an acceleration of PC hydration, which in turn gives rise to increased strength.
M.Frias, M.I.Sanchez derojas, J.Cabrera (2000) In their experimental work, the influence
of the pozzolanic activity of the Metakaolin(MK) on the hydration heat has been studied in
comparison to the behaviors of other traditional pozzolanic materials such as flyash and silica
fume. The results revealed that MK mortars produce a slight heating increase when compared
to a 100% Portland cement mortar, due to the high pozzolanic activity of MK. With respect to
the hydration heat, MK-blended mortar showed closer behaviors to silica fume than to fly
ash.
Moises Frais, Joseph Cabrera. (2000) the authors shows the results of an investigation
focusing on the effect of Metakaolin (MK) on the micro-structure of MK-blended pastes.
Pastes containing 0%, 10%, 15%, 20% and 25% of MK were prepared at a constant
water/binder ratio of 0.55 and cured at 200c for hydration periods from 1 to 360 days. They
investigated total capillary and gel porosity evolution with the curing period and also
estimated the degree of hydration in the ordinary Portland cement and Metakaolin blended
pastes. The values of the degree of hydration are calculated from the amount of Ca(OH)2

7
present in the paste and from the data of differential thermal analysis (DTA)
thermogravimetry (TG). A good association between porosity and degree of hydration has
been established.
The total porosity decreases up to 28-56 days of curing time. They observed that, up to 28 to
56 days of curing the porosity is same for all the mixes. Beyond 56 days the porosity of all
the Metakaolin mixes increasing when compared with OPC mix. Similar phenomenon is
observed for capillary porosity. The best evidence of the influence of MK on the refineness of
the pore structure was detected in pores with radius smaller than 100 0A. Between 7-90 days,
the gel porosity of MK mixes increase, while the OPC mix remains practically constant. The
results show the necessity of obtaining important improvement in the porosity reducing the
average pore diameter and gel porosity. Measured lime contents show the total consumption
of MK (10% to 15%) at 90 days of hydration time. A good statistical relationship has been
found between the degree of hydration and the porosity.
Brooks et.al. (2000) after studying the effect of silica fume, Metakaolin, fly ash and ground
granulated blast furnace slag on setting times of high strength concrete, they concluded that
there was increase in the retarding effect up to 10% replacement of cement by Metakaolin
and as the percentage replacement is increased, the retarding effect is reduced.
Shannag (2000) designed and studied very high compressive strength of 69 to 110 MPa
along with incorporation of locally available natural pozzolana and silica fume. He concluded
that 15% replacement of cement with silica fume along with 15% natural pozzolan gave
relatively higher strength than without natural pozzolan.
A.Shvarzman, K.Kovler, G.S.Grader G.E.Shter (2001) The effect of heat treatment
parameters on the dehydroxylation/amorphization process of the kaolinite based materials
such as natural and artificial kaolin clays with different amounts of amorphous phase
(Metakaolin) was investigated by the above authors. The process of
dehydroxylation/amorphization of kaolinite were characterized by DTA/TGA with mass-
spectrometry and x-ray power diffraction. The influence of the heat treatment, temperature
and content of the amorphization phase on pozzolanic activity was studied. The results
obtained are important for an optimization of the process of the Metakaolin large scale
production and its use as a pozzolanic admixture. At the calcination temperature below 4500C
kaolin clays show relatively low level of the dehydroxylation degree, less than 0.18. In the
range from 4500C to 570
0C, the degree of dehydroxylation sharply increased to 0.95, and
finally at the temperature range between 570 and 700OC the kaolinite was fully
dehydroxylated since the only moderate change of degree of dehydroxylation was observed
in this range (from 0.95 to 1.0). It was found that the dehydroxylation is accompanied with
the kaolinite amorphization which affects the activity of additives. A method of qualitative
evaluation of amorphous phase content (APC) in treated materials was developed and applied
for characterization of the investigated samples. Therefore, even with the partial
dehydroxylation of kaolinite accompanied with approximately 55% ammorphization, the
material may be considered as very active pozzolanic admixture (according to ASTM 618).
This finding seems to be extremely important for reduced energy demand during the
production of Metakaolin.
K.A.Gruber, Terry Ramlochan, AndreaBoddy, R.D.Hooton, M.D.A.Thomas (2001) The
investigations carried out by the above authors revealed that the temperature rise in MK-PC
mortars (above 5% MK and up to at least 15% MK) is greater than that in equivalent PC
mortar (other than at very low MK levels). The increase in heat evolution during initial hours

8
of hydration was resulted from the combined effect of accelerated Portland cement hydration
and pozzolanic reaction. The temperature rise in PFA-PC mortars is less than that in
equivalent PC mortars, this is attributed to the dilution of the PC by the PFA coupled with the
latter‟s negligible pozzolanic activity during the reaction, both the rate of heat evolution and
the total heat evolved.
Xia Oquian and Zongjinli (2001) studied the stress–strain relationships of concrete
containing 0% to 15% of Metakaolin at an incremental rate of 5%. They concluded that
incorporation of Metakaolin up to 15% has increased the tensile and compressive strength
and also peak strain is increased at increasing rate of Metakaolin up to 15%. Incorporation of
Metakaolin has slightly increased the compressive elasticity modulus.
Poon et al (2001) investigated the rate of pozzolanic reaction of Meta kaolin in high
performance cement mortars. They studied the hydration progress of Metakaolin in terms of
its compressive strength, porosity and pore size distribution. They concluded that the higher
pozzolanic reactivity results in a higher rate on strength development and its pore structure
refinement for the cement pastes at earlier ages.
W.Aquino, D.A.Lange, J.Olek (2001) Attempt is made by the authors to study the influence
of SF (Silica Fume) and HRM (High Reactivity Metakaolin) on the chemistry of ASR (Alkali
Silica reaction) products. They observed that silica fume and high reactivity Metakaolin
reduce expansion due to ASR. Also they observed that the calcium content of ASR products
is increasing with time in all the samples without mineral admixtures and a lower level of
calcium was detected in samples containing mineral admixtures. In addition, X-26 ray micro-
analysis showed that calcium content increases with time in ASR products. It was found that
as ASR reaction proceeds, the calcium to silica reaction of the reaction products increases
following a linear trend. From the results it is suggested that calcium in gel products may be
responsible for expansion.
D.M.Roy, P.Arjunan, M.R.Silsbee (2001) In their investigation, effects of aggressive
chemical environments were evaluated on the mortars prepared with low-calcium fly
ash/Metakaolin (MK)/silica fume (SF)/ordinary Portland cement (OPC) and at various
replacement levels. The natural adverse chemical environmental conditions were simulated
using sulphuric acid, hydrochloric acid, nitric acid, acetic acid, phosphoric acid and a mixture
of sodium and magnesium sulphates. They proposed resistance of the above mortars against
the chemical environment was in concurrence with compressive strength measurements.
The results show some interesting trends with respect to acid resistance. Substitution of SF,
MK, or FA under certain conditions has been shown to increase the chemical resistance of
such mortars over those with plain Portland cement. The mortar made from all three series
showed poor resistance to higher acid concentrations of 5% sulphuric acid, 5% acetic acid,
and 5% phosphoric acid environments. Chemical resistance increased in the order of SF to
MK to FA series and decreased as the replacement level is increased from 0-10% weight
replacement level to 15-30% weight level. They observed that compressive strength is
increasing in the order of fly ash to Silica fume to Metakaolin.
Megat Johari M.A. et al. (2001) In their investigation, the effect of Metakaolin (MK) on the
creep and shrinkage of concrete mixes containing 0%, 5%, 10% and 15% MK has been
studied. The outcomes showed that autogenous shrinkage measured from the time of initial
set at the early age of the concrete was decreased with the inclusion of MK, but the long –
term autogenous shrinkage measured for the age of 24 hrs was increased at 5% replacement
9
level, the effect of Metakaolin has increased the total autogenous shrinkage considering from
the time of initial set. While at replacement levels of 10% and 15% it reduced the total
autogenous shrinkage. The total shrinkage (autogenous plus drying shrinkage) measured from
24 hrs was reduced by the use of MK, while drying shrinkage was significantly less for the
MK concrete than for the control concrete. At higher Metakaolin replacement levels, the total
creep, basic creep as well as drying creep was significantly reduced. On overall, compared
with the control concrete, the greater part of the total shrinkage of the MK concrete is
constituted by autogenous shrinkage, the smaller part being drying shrinkage. Particularly at
higher Metakaolin replacement levels, drying creep, basic creep and total creep were greatly
reduced.
Jamal M.Khatib, Roger M.Clay (2003)74 in their investigation, the water absorption (WA)
by total immersion and by capillary rise of concrete containing Metakaolin (MK) is studied.
Cement was partially replaced with up to 20% MK. The results show that the presence of
Metakaolin is greatly beneficial in reducing the water absorption by capillary action. There is
a systematic reduction in water absorption by capillary action with the increase in Metakaolin
content in concrete. Between 14 and 28 days curing, there is slight increase in absorption by
total immersion and by capillary rise for all MK concretes. The partial replacement of cement
with MK reduces the water penetration in to concrete by capillary action. The water
absorption of concrete by total immersion, however is slightly increased in concrete
containing Metakaolin. WA decreases with duration of curing for all MK concretes up to 14
days. Between 14 and 28 days of curing, there is a slight increase in water absorption. After
28 days of curing there is little change in WA. An increase in the total pore volume leads to
an increase in water absorption.
Sabir, B.B. et al (2002) The authors reports the influence of the composition of Portland
cement, pulverized fuel ash and Metakaolin (PC-PFA-MK) binders on sorptivity and strength
development of Portland Cement – Pulverised Fuel Ash - Metakaolin concrete cured both in
water and in air and on carbonation depth, and relates this to measured changes in
absorptivity of the concrete. Concrete mixtures covering four different total cement
replacement levels (10%, 20%, 30% and 40%) for PC-PFA-MK concrete with various
MK/PFA proportions, water and air cured for upto 18 months were investigated. The change
in compressive strength and absorptivity with age at all cement replacement levels under both
water and air curing are compared with those of the control Portland cement concrete. The
results presented in this paper from part of an investigation in to the optimization of a ternary
blended cementitious system based on ordinary Portland cement, Pulverised Fuel Ash and
Metakaolin for the development of HPC. Increasing replacement of PC with PFA in PC-PFA
air (CO2 enriched) cured concrete increases carbonation depth where as systematically
replacing the PFA with MK in PC-PFA-MK concrete reduces carbonation depth.
Jain-Tong Ding and Zongjinli (2002) investigated the properties of concrete by
incorporating 0% to 15% cement replacement by Metakaolin (or) silica fume. They
concluded that by incorporation of Metakaolin and silica fume, they can reduce the free
drying shrinkage and restrained shrinkage cracking width. Also they can reduce the chloride
diffusion rate significantly.
Luccourard et al. (2003) studied the durability of mortars containing Metakaolin. The
studies on transport and chemical behaviors by means of chloride diffusion tests and sulfate
immersion were carried out. They concluded that 10% to 15% replacement of cement by
Metakaolin lead to low decrease of workability and best mechanical performance and
inhibition effect on chloride diffusion and sulfate attack for 20% Metakaolin.

10
T.Ramlochan, et al. (2003) the expansive behaviors of heat cured mortars containing
pozzolans and slag was investigated by the authors. In almost all the mortars, the addition of
any amount of pozzolans and slag to the mixture usually reduced the onset of expansion, the
rate of expansion, and long-term expansion. However, the efficiency of a particular pozzolan
(or) slag in controlling expansion may depend on its Al2O3 content. Metakaolin, which
contains a higher amount of reactive Al2O3, was the most effective at controlling expansion at
relatively low cement replacement levels. Slag and fly ash which are also sources of Al2O3
were also effective at suppressing expansion at higher replacement levels. Silica fume was
less effective at controlling expansion at conventional replacement levels, and even at higher
replacement levels expansion may be delayed.
Zongjin Li, Zhu Ding (2003) in their investigation, the physical and mechanical properties
of Portland cement (PC) containing Metakaolin (MK) or combination of MK and slag and the
compatibility between such materials and super-plasticizers were studied.
The following conclusions are made by the authors:
MK is a new active mineral admixture used in cement concrete products. It has a positive
effect on the mechanical properties of cement. However, MK blended cement has a poorer
fluidity compared to Portland cement under the condition which used the same amount of
super plasticizer. By the addition of ultra fine slag this can be improved. By incorporating
10% MK and 20% (or) 30% ultra-fine slag jointly into PC, not only the fluidity of blended
cements was improved, but above the 28-day compressive strength of the cements was
enhanced. Metakaolin is a high active pozzolanic mineral admixture. The formula can prompt
the hydration of PC, shorten the setting time of cement, increase the water requirement and
increase the fluidity losing of the fresh paste. However, slag can delay the reaction of cement
hydration and prolong the setting time of cement paste. Both MK and slag can react with CH
released by cement clinker hydration to produce secondary C-S-H gel inside the cement paste
matrix. Therefore the macroscopic property of cement was improved. XRD analysis indicates
that more Calcium Hydroxide was consumed after adding both mineral admixtures.
Jamal Khatib and Roger (2003) investigated the water absorption by total immersion and
by capillary rise of concrete containing Metakaolin up to 20% replacement level. They
concluded that water absorption of curing for all Metakaolin concretes up to 14 days and
between 14 and 28 days of curing there is a small variation in absorption.
E.Badogiannis, V.G.Papadakis, E.Chaniotakis, S.Tsivilis (2004) in their investigation, the
effect of Metakaolin on concrete, kaolin was thermally treated at defined conditions, and the
produced Metakaolin was superfine ground. For comparison, a commercial MK of high
purity was used and the strength development of Metakaolin concrete was evaluated using
the K - value (efficiency factor). The produced Metakaolin as well as the commercial one
imparted similar behaviour with respect to the concrete strength. Both conventional and
commercial Metakaolins demonstrate very high K-values (close to 3.0 at 28 days) and are
depicted as HR pozzolanic materials that may lead towards concrete production with an
exceptional performance.
Juenger et al. (2004) studied the alkali-silica reactivity of large silica fume derived particles.
They reported that under accelerated testing agglomerated silica fume decrease expansion
when used as a 5% replacement of reactive sand.
11
Fabien Lagier, Kimberly E.Kurtis (2007) in their investigation, the research on two
Metakaolins which vary principally in their surface area, and Portland cements of varying
composition were examined via isothermal calorimetry for pastes at water cementitious
materials ratio of 0.50 containing 8% cement replacement by weight of Metakaolin. The
following preliminary conclusions are made by the authors:
i). The Metakaolins examined appear to have a catalyzing effect on cement hydration, leading
to acceleration in the reaction rates, an increased in cumulative heat evolved during early
hydration and for some cements apparently an increased intensity in heat evolved during
certain periods of each hydration. The surface area of the Metakaolin also seems to influence
these early hydration behaviors, with the higher surface area material producing a greater rate
of heat evolution, greater cumulative heat, and greater intensity during early hydration. It is
proposed that the Metakaolin may act to enhance dissolution of cementitious phases and or
by providing nucleation, in addition to increasing the solubilized aluminium in the system at
early ages.
ii). Strongly exothermic reactions appear to occur between the cements and Metakaolin
examined, particulars in the first 24 hours, and these reactions seem to be most closely allied
with the ―Third Peak‖ experiential in calorimetry related to the reaction of calcium aluminate
phases.
iii). The reaction of MK appears to be quite sensitive to variation in total alkali content in the
cement. When the alkali content increases the beginning of MK appears to result in
amplification of the third peak viewed during calorimetry. It is proposed that an increasing
rate of Metakaolin dissolution with increasing cement alkali-content may accelerate (or)
intensify the reaction of C3A phase.
David G. Snelson et al. (2008) investigated the effect of using Metakaolin and flyash as
partial replacements with cement on the rate of heat evolution during hydration. It was
observed that adding flyash to Portland cement enhanced the Portland cement hydration in
the very early stages of hydration, but at extended periods an increase in flyash replacement
causes a systematic reduction in heat output. When combining Metakaolin and flyash in
ternary blending, the Metakaolin has a dominant influence on the heat output versus time
2.3 Effect of silica fume on strength
High compressive is normally the first property associated with silica fume concrete.The
relationship between tensile, flexural and compressive strengths in silica fume concrete is the
same as those for ordinary strength concrete. Increase in compressive strength by using silica
fume also results an increase in the tensile and flexural strength. This plays an important role
when silica fume concrete is used in bridging, flooring, and roadway projects. Increased
tensile strength causes a possible reduction in slab thickness while maintaining high
compressive strengths. Hence, it reduces the overall slab weight and cost .
The stronger concrete is more brittle and silica fume concrete is no exception to this
rule. Modulus of elasticity does not follow the pattern of tensile strength, but only displays
slight increase compared to the compressive strength. Thus, high and ultra-high strength
concrete can be used for tall structures without loss of ductility .Silica fume concrete has a
very finer phase and good bonding to substrates compared to the ordinary concrete. Studies
have shown that the aggregate-cement interface changes in the presence of silica fume . By
using silica fume, the bonding to the steel fibres is significantly increased. This is particularly
12
useful in the steel fibre-silica fume modified shotcrete which is commonly used in
Scandinavia.
Short microfibers, such as glass, carbon, polypropylene, steel, and other fibres are used
as an admixture in concrete to improve the tensile and flexural properties and reduce the
drying shrinkage. Effective use of the fibres, which is consumed in very small quantities such
as 0.5% by weight of cement in the case of carbon fibres, needs good dispersion of the fibres.
The addition of untreated silica fume to microfibers reinforced cement enhances the degree of
fibre dispersion, due to the fine silica fume particles which help the mixing of the
microfibers. Silica fume also increases the structure of the fibre-matrix interface and
decreases the weakness of the interfacial zone and also the number and size of cracks .
2.4 Effect of silica fume on chemical
The reaction of calcium hydroxide with carbon dioxide in the atmosphere results
efflorescence, which is a whitish haze. Primary stage of efflorescence occurs while concrete
becomes hard. Secondary efflorescence is resulted from the weathering of the hardened
concrete. It does not only increase the aesthetic quality of the structures but it can also give an
increase in permeability, porosity, and ultimately weaker and less durable concrete. Research
has shown that addition of silica fume decreases efflorescence due to the refined pore
structure and increased consumption of the calcium hydroxide. The addition of untreated
silica fume to steel reinforced concrete enhances the corrosion resistance of the reinforcing
steel. Besides that, it also increases the concrete chemical attack resistance, whether the
chemical is acid, chloride, and sulphate. These cause reduction in the permeability .
According to the literature review , for equal strengths and any concrete strength below 40
MPa, carbonation is higher in silica fume concretes. Concrete above 40 MPa gives a
reduction in carbonation rate, but this concrete can be affected by corrosive damage due to
the reinforcement. Silica fume concrete is normally utilised when the compressive strength is
above 40 MPa .It is an issue as to whether carbonation is a serious risk. Concrete curing
procedures are necessary to ensure the optimum performance of the silica fume concrete .
Silica fume decreases bleeding significantly, because free water is used in wetting of the
large surface area of the silica fume. In addition, silica fume blocks the pores in the fresh
concrete and stops water from permeate the surface of the concrete.
2.5 Effect of silica fume on durability
The durability of silica fume concrete to freeze thaw is normally satisfactory at silica fume
content of less than 20%. Freeze-thaw durability is related to the ability to withstand changes
between temperatures above 0◦C and those below 0
◦C . Due to the presence of water, which
undergoes freezing and thawing and also in turn causes changes in volume, concrete shows a
tendency to decrease upon such temperature cycling. Air voids which are called air
entrainment are utilised as cushions to accommodate the changes in volume, thereby
improving the freeze-thaw durability. The addition of silica fume to mortar enhances the
freeze-thaw durability in spite of the poor air void system. Hence, the use of air entrainment
is still recommended. The permeability of chloride ions in concrete reduces by the addition of
untreated silica fume. In this regard, there is reduction in the water absorbance. These effects
are the cause of the microscopic pore structure which produces calcium silicate hydrate from
the pozzolanic reaction of silica fume with free lime within the hydration of concrete .
13
2.6 Effect of silica fume on temperature
Concrete with low thermal conductivity is useful for the thermal insulation of buildings. On
the other hand, concrete with high thermal conductivity is useful for decreasing temperature
gradients in structures. The thermal stress that is resulted from temperature gradients may
cause mechanical property reduction in the structure. Bridges are among the structures that
tend to encounter temperature differentials between their top and bottom surfaces. In contrast
to buildings which encounter temperature differentials; bridges do not require thermal
insulation Hence, concrete of high thermal conductivity is in demand for bridges and related
structures. The thermal conductivity can be reduced by the addition of untreated or silane
treated silica fume due to the interface between silica fume particles and cement which act as
an obstacle against heat conduction.
2.7 Effect of metakaolin on workability
Workability of concrete decreases as percentage of metakaolin or silica fume increases from
5% to 11% at intervals of 2% by replacement in OPC .By adding 10 % activated flyash in
both the mixes of silica fume and metakaoline workability is improved.
2.8 Effect of metakaolin on strength:
Calcium hydroxide accounts for up to 25% of the hydrated Portland cement, and calcium
hydroxide does not contribute to the concrete‘s strength or durability. Metakaolin combines
with the calcium hydroxide to produce additional cementing compounds, the material
responsible for holding concrete together. Less calcium hydroxide and more cementing
compounds means stronger concrete. Metakaolin, because it is very fine and highly reactive,
gives fresh concrete a creamy, nonsticky texture that makes finishing easier. Metakaolin
aggressively consumes calcium hydroxide, acid staining concrete with metakaolin added to it
might lead to disappointment. Acid stain needs the calcium hydroxide to react, and without
enough of it in the concrete, the acid stain color might not develop enough, or even not
develop at all.
2.9 Concrete deterioration caused by external agents
Concrete is inherently porous although with ‗good‘ concrete the permeability to gases and
liquids is very low. However, the outer ‗skin‘ of concrete cast against shuttering or trowelled
in some way is cement and water rich and is more porous than the body of concrete. The skin
may be quite thin—less than 1mm Agents which are aggressive to cements, e.g. acids and
sulphates, can only penetrate concrete when dissolved in water and even aggressive gases
only react with the cement hydrates in the presence of water. Two agents associated with the
deterioration of concrete are carbon dioxide and chlorides. They do not attack concrete as
such (although very high concentrations of chloride may do so) but they promote the
corrosion of embedded metals and will be dealt with . It should be pointed out that carbon
dioxide (CO2), which causes carbonation, is in practice positively beneficial to concrete since
carbonated concrete is stronger and more resistant to penetration by aggressive agents. The
confusion arises because excessive carbonation is associated with poor concrete and the
benefits of carbonation are not sufficient to turn it into good concrete.
2.9.1. Acid attack
Hydrated cement is alkaline and reacts with acids (Harrison, 1987). The effect is generally to
dissolve the cement hydrates as calcium salts. For example, hydrochloric acid (HCl) is used

14
in the chemical analysis of hardened concrete to dissolve the cement completely, the products
being soluble calcium chloride, iron and aluminium chlorides and silicic acid. All cements
except HAC are equally susceptible. However, there are a number of mitigating
circumstances and in practice acid attack is only a problem in industrial processes, in sewers
and in circumstances where the concrete is exposed to rapid flows and considerable volumes
of acid. Concrete made with insoluble aggregates, i.e. most of those used other than
limestones, exposes progressively less cement hydrate to the acid as acid attack proceeds and
the aggregate is exposed. Also the silica in the cement is dissolved as silicic acid but this
readily polymerizes to form silica gel which is insoluble and ‗clogs up‘ the pores in the
hydrated cement, thus inhibiting further ingress of acid. The aggressiveness of the acid
depends on the solubiility of its calcium salt. Thus hydrochloric acid dissolves the cement to
form calcium chloride which is very soluble and is consequently very aggressive. In contrast,
a natural acid present in acid soils, humic acid, forms calcium humate which has a low
solubility and hence the acid is not very aggressive. Oxalic acid forms insoluble calcium
oxalate and is totally non-aggressive. The surfaces of the paste exposed to the acid, becomes
coated with the insoluble salt so that reaction ceases.
Sulphuric acid forms calcium sulphate which has a limited solubility but when the water
containing sulphuric acid has a vigorous flow, as may occur in sewers, the calcium sulphate
can be physically removed by scouring as well as dissolution and considerable attack can take
place. Sulphuric acid can beformed in sewers by biological processes acting on neutral
sulphates. Sulphate attack does not appear to occur in acid conditions. Because the acid is
neutralized when it reacts the effect is usually limited to the surface but if sufficient acid is
present the reaction is progressive so that in extreme cases the concrete is eventually
completely destroyed. However, the calcium salts formed may be absorbed into the concrete
and give rise to other deterioration mechanisms. For example, hydrochloric acid may leave
high concentrations of calcium chloride in the unattacked concrete which can promote
corrosion of the reinforcement. A special case of acid attack can be caused by dissolved
carbon dioxide in soft water which behaves as a solution of ‗carbonic acid‘ H2CO2. This
forms not insoluble calcium carbonate but relatively soluble calcium bicarbonate. Attack is
only significant with high flows of soft water saturated with carbon dioxide and is generally a
surface effect since precipitation of silica gel as a result of cement hydrate dissolution inhibits
further attack. Indeed cases have been observed where such waters acting on limestone
aggregate concrete have dissolved the aggregate without significant attack on the cement
paste. When a finite quantity of acid is involved the use of limestone aggregate is beneficial
since it is itself dissolved by acids and gives extra neutralizing power. There is also a more
uniform loss of surface compared with the rough exposed aggregate surface left with
insoluble aggregates. However, with continuous flows, attack is more pronounced.
2.9.2. Sulphate attack
Two of the components of cement paste, calcium hydroxide and calcium aluminate hydrates,
react with sulphate ions in solution. The solid reaction products have larger volumes than the
initial compounds so that disruption of the paste occurs. The reaction of calcium hydroxide
with dissolved sulphate ions depends on the nature of the sulphate. Chemical reactions are
written as equations with the left-hand side of the equation being the reactants and the right-
hand side the products. The two sides are connected by an ‗arrow‘ denoting the direction of
change. However, most ionic reactions do not always go to completion but achieve an
‗equilibrium state‘ and can then proceed in either direction. This is exemplified by the
reaction between calcium hydroxide and sodium sulphate:
15
Ca(OH)2+Na2SO4 = CaSO4 + 2NaOH
The reaction goes from left to right until the concentration of sodium hydroxide (NaOH)
builds up sufficiently to stop the reaction. If further NaOH is formed the reaction can then go
from right to left. Thus the efflorescence on some clay bricks is caused by the reaction of
NaOH from cement hydration reacting with insoluble gypsum (CaSO4) in the brick to form
soluble sodium sulphate which can then migrate to the brick surface and, on drying,
crystallize. Equation above denotes the ‗equilibrium‘ condition; for example, if the
concentration of sodium sulphate is 2% only about one-fifth of the sulphate forms calcium
sulphate (Lea, 1970). In contrast, the equation with magnesium sulphate
Ca(OH)2+MgSO4 = CaSO4 + Mg(OH)2
goes wholly from left to right, because magnesium hydroxide is very insoluble and therefore
the reaction from right to left is insignificantly slow. As a result magnesium sulphate
solutions react completely with the calcium hydroxide. When the reaction goes to
completion, as with magnesium sulphate, all the free calcium hydroxide may be changed to
calcium sulphate. Calcium silicate hydrate gel (C-S-H) is only stable in the presence of
calcium hydroxide and so it partially decomposes to give more calcium hydroxide and
hydrated silica. Thus with strong solutions of magnesium sulphate not only is there a
disruption caused by the physical forces of expansion but there can also be a progressive
breakdown of the silicate structure. Ammonium sulphate, usually only encountered in
industrial or agricultural environments, is also particularly aggressive because its reaction
with calcium hydroxide goes to completion. The ammonium hydroxide formed is
continuously evolved as ammonia gas and water. It is clear that calcium sulphate cannot react
with calcium hydroxide in a significant manner because both sides of the equation will be the
same. This reaction with the calcium hydroxide is an important part of sulphate attack and is
the primary reason why magnesium sulphate (and ammonium sulphate) is so much more
aggressive than sodium sulphate and calcium sulphate. The theoretical expansion in changing
from solid Ca(OH)2 to solid Ca(SO4) is about 2.2 times.
Carbonation of hydrated cement will be discussed more fully but the effect is to convert
calcium hydroxide to insoluble calcium carbonate, with very little volume change. Calcium
carbonate does not participate in reactions with neutral sulphate solutions and thus carbonated
concrete is not susceptible to this part of sulphate attack. The better resistance of ‗real‘
concrete to sulphates compared with that expected from consideration of laboratory
experiments is probably due to the existence of a carbonated layer at the surface. It is also
likely that the presence of dissolved carbonates in seawater makes it less aggressive than its
sulphate content would suggest. In a competition for reaction with calcium hydroxide
between sulphate and carbonate, the latter will win because of the insolubility of calcium
carbonate. The other major reaction involving sulphates is with the calcium aluminate
hydrates. Controlled amounts of calcium sulphate are added to Portland cements to control
their setting and early behaviour by moderating the rate of reaction of the C3A with water.
When excessive amounts of sulphate are incorporated in the fresh concrete the reaction with
C3A may be continued after the cement has set and begun to harden. If the expansion caused
is greater than the tensile strength of the paste, disruption occurs; the disruption will be
extensive because of the wide dispersal of the sulphate. However, if the paste can cope with
the forces, expansive or shrinkage-compensated properties can be achieved. When external
sources of sulphate are in contact with hardened concrete they can react with the outer
surface, but if the concrete is porous they may be absorbed to react further into the body of
16
the concrete. In practice, therefore, sulphate attack from external sources is manifested as a
progressive weakening and disintegration of the surface. With very porous materials it is
possible for the sulphate to be absorbed to such an extent that disruption takes place more
generally but such a mechanism is normally only observed in laboratory experiments. As a
consequence, concrete which has been damaged by contact with sulphates can be repaired by
removal of the outer weakened layers until sound concrete low in sulphates has been reached.
2.9.3. Chlorides attack
The passive oxide film formed on steel surfaces in the presence of hydroxide ions can be
destroyed by high levels of ions which form soluble iron compounds. Chlorides are abundant
and are the most common cause of such depassivation. The C3A phase in Portland cement
reacts with the sulphate in the cement to form sulphoaluminates .
Chloroaluminates can also be formed and the chloride in these is rather insoluble in pore
liquid. Cements containing high levels of C3A can therefore ‗bind‘ some chloride into an
insoluble and therefore non-reactive form. Some of the chloride incorporated in fresh
concrete as an admixture or from an unwashed marine aggregate can therefore be
immobilized to some extent if there is sufficient C3A hydrate present. It appears, however,
that if sulphate and chloride are competing for reaction with C3A, the sulphate is more likely
to win. Carbonation of chloroaluminates releases the bound chloride into a free mobile form.
Chlorides in the outer carbonated zone of concrete can therefore be washed away or
alternatively washed into the uncarbonated concrete. Chloride entering concrete from an
external source is to some extent analogous to carbonation. If water with a high concentration
of chloride is in contact with concrete saturated with chloride-free water diffusion of chloride
ions into the concrete will take place in an attempt to produce a uniform chloride
concentration in the water. With concrete saturated with seawater, for example, the chloride
concentration of the internal water will be lower, because of reaction with the C3A, than that
of the body of water external to the concrete and chloride diffusion into the concrete will take
place. Of course if concrete saturated with seawater is in contact with fresh water then free
chloride ions will diffuse out of the concrete. The diffusion of chloride will be through the
water in the capillary pores and, the finer and less continuous the pores, the slower will be the
diffusion rate. In practice the ingress of chloride into concrete by diffusion is a relatively slow
process and cycles of drying followed by saturation is a much more potent mechanism for the
ingress of chloride. Overall, dense concrete of high alkalinity and low permeability can carry
higher levels of chlorides without the occurrence of corrosion than permeable carbonated
concrete. The risk of reinforcement corrosion associated with carrying levels of chloride
content in both uncarbonated and carbonated concrete .
17
Chapter – 3
MATERIALS AND METHODOLOGY
3.1 Introduction:
Cements may be defined as adhesive substances capable of uniting fragments or masses of
solid mater to a compact whole (Lea, 1970). Portland cement was invented in 1824 by an
English mason, Joseph Aspdin, who named his product Portland cement because it produced
a concrete that was of the same color as natural stone on the Isle of Portland in the English
Channel. Raw materials for manufacturing cement consist of basically calcareous and
siliceous material. The mixture is heated to a high temperature within a rotating kiln to
produce a complex group of chemicals, collectively called cement clinker (Neville, 1987).
Cement is distinct from the ancient cement. It is termed hydraulic cement for its ability to set
and harden under water. Briefly, the chemicals present in clinker are nominally the four
major potential compounds and several minor compounds. The four major potential
compounds are normally termed as tricalcium silicate (3CaO.SiO2), dicalcium silicate
(2CaO.SiO2), tricalcium aluminate (3CaO.Al2O3) and tetracalcium aluminoferrite (4CaO.
Al2O3.Fe2O3).
The American Society for Testing and Materials (ASTM) Standard C 150, Specification for
Portland cement, provides for the following types of Portland cement:
Type I General Portland cement
Type II Moderate-sulfate-resistant cement
Type III High-early-strength cement
Type IV Low–heat-of-hydration cement
Type V High-sulfate-resistant cement 9
Type I Portland cement is a general cement suitable for all uses where special properties of
other cements are not required. It is commonly used in pavements, building, bridges, and
precast concrete products.
Type II Portland cement is used where precaution against moderate sulfate attack is important
where sulfate concentrations in groundwater or soil are higher than normal, but not severe.
Type II cement can also be specified to generate less heat than Type I cement. This moderate
heat of hydration requirement is helpful when placing massive structures, such as piers,
heavy abutments, and retaining walls. Type II cement may be specified when water-soluble
sulfate in soil is between 0.1 and 0.2%, or when the sulfate content in water is between 150
and 1500 ppm. Types I and II are the most common cements available.
Type III Portland cement provides strength at an early age. It is chemically similar to Type I
cement except that the particles have been ground finer to increase the rate of hydration. It is
commonly used in fast-track paving or when the concrete structure must be put into service
as soon as possible, such as in bridge deck repair.
Type IV Portland cement is used where the rate and amount of heat generated from hydration
must be minimized. This low heat of hydration cement is intended for large, massive
structures, such as gravity dams. Type IV cement is rarely available.
Type V Portland cement is used in concrete exposed to very severe sulfate exposures. Type V
cements would be used when concrete is exposed to soil with a water-soluble sulfate content
of 0.2% and higher or to water with over 1500 ppm of sulfate. The high sulfate resistance of
Type V cement is attributed to its low tricalcium aluminate content.
18
3.2 Cement Replacement Material
With the extensively use of cement in concrete, there has been some environmental concerns
in terms of damage caused by the extraction of raw material and CO2 emission during cement
manufacture. This has brought pressures to reduce the cement consumption in the industry.
At the same time, there are getting more requirements for enhancement in concrete durability
to sustain the changing environment which is apparently different from the old days.
With the development in concrete technology, cement replacement materials (CRM) have
been introduced as substitutes for cement in concrete. Several types of materials are in
common use, some of which are by-products from other industrial processes, and hence their
use may have economic advantages. However, the main reason for their use is that they can
give a variety of useful enhancements or modifications to the concrete properties. All the
materials have two common features (Malhotra, 1986):
i) Their particle size range is similar to or smaller than that of Portland cement.
ii)They are pozzolan material. 3.2.1 Pozzolanic Behavior
A common feature of nearly all CRM is that they exhibit pozzolanic behaviour. Pozzolanic
materials the materials which contains active silica (SiO2) and is not cementitious in itself but
will, in a finely divided form and in the presence of moisture, chemically react with calcium
hydroxide at ordinary temperatures to form cementitious compounds (Malhotra, 1983).
3.2.2 Types of Cement Replacement Material
The main cement replacement materials in use world-wide are:
Fig.3.1 Silica fume powder fig.3.2 scanning electron microscope
micrograph of silica fume particles at
20000 x
3.2.2.1 Silica fume
Silica fume, also referred to as microsilica or condensed silica fume, is a byproduct material
that is used as a pozzolan This byproduct is a result of the reduction of high-purity quartz
with coal in an electric arc furnace in the manufacture of silicon or ferrosilicon alloy. Silica
fume rises as an oxidized vapor from the 2000°C (3630°F) furnaces. When it cools it
condenses and is collected in huge cloth bags. The condensed silica fume is then processed to
remove impurities and to control particle size. Condensed silica fume is essentially silicon
19
dioxide (usually more than 85%) in noncrystalline (amorphorous) form. Since it is an
airborne material like fly ash, it has a
spherical shape. It is extremely fine with particles less than 1 μm in diameter and with an
average diameter of about 0.1 μm, about 100 times smaller than average cement particles.
Condensed silica fume has a surface area of about 20,000 m2/kg (nitrogen adsorption
method). For comparison, tobacco smoke‘s surface area is about 10,000 m2/ kg. Type I and
Type III cements have surface areas of about 300 to 400 m2/kg and 500 to 600 m2/kg
(Blaine), respectively. The relative density of silica fume is generally in the range of 2.20 to
2.5. Portland cement has a relative density of about 3.15. The bulk density (uncompacted unit
weight) of silica fume varies from 130 to 430 kg/m3 (8 to 27 lb/ft3).Silica fume is sold in
powder form but is more commonly available in a liquid. Silica fume is used in amounts
between 5% and 10% by mass of the total cementitious material. It is used in applications
where a high degree of impermeability is needed and in high strength concrete. Silica fume
must meet ASTM C 1240. And ACI 234 (1994) and SFA (2000) provide an extensive review
of silica fume. It is very fine no crystalline silica manufactured by electric arc furnaces as a
by-product of the production of metallic silicon or ferrosilicon alloys. The raw materials are
coal, quartz, and woodchips . The smoke that produced from furnace operation is stored and
sold as silica fume rather than being land filled. As the silica fume powder particles are
hundred times finer than ordinary Portland cement, there might be problems arise when deals
with silica fume, such as dispensing consideration, transportation, and storage that must be
taken into account. To overcome some of these difficulties, the material is commercially
divided in various forms. The difference between these forms is the size of the particle which
do not significantly affect the chemical make-up or reaction of material. This difference has
effect on the different purposes of use. Thus, careful consideration is needed when choosing
the type of silica fume for specific application. The properties of silica fume depend on the
type of producing and the process used for its manufacture. It is in form of spherical particle
shape. It is a powder with particles having diameters 100 times smaller than Portland cement
particles . Silica fume comes in three forms of powder, condensed, and slurry. Its colour
varies from light to dark grey which depends on the process in the manufacturing and is
influenced by some parameters such as wood chip composition, furnace temperature, ratio of
wood chip to the coal used, exhaust temperature, and type of metal produced.
For undensified silica fume, bulk density is in range of 200-350 kg/m3. Due to the low bulk
density, this form is considered impractical to be utilised in normal concrete production .
Undensified silica fume is commonly used in refractory products and formulated bagged
material such as mortars, grouts, protective coatings, and concrete repairs system.
For this type of silica fume, bulk density is in range of 500 -650 kg/m3.In the densification
process the ultra fine particles become loosely agglomerated which makes the size of
particles larger. Hence, the powder becomes easier to be used, with less dust compared to the
intensified forms. This material is commonly used in those processes that utilise high shear
mixing facilities such as concrete roof tile works, pre-cast works, and ready mixed concrete
plants with wet mixing units .
Silica fume is produced during a high-temperature reduction of quartz in an electric arc
furnace when the main product is silicon or ferrosilicon. The chemical process is complex
and it depends on the temperature of the producing. The Si formed, initially plays important
intermediate roles.
At temperatures > 1520 0C
SiO2 + 3C = SiC+2CO
20
At temperatures > 1800 0C
3SiO2+2SiC = Si+4SiO+2CO
The unstable gas diffuses in the furnace where it reacts with oxygen to give the silicon
dioxide
4SiO+2O2 = 4SiO2
With the addition of silica fume, the slump loss with time is proportionally increased in
concrete mix. Due to the high surface area of silica fume particles in the concrete mix,
workability and consistency of concrete decrease . These are restraints against the suitable
utilisation of silica fume concrete. However, the consistency of silica fume mortar is
significantly increased by either using silane treated silica fume, i.e., silica fume which has
been coated by a silane coupling agent prior to incorporation in the mix, or utilising silane as
an additional admixture .
Vibration reduction is useful for structural stability, hazard mitigation, and structural
performance improvement. Effective vibration reduction requires both stiffness and damping
capacity. Silica fume is effective for increasing both damping capacity and stiffness. Sound
or noise absorption is helpful for numerous structures, such as noise barriers and pavement
overlays. The addition of silica fume to the concrete increases the sound absorption ability .
3.2.2.2 METAKAOLIN
Fig.3.3 Metakaolin powder fig.3.4 scanning electron microscope
micrograph of calcined clay particles
at 2000x
Calcined clays are used in general purpose concrete construction much the same as other
pozzolans. They can be used as a partial replacement for the cement, typically in the range of
15% to 35%, and to enhance resistance to sulfate attack, control alkali-silica reactivity, and
reduce permeability. Calcined clays have a relative density of between 2.40 and 2.61 with
Blaine fineness ranging from 650 m2/kg to 1350 m
2/kg. Calcined shale may contain on the
order of 5% to 10% calcium, which results in the material having some cementing or
hydraulic properties on its own. Because of the amount of residual calcite that is not fully
calcined, and the bound water molecules in the clay minerals, calcined shale will have a loss
on ignition (LOI) of perhaps 1% to 5%. The LOI value for calcined shale is not a measure or
indication of carbon content as would be the case in fly ash. Metakaolin, a special calcined

21
clay, is produced by low temperature calcination of high purity kaolin clay. The product is
ground to an average particle size of about 1 to 2 micrometers. Metakaolin is used in special
applications where very low permeability or very high strength is required. In these
applications, metakaolin is used more as an additive to the concrete rather than a replacement
of cement typical additions are around 10% of the cement mass. Natural pozzolans are
classified by ASTM C 618 (AASHTO M 295) as Class N pozzolans ACI 232 (2000)
provides a review of natural pozzolans.
Metakaolin is classified as a new generation of supplementary cementitous material.
Supplementary cementitious materials (SCMs) are finely ground solid materials that are used
to replace part of the clinker in a cement or cement in a concrete mixture. Use of metakaolin
in cement-based systems, provides, beside technical , significant environmental benefits .
Metakaolin is unique in that it is not the by-product of an industrial process nor is it entirely
natural; it is derived from a naturally occurring mineral, and is manufactured specifically for
cementing applications.
3.2.2.2.1 Production of Metakaolin from Kaolin
Fig. 3.5 Raw kaolinite
The name kaolin is derived from the Chinese term ―Kauling‖ meaning high ridge, the name
for a hill near Jauchau Fu, where this material was mined centuries ago for ceramics (Hamer,
1977). The main constituent, kaolinite is a hydrous aluminium silicate of the approximate
composition 2H2O.Al2O3.2SiO2. Kaolinite is the clay minerals which provide the plasticity
of the raw material and change during firing to produce a permanent material.
Kaolin is a phyllosilicate, consisting of alternate layers of silica and alumina in tetrahedral
and octahedral coordination. This electrically neutral crystalline layer structure, which is a
common characteristic of clay minerals, leads to a fine particle size and platelike
morphology and allows the particles to move readily over one another, giving rise to
physical properties such as softness, soapy feel, and easy cleavage [Kingery, 1976].
Kaolinite is the mineralogical term for hydrated aluminum disilicate, Al2Si2O5(OH)4, the
primary constituent of kaolin (40-70%). Other minerals comprising kaolin include quartz,
muscovite-like micas, and rutile [Moulin, 2001].
22
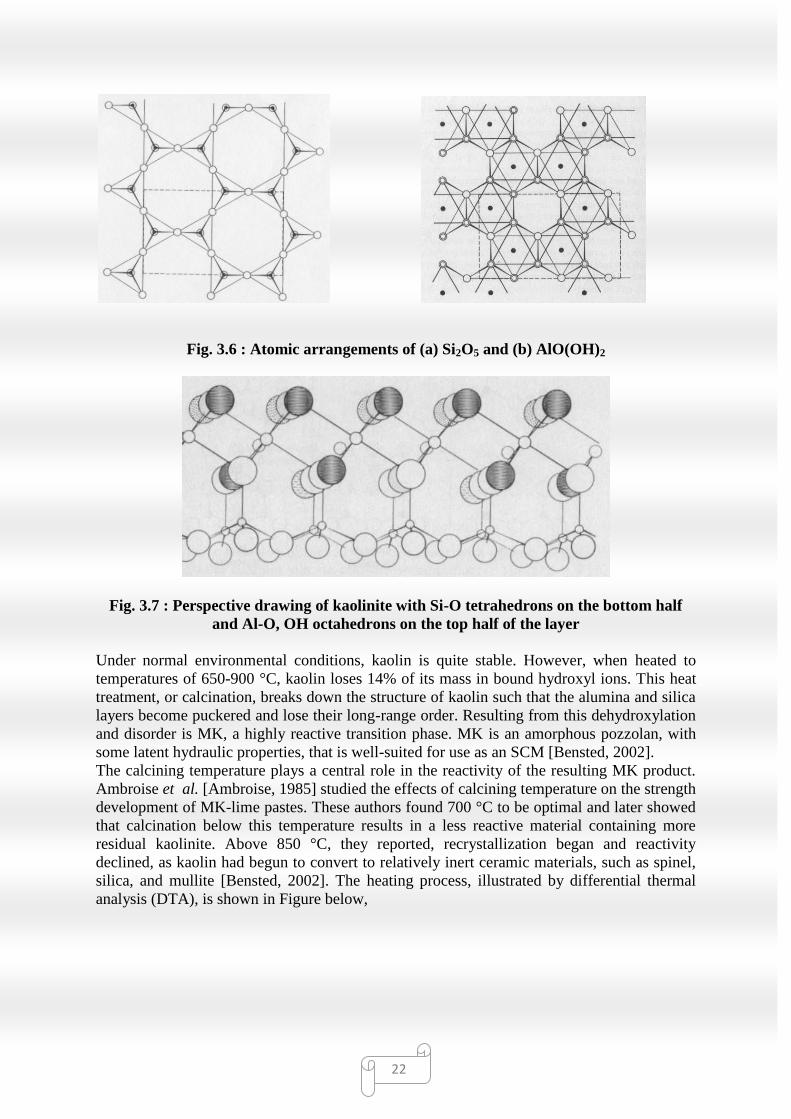
Fig. 3.6 : Atomic arrangements of (a) Si2O5 and (b) AlO(OH)2
Fig. 3.7 : Perspective drawing of kaolinite with Si-O tetrahedrons on the bottom half
and Al-O, OH octahedrons on the top half of the layer
Under normal environmental conditions, kaolin is quite stable. However, when heated to
temperatures of 650-900 °C, kaolin loses 14% of its mass in bound hydroxyl ions. This heat
treatment, or calcination, breaks down the structure of kaolin such that the alumina and silica
layers become puckered and lose their long-range order. Resulting from this dehydroxylation
and disorder is MK, a highly reactive transition phase. MK is an amorphous pozzolan, with
some latent hydraulic properties, that is well-suited for use as an SCM [Bensted, 2002].
The calcining temperature plays a central role in the reactivity of the resulting MK product.
Ambroise et al. [Ambroise, 1985] studied the effects of calcining temperature on the strength
development of MK-lime pastes. These authors found 700 °C to be optimal and later showed
that calcination below this temperature results in a less reactive material containing more
residual kaolinite. Above 850 °C, they reported, recrystallization began and reactivity
declined, as kaolin had begun to convert to relatively inert ceramic materials, such as spinel,
silica, and mullite [Bensted, 2002]. The heating process, illustrated by differential thermal
analysis (DTA), is shown in Figure below,
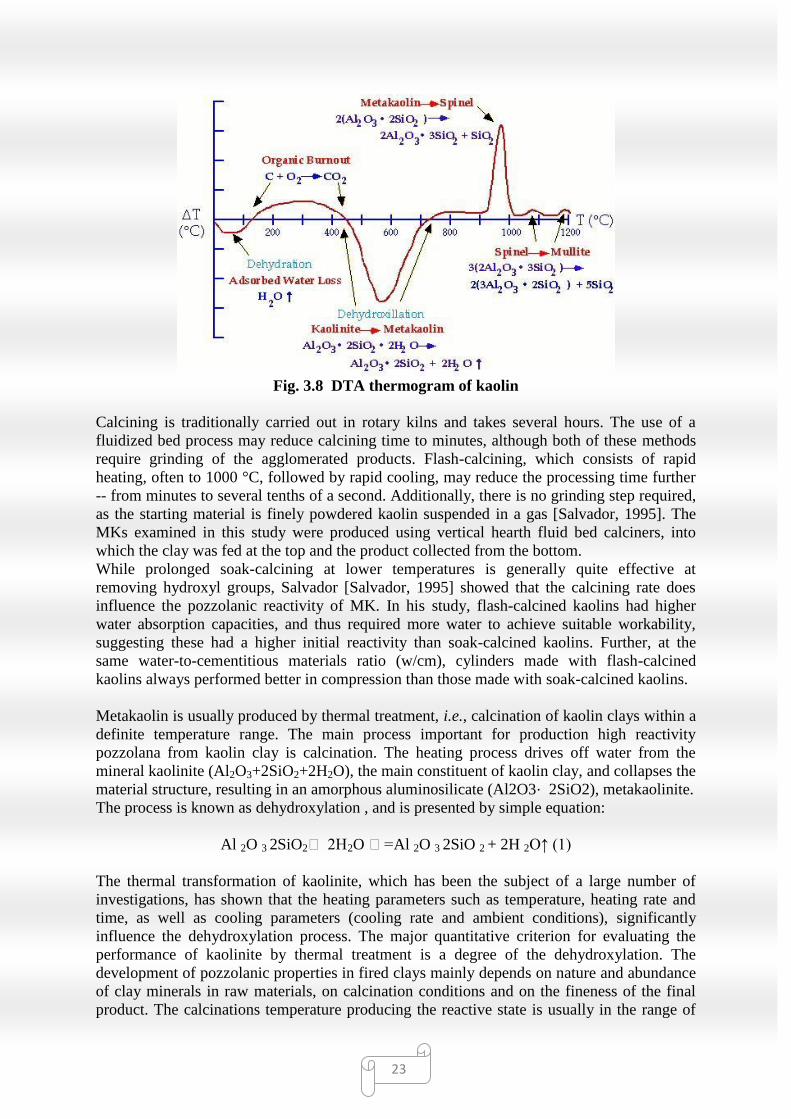
23
Fig. 3.8 DTA thermogram of kaolin
Calcining is traditionally carried out in rotary kilns and takes several hours. The use of a
fluidized bed process may reduce calcining time to minutes, although both of these methods
require grinding of the agglomerated products. Flash-calcining, which consists of rapid
heating, often to 1000 °C, followed by rapid cooling, may reduce the processing time further
-- from minutes to several tenths of a second. Additionally, there is no grinding step required,
as the starting material is finely powdered kaolin suspended in a gas [Salvador, 1995]. The
MKs examined in this study were produced using vertical hearth fluid bed calciners, into
which the clay was fed at the top and the product collected from the bottom.
While prolonged soak-calcining at lower temperatures is generally quite effective at
removing hydroxyl groups, Salvador [Salvador, 1995] showed that the calcining rate does
influence the pozzolanic reactivity of MK. In his study, flash-calcined kaolins had higher
water absorption capacities, and thus required more water to achieve suitable workability,
suggesting these had a higher initial reactivity than soak-calcined kaolins. Further, at the
same water-to-cementitious materials ratio (w/cm), cylinders made with flash-calcined
kaolins always performed better in compression than those made with soak-calcined kaolins.
Metakaolin is usually produced by thermal treatment, i.e., calcination of kaolin clays within a
definite temperature range. The main process important for production high reactivity
pozzolana from kaolin clay is calcination. The heating process drives off water from the
mineral kaolinite (Al2O3+2SiO2+2H2O), the main constituent of kaolin clay, and collapses the
material structure, resulting in an amorphous aluminosilicate (Al2O3⋅ 2SiO2), metakaolinite.
The process is known as dehydroxylation , and is presented by simple equation:
Al 2O 3 2SiO2 2H 2O = Al 2O 3 2SiO 2 + 2H 2O↑ (1)
The thermal transformation of kaolinite, which has been the subject of a large number of
investigations, has shown that the heating parameters such as temperature, heating rate and
time, as well as cooling parameters (cooling rate and ambient conditions), significantly
influence the dehydroxylation process. The major quantitative criterion for evaluating the
performance of kaolinite by thermal treatment is a degree of the dehydroxylation. The
development of pozzolanic properties in fired clays mainly depends on nature and abundance
of clay minerals in raw materials, on calcination conditions and on the fineness of the final
product. The calcinations temperature producing the reactive state is usually in the range of
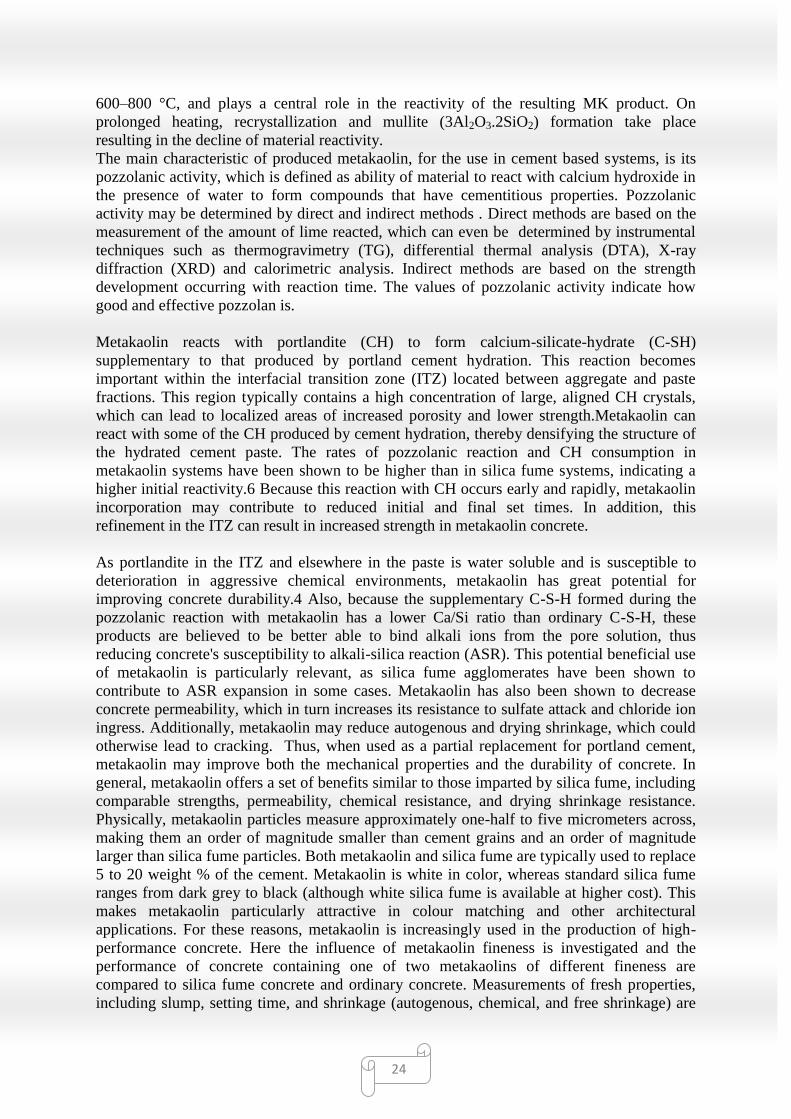
24
600–800 °C, and plays a central role in the reactivity of the resulting MK product. On
prolonged heating, recrystallization and mullite (3Al2O3.2SiO2) formation take place
resulting in the decline of material reactivity.
The main characteristic of produced metakaolin, for the use in cement based systems, is its
pozzolanic activity, which is defined as ability of material to react with calcium hydroxide in
the presence of water to form compounds that have cementitious properties. Pozzolanic
activity may be determined by direct and indirect methods . Direct methods are based on the
measurement of the amount of lime reacted, which can even be determined by instrumental
techniques such as thermogravimetry (TG), differential thermal analysis (DTA), X-ray
diffraction (XRD) and calorimetric analysis. Indirect methods are based on the strength
development occurring with reaction time. The values of pozzolanic activity indicate how
good and effective pozzolan is.
Metakaolin reacts with portlandite (CH) to form calcium-silicate-hydrate (C-SH)
supplementary to that produced by portland cement hydration. This reaction becomes
important within the interfacial transition zone (ITZ) located between aggregate and paste
fractions. This region typically contains a high concentration of large, aligned CH crystals,
which can lead to localized areas of increased porosity and lower strength.Metakaolin can
react with some of the CH produced by cement hydration, thereby densifying the structure of
the hydrated cement paste. The rates of pozzolanic reaction and CH consumption in
metakaolin systems have been shown to be higher than in silica fume systems, indicating a
higher initial reactivity.6 Because this reaction with CH occurs early and rapidly, metakaolin
incorporation may contribute to reduced initial and final set times. In addition, this
refinement in the ITZ can result in increased strength in metakaolin concrete.
As portlandite in the ITZ and elsewhere in the paste is water soluble and is susceptible to
deterioration in aggressive chemical environments, metakaolin has great potential for
improving concrete durability.4 Also, because the supplementary C-S-H formed during the
pozzolanic reaction with metakaolin has a lower Ca/Si ratio than ordinary C-S-H, these
products are believed to be better able to bind alkali ions from the pore solution, thus
reducing concrete's susceptibility to alkali-silica reaction (ASR). This potential beneficial use
of metakaolin is particularly relevant, as silica fume agglomerates have been shown to
contribute to ASR expansion in some cases. Metakaolin has also been shown to decrease
concrete permeability, which in turn increases its resistance to sulfate attack and chloride ion
ingress. Additionally, metakaolin may reduce autogenous and drying shrinkage, which could
otherwise lead to cracking. Thus, when used as a partial replacement for portland cement,
metakaolin may improve both the mechanical properties and the durability of concrete. In
general, metakaolin offers a set of benefits similar to those imparted by silica fume, including
comparable strengths, permeability, chemical resistance, and drying shrinkage resistance.
Physically, metakaolin particles measure approximately one-half to five micrometers across,
making them an order of magnitude smaller than cement grains and an order of magnitude
larger than silica fume particles. Both metakaolin and silica fume are typically used to replace
5 to 20 weight % of the cement. Metakaolin is white in color, whereas standard silica fume
ranges from dark grey to black (although white silica fume is available at higher cost). This
makes metakaolin particularly attractive in colour matching and other architectural
applications. For these reasons, metakaolin is increasingly used in the production of high-
performance concrete. Here the influence of metakaolin fineness is investigated and the
performance of concrete containing one of two metakaolins of different fineness are
compared to silica fume concrete and ordinary concrete. Measurements of fresh properties,
including slump, setting time, and shrinkage (autogenous, chemical, and free shrinkage) are
25
examined, as well as mechanical performance (compressive strength, splitting tensile
strength, flexural strength, elastic modulus) and certain aspects of durability (shrinkage,
chloride permeability, sulfate resistance, alkali reactivity).
The presence of MK has an immense effect on the hydration of portland cement (PC). When
portland cement alone hydrates, typically 20-30% of the resulting paste mass. However,
when MK is introduced, it reacts rapidly with these newly forming CH compounds to
produce supplementary calcium silicate hydrate (C-S-H). Recalling cement chemistry
notation from the basic ,the hydration reactions are as follows:
2C3S + 11H → C3S2H8 + 3CH
(C-S-H) (CH)
2C2S + 9H → C3S2H8 + CH
C3A + 3C.H2 + 26H → C6A.3H32
(gypsum) (ettringite)
2C3A + C6A.3H32 + 4H → 3C4A.H12
(monosulfate)
C4A.H12 + 2C.H2 + 16H → C6A.3H32
MK [Al2Si2O7] + CH + H → C-S-H, C4AH13, C3AH6, C2ASH8
In general, SCMs with higher alumina contents, such as MK, tend to have higher pozzolanic
capacities because formation of C-A-H has a high CH demand. This is critical, as CH does
not make a significant contribution to concrete strength and can be detrimental to durability.
Its elimination or reduction by secondary reaction with MK can greatly enhance concrete
performance [Mindess, 2003; Poon, 2002].
Determination of the degree of pozzolanic reaction completed can be accomplished via a
selective dissolution procedure, like that developed by Oshawa et al. [Oshawa, 1985] and Li
et al. [Li, 1985]. The procedure is based on the assumption that the majority of the unreacted
pozzolan is acid insoluble. In a blended cement paste, the pozzolan reacts with CH to form
acid soluble hydration products. Thus, it is possible to dissolve the unreacted cement and the
hydration products of both the cement and the pozzolan, leaving behind the insoluble residue
of the unreacted pozzolan. The degree of pozzolanic reaction completed is defined as the
percentage of unreacted pozzolan remaining relative to the initial amount of pozzolan present
in the cement paste. Results from such selective dissolution evaluations, carried out by Poon
et al.
[Poon, 2001], showed that the degree of pozzolanic reaction was higher at a replacement
level of 5% MK than at replacement levels of 10% and 20% for all ages. Similar results were
observed with silica fume, though the 5% silica fume values were never as high as the 5%
MK values. This higher rate of pozzolanic reaction in pastes with a lower replacement level
could likely be attributed to the greater amount of cement, and thus higher concentration of
CH, available for reaction with the pozzolan.
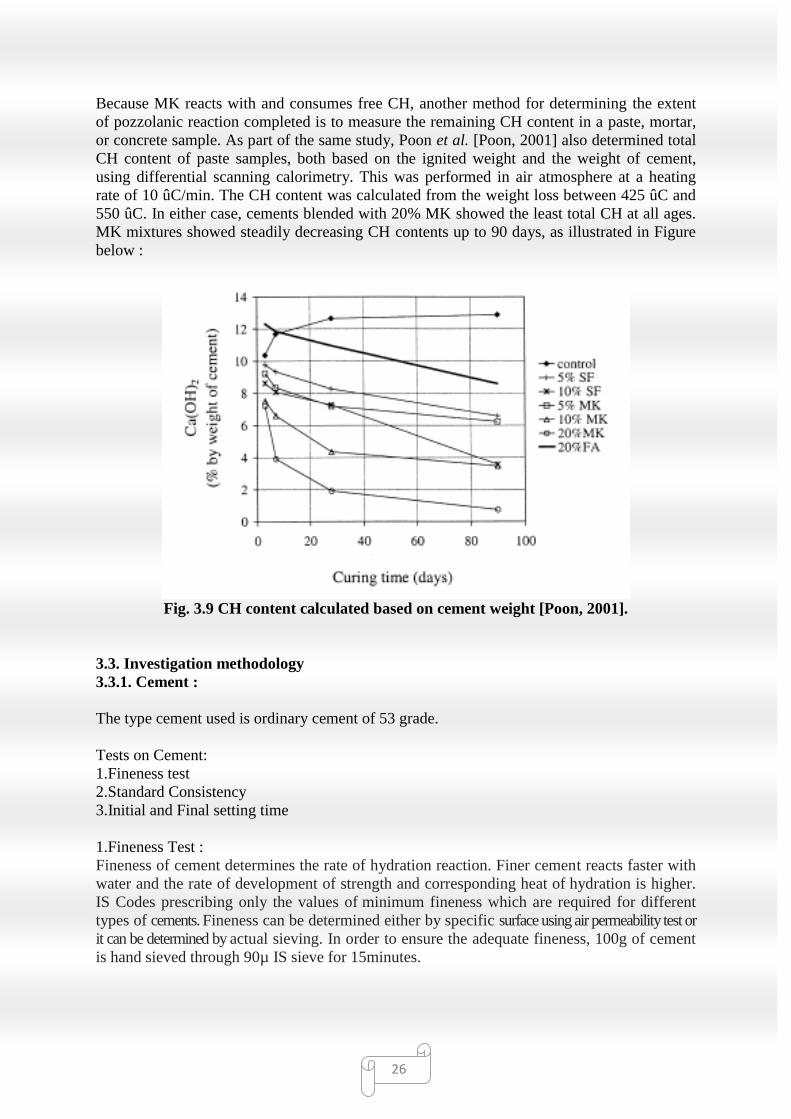
26
Because MK reacts with and consumes free CH, another method for determining the extent
of pozzolanic reaction completed is to measure the remaining CH content in a paste, mortar,
or concrete sample. As part of the same study, Poon et al. [Poon, 2001] also determined total
CH content of paste samples, both based on the ignited weight and the weight of cement,
using differential scanning calorimetry. This was performed in air atmosphere at a heating
rate of 10 ûC/min. The CH content was calculated from the weight loss between 425 ûC and
550 ûC. In either case, cements blended with 20% MK showed the least total CH at all ages.
MK mixtures showed steadily decreasing CH contents up to 90 days, as illustrated in Figure
below :
Fig. 3.9 CH content calculated based on cement weight [Poon, 2001].
3.3. Investigation methodology
3.3.1. Cement :
The type cement used is ordinary cement of 53 grade.
Tests on Cement:
1.Fineness test
2.Standard Consistency
3.Initial and Final setting time
1.Fineness Test :
Fineness of cement determines the rate of hydration reaction. Finer cement reacts faster with
water and the rate of development of strength and corresponding heat of hydration is higher.
IS Codes prescribing only the values of minimum fineness which are required for different
types of cements. Fineness can be determined either by specific surface using air permeability test or
it can be determined by actual sieving. In order to ensure the adequate fineness, 100g of cement
is hand sieved through 90µ IS sieve for 15minutes.
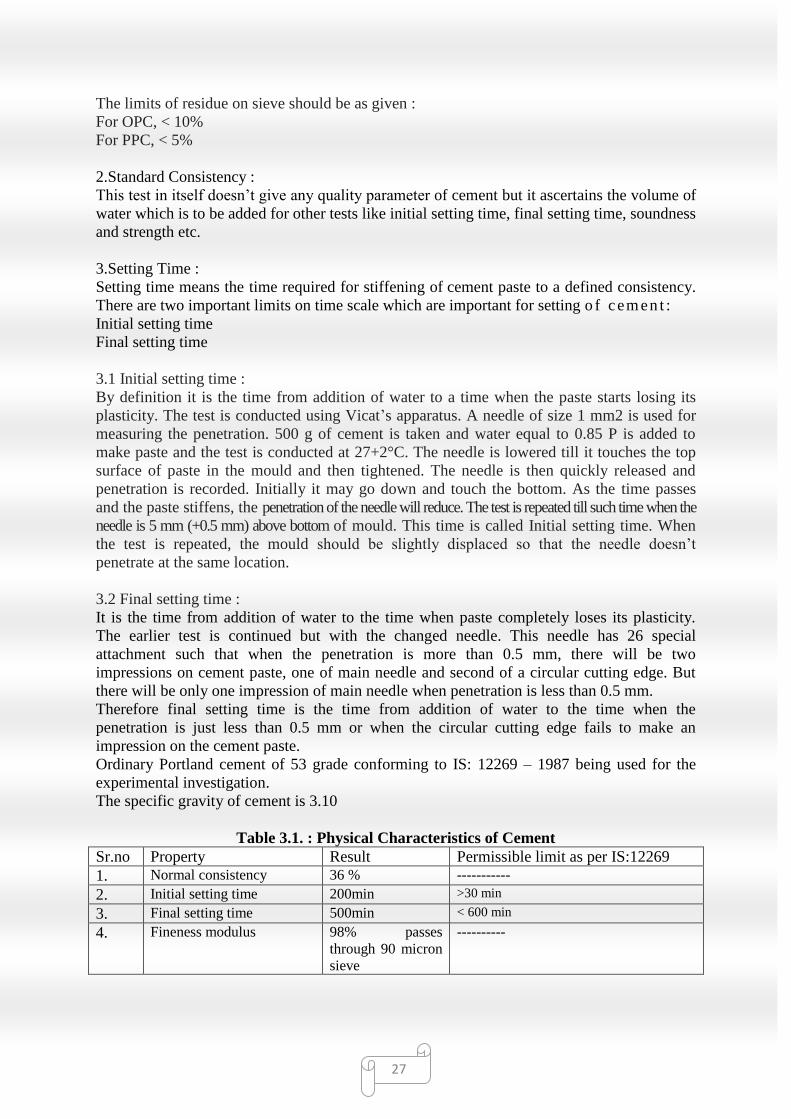
27
The limits of residue on sieve should be as given :
For OPC, < 10%
For PPC, < 5%
2.Standard Consistency :
This test in itself doesn‘t give any quality parameter of cement but it ascertains the volume of
water which is to be added for other tests like initial setting time, final setting time, soundness
and strength etc.
3.Setting Time :
Setting time means the time required for stiffening of cement paste to a defined consistency.
There are two important limits on time scale which are important for setting o f c em en t :
Initial setting time
Final setting time
3.1 Initial setting time :
By definition it is the time from addition of water to a time when the paste starts losing its
plasticity. The test is conducted using Vicat‘s apparatus. A needle of size 1 mm2 is used for
measuring the penetration. 500 g of cement is taken and water equal to 0.85 P is added to
make paste and the test is conducted at 27+2°C. The needle is lowered till it touches the top
surface of paste in the mould and then tightened. The needle is then quickly released and
penetration is recorded. Initially it may go down and touch the bottom. As the time passes
and the paste stiffens, the penetration of the needle will reduce. The test is repeated till such time when the
needle is 5 mm (+0.5 mm) above bottom of mould. This time is called Initial setting time. When
the test is repeated, the mould should be slightly displaced so that the needle doesn‘t
penetrate at the same location.
3.2 Final setting time :
It is the time from addition of water to the time when paste completely loses its plasticity.
The earlier test is continued but with the changed needle. This needle has 26 special
attachment such that when the penetration is more than 0.5 mm, there will be two
impressions on cement paste, one of main needle and second of a circular cutting edge. But
there will be only one impression of main needle when penetration is less than 0.5 mm.
Therefore final setting time is the time from addition of water to the time when the
penetration is just less than 0.5 mm or when the circular cutting edge fails to make an
impression on the cement paste.
Ordinary Portland cement of 53 grade conforming to IS: 12269 – 1987 being used for the
experimental investigation.
The specific gravity of cement is 3.10
Table 3.1. : Physical Characteristics of Cement
Sr.no Property Result Permissible limit as per IS:12269
1. Normal consistency 36 % -----------
2. Initial setting time 200min >30 min
3. Final setting time 500min < 600 min
4. Fineness modulus 98% passes
through 90 micron
sieve
----------
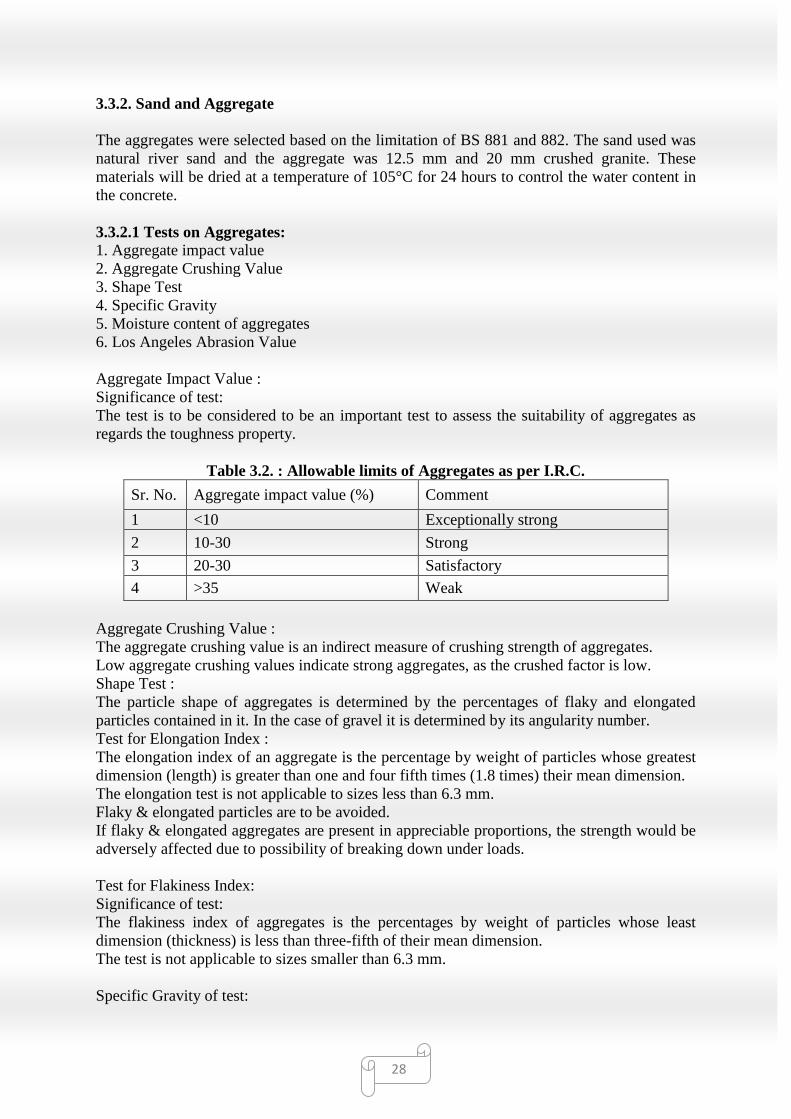
28
3.3.2. Sand and Aggregate
The aggregates were selected based on the limitation of BS 881 and 882. The sand used was
natural river sand and the aggregate was 12.5 mm and 20 mm crushed granite. These
materials will be dried at a temperature of 105°C for 24 hours to control the water content in
the concrete.
3.3.2.1 Tests on Aggregates:
1. Aggregate impact value
2. Aggregate Crushing Value
3. Shape Test
4. Specific Gravity
5. Moisture content of aggregates
6. Los Angeles Abrasion Value
Aggregate Impact Value :
Significance of test:
The test is to be considered to be an important test to assess the suitability of aggregates as
regards the toughness property.
Table 3.2. : Allowable limits of Aggregates as per I.R.C.
Sr. No. Aggregate impact value (%) Comment
1 <10 Exceptionally strong
2 10-30 Strong
3 20-30 Satisfactory
4 >35 Weak
Aggregate Crushing Value :
The aggregate crushing value is an indirect measure of crushing strength of aggregates.
Low aggregate crushing values indicate strong aggregates, as the crushed factor is low.
Shape Test :
The particle shape of aggregates is determined by the percentages of flaky and elongated
particles contained in it. In the case of gravel it is determined by its angularity number.
Test for Elongation Index :
The elongation index of an aggregate is the percentage by weight of particles whose greatest
dimension (length) is greater than one and four fifth times (1.8 times) their mean dimension.
The elongation test is not applicable to sizes less than 6.3 mm.
Flaky & elongated particles are to be avoided.
If flaky & elongated aggregates are present in appreciable proportions, the strength would be
adversely affected due to possibility of breaking down under loads.
Test for Flakiness Index:
Significance of test:
The flakiness index of aggregates is the percentages by weight of particles whose least
dimension (thickness) is less than three-fifth of their mean dimension.
The test is not applicable to sizes smaller than 6.3 mm.
Specific Gravity of test:
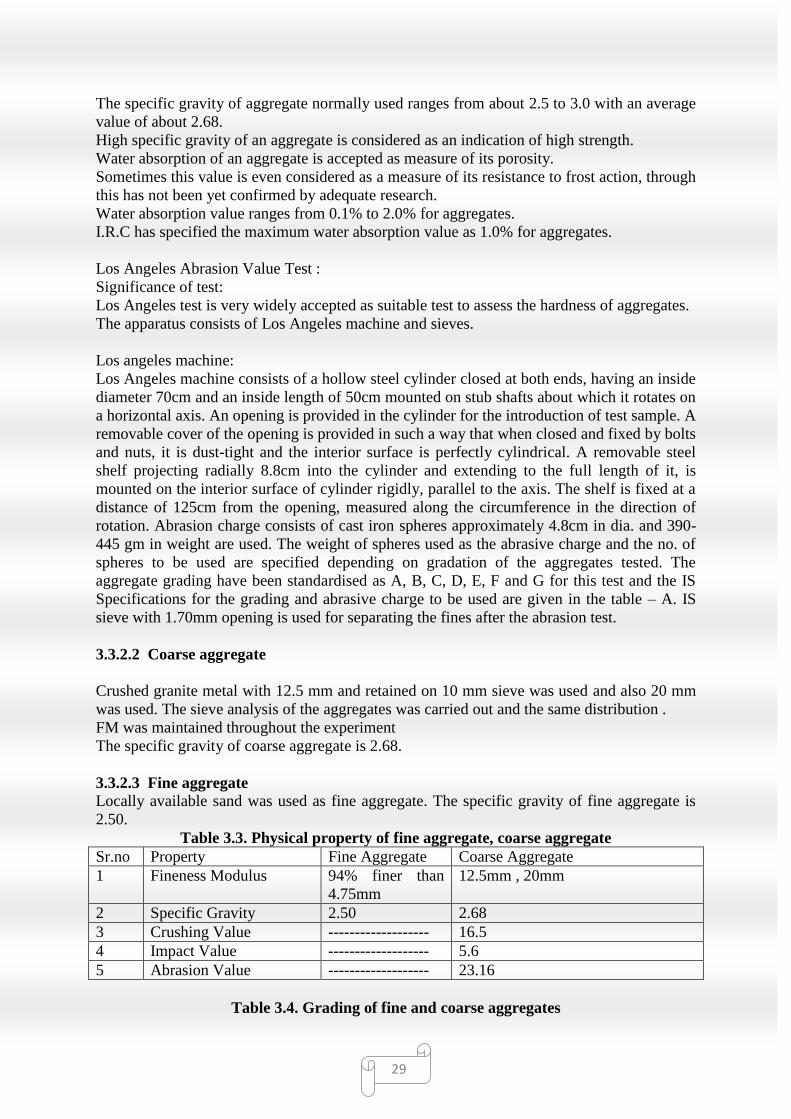
29
The specific gravity of aggregate normally used ranges from about 2.5 to 3.0 with an average
value of about 2.68.
High specific gravity of an aggregate is considered as an indication of high strength.
Water absorption of an aggregate is accepted as measure of its porosity.
Sometimes this value is even considered as a measure of its resistance to frost action, through
this has not been yet confirmed by adequate research.
Water absorption value ranges from 0.1% to 2.0% for aggregates.
I.R.C has specified the maximum water absorption value as 1.0% for aggregates.
Los Angeles Abrasion Value Test :
Significance of test:
Los Angeles test is very widely accepted as suitable test to assess the hardness of aggregates.
The apparatus consists of Los Angeles machine and sieves.
Los angeles machine:
Los Angeles machine consists of a hollow steel cylinder closed at both ends, having an inside
diameter 70cm and an inside length of 50cm mounted on stub shafts about which it rotates on
a horizontal axis. An opening is provided in the cylinder for the introduction of test sample. A
removable cover of the opening is provided in such a way that when closed and fixed by bolts
and nuts, it is dust-tight and the interior surface is perfectly cylindrical. A removable steel
shelf projecting radially 8.8cm into the cylinder and extending to the full length of it, is
mounted on the interior surface of cylinder rigidly, parallel to the axis. The shelf is fixed at a
distance of 125cm from the opening, measured along the circumference in the direction of
rotation. Abrasion charge consists of cast iron spheres approximately 4.8cm in dia. and 390-
445 gm in weight are used. The weight of spheres used as the abrasive charge and the no. of
spheres to be used are specified depending on gradation of the aggregates tested. The
aggregate grading have been standardised as A, B, C, D, E, F and G for this test and the IS
Specifications for the grading and abrasive charge to be used are given in the table – A. IS
sieve with 1.70mm opening is used for separating the fines after the abrasion test.
3.3.2.2 Coarse aggregate
Crushed granite metal with 12.5 mm and retained on 10 mm sieve was used and also 20 mm
was used. The sieve analysis of the aggregates was carried out and the same distribution .
FM was maintained throughout the experiment
The specific gravity of coarse aggregate is 2.68.
3.3.2.3 Fine aggregate
Locally available sand was used as fine aggregate. The specific gravity of fine aggregate is
2.50.
Table 3.3. Physical property of fine aggregate, coarse aggregate
Sr.no Property Fine Aggregate Coarse Aggregate
1 Fineness Modulus 94% finer than
4.75mm
12.5mm , 20mm
2 Specific Gravity 2.50 2.68
3 Crushing Value ------------------- 16.5
4 Impact Value ------------------- 5.6
5 Abrasion Value ------------------- 23.16
Table 3.4. Grading of fine and coarse aggregates
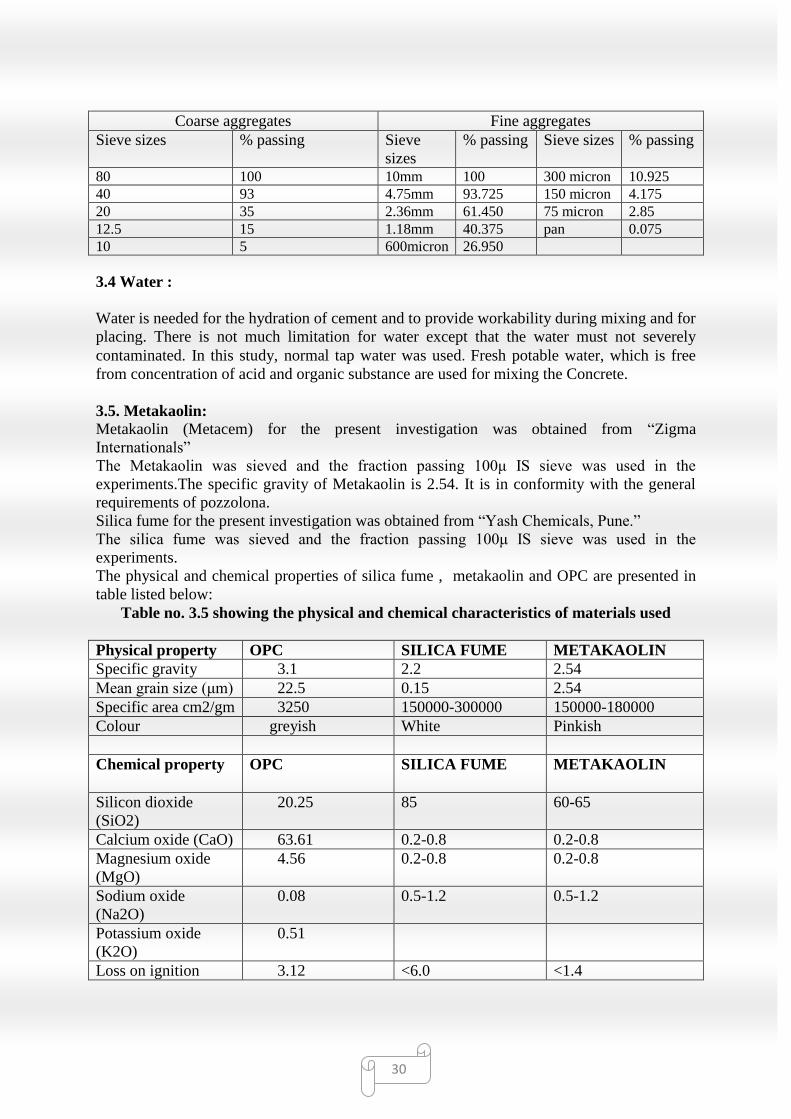
30
Coarse aggregates Fine aggregates
Sieve sizes % passing Sieve
sizes
% passing Sieve sizes % passing
80 100 10mm 100 300 micron 10.925
40 93 4.75mm 93.725 150 micron 4.175
20 35 2.36mm 61.450 75 micron 2.85
12.5 15 1.18mm 40.375 pan 0.075
10 5 600micron 26.950
3.4 Water :
Water is needed for the hydration of cement and to provide workability during mixing and for
placing. There is not much limitation for water except that the water must not severely
contaminated. In this study, normal tap water was used. Fresh potable water, which is free
from concentration of acid and organic substance are used for mixing the Concrete.
3.5. Metakaolin:
Metakaolin (Metacem) for the present investigation was obtained from ―Zigma
Internationals‖
The Metakaolin was sieved and the fraction passing 100μ IS sieve was used in the
experiments.The specific gravity of Metakaolin is 2.54. It is in conformity with the general
requirements of pozzolona.
Silica fume for the present investigation was obtained from ―Yash Chemicals, Pune.‖
The silica fume was sieved and the fraction passing 100μ IS sieve was used in the
experiments.
The physical and chemical properties of silica fume , metakaolin and OPC are presented in
table listed below:
Table no. 3.5 showing the physical and chemical characteristics of materials used
Physical property OPC SILICA FUME METAKAOLIN
Specific gravity 3.1 2.2 2.54
Mean grain size (μm) 22.5 0.15 2.54
Specific area cm2/gm 3250 150000-300000 150000-180000
Colour greyish White Pinkish
Chemical property OPC SILICA FUME METAKAOLIN
Silicon dioxide
(SiO2)
20.25 85 60-65
Calcium oxide (CaO) 63.61 0.2-0.8 0.2-0.8
Magnesium oxide
(MgO)
4.56 0.2-0.8 0.2-0.8
Sodium oxide
(Na2O)
0.08 0.5-1.2 0.5-1.2
Potassium oxide
(K2O)
0.51
Loss on ignition 3.12 <6.0 <1.4
31
3.6. Concrete Mixes :
In this study, the early age properties of fresh concrete and mechanical performance and
durability of hardened concrete were examined. All tests were conducted using the following
sample groups:
(1) an ordinary cement paste or concrete,
(2) pastes or concrete substituted with 10% MK by mass.
(3) pastes or concrete substituted with 10% silica fume by mass.
(4) pastes or concrete substituted with 5% silica fume by mass and 5% MK by mass,
(5) pastes or concrete substituted with 5% silica fume by mass and 10% MK by mass,
(6) pastes or concrete substituted with 5% silica fume by mass and 15 % MK by mass
(7) pastes or concrete substituted with 5% silica fume by mass and 20 % MK by mass
3.6.1.Mixing Procedure :
The mixing procedures were divided into three stages. In the first stage, all the binders
(cement, metakaolin, silica fume and slag) were weighted accordingly and mixed by hand
until all the constituents mixed uniformly. This was to make sure all the binders were mixed
thoroughly to produce a homogenous mix. The second stage involves mixing the binders with
the aggregates for about 5 minutes. At the final stage, measured water was added into the
concrete mix. This step was crucially important to make sure that the water was distributed
evenly so that the concrete will have similar water-binder ratios for every cube. After that, the
concrete was then poured into the mould.
3.6.2 Preparing Test Cubes :
The size of the mould used to produce the cubes was 100 x 100 x 100 mm. Twelve cubes
were used for each concrete mix. The concrete was poured into the mould in two layers
where each layer was compacted using a steel bar. The cubes were removes from the moulds
after 24 hours and cured using sacks in room temperature.
3.6.3 Curing :
In this study, the cubes were cured using wetted sacks at room temperature. The cubes were
cured until they were ready to be tested at the designated ages. The sacks were kept wetted by
pouring water from time to time to enabled the cubes to be cured in a high moisture
environment. In order to prevent excessive loss of moisture, the sacks were covered with
plastic sheets.
3.7 Accelerated curing:
3.7.1 Introduction:
Curing is the process of controlling the rate and extent of moisture lost from concrete during
cement hydration. In order to obtain good quality concrete an appropriate mix must be
followed by curing in a suitable environment during the early stages of hardening. Curing
must be undertaken for a reasonable period of time if concrete is to achieve its potential
strength and durability. Curing is essential if concrete is to b perform its intended function
over the design life of the structure whereas; excessive curing time may lead to the escalation
of construction cost of the project and unnecessary delay. Curing encompasses the control of
32
temperatures as it affects the hydration rate in cement. If within the curing period natural
temperatures of concrete are in the acceptable range of values, only the moisture content
needs to be controlled. If the natural temperature is outside the acceptable range of values,
some means will be required for controlling the temperature of concrete. The curing of
concrete is performed both at normal and elevated temperatures also. Curing can be done in a
number of ways while the most appropriate means of curing may be dedicated by the site
conditions of or the construction method.
3.7.2 Methods of curing:
Broadly concrete curing processes can be classified into three categories first is the method in
which the moisture loss can be prevented by continuously wetting the exposed surface of
concrete, this in turn maintains the requisite quantity of water in the concrete during the early
hardening period. This is also called as conventional curing. The second method minimizes
moisture loss from the concrete, thus preventing the loss of mixing of water from concrete for
example, by covering it with a relatively impermeable membrane. This is known as
membrane curing using curing compounds. Finally, that which keeps the surface moist and at
the same time, raise the temperature of the concrete, thereby increasing the rate of strength
gain. The method is typically used for the pre-cast concrete products called accelerated
curing. The best method of curing concrete depend upon the conditions at site or in a plant or
availability of curing materials. On the type of job final appearance of the structure and the
economics and can be have any one method or a combination of method.
Some of the previous investigator have studied the effect of curing methods with and without
the use of supplementary cementitious materials on the compressive strength and
performance. Whiting and Synder, Nasser et al and Oztekin conducted a study to examine
the effectiveness of different types of curing compounds in retaining water for hydration,
promoting concrete strength and reducing permeability. These studies were conduced with
and without supplementary materials. All compounds performed better than samples with no
curing treatment. Tantawi and Gharaibey worked on the early estimation of hardened
concrete strength based on accelerated strength. Shobha and Raju investigated the effect of
curing compound on different grads of concrete.
3.7.2.1 Curing Methods:
Following are few different methods of curing:
a) Conventional Curing: The conventional curing involves dipping the specimens in
water at 25˚C at the end of 24 hours of casting after allowing for air drying.
b) Accelerated Curing by warm water method: After the specimens have been made
they shall be left to stand undisturbed in their moulds in a place free from vibration at
a temperature of 25 ± 2˚C for at least one hour, prior to immersion in the curing tank.
The time between the addition of water to the ingredients and immersion of the test
specimens in the curing tank shall be at least 11 hours but shall not exceed 31 hours.
The specimens in their moulds shall be gently lowered into the curing tank and shall
remain totally immersed at 55 ± 2˚C for a period of not less than 19 hours 50 min. The
specimens shall then be removed from the water, marked for identification, removed from the
moulds and immersed in the cooling tank at 27 ± 2˚C before the completion of 20 hours 10
33
minutes from the start of immersion in the curing tank. They shall remain in the cooling tank
for a period of not less than one hour.
Warm water method: This method was taken into consideration for investigation.
c) Accelerated curing by boiling water method: After the specimens have been made,
they shall be stored in a place free from vibration, in moist air of at least 90% relative
humidity and at a temperature of 27 ± 2⁰C for 23 hours ± 15 min. from the time of
addition of water to the ingredients.
The specimens shall then be gently lowered into the curing tank and shall remain
totally immerses for a period of 31 hour ± 5 min. The temperature of the water in the
curing tank shall be at boiling (100⁰C) at sea level. The temperature of water shall not
drop more than 3⁰C after the specimens are placed and shall return to boiling within
15 min.
After curing for 31 hours ± 5 min. in the curing tank, the specimen shall be removed
from the boiling water, removed from the moulds and cooled by immersing in cooling
tank at 27 ± 2C⁰ for 2hours.
3.7.2.2 Precautions :
The following precautions shall be taken:
a) The curing tank shall be cleaned and the water renewed periodically so as to prevent
accumulation of detritus which may impair the heating or circulating system.
b) The use of boiling water imposes the need for safety measures to prevent scalding or
eye-burn, resulting from sudden escape of steam, upon opening the cover. Also care
shall be exercised when immersing the specimens to avoid splashing of hot water.
c) Strict attention shall be given to the protection and storage of the specimens during
the initial period of curing.
d) Suitable safety devices and indicators shall be provided with the set up. A separate
panel or switch-board shall be provided incorporating the thermograph and related
heating equipment controls.
3.8 Correlation of results from compressive strength tests on specimens cured by
normal and accelerated curing method:
Accelerated curing of concrete hastens the process of hydration of cement and as a result,
substantial proportion of the strength to be attained in 28 days under normal curing
conditions is achieved within a shorter time. The rate and extent of hydration of cement under
a particular curing regime depend mainly upon the chemical composition of cement, water-
cement ratio and mix proportions, which are considered to be important parameters in the
correlation of results from compressive strength tests on specimens cured by accelerated
curing method and normal curing method.

34
The accelerated curing regime, in itself is another variable in that the higher temperature
employed may alter the morphology of the hydration products apart from thermally activating
the chemical reactions of hydration of cement.
The variability arising from the curing regime to be adopted is eliminated by standardizing
them, as is done in this standard. Figure 1 show typical results on the correlation of
compressive strength of concrete specimens normally cured and accelerated-cured by the
boiling water method and the warm water method respectively. It is found that a correlation
exists between the result obtained on concrete specimens, cured by accelerated method and
cured by normal method, for mixes employing different materials and mix proportions. It is
also found that the strength of concrete after accelerated curing (by either method) is of order
of 50% of that obtained on normally cured, 28 days old specimens. When results of concrete
with specific ingredients and mix proportions are considered, the dispersion of results is
considerably reduced, and the coefficient of variation of results from accelerated curing
methods may, in that case, be expected to be of the same order as obtained in normally cured
28 days conventional test. Although the tests have shown that the correlation between results
from accelerated curing method and normally cured 28 days conventional test is not
materially affected by the chemical composition, fineness and strength of cements, the mix
proportions or use of some indigenous admixture, it is preferable to establish the actual
correlation under site conditions for the specific materials and mix proportions to be adopted,
for use in each case.
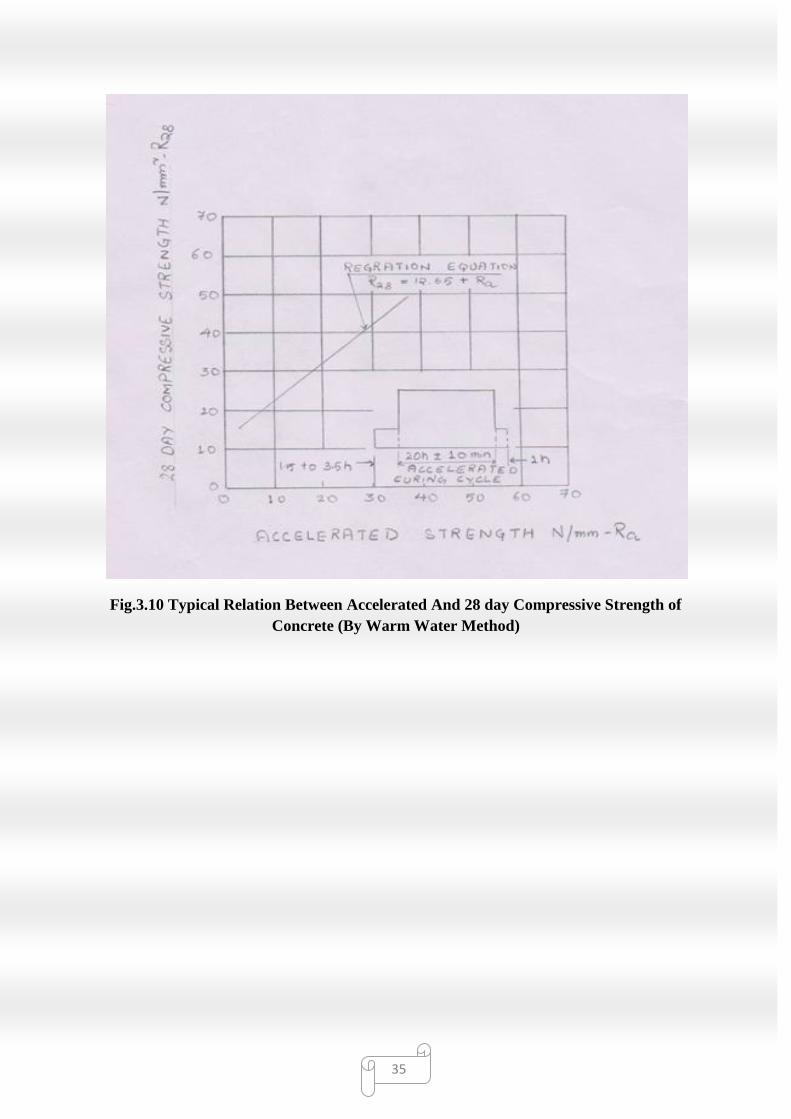
35
Fig.3.10 Typical Relation Between Accelerated And 28 day Compressive Strength of
Concrete (By Warm Water Method)
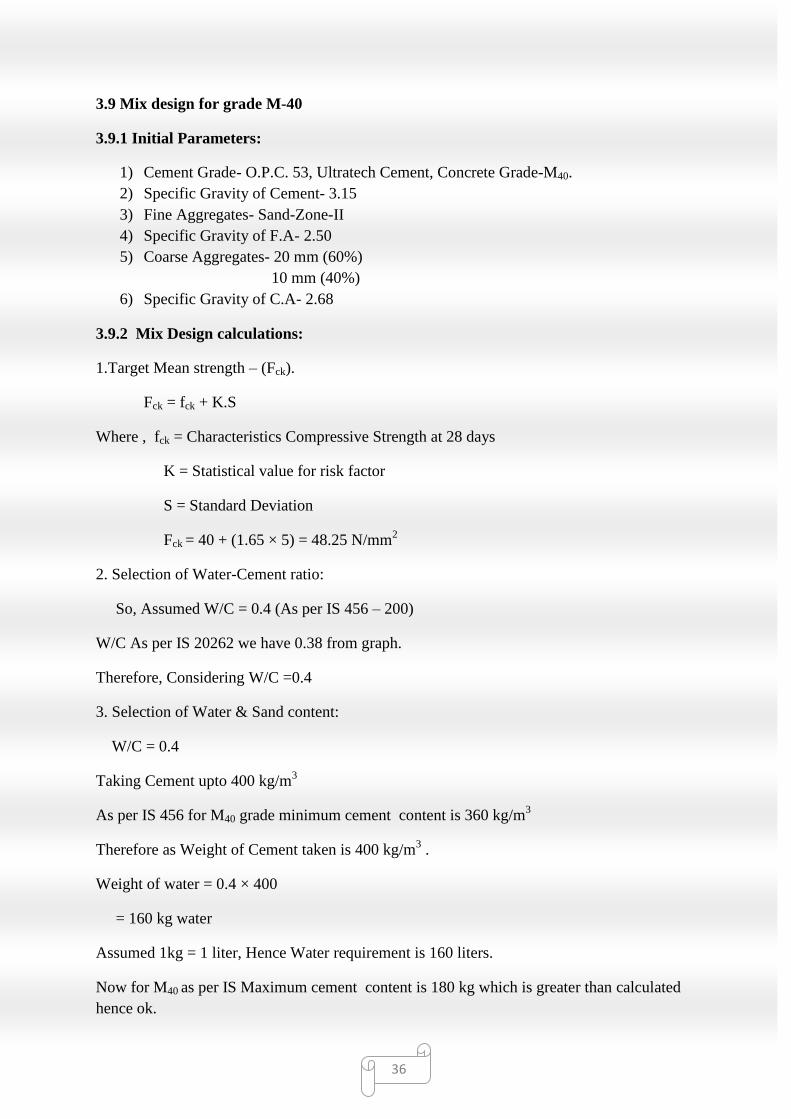
36
3.9 Mix design for grade M-40
3.9.1 Initial Parameters:
1) Cement Grade- O.P.C. 53, Ultratech Cement, Concrete Grade-M40.
2) Specific Gravity of Cement- 3.15
3) Fine Aggregates- Sand-Zone-II
4) Specific Gravity of F.A- 2.50
5) Coarse Aggregates- 20 mm (60%)
10 mm (40%)
6) Specific Gravity of C.A- 2.68
3.9.2 Mix Design calculations:
1.Target Mean strength – (Fck).
Fck = fck + K.S
Where , fck = Characteristics Compressive Strength at 28 days
K = Statistical value for risk factor
S = Standard Deviation
Fck = 40 + (1.65 × 5) = 48.25 N/mm2
2. Selection of Water-Cement ratio:
So, Assumed W/C = 0.4 (As per IS 456 – 200)
W/C As per IS 20262 we have 0.38 from graph.
Therefore, Considering W/C =0.4
3. Selection of Water & Sand content:
W/C = 0.4
Taking Cement upto 400 kg/m3
As per IS 456 for M40 grade minimum cement content is 360 kg/m3
Therefore as Weight of Cement taken is 400 kg/m3 .
Weight of water = 0.4 × 400
= 160 kg water
Assumed 1kg = 1 liter, Hence Water requirement is 160 liters.
Now for M40 as per IS Maximum cement content is 180 kg which is greater than calculated
hence ok.
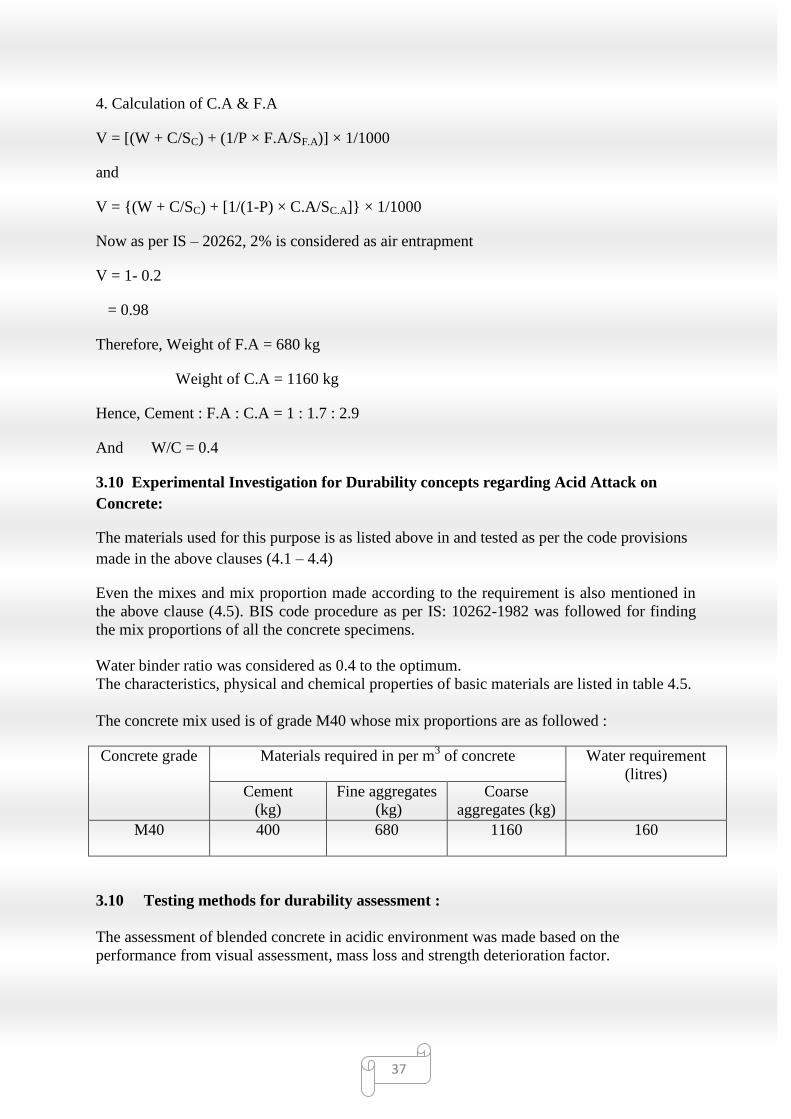
37
4. Calculation of C.A & F.A
V = [(W + C/SC) + (1/P × F.A/SF.A)] × 1/1000
and
V = {(W + C/SC) + [1/(1-P) × C.A/SC.A]} × 1/1000
Now as per IS – 20262, 2% is considered as air entrapment
V = 1- 0.2
= 0.98
Therefore, Weight of F.A = 680 kg
Weight of C.A = 1160 kg
Hence, Cement : F.A : C.A = 1 : 1.7 : 2.9
And W/C = 0.4
3.10 Experimental Investigation for Durability concepts regarding Acid Attack on
Concrete:
The materials used for this purpose is as listed above in and tested as per the code provisions
made in the above clauses (4.1 – 4.4)
Even the mixes and mix proportion made according to the requirement is also mentioned in
the above clause (4.5). BIS code procedure as per IS: 10262-1982 was followed for finding
the mix proportions of all the concrete specimens.
Water binder ratio was considered as 0.4 to the optimum.
The characteristics, physical and chemical properties of basic materials are listed in table 4.5.
The concrete mix used is of grade M40 whose mix proportions are as followed :
Concrete grade
Materials required in per m3 of concrete Water requirement
(litres) Cement
(kg)
Fine aggregates
(kg)
Coarse
aggregates (kg)
M40 400 680 1160 160
3.10 Testing methods for durability assessment :
The assessment of blended concrete in acidic environment was made based on the
performance from visual assessment, mass loss and strength deterioration factor.
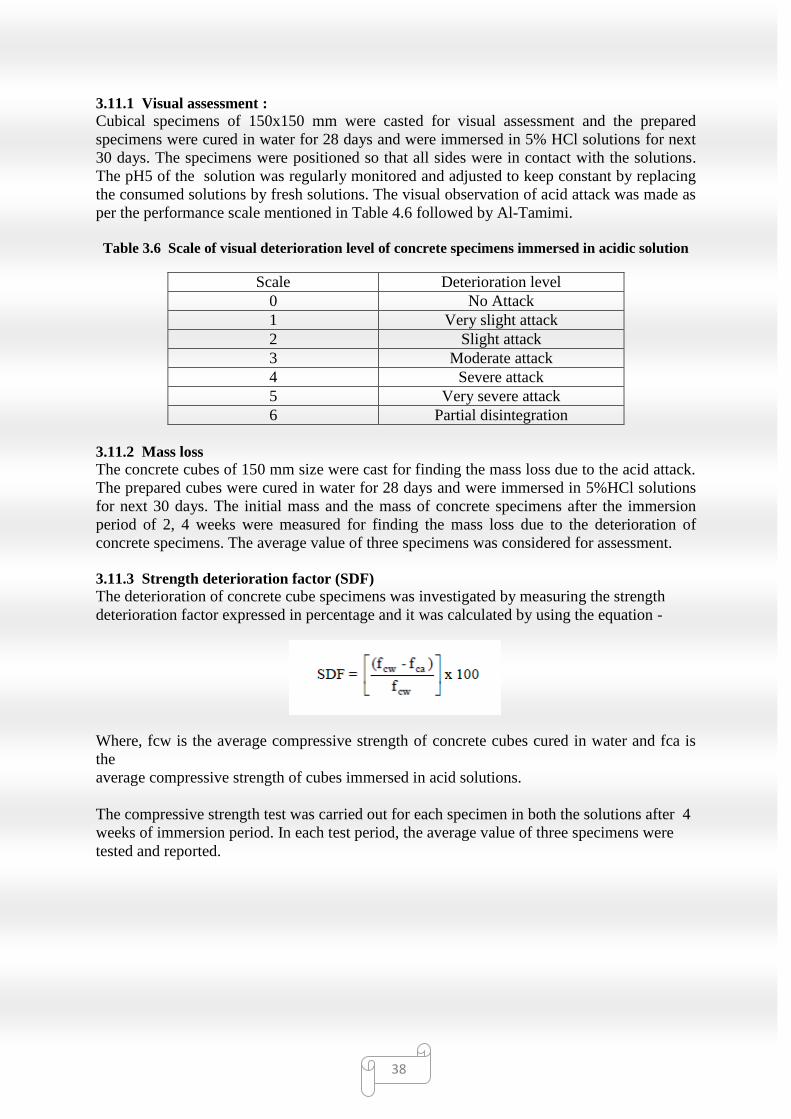
38
3.11.1 Visual assessment :
Cubical specimens of 150x150 mm were casted for visual assessment and the prepared
specimens were cured in water for 28 days and were immersed in 5% HCl solutions for next
30 days. The specimens were positioned so that all sides were in contact with the solutions.
The pH5 of the solution was regularly monitored and adjusted to keep constant by replacing
the consumed solutions by fresh solutions. The visual observation of acid attack was made as
per the performance scale mentioned in Table 4.6 followed by Al-Tamimi. Table 3.6 Scale of visual deterioration level of concrete specimens immersed in acidic solution
Scale Deterioration level
0 No Attack
1 Very slight attack
2 Slight attack
3 Moderate attack
4 Severe attack
5 Very severe attack
6 Partial disintegration
3.11.2 Mass loss
The concrete cubes of 150 mm size were cast for finding the mass loss due to the acid attack.
The prepared cubes were cured in water for 28 days and were immersed in 5%HCl solutions
for next 30 days. The initial mass and the mass of concrete specimens after the immersion
period of 2, 4 weeks were measured for finding the mass loss due to the deterioration of
concrete specimens. The average value of three specimens was considered for assessment.
3.11.3 Strength deterioration factor (SDF)
The deterioration of concrete cube specimens was investigated by measuring the strength
deterioration factor expressed in percentage and it was calculated by using the equation -
Where, fcw is the average compressive strength of concrete cubes cured in water and fca is
the
average compressive strength of cubes immersed in acid solutions.
The compressive strength test was carried out for each specimen in both the solutions after 4
weeks of immersion period. In each test period, the average value of three specimens were
tested and reported.
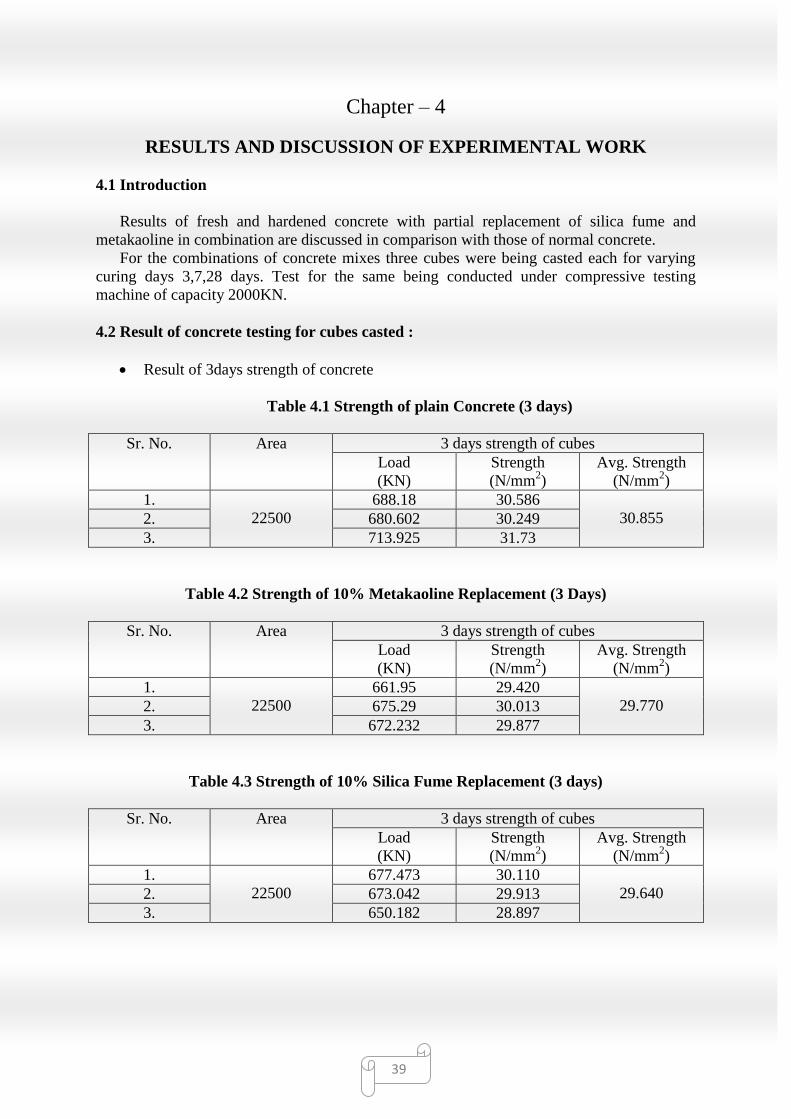
39
Chapter – 4
RESULTS AND DISCUSSION OF EXPERIMENTAL WORK
4.1 Introduction
Results of fresh and hardened concrete with partial replacement of silica fume and
metakaoline in combination are discussed in comparison with those of normal concrete.
For the combinations of concrete mixes three cubes were being casted each for varying
curing days 3,7,28 days. Test for the same being conducted under compressive testing
machine of capacity 2000KN.
4.2 Result of concrete testing for cubes casted :
Result of 3days strength of concrete
Table 4.1 Strength of plain Concrete (3 days)
Sr. No. Area 3 days strength of cubes
Load
(KN)
Strength
(N/mm2)
Avg. Strength
(N/mm2)
1.
22500
688.18 30.586
30.855 2. 680.602 30.249
3. 713.925 31.73
Table 4.2 Strength of 10% Metakaoline Replacement (3 Days)
Sr. No. Area 3 days strength of cubes
Load
(KN)
Strength
(N/mm2)
Avg. Strength
(N/mm2)
1.
22500
661.95 29.420
29.770
2. 675.29 30.013
3. 672.232 29.877
Table 4.3 Strength of 10% Silica Fume Replacement (3 days)
Sr. No. Area 3 days strength of cubes
Load
(KN)
Strength
(N/mm2)
Avg. Strength
(N/mm2)
1.
22500
677.473 30.110
29.640 2. 673.042 29.913
3. 650.182 28.897
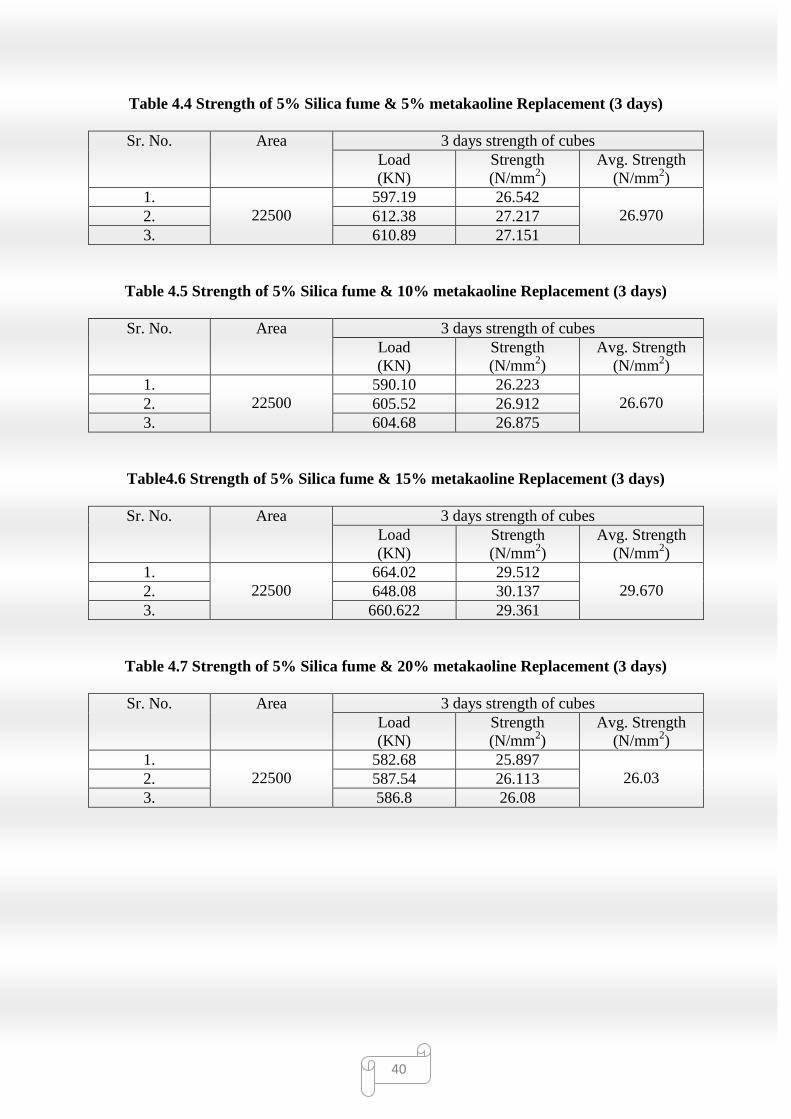
40
Table 4.4 Strength of 5% Silica fume & 5% metakaoline Replacement (3 days)
Sr. No. Area 3 days strength of cubes
Load
(KN)
Strength
(N/mm2)
Avg. Strength
(N/mm2)
1.
22500
597.19 26.542
26.970 2. 612.38 27.217
3. 610.89 27.151
Table 4.5 Strength of 5% Silica fume & 10% metakaoline Replacement (3 days)
Sr. No. Area 3 days strength of cubes
Load
(KN)
Strength
(N/mm2)
Avg. Strength
(N/mm2)
1.
22500
590.10 26.223
26.670 2. 605.52 26.912
3. 604.68 26.875
Table4.6 Strength of 5% Silica fume & 15% metakaoline Replacement (3 days)
Sr. No. Area 3 days strength of cubes
Load
(KN)
Strength
(N/mm2)
Avg. Strength
(N/mm2)
1.
22500
664.02 29.512
29.670 2. 648.08 30.137
3. 660.622 29.361
Table 4.7 Strength of 5% Silica fume & 20% metakaoline Replacement (3 days)
Sr. No. Area 3 days strength of cubes
Load
(KN)
Strength
(N/mm2)
Avg. Strength
(N/mm2)
1.
22500
582.68 25.897
26.03 2. 587.54 26.113
3. 586.8 26.08
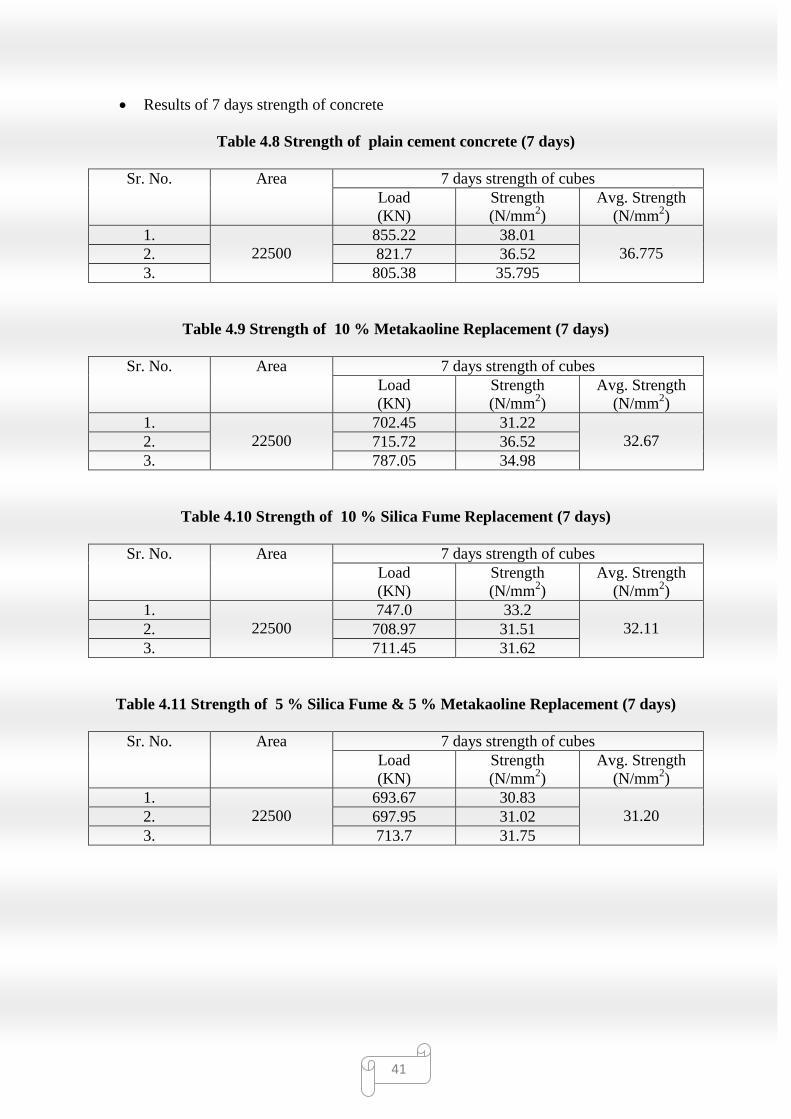
41
Results of 7 days strength of concrete
Table 4.8 Strength of plain cement concrete (7 days)
Sr. No. Area 7 days strength of cubes
Load
(KN)
Strength
(N/mm2)
Avg. Strength
(N/mm2)
1.
22500
855.22 38.01
36.775 2. 821.7 36.52
3. 805.38 35.795
Table 4.9 Strength of 10 % Metakaoline Replacement (7 days)
Sr. No. Area 7 days strength of cubes
Load
(KN)
Strength
(N/mm2)
Avg. Strength
(N/mm2)
1.
22500
702.45 31.22
32.67 2. 715.72 36.52
3. 787.05 34.98
Table 4.10 Strength of 10 % Silica Fume Replacement (7 days)
Sr. No. Area 7 days strength of cubes
Load
(KN)
Strength
(N/mm2)
Avg. Strength
(N/mm2)
1.
22500
747.0 33.2
32.11
2. 708.97 31.51
3. 711.45 31.62
Table 4.11 Strength of 5 % Silica Fume & 5 % Metakaoline Replacement (7 days)
Sr. No. Area 7 days strength of cubes
Load
(KN)
Strength
(N/mm2)
Avg. Strength
(N/mm2)
1.
22500
693.67 30.83
31.20
2. 697.95 31.02
3. 713.7 31.75
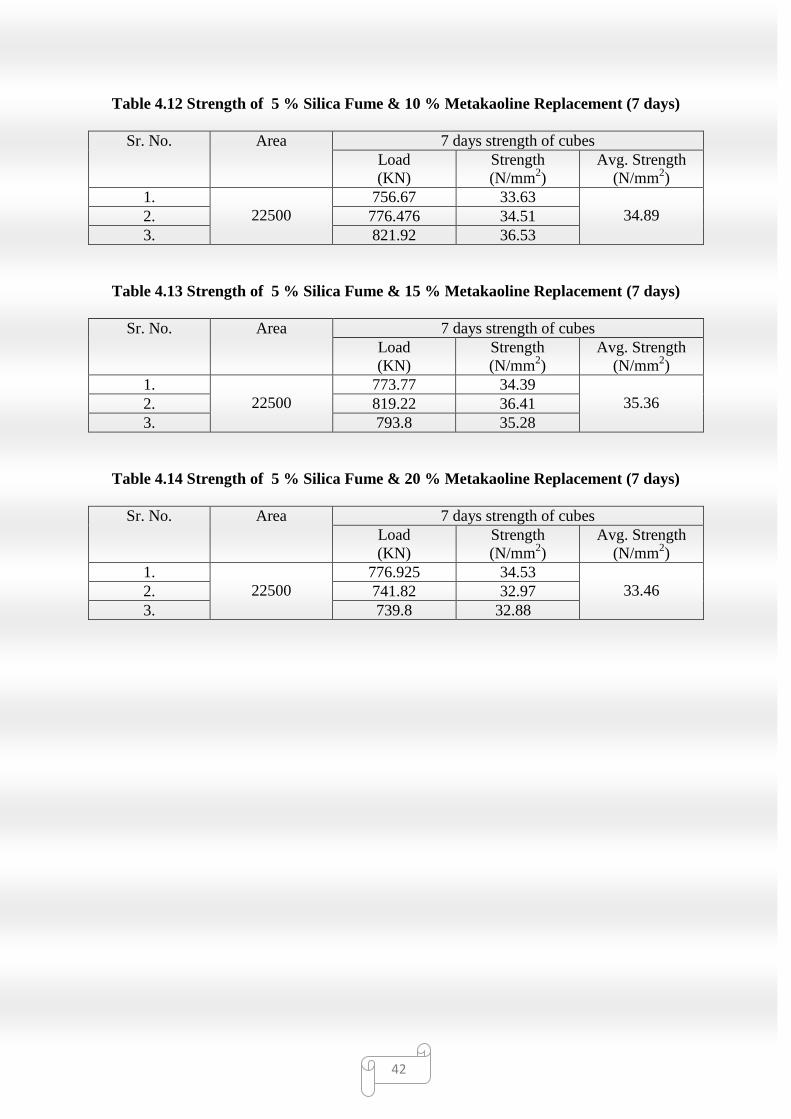
42
Table 4.12 Strength of 5 % Silica Fume & 10 % Metakaoline Replacement (7 days)
Sr. No. Area 7 days strength of cubes
Load
(KN)
Strength
(N/mm2)
Avg. Strength
(N/mm2)
1.
22500
756.67 33.63
34.89 2. 776.476 34.51
3. 821.92 36.53
Table 4.13 Strength of 5 % Silica Fume & 15 % Metakaoline Replacement (7 days)
Sr. No. Area 7 days strength of cubes
Load
(KN)
Strength
(N/mm2)
Avg. Strength
(N/mm2)
1.
22500
773.77 34.39
35.36
2. 819.22 36.41
3. 793.8 35.28
Table 4.14 Strength of 5 % Silica Fume & 20 % Metakaoline Replacement (7 days)
Sr. No. Area 7 days strength of cubes
Load
(KN)
Strength
(N/mm2)
Avg. Strength
(N/mm2)
1.
22500
776.925 34.53
33.46
2. 741.82 32.97
3. 739.8 32.88
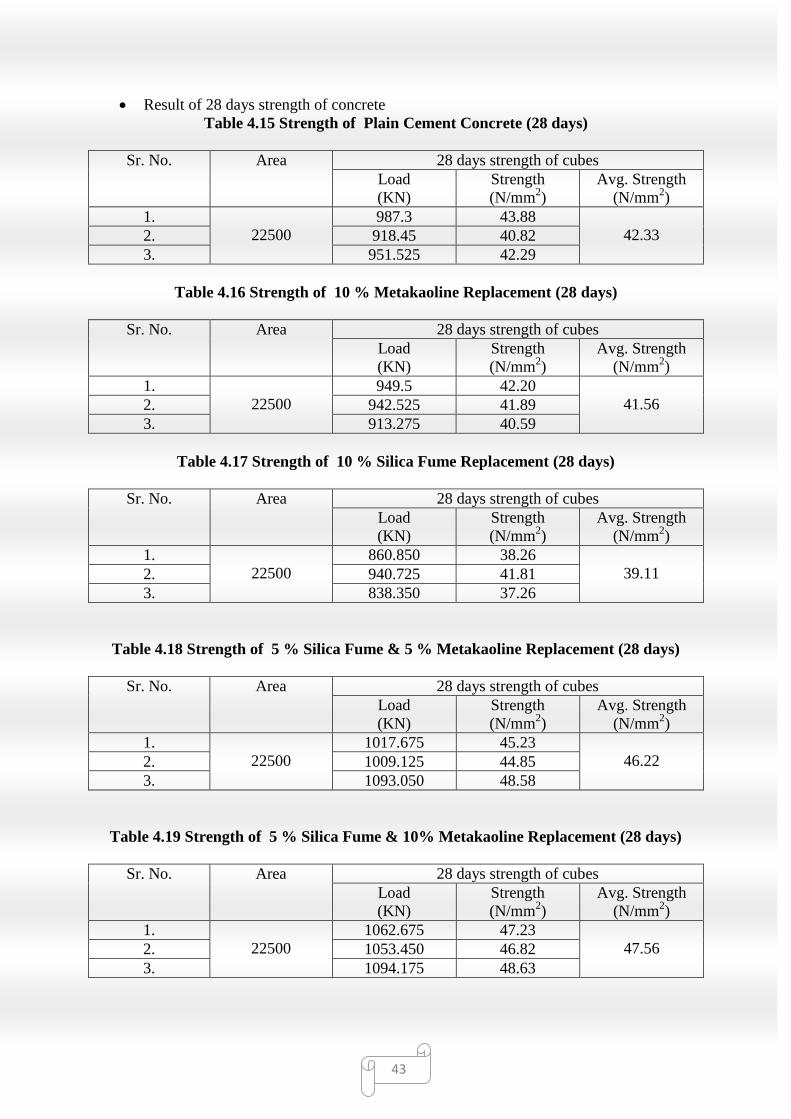
43
Result of 28 days strength of concrete
Table 4.15 Strength of Plain Cement Concrete (28 days)
Sr. No. Area 28 days strength of cubes
Load
(KN)
Strength
(N/mm2)
Avg. Strength
(N/mm2)
1.
22500
987.3 43.88
42.33
2. 918.45 40.82
3. 951.525 42.29
Table 4.16 Strength of 10 % Metakaoline Replacement (28 days)
Sr. No. Area 28 days strength of cubes
Load
(KN)
Strength
(N/mm2)
Avg. Strength
(N/mm2)
1.
22500
949.5 42.20
41.56
2. 942.525 41.89
3. 913.275 40.59
Table 4.17 Strength of 10 % Silica Fume Replacement (28 days)
Sr. No. Area 28 days strength of cubes
Load
(KN)
Strength
(N/mm2)
Avg. Strength
(N/mm2)
1.
22500
860.850 38.26
39.11
2. 940.725 41.81
3. 838.350 37.26
Table 4.18 Strength of 5 % Silica Fume & 5 % Metakaoline Replacement (28 days)
Sr. No. Area 28 days strength of cubes
Load
(KN)
Strength
(N/mm2)
Avg. Strength
(N/mm2)
1.
22500
1017.675 45.23
46.22
2. 1009.125 44.85
3. 1093.050 48.58
Table 4.19 Strength of 5 % Silica Fume & 10% Metakaoline Replacement (28 days)
Sr. No. Area 28 days strength of cubes
Load
(KN)
Strength
(N/mm2)
Avg. Strength
(N/mm2)
1.
22500
1062.675 47.23
47.56
2. 1053.450 46.82
3. 1094.175 48.63
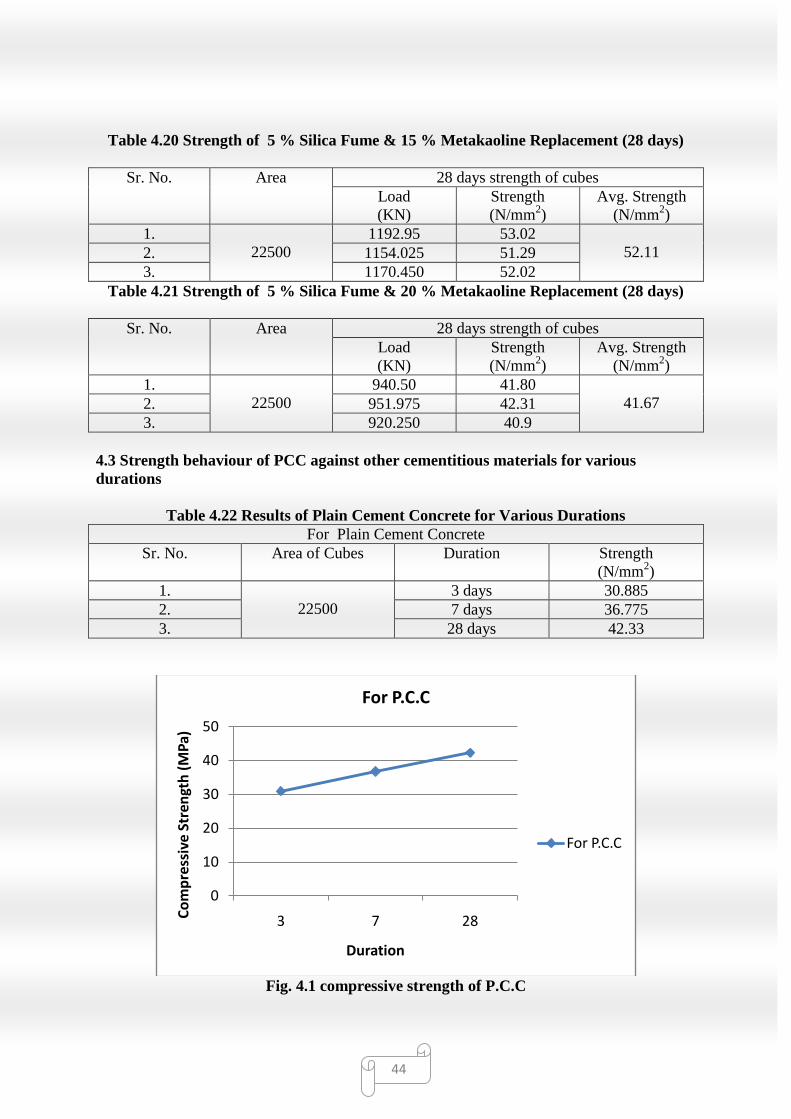
44
Table 4.20 Strength of 5 % Silica Fume & 15 % Metakaoline Replacement (28 days)
Sr. No. Area 28 days strength of cubes
Load
(KN)
Strength
(N/mm2)
Avg. Strength
(N/mm2)
1.
22500
1192.95 53.02
52.11
2. 1154.025 51.29
3. 1170.450 52.02
Table 4.21 Strength of 5 % Silica Fume & 20 % Metakaoline Replacement (28 days)
Sr. No. Area 28 days strength of cubes
Load
(KN)
Strength
(N/mm2)
Avg. Strength
(N/mm2)
1.
22500
940.50 41.80
41.67
2. 951.975 42.31
3. 920.250 40.9
4.3 Strength behaviour of PCC against other cementitious materials for various
durations
Table 4.22 Results of Plain Cement Concrete for Various Durations
For Plain Cement Concrete
Sr. No. Area of Cubes Duration Strength
(N/mm2)
1.
22500
3 days 30.885
2. 7 days 36.775
3. 28 days 42.33
Fig. 4.1 compressive strength of P.C.C
0
10
20
30
40
50
3 7 28Co
mp
ress
ive
Stre
ngt
h (
MP
a)
Duration
For P.C.C
For P.C.C
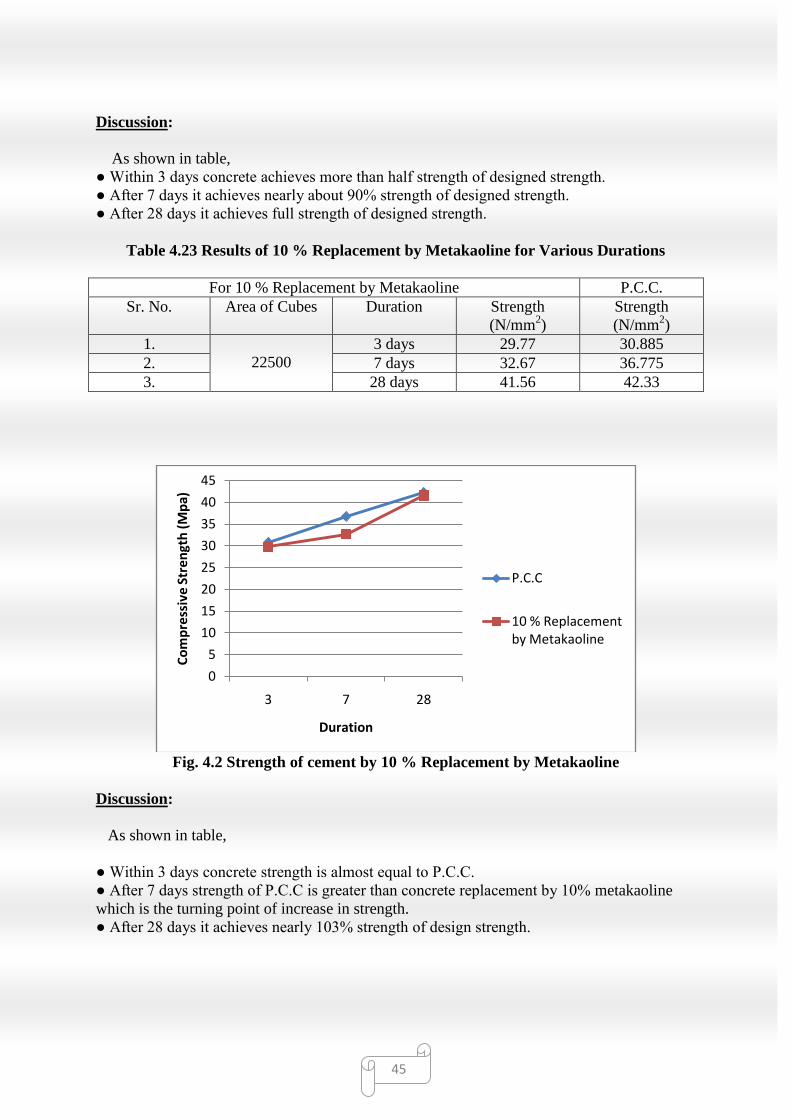
45
Discussion:
As shown in table,
● Within 3 days concrete achieves more than half strength of designed strength.
● After 7 days it achieves nearly about 90% strength of designed strength.
● After 28 days it achieves full strength of designed strength.
Table 4.23 Results of 10 % Replacement by Metakaoline for Various Durations
For 10 % Replacement by Metakaoline P.C.C.
Sr. No. Area of Cubes Duration Strength
(N/mm2)
Strength
(N/mm2)
1.
22500
3 days 29.77 30.885
2. 7 days 32.67 36.775
3. 28 days 41.56 42.33
Fig. 4.2 Strength of cement by 10 % Replacement by Metakaoline
Discussion:
As shown in table,
● Within 3 days concrete strength is almost equal to P.C.C.
● After 7 days strength of P.C.C is greater than concrete replacement by 10% metakaoline
which is the turning point of increase in strength.
● After 28 days it achieves nearly 103% strength of design strength.
0
5
10
15
20
25
30
35
40
45
3 7 28
Co
mp
ress
ive
Str
en
gth
(M
pa)
Duration
P.C.C
10 % Replacement by Metakaoline
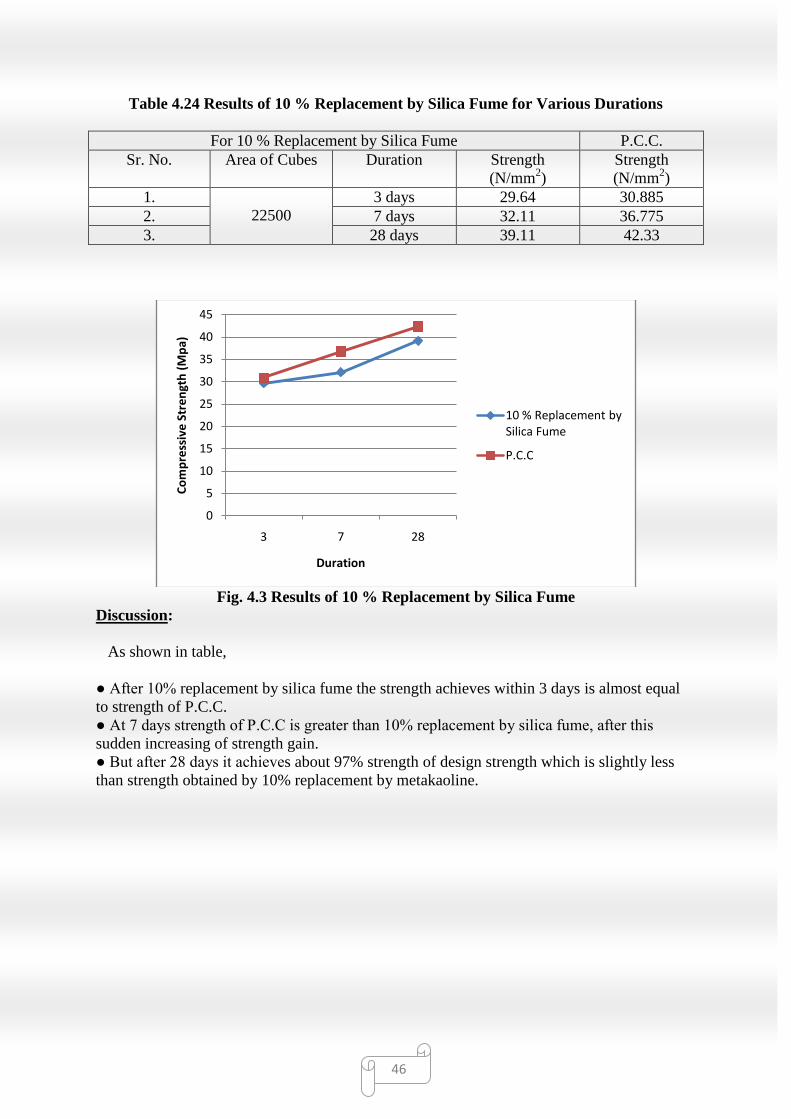
46
Table 4.24 Results of 10 % Replacement by Silica Fume for Various Durations
For 10 % Replacement by Silica Fume P.C.C.
Sr. No. Area of Cubes Duration Strength
(N/mm2)
Strength
(N/mm2)
1.
22500
3 days 29.64 30.885
2. 7 days 32.11 36.775
3. 28 days 39.11 42.33
Fig. 4.3 Results of 10 % Replacement by Silica Fume
Discussion:
As shown in table,
● After 10% replacement by silica fume the strength achieves within 3 days is almost equal
to strength of P.C.C.
● At 7 days strength of P.C.C is greater than 10% replacement by silica fume, after this
sudden increasing of strength gain.
● But after 28 days it achieves about 97% strength of design strength which is slightly less
than strength obtained by 10% replacement by metakaoline.
0
5
10
15
20
25
30
35
40
45
3 7 28
Co
mp
ress
ive
Str
en
gth
(M
pa)
Duration
10 % Replacement by Silica Fume
P.C.C
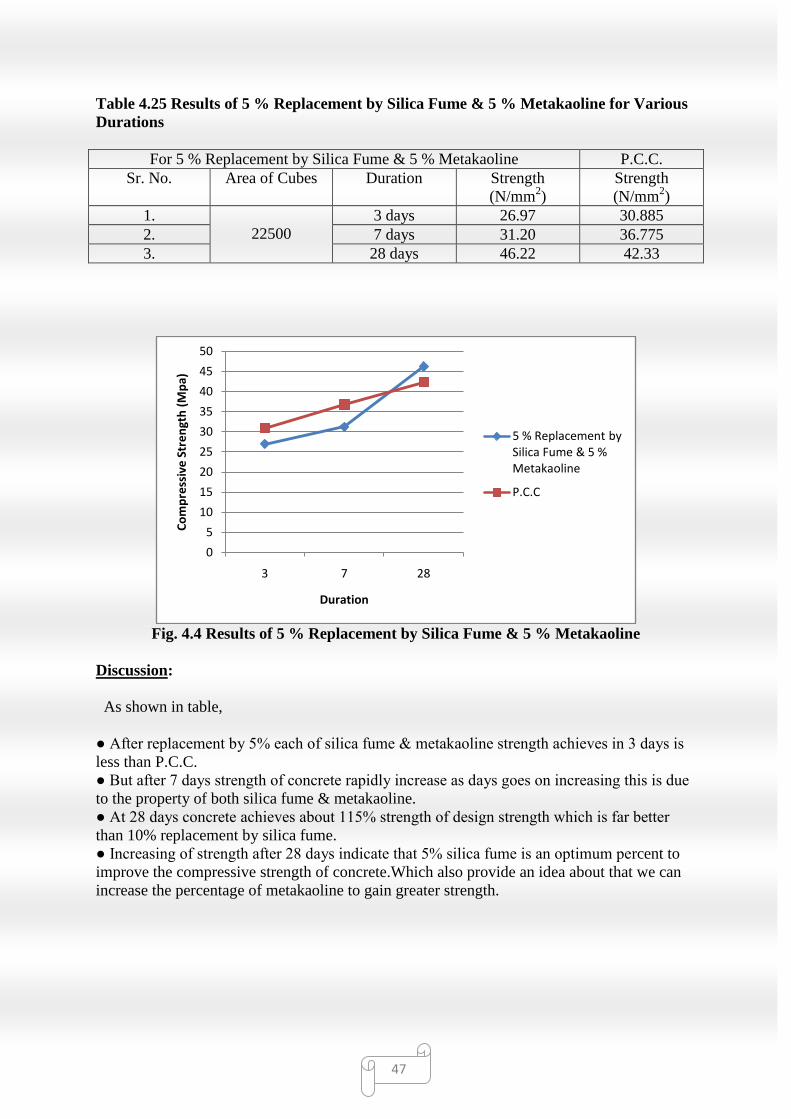
47
Table 4.25 Results of 5 % Replacement by Silica Fume & 5 % Metakaoline for Various
Durations
For 5 % Replacement by Silica Fume & 5 % Metakaoline P.C.C.
Sr. No. Area of Cubes Duration Strength
(N/mm2)
Strength
(N/mm2)
1.
22500
3 days 26.97 30.885
2. 7 days 31.20 36.775
3. 28 days 46.22 42.33
Fig. 4.4 Results of 5 % Replacement by Silica Fume & 5 % Metakaoline
Discussion:
As shown in table,
● After replacement by 5% each of silica fume & metakaoline strength achieves in 3 days is
less than P.C.C.
● But after 7 days strength of concrete rapidly increase as days goes on increasing this is due
to the property of both silica fume & metakaoline.
● At 28 days concrete achieves about 115% strength of design strength which is far better
than 10% replacement by silica fume.
● Increasing of strength after 28 days indicate that 5% silica fume is an optimum percent to
improve the compressive strength of concrete.Which also provide an idea about that we can
increase the percentage of metakaoline to gain greater strength.
0
5
10
15
20
25
30
35
40
45
50
3 7 28
Co
mp
ress
ive
Str
en
gth
(M
pa)
Duration
5 % Replacement by Silica Fume & 5 % Metakaoline
P.C.C
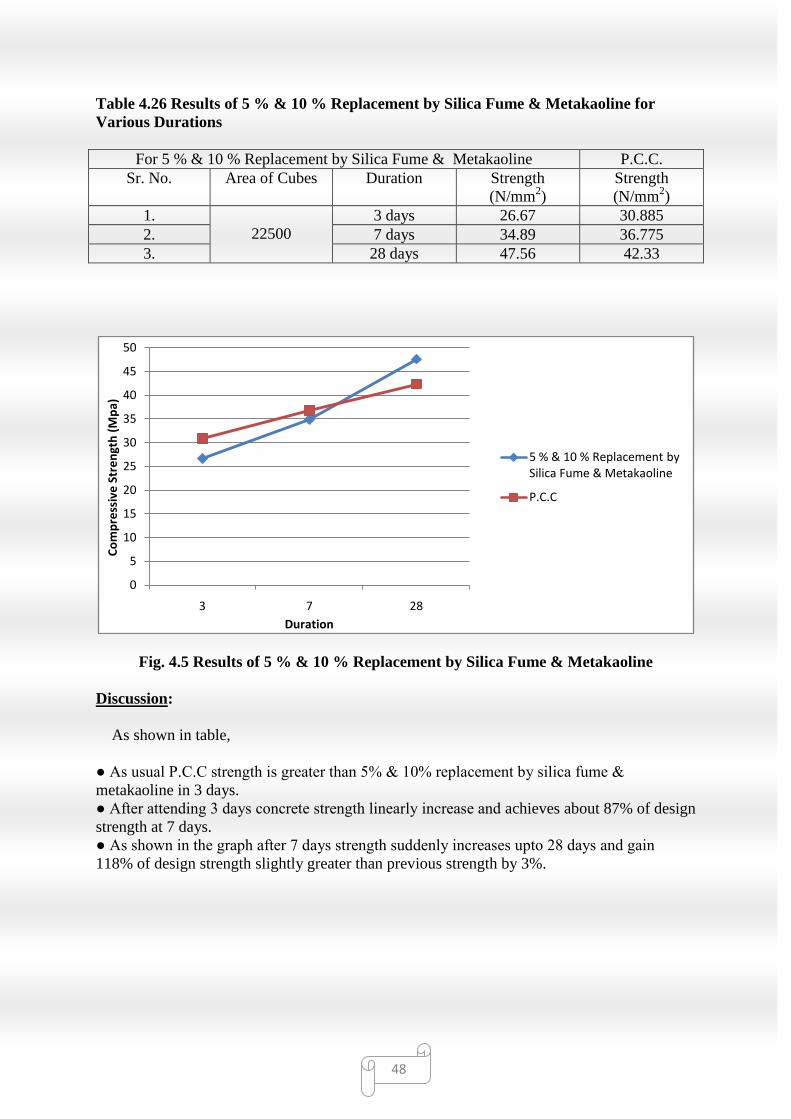
48
Table 4.26 Results of 5 % & 10 % Replacement by Silica Fume & Metakaoline for
Various Durations
For 5 % & 10 % Replacement by Silica Fume & Metakaoline P.C.C.
Sr. No. Area of Cubes Duration Strength
(N/mm2)
Strength
(N/mm2)
1.
22500
3 days 26.67 30.885
2. 7 days 34.89 36.775
3. 28 days 47.56 42.33
Fig. 4.5 Results of 5 % & 10 % Replacement by Silica Fume & Metakaoline
Discussion:
As shown in table,
● As usual P.C.C strength is greater than 5% & 10% replacement by silica fume &
metakaoline in 3 days.
● After attending 3 days concrete strength linearly increase and achieves about 87% of design
strength at 7 days.
● As shown in the graph after 7 days strength suddenly increases upto 28 days and gain
118% of design strength slightly greater than previous strength by 3%.
0
5
10
15
20
25
30
35
40
45
50
3 7 28
Co
mp
ress
ive
Str
en
gth
(M
pa)
Duration
5 % & 10 % Replacement by Silica Fume & Metakaoline
P.C.C
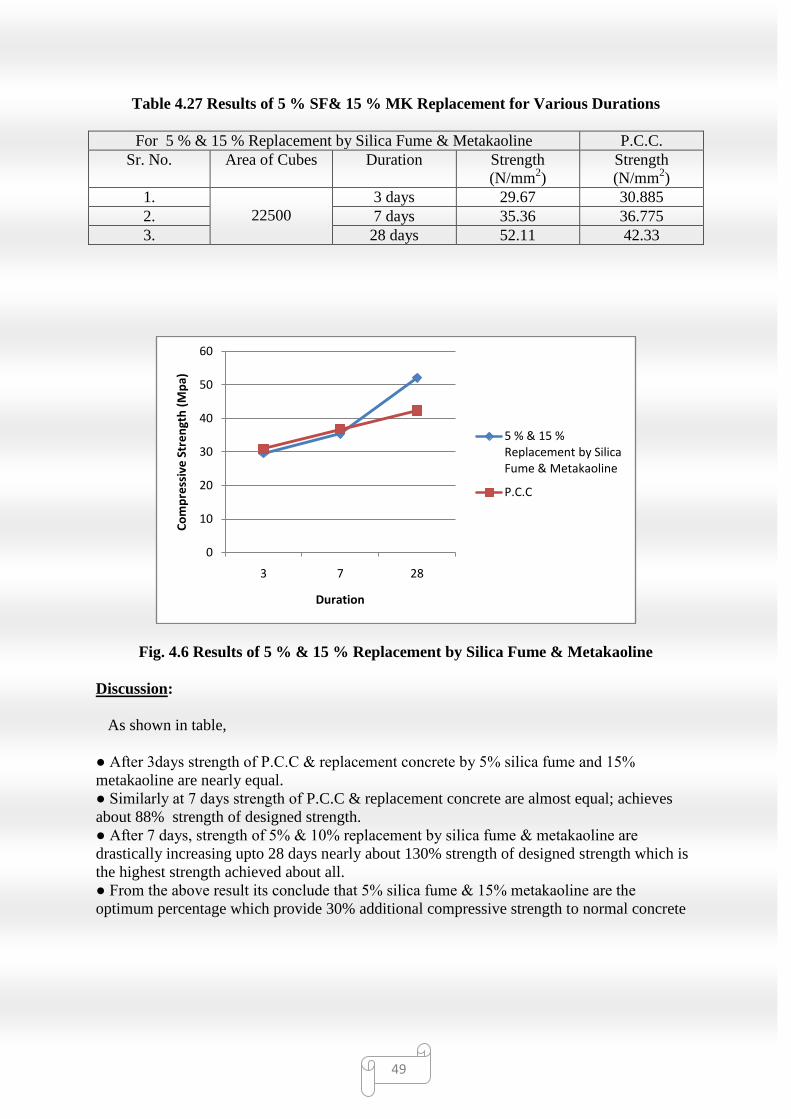
49
Table 4.27 Results of 5 % SF& 15 % MK Replacement for Various Durations
For 5 % & 15 % Replacement by Silica Fume & Metakaoline P.C.C.
Sr. No. Area of Cubes Duration Strength
(N/mm2)
Strength
(N/mm2)
1.
22500
3 days 29.67 30.885
2. 7 days 35.36 36.775
3. 28 days 52.11 42.33
Fig. 4.6 Results of 5 % & 15 % Replacement by Silica Fume & Metakaoline
Discussion:
As shown in table,
● After 3days strength of P.C.C & replacement concrete by 5% silica fume and 15%
metakaoline are nearly equal.
● Similarly at 7 days strength of P.C.C & replacement concrete are almost equal; achieves
about 88% strength of designed strength.
● After 7 days, strength of 5% & 10% replacement by silica fume & metakaoline are
drastically increasing upto 28 days nearly about 130% strength of designed strength which is
the highest strength achieved about all.
● From the above result its conclude that 5% silica fume & 15% metakaoline are the
optimum percentage which provide 30% additional compressive strength to normal concrete
0
10
20
30
40
50
60
3 7 28
Co
mp
ress
ive
Str
en
gth
(M
pa)
Duration
5 % & 15 % Replacement by Silica Fume & Metakaoline
P.C.C
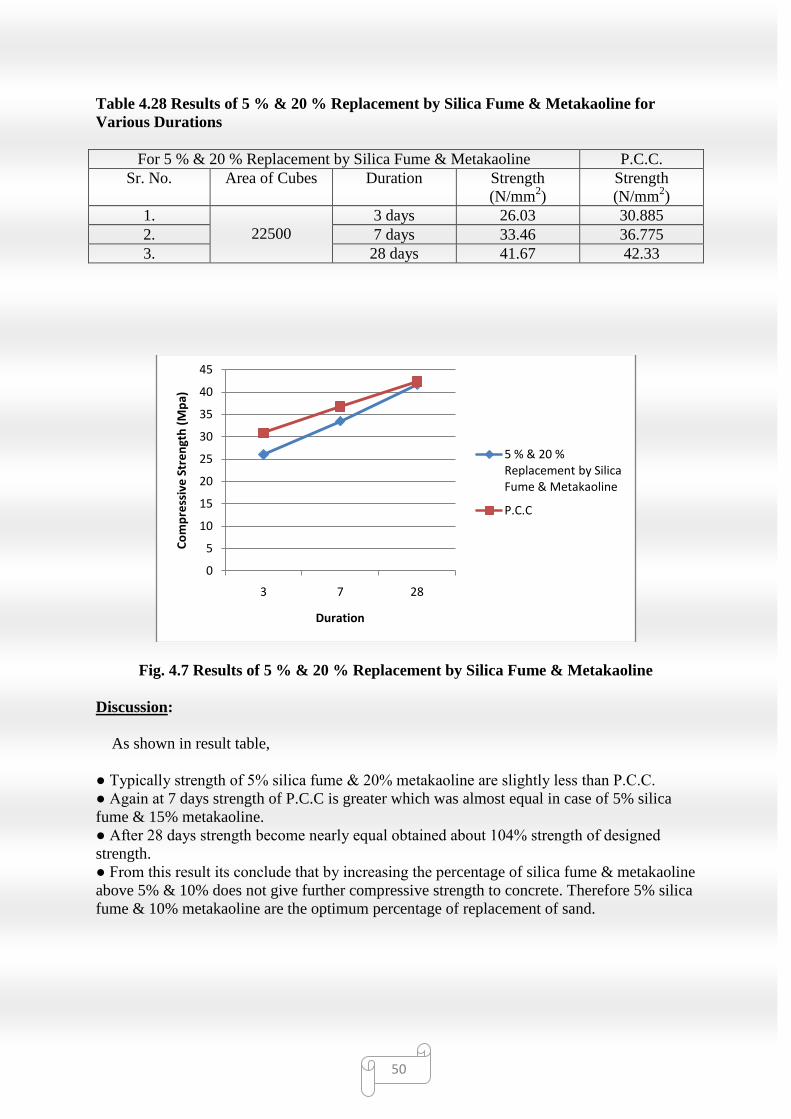
50
Table 4.28 Results of 5 % & 20 % Replacement by Silica Fume & Metakaoline for
Various Durations
For 5 % & 20 % Replacement by Silica Fume & Metakaoline P.C.C.
Sr. No. Area of Cubes Duration Strength
(N/mm2)
Strength
(N/mm2)
1.
22500
3 days 26.03 30.885
2. 7 days 33.46 36.775
3. 28 days 41.67 42.33
Fig. 4.7 Results of 5 % & 20 % Replacement by Silica Fume & Metakaoline
Discussion:
As shown in result table,
● Typically strength of 5% silica fume & 20% metakaoline are slightly less than P.C.C.
● Again at 7 days strength of P.C.C is greater which was almost equal in case of 5% silica
fume & 15% metakaoline.
● After 28 days strength become nearly equal obtained about 104% strength of designed
strength.
● From this result its conclude that by increasing the percentage of silica fume & metakaoline
above 5% & 10% does not give further compressive strength to concrete. Therefore 5% silica
fume & 10% metakaoline are the optimum percentage of replacement of sand.
0
5
10
15
20
25
30
35
40
45
3 7 28
Co
mp
ress
ive
Str
en
gth
(M
pa)
Duration
5 % & 20 % Replacement by Silica Fume & Metakaoline
P.C.C
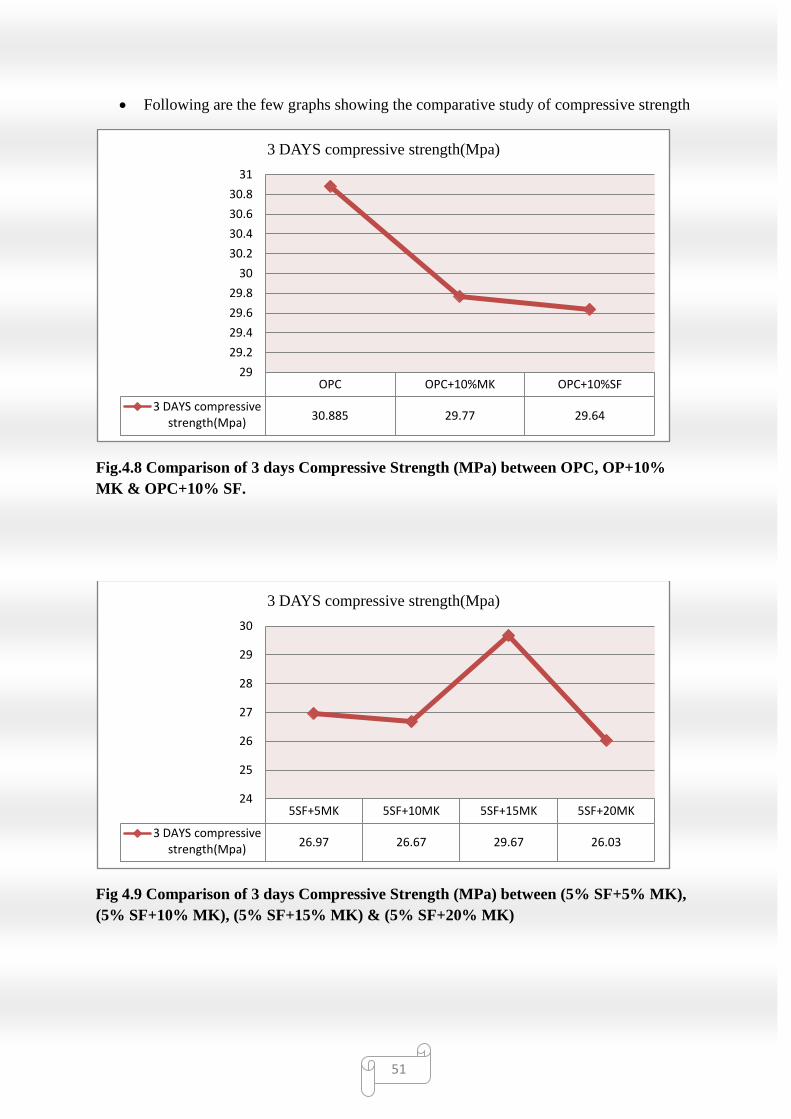
51
Following are the few graphs showing the comparative study of compressive strength
Fig.4.8 Comparison of 3 days Compressive Strength (MPa) between OPC, OP+10%
MK & OPC+10% SF.
Fig 4.9 Comparison of 3 days Compressive Strength (MPa) between (5% SF+5% MK),
(5% SF+10% MK), (5% SF+15% MK) & (5% SF+20% MK)
OPC OPC+10%MK OPC+10%SF
3 DAYS compressive strength(Mpa)
30.885 29.77 29.64
29
29.2
29.4
29.6
29.8
30
30.2
30.4
30.6
30.8
31
3 DAYS compressive strength(Mpa)
5SF+5MK 5SF+10MK 5SF+15MK 5SF+20MK
3 DAYS compressive strength(Mpa)
26.97 26.67 29.67 26.03
24
25
26
27
28
29
30
3 DAYS compressive strength(Mpa)
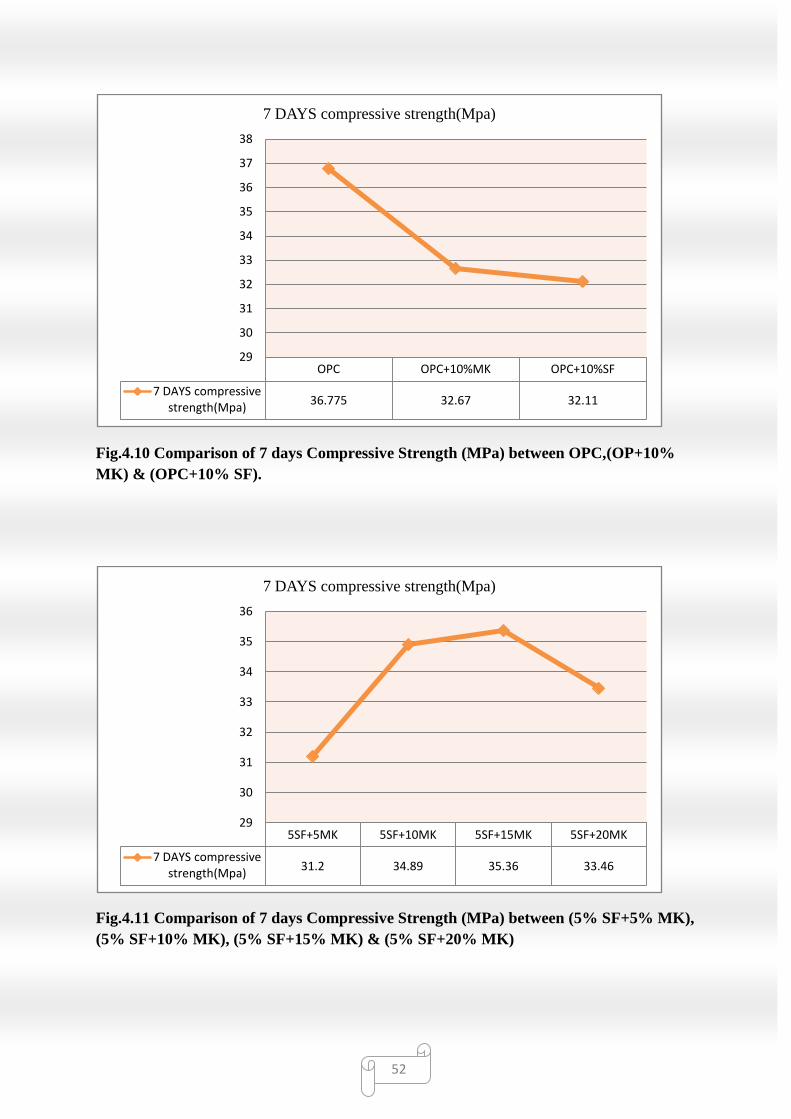
52
Fig.4.10 Comparison of 7 days Compressive Strength (MPa) between OPC,(OP+10%
MK) & (OPC+10% SF).
Fig.4.11 Comparison of 7 days Compressive Strength (MPa) between (5% SF+5% MK),
(5% SF+10% MK), (5% SF+15% MK) & (5% SF+20% MK)
OPC OPC+10%MK OPC+10%SF
7 DAYS compressive strength(Mpa)
36.775 32.67 32.11
29
30
31
32
33
34
35
36
37
38
7 DAYS compressive strength(Mpa)
5SF+5MK 5SF+10MK 5SF+15MK 5SF+20MK
7 DAYS compressive strength(Mpa)
31.2 34.89 35.36 33.46
29
30
31
32
33
34
35
36
7 DAYS compressive strength(Mpa)
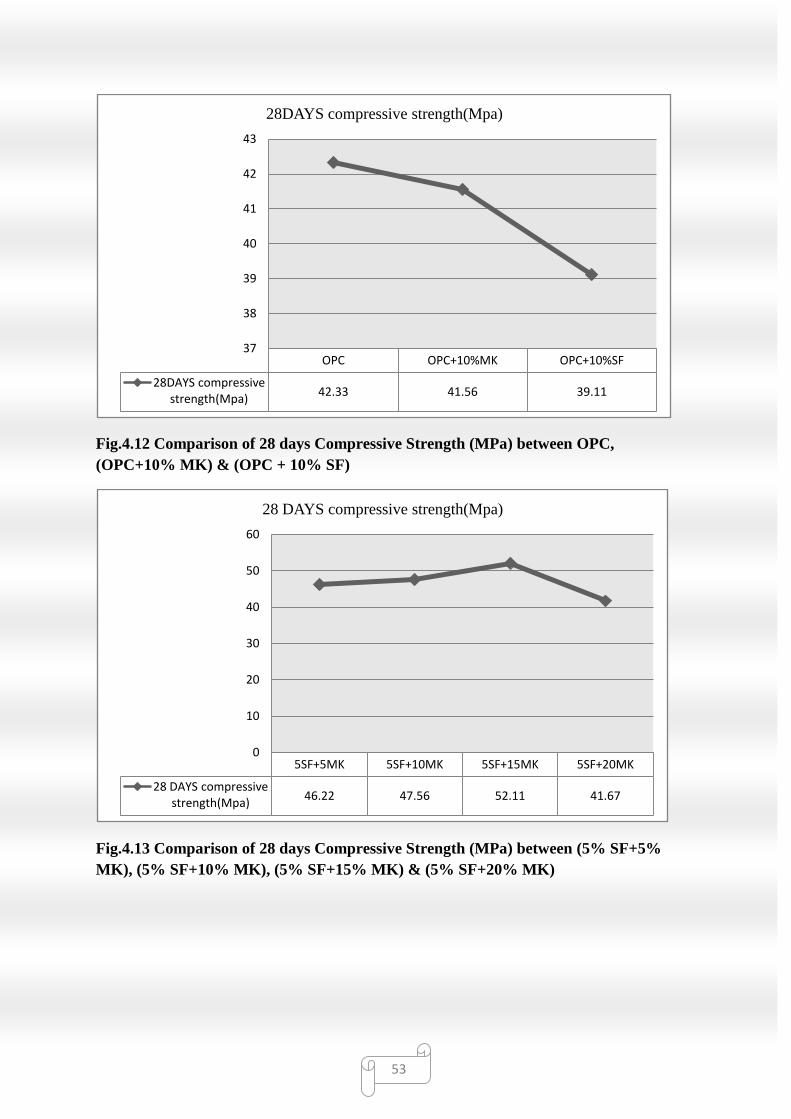
53
Fig.4.12 Comparison of 28 days Compressive Strength (MPa) between OPC,
(OPC+10% MK) & (OPC + 10% SF)
Fig.4.13 Comparison of 28 days Compressive Strength (MPa) between (5% SF+5%
MK), (5% SF+10% MK), (5% SF+15% MK) & (5% SF+20% MK)
OPC OPC+10%MK OPC+10%SF
28DAYS compressive strength(Mpa)
42.33 41.56 39.11
37
38
39
40
41
42
43
28DAYS compressive strength(Mpa)
5SF+5MK 5SF+10MK 5SF+15MK 5SF+20MK
28 DAYS compressive strength(Mpa)
46.22 47.56 52.11 41.67
0
10
20
30
40
50
60
28 DAYS compressive strength(Mpa)
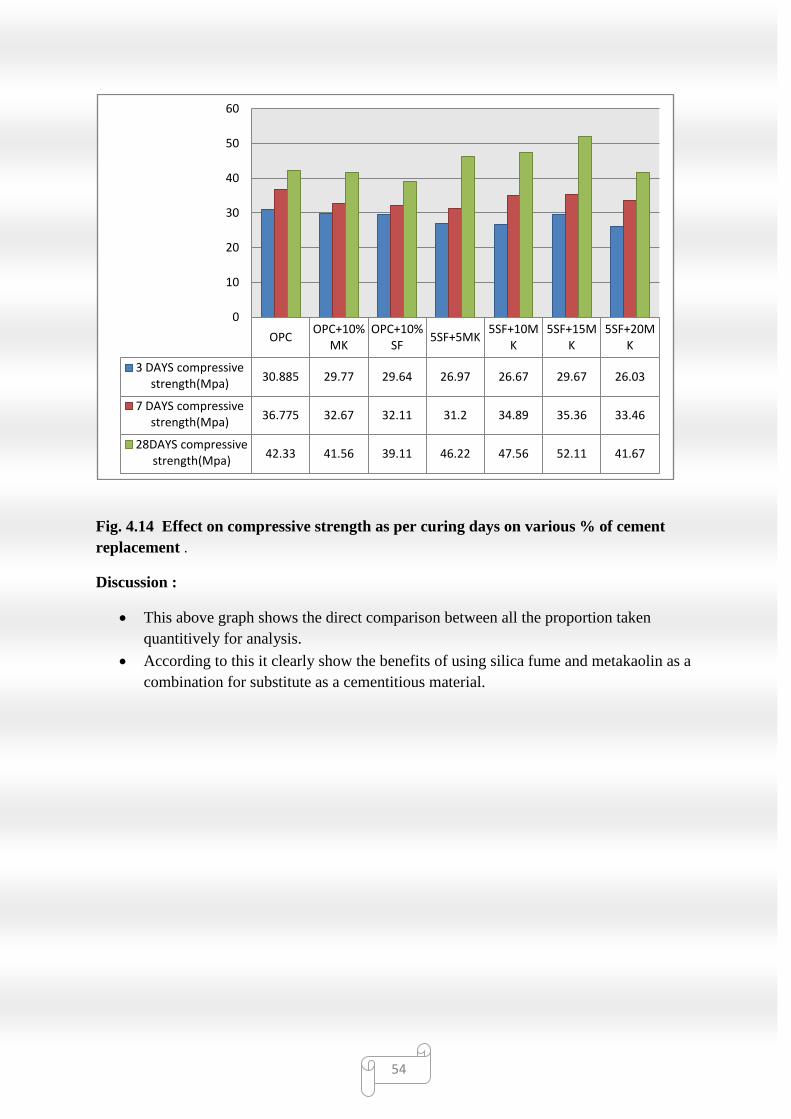
54
Fig. 4.14 Effect on compressive strength as per curing days on various % of cement
replacement .
Discussion :
This above graph shows the direct comparison between all the proportion taken
quantitively for analysis.
According to this it clearly show the benefits of using silica fume and metakaolin as a
combination for substitute as a cementitious material.
OPCOPC+10%
MKOPC+10%
SF5SF+5MK
5SF+10MK
5SF+15MK
5SF+20MK
3 DAYS compressive strength(Mpa)
30.885 29.77 29.64 26.97 26.67 29.67 26.03
7 DAYS compressive strength(Mpa)
36.775 32.67 32.11 31.2 34.89 35.36 33.46
28DAYS compressive strength(Mpa)
42.33 41.56 39.11 46.22 47.56 52.11 41.67
0
10
20
30
40
50
60
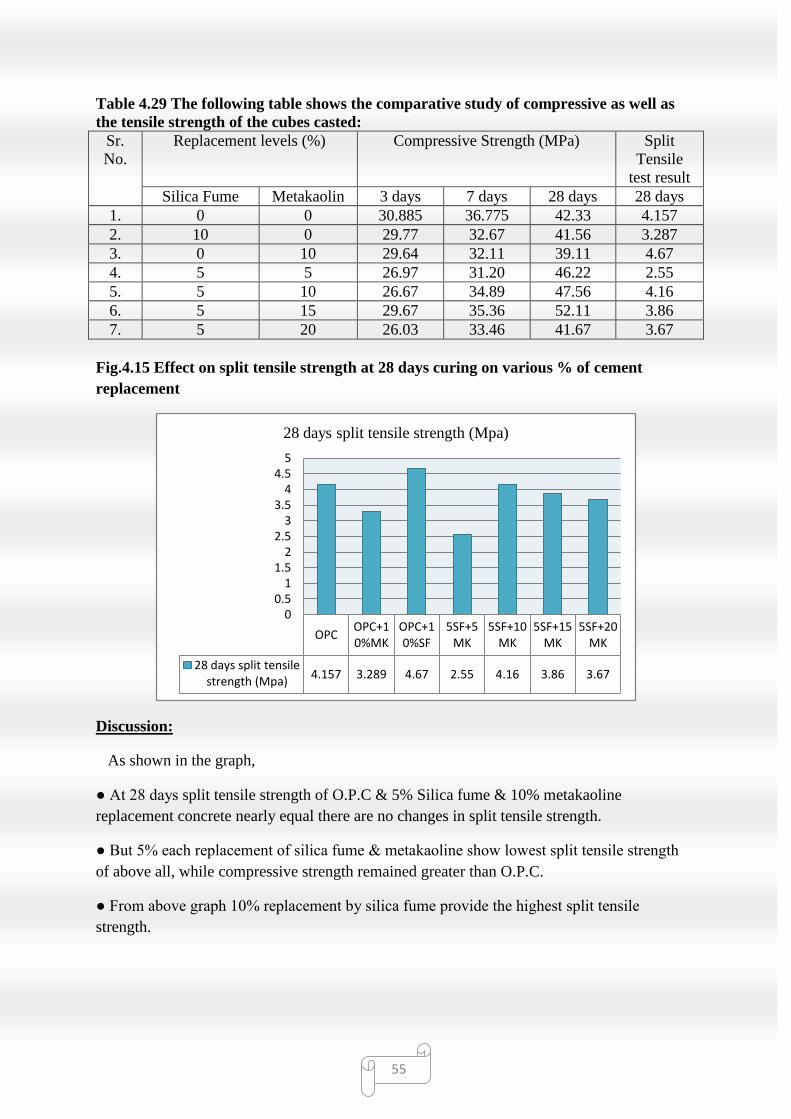
55
Table 4.29 The following table shows the comparative study of compressive as well as
the tensile strength of the cubes casted:
Sr.
No.
Replacement levels (%) Compressive Strength (MPa) Split
Tensile
test result
Silica Fume Metakaolin 3 days 7 days 28 days 28 days
1. 0 0 30.885 36.775 42.33 4.157
2. 10 0 29.77 32.67 41.56 3.287
3. 0 10 29.64 32.11 39.11 4.67
4. 5 5 26.97 31.20 46.22 2.55
5. 5 10 26.67 34.89 47.56 4.16
6. 5 15 29.67 35.36 52.11 3.86
7. 5 20 26.03 33.46 41.67 3.67
Fig.4.15 Effect on split tensile strength at 28 days curing on various % of cement
replacement
Discussion:
As shown in the graph,
● At 28 days split tensile strength of O.P.C & 5% Silica fume & 10% metakaoline
replacement concrete nearly equal there are no changes in split tensile strength.
● But 5% each replacement of silica fume & metakaoline show lowest split tensile strength
of above all, while compressive strength remained greater than O.P.C.
● From above graph 10% replacement by silica fume provide the highest split tensile
strength.
OPCOPC+10%MK
OPC+10%SF
5SF+5MK
5SF+10MK
5SF+15MK
5SF+20MK
28 days split tensile strength (Mpa)
4.157 3.289 4.67 2.55 4.16 3.86 3.67
00.5
11.5
22.5
33.5
44.5
5
28 days split tensile strength (Mpa)
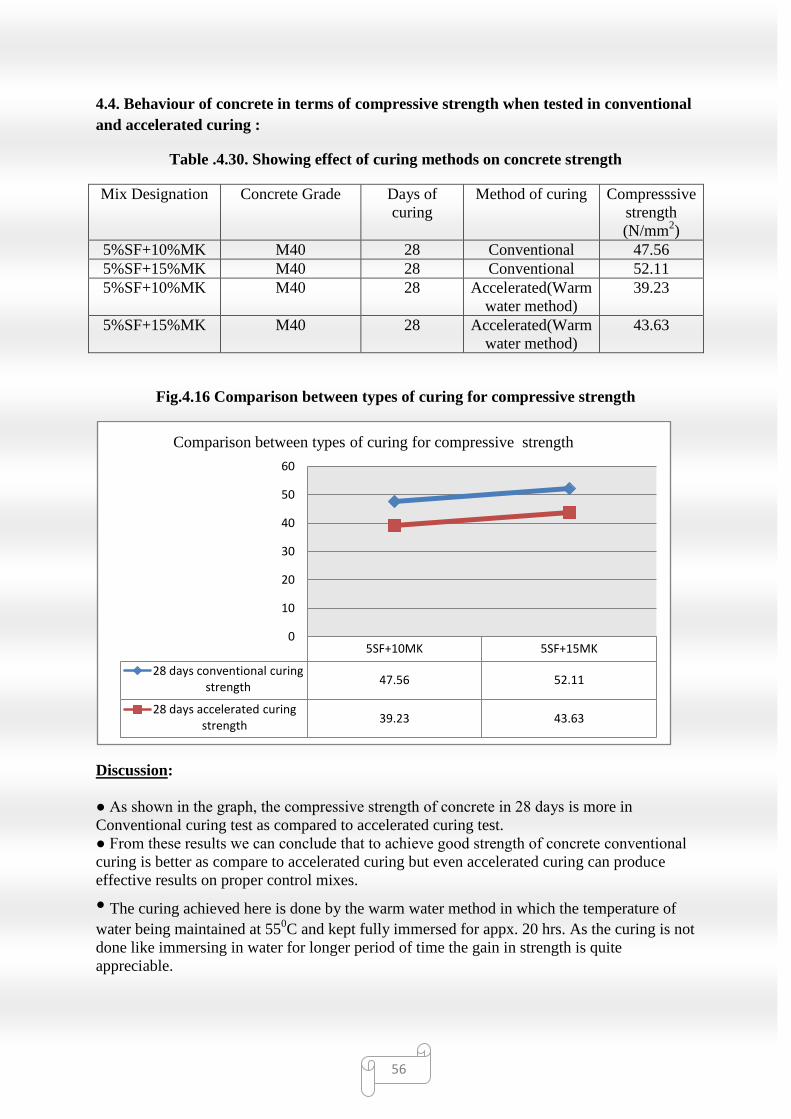
56
4.4. Behaviour of concrete in terms of compressive strength when tested in conventional
and accelerated curing :
Table .4.30. Showing effect of curing methods on concrete strength
Mix Designation Concrete Grade Days of
curing
Method of curing Compresssive
strength
(N/mm2)
5%SF+10%MK M40 28 Conventional 47.56
5%SF+15%MK M40 28 Conventional 52.11
5%SF+10%MK M40 28 Accelerated(Warm
water method)
39.23
5%SF+15%MK M40 28 Accelerated(Warm
water method)
43.63
Fig.4.16 Comparison between types of curing for compressive strength
Discussion:
● As shown in the graph, the compressive strength of concrete in 28 days is more in
Conventional curing test as compared to accelerated curing test.
● From these results we can conclude that to achieve good strength of concrete conventional
curing is better as compare to accelerated curing but even accelerated curing can produce
effective results on proper control mixes.
• The curing achieved here is done by the warm water method in which the temperature of
water being maintained at 550C and kept fully immersed for appx. 20 hrs. As the curing is not
done like immersing in water for longer period of time the gain in strength is quite
appreciable.
5SF+10MK 5SF+15MK
28 days conventional curing strength
47.56 52.11
28 days accelerated curing strength
39.23 43.63
0
10
20
30
40
50
60
Comparison between types of curing for compressive strength
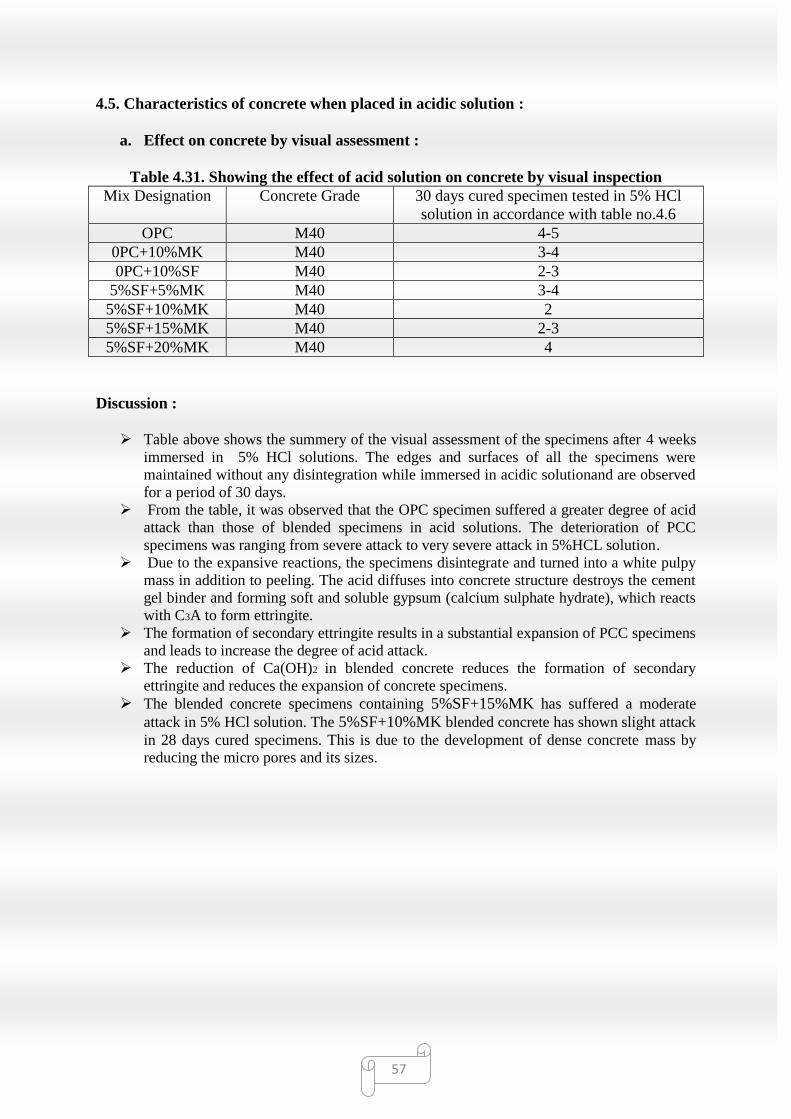
57
4.5. Characteristics of concrete when placed in acidic solution :
a. Effect on concrete by visual assessment :
Table 4.31. Showing the effect of acid solution on concrete by visual inspection
Mix Designation Concrete Grade 30 days cured specimen tested in 5% HCl
solution in accordance with table no.4.6
OPC M40 4-5
0PC+10%MK M40 3-4
0PC+10%SF M40 2-3
5%SF+5%MK M40 3-4
5%SF+10%MK M40 2
5%SF+15%MK M40 2-3
5%SF+20%MK M40 4
Discussion :
Table above shows the summery of the visual assessment of the specimens after 4 weeks
immersed in 5% HCl solutions. The edges and surfaces of all the specimens were
maintained without any disintegration while immersed in acidic solutionand are observed
for a period of 30 days.
From the table, it was observed that the OPC specimen suffered a greater degree of acid
attack than those of blended specimens in acid solutions. The deterioration of PCC
specimens was ranging from severe attack to very severe attack in 5%HCL solution.
Due to the expansive reactions, the specimens disintegrate and turned into a white pulpy
mass in addition to peeling. The acid diffuses into concrete structure destroys the cement
gel binder and forming soft and soluble gypsum (calcium sulphate hydrate), which reacts
with C3A to form ettringite.
The formation of secondary ettringite results in a substantial expansion of PCC specimens
and leads to increase the degree of acid attack.
The reduction of Ca(OH)2 in blended concrete reduces the formation of secondary
ettringite and reduces the expansion of concrete specimens.
The blended concrete specimens containing 5%SF+15%MK has suffered a moderate
attack in 5% HCl solution. The 5%SF+10%MK blended concrete has shown slight attack
in 28 days cured specimens. This is due to the development of dense concrete mass by
reducing the micro pores and its sizes.
58
b. Effect of concrete specimen by mass loss due to acidic action:
Table 4.32. Showing the effect of acid solution on concrete by loss of mass
Mix Designation Concrete Grade Weight of
Concrete blocks
before
immersion in
acid solution
(kg)
Weight of
Concrete blocks
after 30 days
immersion in
acid solution
(kg)
Loss of mass
of concrete due
to acidic
reaction
(%)
OPC M40 8.750 8.130 7.085
0PC+10%MK M40 8.560 8.180 4.439
0PC+10%SF M40 8.600 8.230 4.302
5%SF+5%MK M40 8.550 8.195 4.152
5%SF+10%MK M40 8.500 8.200 3.529
5%SF+15%MK M40 8.650 8.310 3.931
5%SF+20%MK M40 8.560 8.180 4.439
Fig.4.17 & 4.18. Showing graph of mass loss of concrete in acid solution
OPC0PC+10%MK
0PC+10%SF
5%SF+5%MK
5%SF+10%M
K
5%SF+15%M
K
5%SF+20%M
K
Weight of Concrete blocks before immersion in acid solution (kg)
8.75 8.56 8.6 8.55 8.5 8.65 8.56
Weight of Concrete blocks after 30 days immersion in acid
solution (kg)8.13 8.18 8.23 8.195 8.2 8.31 8.18
7.87.9
88.18.28.38.48.58.68.78.8
wei
ght
of
con
cret
e b
lock
s (k
g)
OPC0PC+10
%MK0PC+10
%SF5%SF+5
%MK5%SF+10%MK
5%SF+15%MK
5%SF+20%MK
Loss of mass of concrete due to acidic reaction (%)
7.085 4.439 4.302 4.152 3.529 3.931 4.439
0
1
2
3
4
5
6
7
8
% lo
ss o
f m
ass
in c
on
cret
e
59
Discussion : Figures above display the results of mass loss of control (OPCC) and blended concrete
due to acid attack and the mass loss is consider as a function of time. The resistance of
cement based materials to chemical attack is mainly due to permeability and alkalinity of
concrete mass.
The OPC mix suffered the most deterioration in terms of mass loss when immersed in 5%
HCl solutions. The mass loss at 30 days cured M40 grade PCC specimens was 7.085%.
reaches the 10% loss level within two weeks of immersion period in 5% H2SO4. During
the curing period, level of mass loss increases and it shows that the hydration process of
cementitious materials was not fully completed within 28 days curing.
The development of blended concrete with upto 20% MK replacement level reduces the
mass losses considerably. The mass loss of specimens was approximately reduces 30%–
40% mass loss of PCC when immersed in 5% HCl solutions. The minimum mass loss
was observed in 5%SF+10%MK concrete only. The M40 grade specimens were shown
only less than 10% mass loss within the observation period of 4 weeks.
The results show that the resistance against the acid attack increased when cement
replaced by SF and MK and the main reason for the increased acid resistance of blended
concrete investigated was the formation of dense hardened cement paste and aggregate
interface with low porosities.
The formation of unstable ettringite causes the concrete matrix to be more porous and
susceptible to the acid attack through the capillary pores .
The development of ternary blended concrete with the optimum replacement levels shows
the reduction of secondary unstable ettringite and reduces the acid attack considerably.
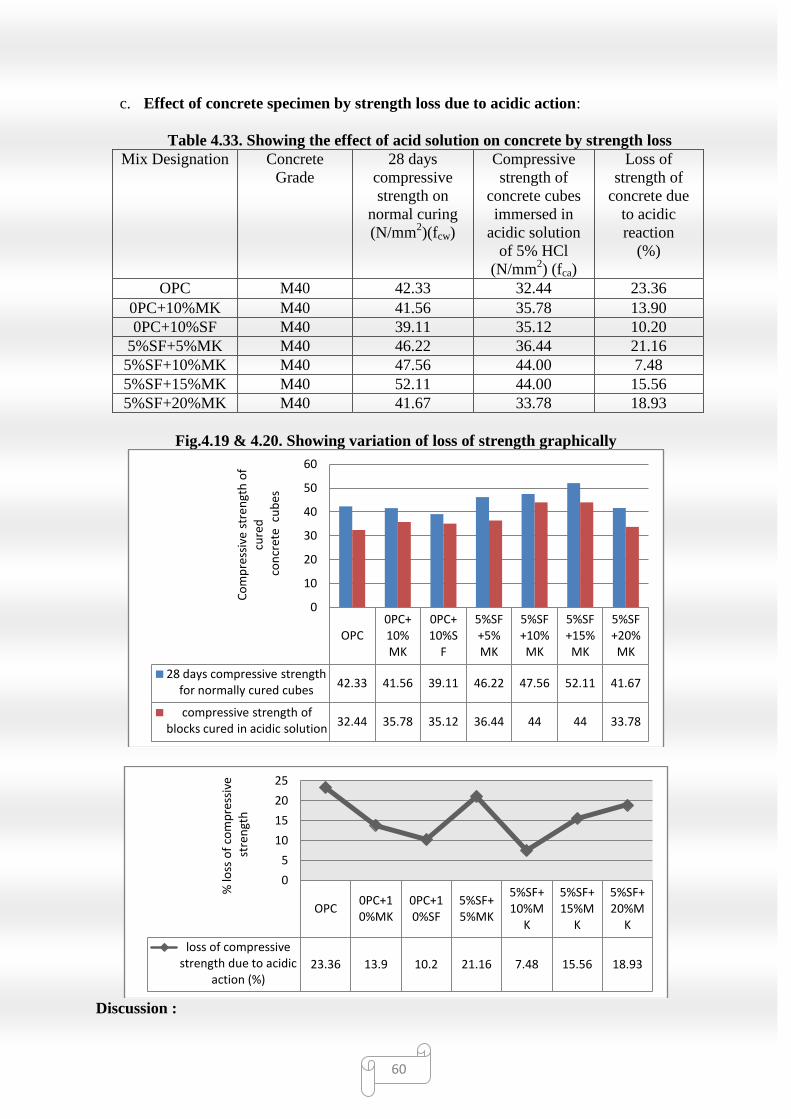
60
c. Effect of concrete specimen by strength loss due to acidic action:
Table 4.33. Showing the effect of acid solution on concrete by strength loss
Mix Designation Concrete
Grade
28 days
compressive
strength on
normal curing
(N/mm2)(fcw)
Compressive
strength of
concrete cubes
immersed in
acidic solution
of 5% HCl
(N/mm2) (fca)
Loss of
strength of
concrete due
to acidic
reaction
(%)
OPC M40 42.33 32.44 23.36
0PC+10%MK M40 41.56 35.78 13.90
0PC+10%SF M40 39.11 35.12 10.20
5%SF+5%MK M40 46.22 36.44 21.16
5%SF+10%MK M40 47.56 44.00 7.48
5%SF+15%MK M40 52.11 44.00 15.56
5%SF+20%MK M40 41.67 33.78 18.93
Fig.4.19 & 4.20. Showing variation of loss of strength graphically
Discussion :
OPC0PC+10%MK
0PC+10%S
F
5%SF+5%MK
5%SF+10%MK
5%SF+15%MK
5%SF+20%MK
28 days compressive strength for normally cured cubes
42.33 41.56 39.11 46.22 47.56 52.11 41.67
compressive strength of blocks cured in acidic solution
32.44 35.78 35.12 36.44 44 44 33.78
0
10
20
30
40
50
60
Co
mp
ress
ive
stre
ngt
h o
f cu
red
con
cret
e c
ub
es
OPC0PC+10%MK
0PC+10%SF
5%SF+5%MK
5%SF+10%M
K
5%SF+15%M
K
5%SF+20%M
K
loss of compressive strength due to acidic
action (%)23.36 13.9 10.2 21.16 7.48 15.56 18.93
0
5
10
15
20
25
% lo
ss o
f co
mp
ress
ive
stre
ngt
h
61
The reduction of compressive strength due to acid attack was expressed in the form of
strength deterioration factor (SDF). Figures above show the SDF at30 days cured
specimens of M40 grade concrete immersed in 5% HCl solution.
The PCC specimens are severely affected the acid attack and hence the SDF values of
PCC specimens were more than 23%. The rate of change SDF for PCC specimen was
observed as rapid change up to 4 weeks of immersion period. The SDF for 5%HCl were
shown in figures above.
Meantime the minimum SDF value of 7.48% was observed in 28 days cured M40 grade
concrete after the immersion period of 4 weeks. The addition of SF and MK in concrete
specimens consumes Ca(OH)2 and develop the secondary hydration products (C-S-H gel)
which reduces the micro pores of concrete and makes dense concrete mass.
The ternary blended concrete specimens are less affected than that of the binary and
control concrete mixes immersed in 5% HCl solutions. The presence of SF offered the
resistance against permeability during early ages and the MK contents prevents the entry
of acidic solutions during the latter ages. The ternary blended combination increases the
impermeability of concrete in the higher order and hence the observed SDF values were
very less than that of the other mixes.
62
Chapter-5
CONCLUSION
Compared to the findings of other studies, it appears that the results of this study do not
cohere with some of the studies although there are some studies agree the optimum metakaolin
replacement is around 10%. Still now the optimum percentage of silica fume alone in testing
produced good results for replacement by upto 10 % where as some study shows that the
optimum is upto 7% . Nevertheless there has been less information regarding the effect on
combination for both when replaced as a combined blend.
These variations are not surprising as the products of hydration and pozzolanic activity
depend on the Portland cement composition, the purity of the metakaolin and the silica fume
along with the water-binder ratio.
In this study, the kaolin samples have silica and alumina content of 81% in accordance
with silica fume influence .It is considered that the kaolin has a high purity and high kaolinite
content. As a result, 15% replacement is sufficient to reduce the calcium hydroxide to the
minimum level and attains the highest compressive strength in 28 days. From the study, it is
clearly reveals that the strength performance of metakaolin is influenced. The performance of
metakaolin has increased with the increment in replacement levels until it reach the optimum
strength. Subsequently, the concrete‘s strength is further enhanced by the pozzolanic reaction.
From the study, it can be concluded that:
Metakaolin is an effective pozzolan and results in enhanced early strength and
ultimate strength of concrete.
Similarly the silica fume used has also enhanced the strength with age of concrete.
The compressive strength of young concrete, say from 1 to 3 days is however for the
control mix was greater but the mix with 5%SF +15%MK also shows good
enhancement of compressive strength.
Thus the compressive strength so achieved for 28 days is highest for the mix of 5%SF
and 15% MK in combination. Thus proving that the maximum replacement can be
upto 20 % of cement which can boost the realization of making better and maximum
replacement so as to make the construction work worth effective as well as pollution
free.
With such type of multiple formulas even the wastes out of the factories could be
effectively used for the recycling and have proper beneficiary utilization.
This is the century for where the demand of construction has grown larger and larger
also will look for cost effective. With this study it shows that even the tensile strength
can be improved. The maximum tensile strength so obtained is for the 10%
replacement by SF .
Silica fume which is known as highly impermeable material also indulges its
properties in the blend and provides effective solutions to leakages in concrete.
Also for the accelerated curing the results shown were compared between the two best
proportions within the blend. It gives appropriately fair results with maximum gain of
strength upto 80% . Thus it also proves that conventional method of curing being time
consuming gives better results for strength gain than any other methods.
63
The PCC specimens of M40 grade concrete were severely deteriorated after
immersion in 5%HCl solutions up to 4 weeks.
The 28 days cured binary blended concrete specimens were suffered moderate acid
attack.
The 28 days cured ternary blended concrete specimens were suffered slight acid
attack.
The mass loss within the concrete was the maximum for OPC condition where as
moderate for the binary and least for the ternary conditions.
Thus as the acid concentration was being maintained throughout the immersion period
of 4 weeks in HCl solution still it shows appropriate mass loss and strength
deterioration.
Even during strength deterioration the most drastically affected was the OPC cubes
where as the least affected was the ternary cubes.
Thus it proves that when cement is blended with certain pozzolanic materials it gives
better results against durability and is safer than the normal cement concrete .
Thus in order to ensure that the project was a intilization of whether the blended concrete can
work better and as per the results and conclusion it can be stated that this blend can give
effective results and in mere future can be used with worth.

64
Photographs related to experimental work done regarding the project
Mixing of ingredients to make concrete cubes
Slump cone test taken in order to ensure the water content and compatibility of concrete

65
Figure shows the vibration of the cube mould after being casted to required volume
Figure shows the compressive test being carried out on blocks after curing for
sufficient period
66
Figure shows the compressive test being carried out on blocks after curing for
sufficient period
Figure shows the compressive test being carried out on blocks after curing for
sufficient period

67
Figure shows the compressive test being carried out on blocks after curing for
sufficient period
Failure of concrete cubes at optimum loading condition

68
Failure of concrete cubes at optimum loading condition
69
BIBLIOGRAPHY
“ A review for characterization of silica fume and its effects on concrete properties‖ by
Mohammad Panjehpour1*, Abang Abdullah Abang Ali1, Ramazan Demirboga1,
Dunster, A.M., Parsonage, J.R. and Thomas, M.J.K. (1999). ―Pozzolanic Reaction of
Metakaolinite and Its Effects on Portland Cement Hydration”. J. Mater. Sci: 1345–1350.
Kostuch, J.A., Walters V. and Jones, T.R. (2000) High Performance Concretes Incorporating
Metakaolin: A Review. University of Dundee.
D.D.L.Chung (2002), ―Review improving cement-based materials by using silica fume”,
Journal of material science, composite materials research laboratory, state university of New
York at Buffalo, USA
M. Mazloom, A.A. Ramezanianpour, J.J. Brooks (2004), ―Effect of silica fume on mechanical
properties of high-strength concrete”.
H. Abdul Razak, H.S. Wong (2004), ―Strength estimation model for high-strength concrete
incorporating metakaolin and silica fume”.
S.Bhanja, B.Sengupta (2004), ―Influence of silica fume on the tensile strength of concrete.
Cement and concrete research‖ Jadavpur University Kolkata, West Bengal, India.
Ali Behnood, Hasan Ziari (2007), ―Effect of silica sume addition and water to cement ratio
on the properties of high-strength concrete after exposure to high temperature”.
“Properties of concrete with metakaolin and fly ash as partial replacement to Cement “
Supriya K. Nalawade, Hemalata K. Munot, Balkrishna Dawari Assistant Professor, College
of Engineering Pune-411005
Brooks JJ, Megat Johari MA (2001) Effect of metakaolin on creep and shrinkage of concrete.
Cem Concr Comp
Bai J, Sabir BB, Wild S, Kinuthia J (2000) Strength development in concrete incorporating
PFA and metakaolin
Gu¨neyisi E, Mermerdas¸ K (2007) ―Comparative study on strength, sorptivity, and chloride
ingress characteristics of aircured and water-cured concretes modified with metakaolin‖.
Mater Struct
“A comparative study of the effects of Silica fume, metakaolin and pfa on the Air content of
fresh concrete” G Christodoulou , School of Technology, University of Glamorgan,
Pontypridd, CF37 1DL, UK
―Pozzolanic and Cementitious materials‖, Ed.V.M. Malhotra and P.K Mehta,
Gordon and Preach Publishers, 1996.
70
Sabir B.B, Wild S. and Khatib J. ―On the workability and strength development of metakaolin
concrete‖ In International Congress on Concrete in the service of Mankind, Concrete for
Environment Enhancement and Protection, Theme 6, Waste Materials and Alternative
Products, University of Dundee (eds R.K Dhir and D.T. Dyer) Spon, London, 1996, pp.651-
662.
―Comparison of Two Metakaolins and a Silica Fume Used as Supplementary Cementitious
Materials‖ J.M. Justice, L.H. Kennison, B.J. Mohr, S.L. Beckwith, L.E. McCormick, B.
Wiggins, Z.Z. Zhang, and K.E. Kurtis
Chan YN, Luo X, Sun W (2000) “Compressive strength and pore structure of high
performance concrete after exposed to high temperature up to 800_C‖. Cem Concr .





























