Embed Size (px)
DESCRIPTION
reactor
Citation preview

Reactor Engineering
Ken K. RobinsonMega-Carbon Company, St. Charles, Illinois, U.S.A.
INTRODUCTION
Reactor and reaction engineering play a vital role inpetroleum and chemical processing. The aim of thisarticle is to acquaint the reader with the interactionbetween reactor design=selection and the characteris-tics of the chemical reaction of interest. Reactor selec-tion and design are the basis of economical and safeoperation. Chemical reactions in petroleum refininginclude a huge spectrum of unique properties. Thisincludes how the reactants are contacted, whether acatalyst is used, how much heat is evolved or absorbed,and how fast the reaction takes place. This articleguides the reader in selecting and designing reactorsthat will best carry out the reactions of interest. Thereactor types discussed focus on those in a petroleumrefinery, but many can be used in chemical processingas well.
This article first describes the ideal reactor types,namely batch, plug flow, and completely mixed reac-tors. Then, the petroleum reactors are discussed basedon whether the reaction occurs in the vapor, liquid, ormixed vapor–liquid phase. More specifically, thenaphtha-processing reactors are examined first, thengradually moving to heavier hydrocarbons, like kero-sene and distillate, that react partially in the liquidand gas phases, and finally ending with a discussion onreactors processing heavy hydrocarbons like petroleumresiduum, which reacts completely in the liquid phase.
THE IMPORTANCE OF REACTORENGINEERING
Commercial refineries represent huge investments incapital. Small errors in equipment sizing or yieldtranslate to millions of dollars in unnecessary expense.Hence, it is extremely important to do the best jobpossible on sizing, modeling, and specifying reactionconditions for petroleum refining reactors. We needto have a clear understanding of reactors in the threestages of development. At the earliest stage, the labora-tory reactors explore new reaction conditions, catalystformulations, or feedstock types. Reaction kineticsmay also be studied at this stage and reaction ratemodels developed, making sure that there are no
confounding factors of the experimental test that willnot scale appropriately to the commercial reactor.
The second stage of development is typically aimedat mimicking commercial operations by employingrecycle streams to achieve realistic simulations of theintegrated process. Isothermal conditions are usuallymaintained in the reactor, but if heat release is aconcern, such as residuum hydrotreating, then it is wiseto run adiabatically so that the adiabatic reactiontemperature can be established and also how muchheat must be removed in the final commercial design.Defining catalyst deactivation, yield patterns, andhow various feed types influence the process are typicalaspects to explore.
Finally, we move to commercial scale and adiabaticoperation. We need to design the commercial reactorso that it is sized properly, can be started up and shutdown safely, and can be operated confidently understeady-state conditions. It is a formidable problemfor reaction engineers, but if they are careful andrigorous, the end product will be a success.
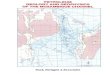
The flow diagram of a gasoline-orientated refinery isshown in Fig. 1. Most important, we look at thenumerous reactors, which can convert feedstocks,sometimes catalytically and at other times with thermalprocessing to more valuable products. The reactors aresummarized in Table 1 with some of the generalcharacteristics.
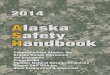
The large spectrum of reactors is shown in Fig. 2with the vertical axis showing the progression from thesimplest types such as a delayed coker (a semibatchreactor) to the highly complex fluid catalytic cracking(FCC) unit, which has both the reaction phase andthe catalyst being transported through the reactor.
REACTOR TYPES/MODELS
Ideal Reactors—A Brief Review
Many types of reactors have entered the field ofpetroleum refining, but they can be roughly dividedinto three types: 1) batch; 2) continuous stirred tankreactor (CSTR); and 3) continuous plug flow. In small-scale studies, the researcher may use a simple pipereactor, which is operated batchwise. The CSTR reac-tor is used in small-scale studies for kinetic studies
Encyclopedia of Chemical Processing DOI: 10.1081/E-ECHP-120040388Copyright # 2006 by Taylor & Francis. All rights reserved. 2557

because the reaction rate is derived directly from theinlet and out concentrations, and it may simulateoperation in a larger commercial reactor such as anebullated bed where the high recycle rate approximatescomplete mixing. For continuous processing, almostany petroleum fraction may be fed over a fixed bedof catalyst in a plug flow reactor, with vapor phaseoperation for naphthas and trickle phase for distillatesand residuum. The reactor performance equations forthese three ideal reactors are given later.
A microbatch reactor (�5ml) such as the tubingbomb reactor is a common, inexpensive device todevelop data. The reactants and, optionally, the cata-lyst are changed in the small reactor, sealed, and thenpressured. To start the reaction, the tubing bomb istypically immersed in a heated fluidized sand bathfor a specified length of time with agitation. Shortlyafter immersion in the heated sand bath, the reactorpressure is increased to a final level, close to commer-cial conditions. To stop the reaction, the microreactoris pulled out of the heated bath and rapidly quenchedin a cooling fluid. The defining equations are givenin Eq. (1).
Batch reactor equations
t ¼ CAo
Z x
o
dx
�rA t ¼ NAo
W
Z x
o
dx
�r0AðthermalÞ ðcatalyticÞ
ð1Þ
where
t ¼ time
CAo¼ feed concentration of A
x ¼ fractional conversion of A
rA ¼ reaction rate (mol/hr/volume of the reactor),
1
V
dNA
dt
r0A ¼ reaction rate (mol/hr/weight of the catalyst);
1
W
dNA
dt
W ¼ catalyst weight
NAo¼ molar feed rate of A:
The CSTR operates continuously and is frequentlya better tool to obtain kinetic data, if one can afford
AtmCrudeStill
Kero HDS
Diesel HDS
GasesLt Naphtha
Hvy Naphtha
VGO
VacBottoms
Coke
LCCO
SlurryOil
MeOHFuel Oil
MTBE/TAME
Alkylate
ButyleneC3-Olefins
Cat Naphtha
Hvy HydrocrackateLt Hydrocrackate
Lu Arom DieselDiesel/Furn OilJet Fuel
Hvy Reformate
Lt Reformate
Lt NaphthaIsomerate
Chemicals
Iso C4
Butane
C5-C6Isomerization
Reformer FdFractionator
NapthaHDS
CatReformer
ReformateFractionator
Hydrocracker
GasRecovery
C4Isom
AlkylationUnit
C4Dehy
MTBE/TAME
Fluid CatCracker
AromaticsSaturation
Cat FeedHydrotreat
DelayedCoker
VacDistillation
H2Plant
BenZeneSaturation
Crudeoil
Fig. 1 Flow diagram of a gasoline-oriented refinery. (View this art in color at www.dekker.com.)
2558 Reactor Engineering

the time and expense of setting one up. The reactionrate can be derived directly from experimental dataas pointed out by Mahoney.[1] The reactor has no con-centration or temperature gradients, and conversion iscontrolled by changes in feed rate or reactor tempera-ture. A unique aspect of petroleum refining, relative tochemical processing, is that the streams are mixtures ofthousands of compounds. Thus, it is not easy to workwith moles as is common for a simple feed. We must,therefore, frequently use mass rather than moles forthe reactor design equations. A common conventionis to replace space time (J ¼ reactor volume=
volumetric feed rate) with reciprocal space velocity,using 1=WHSV for mass of catalyst=time=mass of feedor 1=LHSV for volume of catalyst=time=volume offeed. The reactor performance equation for a CSTRis given in Eq. (2).
CSTR reactor
V
Q¼ t ¼ CAo
X
rA
W
FAo
¼ X
�r0A1
WHSV¼ X
�r000AðthermalÞ ðcatalyticÞ ð2Þ
SimplestVapor
Naphtha HDS &Cat ReformerPacked Bed Reactor
OlefinIsobutane
Most Complex
Distillate Hydrotreaterand HydrocrackerTrickle Bed Reactor
Resid HydrotreaterEbullated Bedrecycle
ResidHydrogen
Air
Riser
Vac Gas Oil
Naphthavapors
Alkylate
Riser Cat Cracker, FCUPlug flow (reactor)mixed flow (regenerator)
Cascade Alkylation UnitTank-In-Series
Regenerator
Liquid Dist
Hydrogen
Resid
Mid and LightDistillate
Delayed CokerSemi-Batch
Fig. 2 Petroleum refiningreactors. (View this art in colorat www.dekker.com.)
Table 1 Types of reactors in a petroleum refinery
Reactor(s) Type Purpose
Naphtha hydrotreater Vapor phase catalytic Remove S and N from catalytic andvirgin naphtha before catalytic reforming
Catalytic reformer Vapor phase catalytic Convert paraffins to higher-octanearomatics and isoparaffins
Alkylation unit Catalytic liquid phase
(H2SO4 or HF)
Combine isoparaffins with olefins to gasoline
Distillate hydrotreating cat-feedhydrotreater
Trickle phase catalytic Remove S and N and saturate aromatics
Hydrocracker Trickle phase catalytic Convert gas oils, coker gas oil, andlight catalytic cycle oil to lighter products
Fluid catalytic cracker unit Vapor phase catalytic Convert vacuum gas oil to catalytic naphtha
Coker Semibatch thermal Convert residuum to gas oil and coke
Residuum hydrotreater Trickle phase catalytic=thermal Convert heavy residuum to lighter
distillates, removing metals (Ni, V), S, and N
Reactor Engineering 2559

where
t ¼ V=Q; volume of the reactor/volumetric
flow rate
FAo¼ molar feed rate of A
r000A ¼ g=hr=g catalyst
WHSV ¼ weight hourly space velocity
ðg total feed/hr/g catalyst).
The plug flow reactor is probably the most com-monly used reactor in catalyst evaluation because itis simply a tube filled with catalyst that reactants arefed into. However, for catalyst evaluation, it is difficultto measure the reaction rate because concentrationchanges along the axis, and there are frequently tem-perature gradients, too. Furthermore, because the fluidvelocity next to the catalyst is low, the chance for masstransfer limitations through the film around the cata-lyst is high. Eq. (3) is the reactor performance equationfor a plug flow reactor.
Integral plug flow
V
Q¼ t ¼ CAo
Zdx
�rA ðthermalÞor
W
FAo
¼Z
dx
�r0A1
WHSV¼Z
dx
�r000AðcatalystÞ ð3Þ
Commercial Reactor Design and Scale-up
The design of larger commercial reactors provides asignificant challenge because heat effects are typicallysubstantial and vary with the endothermic cat-crackingor reforming reactions to the highly exothermic hydro-treating and hydrocracking reactions; the flow regimedeviates from the ideals of plug flow and perfect mix-ing. We examine commercial reactors in increasingorder of complexity.
Heat Aspects
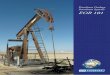
An energy balance is given below in Eq. (4) and isshown graphically in Fig. 3 for the various types ofrefining reactions, with the graph developed byLevenspiel.[2]
Energy balance for reactor
X ¼ CpDT�DHr
ð4Þ
where
Cp ¼ molar heat capacity of stream
ðBTU/lb/mol/FÞDT ¼ temperature difference, outlet minus inlet
�DHr ¼ heat of reaction ðBTU/lb/molÞ:
Endothermic Reactions (Cat-Cracking, Reforming,Coking). In Fig. 3, we see that the fluid cracking unit(FCU) requires heat input to maintain the reactiontemperature in the cracking zone and is shown onthe far right in the endothermic region. Burning cokeoff the catalyst in the regenerator provides this heatand the recirculating catalyst transfers that energy tothe cracking reaction in the riser of the FCU. Cat-cracking involves bond breakage and may be classifiedas endothermic. The second reaction that is highlyendothermic is catalytic reforming. The dehydro-genation reaction is very endothermic and requires areactor system of three to four reactors in series, withinterstage heating between the reactors because thereaction temperature drop in each stage must beincreased so that the reaction rate does not slow downtoo much.
Thermally Neutral (Isomerization). Isomerization,represented by the vertical line in the diagram, involvesskeletal rearrangement of molecules but no change inthe molecular weight. Thus, the reaction does not causeany cooling or heating of the feed stream.
Exothermic (Hydrotreating, Hydrocracking, Alkyla-tion). Many of the petroleum refining reactionsare exothermic. Hydrocracking is very exothermic
Endothermic Exothermic
Reforming Distillate Hydrotreating
Alkylation
Residuum Hydrotreating/Hydrocracking
To, feed temperature
Cat-Cracking
Fig. 3 Heat effects.
2560 Reactor Engineering

owing to aromatic saturation reactions. Although themolecular weight is reduced by the cracking reaction,this is preceded by hydrogenation (HDN) reactions,for example, aromatic ring saturation, which isnecessary before the ring opening can occur. Alkyla-tion is also quite exothermic because higher molecularweight compounds are formed from isobutane andolefins. Distillate and naphtha hydrotreating alsorelease heat when organo-sulfur and nitrogencompounds (i.e., dibenzothiophene and pyridine)are converted to hydrogen sulfide and ammonia,respectively.
Naphtha=light hydrocarbon processing
Catalytic Reforming of Naphtha. Catalytic reformersmay be differentiated as to mechanical design. Thosethat do not employ on-stream regeneration of thecatalyst are fixed-bed processes and are called semire-generative. The regenerative or cyclic processes includethe original hydroforming process (Exxon), ultraform-ing (Amoco), and power forming (Exxon); they arecharacterized by a ‘‘swing’’ reactor in the multiplereactor train that is substituted for the reactor, whichis off-line during regeneration (see Fig. 4).[3,4] The fluidhydroforming employs fluidized bed and the thermoforand hyperforming processes employ moving beds ofcatalyst. Universal Oil Products has developed aunique reforming process, called CCR for continuouscatalyst regeneration, which integrates the reactor withthe regeneration process in a stacked reactor concept.It makes use of a radial flow reactor with a movingbed of catalyst. The CCR platforming process(see Fig. 5) utilizes naphtha boiling in the range of180–400 F to produce high-octane gasoline orpetrochemical precursors. This technology is one ofthe world’s leading reforming processes, with manyunits operating currently. The platforming processprovides refiners with proven, ultra-low-pressure
(50 psig reactor pressure) operation and the highestreforming yields. In gasoline applications, the plat-forming process produces high-octane reformate forunleaded gasoline blending. In reformulated gasolineapplications, the low-pressure, low-severity platform-ing process restores a refinery’s hydrogen balance bymaximizing the yield of hydrogen, even at the requiredlow-octane severities. With appropriate prefractiona-tion, the process produces the low-benzene, low-vapor-pressure material mandated by reformulatedgasoline. The principal problem in the design ofcatalytic reformers is heat balance, with many of thereactions that produce aromatics being very endo-thermic. Cyclic mode is preferred for high aromaticsproduction, while semiregenerative for moderate tohigh severity. Low-octane naphtha is converted tohigh-octane reformate by dehydrogenation and dehy-drocyclization of paraffins to make an aromatic-richproduct. Fig. 4 shows cyclic reforming where anyreactor can be isolated, regenerated, and placed backon-stream. Typical yields and process conditions forthese two processes are listed in Tables 2 and 3.
Catalysts
Reforming catalyst was developed essentially for theproduction of high-octane blending components fromlow-octane naphthas. Hydrogenation–dehydrogenationand acidic catalytic components are required for thevarious reactions that produce high-octane materials.These components are supported on a suitable base.Reforming catalyst has generally used platinum forthe HDN–dehydrogenation function and chlorideactive sites for the acidic function, both supported ongamma alumina. The desirable reactions for octaneproduction are listed below:
1. Dehydrogenation of cyclohexanes to aromatics.2. Dehydroisomerization of cyclopentanes to
aromatics.
Recycle Gas
1 2 3 4
(Swing Rctr)
ReformateProduct
Heavy VirginNaphtha
orLt Hydrocrackate
Fig. 4 Catalytic reforming unit (semiregen-
erative or cyclic).
Reactor Engineering 2561

3. Dehydrocyclization of paraffins to aromatics.4. Isomerization of n-paraffins to isoparaffins.5. Hydrocracking of low-octane, long-chain
paraffins.
Reformer reactor variables
Temperature. Normally, inlet temperatures rangebetween 850 and 1000 F. The temperature at whichthe catalyst beds are held is the primary variableavailable to the refiner to control product quality. Veryhigh temperatures, above 1000 F, can cause thermalreactions that will decrease reformate yields andincrease catalyst deactivation from coke formation.
Space Velocity. Space velocity is defined as volume ofnaphtha processed per hour per volume of catalyst (orweight of naphtha per hour per weight of catalyst). Itdetermines the limits of product quality (i.e., octanenumber). The greater the space velocity, the lowerthe limit, or maximum octane possible. For highlynaphthenic feedstocks, high space velocity can be used.For more paraffinic feedstocks, lower space velocity isrequired to achieve the desired octane number in theproduct.
Pressure. Pressure affects dehydrogenation and hydro-cracking reactions. Increasing the pressure will increasehydrocracking but adversely affect equilibrium aromatic
PLATFORMATE
RECYCLE HYDROGENFEED
SPENTCATALYST
REGENERATEDCATALYST
REGENERATIONSYSTEM
HEATERS
REACTORS
HYDROGEN
STABILIZER
LIGHTENDS TORECOVERY
RECYCLE GAS
COMPRESSOR
LOW PRESSURE
SEPARATOR
HIGH PRESSURE
NETT
SEPARATOR
Fig. 5 CCR reforming process.
Table 2 Yields for semiregenerative and cyclic reforming
Yield Semiregenerative Cyclic
57 API naphtha
30 vol% cycloparaffins57 vol% paraffins53 Research octane No. (RON)
H2 (%) 2.3 2.6
C1–C4 (%) 13.1 11.2
C5þ (%) 78.5 79.1
RON 99 101
2562 Reactor Engineering

formation. Higher pressure reduces carbon depositionon the catalyst and slows down deactivation.
Reformer reactor design aspects
The principal problem in the design of catalytic refor-mers is heat balance. Reactions that produce aromaticsare very endothermic, being partially offset by exother-mic hydrocracking reactions. Large amounts of heatmust be supplied to the reaction zone to keep thetemperature high enough. In fixed-bed units the heat issupplied by reactors in series with intermediate reheat-ing. The largest temperature drop is in the first reactor.
Reactor models
The plug flow model is frequently used to describe cat-alytic reformers. Referring to Eq. (5), we see that oneway to calculate the amount of catalyst needed for aspecified conversion level and naphtha feed rate is tographically integrate the expression on the right-handside of the equation. We do this by plotting 1=rate vs.the fractional conversion, and then compute the area.This area yields a value for 1=WHSV, the ratio ofthe catalyst charge to the oil flow rate. For a multiple-stage reactor, with an endothermic reaction, we havethe plots shown in Fig. 6 for three reactors in series.As the temperature decreases in the reactor, the rateis correspondingly lowered and causes the 1=ratecurves to increase as conversion, x, increases. Theinterstage heaters, between each reactor, bring thenaphtha temperature up for the next reactor stage, sothat the reaction rate is maintained high enough. Thesize of each stage can be computed from the areaand the total area representing either W=Fao or1=WHSV (reciprocal space velocity).
Reactor performance equations for aplug flow reactor
dx
dðW=FaoÞ ¼ �r0A or
dx
dð1=WHSVÞ ¼ �r00A
W=Fao ¼Z
dx
�r0Aor ð1=WHSVÞ ¼
Zdx
�r00Að5Þ
where
x ¼ fractional conversion
W ¼ catalyst charge ðlbÞFao ¼ molar feed rate ðmol/hrÞ
WHSV ¼ weight hourly space velocity
ðlb oil/hr/lb catalystÞr0A ¼ reaction rate ðmol/hr/lb catalystÞr00A ¼ reaction rate ðlb/hr/lb catalystÞ:
The energy balance equations for a plug flow reac-tor are given below in Eq. (6) and relate temperaturechange to either reactor length, z, or reciprocal spacevelocity, 1=WHSV.
Energy balance equations for plug flow reactor
dT
dz¼ r
b
Pð�DHrÞi riGCP
dT
dð1=WHSVÞ ¼P
DHr ri
CP¼
Pai dx
dð1=WHSVÞð6Þ
Table 3 Process conditions for semiregenerative and cyclic reforming
Process variable Semiregenerative mode Cyclic mode
Pressure (psig) 150 (low severity) 350
Temperature (F) 960 960
Feed rate, WHSV 5.5 5.5
Catalyst Pt=Re (0.4=0.4%) Pt=Re (0.4=0.4%)
Octane, (R þ M)=2 93 98
Fig. 6 Plug flow reactors in series.
Reactor Engineering 2563

where
T ¼ temperature (F)
z ¼ reactor length (ft)
rb¼ bulk density of catalyst
G ¼ mass velocity of feed ðlb/hr/ft2ÞCp ¼ heat capacity of feed stream ðBTU/lbÞ
DHr ¼ heat of reaction ðBTU/lb/molÞri ¼ reaction rate of species i
WHSV ¼ space velocity ðlb naphtha/hr/lb catalystÞai ¼ adiabatic temperature rise for reaction i
x ¼ fractional conversion of species i:
If the flow regime in the reactor has some mixingand=or dispersion and deviates slightly from plug flowconditions, then the mass balance can account for thiswith an ‘‘axial dispersion’’ model, a one-parametermodel.[5] The material balance is shown below inEq. (7).
Dispersion model for small amounts of mixing
D
uL
d2x
dZ2� dx
dZþ trbr
0A
CAo
¼ 0 x ¼ 0 at Z ¼ 0
D
uL
d2x
dZ2� dx
dZþ rfr
0A
WHSV CAo
¼ 0 ð7Þdx
dZ¼ 0 at Z ¼ 1
where
xA ¼ conversion
Z ¼ axial position in reactor;z=L
ðdimensionlessÞu ¼ superficial velocity, Q=A
L ¼ reactor length
ðD=uLÞ ¼ dispersion number, 1/Peclet (reactor)
Peclet ¼ Pe0ðdp=LÞdp ¼ catalyst particle diameter
Pe0 ¼ particle Peclet ¼ 20=ðRe=SchmidtÞ þ 1=2
rf¼ fluid density
rb¼ bulk density of catalyst
r0A ¼ reaction rate of A ðmol/hr/ft3reactorÞt ¼ space time ðhrÞ
CAo¼ feed concentration
z ¼ G=ðrbWHSVÞðftÞG ¼ mass velocity, rfu ðlb/hr/ft2Þ:
The second-order differential equation is solvedwith a numerical differential equation solver. Thedispersion number is estimated by first predicting theparticle Peclet number, Pe0, from the equation above.Then, the value of the reactor Peclet number, Pe, ispredicted from the particle Peclet number Pe0 by multi-plying by the ratio of the particle diameter, dp, to thereactor length, L. Pe is the only parameter requiredto solve the dispersion model equation.
Alkylation
In sulfuric acid alkylation, olefins and isobutane reactto form a gasoline blending component at around45 F.[6] This reaction only occurs in the acid phase.Olefins are extremely soluble in sulfuric acid; isobutaneis only slightly soluble. Olefins will polymerize in theabsence of isobutane.
The polymerization reaction competes with thealkylation reaction:
Olefin þ olefin ¼ polymer
Olefin þ isobutene ¼ alkylate
A simplified sketch of an alkylation unit is given inFig. 7. Olefin and isobutane are charged to a refriger-ated stirred reactor. Acid in the reactor effluent isremoved in a settler and recycled to the reactor. Themost commonly used reactor in sulfuric acid alkylationis the Stratco contactor.[7] The principal advantage ofthe Stratco contactor is the high isobutane concentra-tion in the reactor effluent. This is achieved by operat-ing the contactor at a pressure sufficient to suppressvaporization of the isobutane refrigerant recycle. Theheat of the alkylation reaction is removed indirectlyby partially vaporizing the settler effluent through thetube bundle shown in Fig. 8.
The Kellogg cascade autorefrigeration unit, shownin Fig. 9, differs from the Stratco process in that therefrigeration is provided in situ by allowing a propor-tion of the reactants to vaporize within the reactionzone. In the cascade system, dilute olefin concentra-tions are obtained by splitting the olefin feed into anumber of parallel streams, each of which is fed to aseparate reaction compartment containing its ownmixer. Isobutane passes through all of the compartmentsin series, but the olefin-containing feed is dividedamong the several components. The Kellogg cascadealkylation unit can be approximated by a tank-in-series reactor model.
Any olefin-containing hydrocarbon stream may beused to alkylate isobutane. Butenes are the usualalkylating agents, but propylene is also used, and ethy-lene and pentenes are employed to a limited extent.
2564 Reactor Engineering

The chief sources of olefins are cracking operations,especially catalytic cracking. However, olefins can beproduced by the dehydrogenation of paraffins; butanesare dehydrogenated commercially to provide feeds toalkylation. Isobutane is obtained from crude oils, crack-ing operations, catalytic reformers, and natural gas. Tosupplement these sources, n-butane is sometimes isomer-ized. Only small concentrations of diolefins are permissi-ble in feeds to alkylation, particularly for sulfuric acidcatalyst. Diolefins increase the consumption of acid.
Although the majority of early alkylation units usedsulfuric acid as a catalyst, there has been a trend overrecent years in favor of the hydrofluoric (HF) process.Today, the installed capacity of each process is roughlythe same. The HF alkylation process is offered by twolicensors, Universal Oil Products and Phillips Petro-leum. The reaction is carried out at temperaturesbetween 75 and 115 F, which is considerably higherthan the sulfuric acid process.
Rate Models for Alkylation. The rate model todescribe alkylation of isobutane with olefins is compli-cated by the presence of two phases, sulfuric acid andhydrocarbon, and the transfer of reactants betweenthese two phases. As mentioned earlier, the alkylationreaction takes place in the acid phase, with olefinshighly soluble in the acid and isobutane only moder-ately soluble. The isobutane is fed in large excess tocompensate for the lower solubility and the olefin con-centration must be kept low or it will polymerize andform ‘‘red oil,’’ consuming the sulfuric acid catalyst.In Fig. 10, we have shown the film model, with olefinsin the bulk gas phase, transferring first through the gasfilm, then dissolving in the acid, transferring throughthe liquid film, and finally entering the main body ofthe bulk liquid acid phase. The rate expression mustaccount for the mass transport across both the gasand the liquid films as well as the alkylation reactionin the acid phase.
Product*
Settler
Emulsion recycle
Recycle acid
Refrigerant
Chilledfeed*
* Includes recycle isobutane Fig. 7 Simplified sketch of an alkylation unit.
Fig. 8 Stratco contactor for alkylation.
Reactor Engineering 2565

Levenspiel has presented a thorough analysis of themany situations involving multiphase kinetics and theequation that applies to alkylation is given below:[8]
� r000o ¼Po
1=ðkog aÞ þHo=ðkol aEÞ þ Ho=ðk CisoflÞð8Þ
where
�r000o ¼ reaction rate ðmol/hr/ft3 reactorÞPo ¼ olefin partial pressure ðatmÞkog ¼ mass transfer coefficient for gas film
ðmol/ft/hr/atmÞa ¼ superficial area ðft2=ft3 reactorÞ
Ho ¼ Henry’s law constant ðatm/ft3=molÞkol ¼ liquid film mass transfer coefficient
E ¼ liquid film enhancement factor,
rate of transfer with chemical reaction
rate for straight mass transfer
k ¼ reaction rate constant ðft3 liquid/mol/hrÞCiso ¼ liquid concentration ðmol/ft3Þfl ¼ fraction of liquid phase in the reactor:
Reactor design equations
The contacting pattern in two types of alkylation unitsis shown in Fig. 11. More specifically, we see that the
Stratco unit with the single mixer on one end isapproximated by a single mixed tank, as shown inthe upper part of the figure. However, the Kellogg cas-cade unit has a series of compartments with mixers andolefin is sparged into each compartment to keep theconcentration low so that it reacts with the isobutanerather than polymerizing. The tank-in-series modelmay be used to model this type of unit and this isshown in the lower part of the figure. A mass balancecan be made for a stirred tank reactor readily becausethe composition is the same everywhere in the vessel.
Vapors tocompressor
Spent &recycle
acid
Reactoreffluent
Olefin feed
Recycle acid
Isobutane recycleand refrigerant
Fig. 9 The Kellogg cascade autorefrigeration unit for alkylation.
interface
po
poi
Co
Ciso
Ciso
Rate expressionro′′′ = k Co Ciso ff = liq vol/rctr vol
main bodyof liquid
liquid filmgas film
−ro′′′ =Po
1/(kog a) + Ho/(kol a E) + Ho/(k Ciso f)
Co
Fig. 10 Transfer of olefin into acid phase, and then reactionwith I-C4. (View this art in color at www.dekker.com.)
2566 Reactor Engineering

For the case of mass transfer and reaction in anagitated tank contactor, the balance is simply olefinlost by gas ¼ disappearance of olefin by reaction.
Thus, the equation below is the reactor performanceequation for a single stirred tank.
Reactor performance for single stirred tank
FgQ ðPo in � Po outÞ ¼ ð�r000o Þjat exit Vr ð9Þ
where
Fg ¼ molar flow rate of the gasY¼ total pressure
Po in ¼ partial pressure of olefin into reactor
Po out ¼ partial pressure of olefin leaving reactor
�r000o ¼ overall rate of conversion of olefinto alkylate
Vr ¼ total volume of reactor:
To estimate the reactor volume, Vr, the solution isdirect. Evaluate the overall rate, r000o, from knownstream compositions. Then, solve for the reactorvolume. For several tanks in series, each tank is
calculated separately and then the individual tankvolumes are summed up to yield the total volume.
DISTILLATE PROCESSING
Hydrotreating
Hydrodesulfurization (HDS), HDN, and HDN ofpetroleum distillates (i.e., light cycle oil, kerosene,and light gas oil) can be accomplished in a down-flowtrickle bed reactor, filled with cobalt–molybdenum(Co–Mo) or nickel–molybdenum (Ni–Mo) catalyst.Hydrocarbon feed and hydrogen-rich gas are mixed,heated, and contacted with the catalyst. The outletstream is cooled and separated, with hydrogen-richgas recycled and additional makeup hydrogen blendedinto the feed stream; the liquid is stripped to removedissolved hydrogen sulfide and ammonia and then sentto storage. The process flow is shown in Fig. 12 for adistillate hydrotreating unit. In Table 4 are shownthe reactor conditions for three streams varying inboiling point (i.e., naphtha, light catalytic cycle oil,and vacuum gas oil) and impurity content.
In petroleum hydrotreating, both vapor phase andtrickle bed reactors are used for catalytic hydrotreatingof petroleum fractions. Under normal processingconditions, naphthas are completely in the vapor phasewhile higher boiling fractions are hydrotreated in amixed-phase trickle bed reactor. These two types ofcatalytic reactors are discussed extensively.
Fixed-bed catalytic reactors are widely applied to reac-tion systems in which the reactants are present in a singlevapor phase. The scale-up and performance of commer-cial reactors can be predicted from experiments insmall-scale reactors. On the other hand, the mixed-phasetrickle bed reactor is considerably more complex toanalyze and scale up. The performance of trickle bedreactors is influenced by many factors associated withmixed-phase (gas–liquid–solid) processing. Some of
Stratco Unit
Kellogg Cascade Unit
IC4 Alkylate
Alkylate
Olefin
IC4
Olefin
Fig. 11 Contacting patterns for alkylation. (View this art incolor at www.dekker.com.)
HC Feed
Recycle H2
H2
H2S
Lt Components
HydrotreatedProduct
Trickle BedReactor
1 2
3
Fig. 12 Distillate hydrotreating.
Reactor Engineering 2567

these include gas–liquid distribution, catalyst contacting,and mass transport resistances in the gas and liquidphases. To appreciate the complexity of this type ofreactor, a step-by-step description of the reaction processfollows:
1. Gas–liquid distribution: Oil and hydrogen arefed into the top of the reactor and distributeduniformly over the catalyst bed. Further, downthe catalyst bed, flow maldistribution (i.e., chan-neling, wall flow) may take place owing to non-uniform bed properties.
2. Catalyst contacting: Catalyst particles must beactively contacted with fresh reactant to effec-tively utilize the catalyst. Stagnant regions onthe catalyst particles impair overall reactorperformance.
3. Transport of reactants to catalyst: To supplythe catalyst with fresh reactant, several masstransfer steps are involved. The hydrogen mustfirst transfer through the gas–liquid interfacebefore it is in the bulk liquid phase. Then,dissolved hydrogen and oil reactant (sulfur,nitrogen, aromatics) in the bulk phase transferthrough the liquid film around the catalyst toits outer surface. Finally, the reactants diffuseinto the catalyst pores.
4. Catalytic reaction: The reactant moleculeschemisorb on the active sites of the catalystsurface, react, and then desorb off the activesite.
5. Transport of reactants from catalyst: Reactionproducts diffuse out of the catalyst pores, thenthrough the film around the catalyst to the bulkphase, and finally the gaseous product (H2S,NH3, or H2O) transfers through the gas–liquidinterface into the bulk gas phase.
Heat transfer is also an important consideration ina commercial operation, because reactors are operatedadiabatically. The heat release from desulfurization,polyaromatic saturation, etc., produces a temperaturegradient along the catalyst bed, the magnitude directlyproportional to hydrogen consumption. Temperaturecontrol in a multibed commercial reactor frequentlyemploys ‘‘cold-shot cooling’’ between the beds withhydrogen to limit the maximum temperature rise.Other cooling means such as interreactor heat exchan-gers are also used. On the catalyst particle scale, heattransport considerations are usually not important.Interphase (film) and intraparticle temperature gradi-ents are not large because the liquid phase effectivelytransfers heat from the particle.
General Kinetic Rate Model for Mixed-PhaseCatalytic Systems
In general, the rate equation for heterogeneous reactionsaccounts for more than one rate process. This leads oneto ask how processes involving both physical transportand reaction steps can be incorporated into one overall
Table 4 Types of hydrotreaters
Type of reactor
Vapor phase Trickle bed
Purpose Reformer feed treating Distillate HDS Cat-feed hydrotreat
Feed Virgin=cracked naphtha Light cycle oil, diesel Kerosene Vacuum gas oil
Gravity (API)a 62 26 45 17
Boiling range (F) 175–360 310–660 302–490 650–1000
Sulfur (%) 0.001=0.1 1.4 0.5 1.4
Nitrogen (ppm) 4 400 10 6000
Bromine (No.) 0=19 30 — —
H2 consumption (SCFB)b 80 350 150 700
Temperature (F) 550 625 600 700
Pressure (psig) 500 400 350 1000
WHSV (lb=hr=lb catalyst) 6 4 4 1
Catalyst Co–Mo=alumina Ni–Mo=alumina
Recycle gas rate (SCFB) 500 700 400 1500aSpecific gravity ¼ 141.5=(API þ 131.5).bSCFB ¼ Std. ft3 per barrel
2568 Reactor Engineering

rate expression. We can make an analogy with conduc-tive heat transfer, in which a combination of differentresistances is applied to chemical systems. In Fig. 13,we see that when catalyst particles are immersed in aliquid, there are two film resistances, one at the gas–liquid interface and the other on the catalyst surface,that must be accounted for plus the catalytic surfacereaction, which can be influenced by pore diffusion.Thus, we can write the following equation to accountfor all of these physical transport and reaction steps.
H2 þ D ! Products
� rH2¼ PH2
H=ðklaÞ þ H=ðk0asÞ þ H=ðEkCDÞ ð10Þwhere
PH2¼ hydrogen pressure
H ¼ Henry’s law constant ðatm/ft3=molÞkl ¼ liquid film mass transfer coefficient
a ¼ interfacial area between gas and liquid
as ¼ catalyst external area
k0 ¼ catalyst film mass transfer coefficient
E ¼ catalyst effectiveness factor for porediffusion effects
k ¼ rate constant for catalytic reaction
CD ¼ concentration of D in liquid phase:
Plug Flow Reactor Model forMixed-Phase Reactor
The general reactor model for a trickle bed reactor wasderived by Frey and Mosby and appropriately accounts
for partial vaporization of the liquid hydrocarbon as itenters the reactor; a plug flow model is used.[9] Some ofthe hydrocarbon travels downward through the liquidphase, while the portion that is vaporized travels with thehydrogen-rich phase. The reactor model is given belowin Eq. (11) and the energy balance equation follows it.
Rate equation
dx1dð1=WHSVÞ ¼
reaction rate of species i
Pio½ða þ H=OÞ Pv
Pþ ð1 � aÞ� ð11Þ
where
Pio ¼ feed partial pressure of i ðatmÞa ¼ fractional vaporization of liquid feed
xi ¼ fractional conversion of i
H ¼ mol gas/barrel of oil
O ¼ mol oil/barrel of oil
Pv ¼ vapor pressure of oil
P ¼ total pressure
ri ¼ reaction rate of i ðlb/mol/hr/lb catalystÞWHSV ¼ space velocity ðlb oil/hr/lb catalystÞ:Energy balance equation
dT
dð1=WHSVÞ ¼P
ai dxidð1=WHSVÞ
where ai ¼ adiabatic temperature rise per unit ofconversion of i.
Hydrodesulfurization Kinetics
Reactions for removing sulfur, nitrogen, and oxygen,which are present as organic compounds, are charac-terized by replacement of the nonhydrocarbon compo-nent with hydrogen. The nonhydrocarbon componentis hydrogenated (to H2S, NH3, and H2O) and subse-quently removed by stripping and fractionation. Thedesulfurization reaction for single compounds (i.e.,benzothiophene and dibenzothiophene) can be mod-elled with the Frey–Mosby relationship, which has aLangmuir–Hinshelwood form and accounts for inhibi-tion by hydrogen sulfide and aromatics.[10] This workswell for single-sulfur compounds, but it should bepointed out that overall desulfurization kinetics, whichincludes compounds with a large range in reactivity,often behaves more like second order [see Eq. (12)]:
Rate expression
� rs ¼ ks ActPs PH2
ð1 þ KHSPHS þ KARPARÞ2ð12Þ
film
gas-liquid interface
pH2
liquid film main bodyof liquid
CD
catolyst surface
Fig. 13 Multiphase resistances in distillate hydrotreating.(View this art in color at www.dekker.com.)
Reactor Engineering 2569

Performance equation for plug flow reactor
ln1
1 � x¼ ks ActPH2
WHSV 1 � a þ ða þ H=OÞ Pv
P
� �� �� ½1 þ KHSPHS þ KARPAR�2
where Act ¼ catalyst activity.
Denitrogenation Rate Equation
Nitrogen removal is generally more difficult than desul-furization, for several reasons, for instance: 1) side reac-tions yield nitrogen compounds more difficult to removethan the original ones (indole ) quinoline and carba-zole derivatives) and 2) heterocyclic, nitrogen-containingrings must saturate during the hydrogenolysis, and thepresence of large side groups on the ring appears tohinder the reaction sterically. Ho has a comprehensivereview on hydrodenitrogenation catalysis that coversmany topics.[11] The rate of denitrogenation is frequentlydescribed as being first order in nitrogen and hydrogen,as discussed by Satterfield and Yang, and the rate equa-tion is given below as Eq. (13):[12]
�rN ¼ KN ActPNPH2ð13Þ
where
rN ¼ rate of denitrogenation
Act ¼ catalyst activity
PN ¼ partial pressure of nitrogen compounds
PH2¼ partial pressure of hydrogen:
Nitrogen becomes increasingly harder to remove asthe number of aromatic rings increase. More specifi-cally, as we go from single-ring heterocyclic compoundssuch as pyridine to multiring compounds like quino-line, nitrogen removal is significantly more difficult.
Aromatic Saturation Rate Equation(Equilibrium Limited)
The aromatic saturation rate equation is similar inform to denitrogenation with the exception that it isstrongly influenced by chemical equilibrium, insteadof the irreversible form. Levenspiel has developed anintegrated expression for reversible reactions and thisis provided in Eq. (14):[2]
�rA ¼ kA Act½PAPnH2� ð1=KÞPsat�
Ko ¼ kA
ksat¼ e�DGo=RTo ð14Þ
lnðK=KoÞ ¼ �DHR
R
1
T� 1
To
� �
where
DGo ¼ free energy of formation at To
DHR ¼ heat of reactionð� is exothermic,þ is endothermic)
To ¼ temperature understandard conditions
T ¼ reaction temperature
Psat ¼ saturated aromatic pressure
PA ¼ aromatic pressure
kA ¼ rate constant of reaction
Act ¼ catalyst activity foraromatic saturation
R ¼ gas constant
K ¼ equilibrium constant:
ln1
1 � X=Xe
� �
¼ kAActðM þ 1ÞPnH2
WHSVðM þ XeÞ 1 þ a þ ða þ H=OÞ Pv
P
� �where
M ¼ ratio of saturates/aromatics in the
feed stream and
Xe ¼ equilibrium conversion value:
Hydrogen Consumption Estimates forHydrotreating
The hydrogen used in hydrotreating can be predictedfrom the set of equations given in Table 5, which arebased on stoichiometry of model reactions. The formu-las correspond to 1, 3, and 5mol of hydrogen per moleof olefin, sulfur, and nitrogen, respectively.
DISTILLATE HYDROCRACKING
Since the mid-1960s, hydrocracking has become amajor refining process. It is one of the most versatileof modern petroleum processes. Flexibility of opera-tion, with respect to both feedstock and product, hasbeen reported. This flexibility in operation may berelated to the development of specific families of thecatalyst, the design of processing schemes that allowthe catalysts to function efficiently, and the optimumrefining relationships between hydrocracking andother refining processes. Whereas the commercial feed-stocks range from naphtha to residua, there is a widechoice for the product of a hydrocracker.
2570 Reactor Engineering

The hydrocracking catalyst is dual functional: 1)cracking of high molecular weight hydrocarbons and2) HDN of the unsaturates either formed during thecracking step or otherwise present in the feedstock.A typical cracking catalyst is silica–alumina and abase or noble metal serves as a hydrogenating cata-lyst. In a way, HDN helps cracking. The metalHDN sites keep the acid sites of the cracking catalystclean and active by HDN of the coke precursors.During the past several years, interest in zeolite cata-lyst has been relatively high. Zeolites X and Y, andmordenite have been the center of attraction. [13] Zeo-lite, being a superior cracking catalyst compared toamorphous silica–alumina, permits a decrease in reac-tion temperature for the same level of conversion. Themajor HDN components are platinum, nickel, palla-dium, molybdenum, cobalt, etc. These may be alteredby promotion with another metal. Inorganic salts,water, metals, and organic compounds of sulfur,nitrogen, or oxygen in petroleum act as poisons forthe hydrocracking catalysts. Sulfur compounds inhibitthe HDN component while nitrogen compounds inhi-bit the cracking component of the catalyst. Metalcontaminants are deposited on the catalyst to deacti-vate it. These deposits, when in the active state, pro-mote various dehydrogenation reactions and increasecoke-producing tendency.
Types of Hydrocracking
Depending on the feedstock used, two types of hydro-cracking are practiced industrially. If the feedstock isa heavy distillate obtained from a straight-run refiningor cracking operation, it is called distillate hydro-cracking. Residual hydrocracking is the name givento the process if the feedstock happens to be the resi-due of straight-run refining. The residues are usuallylower in API gravity and higher in carbon residuesand carbon=hydrogen ratio as compared to distillates.Galbreath and Van Driesen have shown that residualhydrocracking is clearly a different process fromdistillate hydrocracking; a different type of catalyst isused at a relatively high temperature.[14] We will dis-cuss residual hydrocracking in a later section of this
entry. The various distillate-hydrocracking processesinclude Unicracking, Isocracking, Houdry-Gulf,Isomax, Ultracracking, and BASF-IFP. They can beoperated in either a single- or a two-stage processand the product slate can be adjusted by catalystselection, reaction temperature, and staging. Most ofthese processes recycle the unconverted higher boilingproduct to extinction. Unicracking is characterizedby the use of a molecular sieve catalyst but many ofthese other processes are converting to this sievecatalyst technology. Typical conditions for distillatehydrocracking include:
� Pressure: 1000–3000 psig� Temperature: 575–825 F� Liquid space velocity: 0.3–2.0 � volume of feed=
volume of catalyst=hr� Recycle gas rate: 3000 std ft3 per barrel.
A typical single-stage process is shown in Fig. 14with the hydrocracking reactor in the middle and apretreating section on the far left to convert sulfur,nitrogen, and oxygen compounds to hydrogen sulfide,ammonia, and water. The effluent then flows directlyto the hydrocracking reactor. Interstage quenching ofrecycle gas between catalyst beds controls heat releaseand maintains temperature control.
A diagram of a five-bed hydrocracker is shown inFig. 15. The dimensions of this particular commercialreactor were 10 ft diameter with 8 in.-thick walls. Thedesign of hydrocracking reactors must be carefullyconsidered on account of the severe operating condi-tions to which they are subjected, namely:
� High total pressure and hydrogen partial pressure.� High hydrogen sulfide and ammonia partial pres-
sure from the HDS and HDN reactions.� High operating temperatures.� High exothermic heat of reaction.
The heat of reaction is a function of the amountof hydrogen consumed and is normally in the range
Table 5 Calculation of hydrogen consumption
Reaction Constant
Feed density
(lb=gal) Feed impurity Conversion
Hydrogen consumed
(SCFB = SCFB1 +
SCFB2 + SCFB3)
Desulfurization 0.15 lb=gal %S % Desulfurization SCFB1
Denitrogenation 0.57 lb=gal %N % Denitrogenation SCFB2
Olefin saturation 0.10 lb=gal Bromine number % Saturation SCFB3
SCFB ¼ Std. ft3 per barrel
Reactor Engineering 2571

of 490–630 kcal=m3 of hydrogen. To control the tem-perature in the reactor, the catalyst charge is splitinto a number of separate beds with means of cool-ing the effluent from each bed. This is normallyachieved by injection of cold recycle gas betweenbeds or injection of cold recycle liquid between thecatalyst beds. Gas injection, the first alternative, isthe most favored. The reactor design equations,given for the trickle bed reactor in the previous sec-tion on hydrotreating, should be referred to fordesign of the hydrocracker. Unfortunately, we arenot able to provide rate equations to describe thecracking reaction as this information is highly pro-prietary and is specific to the catalyst and feedstockused.
HEAVY GAS OIL CONVERSION
Fluid Cat Cracking
Fluid catalytic cracking is a process for the conver-sion of straight-run atmospheric gas oil, vacuumgas oil, and some atmospheric residues and heavystocks into high-octane gasoline, light fuel oils, andolefin-rich light gases. Basically, the cracking reac-tions are carried out in a vertical reactor vessel inwhich vaporized oil rises and carries along with it,
in intimate contact, small fluidized catalyst particles(see Fig. 16). The reactions are very rapid and onlya few seconds of contact time is necessary for mostapplications. Simultaneously, with the desired reac-tions, a carbonaceous material with low H=C ratio,‘‘coke’’ deposits on the catalyst and deactivates it.The spent catalyst and the converted oils are sepa-rated and the catalyst passed down-flow to a separatechamber, the regenerator, where the coke is com-busted, reactivating the catalyst. The regenerated cat-alyst is then conveyed down-flow to the bottom ofthe reactor riser, where the cycle begins again. Con-trol of the regenerator temperature is based on cokemade in the reactor.
A major breakthrough in catalyst technologyoccurred in the mid-1960s with the development ofzeolitic catalysts. These sieve catalysts demonstratedsuperior activity, gasoline selectivity, and stabilitycharacteristics compared to silica–alumina catalysts,then in use. The continuing advances in both activityand process design resulted in the advanced designconcept of riser cracking in which all of the crackingreaction occurs in the dilute phase in the riser. Thekey to all-riser cracking is the design of a quenchingsystem that stops the cracking reaction at the opti-mum yield of desired products. Operating conditionsfor a typical FCU are shown in Table 6 and how itmight be altered is as follows.
TAILGAS
RECYCLECOMPRESSOR
HYDROTREATINGREACTOR
HYDROGEN MAKE-UP
SEPARATORS FRACTIONATOR
HEATER
FEED
HYDROCRACKINGREACTOR
C4 ANDLIGHTER
LIGHTNAPHTHA
HEAVYNAPHTHA
KEROSINE
Fig. 14 Hydrocracking process with recycle.
2572 Reactor Engineering

Every FCC complex contains the following sections:
1. Reactor and regenerator: Reactor cracks feed tolight hydrocarbons, gasoline, middle distillates,coke, hydrogen, and hydrogen sulfide. In theregenerator, the circulating catalyst is reacti-vated by burning off the coke at high tempera-tures, releasing CO2, CO, water, and SO2.
2. Main fractionation column: Reactor effluent isseparated into various products. The overheadincludes gasoline and lighter material. Theheavy liquid products, heavier naphtha, andcycle oils are separated as side cuts and slurryoil is separated as a bottom product.
3. Gas concentration unit: Unstable gasoline andlighter products from the main fractionationoverhead are separated into fuel gas, C1–C4for alkylation, and debutanized gasoline.
New concepts for FCC
Quick-Quench Cracking. Dilute phase cracking in theriser offers significant advantages over dense-bedcracking. As much as 90% of the feed conversion takesplace in the short-contact-time condition in the riser,while the remaining 10% conversion in the dense-bedreactor is accompanied by overcracking of the desir-able products. The introduction of the high-activityzeolitic catalysts demonstrated the need for short-con-tact-time cracking. UOP modified the design of theriser–reactor system. The rise was extended axially wellinto the reactor shell. The catalyst–hydrocarbon mix-ture exiting the reactor was directed through a simpledevice to disengage the hot catalyst from theproducts. In addition, the catalyst in the dense bedwas also reduced. This quenched the cracking reactionsat the riser outlet.
2–3 m Dia.3 m Dia.2–3 m Dia.ThermowellsQuench
10–20 cm Wall
REACTOREFFLUENT Fig. 15 Five-bed hydrocracker.
Reactor Engineering 2573

CO Combustion. Complete or partial CO combustionwill often benefit FCU operation. In conventionaloperation, the carbon from the spent catalyst isconverted to equimolar quantities of carbon oxides.If the remaining CO is converted to carbon dioxide,the potential heat can be increased by 40–50%. Thiscombustion can be promoted by adding very smallamounts of platinum to the cracking catalyst.Complete CO combustion results in the regeneratorflue gas containing less than 500 ppm CO, eliminatingthe need for a CO boiler. The increased heat releaseproduces a higher regenerated catalyst temperature.Therefore, less catalyst recirculation is required tosatisfy the reactor heat demand. Coke yield is alsodecreased and correspondingly is matched on a weight-for-weight basis with an increase in FCC products.
Types of FCU Designs
Model II ‘‘down-flow’’
The Model II ‘‘down-flow’’ design (Fig. 17) was thefirst improvement to the Model I ‘‘up-flow’’ unit.The principal features of Model II include a reactorvessel near ground level with the catalyst regeneratoroffset and above it. A rather short transfer line carriesboth catalyst and hydrocarbon vapor to a dense-bedreactor. Double slide valves are used at various pointsin the unit, and the long regenerated-catalyst standpipecauses major operating problems. Commercial evidenceindicated that although conversions were relatively low(40–55 vol%), a large portion of the cracking took placein the short transfer line.
Regenerator
Open Riser
Flue Gas
Reactor
To Fractionator
Stripping Steam
Vacuum Gas Oil Feed
2
1
DiluentAir Fig. 16 Fluid cat-cracking unit.
Table 6 Process conditions for FCC
Operating variable Current Future
Pressure (psig) 20–30 20–30
Reactor temperature (F) 925 10–25
Regenerator temperature (F) 1200 1200
Catalyst=oil 12 14
Conversion (%) 80 85
Coke yield (%) 5 4
Catalyst makeup (lb=barrel) 0.15 0.15
Catalyst type Ultrastable Y sieve ZSM-5 additive for light olefins þdesulfurization additive to
capture S as H2S rather than SO2
2574 Reactor Engineering

UOP ‘‘stacked’’ FCU
Following the war, the ‘‘stacked’’ FCU design(Fig. 18), which featured a low-pressure reactorstacked directly above a high-pressure regenerator,was commercialized. The design was a major steptoward shifting the cracking reaction from the densephase of the catalyst to the dilute phase.
UOP ‘‘side-by-side’’ FCU
In the mid-1950s, the ‘‘straight riser’’ or ‘‘side-by-side’’design (Fig. 19) was introduced. The regenerator wasnow near ground level with the reactor to the side in anelevated position. Regenerated catalyst, fresh feed, andrecycle were directed to the reactor by means of a long,straight riser located directly below the reactor; productyields and selectivity were substantially improved.
Reactor Performance Equations for the‘‘Reactor–Regenerator’’ System
If the catalyst deactivates rapidly, such as in theFCU, and it is circulated between a regenerator anda reactor, we need to properly account for the catalystage in the reaction kinetic expression. Some simplifying
assumptions are made regarding the catalyst deactiva-tion rate model and the cracking conversion model.However, this allows us to clearly address the couplingof these two processing units and more elegant kineticscan be used for the cracking reactions to upgrade thismodel, as shown in Eq. 15:
Performance equations for the simplest kineticsreactor (plug flow)–regenerator (mixed flow)
A�R
Cracking reaction (first order) :
� r0A ¼ k0aCA and R ¼ k0t0 ð15Þ
Deactivation (first order) :
� da
dt¼ kda and Rd ¼ kdts1
Catalyst regeneration :
da
dt¼ krð1 � aÞ and Rr ¼ krts2
Solids in reactor :
a1 ¼ Rr 1 � e�Rd� �� ��
Rd 1 þ Rr � e�Rd� �� �
AIR
STEAM TOSTRIPPING SECTION
TOFRACTIONATION
REACTOR
COLUMN BOTTOMS
OILFEED
COTTRELLPRECIPITATOR
FLUEGAS
MULTICYCLONES
WASTE-HEAT
BOILER
REGENERATOR
Fig. 17 Model II ‘‘down-flow’’ catalytic cracker.
Reactor Engineering 2575

Solids in regenerator : a2 ¼ Rr
�1 þ Rr � e�Rd� �
ln1
ð1 � XÞ ¼RRr 1 � e�Rdð Þ
Rdð1 þ Rr � e�RdÞ
where
X ¼ fractional conversion of A
a ¼ catalyst activity
k0 ¼ rate constant
t0 ¼ space time in reactor ðWCAoÞ=FAo
kd ¼ deactivation rate constant
ts1 ¼ W1=Fs and ts2 ¼ W2=Fs
W1 and W2 ¼ catalyst in reactor and regenerator
Fs ¼ solids circulation rate:
The nomenclature for the above set of equations isgiven for the reactor–regenerator system in Fig. 20.
RESIDUUM PROCESSING
Residuum Hydroconversion
Residuum hydroconversion is a special case ofhydrocracking. Compared to distillate hydrocracking, asignificantly different catalyst is used, frequently lowmetal loading with Mo, with a special pore sizedistribution less subject to pore plugging by coke. More
specifically, a bimodal pore size distribution is frequentlyused with large macrofeeder (GT. 1000 A) pores alongwith smaller mesopores.[15] Because residuum frequentlyhas high levels of vanadium and nickel in it, the catalystactivity may actually increase initially and then slowlydecrease as the promotional effects of the metalsadsorbed on the hydrocracking catalyst are counterba-lanced by deactivation because of coking. The residhydroconversion reactors may be either trickle bed ormoving bed. Because of the high rates of catalyst coking,most moving bed residuum conversion reactors have acapability for fresh catalyst addition and spent catalystwithdrawal while the reactor is operating.
Typical conditions used for the hydroconversion ofresiduum include:
� Pressure: 2000–2500 psig� Temperature: 725–800 F� Space velocity: 0.4–0.8 � volume of oil=hr=volume
of catalyst.
Process Kinetic Models
S. J. Khang and J. F. Mosby (personal communication)have presented process models to describe the removalof sulfur, vanadium, and nickel in residuum hydroproces-sing. The kinetic models are given below in Eq. (16):
Desulfurization rate, second order; 1000F inhibited
� rs ¼ aksð1� CA=CAoÞm S2
PRESSURE-REDUCINGCHAMBER
GAS
CYCLONE
REACTOR
CATALYST STRIPPER
STRIPPINGSTEAM
STEAMGENERATORCLARIFIED OIL
SLURRYSETTLER
MAIN AIRBLOWER
STEAMTREATED
WATER
RECYCLE
HEAVY –CYCLE OIL
LIGHT –CYCLE OIL
MAIN COLUMN
GAS AND GASOLINE TOCONCENTRATION UNIT
RAW-OILCHARGE
REGENERATOR
Fig. 18 The ‘‘stacked’’ FCU design.
2576 Reactor Engineering

Devanadation rate, first order, 1000F inhibited
� rv ¼ akvð1� CA=CAoÞn V
Denickelation rate, first order, 1000F inhibited
� rN ¼ akNð1� CA=CAoÞq N ð16Þ
where m, n, and q are the orders indicating the degree ofinhibition by 1000F þ materials.
Ebullated Bed Reactor for ResidHydroconversion
Two moving bed processes are available for license,and include the H-Oil process developed by Hydro-carbon Research Inc. and the LC-Fining processdeveloped by Cities Service and C-E Lummus.
The H-Oil reactor (Fig. 21) is rather unique andis called an ebullated bed catalytic reactor.[16,17] Arecycle pump, located either internally or externally,circulates the reactor fluids down through a centraldowncomer and then upward through a distributorplate and into the ebullated catalyst bed. The reactoris usually well insulated and operated adiabatically.Frequently, the reactor-mixing pattern is defined asbackmixed, but this is not strictly true. A betterdescription of the flow pattern is ‘‘dispersed plug flowwith recycle.’’ Thus, the reactor equations for the axialdispersion model are modified appropriately toaccount for recycle conditions.
The schematic in Fig. 22 shows the key elements ofrecycling a portion of the exit stream with the feedstream and how that affects the feed concentration(s).The recycle increases the superficial velocity, u, andchanges the feed concentration owing to dilution withthe product stream.
Although the H-Oil reactor is loaded with catalyst,not all of the reactions are catalyzed; some are thermalreactions, like thermal cracking, which depend onliquid holdup and not on how much catalyst is present.Thus, the material balance equations need to bedivided into two categories, one set for the noncatalyticthermal reactions and another set for the catalyticreactions. A convenient parameter to use is the thermalvolume=catalytic volume ratio, T=C, which is the ratioof liquid holdup to catalyst volume. In a commercialebullated bed, this ratio is close to 1.0 under ebullationconditions. Consequently, the material balance equa-tions for the catalytic reactions with no recycle aregiven in Eq. (17):
Dispersion model with no recycling catalyticreaction—only material balance
D
uL
� �d2CA
dz2� dCA
dzþ tr0ArBðT=CÞ
¼ 0
CA ¼ CAo; z ¼ 0 ð17Þ
CA ¼ CAf; z ¼ 1
GAS AND GASOLINETO GAS-
CONCENTRATION PLANT
LIGHT-CYCLEGAS OIL
FRACTIONATOR
HEAVY-CYCLEGAS OIL
CLARIFIEDOIL
SLURRYSETTLER
STEAM
CATALYSTSTRIPPER
REACTOR
FLUE GASTO CO BOILER
PRESSURE-REDUCINGCHAMBER
REGENERATOR
AIR
CHARGE
Fig. 19 The ‘‘straight riser’’ or ‘‘side-by-side’’ FCU design.
Reactor Engineering 2577

where
T=C ¼ thermal volume to catalytic volume
CA ¼ concentration
z ¼ axial position in reactor,
l=L ðdimensionlessÞD ¼ diffusivity
u ¼ superficial velocity, Q=A
L ¼ reactor length
ðD=uLÞ ¼ dispersion number
r0A ¼ reaction rate of A
ðmol/hr/weight of catalystÞt ¼ space time; L=u
rB ¼ bulk density of catalyst:
The final set of equations for the H-Oil reactor cannow be written to account for the recycle situation, andthermal reactions in concert with catalytic reactions.
The model for the H-Oil reactor introduces twocomplications beyond the axial dispersion model.First, the boundary conditions are modified to accountfor the recycle and second, the catalyst in the reactormeans that both thermal and catalytic reactions areoccurring simultaneously. The set of equations givenin Eq. (18) are solved numerically with a differentialequation solver. This allows the reactor size to be
determined by integrating along dimensionless distancez until concentration CA equals the desired finalconcentration CAf
.
Dispersion model with recycling catalytic andthermal reaction material balance
D
uL
� �d2CA
dz2� dCA
dzþ t rA þ r0ArB
ðT=CÞ� �
¼ 0
CA1¼ CAo þ RCAfð Þ
1 þ Rð Þ ; z ¼ 0
CA ¼ CAf; z ¼ 1
8<: ð18Þ
Energy balance
ruCPdT
dz¼ ðrA � DHRÞ þ ðr0A � DH 0RÞ
T ¼ To at z ¼ 0
Two- or More-Stage ResiduumHydroconversion
A two-stage residuum hydrocracker represents oneadditional level of complexity beyond the single-stage
1 2
Reactor
tau' = W CaoFao
plug flow
W1
Cao, Fao a1,Fs
Regenerator
a2,Fs
W2
mixed flow
ts1 = W1/Fs
ts2 = W2/Fs
Caf
Fig. 20 Reactor–regenerator system. (View this art in color at www.dekker.com.)
2578 Reactor Engineering

H-Oil reactor. Now the exit stream from the first reac-tor becomes the feed stream for the second reactor.The reactor system may be visualized as shown inFig. 23.
The approach to solving the above reactor system isto first develop the exit values for Reactor 1 and thento use these outlet variables as input for Reactor 2.The reactors will usually be operated at different tem-perature levels with stage 2 cooler than stage 1 so thatthe equilibrium for aromatic saturation reactions isfavorably shifted. The interstage cooler is shown inthe diagram for this reason. Furthermore, the second-stage catalyst may be different.
DELAYED COKING
Delayed coking is a semicontinuous process that isapplied to the conversion of most types of residuum.Delayed coking is an endothermic process with thefurnace supplying the necessary heat to completethe coking reaction in the coke drum. A diagram ofthe delayed coking process is given in Fig. 24, showingtwo coke drums, one active and the other off-line withthe coke being cut out of it with high-pressure waternozzles. Hot fresh liquid feed is charged to the fractio-nator two to four trays from the bottom vapor zone.Any lighter material is stripped from the fresh feed
Catalyst inlet
Solid/liquidlevel
Catalyst level
Distributor
Catalystwithdrawal
Ebullating pump
Slurry feed
Hydrogen
Plenum chamber
Downcomer
Vapor outlet
Fig. 21 Ebullated bed reactor.
ReactorCA1
CAF
I + R
R
CA0
Fig. 22 Recycle reactor.
Reactor Engineering 2579

and then combined with the unconverted residuum tobe fed through a heater and into the active coke drum.Steam is usually introduced in the heater tubes of thefurnace to control velocities and prevent coke deposi-tion in the heater tubes. The unvaporized portion ofthe heater outlet settles out in the coke drum wherethe combined effect of retention time and temperaturecauses the formation of coke. The exact mechanism ofdelayed coking is complex and it is not possible todetermine the reaction steps involved; however, threedistinct steps take place:
� Partial vaporization and mild cracking of the feedas it passes through the furnace.
� Cracking of the vapor as it passes through the cokedrum.
� Successive cracking and polymerization of the heavyliquid trapped in the drum until it is converted tovapor and coke.
Three basic operating variables contribute to thequality and yields of delayed coking products. Theyare temperature, pressure, and recycle ratio:
� Heater outlet temperature: 875–975 F� Top coke drum pressure: 15–150 psig� Recycle ratio, volume of recycle=volume of fresh
feed: 0.05–2.
Temperature is used to control the volatile combus-tible material content of the coke product. The current
trend is to produce coke with volatile matter between6% and 8%. Pressure tends to retain more of the heavyhydrocarbons in the coke drum. This increases thecoke yield and slightly increases the gas yield whiledecreasing pentane and heavier liquid product yield.Recycle ratio has the same general effect as pressure.As the recycle ratio is increased, the coke and gas yieldsincrease and pentane, etc. decrease. The recycle ratiois primarily used to control the end point of the cokergas oil.
A typical coking cycle is as follows:
� Fill the drum with coke while it is in the ‘‘active’’cycle—24 hr.
� Switch from active drum to inactive drum andsteam out—8 hr.
� Cool with water and fill the entire coke drum—3hr.� Drain water from drum—2hr.� Unhead and decoke by drilling a 4 ft pilot hole and
cutting—5hr.� Replace heads and test with steam—2hr.� Heat up by backing vapors from active drum to top
of inactive drum—7hr.� Spare time for slippage of other steps—2 hr.� Total—48 hr (24 hr cycle).
Yields for Delayed Coking
If the Conradson Carbon (Con Carbon) is known, theequations in Table 7 may be used.[18]
CA2
CA1
CA0
CA3
CAF
Stage 1Recycle ratio, R1Temperature T1
Catalyst A
Stage 2Recycle ratio, R2Temperature T2
Catalyst B Fig. 23 Two stage residuum hydrocracker.
2580 Reactor Engineering

Reaction Model for Residuum Coking
Levenspiel has developed an analysis for reactionswhere the phase changes from a liquid to a solid.[19]
It is an adaptation of the Prout–Tompkins modeland assumes that all coke nuclei are present at the startand no new ones are formed later.[20] Product growsfrom the nuclei along fracture places. The model ischaracterized by conversion first being slow becausethe boundaries between the reactant and product arevery small. Growth then speeds up and eventuallyslows down as advancing product fronts meet. Pleaserefer to Fig. 25 for the model description. This soundsstrikingly similar to the situation in a delayed cokerand thus it is proposed for use in the delayed cokingprocess. Because little kinetic analysis has been done
on this ‘‘brute force’’ process, it seems that some typeof model is definitely needed for one to be able topredict performance and make logical judgments onprocess improvements. The reaction model takes thefollowing form in Eq. (19):
lnXR
1� XR
� �¼ Mt� N ð19Þ
where
XR ¼ residuum conversion
M ¼ characteristic slope
t ¼ time
N ¼ intersection point of plot where ti ¼ N=M:
Table 7 Delayed coking yield equations
Coke (wt%) 1.6 � wt% Con Carbon
Gas (C4–) (wt%) 7.8 þ 0.144wt% Con Carbon
Gasoline (wt%) 11.29 þ 0.343wt% Con Carbon
Gas oil (wt%) 100 � wt% coke � wt% gas � wt% gasoline
Gasoline (vol%) 186.5=(131.5 þ API) � gasoline wt%
Gas oil (vol%) 155.5=(131.5 þ API) � gas oil wt%
Inactive ActiveCokedrums
C O
Coking heater
920°F
Resid feed
530°FHeavy coker gasoil to FCCU
Light coker gas oil tofurnace oil desulfurizer
400°F
Wild gasoline to VRUTop reflux
Compressor
Wet gas100°F280°F
Combinationtower
Pumparound
Heat sink
Vapor line
C O
Bottomreflux700°F
800°F
Vaporvalves
Fig. 24 Delayed coking process.
Reactor Engineering 2581

In summary, a basic model can be used to interpretthe coking data and establish how the coke is beingformed as a function of cycle time in the coke drum.
CONCLUSIONS
The various reactors used in petroleum refining havebeen described along with the defining reactor perfor-mance equations and, occasionally, energy balances.The sizing of these reactors can be accomplished withthese equations but, of course, for the detailed reactordesign for materials of construction, process control,start-up=shut-down, we need to dig much deeper. Still,the methodology presented is the basic starting pointto the final design and gives the engineer the tools tobegin the design process. For catalytic reactions, thismeans how much catalyst is needed, and for noncata-lytic reactions, it establishes the reactor size given thefeed flow rate to the conversion unit. Although thefocus has been on petroleum refining reactors, itshould be noted that many of the reactors in chemicalprocessing are very similar, where one has a well-defined feed composition rather than a mixture ofmany different hydrocarbons.
REFERENCES
1. Mahoney, J.A.; Robinson, K.; Meyers, E. Cata-lyst evaluation with the gradientless reactor.CHEMTECH 1978, Dec, 758.
2. Levenspiel, O. Chemical Reaction Engineering,3rd Ed.; John Wiley and Sons, 1999.
3. Gary, J.H.; Handwerk, G.E. Petroleum Refining,Technology and Economics, 2nd Ed.; MarcelDekker, 1963.
4. Hengstebeck, R.J. Petroleum Processing;McGraw-Hill: New York, 1959.
5. Butt, J.B. Reaction Kinetics and Reactor Design,2nd Ed.; Marcel Dekker, 2000.
6. Albright, L.F. Alkylation of isobutane with lightolefins using sulfuric acid. Ind. Eng. Chem. 1970,9 (3).
7. Lieberman, N. Troubleshooting Process Opera-tions; 3rd Ed; Pennwell Publishing Company,1985.
8. Levenspiel, O. The Chemical Reactor Omni-book; Oregon State University Book Stores, Jan1993.
9. Frey, C.G.; Mosby, J.F. Kinetics of hydrodesul-furization. Chem. Eng. Prog. 1967, 63 (9).
10. Carberry, J.J. The contributions of heterogeneouscatalysis to catalytic reaction engineering. Chem.Eng. Prog. 1988, Feb.
11. Ho T.P. Hydenitrogenation catalysis. Catal. Rev.1988, 30 (1), 117–160.
12. Satterfield, C.N.; Yang, S.H. Ind. Eng. Chem.Process Des. Dev. 1981, 20, 53.
13. Pickert, P.E.; Bolton, A.P.; Lanewala, M.A.Molecular sieve zeolites: trendsetters in heteroge-neous catalysis. Chem. Eng. 1968, Jul 29.
time,t
Point of inflection
XR
Product grows from nuclei
time
slope = M
time,t
ti = N/m
In[XR/(1-XR)]
Fig. 25 Phase change model for coking. (View this art in color at www.dekker.com.)
2582 Reactor Engineering

14. Galbreath, R.B.; Van Driesen, R.P. Proc. 8thWorld Pet. Congr. 1971, 4, 129.
15. Fulton, J.W. Making the catalyst. Chem. Eng.1986, Jul 7.
16. Johnson, A.R.; Alpert, S.B.; Lehman, L.M.;Refinery applications of the H-oil process. 33rdMidyear Meeting of the American PetroleumInstitutes Division of Refining, Philadelphia,PA, May 16, 1968.
17. Celestinos, J.A.; Zermeno, R.G.; Van Driesen,R.P. Oil Gas J. 1975, 46 (48), 127–134.
18. Gary, J.H.; Handwerk, G.E. Petroleum Refining,Technology and Economics; Marcel Dekker,1984.
19. Levenspiel, O. The Chemical Reactor Omnibook;OSU Book Stores Inc., 1993.
20. Prout, E.G.; Tompkins, F.C. Trans. Faraday Soc.1944, 40, 488.
Reactor Engineering 2583