Embed Size (px)
Citation preview

PHOS4LIFE
PROCESS
Joint industrial development towards
efficient phosphorus urban mining
Phosphor-Mining
Der Stoffkreislauf schliesst sich
Informationsveranstaltung
6. September 2017
Gustavo Díaz NogueiraManagement Senior Advisor
TECNICAS REUNIDAS
C/Arapiles 13, 28015 Madrid – EspañaTel.: +34 91 409 8950

PRESENTATION
GUIDELINE
TR Highlights
Opportunity Supports
Solvent Extraction Historical Background
Solvent Extraction TR Vocation
Why does Solvent Extraction Apply?
Phos4Life Process: Description & Performance
The Way of Progress
01
02
03
04
05
06
07
TR
HIGHTLIGHTS
01.

TECNICAS REUNIDAS GROUP
HIGHLIGHTS
EPC
9,000
People
98% International
Proprietary Technologies
Environment & Civil Engineering
Revenues
4,792 million €
#3
Oil&Gas
Oil&Gas
Power
#3 Middle East
50 countries
#7 LATAM
100
R&D People

TECNICAS REUNIDAS GROUP
COMPANY BUSINESS SUSTAINABILITY
Shareholders Public company listed in IBEX 35
Financial Information Awards
TreasuryBBVAAraltecFree Float
2013 2014 2015 2016
37% Founder
3.287M€
3.309M€
4.499M€
2.922
2.922 M€
2016:
Backlog (12M 2016)
10.583 M €
Middle East EuropeLatam ROW
2016 2015
Ventas 4.792 4,187
EBITDA 211 105
EBIT / Margen 192 / 4% 86 / 2,1%
Resulto Financiero 4 1,5
Benef. Antes Impuestos 193,4 82,3
Impuestos -53 -22
Beneficio Neto 129 60
M €
55.5%
Free Float
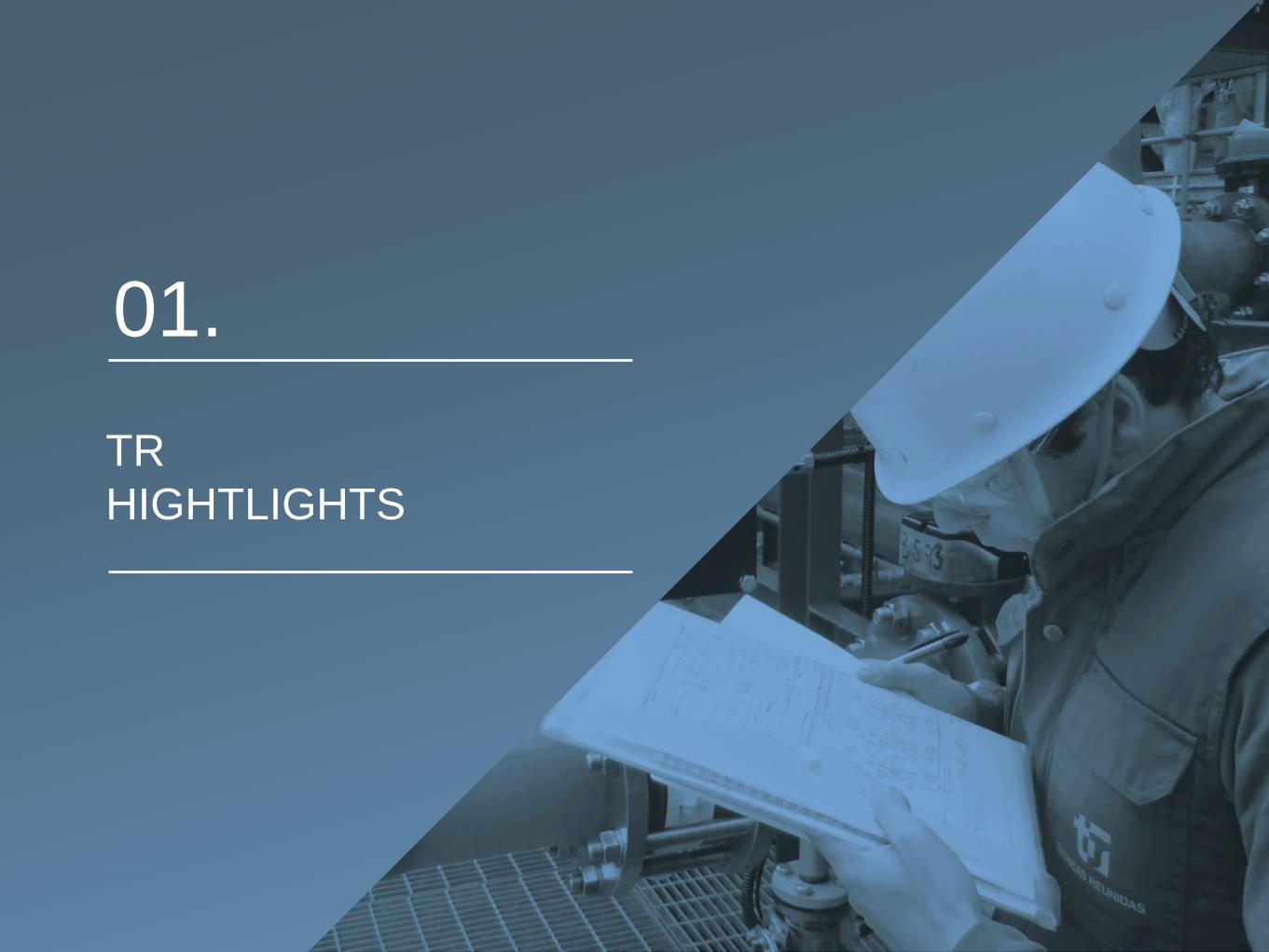
TECNICAS REUNIDAS GROUP
INTERNATIONAL EXPERIENCE
TR Solvent Extraction (SX) Technology

OPPORTUNITY
SUPPORTS
02.

THE CHALLENGE
P is essential for life
is critical to ensure food security
but intensified use of P degrades water quality all over the
world increasingly is a limited and complex resource to
produce,
so we have the responsibility to make an efficient use of P
and to recycle and reuse P to close its loops.

CURRENT EU P BALANCE
IMPORTS LOSSES
EXTRACTION
EXPORTS
FUNCTIONAL
RECYCLING
Based on “Study on Data for a Raw Material System Analysis: Roadmap
and Test of the Fully Operational MSA for Raw Materials Final Report”

POTENTIAL IMPROVED EU P BALANCE
IMPORTS
LOSSES
EXTRACTION
EXPORTS
FUNCTIONAL
RECYCLING

TR’S DRIVERS FOR DEVELOPING
PHOSPHORUS BUSINESS AREA
R&D
Oriented Strategy
Enviromentally
Committed
1. 2.
Emerging Markets
Appeal
3.
Social Values
Mission
4. Diversification,
Resources &
Prestige
5. Large Background
&
Industrial
Experience
6.

PROPRIETARY TECHNOLOGY DEVELOPMENT DIVISION
PLANT
INTEGRATION WITH THE GROUP
FOR SYNERGIES EXPLOITATION
BREAK

PROPRIETARY TECHNOLOGY DEVELOPMENT DIVISION
SOLVENT EXTRACTION FUNDAMENTALS
There are two immiscible liquids.
Aqueous at bottom contains the
valuable material.
By gentile agitation of both contact
surface increases. Valuable material
is transferred from heavy to light
phase by chemical forces.
After liquid- liquid settlement and
separation valuable material is
reported into light phase.
A
B
C

SOLVENT EXTRACTION:
HISTORICAL
BACKGROUND
03.

PROPRIETARY TECHNOLOGY DEVELOPMENT DIVISION
A WELL ESTABLISHED TECHNOLOGY: SOLVENT EXTRACTION
FIRST USE:
Uranium and Plutonium
@Oak Ridge, USA
1940’s

PROPRIETARY TECHNOLOGY DEVELOPMENT DIVISION
A WELL ESTABLISHED TECHNOLOGY: SOLVENT EXTRACTION
1940’s
Uranium Enrichment
Oak Ridge Lab First Industrial Plant:
Handford U&Pu
Production Plant,
Washington, USA
Purex Process for U & Pu
Recovery from Spent Fuel
of Nuclear Reactors
1950’s
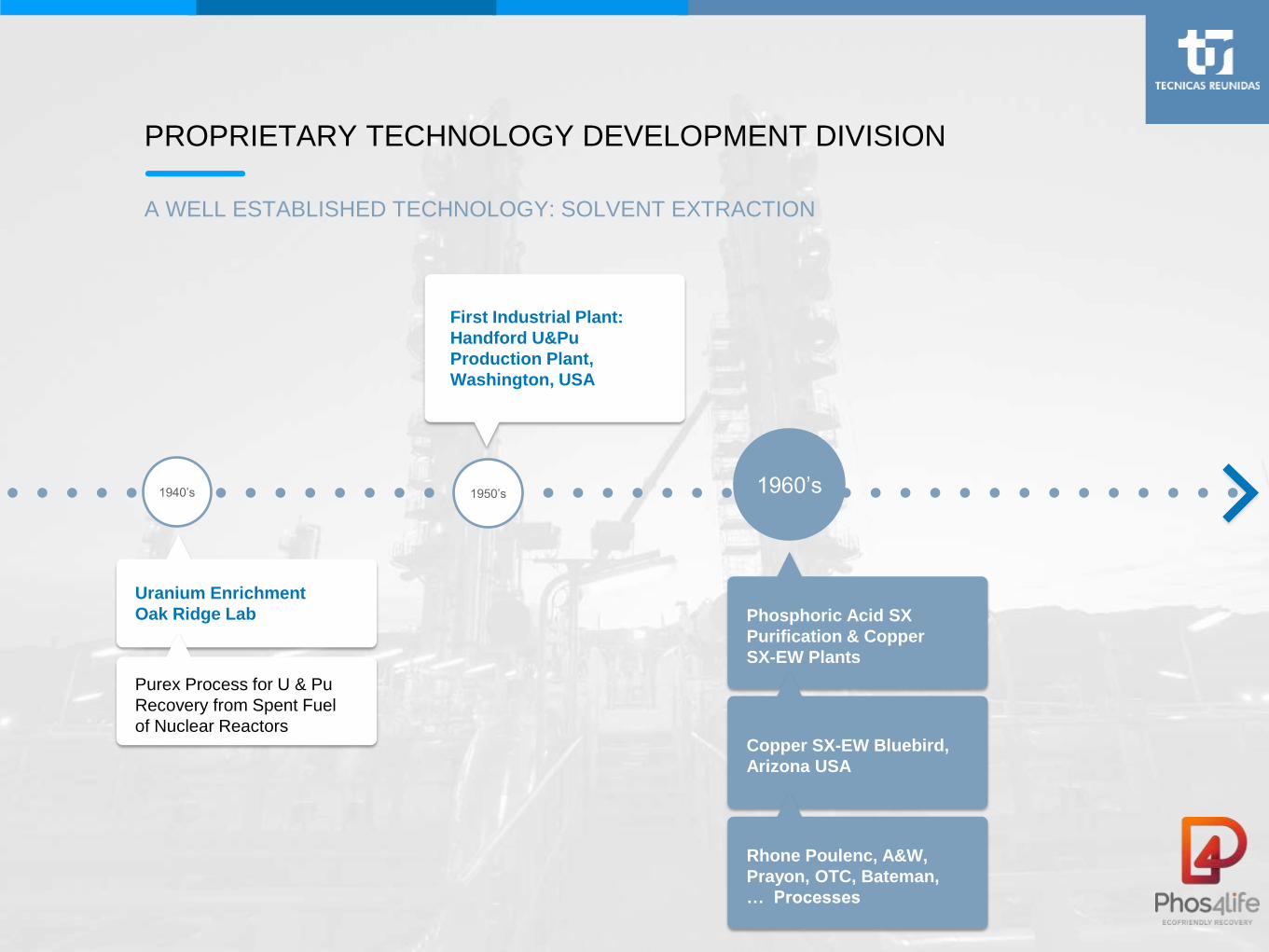
PROPRIETARY TECHNOLOGY DEVELOPMENT DIVISION
A WELL ESTABLISHED TECHNOLOGY: SOLVENT EXTRACTION
1940’s
Uranium Enrichment
Oak Ridge Lab
1950’s
First Industrial Plant:
Handford U&Pu
Production Plant,
Washington, USA
Purex Process for U & Pu
Recovery from Spent Fuel
of Nuclear Reactors
Phosphoric Acid SX
Purification & Copper
SX-EW Plants
Copper SX-EW Bluebird,
Arizona USA
Rhone Poulenc, A&W,
Prayon, OTC, Bateman,
… Processes
1960’s
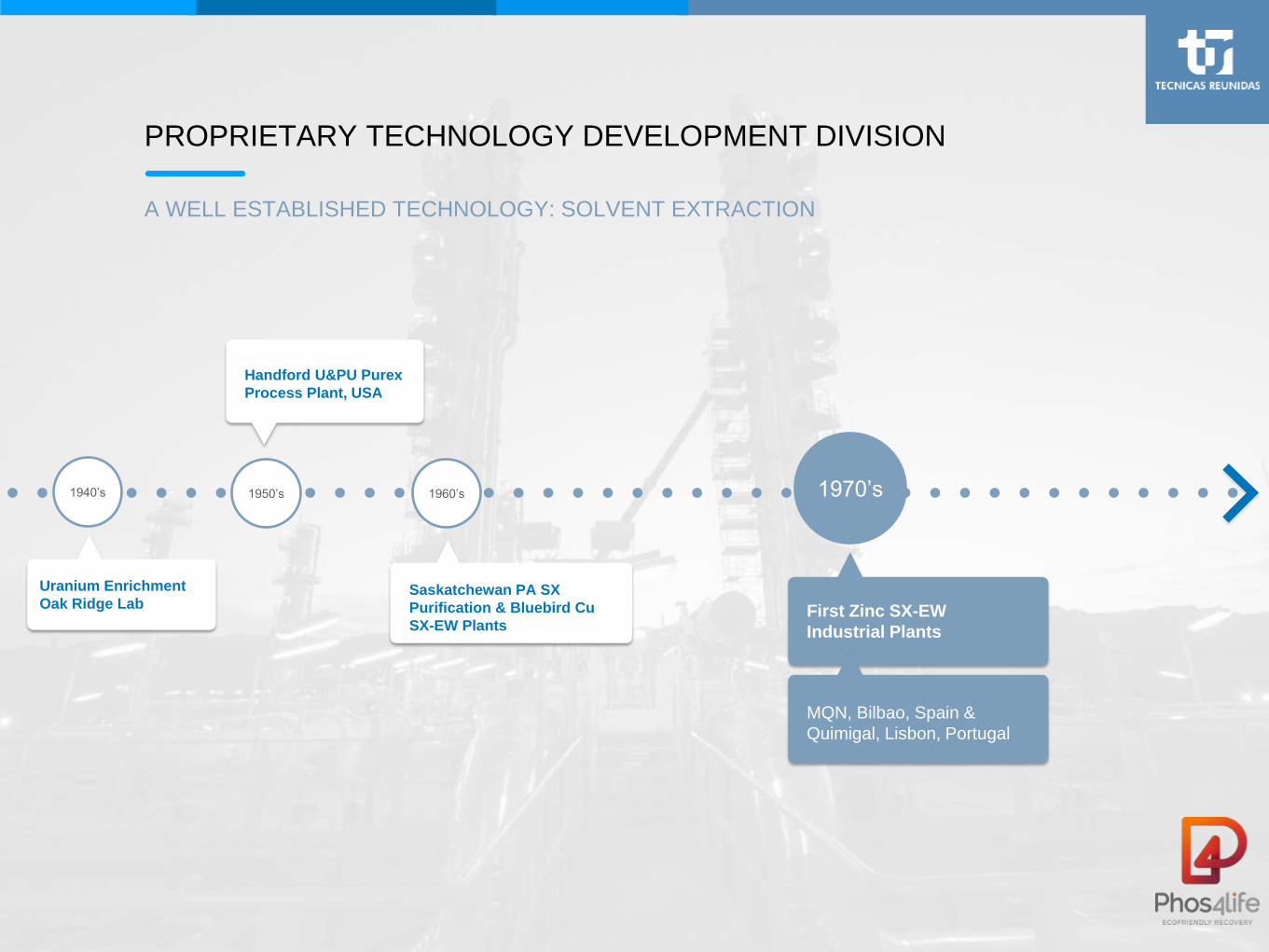
PROPRIETARY TECHNOLOGY DEVELOPMENT DIVISION
A WELL ESTABLISHED TECHNOLOGY: SOLVENT EXTRACTION
1970’s
First Zinc SX-EW
Industrial Plants
MQN, Bilbao, Spain &
Quimigal, Lisbon, Portugal
1940’s
Uranium Enrichment
Oak Ridge Lab
1950’s
Handford U&PU Purex
Process Plant, USA
1960’s
Saskatchewan PA SX
Purification & Bluebird Cu
SX-EW Plants

PROPRIETARY TECHNOLOGY DEVELOPMENT DIVISION
A WELL ESTABLISHED TECHNOLOGY: SOLVENT EXTRACTION
1940’
s
Uranium Enrichment
Oak Ridge Lab
1950’
s
Handford U&PU Purex
Process Plant, USA
1960’
s
Saskatchewan PA SX
Purification & Bluebird Cu
SX-EW Plants
1980’s
90’s
Massive Production
Zambia-Chile-Arizona
Cu SX-EW
> 3 Million tons per year
1970’
s
MQN & Quimigal Zinc
SX-EW Plants

PROPRIETARY TECHNOLOGY DEVELOPMENT DIVISION
A WELL ESTABLISHED TECHNOLOGY: SOLVENT EXTRACTION
1940’s
Uranium Enrichment
Oak Ridge Lab
1950’s
Handford U&PU Purex
Process Plant, USA
1960’s
Saskatchewan PA SX
Purification & Bluebird Cu
SX-EW Plants
Massive Production
Zambia-Chile-Arizona
1970’s
MQN & Quimigal Zinc
SX-EW Plants
2000’s 1980’s
90’s
>50 SX Plants
All Over the World
Cu, Zn, Ni, Co, U, Zr, Hf,
PA Purifications, etc.

PROPRIETARY TECHNOLOGY DEVELOPMENT DIVISION
A WELL ESTABLISHED TECHNOLOGY: SOLVENT EXTRACTION
1940’s
Uranium Enrichment
Oak Ridge Lab
1950’s
Handford U&PU Purex
Process Plant, USA
1960’s
Saskatchewan PA SX
Purification & Bluebird Cu
SX-EW Plants
Massive Production
Zambia-Chile-Arizona
1970’s
MQN & Quimigal Zinc
SX-EW Plants
Today 1980’s
90’s
All Purposes
Every Where
SX Mature
Chemistry
More Applications
Growing Up!
2000’s
>50 SX Plants
All Over the World

SOLVENT EXTRACTION TR
VOCATION
04.

PROPRIETARY TECHNOLOGY DEVELOPMENT DIVISION
A SOLID EXPERIENCE: TR’S SOLVENT EXTRACTION
Process Development
R&D for Zinc SX & EW
1970

PROPRIETARY TECHNOLOGY DEVELOPMENT DIVISION
A SOLID EXPERIENCE: TR’S SOLVENT EXTRACTION
1970
Process Development
R&D for Zinc SX & EW MQN’s & Quimigal Plants,
Spain & Portugal
ZINCEX™ SX-EW
Technology:
First & Second Successful
Industrial Uses
1976-
80

PROPRIETARY TECHNOLOGY DEVELOPMENT DIVISION
A SOLID EXPERIENCE: TR’S SOLVENT EXTRACTION
1970
Process Development
R&D for Zinc SX & EW
Several SX Projects
1980 &
90’s
• Phosphoric Acid Purification Pilot Plants
• Co, Cu, Cd Recovery Process
• Mod. ZINCEX™ Process Pilot Plants
• CUPREX™ Process Demo Plants
• EAFD’s Mod. ZINCEX™ & Pb Recovery Processes. ENADIMSA
• Waelz Oxide Mod. ZINCEX™ Process Pilot Plant. Com. EU
• Mod. ZINCEX™ Process R&D Applications. Several Clients.
• ZINCHLOR L-SX-EW Process Pilot Plant. DG of Mines, Spain
1976-
80
MQN’s & Quimigal Plants,
Spain & Portugal

PROPRIETARY TECHNOLOGY DEVELOPMENT DIVISION
A SOLID EXPERIENCE: TR’S SOLVENT EXTRACTION
1970
Process Development
R&D for Zinc SX & EW Pilagest Plant @
Cataluña, Spain
1998
• Spent Domestic Batteries Recycling Plant.
• First Successful Industrial Use of the
• Mod. ZINCEX™ Process for Zn&Mn Separation.
• 2.000 tpy of Spent Domestic Batteries
1976-
80
MQN’s & Quimigal Plants,
Spain & Portugal
1980-
90’s
Several SX Projects

PROPRIETARY TECHNOLOGY DEVELOPMENT DIVISION
A SOLID EXPERIENCE: TR’S SOLVENT EXTRACTION
1970
Process Development
R&D for Zinc SX & EW Skorpion Plant
@Rosh Pinah,
Namibia
2003
• First Successful Industrial Use of Mod.
ZINCEX™ Process for a Silicate Ore.
• Initially Anglo American plc and currently
Vedanta International.
• 150.000 tpy of SHG Zn
1976-
80
MQN’s & Quimigal Plants,
Spain & Portugal
1980-
90’s
Several SX Projects
1998
Pilagest Plant @ Cataluña,
Spain

PROPRIETARY TECHNOLOGY DEVELOPMENT DIVISION
A SOLID EXPERIENCE: TR’S SOLVENT EXTRACTION
1970
Process Development
R&D for Zinc SX & EW Akita Zinc Recycling
Plant at Iijima,
Japan
2010
• First Successful Industrial Use of Mod.
ZINCEX™ Process for Waelz Oxide.
Dowa M&M.
• 20.000 tpy of SHG Zn
1976-
80
MQN’s & Quimigal Plants,
Spain & Portugal
1980-
90’s
Several SX Projects
1998
Pilagest Plant @ Cataluña,
Spain
2003
Skorpion Plant
@Rosh Pinah,Namibia
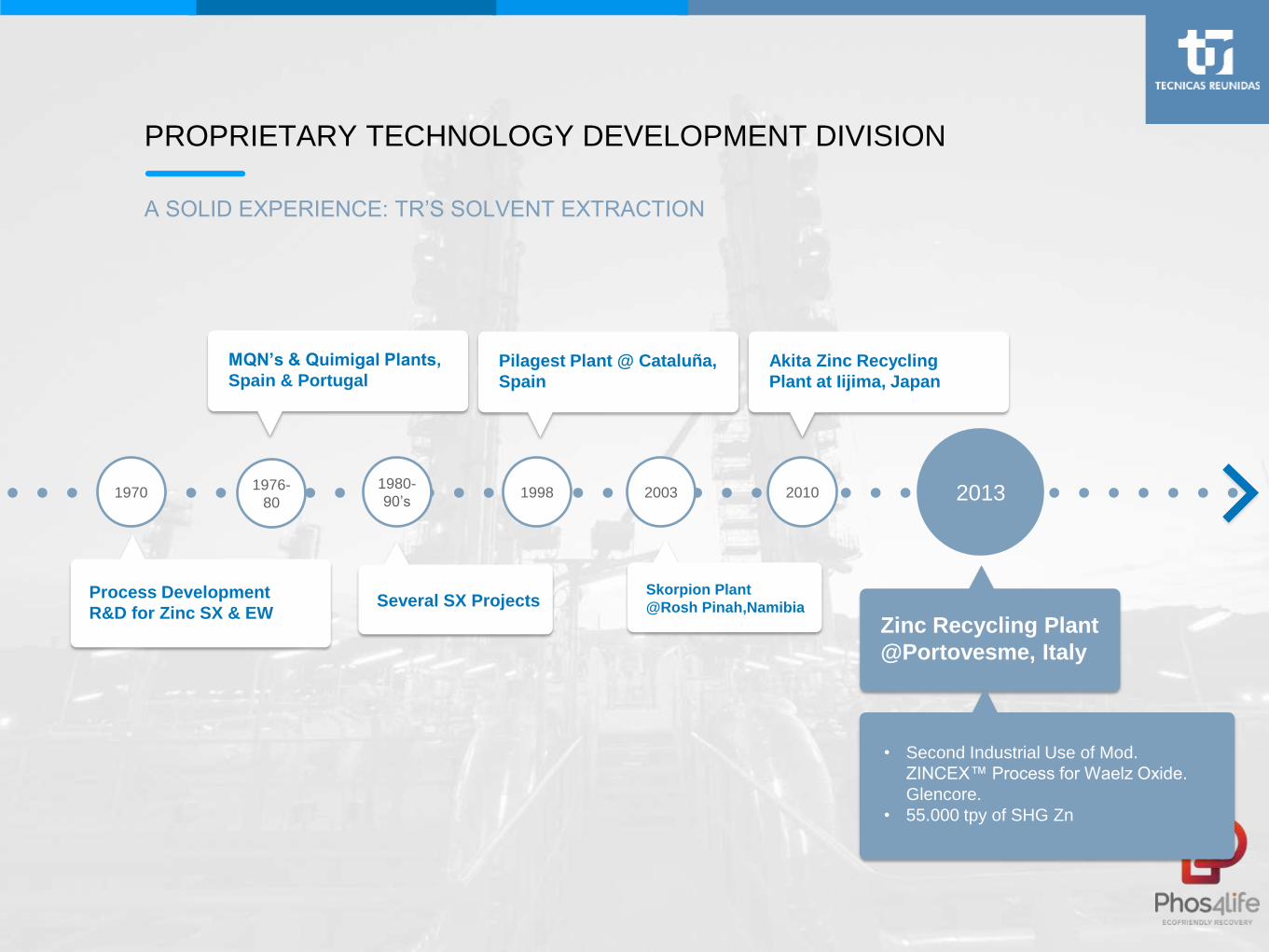
PROPRIETARY TECHNOLOGY DEVELOPMENT DIVISION
A SOLID EXPERIENCE: TR’S SOLVENT EXTRACTION
1970
Process Development
R&D for Zinc SX & EW Zinc Recycling Plant
@Portovesme, Italy
2013
• Second Industrial Use of Mod.
ZINCEX™ Process for Waelz Oxide.
Glencore.
• 55.000 tpy of SHG Zn
1976-
80
MQN’s & Quimigal Plants,
Spain & Portugal
1980-
90’s
Several SX Projects
1998
Pilagest Plant @ Cataluña,
Spain
2003
Skorpion Plant
@Rosh Pinah,Namibia
2010
Akita Zinc Recycling
Plant at Iijima, Japan

PROPRIETARY TECHNOLOGY DEVELOPMENT DIVISION
A SOLID EXPERIENCE: TR’S SOLVENT EXTRACTION
1970
Process Development
R&D for Zinc SX & EW Zinc & Lead Recycling
Plants
@North Caroline, USA
2015
• Integrated Mod. ZINCEX™ &
Ecolead™ Processes for Waelz Oxide.
Horsehead
• 148.000 tpy of SHG Zn and 6.000 tpy
of 70% Pb con.
1976-
80
MQN’s & Quimigal Plants,
Spain & Portugal
1980-
90’s
Several SX Projects
1998
Pilagest Plant @ Cataluña,
Spain
2003
Skorpion Plant
@Rosh Pinah,Namibia
2010
Akita Zinc Recycling
Plant at Iijima, Japan
2013
Zinc Recycling Plant
@Portovesme, Italy

PROPRIETARY TECHNOLOGY DEVELOPMENT DIVISION
A SOLID EXPERIENCE: TR’S SOLVENT EXTRACTION
1970
Process Development
R&D for Zinc SX & EW
2020 1976-
80
MQN’s & Quimigal Plants,
Spain & Portugal
1980-
90’s
Several SX Projects
1998
Pilagest Plant @ Cataluña,
Spain
2003
Skorpion Plant
@Rosh Pinah,Namibia
2010
Akita Zinc Recycling
Plant at Iijima, Japan
2013
Zinc Recycling Plant
@Portovesme, Italy
2015
Zinc & Lead Recycling
Plants @North Caroline,
USA
?

WHY DOES SOLVENT
EXTRACTION APPLY?
05.

SOLVENT EXTRACTION:
MOST SUITABLE CHEMICAL TOOL
Inorganic
chemistry applied
on an Inorganic
Chemistry
Problem
Easy Reactions
close to Room
Temperature
Guarantee Purity
Achievement
Flexibility,
Reliability &
Robustness
Fully Automation
Achievable

SOLVENT EXTRACTION VS ALTERNATIVE TECHNOLOGIES
• Just One Line vs Several IR/MF Lines.
• Higher Throughput per SX Line vs IR/MF Line
• Higher SX Efficiency due to IR/MF Operation by Loading and
Elution Cycles
• Better and more Reliable Product Quality
• SX Continuous vs IR/MF Cycles Operations
ION EXCHANGE RESINS (IR), MEMBRANES FILTRATION (MF), UPCOMING, …

SOLVENT EXTRACTION APPLICATION IN P INDUSTRY
ION EXCHANGE RESINS, MEMBRANES, UPCOMING, …

PHOS4LIFE PROCESS:
DESCRIPTION &
PERFORMANCE
06.

SSA
(Sewage
Sludge Ash) Sulphuric acid
Recycles P Pregnant
Solution to SX
Iron Removal
Residue to
Cement
Industry
LEACHING & S/L SEPARATION
1 2 3 4 5
PHOS4LIFE PROCESS

SSA
(Sewage
Sludge Ash)
Pregnant
Solution to
Phosphoric
Acid SX
Residue to
Cement
Industry
Process Water
Hydrochloric Acid
Ferric Chloride
Solution
IRON RECOVERY BY SOLVENT EXTRACTION
1 2 3 4 5
PHOS4LIFE PROCESS

SSA
(Sewage
Sludge Ash)
Residue to
Cement
Industry
Water
PHOSPHORIC ACID (PA) PRODUCTION
BY SOLVENT EXTRACTION
1 2 3 4 5
Acid Raffinate
to Recycling &
Effluent Treatment
Phosphoric
Acid 25%
Ferric Chloride
Solution
PHOS4LIFE PROCESS

SSA
(Sewage
Sludge Ash)
Residue to
Cement
Industry
Lime
NEUTRALIZATION AND ETP
1 2 3 4 5
Effluent & Waste
Ferric Chloride
Solution
Phosphoric
Acid 25%
PHOS4LIFE PROCESS

SSA
(Sewage
Sludge Ash)
Residue to
Cement
Industry
PHOSPHORIC ACID (PA) CONCENTRATION
1 2 3 4 5
Effluent & Waste
Ferric Chloride
Solution
Technical
Grade PA 75%
LP Steam for
Heating
PHOS4LIFE PROCESS

PHOS4LIFE PROCESS PROCESS OVERVIEW
LEACHING SOLVENT
EXTRACTION
WASTE WATER
TREATMENT
RAISING
CONCENTRATION
steam
steam, hydrochloric acid 32% sulfuric acid 96%
incineration
sewage
sludge ash
30000 t/y
mineral residue
to the cement
industry
42000 t/y
watercourse/WTTP
metals/recycling
phosphoric acid 74%
11000 t/y
iron (III) chloride
solution 40%
34000 t/y

THE WAY OF PROGRESS
07.
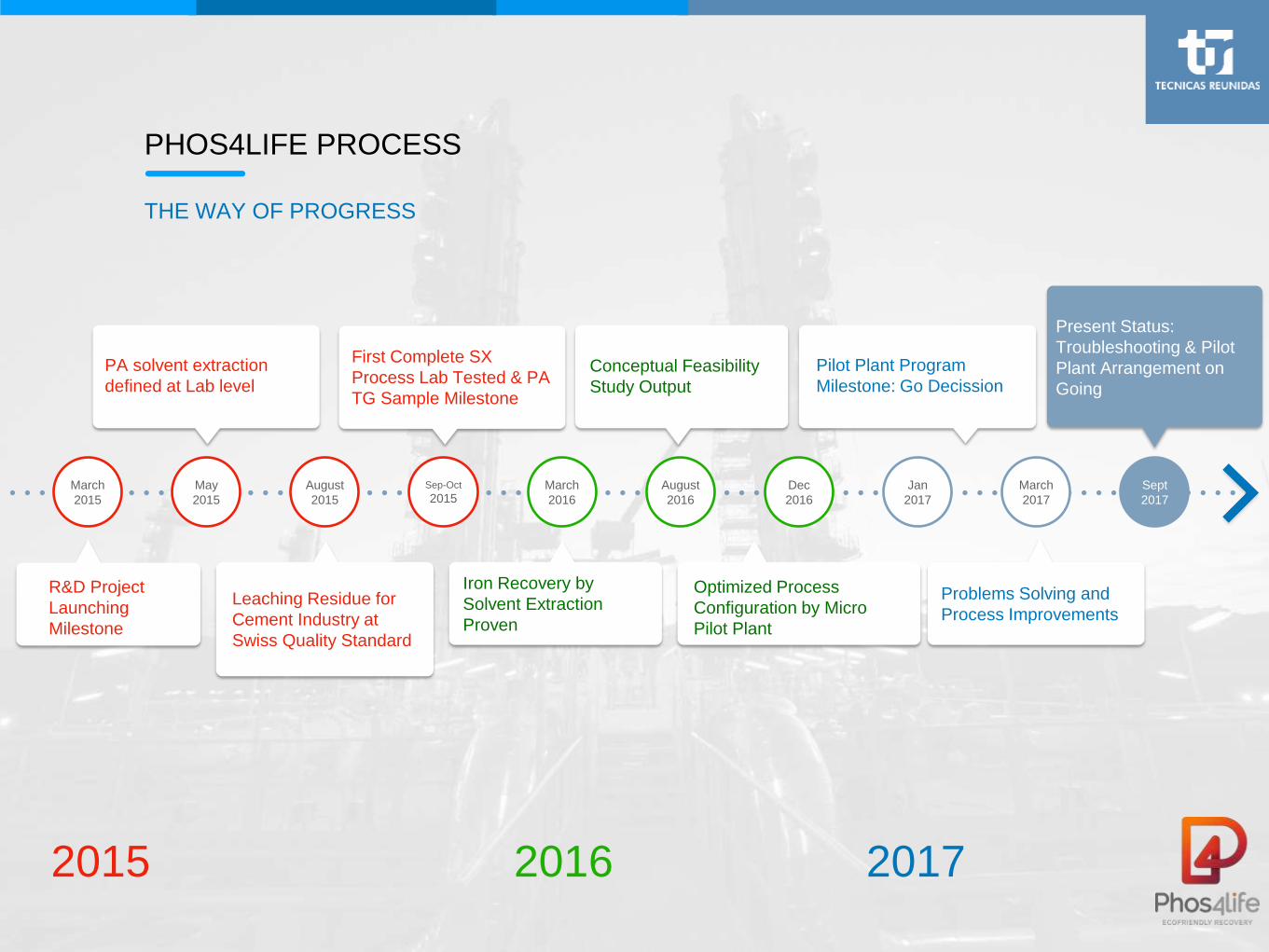
PHOS4LIFE PROCESS
THE WAY OF PROGRESS
March
2015
R&D Project
Launching
Milestone
May
2015
August
2015
Sep-Oct
2015 March
2016
August
2016
Dec
2016
Jan
2017
March
2017
Sept
2017
2015 2016 2017
PA solvent extraction
defined at Lab level
Present Status:
Troubleshooting & Pilot
Plant Arrangement on
Going
Leaching Residue for
Cement Industry at
Swiss Quality Standard
First Complete SX
Process Lab Tested & PA
TG Sample Milestone
Iron Recovery by
Solvent Extraction
Proven
Conceptual Feasibility
Study Output
Optimized Process
Configuration by Micro
Pilot Plant
Pilot Plant Program
Milestone: Go Decission
Problems Solving and
Process Improvements

PHOS4LIFE PROCESS
UPCOMING STEPS
2017 CURRENT STATUS
Sept
2017
Pilot Plant
Equipment
Procurement &
Arrangement
Dec
2017
Mar
2018
Pilot Plant
Operation Project Feasibility
Confirmation
2018 3-4 YEARS
DECISION
MAKING
POINT
Industrial
Implementation
Engineering,
Procurement &
Construction
Commissionni
ng & Startup Commissioning &
Startup

COLOPHON

PHOS4LIFE
PROJECT VALUES
• Sustainable and
economically feasible P
management
• Implementation of the
Canton’s environmental
strategies
• Successful
development and
implementation of
breakthrough
technologies
• Sustainable waste
management, urban
mining strategy
• New process
technology added to
TR’s portfolio
• Market enlargement
and new business
opportunities

PHOS4LIFE
TR ACKNOWLEDGES TO:
For the continuous
support and
cooperative
approach during the
whole project
development.
For the promotion of
the project and
confidence in our
capabilities to solve
and develop this so
complex chemical
problem and
process.
For the continuous
support of TR top
Management and
their
encouragement to
keep on track by
facing and solving
the unexpected
difficulties, both
technical and
financial.
To all and every one
person that have
been involved, in
whole or part, from
inside or outside,
providing ideas,
suggestions, advice
and help.
PEOPLE

THANK YOU FOR YOUR ATTENTION


![Eduardo Ojeda Jaques Gustavo Díaz E.felaban.s3-website-us-west-2.amazonaws.com/boletines...GUSTAVO DÍAZ E. GDIAZ@BLADEX.COM Title (Microsoft PowerPoint - Ppt0000009 [S\363lo lectura])](https://img.pdfslide.net/doc/110x75/5fddaac99eb414111857babb/eduardo-ojeda-jaques-gustavo-daz-efelabans3-website-us-west-2-gustavo-daz.jpg)