Embed Size (px)
Citation preview

Journal of Food Engineering 116 (2013) 14–20
Contents lists available at SciVerse ScienceDirect
Journal of Food Engineering
journal homepage: www.elsevier .com/locate / j foodeng
Physical properties of extruded corn grits with corn fibre by CO2 injection extrusion
Yuan-Yuan Wang, Gi-Hyung Ryu ⇑Department of Food Science and Technology, Kongju National University, Chungnam 340-802, South Korea
a r t i c l e i n f o a b s t r a c t
Article history:Received 19 August 2012Received in revised form 26 October 2012Accepted 26 October 2012Available online 5 November 2012
Keywords:Extrusion with CO2 injectionCorn fibrePhysical properties
0260-8774/$ - see front matter � 2012 Elsevier Ltd. Ahttp://dx.doi.org/10.1016/j.jfoodeng.2012.10.041
⇑ Corresponding author. Tel: +82 41 330 1484; fax:E-mail address: [email protected] (G.-H. Ryu).
Corn grits and corn fibre mixed at different ratios (0/100, 15/85 and 30/70) were extruded at differentmelt temperature (90, 105 and 120 �C) using extrusion with and without CO2 injection. Increasing melttemperature also significantly improved physical properties of extrudates in both non-CO2 and CO2 injec-tion (200 mL/min) extrusion process. The injection of CO2 in the extrusion process showed similar effecton physical properties of extrudates at the lower melt temperature (90 and 105 �C), whereas it exhibitedopposite trend at higher melt temperature (120 �C). At the lower melt temperature, the surface of extru-dates with the CO2 injection was smoother and lower fracturability, and the cross sectional microstruc-ture was more uniform. The addition of corn fibre decreased the expansion index, bulk density andbreaking strength on the same extrusion condition. In addition, non-uniform and more broken cross-sec-tional microstructure was observed by the addition of corn fibre.
� 2012 Elsevier Ltd. All rights reserved.
1. Introduction
Several natural agro-industrial by-products arise during theproduction of processed foods. Converting these by-products intohigh value food components or additives has recently raised sev-eral attentions (Bauer et al., 2012). Especially, fibre-rich by-prod-ucts, rich in dietary fibre and bioactive compounds, are a prize tofood processors, especially since consumers prefer natural supple-ments, fearing that synthetic ingredients may be the source of tox-icity (Elleuch et al., 2011). Published reports indicate numeroushealth benefits associated with an increased intake of dietary fibre,including reduced risk of coronary heart disease, diabetes, obesity,and some forms of cancer (Mann and Cummings, 2009). It becomesessentially important to efficiently utilise these fibre-rich by-prod-ucts for functional foods.
Corn fibre, as one of fibre-rich agro-industrial by-products, is aresidue of the corn wet-milling process. In the wet milling process,corn grains are first steeped in water. The steeped corn is coarselyground to release the germ. The remaining starch, gluten, and cornfibre are ground again, and the slurry is filtered over a series ofwedge-bar screens to separate the larger corn fibre particles fromthe starch granules and gluten particles. The resulting corn fibre,as other lignocellulosic materials, is a heterogeneous complex ofcarbohydrate polymers and lignin, and primarily composed ofthe outer kernel covering or seed pericarp, along with 10–25%adherent starch (Porter et al., 2007). Corn fibre contains highamounts of phenolic acids that belong to the cinnamic acidderivates.
ll rights reserved.
+82 41 335 5944.
Extrusion cooking is a versatile and efficient technology in theproduction of a wide variety of food products, such as cereal-basedsnack foods and ready-to-eat breakfast cereals (Ryu and Walker,1995). Recently, the CO2 injection was usually involved to enablethe formation of an expanded structure, where the CO2 functionsas a blowing agent instead of water steam in traditional extrusion.The different types of blowing agents show different polymer ma-trix because of their different solubilities and diffusivities. In theCO2 expansion process, nucleated bubbles are expanded by hydro-dynamic effects, and CO2 diffuses into the growing bubbles fromthe surrounding melt (Mulvaney and Rizvi, 1993). The diffusiondriven by concentration difference provides more controlledexpansion than puffing by water flash-off. In addition, the expan-sion provided by CO2 is less explosive than the puffing resultedfrom the conversion of water into steam, leading to a product witha smoother surface and regularly shaped pores (Sauceau et al.,2011).
Previously, many researchers demonstrated the potential usageof fibres using extrusion and other thermo-mechanical processesin order to explore the fibres’ functional properties and to increasetheir incorporation into products (Gajula et al., 2008; Gualbertoet al., 1997). However, attempts to incorporate high levels of fibreinto extruded products often give them a compact and resistanttexture, neither crunchy nor desirable, as a result of reducedexpansion (Berglund et al., 1994; Ferreira et al., 2011; Martínez-Bustos et al., 2011; Pai et al., 2009). Although CO2 could reportedlyact as a good blowing agent, the fibre-rich extrudate was rarelyproduced by the CO2 injection extrusion.
In this study, we produced the corn grits and corn fibre extru-dates at different melt temperature according to non-CO2 andCO2 injection extrusion. The objective was to investigate the

Y.-Y. Wang, G.-H. Ryu / Journal of Food Engineering 116 (2013) 14–20 15
influence of CO2 injection extrusion on physical properties of corngrits supplemented with different corn fibre content.
2. Materials and methods
2.1. Materials
Corn grits was purchased from Dongil grain Co., Ltd (Ansan-city,Kyongki-do, South Korea). Corn fibre was obtained from SamyangGenex Co., Ltd (Yeonji-dong, Jongno-gu, Seoul, South Korea) andwas ground into powder. Chemical composition of corn grits andfibre was moisture (10.44% and 5.95%), protein (7.48% and10.52%), fat (0.94% and 4.24%), ash (2.58% and 12.42%) and carbohy-drate (89.12% and 72.82%) respectively. Corn grits and corn fibrewere placed in a sealed plastic bag after mixing at different ratios(0/100, 15/85 and 30/70) and stored at room temperature for oneday before extrusion.
2.2. Extrusion process
The extrusion was performed on a twin-screw extruder(THK31T, Incheon Machinery Co., Incheon, South Korea) equippedwith a 32-mm diameter at a length to diameter (L/D) ratio of24:1. Extrusion parameters were as follows: feed moisture contentof 30% (dry basis), screw speed of 150 rpm, feed rate of 100 g/minand die diameter of 3 mm. The CO2 was injected into extruder bar-rel at the rate of 200 mL/min at the point of 193 mm before the die.To obtain the desired injection rate, a pressure gauge between aprecision high-pressure regulator and the injection point was usedfor accurate control, when the CO2 from a gas cylinder was pipedinto the injection point. The melt temperature in die exit wasmaintained at 90, 105 and 120 �C. After extrusion, the sampleswere dried in oven overnight at 50 �C. The dried extrudates werechosen randomly to analyse the physical properties.
2.3. Expansion index
The expansion index (EI) was determined as described by Ryuand Ng (2001). The EI was calculated as the diameter of extrudatesdivided by the die diameter (3.0 mm). The diameter of extrudatewas measured at three different positions along the length(approximately 100 mm) of each of the ten random samples usinga vernier caliper.
2.4. Specific length
The specific length (SL) of extrudates was evaluated as thestraight length of extrudates divided by the equivalent weight ofextrudates. Ten samples were used for each extrudate to calculatea mean.
2.5. Bulk density
Bulk density (BD) was determined after the extrudates were cutinto pieces of approximately 2 cm length by using millet seed dis-placement method. Approximately 2 g extrudates were chosen foreach analysis. Measurements were performed in triplicate for eachsample.
2.6. Mechanical properties
Mechanical properties were determined with a texture analyser(Compac-100, Sun Scientific Co., Ltd., Tokyo, Japan) equipped witha 2-kg load cell. The cross-head speed was set at 60 mm/min. Tenextrudates about 50 mm in length were assayed for each
treatment. The distance between two supports was 30 mm. Theapparent elastic modulus (Eapp) and breaking strength in bendingof extrudates between two supports were evaluated as previouslydescribed by Ryu and Ng (2001). Ten measurements were per-formed on each sample.
2.7. Cross-sectional microstructure
Extrudates were cut and sputter-coated with gold–palladiumalloy. The cross-sectional microstructure of extrudates was ob-tained by using field emission scanning electron microscopy (MIRAII LMH, Tescan USA, Inc., Cranberry Township, PA) with an acceler-ation voltage of 10 kV. The different magnification was used de-pend on the expansion index of the extrudates.
2.8. Statistical analysis
Analysis of variance (ANOVA) and pearson correlation coeffi-cients were carried out using SPSS 18.0 (SPSS Inc., USA). Fisher’sleast significant difference (LSD) test was used to calculate themeans with 95% (p < 0.05) confidence.
3. Results and discussion
3.1. Expansion index
The EI of extruded corn grits with corn fibre using non-CO2 andCO2 injection extrusion is presented in Table 1. Melt temperaturehad highly significant effects on expansion index of extrudates inboth with and without CO2 injection extrusion process. It was ex-plained by Chaiyakul et al. (2009) that melt viscosity decreasedwith increased temperature and the reduced viscosity effect wouldfavour the bubble growth during extrusion. The viscosity de-creased with increased temperature because of the greater freespace available for molecular chain motion at higher temperature.In other terms, the ability of macromolecular chain motion is en-hanced and the resistance between the melt layers decreases byincreasing the processing temperature, leading to a reduction inthe melt viscosity (Matuana and Diaz, 2010).
At lower melt temperature (90 and 105 �C), extrusion with CO2
injection significantly increased the EI, and the largest EI differencewas up to 0.39 between extrusion with and without CO2 injection.At lower melt temperature, CO2 acted as a blowing agent, andchanged the material rheological properties (viscosity decrease)inside the extruder. The viscosity decrease results in the limitationof mechanical stresses, and allows handling molecules having alimited thermal stability. Moreover, its dissolution in the polymerunder pressure was accompanied by large volume expansion dur-ing the return to atmospheric pressure (Sauceau et al., 2011). Athigher melt temperature (120 �C), the EI showed opposite trend.The injection of CO2 showed less blowing effect at higher melt tem-perature. The similar results also reported by Ferdinand et al.(1990). They studied structure formation in maize grits, wheatstarch, and dehydrated potato granules, in the absence of steamexpansion, by injecting low pressure gaseous CO2 into the extru-der. Their process produced porous extrudates at temperaturesbelow 100 �C, but the products did not have the highly expandedstructure according to non-CO2 injection extrusion.
As earlier reported, increasing fibre content slightly decreasedthe EI at the same extrusion condition, and this was explained thatfibre ruptured the air cell walls as well as the external surface ofextrudates due to the low compatibility between the fibre particlesand the continuous starch phase, thereby preventing themaximum expansion of the gas bubbles. Other reasons maybeattribute to the reduction of the gelatinised starch amount in the

Table 1The physical properties of extruded corn grits with corn fibre by non-CO2 and CO2 injection extrusion process.a
Corn fibre/corn grits Melt temperature Expansion index Specific length (m/kg)
Non-CO2 CO2 Non-CO2 CO2
0/100 90 �C 1.18 ± 0.08i 1.48 ± 0.08f 89.41 ± 11.54e 82.27 ± 6.57f
105 �C 1.33 ± 0.07gh 1.65 ± 0.05e 66.70 ± 4.68ij 69.89 ± 3.26hi
120 �C 2.10 ± 0.10a 1.96 ± 0.12bc 65.06 ± 2.98ij 63.17 ± 1.91j
15/85 90 �C 1.14 ± 0.04j 1.33 ± 0.07gh 101.13 ± 4.88bcd 95.29 ± 5.43de
105 �C 1.29 ± 0.08h 1.68 ± 0.06e 73.62 ± 5.10gh 80.41 ± 2.76f
120 �C 1.96 ± 0.08b 1.92 ± 0.08c 89.37 ± 4.62e 98.43 ± 7.32cd
30/70 90 �C 1.02 ± 0.04k 1.18 ± 0.0ij 118.04 ± 7.55a 117.25 ± 7.24a
105 �C 1.36 ± 0.08g 1.49 ± 0.08f 78.86 ± 1.81fg 103.63 ± 13.56bc
120 �C 1.79 ± 0.09d 1.50 ± 0.08f 105.13 ± 6.51b 114.73 ± 10.96a
a For each parameter, different letters indicate significant differences at p < 0.05.
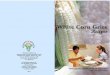
Fig. 1. Relationship between expansion index and specific length of extruded corngrits with corn fibre by non-CO2 and CO2 injection extrusion process.
16 Y.-Y. Wang, G.-H. Ryu / Journal of Food Engineering 116 (2013) 14–20
melted material with the fibre addition prevented extrudateexpansion, and/or the increased collapse/shrinkage of the extru-date after maximum expansion.
3.2. Specific length
The SL of extruded corn grits supplemented with corn fibreusing non-CO2 and CO2 injection extrusion is shown in Table 1.The SL increased with the increasing corn fibre content at the sameextrusion condition. The SL of the fibre-free extrudates decreased
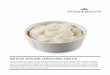
Fig. 2. Bulk density of extruded corn grits with corn fib
with the increasing melt temperature indicating the extrudates ex-panded in the radial direction with the increasing melt tempera-ture. While that of the fibre-containing extrudates showeddifferent trend when the extrudates were produced at 120 �C melttemperature. The samples extruded at 120 �C melt temperaturepresented higher SL compared with that of extrudates at 105 �Cmelt temperature. It showed that the extrudates expanded notonly in radial direction but also in axial direction with the additionof corn fibre at the higher melt temperature.
On the non-CO2 injection extrusion, the SL and EI revealed high-er linear correlation. At lower melt temperature and higher melttemperature, the R2 was 0.8948 and 0.959, respectively (Fig. 1).In contrast, the correlation coefficients (R2 = 0.7189, 0.6279) be-tween SL and EI with CO2 injection were much lower. Higher melttemperature significantly affects the expansion in the radial direc-tion. Compared with the extrudates produced by the non-CO2
injection extrusion, the extrudates by CO2 injection extrusion werehighly expanded in the radial direction at the lower melt temper-ature (90 and 105 �C) and highly expanded in the axial direction onthe higher melt temperature (120 �C).
3.3. Bulk density
The BD is a very important parameter in the production of ex-panded and formed food products. The BD, which considers expan-sion in all directions, ranged from 0.28 to 0.86 g/cm3 in this study(Fig. 2). The BD decreased with the melt temperature increasing atthe same corn fibre content in extrusion process with and withoutCO2 injection. Higher temperature provided a higher potential
re by non-CO2 and CO2 injection extrusion process.

Table 2The mechanical properties of extruded corn grits with corn fibre by non-CO2 and CO2 injection extrusion process.a
Corn fibre/corn grits Melt temperature Apparent elastic modulus (N/m2) Breaking strength (N/m2)
Non-CO2 CO2 Non-CO2 CO2
0/100 90 �C 1.93E + 09ab 1.51E + 0bc 1.60E + 06a 1.01E + 06cd
105 �C 1.24E + 09c 1.09E + 0c 9.17E + 05de 8.60E + 05de
120 �C 3.30E + 08d 3.50E + 08d 4.27E + 05fg 5.37E + 05f
15/85 90 �C 1.99E + 09a 1.35E + 09c 1.45E + 06ab 8.46E + 05de
105 �C 1.50E + 09bc 1.14E + 09c 9.06E + 05de 5.51E + 05f
120 �C 3.18E + 08d 2.54E + 08d 3.71E + 05fg 3.79E + 05fg
30/70 90 �C 2.34E + 09a 1.42E + 09c 1.37E + 06b 7.60E + 05e
105 �C 1.10E + 09c 5.10E + 08d 1.14E + 06c 4.89E + 05fg
120 �C 3.11E + 08d 3.58E + 08d 3.37E + 05g 4.34E + 05fg
a For each parameter, different letters indicate significant differences at p < 0.05.
Y.-Y. Wang, G.-H. Ryu / Journal of Food Engineering 116 (2013) 14–20 17
energy for flash-off of super-heated water from extrudates as theyleft the die. With higher melt temperatures, the extrudates exitingthe die lose more moisture and become lighter in weight (Kökselet al., 2004).
At lower melt temperature (90 and 105 �C), the BD of the extru-dates with CO2 injection was lower than that of the non-CO2 injec-tion, while it was higher than that of non-CO2 injection at highermelt temperature (120 �C).
The BD slightly decreased with increasing the corn fibre con-tent. This was different from previous studies for extrusion of yel-low corn flour with oat flour and corn meal with soy fibre (Liuet al., 2000; Jin et al., 1994), that may be relate to the different fibrecontent and extrusion condition. In this study, it may be explainedthat the increased SL indicated higher expansion at axial directionas the increasing fibre content. In addition, the ruptured air cell(shown in Fig. 4) by the addition of corn fibre may be propitiousto lose more moisture and decrease the weight. A negative correla-tion was observed between BD and EI on the extrusion process(R = �0.704).
3.4. Mechanical properties
The Eapp decreased with the increasing melt temperature atthe same corn fibre content (Table 2), and the Eapp of extrudatewas significantly higher at the 90 and 105 �C melt temperaturethan 120 �C melt temperature. At lower melt temperature (90and 105 �C), the Eapp of the extrudates with CO2 injection waslower than that of without CO2 injection, while there was no cleardifferences at 120 �C melt temperature. Breaking strength had the
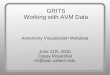
Fig. 3. The macroscopic photographs of extruded corn grits with
similar trend with the Eapp (Table 2). It decreased with theincreasing melt temperature at the same corn fibre content. Atlower melt temperature (90 and 105 �C), the breaking strengthof the extrudates with CO2 injection lower than that of withoutCO2 injection, while it was slightly higher at 120 �C melt temper-ature. The breaking strength slightly decreased with the increas-ing corn fibre content at the same extrusion condition. It maybe due to reduced starch content and the ruptured air cell bythe addition of corn fibre. Mechanical properties showed signifi-cant correlation with BD and EI. The correlation coefficients be-tween BD and Eapp and breaking strength were 0.819 and 0.891,respectively, and the correlation coefficients between EI and Eapp
and breaking strength were �0.867 and �0.800. The lower EIindicated smaller and less air cell, which make the air cell wallthick and increase the breaking strength. It was reported by pre-vious studies that there was a concomitant decrease in bulk den-sity and breaking strength with an increase in expansion ratio(Chaiyakul et al., 2009; Liu et al., 2000). Ding et al. (2005) re-ported that increasing temperature would decrease melt viscos-ity, but it also increases the vapour pressure of water. Thisfavours the bubble growth which is the driving force for expan-sion, producing low density products and thus decreasing break-ing strength of extrudates.
3.5. Macroscopic and microscopic structures
The macroscopic photographs of extruded corn grits with cornfibre by non-CO2 and CO2 injection extrusion are presented inFig. 3. It was apparent from these photographs that increasing corn
corn fibre by non-CO2 and CO2 injection extrusion process.

Fig. 4. Cross-sectional microstructure of extruded corn grits with 0% (a), 15% (b), and 30% (c) corn fibre by non-CO2 and CO2 injection extrusion process.
18 Y.-Y. Wang, G.-H. Ryu / Journal of Food Engineering 116 (2013) 14–20
fibre content decreased expansion index. The appearance surfaceof the extrudates with CO2 injection was smooth at low melttemperature. This may be due to the samples prepared via CO2
injection extrusion dissolved quicker than those via non-CO2
injection extrusion. It was proposed that the quicker dissolutionis due to a higher internal surface area in the more foam like CO2
produced samples (Lyons et al., 2007). In addition, the surface ofthe samples without corn fibre had some fracture according to
the non-CO2 extrusion at lower melt temperature, while theextrudates with CO2 injection did not show the fracture. As theaddition of the corn fibre this phenomenon was not so significant.
The cross-sectional microstructure of extruded corn grits withcorn fibre by non-CO2 and CO2 injection extrusion is shown inFig. 4. When the melt temperature increased, air cell size of theextrudates increased and the air cell density decreased. Crosssection of extrudates produced by CO2 injection showed more

Fig. 4. (continued)
Y.-Y. Wang, G.-H. Ryu / Journal of Food Engineering 116 (2013) 14–20 19
uniformly distributed enclosed air cells with thin cell walls atlower melt temperature (90 and 105 �C), while at higher melttemperature (120 �C), cross section of extrudates produced byCO2 injection showed non-uniform air cell distribution comparedwith the non-CO2 injection extrusion. According to the classicalnucleation theory, which has been successfully used to describethe kinetics of nucleation in polymer melts, a higher nucleationrate and a small density is associated with a greater amount ofCO2 dissolved in the polymer melt, lower interfacial tension andviscosity of the mixture, and a higher degree of supersaturationachieved during the pressure quench (Ayoub and Rizvi, 2011).The reduction of interfacial tension with CO2 causes a more rapidand homogeneous nucleation, and thus creates a finer porestructure (Sauceau et al., 2011).
The air cell was broken and distributed more non-uniformly asthe addition of the corn fibre, indicating fibre particles decreasedthe product expansion by rupturing the cell walls before the gasbubbles could expand to their full potential. The burst of the bub-bles in a very short time after the exit of the die was observed byRobin et al. (2011) when increasing the wheat bran concentration.In cassava bran enriched extrudates, Hashimoto and Grossmann(2003) reported that bran interfered with bubble expansion byreducing the extensibility of vapour cell walls, causing prematurerupture at a critical thickness related to bran particle size. As a re-sult of premature rupture of cell walls, the bran would create morebroken small cells. At 120 �C melt temperature, the cell densitywas increased as increasing corn fibre content.
4. Conclusions
According to the investigation into the physical properties ofextruded corn grits with corn fibre, we can propose that melt tem-perature was one significant element affecting physical propertiesof extrudates in both non-CO2 and CO2 injection (200 mL/min)extrusion process. At the lower melt temperature (90 and105 �C), the CO2 injection in the extrusion process improved the
physical properties, and the extrudate surface with CO2 injectionwas smoother and showed lower fracturability than that withoutCO2 injection. In addition, the cross section of extrudates withCO2 injection showed more uniformly distributed enclosed air cellswith thinner cell walls at the lower melt temperature. whereas itdid not exhibit such significant differences at higher melt temper-ature (120 �C). Moreover, the addition of corn fibre decreased theexpansion index, bulk density and breaking strength, and led tomore broken and non-uniform cross-sectional microstructure.
Acknowledgement
This work was supported by the research of the grant of theKongju National University in 2011.
References
Ayoub, A., Rizvi, S.S.H., 2011. Reactive supercritical fluid extrusion for developmentof moisture resistant starch-based foams. J. Appl. Polym. Sci. 120, 2242–2250.
Berglund, P.T., Fastnaught, C.E., Holm, E.T., 1994. Physicochemical and sensoryevaluation of extruded high-fibre barley cereals. Cereal Chem. 77, 91–95.
Chaiyakul, S., Jangchud, K., Jangchud, A., Wuttijumnong, P., Winger, R., 2009. Effectof extrusion conditions on physical and chemical properties of high proteinglutinous rice-based snack. LWT – Food Sci. Technol. 42, 781–787.
Ding, Q.B., Ainsworth, P., Tucker, G., Marson, H., 2005. The effect of extrusionconditions on the physicochemical properties and sensory characteristics ofrice-based expanded snacks. J. Food Eng. 66, 283–289.
Elleuch, M., Bedigian, D., Roiseux, O., Besbes, S., Blecker, C., Attia, H., 2011. Dietaryfibre and fibre-rich by-products of food processing: characterisation,technological functionality and commercial applications: a review. FoodChem. 124, 411–421.
Ferdinand, J.M., Lai-Fook, R.A., Ollet, A.L., Smith, A.C., Clark, S.A., 1990. Structureformation by carbon dioxide injection in extrusion cooking. J. Food Eng. 11,209–224.
Ferreira, R.E., Chang, Y.K., Steel, C.J., 2011. Influence of wheat bran addition and ofthermoplastic extrusion process parameters on physical properties of corn-based expanded extruded snacks. Ali. Nutrição Araraquara 22, 507–520.
Gajula, H., Alavi, S., Adhikari, K., Herald, T., 2008. Precooked bran-enriched wheatflour using extrusion: dietary fibre profile and sensory characteristics. J. FoodSci. 73, S173–S179.

20 Y.-Y. Wang, G.-H. Ryu / Journal of Food Engineering 116 (2013) 14–20
Gualberto, D., Bergman, C., Kazemzadeh, M., Weber, C., 1997. Effect of extrusionprocessing on the soluble and insoluble fibre, and phytic acid contents of cerealbrans. Plant Foods Hum. Nutr. 51, 187–198.
Hashimoto, J.M., Grossmann, M.V.E., 2003. Effects of extrusion conditions on qualityof cassava bran/cassava starch extrudates. Int. J. Food Sci. Technol. 38, 511–517.
Jin, Z., Hsieh, F., Huff, H.E., 1994. Extrusion cooking of corn meal with soy fibre, salt,and sugar. Cereal Chem. 71, 227–234.
Köksel, H., Ryu, G.H., Basman, A., Demiralp, H., Ng, P.K.W., 2004. Effects of extrusionvariables on the properties of waxy hulless barley extrudates. Nahrung/Food 48,19–24.
Liu, Y.,Hsieh,F., Heymann,H., Huff, H.E., 2000. Effect ofprocess conditionsonthe physicaland sensory properties of extruded oat-corn puff. J. Food Sci. 65, 1253–1259.
Lyons, J.G., Hallinan, M., Kennedy, J.E., Devine, D.M., Geever, L.M., Blackie, P.,Higginbotham, C.L., 2007. Preparation of monolithic matrices for oral drugdelivery using a supercritical fluid assisted hot melt extrusion process. Int. J.Pharm. 329, 62–71.
Mann, J.I., Cummings, J.H., 2009. Possible implications for health of the differentdefinitions of dietary fibre. Nutr. Metab. Cardiovasc. Dis. 19, 226–229.
Martínez-Bustos, F., Viveros-Contreras, R., Galicia-García, T., Nabeshima, E.H.,Verdalet-Guzmán, I., 2011. Some functional characteristics of extruded blendsof fibre from sugarcane bagasse, whey protein concentrate, and corn starch.Ciênc. Tecnol. Ali. 31, 870–878.
Matuana, L.M., Diaz, C.A., 2010. Study of cell nucleation in microcellular poly (lacticacid) foamed with supercritical CO2 through a continuous-extrusion process.Ind. Eng. Chem. Res. 49, 2186–2193.
Mulvaney, S.J., Rizvi, S.H., 1993. Extrusion processing with supercritical fluids. FoodTechnol. 47, 74–82.
Pai, D.A., Blake, O.A., Hamaker, B.R., Campanella, O.H., 2009. Importance ofextensional rheological properties on fibre-enriched corn extrudates. J. CerealSci. 50, 227–234.
Porter, S.E., Donohoe, B.S., Beery, K.E., Xu, Q., Ding, S.Y., Vinzant, T.B., Abbas, C.A.,Himmel, M.E., 2007. Microscopic analysis of corn fiber using starch- andcellulose-specific molecular probes. Biotechnol. Bioeng. 98, 123–131.
Robin, F., Dubois, C., Pineau, N., Schuchmann, H.P., Palzer, S., 2011. Expansionmechanism of extruded foams supplemented with wheat bran. J. Food Eng. 107,80–89.
Ryu, G.H., Ng, P.K.W., 2001. Effects of selected process parameters on expansion andmechanical properties of wheat flour and whole cornmeal extrudates. Starch/Stärke 53, 147–154.
Ryu, G.H., Walker, C.E., 1995. The effects of extrusion conditions on the physicalproperties of wheat flour extrudates. Starch/Stärke 47, 33–36.
Sauceau, M., Fages, J., Common, A., Nikitine, C., Rodier, E., 2011. New challenges inpolymer foaming: a review of extrusion processes assisted by supercriticalcarbon dioxide. Prog. Polym. Sci. 36, 749–766.