Embed Size (px)
Citation preview

International Journal of Engineering & Technology IJET-IJENS Vol:13 No:01 103
I J E N S IJENS © February 2013 IJENS -IJET-4747-0124131
Physical Properties of Sunflower Seeds
Components Related to Kernel Pneumatic
Separation Gamal Rashad Gamea
Agricultural Engineering Department, Faculty of Agriculture, Minoufiya University, egypt gamea@[email protected]
Abstract-- The first part of the present study deals with some
physical properties for sunflower seeds components (seeds,
hulls and kernels) related to pneumatic separation which are
evaluated as a function of change in moisture content from 8% to 14% (d.b.). S imple linear empirical equations were
developed to predict sunflower seeds components properties
according to moisture content. All dimensions, mass, angle of
repose, coefficient of fraction, and terminal velocity increased
linearly with the moisture content increased up to 14 %, while the bulk density decreased linearly with the moisture content
increased. The second part was carried out on a series of
experiments to specify the optimum conditions of separating
operation which ensure the highest grade of separation
efficiency with minimum kernel losses. Pneumatic separation equipment was tested under different combinations of the
following factors: air stream velocity, feed rate, broken kernels
percentage and moisture content by using indices separation
efficiency and kernel losses. The combination of air velocity ,
feed rate, broken kernels % and moisture content affected significantly the separation efficiency and kernel losses. Air
stream velocity of 3.5 m/s combined with 30 kg/h feed rate,
10% broken kernels and (10 – 12%) moisture content can be
considered the most favorable combination values.
Index Term-- sunflower kernels, pneumatic separation,
terminal velocity, kernel losses
Nomenclature
L length, mm
W width, mm
T thickness, mm
Gd geometric diameter, mm
Ad arithmetic diameter,mm
Fs Surface flat area, mm2
Ts Transverse flat area, mm2
Db bulk densit, g/cm
m mass of seeds or kernels, g
Cd drage coefficient
ρa air density, kg/m3
V air terminal velocity, m/s
A particle area projected to air, m2
S.E Separating efficiency, %
M1 the mass of hulls in the out kernel tank, g
M2 the mass of hulls in feeding hopper, g
K.L Percentage of Kernel losses, %;
M3 the mass of kernel in the out kernel tank, g;
M4 The mass of kernel in feeding hopper, g.
M.C. moisture content(d.b.), %
1. INTRODUCTION
Sunflower seed ( Helianthus annuus L.) is an important
oilseed crop because it contains a large quantity of highly
nutritious oil. Sunflower considered as one of the most
Egyptian leading oilseed crops; it could be planted in
several soil types under varied climate condition. Allen et
al., (1983) reported that, sunflower is the second most
important source of vegetable oil in the world, it followed
soybean crop. Sunflower was developed as the primary
oilseed crop in the Russia and has been widely accepted in
Europe, Argentina, and Australia, since 1966. Oilseed of
sunflower became an important economic crop in the United
States and Canada
The oil production in Egypt has a great problem due to
the high gap between production and consumption. The
production of both cotton and soybean crops, which
considered the main source of oil, affect oil production.
Therefore, the direction toward untraditional oil crops such
as sunflower seeds becomes more intended.(Morsy, 1980).
Sunflower kernels can be used for preparation of many
production like tosta bread, tahina ,halawa, and
confectionery items. EL-Shaer et al., (1993) mentioned that,
sunflower seeds contained approximately 30 % hull and
70% Kernels. The hulls contain the high fiber, low protein
and high wax and only 2 - 3 % oil. Large proportion of oil is
retained by the high percentage of hull of oil seeds. If the
hulls are removed from the seed before processing, it would
yield comparatively more volume of oil, decrease the
production cost of edible oil and consequently increase the
rate production of oil because removing of the hull from
seeds decreased the mass of the used seeds.
Hulling is a process of removing hulls from the oil
bearing seeds for obtaining high quality edible oil by the
processing of kernels. This reduces fibrous content of the
meal and increases the marketability as stock feed. About
99% of oil is stored naturally in kernels and the hulls
contain not more than 1% oil. If the hulls are not removed
they reduce the total yield of oil by absorbing or retaining
oil in the pressed cake. In addition to this the wax and
coloring matters present in the hulls get mixed with the
expressed edible oil. This necessitated the refining process,
and therefore, increases the production cost of edible oil.
Moreover, processing oilseeds without dehulling reduces the
capacity of the extraction equipment in addition to more
repair and maintenance costs. A large proportion of oil is

International Journal of Engineering & Technology IJET-IJENS Vol:13 No:01 104
I J E N SIJENS © February 2013 IJENS -IJET-4747-0124131
retained by the high percentage of hull of oilseeds. If the
hulls are removed from the seed before processing, it would
yield comparatively more volume of oil (Canada, 1998).
After hulling of sunflower seeds, it is necessary to remove
the separate hulls, therefore separating machine is needed.
The separation of sunflower kernels from a hulled mixture is
very difficult due to the slight difference of the properties of
the mixture components and the lack of information about
the methods of separation of this product.
To the best of our knowledge, there is no evidence on the
physical properties of sunflower seeds components. Thus to
design equipment to improve the existing processing
method, the physical properties of the seed components has
to be known.
Dimensions are important to design the cleaning, sizing
and grading machines. Bulk density, kernel density and
porosity are major considerations in designing the drying,
aeration and storage systems, as these properties affect the
resistance to air flow through the grain mass. Angle of
repose and coefficient of friction are important in designing
equipment for solid flow and storage structures. The
coefficient of friction between seed and wall is important
parameter in the prediction of seed pressure on walls .
(Caumble and Maina, 1990)
El-Kadi and El-Shazly (1970) reported that, before
choosing the method of separation, there must be clear
difference between the compounds of the mixture at the
character on which the separation process will be based. The
process of separation impurities and strange grains occurs
according to engineering and natural characteristics of
compounds.
Clark et a1., (1980) mentioned that, removal of
sunflower hulls from kernels by aspiration has only limited
application because sunflower seed kernels are too easily
picked up along with hulls. Some other principle of
separation was needed, and specific gravity separation might
be selected.
Khairy and Al-Nakib (1989) reported that, the method of
separation was limited by the existence of the difference
between the physical characteristics of mixture components.
Many systems are used in separating seeds and grain,
they consists of one or more of the following units: screen
unit, disc and cylinder separators, spiral separator,
centrifugal separator, cyclone separator, and pneumatic
separator.
In handling and processing of several agricultural
products, air is commonly used as a carrier for transport
(kilickan and Guner, 2006) or for separating the desirable
products from unwanted materials (Khoshtaghaza and
Mehdizadeh, 2006).
In pneumatic separators, air is used for separation of
products according to its differences in size, shape, density,
and characteristics of surface air resistance. Air is supplied
by a centrifugal fan with an adjustable inlet for controlling
the flow. Air is moved through a chamber into which the
product to be cleaned or separated. Materials not carried by
the air stream drops on to a tray and removed. While the
material carried by the air stream is lifted to an air separator
from which it is removed from the system. This unit can be
used for separation of dry or wet materials. Successful
operation depends upon proper adjustment of airflow and
uniform feeding of the product into the air stream.
Therefore, the knowledge of terminal velocities of grain and
impurity particles becomes essential for design and
operation of pneumatic devices. Testa et al., (1967) reported
that, the cleaning efficiency of the pneumatic separator
affected by pneumatic separator design, air stream velocity,
unit load of feeding material, feeding material components,
dimension of separating duct, uniformity of air stream
velocity and initial velocity of mixture.
El-Sheikha et al., (1988) studied the effect of horizontal
air stream velocity, total impurity, and different proportion
of chaff and straw on separation efficiency at different
feeding rates. Gamea , (2004) mentioned that, using the air
as method of separating of rap-seed considered efficient to
obtain satisfactory values of separation efficiency with
minimum losses. Amer, (2009) Concluded that, the physical
and aerodynamic properties of flaxseeds were expressed by
the linear regression equations as a function of moisture
content. Ilori et al, (2011) studied physical properties of
Mexican sunflower seed.
Gupta et al., (2007) evaluated the terminal velocity of
sunflower seeds of three cultivars namely NSFH-36, PSF-
118 and SH-3322 as a function of moisture content and
concluded that the variation in moisture content as well as
variety either individually or in combination influences
terminal velocity and drage coefficient significantly. Their
results showed that, in the moisture range from 6% to 14%
d.b. , the terminal velocity of the seeds increased from 2.039
to 3.28, 2.54 to 3.04 and 2.98 to 3.53 m/s respectively for
the above varieties.
The main objectives of the present study may be
summarized as follows:
1. To identify the physical-mechanical properties of
sunflower product components (seeds, hulls and kernels)
and it is correlation with change in moisture content to
predict the air velocity required for separation of kernel
from hulls.
2. To carry out a series of experiments to specify the
optimum conditions of separating process, which ensure the
highest grade of separating efficiency with lowest kernel
loss.
2. MATERIALS AND METHODS
2.1. Materials
Sample of the sunflower seeds (Vidoc variety) were
taken from Oil Crops Institute, Ministry of Agriculture, and
have been used in this study. The sunflower seeds were
cleaned manually from (foreign matter, broken and
immature seeds) and stored in tightly sealed bin. Sunflower
seeds were hulled by a prototype for sunflower seeds hulling
designed and manufactured at the Agricultural Engineering
workshop, Faculty of Agriculture, El-Minoufiya University
by Gamea and Mohamed (2011). Components of hulled
product (full kernels, broken kernels and hulls) were
separated manually. Kernels to hulls ratio was calculated as
the ratio of mass of dry kernels to the mass of dry hulls. A
sample of 50 particles was taken randomly from every
component. The shape and size of samples were determined
by measuring the length (L), width (W), thickness (T),
geometric diameter (Gd) , arithmetic diameter (Ad), flate
surface area(Fs), transfer surface area(Ts) and
sphercity(s%). The main dimensions of seeds, kernels and

International Journal of Engineering & Technology IJET-IJENS Vol:13 No:01 105
I J E N SIJENS © February 2013 IJENS -IJET-4747-0124131
hulls (L, W, and T) under experiment were measured by
digital calipers. The following equations (El-Raie, 1988)
were used to calculate the values of the mentioned
properties:
Gd= (LWT)1/3
,mm
Ad= (L+W+T)/3,mm
Fs = π/4 LW ,mm2
Ts = π/4 TW ,mm2
S= (Gd/l) x 100, %
Masses of components were measured by sensitive
balance with an accuracy of 0.001 g.
The moisture content M.C.(d.b.) of the mixture, hulls and
kernels was determined by a low constant temperature oven
method (ASAE,2003). The method is good for species that
are rich in oil or volatile substances.
Bulk density(Db) was calculated for the seeds and kernel
of sunflower, by dividing the mass of quantity of a specific
seeds and kernels on its volume, which was measured by
using graduate cylinder.
The static friction angle for samples (seeds, kernels and
hulls) was measured against two structural materials (rough
rubber and galvanized iron).Samples were placed in the tray
over the tested surface. The tray which has the sample, was
tilted up around its side pivot, the angle of friction was
measured when 75% of the seeds reached the bottom and
the tray was stopped (Mohsenin, 1986).The calculated
friction angle for each sample with surfaces was the average
of ten replications.
Angle of natural slop (repose angle) is the angle at which
the sample, does not move when forming a cone. The
designed combined parallelogram and protractor was used
to measure the angle between the horizontal base and the
inclined side of the formed cone due to the free vertical fall
of the sample. Each experiment was repeated 10 times to
calculate the value of angle of repose for each sample.
The samples was conditioned to required moisture
content level by adding the required amount of water,
stirring occasionally and allowing it to achieve equilibrium,
then the moisture content was checked again.
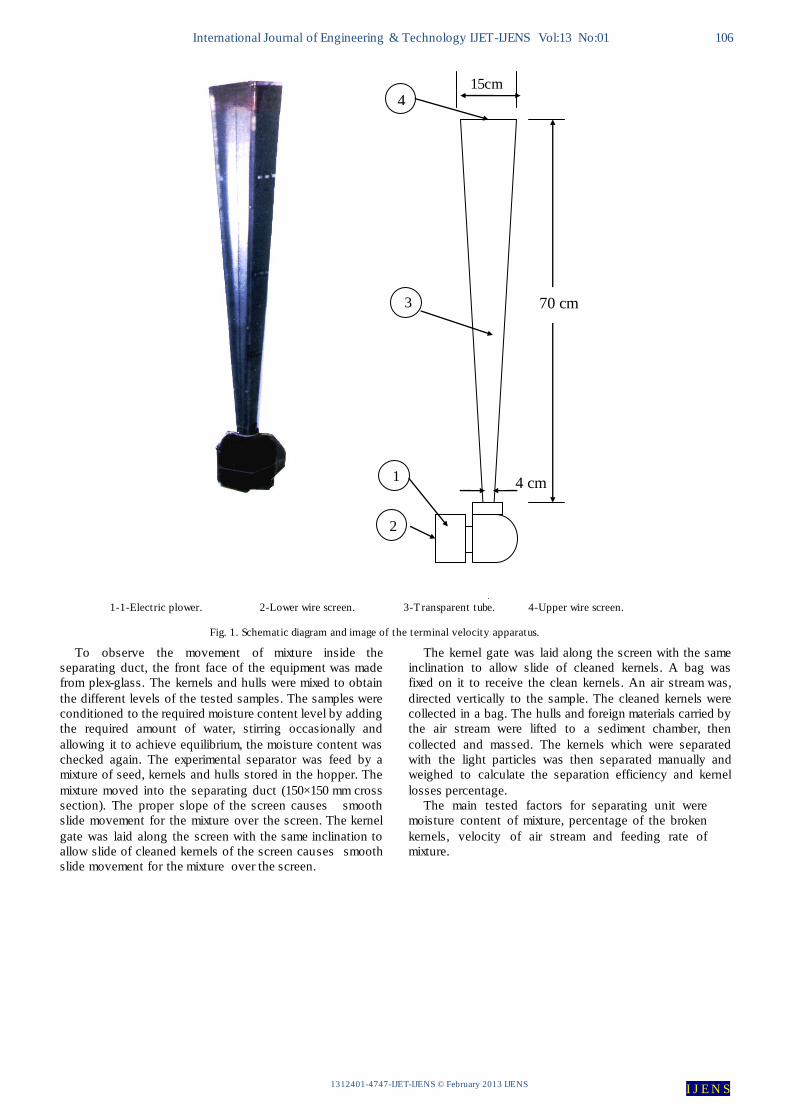
The apparatus shown in fig. (1) was used to measure the
terminal velocity for suspension of different components
under study at different moisture content. It consists of a
tube constructed from transparent (plexi-glass) and
connected with the outlet of the electric blower. Two wire
screens were fitted at the bottom and top of the transparent
tube. An airflow straightened was attached with the lower
screen to improve flow uniformity through the tube. The
sample was placed on the lower screen. The terminal
velocity of the seeds, kernel and hull can be obtained by
measuring the air velocity required to suspend the particles
in the vertical air stream. When a particle is suspended into
the air stream, equilibrium is achieved between its weight
(mg) and the drag force, as follows: (Awady and El-Sayed,
1994)
mg = Cd ρa A V2
/2
2.2 Experimental procedure
The pneumatic separating equipment as sketched in
fig. (2) used in the present study was designed and
manufactured at the Agricultural Engineering Workshop,
Faculty of Agriculture, Minoufiya University, Egypt The
airflow was produced by an electric centrifugal blower of
600W and 800 r.p.m fixed on the frame. It has a circular
inlet hole of (40 mm Dia.) with a gate for controlling the
airflow rate, and has a circular outlet hole( 40 mm Dia).An
electric motor of 600W and 8000 r.p.m was used as a source
of power. The speed of the blower was changed by a simple
mechanism. The changing of air velocity was done by
changing the distance between electric centrifugal blower
and the bottom of the vertical-separating duct. Also, there
was a gate on the inlet opening for controlling the airflow
rate, consequently controls the air stream velocity through
the separating duct.
Dwyer Thermal Anemometer 470 was used to measure
the air stream velocity (ft/min) then the readings were
converted into m/s.
The galvanize smooth iron hopper was fixed to easily
feed the mixture of seeds, hulls and kernels. The hopper
had four adjustable walls to obtain the proper slope for the
mixture to slide smoothly inside the equipment. Under the
hopper There was an inclined smooth channel for receiving
the mixture from the hopper tank. The slope of channel
could be controlled by elevator to control the initial velocity
of mixture besides control the feeding rate of the mixture.
The experimental separating unit was equipped with three
screens as shown in fig. (2). The first and second were to
retain the mixture of seeds, kernels and hulls away from the
blower; while the third was to retain the impurities in
sediment chamber.
International Journal of Engineering & Technology IJET-IJENS Vol:13 No:01 106
I J E N SIJENS © February 2013 IJENS -IJET-4747-0124131
Z
1-1-Electric plower. 2-Lower wire screen. 3-Transparent tube. 4-Upper wire screen.
Fig. 1. Schematic diagram and image of the terminal velocity apparatus.
To observe the movement of mixture inside the
separating duct, the front face of the equipment was made
from plex-glass. The kernels and hulls were mixed to obtain
the different levels of the tested samples. The samples were
conditioned to the required moisture content level by adding
the required amount of water, stirring occasionally and
allowing it to achieve equilibrium, the moisture content was
checked again. The experimental separator was feed by a
mixture of seed, kernels and hulls stored in the hopper. The
mixture moved into the separating duct (150×150 mm cross
section). The proper slope of the screen causes smooth
slide movement for the mixture over the screen. The kernel
gate was laid along the screen with the same inclination to
allow slide of cleaned kernels of the screen causes smooth
slide movement for the mixture over the screen.
The kernel gate was laid along the screen with the same
inclination to allow slide of cleaned kernels. A bag was
fixed on it to receive the clean kernels. An air stream was,
directed vertically to the sample. The cleaned kernels were
collected in a bag. The hulls and foreign materials carried by
the air stream were lifted to a sediment chamber, then
collected and massed. The kernels which were separated
with the light particles was then separated manually and
weighed to calculate the separation efficiency and kernel
losses percentage.
The main tested factors for separating unit were
moisture content of mixture, percentage of the broken
kernels, velocity of air stream and feeding rate of
mixture.
15cm
70 cm
4 cm 1
4
3
2

International Journal of Engineering & Technology IJET-IJENS Vol:13 No:01 107
I J E N S IJENS © February 2013 IJENS -IJET-4747-0124131
1- Centrifugal blower. 2- Feeding hopper. 3- Vertical separating duct.
4- First screen. 5- Kernel gate. 6- Frame. 7- Sediment chamber. 8- Feeding gate. 9- Second screen. Dims: cm
Fig. 2. Elevation view of the separating equipment.
Their effect on separating efficiency and kernel
losses percentage was carried out individually at the
following levels:
Three different levels of mixture moisture content (d.b.)
(8, 10, 12and 14 %).
1- Three different quantities of broken kernel in sample
(10, 20 and 30 %).
2- Three different velocities of air stream (3, 3.5 and 4
m/sec).
3- Two different feeding rates (30 and 50 kg/h).
Each measurement was replicated three times thus, the
number of compound variables were 72 while the total
number of tests were 216.
The performance of the separating unit was evaluated
from the point of view of separating efficiency and
percentage of kernel losses.
The used formula for calculating the separating
efficiency was suggested by (Ismail et al, 1994) as follow:
S.E % = (M2 – M1)/M2 × 100 %
The percentage of kernel losses was calculated by the
following formula (Ismail et al, 1994) :
K.L% = (M4- M3)/M4 × 100 %
The analysis of variance test (ANOVA) was used to test
the effect of the experimented independent variables on
separation efficiency and kernels losses percentage.
3. RESULTS AND DISCUSSIONS
3.1. physical properties of seeds, hulls and kennels
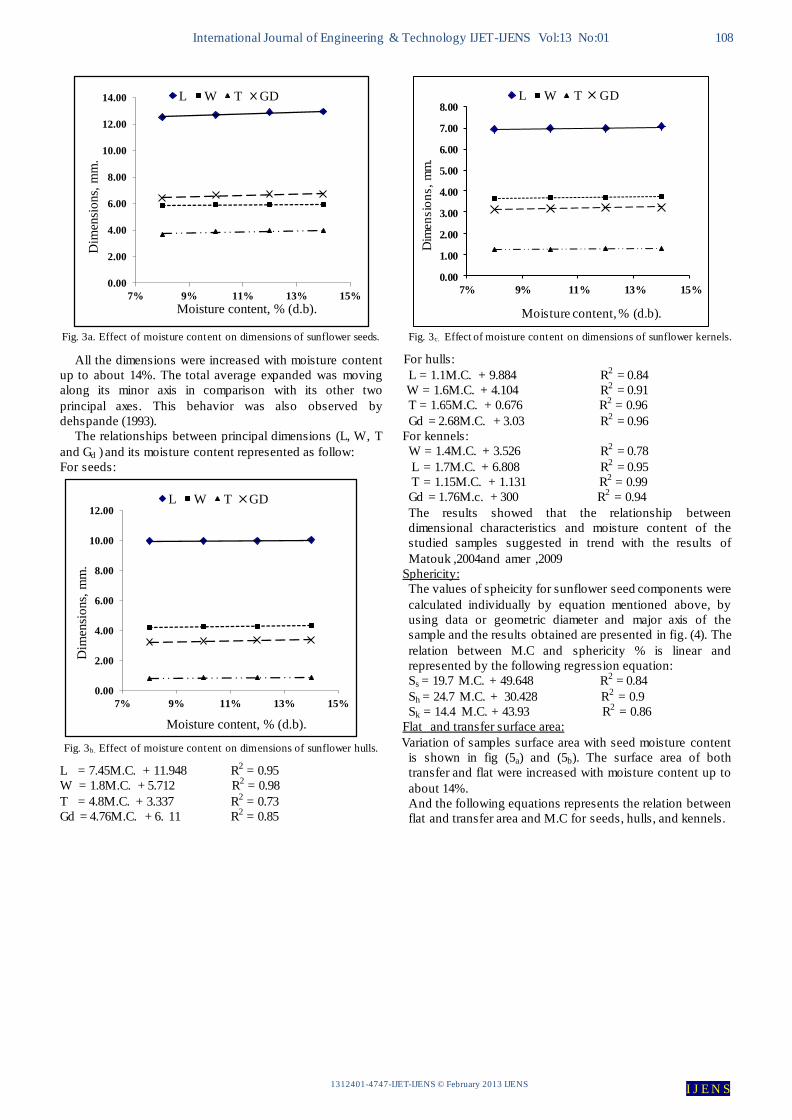
Linear dimensions:
The variations of length (L), width (D), thickness (T) and
the geometric mean diameter (Gd ) of the seeds , hulls and
kennels with moisture content are plotted in fig.s (3a), (3b)
and (3c).
9
1
8
International Journal of Engineering & Technology IJET-IJENS Vol:13 No:01 108
I J E N SIJENS © February 2013 IJENS -IJET-4747-0124131
0.00
2.00
4.00
6.00
8.00
10.00
12.00
14.00
7% 9% 11% 13% 15%
Dim
ensi
ons,
mm
.
Moisture content, % (d.b).
L W T GD
Fig. 3a. Effect of moisture content on dimensions of sunflower seeds.
All the dimensions were increased with moisture content
up to about 14%. The total average expanded was moving
along its minor axis in comparison with its other two
principal axes. This behavior was also observed by
dehspande (1993).
The relationships between principal dimensions (L, W, T
and Gd ) and its moisture content represented as follow:
For seeds:
0.00
2.00
4.00
6.00
8.00
10.00
12.00
7% 9% 11% 13% 15%
Dim
ensi
ons,
mm
.
Moisture content, % (d.b).
L W T GD
Fig. 3b. Effect of moisture content on dimensions of sunflower hulls.
L = 7.45M.C. + 11.948 R2 = 0.95
W = 1.8M.C. + 5.712 R2 = 0.98
T = 4.8M.C. + 3.337 R2 = 0.73
Gd = 4.76M.C. + 6. 11 R2 = 0.85
0.00
1.00
2.00
3.00
4.00
5.00
6.00
7.00
8.00
7% 9% 11% 13% 15%
Dim
en
sio
ns,
mm
.
Moisture content, % (d.b).
L W T GD
Fig. 3c. Effect of moisture content on dimensions of sunflower kernels.
For hulls:
L = 1.1M.C. + 9.884 R2 = 0.84
W = 1.6M.C. + 4.104 R2 = 0.91
T = 1.65M.C. + 0.676 R2 = 0.96
Gd = 2.68M.C. + 3.03 R2 = 0.96
For kennels:
W = 1.4M.C. + 3.526 R2 = 0.78
L = 1.7M.C. + 6.808 R2 = 0.95
T = 1.15M.C. + 1.131 R2 = 0.99
Gd = 1.76M.c. + 300 R2 = 0.94
The results showed that the relationship between
dimensional characteristics and moisture content of the
studied samples suggested in trend with the results of
Matouk ,2004and amer ,2009
Sphericity:
The values of spheicity for sunflower seed components were
calculated individually by equation mentioned above, by
using data or geometric diameter and major axis of the
sample and the results obtained are presented in fig. (4). The
relation between M.C and sphericity % is linear and
represented by the following regression equation:
Ss = 19.7 M.C. + 49.648 R2
= 0.84
Sh = 24.7 M.C. + 30.428 R2 = 0.9
Sk = 14.4 M.C. + 43.93 R2 = 0.86
Flat and transfer surface area:
Variation of samples surface area with seed moisture content
is shown in fig (5a) and (5b). The surface area of both
transfer and flat were increased with moisture content up to
about 14%.
And the following equations represents the relation between
flat and transfer area and M.C for seeds, hulls, and kennels.

International Journal of Engineering & Technology IJET-IJENS Vol:13 No:01 109
I J E N SIJENS © February 2013 IJENS -IJET-4747-0124131
20
25
30
35
40
45
50
55
7% 9% 11% 13% 15%
Sp
hercit
y,%
Moisure Content, % (d.b.)
seeds hulls kernels
Fig. 4. Effect of moisture content on sphercity for sun flower seeds, hulls
and kernels.
10
20
30
40
50
60
70
7% 9% 11% 13% 15%
Fla
t S
urfa
ce a
rea
, m
m2
Moisture Content, % (d.b.)
seeds hulls kernels
Fig. 5a. Effect of moisture content on flat surface area for sunflower seeds,
hulls and kernels.
Tss = 27.7 M.C. + 14.888 R2 = 0.795
Tsh = 6.55 M.C. + 2.16 R2 = 0.95
Tsk = 4.85 M.C. + 3.09 R2 = 0.95
Fss = 52.25 M.C. + 53.495 R2 = 0.97
Fsh = 16.15 M.C. + 31.841 R2 = 0.97
Fsk = 12.4 M.C. + 18.546 R2 = 0.88
0
5
10
15
20
7% 9% 11% 13% 15%
Tra
nsfer a
rea
, m
m2
Moisture Content, % (d.b.)
seeds hulls kernels
Fig. 5b. Effect of moisture content on transfer surface area for sunflower
seeds, hulls and kernels.
Thousand piece mass
The measurements of thousand piece of different
components with different M.C are displayed in fig (6).
Mass of components increased linearly with increasing
moisture content of sunflower components.
The relationship between mass of 1000 pieces and M.C may
be represented by the following equations:
Ms = 240 M.C. + 64.6 R2
= 0.91
Mh = 115 M.C. + 8.6 R2
= 0.988
Mk = 115M.C. + 56.6 R2
= 0.988
0
20
40
60
80
100
120
7% 9% 11% 13% 15%
Ma
ss o
f 1
00
0p
ea
ce, g
Moisure Content, % (d.b.)
Seeds Hull Kerenl
Fig. 6. Effect of moisture content on mass of thousands piece for sunflower
seeds, hulls and kernels.
Bulk density
The experimental results of the bulk density for seeds,
hulls and kernels at different moisture levels are ploted in
fig. 7. As the moisture content increased from 8 to 10 %
(d.b.), the bulk density decreased from 450.45 to 408.2,
from240.4 to 212.3 and from 690.6 to 615.1 kg/m3
for seeds,
hulls and kernels respectively.
Fig. 7. Effect of moisture content on bulk density for sunflowers seeds,
hulls and kernels.
The following linear regression equations described the
relationship between bulk density and moisture content
(d.b):
Bds = -680M.C. + 501.8 R2 = 0.98
Bdh = -115M.C. + 8.6 R2 = 0.99
Bdk = -115M.C. + 56.6 R2 = 0.99

International Journal of Engineering & Technology IJET-IJENS Vol:13 No:01 110
I J E N SIJENS © February 2013 IJENS -IJET-4747-0124131
Angle of repose:
The experimental results for the angle of repose of the
seeds, hulls, and kennels at various moisture levels are
shown in fig. 8.
The relationship between angle of repose and moisture
content could be represented by the following equation:
For seeds:
RAs = 74M.C. + 23.66 R2 = 1.00
For hulls:
RAk = 61.5M.C. + 19.96 R2 = 0.99
For kernels:
RAh = 113M.C. + 27.42 R2 = 0.95
A linear increase in angle of repose when the material
moisture content increases has also been noted for sun
flower seeds by cupta ,1997.
The mean value of angle of repose for. The mixture of
hulls and kennels were 31.0 , 32.8 , 34.5 and 35.8 for
mixture moisture content 8,10,12 and 14% respectively.
Static coefficient of fraction
The effect of moisture content of seeds, hulls and kennels
and the static coefficient of friction against galvanize iron is
plotted in fig. 9.
The static coefficient of friction increased also linearly
with respect to moisture content up to 14 % d.b. The
relationship between coefficient of friction and material
M.C may be represented by the following equations : C.F.s
= 1.4637M.C. + 0.2844 R2 = 0.98
C.F.k = 1.3195M.C. + 0.259 R2 = 0.99
C.F.h = 1.8843M.C. + 0.3647 R2 = 0.97
Terminal velocity
Fig. 10 represent the variation of terminal velocity with
moisture content. The fig. showed that, as moisture content
increased, the terminal velocity tend to increase linearly for
seed, hulls and kernels. Similar increasing trend was
observed for terminal velocity with increase in moisture
content for edible squash seed (Paksoy and Aydin, 2004),
for rapeseed (Calisir et, al, 2005) , for pin nut (Ozguven et
al, 2005) , for sunflower seed (Gupta et al, 2007) and for
turgenia latifolia seeds and wheat kernels(Nalbandi et al,
2010).
20.0
25.0
30.0
35.0
40.0
45.0
7% 9% 11% 13% 15%
Rep
ose
angel
, d
egre
e.
Miosture content, % (d.b)
Seeds Hull Kerenl
Fig. 8. effect of moisture content on angle of repose for sunflower seeds,
hulls and kernels.
0.3
0.35
0.4
0.45
0.5
0.55
0.6
0.65
0.7
7% 9% 11% 13% 15%
Co
effi
cien
t o
f fr
icti
on
Miosture content, % (d.b)
Seeds Hull Kerenl
Fig. 9. Effect of moisture content on static coefficient of friction .
The terminal velocity was much lower for hull than that
for seed and kernel at all levels of moisture content.
However, the difference between the hull and the seed was
more than with seed and kernel. The relation between
terminal velocity and moisture content can be represented
with the following equations:
Vt.s = 24.5M.C. + 2.03 R2
= 0.99
Vt.k = 31.5M.C. + 2.21 R2 = 0.92
Vt.h = 20M.C. + 0.3 R2 = 1
0.30
1.30
2.30
3.30
4.30
5.30
6.30
7.30
7% 9% 11% 13% 15%
Ter
min
al V
elo
city
, m
/s
Miosture content, % (d.b)
Seeds Hull Kerenl
Fig. 10. Effect of moisture content on terminal velocity for sunflower
seeds, hulls and kernels.
With the help of these results it is easy to determine the
engineering parameters for separating unit.
3.2. Evaluation of separating prototype:
The experiments were confined to different air stream
velocities ,feeding rates ,broken kennels percentage and
moisture content of mixture
The performance of the prototype was defined by the
separating efficiency % and kennels loss % .The author
aimed to determine the most favorable combination of all
these variables to be fulfilled in the adopted agricultural
mechanization procedure , so as ensure the high grade of
separating efficiency coupled with minimal kennel losses .
Fig. 11 show the relationship between the moisture content
and separation efficiency at different values of air stream
velocity (3,3.5,4 m/s), broken kennel percentage (10,20 and
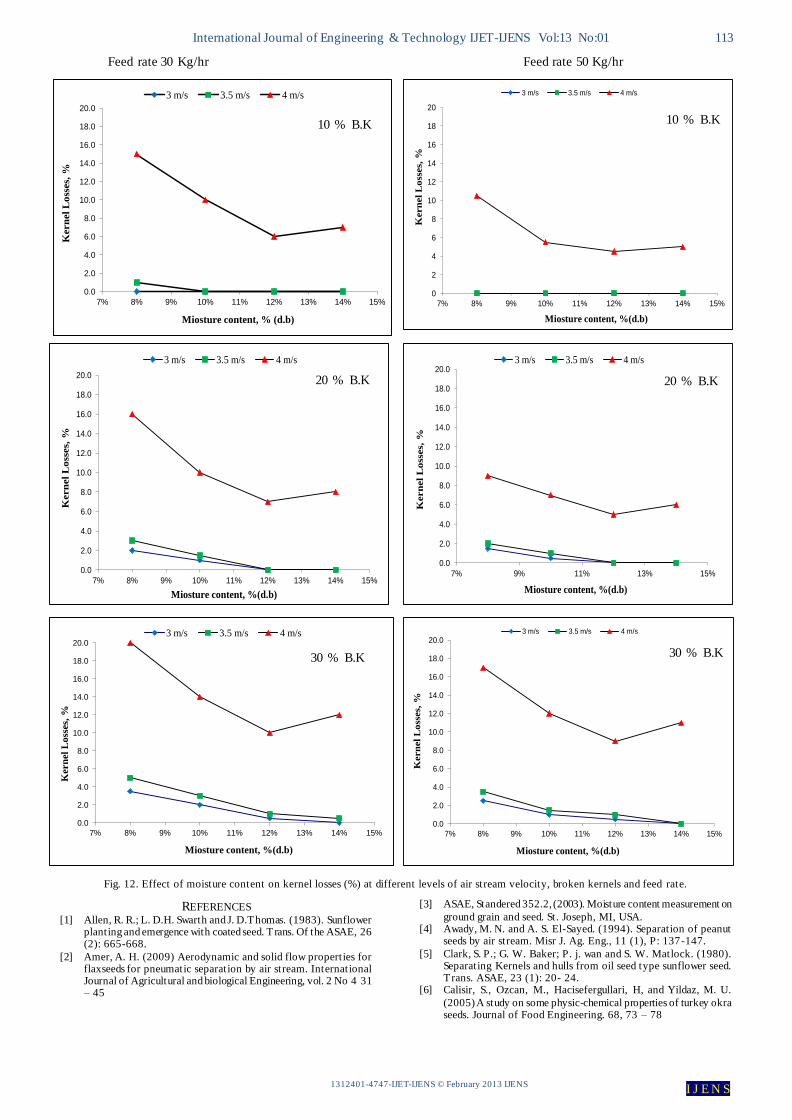
30%) and feeding rate (30 and 50kg/h). Fig. 12 show the
relation between kernels losses % at different levels of all
variables.
Generally , the results showed that , separating efficiency
increased by increasing the air stream velocity . the

International Journal of Engineering & Technology IJET-IJENS Vol:13 No:01 111
I J E N SIJENS © February 2013 IJENS -IJET-4747-0124131
minimum separating efficiency was 73.8% at 3m/s air
velocity ,50kg/h feed rate, 30% broken kernel and 14%
moisture content. The maximum value of 100% was
obtained at 4.0m/s , 30kg/h , with all moisture contents and
broken kennels . At all feeding rates, it was observed that,
with increasing air stream velocity from 3 to 3.5 m/s, the
increasing rate for separation efficiency was more than the
increasing rate with increasing air stream velocity from 3.5
to 4 m/s. It may be due to that, air stream velocity 3.5m/s
was greater than the critical velocity for hulls. While, the
lowest values of separation efficiency at lowest air stream
velocities were due to the presence of some hulls with the
kernel recovered because the airflow was insufficient to
carry all the hulls out with it. On the other hand the results
showed that, kernel losses percentage increased with the
increase of air stream velocity. The highest mean percentage
of losses was 20.0 % observed at 4m/s air velocity, 8 %
moisture content, and 30kg/h feed rate. While, the lowest
mean percentage of losses was 0.0 % at 3.0 m/s air stream
velocity,10 % broken kernel and all feeding rates. At all
tested levels of feeding rates, it was observed that, at
increasing air stream velocity from 3.5 to 4 m/s, the
increasing rate for kernel losses was more than the
increasing rate if the air stream velocity changed from 3 to
3.5 m/s. This may be due to the 3.5 m/s, air stream velocity
was more than the critical velocity for hulls and broken
kernels. While, at lower value of air s tream velocity, the
airflow was too weak to carry all the hulls and kernels out.
Generally, the minimum amount of kernels losses could be
achieved at air velocity range of 3 to 3.5 m/s.
Separation efficiency decreased especially when
moisture content increased from 12 % to 14 %. But the
decreasing in separating efficiency resulting from moisture
content changed from 8 to 12 was little bit. The results
indicated that, increasing the air stream velocity increased
the percentage of kernel losses at all levels of moisture
contents. But, increasing the values of moisture content
decreased the kernel losses at 3 and 3.5 m/s air stream
velocity. However, increasing the values of moisture content
from 12 to 14% increased the kernel losses at 4 m/s air
stream velocity.
The separation efficiency decreased as the feed rate
increased from 30 to 50 kg/h. The highest value obtained at
30 kg/h and 10 % broken kernels with different levels of
other variables. The effect of feed rate was related to the
increase of the thickness of mixture layer through the
separating duct , consequently, the separation condition got
worse because of the effects the air resistance per unit
length. The data of kernels loss reveled that, by increasing
feed rate the kernels losses decreased at air velocity range of
3.5 to 4 m/s while the effect of feed rate was poor on kernels
loss at air velocity 3 m/s .
Asharp decrease in separation efficiency occurred by
increasing the broken kernel % from 20 % to 30% at
different levels of other variables while the decrease in
separation efficiency resulting from increasing of broken
kernels from 10 to 20 % was less. Also, increases of kernels
losses noticed at increase broken kernels especially at 4 m/s
air stream velocity. However the decrease of broken kernel
improved the separation efficiency and decreased kernels
loss.
The effect of the interactions among air stream velocities
and percentage of broken kernels on kernel losses were
highly significant. The highest percentage of kernel losses
(20%) was at the interaction of 4 m/s air stream velocity and
30% broken kernels. While, the lowest percentage (0.0 %)
was at 3 m/s air stream velocity and 10% broken kernels.
Feed rate 30 Kg/hr
70
75
80
85
90
95
100
105
110
7% 8% 9% 10% 11% 12% 13% 14% 15%
Sep
ara
tio
n E
ffic
ien
cy
, %
Moisure content. % (d.b.)
3 m/s 3.5 m/s 4 m/s
70
75
80
85
90
95
100
105
110
7% 8% 9% 10% 11% 12% 13% 14% 15%
Sep
ara
tio
n E
ffic
ien
cy
, %
Moisture content, % (d.b)
3 m/s 3.5 m/s 4 m/s
10 % B.K
20 % B.K
30 % B.K

International Journal of Engineering & Technology IJET-IJENS Vol:13 No:01 112
I J E N S IJENS © February 2013 IJENS -IJET-4747-0124131
4. CONCLUSION
1- The physical properties of sunflower seeds, hulls
and kernels varies linearly with moisture content
2- The average terminal velocity for sunflower seeds
was 4, 4.5, 4.9 and 5.5 m/s, for sunflower hulls
1.9, 2.3, 2.7 and 3.1 m/s and for sunflower kernels
was 5.4, 5.7, 6.1 and 6.5 m/s at moisture content
8, 10, 12 and 14 % (d.b.) respectively
3- The air stream velocity was a major controlling
factor that affects the separating efficiency and
kernel losses. The air stream velocity, which
fulfilled the best results was 3.5 m/s.
4- The decrease of broken kernels percentage
improved the separation efficiency and kernel
losses
5- Increasing of moisture content (from 12to 14%)
decreased the separating efficiency. But
increasing moisture content (from 10to 12%) the
decreasing of separating efficiency is very small.
6- Air stream velocity of 3.5 m/s combined with 30
kg/h feed rate, 10% broken kernels and ( 10 –
12% ) moisture content can be considered the most
favorable combination values of these variables to
obtain the highest separation efficiency with
minimum kernel losses.
7- Using the air as the method of separating of
sunflower kernel considered efficient to obtain
satisfactory values of separation efficiency with
minimum kernel losses at suitable levels of feed
rate, broken kernels and moisture content.
8- The separation equipment succeeded for purpose
as astep forward to the complete design coupled
with hulling machine for optimal hulling and
separation machine.
Feed rate 50 Kg/hr
70
75
80
85
90
95
100
105
110
7% 8% 9% 10% 11% 12% 13% 14% 15%
Sep
ara
tio
n E
ficen
cy
, %
Moisture content, % (d.b)
3 m/s 3.5 m/s 4 m/s
70
75
80
85
90
95
100
105
110
7% 8% 9% 10% 11% 12% 13% 14% 15%
Sep
ara
tio
n E
ffic
en
cy
, %
Moisutre content, % (d.b.)
3 m/s 3.5 m/s 4 m/s
70
75
80
85
90
95
100
105
110
7% 8% 9% 10% 11% 12% 13% 14% 15%
Sep
ara
tio
n E
ffic
en
cy
, %
Moisture content, % (d.b)
3 m/s 3.5 m/s 4 m/s
Fig. 11. Effect of moisture content on separation efficiency at differen t levels of air stream velocity, broken kernels and feed rate.
10 % B.K
20 % B.K
30 % B.K
International Journal of Engineering & Technology IJET-IJENS Vol:13 No:01 113
I J E N SIJENS © February 2013 IJENS -IJET-4747-0124131
REFERENCES [1] Allen, R. R.; L. D.H. Swarth and J. D.Thomas. (1983). Sunflower
planting and emergence with coated seed. Trans. Of the ASAE, 26 (2): 665-668.
[2] Amer, A. H. (2009) Aerodynamic and solid flow properties for flaxseeds for pneumatic separation by air stream. International Journal of Agricultural and biological Engineering, vol. 2 No 4 31 – 45
[3] ASAE, Standered 352.2, (2003). Moisture content measurement on
ground grain and seed. St. Joseph, MI, USA. [4] Awady, M. N. and A. S. El-Sayed. (1994). Separation of peanut
seeds by air stream. Misr J. Ag. Eng., 11 (1), P: 137-147.
[5] Clark, S. P.; G. W. Baker; P. j. wan and S. W. Matlock. (1980). Separating Kernels and hulls from oil seed type sunflower seed. Trans. ASAE, 23 (1): 20- 24.
[6] Calisir, S., Ozcan, M., Hacisefergullari, H, and Yildaz, M. U.
(2005) A study on some physic-chemical properties of turkey okra seeds. Journal of Food Engineering. 68, 73 – 78
Feed rate 30 Kg/hr Feed rate 50 Kg/hr
0.0
2.0
4.0
6.0
8.0
10.0
12.0
14.0
16.0
18.0
20.0
7% 8% 9% 10% 11% 12% 13% 14% 15%
Kern
el
Lo
sses,
%
Miosture content, % (d.b)
3 m/s 3.5 m/s 4 m/s
0
2
4
6
8
10
12
14
16
18
20
7% 8% 9% 10% 11% 12% 13% 14% 15%
Kern
el
Lo
sses,
%
Miosture content, %(d.b)
3 m/s 3.5 m/s 4 m/s
0.0
2.0
4.0
6.0
8.0
10.0
12.0
14.0
16.0
18.0
20.0
7% 8% 9% 10% 11% 12% 13% 14% 15%
Kern
el
Lo
sses,
%
Miosture content, %(d.b)
3 m/s 3.5 m/s 4 m/s
0.0
2.0
4.0
6.0
8.0
10.0
12.0
14.0
16.0
18.0
20.0
7% 9% 11% 13% 15%
Kern
el
Lo
sses,
%
Miosture content, %(d.b)
3 m/s 3.5 m/s 4 m/s
0.0
2.0
4.0
6.0
8.0
10.0
12.0
14.0
16.0
18.0
20.0
7% 8% 9% 10% 11% 12% 13% 14% 15%
Kern
el
Lo
sses,
%
Miosture content, %(d.b)
3 m/s 3.5 m/s 4 m/s
0.0
2.0
4.0
6.0
8.0
10.0
12.0
14.0
16.0
18.0
20.0
7% 8% 9% 10% 11% 12% 13% 14% 15%
Kern
el
Lo
sses,
%
Miosture content, %(d.b)
3 m/s 3.5 m/s 4 m/s
Fig. 12. Effect of moisture content on kernel losses (%) at different levels of air stream velocity, broken kernels and feed rate.
10 % B.K 10 % B.K
20 % B.K 20 % B.K
30 % B.K 30 % B.K

International Journal of Engineering & Technology IJET-IJENS Vol:13 No:01 114
I J E N SIJENS © February 2013 IJENS -IJET-4747-0124131
[7] Cumble , L. O. and Maina, C. (1990) Friction coefficient of cereal seeds on varies surface agricultural mechanization in Asia, Frica
and Latine America, 2 (4) : 61 – 64 [8] Dehspannd, S. D., Bal, S. and Ojha, T . P. (1993) Physical
properties of soybean. J. of Agric. Eng. Research 56, 89 – 98 [9] El-Kady, A.A. and El-Shazly, M. A.(1971), Milling Engineering
and technology, book, Egypr [10] El-Raie, A. E.S.; G. E. M. Naser.; F. G. I. El-Ebaby and W. M. I.
El-Adawy. (1998). Study of some physical and engineering properties for sunflower heads and seeds concerning the design of
threshing devices, 6th conference of Misr society of Agr. Eng., 21-
22 October 1998: 153-176. [11] El-Shaer, M. S., Abdelazez, A., Kandel. M. H.and Elsayed.
(1993).Oil and suger crops, book. Faculity of Agricultural. Cairo
university, Egypt. [12] EL-Sheika, M. A., S. A. Hamad, G. B. H and M. H. Kabil (1988).
Cleaning Wheat grain using horizontal airflow. Misr j.Ag. Eng. S
(3): 344- 356. [13] Gamea, G. R. (2004) Separation of rape seed by using air stream,
Minufiya journal of Agricultural Research, 29 (4), 813 - 830 [14] Gamea, G. R. and Mohamed, M. E, (2011) Design and
manufacturing of prototype for sunflower seeds hulling, Misr J. Agric. Eng., 28 (2) 468 - 486
[15] Gupta, R.K. and Das. S.K. (1997). Physical properties of sunflower seeds. Journal of Agricultural Engineering Research, 66, 1 – 8
[16] Gupta, R. K. , Arora, G., A. and Sharma, R. (2007). Aerodynamic properties of sunflower seed. Journal of Food Engineering., 79, 889 - 904
[17] Ismail, Z. I.,Hana, K. F. and Kassem, M. A., (1994). Factors
affecting grain cleaning efficiency. Part 2: Separating via vertical air streams, Misr J. Ag. Eng., 11 (1): 227-238.
[18] Ilori, T . A., Oradugba, O.B. and Raji, A.O. (2011) Physical
properties of Mexican sunflower seed.25, 299 - 302 [19] Khairy, M. F. A and A. A. Al-Nakib. (1989). The effect of vertical
and horizontal air streams on sunflower kernel separation. Misr J. Ag. Eng., 6 (2): 186-200.
[20] Khoshtaghaza, M. and Mehdizadeh, R., (2005) Aerodynamic properties of wheat kernel and straw materials., Agricultural Engineering International: The CIGRE journal pp 05007, Vol. VIIII.
[21] Kilican, A and Guner, M., (2006), pneumatic conveying characteristics of cotton seeds, Biosystems Engineering, 95 (4): 537 - 546
[22] Matouk, A. M., Radwan, S. M., Hamam, A. H. and Ewies, T . R.
(2004) Determination of physical properties for some sereal crops. Misr J. of Agric. Eng., 2(3) :567 – 584
[23] Morsy, M. A. (1980) Oil crops. Book, Angelo library, Cairo, Egypt [24] Mohsenin, N. N. (1986). Physical properties of plant and Animal
materials. Gordon and Breach Sc. Pub, N. Y.
[25] Ozguven, F., F. and Vursavus, K. (2005). Some physical, mechanical and aerodynamic properties of pine nuts. Journal of
Food Engineering. 68, 191 - 196 [26] Testa, Z. L; B. E. Anuckun; G. A. Bacnakin and N. G. Giadk of
(1967). Machines for after harvesting. Machine bulding, Moscow. [27] Nalbandi, H.,Seiiedlou, S. and Ghassemzadeh, H. R. (2010)
Aerodynamic properties of turgenia latifolia seeds and wheat kernels, International, Agrophysics 24, 57 - 61