-
7/30/2019 Pipe Bending Basics - The Fabricator
1/370 The FABRICATOR| www.theabricator.com |SEPTEMBER 2012
Editors Note: Tis is the first article in a series on
press brake operation basics. Te inormation
comes rom the Fundamentals o Press Brake Op-
erations e-Fab (online training program), presented
by Steve Benson o ASMA LLC and available rom
the Fabricators & Manuacturers Association. Ma-
terial also comes rom FMAs Precision Press BrakeCertificate
Program, presented by Benson and held
at locations across the country. For more inorma-
tion, visit www.manet.org/training or call 888-
394-4362. Figures are courtesy o ASMA LLC, 2952
Doaks Ferry Road N.W., Salem, OR 97304, 503-399-
7514, www.asmachronicle.com, smartphone www.
asmachronicle.com/mobi.htm.
Bottoming and coining with the press brake
had its heyday. But over the past several de-
cades, air orming has become the industry
standard. So when air orming, how do you select
your bottom die opening? Do you choose a dieopening thats 6
times the material thickness, 8
times, 10 times, or even 12 times?
Te narrower the die opening, the more ton-
nage it will take to bend a part. I youre a new op-
erator, or i youre worried about exceeding ton-
nage limits, you might choose an opening thats
10 to 12 times the material thickness; i youre not
worried about tonnage, you may reach or a die
opening thats only 6 times the thickness.
Almost every press brake comes with a tonnage
chart, and many toolmakers publish inormation
on maximum tonnage or every tool they make.
You use a ormula to calculate tonnage require-
ments or a specific job to ensure you dont push
your machine beyond the tooling load limit as
well as what the press brake manuacturers ram
load limit specifies (see onnage Matters side-
bar). ool placement on the bed, type o bending
operation, and other actors come into play.But in press brake
air orming, the die opening
does ar more than afect available tonnage per
oot. So which is the perect die opening6, 8,
10, or 12 times material thickness? A widely held
rule o thumb is that 8 times material thickness
is a perect die opening. Well, this is correct, but
only when theres a one-to-one relationship be-
tween the material thickness and the desired in-
side radius. But i you want to put a 3-in. radius
into 0.036-in.-thick material, that 8-times-materi-
al-thicknes rule o thumb just wont work.
Heres why. In bottoming, the punch profile e-
ectively stamps the material at slightly more thanmaterial
thickness. In coining, the punch presses
so hard into the material that it thins the mate-
rial and actually realigns the molecular structure
o the metal, which is why coining is rarely per-
ormed these days, at least on purpose. In air
orming, though, the die opening sets the radius o
the bend.
Tis becomes obvious when you see air orm-
ing in action. o air-orm, the punch descends to
a certain point, but unlike bottoming, the work-
piece doesnt conorm tightly around the punch
radius; rather, the inside radius is produced as a
percentage o the die opening. I you change the
die opening, you change the inside bend radius
you producesometimes significantly. I you
change the inside bend radius, you change the
amount o material elongation within each bend;
the bend deduction (BD) in turn changes your
part, and you will then be unable to orm the part
to the desired dimensions.
Te 20 Percent Rule
Te 20 percent rule shows just how dramatically
small changes in the die opening afect the result-ing inside
bend radius. Tis rule states that the in-
side bend radius o an air-ormed part will be 20
percent o the die opening. Unlike most rules o
thumb in the trade, this one isnt based on cold-
roll steel, but instead uses 304 stainless steel as the
baseline. In cold-rolled steel, its 15 to 17 percent,
sot aluminum (50 series) 14 to 16 percent, 304
stainless 20 to 22 percent, and hot-rolled pickled
and oiled 12 to 14 percent.
Here, its still helpul to use 60,000-PSI-tensile-
strength cold-rolled steel as a baseline. I you are
working with another material, you can multi-
ply the tensile by this baseline. So, i your metalis 120,000-PSI
tensile, thats twice the tensile
strength o cold-rolled steel. So you multiply 15
percent by 2, and find your inside radius will be
approximately 30 percent o the die opening.
Because alloy characteristics can vary, the
rule covers a range o percentages, so you can
start with the median value and adjust as neces-
sary over time. Say you have three test pieces o
16-gauge cold-rolled steel (all with the same grain
direction) and bend them using a 132-in.-radius
punch using the median percentage value or
three diferent die openings. A 0.473-in. die open-
ing may produce an inside bend radius o 0.70
in. A 0.551-in. opening produces an inside bend
radius o 0.082 in. And a 0.984-in. opening may
produce an inside bend radius o 0.147 in. Tats
a huge radius variation, and the die width changed
by about hal an inch.
Bend Deduction Basics
Each bend elongatesits oten calledgrowth or
stretch, though elongate is the technically accu-
rate term. Because o this, you must deduct cer-
tain amounts o that value rom the flat blank size
so that when the material bends, it elongates to
the dimension required by the print. Te elonga-
tion occurs because the bends neutral axis shitstoward the
inside radius.
Each bend consists o a bend angle and inside
bend radius. I two bends on a part have the same
bend angle and inside radius, both will have the
same bend deduction. I another bend on the part
has a diferent angle/inside radius combination, it
will require its own bend deduction calculation.
Although modern bend deduction charts are
relatively accurate, older charts have serious vari-
ances. More than 100 bend deduction charts have
been published over the decades, and not one o
them agrees entirely with another. Say youre put-
Dissecting benddeductions and
die openingsWhy precise
bend deductions anddie openings matter
-
7/30/2019 Pipe Bending Basics - The Fabricator
2/3The FABRICATOR| www.theabricator.com |SEPTEMBER 2012 71
ting a 0.063-in. radius in 0.060-in-thick cold-rolled
steel. One chart may give a bend deduction o
0.106, another 0.136thats a diference o 0.030
in. Tis might not be a big deal i youre working
with loose tolerances and have a limited number
o bends. But in a part with multiple bends, that
0.030-in. variance will stack up, eventually making
it impossible to orm a part to print.
rue, customers may not care about the inside
radius. Te part print may speciy a specific radius,
but as long as the part matches up and works as
intended, theyre probably not about to get outtheir radius
gauges to measure each bend. But i
you determine the precise bend deduction need-
ed or a particular radius, you efectively make
manuacturing easier and reduce the number o
inherent mistakes. Hence, your throughput goes
up and you are much more productive.
o start, you need to know what happens to
sheet metal when it bends. During each bend, the
materials neutral axiswhere the material nei-
ther compresses nor expandsshits inward to-
ward the inside radius. Te bend allowance is the
length o the bend as measured on the materials
neutral axis.
Here is where geometry and trigonometry come
into play. Te ormula may look intimidating at
first, but its actually pretty straightorward: Bend
allowance = [(0.017453 Inside bend radius) +
(0.0078 Material thickness)] Bend angle. You
can insert the value o the inside bend radius as
determined by the 20 percent rule. For the bend
angle, you use the complementary angle up to 90
degrees. I a bend is more than 90 degrees, use the
included angle (see Figure 1).
So whats behind these numbers, exactly? Well,
0.017453 is pi (, or 3.14) divided by 180, a basic
geometry unction that converts numbers to de-
grees around a circle; 0.0078 is pi divided by a neu-
tral-axis actor in Machinerys Handbook. Tis or-
mula uses a K-actor value o 0.044 in.; during the
bend, this determines the location where the neu-
tral axis will move during the bend. For instance,
in 0.060-in.-thick material, you multiply that thick-
ness by 0.044 in. (0.060 x 0.044) and get 0.026. Tis
means the neutral axis will move to 0.026 in. rom
the inside surace o the bend.
Yes, that 0.044 number may change slightly with
the material0.048 in. or certain stainless grades,0.042 in. or
certain aluminum gradesbut or
most precision sheet metal work, using 0.044 in.
or the neutral axis will suce.
Next, you need to know the bends outside set-
back, which is the distance rom the apex, where
the two planes o the bend intersect on the inside
suraces, to the tangent point o the bend, where
flat metal transitions to curved metal. Heres the
ormula, easily workable with any scientific calcu-
lator: Outside setback = [tangent (complementary
bend angle / 2)] (Material thickness x Inside bend
radius).
At this point you know the outside setback and
the bend allowance. Youre now ready to calculate
bend deduction: again, the amount o material
deducted rom the flat blank to account or ma-
terial elongation during each bend (see Figures 2
and 3).
Heres the ormula: Bend deduction = (2 Out-
side setback) - Bend allowance. With the bend de-
duction in hand, you can determine the appropri-
ate flat blank size, and program the press brake
so that the backgauge fingers accommodate or
material elongation during each bend.
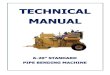
Note that, as shown in Figure 4, you cant add
ComplementaryAngle Included
Angle
OSSB
BD = 2 x OSSB B A
BA
Dimension to Apexx
Leg
Leg OSSB
OSSB
BendAllowance
y
x + y [(OSSB + OSSB) BA] =Flat blank length
Leg
Leg BendAllowance
Leg + Leg + BA = Flat Blank Length
FIGURE 1 In the bend allowance calculation, you usethe
complementary angle up to 90 degrees. I a bend ismore than 90
degrees, use the included angle.
FIGURE 2 Every bend has two outside setbacks (OSSB).So to
calculate the bend deduction, multiply the OSSB by2, and then
subtract the bend allowance (BA), which isthe length o bend along
the neutral axis.
FIGURE 3 Tis shows the basics o flat blank develop-ment.
Dimension x and y go to the apex. o account orbend elongation, add
x and y, and then subtract thebend deduction. Te bend deduction is
double the out-side setback (OSSB + OSSB) minus the bend
allowance.
FIGURE 4 Tis flat blank calculation doesnt work be-cause it does
not consider the bend deduction.
Tonnage MattersWhen you choose a die opening, you still change
the available tonnage, o course. o ensure an ap-
plication isnt pushing the tonnage limits o your machine or
tooling, you need to know how much
tonnage a job really takes.
For this, its back to the math. Note how in the ollowing
equation the material thickness is squared.
A little more material thickness can go a long way in increasing
the required tonnage.
[(575 Material thickness squared)/ V die width]/12 Material
actors Bending method actors =
onnage per inch. In this calculation, air orming mild steel is
the baseline. Other bending methods
and materials are above or below this baseline.
Once you know the tons per inch, you can calculate the tonnage
needed or the job at hand: Te
length o the bend ons per inch = otal tonnage.
All this is rooted in a 90-degree bend in a standard die.
Maximum tonnage isnt obtained imme-
diately. In most cases, about 80 percent o total tonnage is
achieved within the first 20 degrees o
bend angle. In other words, even with a slight angle, a bend can
put immense pressure on tooling
and equipment.
As always, tooling and press brake manuacturers have the final
word when it comes to the ton-
nage capabilities o their equipment. You should nevereverexceed
the maximum allowable ton-
nage or a tool set or press brake.
Material factors
t Mild steel, 1.0
t Copper, 0.5
t H series aluminum, 0.5
t 6 aluminum, 1.28t 304 stainless, 1.4
Method factors
t Air orming, 1.0
t Urethane toolingoperations, 4.0
t Bottom bending, 5.0+
t Coining, 10+
-
7/30/2019 Pipe Bending Basics - The Fabricator
3/372 The FABRICATOR| www.theabricator.com |SEPTEMBER 2012
one bend leg, the bend allowance, and another leg to come up
with a valid
flat blank (Leg + Leg + Bend allowance). Tats because this does
not take
material elongation into account. Tis is why calculating the
bend deduction
is so important.
Te Bedrock of BendingGeometry and trigonometry calculations like
these represent the bedrock o
press brake operation. O course, modern controls and sotware can
auto-
mate a lot o these calculations. But in your abrication career,
such modern
equipment may not always be available. Moreover, just because a
machine is
old doesnt mean it cant be productive.
And this is only the beginning. As a press brake operator, you
have so many
variables to worry about. What type o bend is itsharp, radius,
or proound?
Whats the grain direction? Te list goes on. (Editors note: Tese
topics and
more will be covered in uture installments o this series.)
Most important, i you know the math, you know exactly what goes
into
each bend. Charts and rules o thumb are useul, but in precision
metal abri-
cation, you should, well, beprecise. Te more knowledge you have,
the better
and more productive you can be.
The more knowledge you have, the
better and more productive you can be.