Embed Size (px)
Citation preview

JustJust in Time
in Time
Massagista JIT?

Planejamento e ControleJust-in-Time
Recursosde produção
Fornecimentode produtose serviços
Demandade produtose serviços
Consumidores da operação
produtiva
Entrega deprodutos eserviçosapenas
quando sãonecessários
Just-in-Time

Massagista Just in time

Planejamento e ControleJust-in-Time
Questões chaves
– Que é o JIT e como ele difere de práticasde gestão de operação tradicionais?
– Quais são os principais elementos da Filosofia JIT?– Quais são as Técnicas de JIT?– Como o JIT pode ser usado no planejamento e
controle?– O JIT pode ser usado em operações de Serviço?– Como MRP e JIT podem coexistir?

O que é Just in Time?
O JIT visa atender à demanda prontamente, com qualidade perfeita e sem desperdícios.É uma abordagem disciplinada que visa aprimorar a produtividade global e eliminar os desperdícios.O sucesso do JIT se confirma diante de tantos títulos e siglas:
Manufatura enxutaManufatura de Fluxo contínuoDesperdício zeroManufatura veloz

JIT difere de práticasde gestão de operação tradicionais
A abordagem tradicional promove a independência entre os estágios produtivosNo JIT um problema num estágio é exposto a todo sistema assim como a resolução é compartilhada por todos.
A B C
A B C
Abordagem tradicional protegida por estoques
Abordagem JIT com entrega por solicitação
pedidos pedidosentregas entregas

JIT difere de práticasde gestão de operação tradicionais
JIT vê os estoques como um manto negro que fica sobre o sitema
Estoques altosProdutosDefeituosos
Quebra de máquina
Operadoresnão treinados
Estoque emprocesso
Retrabalho
Refugo
Estoques baixos
ProdutosDefeituosos
Quebra de máquina
Operadoresnão treinados
Estoque emprocesso
Retrabalho
Refugo

JIT difere de práticasde gestão de operação tradicionais
O que o JIT requer
O JIT requer alta performance em todos os 5 objetivos de desempenho da produção
QualidadeVelocidadeConfiabilidade (pontualidade)FlexibilidadeCusto reduzido

JIT difere de práticasde gestão de operação tradicionais
Utilização da Capacidade•Jit e a utilização da capacidade
Foco na altautilização dacapacidade
Mais produçãoem cada estágio
Produção extraforma estoque
Alto estoquepouca exposiçãodos problemas
Mais paradasdevido a problemas Abordagem
tradicional
Foco em produzir só o
necessário
Utilização da capacidade, mas
Sem produção
extra
Baixo estoquelogo, exposiçãodos problemas
Menos paradas
AbordagemJIT

JIT - Uma filosofia e um conjunto de técnicas
JIT como uma filosofiade Produção
•Eliminar desperdícios•Envolvimento de todos•Aprimoramento contínuo
JIT como um conjunto de técnicas para a gestão da Produção• Práticas básicas de trabalho•Projeto para a manufatura•Foco na produção•Máquinas pequenas e simples•Arranjo físico e fluxo•Manutenção produtiva•Redução de set-up•Envolvimento total das pessoas•Visibilidade•Fornecimento JIT
JIT como ummétodo de
planejamentoe controle
•Programação puxada•Controle Kanban•Programação nivelada•Modelos mesclados•Sincronização

Elementos da Filosofia JITFilosofia Just in time e a prática japonesa– O pensamento de Henry Ford
– Eficiência operacional para produzir bom e barato
– Pensamento de Shewhart– Inspeção para corrigir os defeitos do processo
– Pensamento de de Deming– Qualidade total
– O papel da Toyota– Remover todo tipo de desperdícios para ser competitivo
Teoria da alta dependênciaAutonomia ou dependência?O JIT amplia a dependência da empresa em relação a seus agentes especialmente funcionários e fornecedores
Comentário crítico - Pg 487

Elementos da Filosofia JIT1. Eliminar desperdícios
Os 7 desperdícios de Shingo
Todo o transporte acima Todo o transporte acima do necessário é desperdíciodo necessário é desperdício
Qualquer movimento Qualquer movimento que não agregue valorque não agregue valor
(pessoas)(pessoas)
Produzir muito ou produzir Produzir muito ou produzir antecipadamenteantecipadamente
Qualquer consertoQualquer consertoQualquer processo extraQualquer processo extra
Qualquer estoque acima Qualquer estoque acima do mínimo para se executar do mínimo para se executar
o trabalhoo trabalho
Espera por peças, esperaEspera por peças, esperapelo fim do ciclo de pelo fim do ciclo de uma máquina, etc.uma máquina, etc.

Elementos da Filosofia JIT
2. Envolvimento de todos– Trabalho em equipe– Comprometimento– Rotação e multi-habilidades – E mais… tratado no capítulo 20
3. Melhoramento contínuo (kaizen)– Trabalhar com metas claras e realísticas– Prevenção e recuperação de falhas– E mais… tratado no capítulo 18
MelhoramentoJIT supera altos custos de mão-de-obra
Pg 489

As técnicas JIT A casa de máquina do JIT é uma coleção A casa de máquina do JIT é uma coleção de técnicas que representam os meios de de técnicas que representam os meios de eliminar desperdícioseliminar desperdícios
– Práticas básicas de trabalho– Projeto para a manufatura– Foco na produção– Máquinas pequenas e simples– Arranjo físico celular– Redução de set-up– Envolvimento total das pessoas– Visibilidade– Fornecimento JIT

As técnicas JITPráticas básicas de Trabalho
Disciplina epadrões de trabalho
Flexibilidade no trabalho
Igualdade decondições
Criatividade Qualidade devida no trabalho
Desenvolvimentode pessoal
Autonomia
Práticas básicas de trabalho
Autoridade para parar a linhaProgramação de materiaisColeta de dadosResolução de problemas

As técnicas JIT
Projeto para a Manufatura– 70% a 80% dos custos de produção são definidos no
projeto– Muitos problemas de manufatura teriam suas soluções
facilitadas no projeto
• Foco na operaçãoaprender a focar cada fábrica nos produtos.
•Volumes•Mercado
aprender a estruturar políticas de manufatura e serviços em uma única missão

As técnicas JITMáquinas simples e pequenas– várias máquinas pequenas significa mais flexibilidade– máquinas pequenas facilitam a flexibilidade– desenvolver equipamentos em casa– automatizar máquinas da produção.
Arranjo físico e fluxo– juntar mais as máquinas para evitar estoques
intermediários– fazer o fluxo mais visível e transparente– usar linhas U porque facilita o balanceamento da
capacidade– adotar arranjo físico celular


As técnicas JIT
Manutenção produtiva total (TPM)– Envolvimento dos operadores na manutenção– Os setores são incentivados a se responsabilizarem
pela manutenção
Redução de Set-up (SMED)– Ferramentas pré-montadas– Dispositivos padrões facilitam o set-up– Troca rápida em dispositivos com roletes ou mesas c/
esferas
A flexibilidade ajuda o JIT na L’OrealPg 493


As técnicas JITEnvolvimento total das pessoasParticipação do pessoal na gestão
na seleção de novos funcionários,na negociação direta com fornecedor ena utilização de orçamento para melhoriasno planejamento das tarefasna negociação com clientes
Compromissos da empresa com pessoalemprego para a vidadesenvolvimento e treinamentotransparênciaparticipação nos lucrosavaliação de desempenho


As técnicas JITVisibilidade
Exibição de medidasLuzes indicando paradasExibição de cartas de controleMapas de melhoriaÁrea de exibição de produtos bons e defeituososSistema de controle visual como kanban
Fornecimento JITParcerias com fornecedoresDesenvolvimento de fornecedoresIntegração desde o projeto do produtoEntregas Just in Time

Planejamento e controle JIT
Um método de planejamento e controle baseado na redução de estoques e na produção puxada– Controle kanban– Programação nivelada– Modelos mesclados– Sincronização

Planejamento e controle JIT
Controle KanbanÉ um sistema de ordens de produção puxadoKanban significa cartão mas pode tomar outras formasTipos de Kanban
de movimentação ou transportede produçãode fornecedor
O contêiner Kanbana forma do contêiner é função do produtoo contêiner é associado ao Kanban em alguns casos ele é o kanban
Sistema de cartãocartão únicodois cartões

Centro de trabalho A Centro de trabalho B
Estoque de itens processados Estoque de itens processadosFluxo de cartão
Fluxo de container
KanbanKanbanKanban de cartão único de cartão único de cartão único
Planejamento e controle JIT

O que é um kanban?É um dispositivo sinalizador que fornece instruções para a produção, retirada ou transporte de itens.


Quais os tipos de kanban?Kanban de produção: Dá autorização para um processo produzir o item em uma determinada quantidade
Cartões: Cada cartão corresponde a uma embalagem do item
Triângulo (Kanban de Sinal): Cartão em formato triangular que corresponde a um lote de produção do processo fornecedor
Kanban de retirada:Dá autorização para a compra de itens em supermercados ou do
almoxarifado em uma determinada quantidade

Quais as regras do kanban?Regra 1: O processo cliente somente retira peças do supermercado quando isto realmente for necessário, isto é, seja para atender a demanda do cliente, seja para repor o seu supermercado;
Regra 2: O processo fornecedor só pode produzir itens dos quais possuir kanbans de produção e nas quantidades definidas nestes;
Regra 3: Somente peças boas podem ser colocadas em supermercados;Regra 4: O número de cartões deve ser progressivamente reduzido... sempre !
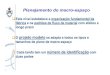
A dinâmica do sistemaSistema de um cartão: de modo geral é usado quando o supermercado fica próximo do processo cliente, ou a quantidade de peças por caixa é muito grande se comparada ao consumo; (somente Kanban de Produção)
Sistema de dois cartões: Usado quando o supermercado fica distante do processo cliente (em outro prédio por exemplo).(Kanban de Produção e de Retirada)

A dinâmica do sistema de um cartão
O cliente busca uma caixa de peças daquilo que precisa no supermercado do fornecedor. Ele traz a caixa para a sua linha com o kanban de produção.
QUADRO KANBAN
Processo 2Processo 1
SUPERMERCADODO FORNECEDOR

A dinâmica do sistema de um cartãoQuando a caixa fica vazia, o kanban de produção é retirado da caixa e o cartão é devolvido para a linha fornecedora. O cartão é então colocado no quadro autorizando a linha a produzir uma caixa do item.
Processo 1 Processo 2
QUADRO KANBAN
KANBAN DE PRODUÇÃO
SUPERMERCADODO FORNECEDOR

A dinâmica do sistema de dois cartões
O cliente consome as embalagens que estão no supermercado da linha (A). Os cartões de retirada que acompanhavam estas caixas, permitem a compra de peças no supermercado do fornecedor (B).
Processo 1 Processo 2
QUADRO KANBAN
SUPERMERCADODO FORNECEDOR
KANBAN DE RETIRADA
AB
SUPERMERCADODA LINHA

A dinâmica do sistema de dois cartões
O kanban de retirada autoriza o cliente a retirar uma embalagem do supermercado (C). O kanban de produção que estava na caixa é levado para o quadro e sua produção é autorizada (D).
Processo 1
SUPERMERCADODO FORNECEDOR
SUPERMERCADODA LINHA
KANBAN DE PRODUÇÃOQUADRO KANBAN
C
DProcesso 2

O quadro kanbanNa medida que o cliente retira peças do supermercado os cartões de produção que acompanhavam as caixas são levados para o processo fornecedor e são colocados em quadros.
– Estes quadros devem mostrar para a linha qual o item que deve ser produzido primeiro e qual o tamanho do lote a ser produzido.

O quadro kanbanFaixa Verde– Significado: Não há necessidade de produzir o item
Faixa Amarela– Significado: É preciso produzir o item
Faixa Vermelha– Significado: A proteção está sendo consumida

O funcionamento do quadro kanbanOs cartões que chegam ao quadro são inseridos primeiramente sobre a faixa verde, depois amarela e por fim a vermelha:
Quando as peças vão sendo produzidas os cartões são retirados primeiramente da faixa vermelha, depois da amarela e por fim da verde:
Peça A A10 pçs
A10 pçs
A10 pçs
Peça A A10 pçs
A10 pçs
A10 pçs

O quadro kanban

O quadro kanban

A composição do supermercado
Faixa Verde: Não há necessidade de se produzir quando só existem cartões sobre a faixa verde.Lo
te d
e P
rodu
ção
Lote
de
Pro
duçã
o
Peç
as n
o su
perm
erca
do
tempo

A composição do supermercado
Faixa Amarela: É preciso produzir o item. A linha precisa terminar o que está fazendo, fazer o setup, produzir um lote de transferência e o colocar no supermercado.
Peç
as n
o su
perm
erca
do
Lead Time tempo

A composição do supermercado
Faixa Vermelha: Existe para proteger os clientes de eventuais problemas do processo fornecedor. Só deve ser usada nestes casos.
Peç
as n
o su
perm
erca
do
Proteção
tempo

A composição do supermercado
tempoLo
te d
e P
rodu
ção
Tempo dereposição
1
2
3
4
5
6
7
8
9
0
Cai
xas
no s
uper
mer
cado
Lote de Produção
Tempo de reposição
Proteção

O quadro kanbanQual item precisa ser produzido?

O Comportamento do SupermercadoO comportamento esperado do supermercado é o seguinte:
quarta
peças
segunda terça quinta sexta
Dias da semana

Planejamento e controle JITProgramação Nivelada– Planejamento para que o mix e o volume sejam
constantes ao longo do tempo.– Funciona bem quando há um fluxo de demanda estável– Quando se pode reduzir drasticamente os tempo de setup– Os benefícios são grandes mas o esforço é grande também.
Modelos Mesclados– É uma ampliação da programação nivelada quando se
tem um mix repetitivo de componentes

Planejamento e controle JITExercício resolvido pg 498
Produto A = 1920Produto B = 1200Produto C = 960
(20x8x60)Tempo de ciclo TCA= = 5 min ou 8 unidades A a cada 40 min1920
(20x8x60)Tempo de ciclo TCB= = 8 min ou 5 unidades B a cada 40 min1200
(20x8x60)Tempo de ciclo TCC= = 10 min ou 4 unidades C a cada 40 min960
......B BACABACABACABACAB BACA......

Planejamento e controleJust in time
Sincronização– Algumas empresas produzem grande variedade de
componentes, contudo sem a regularidade exigida pela programação nivelada.
– Sincronização significa ajustar a saída a medida que ele avança em cada estágio.
– Classificação de componentes conforme a frequência:– Itens de alto fluxo– Itens repetitivos– Itens eventuais
– A sincronização pode reduzir a velocidade mas é preferível do que fazer estoque pelo sistema tradicional

Sistema Sistema Sistema ToyotaToyotaToyota de Produçãode Produçãode ProduçãoPg. 498
Questões:– Liste todas técnicas e práticas
diferentes que a Toyota adota.– Quais destas práticas poderiam
ser chamada filosofias JIT e quais técnicas JIT?
– Como objetivos operacionais são influenciadas pelas práticas adotadas pela Toyota.

JIT nos Serviços
Muitas das técnicas vistas são diretamente aplicadas Muitas das técnicas vistas são diretamente aplicadas aos serviços, outras precisam ser adaptadas.aos serviços, outras precisam ser adaptadas.
Estoque(Fila de materiais)
Filas(Fila de pessoas)
Custo Ligado ao capital Perda de tempo
Espaço Precisaalmoxarifado
Precisa área deespera
Qualidade Defeitos percebido Dá impressãonegativa
Discretização Divisão de estágios Divisão do trabalhoe especialização
Utilização Estágios ocupadosquando material emprocesso
Operadoresocupados eclientes esperando
Coordenação Evitar de ter quesincronizar o fluxo
Evitar de ter queequilibrar demandae fornecimento

Planejamento operacionalControle operacionalSimilaridades com a manufatura:
– Baixa variedade– Produto simples– Produção puxada– Tamanho de lote unitário– Flexibilidade– Suprimento JIT– Visibilidade
LittleLittleLittle ChefChefChef
Jan Fev Mar Abr Mai Jun Jul Ago Set Out Nov Dez
60 -
50 -
40 -
30 -
20 -
10 -
0 -
Mês
Ven
das
(K£
)
Sex Sab Dom Seg Ter Qua Qui
2500 -
2000 -
1500 -
1000 -
500 -
0 -
Dia
Ven
das
(£)
7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22
20 -
0 -
horas
Ven
das
(£)
40 -
60 -
80 -
100 -
120 -
140 -
Pg 500Pg 500Pg 500

JIT(KANBAN) MRPComo o kanban e MRP podem ser combinados em um mesmo sistemaCaracterísticas Principais do MRP
– pode ser empurrado– derivado do programa mestre– computer dependent– rígido nos quantitativos– programação com lead time fixo– alteração na programação exige processamento completo.
Características principais do JIT– é sempre puxado– pedidos simples por cartão– decisões de planejamento e controle são descentralizadas– Programação baseada em taxas de produção– busca a flexibilidade de recursos

MRP para controle global e KANBAN para controle internoSimilaridades e diferenças entre o KANBAN e MRP:MRP– Programa Mestre de Produção– Programação de estoques e tarefas para tempos mais longos (large
span)– Programação entre setores ou fábricas– Programação de compra
KANBAN– Controle preciso e flexível de ordens e estoque entre células– Redução dos níveis do MRP– Simplificação das informações referentes a roteiros e processos.– Redução do Lead time e estoque em processo– Ordens de compra
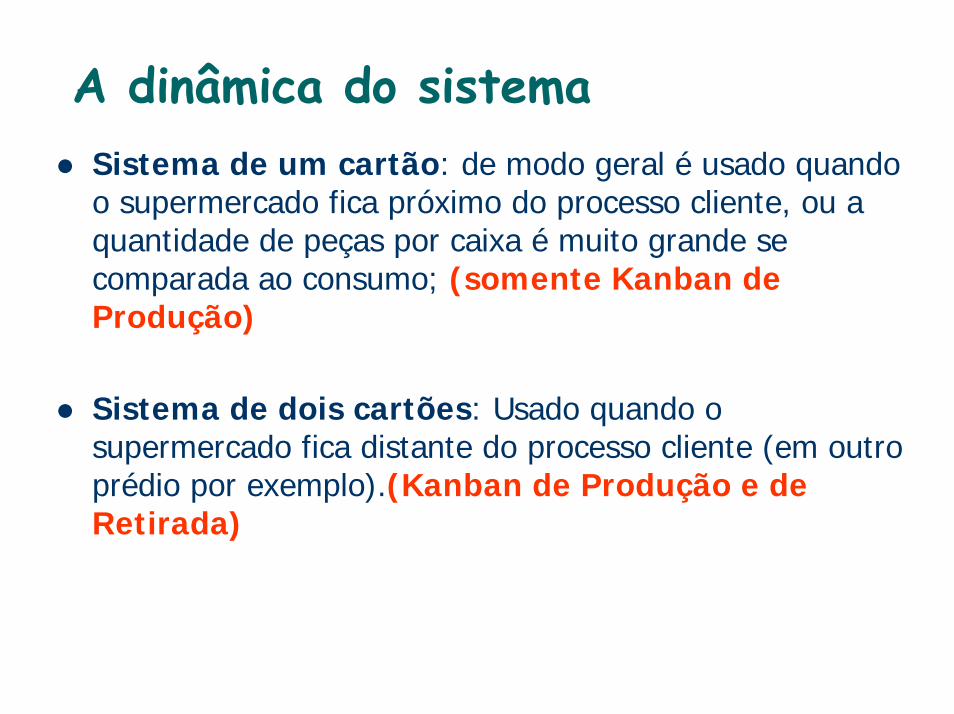
Sistemas separados para produtos diferentes
Programa Mestre de Produção
Lista de materiaispara peças comuns
Lista de materiaispara peças opcionais
Demanda portaxa de produção semanal
Demanda por prazo ou volume na base semanal
Programa de fornecedoresPrograma de produção Programa de produção
Ordens por cartão Ordens por Lote

MRP para a programação e KANBAN para o chão de fábrica
Programa Mestrede Produção
Controle depedidos
Programa demontagem
Planejamento demateriais
Lista de materiaissimplificada
Compras
Recebimentos Materiais Célula1
Célula2
Montagemfinal
Célula3
Célula4
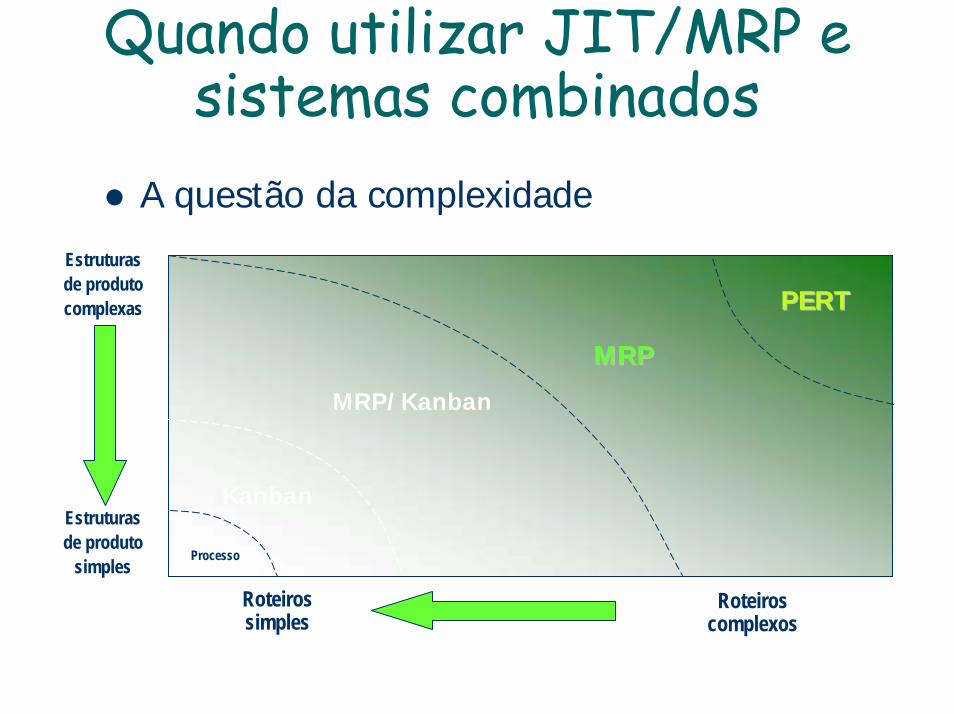
Quando utilizar JIT/MRP e sistemas combinados
A questão da complexidade
Estruturasde produtocomplexas
Processo
Kanban
MRP/Kanban
MRPMRP
PERTPERT
Estruturasde produto
simples
Roteirossimples
Roteiroscomplexos

Quando utilizar JIT/MRP e Sistemas Combinados
A questão dos níveis de controle e volume variedade
Alto
Controle deProcesso
Tecnologia
Kanban
MRP+KanbanMRP
Controle deProjetoPERT
Nív
el d
e co
ntro
le
Baixo
VariedadeAlta
Volume Alto


Modelos mesclados Modelos mesclados Modelos mesclados
ABAACABAACABAACABAACABAACABAACLoteunitário
Grau de nivelamento
Tempos de setup
Flexibilidade do Sistema
Baixo
Baixo
Baixa
Alto
Alto
Alta
LotesGrandes
LotesPequenos
LotesUnitários

Programação nivelada Programação nivelada Programação nivelada
Lotes grandes
600A
600A
600A
600A
600A
200B+
200C
200B+
200C
200B+
200C
200B+
200C
200B+
200C
250 250 100 50 250 250 100 50 250 250 100 50 250 250 100 50 250 250 100 50A B A B A B A B A B
A A + + A A + + A A + + A A + + A A + +150 200 150 200 150 250 150 250 150 250B C B C B C B C B C
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20Dias
Produção
Expedição
150 150 150 150 150 150 150 150 150 150 150 150 150 150 150 150 150 150 150 150A A A A A A A A A A A A A A A A A A A A50 50 50 50 50 50 50 50 50 50 50 50 50 50 50 50 50 50 50 50B B B B B B B B B B B B B B B B B B B B50 50 50 50 50 50 50 50 50 50 50 50 50 50 50 50 50 50 50 50C C C C C C C C C C C C C C C C C C C C
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20Dias
Produção
Expedição=
Programação nivelada

AçosSão Paulo
MontadoraSão Jorge
Terças eQuintas
Diário
Controle daProdução
MRP
EXPEDIÇÃO
PedidoDiário
Previsão de6 semanas Previsão de
90/60/30diasPedidoDiário
Plataforma
TPT= 2 semana
T/C = 1 sTR = 1 hDisponib=85%27600s dispon
ESTAMPARIA
1200 T E
SOLDA 1
1200 T E
SOLDA 2
1200 T E
1200 T E
1200 T EE
MONTAGEM 1 MONTAGEM 2
Lead Timede produção=23,6dias
2 Turnos
T/C = 39 sTR = 10 minDisponib=100%
27600 s dispon2 Turnos
T/C = 46 sTR = 10 min Disponib=100%
27600 s dispon2 Turnos
T/C = 62 sTR = 0 Disponib=100%
27600 s dispon2 Turnos
T/C = 40 sTR = 0 Disponib=100%
27600 s dispon
Programação Semanal
Bobinas de 200m 18400 pçs/mês12000 “E”6400 “D”
Bandeja = 20 pçs2 Turnos
5 dias 7,6 dias 2 dias1s 46s
1,8 dia 2,7 dias 4,5 dias39s 62s 40s
Tempo deprocessamento=188s

AçosSão Paulo
MontadoraSão Jorge
Diário Diário
Controle daProdução
MRP
Estamparia Solda+Monta
bobi
na
Bobinas
bobin
a
Expedição
20
2020
2020
20
oxox
Pedido Diário
E
D
PedidoDiário
Previsão de6 semanas Previsão de
90/60/30diasPedidoDiário
lote
bin
PlataformaTrocas
TPT= 1 turnoTR < 10 min Takt= 60 s
T/C = 55 sTR = 0Disponib=100%2 turnos
2 dias(na prensa) 1,5 dia
1,5 dia 1,5 dia 2 dias1s 165s
Lead Timede produção=5dias
Tempo deprocessamento=166s

Manutenção produtiva